

Page 1
Taller Manual
re
Motor
TAMD61A, TAMD62A, TAMD63L-A, TAMD63P-A TAMD71A,
TAMD71B, TAMD72A, TAMD72P-A,
TAMD72WJ-A
2 (0)
Page 2

Page 3

Grupo de cuerpo 21 del motor
motores marinos
TAMD61A TAMD62A • • • TAMD63L-A TAMD63P-A TAMD71A
TAMD72A • • • TAMD71B TAMD72P-A
TAMD72WJ-A
Contenido
Instrucciones generales .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 2
Herramientas especiales ................................................ ........ 9Herramientas especiales ................................................ ........ 9
Otros equipos especiales .. .. .. .. .. .. .. .. .. .. .. ............... 12
Estructura y funcionamiento
Motor, generalmente ............................................... .. 13Motor, generalmente ............................................... .. 13
las diferencias de diseño, las versiones del motor .. .. .. .. .. .. .. .. .. . 14
signos de identificación .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 15
Localización de las placas de homologación ......................... 15
Descripción de Componente ....................................... 24Descripción de Componente ....................................... 24
instrucciones de reparación
................................................. general .............. 30
fijación jig Engine ......................................... 31
Condición de prueba, el motor .........................................
Condición de prueba, el motor .........................................
compresión ............................................... . 32
culata, renovación ...................................
culata, renovación ...................................
32 de la culata, la
32 de la culata, la
32 Ensayo de
32 Ensayo de
eliminación ....................................... 32
Culata, desmontaje / montaje ....................... 34
culata, prueba de fugas ................................. 35
culata, inspección .................................... 37
Válvula de guías, la inspección ..................................... 38
Válvula de guías, la sustitución .................................. 38
Culata, cepillado ......................................... 39
culata, molienda de la ranura de junta ................. 39
Válvula de asiento, la sustitución ..................................... 42
asiento de válvula, molienda ............................................ 43
Válvulas, molienda ............................................... ... 44
mecanismo basculante, renovación ........................... 44
Comprobación de los muelles de válvula ................................. 46
Culata, montaje ..................................... 46
Copper manguito inyector, la sustitución ................... 48
asiento de limpieza para manguito de cobre .......................... 49
manguito de cobre, el montaje .................................... 50
Válvulas, ajuste ............................................. 52
bloque de cilindros, la renovación
.. .. .. .. .. .. .. .. .. .. .. ............ 53
Pistón y biela, la eliminación ............................... 53
Pistón y biela, inspección ............................ 54
la eliminación de pistón, gobio pasador de reemplazo jefe
........................................... ............. 54
Pistón, montaje ............................................... . 55
Pistón de inspección de anillo y en forma ............................... 56
conjunto de anillo de pistón .......................................... 56
camisa de cilindro, la inspección y medición ........ 57
camisa de cilindro, desmontaje ................................. 57
camisa de cilindro, afinando ........................................... 58
posición camisa de cilindro, la renovación ........................ 59
camisa de cilindro, montaje ...................................... 60
conjunto de pistón ................................................ . 61
Engranajes de distribución, desmontaje ................................. 62
Engranajes de distribución, montaje ...................................... 65
la aplicación del sellador, la tapa de engranajes de distribución ...................... 66
anillo de sello, buje poligonal, la sustitución ................... 66
buje poligonal, montaje ....................................... 67
Árbol de levas, cheque desgaste ........................................ 67
Árbol de levas, desmontaje ...................................... 68
La inspección de elevadores de válvulas y árbol de levas .............. 69
Árbol de levas, la medición ..................................... 70
cojinete del árbol de levas, la sustitución ........................... 70
Árbol de levas, el montaje ........................................... 71
Del cárter, desmontaje ..................................... 71
La inspección, el cigüeñal y cojinetes .................... 72
Cigüeñal, renovación ........................................ 74
bloque de cilindros, la inspección ................................... 75
Bloque de cilindros, cepillado ........................................ 75
Cigüeñal, montaje ......................................... 76
cojinetes de cabeza, la sustitución ............................ 77
cojinetes de bancada, la sustitución ................................ 78
Volante de inercia, la sustitución ........................................ 80
anillo de engranaje, el reemplazo ........................................ 81
Volante de inercia, indicación ............................................. 82
La caja del volante, indicación ............................... 82
retén del cigüeñal, trasera, la sustitución ...................... 83
junta de brida, la caja del volante, la sustitución
........................................... ............. 83
Page 4

Información de seguridad
Introducción
Este Manual de taller contiene datos técnicos, descripciones e instrucciones
de reparación para los productos Volvo Penta o versiones de productos que
figuran en la lista de contenidos. Asegúrese de que se está utilizando la
literatura taller correcta.
Lea la información de seguridad y el manual de taller
“Información General” y “Avisos de reparación” antes de
comenzar el trabajo.
Importante
En este libro y en el motor se encuentran los siguientes símbolos de
advertencia especiales.
¡ADVERTENCIA! Si estas instrucciones no son seguidas existe el ¡ADVERTENCIA! Si estas instrucciones no son seguidas existe el
peligro de lesiones personales, daño extensivo al producto o
grave mal funcionamiento mecánico.
¡IMPORTANTE! Se utiliza para llamar su atención sobre algo ¡IMPORTANTE! Se utiliza para llamar su atención sobre algo
que puede causar daños, mal funcionamiento o daños a la
propiedad.
lesiones personales. Evitar quemaduras. Tome precauciones para evitar
superficies calientes (tubos de escape, turbocompresores, tubos de aire de
carga y elementos de arranque etc.) y líquidos en las líneas de suministro y
mangueras cuando el motor está en funcionamiento o se ha apagado
inmediatamente antes de empezar a trabajar en él. Vuelva a instalar todas las
piezas de protección retirados durante las operaciones de servicio antes de
arrancar el motor.
Compruebe que las calcomanías de advertencia o de información sobre el
producto siempre son claramente visibles. Vuelva a colocar las etiquetas que
han sido dañadas o pintadas sobre.
Motor con turbocompresor: Nunca ponga en marcha el motor sin
necesidad de instalar el filtro de aire (ACL). El compresor giratorio en el
turbocompresor puede causar graves daños personales. Los objetos
extraños que entran en los conductos de admisión también pueden
causar daños mecánicos.
Nunca usar el inicio spray o similar a arrancar el motor. El elemento de
arranque puede causar una explosión en el colector de admisión.
Peligro de lesiones personales.
Evitar la apertura de la tapa de llenado para el sistema de refrigerante del
motor (motores de agua dulce enfriados) cuando el motor está caliente.
Vapor o líquido refrigerante caliente puede salpicar. Abrir la tapa de llenado
de refrigerante cuidadosa y lentamente a la presión de liberación antes de
retirar la tapa por completo. Tenga mucho cuidado si un gallo, el enchufe o
la línea de refrigerante del motor deben ser removidos de un motor caliente.
Es difícil anticipar en el que el vapor de dirección o refrigerante caliente
puede salpicar.
¡NOTA! Se utiliza para llamar su atención sobre información importante que ¡NOTA! Se utiliza para llamar su atención sobre información importante que
facilitará el trabajo o las operaciones. A continuación se muestra un resumen
de los riesgos y las precauciones de seguridad que deben observarse sin llevar
a cabo o al operar o dar servicio al motor.
Inmovilizar el motor apagando el suministro de energía al motor con
el interruptor principal (-switches) y bloquear la (s) en la posición OFF
antes de comenzar el trabajo. Configurar un aviso de advertencia en
el punto de control del motor o el timón.
En general, todo tipo de mantenimiento debe llevarse a cabo con el
motor apagado. Algunos trabajos (llevar a cabo ciertos ajustes, por
ejemplo) requiere que el motor esté funcionando. Acercarse a un
motor en marcha es peligroso. La ropa suelta o el cabello largo
pueden fijar en las piezas giratorias y causar lesiones personales
graves.
Si se trabaja en la proximidad de un motor en marcha, movimientos
descuidados o una herramienta caído puede dar lugar a
El aceite caliente puede causar quemaduras. Evitar el contacto de la piel con
aceite caliente. Asegúrese de que el sistema de lubricación no está bajo
presión antes de comenzar a trabajar en él. Nunca iniciar o hacer funcionar el
motor con la tapa de llenado de aceite eliminado, de lo contrario petróleo
podría ser expulsado.
Pare el motor y cerrar el grifo de mar antes de llevar a cabo
operaciones en el sistema de refrigeración del motor.
Arranque el motor sólo en un área bien ventilada. Si el
funcionamiento del motor en un espacio cerrado, asegúrese de
que las emisiones de gases de escape y ventilación del cárter se
extraen de la zona de trabajo.
Siempre use gafas de protección, donde hay un peligro de piezas de
metal, chispas de molienda, los productos químicos ácidos o otro ser
arrojados a sus ojos. Sus ojos son muy sensibles, la lesión puede
conducir a la pérdida de la vista!
2
Page 5
Información de seguridad
Evitar el contacto de la piel con aceite. A largo plazo o repetido con el
aceite pueden eliminar los aceites naturales de la piel. El resultado puede
ser la irritación, la piel seca, eczema y otros problemas de la piel. El aceite
usado es más peligroso para la salud que el aceite nuevo. Use guantes de
protección y ropa empapada de aceite Evita y trapos. Lavar con
regularidad, especialmente antes de las comidas. Usar la crema
protectora correcta para prevenir la piel seca y para hacer la limpieza de
su piel sea más fácil.
La mayoría de los productos químicos utilizados en productos (aceites de
motor y transmisión, glicol, gasolina y gasoil) y productos químicos
(solventes taller y pinturas) son peligrosos para la salud Lea las
instrucciones del producto embalaje con cuidado! Siempre siga las
instrucciones de seguridad (usando un aparato de respiración, gafas y
guantes de protección, por ejemplo). Asegúrese de que otros miembros del
personal no están involuntariamente expuestos a sustancias peligrosas
(por la inhalación de ellos en por ejemplo). Asegúrese de que la ventilación
es buena. Handle utilizado y el exceso de productos químicos de acuerdo
con las instrucciones.
Tenga mucho cuidado al buscar fugas en el sistema de combustible y probar
las toberas de inyección de combustible. Utilice gafas protectoras! El chorro
expulsado de una boquilla de inyección de combustible es bajo muy alta
presión, que puede penetrar el tejido del cuerpo y causar lesiones graves
Existe el peligro de envenenamiento de la sangre.
Nunca exponga las baterías a una llama o chispas eléctricas.
Nunca fume en las proximidades de las baterías. Las baterías
emiten gas hidrógeno durante la carga, que cuando se mezcla con
el aire puede formar un gas explosivo - oxhídrico. Este gas es
fácilmente encendió y altamente volátil. Una conexión incorrecta
de la batería puede provocar una chispa que es suficiente para
causar una explosión con daño resultante.
Hacer conexiones de la batería no molestarle durante el arranque del motor
(riesgo de chispa) y no se incline sobre las baterías.
Nunca mezclar los terminales de la batería positivo y negativo durante
la instalación. La instalación incorrecta puede causar serios daños a
los aparatos eléctricos. Consulte los diagramas de cableado.
Siempre use gafas de protección durante la carga y manejo de
las baterías. El electrolito de la batería contiene ácido sulfúrico
extremadamente corrosivo. Si esto entra en contacto con la
piel, lavar inmediatamente con jabón y agua abundante. Si el
ácido de la batería entra en contacto con los ojos, lave
inmediatamente con abundante cantidad de agua y solicitar
asistencia médica.
Apagar el motor y apague el interruptor principal (es) antes
de llevar a cabo trabajos en el sistema eléctrico.
Todos los combustibles y muchos productos químicos son inflamables.
Asegúrese de que una llama o chispas desnudo no puede encender el
combustible o productos químicos. Combinado con aire en determinadas
proporciones, gasolina, algunos disolventes y el hidrógeno de baterías son
fácilmente inflamable y explosivo. ¡Prohibido fumar! Asegúrese de que la
ventilación es buena y que las medidas de seguridad necesarias se han
tomado antes de llevar a cabo la soldadura o trabajos de rectificado.
Siempre tenga un extintor de incendios a mano en el lugar de trabajo.
aceite de la tienda y trapos empapados de combustible y filtros de combustible
y aceite en forma segura. En ciertas condiciones trapos empapados en aceite
pueden inflamarse espontáneamente. filtros de combustible y aceite usados
son desechos ambientalmente peligrosos y deben ser depositados en un lugar
aprobado para la destrucción junto con el aceite lubricante usado, combustible
contaminado, pintar restos, solvente, agentes desengrasantes y desperdicios
de lavado de piezas.
del embrague deben llevarse a cabo con el motor
apagado.
Utilice el levantamiento ojos montados en el engranaje del motor / inverso al
levantar la unidad de accionamiento. Compruebe siempre que el equipo de
elevación está en buenas condiciones y tiene suficiente capacidad de carga
para levantar el motor (el peso del motor incluyendo la marcha atrás y
cualquier equipo adicional instalado). Para garantizar un manejo seguro y
para evitar dañar los componentes del motor en la parte superior del motor,
utilizar una viga de elevación para elevar el motor. Todas las cadenas y
cables deben correr en paralelo entre sí y lo más perpendicular posible con
respecto a la parte superior del motor.
Si el equipo adicional está instalado en el motor de la alteración de su centro
de gravedad, se requiere un dispositivo de elevación especial para lograr el
equilibrio correcto para una manipulación segura.
No trabajar nunca en un motor suspendido de una grúa.
3
Page 6
Información de seguridad
Nunca quitar componentes pesados solo, incluso cuando se están
utilizando equipos de elevación seguro tal como bloques
garantizados. Incluso cuando se utiliza equipo de elevación es
mejor para llevar a cabo el trabajo con dos personas; uno para
operar el equipo de elevación y el otro para garantizar que los
componentes no son atrapados y dañarse cuando se levante.
Cuando se trabaja a bordo de asegurarse de que hay suficiente
espacio para componentes de retirar sin peligro de lesiones o
daños.
Los componentes en el sistema eléctrico, sistema de encendido
(motores de gasolina) y el sistema de combustible de los productos
Volvo Penta han sido diseñados y construidos para reducir al mínimo
el riesgo de incendio y explosión. El motor no se debe ejecutar en las
zonas donde hay materiales explosivos.
Siempre use combustibles recomendados por Volvo Penta. Consulte el
manual de instrucciones. El uso de combustibles de baja calidad puede
dañar el motor. En un motor diesel de combustible de mala calidad puede
causar la barra de control para tomar y el motor fuera revoluciones con el
consiguiente riesgo de daños en el motor y lesiones personales. Mala
calidad del combustible también puede conducir a mayores costos de
mantenimiento.
¡ADVERTENCIA! El motor ha pretensado conductos de ¡ADVERTENCIA! El motor ha pretensado conductos de
suministro. Estos tubos deben en ningún caso ser doblada.
tuberías dañadas deben ser reemplazados.
Observe las siguientes reglas cuando la limpieza con chorros de
agua a alta presión: Nunca dirigir el chorro de agua a los sellos,
mangueras de caucho o componentes eléctricos. Nunca utilice un
chorro de alta presión al lavar el motor.
4
Page 7

