

Weller WDD 161V Operating Instructions Manual

WDD 161V
Betriebsanleitung
Mode d’emploi
Gebruiksaanwijzing
Istruzioni per l’uso
Operating Instructions
Instruktionsbok
Manual de uso
Betjeningsvejledning
Manual do utilizador
Käyttöohjeet
D
F
NL
I
GB
E
S
DK
P
FIN
√‰ËÁ›Â˜ §ÂÈÙÔ˘ÚÁ›·˜
Kullan∂m k∂lavuzu
Návod k pouÏití
Instrukcja obs∏ugi
Üzemeltetési utasítás
Návod na pouÏívanie
Navodila za uporabo
Kasutusjuhend
Naudojimo instrukcija
Lieto‰anas instrukcija
GR
TR
CZ
PL
H
SLO
SK
EST
LT
LV
D
F
NL
I
GB
S
E
FIN
P
DK
Inhaltsverzeichnis Seite
1. Achtung! 1
2. Beschreibung 1
Technische Daten 2
3. Inbetriebnahme 2
4. Potentialausgleich 3
5. Arbeitshinweise 3
6. Zubehörliste 4
7. Lieferumfang 4
Table des matières Page
1. Attention! 5
2. Description 5
Caractéristiques techniques 5
3. Mise en service 6
4. Equilibrage de potentiel 7
5. Instruction d'emploi 7
6. Accessoires 8
7. Eléments compris dans la livraison 8
Inhoud Pagina
1. Attentie! 9
2. Beschrijving 9
Technische gegevens 10
3. Ingebruikname 10
4. Potentiaal vereffening 11
5. Werkaanwijzingen 11
6. Toebehoren 12
7. Leveromvang 12
Indice Pagina
1. Attenzione! 13
2. Descrizione 13
Dati tecnici 14
3. Messa in esercidio 14
4. Equalizzazione dei potenziali 15
5. Modalità d’uso 15
6. Accessori 16
7. Fornitura 16
Table of contents Page
1. Caution! 17
2. Description 17
Technical data 18
3. Commissioning 18
4. Equipotential bonding 19
5. Instruction for use 19
6. Accessories 20
7. Items supplied 20
Innehållsförteckning Sidan
1. Observera! 21
2. Beskrivning 21
Tekniska data 22
3. Idrigttagning 22
4. Potentialutjämning 23
5. Arbetsanvisningar 23
6. Tillbehör 24
7. Leveransomfång 24
Indice Página
1. Atencion! 25
2. Descripción 25
Datos técnicos 26
3. Puesta en funcionamiento 26
4. Compensación de potencial 27
5. Indicaciones para el trabajo 27
6. Accesorios 28
7. Extensión del suministro 28
Indholdsfortegnelse Side
1. Forsigtig! 29
2. Beskrivelse 29
Tekniske data 30
3. Ibrugtagning 30
4. Potentialudligning 31
5. Arbejdshenvisninger 31
6. Tilbehør 32
7. Leveringsomfang 32
Índice Página
1. Atençao! 33
2. Descrição 33
Dados técnicos 34
3. Colocação em funcionamento 34
4. Ligação equipotencial 35
5. IInstruções de trabalho 35
6. Acessórios 36
7. Volume de entrega 36
Sisällysluettelo Sivu
1. Huomio! 37
2. Kuvaus 37
Tekniset tiedot 38
3. Käyttöönotto 38
4. Potentiaalintasaus 39
5. Työohjeet 39
6. Lisätarvikkeet 40
7. Toimituksen laajuus 40
SLO
TR
GR
CZ
PL
H
SK
LV
LT
EST
Obsah Strana
1. Pozor! 62
2. Opis 62
Technické údaje 63
3. Uvedenie do prevádzky 63
4. Vyrovnanie potenciálov 64
5. Pracovné pokyny 64
6. Zoznam príslu‰enstva 65
7. Objem dodávky 65
Vsebina Stran
1. Pozor! 66
2. Tehniãni opis 66
Tehniãni podatki 67
3. Pred uporabo 67
4. Izenaãevanje potenciala 68
5. Navodila za delo 68
6. Seznam pribora 69
7. Obseg dobave 69
Sisukord Lehekülg
1. Tähelepanu! 70
2. Kirjeldus 70
Tehnilised andmed 71
3. Kasutuselevõtmine 71
4. Potentsiaalide ühtlustamine 72
5. Tööjuhised 72
6. Lisavarustuse nimekiri 73
7. Tarne maht 73
Turinys Puslapis
1. Dòmesio! 74
2. Apra‰ymas 74
Techniniai duomenys 75
3. Pradedant naudoti 75
4. Potencial˜ i‰lyginimas 76
5. Darbo nurodymai 76
6. Pried˜ sàra‰as 77
7. Tiekiamas komplektas 77
Satura rÇd¥tÇjs
1. Uzman¥bu! 78
2. Apraksts 78
Tehniskie dati 79
3.
Darb¥bas uzsÇk‰ana
79
4. PotenciÇla izl¥dzinljana 80
5. Lieto‰anas noteikumi 80
6. Piederumu saraksts 81
7. PiegÇdes
apjoms
81
¶›Ó·Î·˜ ÂÚȯÔÌ¤ÓˆÓ ™ÂÏ›‰·
1. ¶ÚÔÛÔ¯‹! 41
2. ¶ВЪИБЪ·К‹ 41
Δ¯ÓÈο ÛÙÔȯ›· 42
3. ∞Ъ¯ИО‹ ı¤ЫЛ ЫВ ПВИЩФ˘ЪБ›· 42
4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ 43
5. √‰ËÁ›Â˜ ÂÚÁ·Û›·˜ 43
6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· 44
7. ª¤ÁÂıÔ˜ Ù˘ ·Ú¿‰ÔÛ˘ 45
Íçindekiler Sayfa
1. Dikkat! 46
2. Tasvir 46
Teknik veriler 47
3. Kullanıma alı¸s 47
4. Potansiyel denkleme 48
5. Kullanımla ilgili notlar 48
6. Aksam listesi 49
7. Satı¸s kapsamı 49
Obsah Strana
1. Pozor! 50
2. Popis 50
Technické údaje 51
3. Uvedení do provozu 51
4. Vyrovnání potenciálÛ 52
5. Pracovní pokyny 52
6. Seznam pfiíslu‰enství 53
7. Rozsah dodávky 53
Spis treÊci Strona
1. Uwaga! 54
2. Opis 54
Dane techniczne 55
3. Uruchomienie 55
4. Wyrównanie potencja∏u 56
5. Wskazówki dot. pracy 56
6. Lista akcesoriów 57
7. Zakres wyposa˝enia 57
Tartalomjegyzék Oldal
1. Figyelem! 58
2. Leírás 58
Mıszaki adatok 59
3. Üzembevétel 59
4. Potenciálkiegyenlítés 60
5. Munkautasítások 60
6. Tartozéklista 61
7. Szállítási terjedelem 61
NLFD
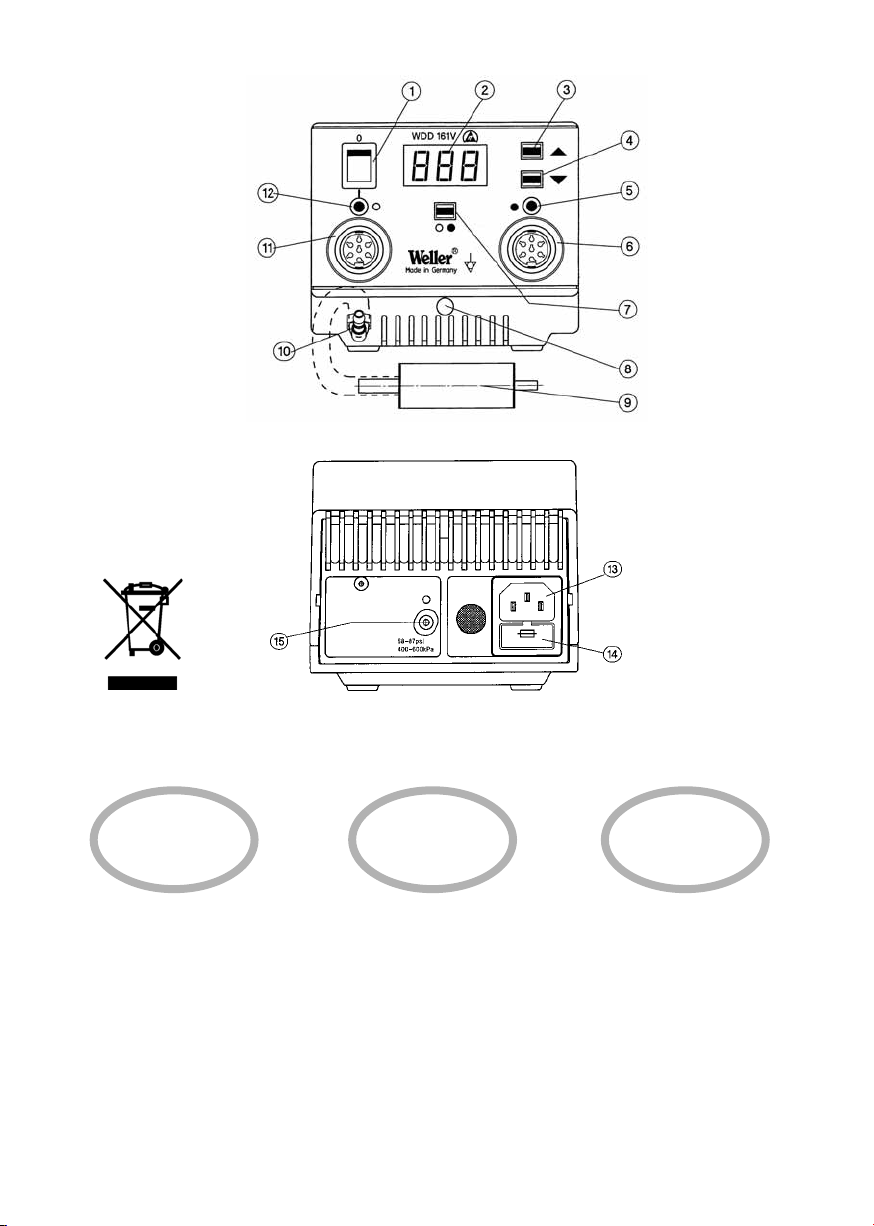
1. Netzschalter
2. Digitalanzeige
3. „UP“-Taste
4. „DOWN“-Taste
5. Optische Regelkontrolle und
Anzeige Kanalwahl rechts
6. Anschlussbuchse Löt- /
Entlötkolben rechts
7. Kanalwahltaste
8. Potentialausgleichsbuchse
9. Hauptfilter
10. Vakuum-Anschluss
11. Anschlussbuchse Löt- /
Entlötkolben links
12. Optische Regelkontrolle und
Anzeige Kanalwahl links
13. Netzanschluss
14. Netzsicherung
15. Druckluftanschluss
1. Interrupteur secteur
2. Afficheur numérique
3. Touche „UP“
4. Touche „DOWN“
5. Contrôle visuel du réglage et affichage de la sélection du canal de droite
6. Prise de raccordement pour le fer à
souder de droite
7. Touche de sélection du canal
8. Prise de compensation du poten
tiel
9. Filtre principal
10. Raccord d‘aspiration
11. Prise de raccordement du fer à
souder de gauche
12. Contrôle visuel du réglage et affichage de la sélection du canal de gauche
13. Connecteur secteur
14. Fusible secteur
15. Raccord d‘air comprimé
1. Netschakelaar
2. Digitaal display
3. ”UP” toets
4. ”DOWN” toets
5. Optische regelcontrole en aanwijzing kanaalkeuze rechts
6. Aansluitbus soldeerbout rechts
7. Kanaalkeuzetoets
8. Potentiaalcompensatiebus
9. Hoofdfilter
10. Vacuüm aansluiting
11. Aansluitbus soldeerbout links
12. Optische regelcontrole en aanwijzing kanaalkeuze links
13. Netaansluiting
14. Netzekering
15. Persluchtaansluiting
P
1. Interruptor geral
2. Mostrador digital
3. Botão „UP“
4. Botão „DOWN“
5. Controlo óptico de regulação e indicador de selecção do canal direito
6. Tomada para ligação do ferro de
soldar, lado direito
7. Botão de selecção do canal
8. Conector para a ligação equipotencial
9. Filtro principal
10. Conector vácuo
11. Tomada para ligação do ferro de
soldar, lado esquerdo
12. Controlo óptico de regulação e indicador de selecção do canal esquerdo
13. Ligação à rede
14. Fusível de rede
15. Conector para ar comprimido
DK
1. Netafbryder
2. Digitalvisning
3. ”UP”-knap
4. ”DOWN”-knap
5. Optisk styringskontrol og visning
af kanalvalg til højre
6. Tilslutningsbøsning for loddekolberne til højre
7. Kanalvalgsknap
8. Potentialudlingningsbøsning
9. Hovedfilter
10. Vakuum-tilslutning
11. Tilslutningsbøsning for loddekolberne til venstre
12. Optisk styringskontrol og visning
af kanalvalg til højre
13. Nettilslutning
14. Netsikring
15. Tryklufttilslutning
E
SGB
I
1. Mains Switch
2. Digital Display
3. „UP“ Button
4. „DOWN“ Button
5. Right Hand Optical Regulator
Monitor and Channel Selection
Indicator
6. Right Hand Soldering Iron
Connector
7. Channel Selection Button
8. Equipontial bonding bush
9. Main Filter
10. Vacuum Connection
11. Left Hand Soldering Iron
Connector
12. Left Hand Optical Regulator
Monitor and Channel Selection
Indicator
13. Mains Connection
14. Mains Fuse
15. Compressed Air Connection
1. Nätströmbrytare
2. Digitalindikation
3. ”UP”-tangent
4. ”DOWN”-tangent
5. Optisk reglerkontroll och indikation,
kanalval höger
6. Anslutningsbussning lödkolv
höger
7. Kanalvalstangent
8. Potentialutjämningsbussning
9. Huvudfilter
10. Vakuum-Anslutning
11. Anslutningsbussning lödkolv
vänster
12. Optisk reglerkontroll och
indikation, kanalval vänster
13. Nätanslutning
14. Nätsäkring
15. Anslutning för tryckluft
1. Interruttore di rete
2. Display digitale
3. Pulsante „UP“
4. Pulsante „DOWN“
5. Controllo di regolazione e indicatore
del canale destro
6. Connettore utensile destro
7. Pulsante di selezione canale
8. Presa per l‘equalizzazione potenzi
ali
9. Filtro principale
10. Attacco per tubo vuoto utensili
11. Connettore utensile sinistro
12. Controllo di regolazione e indicatore
del canale sinistro
13. Presa per il cavo di collegamento
a rete
14. Fusibile di rete
15. Attacco ad innesto veloce per aria
compressa
1. Interruptor primario
2. Indicador digital
