

Page 1

ORIGINAL INSTRUCTIONS
ENGINEERS, AND ILLUSTRATED PARTS MANUAL
ORIGINALBETRIEBSANLEITUNG
WARTUNGSANLEITUNG UND ILLUSTRIERTES TEILEVERZEICHNIS
BCE300 MEDIUM SPEED BAG CLOSING MACHINES
CORROSION RESISTANT PARTS
BCE300 "ECONOMY" SACKZUNÄHMASCHINEN
KORROSIONSGESCHÜTZTE TEILE
MANUAL NO. / KATALOG NR. PT1604-GR
BCE311P16-1A, P16-1B, P16-1M, UA26-1M
USE IN CONJUNCTION WITH SERIAL NUMBER 'UA' AND LATER
09 24 2018
FOR STYLES / FÜR TYPEN
BCE391P16-1M
Page 2

MANUAL NO. PT1604-GR
ILLUSTRATED PARTS MANUAL FOR
BCE300 SERIES MACHINES
KATALOG NR. PT1604-GR
ILLUSTRIERTES TEILEVERZEICHNIS FÜR
MASCHINENKLASSEN BCE300
First Edition Copyright 2016
By
Union Special GmbH Rights Reserved in All
Countries
PREFACE
This manual has been prepared to simplify ordering
spare parts.
Views of various sections of the mechanism are
shown so that the parts may be seen in their actual
position in the sewing machine. On the page opposite
the illustration will be found a listing of parts with their
part numbers, descriptions and the number of pieces
required in the particular view being shown.
Numbers in the rst column are reference numbers
only, and merely indicate the position of that part in
the illustrations. Reference numbers should never be
used in ordering parts. Always use the part number
listed in the second column.
Component parts of subassemblies which can be
furnished for repairs are indicated by indenting their
description of the main subassembly.
Erste Auage © 2016
Weltweit beanspruchte Union Special GmbH
Rechte
VORWORT
Dieser Katalog wurde zusammengestellt, um Ersatz-teilbestellungen zu vereinfachen.
Darstellungen der einzelnen Gruppen des Mechanismus zeigen die Lage der Einzelteile in der Nähmaschine. Auf der der Bildseite gegenüberliegenden
Seite bendet sich ein Verzeichnis der Teile mit Teilenummern, Beschreibungen und der für den gezeigten
Bildaus-schnitt benötigten Anzahl.
Die Nummern in der ersten Spalte sind Positionsnummern und zeigen lediglich, wo das Teil in der
Abbildung zu nden ist. Positionsnummern dürfen bei
Teilebestellungen nie verwendet werden. Verwenden
Sie immer die Teilenummer in der zweiten Spalte.
Einzelteile von Komplettteilen, die als Ersatzteile
geliefert werden können, sind durch Einrücken ihrer
Beschreibung unterhalb der Beschreibung des Kompletteiles gekennzeichnet.
This manual has been comprised on the basis of
available information. Changes in design and / or
improvements may incorporate a slight modication
of conguration in illustrations or cautions.
On the following pages will be found illustrations and
terminology used in describing the parts for your
machine.
IMPORTANT: ON ALL ORDERS, PLEASE INCLUDE
PART NUMBER, PART NAME AND STYLE OF MACHINE FOR WHICH PART IS ORDERED.
TABLE OF CONTENTS
INHALTSVERZEICHNIS
Preface
Identication of Machines
Styles of Machines
Types of Bag Closures
Needles
Torque Requirements
Noise Emission
Safety Rules
Caution Areas
Threading the Machine
Inserting the Needle
Putting into service
Operating
Lubrication and Cleaning
Oil Flow Diagram
Oil Specication Requirements
Maintenance Plan BCE311
Vorwort
Bezeichnung der Maschinen
Maschinentypen
Sackverschlussarten
Nadeln
Erforderliche Drehmomente
Geräuschemission
Sicherheitshinweise
Gefährdungszonen
Einfädeln der Maschine
Einsetzen der Nadel
Inbetriebnahme
Bedienen
Ölen und Reinigen
Öluss-Diagram
Erforderliche Öl-Spezikationen
Wartungsplan BCE311
Dieser Katalog basiert auf vorhandenen Informationen.
Konstruktionsänderungen und / oder -verbesserungen
können sich geringfügig auf den Aufbau der bildlichen
Darstellungen und die Sicherheitshinweise auswirken.
Die nachfolgenden Seiten beinhalten die bildlichen
Darstellungen und Beschreibungen der Teile Ihrer
Maschine.
WICHTIG: BITTE GEBEN SIE AUF ALLEN BE-STELLUNGEN DIE TEILENUMMER, DIE TEILE-BESCHREIBUNG UND DEN MASCHINENTYP, FÜR DEN
DAS TEIL BESTELLT WIRD, AN.
PAGE / SEITE
2
4
4 - 5
5
6
6
6
7 - 8
8
10 - 11
12
12
12
13- 14
15 - 16
17
18 - 19
2
Page 3

TABLE OF CONTENTS
INHALTSVERZEICHNIS
PAGE / SEITE
Adjusting the Stitch Length
Feed Dog Setting
Presser Foot and Chaining Section Pressure
Looper Setting
Needle Height Setting
Needle Guard Setting
Needle Thread Control
Looper Thread Control
Stitch Formation and Thread Tension
Mounting the Proximity Switch for Feeler
Feeler Setting
Switching Pressure Setting
Switching Point Setting
Scissors Type Thread Chain Cutter Setting
Replacing the Scissors Type Thread Chain Cutter
Re-Sharpening Thread Chain Cutter Knives
Setting the Time Relays In The Switch Box Of The
Sewing Station
Wiring Diagram
C29476GC6 Guillotine cutter adjustments
Needle / Looper Synchronisation
Setting the Time Relays in the Switch Box of
the Sewing Station
Trouble Shooting
Views and Description of Parts
Bushings
Needle Bar Drive
Upper Main Shaft
Crankshaft Assembly
Looper Drive
Feed Mechanism
Oil Pump
Oil Tubes
Oil Distributor Assembly
Presser Foot Lift
Needle Thread Control
Looper Thread Control
Front and Looper Covers
Covers
Back and Right Covers
Knife Drive for BCE311P16 and BCE391P16
Throat Plate Supports for BCE311P, UA
Air Cylinder Drive for BCE311P16
Feller for BCE311P16, BCE311UA26 and
BCE391P16
Guillotine Tape Chopper for BCE311UA26
Air Cylinder Drive for BCE311UA26
Sewing Combinations
Tape Reel Assembly for BCE311UA26
Tape Folder for BCE311UA26
Accessories
Tools for Maintenance
Numerical Index of Parts
Notes
Stichlängen-Einstellung
Transporteur-Einstellung
Drückerfuß- und Kettelteildruck
Greifer-Einstellung
Nadelhöhen-Einstellung
Nadelanschlag-Einstellung
Nadelfadenkontrolle
Greiferfadenkontrolle
Stichbildung und Fadenspannung
Einbau des Näherungsschalters für Taster
Taster-Einstellung
Schaltdruck-Einstellung
Schaltpunkt-Einstellung
Fadenkettenscheren-Einstellung
Austausch der Fadenkettenschere
Nachschleifen der Fadenkettenscheren-Messer
Einstellung der Zeitrelais im Schaltkasten
der Nähstation
Schaltschema
C29476GC6 Guillotine cutter Anpesungen
Nadel - Greifersynchronisation
Einstellung der Zeitrelais im Schaltkasten
der Nähstation
Fehlersuche
Darstellung und Teilebeschreibungen
Buchsen
Nadelstangenantrieb
Obere Hauptwelle
Kurbelwelle, komplett
Greiferantrieb
Transportmechanismus
Ölpumpe
Ölschläuche
Ölverteiler, komplett
Drückerfußliftung
Nadelfadenkontrolle
Greiferfadenkontrolle
Vordere Abdeckung und Greiferabdeckung
Abdeckungen
Hintere und rechte Abdeckung
Messerantrieb für BCE311P16 und BCE391P16
Stichplattenträger für BCE311P, UA
Luftzylinderantrieb für BCE311P16
Taster für BCE311P16, BCE311UA26 und BCE391P16
Bandabschneid-Guillotine für BCE311UA26
Luftzylinderantrieb für BCE311UA26
Nähteile
Bandrollenhalter für BCE311UA-26
Bandeinfassapparat für BCE311UA26
Zubehör
Werkzeuge für Wartung
Numerisches Teileverzeichnis
Notizen
20
21
21
22
22
23
23
24
25
26
26 - 27
26 - 27
26 - 27
28
28
28
29
30
31
32-33
34
35
37
38 - 39
40 - 41
42 - 43
44 - 45
46 - 47
48 - 49
50 - 51
52 - 53
54 - 55
56 - 57
58 - 59
60 - 61
62 - 63
64 - 65
66 - 67
68 - 69
68 - 69
70 - 71
72 - 73
74 - 75
76 - 77
78 - 81
82 - 85
82 - 85
86 - 87
86 -87
88 - 90
91
3
Page 4

DENTIFICATION OF MACHINES
BEZEICHNUNG DER MASCHINEN
Each UNION SPECIAL BCE300 series machine is identied
by a style number, which is stamped on the style plate located
on the center portion at the rear of the casting. Serial number
is also stamped.
STYLES OF MACHINES
Medium speed and high performance automatic sewing machines with automatic start and stop of the machine and automatically
operated thread chain or tape cutters for closing lled bags and sacks
made of jute, cotton, paper, plastic or woven polypropylene tapes,
bituminized or foil-laminated materials.
Equipped with guides for application of ller cord for sealing needle
punctures.
The bag being fed into the machine starts the sewing opera tion by
a feeler controlled, contactless, electronic proximity switch. When
the bag is closed, the machine stops automati cally . Thread chain
respectivelly thread chain with binding tape are cut automatically.
One needle, high throw, internal forced lubrication, with auto mobile
type oil lter, totally enclosed plain feed mechanism, totally enclosed
looper mechanism, stationary rear needle guard with no readjustment
required when changing stitch length, and presser foot with independently spring-loa ded chaining section.
BCE311P16-1M: Sewing machine for closing lled bags and sacks
with a two thread double locked stitch.
With electro-pneumatically operated double acting cylinder thread
chain cutter, ope rating pressure: 44 to 59 PSI (3 to 4 bar).
Degree of protection of solenoid valve: IP65 (IEC 529).
Control Voltage: 24 V DC.
Seam Specication: 1.01.01/401 (ISO 4916/4915)
401 SSa-1 (ASTM Standard
No. D6193 – USA)
Stitch Range: 6 mm to 11.5 mm (2.2 to 4.2 SPI)
Standard Setting: 9 mm (2.8 SPI)
Capacity Under
Presser Foot: 12.7 mm (1/2 inch)
Sewing Capacity on
Paper Bags: up to 32 plies, depending on
weight of paper
Working
Diameters
Hand Wheel: 108 mm (4 1/4 inch)
Maximum Speed: up to 2200 stitches/min.,
depending on stitch length, speed
of conveyor, type of operation, and
material to be sewn.
Weight Net: 43 kg
Jede UNION SPECIAL BCE300 Maschine hat eine Typnummer, die in das Typenschild eingeprägt ist, das mittig an der
hinteren Gehäuseseite befestigt ist. Die Seriennummer ist
ebenfalls in das Typenschild eingeprägt.
MASCHINENTYP
"Economy" Automatik-Nähmaschinen mit automatischem Start und
Stopp der Maschine und automatisch arbeitenden Fadenketten– oder
Bandabschneidern zum Schließen gefüllter Säcke und Beutel aus
Jute, Baumwolle, Papier, Kunststofffolie oder Kunststoffbändchengewebe, sowie bitumen- oder folienka schiertem Material. Ausgestattet
mit Führung für Dichtungskordel zum Abdichten der Nadelein stiche.
Der in die Maschine einlaufende Sack startet den Nähvorgang über
einen Taster mit kontaktlosem, eletronischem Näherungs schalter. Ist der
Sack verschlossen, stoppt die Maschine auto matisch. Die Fadenkette
bzw. Fadenkette mit Einfaßband werden automatisch abgeschnitten.
Eine Nadel, hoher Nadelhub, eingebaute Druckschmierung mit außen
angebrachtem großem Öllter, völlig geschlossener Sacktransport-
Mechanismus, völlig geschlossener Greiferan trieb, feststehendem
hinterem Nadelanschlag, der bei Stichlängenänderung nicht nachgestellt
werden muss und Drückerfuß mit unabhängig federndem Kettelteil.
BCE311P16-1M: Nähmaschine zum Zunähen gefüllter Säcke und
Beutel mit Zweifaden-Doppelkettenstich. Mit elektropneumatisch betätigtem Fadenkettenabschneider, (Ansteuerung über doppelt wirkendem
Luftzylinder) erforderlicher Luftdruck: 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
Steuerspannung: 24 V DC.
Nahtbild: 1.01.01/401 (ISO 4916/4915)
401 SSa-1 (ASTM Standard
No. D6193 – USA)
Stichlänge: 6 mm bis 11,5 mm
Standard-Einstellung: 9 mm
Durchgang unter dem
Drückerfuß: 12,7 mm
Maximale Nähgutdicke
bei Papiersäcken: bis zu 32 Lagen, abhängig vom
Papiergewicht
Wirksamer Durchmesser des
Handrads: 108 mm
Maximale Drehzahl: bis 2200 Stiche/Min., abhängig
von Stichlänge, Transportband geschwindigkeit, Einsatzzweck
und Material.
Gewicht netto: 43 kg
BCE311P16-1A: Same as BCE311P16-1M, but control voltage 200
- 230 V, 50/60 Hz.
BCE311P16-1B: Same as BCE311P16-1M, but control voltage 100
- 110 V, 50/60 Hz.
BCE391P16-1M: Same as BC311P16-1M but single thread
seam specication 1.01.01/101(ISO 4916 and 4915)
101 SSa-1 (ASTMl Standard
No. D6193 - USA)
10008A Blind Looper (extra send and charge item) will produce
single thread chain stitch.
Stitch type: 101 (ISO 4915 / ASTMl Standard No. D6193 - USA).
BCE311P16-1A: Wie BCE311P16-1M, jedoch mit Steuerspannung
200 - 230 V, 50/60 Hz.
BCE311P16-1B: Wie BCE311P16-1M, jedoch mit Steuerspannung
100 - 110 V, 50/60 Hz.
BCE391P16-1M: Wie BC311P16-1M: jedoch
Nahtbild: 1.01.01/101 (ISO 4916 und 4915)
101 SSa-1 (ASTM Standard
No. D6193-USA)
10008A Einfachkettenstichgreifer (Extra-Bestellung)
produziert einen Einfaden-Einfachkettenstich.
Nähstichtyp: 101 (ISO 4915 / ASTM Standard No. D6193 - USA).
4
Page 5
BCE311UA26-1M: Sewing machine for closing lled bags and
sacks made of paper or plastic foil (minimum thickness of foil
.007 in. (0.18 mm) with a two thread double locked stitch, and
simultaneously binding the bag mouth of crepe paper or plastic
tape. Presser foot accommodates easy open tapes.
For use with bag feed-in devices.
With electro-pneumatically operated guillotine-type thread chain
and tape cutter, ope rating pressure: 44 to 59 PSI (3 to 4 bar).
Degree of protection of solenoid valve: IP65 (IEC 529).
Control Voltage: 24 V DC.
BCE311UA26-1M: Nähmaschine zum Zunähen gefüllter
Säcke und Beutel aus Papier oder Plastikfolie (Mindeststärke
der Folie 0,18 mm) mit einem Zweifaden-Doppelkettenstich,
bei gleichzeitigem Einfassen der Sacköffnung mit einem
Krepppapier- oder Kunststoffreiterband. Drückerfuß geeignet
für "easy open" Band.
Zur Verwendung mit Sackzuführeinrichtungen.
Mit elektropneumatisch betätigter Fadenketten- und
Bandabschneid-Guillotine, erforderlicher Luftdruck: 3 bis 4 bar.
Schutzgrad des Magnetventils: IP65 (IEC 529).
Steuerspannung: 24 V DC.
Seam Specication: 3.01.01/401 (ISO 4916/4915)
401 BSa-1 (ASTM Standard
No. D6193 – USA)
Stitch Range: 6 mm to 11.5 mm (2.2 to 4.2 SPI)
Standard Setting: 9 mm (2.8 SPI)
Capacity Under Presser
Foot: 12.7 mm (1/2 inch)
Sewing Capacity on Paper
Bags: up to 32 plies, depending on
weight of paper
Working Diameter of the
Hand Wheel: 108 mm (4 1/4 inch)
Maximum Speed: up to 2200 stitches/min.,
depending on stitch length,
speed of conveyor, type of
operation, and material to be sewn.
Weight Net: 43 kg
10008A Blind Looper (extra send and charge item) will produce
single thread chain stitch.
Stitch type: 101 (ISO 4915 / ASTM Standard No. D6193USA).
Nahtbild: 3.01.01/401 (ISO 4916/4915)
401 BSa-1 (ASTM Standard
No. D6193 – USA)
Stichlänge: 6 mm bis 11,5 mm
Standard-Einstellung: 9 mm
Durchgang unter dem
Drückerfuß: 12,7 mm
Maximale Nähgutdicke
bei Papiersäcken: bis zu 32 Lagen, abhängig
vom Papiergewicht
Wirksamer Durchmesser
des Handrads: 108 mm
Maximale Drehzahl: bis 2200 Stiche/Min., abhän gig von Stichlänge, Trans portbandgeschwindigkeit,
Einsatzzweck und Material.
Gewicht netto: 43 kg
10008A Einfachkettenstichgreifer (Extra-Bestel lung) produziert einen Einfaden-Einfachkettenstich.
Nähstichtyp: 101 (ISO 4915 / ASTM Standard No. D6193-USA).
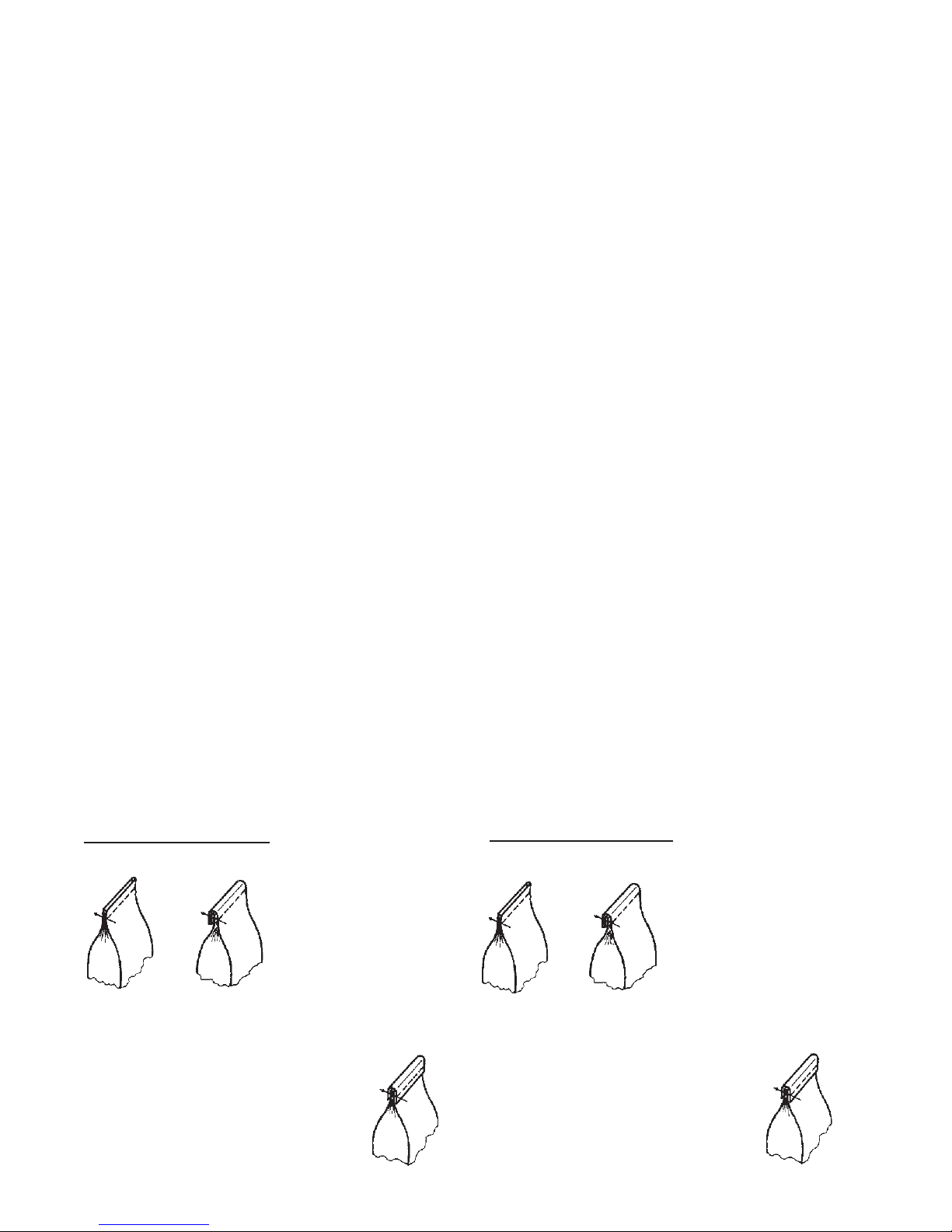
TYPES OF BAG CLOSURES
Fold over closure manually
by operator or by additional
bag feed-in device with bag-
top fold-over device.
BCE311P16-1M, 16-1A , 16-1B
BCE391P16-1M
BCE311UA26-1M BCE311UA26-1M
SACKVERSCHLUSSARTEN
Umschlagverschluß von
Hand durch Bediener
oder durch zusätzliche
Sackzuführeinrichtung mit
Sackumfalteinrichtung.
BCE311P16-1M, 16-1A, 16-1B
BCE391P16-1M
5
Page 6