Información general
Sobre el manual de servicio
Este manual de taller contiene datos técnicos, descripciones e instrucciones
de reparación para las versiones estándar de unidades de motor TAMD61A,
TAMD62A, TAMD63L-A, TAMD63P-A, TAMD71A, TAMD71B, TAMD72A,
TAMD72P-A, TAMD72WJ-A. El manual del taller puede mostrar las tareas
llevadas a cabo en cualquiera de los motores mencionados anteriormente.
Esto significa que las ilustraciones y fotografías pueden no coincidir en
algunos casos con otros motores. Los métodos de reparación son
esencialmente similares, sin embargo. Si este no es el caso, se observará.
diferencias importantes se observan por separado. motores con códigos y
números de serie del motor se observan en la muestra de la aprobación de
tipo (consulte la página 15). En toda la correspondencia sobre un motor, la
designación del motor y número de serie siempre se debe dar.
El manual del taller principalmente ha sido preparado para los talleres de
servicio de Volvo Penta y su personal cualificado. Por lo tanto, se supone
que las personas que hacen uso del libro tienen un conocimiento básico de
los sistemas de propulsión marina y pueden llevar a cabo tareas de
naturaleza mecánica / eléctrica que están asociados con el comercio.
motores certificados
En los motores que están certificados de acuerdo con las regulaciones
nacionales y regionales (por ejemplo Bodensee), el fabricante garantiza
que los requisitos se cumplen por tanto los nuevos motores y motores en
servicio. El producto debe ser equivalente a la muestra que fue aprobado
durante la certificación. Con el fin de Volvo Penta, como fabricante, para
garantizar que los motores en servicio ajustado a las exigencias
medioambientales establecidas, se deben cumplir los siguientes requisitos
para el servicio y repuestos:
l Los intervalos de servicio y funciones de servicio reco-l Los intervalos de servicio y funciones de servicio reco-
reparado por Volvo Penta deben ser observadas.
l Sólo Volvo Penta piezas originales, destinados a lal Sólo Volvo Penta piezas originales, destinados a la
versión certificada del motor, puede ser utilizado.
l Los trabajos de servicio relacionado con el sistema de encendido, igni-l Los trabajos de servicio relacionado con el sistema de encendido, igni-
ción y configuración de sistema de inyección de combustible (gasolina
(gasolina)) siempre deben ser realizadas por un taller autorizado Volvo
Penta.
l El motor no debe ser cambiado o modificado enl El motor no debe ser cambiado o modificado en
de cualquier manera, con la excepción de los accesorios y kits de
servicio desarrollado por Volvo Penta para el motor.
Volvo Penta mejora continuamente sus productos, por lo que nos reservamos el
derecho de hacer cambios. Toda la información contenida en este manual se basa
en los datos de productos que estaban disponibles en el momento en el manual
fue enviado a la prensa. Cualquier principales cambios realizados en los métodos
de productos o servicios después de este tiempo se notifican en la forma de
boletines de servicio.
Piezas de repuesto
Dispositivos para sistemas eléctricos y sistemas de combustible están sujetos
a diversos requisitos de seguridad nacionales,
por ejemplo, el Reglamento de Seguridad de la Guardia Costera. Volvo Penta
repuestos cumplen estos requisitos. No hay compensación en relación con
Volvo Penta garantías será dado para cualquier tipo de daño o perjuicio causado
por el uso de la no-originales Volvo Penta piezas de repuesto en el producto de
que se trate.
l Cambios en la instalación de tubos de escape y tubos de entrada de aire para
el compartimiento del motor (conductos de ventilación) no deben hacerse sin
consulta, ya que esto puede afectar a las emisiones de escape.
l No hay sellos pueden ser cambiados por per- no autorizadal No hay sellos pueden ser cambiados por per- no autorizada
sonal.
¡IMPORTANTE! Cuando se requieren piezas de repuesto, utilice Volvo ¡IMPORTANTE! Cuando se requieren piezas de repuesto, utilice Volvo
Penta repuestos originales.
El uso de medios de repuestos no originales que Volvo
Penta ya no es responsable de asegurar que
corresponda el motor con la muestra certificada.
No hay compensación en relación con Volvo Penta garantías será
dado para cualquier tipo de daño o perjuicio causado por el uso de la
no-originales Volvo Penta piezas de repuesto en el producto de que
se trate.
5
Page 8
instrucciones de reparación
Los métodos de trabajo descritos en el Manual de taller son aplicables para
un entorno de taller. Por consiguiente, el motor se elimina de la
embarcación y montado en un bloque de motor. Los trabajos de renovación,
que no requiere la retirada del motor se lleva a cabo in situ con los mismos
métodos de trabajo, a menos que se indique lo contrario.
Los símbolos de advertencia utilizados en el manual de taller (ver
Los símbolos de advertencia utilizados en el manual de taller (ver
sobre Seguridad
sobre Seguridad
¡NOTA!
Estos son de ninguna manera exhaustiva, ya que, obviamente, no podemos prever
todo, en que el trabajo de servicio se realiza bajo las más diversas condiciones. Por
lo tanto, sólo podemos señalar los riesgos que consideramos puede surgir como
resultado de una manipulación incorrecta durante el trabajo en un taller bien
equipado con los métodos de trabajo y herramientas que han demostrado por
nosotros. En el manual de todos los procedimientos de trabajo del taller para los
cuales existen herramientas especiales Volvo Penta son llevados a cabo con estos.
Las herramientas especiales están especialmente producidos para facilitar el método
de trabajo más seguro y racional posible. Por lo tanto, es responsabilidad de las
personas que utilizan otras herramientas u otro método de trabajo que el que se
recomienda para asegurarse de que no hay riesgo de lesiones personales, se
pueden producir daños materiales o mal funcionamiento.
por implicación)
por implicación)
¡ADVERTENCIA!
¡IMPORTANTE!
Información
Información
Nuestra responsabilidad conjunta
Cada motor se compone de un gran número de sistemas y componentes
interactivos. La desviación de un componente de la especificación
técnica puede aumentar drásticamente el impacto ambiental de un motor
de otro modo de primer nivel. Por lo tanto, de extrema importancia para
mantener las tolerancias de desgaste dados es, que sistemas capaces
de ajuste reciben la configuración correcta, y que Volvo Penta piezas
genuinas se utilizan para el motor. Los intervalos de tiempo en el
programa de mantenimiento del motor se deben seguir.
Ciertos sistemas, por ejemplo, componentes en el sistema de combustible, pueden
requerir especial competencia y equipo de prueba especial. Ciertos componentes
están sellados en la fábrica por razones ambientales. Los trabajos en los
componentes sellados no debe llevarse a cabo a menos que se llevó a cabo la
autorización para dicho trabajo.
Recuerde que la mayoría de los productos químicos, que se utilizan de forma
incorrecta, son peligrosos para el medio ambiente. Volvo Penta recomienda el uso de
agentes desengrasantes biológicamente descomposición de toda la limpieza de los
componentes del motor, a menos que se indique lo contrario en el Manual de taller.
Cuando se trabaja a bordo de un barco especial de prestar atención a asegurarse de
que los aceites y los residuos de detergente se manejan correctamente para su
destrucción, y no sin querer terminan en la naturaleza, por ejemplo en el agua de
sentina.
En algunos casos puede ser especial las instrucciones de seguridad y las
instrucciones de uso de las herramientas y los productos químicos nombrados
en el manual de taller. Estas instrucciones siempre se deben seguir y no hay
instrucciones especiales para esto en el manual de taller. Por medio de la toma
de ciertos procedimientos elementales y usando un mínimo de sentido común,
la mayoría de los factores de riesgo se pueden prevenir. Un lugar de trabajo
limpio y un motor limpio eliminan muchos riesgos tanto de lesiones personales y
mal funcionamiento.
Especialmente durante el trabajo en el sistema de combustible, sistema de
lubricación, sistema de inducción, turbo, teniendo sindicatos y uniones de
sellado, es de la mayor importancia que la suciedad o partículas extrañas no
entrar, ya que esto puede dar lugar a errores o acortar la servicelife
reparación.
Torsiones de apretado
Par de apriete de las uniones vitales, que deben ser apretados con las
llaves dinamométricas, aparece en “Especificaciones: esfuerzo de torsión” y
se indica en las descripciones de trabajo del manual. Todas las indicaciones
de par son aplicables para hilos limpiado, cabezas de los tornillos y
superficies de contacto. Las indicaciones de par se refieren a hilos
ligeramente aceitado o secas. Si se requieren lubricantes, líquidos de
bloqueo o selladores para la unión de tornillo, el tipo se indica en la
descripción de trabajo y en “Pares de apriete”. par de apriete generales
según la tabla a continuación es aplicable para las uniones en las que no se
dan indicaciones de par especiales. La indicación de par es un valor
estándar y la unión no requiere apriete con una llave dinamométrica.
Talla Torsiones de apretado
Nuevo Méjico lbf.ft
M5 ................................................. 6 4.4
M6 ................................................. 10 7.4
M8 ................................................. 25 18.4
M10 ............................................... 50 36.9
M12 ............................................... 80 59.0
M14 ............................................... 140 103.3
6
Page 9