3. Tecla ”UP”
4. Tecla ”DOWN”
5. Control óptico de regulación e indicador de selección de canal a derecha
6. Conector hembra para la conexión
del soldador a derecha
7. Tecla para selección del canal
8. Conector hembra para compensaciòn de potencial
9. Filtro principal
10. Conexión para Vacío
11. Conector hembra para la conexión
del soldador a izquierda
12. Control óptico de regulación e indicador de selección de canal a
izquierda
13. Toma de corriente
14. Fusible
15. Toma de aire compimido
HPLCZ
1. SíÈov˘ vypínaã
2. Displej
3. TlaãítkoUP
4. TlaãítkoDOWN
5. Optická kontrola regulace a indikace volby pravého kanálu
6. Pfiipojovací zásuvka pro pájeãku /
odpájeãku vpravo
7. Tlaãítko volby kanálu
8. Zdífika pro vyrovnání potenciálÛ
9. Hlavní filtr
10. Pfiípojka podtlaku
11. Pfiipojovací zásuvka pro pájeãku /
odpájeãku vlevo
12. Optická kontrola regulace a indikace volby levého kanálu
13. SíÈová pfiípojka
14. SíÈová pojistka
15. Pfiívod stlaãeného vzduchu
1. hálózati kapcsoló
2. digitális kijelzŒ
3. UP gomb
4. DOWN gomb
5. optikai szabályozóellenŒrzŒ és
jobb csatornaválasztás kijelzŒje
6. jobb forrasztó- / kiforrasztópáka
csatlakozóhüvelye
7. csatornaválasztó gomb
8. PotenciálkiegyenlítŒ hüvely
9. FŒszırŒ
10. vákuum-csatlakozó
11. bal forrasztó- / kiforrasztópáka
csatlakozóhüvelye
12. optikai szabályozóellenŒrzŒ és bal
csatornaválasztás kijelzŒje
13. hálózati csatlakozás
14. hálózati biztosíték
15. SırítettlevegŒ-csatlakoztatás
1. W∏àcznik sieciowy
2. Wskaênik cyfrowy
3. Przycisk UP
4. Przycisk DOWN
5. Optyczna kontrola regulacji oraz
wskaênik prawego kana∏u
6. Prawe gniazdo przy∏àczeniowe
kolby lutowniczej / odlutowujàcej
7. Przycisk wyboru kana∏u
8. Gniazdo wyrównania potencja∏u
9. Filtr g∏ówny
10. Przy∏àcze pró˝ni
11. Lewe gniazdo przy∏àczeniowe
kolby lutowniczej / odlutowujàcej
12. Optyczna kontrola regulacji oraz
wskaênik lewego kana∏u
13. Przy∏àcze sieciowe
14. Bezpiecznik sieciowy
15. Przy∏àcze spr´˝onego powietrza
FIN
1. Virtakytkin
2. Digitaalinen näyttö
3. „UP“-näppäin
4. „DOWN“-näppäin
5. Optinen säätökontrolli ja kanavan
valintanäyttö oik.
6. Kolvin liitäntä oik.
7. Kanavan valintanäppäin
8. Potentiaalintasausliitäntä
9. Pääsuodatin
10. Alipaineliitäntä
11. Kolvin liitäntä vas.
12. Optinen säätökontrolli ja kanavan
valintanäyttö vas.
13. Verkkoliitäntä
14. Verkkosulake
15. Paineilmaliitäntä
GR
1. ¢И·ОfiЩЛ˜ ЛПВОЩЪИОФ‡ ЪВ‡М·ЩФ˜
2. æËÊȷ΋ ¤Ó‰ÂÈÍË
3. ¶Ï‹ÎÙÚÔ ”Up”
4. ¶Ï‹ÎÙÚÔ ”Down”
5. √ÙÈÎfi˜ ¤ÏÂÁ¯Ô˜ Î·È ¤Ó‰ÂÈÍË Ù˘
ÂÈÏÔÁ‹˜ ηӷÏÈÔ‡ ‰ÂÍÈ¿
6. АФ‰Ф¯‹ Ы‡У‰ВЫЛ˜ ЩФ˘ ВМ‚fiПФ˘
Ы˘БОfiППЛЫЛ˜ ‰ВНИ¿
7. ¶Ï‹ÎÙÚÔ ÂÈÏÔÁ‹˜ ηӷÏÈÔ‡
8. ÀÔ‰Ô¯‹ Â͛ۈÛ˘ ‰˘Ó·ÌÈÎo‡
9. ∫‡ÚÈÔ Ê›ÏÙÚÔ
10. ™‡Ó‰ÂÛË ÙÔ˘ Û˘ÛÙ‹Ì·ÙÔ˜ ÎÂÓÔ‡
·¤Ú· (‚¿ÎÔ˘Ì)
11. АФ‰Ф¯‹ Ы‡У‰ВЫЛ˜ ЩФ˘ ВМ‚fiПФ˘
Ы˘БОfiППЛЫЛ˜ ·ЪИЫЩВЪ¿
12. √ЩИОfi˜ ¤ПВБ¯Ф˜ О·И ¤У‰ВИНЛ ЩЛ˜
ВИПФБ‹˜ О·У·ПИФ‡ ·ЪИЫЩВЪ¿
13. ™‡У‰ВЫЛ ЫЩФ ЛПВОЩЪИОfi ‰›ОЩ˘Ф
14. ∞ЫК¿ПВИ· ЛПВОЩЪИОФ‡ ‰ИОЩ‡Ф˘
15. ™‡Ó‰ÂÛË ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·
TR
1. Elektrik ¸salteri
2. Dijital gösterge
3. „UP“ (yukarı) tu¸su
4. „DOWN“ (a¸sa˘gı) tu¸su
5. Ayarlar için optik kontrol ve sa˘g
kanal seçimi
6. Lehim kalemi / lehim silme kalemi
için sa˘g ba˘glantı giri¸si
7. Kanal seçim tu¸su
8. Potansiyel denkleme giri¸si
9. Ana filtre
10. Vakum ba˘glantısı
11. Lehim kalemi / lehim silme kalemi
için sol ba˘glantı giri¸si
12. Optik kontrol ve gösterge sol kanal
ƒseçimi
13. Elektrik ba˘glantısı
14. Elektrik sigortası
15. Basınçlı hava ba˘glantısı
SK
SLO
EST
LV
LT
1. Võrgulüliti
2. Digitaalnäidik
3. "UP" klahv
4. "DOWN" klahv
5. Optiline reguleerimiskontroll ja
parempoolse kanalivaliku näidik
6. Joote/lahtijootekolvi parempoolne
ühenduspuks
7. Kanalivaliku klahv
8. Potentsiaalide ühtlustuspuks
9. Peafilter
10.Vaakumi ühenduspuks
11.Joote/lahtijootekolvi vasakpoolne
ühenduspuks
12.Optiline reguleerimiskontroll ja
vasakpoolse kanalivaliku näidik
13. Võrguühendus
14. Võrgukaitse
15. Suruõhuühendus
1. OmreÏno stikalo
2. Digitalni prikaz
3. Tipka UP (gor)
4. Tipka DOWN (dol)
5. Vizualna kontrola regulacije in prikaz izbire kanala desno
6. Prikljuãna doza za spajkalnik /
odspajkalnik desno
7. Tipka za izbiro kanala
8. Pu‰a za izenaãevanje potenciala
9. Glavni filter
10. Prikljuãek za podtlak
11. Prikljuãna doza za spajkalnik /
odspajkalnik levo
12. Vizualna kontrola regulacije in prikaz izbire kanala levo
13. Vtiãnica za elektriãni kabel
14. OmreÏna varovalka
15. Prikljuãek za komprimirani zrak
1. Tinklo jungiklis
2. Skaitmeninis indikatorius
3. Mygtukas „UP"
4. Mygtukas „DOWN"
5. Optinò valdymo kontrolò ir
de‰inio kanalo pasirinkimo indikatorius
6. Lituoklio / atlituoklio prijungimo
lizdas, de‰inys
7. Kanal˜ pasirinkimo mygtu
kas
8. Potencial˜ i‰lyginimo lizdas
9. Pagrindinis filtras
10. Vakuumo jungtis
11. Lituoklio / atlituoklio prijungimo
lizdas, kairys
12. Optinò valdymo kontrolò ir kairio
kanalo pasirinkimo indikatorius
13. Lizdas elektros tinklui prijungti
14. Tinklo saugiklis
15. Suspausto oro jungtis
1. Elektr¥bas baro‰anas slïdzis
2. DigitÇlie rÇd¥jumi
3. "UP" (Aug‰up) tausti¿‰
4. "DOWN" (Lejup) tausti¿‰
5. OptiskÇ vad¥bas kontrole un kanÇlu
izvïles rÇd¥tÇjs pa labi
6. Pieslïguma kontaktvieta
lodÇmuram / atlodï‰anas
lodÇmuram pa labi
7. KanÇla izvïlnes tausti¿‰
8. PotenciÇlu izl¥dzinljanas bukse
9. Galvenais filtrs
10. Vakuuma pieslïgums
11. Pieslïguma bukse lodÇmuram /
atlodï‰anas lodÇmuram pa kreisi
12. OptiskÇ vad¥bas kontrole un kanÇlu
izvïlnes rÇd¥tÇjs pa kreisi
13. T¥kla pieslïgums
14. Elektr¥bas t¥kla dro‰¥bas elements
15. SaspiestÇ gaisa pieslïgums
1. SieÈov˘ vypínaã
2. Digitálny ukazovateº
3. Tlaãidlo UP
4. Tlaãidlo DOWN
5. Optická kontrola regulácie a
indikácie voºby pravého kanálu
6. Pripojovacia zásuvka pre spájkovaãku / odspájkovaãku vpravo
7. Tlaãidlo voºby kanálu
8. Prípojka pre vyrovnanie napätia
9. Hlavn˘ filter
10. Prípojka pre vákuum
11. Pripojovacia zásuvka pre spájkovaãku / odspájkovaãku vºavo
12.. Optická kontrola regulácie a
indikácie voºby ºavého kanálu
13. SieÈová prípojka
14. SieÈov˘ istiã
15. Prívod stlaãeného vzduchu
1
Deutsch
Wir danken Ihnen für das mit dem Kauf der Weller Lötstation
WDD 161V erwiesene Vertrauen. Bei der Fertigung wurden
strengste Qualitäts-Anforderungen zugrunde gelegt, die eine
einwandfreie Funktion des Gerätes sicherstellen.
1. Achtung!
Vor Inbetriebnahme des Gerätes lesen Sie bitte diese
Betriebsanleitung und die beiliegenden Sicherheitshinweise
aufmerksam durch. Bei Nichteinhaltung der
Sicherheitsvorschriften droht Gefahr für Leib und Leben.
Für andere, von der Betriebsanleitung abweichende Verwendungen, sowie bei eigenmächtiger Veränderung, wird
von Seiten des Herstellers keine Haftung übernommen.
Die Weller Lötstation WDD 161V entspricht der EG
Konformitätserklärung gemäß den grundlegenden
Sicherheitsanforderungen der Richtlinien 89/336/EWG und
73/23EWG.
2. Beschreibung
2.1 Steuergerät
Die Lötstation WDD 161V gehört einer Gerätefamilie an, die
für die industrielle Fertigungstechnik, sowie für den
Reparatur- und Laborbereich entwickelt wurde. Einfache und
komfortable Bedienung werden durch den Einsatz eines
Mikroprozessors ermöglicht. An zwei voneinander unabhängigen, digitalen Temperaturregelungen können zwei unterschiedliche Löt- / Entlötwerkzeuge gleichzeitig betrieben
werden. Die Werkzeuge selbst werden von der Löt- /
Entlötstation automatisch erkannt und die entsprechenden
Regelparameter zugeordnet. Die besonders leistungsfähigen
24 V Heizelemente ermöglichen ein ausgezeichnetes, dynamisches Verhalten. Das Lötwerkzeug wird so universell einsetzbar.
Das zum Entlöten benötigte Vakuum wird durch einen internen wartungsfreien Druckluftwandler erzeugt und über einen
integrierten Fingerschalter am Entlötkolben aktiviert.
Verschiedene Potentialausgleichsmöglichkeiten zur
Lötspitze, Nullspannungsschalter sowie antistatische
Ausführung von Steuergerät und Kolben ergänzen den hohen
Qualitätsstandard. Die Anschlussmöglichkeit eines externen
Eingabegerätes erweitert die Funktionsvielfalt dieser
Entlötstation. Mit den als Option erhältlichen Eingabegeräten
WCB 1 und WCB 2 können unter anderem Zeit- und
Verriegelungsfunktionen realisiert werden. Ein integriertes
Temperaturmeßgerät und eine PC-Schnittstelle gehören zum
erweiterten Umfang des Eingabegerätes WCB 2.