NEEDLES
NADELN
Each needle has both a type and a size number. The type
number denotes the kind of shank, point, length, groove,
nish and other details. The size number, stamped on
the needle shank, denotes the largest diameter of the
blade measured midway between the shank and the
eye. Collectively, the type and size number represent the
complete symbol which is given on the label of all needles
packed and sold by Union Special.
TYPES AND DESCRIPTION
9848GF Round shank with tapered at, square point,
double groove spotted, chromium plated.
Sizes available: 200/080, 250/100, 300/120.
9848GFR Round shank with tapered at, round point,
double groove spotted.
Sizes available: 200/080, 250/100, 300/120.
For closing bags made out of paper it is recommended
to use needle type 9848GF, for closing bags made of
plastic or woven polypropylene fabric to use needle type
9848GFR.
The standard needle for this machine is 9848GF 250/100.
When changing the needle, make sure it is fully inserted
in the needle head with the tapered at of the needle
shank facing the screw, before the screw is tightened.
Jede Nadel hat eine Typ- und eine Dickennummer. Die
Typnummer bezeichnet die Art des Nadelkolbens, der
Spitze, Länge, Rinne, Oberäche und andere Einzel-
heiten. Die Dickennummer, im Nadelkolben eingeprägt,
gibt den größten Durchmesser des Nadelschaftes an,
gemessen in der Mitte zwischen Kolben und Öhr. Typund Dickennummer zusammen ergeben die voll ständige
Nadelbezeichnung, die auf jedem Etikett aller von UNION
SPECIAL gepackten und verkauften Nadeln steht.
TYPNUMMERN UND BESCHREIBUNG
9848GF Rundkolben mit konischer Fläche, Vierkantspitze,
Doppelrinne, Hohlkehle, verchromt.
Lieferbare Dicken: 200/080, 250/100, 300/120.
9848GFR Rundkolben mit konischer Fläche, Rundspitze,
Doppelrinne, Hohlkehle.
Lieferbare Dicken: 200/080, 250/100, 300/120.
Zum Schließen von Säcken aus Papier ist es empfehlenswert den Nadeltyp 9848GF, zum Schließen von Säcken
aus Plastik oder Kunststoffbändchengewebe den Nadeltyp
9848GFR zu verwenden.
Die Standardnadel für die Maschine ist 9848GF250/100.
Stellen Sie beim Nadelwechsel sicher, daß der Nadelkolben voll im Nadelkopf eingesetzt ist und die konische
Fläche am Nadelkolben gegen die Schraube zeigt, bevor
sie festgezo gen wird.
NEEDLE ORDERING
When ordering needles use the complete type and size
numbers as printed on the package to ensure prompt and
accurate processing of your order. A complete order should
read as follows: 100 needles, type 9848GF, size 250/100.
TORQUE REQUIREMENTS
Torque (measured in inch-pounds) is a "rotating" force in
pounds applied through a distance by a lever (in inches
or feet). This is accomplished by a wrench, screwdriver,
etc. Many of these devices are available, which when
set at the proper amount of torque will tighten the part to
the correct amount and no tighter.
All straps and eccentric should be tightened to 26-28 inch
pounds (3 - 3.2 Nm) unless otherwise noted.
Screws requiring a specic torque will be indicated on
the illustrations.
NOISE EMISSION
Equivalent continous A-weighted sound pressure level
(LpAd) at the workstation: 78.5 dB(A) according to ISO
10821-C.6.3 at 2200 SPM and 50% duty cycle.
NADELBESTELLUNG
Um Nadelbestellungen richtig und prompt erledigen zu können, geben Sie bitte die auf der Verpackung aufgedruckte
komplette Typ- und Dickennummer an. Eine vollständige
Bestellung würde lauten: 100 Nadeln Typ 9848GF, Dicke
250/100.
ERFORDERLICHE DREHMOMENTE
Das Drehmoment (gemessen in Nm) ist eine "Dreh"-Kraft
in N mal einem Hebelarm in m. Es wird mittels eines
Schraubenschlüssels, Schraubendrehers usw. aufgebracht. Dafür gibt es viele Werkzeuge, die, wenn sie auf
das richtige Drehmoment eingestellt sind, das Teil korrekt
aber nicht zu fest anziehen.
Alle Verbindungen und Exzenter sollen mit 3-3,2 Nm (2628 inch pounds) angezogen werden, wenn nicht anders
angegeben.
Schrauben, welche ein spezielles Drehmoment benötigen,
nden Sie in den Darstellungen.
GERÄUSCHEMISSION
Arbeitsplatzbezogner Emissionswert (LpAd) 78.5 dB(A)
nach ISO 10821-C.6.3 bei Betriebsdrehzahl 2200 1/min.
und 50% Einschaltdauer.
6
Page 7
SAFETY RULES
SICHERHEITSHINWEISE
1. Before putting the machine described in this manual
into service, carefully read the instructions. The starting
of each machine is only permitted after taking notice
of the instructions and by qualied operators.
IMPORTANT! Before putting the machine into service,
also read the safety rules and instructions from the
motor supplier.
2. Observe the national safety rules valid for your country.
The design of the machine is based on safety standards
EN ISO 10821.
3. The sewing machine described in this instruction
manual is prohibited from being put into service until
it has been ascertained that the sewing units which
these sewing machines will be built into, have conformed with the provisions of EC Machinery Directive
2006/42/EC, Annex II B.
The machine is only allowed to be used as foreseen.
The foreseen use of the particular machine is described
in paragraph STYLE OF MACHINE of this instruction
manual. Another use, going beyond the description,
is not as foreseen.
4. All safety devices must be in position when the machine is ready for work or in operation. Operation of
the machine without the appertaining safety devices
is prohibited.
1. Lesen Sie vor Inbetriebnahme der in diesem Katalog
beschriebenen Maschine die Betriebsanleitung sorgfältig. Jede Maschine darf erst nach Kenntnisnahme der
Betriebsanleitung und nur durch entsprechend unter-wiesene Bedienungspersonen betätigt werden.
WICHTIG: Lesen Sie vor Inbetriebnahme auch die Sich-
erheitshinweise und die Betreibsanleitung des Motorherstellers.
2. Beachten Sie die für Ihr Land geltenden nationalen Unfallverhütungsvorschriften. Die Konstruktion der Maschine
basiert auf der Sicherheitsnorm EN ISO 10821.
3. Die Inbetriebnahme der in dieser Betriebsanleitung beschriebenen Nähmaschine ist solange untersagt, bis festgestellt
wurde, dass die Näheinheiten bzw. Näh anlagen, in die diese
Nähmaschine eingebaut werden soll, den Bestimmungen
der EG-Richtlinie Maschinen 2006/42/EG, Anhang II B
entspricht.
Jede Maschine darf nur ihrer Bestimmung gemäß ver-wen-
det werden. Der bestimmungsmäßige Gebrauc h der
einzelnen Maschine ist im Abschnitt MASCHINENTYP
der Betriebsanleitung beschrieben. Eine andere, darüber
hinausgehende Benutzung ist nicht bestimmungsgemäß.
4. Bei betriebsbereiter oder in Betrieb bendlicher Maschine
müssen alle Schutzeinrichtungen montiert sein. Ohne
zugehörige Schutzeinrichtungen ist der Betrieb nicht erlaubt.
5. Wear safety glasses.
6. In case of machine conversions and all valid safety
rules must be considered. Conversions and changes
are made at your own risk.
7. The warning hints in the instructions are marked with
one of these two symbols.
8. When doing the following the machine has to be disconnected from the power supply by turning off the
main switch or by pulling out the main plug:
8.1 When threading needle(s), looper, spreader
etc.
8.2 When replacing any parts such as needle(s),
presser foot, throat plate, looper, spreader,
feed dog, needle guard, folder, fabric guide
etc.
8.3 When leaving the workplace and when the
work place is unattended.
8.4 When maintaining the machine which has to
be done regularly depending on the material
being bagged (see also LUBRICATION).
8.5 When using clutch motors without actuation
lock, wait until motor is stopped totally.
5. Tragen Sie eine Schutzbrille.
6. Umbauten und Veränderungen der Maschine dürfen nur
unter Beachtung der gültigen Sicherheitsvorschriften
vorgenommen werden. Umbauten und Veränderungen
erfolgen auf eigene Verantwortung.
7. Überall da, wo die Betriebsanleitung Warnhinweise enthält,
sind diese durch eines der beiden Symbole gekenn-zeichnet.
8. Bei folgendem ist die Maschine durch Ausschalten am
Hauptschalter oder durch Herausziehen des Netzsteckers vom Netz zu trennen:
8.1 Zum Einfädeln von Nadel(n), Greifer, Leger usw.
8.2 Zum Auswechseln von Nähwerkzeugen, wie
Nadel, Drückerfuß, Stichplatte, Greifer, Leger,
Transporteur, Nadelanschlag, Apparat, Näh gutführung usw.
8.3 Beim Verlassen des Arbeitsplatzes und bei
unbeaufsichtigtem Arbeitsplatz.
8.4 Für Wartungsarbeiten, die abhängig von dem zu
verpackenden Füllgut regelmäßig durchzuführen
sind (siehe auch ÖLEN).
8.5 Bei mechanisch betätigten Kupplungsmotoren
ohne Betätigungssperre ist der Stillstand des
Motors abzuwarten.
7
Page 8

9. Maintenance, repair and conversion work (see item
8) must be done only by trained technicians or special skilled personnel under condsideration of the
instructions. Only genuine spare parts approved by
Union Special have to be used for repairs.
9. Wartungs-, Reparatur- und Umbauarbeiten (siehe
Punkt 8) dürfen nur von Fachkräften oder entsprech
end unterwiesenen Personen unter Beachtung der
Betriebsanleitung durchgeführt werden. Für
Repa raturen sind nur die von Union Special
freige ge benen Original-Ersatzteile zu verwenden.
10. Any work on the electrical equipment must be done
by an electrician or under direction and supervision
of special skilled personnel.
11. Work on parts and equipment under electrical power
is not permitted. Permissible exceptions are described
in the applicable section of standard sheet
EN 50110 / VDE 0105.
12. Before doing maintenance and repair work on the pneumatic equipment, the machine has to be disconnected from the compressed air supply. In case of
existing residual air pressure after disconnecting from
compressed air supply (e.g. pneumatic equipment with
air tank), the pressure has to be removed by bleeding.
Exceptions are only allowed for adjusting work and
function checks done by special skilled personnel.
CAUTION AREAS
10. Arbeiten an der elekrischen Ausrüstung dürfen nur
von Elektrofachkräften oder unter Leitung und Aufsicht
von entsprechend unterwiesenen Perso nen durchgeführt werden.
11. Arbeiten an unter Spannung stehenden Teilen und
Einrichtungen sind nicht erlaubt. Ausnahmen regeln
die zutreffenden Teile der EN 50110 / VDE 0105.
12. Vor Wartungs- und Reparaturarbeiten an pneumatischen Einrichtungen ist die Maschine vom pneu matischen Versorgungsnetz zu trennen. Wenn nach
der Trennung vom pneumatischen Ver sorgungsnetz
noch Restenergie ansteht (z. B. bei pneuma tischen
Einrichtungen mit Windkessel), ist diese durch Entlüften abzubauen. Ausnahmen sind nur bei Einstellarbeiten und Funktions prüfungen durch entsprechend
unterwiesene Fachkräfte zulässig.
GEFÄHRDUNGSZONEN
8
Page 9

BLANK
9
Page 10

THREADING THE MACHINE
Turn off main power switch before
threading! When using clutch motors
without actuation lock wait until motor
has completely stopped.
EINFÄDELN DER MASCHINE
Schalten Sie vor dem Einfädeln den Hauptschalter
aus! Beim Gebrauch von Kupplungsmotoren ohne
Betätigungssperre ist der Stillstand des Motors
abzuwarten.
10
Page 11
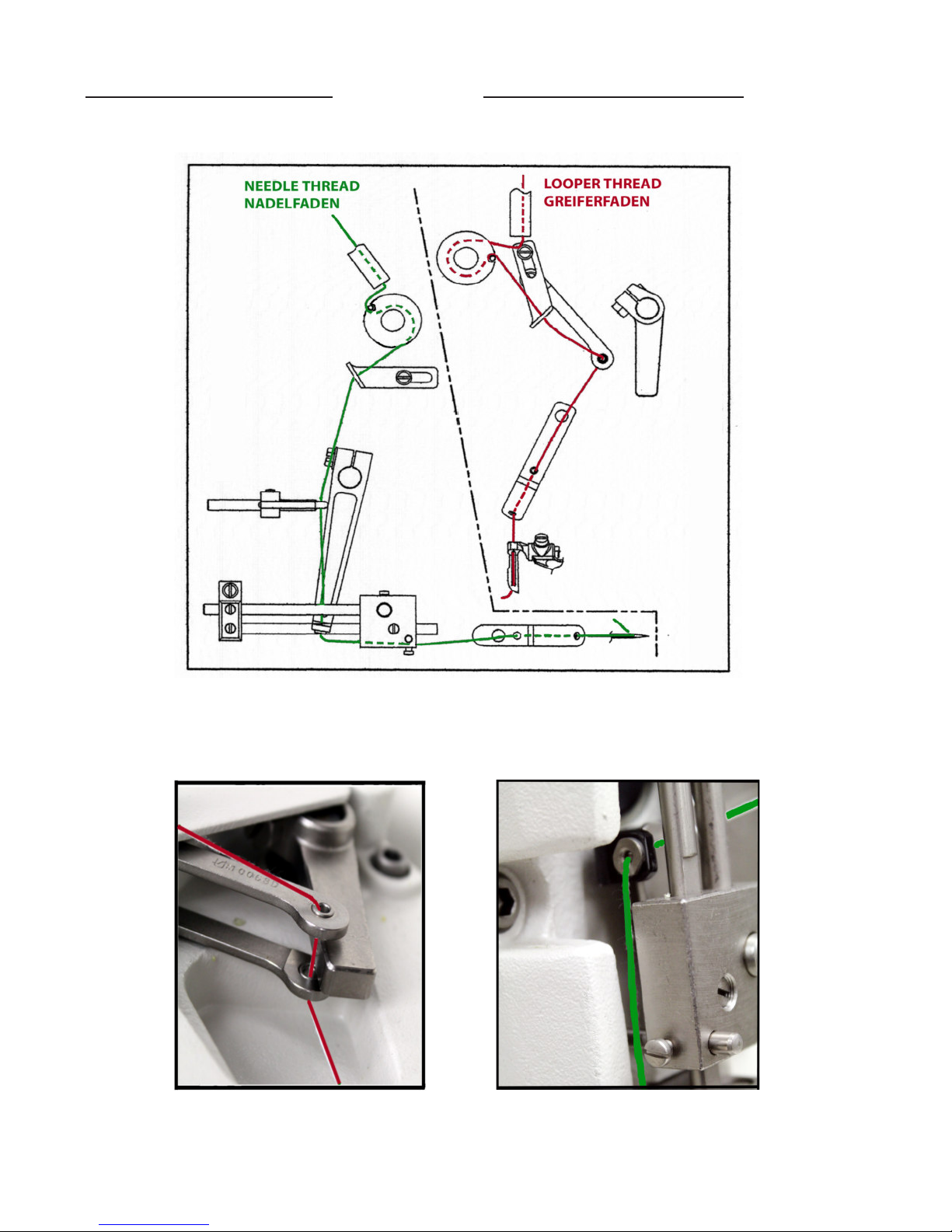
THREADING THE MACHINE (CONT.) EINFÄDELN DER MASCHINE (FORTS.)
A B
NEW TAKE UP THREAD TO LEFT OF PIN
11
Page 12

