

Weller WD 81V Operating Instructions Manual

Wel le r
Betriebsanleitung
Manuel d'Utilisation
Gebruiksaanwijzing
Istruzioni per l'uso
Operating Instruction
Bruksanvisning
Instrucciones para el Manejo
Beskrivelse
Descrição
Käyttöohjeet
Αποκλληση
Kullanım açıklamaları
®
D
F
NL
I
GB
S
E
DK
P
FIN
GR
TR
WDD 81V
D S
GB
I
NL
F
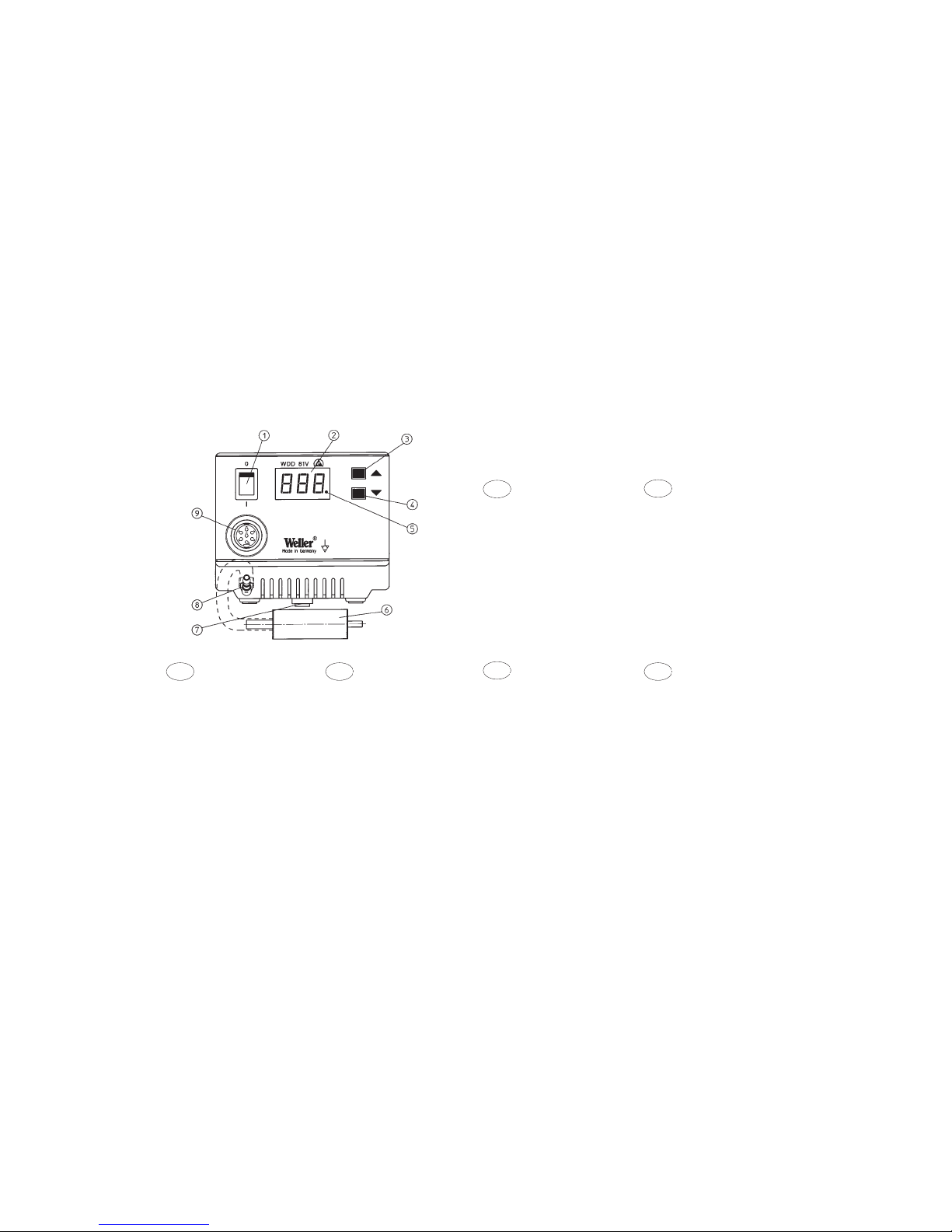
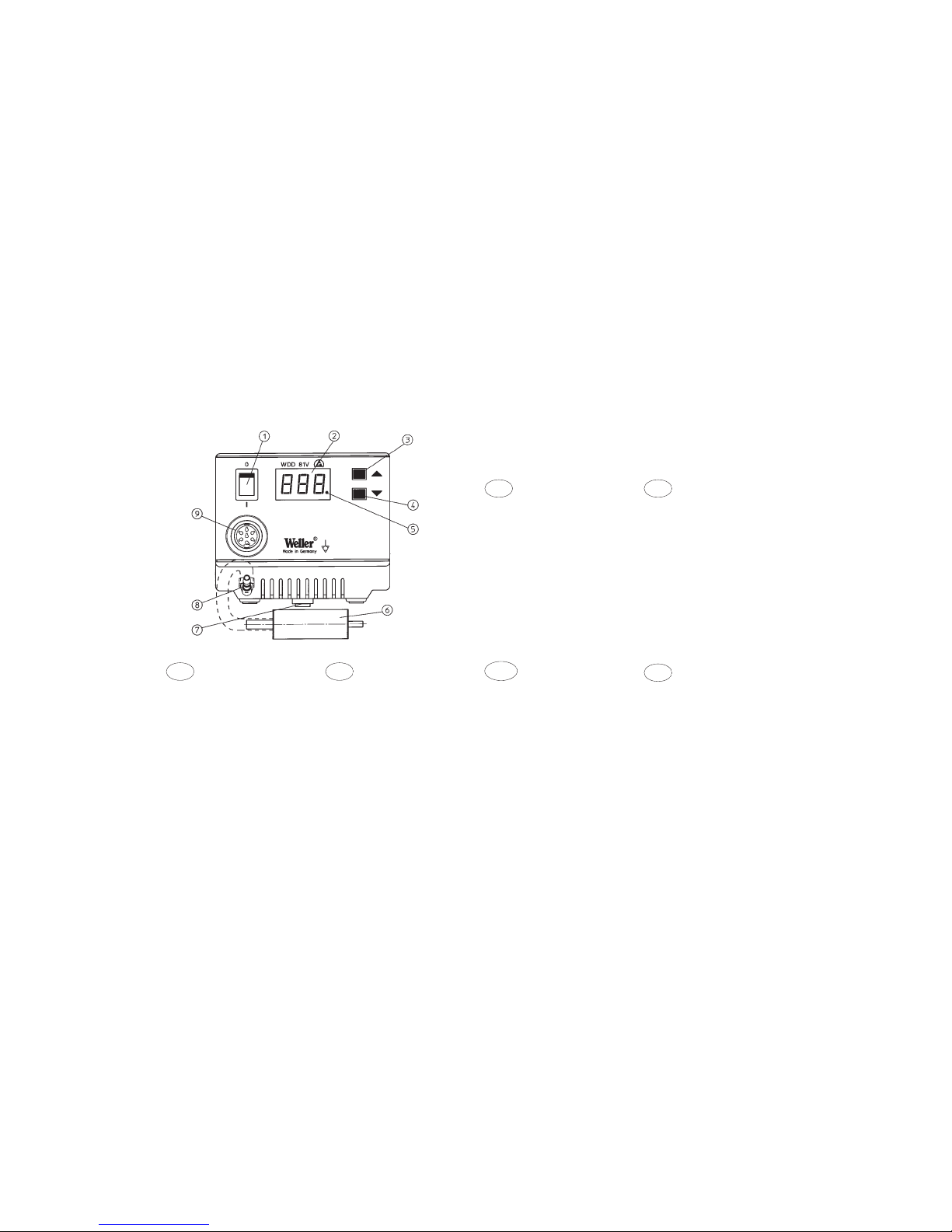
1. Power cable
2. Digital display
3. UP button
4. DOWN button
5. Optical regulator
6. Main Filter
7. Equipotential bonding socket
8. Vacuum connection
9. Connecting socket for soldering iron
1. Interruttore di rete
2. Display digitale
3. Tasto "Up"
4. Tasto "Down"
5. Controllo di regolazione ottico
6. Filtro principale
7. Presa per equalizzazione dei potenziali
8. Collegamento del vuoto
9. Boccola di collegamento per stilo dissaldante
1. Nätströmbrytare
2. Digitalindikation
3. UP-tangent
4. DOWN-tangent
5. Optisk regleringskontroll
6. Huvudfilter
7. Potentialutjämningsuttag
8. Vakuumanslutning
9. Anslutningsuttag för lödkolv
1. Netschakelaar
2. Digitaaldisplay
3. ”Up” toets
4. ”Down” toets
5. Optische regelcontrole
6. Hoofdfilter
7. Equipotentiaalbus
8. Vacuümaansluiting
9. Aansluitbus voor soldeerbout
1. Interrupteur secteur
2. Afficheur numérique
3. Touche "Up"
4. Touche "Down"
5. Contrôle visuel du réglage
6. Filtre principal
7. Prise d’équipotentialité
8. Raccord d’aspiration
9. Prise pour fer à souder
1. Netzschalter
2. Digitalanzeige
3. „Up“-Taste
4. „Down“-Taste
5. Optische Regelkontrolle
6. Hauptfilter
7. Potentialausgleichsbuchse
8. Vakuum-Anschluss
9. Anschlussbuchse für Lötkolben
1
TR
PGR
FIN
1. Netafbryder
2. Digitalvisning
3. “UP”-taste
4. “DOWN”-taste
5. Optisk regulatorkontrol
6. Hovedfilter
7. Potentialudligningsbøsning
8. Vakuumtilslutning
9. Tilslutningsbøsning til loddekolber
DK
1. Interruptor de red
2. Indicación digital
3. Tecla ”UP”
4. Tecla ”DOWN”
5. Control óptico de regulación
6. Filtro principal
7. Conector (hembra) para compensación
de potencial
8. Toma de vacío
9. Conector (hembra) para soldadores
E
1. Ηλεκρικς διακπτης
2. Ψηφιακή ένδειξη
3. Πλήκτρο ψUP“
4. Πλήκτρο ψDOWN“
5. Οπτικς ρυθµιστικς έλεγχος
6. Κύριο φίλτρο
7. Υποδοχή ισοστάθµισης δυναµικού
8. Σύνδεση κενού
9. Υποδοχή σύνδεσης κολλητηριού
1. Verkkokytkin
2. Digitaalinen näyttö
3. "UP"-näppäin
4. "DOWN"-näppäin
5. Optinen säätökontrolli
6. Pääsuodatin
7. potentiaalin tasaus
8. alipaineliitäntä
9. juottokolvin liitäntä
1. Interruptor de rede
2. Mostrador digital
3. Tecla "Up"
4. Tecla "Down"
5. Controlo visual da regulação
6. Filtro principal
7. Tomada de ligação equipotencial
8. Ligação de vácuo
9. Tomada de ligação para ferro de soldar
2
1. fiebeke gerilimi
2. Dijital gösterge
3. "Yukar›" tuflu
4. "Afla¤›" tuflu
5. Optik ayar kontrolü
6. Ana filtre
7. Potansiyel dengeleme prizi
8. Vakum ba¤lant›s›
9. Lehim havyas› için ba¤lant› prizi
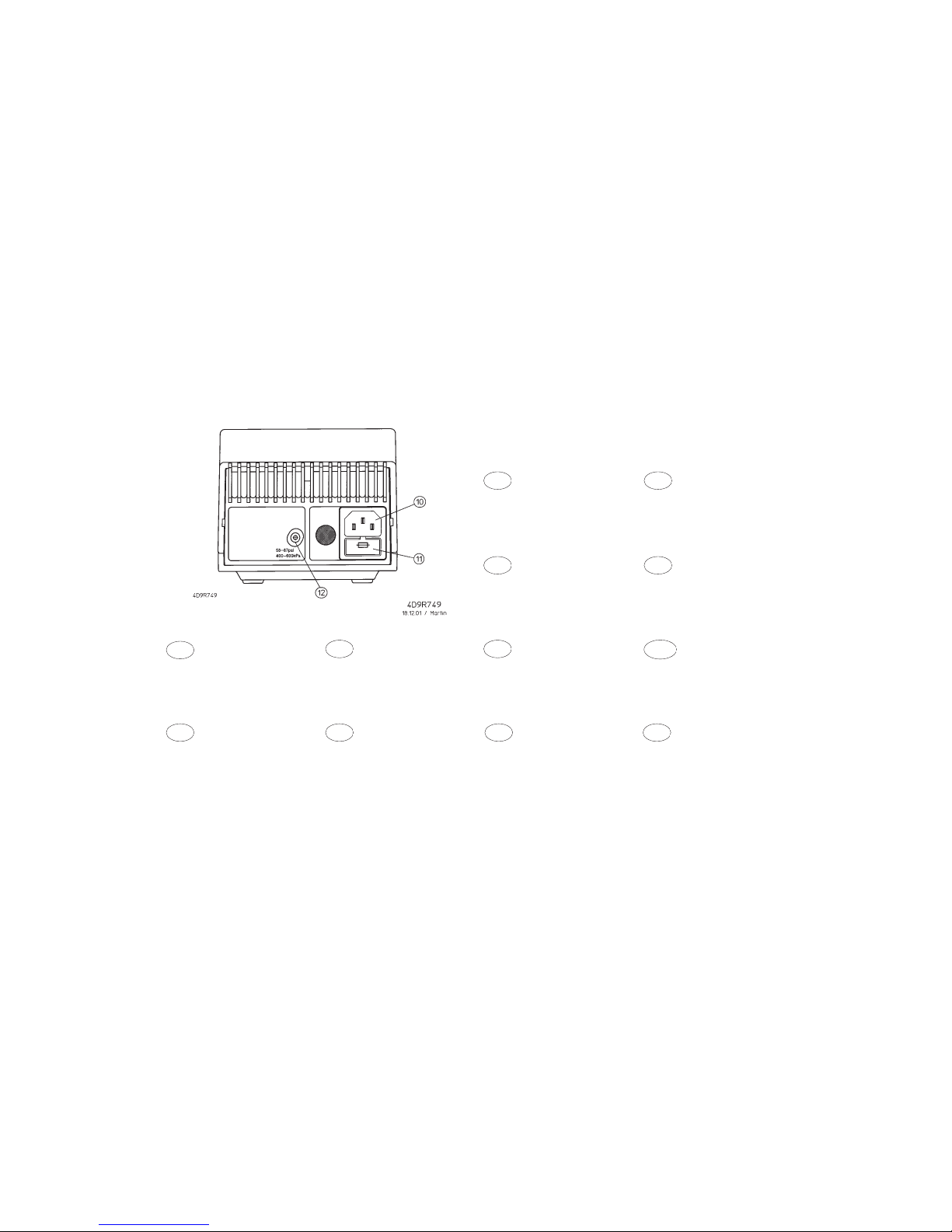
10. Verkkoliitäntä
11. Verkkosulake
12. Paineilmaliitäntä
10. Ligação à rede
11. Fusível de rede
12. Conector para ar comprimido
GR
FIN
P
DK
E
S
GB
I
NL
F
D
10. Nettilslutning
11. Netsikring
12. Tryklufttilslutning
10. Nätanslutning
11. Nätsäkring
12. Anslutning för tryckluft
10. Power supply connector
11. Fuse
12. Compressed Air Connection
10. Collegamento a rete
11. Fusibile di rete
12. Attacco dell’aria compressa
10. Netaansluiting
11. Netzekering
12. Persluchtaansluiting
10. Raccordement secteur
11. Fusible secteur
12. Raccord d’air comprimé
10. Netzanschluß
11. Netzsicherung
12. Druckluftanschluß
10. Σύνδεση στο ηλεκτρικ ρεύµα
11. Ηλεκτρική ασφάλεια
12. Σύνδεση του πεπιεσµένου αέρα
10. Conexión de red
11. Fusible de red
12. Toma de aire comprimido
3
10. fiebeke ba¤lant›s›
11. fiebeke sigortas›
12. Bas›nçl› hava ba¤lant›s›
TR