Die gewünschte Temperatur kann im Bereich von 50°C 450°C (550°C) über 2 Tasten (UP/DOWN) eingestellt werden.
Soll- und Istwert werden durch die entsprechende Anwahl
mit der Kanalwahltaste digital angezeigt. Das Erreichen der
vorgewählten Temperatur wird durch eine dem Kanal zugeordnete LED signalisiert, die somit als optische
Regelkontrolle dient. Dauerndes Leuchten bedeutet, dass
das System aufheizt.
2.2 Lötwerkzeug
DXV 80: Entlötkolben 80 W. Konisches Befestigungs-
system der Saugdüse. Inline Ausführung
(senkrechte Arbeitshaltung). Der Zinnsammelbehälter ist im Griff integriert. Er ist ein
fach und ohne Werkzeug auswechselbar. Breites CSF- (SMD Auslötstempel) und
Saugdüsenprogramm. Das Vakuum wird
mittels Fingerschalter aktiviert.
DSX 80: Entlötkolben 80 W. Konisches Befestigungs-
system der Saugdüse. Ein breites Saugdüsenprogramm ermöglicht ein optimales Absaugen
von Lötzinn an unterschiedlichsten Lötstellen.
Der Zinnsammelbehälter ist einfach und ohne
Werkzeug wechselbar. Integrierter
Fingerschalter zur Aktivierung des Vakuums.
WSP 150: Besonders leistungsfähiger 150W Lötkolben
für Lötarbeiten mit extrem hohen Wärmebedarf.
Bei der Verwendung dieses Lötkolbens ist nur
ein Kanal aktiv. Erweiterter- Temperaturbereich
bis 550°C.
WTA 50: Die Entlötpinzette WTA 50 wurde speziell zum
Auslöten von SMD-Bauteilen konzipiert. Zwei
Heizelemente (2 x 25 W) mit jeweils eigenem
Temperatursensor sorgen für gleiche
Temperaturen an beiden Schenkeln.
LR 82: Leistungsfähiger 80 W Lötkolben für
Lötarbeiten mit großem Wärmebedarf. Die
Befestigung der Lötspitze erfolgt über einen
Bajonettverschluss, der einen positionstreuen Spitzenwechsel ermöglicht.
WSP 80: Der Lötkolben WSP 80 zeichnet sich durch
sein blitzschnelles und präzise Erreichen der
Löttemperatur aus. Durch seine schlanke
Bauform und einer Heizleistung von 80 W ist
ein universeller Einsatz von extrem feinen
Lötarbeiten bis hin zu solchen mit hohem
Wärmebedarf möglich. Nach Wechsel der
Lötspitze ist ein unmittelbares Weiterarbeiten
möglich, da die Betriebstemperatur in kürzester
Zeit wieder erreicht ist.
WMP: Der Weller Micro Lötkolben WMP eignet sich
durch sein handliches Konzept zur Bearbeitung
professioneller SMD Elektronik. Eine kurze
Distanz zwischen Griffpunkt und Lötspitze
erlaubt eine ergonomische Handhabung des
65 W Lötkolbens bei der Durchführung feinster
Lötaufgaben
2
Deutsch
Weiter anschließbare Werkzeuge siehe Zubehörliste.
3. Inbetriebnahme
Das Lötwerkzeug in der Sicherheitsablage ablegen.
Druckluftschlauch mit Außendurchmesser 6 mm in die
Schnellkupplung für Druckluftanschluss (15) einstecken.
Druckluftversorgung mit 4-6 bar (58-87 psi) trockener,
ölfreier Druckluft herstellen. Die elektrische
Verbindungsleitungen der Lötwerkzeuge in die 7 pol.
Anschlussbuchse (6), (11) an der Frontplatte einstecken und
arretieren. Hauptfilter (9) mit Schlauchstück zwischen
Vakuumanschluss (10) und Vakuumschlauch des
Entlötkolbens einsetzen. Überprüfen, ob die Netzspannung
mit der Angabe auf dem Typenschild übereinstimmt und der
Netzschalter (1) sich im ausgeschalteten Zustand befindet.
Steuergerät mit dem Netz verbinden. Gerät am Netzschalter
(1) einschalten. Beim Einschalten des Gerätes wird ein
Selbsttest durchgeführt, bei dem alle Anzeigeinstrumente
(2), (5) und (12) in Betrieb sind.
Anschließend wird kurzzeitig die eingestellte Temperatur
(Sollwert) und die Temperaturversion (°C/°F) angezeigt.
Danach schaltet die Elektronik automatisch auf die
Istwertanzeige um. LED (5) bzw. (12) leuchtet. Diese
Leuchtdioden dienen als optische Regelkontrolle. Dauerndes
Leuchten bedeutet System heizt auf. Blinken signalisiert das
Erreichen der Betriebstemperatur.
Das zum Entlöten benötigte Vakuum wird durch den integrierten Fingerschalter am Entlötkolben aktiviert.
Kanalwahl
Durch das Betätigen der Kanalwahltaste (7) kann die
Digitalanzeige auf den gewünschten Kanal 1 oder 2 eingestellt werden. Der jeweils angezeigte Kanal ist durch eine rot
/ orange Leuchtdiode (5) oder (12) über der
Anschlussbuchse gekennzeichnet.
Der angezeigte Kanal kann durch gleichzeitiges Betätigen
der „UP“ und „DOWN“ Taste (3) (4) ausgeschalten werden.
Dies wird in der Anzeige mit „OFF“ bestätigt.
Zur Aktivierung eines ausgeschaltenen Kanals wird dieser
gegebenenfalls durch die Kanalwahltaste ausgewählt und
durch gleichzeitiges Drücken der „UP“ und „DOWN“ Taste
(3) (4) eingeschalten. In der Anzeige erscheint der Istwert.
Temperatureinstellung
Grundsätzlich zeigt die Digitalanzeige (2) den
Temperaturistwert an. Durch Betätigen der „UP“ oder
„DOWN“ Taste (3) (4) schaltet die Digitalanzeige (2) auf den
derzeit eingestellten Sollwert um. Dieser (blinkende Anzeige)
kann nun durch Antippen oder permanentes Drücken der
„UP“ oder „DOWN“ Taste (3) (4) in entsprechender Richtung
verändert werden. Wird die Taste permanent gedrückt, verändert sich der Sollwert im Schnelldurchlauf. Ca. 2 sek.
nach dem Loslassen schaltet die Digitalanzeige (2) automatisch wieder auf den Istwert um.
Standardsetback
Herabsetzen der eingestellten Solltemperatur auf 150°C. Die
Setbackzeit, nachdem die Lötstation in den Standbymodus
wechselt beträgt 20 min. Nach dreifacher Setbackzeit (60
min) wird die „Auto-off“ Funktion aktiviert. Das Lötwerkzeug
wird abgeschalten (blinkender Strich in der Anzeige).
Einstellung: Während des Einschaltens die „UP“ - Taste (3)
gedrückt halten bis ON oder OFF in der Anzeige erscheint.
Beim Loslassen der “UP” Taste wird die Ein-stellung abgespeichert. Zum Verändern Vorgang wiederholen.
Die Setback-Funktion ist für beide Kanäle einstellbar.
Entscheidend ist der beim Ausschalten angezeigte Kanal.
Bei der Verwendung von sehr feinen Lötspitzen kann die
Zuverlässigkeit der Setback-Funktion beeinträchtigt sein.
Vakuumverzögerung
Nach Loslassen des Fingerschalters bleibt das Vakuum noch
ca. 2 sec. akiv.
Einstellung: Während des Einschaltens die „DOWN“ - Taste
(4) gedrückt halten bis ON oder OFF in der Anzeige erscheint.
Beim Loslassen der “DOWN” Taste wird die Einstellung
abgespeichert. Zum Verändern Vorgang wiederholen.
Technische Daten
Abmessungen in mm: 166 x 115 x 101 (L x B x H)
Netzspannung (13): 230 V / 50 /60 Hz; 100 V / 50/60 Hz
Leistungsaufnahme: 165 W
Schutzklasse: 1 (Steuergerät) und 3 (Lötkolben)
Sicherung (14): T800mA (230 V); T1,6 A (100 V)
(5 x 20 im Netzanschlusselement)
Temperaturregelung: 50°C - 450°C (WSP 150: 50°C - 550°C)
Genauigkeit: ± 9°C
Potentialausgleich (8): Über eine 3,5 mm Schaltklinkenbuchse
(Grundzustand hart geerdet)

3
Deutsch
Wartung
Der Übergang zwischen Heizkörper / Sensor und der
Lötspitze darf nicht durch Schmutz, Fremdkörper oder
Beschädigung beeinträchtigt werden, da dies Auswirk-ungen
auf die Genauigkeit der Temperaturregelung hat.
Um gute Entlötergebnisse zu erzielen, ist es wichtig den
Entlötkopf regelmäßig zu reinigen. Dazu gehört das Entleeren
des Zinnsammelbehälters, das Auswechseln des
Glasrohrfilters, sowie die Überprüfung der Dichtungen.
Einwandfreie Dichtheit der Stirnflächen des Glaszylinders
gewährleisten volle Saugleistung. Verschmutzte Filter beeinflussen den Luftdurchsatz durch den Entlötkolben. Daher ist
der Hauptfilter (9) (Schlauchfilter am Vakuumschlauch)
regelmäßig zu kontrollieren und gegebenenfalls zu wechseln. Hierzu eine neue original Weller-Filterkartusche verwenden. Zur Reinigung der Saugdüsenbohrung und des
Saugrohres das Reinigungswerkzeug (5 13 500 99) benutzen.
Durch eine kurze Drehbewegung (ca. 45°C) können die
Saugdüsen einfach und schnell gewechselt werden.
Bei starken Schmutzablagerungen im Konusbereich lässt
sich eine neue Saugdüse nicht mehr einsetzen. Diese
Ablagerungen lassen sich mit dem Reinigungseinsatz für den
Heizkörperkonus entfernen.
Achtung:
Arbeiten ohne Filter zerstört den Druckluftwandler.
Bild Reinigungswerkzeug, Reinigungsvorgang und
Auswechseln der Saugdüsen siehe Seite 85.
4. Potentialausgleich
Durch die unterschiedliche Beschaltung der 3,5 mm
Schaltklinkenbuchse (8) sind 4 Varianten realisierbar:
Hart geerdet:
Ohne Stecker (Auslieferungszustand)
Potentialausgleich (Impedanz 0 Ohm):
Mit Stecker, Ausgleichsleitung am Mittelkontakt
Potentialfrei:
Mit Stecker
Weich geerdet:
Mit Stecker und eingelötetem Widerstand. Erdung über den
gewählten Widerstandswert.
5. Arbeitshinweise
Beim ersten Aufheizen die selektiv verzinnbare Lötspitze
bzw. Saugdüse mit Lot benetzen. Dies entfernt lagerbedingte Oxydschichten und Unreinheiten der Lötspitze. Bei
Lötpausen und vor dem Ablegen des Lötkolbens immer darauf achten, dass die Lötspitze bzw. Saugdüse gut verzinnt
ist. Keine zu aggressiven Flußmittel verwenden.
Achtung: Immer auf ordnungsgemäßen Sitz der
Lötspitze achten.
Die Lötgeräte wurden für eine mittlere Lötspitze bzw.
Saugdüse justiert. Abweichungen durch Spitzenwechsel
oder der Verwendung von anderen Spitzenformen können
entstehen.
Verschiedene Saugdüsen lösen viele Entlötprobleme. Die
Saugdüsen lassen sich leicht auswechseln, das passende
Werkzeug ist im Reinigungswerkzeug integriert.
Wichtig beim Entlöten ist die Verwendung von zusätzlichem
Lötdraht. Dadurch wird eine gute Benetzungsfähigkeit der
Saugdüse, sowie bessere Fließeigenschaten des Altlotes
gewährleistet. Es ist darauf zu achten, dass die Saugdüse
senkrecht zur Platinenebene steht, um die optimale
Saugleistung zu erreichen. Das Lot muss ganz flüssig sein.
Während des Ablötvorgangs ist es wichtig, den Anschlusspin
des Bauteils in der Bohrung kreisförmig zu bewegen.
Ist einmal das Lot nach dem Absaugvorgang nicht vollständig entfernt, so sollte vor erneutem Entlöten die Lötstelle neu
verzinnt werden.
Wichtig ist die richtige Auswahl der Saugdüsengröße. Als
Faustregel gilt: Der Innendurchmesser der Saugdüse sollte
mit dem Durchmesser der Platinenbohrung übereinstimmen.
Wird durch die angeschlossenen Lötwerkzeuge die
Gesamtleistung des Gerätes überschritten schaltet der rechte Kanal automatisch ab.
Externes Eingabegerät WCB 1 und WCB 2 (Option)
Bei der Verwendung eines externen Eingabegerätes stehen
folgende Funktionen zur Verfügung.
Die reale Lötspitzentemperatur kann durch die Eingabe eines
Temperaturoffsets um ± 40°C verändert werden.
● Setback:
Herabsetzung der eingestellten Solltemperatur auf 150°C
(standby). Die Setbackzeit, nachdem die Lötstation in den
Standbymodus wechselt, ist von 0-99 Minuten einstellbar.
Der Setbackzustand wird durch eine blinkende
Istwertanzeige signalisiert und durch Drücken einer Taste
oder Fingerschalterdruck wieder beendet. Dabei wird kurzzeitig der eingestellte Sollwert angezeigt. Nach dreifacher
Setbackzeit wird die „Auto Off“ Funktion aktiviert. Das
Lötwerkzeug wird abgeschalten (blinkender Strich in der
Anzeige).