INSERTING NEEDLE
EINSETZEN DER NADEL
The standard needle is 9848GF 250/100. Insert needle according to the following procedure:
1. Bring needle head (A) to the highest position.
2. Loosen screw (B). Insert needle (C) into hole. The
needle spot should face rearwards as viewed from
the operator’s side, with the tapered at of the needle
shank facing screw (B).
3. Retighten screw (B).
Die Standardnadel ist 9848GF 250/100. Setzen Sie die Nadel
wie folgt ein:
1. Bringen Sie den Nadelkopf (A) in die obere Stellung.
2. Lösen Sie die Schraube (B). Setzen Sie die Nadel (C) so
in die Bohrung ein, daß die Hohlkehle aus Bedienersicht
nach hinten und die konische Fläche am Nadelkolben
gegen die Schraube (B) zeigt.
3. Ziehen Sie die Schraube (B) wieder an.
Turn off main switch on machine before replacing the needle!
Schalten Sie vor dem Nadelwechsel den Hauptschalter der
Maschine aus!
PUTTING INTO SERVICE
If applicable, compare the control voltage of the unit with the
control voltage of the sewing head for start, stop and cutting.
Check by turning the handwheel in operating direction if the
machine works. A slight resistance will be felt as the feed dog
rises. Check the threading of the machine.
Lubricate the machine as per oiling diagram.
OPERATING
Recheck threading of the machine.
For a neat closure the lled bag has to be prepared as follows:
Spread the bag opening. Make sure that a safety distance
between bag and feeding area (presser foot, feed dog, needle) of at least 100 mm (4") is kept to avoid serious injuries of
ngers or hand.
INBETRIEBNAHME
Vergleichen Sie gegebenenfalls die Steuerspannung der Anlage mit der Steuerspannung des Nähkopfes für Start, Stopp
und Abschneiden.
Prüfen Sie durch Drehen des Handrades in Drehrichtung ob
die Machine arbeitet. Beim Hochgehen des Transporteurs wird
ein leichter Widerstand spürbar.
Ölen Sie die Maschine entsprechend der Ölanleitung.
BEDIENEN
Prüfen Sie nochmals die Einfädelung der Maschine.
Für einen ordentlichen Verschluss muss der gefüllte Sack wie
folgt vorbereitet werden:
Spreizen Sie den Sack auseinander. Halten Sie einen Sicherheitsabstand von 100 mm zwischen dem Sack und dem
Transportbereich (Drückerfuß, Transporteur, Nadel) ein, um
ernsthafte Verletzung der Finger oder Hand zu vermeiden.
12
Page 13

LUBRICATION
ÖLEN
CAUTION! Oil has been drained from machine before
shipping and the reservoir must be lled before beginning
to operate. Use the oil with UNION SPECIAL Specication
No. 175 which is delivered with the accessories of the machine. This oil is equivalent to a hydraulic oil according to
ISO VG 22 and can be purchased from UNION
SPECIAL in 1 pt containers under part number 28604R,
0.5 liter containers under part No. 28604 U, or in 5 liter
containers under part No. 28604 V.
ADDING OIL THE FIRST TIME AND WHEN OIL IS
CHANGED:
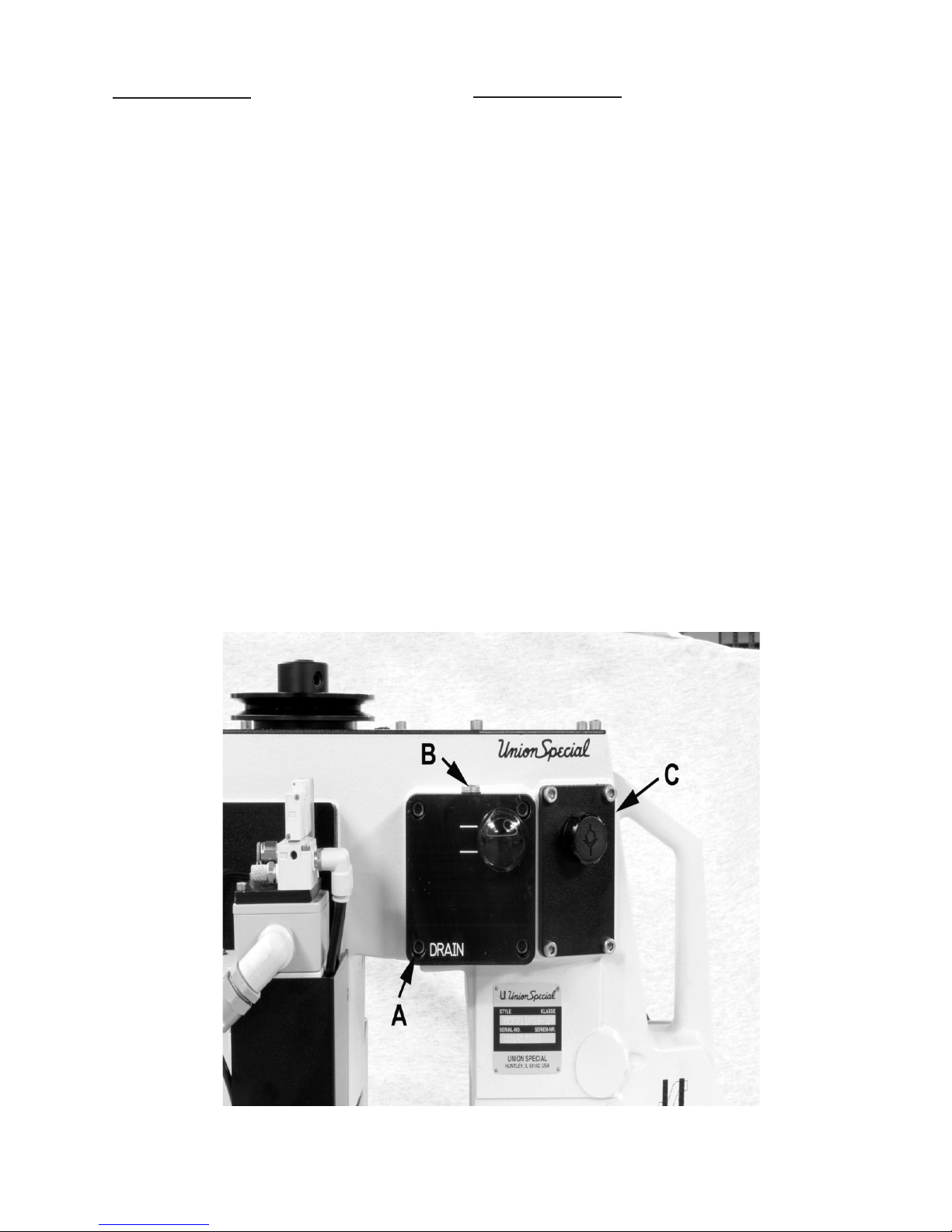
1. Remove oil ll screw (A).
2. Add oil in the oil hole until oil registers between the 2
lines in the oil level indicator (B).
3. Run machine and add oil until oil line is
maintained at the center of the oil level
indicator (B). The oil capacity of the machine
is approximately 12 ounces.
4. Screw oil ll screw (A) back in and tighten.
5. While in operation the oil level should remain the
same.
NOTE: If the machine has not been used in a while, the
oil level will take about 30 seconds machine
running time to raise to the center level.
- Follow the same procedure when changing oil
and lters.
ACHTUNG! Vor dem Versand wurde das Öl aus der Maschine
abgelassen, der Ölbehälter muß deshalb vor der Inbetriebnahme gefüllt werden. Verwenden Sie das im Zubehör der
Maschine mitgelieferte Öl mit der UNION SPECIAL Spezi-
kation Nr. 175. Dieses Öl entspricht einem Hydraulik-Öl
nach ISO VG 22 und ist in 1 pt Behälten under der Teil Nr.
29604R, 0,5 l Behältern unter der Teil Nr. 28604 U, oder
in 5 l Behältern unter der Teil Nr. 28604 V von UNION
SPECIAL erhältlich.
ERSTE ÖLFÜLLUNG SOWIE ÖL- UND FILTERWECHSEL:
1. Entfernen Sie die Öl-Einlassschraube (A).
2. Füllen Sie Öl in die Ölbohrung, bis der Ölstands-Anzeiger
(B) Öl anzeigt.
3. Nehmen Sie die Maschine in Betrieb und füllen Sie
Öl ein bis die Linie in der Mitte des Ölstandsanzeigers erreicht ist (B). Die Ölfüllmenge der Maschine
beträgt 0.33 L
4. Schrauben Sie die Öl-Einlassschraube (A) wieder ein
und ziehen diese fest.
5. Während des Betriebs sollte der Ölstand beibahalten
werden.
BEACHTEN SIE: Wenn die Maschine einige Zeit außer
Betrieb war, benötigt der Ölspiegel bei laufender
Maschine etwa 30 Sekunden bis er zur Mitte des
Ölstands-Anzeigers ansteigt
- Folgen Sie dem gleichen Ablauf, wenn Sie Öl
und Filter wechseln.
CHANGING OIL AND FILTERS:
1. Itisreccommendedthatoilandlters(660-1071,
Ref.No.7page52-53)bechangedaftertherst
500 hours of operation. Thereafter, oil and
ltersmustbechanged1timeperyear
for 1- shift operations, every 6 months for 2 shift
operations and every 3 months for 3 shift
operations.
2. UseUnionSpecialSpec.175orequivalent.
WECHELN DES ÖLS UND DER FILTER
1. Eswirdempfohlen,ÖlunFilter(660-1071,Pos.Nr.7
Siete 52-53) nach den ersten 500
Betriebsstunden zu wechsein, Danach müssen Öl
und Filter 1 mal im Jahr bei 1-Schichtbetrieb, alle 6
Monate bei 2-Schichtbetrieb und alle 3 Monate bei
3-Schichtbetrieb gewechselt werden.
2. Verwenden Sie Union Special Ölspezikation 175
oder entsprechendes Öl.
13
Page 14

LUBRICATION (CONT.)
ÖLEN (FORTS.)
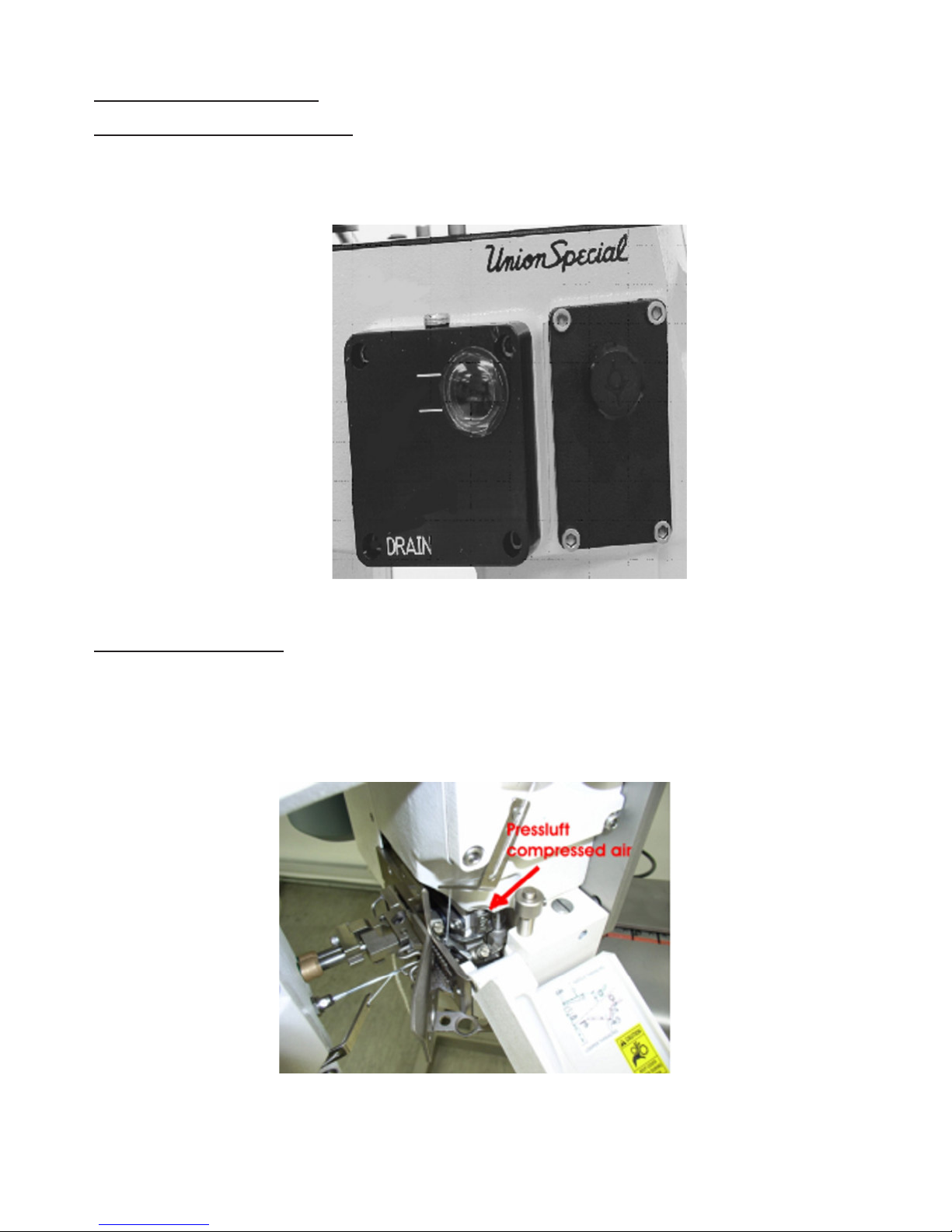
3. The 5mm Allen head oil drain screw (C) is located on
back cover next to DRAIN on the cover.
4. Loosen the 5 mm Allen head oil drain screw (c), and
oil ll screw (A).
NOTE: Create a funnel from under the oil drain to the
drain can by making a “V” in precut heavy paper that
will t under the drain area and into the drain can. Re
move oil drain screw (C).
5. DO NOT RUN the machine after the oil is drained.
Replace oil drain screw (C), and retighten oil ll screw
(A).
3. Die 5mm Innensechskant-Öl-Ablassschraube (C) ben-
det sich an der hinteren Abdeckung neben dem Wort DRAIN
auf der Abdeckung.
4. Lockern Sie die 5 mm Innensechskant-Öl-Ablassschraube (C)
und die Öl-Einlaßschraube (A).
BEACHTEN SIE: Verwenden Sie eine V-förmige stabile
Papierrinne, die das Öl von der Ablass-Öffnung in den ÖlAuffangbehälter leitet. Entfernen Sie die Öl-Ablassschraube
(C). Lassen Sie die Maschine laufen und lassen Sie das
Öl mittels der Papierrinne ab bis die Maschine aufhört, Öl
Ablassschraube (A).
5. Lassen Sie die Maschine nicht laufen, nachdem das Öl
abgelassen ist. Drehen Sie die Öl-Ablassschraube (C) wieder
fest ein und ziehen Sie die Öl-Einlassschraube (A) fest.
14
Page 15
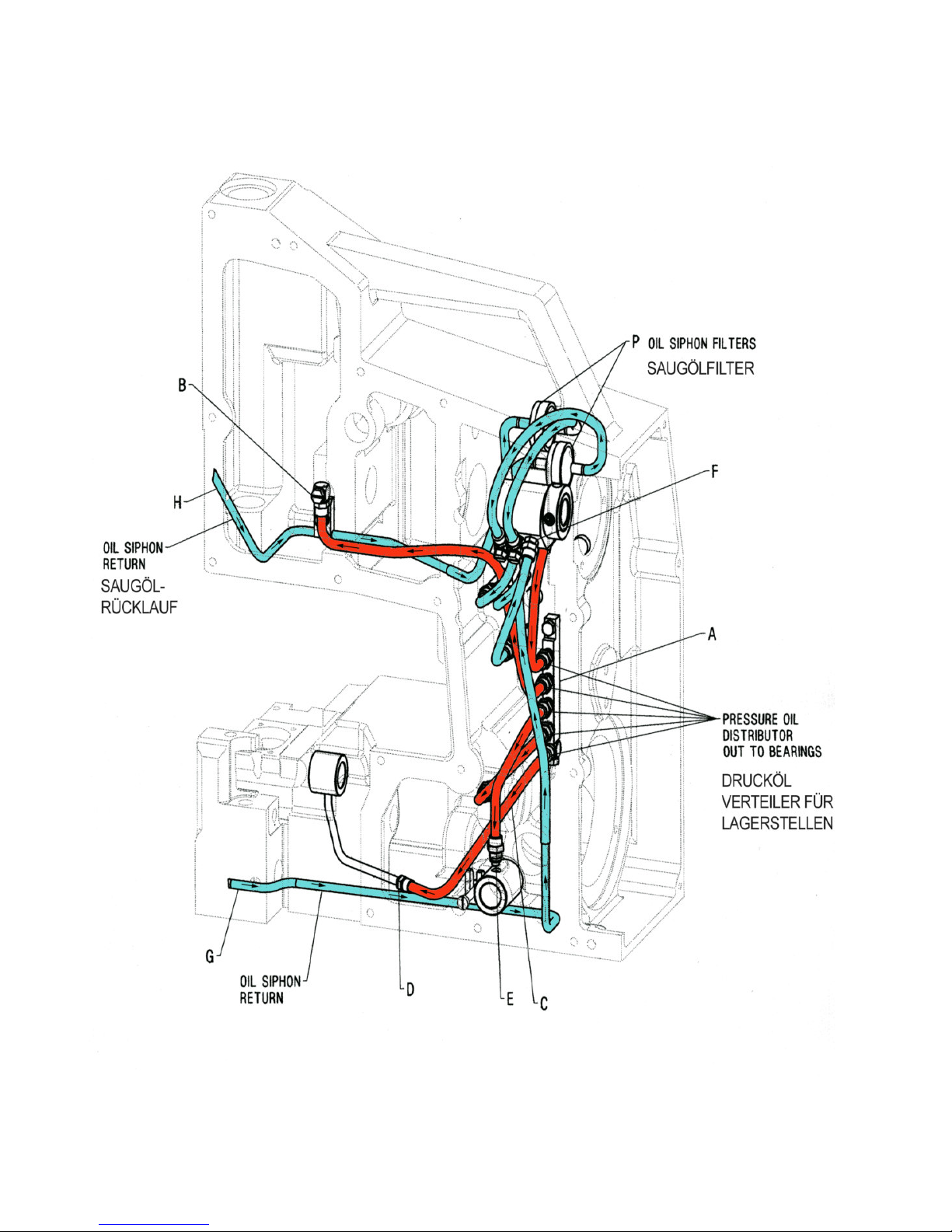
OIL FLOW DIAGRAM
ÖLFLUSS-DIAGRAMM
The oiling system consists of pressurized oil that is sent
to strategic areas internally throughout the machine that
require oil. First the oil travels from the oil chamber on the
rear of the machine into the oil pump and then into the oil
distributor (A) where it is sent to critical areas (B, C, D and
E). There are 2 oil return lines (G and H) in the lower areas
of the machine where the oil pump siphons oil through the
lters (P) and then into the oil chamber.
Oil when owing properly can be seen in the oil sight gauge.
The oil level should be maintained between the 2 white lines
in the oil chamber cover as seen in the oil sight gauge. The
oil level should be checked after the machine has been
running for several minutes. If a machine has been sitting
out of operation for a period of time the oil may drain into
the lower areas of the machine and will not be seen in the
oil sight gauge, this is the reason for running the machine
for several minutes before checking the level.
NOTE: This does not include the initial set up ot the machine as the oil is drained before shipment.
The oil lters can be accessed through the cover (C) on
the back of the machine for inspection.
Oil is drained from the machine through the cover screw
that is marked DRAIN (A). To make oil drain quicker
loosen screw (B)
Die Druckschmierung arbeitet mit Drucköl, das intern an die strategisch wichtigen Stellen der Maschine, die Öl benötigen, geleitet
wird. Zuerst ießt das Öl von der Ölkammer an der Hinterseite
der Maschine in die Ölpumpe und dann in den Druckölverteiler
(A), wo es an die kritischen Bereiche (B, C, D und E) geleitet wird.
Es gibt 2 Ölrücklaueitungen (G und H) in den unteren Bereichen
:
der Maschine, wo die Ölpumpe das Öl durch die Filter (P) und
anschließend in die Ölkammer befördert.
Bei korrektem Öluss wird das Öl im Sichtglas angezeigt.
Der Ölstand sollte sich, wie im Sichtglas angezeigt, zwischen den
beiden weißen Linien im Ölkammerdeckel benden. Der Ölstand
sollte nach mehrminütigem Lauf der Maschine kontrolliert werden.
Falls die Maschine längere Zeit ausser Betrieb war, kann das Öl in
die unteren Bereiche der Maschine ießen und deshalb im Sichtglas
nicht mehr angezeigt werden. Deshalb sollte die Maschine einige
Mintuen laufen, bevor der Ölstand geprüft wird.
ANMERKUNG: Dies beinhaltet nicht die Erstinbetriebnahme der
Maschine, da das Öl vor dem Versand abgelassen wird.
Die Öllter sind durch eine Abdeckung (C) an der Rückseite der
Maschine zur Inspektion zugänglich.
Das Öl kann durch die Ablassschraube, mit „DRAIN“ (A) gekenn-
zeichnet, abgelassen werden. Damit das Öl schneller abieBt
lõsen sie die schraube (B)
15
Page 16
16
Page 17