D
Druck bzw. Druckbereich.
8. Benutzen Sie das richtige Lötwerkzeug.
Benutzen Sie kein zu leistungsschwaches Lötwerkzeug für Ihre Arbeiten. Benutzen Sie das
Lötwerkzeug nicht für Zwecke, für die es nicht vorgesehen ist.
9. Tragen Sie geeignete Arbeitskleidung.
Verbrennungsgefahr durch flüssiges Lötzinn. Tragen Sie entsprechende Schutzbekleidung,
um sich vor Verbrennungen zu schützen.
10. Schützen Sie Ihre Augen.
Tra gen Sie eine Schutzbrille. Beim Verarbeiten von Klebern sind insbesondere die
Warnhinweise des Kleberherstellers zu beachten. Schützen Sie sich vor Zinnspritzern;
Verbrennungsgefahr durch flüssiges Lötzinn.
11. Verwenden Sie eine Lötrauchabsaugung.
Wenn Vorrichtungen zum Anschluß von Lötrauchabsaugungen vorhanden sind,über zeugen
Sie sich, daß diese angeschlossen und richtig benutzt werden.
12. Verwenden Sie das Kabel nicht für Zwecke, für die es nicht bestimmt ist.
Tra gen Sie das Lötwerkzeug niemals am Kabel. Benutzen Sie das Kabel nicht, um den
Stecker aus der Steckdose zu ziehen. Schützen Sie das Kabel vor Hitze, Öl und scharfen
Kanten.
13. Sichern Sie das Werkzeug.
Benutzen Sie Spannvorrichtungen um das Werkstück festzuhalten. So ist sicherer gehalten
als mit der Hand und Sie haben außerdem beide Hände zur Bedienung des Lötwerkzeuges
frei.
14. Vermeiden Sie abnormale Körperhaltung.
Gestalten Sie Ihren Arbeitsplatz ergonomisch richtig, vermeiden Sie Haltungsfehler beim
Arbeiten, benutzen Sie immer das angepaßte Lötwerkzeug.
15. Pflegen Sie Ihre Lötwerkzeuge mit Sorgfalt.
Um besser und sicherer Arbeiten zu können, halten Sie das Lötwerkzeug sauber. Befolgen
Sie die Wartungsvorschriften und die Hinweise über den Lötspitzenwechsel. Kontrollieren
Sie regelmäßig alle angeschlossenen Kabel und Schläuche. Reparaturen dürfen nur von
einem anerkannten Fachmann durchgeführt werden. Nur original WELLER-Ersatzteile verwenden.
1. Sicherheitshinweise
Für andere, von der Betriebsanleitung abweichende Verwendungen,sowie eigenmächtigen
Veränderungen, wird von Seiten des Herstellers keine Haftung übernommen. Diese
Betriebsanleitung und die darin enthaltenen Warnhinweise sind aufmerksam zu lesen und
gut sichtbar in der Nähe des Lötgerätes aufzubewahren. Die Nichtbeachtung der
Warnhinweise kann zu Unfällen und Verletzungen oder zu Gesundheitsschäden führen. Die
WELLER Entlötstation WDD 81V entspricht der EG Konformitätserklärung, gemäß den
grundlegenden Sicherheitsanforderungen der Richtlinien 89/336/EWG und 73/23/EWG.
Warnhinweise
1. Das Netzkabel darf nur in die dafür zugelassenen Netzsteckdosen oder Adapter
eingesteckt werden.
2. Halten Sie Ihren Arbeitsplatz in Ordnung.
Legen Sie das Lötwerkzeug wenn es nicht benützt wird immer in der Originalablage ab.
Bringen Sie keine brennbaren Gegenstände in die Nähe des heißen Lötwerkzeugs.
3. Beachten Sie die Umgebungseinflüsse.
Benutzen Sie das Lötwerkzeug nicht in feuchter oder nasser Umgebung.
4. Schützen Sie sich vor elektrischem Schlag.
Vermeiden Sie Körperberührung mit geerdeten Teilen, z. B. Rohren, Heizkörpern, Herden
und Kühlschränken.
5. Halten Sie Kinder fern.
Lassen Sie andere Personen nicht an das Werkzeug oder das Kabel berühren. Halten Sie
andere Personen von Ihrem Arbeitsplatz fern.
6. Bewahren Sie Ihr Lötwerkzeug sicher auf.
Unbenutzte Lötwerkzeuge sollten an einem trockenen, hochgelegenen oder abgeschlossenen Ort, außerhalb der Reichweite von Kindern, abgelegt werden. Schalten Sie unbenutzte
Lötwerkzeuge spannungs- und druckfrei.
7. Überlasten Sie Ihr Lötwerkzeug nicht.
Betreiben Sie das Lötwerkzeug nur mit der angegebenen Spannung und dem angegebenen
4

24. Verwendung mit anderen WELLER Geräten.
Wird das Lötwerkzeug in Verbindung mit anderen WELLER-Geräten bzw. Zusatzgeräten
betrieben, so sind auch deren in der Betriebsanleitung aufgeführten Warnhinweise zu
beachten.
25. Bitte beachten Sie die für Ihren Arbeitsplatz geltenden Sicherheitsbestimmungen.
2. Beschreibung
2.1 Steuergerät
Die mikroprozessorgeregelte Lötstation WDD 81V gehört einer Gerätefamilie an, die für die
industrielle Fertigungstechnik, sowie den Reparatur- und Laborbereich entwickelt wurde.
Die digitale Regelelektronik und eine hochwertige Sensor- und Wärmeübertragungstechnik
im Lötwerkzeug gewährleistet ein präzises Temperaturregelverhalten an der Lötspitze.
Höchste Temperaturgenauigkeit und ein optimales dynamisches Temperaturverhalten im
Belastungsfall wird durch eine schnelle und präzise Messwerterfassung im geschlossenen
Regelkreis erreicht. Die Lötwerkzeuge selbst werden von der WDD 81V automatisch anerkannt und die entsprechenden Regelparameter zugeordnet. Das zum Entlöten benötigte
Vacuum wird durch einen internen wartungsfreien Druckluftwandler erzeugt und über
einen integrierten Fingerschalter am Entlötkolben aktiviert.
Verschiedene Potentialausgleichsmöglichkeiten zur Lötspitze, Nullspannungsschaltung
sowie antistatische Ausführung von Steuergerät und Kolben ergänzen den hohen
Qualitätsstandard. Die Anschlußmöglichkeit eines externen Eingabegerätes erweitert die
Funktionsvielfalt dieser Entlötstation. Mit den als Option erhältlichen Eingabegeräten WCB
1 und WCB 2 können unter anderem Zeit und Verriegelungsfunktionen realisiert werden.Ein
integriertes Temperaturmeßgerät und eine PC-Schnittstelle gehören zum erweiterten
Umfang des Eingabegerätes WCB 2.
Die gewünschte Temperatur kann im Bereich von 50°C - 450°C (122°F - 842°F) über 2
Tasten (Up / Down) eingestellt werden. Soll- und Istwert werden digital angezeigt. Das
Erreichen der vorgewählten Temperatur wird durch Blinken einer roten LED in der Anzeige
signalisiert, die zur optischen Regelkontrolle dient. Dauerndes Leuchten bedeutet, daß das
System aufheizt.
2.2 Lötwerkzeug
DSX 80: Entlötkolben 80 W. Konisches Befestigungssystem der Saugdüse.Ein breites
16. Vor Öffnen des Gerätes Stecker aus der Steckdose ziehen.
17. Lassen Sie kein Wartungswerkzeug stecken.
Überprüfen Sie vor dem Einschalten, daß Schlüssel und Einstellwerkzeuge entfernt sind.
18. Vermeiden Sie unbeabsichtigen Betrieb.
Vergewissern Sie sich, daß der Schalter beim Einstecken in die Steckdose bzw. An schluß
an das Netz ausgeschalten ist. Tragen Sie an ein Stromnetz angeschlossenes Lötwerkzeug
nicht mit dem Finger am Netzschalter.
19. Seien Sie aufmerksam.
Achten Sie darauf, was Sie tun. Gehen Sie mit Vernunft an die Arbeit. Benutzen Sie das
Lötwerkzeug nicht wenn Sie unkonzentriert sind.
20. Überprüfen Sie das Lötwerkzeug auf eventuelle Beschädigungen.
Vor weiterem Gebrauch des Lötwerkzeugs müssen Schutzvorrichtungen oder leicht
beschädigte Teile sorgfältig auf Ihre einwandfreie und bestimmungsgemäße Funktion
untersucht werden. Überprüfen Sie, ob die beweglichen Teile einwandfrei funktionieren und
nicht klemmen oder ob Teile beschädigt sind.Sämtliche Teile müssen richtig montiert sein
und alle Bedingungen erfüllen, um den einwandfreien Betrieb des Lötwerkzeugs zu
gewährleisten. Beschädigte Schutzvorrichtungen und Teile müssen sachgemäß durch eine
anerkannte Fachwerkstatt repariert oder ausgewechselt werden, soweit nicht anderes in
der Betriebsanleitung angegeben ist.
21. Achtung
Benutzen Sie nur Zubehör oder Zusatzgeräte, die in der Zubehörliste der Betriebsanleitung
aufgeführt sind. Benützen Sie WELLER Zubehör oder Zusatzgeräte nur an original WELLER
Geräten. Der Gebrauch anderer Werkzeuge und anderen Zubehörs kann eine
Verletzungsgefahr für Sie bedeuten.
22. Lassen Sie Ihr Lötwerkzeug durch eine Elektrofachkraft reparieren.
Dieses Lötwerkzeug entspricht den einschlägigen Sicherheitsbestimmungen. Reparaturen
dürfen nur von einer Elektrofachkraft ausgeführt werden, indem original WELLER Ersatzteile
verwendet werden; andernfalls können Unfälle für den Betreiber entstehen.
23. Arbeiten Sie nicht an unter Spannung stehenden Teilen.
Bei antistatisch ausgeführten Lötwerkzeugen ist der Griff leitfähig.
5