4
● Lock:
Verriegelung der Solltemperatur. Nach der Verriegelung
sind an der Lötstation keine Einstellungsänderungen möglich.
● °C/°F:
Umschalten der Temperaturanzeige von °C in °F und umgekehrt. Drücken der „DOWN“ Taste während des
Einschaltens zeigt die aktuelle Temperaturversion an.
● Window:
Einstellen eines Temperaturfensters. Temperaturbereich +/99°C
● Cal:
Neujustierung der Lötstation (nur WCB 2) und Factory setting
FSE (Rücksetzen aller Einstellwerte auf 0,
Temperatursollwert 350°C/660°F).
● PC-Schnittstelle:
RS 232 (nur WCB 2)
● Temperaturmeßgerät:
Integriertes Temperaturmeßgerät für Thermoelement Typ K
(nur WCB 2)
6. Zubehörliste
005 33 155 99 Lötkolbenset WMP
005 33 125 99 Lötkolbenset WSP 80
005 29 180 99 Lötkolben WP 80
005 33 131 99 Lötkolbenset MPR 80
005 33 112 99 Lötkolbenset LR 21 antistatic
005 33 113 99 Lötkolbenset LR 82
005 13 181 99 Entlötset DXV 80
005 33 138 99 Entlötset DSX 80
005 33 133 99 Entlötset WTA 50
005 33 135 99 Lötkolbenset WSP 150
005 27 040 99 Lötbad WSB 80
005 27 028 99 Vorheizplatte WHP 80
005 31 181 99 Externes Eingabegerät WCB 1
005 31 180 99 Externes Eingabegerät WCB 2
WPHT Schaltablage für WMP
WPHT80 Schaltablage für WSP 80
7. Lieferumfang
WDD 161V
PUD 161V Steuergerät
DSX 80 Entlötset
WSP 80 Lötkolbenset
Netzkabel
Bedienungsanleitung
Klinkenstecker
Hauptfilter
Sicherheitshinweise
PUD 161V
Steuergerät
Netzkabel
Bedienungsanleitung
Klinkenstecker
Hauptfilter
Sicherheitshinweise
Bild Schaltplan siehe Seite 82
Bild Explo-Zeichnung siehe Seite 83 + 84
Technische Änderungen vorbehalten!
Deutsch
Nous vous remercions de la confiance que vous nous avez
accordée en achetant le support de la station de soudage
WELLER WDD 161V. Lors de la fabrication, des exigences de
qualité très sévères assurant un fonctionnement parfait de
l’appareil, ont été appliquées.
1. Attention!
Avant la mise en service de l’appareil, veuillez lire attentivement ce mode d’emploi et les consignes de sécurité ci-jointes. Dans le cas du non-respect des consignes de sécurité, il
y a danger pour le corps et danger de mort.
Le fabricant décline toute responsabilité pour les utilisations
autres que celles décrites dans le mode d’emploi de même
que pour les modifications effectuées par l’utilisateur.
Le support de la station de soudage WELLER WDD 161V correspond à la déclaration de conformité européenne en application des exigences de sécurité fondamentales de la directive 89/336/CEE et 73/23/CEE.
2. Description
2.1 Appareil de commande
La station de soudage WDD 161V appartient à une famille
d’appareils développés pour la fabrication industrielle ainsi
que pour la réparation et le laboratoire. Un microprocesseur
assure une utilisation facile et agréable. Deux régulateurs
numériques de température indépendants permettent de
faire fonctionner simultanément deux outils de soudage/dessoudage différents. Les outils sont reconnus automatiquement par la station de soudage et les paramètres de réglage
correspondants leur sont attribués. Des éléments chauffants
de 24 V très puissants confèrent d’excellentes caractéristiques dynamiques. L’outil de soudage bénéficie ainsi d’une
utilisation universelle.
La dépression nécessaire au dessoudage est produite par un
système venuri interne ne nécessitant pas d’entretien et est
activée par un commutateur intégré au fer à dessouder.
Différentes possibilités d’équilibrage du potentiel avec la
panne, un commutateur à tension nulle de même qu’une
version antistatique du bloc d‘alimentation et du fer complètent le haut niveau de qualité atteint. La possibilité de raccorder un boîtier de câlibrage élargit en outre les fonctions
de cette station de dessoudage. Les boîtiers de câlibrage
WCB1 et WCB2, disponibles en option, permettent de réaliser entre autres des fonctions de durée et de verrouillage. Un
système intégré de mesure de la température et une interface pour PC font partie des possibilités élargies de l’appareil
d’entrée WCB2.
La température souhaitée peut être réglée dans une plage de
50°C à 450°C (550°C) à l’aide de 2 touches (UP/DOWN). La
valeur de consigne et la valeur réelle sont affichées numériquement après avoir effectué la sélection correspondante
avec la touche de sélection du canal. Lorsque la température présélectionnée est atteinte, une LED de contrôle visuel du
réglage, attribuée au canal correspondant, le signale. Cette
LED est allumée en permanence pendant que le système
chauffe.
2.2 Outil de soudage
DXV 80: Fer à dessouder de 80W. Système de fixa-
tion conique de la buse d’aspiration.
Version In-line (travail en position verticale). Le réceptacle à étain intégré à la poignée se change facilement, sans outil. Vaste
gamme de pannes de dessoudage CSF
(SMD) et de buses d’aspiration. L’aspiration
est activée par un switch inté-gré.
DSX 80: Fer à dessouder de 80W. Système de fixa-
tion conique de la buse d‘aspiration.Une
vaste gamme de buses d’aspiration garantit une aspiration optimale de la soudure
aux endroits les plus variés. Le réceptacle
se change facilement et sans outil. La
dépression est activée par un com mutateur intégré.
WSP 150: Fer à souder particulièrement performant
de 150W pour les travaux de soudage exigeant une chaleur très importante. Un seul
5
Français
Caractéristiques techniques
Dimensions en mm: 166 x 115 x 101 (lxpxh)
Tension d’alimentation (13): 230 V / 50/60 Hz; 100 V / 50/60 Hz
Puissance absorbée: 165 W
Classe de protection: 1 (appareil de commande) et 3 (fer à souder)
Fusible (14): T800mA (230 V); T1,6A (100 V)
(5 x 20 dans l’élément de raccordement secteur)
Régulation de température: 50°C - 450°C (WSP 150: 50°C-550°C)
Précision: ± 9°C
Compensation du potentiel (8): Par une prise jack de 3,5 mm (mise à la terre dure d’origine)

6
Français
canal est actif lorsque ce fer à souder est
utilisé. Plage de température élargie jusqu
’à 550°C.
WTA 50: La pince à dessouder WTA 50 a été spécia
lement conçus pour dessouder les compo
sants montés en surface. Deux éléments
chauffants (2 x 25 watts) équipés chacun
de leur propre sonde assurent une même
température aux deux extrémités de la
pince.
LR 82: Un puissant fer à souder de 80 watts pour
les travaux nécessitant une source de chaleur importante. La fixation de la panne est
assurée par un système à baïonnette garantissant un parfait positionnement de la
panne en cas de remplacement de celle-ci.
WSP 80: Le fer à souder WSP 80 se distingue par la
grande rapidité et la précision avec lesquel
les il atteint la température de soudage.
Grâce à sa forme éfilée et à sa puissance de
80 W, son utilisation est universelle et vades travaux de soudage de très grande pré
cision à ceux requérant une source de cha
leur importante. Après un changement de
panne, il est possible de continuer de travailler sans interruption dans la mesure ou
la température de service est atteinte très
rapidement.
WMP: Avec son concept de maniabilité, le micro
fer à souder Weller WMP convient pour le
travail avec les composants électroniques
professionnels montés en surface (SMD).
Une courte distance entre le point de saisie
et la panne de soudage permet une manipulation ergonomique du 65 W fer à sou-
der lors de la réalisation des travaux de
soudage les plus délicats.
Pour les autres outils pouvant être raccordés, voir la
liste des accessoires.
3. Mise en service
Placer l’outil de soudage dans le support de sécurité.
Enfoncer le flexible d’air comprimé de 6 mm de diamètre
extérieur dans le raccord rapide d’air comprimé (15). Etablir
l’alimentation en air comprimé sous 4-6 bars (58-87 psi),
sec et sans huile. Brancher et verrouiller les câbles électriques des outils de soudage dans la prise à 7 pôles (6), (11)
en face avant. Insérer le filtre principal (9) avec la tubulure
entre le raccord d’aspiration (10) et le flexible d’aspiration du
fer à dessouder. S’assurer que la tension du secteur correspond bien à la tension indiquée sur la plaque signalétique
et que l’interrupteur secteur (1) est coupé. Brancher l’appareil de commande sur le secteur. Mettre l’appareil en marche
avec l’interrupteur principal (1). Lors de la mise en marche
de l’appareil, celui-ci effectue un autotest au cours duquel
tous les instruments d’affichage (2), (5) et (12) s’allument.
La température réglée (valeur de consigne) et la version de
température (°C/°F) sont ensuite brièvement affichées.
L’électronique commute ensuite automatiquement l’affichage de la valeur réelle. La LED (5) ou (12) s’allume. Ces LED
servent au contrôle visuel du réglage. Elles sont allumées en
continu pour signaler que le système est en chauffe. Elles
clignotent lorsque la température de service a été atteinte.
La dépression nécessaire au dessoudage est activée avec le
commutateur intégré au fer à dessouder.
Sélection du canal
En actionnant la touche de sélection du canal (7), l’affichage
numérique peut être réglé sur le canal 1 ou 2 souhaité. Le
canal affiché est signalé par une diode électroluminescente
rouge / orange (5) ou (12) qui se trouve au-dessus de la prise
de raccordement .
Le canal affiché peut être désactivé en appuyant simultanément sur les touches „UP“ et „DOWN“ (3) (4), ce que confirme l’indication „Off“ sur l’afficheur.
Pour activer un canal désactivé, sélectionner le cas échéant
une nouvelle fois celui-ci avec la touche de sélection et
appuyer simultanément sur la touche „UP“ et „DOWN (3) (4).
La valeur réelle apparaît sur l’afficheur.
Réglage de la température
L'afficheur numérique (2) indique la température réelle. En
actionnant les touches "UP" ou "DOWN" (3) (4), l'afficheur
numérique (2) indique momentanément la valeur de consignes réglée. Cette valeur peut alors être modifiée dans la
direction voulue en appuyant par intermittence ou de façon
prolongée sur les touches "UP" ou "DOWN" (3) (4). Lorsque
les touches sont enfoncées de façon prolongées, la valeur de
consigne change rapidement. Environ 2 secondes après
avoir relâché les touches, l'afficheur numérique (2) indique
automatiquement la valeur réelle.

Mise enveille:
Réduction de la température de consigne à 150°C. Le temps
de réduction au bout duquel la station de soudage se met en
stand-by est de 20 mn. Après trois fois le temps de réduction (60 mn), la fonction ”Auto-off” est activée. L’outil de
soudage est mis à l’arrêt (trait clignotant sur l’afficheur).
Réglage: Pendant la mise en marche, maintenir la touche
”UP” (3) enfoncée jusqu’à ce que l’afficheur indique ON ou
OFF. Le relâchement de la touche "UP" entraîne l’enregistrement du réglage. Répéter cette opération pour modifier.
La fonction Setback est réglable séparément pour les deux
canaux. Le canal affiché lors de la mise à l’arrêt est déterminant.
La fonction Setback peut être altérée lors de l’utilisatisaton
de très fines pannes.
Temporisation de la dépression:
Lorsque le commutateur a été relâché, la dépression reste
active pendant encore env. 2 s.
Réglage: Pendant la mise en marche, maintenir la touche
”DOWN” (4) enfoncée jusqu’à ce que l’afficheur indique ON
ou OFF. Le relâchement de la touche "DOWN" entraîne l’enregistrement du réglage. Répéter cette opération pour modifier.
Entretien
La jonction entre l'élément chauffant / sonde de la panne ne
doit pas être altérée par des saletés, des corps étrangers ou
des endommagée ou être endommagée car ceci se répercute sur la précision de la régulation de température.
Pour un dessoudage de qualité, il est important de nettoyer
régulièrement la tête de dessoudage. Il faut en outre vider le
réceptacle, changer le filtre du tube en verre et vérifier les
joints. Une parfaite étanchéité des faces frontales du cylindre
en verre est nécessaire pour garantir de la puissance maximale d’aspiration. L’encrassement des filtres nuit au débit
d’air à travers le fer à dessouder. Par conséquent, contrôler
régulièrement le filtre principal (9) (filtre tubulaire sur le flexible d’aspiration) et le changer si nécessaire en utilisant une
cartouche filtrante Weller neuve d’origine. Pour nettoyer l’orifice de la buse d’aspiration et le tube d’aspiration, utiliser
l’outil de nettoyage (5 13 500 99).
Les buses d’aspiration peuvent être changées rapidement et
facilement par une courte rotation (env. 45°).
Les accumulations importantes de saletés au niveau du cône
empêchent la mise en place d’une buse d’aspiration neuve.
Ces dépôts peuvent être retirés ave l’insert de nettoyage
pour cône d’élément chauffant.
Attention: Destruction du transformateur d’air comprimé
en cas de fonctionnement sans filtre.
Figure Outil de nettoyage, nettoyage et remplacement
des buses d’aspiration, voir la page 85.
4. Compensation du potentiel
4 variantes d‘equilibrage de potentiel peuvent être réalisées
suivant le branchement de la prise jack de 3,5 mm (13):
Mise à la terre directe:
Pas de fiche (état d'origine).
Equilibrage de potentiel (impédance 0 ohm):
Avec fiche, reliée au contact central.