OIL SPECIFICATION REQUIREMENTS
ERFORDERLICHE ÖL-SPEZIFIKATIONEN
All oils shall be non compounded, straight mineral oils, of
high viscosity index (will not thin down excessively with
heat). Practically all oil companies have Union Special
Specication 175 and their industrial representatives will
make their recommendations conforming to Union Special
requirements.
UNION SPECIAL SPEC. 175 (see page 87)
Nominal Viscosity 100 S.S.U at 100°F (Nominally ISO
Grade 22).
Viscosity at 100°F 90 - 125 S.U.S (22 cSt)
Flash Point (min.) 350°F (176°C)
Pour Point (max.) 20°F (- 7°C)
Color (max). 1
Neutralization No. (max). 0.10
Viscosity Index (D&D min.) 90
Copper Corrosion (max.) 1 A
Aniline Point 175-225°F (79-107°C)
Compounding Not a requirement
ASTM = American Society for Testing Materials
NOTE: The use of non corrosive oxidation, rust and foam
inhibitators and / or lm strenght, and lubricity enhancers is
permitted, but these additives must be completely soluble
in the oil, they must not separate, nor be removed by wick
feeding. „EP“ (extreme pressure), tackiness / adhesive,
lead soap and detergent additives are not permitted, nor
are solid lubricants like graphite, and PTFE, etc.
Sämtliche Öle sollten ungebundene, pure Mineralöle mit hoher
Viskosität sein (verdünnen sich bei Hitze nicht übermäßig).
Praktisch alle Ölgesellschaften haben Öle entsprechend
der Union Special Öl-Spezikationen 175 und ihre Vertreter
in der Industrie werden ihre Empfehlungen gemäß unserer
Vorgaben vornehmen.
UNION SPECIAL SPEZ. 175 (siehe Seite 87)
Nominelle Viscosität 100 S.S.U bei 100° F (ISO VG 22).
Viskosität bei 100°F 90-125 S.U.S (22 cSt)
Flammpunkt (min.) 350°F (176°C)
Stockpunkt (max.) 20°F (-7°C)
Farbe (max.) 1
Neutralisationsfaktor (max.) 0,10
Viskositätsindex (D&D min.) 90
Korrosionswirkung auf Kupfer (max.) 1 A
Anilinpunkt 175-225°F (79-107°C)
Verbundbildung nicht gefordert
ASTM = Amerikanische Gesellschaft für Materialprüfung
BEACHTEN SIE: Die Verwendung nicht korrosiver Oxydations -, Rost-, und Schaumverhüter und / oder Filmverstärkern
und Fließverbesserer ist erlaubt, jedoch müssen diese Additive
vollkommen öllöslich sein und dürfen nicht ausfällen bzw. in
den Dochten ausgeschieden werden. „EP“ (extremer Druck)-,
Klebrigkeits / Haftungs-, Bleiseife- und ReinigungsmittelZusätze sind unzulässig, sowie auch feste Schmierstoffe wie
Graphit und PTFE usw.
17
Page 18
MAINTENANCE PLAN BCE300
Daily at the beginning of shift work
1. Check oil level at oil gauge glass after closing 30 to 40 bags..
2. Checkoilowatrunningmachine;splashoilhastobevisibleattheoilsightglass.
Ölspiegel zwischen
Markierungen ok
Oil Level between
markings ok
Daily at end of shift work:
Clean sewing machine with compressed air!! For cleaning open looper cover and looper thread cover.
Blow out sewing machine with a compressed air-pistol.
18
Page 19

WARTUNGSPLAN BCE300
Täglich bei Schichtbeginn:
1. Ölspiegel im Ölschauglas nach 30 bis 40 Säcken kontrollieren.
2. ÖlusskontrollebeilaufenderMaschine;SpritzölimÖlschauglasmusssichtbarsein.
Ölspiegel zwischen
Markierungen ok
Oil Level between
markings ok
Täglich bei Schichtende:
Nähmaschine mit Pressluft reinigen!! Zum Reinigen die Greiferabdeckung und die Greiferfadenabdekkung öffnen. Mit einer Pressluftpistole die Nähmaschine ausblasen.
19
Page 20

ADJUSTING THE STITCH LENGTH
STICHLÄNGEN-EINSTELLUNG
Stitch length is set at the factory at 3SPI (9mm).
If adjustrment is necessary:
1. Remove the bracket and back right cover plate with
their 4 screws (A).
2. Loosen stitch length adjusting screw stud (B)
3. Move adjusting screw stud (B) down to lengthen stitch
length.
4. Move adjusting screw stud (B) up to shorten stitch length.
5. Tighten screw stud (B) to 40 in lbs (45 kg.cm)
6. After stitch length is changed, feed dog may need to
be re-centered in the throat plate. If adjustment is
necessary, loosen screw (C) and move feed dog as
required, then tighten screw to 87 in lbs (100 kg/cm)
NOTE: Needle guard requires no readjustment when stitch
length is changed.
Die Stitchlänge ist in der Fabrik auf 9 mm eingestellt.
Falls eine Einstellung notwendig ist, gehen Sie wie folgt.vor.
1. Entfernen Sie Halterung und die rechte hintere
Abdeckplatte mit den 4 Schrauben (A).
2. Lockern Sie die Einstellschraube (B).
3. Bewegen Sie der Einstellschraube (B) nach unten,
um die Stichlänge zu vergrößern..
4. Bewegen Sie der Einstellschraube (B) nach oben
um die Stichlänge zu verkleinern.
5. Ziehen Sie die Schraube (B) mit 45 kg/cm wieder an.
6. Nachdem die Stichlänge geändert ist, könnte es sein,
dass der Transporteur wieder mittig in der Stichplatte
eingestellt werden muss. Falls eine Einstellung
notwendig ist, lösen Sie die Schraube (C) und
bewegen Sie den Transporteur, wie benötigt, dann
ziehen Sie die Schraube mit 100 kg/cm wieder an.
BEACHTEN SIE: Der Nadelanschlag muß bei Stichlängenänderung nicht nachgestellt werden.
Turn off main power before setting stitch length! When using clutch motors without actuation
lock wait until the motor has completely stopped.
Schalten Sie vor dem Einstellen der Stichlänge den Hauptschalter aus! Beim Gebrauch von
Kupplungsmotoren ohne Betätigungssperre ist der Stillstand des Motors abzuwarten.
20
Page 21

FEED DOG SETTING
TRANSPORTEUR-EINSTELLUNG
Set the height of the feed dog in its highest position so that
the rear teeth project .060" (1.5 mm) above the throat plate
surface. Tilt front of the feed dog to be at its highest position
when tilted, but not exceed .060" (1.5 mm).
Tilt to highest position.
Do not exceed .060" (1.5 mm)
PRESSER FOOT AND CHAINING SECTION PRESSURE
1. For changing the presser foot pressure (A) loosen the
safety screw (D).
For changing the section pressure (B) loosen the
safety screw (E). After adjustment lighten the safety
screws (D) and (E) again.
Stellen Sie die Höhe des Transporteurs in seiner höchsten
Stellung so ein, daß die hinteren Zähne 1,5 mm aus der
Stichplatte ragen. Neigen Sie die Vorderseite des Transporteurs in seine höchste Stellung, aber nicht mehr als 1,5 mm.
Geneigt in höchste Stellung,
aber nicht mehr als 1,5 mm
DRÜCKERFUSS- UND KETTELTEILDRUCK
1. Zum Ändern des Drückerfußdruckes (A) lösen Sie die
Sicherungsschraube (D).
Zum Ändern des Kettelteildruckes (B) lösen Sie die
Sicherungsschraube (E). Nach der Einstellung zie hen Sie die Sicherungsschrauben (D) und (E) wieder
fest.
2. Turning presser foot presser adjustment screw (A) clockwise increases the pressure, while counter clockwise
decreases the pressure.
3. Turning chaining section pressure adjustment screw
(B) clockwise increases the pressure, while counter
clockwise decreases the pressure.
4. When removing the presser foot, move collar (C) down
against the block to prevent the presser bar from slipping.
2. Drehen der Drückerfußdruck-Einstellschraube (A) im
Uhrzeigersinn erhöht den Druck. Drehen gegen den
Uhrzeigersinn reduziert den Druck.
3. Drehen der Kettelteildruck-Einstellschraube (B) im
Uhrzeigersinn erhöht den Druck. Drehen gegen den
Uhrzeigersinn reduziert den Druck.
4. Wenn der Drückerfuß entfernt wird, schieben Sie den
Stellring (C) nach unten gegen den Mitnehmer, um ein
Verrutschen der Drückerfußstange zu verhindern.
LOCATION OF LIMIT SCREWS AND LOCK NUTS FOR CHAINING SECTION AND PRESSER FOOT SETTING.
POSITION DER ANSCHLAGSCHRAUBEN UND KONTERMUTTERN FÜR KETTELTEIL UND DRÜCKERFUSS.
21
Page 22

LOOPER SETTING
GREIFER-EINSTELLUNG
Set the looper so that the looper point is .196" (5 mm) from
the centerline of the needle, when the looper is at its furthest
position to the right. Looper gauge number 21225-13/64 is
available for setting the looper. The looper should pass as
close as possible to the back of the needle without contacting
.003" to .005" (0.08 to 0.13 mm) clearance. For adjustment,
loosen screw in the looper holder, move forward or backward
as required. Retighten screw in looper holder.
Stellen Sie den Greifer so ein, daß der Abstand von Mitte
Nadel bis zur Spitze des Greifers 5 mm beträgt, wenn der
Greifer in seiner rechten Endstellung ist. Die Greifereinstelllehre Nr. 21225-13/64 erleichtert diese Einstellung. Der
Greifer soll so dicht wie möglich hinter der Nadel im Abstand
von 0,08 bis 0,13 mm vorbeigehen, ohne diese zu berühren.
Zur Einstellung lösen Sie die Schraube im Greiferhalter und
bewegen sie ihn nach Bedarf vor oder zurück. Ziehen Sie
die Schraube im Greiferhalter wieder an.
NEEDLE HEIGHT SETTING
1. Remove the BCE cover with its 3 screws. (A)
2. Remove the rubber plug and loosen screw (A). Set
needle height by moving needle bar (B) up or down so
that the top of the needle eye is ush with the bottom
of the looper blade when looper point, in back of the
needle, is .040" to .060" (1 to 1.5 mm) left to the left
side of the needle (C). Tighten screw (A) securely,
making sure scarf of needle is facing to the back.
Recheck looper setting.
NADELHÖHEN-EINSTELLUNG
1. Entfernen Sie die BCE Abdeckung und die 3
Schrauben (A).
2. Entfernen Sie den Gummistopfen und lösen Sie die
schraube (A). Stellen Sie die Nadelhöhe durch
Verschieben in Auf- oder Abwärtsrichtung der
Nadelstange (B) so ein, dass die Oberkante des
Nadelöhrs mit der Unterkante der Greiferklinge auf
gleicher Höhe ist, wenn die Greiferspitze 1 bis 1,5 mm
über die linke Seite der Nadel (C) hinaussteht.
Ziehen Sie die Schraube (A) gut an und stellen Sie
sicher, dass die Hohlkehle der Nadel nach hiten zeigt.
Prüfen Sie nochmals die Greifereinstellung.
22
Page 23

NEEDLE GUARD SETTING
NADELANSCHLAG-EINSTELLUNG
1. Attach xed rear needle guard to rubber seal frame
2. Rotate pulley in operating direction until the point of
the looper is just entering the scarf of the needle.
Loosen screw A and move the needle guard B, to
have .001" to .003" (0.025 to 0.08mm) clearance
between the face of the needle guard and the back
of the needle point.
Note: Needle guard will not need to be reset when
stitch length is adjusted.
1. Befestigen Sie den feststehenden hinteren
Nadelanschlag am Gummidichtrahmen.
2. Drehen Sie die Riemenscheibe bis die Greiferspitze
gerade in die Hohlkehle der Nadel eintritt. Lösen Sie die
Schraube (A) und bewegen Sie den Nadelanschlag
(B) so, dassein Abstand von 0.025 bis 0.080 mm
zwischen dem Nadelanschlag und der Rückseite der
Nadelspitze entsteht.
AMMERKUNG: Der Nadelanschlag muss nach einer
Stichlängenänderung nicht nachgestellt werden.
NEEDLE THREAD CONTROL
1. Needle thread lever to be set 1 1/8" (28mm) from the
center of needle thread lever eyelet hole to the under side of the top needle thread strike-off support bracket.
2. The underside of "U" shaped needle thread control
eyelet should be 1/4" (6.3mm) above the center line
of the needle thread lever cross shaft.
3. Set eyelet that it is directly left of needle thread
tension assembly to the bottom of its slot.
NADELFADENKONTROLLE
1. Stellen Sie den Nadelfadenhebel von Mitt Nadelfaden-
hebel-Õse bis Unterseite des oberen Fadenabzugs trägers auf das Maß 28 ein.
2. Die Unterseite "U"-förmigen Nadelfadenbügels soll
auf das Maß 6,3 mm über Nadelfadenhebel-Querwelle
eingestellt werden.
3. Befestigen Sie die links neben der Nadelfaden-Spann-
einrichtung angeordnete Fadenòse im unteren
Schlitzbereich.
23
Page 24

LOOPER THREAD CONTROL
GREIFERFADENKONTROLLE
1. Set the looper thread take-up lever to just contact
the thread when the needle enters the throat plate.
2. The amount of strike off should be set so the
thread just becomes tight as the looper reaches its
furthest end of the travel.
1. Stellen Sie den Greiferfadenabzugshebel so ein,
dass er gerade den Faden berührt, wenn die
Nadelspitze sich an der Oberkante der Stichplatte bendet.
2. Die Menge des abgestreiften Fadens sollte so
eingestellt werden, dass dieser gespannt ist, wenn
der Greifer seine linke Endstellung erreicht hat.
24
Page 25