Genauigkeit: ± 9°C (± 17°F)
Druckluft: Eingangsdruck 400 - 600 kPA (58-87 psi) ölfreie, trockene
Druckluft
Druckluftwandler: Luftverbrauch 35 l / min; max Unterdruck 55 kPA (8 psi)
Druckluftanschluß: Druckluftschlauch Außendurchmesser 6 mm (0,24“)
Potentialausgleich (7): Über 3,5 mm Schaltklinkenbuchse an der Geräteunterseite
(Auslieferungszustand hart geerdet, Klinkenstecker nicht ge-
steckt).
3. Inbetriebnahme
Das Lötwerkzeug in der Sicherheitsablage ablegen. Druckluftschlauch mit
Außendurchmesser 6 mm in die Schnellkupplung für Druckluftanschluß (12) einstecken.
Druckluftversorgung mit 400 - 600 (58 - 87 psi) trockener, ölfreier Druckluft herstellen.Die
elektrische Verbindungsleitung des Lötwerkzeugs in die 7 pol. Anschlußbuchse (9) an der
Frontplatte einstecken und arretieren. Hauptfilter (6) mit Schlauchstück zwischen
Vakuumanschluß (8) und Vakuumschlauch des Entlötkolbens einsetzen. Überprüfen,ob die
Netzspannung mit der Angabe auf dem Typenschild übereinstimmt und der Netzschalter (1)
sich im ausgeschalteten Zustand befindet. Steuergerät mit dem Netz verbinden (10). Gerät
am Netzschalter (1) einschalten. Beim Einschalten des Gerätes wird ein Selbsttest durchgeführt, bei dem alle Anzeigeinstrumente (2) in Betrieb sind.
Anschließend wird kurzzeitig die eingestellte Temperatur (Sollwert) und die
Temperaturversion (°C / °F) angezeigt. Danach schaltet die Elektronik automatisch auf die
Istwertanzeige um. Roter Punkt (5) in der Anzeige (2) leuchtet. Dieser Punkt dient als optische Regelkontrolle. Dauerndes Leuchten bedeutet System heizt auf. Blinken signalisiert
das Erreichen der Betriebstemperatur. Das zum Entlöten benötigte Vakuum wird durch den
integrierten Fingerschalter am Entlötkolben aktiviert.
Tem peratureinstellung
Grundsätzlich zeigt die Digitalanzeige (2) den Temperaturistwert an. Durch Betätigen der
„Up“ oder „Down“-Taste (3) (4) schaltet die Digitalanzeige (2) auf den derzeit eingestellten
Sollwert um. Der eingestellte Sollwert (blinkende Anzeige) kann nun durch Antippen oder
permanentes Drücken der „Up“ oder „Down“-Taste (3) (4) in entsprechender Richtung verändert werden. Wird die Taste permanent gedrückt, verändert sich der Sollwert im
Schnelldurchlauf. Ca. 2 sec. nach dem Loslassen schaltet die Digitalanzeige (2) automatisch wieder auf den Istwert um.
Saugdüsenprogramm ermöglicht ein optimales Absaugen von Lötzinn an unterschiedlichsten Lötstellen. Der Zinnsammelbehälter ist einfach und ohne
Werkzeug wechselbar. CSF-Entlötstempel sind als Zubehör erhältlich.Sie die
nen zum Entlöten von oberflächenmontierten Bauteilen. Integrierter
Fingerschalter zur Aktivierung des Vakuums.
DSXV 80: Entlötkolben 80 W. Konisches Befestigungssystem der Saugdüse.Inline Aus
führung (senkrechte Arbeitshaltung). Der Zinnsammelbehälter ist im Griff in
tegriert. Er ist einfach und ohne Werkzeug auswechselbar. Breites CSF (SMD
Auslötstempel)- und Saugdüsenprogramm. Das Vakuum wird mittels Finger
schalter aktiviert.
LR 21: Unser „Standard“ Lötkolben. Mit einer Leistung von 50 W und einem sehr
breiten Lötspitzenspektrum (ET-Serie) ist dieser Lötkolben universell im
Elektronikbereich einsetzbar.
MLR 21: Mit seiner Leistung von 25 W und einer schlanken Bauform eignet sich dieser
Mikro-Lötkolben besonders für feine Lötarbeiten mit geringem Wärmebedarf.
WTA 50: Die Entlötpinzette WTA 50 wurde speziell zum Auslöten von SMD-Bauteilen
konzipiert. Zwei Heizelemente (2 x 25 W) mit jeweils eigenen Temperatursensor sorgen für gleiche Temperaturen an beiden Schenkeln.
LR 82: Leistungsfähiger 80 W Lötkolben für Lötarbeiten mit großem Wärmebedarf.
Die Befestigung der Lötspitze erfolgt über einen Bajonettverschluß, der einen
positionstreuen Spitzenwechsel ermöglicht.
WSP 80: Der Lötkolben WSP 80 zeichnet sich durch sein blitzschnelles und präzises
Erreichen der Löttemperatur aus. Durch seine schlanke Bauform und einer
Heizleistung von 80 W ist ein universeller Einsatz von extrem feinen
Lötarbeiten bis hin zu solchen mit hohem Wärmebedarf möglich. Nach Wechsel
der Lötspitze ist ein unmittelbares Weiterarbeiten möglich, da die Betriebstemperatur in kürzester Zeit wieder erreicht ist.
Weiter anschließbare Werkzeuge siehe Zubehörliste.
Technische Daten
Abmessungen (mm): 180 (L) x 115 (B) x 101 (H)
(in.): 7,1 (L) x 4,53 (B) x 4 (H)
Netzspannung (10): 230 V / 50 Hz, 120 V / 60 Hz (siehe Typenschild)
Leistungsaufnahme: 95 W
Schutzklasse: 1 (Steuergertä); 3 (Lötwerkzeug)
Sicherung (11): T 500 mA (230 V); T 1A (120 V) (siehe Typenschild)
Temperaturregelung: digital 50°C - 450°C (122°F - 842°F)
6

4. Potentialausgleich
Durch unterschiedliche Beschaltung der 3,5 mm Schaltklinkenbuchse (7) sind 4 Variationen
realisierbar:
Hart geerdet: Ohne Stecker (Auslieferungszustand)
Potentialausgleich
(Impedanz o Ohm): Mit Stecker,Ausgleichsleitung am Mittelkontakt
Potentialfrei: Mit Stecker
Weich geerdet: Mit Stecker und eingelötetem Widerstand.
Erdung über den gewählten Widerstandswert
5. Arbeitshinweise
Verschiedene Saugdüsen lösen viele Entlötprobleme.
Das passende Werkzeug für den Saugdüsenwechsel ist im Reinigungswerkzeug integriert.
Beim Einsetzen und Arretieren die Saugdüse leicht gegen den Heizkörper drücken.
Wichtig beim Entlöten ist die Verwendung von zusätzlichem Lötdraht. Dadurch wird eine
gute Benetzungsfähigkeit der Saugdüse, sowie bessere Fließeigenschaften des Altlotes
gewährleistet. Es ist darauf zu achten, daß die Saugdüse senkrecht zur Platinenebene
steht, um die optimale Saugleistung zu erreichen. Das Lot muß ganz flüssig sein.Während
des Ablötvorgangs ist es wichtig, den Anschlußpin des Bauteils in der Bohrung kreisförmig
zu bewegen.
Ist einmal das Lot nach dem Absaugvorgang nicht vollständig entfernt, so sollte vor erneutem Entlöten die Lötstelle neu verzinnt werden.
Wichtig ist die richtige Auswahl der Saugdüsengröße. Als Faustregel gilt: Der
Innendurchmesser der Saugdüse sollte mit dem Durchmesser der Platinenbohrung übereinstimmen.
Beim ersten Aufheizen die Saugdüse bzw. Lötspitze mit Lot benetzen. Dadurch werden
lagerbedingte Oxydschichten und Unreinheiten der Lötspitze beseitigt. Bei Lötpausen und
vor dem Ablegen des Lötwerkzeugs immer darauf achten, daß die Lötspitze bzw.Saugdüse
gut verzinnt ist. Kein zu aggressives Flußmittel verwenden.
Standardsetback
Bei Nichtgebrauch des Lötwerkzeuges wird die Temperatur nach 20 min. automatisch auf
den Stand by Wert von 150°C (300°F) abgesenkt. Nach dreifacher Setbackzeit (60 min.)
wird die „AUTO OFF“ Funktion aktiviert. Der Lötkolben wird abgeschalten.
Einschalten der Standardsetback-Funktion: Während dem Einschalten des Gerätes die „UP“
Taste (3) gedrückt halten bis in der Anzeige „ON“ erscheint. Gleiches Verfahren zum
Ausschalten. In der Anzeige erscheint „OFF“ (Auslieferungszustand).
Bei der Verwendung von sehr feinen Lötspitzen kann die Sicherheit der Setback-Funktion
beeinträchtigt sein.
Vakuumverzögerung
Nach Loslassen des Fingerschalters bleibt das Vakuum noch ca. 2 sec.aktiv.
Einstellung: Während des Einschaltens die „DOWN“ - Taste (4) gedrückt halten bis ON oder
OFF in der Anzeige erscheint. Zum Verändern Vorgang wiederholen.
Wartung
Um gute Entlötergebnisse zu erzielen, ist es wichtig den Entlötkopf regelmäßig zu reinigen.
Dazu gehört das Entleeren des Zinnsammelbehälters, das Auswechseln des Glasrohrfilters,
sowie die Überprüfung der Dichtungen. Einwandfreie Dichtheit der Stirnflächen des
Glaszylinders gewährleisten volle Saugleistung. Verschmutzte Filter beeinflussen den
Luftdurchsatz durch den Entlötkolben. Daher ist der Hauptfilter (6) (Schlauchfilter am
Vakuumschlauch) regelmäßig zu kontrollieren und gegebenenfalls zu wechseln. Hierzu eine
neue original Weller- Filterkartusche verwenden.
Zur Reinigung der Saugdüsenbohrung und des Saugrohres das Reinigungswerkzeug
(5 13 500 99) benützen.
Durch eine kurze Drehbewegung (ca. 45°) können die Saugdüsen einfach und schnell
gewechselt werden.
Bei starken Schmutzablagerungen im Konusbereich lässt sich eine neue Saugdüse nicht
mehr einsetzen. Diese Ablagerungen lassen sich mit dem Reinigungseinsatz für den
Heizkörperkonus entfernen.
Warnung: Arbeiten ohne Filter zerstört den Druckluftwandler.
Bild Reinigungswerkzeug, Reinigungsvorgang und Auswechseln der Saugdüse siehe
Seite 74
7