Libre de potentiel:
Avec fiche
Mise à la terre indirecte:
Avec fiche et résistance soudée. Mise à la terre par l'intermédiaire de la valeur de la résistance choisie.
5. Instructions d'emploi
A la première mise en température, étamer la panne avec la
soudure appropriée. Ceci supprime les couches d'oxyde et
les impuretés présentes sur la panne suite au stockage. Au
cours des pauses de travail et avant de reposer le fer à souder, s'assurer toujours que la panne soit bien étamée. Ne pas
utiliser de flux trop agressif.
Attention: Toujours s'assurer de la bonne fixation de la
panne.
Les appareils de soudage ont été réglés en fonction d'une
panne moyenne. Des différences sont donc possibles en cas
de changement de panne ou en cas d'utilisation de pannes
de forme différente.
Les différentes buses d’aspiration disponibles permettent de
résoudre de nombreux problèmes de dessoudage. Le remplacement des buses d’aspiration est aisé avec l’outil intégré
à l’outil de nettoyage.
Il est important d’utiliser de la soudure supplémentaire pour
le dessoudage car ceci assure à la buse d’aspiration une
bonne capacité d’humectation et améliore les caractéristiques de fluidité de l’ancienne soudure. La buse d’aspiration
doit être perpendiculaire au plan de la carte pour bénéficier
d’une puissance d’aspiration optimale. La soudure doit être
entièrement liquide. Il est important d’appliquer au contact
du composant un mouvement circulaire dans le perçage
durant le dessoudage.
Si la soudure n’a pas été entièrement retirée par l’aspiration,
étamer le point de soudure avant de dessouder à nouveau.
7
Français

8
Il est important d’utiliser une buse d’aspiration de la bonne
taille. Règle empirique: le diamètre intérieur de la buse d’aspiration doit correspondre au diamètre du perçage de la
carte.
Si la puissance des appareils de soudage raccordés est
supérieure à la puissance totale de l’appareil, le canal de
droite est automatiquement désactivé.
Programmateurs WCB 1 et WCB 2 (option)
Les fonctions ci-après sont disponibles si un programmateur
est utilisé:
● Offset:
La température réelle de la panne peut être modifiée de ±
40°C en entrant un offset de température.
● Setback:
Réduction de la température de consigne réglée à 150°C
(Standby). Le temps de Setback au bout duquel la station de
soudage passe dans le mode Standby peut être réglée de 0
à 99 minutes.Après trois fois la durée de Setback, la fonction ”Auto off” est activée. L’outil de soudage est déconnecté (trait clignotant sur l’afficheur).
● Lock:
Vérrouillage de la température de consigne. Après le vérrouillage, aucune modification du réglage n'est possible sur la
station de soudage.
● °C/°F:
Sélection de l'affichage de la température en °C ou en °F.
● Window:
Réglage d’une fenêtre de températures. Plage de températures +/- 99°C
● Cal:
Requalibrage de la station de soudage (uniquement WCB
2).
● Interface PC:
RS 232 (uniquement WCB 2)
● Appareil de mesure de la température:
appareil de mesure de la température intégré pour
thermocouples type K (uniquement WCB 2)
6. Accessoires
005 33 155 99 Fer à souder WMP
005 33 125 99 Fer à souder WSP 80
005 29 180 99 Fer à souder WP 80
005 33 131 99 Fer à souder MPR 80
005 33 112 99 Fer à souder LR 21 antistatique
005 33 113 99 Fer à souder LR 82
005 13 181 99 Fer à dessouder DXV 80
005 33 138 99 Fer à dessouder DSX 80
005 33 133 99 Fer à dessouder WTA 50
005 33 135 99 Ensemble fer à souder WSP 150
005 27 040 99 Bain de brasage WSB 80
005 27 028 99 Plaque de préchauffage WHP 80
005 31 181 99 Programmateur externe WCB 1
005 31 180 99 Programmateur externe WCB 2
WPHT Plaque reposoir commutatrice (WMP)
WPH80T Plaque reposoir commutatrice
(WSP 80)
7. Elements compris dans la livrason
WDD 161V
Appareil de commande PUD 161V
Nécessaire de dessoudage DSX 80
Nécessaire de fer à souder WSP 80
Cordon secteur
Mode d’emploi
Filtre principal
Fiche jack
Consigné de sécurité
PUD 161V
Appareil de commande
Cordon secteur
Mode d’emploi
Fiche jack
Consigné de sécurité
Filtre principal
Figure Schéma électrique, voir la page 82
Figure Vue éclatée, voir la page 83 + 84
Sous réserve de modifications techniques!
Français

We danken u voor de aankoop van de Weller het soldeerstation WDD 161V en het door u gestelde vertrouwen in ons product. Bij de productie werd aan de strengste kwaliteitsvereisten voldaan om een perfecte werking van het toestel te
garanderen.
1. Attentie!
Gelieve voor de ingebruikneming van het toestel deze gebruiksaanwijzing en de bijgeleverde veiligheidsvoorschriften
aandachtig door te nemen. Bij het niet naleven van de veiligheidsvoorschriften dreigt gevaar voor leven en goed.
Voor ander, van de gebruiksaanwijzing afwijkend gebruik,
alsook bij eigenmachtige verandering, wordt door de fabrikant geen aansprakelijkheid overgenomen.
De WELLER het soldeerstation WDD 161V is conform de EGconformiteitsverklaring volgens de fundamentele veiligheidsvereisten van de richtlijnen 89/336/EEG en 73/23EEG.
2. Beschrijving
2.1 Besturingsapparaat
Het soldeerstation WDD 161V behoort tot een apparatenfamilie die voor de industriële productietechniek alsmede voor
reparatiebedrijven en laboratoria is ontwikkeld. Een eenvoudige en comfortabele bediening wordt mogelijk gemaakt
door het gebruik van een microprocessor. Via twee digitale
temperatuurregelingen die onafhankelijk van elkaar werken
kunnen twee verschillende soldeer- / soldeerruimgereedschappen tegelijkertijd gebruikt worden. De gereedschappen
zelf worden automatisch door het soldeerstation herkend en
aan de betreffende regelparameters toegewezen. De bijzonder krachtige 24 Volt verwarmingselementen zorgen voor
een uitstekend, dynamisch gedrag. Het soldeergereedschap
is zo universeel te gebruiken.
Het voor het soldeerruimen benodigde vacuüm wordt opgewekt door een interne, onderhoudsvrije persluchtmodulator
en geactiveerd via een geïntegreerde vingerschakelaar op de
soldeerbout.
Verschillende equipotentiaalmogelijkheden voor soldeerstift,
nulspanningsschakelaar alsmede antistatische uitvoering
van regelapparaat en soldeerbout verhogen de hoge kwaliteitsstandaard. De aansluitingsmogelijkheid van een extern
invoerapparaat vergroot de vele functies van dit soldeerruimstation. Met de als optie te verkrijgen invoerapparaten WCB1
en WCB2 kunnen onder andere tijd en vergrendelingsfuncties gerealiseerd worden. Een geïntegreerd temperatuurmeetapparaat en een PC-interface behoren tot de verdere
omvang van het invoerapparaat WCB2.
De gewenste temperatuur kan tussen 50°C - 450°C (550°C)
via 2 toetsen (up/down) ingesteld worden. Gewenste en werkelijke waarde worden door de betreffende keuze met de
kanaalkeuzetoets digitaal aangegeven. Als de gekozen temperatuur bereikt is, wordt dat aangegeven via het knipperen
van een aan het kanaal toebedeelde LED, die zo als optische
regelcontrole dient. Als het lichtje voortdurend brandt, betekent dat dat het systeem opgewarmd wordt.
2.2 Soldeerbouten
DXV 80: Soldeerruimbout 80 W. Conisch bevesti
gingssysteem van de zuig mond.Inline uit
voering (verticale werkhouding).
Soldeertinvergaarbak in de greep geïnte
greerd eenvoudig en zonder gereedschap te
vervangen. Breed CSF- (SMD-soldeerruim
stempel) en zuigmondprogramma. Het
vacuüm wordt door de vingerschakelaar
geactiveerd.
DSX 80: Soldeerruimbout 80 W. Conisch bevesti-
gingssysteem van de zuigmond. Door een
breed zuigmondprogramma is een optimaal
afzuigen van soldeertin mogelijk op de
meest verschillende soldeerplaatsen. De tin
collector kan eenvoudig en zonder gereed
schap vervangen worden. Geïntegreerde
vingerschakelaar voor het activeren van het
vacuüm.
WSP 150: Bijzonder krachtige 150W soldeerbout voor
soldeerwerkzaamheden met extreem hoge
warmtebehoefte. Bij het gebruik van deze
soldeerbout is slechts één kanaal actief.
Uitgebreid temperatuurbereik tot 550°C.
WTA 50: De soldeerruimpincet WTA 50 is speciaal
voor het solderen van SMD-onderdelen
geconcipieerd. Twee verwarmingselemen
ten (2 x 25 W) met ieder een eigen tempe
ratuursensor zorgen voor een gelijke tem
peratuur aan beide benen.
LR 82: Een krachtig 80 W soldeerapparaat voor
soldeerwerk waarbij een hoge temperatuur
nodig is. Het bevestigen van de soldeerpunt
gaat via een bajonetsluiting waardoor het
verwisselen van de punt op exact de juiste
plaats geschiedt.
WSP 80: Het soldeerapparaat WSP 80 onderscheidt
zich doordat de soldeertemperatuur
razendsnel en exact bereikt wordt. Door
zijn slanke vorm en een verhittingsvermo
gen van 80 W kan hij universeel gebruikt
worden, van extreem fijn soldeerwerk tot
soldeerwerk met zeer hoge temperaturen.
Na het wisselen van de soldeerpunt kan
direct verder gewerkt worden omdat de
bedrijfstemperatuur zeer snel weer bereikt is.
9
Nederlands
10
Nederlands
WMP: De Weller Micro soldeerbout WMP is door
zijn handzaam concept uitermate geschikt
voor het bewerken van professionele SMD
elektronica. Een korte afstand tussen hand
greep en soldeerpunt maakt een ergonomisch gebruik van de 65 W soldeerbout tij
dens het fijnste soldeerwerk mogelijk.
Zie voor verdere, aan te sluiten apparatuur de lijst met
toebehoren.
3. Ingebruikname
Leg het soldeergereedschap in het veiligheidsbakje. Steek
de persluchtslang met buitendiameter 6 mm in de snelkoppeling voor persluchtaansluiting (15). Zorg voor perslucht
met 4-6 bar (58-87 psi) droge, olievrije perslucht. Steek de
elektrische verbindingssnoeren van de soldeergereedschappen in de 7-polige aansluitbus (6), in (11) de frontplaat en zet
deze vast. Plaats het hoofdfilter (9) met slangstuk tussen de
vacuümaansluiting (10) en vacuümslang van de soldeerruimbout. Controleer of de netspanning overeenkomt met de
gegevens op het typeplaatje en of de netschakelaar (1) uitgeschakeld is. Verbind het besturingsapparaat met de elektriciteit. Schakel het apparaat via de netschakelaar (1) in. Als
het apparaat wordt ingeschakeld, wordt een zelftest uitgevoerd waarbij alle indicatie-instrumenten (2), (5) en (12) in
bedrijf zijn.
Daarna wordt kort de ingestelde temperatuur (gewenste
waarde) en de temperatuurversie (°C/°F) aangegeven. Dan
schakelt de elektronica automatisch op indicatie van de werkelijke waarde om. LED (5) c.q. (12) gaat branden. Deze
lichtdioden dienen als optische regelcontrole. Continu branden betekent dat het systeem aan het opwarmen is.
Knipperen geeft aan dat de bedrijfstemperatuur bereikt is.
Het voor het soldeerruimen benodigde vacuüm wordt door
de geïntegreerde vingerschakelaar op de soldeerbout geactiveerd.
Kanaalkeuze
Door de kanaalkeuzetoets (7) in te drukken kan het digitale
display op het gewenste kanaal 1 of 2 ingesteld worden. Het
op dat moment getoonde kanaal wordt door een rood/oranje lichtdiode (5) of (12) boven de aansluitbus aangegeven.
Het aangegeven kanaal kan uitgeschakeld worden door
tegelijkertijd de ”UUP en ”DOWN” (3) (4) toetsen in te drukken. Dit wordt op het display met ”Off” bevestigd.
Kies voor het activeren van uitgeschakeld kanaal het betreffende kanaal door de kanaalkeuzetoets te gebruiken en door
tegelijkertijd de de ”UP” en ”DOWN” (3) (4) toetsen in te
drukken. Op het display verschijnt de werkelijke waarde.
Instellen temperatuur
In principe geeft het digitale display (2) de temperatuurwaarde aan. Door de knop ”UP” of ”DOWN” (3) (4) in te
drukken wordt het digitaaldisplay op de betreffende gewenste waarde gezet. De ingestelde, gewenste waarde kan
alleen door het aanraken of permanent indrukken van de
”UP” of ”DOWN” toetsen (3) (4) in de betreffende richting
veranderd worden. Als de toets permanent ingedrukt wordt,
verandert de gewenste waarde in snel tempo. Ca. 2 seconden na het loslaten wordt het display (2) automatisch weer
op de werkelijke waarde omgeschakeld.
Standaardsetback:
Verlagen van de ingestelde, gewenste temperatuur op
150°C. De setbacktijd bedraagt 20 minuten nadat het soldeerstation in de standbymodus is gegaan. Na drievoudige
setbacktijd (60 min) wordt de ”auto-off” functie geactiveerd.
Het soldeergereedschap wordt uitgeschakeld (knipperende
streep op het display).