STITCH FORMATION AND THREAD TENSION
STICHBILDUNG UND FADENSPANNUNG
Set the needle thread tension to be light enough to maintain
a needle loop at the tip of the needle on half the length of
one stitch.
There should be approximately 9 ounces (2.5 N) of needle
thread tension at the needle thread tension assembly and
2.5 ounces (0.7 N) of looper thread tension at the looper
thread tension assembly.
Use just enough needle thread strike-off to be set with
the „U“-shaped needle thread control eyelet to form an
adequate needle loop.
Stellen Sie die Nadelfadenspannung so ein, daß bei Bildung
einer halben Stichlänge eine ausreichend große Nadelfadenschlinge an der Nadelspitze gebildet wird.
Die Nadelfadenspannung an der Nadelfaden-Spanneinrichtung beträgt ca. 2,5 N (9 ounces), die Greiferfadenspannung an der Greiferfaden-Spanneinrichtung ca. 0,7 N (2,5
ounces).
Ziehen Sie nur soviel Nadelfaden mit dem „U“-förmigen
Nadelfadenbügel ab, dass eine ausreichend große Nadelfadenschlinge gebildet wird.
25
Page 26
STYLES BCE311P16-1M, UA26-1M:
KLASSEN BCE311P16-1M, UA26-1M
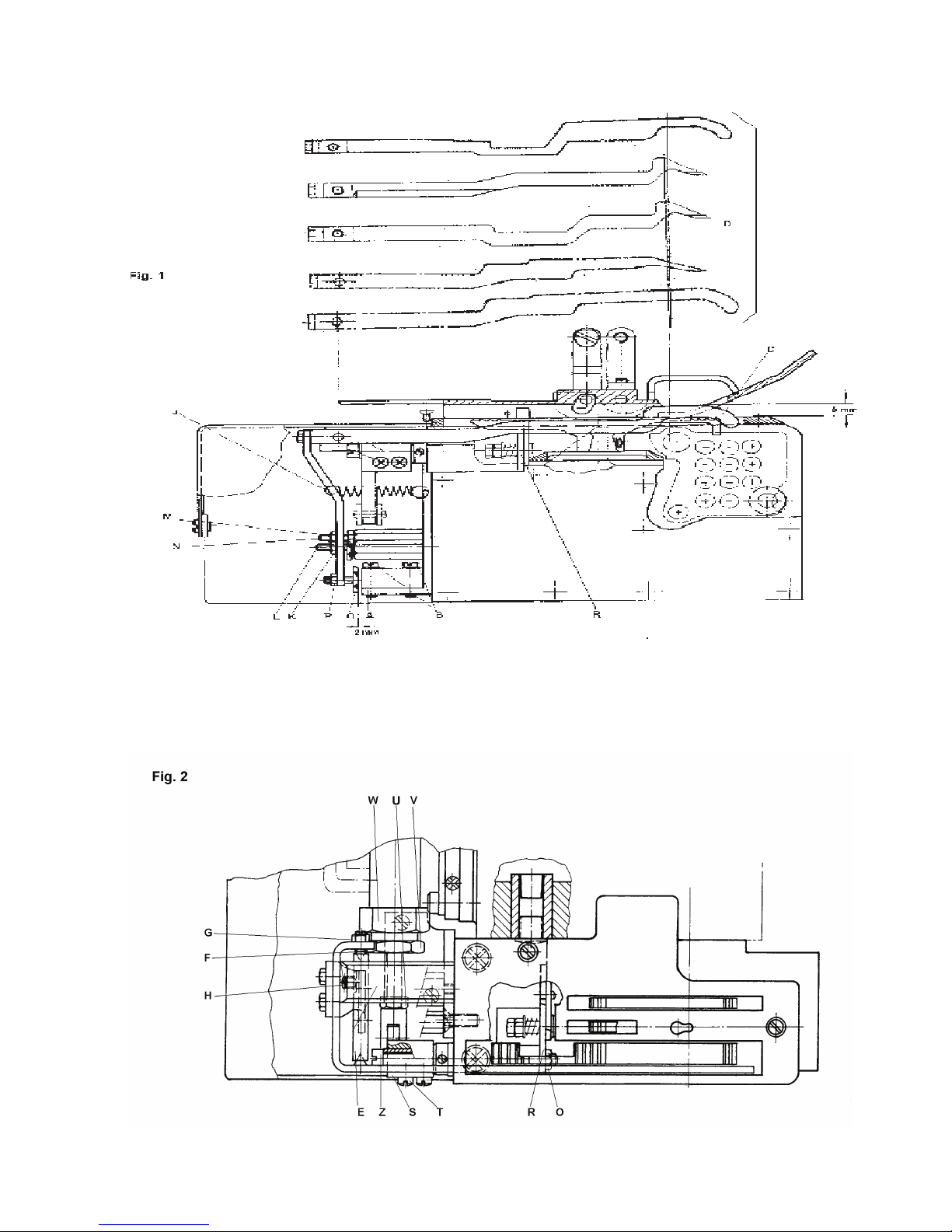
MOUNTING THE PROXIMITY SWITCH FOR FEELER
Remove left end cover. Mount the electronic proximity switch
(A) as shown in Fig. 1.
NOTE: Be careful when tightening the two screws (B) in order
not to damage the proximity switch (A).
The electronic proximity switch (A) for styles BCE211P16-1M,
-1A, -1B is connected according to wiring diagram on page 27.
FEELER SETTING
The feeler (C, D, Fig.1) should not have any lateral play but should
turn readily. For this, adjust the centering shaft (E, Fig. 2) with
centering screw (F) and lock nut (G) accordingly.
Loosen screw (H, Fig. 2) and center the feeler (C, D) in cente ring
shaft (E) laterally. The feeler must turn readily. Retighten screw (H).
Hang in tension spring (J, Fig. 1).
The feeler should be set at .256 - .290" (6.5 - 7.5 mm) (Fig. 1)
between upper throat plate surface and upper edge of feeler at
the bag entrance zone.
For adjustment loosen nut (K, Fig. 1) and turn-off screw (L), so
that the head of screw does not contact the magnet in the magnet
support stud. Loosen nut (M) and turn the feeler stop screw (N)
in or out, as required, to adjust the correct feeler height.
NOTE: When the presser foot rests on the throat plate (feed dog
below throat plate), the clearance between upper edge of feeler
and lower edge of the feeler slot cut-out in the presser foot (see
Fig. 1) should be approximately .040" (1 mm).
Secure the set feeler height with lock nut (M, Fig. 1).
EINBAU DES NÄHERUNGSSCHALTER FÜR TASTER
Entfernen Sie das linke Abschlußblech. Montieren Sie den elektronischen Näherungsschalter (A), wie in der Figur 1 gezeigt.
BEACHTEN SIE: Die beiden Schrauben (B) müssen vorsichtig
angezogen werden, damit der Näherungsschalter (A) nicht
beschädigt wird.
Der elektronische Näherungsschalter (A) für die Klassen
BCE211P16-1M, -1A, -1B wird entsprechend dem Schaltschema
auf Seite 27 angeschlossen.
TASTER-EINSTELLUNG
Der Taster (C, D, Fig. 1) darf kein seitliches Spiel haben, muss
sich aber ganz leicht drehen. Stellen Sie dazu die Zentrier achse
(E, Fig. 2) mit dem Zentrierstift (F) und der Kontermutter (G)
entsprechend ein.
Lösen Sie die Schraube (H, Fig. 2) und vermitteln Sie den Taster (C, D) durch seitliches Verschieben der Zentrierachse (E)
im Stichplatten- und Drückerfußschlitz. Der Taster muss sich
frei bewegen lassen. Ziehen Sie die Schraube (H) wieder an.
Hängen Sie die Zugfeder (J, Fig. 1) ein.
Der Taster soll auf das Maß 6,5 - 7,5 mm (Fig. 1) zwischen Stich-
plattenoberäche und Tasteroberkante in der Sackeinlaufzone
eingestellt sein.
Zur Einstellung lösen Sie die Mutter (K, Fig. 1) und drehen die
Schraube (L) soweit zurück, dass der Schraubenkopf den
Magneten im Magnethaltebolzen nicht berühren kann. Lösen Sie
die Mutter (M) und drehen Sie die Taster-Anschlagschraube (N)
entsprechend ein oder aus bis die richtige Tasterhöhe er reicht ist.
BEACHTEN SIE: Wenn der Drückerfuß auf der Stichplatte
auiegt (Transporteur unter der Stichplatte), soll zwischen Oberkante Taster und Unterkante Tasteraussparung im Drückerfuß
(siehe Fig. 1) ein Abstand von etwa 1 mm sein.Sichern Sie die
eingestellte Tasterhöhe durch Kontern der Mutter (M, Fig. 1).
SWITCHING PRESSURE SETTING
The switching pressure on the feeler is set with screw
(L, Fig. 1).
Turn screw (L) slowly towards the magnet in the magnet support
stud until its head just contacts the magnet, then turn it back ¼
turn, so that the feeler moves freely and the screw head is within
the range of inuence of the magnet.
NOTE: The closer the head of screw (L, Fig. 1) to the magnet the
higher the switching pressure on the feeler. Secure the position
of screw (L) with lock nut (K).
SWITCHING POINT SETTING
CAUTION! Adjustment has to be done
without V-belt and without air pressure.
The electrical switching point of the proximity switch (A, Fig. 1)
is determined by screw (Q, Fig. 1). The distance between screw
head and the face of the proximity switch is approximately 5/64"
(2 mm) (see Fig. 1), when the feeler is in home posi tion. This
distance 5/64" (2 mm) is not exactly the same for all switches.
Connect the machine electrically. With feeler in home position
set the proper switching point as follows:
Loosen nut (P, Fig. 1). Turn screw (Q) away from switch, until
the switch switches on. Then turn screw (Q) slowly towards
the switch, until the switch switches off. Now turn screw (Q) a
further ½ turn towards the switch. Secure this position of screw
(Q) with lock nut (P).
SCHALTDRUCK-EINSTELLUNG
Der Schaltdruck am Taster wird mit der Schraube (L, Fig. 1)
eingestellt. Drehen Sie die Schraube (L) langsam gegen den
Magneten im Haltebolzen, bis der Schraubenkopf gerade am
Magneten an liegt. Dann drehen Sie die Schraube ¼ Umdrehung
zurück, so dass der Taster leichtgängig bleibt und der Schrau-
benkopf im Einußbereich des Magneten liegt.
BEACHTEN SIE: Je näher der Schraubenkopf der Schraube
(L, Fig. 1) am Magneten ist, um so höher ist der Schaltdruck am
Taster. Sichern Sie die Stellung der Schraube (L) durch Kon tern
der Mutter (K).
SCHALTPUNKT-EINSTELLUNG
VORSICHT! Einstellung ohne Keilriemen
und ohne Druckluft durchführen.
Mit der Schraube (Q, Fig. 1) wird der elektrische Schaltpunkt des
Annäherungsschalters (A, Fig. 1) bestimmt. Der Abstand zwi-
schen Schraubenkopf und Stirnäche des Näherungs schalters
beträgt in Ruhestellung des Tasters etwa 2 mm (siehe Fig. 1).
Dieser Abstand von 2 mm ist nicht bei allen Schaltern genau
gleich. Schließen Sie die Maschine elektrisch an. Der genaue
Schaltpunkt wird in Ruhestellung des Tasters wie folgt eingestellt:
Lösen Sie die Mutter (P, Fig. 1). Drehen Sie die Schrauben (Q)
vom Schalter weg bis der Schalter einschaltet. Dann drehen Sie
die Schraube (Q) langsam zum Schalter hin bis der Schalter
ausschaltet. Drehen Sie dann die Schraube (Q) noch ½ Dre hung
weiter zum Schalter hin. Sichern Sie die Stellung der Schraube
(Q) durch Kontern der Mutter (P).
26
Page 27
27
Page 28

STYLES BCE311P16-1M, -1A AND -1B:
KLASSEN BCE311P16-1M, -1A UND -1B:
SCISSORS TYPE THREAD CHAIN CUTTER SETTING
When the air cylinder for the chain cutter (R, Fig. 1) is not
activated and the chain cutter (R) is in its home position below
the throat plate, the knife tips of the chain cutter (R) should be
positioned .020" (0.5 mm) below the throat plate top surface.
To obtain this setting, adjust the knife drive lever (S, Fig. 2) and
secure this position by tightening the two screws (T, Fig. 2).
In cutting position, above the throat plate, the cutting edges of
the chain cutter (R, Fig. 1) should overlap by .012" (0.3 mm)
when nut (U, Fig. 2) on the piston rod of the air cylinder butts
on the hexagon head stop screw (V).
For adjusting loosen lock nut (W, Fig. 2) and press nut (U)
against the hexagon head stop screw (V). Now turn stop
screw (V) in or out, as required, until the cutting edges overlap approximately .012" (0.3 mm). Secure the setting of stop
screw (V) with lock nut (W).
NOTE: A. The piston of the air cylinder should not strike against
the cylinder inside when actuated. The stroke of piston must
be limited by nut (U) striking against hexagon head stop screw
(V). Operating pressure of air cylinder: 3 to 4 bar (44 to 59 psi).
B. The cylinder clevis must not hit the feeler return spring when
actuated, adjust cylinder as needed.
FADENKETTENSCHEREN-EINSTELLUNG
Wenn der Luftzylinder für die Kettenschere (R, Fig. 1) nicht
ak tiviert ist und die Kettenschere (R) in ihrer Ausgangslage
unter der Stichplatte ist, sollen die obersten Messerkanten der
Ketten schere (R) etwa 0,5 mm unter der Stichplatten oberäche
ste hen. Stellen Sie dazu den Messerantriebshebel (S, Fig. 2
entspre chend ein und sichern Sie die Stellung durch Festziehen
der zwei Schrauben (T, Fig. 2).
In Schneidstellung über der Stichplatte sollen sich die Messerschneiden der Kettenschere (R, Fig. 1) etwa 0,3 mm überlap pen,
wenn die Mutter (U, Fig. 2) auf der Kolbenstange des Luftzylinders an der Sechskant-Anschlagschraube (V) an schlägt.
Zur Einstellung lösen Sie die Kontermutter (W, Fig. 2) und
drücken die Mutter (U) gegen die Sechskant-Anschlag schraube
(V). Drehen Sie nun die Anschlagschraube (V) nach Bedarf aus
oder ein, bis sich die Messerschneiden etwa 0,3 mm überlappen.
Sichern Sie die Einstellung der Anschlagschraube (V) durch
Kontern der Mutter (W).
BEACHTEN SIE: A Der Kolben des Luftzylinders darf beim
Betäti gen nicht im Zylinder anschlagen, der Kolbenweg soll
durch Anschlagen der Mutter (U) an der Sechskant-Anschlagschraube (V) begrenzt werden. Betriebsdruck des Luftzylinders:
3 bis 4 bar. B. Stellr sie den Gebelkopt so ein das dieser nicht
gegen den Taster fähit
REPLACING THE SCISSORS TYPE THREAD CHAIN
CUTTER
The knives of the chain cutter can not be changed indivi dually.
The complete chain cutter part No. 10069C/10069D has to
be replaced.
Remove left end cover, presser foot and throat plate. Turn
pulley until the feed dog is in its front position. Loosen nut (O,
Fig. 2) and screw (Z). Pull the thread chain cutter to the front
and take it out of the ma chine.
Assemble the new thread chain cutter. Insert the slot on the
rear knife pilot on the pin of the throat plate support. Tighten
front knife with screw (Z) and lock with nut (O). Check if the
cutting edges overlap approximately .012" (0.3 mm).
Remount throat plate, presser foot and left end cover.
RE-SHARPENING THREAD CHAIN CUTTER KNIVES
The knives of the chain cutter can be re-sharpened as long as
the cutting edges will overlap approximately .012" (0.3 mm)
and the knife pilot clears on the bottom surface of the throat
plate when in cutting position. The knife pilot should not contact
the bottom surface of the throat plate, because the stroke of
the chain cutter must be limited by the nut (U, Fig. 2) striking
against the hexagon head stop screw (V).
AUSTAUSCH DER FADENKETTENSCHERE
Die Messer der Kettenschere können nicht einzeln ausge tauscht
werden. Es muß immer die komplette Schere Teil Nr.
10069 C/10069D causgewechselt werden.
Entfernen Sie das linke Abschlußblech, den Drückerfuß und die
Stichplatte. Drehen Sie die Riemenscheibe, bis der Transporteur
in seiner vorderen Stellung ist. Lösen Sie die Mutter (O, Fig. 2)
und die Schraube (Z). Ziehen Sie die Fadenkettenschere nach
vorne und nehmen Sie sie aus der Maschine.
Montieren Sie die neue Schere. Hängen Sie den Schlitz im
hinteren Messerschenkel am Stift im Stichplattenträger ein.
Befestigen Sie mit der Schraube (Z) den Messerschenkel
wieder und kontern Sie mit der Mutter (O). Prüfen Sie ob die
Messerschneiden der Schere etwa 0,3 mm überlappen.
Montieren Sie die Stichplatte, den Drückerfuß und das linke
Abschlußblech wieder.
NACHSCHLEIFEN DER FADENKETTENSCHEREN-MESSER
Die Kettenscheren-Messer können nur so oft nachgeschliffen
werden, solange sich die Schneiden etwa 0,3 mm überlappen
und der Messerschenkel in Schneidstellung an der Stichplattenunterlage freigeht. Der Messerschenkel darf die Unterseite
der Stichplatte nicht berühren, da die Hubbegrenzung der Kettenschere durch die an der Sechskant-Anschlagschraube (V,
Fig. 2) anschlagende Mutter (U) erfolgen muss.
28
Page 29

SETTING THE TIME RELAYS IN THE SWITCH BOX OF
THE SEWING STATION
EINSTELLUNG DER ZEITRELAIS IM SCHALTKASTEN
DER NÄHSTATION
When the bag is closed the thread chain cutter should
cut at the moment the sewing machine stops and the bag
conveyed on just tightens the thread chain.
The time delay up to the cutting action is set on the time
de lay relay D1, the operating time of the solenoid valve is
set on the impulse relay D2 and the time delay up to the stop
of the motor is set on the time delay relais D3 in the switch
box of the UNION SPECIAL sewing station 20600 div. BCE.
CAUTION! WHEN SETTING THE TIME RELAYS, THERE
IS LINE-VOLTAGE ON THE OPEN SWITCH BOX.
Wenn der Sack zugenäht ist, soll die Fadenkettenschere in
dem Augenblick schneiden, in dem die Nähmaschine stillsteht und der auf dem Transport band weiterlaufende Sack
die Fadenkette gerade strafft.
Die Verzögerungszeit bis zum Schneidvorgang kann am
Ver zögerungsrelais D1, die Anzugszeit des Magnetventils
kann am Impulsrelais D2 und die Verzögerungszeit bis zum
Anhal ten des Motors kann am Verzögerungsrelais D3 im
Schaltka sten der UNION SPECIAL Nähstation 20600 div.
BCE eingestellt werden.
VORSICHT! BEIM EINSTELLEN DER ZEITRELAIS IM
OFFENEN SCHALTKASTEN LIEGT NETZSPANNUNG AN.
D1 D2 D3
TIME RELAYS / ZEITRELAIS
29
Page 30

WIRING DIAGRAM
SCHALTSCHEMA
STYLES BCE311P16-1M, -1A, -1B
Pay attention to the numbers on contact
insert of plug when connecting the cable
leads.
When assembling the plug choose builtin position “A” for the contact insert, i.e.
screw driver slot, ground contact and
the letter “A” on the contact insert must
point to the wide stay on the plug housing
after being pushed in and locked (see
illustra tion).
KLASSEN BCE311P16-1M, -1A, -1B
Beachten Sie beim Anschließen der Kabeladern die Ziffern am Kontrakträger
des Steckers.
Wählen Sie beim Zusammenbau des
Steckers die Einbaustellung „A“ für den
Kontaktträger, d. h. Schraubendreherschlitz, Erdungskontakt und der Buchstabe „A“ auf dem Kontaktträger müssen
nach dem Eindrücken und Ver riegeln auf
den breiten Steg des Stecker gehäuses
zeigen (siehe Abbil dung).
30
Page 31

STYLES BC311UA26-1M
KLASSEN BC311UA26-1M
C29476GC6GUILLOTINECUTTER
ADJUSTMENTS
KNIFE ALIGNMENT
With screws "C" just loose enough to move the knife
holder, move the cylinder and align the moving knife
holder prongs so they are in the lower knife guide area.
Tighten screws "C" and test the alignment, the prongs
should align with no bind in the mechanism.
HEIGHT ADJUSTMENT
Loosen screws"A" just enough to move the mechanism
up and down, then with the lower knife holder in its lowest
position, set the moving knife "D" to overlap the stationary
knife by 0.25mm to 0.50mm at point "B"
Note: The knife alignment and height adjustment should
be done simultaneously and each should be double
checked once the screws are tightened to make sure
nothing has moved or misaligned
MAXIMUM PRESSURE 50 PSI (3.4 bar)
C29476GC6 EINSTELLUNG DES GUILLOTINE-
BANDABSCHNEIDERS
MESSERAUSRICHTUNG
Lockern Sie die Schrauben "C" gerade genug, um den Messerhalter zu bewegen, schieben Sie den Zylinder und bringen
Sie den Messerhalter in seine tiefste Stellung. Richten Sie
die beweglichen Messerhalterzapfen so ein, dass diese in die
Untermesserführungsnut spielfrei, ohne zu klemmen, in der
Vorrichtung gleiten und ziehen Sie die Schrauben "C" wieder an.
HÖHENEINSTELLUNG
Lockern Sie die Schrauben "A" gerade genug, um die Vorrichtung hoch und nieder zu bewegen. Wenn der untere Messerhalter in seiner tiefsten Position ist, stellen Sie das bewegliche
Messer "D" so ein, dass es an Punkt (B) das feststehende
Messer um 0,25 mm bis 0,50 mm überdeckt.
Hinweis: Die Messerausrichtung und die Höheneinstellung
sollten gleichzeitig gemacht werden und beide Einstellungen
sollten nochmals geprüft werden wenn die Schrauben angezogen sind um sicher zu stellen, dass sich nichts verstellt oder
verschoben hat.
MAXIMALER DRUCK 3.4 BAR
31
Page 32