● PC-Schnittstelle: RS 232 (nur WCB 2)
● Temperaturmeßgerät: Integriertes Temperaturmeßgerät für Thermoelement Typ K
(nur WCB 2)
6. Zubehörliste
5 13 500 99 Reinigungswerkzeug
5 33 134 99 Entlötset DSVT 80
5 33 137 99 Entlötset DSXV 80
5 33 138 99 Entlötset DSX 80
5 29 161 99 Lötkolbenset WSP 80
5 33 111 99 Lötkolbenset MLR 21
5 33 112 99 Lötkolbenset LR 21 antistatisch
5 33 113 99 Lötkolbenset LR 82
5 33 155 99 Lötkolbenset WMP
5 33 133 99 Entlötset WTA 50
5 13 050 99 Reflow-Lötgerät EXIN 5
5 27 028 99 Vorheizplatte WHP 80
5 25 030 99 Thermisches Abisoliergerät WST 20
5 31 181 99 Externes Eingabegerät WCB 1
5 31 180 99 Externes Eingabegerät WCB 2
7. Lieferumfang
WDD 81V Power Unit
Steuergerät Steuergerät
Entlötset DSX 80 Netzkabel
Netzkabel Klinkenstecker 3,5 mm
Sicherheitsablage AK 20 Betriebsanleitung
Klinkenstecker 3,5 mm Hauptfilter
Betriebsanleitung
Hauptfilter
Bild Saugdüsen siehe Seite 68 + 69
Bild Schaltplan siehe Seite 70
Bild Explozeichnung siehe Seite 71 + 72 + 73
Technische Änderungen vorbehalten!
Die Entlötstation wurde für eine mittlere Saugdüse bzw. Lötspitze justiert.
Temperaturabweichungen durch verschiedene Spitzenformen können entstehen.
Achtung: Immer auf ordnungsgemäßen Sitz der Lötspitze achten.
Externes Eingabegerät WCB 1 und WCB 2 (Option)
Bei der Verwendung eines externen Eingabegerätes stehen folgende Funktionen zur
Verfügung.
● Offset: Die reale Lötspitzentemperatur kann durch die Eingabe eines Temperatur-
offsets um ± 40°C (72°F) verändert werden.
● Setback: Herabsetzung der eingestellten Solltemperatur auf 150°C/300°F (standby).
Die Setbackzeit, nachdem die Lötstation in den Standbymodus wechselt,
ist von 0-99 Minuten einstellbar. Der Setbackzustand wird durch eine
blinkende Istwertanzeige signalisiert. Nach dreifacher Setbackzeit wird die
„Auto-Off“aktiviert. Das Lötwerkzeug wird abgeschalten (blinkender Strich
in der Anzeige). Durch Drücken einer Taste oder Fingerschalterdruck wird
der Setbackzustand bzw. Auto-Off Zustand beendet.Dabei wird kurzzeitig
der eingestellte Sollwert angezeigt.
● Lock: Verriegelung von Solltemperatur und Temperaturfenster. Nach dem
Verriegeln sind an der Lötstation keine Einstelländerungen möglich.
● °C/°F: Umschalten der Temperaturanzeige von °C in °F und umgekehrt.Drücken
der „Down“ Taste während des Einschaltens zeigt die aktuelle
Temperaturversion an.
● Window: Einschränkung der Temperaturbereichs auf max. +-99°C ausgehend von
einer durch die „LOCK“ Funktion verriegelten Temperatur. Die verriegelte
Tem peratur stellt somit die Mitte des einstellbaren Temperaturbereiches dar.
Bei Geräten mit potentialfreiem Kontakt (Optokopplerausgang) dient die
„WINDOW“ Funktion zur Einstellung eines Temperaturfensters.Liegt die Isttemperatur innerhalb des Temperaturfensters wird der potentialfreie Kontakt
(Optokopplerausgang) durchgeschalten.
● Cal: Neujustierung der Lötstation (nur WCB 2) und Factory setting FSE
(Rücksetzen aller Einstellwerte auf 0, Temperatursollwert 350°C/660°F).
8

F
7. Ne surchargez pas votre outil de soudage.
N'utilisez l'outil de soudage que sous la tension indiquée et sous la pression ou dans le
domaine de pressions indiqué.
8. Servez-vous d'un outil de soudage adapté.
N'utilisez pas un outil de soudage trop faible pour vos travaux. N'utilisez pas l'appareil à
des fins pour lesquelles il n'est pas prévu.
9. Portez des vêtements de travail adaptés.
Danger de brûlure au contact de la soudure. Portez des vêtements de protection en conséquence afin de vous protéger des brûlures.
10. Protégez vos yeux.
Mettez des lunettes de protection. Si vous travaillez avec des colles, veillez en particulier à
respecter les avertissements du fabricant de colle. Protégez-vous contre les éclaboussures
d'étain, danger de brûlure au contact de la soudure.
11. Prévoyez une aspiration pour les vapeurs de soudure.
Si un dispositif a été prévu pour le branchement d'une aspiration des vapeurs de soudure,
veillez à ce qu'il soit branché et correctement utilisé.
Déposez toujours l'outil de soudage que vous n'utilisez pas sur son support original. Ne placez aucun objet inflammable à proximité de l'outil de soudage chaud.
12. N'utilisez pas le câble à des fins pour lesquelles il n'est pas prévu.
Ne prenez jamais l'outil de soudage par le câble. N'utilisez pas le câble pour retirer la fiche
de la prise de courant. Protégez le câble de la chaleur,de l'huile et des arêtes vives.
13. Maintenez la pièce à usiner bien en place.
Utilisez des dispositifs de serrage pour fixer la pièce à usiner. Elle sera ainsi maintenue de
façon plus sûre qu'à la main et vous aurez les deux mains libres pour la manipulation de
l'outil de soudage.
14. Evitez de vous tenir de façon anormale.
Organisez correctement l'ergonomie de votre poste de travail. Evitez des erreurs dues à un
mauvais positionnement. Utilisez toujours l'outil de soudage adapté.
15. Entretenez vos outils de soudage avec soin.
Gardez l'outil propre pour un travail meilleur et plus sûr. Suivez les consignes de maintenance et les remarques concernant le changement de panne. Contrôlez régulièrement tous
1. Consignes de sécurité
Le fabricant décline toute responsabilité en cas d'utilisation autre que celle décrite dans les
mode d'emploi de même qu'en cas de modification effectuée sans autorisation.
Les présentes mode d'emploi et les avertissements qui y figurent doivent être lus attentivement et conservés de manière bien visible à proximité de l'appareil de soudage. Le non
respect des avertissements peut être à l'origine d'accidents et de blessures ou de dommages pour la santé.
Le station de soudage Weller WDD 81V correspond à la déclaration de conformité
européenne suivant les exigences fondamentales de sécurité des directives 89/336/CEE et
73/23/CEE.
Avertissements
1. Le câble secteur doit être branché uniquement sur une prise de courant ou un
adaptateur agréé.
2. Maintenez de l'ordre sur votre poste de travail.
Déposez toujours l'outil de soudage que vous n'utilisez pas sur son support original. Ne placez aucun objet inflammable à proximité de l'outil de soudage chaud.
3. Faites attention aux influences de l'environnement.
N'utilisez pas l'outil de soudage dans un milieu humide.
4. Protégez-vous contre les décharges électriques.
Evitez tout contact corporel avec des pièces mises à la terre, par ex. tuyaux, éléments de
chauffage, fours, ou réfrigérateurs.
5. Maintenez les enfants à distance.
Ne laissez personne approcher de l'outil ni toucher le câble. Maintenez toute personne
étrangère éloignée de votre poste de travail.
6. Conservez votre outil de soudage dans un endroit sûr.
Les outils non utilisés doivent être placés dans un endroit sec, élevé ou fermé, hors de portée des enfants. Après utilisation, déconnectez l'outil du secteur et de la pression.
9

24. Utilisation avec d'autres appareils WELLER
En cas d'utilisation de l'outil de soudage en combinaison avec d'autres appareils WELLER
ou avec des appareils auxiliaires, tenez compte aussi des recommandations faites dans
lesautres modes d'emploi.
25. Tenez compte des consignes de sécurité valables sur votre poste de travail.
2. Description
2.1. Appareil de commande
La station de soudage à microprocesseur WDD 81V appartient à une série d’appareil dévlop
pée pour la fabrication industrielle de même que pour les réparations et le laboratoire.
L’électronique numérique de régulation et un système sophistiqué de capteur et de tranfert
de chaleur dans l’outil de soudage garantissent une grande précision de température au
niveau de la panne. Une précision maximale de la température et un comportement dynamique thermique optimal en service sont rendus possibles par un système de mesure rapide et précis au sein d’une boucle de régulation. Les outils de soudage sont reconnus automatiquement par la WDD 81V qui leur attribue les paramètres de régulation correspondants. La dépression nécessaire pour le dessoudage est produite par un système venturi
interne, sans entretien et activé par un switch sur le fer à dessouder.
Différentes possibilités d’équilibrage du potentiel avec la panne, un commutateur à tension nulle de même qu’une version antistatique du bloc d‘alimentation et du fer complètent
le haut niveau de qualité atteint. La possibilité de raccorder un boîtier de câlibrage élargit
en outre les fonctions de cette station de dessoudage. Les boîtiers de câlibrage WCB 1 et
WCB 2, disponibles en option, permettent de réaliser entre autres des fonctions de durée
et de verrouillage. Un système intégré de mesure de la température et une interface pour
PC font partie des possibilités élargies de l’appareil d’entrée WCB 2.
La température souhaitée peut être réglée dans une plage de 50°C à 450°C (122°F à
842°F) à l’aide de 2 touches (Up/Down). La valeur de consigne et la valeur réelle sont
affichées de manière numérique. Lorsque la température présélectionnée est atteinte, une
LED rouge qui sert au contrôle visuel du réglage clignote sur l’afficheur.Elle est allumée en
permanence pour signaler que le système chauffe.
les câbles et tuyaux raccordés. Les réparations ne peuvent être effectuées que par un spécialiste agréé. N'utilisez que des pièces originales WELLER.
16. Avant d'ouvrir l'appareil, débranchez la prise.
17. Ne pas laisser d'outil de maintenance dans l'appareil.
Avant de mettre en marche, vérifiez que clés et outils de réglage ont été récupérés.
18. Evitez le fonctionnement inopiné.
Assurez-vous lors du branchement de la fiche au réseau que l'interrupteur est en position
d'arrêt. Ne prenez pas un outil de soudage branché au réseau en ayant le doigt posé sur
l'interrupteur général.
19. Soyez attentifs.
Faites attention à ce que vous faites. Travaillez de façon raisonnable. N'utilisez pas l'outil
de soudage si vous n'êtes pas concentré.
20. Contrôlez les endommagements éventuels de l'appareil.
Avant de continuer à utiliser l'appareil, vérifiez soigneusement le fonctionnement parfait
des dispositifs de protection ou des pièces légèrement abîmées. Assurez-vous que les pièces mobiles fonctionnent correctement et ne coincent pas, notez si des pièces sont endommagées. Toutes les pièces doivent être montées correctement et toutes les conditions remplies afin de pouvoir garantir le fonctionnement impeccable de l'outil de
soudage. Les dispositifs de protection et les pièces endommagées doivent être réparés ou
changés par des professionnels dans un atelier agréé, sauf indication contraire dans le
mode d'emploi.
21. Attention
N'utilisez que les accessoires et appareils auxiliaires cités dans la liste d'accessoires du
mode d'emploi. Utilisez les accessoires et appareils auxiliaires uniquement avec des
appareils WELLER. D'autres outils et d'autres accessoires peuvent causer des blessures.
22. Faites réparer votre outil de soudage par un technicien spécialisé.
Cet outil répond aux consignes de sécurité en vigueur. Les réparations ne peuvent être
effectuées que par un technicien spécialisé et n'employez que des pièces de rechange originales WELLER; dans le cas contraire, l'utilisation peut provoquer des accidents.
23. Ne travaillez pas sur des pièces sous tension.
Le manche des outils de soudage du modèle antistatique est conducteur.
10

Caractéristiques techniques
Dimensions (mm): 180 (L) x 115 (l) x 101 (h)
(in.): 7,1 (L) x 4,53 (l) x 4 (h)
Tension d’alimentation (10): 230 V / 50 Hz, 120 V / 60 Hz (cf. plaque signalétique)
Puissance absorbée: 95 W
Classe de protection: 1 (bloc d‘alimentation); 3 (outil de soudage)
Fusible (11): T 500 mA (230 V); T 1A (120 V) (cf. plaque signalétique)
Plage de
température: numérique 50°C - 450°C (122°F - 842°F)
Précision: ± 9°C (± 17°F)
Air comprimé: pression d’entrée 600 kPa (87 psi), air comprimé sans huile,
sec
Système Venturi: consommation d’air 35 l/mn; dépression maxi. 55 kPa (8 psi)
Raccord d’air comprimé: flexible d’air comprimé de diamètre extérieur 6 mm (0,24")
Compensation du
potentiel (7): par une prise jack de 3,5 mm au bas de l’appareil. (Mise à la
terre dure d’origine, fiche jack débranchée)
3. Mise en service
Placer l’outil de soudage dans le repose fer. Relier le flexible d’air comprimé de diamètre
extérieur 6 mm au raccord rapide d’air comprimé (12). Etablir l’alimentation en air comprimé de 600 kPa (87 psi), sec et sans huile. Brancher le cordon du fer sur la prise à 7 pôles
(9) à l’avant et le verrouiller. Mettre en place le filtre principal (6) avec la tubulure entre le
raccord d’aspiration (8) et le flexible d’aspiration du fer à dessouder. Vérifier si la tension
du secteur correspond à celle indiquée sur la plaque signalétique et si l’interrupteur secteur (1) est coupé. Brancher l’unité de commande au secteur (10). Mettre l’appareil en marche avec l’interrupteur secteur (1). Lors de la mise sous tension de l’appareil, celui-ci effectue un auto-test au cours duquel tous les instruments d’affichage (2) s’allument.
La température de consigne et l‘unité de température (°C / °F) sont ensuite brièvement
affichés, après quoi l’électronique active automatiquement l’affichage de la valeur réelle.
Le point rouge (5) s’allume en permanence lorsque le système chauffe et clignote pour signaler que la température de consigne est atteinte. La dépression nécessaire pour dessouder est activée avec le switch intégré au fer à dessouder.
Réglage de la température
L’afficheur numérique (2) indique en principe la température réelle. En actionnant la touche
«Up» ou «Down» (3) (4), l’afficheur numérique (2) indique la température de consigne. La
2.2 Outil de soudage
DSX 80: Fer à dessouder de 80 W. Système de fixation conique de la buse d’aspirati
on.
Une vaste gamme de buses autorise une aspiration optimale de l’étain aux
différents points de soudure. Le réceptacle à étain se change très facilement,
sans outil. Des pannes de dessoudage CSF sont disponibles en accessoires
pour dessouder les composants montés en surface. Un switch est intégré au
manche pour activer l’aspiration.
DSXV 80: Fer à dessouder de 80 W. Système de fixation conique de la buse d’aspirati
on.
Version In-line (travail en position verticale). Le réceptacle à étain intégré à
a poignée se change facilement, sans outil. Vaste gamme de pannes de
´ dessoudage CSF (SMD) et de buses d’aspiration. L’aspiration est activée par
un switch intégré.
LR 21: Notre fer à souder "standard". Avec une puissance de 50 watts et une large
gamme de pannes (série ET), ce fer à souder est d'une utilisation universel
le dans le domaine de l'électronique.
MLR 21: Avec sa puissance de 25 watts et sa forme éfilée, ce micro fer à souder con
vient plus particulièrement aux travaux de soudage nécessitant une faible
source de chaleur.
WTA 50: La pince à dessouder WTA 50 a été spécialement conçue pour dessouder les
composants montés en surface. Deux éléments chauffants (2 x 25 watts)
équipés chacun de leur propre sonde assurent une même température aux
deux extrémités de la pince.
LR 82: Un puissant fer à souder de 80 watts pour les travaux nécessitant une sour
ce de chaleur importante. La fixation de la panne est assurée par un systè
me à baïonnette garantissant un parfait positionnement de la panne en cas
de remplacement de celle-ci.
WSP 80: Le fer à souder WSP 80 se distingue par la grande rapidité et la précision
avec lesquelles il atteint la température de soudage. Grâce à sa forme éfilée
et à sa puissance de 80 W,son utilisation est universelle et va des travaux
de soudage de très grande précision à ceux requérant une source de chaleur
importante. Après un changement de panne, il est possible de continuer de
travailler sans interruption dans la mesure ou la température de service est
atteinte très rapidement.
Pour les autres outils pouvant être raccordés, voir la liste des accessoires.
11