Instelling: houd tijdens het inschakelen de ”UP”-toets (3)
ingedrukt tot ON of OFF op het display verschijnt. Bij het loslaten van de "UP"-toets wordt de instelling opgeslagen.
Herhaal procedure voor wijzigingen.
De setbackfunctie kan voor beide kanalen apart ingesteld
worden. Doorslaggevend is het bij het uitschakelen aangegeven kanaal.
Technische gegevens
Afmetingen in mm 166 x 115 x 101 (l x b x h)
Netspanning(13): 230 V / 50/60 Hz ; 100 V / 50/60 Hz
Krachtontneming: 165 W
Beschermklasse: 1 (besturingsapparaat) en 3 (soldeerapparaat)
Beveiliging (14): T800mA (230 V); T1,6A (100 V)
(5 x 20 in netaansluitelement)
Temperatuurregeling: 50°C - 450°C (WSP 150: 50°C - 550°C)
Precisie: ± 9°C
Potentiaalvereffening (8): via een 3,5 mm schakelklikbus (basistoestand hard geaard)

11
Als zeer fijne soldeerpunten worden gebruikt, kan de standaardsetback-functie beïnvloe zijn.
Vacuümvertraging:
Nadat de vingerschakelaar is losgelaten, blijft het vacuüm
nog ca. 2 seconden actief. Instelling: houd tijdens het
inschakelen de ”DOWN”-toets (4) ingedrukt tot ON of OFF op
het display verschijnt. Bij het loslaten van de "DOWN"-toets
wordt de instelling opgeslagen. Herhaal procedure voor wijzigingen.
Onderhoud
De overgang tussen verwarmingselement / sensor en de soldeerpunt mag niet door vuil, vreemde stoffen of beschadigingen belemmerd worden, omdat dit invloed heeft op de
nauwkeurigheid van de temperatuurregeling.
Om goede soldeerresultaten te krijgen is het belangrijk de
soldeerruimkop regelmatig te reinigen. Daartoe behoort het
leegmaken van de tincollector, het vervangen van het glazen
buisfilter, alsmede het controleren van de afdichtingen.
Volkomen dichtheid van de kopvlakken van de glazen cilinder garandeert de volle zuigcapaciteit. Vuile filters beïnvloeden de luchtstroom door de soldeerruimbout. Daarom moet
het hoofdfilter (9) (slangfilter op de vacuümslang) regelmatig
gecontroleerd en eventueel vervangen worden. Gebruik hiervoor een nieuwe, originele Weller-filtercartouche. Gebruik
voor het schoonmaken van het zuigmondgat en de zuigbuis
het reinigingsgereedschap (5 13 500 99).
Door een korte draaibeweging (ca. 45°) kunnen de zuigmonden eenvoudig en snel worden verwisseld. Bij sterke vuilafzettingen in het conusgedeelte kan een nieuwe zuigmond
niet meer worden geplaatst. Deze afzettingen kunnen worden verwijderd met het reinigingsinzetstuk voor de verwarmingselementconus.
Opgelet: werken zonder filter maakt de persluchtmodulator kapot.
Zie pagina 85 voor een afbeelding van reinigingsgereedschap, reinigen en vervangen van het zuigmondstuk.
4. Potentiaalvereffening
Door de diverse soorten bedrading van de 3,5 mm schakelklikbus (13) zijn 4 variaties mogelijk:
hard geaard:
zonder stekker (positie af fabriek)
potentiaalcompensatiempedantie 0 Ohm):
met stekker, compensatiesnoer aan middelste contact
potentiaalvrij:
met stekker
zacht geaard:
met stekker en vastgesoldeerde weerstand. Aarde via de
gekozen weerstandswaarde.
5. Werkaanwijzingen
Als het apparaat voor de eerste keer verwarmd wordt de
selectief te vertinnen soldeerpunt met soldeertin bevochtigen. Hierdoor worden door het opslaan veroorzaakte oxydatielagen en verontreinigingen van de soldeerpunt verwijderd.
Tussen het solderen en voordat het soldeerapparaat wordt
weggelegd er altijd op letten dat de soldeerpunt goed vertind
is. Geen agressieve vloeibare middelen gebruiken.
Attentie: er altijd op letten dat de soldeerpunt juist aangebracht is.
De soldeerapparaten zijn voor een gemiddelde soldeerpunt
uitgelijnd. Er kunnen afwijkingen ontstaan door het verwisselen van punten of het gebruik van andere puntvormen.
Verschillende zuigmondjes lossen vele soldeerruimproblemen op. De zuigmondjes kunnen gemakkelijk vervangen
worden, het passende gereedschap zit in het reinigingsgereedschap geïntegreerd.
Belangrijk bij het soldeerruimen is het gebruik van extra soldeerdraad. Daardoor laat het zuigmondje zich goed insmeren
en stroomt het oude soldeertin beter. Let erop dat het zuigmondje recht op de printplaat staat om een optimale zuigcapaciteit te bereiken. Het soldeertin moet helemaal vloeibaar
zijn. Tijdens het soldeerruimen is het belangrijk de aansluitpin van het onderdeel in het gat cirkelvormig te bewegen.
Als het soldeertin na het afzuigen niet volledig is verwijderd,
moet voor het opnieuw solderen de soldeerplaats vertind
worden.
Belangrijk is de juiste keuze van zuigmondjesformaat. Als
vuistregel geldt: de binnendiameter van het zuigmondje moet
overeenstemmen met de diameter van het printplaatgat.
Nederlands

12
Als door de aangesloten soldeergereedschappen de totale
capaciteit van het apparaat wordt overschreden, schakelt
het rechter kanaal automatisch uit.
Extern invoerapparaat WCB 1 en WCB 2 (optie)
Bij gebruik van een extern invoerapparaat zijn de volgende
functies beschikbaar.
● Offset:
De reële temperatuur van de soldeerpunt kan door de invoer
van een temperatuuroffset met ± 40°C veranderd worden.
● Setback:
Terugzetten van de ingestelde gewenste temperatuur op
150°C (stand-by). Nadat het soldeerstation in de stand-by
modus is gezet kan de setbacktijd van 0 - 99 minuten ingesteld worden. Nadat drie keer de setbacktijd is geactiveerd,
wordt ”Auto-Off“ geactiveerd. Het soldeerapparaat wordt
uitgeschakeld (knipperende streep op het display).
● Lock:
Vergrendeling van de gewenste temperatuur. Na het vergrendelen kan op het soldeerstation de instelling niet meer
veranderd worden.
● °C/°F:
Omschakelen van de temperatuuraanwijzing van °C naar °F
en omgekeerd.
● Window:
Instellen van een temperatuurvenster. Temperatuurbereik
+/- 99°C
● Cal:
Opnieuw uitlijnen van het soldeerstation (alleen WCB 2)
● PC-interface:
RS 232 (alleen WCB 2)
● Temperatuurmeetapparaat:
geïntegreerd temperatuurmeetapparaat voor thermoelementen type K (alleen WCB 2)
6. Toebehoren
005 33 155 99 Soldeerboutset WMP
005 33 125 99 Soldeerboutset WSP 80
005 29 180 99 Soldeerboutset WP 80
005 33 131 99 Soldeerboutset MPR 80
005 33 112 99 Soldeerboutset LR 21 antistatisch
005 33 113 99 Soldeerboutset LR 82
005 13 181 99 Soldeerruimset DXV 80
005 33 138 99 Solderruimset DSX 80
005 33 133 99 Soldeerruimset WTA 50
005 33 135 99 Soldeerboutset WSP 150
005 27 040 99 Soldeerbad WSB 80
005 27 028 99 Voorverwarmingsplaat WHP 80
005 31 181 99 Extern invoerapparaat WCB 1
005 31 180 99 Extern invoerapparaat WCB 2
WPHT Soldeerbouthouder met contact
schakelaar (WMP)
WPHT80 Soldeerbouthouder met contact
schakelaar (WSP 80)
7. Leveromvang
WDD 161V
PUD 161V besturingsapparaat
DSX 80 soldeerruimset
WSP 80 soldeerboutset
Elektrisch snoer
Handleiding
Klinkstekker
Hoofdfilter
Veiligheidsinstructies
PUD 161V
Besturingsapparaat
Elektrisch snoer
Handleiding
Klinkstekker
Hoofdfilter
Veiligheidsinstructies
Zie pagina voor afbeelding schakelschema 82
Zie pagina voor afbeelding explosietekening 83 + 84
Technische wijzigingen voorbehouden!
Nederlands
13
Grazie per la fiducia accordataci acquistando l’apparecchiatura WDD 161V. È stato prodotto nel rispetto dei più severi
requisiti di qualità, così da garantire un funzionamento perfetto dell’apparecchio.
1. Attenzione!
Prima di mettere in funzione l’apparecchio, leggere accuratamente queste Istruzioni per l’uso e le Norme di sicurezza
allegate. La mancata osservanza delle norme di sicurezza
può causare pericolo per la vita e la salute.
Il costruttore non è responsabile per un uso dell’apparecchio
diverso da quello previsto nelle presenti Istruzioni per l’uso
né per eventuali modifiche non autorizzate.
L’apparecchiatura WDD 161V corrisponde alla dichiarazione
di conformità CE, ai sensi dei requisiti fondamentali per la
sicurezza delle direttive 89/336/CEE e 73/23CEE.
2. Descrizione
2.1 Unità di controllo.
L’apparecchiatura WDD 161V è un prodotto progettato e
realizzato per applicazioni di tipo industriale, per centri di
assistenza e laboratori. Grazie ad un microprocessore di cui
è dotata, l’uso risulta semplice e confortevole. Munita di due
canali indipendenti, è possibile collegare contemporaneamente due utensili. Questi vengono riconosciuti automaticamente dall’unità di controllo, che provvede ad assegnare loro
i corretti parametri di regolazione. Le resistenze a 24 V sono
estremamente potenti e permettono ottime e dinamiche prestazioni, consentendo così un uso universale degli utensili.
Il vuoto necessario per la dissaldatura è generato da un convertitore di aria compressa che non ha bisogno di manutenzione, integrato all’unità base, viene attivato mediante in
microinterruttore situato sull’impugnatura dello stilo dissaldante.
L’equalizzazione dei potenziali degli utensili, l’interruttore a
tensione 0 e l’antistaticità di ogni elemento, incrementano lo
standard qualitativo di questa apparecchiatura. La possibilità di collegare un’unità di calibrazione esterna ne amplia
ulteriormente le funzionalità. Collegando tali unità tipo WCB
1 o WCB 2 è possibile inoltre attivare funzioni di regolazione
temporali o di blocco temperature. La WCB 2 integra anche
funzioni di termometro digitale e di interfaccia per PC.
La temperatura può essere regolata in un campo che va da
50°C a 450°C per mezzo di due pulsanti (Up/Down). Il valore selezionato e reale vengono visualizzati sul display digitale in modo differenziato, mediante un pulsante di selezione
del canale. Il raggiungimento della temperatura selezionata
viene segnalato visivamente dal lampeggio di un led abbina-
to ad ogni singolo canale. Se rimane acceso in modo continuo, il sistema è in fase di riscaldamento.
2.2 Utensile saldante o dissaldante
DXV 80: Stilo dissaldante da 80W con sistema
di fissaggio conico degli ugelli. Il
tubetto di vetro ove si raccoglie lo
stagno esausto può essere facilmente
sostituito senza utilizzare alcun utensi
le. E’ disponibile un’ampia gamma di
ugelli e teste dissaldanti CSF. Il dissal
datore è dotato di un microinterruttore
sull’impugnatura per attivare il vuoto.
DSX 80: Stilo dissaldante da 80W con sistema
di fissaggio conico degli ugelli. Un
ampia gamma di ugelli permette di
aspirare lo stagno in modo ottimale in
differenti punti di saldatura. Il tubetto
di vetro ove si raccoglie lo stagno
esausto può essere facilmente sostitu
ito senza utilizzare alcun utensile. Il
dissaldatore è dotato di un microinter
ruttore sull’impugnatura per attivare il
vuoto.
WSP 150: Stilo saldante da 150W.
Particolarmente potente, adatto ad
applicazioni con elevata necessità
calore. Se viene utilizzato questo saldatore allora si attiverà solo un canale.
Il campo operativo delle temperature
va da 50°C a 550°C.
WTA 50: Pinza termica concepita per dissaldare
velocemente componenti SMD. Due
resistenze (25W x 2) dotate ogniuna
di sensore, assicurano contemporane
amente un apporto uguale di tempera
tura neigiunti.
LR 82: Stilo saldante ad alte prestazioni da
80W per lavori che necessitano un
grande apporto di calore. L’utensile è
dotato, di un dispositivo di bloccaggio
a baionetta per garantire il fissaggio ed
il bloccaggio nella corretta posizione
delle sue numerose punte.
WSP 80: Il microsaldatore WSP80 da 80W, si
distingue per la sua capacità di raggi
ungere velocemente e precisamente le
temperature programmate. La sua sot
tile costituzione e la resistena da 80W
gli permettono un uso universale, da
micro saldature a saldature con neces
sità di un grande apporto di calore.
Dopo la sostituzione della punta è pos
sibile continuare a lavorare immediata
mente poiché la temperatura di eserci
Italiano
14
zio viene raggiunta velocemente.
WMP: Il saldatore Weller Micro WMP è parti
colarmente adatto per la lavorazione di
componenti elettronici professionali
SMD, grazie al suo maneggevole con
cetto. La breve distanza tra il punto
d’impugnatura e la punta per saldare
permette una maneggevolezza ergono
mica del 65W saldatore nell’esecuzione
dei più fini lavori di saldatura.
Per la compatibilità degli utensili, riferirsi alla lista degli
accessori.
3. Messa in opera
Riporre l’utensile dissaldante nel supporto di sicurezza.