NEEDLE / LOOPER SYNCHRONIZATION NADEL-/ GREIFERSYNCHRONISIERUNG
32
Page 33

1. Synchronize with TT148 Synchronization Gauge Kit
1. Synchronisieren mit Synchronisier-Teilesatz TT148
Remove the looper and insert the test pin (I) , 1/4" (6.3 mm)
diameter x 1 3/4" (4.5 mm) long, in the looper holder and
lock the rod when there is 1/4" protruding above the throat
plate.
Position the needle at the bottom of its stroke.
Install the dial indicator (J) on the top of the machine. Set
the indicator dial to zero when the looper holder is at the
farthest right position.
Turn the handweel in the clockwise direction until the test
pin (I) touches the throat plate. Record the number of rev-
olutions and nal indicator reading.
Turn the handwheel counterclockwise until the dial indicator
reads “0” when the looper is again at right end of stroke.
Continue to turn the handwheel counterclockwise until the
test pin (I) touches the throat plate again. Record the number
of revolutions and nal indicator reading.
The indicator must travel the same amount of revolutions
in each direction. The nal indicator reading must be within
.008" (0.2 mm) of the rst reading.
If the indicator does not return to zero, adjustment can be
made by slightly turning belt sprocket at lower unit and lightly
locking one of the screws (F). If there is a lower number
reading of the indicator on looper front travel, turn slotted
sprocket counterclockwise. If there is a lower number reading
of the indicator at looper rear travel, turn slotted sprocket
clockwise.
Tighten the three screws (F) to 100 in lb. (11.5 Nm) after
adjustment is made.
Entfernen Sie den Greifer und setzen Sie den Teststift (I), 6,3
mm Durchmesser x 44,5 mm lang, in den Greiferhalter und
ziehen Sie ihn so fest, dass er 6,3 mm über die Stichplatte
hinausragt.
Stellen Sie die Nadel in Nadeltiefstellung.
Montieren Sie die Messuhr (J) auf das Maschinenoberteil.
Stellen Sie Anzeige auf „0“, wenn der Greiferhalter in seiner
rechten Endstellung ist.
Drehen Sie das Handrad im Uhrzeigersinn bis der Teststift
(I) die Stichplatte berührt. Notieren Sie die Anzahl der Umdrehungen und die Messuhranzeige.
Drehen Sie das Handrad gegen den Uhrzeigersinn bis
die Messuhr „0“ anzeigt und der Greifer wieder in seiner
rechten Endstellung ist.
Drehen Sie das Handrad weiter gegen den Uhrzeigersinn,
bis der Teststift (I) wieder die Stichplatte berührt. Notieren
Sie die Anzahl der Umdrehungen und die Messuhranzeige.
Die Messuhr muss die gleiche Anzahl von Umdrehungen in
beiden Richtungen anzeigen. Die letzte Anzeige darf nicht
mehr als 0,2 mm von der ersten Anzeige abweichen.
Wenn die Anzeigenabweichung nicht gegen „0“ geht, kön-
nen Sie eine Feineinstellung durchführen, indem Sie das
Zahnriemenrad am Unterteil leicht verdrehen und mit einer
der Schrauben (F) sichern. Falls die Anzeige am vorderen
Greiferlängsweg niedriger ist, drehen Sie das geschlitzte
Zahnriemenrad gegen den Uhrzeigersinn; falls die Anzeige
am hinteren Greiferlängsweg niedriger ist, drehen Sie das
geschlitzte Zahnriemenrad im Uhr zeigersinn.
Ziehen Sie die drei Schrauben (F) nach der Feineinstellung
mit 11,5 Nm an.
2. Synchronize without TT148 Synchronization Gauge Kit
If no indicator is available, set the synchronization measuring
with a slide caliper or steel ruler.
Set the looper gauge to 13/54" (5mm).
Check the synchronization by moving the looper rearward
behind the needle scarf. Continue moving the looper to the
left so that the top of the needle eye (L) is ush with the
bottom of the looper blade (K). Measure the distance from
the looper tip to the left side of the needle (M).
Move the looper in the opposite direction to where the
looper is in front of the needle. Set the top of the needle
eye (L) ush with the looper blade (K), the same as above.
Measure the looper point to the left side of the needle. Both
measurements should be the same within 1/64" (0.4mm)
(M).
If the measurement with the looper in front of the needle is
less than the rear, turn the slotted sprocket counterclockwise.
If the measurement is less with the looper behind the scarf
of the needle, turn the slotted sprocket clockwise.
Tighten the three screws (F) to 100 in lb (11.5 Nm).
2. Synchronisieren ohne Synchronisier-Teilesatz TT148
Falls keine Messuhr verfügbar ist, führen Sie die Synchroni-
siermessung mit einer Schublehre oder einem Stahllineal
durch.
Stellen Sie den Greiferabstand auf 5 mm ein.
Prüfen Sie die Synchronisation durch Verschieben des
Greifers hinter die Hohlkehle der Nadel. Bewegen Sie den
Greifer weiter nach links bis die Oberkante des Nadelöhrs
(L) mit der Unterkante der Greiferklinge (K) auf gleicher
Höhe ist. Messen Sie den Abstand von der Greiferspitze
bis zur linken Seite der Nadel (M).
Bewegen Sie den Greifer in entgegengesetzter Richtung
vor die Nadel. Stellen Sie die Oberkante des Nadelöhrs
(L) mit der Unterkante der Greiferklinge (K) wie oben auf
gleiche Höhe. Messen Sie den Abstand der Greiferspitze zur
linken Seite der Nadel. Beide Messungen sollen innerhalb
0,4 mm (M) liegen.
Falls der Abstand Greiferspitze zur Nadel, Greifer vor
der Nadel, kleiner ist als der Abstand Greiferspitze zur
Nadel, Greifer hinter der Nadel, drehen Sie das geschlitzte
Zahnriemenrad gegen den Uhrzeigersinn; falls der Abstand
Greiferspitze zur Nadel, Greifer vor der Nadel, größer ist
als der Abstand Greiferspitze zur Nadel, Greifer hinter
der Nadel, drehen Sie das geschlitzte Zahnriemenrad im
Uhrzeigersinn.
Ziehen Sie die drei Schrauben (F) mit 11,5 Nm an.
33
Page 34

SETTING THE TIME RELAYS IN THE SWITCH BOX OF
THE SEWING STATION.
EINSTELLUNG DER ZEITRELAIS IM SCHALTKASTEN
DER NÄHSTATION
When the bag is closed the tape cutter should cut at the
moment the sewing machine stops and the bag conveyed
on just tightens the tape.
The time delay for braking the motor up to the cutting
action is set on the time delay relay D3 in the switch box
of the UNION SPECIAL sewing station 20600 div. BC.
The switch box of the sewing stations includes an other
time relay D5 in switching position 2 with turning knobs
P1 and P2.
Because of the tape cutter design of this machine, the
tape with thread chain is cut at the start and stop of the
machine, to obtain equal projecting lengths of tape on
both ends of the bag.
In switching position 1 only cutting of the trailing tape at
the end of the bag is initiated.
Choose the time delay between the start of the sewing
machine and the cutting of the tape on turning knob P1
of time relay D5 so that the projecting length of tape will
be approx. 1 1/2" (35 mm).
The time delay up to the cutting action at the stop of the
machine is set on the turning knob P2 of time delay relay D5.
Wenn der Sack zugenäht ist, soll der Bandabschneider
in dem Augenblick schneiden, in dem die Nähmaschine
stillsteht und der auf dem Transportband weiterlaufende
Sack das Einfassband gerade strafft.
Die Verzögerungszeit zum Abbremsen des Motors bis
zum Schneidvorgang kann am Verzögerungsrelais D3 im
Schaltkasten der UNION SPECIAL Nähstation 20600 div.
BC eingestellt werden.
Im Schaltkasten der Nähstation bendet sich ein weiteres
Zeitrelais D5 in Schalterstellung 2 mit Drehknöpfen P1
und P2.
Bedingt durch die Konstruktion des Bandabschneiders
dieser Maschine wird das Reiterband mit Fadenkette
beim Start und Stopp der Maschine geschnitten, damit der
Bandüberstand an beiden Sackenden etwa gleich groß ist.
In Schalterstellung 1 wird nur Schneiden des Bandendes
am Sackende ausgelöst.
Wählen Sie die Verzögerungszeit zwischen Start der Nähmaschine und Schneiden des Bandes am Drehknopf P1
des Verzögerungsrelais D5 so, dass ein Bandüberstand
von etwa 35 mm bleibt.
Die Verzögerungszeit bis zum Schneidvorgang beim Stop
der Maschine wird am Drehknopf P2 des Verzögerungsrelais D5 eingestellt.
CAUTION! WHEN SETTING THE TIME RELAYS, THERE
IS LINE-VOLTAGE ON THE OPEN SWITCH BOX.
D3 D5
TIME RELAYS / ZEITRELAIS
VORSICHT! BEIM EINSTELLEN DER ZEITRELAIS IM OFFENEN SCHALTKASTEN LIEGT NETZSPANNUNG AN.
SWITCHING POSITION 2
SCHALTERSTELLUNG 2
34
Page 35

TROUBLE SHOOTING
PROBLEMS CAUSE AND SOLUTION PROBLEME URSACHE UND LÖSUNG
Needle thread wraps
around looper
CAUSE: Chaining section not
clamping chain. SOLUTION: Set
chaining section to
specification.
Nadelfaden ist umden Greifer
gewickelt.
URSACHE: Fadenkette wi rd
nicht vom Kettelteil geklemmt.
Broken threads while
sewing .
CAUSE: Threading upon thread
cone to sewing machine.
SOLUTION: Separate threads
from any interference.
Cause: Looper tip blunt.
SOLUTION: Stone off burr or
replace looper.
CAUSE: Needle tip blunt.
SOLUTION: Replace needle.
Fadenbruch während des
Nähens.
URSACHE: Fadenumschlingung zwischen Fadenkonus und
Nähmaschine.
LÖSUNG: Lösen Sie die verklemmten Fäden.
URSACHE: Greiferspitze ist
beschädigt.
LÖSUNG: Entgraten Sie die
Greifespitze oder ersetzen Sie
den Greifer.
URSACHE: Nadelspitze beschädigt.
LÖSUNG: Ersetzen Sie die
Nadel.
Malformed stitches.CAUSE: Thread not in thread
tension assembly
or correct
eyelets.
SOLUTION: Thread to threading
diagram.
URSACHE: Faden nicht in der
Faden-Spanneinrichtung oder in
den richtigen Ösen.
LÖSUNG: Fädeln Sie gemäß
Einfädel-Diagram ein.
Needle thread freys on
underside of bag.
CAUSE: Looper has sharp
edge at retainer portion.
SOLUTION: Buff sharp edge
slightly.
Fehlstiche.
URSACHE: Greifer hat an der
Rückhaltung eine scharfe Kante.
LÖSUNG: Polieren Sie die
scharfe Kante leicht.
Skipped stitches at start
of bag.
CAUSE: Chain section not
clamping properly. SOLUTION:
Set chaining section to
specification.
Nadelfaden ist an der Unterseite des Sackes beschädigt.
URSACHE: Fadenkette wi rd
nicht vom Kettelteil geklemmt.
LÖSUNG: Positionieren Sie das
Kettelteil entsprechend der
Anleitung.
Feed cuts on bottom of
bag.
CAUSE: To o much chaining and
presser foot pressure.
SOLUTION: Reduce pressure at
pressure screws.
CAUSE: Feed dog teeth too
shar
p.
SOLUTION: Stone tips of feed
dog teeth slightly.
Fehlstiche am Sackanfang.
Tr ansportmarkierungen an
der Unterseite des Sackes.
URSACHE: Zu hoher Kettelund Drückerfußdruck.
LÖSUNG: Reduzieren Sie den
Druck an den Druck-Einstellschrauben.
URSACHE: Tr ansporteurzähne
zu scharf.
LÖSUNG: Ziehen Sie die
Tr ansporteurzähne leicht ab.
Ta pe is torn in stitch
area.
CAUSE: To o much needle
thread tension.
SOLUTION: Reduce needle
thread tension at needle thread
tension assembly.
Band im Stichbereich eingerissen.
URSACHE: Zu hohe Nadelfadenspannung.
LÖSUNG: Verringern Sie die
Nadelfadenspannung an der
Nadelfaden-Spanneinrichtung.
Shortness of stitches
while sewing tape onto
bag.
CAUSE: Ta pe ho lding back on
tape reel.
SOLUTION: Create continuous
slight drag on tape reel.
Verkürzte Stiche während
des Bandaufnähens auf
den Sack.
URSACHE: Band wird am
Bandrollenhalter gebremst.
LÖSUNG:
Stellen Sie die Bandführungsteile am Bandrollenhalter so ein, dass das Band
leichtgängig abgezogen wi rd.
Oil pressure gauge does
not function during
operation.
CAUSE: Line filters are filled
with foreign material.
SOLUTION: Replace the built-in
line filters.
Ölanzeiger funktioniert
während des Betriebs
nicht.
URSACHE: Ölfilter sind verstopft.
LÖSUNG: Ersetzen Sie die
eingebauten Ölfilter.
FEHLERSUCHE
35
Page 36

BLANK
36
Page 37

VIEWS AND DESCRIPTION
OF PARTS
DARSTELLUNGEN UND
37
Page 38

10
3
4
5
38
Page 39

BUSHINGS
BUCHSEN
Ref. No.
Pos. Nr.
*1.
*2.
3.
*4.
*5.
6.
7.
*8.
9.
10.
11.
12.
13.
14.
15.
16.
*17.
18.
*19.
*20.
*21.
*22.
23.
*24.
25.
26.
27.
28.
29.
30.
Part No.
Teil Nr.
10044AL
10054D
660-1137
10044BR
10044XGL
660-1152
660-1151
GR-10044Y
TA0950806R0
10095G
VV660-1044
CSS8151230SP
G10044T
999-256F
660-1018
10044AU
10044SGL
10044AH
10044EGL
10044GGL
10044PGL
10044FGL
CO66
10044GL
660-1138
660-1033
10044CGL
10044DGL
660-1138
660-1144
Bushing, needle bar, upper
Bushing, needle bar, lower
"O" Ring, for 10054C
Bushing, presser bar
Bushing, main shaft
Lip Seal
"C" retaining ring
Bushing, with oil tube
Plug
Nut
Pin
Screw, set
Bushing, looper drive
Lip Seal
"O" Ring, for G10044T
Bushing, looper drive
Bushing, looper drive cross shaft
Bushing
Bushing
Bushing, crank shaft
Bushing, knife drive
Bushing
Plug
Bushing, knife drive
"O" Ring, for 10044GL
Lip Seal
Bushing,needle thread control
Bushing,needle thread control
"O" Ring, for 10044DGL
Lip Seal
BeschreibungDescription
Nadelstangenbuchse
Nadelstangenbuchse
Dichtungsring für 10054C
Buchse
Buchse, Hauptwelle
Wellendichtring
Sicherungsring
Buchse mit Ölrohr
Schutzstopfen
Mutter
Stift
Gewindestift
Buchse, Greiferantrieb
Wellendichtring
Dichtungsring für G10044T
Buchse, Greiferantrieb
Buchse, Greiferantrieb
Buchse
Buchse
Buchse, Kurbelwelle
Buchse, Messerantrieb
Buchse
Verschlussstopfen
Buchse, Messerantrieb
Dichtungsring für 10044GL
Wellendichtring
Buchse, Nadelfadenkontrolle
Buchse, Nadelfadenkontrolle
Dichtungsring für 10044DGL
Wellendichtring
Amt. Req.
Anzahl
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
* Secured with loctite # 680 * Gesichert mit Loctite Nr. 680
39
Page 40

40
Page 41

NEEDLE BAR DRIVE
NADELSTANGENANTRIEB
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
*9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
*19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
*30.
*31.
32.
33.
34.
Part No.
Teil Nr.
10096G
660-1141
10017B
C10018C
CSS6110650TP
9848GF250/100
10016B
SS6150810SP
----10045N
10038A
10033H
SS8080410TP
SS6151812TP
10037AD
SS6152212SP
10083
10047B
----660-1037
660-1059
10091
22894AV
10048B
CSS9151740CP
CW0621026SP
10048E
10016A
29126FP
-----
----SS6121510TP
10022G
CL21
Guard, needle bar
"O"Ring
Needle Bar
Needle Head
Screw
Needle
Needle Bar Connection
Screw
Plug
Connecting Rod, needle drive
Block, slide
Collar, needle bar connection
Screw
Screw
Guide, needle drive
Screw
Bracket, needle drive guide
Crank Pin, needle drive
Plug
Bearing, caged needle
Washer
Counterweight, needle drive
Screw, set
Lever, needle thread
Screw
Washer
Eyelet, thread
Connection
Bearing Assembly
Screw, ball
Bearing, ball joint
Screw
Shaft, needle bar connecction
Wick
BeschreibungDescription
Nadelstangenschutz
Dichtungsring
Nadelstange
Nadelkopf
Schraube
Nadel
Nadelstangenverbindung
Schraube
Stopfen
Nadelantriebsverbindungsstange
Kulissenstein
Stellring, Nadelstangenverbindung
Schraube
Schraube
Führung für Nadelantrieb
Schraube
Halter für Nadelantriebsführung
Kurbelzapfen für Nadelantrieb
Stopfen
Nadellager
Scheibe
Gegengewicht für Nadelantrieb
Gewindestift
Nadelfadenhebel
Schraube
Scheibe
Fadenö
Antriebsstück
Lager, komplett
Kugelschraube
Kugellager
Schraube
Nadelstangenverbindungswelle
Docht
Amt. Req.
Anzahl
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
*NOTE: Not sold separately
*HINWEIS: Nicht einzeln erhältlich
41
Page 42

42
Page 43

UPPER MAIN SHAFT
OBERE HAUPTWELLE
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
Part No.
Teil Nr.
10022F
TA0370601M0
10040B
SS8660612TP
660-1029
29476ZS
SS8660612TP
10033M
SS8660612TP
SS8661212TP
660-1147
10042K
10042F
660-1103
CSS4151215SP
660-212
10021D
22894AV
10021E
SS9151120CP
GR-95953
SM6081802TP
10067
10042J
10076
660-1041
SS7110570SP
Main Shaft, upper
Plug
Eccentric
Screw,set
Ring, retaining
Bearing,assembly
Screw, set
Bearing assembly
Screw, set
Screw, spot
"O" Ring
Flange Assembly
Flange
Lip Seal
Screw
"O" Ring
Hub
Screw, set
Pulley, belt
Screw
Washer
Screw
Lever, belt tension
Belt, timing
Roller, tension
Bearing, ball
Screw
BeschreibungDescription
Obere Hauptwelle
Stopfen
Exzenter
Gewindestift
Sicherungsring
Kugellager
Gewindestift
Zahnriemenritzel
Gewindestift
Gewindestift
Dichtungsring
Flansch, komplett
Flansch
Wellendichtring
Schraube
Dichtungsring
Nabe
Gewindestift
Zahnriemenrad
Schraube
Scheibe
Schraube
Riemenspanner
Zahnriemen
Spannrolle
Kugellager
Schraube
Amt. Req.
Anzahl
1
1
1
3
1
1
1
1
1
1
1
1
1
1
3
1
1
2
1
3
2
2
1
1
1
1
1
43
Page 44

44
Page 45

CRANKSHAFT ASSEMBLY
KURBELWELLE, KOMPLETT
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
*20.
21.
*22.
23.
*24.
25.
26.
27.
28.
29.
30.
31.
32.
*33.
34.
Part No.
Teil Nr.
10021S
C22894BQ
10084A
CSS9151420TP
WP0621016SD
10042
10021B
22894AV
660-1028
SS6151440SP
29126FT
660-1104
SS4111215SP
10042C
660-1031
660-1103
10042B
SS6121060SP
10035A
10045C
SS7121610SP
10013
22894AV
10022
10040D
SS8660612TP
10040E
SS8660612TP
10045Q
10022P
10033C
SS8660612TP
29477NT
Pulley
Screw, set
Washer, felt
Screw
Washer
Sprocket, feed drive
Hub
Screw, set
"O" Ring
Screw
Crankshaft Assembly
"O" Ring
Screw
Flange Cover
Bearing
Lip Seal
Flange
Screw
Guide Fork
Connecting Rod
Screw
Looper Drive Rocker
Screw, set
Crankshaft
Eccentric, Looper Drive
Screw
Eccentric, Feed Drive
Screw
Connecting Rod
Shaft, Knife Drive
Collar
Screw
Plug
Crankshaft Subassembly
BeschreibungDescription
Riemenscheibe
Gewindestift
Filzscheibe
Schraube
Scheibe
Zahnriemenrad für Transportantrieb
Nabe
Gewindestift
Dichtungsring
Schraube
Kurbelwelle, klompett
Dichtungsring
Schraube
Flanschabdeckung
Lager
Wellendichtring
Flansch
Schraube
Führungsgabel
Verbindungsstange
Schraube
Greiferantriebshebel
Gewindestift
Kurbelwelle
Greiferantriebsexzenter
Schraube
Transportantriebsexzenter
Schraube
Verbindungsstange
Messerantriebswelle
Stellring
Schraube
Stopfen
Kurbelwelle, teilkomplett
Amt. Req.
Anzahl
1
3
1
3
3
1
1
2
1
3
1
1
3
1
1
1
1
2
1
1
4
1
1
1
1
2
1
2
1
1
1
2
2
1
*NOTE: Not sold separately
*HINWEIS: Nicht einzeln erhältlich
45
Page 46