Información de seguridad
par de apriete angular
Para apriete angular par la unión tornillo es apretado con un
par dado, después de apretar aún más con un ángulo
predeterminado. Ejemplo: a 90 ° angular de apretar la unión se
aprieta y un adicional de
1/4 de vuelta se realiza en un procedimiento de trabajo después de que se ha
alcanzado el par de apriete dado.
Tuercas de seguridad
tuercas de seguridad desmanteladas no se pueden volver a utilizar, pero
reemplazados con nuevos elementos, ya que las propiedades de bloqueo disminuyen
o se pierden con el uso repetido. Para las tuercas de fijación con insertos de plástico,
por ejemplo Nylock®, el par de apriete indicado en la tabla será reducida si la tuerca
Nylock® tiene la misma altura tuerca como una tuerca hexagonal de metal completo
estándar. El par de apriete se reduce en un 25% para el tamaño de tornillo de 8 mm o
más grande. Para Nylock® tuercas con alturas mayores de frutos secos, donde el hilo
de metal completo es igualmente alta como una tuerca hexagonal estándar, el par de
apriete según la tabla son aplicables.
clases de resistencia
Tornillos y tuercas se dividen en diferentes clases de resistencia; afiliación está
indicada por la marca en la cabeza del tornillo. Un número más alto en el
marcado representa un material más fuerte, por ejemplo un tornillo marcado 10-9
tiene una resistencia más alta que un tornillo con la marca 8-8. Por eso es
importante cuando el desmantelamiento de las uniones de tornillo que los tornillos
se vuelven a montar en sus lugares originales. Para la sustitución de los tornillos
ver catálogo de piezas para asegurar que se obtiene la versión correcta.
selladores
Un número de diferentes selladores y líquidos de bloqueo se usan en el
motor. Las propiedades de los medios son diferentes, y que están destinados
para diferentes fortalezas unión, rangos de temperatura, resistencia a los
aceites y otros productos químicos, y para los diferentes materiales y
tamaños de columna en el motor.
Con el fin de realizar trabajos de servicio satisfactorio por lo que es
importante que el tipo correcto de selladores líquidos y de bloqueo se utilizan
para los sindicatos allí donde sea necesario.
En el manual de taller hemos indicado en los capítulos correspondientes de
los agentes que se utilizan en nuestra producción de motores.
Durante el trabajo de servicio el mismo agente, o agente con
propiedades similares pero de otra fabricación, se utilizará.
Al utilizar selladores y líquidos de bloqueo, es importante que las superficies están libres
de aceite, grasa, pintura y agente anti-óxido, y de que están secos. Siempre siga las
instrucciones del fabricante respecto a la temperatura de aplicación, tiempo de
endurecimiento y otras instrucciones para el producto. Dos tipos básicos diferentes de
agentes se usan en el motor, y éstos se caracterizan por: RTV-agente (Habitación
temperatura de vulcanización). Lo más a menudo se usa con juntas de estanqueidad,
por ejemplo, sellado de juntas de junta o aplicada sobre juntas. RTV-agente es
totalmente visible cuando la parte ha sido desmantelada: viejos RTV-agente debe ser
removido antes de la unión se sella de nuevo. Los siguientes RTV-agentes se
denominan en el taller Manual: Loctite® 574, Volvo Penta 840879-1, Permatex. No. 3,
Volvo Penta 1161099-5, Permatex® No. 77. Antiguo sellante se elimina en cada caso
con el espíritu desnaturalizado. agentes anaeróbicas. Estos agentes se endurecen en la
ausencia de aire. El agente se utiliza cuando dos partes sólidas, por ejemplo,
componentes de fundición, están equipados juntos sin junta. Una aplicación común
también es asegurar y tapones de sellado, roscas de los pernos de pasador, grifos, relés
de presión de aceite, etc. agentes anaerobias endurecidos son transparentes y por lo
tanto son de color para hacerlos visibles. agentes anaerobias endurecidos son muy
resistentes a los disolventes y agente de edad no puede ser eliminado. desengrasado
cuidadosos se lleva a cabo antes de la reinstalación, y se aplica sellador nuevo. Los
siguientes agentes anaerobias se nombran en el Manual del Taller: Loctite® 572
(blanco), Loctite® 241 (azul). roscas de los pernos de pasador, grifos, relés de presión
de aceite, etc. agentes anaerobias endurecidos son transparentes y por lo tanto son de
color para hacerlos visibles. agentes anaerobias endurecidos son muy resistentes a los
disolventes y agente de edad no puede ser eliminado. desengrasado cuidadosos se lleva
a cabo antes de la reinstalación, y se aplica sellador nuevo. Los siguientes agentes
anaerobias se nombran en el Manual del Taller: Loctite® 572 (blanco), Loctite® 241
(azul). roscas de los pernos de pasador, grifos, relés de presión de aceite, etc. agentes
anaerobias endurecidos son transparentes y por lo tanto son de color para hacerlos
visibles. agentes anaerobias endurecidos son muy resistentes a los disolventes y agente
de edad no puede ser eliminado. desengrasado cuidadosos se lleva a cabo antes de la
reinstalación, y se aplica sellador nuevo. Los siguientes agentes anaerobias se nombran
en el Manual del Taller: Loctite® 572 (blanco), Loctite® 241 (azul).
¡NOTA! Loctite® es una marca comercial registrada de Loctite Corporation, Permatex® es una ¡NOTA! Loctite® es una marca comercial registrada de Loctite Corporation, Permatex® es una
marca comercial registrada de Permatex Corporation.
7
Page 10
Información de seguridad
Las reglas de seguridad para el caucho de
fluorocarbono
Caucho fluorado es un material común en anillos de estanqueidad para ejes, y en
las juntas tóricas, por ejemplo. Cuando el caucho de fluorocarbono se somete a
altas temperaturas (por encima de 300 ° C), ácido fluorhídrico puede estar
formado, que es altamente corrosivo. Contacto con la piel puede dar quemaduras
químicas severas. Las salpicaduras en los ojos pueden dar graves quemaduras
químicas. Si se inhala el humo, sus pulmones se pueden dañar de forma
permanente.
¡ADVERTENCIA! Tenga mucho cuidado cuando se trabaja con motores ¡ADVERTENCIA! Tenga mucho cuidado cuando se trabaja con motores
que hayan sido expuestos a altas temperaturas, por ejemplo, el
sobrecalentamiento durante una convulsión o un incendio. Sellos no
deben cortarse con un soplete de oxiacetileno o quemadas después de
una manera incontrolada.
l Siempre use guantes de caucho de cloroprenol Siempre use guantes de caucho de cloropreno
(guantes para la manipulación de productos químicos) y gafas de
protección.
l Manejar el sello eliminado de la misma manera como cor-l Manejar el sello eliminado de la misma manera como cor-
ácido hipercorrosivos. Todos los residuos, incluidas las cenizas, puede ser
altamente corrosivo. Nunca utilice aire comprimido para soplar nada limpio.
l Poner los restos en una caja de plástico que se sellal Poner los restos en una caja de plástico que se sella
y provisto de una etiqueta de advertencia. Lave los guantes con
agua corriente antes de retirarlas. Los siguientes sellos son
probablemente hechos de caucho fluorado:
Sello de los anillos de los árboles de levas, cigüeñales, ejes intermedios.
Juntas tóricas independientemente del lugar en que se instalan. Juntas tóricas para
cilindro de sellado revestimiento son casi siempre hechas de caucho de fluorocarbono.
Tenga en cuenta que los sellos que no han sido sometidos a alta
temperatura puede ser manejado normalmente.
8
Page 11
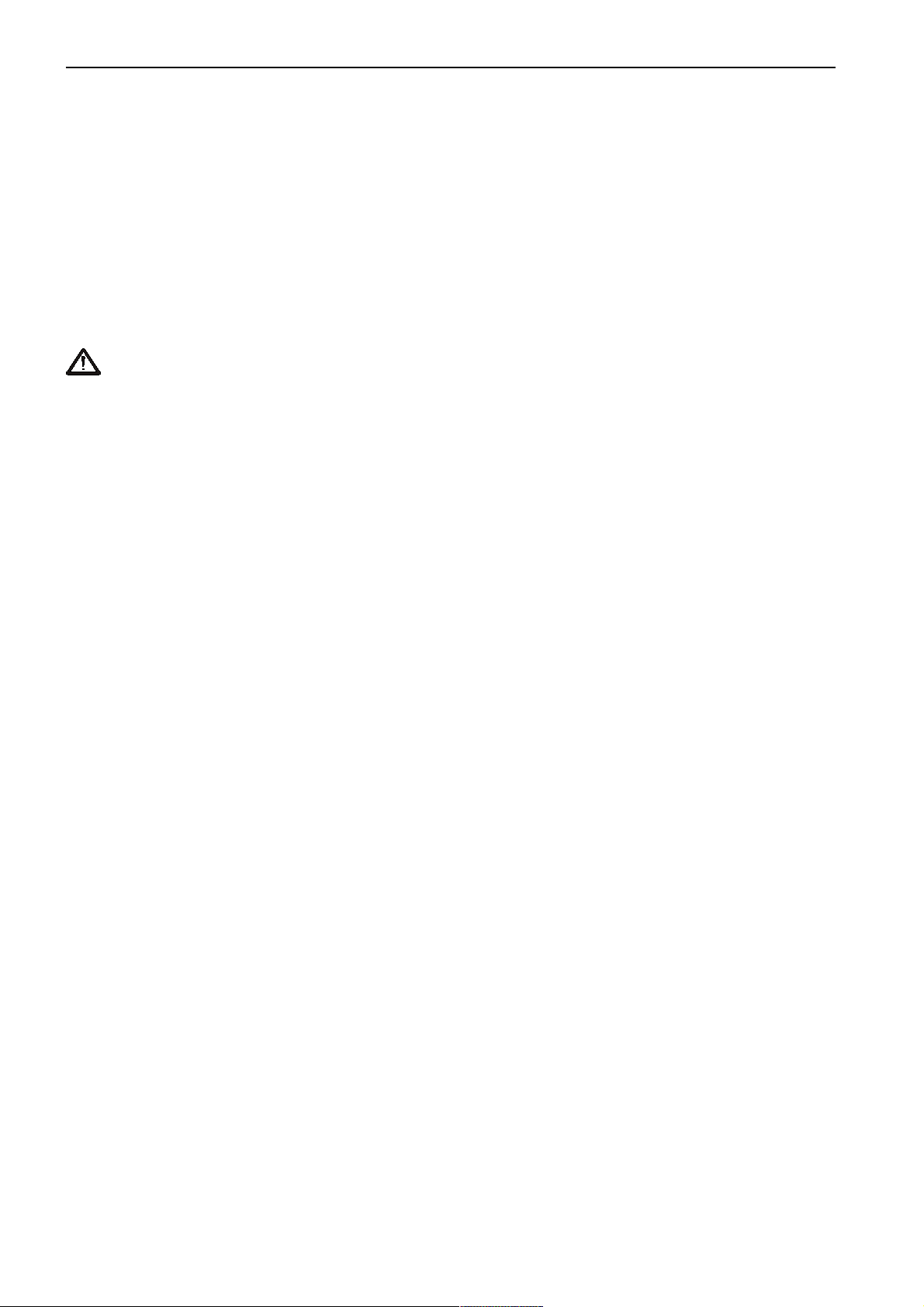
Herramientas especiales
En todos los casos en que sea práctico, herramientas han tenido su número de pieza perforada, pero no la última cifra. La última cifra (después del guión) es una figura de suma
de comprobación.
99924979992071884948 884949 9992000 9991867 9991801 9991459 9991084 9992178 99924799812546
9992655 9992658 9992661
884948-1 Herramienta para la instalación de engranaje del cigüeñal
884949-9 Herramienta de instalación para el buje poligonal
9812546-1 cepillo enchufable para limpiar el asiento y
base del manguito boquilla del inyector
9991084-5 Drift para la eliminación de guías de válvula, 7 (x)
serie.
9991459-6 Drift para la eliminación de guías de válvula, 6 (x)
serie.
9991801-3 eje Estándar, 18x200 mm 9991867-4 Drift para
extraer e instalar de balancín
armar arbustos, 6 series (x).
9992000-1 eje Estándar, 25x200 mm 9992071-2 Drift para la
eliminación / instalación de bulones.
También se utiliza para quitar la bomba de refrigerante
9992178-5 placa Extractor para extractor revestimiento, 7 (x)
serie.
9992479-7 Soporte para reloj de medición, para el revestimiento de cheques
altura sobre el plano de bloque
9996395999639499961699996087999267999926779992669
9992497-9 Drift para la eliminación / instalación con varilla de arbusto,
7 series (x).
9992655-2 Extractor para buje poligonal en el cigüeñal 9992658-6 Extractor
para el engranaje del cigüeñal 9992661-0 Drift para la eliminación de guías
de válvula, 7 (x)
serie.
9992669-3 Drift para la eliminación / instalación con varilla de arbusto,
6 series (x).
9992677-6 Drift para la eliminación / instalación de arbusto eje de balancín,
7 series (x).
9992679-2 Extractor de temporización ruedas dentadas 9996087-4 placa
Extractor para extractor revestimiento, 6 (x)
serie.
9996169-0 mandril para la instalación de guía de la válvula, 6 (x)
serie.
9.996.394-4 soporte para las piernas (2 que no.) Para 9996645
9996395-1 Counterhold (2 que no.) Para 9,996,645
9
Page 12
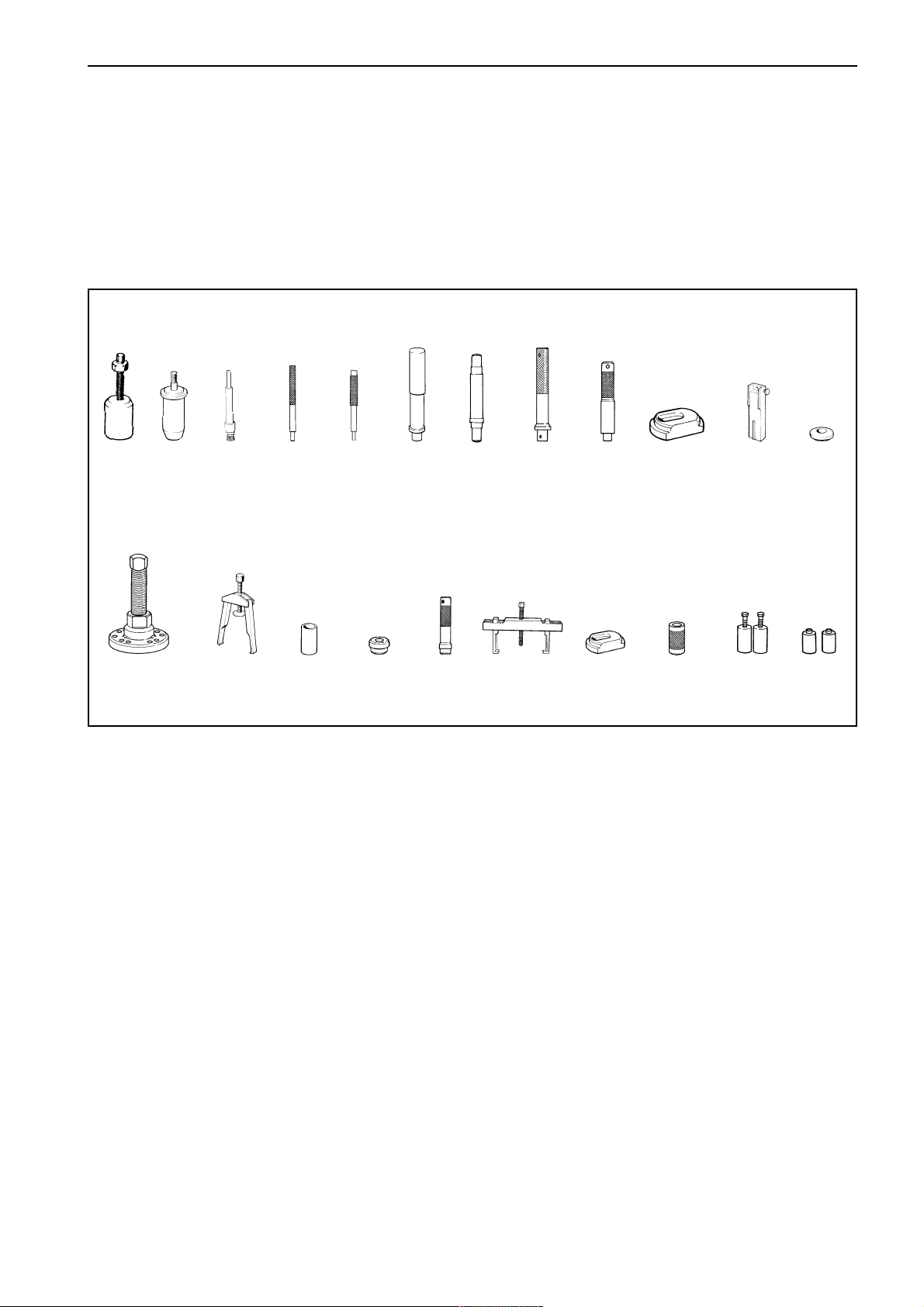
Herramientas especiales
9996400 9996402 9996419 9996420
9996421 9996433 9996437 9996643
9996650 9996651 9996657 9996662
9996400-9 Martillo de impacto. Se utiliza con 9996419 o
9.996.657.
9996402-5 mandril para la instalación de cobre manguitos 9996419-9
Extractor para el anillo de acero por encima de la
manguito de cobre
9996420-7 mandril para la instalación de manguitos de cobre y
anillos de acero, 7 de la serie (x).
9996421-5 mandril para la instalación de manguitos de cobre y
anillos de acero, 6 de la serie (x).
9996433-0 adaptador (tapa). Se utiliza con 6662 9996437-1 Herramienta para la
instalación de la junta del cárter trasero 9996643-4 extractora inyector
9996645-9 cilindro extractor liner. Usado con
9996394 y 9992178 o 9996087
9996650-9 cortador del extremo para la limpieza de la cama para el
cilindro de cobre (etapa 1)
9996645
99968429996841
9996651-7 cortador del extremo para la limpieza de la cama para el
9996847
cilindro de cobre (etapa 2)
9996657-4 Extractor para cilindro de cobre 9996662-4 Presión equipo de
prueba 9996772-1 herramienta para comprobar el desgaste del árbol de levas.
Usado
con 9989876
9996841-4 Herramienta de corte para la apertura de sellador
ranuras en la cabeza del cilindro, 6 series (x) *
9996842-2 Herramienta de corte para la apertura de sellador
ranuras en la cabeza del cilindro, 7 series (x) *
9996847-1 herramienta de presión (se requieren 2). Se utiliza para mensurables
ING altura de cuello de revestimiento por encima de plano de bloque
* 9999745 kit de reparación que contiene un cortador para herramientas de corte
9996841 y 9996847.
10
Page 13
9998114
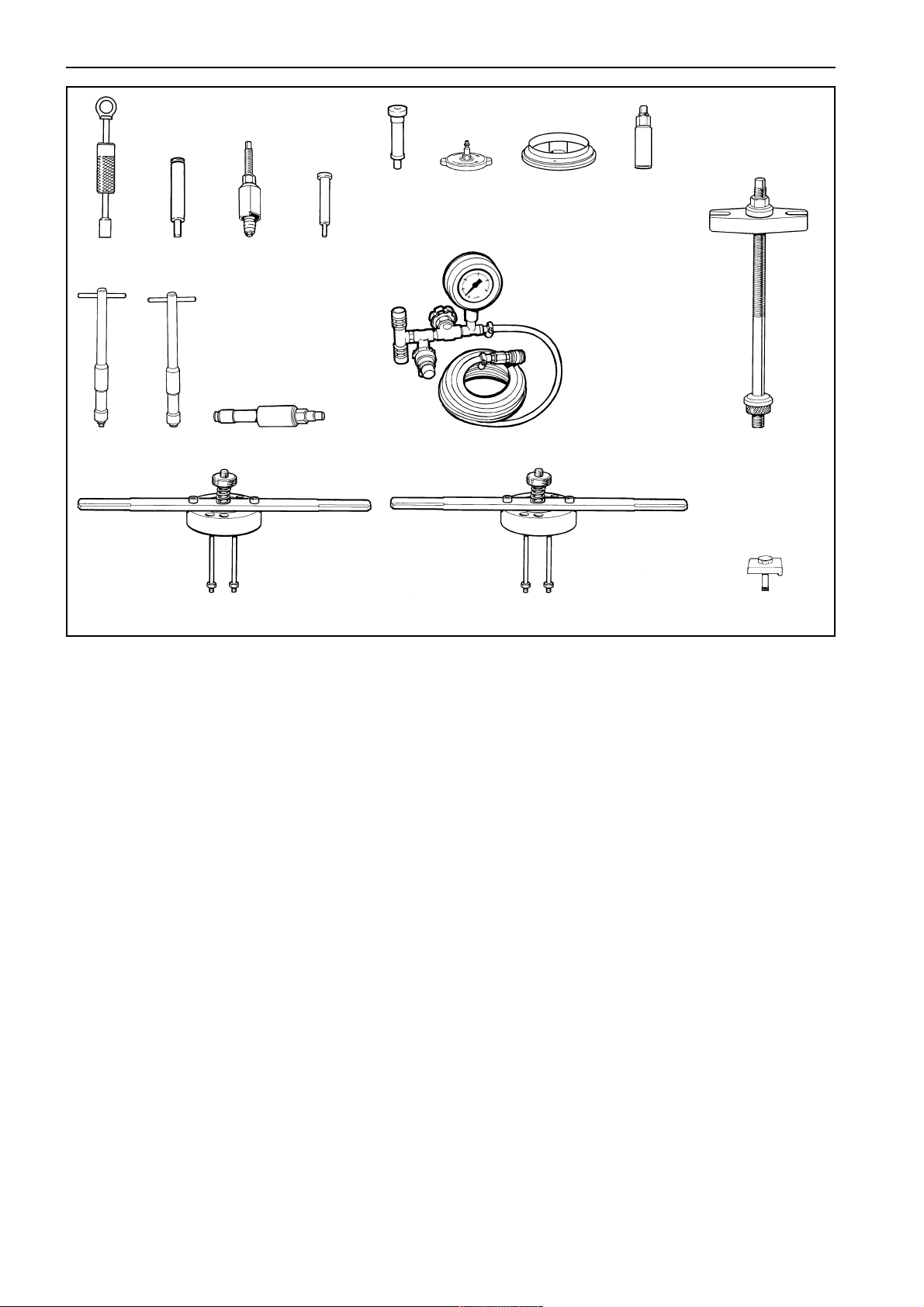
Herramientas especiales
99968559996852
9996878
9996852-1 arandela de conexión para la prueba de presión
el bloque de cilindros
9996855-4 mandril para instalar el cigüeñal delantero
sello
9996861-2 Herramienta para la instalación del manguito de cobre y
anillo de acero, 7 series (x). Se usa junto con
9996402 y 9996420
9996867-9 Underlay para extraer el manguito de cobre
y el anillo de acero. Se usa junto con
9996419 y 9996657
9996878-6 plantilla para bloque de cilindros
9998009-6 Adaptador para medir la compresión PRESION
seguro
999800999968679996861
9999508
9999553
9998070-8 Herramienta para la instalación del manguito de cobre y
999811599980799998070
anillo de acero, 6 series (x). Se usa junto con
9996406 y 9996421
9998079-9 Herramienta para la elevación del árbol de levas de entrada y salida
9998114-4 junta de la placa (2 requiere) para Test- presión
ing el bloque de cilindros, 6 series (x)
9998115-1 placa de sello (2 requiere) para Test- presión
ing el bloque de cilindros, 7 series (x)
9999508-6 cortador para la renovación de asiento liner, 7 (x)
serie 1)serie 1)
9999553-2 Como arriba, pero para 6 series (x) 2)9999553-2 Como arriba, pero para 6 series (x) 2)
1) 9999518 1) 9999518
2) 9999554 2) 9999554
Cortador para herramienta de corte 9999508
Cortador para herramienta de corte 9999553
11
Page 14
Otros equipos especiales
885126 9988539 9989876 9999696
Otros equipos especiales
885126-3 Compresor de pistón anillo 9988539-4
medidor de compresión de calibre 9989876-9
marcación 0-20 mm 9999696-9 base de ventosa
12
Page 15