Figure: outil de nettoyage, opération de nettoyage et changement de la buse d’aspiration
voir la page 74.
4. Equilibrage de potentiel
4 variantes d‘equilibrage de potentiel peuvent être réalisées suivant le branchement de la
prise jack de 3,5 mm (7):
Mise à la terre directe: Pas de fiche (état d'origine).
Equilibrage de potentiel
(impédance 0 ohm): Avec fiche, reliée au contact central.
Libre de potentiel: Avec fiche
Mise à la terre indirecte: Avec fiche et résistance soudée. Mise à la terre par
l'intermédiaire de la valeur de la résistance choisie.
5. Instructions d'emploi
Les différentes buses d’aspiration proposées permettent de résoudre de nombreux problèmes de dessoudage.
L’outil permettant de changer la buse d’aspiration est intégré à l’outil de nettoy age.Lors de
la mise en place et du serrage, pousser légèrement la buse d’aspiration contre l’élément
chauffant.
Il est important pour le dessoudage d’utiliser en plus de l‘étain. Ceci améliore la capacité
de mouillage de la buse d’aspiration et les caractéristiques de fluidité de l’ancienne soudure. La buse d’aspiration doit être verticale par rapport au plan de la carte pour que la
capacité d’aspiration soit optimale. La soudure doit être entièrement liquide. Il est important, pendant le dessoudage, de faire tourner la patte du composant. Si la soudure n’est
pas entièrement retirée après l’aspiration, ré-étamer le point de soudure avant de dessouder une nouvelle fois. Il est important d’utiliser la buse d’aspiration de la bonne taille. Règle
empirique: le diamètre intérieur de la buse d’aspiration doit correspondre au diamètre du
trou de la carte.
valeur prescrite réglée (affichage clignotant) peut alors être augmentée ou réduite en
exerçant une pression brève ou permanente sur la touche «Up» ou «Down» (3) (4). Lorsque
la touche est actionnée en permanence, la valeur prescrite change à vitesse rapide. 2
secondes environ après avoir relâché la touche, l’afficheur numérique (2) revient automatiquement à la valeur réelle. Lorsque la station de dessoudage est verrouillée (Lock), il n’est
pas possible de modifier le réglage.
Réduction de température standard
Lorsque l’appareil de soudage n’est pas utilisé, la température est ramenée automatiquement à la valeur standard de 150°C (300°F) au bout de 20 minutes. Au bout de trois fois
cette durée (60 minutes), la fonction “AUTO OFF” est activée.Le fer à souder s’éteint.
Activation de la fonction de réduction de température Setback standard: maintenir la touche “UP” (3) enfoncée durant la mise en marche de l’appareil jusqu’à ce que l’afficheur
indique “ON”. Procéder de la même manière à l’extinction. L’afficheur indique “OFF” (état
d’origine).
La fonction Setback peut être altérée lors de l’utilisation de très fines pannes.
Temporisation de la dépression
Lorsque le commutateur a été relâché, la dépression reste active pendant encore env.2 s.
Réglage: Pendant la mise en marche, maintenir la touche ”DOWN”(4) enfoncée jusqu’à ce
que l’afficheur indique ON ou OFF.Répéter cette opération pour modifier.
Entretien
Pour un bon dessoudage, il est important de nettoyer régulièrement la tête de dessoudage,
de vider le réceptacle à étain, de changer le filtre du tube de verre et de vérifier les joints.
Une parfaite étanchéité du tube en verre est nécessaire pour avoir la pleine capacité d’aspiration. L’encrassement des filtres se répercute sur le débit d’air à travers le fer à dessouder. Le filtre principal (6) (filtre sur le flexible d’aspiration) doit donc être contrôlé régulièrement et changé si nécessaire. Utiliser pour ce faire une cartouche filtrante WELLER d’origine neuve. Pour le nettoyage de l’ouverture de la buse d’aspiration et du tuyau d’aspiration, utiliser l’outil de nettoyage (5 13 500 99).
Les buses d’aspiration peuvent être changées rapidement et facilement par une courte
rotation (env. 45°).
Les accumulations importantes de saletés au niveau du cône empêchent la mise en place
d’une buse d’aspiration neuve. Ces dépôts peuvent être retirés ave l’insert de nettoyage
pour cône d’élément chauffant.
Attention: Le fonctionnement sans filtre détruit le système venturi.
12

Sur les appareils avec contact libre de potentiel (sortie sur coupleur
optoélectronique), la fonction “WINDOW” sert au réglage d’une fenêtre
de températures. Lorsque la température réelle se situe dans la
plage de températures, le contact libre de potentiel (sortie sur cou
pleur optoélectronique) est commuté.
● Cal: Recâlibrage de la station de soudage (uniquement WCB 2).
● Interface PC: RS232 (uniquement WCB 2).
● Thermomètre: Thermomètre intégré pour thermocouple type K (uniquement
WCB 2).
6. Accessoires
5 13 500 99 Outil de nettoyage
5 33 134 99 Kit de dessoudage DS VT 80
5 33 137 99 Nécessaire de dessoudage DS XV 80
5 33 138 99 Nécessaire de dessoudage DS X 80
5 29 161 99 Kit fer à souder WSP 80
5 33 111 99 Kit fer à souder MLR 21
5 33 112 99 Kit fer à souder LR 21 antistatique
5 33 113 99 Kit fer à souder LR 82
5 33 155 99 Kit fer à souder WMP
5 33 133 99 Kit de dessoudage WTA 50
5 13 050 99 Appareil de soudage par refusion EXIN 5
5 27 028 99 Platine chauffante WHP 80
5 25 030 99 Appareil à dénuder thermique WST 20
5 31 181 99 Boîtier de contrôle WCB 1
5 31 180 99 Boîtier de contrôle WCB 2
Lors de la première mise en température, étamer la buse d’aspiration ou la panne pour
supprimer les couches d’oxyde consécutives au stockage et les impuretés présentes sur la
panne. Lors des arrêts du travail et avant de poser l’outil de soudage, s’assurer toujours
que la panne ou la buse d’aspiration est bien étamée. Ne pas utiliser de décapant trop
agressif.
La station de dessoudage a été réglée pour une buse d’aspiration ou une panne moyenne.
Des différences de température sont possibles avec d’autres formes de pannes.
Attention: S’assurer toujours de la bonne fixation de la panne.
Programmateurs WCB 1 et WCB 2 (option)
Les fonctions ci-après sont disponibles si un programmateur est utilisé:
● Offset: La température réelle de la panne peut être modifiée de ± 40°C (72°F)
en entrant un offset de température.
● Setback: Réduction de la température prescrite réglée à 150°C / 300°F (stand
by). Le temps de Setback au bout duquel la station de soudage se met
en standby est réglable entre 0 et 99 minutes. L’état de Setback est sig
nalé par le clignotement de l’affichage de valeur réelle. Après le triple
temps de Setback, „Auto-Off“ est activé. L’outil de soudage n‘est plus
alimenté (trait clignotant sur l’afficheur). En appuyant sur une touche ou
sur le commutateur, l’état de Setback ou l’état Auto-Off est terminé et
la valeur prescrite réglée est brièvement indiquée.
● Lock: Vérrouillage de la température de consigne. Après le vérrouillage, aucu
ne modification du réglage n'est possible sur la station de soudage.
● °C/°F: Sélection de l'affichage de la température en °C ou en °F.
● Window: Limitation de la plage de température à +-99°C maxi. à partir d’une
température verrouillée avec la fonction “LOCK”. La température
verrouillée représente alors le milieu de la plage de température régla
ble.
13

14
7. Fournitures
WDD 81V Power Unit
Bloc d‘alimentation Bloc d‘alimentation
Kit de dessoudage DSX 80 Cordon secteur
Cordon secteur Fiche jack 3,5 mm
33Repose fer AK20 Mode d’emploi
Fiche jack 3,5 mm Filtre principal
Mode d’emploi
Filtre principal
Figure: Buses d’aspiration, voir la page 68 + 69
Figure: Schéma électrique, voir la page 70
Figure: Vue éclatée, voir la page 71 + 72 + 73
Sous réserve de modifications techniques!

NL
8. Gebruik het juiste soldeerwerktuig.
Gebruik geen te vermogenszwakke soldeerwerktuig voor uw werk. Gebruik het
soldeerwerktuig niet voor die doelen, waarvoor het niet bedoeld is.
9. Draag geschikte werkkleding.
Er bestaat verbrandingsgevaar door vloeibaar soldeertin. Draag daarom kleren die u voldoende beschermen tegen verbrandingen.
10. Bescherm uw ogen.
Draag een veiligheidsbril. Bij het verwerken van kleefmiddelen zijn in het bijzonder de
waarschuwingsaanwijzingen van de kleefmiddelenproducent van belang. Bescherm uzelf
voor tinspetters en verbrandingsgevaar door vloeibaar soldeertin.
11. Gebruik een soldeerrookafzuiginstallatie.
Indien er voorzieningen voor aansluiting van een soldeerrookafzuiginstallatie voorhanden
zijn, overtuig uzelf er van dat deze aangesloten zijn en op de juiste manier gebruikt worden.
12. Gebruik de kabel niet voor doeleinden waarvoor het niet geschikt is.
Draag het soldeerwerktuig nooit via de kabel. Gebruik de kabel ook niet om de stekker uit
de contactdoos te trekken. Bescherm de kabel voor hitte, olie en scherpe kanten.
13. Beveilig het werkstuk.
Gebruik spanvoorzieningen om het werkstuk vast te zetten. Het is veiliger dan met de hand
en u heeft bovendien beide handen vrij voor de bediening van het soldeerwerktuig.
14. Vermijd abnormale lichaamshoudingen.
Richt uw werkplaats ergonomisch goed in, vermijd houdingsfouten bij het werk en gebruik
altijd het aangepaste soldeerwerktuig.
15. Onderhoud zorgvuldig uw soldeerwerktuigen.
Houd uw soldeerwerktuig schoon om beter en veiliger te kunnen werken. Volg de onderhoudsvoorschriften en de aanwijzingen via de soldeerpuntenwisseling op. Controleer regelmatig alle aangesloten kabels en slangen. Reparaties mogen alleen door een erkende vakman uitgevoerd worden. Gebruik alleen originele WELLER-reservedelen.
16. Voor het openen van het apparaat de stekker uit de contactdoos trekken.
1. Veiligheidsaanwijzingen
De fabrikant is niet aansprakelijk voor andere, van de gebruiksaanwijzing afwijkende, alsmede voor eigenmachtige veranderingen. Deze gebruiksaanwijzing en de daarin gestelde
waarschuwingen dienen opmerkzaam gelezen te worden en goed leesbaar in de buurt van
het soldeerapparaat bewaard te worden. Het niet inachtnemen van de waarschuwingen
kan leiden tot ongevallen en verwondingen of gezondheidsproblemen. De WELLER soldeerstation WDD 81V komt overeen met de EG conformiteitsverklaring volgens de fundamentele van de richtlijnen 89/336/EWG en 73/23/EWG.
Waarschuwingen
1. De netkabel mag enkel in de daarvoor bestemde stopcontacten of adapters wor-
den gestoken.
2. Zorg ervoor dat uw werkplaats in orde is.
Leg het soldeerwerktuig altijd in de originele legplaats neer indien u het niet gebruikt. Breng
geen brandbare voorwerpen in de buurt van het hete soldeerwerktuig.
3. Let op invloeden van de omgeving.
Gebruik het soldeerwerktuig niet in een vochtige of natte omgeving.
4. Bescherm uzelf voor elektrische shokken.
Vermijd lichaamsaanraking met geaarde voorwerpen, bijv.buizen, verwarmingselementen,
haarden of koelkasten.
5. Houd kinderen op een afstand.
Laat andere personen niet het werktuig of de kabel aanraken. Houd andere personen op
een afstand van uw werkplaats.
6. Ruim uw soldeerwerktuig veilig op.
Ongebruikte soldeerwerktuigen moeten buiten het bereik van kinderen op een droge, hooggelegen of afgesloten plaats worden weggelegd. Ongebruikte soldeerwerktuigen
moeten spannings en drukvrij zijn.
7. Let erop dat u het soldeerwerktuig niet overbelast.
Gebruik het soldeerwerktuig alleen met de aangegeven spanning en de aangegeven druk
resp. drukbereik.
15