46
Page 47

LOOPER DRIVE
GREIFERANTRIEB
Ref. No.
Pos. Nr.
1.
-
1A.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
Part No.
Teil Nr.
10008
C10008
10008A
80137A
C10013A
C22894AW
CSS6660610TP
10043
10035C
SS7111410SP
29105BF
10035B
SS9090640SP
10035E
10088
10045J
CL21
10045K
CL21
Looper
Looper, chromium plated
(401 stitch)
Blind Looper (101 stitch) for BCE391
Collar 1 mm thick (if required
only)
Looper Holder
Screw
Screw
Looper Bar
Fork, connecting
Screw
Fork Assembly, looper drive
Fork, connection
Screw
Joint, looper drive
Ball
Pin, link
Wick
Pin, link
Wick
BeschreibungDescription
Greifer
Greifer, verchromt
(401 Stich)
Einfachkettenstichgreifer (101 Stich) für BCE391
Unterlegring 1 mm dick (nur falls
erforderlich)
Greiferhalter
Schraube
Schraube
Greiferstange
Verbindungsgabel
Schraube
Gabel, komplett für Greiferlängsweg
Verbindungsgabel
Schraube
Greiferantriebsverbindung
Kugel
Gelenkstift
Docht
Gelenkstift
Docht
Amt. Req.
Anzahl
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
47
Page 48

48
Page 49

FEED MECHANISM
TRANSPORTMECHANISMUS
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
*7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
*21.
22.
23.
24.
25.
*26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
Part No.
Teil Nr.
CSS6121050SP
CSS6121210SP
C10025C
C10034J
C10034E
G10084B
---CSS6110710TP
29126GC
10034J
C22894BQ
10045F
B3517009000
666-201
10033B
SS6110650TP
10034B
660-1058
10047A
SS8660612TP
----10038
10095BL
660-1027
10045E
----2165C0.3
10033E
CSS8120410SP
10022B
35055V
CL21
10095BM
10034P
WP0651001SB
SS9151740CP
10047X
10095BK
10086H
10033C
SS8660612TP
Screw
Screw
Needle Guard
Frame, sealing
Washer, sealing
Bellow Assembly
Bellows
Screw
Feed Drive Assembly
Feed Rocker
Screw, set
Link Pin
Felt
Wick
Collar
Screw, set
Feed Bar
Washer
Pin, drive
Screw, set
Plug
Slide Block
Bolt, eccentric
"O" Ring
Link, feed drive
Plug
Washer
Collar
Screw, set
Shaft, feed bar drive
Washer
Wick
Adjusting Nut
Adjustiung Feed Lever
Washer
Screw
Pin, Drive
Screw
Washer
Collar
Screw, set
BeschreibungDescription
Schraube
Schraube
Nadelanschlag
Dichtrahmen
Dichtplatte
Dichtbalg, komplett
Dichtbalg
Schraube
Transportantrieb, komplett
Transportrahmen
Gewindestift
Gelenkstift
Filz
Docht
Stellring
Gewindestift
Transporteurrahmen
Scheibe
Mitnehmer
Gewindestift
Stopfen
Gleitstein
Exzenterbolzen
Dichtungsring
Gelenk, Transportantrieb
Stopfen
Scheibe
Stellring
Gewindestift
Transportrahmenwelle
Scheibe
Docht
Einstellmutter
Hebel, Transportantrieb
Scheibe
Schraube
Mitnehmer
Schraube
Scheibe
Stellring
Gewindestift
Amt. Req.
Anzahl
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
*NOTE: Not sold separately
*HINWEIS: Nicht einzeln erhältlich
49
Page 50

50
Page 51

OIL PUMP
ÖLPUMPE
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
Part No.
Teil Nr.
10093CR
660-3003
10093T
WP0531000SE
SS6121210SP
SM6051202TP
10093CS
10093AY
660-3003
660-3004
10093CL
10093CU
95403A
10093P
SS6123010SP
NS6120310SP
Oil Tube, suction
Rotary Fitting
Clamp, oil tube
Washer
Screw
Screw
Oil Deection Plate
Oil Pump Assembly
Elbow Fitting
Straight Fitting
Stand-off
Oil Distributor
Screw, hollow
Oil Tube, suction
Screw
Nut
BeschreibungDescription
Ölansaugrohr
Schwenkverschraubung
Halter für Ölrohr
Scheibe
Schraube
Schraube
Ölabweisblech
Ölpumpe, komplett
Verschraubung
Gerade Verschraubung
Verschraubung
Ölverteiler
Schraube
Ölansaugrohr
Schraube
Mutter
Amt. Req.
Anzahl
1
1
2
2
5
2
1
1
5
10
3
1
1
1
1
1
* NOTE: Not sold separately
* HINWEIS: Nicht einzeln erhältlich
51
Page 52

52
Page 53

OIL TUBES
ÖLSCHLÄUCHE
Ref. No.
Pos. Nr.
1.
2.
3.
4.
*5.
6.
7.
8.
Part No.
Teil Nr.
10093AH
10093-4
10093-2
10093AF
10093AG
56393N
660-1071
10093CX
Oil Tube, 220mm long
Oil Tube, 178mml ong
Oil Tube, 280mm long
Oil Tube, 120mm long
Oil Tube, 184mm long
Spring
Oil Filter
Oil Restrictor
BeschreibungDescription
Ölschlauch, 220mm lang
Ölschlauch, 178mm lang
Ölschlauch, 280mm lang
Ölschlauch, 120mm lang
Ölschlauch, 184mm lang
Feder
Öllter
Ol Drossel
Amt. Req.
Anzahl
1
3
1
6
1
14
2
2
53
Page 54

54
Page 55

OIL DISTRIBUTOR ASSEMBLY
ÖLVERTEILER, KOMPLETT
Ref. No.
Pos. Nr.
1.
2.
*3.
4.
5.
6.
7.
8.
9.
10.
Part No.
Teil Nr.
10084
10093CW
----WP0531000SE
SM6052002TP
10084G
10093CT
999-196
671D57
CSS6152212SP
Gasket
Oil Distributor
Oil Tube
Washer
Screw
Gasket
Oil Housing
Screw, plug, oil drain
Oil Level Gauge
Screw
BeschreibungDescription
Dichtung
Ölverteiler
Ölrohr
Scheibe
Schraube
Dichtung
Verteilergehäuse
Ölablassschraube
Ölschauglas
Schraube
Amt. Req.
Anzahl
1
1
1
1
1
1
1
1
1
4
55
Page 56

56
Page 57

PRESSER FOOT LIFT
DRÜCKERFUSSLIFTUNG
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
*-.
*-.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
Part No.
Teil Nr.
C10030W
VV6152212SP
10095BN
10095BP
C10095S
10033R
C88
C10030Y
10032H
10032HL
10032HH
35876U
C10056G
C10056F
C10030V
CSS9151420TP
WP0531000SE
CSM6051802TP
C10030AB
10075F
10075T
10095BT
VV10095R
Presser Foot Binder
Screw
Screw
Nut
Screw
Collar
Screw
Regulator
Spring Standard
Spring, soft
Spring, hard
Spring Washer
Presser Bar, Foot
Presser Bar
Chaining Section Binder
Screw
Washer
Screw
Handle
Washer
Spring Washer
Shoulder Screw
Screw, brass tip
BeschreibungDescription
Drückerfuß-Mitnehmer
Schraube
Schraube
Mutter
Schraube
Stellring
Schraube
Druckeinstellschraube
Feder, Standard
Feder, weich
Feder, hart
Scheibe
Drückerfußstange
Drückerfußstange
Verdrehsicherung für Drückerfuß
Schraube
Scheibe
Schraube
Kugel
Scheibe
Scheibe
Schraube
Schraube
Amt. Req.
Anzahl
1
1
1
1
1
1
2
2
2
-
-
6
1
1
1
1
1
1
1
1
1
1
2
* Optional on demand
* wahlwelse nach Bedart
57
Page 58

58
Page 59

NEEDLE THREAD CONTROL
NADELFADENKONTROLLE
Ref. No.
Pos. Nr.
1.
C10047D
2.
C10066
3.
CSS8120740SP
4.
C10066A
5.
C10082Q
6.
CSS6121050SP
7.
C10066C
8.
CSS8660410SP
9.
C10047
10.
C10066B
11.
-----
12.
CSS7080520SP
13.
C10047J
14.
CSS8660410SP
15.
C10047H
16.
CSS1120710SP
17.
C10068B
18.
C81256A
19.
C81256A
20.
CSA137A
21.
10083CC
22.
CHS106
23.
CHA1348
24.
C80676A
25.
CHA1349
26.
C110-4
27.
C107D
28.
C108E
29.
C10068F
30.
CWP0482086SD
Part No.
Teil Nr.
Pin
Holder, thread guide
Screw, set
Guide, thread
Cover
Screw
Support, thread control
Screw, set
Pin
Guide, thread
Pin
Screw
Pin
Screw, set
Pin
Screw
Guide, thread
Thread Sleeve
Thread Sleeve
Eyelet, Filer Cord
Stand off
Tension Post
Tension Post Ferrule
Tension Disc
Thread Sleeve
Spring for Needle Thread Tension
Tension Spring Ferrule
Tension Nut
Guide, thread
Washer
BeschreibungDescription
Stift
Halter für Fadenführung
Gewindestift
Fadenführung
Abdeckung
Schraube
Halter für Fadenkontrolle
Gewindestift
Stange
Fadenführung
Stange
Schraube
Stift
Gewindestift
Stift
Schraube
Fadenführung
Fadenhülse
Fadenhülse
Öse für Dichtungskordel
Distanzstück
Fadenspannungsbolzen
Fadengleithülse
Fadenspannungsscheibe
Fadenhülse
Feder fúr Nadelfadenspannung
Fadenspannungshülse
Fadenspannungsmutter
Fadenführung
Scheibe
Amt. Req.
Anzahl
1
1
2
1
1
6
2
4
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
59
Page 60

60
Page 61

LOOPER THREAD CONTROL
GREIFERFADENKONTROLLE
Ref. No.
Pos. Nr.
C10068C
1.
CSS1120710SP
2.
C10068D
3.
10068E
4.
C10023B
5.
CSS9151630CP
6.
CSS6121050SP
7.
10082AL
8.
C10068F
9.
CSS6121050SP
10.
C81256A
11.
CSS8120740SP
12.
10083CC
13.
CHS106
14.
CHA1348
15.
C80676A
16.
CHA1349
17.
C110-2
18.
C107D
19.
C108E
20.
Part No.
Teil Nr.
Guide, thread
Screw
Guide, thread
Eyelet
Take-up, Thread
Screw
Screw
Cover
Guide, thread
Screw
Thread Sleeve
Screw, Set
Stand Off
Tension Post
Tension Post Ferrule
Disc, tension
Thread Sleeve
Spring
Tension Spring Ferrule
Tension Nut
BeschreibungDescription
Fadenführung
Schraube
Fadenführung
Öse
Greiferfadenaufnehmer
Schraube
Schraube
Abdeckung
Fadenführung
Schraube
Federhülse
Gewindestift
Distanzstück
Fadenspannungsbolzen
Fadengleithülse
Fadenspannungsscheibe
Federhülse
Feder
Fedenspannungshülse
Fadenspannungsmutter
Amt. Req.
Anzahl
1
1
1
2
1
1
1
1
1
2
1
1
1
1
1
2
1
1
1
1
1
1
61
Page 62

62
Page 63

FRONT AND LOOPER COVERS
VORDERE ABDECKUNG UND GREIFERABDECKUNG
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
Part No.
Teil Nr.
10082AW
660-1094
96535
660-1067
TA2351004R0
660-1127
C10033D
CSS8120740SP
C10057
GR-95953
C10082C
---C22894BM
10084H
Cover, front
Pin
Pin
Pin
Plug
Lip Seal
Collar
Screw, set
Spring
Washer
Cover, looper
Shaft
Screw
Gasket
BeschreibungDescription
Frontdeckel
Stift
Stift
Stift
Verschlussstopfen
Wellendichtring
Stellring
Gewindestift
Feder
Scheibe B8.4
Greiferabdeckung
Shaft
Schraube
Dichtung
Amt. Req.
Anzahl
1
2
2
2
1
3
1
4
1
1
1
1
14
1
63
Page 64

3
64
Page 65

COVERS
ABDECKUNGEN
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
Part No.
Teil Nr.
CSS6120940SP
10082AH
10084L
10082F
C22599G
C524
C10095A
Screw
Cover
Gasket
Cover
Screw
Spring
Bolt
BeschreibungDescription
Schraube
Abdeckung
Dichtung
Abdeckung
Schraube
Feder
Bolzen
Amt. Req.
Anzahl
9
1
1
1
1
1
1
65
Page 66

20
66
Page 67

BACK AND RIGHT COVERS
HINTERE UND RECHTE ABDECKUNG
Ref. No.
Pos. Nr.
1.
2.
3.
*4.
5.
*6.
*7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
Part No.
Teil Nr.
C22894BM
TA1050504R0
10082AK
----GR-10094
-----
----10082AN
10082AG
C22894BM
CSS8120410SP
999-196
10084K
10084J
GR-95055
VV96203
10084D
10082AJ
660-705
C670G224
Screw
Plug, cap
Cover
Dust Ring
Vent
Pin
Plate, style
Cover
Cover
Screw
Screw
Screw, plug
Gasket
Gasket
Screw
Washer, lock
Gasket
Cover
"O" Ring
Plug
BeschreibungDescription
Schraube
Verschlussstopfen
Abdeckung
Staubring
Entlüftungsschraube
Stift
Typenschild
Abdeckung
Abdeckung
Schraube
Schraube
Verschlussschraube
Dichtung
Dichtung
Schraube M10x25 lg.
Federring 10
Dichtung
Abdeckung
Dichtring
Stopfen
Amt. Req.
Anzahl
6
1
1
1
2
1
1
1
8
1
1
1
1
1
3
3
1
1
1
1
* NOTE: Not sold separately
* HINWEIS: Nicht einzeln erhältlich
67
Page 68

68
21
22
25
26
24
23
Page 69

KNIFE DRIVE FOR BCE311P16-1A, -1B,-1M AND BCE391P16-1M
THROAT PLATE SUPPORTS FOR BCE311UA26-1M
MESSERANTRIEB FÜR BCE311P16-1A, -1B, -1M UND BCE391P16-1M
STICHPLATTENTRÄGER FÜR BCE311UA26-1M
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
*12.
*13.
*14.
*15.
*16.
17.
18.
19.
20.
21.
*22.
*23.
*24.
*25.
*26.
Part No.
Teil Nr.
CSS4150915SP
C10095M
C10073C
CSS4111215SP
C10033K
C88
C10080B
CSS8110422TP
96531A
C10022L
C10069C
-----
-----
-----
-----
----10095K
VVN6120310SP
C10080G
CSS8110422TP
C10069D
.......
.......
.......
.......
.......
Screw
Screw
Lever, knife drive
Screw
Collar
Screw
Throat Plate Support, BCE311P
Screw
Pin
Shaft, knife drive, hollow
Chain Cutter Assembly
Nut
Washer
Disc Spring
Inner Knife
Outer Knife
Bolt
Nut
Throat Plate Support, for
BCE311UA
Screw
Chain Cutter Assembly (Option)
Nut
Washer
Washer
Inner Knife
Outer Knife
BeschreibungDescription
Schraube
Zylinderschraube
Messerantriebshebel
Schraube
Stellring
Gewindestift
Stichplattenträger für BCE311P
Schraube
Stift
Messerantriebswelle, hohl
Kettenschere, komplett
Mutter
Scheibe
Tellerfeder
Innenmesser
Außenmesser
Messerbolzen
Mutter
Stichplattenträger für
BCE311UA
Schraube
Kettenschere, komplett (Option)
Mutter
Schreibe
Schreibe
Innenmesser
Außenmesser
Amt. Req.
Anzahl
2
1
1
2
1
2
1
1
1
1
1
2
1
4
1
1
1
1
1
1
1
2
2
4
1
1
.
* NOTE: Not sold separately
* HINWEIS: Nicht einzeln erhältlich
69
Page 70

49
48
70
Page 71

AIR CYLINDER DRIVE FOR BCE311P16-1M, 1A, 1B UND BCE391P16-1M
LUFTZYLINDERANTRIEB FÜR BCE311P16-1M, 1A, 1B UND BCE391P16-1M
Ref. No.
Pos. Nr.
* Please indicate voltage and current when ordering
Part No.
Teil Nr.
*1.
29925BCNMC3
-
29925BCNAC3
-
29925BCNBC3
2.
10095BE
3.
671-255M
-
671-255A
-
671-255B
4.
999-411G1/8-6
5.
671F99R1/8-6
6.
660-1157
7.
10095BF
8.
10083BX
9.
998-59D
10.
22799AM
11.
95153
12.
GR-670G328
13.
998-313F
14.
998-313D
15.
6-878-6MM-1MM
16.
6-878-6MM-1MM
17.
C10083N
18.
10083P
19.
CSS6151812TP
20.
CWP0621016SD
21.
C95954
22.
NM6040000SN
23.
CSS6152212SP
24.
C671G24
25.
C80696
26.
C20
27.
C18
28.
671A388
29.
999-411G1/8-6
30.
999-411G1/8-6
31.
C671G24A
32.
RM3211-1
33.
999-47D
34.
998-326K
35.
670B353
-
670B364
36.
998-31AK
37.
998-419AK
38.
90233DCB
39.
G21233GA
40.
998-226A5
41.
998-226A1
42.
998-226A2
43.
998-226A3
44.
998-226A4
45.
998-227A3
46.
998-247-1
47
998-247-4
48
CSS2110910TP
49.
10082AM
Air Cylinder Drive Assembly for
BCE311P16-1M
Air Cylinder Drive Assembly for
BCE311P16-1A
Air Cylinder Drive Assembly for
BCE311P16-1B
Screw, M4 X30
Valve, 5 way 24V
For 29925BCNMC3
Valve, 5 way 220V
For 29925BCNAC3
Valve, 5 way 110V
For 29925BCNBC3
Elbow Fitting
Straight Fitting
Mufer
Screw
Valve Adaptor
Terminal Box
Screw
Screw
Terminal Block
Cable Screwing
Fitting, Wire
Tubing
Tubing
Spacer
Mounting Bracket
Screw
Washer
Washer
Nut
Screw
Bracket for Cylinder
Stud
Washer
Nut
Air Cylinder
Elbow Fitting
Elbow Fitting
Spacer
Nut
Clevis
Grommet
Proximity Switch 20-250V AC/DC
Proximity Switch BCNMC3
Nut
Elbow Screw-Fitting
Cable with plug
Cable
Cable Sleeve
Plug Housing
Contact Base
Pin Contact
Sealing Plug
Socket Contact
I.D. Sleeve
I.D. Sleeve
Screw, Cover
Cover, Left End
BeschreibungDescription
Luftzylinder-Antrieb, komplett für
BCE311P16-1M
Luftzylinder-Antrieb, komplett für
BCE311P16-1A
Luftzylinder-Antrieb, komplett für
BCE311P16-1B
Schraube M4 X30
5 Wegeventil 24V
fur 29925BCNMC3
5 Wegeventil 220V
fur 29925BCNAC3
5 Wegeventil 110V
fur 29925BCNBC3
Winkeleinschraubanschluß
Gerade Verschraubung
Schalldämpfer
Schraube
Ventil-Adapter
Klemmengehäuse
Schraube
Schraube
Anschlussklemme
Kabelversschraubung
Draht-Fitting
Schlauch
Schlauch
Distanzleiste
Haltewinkel
Schraube
Scheibe
Scheibe
Mutter
Schraube
Haltewinkel für Zylinder
Schraube
Scheibe
Mutter
Luftzylinder
Winkeleinschraubanschluß
Winkeleinschraubanschluß
Distanzieste
Mutter
Gabelkopf
Durchführungstülle
Näherungsschalter 20-250V AC/DC
Näherungsschalter BCNMC3
Mutter
Winkel-Kabelverschraubung
Kabel mit Stecker
Kabel
Tülle
Steckergehäuse
Stiftkontaktträger
Stiftkontakt
Blindstopfen
Buchsenkontakt
Bezeichnungsring 1
Bezeichnungsring 4
Schraube für Abdeckhaube
Abdeckhaube, links
* Beim Bestellen bitte Spannung und Stromart
angeben
Amt. Req.
Anzahl
1
1
1
2
1
1
4
1
2
2
1
1
2
2
1
1
2
3
2
2
1
2
2
2
4
4
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
71
Page 72