Motor, en general
Estructura y funcionamiento
Los motores son de 6 cilindros, motores diesel de 4 tiempos rectas con las
válvulas de arriba. Tienen inyección directa de gasolina y turbocompresor.
Los motores tienen, camisas de cilindros reemplazables húmedas y dos bloques
de cilindros separados, cada uno de los cuales contiene tres cilindros. Los bloques
de cilindros son mutuamente intercambiables.
La lubricación del motor es por medio de un sistema de lubricación a presión que
contiene una bomba de aceite eficiente que bombea aceite a dos galerías en el
bloque de cilindros. El aceite se bombea a través del filtro de lubricación a los
puntos de lubricación en el motor y a través de un pistón de la válvula de
refrigeración para el refrigerador de aceite y los pistones.
El pistón de la válvula de refrigeración se abre cuando la presión de aceite ha alcanzado
un cierto nivel, y el aceite se chorros en un conducto por debajo de la corona del pistón.
El chorro de aceite se llevó a continuación a través de un bucle de refrigeración en la
parte superior del pistón. En el refrigerador de aceite, el calor se transfiere desde el
aceite al sistema de refrigeración del motor.
El aceite se limpia por medio de un filtro de aceite de flujo completo. El sistema
de refrigeración se divide en un sistema de agua fresca y un sistema de agua
de mar.
El sistema de agua fresca se termostáticamente controlado y enfría el
bloque de cilindros y la culata. El agua de mar enfría el agua fresca a
través de un intercambiador de calor.
Algunos motores pueden ser equipados con un sistema de refrigeración casco
1-circuito o 2 circuitos como sigue: TAMD63
sistema de 1-circuito
TAMD71 sistema de 2-circuito 1-circuito o
TAMD72 sistema de 2 circuitos
La versión del motor con refrigeración casco no tiene un intercambiador de
calor.
El compresor de turbo suministra aire fresco bajo presión para el motor, lo que
da un gran excedente de aire. Esto permite que la cantidad de combustible
inyectado que aumentarse, y esto da una mayor potencia del motor. Los
motores están provistos de postenfriadores refrigerado por agua de mar, lo
que disminuye la temperatura del aire de inducción después de la
turboalimentación. Esto reduce el volumen del aire y más aire (oxígeno)
puede ser suministrada al motor. El aire adicional permite un aumento
adicional de la cantidad de combustible inyectado, lo que aumenta la potencia
del motor.
Puesto que se enfría el aire de inducción, la combustión y temperaturas de
escape se mantienen en un nivel adecuado, a pesar de la potencia de salida
más alta. Intercooling también da las emisiones de escape más bajas, ya que
la combustión se vuelve más completo gracias al contenido mayor de oxígeno
del aire de inducción. La carcasa de la turbina del turbocompresor es agua
dulce enfriado, el resto del turbocompresor es enfriado por el aceite del motor.
TAMD63-P y TAMD72 tienen turbocompresores con wastegates para una
mayor potencia de baja velocidad. Todos los motores aparte de TAMD63-P y
TAMD72P-A, WJ-A tienen un calentador de arranque eléctrico para facilitar el
arranque y reducir el humo de escape durante el arranque en tiempo frío.
Con el fin de reducir aún más las emisiones de escape, la TAMD61, TAMD62
y TAMD71 motores tienen una válvula de derivación para el aire de
inducción. A baja carga, el paso a través del refrigerador posterior se cierra y
el aire que ha sido calentado por el turbocompresor se condujo directamente
(a través del calentador de partida) en el colector de admisión.
En la TAMD63 y TAMD72, que tienen relaciones de compresión más
altas, otras cámaras de combustión y los sistemas de inyección
modificadas, este equipo no se necesita
El TAMD72P-A (EDC) está equipado con EDC (Electronic Control Diesel),
un sistema que controla electrónicamente el regulador en la bomba de
inyección del motor. Este sistema ofrece una reducción de las emisiones
de escape. En el sistema de EDC, el regulador centrífugo en la bomba de
inyección se sustituye por un accionador electromagnético.
El actuador del regulador es operado por una unidad de control que
obtiene información de una serie de sensores situados en el motor y
controles. La unidad de control calcula entonces la cantidad de
combustible a inyectar para cada caso de carga, sobre la base de esta
información.
Nota. En la TAMD72P-A, los controles del sistema EDC la secuencia de Nota. En la TAMD72P-A, los controles del sistema EDC la secuencia de
arranque a fin de reducir las emisiones de escape a un nivel aún más bajo. A
fin de aumentar la temperatura de combustión antes de empezar, el motor de
arranque hace girar el motor 4 vueltas antes de que se inyecta combustible.
13
Page 16

Estructura y funcionamiento
las diferencias de diseño, las versiones del
motor
Este manual taller se aplica a todos los motores de los 6 serie
(x); TAMD61A, TAMD62A, TAMD63L-A y TAMD63P-A, y a partir
de los 7 series (x); TAMD71A, TAMD71B, TAMD72A,
TAMD72P-A y TAMD72WJ-A.
Las diferencias más importantes son:
TAMD61A - TAMD62A
TAMD62A tiene:
l Mayor potencial Mayor potencia
l Los pistones con perfiles modificadosl Los pistones con perfiles modificados
l bomba de inyección con ajustes modificados
l Diferentes intervalos de cambio de aceitel Diferentes intervalos de cambio de aceite
l Nuevo diseño externol Nuevo diseño externo
TAMD62A - TAMD63P-A
TAMD63P-A tiene:
l Marinisation completamente nuevo, el volumen de la instalaciónl Marinisation completamente nuevo, el volumen de la instalación
reducido en aproximadamente 30%
l Mayor potencial Mayor potencia
l cabeza Low cilindro rotación con nuevos asientos de válvulal cabeza Low cilindro rotación con nuevos asientos de válvula
tanto para válvulas de entrada y de escape.
l Aumento de la holgura de la válvula (de entrada y de escape)
l Pistones con cámaras de combustión modificadosl Pistones con cámaras de combustión modificados
l anillos de pistón nuevol anillos de pistón nuevo
l compresión más altal compresión más alta
l bomba de inyección con regulador de RQV y ajustes modificados
l acoplamiento de la bomba Reinforcedl acoplamiento de la bomba Reinforced
l boquillas de los inyectores 5 hoyos con mayor PRESION abertural boquillas de los inyectores 5 hoyos con mayor PRESION abertura
seguro
l Armado (precargados) tubos de suministrol Armado (precargados) tubos de suministro
l Turbina optimizado para un alto par, integradol Turbina optimizado para un alto par, integrado
wastegate
l filtro de aire lavablel filtro de aire lavable
l Sistema de lubricación con filtro de aceite “by-pass”l Sistema de lubricación con filtro de aceite “by-pass”
l Nuevo soporte del filtro de aceite con aceite horizontalmente situadol Nuevo soporte del filtro de aceite con aceite horizontalmente situado
filtrar
l Enfriador de aceite más grande (igual que en TAMD72)l Enfriador de aceite más grande (igual que en TAMD72)
l Nueva chapa galvanizada cola metálica (insulat- gomal Nueva chapa galvanizada cola metálica (insulat- goma
ed del bloque de cilindros para el ruido del motor inferior)
l intercambiador de calor de nuevo con la expansión integradal intercambiador de calor de nuevo con la expansión integrada
tanque
l Nuevo refrigerador posterior. el flujo de agua Modificado, entrantel Nuevo refrigerador posterior. el flujo de agua Modificado, entrante
agua pasa refrigerador posterior antes de intercambiador de calor
l Nueva bomba de refrigerante accionado por correal Nueva bomba de refrigerante accionado por correa
l Nueva bomba de agua de marl Nueva bomba de agua de mar
l función de parada con la válvula de solenoidel función de parada con la válvula de solenoide
l Nuevo sistema eléctrico con conectores selladosl Nuevo sistema eléctrico con conectores sellados
y los cables corren en las mangueras flexibles. Cajas de conexiones,
monitores y sensores tienen suspensiones de goma (vibración reductor)
l Nuevo alternador (motores con 24V eléctrica sis-l Nuevo alternador (motores con 24V eléctrica sis-
TEMS)
TAMD63P-A - TAMD63L-A
TAMD63L-A tiene:
l De potencia menorl De potencia menor
l bomba de inyección con ajustes modificados
l Nueva inyector con presión de apertura cambiado yl Nueva inyector con presión de apertura cambiado y
otro diseño del agujero
l Turbocompresor con válvula wastegatel Turbocompresor con válvula wastegate
TAMD71A - TAMD71B
TAMD71B tiene:
l Mayor potencial Mayor potencia
l New camisas de cilindros, pistones y segmentos de pistón. losl New camisas de cilindros, pistones y segmentos de pistón. los
anillo de pistón superior es del tipo “Keystone”.
l bomba de inyección con ajustes modificados
l Inyectores con mayor presión de apertura
l Nueva solenoide de paradal Nueva solenoide de parada
TAMD71B - TAMD72A
TAMD72A tiene:
l Mayor potencial Mayor potencia
l culatas modificada con nuevos asientos de válvulal culatas modificada con nuevos asientos de válvula
(De entrada y válvulas de escape).
l holgura de la válvula ha cambiado (de entrada y de escape)l holgura de la válvula ha cambiado (de entrada y de escape)
l anillos de pistón nuevos superiores (mayores) de la “número-l anillos de pistón nuevos superiores (mayores) de la “número-
piedra”tipo.
l Nuevos pistones con una mayor relación de compresión yl Nuevos pistones con una mayor relación de compresión y
adecuado para los nuevos anillos de pistón.
l Enfriador de aceite más grandel Enfriador de aceite más grande
l Diferentes intervalos de cambio de aceitel Diferentes intervalos de cambio de aceite
l Nueva bomba de inyección con mayor presión de inyecciónl Nueva bomba de inyección con mayor presión de inyección
y cambiar la configuración.
l acoplamiento de la bomba Reinforcedl acoplamiento de la bomba Reinforced
l Nuevo regulador centrífugol Nuevo regulador centrífugo
l Nuevos inyectores con presión de inyección cambiadol Nuevos inyectores con presión de inyección cambiado
l tuberías de suministro reforzadosl tuberías de suministro reforzados
l Nuevo turbocompresor con válvula de descarga separadal Nuevo turbocompresor con válvula de descarga separada
l calentador de partida eléctrica y la válvula de by-pass sonl calentador de partida eléctrica y la válvula de by-pass son
equipo adicional (normalmente no es necesaria debido a la
compresión más alta)
l Un nuevo diseño externol Un nuevo diseño externo
14
Page 17

Estructura y funcionamiento
TAMD72A - TAMD72WJ-A
TAMD72WJ-A es un TAMD72A que ha sido modificado para su uso con una
unidad de chorro de agua. TAMD72WJ-A tiene:
l Nueva bomba de inyección con ajustes modificados.l Nueva bomba de inyección con ajustes modificados.
l Diferentes turbo y sin válvula de descargal Diferentes turbo y sin válvula de descarga
l Tubos de petróleo para adaptarse a la nueva turbol Tubos de petróleo para adaptarse a la nueva turbo
l Nuevo colector de inducciónl Nuevo colector de inducción
l Mayor potencial Mayor potencia
TAMD72A - TAMD72P-A (EDC)
l Nueva bomba de inyección con regulador electrónico. losl Nueva bomba de inyección con regulador electrónico. los
regulador contiene un accionador que actúa sobre la varilla de control de la
bomba de inyección y por lo tanto afecta a la cantidad de combustible
inyectada (salida de energía)
l Caja electrónica (EDC) añadido, que se encuentra al lado de lal Caja electrónica (EDC) añadido, que se encuentra al lado de la
filtro de combustible trasero
l Solenoide de parada borrado (el motor se para porl Solenoide de parada borrado (el motor se para por
el sistema EDC)
l Nuevo turbocompresor con válvula de válvula de descarga integradal Nuevo turbocompresor con válvula de válvula de descarga integrada
l New goma montado la caja de conexiones situado por el exl New goma montado la caja de conexiones situado por el ex
tubería haust
l Sensor y el monitor para el motor sepa- presión de aceitel Sensor y el monitor para el motor sepa- presión de aceite
arately instalado y montado de goma
l El aislamiento reforzado en los cables del motor (convolut-l El aislamiento reforzado en los cables del motor (convolut-
ed PA66 manguera de plástico) con conectores a prueba de humedad
l Nuevo alternador con diodos Zener, 24V / 60A ol Nuevo alternador con diodos Zener, 24V / 60A o
12V / 60A.
Localización de las placas de
homologación
1. Designación del motor
2. Número de serie del motor
3. Número de producto Motor
4. designación Marcha atrás
número de serie 5. La marcha atrás
6. número de producto Marcha atrás
7. designación del motor y el número de productos
8. Número de serie / número de bloque corto
15
Page 18