25. Volg de geldende veiligheidsvoorschriften op die van toepassing zijn op uw
werkplaats.
2. Beschrijving
2.1 Regelapparaat
Het microprocessorgestuurde soldeerstation WDD 81V behoort tot een toestelfamilie die
werd ontwikkeld voor de industriële productietechniek, voor reparatieafdelingen en labora
toria.De digitale regeltechniek en een hoogwaardige sensor- en warmte overdrachttechniek
in het soldeergereedschap verzekeren een nauw keurig temperatuurregelgedrag aan de
soldeerpunt. Een maximale temperatuurnauwkeurigheid en een optimaal dynamisch
temperatuurgedrag bij belasting worden verzekerd door een snelle en nauwkeurige meetwaarderegistratie in gesloten regelkring. De soldeergereedschappen zelf worden door de
WDD 81V automatisch her kend en de overeenkomstige regelparameters worden toegewezen. Het voor het losmaken van de verbinding benodigde vacuüm wordt door een interne,
onderhoudsvrije persluchtomvormer opgewekt en via een geïntegreerde vingerschakelaar
op de soldeerruimer geactiveerd.
Verschillende equipotentiaalmogelijkheden voor soldeerstift, nulspanningsschakelaar alsmede antistatische uitvoering van regelapparaat en soldeerbout verhogen de hoge kwaliteitsstandaard. De aansluitingsmogelijkheid van een extern invoerapparaat vergroot de vele
functies van dit soldeerruimstation. Met de als optie te verkrijgen invoerapparaten WCB 1
en WCB 2 kunnen onder andere tijd en vergrendelingsfuncties gerealiseerd worden. Een
geïntegreerd temperatuurmeetapparaat en een PC-interface behoren tot de verdere
omvang van het invoerapparaat WCB 2.
De gewenste temperatuur kan tussen de 50°C - 450°C (122°F - 842°F) via 2 toetsen
(Up/Down) ingesteld worden. Gewenste en werkelijke waarden worden digitaal aangegeven. Het bereiken van de gekozen temperatuur wordt door het knipperen van een rode LED
op het display gesignaleerd dat als optische regelcontrole dient. Als het lichtje voortdurend
brandt, betekent dat dat het systeem aan het opwarmen is.
2.2 Soldeerapparaten
DSX 80: Soldeerruimer 80 W.Conisch bevestigingssysteem van de zuigmond. Door
een breed programma van zuigmonden is een optimaal wegzuigen van sol
deertin op de meest verschillende plaatsen mogelijk. De soldeertinvergaar
bak is eenvoudig en zonder gereedschap te vervangen. CSF-soldeerstem
pels zijn als toebehoren verkrijgbaar, die voor het losmaken van de verbin
17. Zorg ervoor dat u geen onderhoudswerktuigen achterlaat.
Controleer voor het inschakelen of sleutels en instelwerktuigen verwijderd zijn.
18. Vermijd onopzettelijk gebruik.
Wees er zeker van dat de schakelaar uitgeschakeld is bij het insteken in de contactdoos
resp. aansluiting aan het net. Draag een aan het stroomnet aangesloten soldeerwerktuig
niet met de vinger aan de netschakelaar.
19. Wees behoedzaam.
Let erop wat u doet. Ga verstandig te werk en gebruik het soldeerwerktuig niet indien u
ongeconcentreerd bent.
20. Controleer het soldeerwerktuig op eventuele beschadigingen.
Voor verder gebruik van het soldeerwerktuig moeten beschermingsvoorzieningen of lichtbeschadigde delen zorgvuldig op een feilloze functie volgens de voorschriften onderzocht
worden. Controleer of de beweegbare delen feilloos functioneren en niet klemmen en of er
delen beschadigd zijn. Officiële delen moeten goed gemonteerd zijn en aan alle voorwaarden voldoen om een feilloos gebruik van het soldeerwerktuig te waarborgen. Beschadigde
beschermingsvoorzieningen en delen moeten door een erkende vakwerkplaats gerepareerd of gewisseld worden, in zoverre er niets anders in de handleiding staat aangegeven.
21. Let op.
Gebruik alleen toebehoren of randapparatuur, die in de toebehorenlijst van de handleiding
genoemd zijn. Gebruik WELLER toebehoren of randapparatuur alleen bij originele WELLER
apparaten. Het gebruik van andere werktuigen en andere toebehoren kan letselgevaar
opleveren.
22. Laat uw soldeerwerktuig door een elektrovakman repareren.
Dit soldeerwerktuig voldoet aan de desbetreffende veiligheidsvoorschriften. Reparaties
mogen alleen door een elektrovakman uitgevoerd worden, waarbij originele WELLER reservedelen gebruikt worden; in andere gevallen kunnen ongevallen voor de bediener ontstaan.
23. Werk niet aan onder spanning staande delen.
Bij antistatisch uitgevoerde soldeerwerktuigen is de greep geleidend.
24. Het gebruik met andere WELLER apparaten.
Wordt het soldeerwerktuig in verbinding met andere WELLER-apparaten resp. randapparatuur gebruikt, dan moeten ook die waarschuwingsaanwijzingen worden opgevolgd die in
die handleidingen worden genoemd.
16

Persluchtomvormer: Luchtverbruik 35 l/min; max. onderdruk 55 kPa (8 psi)
Persluchtaansluiting: Persluchtslang buitendiameter 6mm (0,24”)
Equipotentiaal (7): Via 3,5 mm klinkbus aan de onderzijde van het toestel.
(Toestand bij levering hard geaard, klinkstekker niet ingestoken.)
3. Ingebruikname
Het soldeerapparaat in de veiligheidshouder leggen. Persluchtslang met buitendiameter 6
mm in de snelkoppeling voor persluchtaansluiting (12) steken. Zorg voor persluchttoevoer
met 600 kPa (87 psi) droge, olievrije perslucht. De elektrische verbindingsleiding van het
soldeerapparaat in de 7-polige aansluitbus (9) op de frontplaat steken en vastzetten.
Hoofdfilter (6) met slangstuk tussen vacuümaansluiting (8) en vacuümslang van het soldeerruimapparaat zetten. Controleer of de netspanning overeenkomt met de gegevens op
het typeplaatje en de netschakelaar (1) zich in uitgeschakelde toestand bevindt.
Regelapparaat met het elektriciteitsnet verbinden (10). Apparaat met de netschakelaar (1)
inschakelen. Bij het inschakelen van het apparaat wordt een zelftest uitgevoerd waarbij alle
displayinstrumenten (2) in bedrijf zijn.
Daarna wordt kort de ingestelde temperatuur (gewenste waarde) en de temperatuurversie
(°C / °F) aangegeven. Dan schakelt de elektronica automatisch over op de werkelijke waarde. Rode punt (5) op het display (2) brandt. Deze punt dient als optische regelcontrole.
Voortdurend branden betekent dat het systeem opwarmt. Knipperen signaleert het bereiken van de bedrijfstemperatuur. Het voor het losmaken van de verbinding benodigde
vacuüm wordt door de geïntegreerde vingerschakelaar op de soldeerruimer geactiveerd.
Temperatuurinstelling
In principe geeft het digitale display (2) de werkelijke temperatuurwaarde aan. Door de
”Up” of ”Down” toetsen (3) (4) te gebruiken schakelt het digitale display (2) op de ingestelde gewenste waarde om. De ingestelde gewenste waarde (knipperende indicatie) kan
alleen in de betreffende richting veranderd worden door de ”Up” of ”Down” toets (3) (4) aan
te raken of permanent in te drukken. Als de toets permanent wordt ingedrukt, verandert de
gewenste waarde in snel tempo. Ca. 2 seconden nadat de toets is losgelaten, schakelt de
digitale indicatie (2) automatisch weer op de werkelijke waarde. Als het soldeerstation vergrendeld is (Lock), zijn geen veranderingen in de instelling mogelijk.
Standaardsetback
Wanneer het soldeergereedschap niet wordt gebruikt, wordt de temperatuur na 20 minten
automatisch verlaagd naar de standby-waarde van 150°C (300°F). Na een drievoudige set
back-tijd (60 min) wordt de ”AUTO OFF” functie geactiveerd. De soldeerbout wordt uitge-
ding van op de oppervlakte gemonteerde onderdelen dienen. Geïntegreerde
vingerschake-laar voor activering van het vacuüm.
DSXV 80: Soldeerruimer 80 W.Conisch bevestigingssysteem van de zuigmond. In-line
uitvoering (verticale werkhouding). Soldeertinvergaarbak in de greep
geïntegreerd eenvoudig en zonder gereedschap te vervangen. Breed CSF(SMD-soldeerruimstempel) en zuigmondprogramma. Het vacuüm wordt door
de vingerschakelaar geactiveerd.
LR 21: Onze ”standaard” soldeerbout. Met een vermogen van 50 W en een zeer
breed soldeerpuntspectrum (ET-serie) is deze soldeerbout overal in de
electronica te gebruiken.
MLR 21: Met een vermogen van 25 W en een slanke vorm is deze micro-soldeerbout
zeer geschikt voor fijn soldeerwerk waarbij weinig warmte nodig is.
WTA 50: De soldeerruimpincet WTA 50 is speciaal voor het solderen van SMD-
onderdelen geconcipieerd. Twee verwarmingselementen (2 x 25 W) met
ieder een eigen temperatuursensor zorgen voor een gelijke temperatuur
aan beide benen.
LR 82: Een krachtig 80 W soldeerapparaat voor soldeerwerk waarbij een hoge
temperatuur nodig is. Het bevestigen van de soldeerpunt gaat via een
bajonetsluiting waardoor het verwisselen van de punt op exact de juiste
plaats geschiedt.
WSP 80: Het soldeerapparaat WSP 80 onderscheidt zich doordat de soldeertempera-
tuur razendsnel en exact bereikt wordt. Door zijn slanke vorm en een
verhittingsvermogen van 80 W kan hij universeel gebruikt worden, van extreem fijn soldeerwerk tot soldeerwerk met zeer hoge temperaturen. Na het
wisselen van de soldeerpunt kan direct verder gewerkt worden omdat de
bedrijfstemperatuur zeer snel weer bereikt is.
Zie voor verdere, aan te sluiten apparatuur de lijst met toebehoren.
Technische gegevens
Afmetingen (mm): 180 (l) x 115 (b) x 101 (h)
(inch): 7,1 (l) x 4,53 (b) x 4 (h)
Netspanning (10): 230 V / 50 Hz, 120 V / 60 Hz (zie typeplaatje)
Capaciteit: 95 W
Beschermklasse: 1 (regelapparaat); 3 (soldeergereedschap)
Zekering (11): T 500 mA (230 V); T 1A (120 V) (zie typeplaatje)
Tem peratuurregeling: digitaal 50°C - 450°C (122°F - 842°F)
Precisie: ± 9°C (± 17°F)
Perslucht: Ingangsdruk 600 kPa (87 psi) olievrije, droge perslucht.
17