Inserire il tubo dell’aria compressa di diametro esterno da 6
mm nel connettore ad innesto rapido situato posteriormente
all’unità base (15). Alimentare l’unità con aria compressa da
4-6 bar (58-87 psi), filtrata da umidità e oli. Inserire nelle
relative prese situate sul pannello frontale dell’unità (11) le
spine a 7 poli (6) dei cavi di alimentazione degli utensili e
bloccare con l’apposita ghiera di sicurezza. Inserire il filtro
principale (9) nel raccordo tubolare ed applicarlo tra l’attacco per il vuoto dell’unità (10) ed il tubo vuoto dell’utensile.
Controllare che la tensione elettrica corrisponda a quella
indicata sulla targhetta dell’unità base e che l’interruttore di
rete (1) sia spento. Collegare la centralina all’alimentazione
di rete. All’accensione dell’apparecchio viene eseguito un
autotest durante il quale si accendono tutte le funzioni indicate sul display (2) (5) e (12).
Infine viene mostrata per breve tempo la temperatura
impostata (Set) e la relativa unità di misura (°C/F).
Successivamente la centralina commuta sui valori reali della
temperatura. I led (5) e (12) si accendono e servo
no come controllo visivo della fase di riscaldamento degli
utensili collegati. Se il led rimane acceso fisso significa che
il sistema è in fase di riscaldamento. Se lampeggia significa
che è stata raggiunta la temperatura di esercizio.
Il vuoto necessario per la dissaldatura viene attivato mediante un microinterruttore situato sull’impugnatura dell’utensile.
Selezione canale
Premendo il pulsante di selezione canale (7), è possibile
impostare l’indicatore digitale 1 e 2 del canale desiderato. Il
canale è inoltre controllato per mezzo di due led luminosi
rossi/arancioni (5) oppure (12) situati in corrispondenza di
ogniuno dei due connettori di collegamento degli utensili.
Il canale indicato può essere spento premendo contemporaneamente i due pulsanti ”Up” e ”Down” (3) (4). Tale operazione è confermata dalla scritta ”Off” che appare sul display.
Per attivare un canale spento occorre impostarlo con il pulsante di selezione del canale e quindi attivarlo premendo
contemporaneamente il pulsante ”Up” e ”Down”. Sul display
digitale compare il valore reale della temperatura.
Setback standard
Consiste nell’abbassamento automatico della temperatura di
esercizio a 150°C (Standby). Il tempo di Setback, dopo il
quale la temperatura scende al valore di Standby, è di c.a. 20
min. Dopo tre tempi di Setback si attiva la funzione di ”Autooff” che spegne l’utensile (lineetta lampeggiante sul display).
Impostazione: Durante l’accensione tenere premuto il pulsante ”UP” (3) sino a quando compare sul display ”ON”
oppure ”OFF”. Rilasciando il tasto "UP" l’impostazione viene
memorizzata. Per modifiche, ripetere l’operazione.
La funzione Setback può essere impostata separatamente
per entrambi i canali. È comunque determinante il canale
indicato al disinserimento.
Se vengono usate punte molto fini é possibile che la funzione Setback non sia più sicura.
Manutenzione
La trasmissione del calore tra resistenza/sensore e l’ugello
dissaldante non deve essere compromessa dalla presenza di
sporco, corpi estranei o danneggiamenti poiché tutto ciò
influirebbe negativamente sulla precisione della regolazione
di temperatura.
Italiano
Dati Tecnici
Dimensioni in mm: 166 x 115 x 101 (Lungh.xLargh.xAlt.)
Tensione di rete (13): 230 V / 50/60 Hz; 100 V / 50/60 Hz
Potenza: 165 W
Classi di sicurezza: 1 (Unità base) – 3 (Stili saldanti e dissaldanti)
Fusibile: T800mA (230 V); T1,6A (100 V)
Regolazione Temperature: 50°C – 450° C (WSP150, 50°C – 550°C)
Tolleranza: +/- 9°C
Equalizzazione potenziali: Con connettore (stato iniziale di collegamento diretto a terra)

15
Attenzione! Controllare che la punta sia sempre saldamente innestata sull’utensile.
In generale le apparecchiature saldanti sono calibrate per
punte o ugelli di media grandezza. Si possono verificare variazioni nella tolleranza della temperatura qualora si utilizzino
punte o ugelli di forme diverse.
La grande varietà di ugelli dissaldanti permette di operare su
una vasta gamma di problemi di dissaldatura. Possono essere sostituiti facilmente utilizzando l’apposito utensile integrato in quello per la pulizia.
Per una corretta dissaldatura occorre apportare nuovo stagno nel giunto. Questo permette di riavvivare lo stagno vecchio apportando nuovo flussante, facilitando la rifusione
della lega. E’ importante tenere l’ugello perfettamente perpendicolare per ottenere un’aspirazione ottimale. Lo stagno
deve essere completamente rifuso. Durante questa operazione occorre ruotare circolarmente l’ugello, e di conseguenza il piedino del componente, affinchè il reoforo si dissaldi completamente.
Se lo stagno non fosse completamente aspirato, ripetere
l’operazione appena descritta apportando prima un pò di
stagno nuovo nel giunto.
E’ importante scegliere l’ugello corretto. Fondamentalmente
il diametro interno dell’ugello deve corrispondere al diametro del foro nella scheda.
Se gli utensili collegati dovessero superare la potenza complessiva dell’apparecchio, il canale destro si spegne automaticamente.
Unità esterne di calibrazione e regolazione WCB 1 e
WCB 2
Utilizzando le Unità esterne di calibrazione e regolazione
sono disponibili le seguenti funzioni:
● Offset:
La temperatura reale della punta può essere modificata di
+/- 40°C.
● Setback:
Abbassamento della temperatura impostata a 150°C
(Standby). Il tempo di Setback è regolabile da 0-99 minuti.
Allo scadere del triplo del tempo impostato si attiva la funzione ”Auto-off” che spegne l’utensile (linnetta lampeggiante sul display).
● Lock:
Blocco della temperatura di selezione. Dopo il blocco non è
possibile alcuna modifica.
Italiano
Per ottenere buoni risultati la testa dissaldante deve essere
pulita regolarmente svuotando il tubetto di vetro dai residuidi stagno, sostituendo i filtri nel tubetto di vetro, nonché controllando le guarnizioni. Per garantire la massima aspirazione, le superfici frontali del tubetto di vetro devono essere
perfettamente integre. Il filtro sporco influisce riducendo la
portata del vuoto dello stilo dissaldante. Quindi il filtro principale (9) deve essere controllato regolarmente ed eventualmente sostituito. A tale fine utilizzare un filtro originale
Weller. Per la pulizia della sede conica della testa dissaldante e del tubo di aspirazione, utilizzare l’apposito utensile
(5 13 500 99).
Gli ugelli dissaldanti possono essere sostituiti velocemente e
facilmente con una semplice torsione (circa 45°). Depositi di
sporco di grosse quantità nella zona conica possono impedire l’inserimento del nuovo ugello. Questi depositi possono
essere rimossi utilizzando l’apposito inserto per la pulizia
della sede conica ricavata nella testa dell’utensile.
Attenzione! lavorare senza inserire il filtro può danneggiare il convertitore di aria compressa.
Per l’illustrazione dell’utensile, della procedura di pulizia e sostituzione dell’ugello vedere a pagina 85.
4. Equalizzazione dei potenziali
Utilizzando la presa da 3,5 mm situata posteriormente all’unità base, si possono realizzare 4 differenti configurazioni:
Messa a terra diretta:
Senza spinotto (come fornito dalla casa)
Equalizzazione dei potenziali (impedenza 0 Ohm):
Con spinotto inserito e cavo di equalizzazione dei potenziali
collegato al pin centrale.
Potenziale libero:
Con spinotto inserito
Collegamento a massa del tavolo di lavoro:
Con spinotto inserito, cavo di equalizzazione collegato al pin
centrale e collegamento a terra tramite resistenza.
5. Modalità d’uso
Quando si inizia ad operare occorre per prima cosa stagnare con nuova lega la punta dell’utensile. Ciò permette di
rimuovere le ossidazioni o eventuali impurità depositate sulla
punta del saldatore/dissaldatore. Nelle pause di lavoro, e
prima di riporre l’utensile, occorre accertare che la punta sia
sempre ben stagnata. Sconsigliamo l’uso di flussanti particolarmente aggressivi.

● °C/F:
Commutazione dell’unità di misura dei valori indicati.
● Windows:
Impostazione di un intervallo di temperatura. Campo di variazione temperatura +/- 99°C.
● Cal:
Ricalibrazione dell’unità (solo WCB 2)
● Interfaccia PC:
RS 232 (solo WCB 2)
● Misurazione Temperatura:
Connettore integrato per termocoppia a filo tipo ”K” (solo
WCB 2).
6. Accessori
005 33 155 99 Set saldatore WMP
005 33 125 99 Set saldatore WSP 80
005 33 180 99 Set saldatore WP 80
005 33 131 99 Set microsaldatore MPR 80
005 33 112 99 Set saldatore LR 21 Antistatico
005 33 113 99 Set saldatore LR 82
005 13 181 99 Set dissaldatore vert. DXV 80
005 33 137 99 Set dissaldatore vert. DSXV 80
005 33 133 99 Set pinza termica WTA 50
005 33 135 99 Set saldatore WSP 150
005 27 040 99 Crogiolo WSB 80
005 27 028 99 Piastra di preriscaldo WHP 80
005 31 181 99 Unità esterna di calibrazione WCB 1
005 31 180 99 Unità esterna di calibrazione WCB 2
WPHT Dispositivo di commutazione (WMP)
WPH80T Dispositivo di commutazione (WSP 80)
7. Fornitura
WDD 161V
Unità base PUD 161V
Set stilo dissaldante DSX 80
Set stilo saldante WSP 80
Cavo di alimentazione
Istruzioni d’uso
Spinotto per l’equalizzazione dei potenziali
Filtro principale
Norme di sicurezza
PUD 161V
Unità base
Cavo di alimentazione
Istruzioni d’uso
Spinotto per l’equalizzazione dei potenziali
Filtro principale
Norme di sicurezza
Per lo schema elettrico vedi pag. 82
Per l’esploso vedi pag. 83 + 84
Con riserva di modifiche tecniche!
16
Italiano
17
English
Thank you for placing your trust in our company by purchasing the WELLER soldering stations WDD 161V. Production
was based on stringent quality requirements which guarantee the perfect operation of the device.
1. Caution!
Please read these Operating Instructions and the attached
safety information carefully prior to initial operation. Failure
to observe the safety regulations results in a risk to life and
limb.
The manufacturer shall not be liable for damage resulting
from misuse of the machine or unauthorised alterations.
The WELLER soldering stations WDD 161V corresponds to
the EC Declaration of Conformity in accordance with the
basic safety requirements of Directives 89/336/EEC and
73/23EEC.
2. Description
2.1 Control Unit
The soldering station WDD 161V is part of a family of units
that has been developed for industrial production technology
and for the service and laboratory sector. Simple and convenient operation has been achieved through the use of a
microprocessor. Two different soldering/unsoldering tools
can be operated at the same time thanks to two independent, digital temperature controllers. The tools themselves
are automatically detected by the soldering station and
assigned to the proper control parameters. The extremely
powerful 24V heating element enables superior, dynamic
performance and permit the universal use of the soldering
tool.
The vacuum required for unsoldering is generated by an
internal, maintenance-free pneumatic converter and is activated by an integrated finger switch on the unsoldering iron.
Various methods of equipotentially bonding the soldering iron
bit, a zero voltage switch, and the anti-static design of the
control unit and soldering tools supplement the high standard of the unit. The possibility of connecting an external
input unit extends the functional diversity of this desoldering
station. Additional functions including timing and interlocking
can be realised using the WCB 1 and WCB 2 Input Units,
available as optional extras. The extended features of the
WCB 2 Input Unit include an integrated temperature measurement unit and a PC interface.
The required temperature can be adjusted over the range
50ºC - 450ºC (550°C) via 2 buttons (Up/Down). Target and
actual value are digitally displayed by making the appropriate selection using the channel button. Achievement of the
pre-set temperature is indicated by an LED assigned to the
channel; this LED thus serves as an optical regulator monitor. Continuous illumination means that the system is warming up.
2.2 Soldering irons
DXV 80: Unsoldering iron 80W. Conical attachment
system for the suction nozzle. In-line ver
sion (vertical work position). Tin collection
container integrated into the handle can be
changed easily without the need for tools.
Wide range of CSF (SMD desoldering
plungers) and suction nozzles. The vacu
um is activated by means of a finger
switch.
DSX 80: Unsoldering iron 80W. Conical attachment
system for the suction nozzle. A wide
range of suction nozzles enables the best
possible suctioning of filler wire at diffe
rent soldering locations. The wire collector
can be replaced easily and requires no
tools. An integrated finger switch activates
the vacuum.
WSP 150: Powerful 150W soldering iron for solde
ring work requiring extremely high tempe
ratures. Only one channel is active when
using this soldering iron. Extended tempe
rature range of up to 550 °C.
WTA 50: The unsoldering tweezers WTA 50 were
specially designed for unsoldering SMD
components. Two heating elements (2 x
25 watts), each with its own temperature
sensor, ensure constant temperatures at
both ends.
LR 82: High-performance 80 watt soldering iron
for soldering work with high heat require
ments. The soldering tip is attached by a
bayonet catch to ensure correct position
when using different tips.
WSP 80: The soldering iron WSP 80 is characteri
zed by its capacity for reaching the solde
ring temperature quickly and precisely. Its
slim design and heating power of 80 watts
makes universal usage possible - from
extremely fine to high-temperature solde
ring work. Work can be continued immedi
ately after switching soldering tips, since
the temperature is reached again quickly.