Estructura y funcionamiento
presentación del motor
TAMD61A
1 5 6 7
14 13 12 11 10 9
1 Caja de conexiones con interruptores de circuito 2 de
refrigerante tapón de llenado 3 Filtro de combustible
4 la tapa de llenado de aceite (también en el borde frontal del motor) de
la bomba 5 de inyección 6 Solenoide de parada 7 del turbocompresor
1 3 2
4
8
8 refrigerador de aceite, el engranaje 9 de marcha
atrás inversa, MPM IRM 220A 10 Varilla de nivel
(ubicación alternativa) enfriador 11 de aceite, el motor
12 de humo limitador 13 bomba de circulación 14 del
alternador
3 4 5 6
2
13
12 2 11
filtro 1
turbocompresor 2 Aire
3 Relay para el calentador de arranque eléctrico
4 de la válvula de by-pass (dirige el flujo de aire a través del postenfriador) tanque 5 de
expansión 6 del refrigerante tapón de llenado 7 del filtro de aceite de lubricación
7
8 9 10
8 Bomba de agua salada
motor 9 Intercambiador de
calor 10 posenfriador 11 Start
12 Varilla de nivel, la marcha atrás, MPM IRM 220A 13 Aceite tapón de
llenado, la marcha atrás
dieciséis
Page 19

TAMD62A
Estructura y funcionamiento
2 3 4 5
6
1
7
14 13 12 11 10 9 8
1 filtro de aire
2 de la válvula de by-pass (dirige el flujo de aire a través de refrigerador posterior) 3 de
filtro para la ventilación del cárter 4 Aftercooler 5 Intercambiador de calor 6 Depósito
de expansión 7 Bomba de agua salada
8 filtro de aceite de lubricación (alt. Ubicación en la parte trasera izquierda
de motor como equipo adicional) 9 soportes del motor flexible (equipo
adicional) 10 del colector de aceite 11 Varilla de nivel 12 de arranque del
motor 13 de marcha atrás, MPM IRM 220A-1 14 Varilla de nivel, la marcha
atrás
17
Page 20

Estructura y funcionamiento
TAMD63L-A, TAMD63P-A
1 2 3 4 5 6 7 8
14 13 12 11 10 9
1 Filtro de combustible, bien 2
Smoke limitador 3 del
refrigerante del tapón de llenado
4 Bomba de inyección 5 Aceite
tapón de llenado
6 Caja de conexiones con interruptores de circuito 7
turbocompresor
8 refrigerado por agua elevador de escape (equipo adicional)
1 2 3
9 de marcha atrás, MPM IRM 220A-1 10 TAMD63P-A: válvula de compuerta de
descarga (válvula de derivación) 11 Varilla de medición, el motor de
12 La válvula de solenoide (combustible de cierre de la válvula) para el motor
detener 13 Refrigerador de
aceite, motor
14 Montaje del motor flexible (equipo adicional)
4
5
7 6
8
14 13 12 9 11 10
1 de filtro para la ventilación del cárter 2 del filtro
de aire 3 Aftercooler
3 Relay para el calentador de arranque eléctrico 4 la
tapa de llenado de aceite 5 de expansión tanque 6 de
refrigerante tapón de llenado 7 Intercambiador de calor
18
8 bomba de agua Alternador 9 Mar 10 de by-pass del
filtro para aceite de lubricación 11 del filtro de aceite de
lubricación, el motor 12 motor Start 13 Varilla de
medición, el motor 14 Varilla de nivel, la marcha atrás
Page 21

TAMD71A
Estructura y funcionamiento
1 2 3 4 5 6 7
12
11
1 Caja de conexiones con interruptores de circuito 2 de
refrigerante tapón de llenado 3 Filtro de combustible
4 la tapa de llenado de aceite (también en el borde frontal del motor) de
la bomba 5 de inyección 6 Solenoide de parada
1 2 3 4 6
10
8
9
enfriador 7 del turbocompresor 8 Petróleo, la
marcha atrás 9 de marcha atrás, TD MG507
enfriador 10 de aceite, el motor 11 de humo
limitador 12 bomba de circulación
5
9 10 12 2 13 14
filtro 1
turbocompresor 2 Aire
3 Relay para el calentador de arranque eléctrico
4 de la válvula de by-pass (dirige el flujo de aire a través del postenfriador) tanque 5 de
expansión 6 del refrigerante tapa de llenado de la bomba de agua 7 Lubricación filtro
de aceite 8 Sea
7
8
11
intercambiador 9 de calor 10
Varilla de nivel 11 posenfriador
12 motor Start
13 Varilla del aceite, marcha atrás, TD MG507 bomba de
aceite 14
19
Page 22

Estructura y funcionamiento
TAMD71B
1 3 4 5 6 7
2
14
13
1 Caja de conexiones con interruptores de circuito 2 de
refrigerante con tapón de llenado del filtro 4 Aceite tapón de
llenado de la bomba 5 de inyección de combustible 3 6
Solenoide de parada 7 del turbocompresor
8
12 11 10 9
8 refrigerador de aceite, el engranaje 9 de marcha
atrás inversa, TD MG507A 10 Varilla de nivel
(ubicación alternativa) enfriador 11 de aceite, el motor
12 de humo limitador 13 Bomba de circulación 14 del
alternador
20
Page 23

TAMD72A
Estructura y funcionamiento
1 2 3 4 5 6 7 8 9
16 15 14 13 12 11 10
1 Caja de conexiones con interruptores de circuito 2 de
refrigerante con tapón de llenado 3 del filtro de aceite 4
tapa de llenado de la bomba 5 de inyección de combustible
6 Solenoide de parada
7 válvula de compuerta de descarga (válvula de
derivación) 8 Turbocompresor
2 3 4 5
1
9 refrigerado por agua elevador de escape (equipo adicional) 10 de marcha
atrás, TD MG5061SC enfriador 11 de aceite, marcha atrás 12 Varilla de nivel
(ubicación alternativa) enfriador 13 de aceite, el motor 14 de humo limitador
15 Bomba de circulación 16 del alternador
6
1 filtro de aire
2 de filtro para la ventilación del cárter 3
Aftercooler 4 Intercambiador de calor 5 Depósito
de expansión 6 Bomba de agua salada
10 9 8 711
7 del filtro de aceite de lubricación (alt. Ubicación en la parte trasera izquierda
del motor como equipamiento adicional) 8 Varilla
de nivel de motor de sumidero 9 10 Inicio
11 Varilla de nivel, la marcha atrás, TD MG507A-1
21
Page 24

Estructura y funcionamiento
TAMD72WJ-A
1 2 4 5 6 7 8
3
13 12 11 10 9
1 Caja de conexiones con interruptores de circuito 2 de
refrigerante con tapón de llenado 3 Filtro de combustible,
bien 4 Smoke limitador 5 de la bomba de inyección 6 Aceite
tapón de llenado 7 Turbocompresor
enfría 8 Agua elevador de escape (equipo adicional) 9 Solenoide de parada
10 Alt. ubicación varilla de nivel 11 Refrigerador de aceite, motor de 12
Circulación bomba 13 del alternador
22
Page 25

TAMD72P-A (EDC)
1 2 3 4 5 6 7
Estructura y funcionamiento
8
15 14
1 tapa de llenado de refrigerante 2
de filtro, bien 3 Unidad de control
de combustible (EDC) 4 Aceite
tapa de llenado de la bomba de
inyección 5
6 Caja de conexiones con interruptores de circuito 7
turbocompresor
8 refrigerado por agua elevador de escape (equipo adicional)
1
2 3 4 5
13 12 11 10 9
de 14 Circulación bomba 15 del alternador
11 10 9 8 7 6
1 filtro de aire
2 de filtro para la ventilación del cárter 3
Aftercooler 4 Intercambiador de calor 5 Depósito
de expansión 6 Bomba de agua salada
12 Alt. ubicación varilla de nivel 13 Refrigerador de aceite, motor
by-pass) la marcha atrás 11 válvula de compuerta de descarga
7 del filtro de aceite de lubricación, el motor (alt. Ubicación en izquierda
atrás, TD MG507-1 10 refrigerador de aceite, (válvula de
trasera del lado del motor como equipamiento opcional) 8 Varilla
de nivel de motor de sumidero 9 10 Inicio
11 Varilla de nivel, la marcha atrás, TD MG507-1 9 de marcha
23
Page 26

Estructura y funcionamiento
Descripción de Componente
culatas
El motor tiene dos (idénticos) cabezas de cilindro, cada uno de los cuales
cubre tres cilindros. Las cabezas de cilindro se atornillan al bloque de
cilindros por 20 tornillos por cabeza (M11).
El material de la cabeza del cilindro es una aleación especial de hierro fundido.
La junta de culata es de chapa de acero sólido. El plano de la cabeza de cilindro
tiene tierras, formada por dos ranuras anchas concéntricos, empotradas en el
plano de la cabeza del cilindro, centradas en los collares de revestimiento del
cilindro. Estas ranuras determinan el tamaño de la superficie de sellado de modo
que se obtiene la presión de sellado requisito sin el par de apriete pueda ser tan
alta que existe un riesgo de deformación de la plataforma de revestimiento en el
bloque de cilindros. Además, hay una ranura para el “borde de la llama” de la
camisa de cilindro.
Los tornillos de fijación para la cabeza del cilindro se aprietan por medio de
una combinación de par de torsión y el apriete angular.
1 4
2
3
sellado de la culata
cabeza 1 Cilindro liner 3 Cilindro
el bloque 2 de cilindro 4 Junta de culata
mecanismo de la válvula
Las válvulas están hechos de acero al cromo níquel, los vástagos de válvula
están cromado. Las válvulas de escape para TAMD71 / 72 y las válvulas de
entrada para TAMD63 (desde el otoño de 1995) han cabezas de válvula hecha
de Nimonic
80. Las válvulas de escape en otros motores de los 6 serie (x) tienen superficies de
sellado recubiertas Stellite. Las válvulas son operadas por los ejes de balancín en un
puente basculante. El motor tiene dos puentes basculantes, uno para cada cabeza de
cilindro. Los balancines son operados por el árbol de levas, a través de varillas de
empuje y elevadores de válvulas.
Dependiendo del diseño de la cabeza del cilindro (ubicación de asiento de
válvula), hay dos alturas de válvulas diferentes en la serie 6 (x). La
ilustración y la tabla muestran la diferencia entre la localización de las
válvulas (altura de la válvula por encima del plano de la culata).
Los asientos de válvula hechas de acero especial son intercambiables. Los
asientos de válvula con dimensiones y overdimensions estándar están disponibles
como piezas de repuesto. El asiento sobremedida tiene un mayor diámetro total de
0,2 mm y se utiliza si la cabeza del cilindro necesita las ubicaciones de los asientos
de la válvula para ser molidos a cabo.
UN si
TAMD62 0,7-1,1 0,7-1,1 0,0-0,4
0,0-0,4 TAMD63
24
ubicación de la válvula
A = B = Inlet de
escape
Page 27

Bloque cilíndrico
El bloque de cilindro se moldea en una sola pieza y está hecho de una aleación
especial de hierro fundido. Las fuerzas de tensión en los tornillos de cabeza de
cilindro, causados por presiones de combustión, son transmitidos por secciones
rigidizadas en las paredes interiores del bloque de cilindros para los cojinetes
principales. Los cojinetes del árbol de levas se abordan a la dimensión correcta
después del montaje.
camisas de cilindros
Estructura y funcionamiento
Bloque cilíndrico
Las camisas de los cilindros son del tipo húmedo y son reemplazables. Están
hechas de hierro fundido centrífuga. Las camisas de los cilindros tienen una
denominada “borde Flame”, por favor referirse a pos. 4. El borde de la llama,
que se ajusta a una ranura en la cabeza del cilindro, reduce la presión sobre la
junta de culata.
Cuatro juntas tóricas de goma se utilizan para sellar la camisa de cilindro. Los tres
anillos inferiores están situados en ranuras torneadas en el bloque de cilindros.
Estos anillos están hechos de diferentes materiales. El anillo de sellado más baja
(violeta) está hecho de caucho fluorado (FPM), mientras que los dos anillos superior
en la junta de revestimiento inferior son idénticos y están hechos de caucho de
etileno-propileno (EPDM).
Nota. Ha habido dos versiones anteriores del juego de juntas. En la primera Nota. Ha habido dos versiones anteriores del juego de juntas. En la primera
versión, los dos anillos de sellado inferior eran idénticas y estaban hechas de
caucho de fluorocarbono (negro con un punto verde o amarillo), mientras que el
anillo de sellado superior en la camisa de cilindro inferior estaba hecha de
caucho de etileno-propileno (EPDM), y fue marcado con dos manchas de
pintura blanca. En otro diseño, todos los anillos de sellado inferior eran
idénticas y estaban hechas de caucho de fluorocarbono (marcado con un punto
verde o amarillo).
Camisa de cilindro
cabeza 1 Cilindro liner 3 Cilindro
el bloque 2 de cilindro borde 4 de la llama
¡ADVERTENCIA! reglas de seguridad especiales que se aplican a la goma de ¡ADVERTENCIA! reglas de seguridad especiales que se aplican a la goma de
fluorocarbono que ha sido expuesto a altas temperaturas. Por favor refiérase
a la página 8.
25
Page 28