4. Potentiaalcompensatie
Door de diverse soorten bedrading van de 3,5 mm schakelklikbus (7) zijn 4 variaties mogelijk:
hard geaard: zonder stekker (positie af fabriek)
potentiaalcompensatie
impedantie 0 Ohm): met stekker,compensatiesnoer aan middelste contact
Potentiaalvrij: met stekker
zacht geaard: met stekker en vastgesoldeerde weerstand
Aarde via de gekozen weerstandswaarde.
5. Werkaanwijzingen
Verschillende zuigmondstukken lossen veel problemen bij het soldeerruimen op. De
uiteenlopende zuigmonden bieden oplossingen voor talrijke soldeerruimproblemen. Het
passende gereedschap voor de zuigmondwissel is geïntegreerd in het reinigingsgereedschap. Bij het plaatsen en vergrendelen de zuigmonden lichtjes tegen het verwarmingselement duwen.
Belangrijk bij het losmaken van de verbinding is het gebruik van extra soldeerdraad.
Daardoor wordt een goede bevochtingsgraad van het zuigmondstuk alsmede betere vloeieigenschappen van het oude soldeertin gegarandeerd. Er moet op gelet worden dat het
zuigmondstuk loodrecht op het printplaatoppervlak staat om de optimale zuigcapaciteit te
bereiken. Het soldeertin moet helemaal vloeibaar zijn. Tijdens het losmaken van de verbinding is het belangrijk de aansluitpin van het onderdeel in het gat cirkelvormig te bewegen.
Als het soldeertin na het afzuigen niet geheel verwijderd is, moet de soldeerplaats voor het
opnieuw losmaken van de verbinding weer van soldeertin voorzien worden. Belangrijk is de
juiste keuze van het formaat zuigmondstuk. Als vuistregel geldt: de binnendiameter van het
zuigmondstuk moet met de diameter van het printplaatgat overeenkomen.
Bevochtig zuigmondstuk c.q. soldeerstift met soldeertin, als deze voor de eerste keer verwarmd worden. Daardoor worden door opslag veroorzaakte oxidatielagen en vuil van de
soldeerstift verwijderd. Bij pauzes tussen het solderen en voordat het soldeerapparaat
wordt weggelegd er altijd op letten dat de soldeerstift c.q. het zuigmondstuk goed van soldeertin voorzien is. Geen agressieve vloeimiddelen gebruiken.
schakeld.
Inschakelen van de standaardsetback-functie: Tijdens het inschakelen van het toestel de
”UP” toets (ingedrukt houden tot op de display ”ON” verschijnt.De functie wordt opdezelfde
manier uitgeschakeld. Op de display verschijnt ”OFF” (toestand bij levering).
Als zeer fijne soldeerpunten worden gebruikt, kan de standaardsetback-functie beïnvloe
zijn.
Vacuümvertraging
Nadat de vingerschakelaar is losgelaten, blijft het vacuüm nog ca. 2 seconden actief.
Instelling: houd tijdens het inschakelen de ”DOWN”-toets (4) ingedrukt tot ON of OFF op het
display verschijnt. Herhaal procedure voor wijzigingen.
Onderhoud
Om goede resultaten bij het losmaken van de verbinding te verkrijgen is het belangrijk de
soldeerruimkop regelmatig te reinigen. Daartoe behoort het legen van de soldeertinvergaarbak, het vervangen van het glasbuisfilter alsmede de controle van de afdichtingen. Een
perfecte dichtheid van de stootvlakken van de glascilinder garanderen de volledige zuigcapaciteit. Vuile filters beïnvloeden de luchtdoorvoer door de soldeerruimer. Daarom moet het
hoofdfilter (6) (slangfilter op de vacuümslang) regelmatig gecontroleerd en eventueel vervangen worden. Hiertoe een nieuwe, originele WELLER-filtercartouche gebruiken. Gebruik
het reinigingsapparaat (5 13 500 99) voor het reinigen van het zuigmondstukgat en de
zuigbuis.
Door een korte draaibeweging (ca. 45°) kunnen de zuigmonden eenvoudig en snel worden
verwisseld.
Bij sterke vuilafzettingen in het conusgedeelte kan een nieuwe zuigmond niet meer worden
geplaatst. Deze afzettingen kunnen worden verwijderd met het reinigingsinzetstuk voor de
verwarmingselementconus.
Waarschuwing: werken zonder filter maakt de persluchtomvormer kapot.
Afbeelding: Reinigingsapparaat, reinigen en vervangen van de zuigmondstukken 74.
18

● PC-interface: RS232 (alleen WCB 2)
● Temperatuur- Geïntegreerd temperatuurmeetapparaat voor thermo-element type K
meetapparaat: (alleen WCB 2)
6. Toebehoren
5 13 500 99 Reinigingsgereedschap
5 33 134 99 Soldeerruimset DS VT 80
5 33 137 99 Soldeerruimset DS VX 80
5 33 138 99 Soldeerruimset DS X 80
5 29 161 99 Soldeerset WSP 80
5 33 111 99 Soldeerset MLR 21
5 33 112 99 Soldeerset LR 21 antistatisch
5 33 113 99 Soldeerset LR 82
5 33 133 99 Soldeerruimset WTA 50
5 33 155 99 Soldeerset WMP
5 13 050 99 Reflow soldeerapparaat EXIN 5
5 27 028 99 Opwarmplaat WHP 80
5 25 030 99 Thermisch isoleerapparaat WST 20
5 31 181 99 Extern invoerapparaat WCB 1
5 31 180 99 Extern invoerapparaat WCB 2
7. Leveromvang
WDD 81V Power unit
regelapparaat regelapparaat
soldeerruimset DSX 80 elektriciteitskabel
elektriciteitskabel stekker 3,5 mm55
veiligheidshouder AK 20 gebruikshandleiding
stekker 3,5 mm hoofdfilter
gebruikshandleiding
hoofdfilter
Afbeelding: Zzuigmondstukken, zie pagina 68 + 69
Afbeelding: Schakelschema, zie pagina 70
Afbeelding: Explotekening, zie pagina 71 + 72 + 73
Technische wijzigingen voorbehouden!
Het soldeerruimstation is voor een gemiddeld zuigmondstuk c.q. soldeerstift uitgelijnd. Er
kunnen temperatuurafwijkingen ontstaan door de verschillende stiftvormen.
Let op: zorg altijd dat de soldeerstift correct zit.
Extern invoerapparaat WCB 1 en WCB 2 (optie)
Bij gebruik van een extern invoerapparaat zijn de volgende functies beschikbaar.
● Offset.: De reële temperatuur van de soldeerpunt kan door de invoer van een
temperatuuroffset met ± 40°C (72°F) veranderd worden.
● Setback: Terugstellen van de ingestelde gewenste temperatuur op
150°C/300°F (stand-by). Nadat het soldeerstation op de standbymodus is gezet kan de setbacktijd van 0-99 minuten ingesteld wor
den. De setbacktoestand wordt gesignaleerd door een knipperende
werkelijke waarde indicatie. Nadat drie keer de setbacktijd is geac
tiveerd, wordt ”Auto-Off” geactiveerd. Het soldeerapparaat wordt uit
geschakeld (knipperde streep op het display). Door op een toets te
drukken of door vingerschakeldruk wordt de setbacktoestand c.q. de
Auto-off toestand beëindigd. Daarbij wordt kort de ingestelde gewen
ste waarde aangegeven.
● Lock: Vergrendeling van de gewenste temperatuur. Na het vergrendelen kan
op het soldeerstation de instelling niet meer veranderd worden.
● °C/°F: Omschakelen van de temperatuuraanwijzing van °C naar °F en
omgekeerd.
● Window: Beperking van het temperatuurbereik tot max. +-99°C uitgaande van
een door de “LOCK” functie vergrendelde temperatuur. De vergrendel
de temperatuur vormt daardoor het middenpunt van het instelbare
temperatuurbereik.
Bij toestellen met potentiaalvrij contact (uitgang optische koppeling)
dient de ”WINDOW” functie om een temperatuurvenster in te stellen.
Als de reële temperatuur binnen het temperatuurvenster ligt, wordt het
potentiaalvrije contact (uitgang optische koppeling) doorgeschakeld.
● Cal: Opnieuw uitlijnen van het soldeerstation (alleen WCB 2)
19

I
8. Utilizzare l'utensile di saldatura idoneo.
Non operare con un utensile di saldatura con potenza troppo debole per i lavori da eseguire. Non utilizzare l'utensile di saldatura per applicazioni non consentite.
9. Indossare indumenti da lavoro idonei.
Per evitare ustioni causate dallo stagno fluido, indossare idonei indumenti di protezione.
10. Proteggere gli occhi.
Portare gli occhiali di protezione. In caso di lavorazione con adesivi, prestare una particolare attenzione alle avvertenze della casa produttrice dell'adesivo. Proteggersi da eventuali
spruzzi di stagno.
11. Servirsi di un dispositivo d'aspirazione dei gas di saldatura.
Nel caso sia previsto l'allacciamento a dispositivi d'aspirazione dei fumi prodotti dalla saldatura, assicurarsi che essi siano efficienti e ben collegati.
12. Non utilizzare il cavo per scopi diversi da quelli per cui è concepito.
Non trasportare in nessun caso il saldatore, tenendolo per il cavo. Non estrarre la spina
dalla presa, tirandola per il cavo. Evitare il contatto del cavo con calore, olio e oggetti acuminati.
13. Fissaggio del materiale in lavorazione
Utilizzare dei dispositivi di fissaggio per bloccare il materiale in lavorazione. In questo modo
il pezzo viene mantenuto più fermo di quanto non si possa fare con una mano, e si hanno
inoltre entrambe le mani libere per maneggiare lo stilo.
14. Evitare di assumere una posizione scorretta.
Allestire il posto di lavoro in maniera ergonomica, evitare di assumere posizioni scorrette,
utilizzare sempre un utensile di saldatura idoneo.
15. Trattare con cura lo stilo saldante.
Mantenere pulito lo stilo, al fine di poter lavorare meglio e garantire una maggior sicurezza.
Attenersi alle norme di manutenzione e agli avvisi inerenti il cambio delle punte
saldanti/dissaldanti. Eseguire regolarmente il controllo di tutti i cavi e tubetti. I lavori di riparazione possono essere eseguiti solamente da personale autorizzato. Utilizzare solamente
pezzi di ricambio originali WELLER.
16. Prima di aprire l'apparecchiatura, estrarre la spina dalla presa.
1. Avvertenze
Il produttore non si assume alcuna responsabilità per utilizzo improprio diverso da quanto
specificato nel libretto di istruzioni e nel caso di manipolazione dell'apparecchio. Questo
libretto di istruzioni e le avvertenze ivi contenute vanno letti con attenzione e devono essere riposti nelle vicinanze dell‘apparecchiatura. Il mancato rispetto delle avvertenze può
essere causa di incidenti, di infortuni o di danni alla salute. La stazione di saldatura WELLER WDD 81V soddisfa i requisiti di conformità EC e i requisiti fondamentali di sicurezza
delle direttive 89/336/CEE e 73/23/CEE.
Norme di sicurezza
1. Il cavo di alimentazione deve essere inserito esclusivamente in prese elettriche o
in adattatori idonei e omologati.
2. Mantenere sempre ordinato il posto di lavoro.
Dopo aver usato l‘utensile, riporlo sempre nell'apposito supporto originale. Non avvicinare
alcun oggetto infiammabile all'utensile caldo.
3. Fare attenzione alle condizioni dell'ambiente.
Non utilizzare gli utensili saldanti/dissaldanti in ambienti umidi o bagnati.
4. Prevenire il pericolo di scariche elettriche.
Evitare di entrare in contatto con elementi collegati a massa, per esempio tubi, radiatori,
cucine economiche, frigoriferi, ecc.
5. Tenere lontano dalla portata dei bambini.
Assicurarsi che nessun'altra persona tocchi gli utensili o il cavo. Non rendere accessibile
ad altre persone il posto di lavoro.
6. Conservare il saldatore in un posto sicuro.
Qualora non venga utilizzato, il saldatore deve essere conservato in un posto asciutto, chiuso, o comunque ad un'altezza inaccessibile ai bambini. Se non utilizzato, il saldatore
va tenuto in una posizione esente da tensioni e pressioni.
7. Non sovraccaricare il saldatore.
Utilizzare l'apparecchiatura solamente con la tensione e nel campo di pressione prescritte.
20