WMP: Due to its handy design, the Weller WMP
micro soldering iron is suitable for work
on professional SMD electronics. A short
distance between the handle and the soldering tip ensures ergonomic handling of
the 65W soldering iron when performing
the finest of soldering tasks.
18
ton, and switched on by pressing the „Up“ and „Down“ buttons (3) (4) simultaneously. The current value is displayed in
the display.
Setting the temperature
The digital display (2) shows the actual value temperature.
By pressing the UP or DOWN key (3, 4) the digital display (2)
switches to the setpoint. The setpoint can be changed by
tapping or by firmly pressing the UP or DOWN button (3, 4)
in the desired direction. Pressing the button will change the
setpoint quickly. The digital display (2) returns automatically
to the actual value approximately 2 seconds after releasing
the button.
Standard setback:
Setting back the set temperature to 150 °C. The setback
time, which follows the switching of the soldering station to
standby mode, is 20 minutes. After three setback times (60
minutes) the ”Auto-off” function is activated. The soldering
tool is switched off (blinking line on the display).
Setting: When switching on, hold the ”UP” key (3) until ON or
OFF appears in the display. The setting is saved when the
"UP" button is released. Repeat this step to change.
The setback function can be set separately for both channels. The channel set is defined by the channel displayed on
switch off.
The use of very fine soldering tips may have a negative
effect on reliable setback function.
Vacuum delay:
After the finger switch is released the vacuum remains active for approx. 2 seconds.
Setting: When switching on, hold the ”DOWN” key (4) until
ON or OFF appears in the display. The setting is saved when
the "DOWN" button is released. Repeat this step to change.
Maintenance
The transition between the heating element / sensor and the
tip of the soldering iron may not come in contact with dirt,
foreign particles or become damaged, since this affects the
precision of the temperature control. To obtain good unsoldering results, it is important to clean the unsoldering head
English
See "Accessories" for additional tools.
3. Startup
Place the soldering tool in the storage tray. Insert the compressed air hose (external diameter: 6 mm) into the quickaction coupling for compressed air (15). Connect compressed air supply at 4-6 bar (58-87 psi) with dry, oil-free compressed air. Insert the electrical connecting lines of the soldering tools into the 7-pin socket (6), (11) on the front panel
and lock in place. Insert main filter (9) with the hose section
between the vacuum connection (10) and the vacuum hose
of the unsoldering iron. Check whether the power supply
corresponds with the specifications on the rating plate and
that the main switch (1) is in the ”off” position. Connect control unit to power supply. Switch on unit at the main switch
(1). When the unit is switched on a self-test is carried out in
which every indicator instrument (2), (5) and (12) is activated.
The set temperature (setpoint) and the temperature unit
(°C/°F) are shown briefly. The electronic system then switches automatically to display the actual temperature. The
LED’s (5) or (12) will illuminate. The LED’s are used for optical control. Continuous illumination means the system is
heating. Blinking signals that the operating temperature has
been reached.
The integrated finger switch on the unsoldering iron activates the vacuum level required for unsoldering.
Channel Selection
The digital display can be switched to channel 1 or 2 by operating the channel selection button (7). The currently displayed channel is identified by a red/orange light emitting diode
(5) or (12) over connector.
The channel displayed can be switched off by operating the
„Up“ and „Down“ buttons (3) (4) simultaneously. This is confirmed in the display with „Off“.
To activate a channel that has been switched off, the channel is selected, if necessary, using the channel selection but-
Technical Data
Dimensions in mm: 166 x 115 x 101 (L x B x H)
Mains Voltage (13): 230 V / 50/60 Hz; 100 V / 50/60 Hz
Power Consumption: 165 W
Protection Class: 1 (Control Unit) and 3 (Soldering Irons)
Fuse (14): T800mA (230 V); T1,6A (100 V)
{5 x 20 in the power unit}
Temperature Regulator: 50°C - 450°C (WSP 150: 50°C - 550°C)
Precision: ± 9°C
Potential Equalisation (8): Via a 3.5 mm jack (Initial condition - directly earthed)

regularly. This includes draining the filler wire collector,
replacing the glass tube filter and checking the seals. Airtight
facing surfaces on the glass cylinder guarantee full suction
potential. Because dirty filters affect the flow of air through
the Unsoldering iron, the main filter (9) (hose filter at vacuum
hose) should be checked regularly and replaced as needed.
Use a new, original Weller filter cartridge. Use the cleaning
tool (5 13 500 99) to clean the suction nozzle bore and the
suction tube.
The suction nozzles can be replaced quickly and easily with
a short turning movement (approx. 45°).
Large deposits in the area of the cone will prevent the insertion of a new suction nozzle. Deposits can be removed with
the cleaning insert for the heating element cone.
Caution: Working without a filter will destroy the pneumatic converter.
Cleaning tool, cleaning process and replacing the suction nozzles - see page 85.
4. Equipotential bonding
The various circuit elements of the 3.5 mm jack bush (13)
make 4 variations possible:
Hard-grounded:
No plug (delivery form)
Equipotential bonding (impedance 0 ohms):
With plug, equalizer at center contact
Potential free:
With plug
Soft-grounded:
With plug and soldered resistance.Grounding via set resistance value.
5. Instructions for use
For initial heating, coat the selective tinnable tip with solder.
This removes any oxidation or dirt on the tip which may have
occurred during storage. During pauses between soldering
and before storing the soldering iron, ensure that the tip of
the soldering iron is well coated. Do not use aggressive fluxing agents.
Note: Always ensure the proper position of the soldering
iron tip.
These soldering irons have been adjusted for an averagesize tip. Deviations can occur due to exchanging of the tip or
using other tip designs.
Different suction nozzles solve many unsoldering problems.
The suction nozzles can be easily replaced, since the tool is
integrated in the cleaning tool.
It is important to use additional filler wire when unsoldering.
This ensures the good wetting of the suction nozzle and better flow properties of the old solder. Care must be taken to
ensure that the suction nozzle is vertical with respect to the
plate in order to obtain the best possible suctioning power.
The solder must be completely liquefied. It is important to
ensure during the unsoldering process that the connecting
pin of the component is moved in a circular motion in the
bore.
If the solder has not been fully removed after the suctioning
process, the soldering location should be tinned before
unsoldering again.
The selection of the correct suction nozzle size is important.
Rule of thumb: internal diameter of the suction nozzle should
correspond to the diameter of the plate bore.
If the total output of the unit is exceeded due to the connected soldering tools the right channel will switch off automatically.
External input unit WCB 1 and WCB 2 (optional)
The following functions are possible when using an external
input unit.
● Offset:
The real temperature of the soldering iron can be changed by
± 40 °C by input of a temperature offset.
● Setback:
Reduction of the setpoint temperature to 150 °C (standby).
The set backtime can be set at 0-99 minutes after the soldering station has switched to standby mode. After a period
equal to three times the set-back time, the ”Auto Off” function is activated. The soldering iron is switched off (flashing
dash on the display).
● Lock:
Locking the setpoint temperature. Settings cannot be changed after the soldering station has been locked.
● °C/°F:
Switching the temperature display from °C to °F, and vice
versa.
● Window:
Setting a temperature window. Temperature range +/- 99°C
● Cal:
Re-adjustment of the soldering station (WCB 2 only).
19
English

20
● PC interface:
RS 232 (WCB 2 only)
● Temperature gauge:
Integrated temperature gauge for thermal element Type K
(WCB 2 only)
6. Accessories
005 33 155 99 Soldering set WMP
005 33 125 99 Soldering set WSP 80
005 29 180 99 Soldering WP 80
005 33 131 99 Soldering set MPR 80
005 33 112 99 Soldering set LR 21 antistatic
005 33 113 99 Soldering set LR 82
005 13 181 99 Desoldering set DXV 80
005 33 138 99 Desoldering set DSX 80
005 33 133 99 Desoldering set WTA 50
005 33 135 99 Soldering Iron Set WSP 150
005 27 040 99 Solder Bath WSB 80
005 27 028 99 Preheater plate WHP 80
005 31 181 99 External input unit WCB 1
005 31 180 99 External input unit WCB 2
WPHT Stop and go iron stand (WMP)
WPHT80 Stop and go iron stand (WSP 80)
7. Items Supplied
WDD 161V
PUD 161V Control unit
DSX 80 Unsoldering set
WSP 80 soldering iron set
Power cord
Operating instructions
Jack plug
Main filter
Safety Information
PUD 161V:
Control unit
Power cord
Operating manual
Jack plug
Main filter
Safety Information
Circuit diagram - see page 82
Exploded drawing - see page 83 + 84
Subject to technical change without notice!
English
21
Tack för köpet av WELLER lödstationen WDD 161V och visat
förtroende. Vid tillverkningen har mycket stränga kvalitetskrav tillämpats för att säkerställa en klanderfri apparatfunktion.
1. Observera!
Läs noggrant igenom denna bruksanvisning och bifogade
säkerhetsanvisningar innan du sätter apparaten i drift. Det är
livsfarligt att inte följa säkerhetsföreskrifterna.
Tillverkaren ansvarar inte för användningar som avviker från
bruksanvisningen, samt för egenmäktiga förändringar.
WELLER lödstationen WDD 161V motsvarar EG-försäkran om
överensstämmelse enligt de grundläggande säkerhetskraven i direktiv 89/ 336/ EEG, 73/ 23/ EEG.
2. Beskrivning
2.1 Styrapparat
Lödstationen WDD 161V tillhör en apparatfamilj som utvekklats för industriell tillverkningsteknik, samt för reparationsoch laboratorieområdena. En enkel och komfortabel betjäning möjliggörs genom att en mikroprocessor används. Två
olika lödnings-/avlödningsverktyg kan användas samtidigt
vid två av varandra oberoende, digitala temperaturregleringar. Själva verktygen identifieras automatiskt av lödstationen och tilldelas passande regleringsparametrar.
Värmeelementen på 24 V, som har en särskilt hög kapacitet,
möjliggör ett utmärkt, dynamiskt beteende. Lödningsverktyget kan därför användas universellt.
Vakuumet, som behövs för att kunna avlöda, skapas via en
intern, underhållsfri tryckluftsomvandlare, och aktiveras via
en integrerad fingerbrytare på avlödningskolven.
Den höga kvalitetsstandarden förbättras ytterligare genom
olika möjligheter till potentialutjämning på lödspetsen,
genom en nollspänningsskyddsbrytare och genom att styrenheten och kolven är konstruerade på så sätt att statisk
uppladdning förebyggs. Genom möjlighet till anslutning av
en extern inmatningsapparat utökas antalet användningsmöjligheter för varmluftstationen. Med inmatningsapparaterna WCB 1 och WCB 2, som kan köpas som tillval, kan bl. a.
tids- och förreglingsfunktioner erhållas. Ett integrerat temperaturmätinstrument ingår i den utökade versionen av
inmatningsapparaten WCB 2.
Önskad temperatur inom området 50°C – 450°C (550°C)
kan ställas in via 2 tangenter (up/down). Bör- och ärvärde
indikeras genom motsvarande val på kanalvaltangenten. Att
den valda temperaturen uppnåtts signaleras genom en LED
som hör till kanalen och som följaktligen tjänar som optisk
reglerkontroll. Kontinuerligt ljus betyder att systemet värms
upp.
2.2 Lödkolvar
DXV 80: Avlödningskolv 80 W. Sugmunstycket har
ett koniskt fästsystem. In - line qutförande
(Vertikal arbetsställning). Uppsamlingsbehållaren för tenn är inbyggd i handtaget
och kan bytas utan verktyg på ett enkelt
sätt. Det finns ett stort sortiment av CSF
(SMD avlödningsstämplar) och sugmun
stycken. Bortsugningsluften aktiveras via
den i handtaget inbyggda tryckknappen.
DSX 80: Avlödningskolv 80 W. Sugmunstycket har
ett koniskt fästsystem. Ett brett program
med sugmunstycken möjliggör en optimal
utsugning av lödtenn vid olika lödnings
punkter. Det går lätt att byta uppsamlings
behållaren för tenn, utan att använda verk
tyg. Integrerad fingerbrytare för att aktivera
vakuumet.
WSP 150: Lödkolv på 150 W med särskilt hög kapa
citet för lödningsarbeten med extremt högt
värmebehov. Endast en kanal är aktiv när
den här lödkolven används. Utvidgat tem
peraturområde upp till 550 °C.
WTA 50: Avlödpincetter WTA 50 har konstruerats
speciellt för utlödning av SMD-byggdelar.
Två värmeelement (2x25 W) med var sin
temperatursensor sörjer för samma tempe
ratur på båda överstyckena.
LR 82: Effektiv lödkolv på 80 W för lödningsarbe
ten med stort värmebehov. Fastsättning av
lödspetsen sker via en bajonettförslutning
som möjliggör ett positionssäkert byte av
spetsen.
WSP 80: Lödkolv WSP 80 utmärker sig därigenom
att lödtemperaturen kan uppnås mycket
snabbt och exakt. På grund av lödkolvens
smala konstruktions form och en värmeka
pacitet på 80 W kan den användas univer
sellt för extremt fina lödningsarbeten till
lödningsarbeten med stort värmebehov.
Efter byte av lödspetsen är det möjligt att
arbeta vidare direkt eftersom drifttempera
turen uppnås mycket snabbt.
WMP: Weller Micro-lödkolv WMP lämpar sig tack
vare sitt behändiga koncept för bearbetning
av professionell SMD-elektronik. Det korta
avståndet mellan handtag och lödspets
möjliggör ett ergonomiskt arbetssätt med
65 W-lödkolven vid genomförandet av de
finaste lödarbetena.
Ytterligare anslutningsbara verktyg, se tillbehörslistan.
Svenska
 Loading...
Loading...