Estructura y funcionamiento
pistones
Los pistones son de aleación de metal ligero. El anillo de compresión
superior, que transmite la mayor parte del calor que se transfiere a través de
los pistones, se encuentra en un portador de anillo hecho de alta aleación de
fundición especial, que se proyecta en al pistón. Esto da a la ranura del anillo
de pistón larga vida útil a pesar de la carga de calor. Las ranuras de los
segmentos de los otros pistones están mecanizados directamente en el
pistón.
Los pistones también tienen un espacio circular dentro de la parte superior
del pistón, a través del cual el aceite para la refrigeración del pistón pases.
En los pistones de la serie 6 (x), hay una zona de expansión en el orificio de
bulón del pistón ( “alivio lado”), lo que reduce las tensiones sobre el pistón
durante el proceso de combustión. Las mismas ventajas se consiguen en
los motores 71 y 72 por medio de un extremo de la barra con trapezoide.
La cámara de combustión está contenida enteramente dentro de la corona del
pistón.
Pistones y camisas de cilindros solamente se almacenan como conjuntos
completos para fines de repuestos.
Anillos de pistón
Serie 6 (x)
Cada pistón tiene dos anillos de compresión y un anillo rascador de aceite.
En la TAMD61, TAMD62 y TAMD63, el anillo de compresión superior
es del tipo “Keystone” (trapecio) El anillo tiene un revestimiento de
molibdeno y debe ser instalado con la marca TOP hacia arriba.
El segundo anillo de compresión (cromado), que es ligeramente cónica
y tiene un chaflán interno convertido, debe estar instalado con la marca
TOP hacia arriba. El anillo rascador de aceite (cromado) puede ser
instalado ya sea hacia arriba.
El anillo tiene dos aristas rascadoras que son presionados contra la pared
del cilindro, tanto por la fuerza elástica del anillo en sí y por un resorte de
expansión situado dentro del anillo rascador. La abertura en los resortes de
expansión debe estar situado diametralmente opuesto a la brecha en los
anillos de aceite *.
diseño del pistón
Una combustión diámetro de la cámara * B
Combustion profundidad de la cámara * portadora C
Anillo
los perfiles de los segmentos del pistón
TAMD 61, TAMD62
TAMD 63
* TAMD63: El punto de pintura blanca en el resorte debe ser visible a través del hueco del
anillo exterior.
agujero del bulón con “alivio lado”
26
Page 29

TAMD71
Cada pistón tiene tres anillos de compresión (versión temprana), o dos
anillos de compresión (versión posterior) * y un anillo rascador de aceite.
El anillo de compresión superior en la primera versión es cromado y tiene
un chaflán interno vuelto, y en la versión posterior se recubre molibdeno y
deben estar equipados con la marca más superior ** TOP. El TAMD71B
tiene un anillo superior del tipo “Keystone”. El segundo anillo, y en las
primeras versiones, el tercer anillo, así, son ligeramente cónica y tienen
que ser instalado con la marca TOP ** hacia arriba. En las primeras
versiones, los anillos están recubiertos con Ferrox. (Ferrox atrae aceite y
por lo tanto tiene un efecto lubricante.) El segundo anillo de compresión
también tiene tres Ferrox llena ranuras, y el tercer anillo de compresión
tiene un chaflán interno convertido.
En la versión más tarde, el segundo anillo de compresión es
cromado y tiene un chaflán interno, el tercer anillo de compresión
ha sido abolido.
El anillo rascador de aceite es del mismo tipo que en la serie 6 (x).
Estructura y funcionamiento
TAMD 71 versión temprana TAMD 71 Versión posterior
TAMD 71B
los perfiles de los segmentos del pistón
TAMD 72
* Los pistones en la versión más tarde todavía tienen 4 ranuras de los segmentos, pero la
tercera ranura está vacía.
** TOP, TOPCX TOPCF o una marca de mecanizado (-).
TAMD72
Cada pistón tiene dos anillos de compresión y un anillo rascador de
aceite. El anillo de compresión superior es del tipo “Keystone” y es
única para las 72 series (diferente altura), y se instala con el “TOPCD”
marcado hacia arriba.
Los otros anillos son similares a la TAMD71B.
27
Page 30

Estructura y funcionamiento
engranaje de distribución
El engranaje de distribución consta de ruedas dentadas cilíndricas con dientes de
corte en espiral.
La bomba de inyección y del árbol de levas son accionados desde el engranaje de
cigüeñal a través de un engranaje loco. La bomba de aceite del motor también es
accionado desde el engranaje de cigüeñal a través de un engranaje loco.
Además del árbol de levas, el engranaje del árbol de levas también acciona el engranaje
para la bomba de agua de mar (la bomba de agua de mar en la TAMD63 está accionado
por una correa poli-Vee). Si se instala una bomba de servo (equipo extra), esto también
es impulsado desde el engranaje del árbol de levas.
Tres tratamientos de superficie diferentes se han utilizado en las ruedas
dentadas; cementación, temple y revenido y nitrocarburación. Por favor,
consulte las instrucciones sobre los engranajes nitrocarburised en la página
61 antes de sustituir cualquier ruedas dentadas.
distribución
1 mar de la bomba de impulsión de agua 2
de engranajes del árbol de levas 3 Idler 4
Inyección accionamiento de la bomba 5 de
refrigerante accionamiento de la bomba 6
Accionamiento del cigüeñal 7 Idler para la
bomba de aceite de transmisión de la
bomba 8 Aceite
Cigüeñal
El cigüeñal está soportado en siete cojinetes principales. Los cojinetes de
empuje consisten en arandelas de empuje en el cojinete principal central.
El cigüeñal está estática y dinámicamente equilibrado. En la parte
delantera, el cigüeñal tiene un llamado perfil de polígono, y la parte trasera
hay una brida a la que se atornilla el volante. El cigüeñal está
nitrocarburised. Con la condición de que el eje no necesita ser
re-alineados, que se puede moler hasta el segundo underdimension antes
de que necesite ser nitrocarburised nuevo.
Grandes y pequeños cojinetes de cabeza
Los cojinetes de cabeza y pequeñas consisten de indio plateado, bronce plomo
carcasas de acero forrados. Los cojinetes son precisión y son totalmente listo
para su instalación. Cinco menores de dimensiones se pueden obtener como
piezas de repuesto. Las arandelas de empuje para la fijación axial del cigüeñal
están disponibles en tres overdimensions.
Cigüeñal con bielas y pistones de engranajes de
28
Page 31

bielas
Las bielas tienen una sección I, y se perforan para la lubricación de presión de
los bulones. Dado que las bielas tienen grandes extremos oblicuamente
divididas, que se puede extraer a través de los orificios de los cilindros durante la
renovación del motor.
Los arbustos bulón son de acero y tienen un revestimiento de aleación de
bronce.
En las series 71 y 72, las bielas tienen extremos pequeños
trapezoidales, para dar un área de apoyo efectivo mayor contra el
bulón.
Árbol de levas
El árbol de levas es forjado gota y la inducción endurecido, las levas son perfil
del terreno. El árbol de levas se ejecuta en siete cojinetes. flotador End está
determinada por la rueda dentada del árbol de levas, el hombro en el pivote de
cojinete del árbol de levas principal y la arandela de empuje atornillado a la
superficie frontal del bloque de cilindros.
Estructura y funcionamiento
Bielas con extremo pequeño trapezoidal (71 y 72 series).
Volante
El volante se atornilla a una brida en la parte trasera del cigüeñal.
Estáticamente está equilibrado y totalmente mecanizada. La corona
dentada del volante se contrae sobre el volante.
amortiguador de torsión
El amortiguador de torsión consiste en un alojamiento herméticamente sellado
que contiene un bob volante de acero de sección rectangular. Gira el volante de
inercia bob (anillo de amortiguación) en un casquillo central y está rodeado por
todos lados por un (compuesto de silicona) de fluido viscoso.
amortiguador de torsión
1 cigüeñal 6 Vivienda
2 Hub 7 tapa
3 espacio Fluid 8 caja de engranajes de sincronización
4 buje anillo de sello 9
bob 5 del volante
29
Page 32

instrucciones de reparación
General
Antes de cada tarea de servicio importante, una prueba de condición debe
llevarse a cabo si es posible, para determinar el estado general del motor y de
encontrar ninguna causa de fallo cooperantes. Es necesario hacer funcionar el
motor durante una prueba de condición, por lo que esto debe hacerse antes de
que el motor o se eliminan cualesquiera componentes del motor.
Por favor refiérase a prueba de condición, motor, en la página 32.
Medidas antes de la renovación en el barco
1 Apague el aislador de la batería 2
Limpiar el exterior del motor
¡NOTA! Asegúrese de que los residuos de detergente está a cargo ¡NOTA! Asegúrese de que los residuos de detergente está a cargo
de la destrucción, y no se vuelca involuntariamente en el medio
ambiente.
Por favor, consulte el texto de advertencia en el punto 11, así.
3 Los trabajos en el sistema de refrigeración: Cierre del mar
gallos y drenar el refrigerante del agua de mar y sistemas
de agua dulce.
¡ADVERTENCIA! Asegúrese de que todas las válvulas de fondo ¡ADVERTENCIA! Asegúrese de que todas las válvulas de fondo
estén bien cerradas y que el agua no puede entrar cuando
desmontar ningún componente del sistema de refrigeración.
Medidas antes de la renovación fuera del barco
4 Levante el bote a tierra 5 Apague el aislador de la batería,
retire la batería
conexiones desde el motor de arranque. 6 Retire el
conector entre el motor
los cables del panel de instrumentos - 7 Retire las conexiones de agua de
mar / enfriador casco
conexiones. 8 Quitar el tubo de escape 9 apagar el gallos de
combustible. Retire los tubos de combustible. 10 Retire el acelerador y los
engranajes cables de cambio 11 de deshacer el árbol de transmisión de la
marcha atrás.
Deshacer las almohadillas de los motores de la cama y levante el motor
fuera.
Medidas después de levantar el motor
12 Limpiar el motor
¡ADVERTENCIA! Cuando esté limpio el motor con un limpiador ¡ADVERTENCIA! Cuando esté limpio el motor con un limpiador
de alta presión. Tenga mucho cuidado al limpiar, para evitar la
entrada de agua en el motor. Cuando se activa la función de alta
presión, el chorro de agua nunca debe ser dirigido a las juntas, por
ejemplo eje sellos, juntas con las juntas, mangueras de caucho o
componentes eléctricos. 13 Vaciar el aceite del motor. 14 Retire la
marcha atrás (si es necesario).
30
Page 33

fijación de un soporte del motor
instrucciones de reparación
La plantilla no. 9996787 se utiliza para conectar el motor al soporte del
motor. La plantilla se atornilla a la parte derecha del motor, como en la
ilustración siguiente.
¡NOTA! Es importante que se respeta la indicación sobre el número y ¡NOTA! Es importante que se respeta la indicación sobre el número y
dimensiones de los tornillos, para la fijación segura del motor. Tornillos
necesarios:
Serie 6 (x) 7 series (x)
3 no. M8x30 mm M8x30 mm 2 no. M10x30
mm M10x30 mm 2 no. M12x40 mm
Antes de la plantilla de motor se puede montar, y el motor conectado al
motor de pie, los siguientes componentes deben ser eliminados desde
el motor:
TAMD61 / 62
Intercambiador de calor, posenfriador, iniciar motor, el soporte del filtro de
aceite, el motor de montaje frontal y escotilla trasera para elevador de la
válvula.
TAMD63
Intercambiador de calor, posenfriador, arranque del motor, el soporte del filtro de
aceite, el motor de montaje frontal, escotilla trasera para elevador de la válvula,
filtro de aire y el tanque de expansión
TAMD71 / 72
Intercambiador de calor, posenfriador, iniciar motor, el soporte del filtro de aceite,
escotilla trasera para elevador de la válvula y la carcasa del filtro de aceite.
1 M8x30 mm 4 M10x30 mm [6 (x) de la serie]
2 M10x30 mm [6 (x) de la serie] 5 M12x40 3 M8x30
mm
31
Page 34

instrucciones de reparación
culata, renovaciónevaluación del estado del motor
Test de comprensión
herramienta especial 9998009
Una prueba de compresión se realiza con el fin de evaluar el estado
del motor de una manera sencilla y fiable, esto indica la capacidad de
sellado de los anillos de pistón y válvulas.
l Calentar el motor y detenerlo.l Calentar el motor y detenerlo.
l Retire todos los inyectores y probar cada uno de los cyl-l Retire todos los inyectores y probar cada uno de los cyl-
inders a su vez.
¡ADVERTENCIA! Observar la mayor limpieza posible, para evitar la ¡ADVERTENCIA! Observar la mayor limpieza posible, para evitar la
entrada de suciedad en el sistema de combustible. Conecte las
conexiones en las que han sido desconectados inyectores y conductos
de combustible.
La presión de compresión debe leerse att velocidad normal del motor de
arranque. Una desviación de 10% por debajo de los datos dados en la página
6 en los “Datos técnicos” manual puede ser aprobada.
Baja presión de compresión en todos los cilindros indica camisas de cilindro
desgastados y anillos de pistón. Si encuentra un cilindro cuyos valores se
encuentran por debajo de los otros, esto podría ser causado por las válvulas,
ya sea mal sellado, anillos de cilindro roto o una junta de culata que no sella
correctamente.
culata, eliminación
nn herramienta especial. 9996643, 9996847 *
TAMD61 / 62/63, 71/72 TAMD
1
Retire ambos cables de la batería
2
Cerrar las válvulas de fondo y drenar el agua en los sistemas de agua y
agua de mar frescos. Si el motor tiene un sistema de refrigeración casco,
cerrar las válvulas para este sistema y drenar el motor.
Se aplica a TAMD61 / 62, 71/72 TAMD
3
Retire el protector sobre el intercambiador de calor y refrigerador posterior.
Quitar el filtro.
4
Retirar el tubo entre la bomba de agua de mar y el intercambiador de calor, y
entre el refrigerador posterior y el enfriador de aceite marcha atrás.
Inserte el adaptador no. 9998009 en el orificio del inyector y adjuntarlo con la
abrazadera de fijación y la tuerca para el inyector.
Montar un medidor de compresión en el adaptador y hacer la prueba de
compresión.
5
Retirar la tapa en el intercambiador de calor (intercambiador de calor
posterior en el TAMD71 y TAMD72). Quitar el tubo de conexión al
refrigerador posterior (o al intercambiador de calor frontal en el TAMD71 y
TAMD72). Soltar el tubo de respiradero (plástico) del depósito de
expansión.
6
Quitar los tubos de refrigerante entre el intercambiador de calor y la bomba
de refrigerante, y entre el intercambiador de calor y el termostato de la
vivienda. Retire el intercambiador de calor.
7
Quitar el tubo de conexión entre el postenfriador y el colector de
admisión, y entre el refrigerador posterior y la válvula de by-pass.
Retire el refrigerador posterior.
8
Quitar el tubo de conexión entre el calentador de partida y el
colector de admisión. Colgar el soporte con el relé elemento de
partida.
32
Page 35