25. Osservare le norme di sicurezza valide per il rispettivo posto di lavoro.
2. Descrizione
2.1 Unità di controllo
La stazione dissaldante con microprocessore WDD 81V appartiene ad una famiglia di apparecchi sviluppata per un uso di tipo industriale e per applicazioni da officina o da laboratorio. La centralina elettronica digitale, il sensore e la resistenza di calore di alta qualità di cui
sono dotati gli utensili garantiscono una precisa regolazione della temperatura. Una rilevazione dei valori di misura più rapida e precisa in circuito chiuso permettono una massima
precisione di temperatura ed un comportamento termico dinamico ottimale. Gli utensili
vengono riconosciuti automaticamente dall’unità di controllo, che provvede ad assegnare
loro i corretti parametri di regolazione.
Il vuoto necessario per la dissaldatura viene creato attraverso un venturimetro interno e
viene attivato attraverso un microinterruttore posto sull‘impugnatura dello stilo dissaldante; il venturimetro non necessita di manutenzione.
Lo standard qualitativo viene ulteriormente migliorato da numerose possibilità per equalizzare i potenziali, dall’interruttore a tensione 0, cosìccome dall‘antistaticità della unità di
controllo e dello stilo. La possibilità di collegamento di una unità di calibrazione esterna
amplia la funzionalità della stazione. Collegando alla stazione gli apparecchi di programmazione e calibrazione quali il WCB 1 e il WCB 2 è possibile fra l’altro realizzare funzioni di
interblocco e temporali. Nella WCB 2 sono integrati inoltre le funzioni di termometro e di
interfaccia PC.
La temperatura desiderata può essere impostata tramite due tasti „up“ e „down“ fra 50°C
e 450°C. Il valore impostato e quello reale vengono indicati su un display digitale. Il raggiungimento della temperatura preimpostata viene segnalato dal lampeggio di un LED rosso
sul display che serve al controllo ottico della regolazione. Se esso rimane acceso a luce
fissa significa che il sistema è in fase di riscaldamento.
2.2. Stili saldanti e dissaldanti
DSX 80: Stilo dissaldante da 80 W.Sistema di fissaggio conico dell’ugello di aspira
zione. Un‘ampia gamma di ugelli permette di aspirare in maniera ottimale
lo stagno da differenti punti di saldatura. Il contenitore per la raccolta dello
stagno può essere sostituito facilmente senza alcun bisogno di utensili.
Sono disponibili opzionalmente teste dissaldanti CSF per la dissaldatura di
componenti superficiali. Dotato di microinterruttore sull‘impugnatura per
17. Allontanare gli utensili di manutenzione.
Prima di accendere l'apparecchiatura, accertarsi che siano stati allontanati chiavi o altri
utensili di regolazione.
18. Evitare l'accensione involontaria
All'atto dell'inserimento della spina nella presa o del collegamento a rete, accertarsi che
l'interruttore sia spento. Nel trasportare il saldatore collegato a rete, prestare attenzione a
non toccare con le dita l'interruttore di rete.
19. Usare molta cautela
Fare attenzione ad ogni movimento e lavorare con buon senso. Non utilizzare il saldatore
se non si è concentrati su ciò che deve essere fatto.
20. Verificare che lo stilo non presenti danneggiamenti.
Prima dell‘utilizzo dello stilo, deve essere accuratamente accertata l'ineccepibile funzionalità e la conformità alle norme di sicurezza. Verificare che tutti gli elementi mobili funzionino perfettamente e che non siano bloccati, ed anche che non ci siano parti danneggiate.
Tutti i pezzi devono essere assemblati correttamente e rispondere a tutti i requisiti necessari al fine di un funzionamento esente da qualsiasi difetto. I dispositivi di sicurezza e le
parti danneggiate devono essere immediatamente riparate o sostituite presso un centro di
riparazione autorizzato.
21. Attenzione
Utilizzare solamente accessori o utensili originali WELLER contemplati nella lista contenuta
nelle istruzioni per l'uso. L'utilizzo di altri utensili e di altri accessori può costituire un pericolo d'infortunio.
22. Far riparare l‘utensile solamente da un tecnico specializzato.
I nostri utensili rispondono alle relative norme di sicurezza. Le riparazioni possono essere
eseguite solamente da un tecnico specializzato che sarà tenuto ad utilizzare pezzi di ricambio originali WELLER; in caso contrario l'operatore può incorrere in pericolo di infortunio.
23. Non eseguire lavori su parti sottoposte a tensione.
L'impugnatura degli stili nella versione antistatica è conduttiva.
24. Utilizzo con altre apparecchiature WELLER
Nel caso in cui l'utensile venga utilizzato insieme ad altre apparecchiature o accessori WELLER, ci si deve attenere anche alle avvertenze contenute nelle istruzioni per l'uso di questi
ultimi.
21

Equalizzazione del
potenziale: tramite boccola tipo jack da 3,5 mm sul fondo dell’appa
recchio (stato di fornitura: collegamento a terra forte, boccola
non inserita)
3. Messa in funzione
Riporre lo stilo dissaldante nel supporto. Inserire il tubo dell’aria compressa con diametro
esterno 6 mm nel raccordo rapido (12). Creare il collegamento con aria compressa filtrata
a 600 kPa. Inserire la spina dello stilo nella presa a 7 poli (9) che si trova nella parte frontale e bloccarlo in posizione. Inserire il filtro principale (6) con il tronco di tubo fra l’attacco
per il vuoto (8) e il tubo del vuoto dello stilo dissaldante. Controllare che la tensione di rete
corrisponda ai dati riportati sulla targhetta di omologazione e che l’interruttore principale
(1) sia spento. Collegare l’apparecchio alla rete elettrica (10).
Accendere l’apparecchio azionando l’interruttore principale (1). Al momento dell’accensione viene eseguito un autotest durante il quale tutte le spie luminose (2) sono accese. Per
un breve momento vengono indicate la temperatura impostata e l’unità di misura della
temperatura (°C / °F). Successivamente il display passa automaticamente ad indicare il
valore attuale. Il LED (5) sul display (2) si accende. Questo LED serve come controllo ottico
della regolazione. Se la spia rimane fissa significa che il sistema si trova in fase di riscaldamento. Il lampeggio significa che la temperatura di esercizio è stata raggiunta.
Il vuoto necessario per la dissaldatura viene attivato mediante un microinterruttore posto
sull‘impugnatura dello stilo.
Impostazione della temperatura
Normalmente il display digitale (2) mostra il valore reale della temperatura. Azionando i tasti
“Up” oppure “Down” (3) (4) il display (2) mostra il valore attualmente impostato. Il valore
impostato (indicatore lampeggiante) può essere modificato sia digitando sia tenendo premuto tasti “Up” e “Down” (3) (4). Se un tasto viene tenuto premuto, il valore cambia più
rapidamente. Ca. 2 secondi dopo aver rilasciato tasto, il display (2) torna automaticamente
al valore reale di temperatura. Se la stazione è bloccata (Lock) non è possibile effettuare
alcuna modifica delle impostazioni.
Setback standard
Se l’utensile non viene utilizzato per 20 minuti, la temperatura viene portata automaticamente sul valore di standby di 150°C (300°F). Alla scadenza di un tempo triplo del tempo
di setback (60 min) viene attivata la funzione di autospegnimento “AUTO OFF”, e lo stilo
viene spento.
l’attivazione del vuoto.
DSXV 80: Stilo dissaldante da 80 W „in linea“ (posizione di lavoro verticale). Sistema di
fissaggio conico dell’ugello di aspirazione. Contenitore dello stagno integra
to nell’impugnatura sostituibile velocemente e senza utensili. Ampia gamma
di teste CSF e di ugelli.
Il vuoto viene attivato mediante il microinterruttore posto sull‘impugnatura
dello stilo.
LR 21: Stilo saldante „standard“. Con una potenza di 50 W ed un‘ampia gamma di
punte (serie ET), questo stilo consente qualsiasi tipo di applicazione nel
campo dell'elettronica.
MLR 21: Con una potenza di 25 W ed una forma estremamente maneggevole questo
microstilo saldante è idoneo soprattutto per lavori di saldatura con ridotto
fabbisogno termico.
LR 82: Potente stilo saldante da 80 W ideale per lavori di saldatura dove è necessa
rio un forte apporto termico. Il fissaggio della punta saldante avviene trami
te un innesto a baionetta che permette una veloce sostituzione.
WSP 80: Lo stilo saldante WSP 80 si contraddistingue per la sua precisione e la sua
velocità nel raggiungimento della temperatura di lavoro. Grazie alla sua
forma maneggevole e alla sua potenza di 80W è possibile utilizzarlo sia per
inissimi lavori di saldatura sia per lavori che necessitano di un forte apporto
termico. Dopo la sostituzione della punta saldante è possibile ricominciare a
lavorare poichè la temperatura di sercizio viene raggiunta immediatamente.
Per ulteriori utensili collegabili vedere la lista degli accessori.
Dati tecnici
Dimensioni (mm): 180 (L) x 115 (L) x 101 (A)
Tensione di rete (10): 230V / 50 Hz, 120V / 60 Hz (vedi targhetta di omologazione)
Assorbimento di sicurezza: 95 W
Classe di protezione: 1 (centralina), 3 (stilo saldante)
Fusibile (11): T500 mA (230 V); T 1A (120 V) (vedi targhetta di omologazio
ne)
Regolazione della
temperatura: digitale 50°C – 450°C
Precisione: ± 9°C
Aria compressa: Press. di ingresso 600 kPa di aria pulita e senza olio
Venturimetro: Portata max 35 l / min; depressione max 55 kPa
Attacco aria compressa: Tubo per aria compressa con diametro esterno 6 mm
22

Collegamento a massa
del banco di lavoro: Con spinotto inserito.
Collegamento a massa tramite resistenza saldata all‘interno
dello spinotto.
5. Istruzioni per l‘uso
Grazie all‘ampia gamma di ugelli è possibile risolvere molti problemi di dissaldatura.
Negli utensili per la pulizia sono contenuti gli utensili necessari per la sostituzione degli
ugelli di aspirazione. Al momento di inserire e bloccare in posizione l’ugello di aspirazione,
premere leggermente contro l’elemento riscaldante.
E‘ importante usare filo di stagno addizionale durante le fasi di dissaldatura. In tal modo si
migliorano la bagnabilità dell‘ugello e la fluidità dei residui di stagno. È necessario fare
attenzione che l‘ugello venga tenuto perpendicolare al piano della scheda, al fine di raggiungere la massima capacità di aspirazione. Lo stagno deve essere completamente fluido.
Durante il processo di dissaldatura è importante muovere in maniera circolare nel foro della
scheda il reoforo del componente. Se dopo l’aspirazione lo stagno non è stato completamente rimosso allora, prima di procedere ad una nuova dissaldatura, si dovrebbe ricoprire
nuovamente il punto in questione con stagno. La scelta della corretta dimensione dell’ugello di aspirazione è molto importante. Il diametro interno dell‘ugello dovrebbe corrispondere al diametro del foro della scheda.
Durante la prima fase di riscaldamento è necessario ricoprire di stagno l‘ugello o la punta
dello stilo saldante. In tale maniera è possibile rimuovere le impurità e gli strati di ossido
formatisi durante tempo di stoccaggio dello stilo. Durante pause di lavoro e prima di riporre gli utensili nell‘apposito supporto fare sempre attenzione che la punta o l‘ugello siano
ben ricoperti di stagno. Non usare flussanti troppo aggressivi.
La stazione dissaldante è stata regolata per un ugello o per una punta di medie dimensioni. È possibile che si verifichino scarti di temperatura a causa di forme differenti delle punte.
Importante: fare sempre attenzione che la punta sia ben innestata nello saldante.
Unità esterne di calibrazione WCB 1 e WCB 2 (opzionali)
Mediante l‘utilizzo delle unità esterne di inserimento dati sono disponibili le seguenti funzioni:
Accensione della funzione standard-setback: Durante l’accensione dell’apparecchio tenere
premuto il tasto “UP” (3) sino a che nell’indicatore non compare “ON”. Lo stesso va fatto
per spegnerla. In tal caso, nell’indicatore comparirà “OFF”(stato di fornitura).
Se vengono usate punte molto fini é possibile che la funzione Setback non sia più sicura.
Manutenzione
Per ottenere buoni risultati è importante pulire regolarmente la testa dissaldante. Questo
comporta lo svuotamento del contenitore di raccolta dello stagno, la sostituzione del filtro
per tubo vetro e il regolare controllo delle guarnizioni. La tenuta stagna del tubo di vetro
garantisce il buon rendimento dell‘aspirazione. Filtri intasati influiscono negativamente sul
flusso dell’aria che passa attraverso lo stilo dissaldante. Per questo motivo è necessario
sostituire ad intervalli regolari il filtro principale (6) meglio se con una cartuccia originale
WELLER.
Per la pulizia del foro dell’ugello di aspirazione e del tubo di aspirazione stesso utilizzare
l’utensile di pulizia (5 13 500 99).
Gli ugelli di aspirazione possono essere sostituiti in maniera rapida e semplice ruotandoli
leggermente (ca. 45°).
In caso di forti depositi di sporco nella zona conica non é più possibile inserire un nuovo
ugello. Questi depositi possono essere rimossi usando l’inserto di pulizia per la sede conica dell’elemento riscaldante.
Attenzione: se si lavora senza filtro si danneggia il venturimetro!
Figura: Utensile di pulizia, operazione di pulzia e sostituzione dell’ugello (vedere a pag 74).
4. Equalizzazione del potenziale
L‘equalizzazione dei potenziali sulla punta saldante può essere realizzata tramite un apposito spinotto (7) collegato sotto il frontale dell‘apparecchiatura.
Collegamento a massa: Senza spinotto inserito (come fornito da stabilimento)
(di rete)
Equalizzazione dei potenziali
(Impedenza 0 Ohm): Spinotto inserito, collegamento al terminale centrale dello
spinotto
Potenziale libero: Con spinotto inserito
23
 Loading...
Loading...