instrucciones de reparación
9
Liberar el tubo de plástico para el limitador de humo desde el borde
frontal del colector de inducción. Retire el colector de admisión.
Se aplica a TAMD63 10
Deshacer el soporte del alternador y levante el generador de distancia con su
soporte, más el sensor de presión de aceite y el monitor de presión de aceite con el
soporte.
11
Retire las abrazaderas para el mazo de cables en el borde
inferior del intercambiador de calor y el intercooler.
12
Retire las mangueras de agua de refrigeración hacia y desde el intercambiador de calor
y el refrigerador posterior.
19
Si el motor tiene un solenoide de parada, quitarlo y colgarlo.
Se aplica a todos los motores 20
Apagar los grifos de la gasolina. Quitar el tubo de combustible que conduce al filtro fino,
las tuberías de suministro y las tuberías de fugas de combustible. Retire los filtros de
combustible. Instalar cubiertas protectoras.
21
Retire el tubo de refrigerante entre el radiador de aceite y la tapa de la caja
del termostato.
Deshacer la brida de la tubería de refrigerante por el borde frontal del
colector de escape.
Deshacer las conexiones eléctricas al sensor de temperatura.
22
Retire la caja del termostato y el tubo de conexión.
13
Quitar el tubo de ventilación en la parte delantera del intercambiador de calor y la
manguera de presión para el limitador de humo.
14
Retire el tornillo que está detrás del intercambiador de calor.
15
Retire los 5 tornillos restantes que sujetan el intercambiador de
calor y tire de él lejos del motor.
dieciséis
Retire la carcasa del filtro de aire, el tubo de suministro de aire y la manguera
entre el turbocompresor y el refrigerador posterior.
23
Quitar los inyectores *
Retire el yugo y debe girar el inyector y hacia atrás con una llave
(PU-15), al mismo tiempo que lo saque. Si el inyector se ha
pegado, el uso del extractor no. 6643. Esto evita el riesgo de tirar
del manguito de cobre a cabo al mismo tiempo.
17
Retire todos los tornillos que sujetan el colector de admisión.
18
Deshacer tanto los tornillos detrás del posenfriador unas cuantas vueltas y
levantar el refrigerador posterior fuera.
* Si usted es muy cuidadoso para evitar daños en las puntas de boquilla de inyector, la
culata de cilindro se puede quitar con los inyectores en el lugar.
33
Page 36

instrucciones de reparación
24
Liberar el tubo de escape del turbocompresor. Quitar el tubo de
refrigerante entre el turbo y el bloque de cilindros.
Retire los tubos de aceite para el turbocompresor. Instalar cubiertas
protectoras.
25
Retire el turbocompresor y el colector de escape. Cubrir la entrada turbo
y la salida con papel limpio o usar algún otro método, para evitar que la
suciedad y otras materias extrañas entren en el turbocompresor.
26
Retire las cubiertas de la válvula. Deshacer los tornillos de cojinete del eje de balancín,
retire el mecanismo de balancín y varillas de empuje.
¡NOTA! Marcar las varillas de empuje o ponerlos en un stand, en el orden ¡NOTA! Marcar las varillas de empuje o ponerlos en un stand, en el orden
correcto.
27
Quitar los tornillos de cabeza de cilindro y levante la cabeza del
cilindro fuera. Retire las juntas de culata, juntas de goma y sus guías
del bloque de cilindros.
Culata desmontaje / montaje
Herramienta especial: 885128
28
Limpiar la culata y del cilindro caras bloque de acoplamiento.
29
Instalar dos herramientas de prensa 9996487 para retener las camisas de cilindros 1).Instalar dos herramientas de prensa 9996487 para retener las camisas de cilindros 1).
1) Necesaria si el trabajo se va a realizar en el cigüeñal se gira con la culata separada. 1) Necesaria si el trabajo se va a realizar en el cigüeñal se gira con la culata separada.
Las camisas de cilindro a continuación, tienen que ser retenido por 1 herramienta de
prensa no. 9996487 por camisa de cilindro.
Las cabezas de cilindro en los 6 (x) y 7 series (x) tienen muelles de las válvulas
individuales (un interior y un muelle externo).
desmontaje
Los tapones de núcleo de la culata no deben ser retirados a menos daño hace
que este sea necesario. Las válvulas y resortes de válvula debe ser re-instalados
en sus ubicaciones originales si han de ser re-utilizada. Utilice soportes marcados
o cajas pequeñas de componentes para asegurar la ubicación correcta.
1
Retirar los muelles de la válvula y de la válvula por medio de un compresor de
resorte de la válvula. Retire los sellos de aceite, pinzas, cuellos y válvulas.
Los sellos de aceite (anillo de protección por encima de las pinzas) siempre deben ser
desechados y sustituidos por otros nuevos.
34
Page 37

instrucciones de reparación
2
Limpiar todos los componentes, tener especial cuidado con las galerías de aceite
y refrigerante.
Eliminar cualquier hollín restante y la contaminación de las superficies de
acoplamiento de la culata. Limpiar las ranuras de estanqueidad con un
rascador adecuado (en forma para ajustarse a los contornos de las ranuras).
¡NOTA! Nunca pase un cepillo de acero giratorio u otra herramienta a través de ¡NOTA! Nunca pase un cepillo de acero giratorio u otra herramienta a través de
las ranuras de sellado. Las tierras luego se pueden desglosar y arruinados.
Montaje
3
Limpiar los tapones de núcleo si se han eliminado. Limpiar los asientos
tapón de núcleo.
Uso Permatex® No. 3 o Volvo Penta 1161099-5 sellador.
Instalar el tapón por medio de un mandril o manguito.
4
Aceite de los vástagos de válvula e instalar las válvulas en sus guías.
1
Conectar el equipo de prueba de la prueba a la red de aire
comprimido y establecer el indicador de presión de
100 kPa (1 kp / cm 2), usando la válvula de reducción.100 kPa (1 kp / cm 2), usando la válvula de reducción.100 kPa (1 kp / cm 2), usando la válvula de reducción.
¡NOTA! El mando de la válvula de reducción se puede bloquear con un anillo de ¡NOTA! El mando de la válvula de reducción se puede bloquear con un anillo de
bloqueo que se mueve a lo largo del husillo.
2
A continuación, cierre la llave de paso. Durante 2 minutos, la presión en
el manómetro no debe caer, para el equipo de prueba de comprobar que
es considerada como confiable.
¡NOTA! Observe las marcas, para asegurarse de que las válvulas ¡NOTA! Observe las marcas, para asegurarse de que las válvulas
vuelven a sus posiciones originales.
5
Instalar el resorte de la válvula (s) y el collar de la válvula, y presiona el resorte (s)
junto con el compresor de resorte de la válvula. Instalar los collares y un nuevo
sello del vástago de la válvula.
culata, control de fugas
herramientas especiales: 9996662, 9996852
6 (x) serie 9.998.114 (2 no.), 7 (x) serie 9.998.115 (2 no.)
¡ADVERTENCIA! Antes de utilizar el equipo de prueba a prueba no. ¡ADVERTENCIA! Antes de utilizar el equipo de prueba a prueba no.
9996662, se debe verificar. Tenga siempre en cuenta las instrucciones de
seguridad aplicables.
3
Fije la placa de conexión de aire 9996852, utilizando dos M10 tornillos y
placas de sellado 9998114 (6x serie) o 9.998.115 (7x series), utilizando
tornillos mm doce M10x120 y tuercas.
35
Page 38

instrucciones de reparación
4
Compruebe que la perilla de la válvula de reducción de la prueba de
equipos de prueba se desenrosca.
5
Conectar la manguera del equipo de prueba a prueba a la placa de
conexión de aire.
6
7
Tornillo en el botón de la válvula de reducción para dar una presión de 50 Tornillo en el botón de la válvula de reducción para dar una presión de 50
kPa (0,5 kp / cm 2) en el manómetro. Mantener esta presión durante 1 kPa (0,5 kp / cm 2) en el manómetro. Mantener esta presión durante 1 kPa (0,5 kp / cm 2) en el manómetro. Mantener esta presión durante 1 kPa (0,5 kp / cm 2) en el manómetro. Mantener esta presión durante 1
minuto.
8
A continuación, elevar la presión a 150 kPa (1,5 kp / cm 2).A continuación, elevar la presión a 150 kPa (1,5 kp / cm 2).A continuación, elevar la presión a 150 kPa (1,5 kp / cm 2).
Bloqueo de la perilla de la válvula de reducción con el anillo de bloqueo y cerrar el
grifo.
Compruebe después de uno o dos minutos si la presión ha caído y si
las burbujas de aire salen del baño de agua.
Bajar la cabeza del cilindro en un baño de agua a 70 ° CBajar la cabeza del cilindro en un baño de agua a 70 ° C
y abrir el grifo.
Si hay alguna fuga de aire de los manguitos de cobre para los inyectores,
esto debe ser atendido de acuerdo con “mangas de cobre para los
inyectores, el reemplazo” y “asientos para limpiar los manguitos de cobre”
en las páginas 46 a
48.
36
Page 39

instrucciones de reparación
culata, la inspección
grietas
Cuando la renovación de los motores con un gran número de horas de
funcionamiento, las grietas de calor pueden encontrarse entre los asientos de
válvula y el orificio de inyector cuando se inspecciona la culata. La cabeza del
cilindro hace no necesidad de ser reemplazado debido a grietas de calor.cilindro hace no necesidad de ser reemplazado debido a grietas de calor.cilindro hace no necesidad de ser reemplazado debido a grietas de calor.
alabeo
El alabeo de la culata de cilindro no debe exceder
0,03 mm.
La comprobación se hace con un calibre y el acero de espesores regla, cuyos
lados ha sido afeitado con una precisión correspondiente a DIN 874 / Normal.
Si se encuentra la cabeza del cilindro para ser deformado más que el valor
permitido, la cabeza de cilindro debe ser cepillada o reemplazado. Si se ha
encontrado fugas, o si la cabeza del cilindro tiene blow-by líneas, la medición
es innecesaria, ya que una cabeza de cilindro en esta condición tendrá que ser
cepillada o reemplazado de todos modos.
¡NOTA! La culata en el TAMD63 no debe ser cepillada, que siempre debe ser ¡NOTA! La culata en el TAMD63 no debe ser cepillada, que siempre debe ser
reemplazado si está dañado. Compruebe que las ranuras de obturación que son
centralmente por encima de las camisas de cilindros no están dañados. Para
ranuras de sellado, por favor referirse a “de la culata, el fresado de las ranuras de
obturación” en las páginas 39-42.
La grieta se inicia por el manguito de cobre para el inyector y crece hacia la
ubicación del asiento de la válvula. La razón de la grieta puede ser que el
yugo de fijación está demasiado hecho demasiado apretado, es decir, el par
equivocado ha sido utilizado. Las grietas de este tipo no se han conocido a
gas causa o fugas de refrigerante, ya que la grieta no ha crecido a través de
la base de la cabeza del cilindro. Cuando se ha encontrado fugas, se ha
encontrado que es causada por la contaminación o daños en el asiento
manguito de cobre.
Por favor, consulte la sección “Limpieza del asiento para el manguito de cobre”
en las páginas 49 y 50.
37
Page 40

instrucciones de reparación
Válvula de guías, la inspección
herramientas especiales: 9999876 y 9999696.
1
Ponga la cabeza del cilindro en una superficie plana y poner nuevas válvulas en
las guías.
Los husillos de válvula deben descansar sobre la superficie plana. Si es necesario,
retire el inyector de fijación de los pernos prisioneros para obtener un buen contacto.
2
Válvula de guías, la sustitución
herramientas especiales: 6 (x) de la serie: 9991459, 9996169,
7 series (x): 9991084, 9992661.
1
9989876 calibre lugar de línea, con soporte magnético
9999696, de modo que la punta de los restos medidor de cuadrante sobre el borde
de la cabeza de la válvula. Mover los de lado de válvula en la dirección de la
entrada y los puertos de escape. Leer los valores en el reloj de medición.
tolerancias de desgaste
La válvula de entrada, max. aclaramiento ............... 0,33 mmLa válvula de entrada, max. aclaramiento ............... 0,33 mm
Válvula de escape, max. aclaramiento ......... 0,38 mmVálvula de escape, max. aclaramiento ......... 0,38 mm
Si se exceden estos valores, cambiar las guías de válvulas.
Presione hacia fuera las guías de válvulas con mandril 9991459 6 series (x), o
9.991.084 7 series (x).
2
Aceite de las nuevas guías de válvulas y de prensa en con mandril
9996169, 6 series (x), o 9.992.661 7 series (x). El mandril da las guías de la
altura correcta (23 mm y 22 mm respectivamente) por encima del plano del
resorte de la cabeza del cilindro.
3
Broach guía la válvula si es necesario.
38
Page 41

instrucciones de reparación
culata, cepillado
herramientas especiales: 9992479, 998976.
El alabeo de la culata No debe excederEl alabeo de la culata No debe exceder
0,03 mm.
Si la deformación excede este valor, o si blow-by líneas se producen,
el cilindro cabeza debe ser cepillada o reemplazado. Por favor el cilindro cabeza debe ser cepillada o reemplazado. Por favor
refiérase a la sección “Datos técnicos” del manual de taller para la
altura mínima de la culata.
Acabado de la superficie después del alisado no debe exceder de 1,6 AR. Acabado de la superficie después del alisado no debe exceder de 1,6 AR.
¡NOTA! La culata de cilindro en el mosto TAMD63 no¡NOTA! La culata de cilindro en el mosto TAMD63 no¡NOTA! La culata de cilindro en el mosto TAMD63 no
ser cepillada, lo que debería Siempre ser reemplazado por uno nuevo. Después de ser cepillada, lo que debería Siempre ser reemplazado por uno nuevo. Después de
cepillar, nuevas tierras de sellado y los bordes de la llama deben ser molidos.
culata, molienda de la ranura de junta
herramientas especiales: 998976 y 9992479 + 9996841, serie 6 (x);
9996842, 7 series (x)
distancia permitida ( UN) entre el plano de la culata y la cabeza de distancia permitida ( UN) entre el plano de la culata y la cabeza de distancia permitida ( UN) entre el plano de la culata y la cabeza de
la válvula:
Serie 6 (x) 7 series (x).
Válvula de entrada ................. 0,7-1,1 mm 2,0-2,4 mm *Válvula de entrada ................. 0,7-1,1 mm 2,0-2,4 mm *
Válvula de escape ........... 0,7-1,1 mm 1,0-1,4 mm *Válvula de escape ........... 0,7-1,1 mm 1,0-1,4 mm *
* TAMD72A: 0 ± 0,2 mm
Si la distancia permitida ( UN) no se cumple después de cepillar, los asientos de las Si la distancia permitida ( UN) no se cumple después de cepillar, los asientos de las Si la distancia permitida ( UN) no se cumple después de cepillar, los asientos de las
válvulas deben ser molidos a cabo.
Herramienta de fresado 9996841, 9996842,
1 Tuerca 5 husillo
2 mango Volviendo cabeza 6 de corte
Guía 3 placa 7 Portabits
4 Tornillo de fijación
1
Cuando se muelen nuevos surcos, la cabeza de cilindro debe ser cepillada con
el fin de eliminar completamente los viejos surcos.
La altura de la cabeza del cilindro, más la distancia entre el plano de las
cabezas de válvula y el plan de la culata de cilindros no deben caer por
debajo de los valores dados en la sección de especificaciones.
La herramienta de ranurado está centrada con el bit ranura borde de la llama, y
no con la placa de guía como en otras herramientas de ranurado.
Esta es la razón por la cual los tornillos de fijación de la placa de guía
tienen amplia holgura en las guías de válvulas.
39
Page 42

instrucciones de reparación
2
La herramienta de ranurado tiene cinco bits. Tres de ellos (Marcado
AA * -B) están destinados a trabajar la ranura del borde de la llama. AA * -B) están destinados a trabajar la ranura del borde de la llama.
Estos deben ajustarse a 2,8 mm 0,1, -0,2 mm.Estos deben ajustarse a 2,8 mm 0,1, -0,2 mm.
3
Ajuste de los cortadores
Configurar la cabeza de corte en un torno, con los bits hacia arriba.
4
Una el reloj de medición (998.976) en el soporte 9.992.479 y poner esto en la tierra
en forma de anillo en la herramienta de corte. Poner a cero el reloj de medición
contra la tierra.
5
Los bits restantes (marcados DISCOS COMPACTOS) están destinados a trabajar el Los bits restantes (marcados DISCOS COMPACTOS) están destinados a trabajar el Los bits restantes (marcados DISCOS COMPACTOS) están destinados a trabajar el
plano de sellado, y debe ser ajustado a ± 0,02plano de sellado, y debe ser ajustado a ± 0,02
mm.
Sellado de ranuras en la cabeza del cilindro.
Deslice el soporte y marque lado de vía para que los restos de puntas de
calibre en el punto más alto de una de las cortadoras y leer en el medidor de
cuadrante.
Ajustar el bit
6
tornillo de bloqueo Deshacer "UN" con una llave Allen de 4 mm, y el tornillo de ajuste a tornillo de bloqueo Deshacer "UN" con una llave Allen de 4 mm, y el tornillo de ajuste a tornillo de bloqueo Deshacer "UN" con una llave Allen de 4 mm, y el tornillo de ajuste a
su vez "SI" un par de vueltas con una llave Allen de 5 mm.su vez "SI" un par de vueltas con una llave Allen de 5 mm.su vez "SI" un par de vueltas con una llave Allen de 5 mm.
40
Page 43

instrucciones de reparación
7
Presione hacia abajo el soporte de puntas y apretar lo suficiente el seguro de rosca
a presión contra el soporte.
8
Coloque la punta comparador en el punto más alto de la broca y gire el
tornillo de ajuste hacia arriba hasta que se obtiene el valor correcto de la
altura de bits. Apretar el tornillo de bloqueo.
¡NOTA! Verificar que el borde superior del soporte de bit está en el mismo ¡NOTA! Verificar que el borde superior del soporte de bit está en el mismo
plano que la cabeza de corte. Si no lo es, el reloj de medición se ha vuelto
una rotación demasiados.
9
Establecer todos los bits a la profundidad especificada, como en los puntos 2 y 3.
Cambiar el conjunto de bits *
12
Monte los soportes del bit en la cabeza de corte, de conformidad con las letras,
y con las ranuras alineadas hacia los tornillos de bloqueo. Ajustar la altura de
bits según las instrucciones.
Fresado de las ranuras
13
Establecer la cabeza del cilindro en un tornillo de banco.
¡ADVERTENCIA! Use almohadillas de mordaza de protección para evitar ¡ADVERTENCIA! Use almohadillas de mordaza de protección para evitar
daños en las superficies de sellado. Asegúrese de que el plano de la culata
está completamente limpio.
14
10
Desatornillar el seguro de rosca unas cuantas vueltas y girar el tornillo de ajuste
hacia arriba de modo que el soporte de puntas puede ser retirado de la cabeza de
corte.
11
Los titulares de bits están marcados con una letra ( A, A *, B, C o D), y la Los titulares de bits están marcados con una letra ( A, A *, B, C o D), y la Los titulares de bits están marcados con una letra ( A, A *, B, C o D), y la
letra correspondiente se perfora en la cabeza de corte, donde los bits son
para ser instalado.
¡NOTA! Los dos tornillos de cabeza hueca en el soporte de puntas no ¡NOTA! Los dos tornillos de cabeza hueca en el soporte de puntas no
deben tocarse.
* 9999745, kit de reparación de herramienta de corte 9996481 y 9996482.
Coloque la placa de guía de la herramienta en la culata, pero no
apriete las tuercas de los tornillos de fijación.
15
Con cuidado, poner la cabeza de corte en la placa de guía, el uso de movimientos de
rotación, de modo que la herramienta se centra en la ranura del borde de la llama.
¡NOTA! No apriete las tuercas de los tornillos de fijación demasiado ¡NOTA! No apriete las tuercas de los tornillos de fijación demasiado
duro, esto podría tirar de las guías de las válvulas en la culata.
41
Page 44

instrucciones de reparación
dieciséis
Instale el resorte y la tuerca. Apretar la tuerca sin apretar.
17
Gire la herramienta de las agujas del reloj, usando movimientos incluso, y
sin prensado. Los cortadores se alimentan automáticamente. Girar la herramienta sin prensado. Los cortadores se alimentan automáticamente. Girar la herramienta
hasta que el cortador de trozos de corte de parada. Retire la tuerca y levante la
cabeza de corte.
El asiento de válvula, la sustitución
herramientas especiales: 9992479, 998976
1
El asiento de la válvula debe ser reemplazado cuando la distancia ( UN),El asiento de la válvula debe ser reemplazado cuando la distancia ( UN),
medida con una nueva válvula, excede
TAMD61 / 62 TAMD63 TAMD71 / 72
De entrada .......... 1,5 mm 1,0 mm 3,0 mm
Cansada .... 1,5 mm 1,0 mm 2,0 mm
18
Limpiar cuidadosamente la culata. Entonces comprobar la profundidad de las
ranuras, poniendo el cabezal de corte hacia atrás, sin el muelle y la tuerca, y
girar un par de veces bajo presión de la mano. Si la herramienta corta, las girar un par de veces bajo presión de la mano. Si la herramienta corta, las
ranuras no tienen la profundidad correcta.
Esta comprobación debe realizarse siempre ya que las virutas se puede obtener bajo
el cuello de la cabeza de corte.
Las rebabas dejadas por los bordes de las ranuras deben dejarse en su lugar.
Si estas rebabas se rompen, los bordes pueden ser dañados, que puedan
menoscabar las propiedades de sellado de las ranuras.
¡NOTA! La primera vez que se utiliza la herramienta de ranurado, después de que ¡NOTA! La primera vez que se utiliza la herramienta de ranurado, después de que
los bits se han ajustado, la ranura acabada debe ser comprobado con un
comparador.
Durante esta comprobación, cualquier rebaba en el borde de las ranuras deben ser
retirados cuidadosamente, de modo que los asientos portacomparador
correctamente contra la cabeza del cilindro.
2
El asiento de válvula de edad se debe quitar por molienda dos muescas en el
asiento, y después la división con un cincel. Como alternativa, una válvula de
antiguo se puede soldar por puntos en varios lugares, y el asiento de edad puede
entonces ser expulsado.
Moler abajo de la cabeza de la válvula de desechado para que pueda ser empujado
hacia abajo por debajo del borde del asiento. De soldadura con una soldadura MIG /
MAG soldador, cubrir el área alrededor de la soldadura para evitar que cualquier parte
de salpicaduras de soldadura atascado.
42
¡ADVERTENCIA! Tenga cuidado de no hacer ningún daño a la ¡ADVERTENCIA! Tenga cuidado de no hacer ningún daño a la
culata.
Page 45

instrucciones de reparación
3
Limpiar la ubicación del asiento de la válvula con cuidado, y comprobar que
no existen grietas. Medir el diámetro de la ubicación del asiento de la válvula.
Usa la medición para determinar si un asiento dimensión STD o OD debe ser
utilizado.
Realice cualquiera de mecanizado en la ubicación del asiento de la válvula. Se enfría la
nueva abajo asiento de la válvula en la nieve de dióxido de carbono a
- 60 hasta -70 ° C, y posiblemente calentar la cabeza del cilindro con una 60 hasta -70 ° C, y posiblemente calentar la cabeza del cilindro con una
manguera con agua caliente u otros medios. Pulse el asiento de la válvula con un
mandril.
¡NOTA! Alinear el nuevo asiento de la válvula correctamente, con los chaflanes ¡NOTA! Alinear el nuevo asiento de la válvula correctamente, con los chaflanes
hacia el exterior de la válvula!
Debe hacer el trabajo rápidamente, con el fin de mantener la mayor
diferencia de temperatura posible. Máquina el asiento para el ángulo y la
anchura correcta.
Molino de moler o los asientos de las válvulas. UN nuevo asiento de la válvula debe ser Molino de moler o los asientos de las válvulas. UN nuevo asiento de la válvula debe ser Molino de moler o los asientos de las válvulas. UN nuevo asiento de la válvula debe ser
molido abajo de modo que la distancia entre el plano de la cabeza del cilindro y la
cabeza de válvula ( UN), medida con un nuevo válvula, es:cabeza de válvula ( UN), medida con un nuevo válvula, es:cabeza de válvula ( UN), medida con un nuevo válvula, es:cabeza de válvula ( UN), medida con un nuevo válvula, es:cabeza de válvula ( UN), medida con un nuevo válvula, es:
TAMD61 / 62 TAMD63 TAMD71 / 72
* ......... Inlet 0,7-1,1 mm 0-0,4 mm 2,0-2,4 mm* ......... Inlet 0,7-1,1 mm 0-0,4 mm 2,0-2,4 mm
Cansada .... 0,7-1,1 mm 0-0,4 mm 1,0-1,4 mmCansada .... 0,7-1,1 mm 0-0,4 mm 1,0-1,4 mm
UN usado asiento de válvula (tolerancia al desgaste) se puede moler abajo de UN usado asiento de válvula (tolerancia al desgaste) se puede moler abajo de UN usado asiento de válvula (tolerancia al desgaste) se puede moler abajo de
modo que la distancia entre el plano de la cabeza del cilindro y la cabeza de
válvula ( UN), medida con un nuevoválvula ( UN), medida con un nuevoválvula ( UN), medida con un nuevoválvula ( UN), medida con un nuevo
válvula, es max .:
TAMD61 / 62 TAMD63 TAMD71 / 72
De entrada .......... 1,5 mm 1,0 mm 3,0 mm
Cansada .... 1,5 mm 1,0 mm 2,0 mm
Si las distancias son mayores, los asientos deben ser reemplazados. Compruebe el
asiento ángulo con un calibre macho para asientos de válvula, una vez que la asiento ángulo con un calibre macho para asientos de válvula, una vez que la
superficie de asiento de acoplamiento de la válvula se ha recubierto con una fina
capa de marcado tinte.
asiento de válvula, molienda
Antes de la molienda, las guías de las válvulas deben ser revisados y reemplazados si
los límites de desgaste tienen ha superado. Cuando los asientos de válvula están en la los límites de desgaste tienen ha superado. Cuando los asientos de válvula están en la
planta, solamente eliminar el material lo suficiente para dar la forma correcta y una
buena superficie de contacto.
* Para dar renovación aceptable vida de servicio y la economía, el asiento debe ser
reemplazado cuando 0,2 mm se mantiene a la tolerancia máxima de desgaste, una vez que
el asiento de la válvula ha sido suelo.
Válvula y asiento de la válvula
43
Page 46

instrucciones de reparación
Válvulas, molienda
(No se aplica a los motores con válvulas Nimonic) *
* Nota. Nimonic válvulas deben no moler.Nota. Nimonic válvulas deben no moler.Nota. Nimonic válvulas deben no moler.Nota. Nimonic válvulas deben no moler.
ángulos de sellado de la válvula:
De entrada: 29,5 °
escape: 44,5 °
Compruebe las válvulas antes de molerlos. Las grietas y daños a la cabeza de
la válvula o la válvula de doblado siempre tallos significan que la válvula debe
ser reemplazado. Moler la superficie de sellado lo menos posible, lo suficiente
para que sea limpio durante todo el camino. Si el borde de cabeza de la válvula
es menor que 1,2 mm amplia después de la molienda en los 6 serie (x), o 2,0 mm es menor que 1,2 mm amplia después de la molienda en los 6 serie (x), o 2,0 mm es menor que 1,2 mm amplia después de la molienda en los 6 serie (x), o 2,0 mm es menor que 1,2 mm amplia después de la molienda en los 6 serie (x), o 2,0 mm
( entrada) y 1,0 mm ( de escape) en la (serie 7 x), la válvula debe ser ( entrada) y 1,0 mm ( de escape) en la (serie 7 x), la válvula debe ser ( entrada) y 1,0 mm ( de escape) en la (serie 7 x), la válvula debe ser ( entrada) y 1,0 mm ( de escape) en la (serie 7 x), la válvula debe ser
reemplazado.
mecanismo basculante,
renovación
herramientas especiales: 6 series (x) 9991876, 7 series (x)herramientas especiales: 6 series (x) 9991876, 7 series (x)
9.992.677.
1
Quitar los anillos de retención desde el eje de balancín y quitar los ejes de
balancín, teniendo revistas y manantiales.
Siempre moler la superficie de acoplamiento con pasta abrasiva (incluso en
nuevas válvulas y asientos), y Control de acoplamiento con el colorante indicador.
Si existe alguna falta de estanqueidad, rectificar el asiento pero no la válvula.
Luego pulir las válvulas con pasta abrasiva y hacer un nuevo cheque con el tinte
indicador.
Compruebe la distancia ( UN) entre el plano de la cabeza del cilindro y la Compruebe la distancia ( UN) entre el plano de la cabeza del cilindro y la Compruebe la distancia ( UN) entre el plano de la cabeza del cilindro y la
cabeza de válvula, que en el punto 1 bajo el método de “asiento de válvula, de
reemplazo” en la página 42.
2
Limpiar los componentes. Tenga especial cuidado con el conducto de aceite en los
pivotes de cojinete, y los agujeros de aceite en el eje de balancín y los ejes de balancín.
3
Controlar el desgaste en el eje de balancín y el sellado de los tapones superiores
sombrero en los extremos del eje. Compruebe también que la parte esférica del brazo
basculante no se deforma o desgastado. Las roscas de los tornillos de ajuste y tuercas
de seguridad deben estar en buen estado. El hexágono de la tuerca de seguridad
también debe estar en buenas condiciones. La superficie de apoyo esférica del brazo
oscilante, que está en contacto con la tapa de la válvula / la válvula no debe ser de
manera desigual desgastado o sin hueso. Si hay un desgaste menor, esto se puede
arrancarse con una trituradora. Si el orificio del eje de balancín está desgastado
ovalada, el balancín debe ser reemplazado.
44
Page 47

instrucciones de reparación
4
Presione hacia fuera el eje de balancín casquillo con mandril no. 9991967
para la serie 6 (x), o 9.992.677 para la serie 7 (x).
5
7
Aceite del eje de balancín e instalar todos los componentes. Tenga en cuenta que
los balancines sobre los 6 serie (x) se instalan en pares opuestos. En la serie 7 (x),
todos los balancines son idénticos y la ubicación en el eje es por lo tanto arbitrario.
Asegúrese de que los anillos de seguridad en los extremos del eje de balancín han
asentado firmemente en sus ranuras.
Gire el mandril y sobre la prensa en un nuevo buje.
¡NOTA! Asegúrese de que el orificio de aceite en el buje se centra en el ¡NOTA! Asegúrese de que el orificio de aceite en el buje se centra en el
canal de aceite en el balancín.
6
broach Machine el casquillo para dar un ajuste deslizante ajustado con
precisión en el eje.
22,020 a 22,041 mm para los 6 serie (x), o22,020 a 22,041 mm para los 6 serie (x), o
25,020 a 25,042 mm para la serie 7 (x). Retire toda 25,020 a 25,042 mm para la serie 7 (x). Retire toda
la viruta.
45
 Loading...
Loading...