27
72
Page 73

FEELER FOR BCE311P16-1A, 1B, 1M, BCE391P16-1M, BCE311UA26-1M
TASTER FÜR BCE311P16-1A, 1B, 1M, BCE391P16-1M, BCE311UA26-1M
Ref. No.
Pos. Nr.
1A.
*4.
*6.
*8.
10.
11.
12.
13.
**14.
15.
16.
17.
18.
19.
20.
***21.
****22.
23.
*****24.
******25.
26.
27.
Part No.
Teil Nr.
1.
C10083M
A10504A
2.
96826
3.
CSS2621540SP
C95167
5.
C96103A
C10095N
7.
90710C
C10095L
9.
C10022M
C10083AG
80638S
C99288
C12982
A10508RE
C10083R
C22519
C10032C
C99339
C22782A
C907
C10083AE
A10508REB
670B353
C10083S
G20083UL
G20083AL
C10074C
Bracket, sensor for
BCE311P16-1M, 1A, -1B
Bracket, sensor for
BCE311UA26-1M
Pin
Screw, bracket
Screw, sensor
Lock Washer
Stud
Magnet
Stud
Centering Shaft
Feeler (Standard) for P16-1M
Centering Pin
Screw
Nut
Feeler (low speed) for P16-1M
Holder
Screw
Spring
Screw, proximity switch/magnet
Screw, feeler stop
Nut
Feeler for UA26-1M
Feeler (low speed) for P16-1M
Proximity Switch 20-250 V AC/DC
Feeler for manual sew for P16-1M
Feeler long for manual sew for UA26-1M
Feeler long for UA26-1M
Spacer plate
BeschreibungDescription
Halter für Näherungsschalter für
BCE311P16-1M, 1A, -1B
Halter für Näherungsschalter für
BCE311UA26-1M
Passkerbstift
Schraube für Halter
Schraube für Näherungsschalter
Fächerscheibe
Magnethaltebolzen
Magnet
Anschlagbolzen
Zentrierachse
Taster (Standard) für P16-1M
Zentrierstift
Gewindestift
Mutter
Taster (niedrige Geschwindigkeit) für P16-1M
Schaltfahne
Schraube
Zugfeder
Schraube für Näherungsschalter/Magnet
Schraube für Tasteranschlag
Mutter
Taster für UA26-1m
Taster (niedrige Geschwindigkeit)
Näherungsschalter 20-250 V AC/DC
Taster für manuelles Nähen for P16-1M
Taster land für manuelles Nähen for
UA26-1M
Taster lang für UA26-1M
Distanzplatte
Amt. Req.
Anzahl
1
1
2
2
2
1
1
1
1
1
1
1
1
1
1
1
2
1
2
1
3
1
1
1
1
1
1
1
* The screws have to be secured with the engineering
adhesive part No. 999-114C
** On demand only, e.g. when replacing class 80800
**** On demand only, e.g. when replacing class 80800.
Especially suitable for soft materials. When used
manually, feeler assembly 29926A is necessary.
*****On demand only. For manual sewing without bag
feed-in device.
******On demand only. e.g. when replacing class 80800U,
UA with control box and guillotine cutter. For manual
sewing.
* Die Schrauben müssen mit den Konstruktionskleber
Teil-Nr. 999-114C gesichert werden
** Nur bei Bedarf, z.B. beim Ersetzen der Klasse 80800
**** Nur bei Bedarf, z. B. beim Ersetzen der Klasse 80800.
Besonders für weiches Material geeignet. Bei
manuellem Einsatz ist der Vortaster 29926A notwen-
dig.
*****Nur bei Bedarf. Für manuelles Nähen ohne
Sackzuführing.
****** Nur bei Bedarf, z. B. beim Ersetzen der Klasse
80800U, UA mit Steuerung und Guilotineband- abschneider. Für manuelles Nähen.
73
Page 74

74
Page 75

GUILLOTINE TYPE CHAIN AND TAPE CUTTER FOR BCE311UA26-1M
BAND UND KETTENABSCHNEID-GUILLOTINE FÜR BCE311UA26-1M
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
Part No.
Teil Nr.
C29476GC6
671A386
999-411G1/8-6
10095BY
10078D
C10095U
VV10086D
10083BW
10033U
C10095AE
10086GL
CSS6151040SP
10095BD
C10083BV
C10095BB
C10095T
C10075M
WP0531000SE
C10072F
10037GS
10037GL
VV10032J
10070G3
VV10078A
C10095U
C10072G
10049G
VV22519R
C10083BT
Rotary Tape Chopper Assembly
Air Cylinder
Elbow Fitting
Screw M5x36
Cover
Screw M4x6
Washer
Cover
Stand off, 40mm
Screw M5x12
Spacer
Screw
Nut M5
Adaptor
Screw M4X6
Screw
Washer
Washer
Knife Holder, movable
Bushing
Bushing
Spring
Knife, movable
Deection Plate
Screw M4X6
Knife and holder, xed
Knife
Screw
Plate
BeschreibungDescription
Bandabschneid-Guillotine, komplett
Luftzylinder
Winkelverschraubung
Schraube M5x36
Abdeckung
Schraube M4x6
Scheibe
Abdeckung
Distanzstück, 40 mm
Schraube M5x12
Distanzleiste
Schraube
Mutter M5
Adaptor
Schraube M4x6
Schraube
Scheibe
Scheibe
Messerhalter, beweglich
Buchse
Buchse
Feder
Messer, beweglich
Abweisbügel
Schraube M4x6
Messer und Halter, feststehend
Messer, feststehend
Schraube
Platte
Amt. Req.
Anzahl
1
1
2
4
1
4
6
1
2
6
2
3
4
1
2
2
2
2
1
1
1
3
1
1
3
1
1
4
1
75
Page 76

33
32
76
Page 77

AIR CYLINDER DRIVE FOR BCE311UA26-1M
LUFTZYLINDER-ANTRIEB BCE311UA26-1M
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
Part No.
Teil Nr.
29925GCMC2
671-255M
671F99R1/8-6
10095BE
10095BF
10083BX
998-59D
660-1157
GR-670G328
22799AM
95153
998-313D
6-878-6MM-1MM
C95954
NM6040000SN
10083P
CSS6152212SP
C10083N
998-326K
670B364
998-31AK
998-419AK
998-313F
90233DCB
G21233GA
998-226A5
998-226A1
998-226A2
998-226A3
998-226A4
998-227A3
CSS2110910TP
10082AM
Air Cylinder Drive Assembly
Valve
Straight Fitting
Screw, M4X30
Screw, M3X25
Valve Adaptor
Terminal Box
Mufer
Terminal Block
Screw
Screw
Strain Relief Boot
Tubing
Washer
Nut
Bracket, Valve
Screw
Spacer
Grommet
Proximaty Switch20-250V AC/DC
Nut
Elbow Screw Fitting
Cable Screwing
Cable with plug
Cable
Cable Sleeve
Plug Housing
Contact Base
Pin Contact
Sealing Plug
Socket Contact
Screw, Cover
Cover, Left End
BeschreibungDescription
Luftzylinder-Antrieb, komplett
Ventil
gerade Verschraubung
Schraube, M4X30
Schraube M4X25
Ventil-Adapter
Klemmengehãuse
Schalldãmpfer
Anschlussklemme
Schraube
Schraube
Kabelzugentlastung
Schlauch
Scheibe
Mutter
Ventil-Halterung
Schraube
Distanzleiste
Durchführungstülle
Nãherungsschalter 20-250V AC/DC
Mutter
Winkel-Kabelverschraubung
Kabelversschraubung
Kabel mit Stecker
Kabel
Tülle
Steckergehäuse
Stiftkontakttfrãger
Stiftkontakt
Verschlussstopfen
Buchsenkontakt
Schraube für Abdeckhaube
Abdeckhaube, links
Amt. Req.
Anzahl
1
1
3
2
2
1
1
2
1
2
2
2
5
2
4
1
4
2
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
77
Page 78

8
78
Page 79

SEWING COMBINATION FOR BCE311P16-1A, -1B, -1M, UND BCE391P16-1M
NÄHTEILE FÜR BCE311P16-1A, -1B, -1M UND BCE391P16-1M
Ref. No.
Pos. Nr.
1.
2.
*3.
4.
5.
6.
7.
8.
9.
**9A.
10.
11.
12.
13.
14.
15.
Part No.
Teil Nr.
C20020H
C10030T
CSS8120740SP
CSS9151420SP
C10047C
C20030AC
C22599L
C10024B
C10005B
10005BA
CSS9150860SP
C10030U
C10030V
CSS9151420TP
WP0531000SE
CSM6051802TP
Presser Foot
Presser Foot Shank
Screw
Screw, set
Pin, dowl
Presser Foot Bottom
Screw
Throat Plate
Feed Dog
Feed Dog, upper and lower row
of teeth PU coated
Screw
Chaining Section
Chaining Section Binder
Screw
Washer
Screw
BeschreibungDescription
Drückerfuß
Drückerfußnabe
Schraube
Gewindestift
Paßstift
Drückerfußsohle
Schraube
Stichplatte
Transporteur
Transporteur, obere und untere Zahnreihe PU-beschichtet
Schraube
Drückerfußkettelstück
Verdrehsicherung für Drückerfuß
Schraube
Scheibe
Schraube
Amt. Req.
Anzahl
1
1
1
1
1
1
3
1
1
1
2
1
1
1
1
1
* T h e s c r e w s h a v e t o b e s e c u r e d w i t h t h e e n g i n e e r i n g
adhesive part No. 999-114C / CE49
** Extra Send and charge item
* Die Schrauben müssen mit dem Konstruktions kleber Teil-Nr. 999-114C gesichert werden.
** Gegen zusätzliche Bestellung und Berechnung
79
Page 80

80
Page 81

SEWING COMBINATION FOR BCE311UA26-1M
NÄHTEILE FÜR BCE311UA26-1M
Ref. No. Part No. Description Beschreibung Amt. req.
Ref. No.
Pos. No. Teil Nr. Anzahl
Pos. Nr.
1.
C10020G
2.
C10030T
*3.
CSS8120740SP
4.
CSS9151420TP
5.
C10047C
6.
C10030GC
7.
C22599L
8.
C10024G
9.
C10005G
10.
CSS91508605SP
11.
C10030U
12.
C10030V
13.
CSS9151420TP
14.
WP0531000SE
15.
CSM6051802TP
Part No.
Teil Nr.
Presser Foot, complete
Presser Foot Shank
Screw, set
Screw
Pin, dowl
Presser Foot Bottom
Screw, Throat Plate
Throat Plate
Feed Dog
Screw
Chaining Section
Chaining Secton Binder
Screw
Washer
Screw
BeschreibungDescription
Drückerfuß, komplett
Drückerfußnabe
Gewindestift
Schraube
Paßstift
Drückerfußsohle
Schraube für Stichplatte
Stichplatte
Transporteur
Schraube
Drückerfußkettelstück
Verdrehsicherung f. Drf-Kettelstück
Schraube
Scheibe
Schraube
Amt. Req.
Anzahl
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
* The screws have to be secured with the engineering
adhesive part No. 999-114C / CE49
* Die Schrauben müssen mit dem Konstruktions-
kleber Teil-Nr. 999-114C gesichert werden
81
Page 82

82
Page 83

OPTIONAL TAPE REEL ASSEMBLY BCE311UA26-1M
FAKULTATIV BANDROLLENHALTER, KOMPLETT FÜR BCE311UA26-1M
Ref. No. Part No. Description Beschreibung Amt. req.
Pos. No. Teil Nr. Anzahl
1
2
3
4
5
6
7
8
9
10
11
12
13
14
29480XRH
10037AP
RM2791-3
10037AR
660-977D
10064E
22647K48
RM4435-2
21171N
10037AQ
93064MA3
93064M
22652F12
22652F16
Tape Reel Assembly
Tape Reel Guide
Nut (1/4-20)
Tape Clamp Plate
Handle
Tape Reel Hub
Thumb Screw
Set Screw (5/16-18 X .50)
Collar
Tape Clamp Plate
Tape Reel Holder Support
Tape Reel Holder
Screw (3/8-16 X 3/4 SHCS)
Screw (3/8-16 X 1 SHCS
OPTIONAL TAPE FOLDER BCE311UA26-1M
FAKULTATIV BANDEINFASSAPPARAT FÜR BCE311UA26-1M
Bandrollenhalter, komplett
Bandrollenführung
Mutter (1/4-20)
Bandklemmplatte
Handgriff
Bandfrommell Nabe
Schraube ügel
Schraube (5/16-18 X .50
Kloben
Bandklemmplatte
Bandtrommel Halter Träger
Bandtrommel Halter
Schraube (3/8-16 X 3/4 SHCS)
Schraube (1-16 X 1 SHCS)
1
4
4
1
1
1
1
1
1
1
1
1
1
Ref. No. Part No. Description Beschreibung Amt. req.
Pos. No. Teil Nr. Anzahl
15
16
23451AB63
23451AB63-2
Tape Folder Assembly, attached to the bag
feed-in, trimming device
Guide for Tape Folder
Bandeinfaßapparat, komplett, montiert an die Sacackzufür und
Beschneideeinrichtungen.
Leitfadefür Bandeinfassapparate
1
1
83
Page 84

84
Page 85

OPTIONAL TAPE REEL ASSEMBLY BCE311UA26-1M
BANDROLLENHALTER, KOMPLETT FÜR BCE311UA26-1M
Ref. No. Part No. Description Beschreibung Amt Req.
Pos. Nr. Teil-Nr.
Anzahl
1
N360G
2
93064MB
3
93064MA
4
95555
5
95055
6
VV96203
Ref. No. Part No. Description Beschreibung Amt Req.
Pos. Nr. Teil-Nr.
Anzahl
7A
A8853A50
7B
A8853A60
7C
A8853
Tape Reel Assembly
Tape Reel
Tape Reel Guide
Screw
Screw
Washer, lock
OPTIONAL TAPE FOLDER FOR BCE311UA26-1M
OPTIOED BANDEINFASSAPPARAT KOMPLETT FÜR BCE311UA26-1M
Tape Folder for 50mm Tape
Tape Folder for 60mm Tape
Holder for Tape Folder
(not shown)
Bandrollenhalter, komplett
Bandrollenhalter
Bandrollenführung
Flügelschraube M8x40
Schraube M10x25
Federring 10
Bandeinfassapparat, für 50mm Band
Bandeinfassapparat, für 60mm Band
Halterung für Bandeinfassapparat
(nicht abgebidet)
1
1
2
1
2
2
1
1
1
OPTIONAL TAPE FOLDER, FOR MANUAL SEWING BCE311U26-1M
OPTIONED BANDEINFASSAPPARAT, FÜR MANUELLES NÄHEN FÜR BCE311U26-1M
Ref. No. Part No. Description Beschreibung Amt Req.
Pos. Nr. Teil-Nr.
Anzahl
-
10
11
12
13
14
15
16
17
18
19
20
21
22
7
8
9
N360F
G23451
G23451V
G23451H
94
69H
HA20B
97160
G23451A
188D
BP108
23451M
99008
1635U
G11667VB
95054
1021U
Tape Folder Kit
consisting of:
Tape Folder Assembly
Edge Guide for tape, front
Edge Guide for tape, rear
Screw
Washer
Washer
Retaining Ring
Collar
Thumb Screw
Screw for tape folder
Tape Folder Support Rod
Nut
Washer
Mounting Plate
Screw
Washer
Bandeinfassapparate-Kit
bestehend aus:
Bandeinfassapparat
Kantenführung für Band, vorne
Kantenführung für Band, hinten
Schraube
Scheibe
Scheibe
Sicherungsscheibe
Stellring
Rändelschraube
Schraube für Bandeinfassapparat
Trägerbolzen für Bandeinfassapparat
Mutter
Scheibe
Befestigungsplatte
Schraube
Scheibe
1
1
1
4
4
2
2
2
1
2
2
4
4
1
2
2
85
Page 86

86
Page 87

ACCESSORIES
ZUBEHÖR
Ref. No.
Pos. Nr.
1.
2.
3.
4.
5.
6.
*6A.
*6B.
*6C.
Part No.
Teil Nr.
22933105
22933006
12288403
WR83
9848GF250/100
28604R
28604V
28604UW
28604VW
* Extra send and charge item
Screw Driver
Screw Driver
Tweezers
Allen Wrench 5mm
Needle
Oil Bottle 0.5 l
Oil Bottle 5 l
White Oil Bottle 0.5 l
for food processing industry
White Oil Bottle 5 l
for food processing industry
BeschreibungDescription
Schraubendreher
Schraubendreher
Pinzette
T-Griff 5mm
Nadel
Ölbehälter 0,5 l
Ölbehälter 5 l
Weißölbehälter 0,5 l
für Lebensmittelindustrie
Weißölbehälter 5 l
für Lebensmittelindustrie
* Gegen zusätzliche Bestellung und Berechnung
Amt. Req.
Anzahl
1
1
1
1
2
1
1
1
1
TOOLS FOR MAINTENANCE *
WERKZEUGE FÜR WARTUNG *
Description Beschreibung Size
Größe
95607 Hexagon socket head wrench Sechskantstiftschlüssel 2,0 mm
95606 Hexagon socket head wrench Sechskantstiftschlüssel 2,5 mm
95600 Hexagon socket head wrench Sechskantstiftschlüssel 3,0 mm
95601 Hexagon socket head wrench Sechskantstiftschlüssel 4,0 mm
95602 Hexagon socket head wrench Sechskantstiftschlüssel 5,0 mm
95603 Hexagon socket head wrench Sechskantstiftschlüssel 6,0 mm
95623 Torque wrench Drehmoment-Schraubendreher 1 - 5 Nm
Hexagon socket head screw bits for above: Einsätze für Innensechskant für oben:
95623-3I Hex screw bit Einsatz I-6 Knt.Schr. 3mm 3,0 mm
95623-4I Hex screw bit Einsatz I-6 Knt.Schr. 4mm 4,0 mm
95623-5I Hex screw bit Einsatz I-6 Knt.Schr. 5mm 5,0 mm
95623-6I Hex screw bit Einsatz I-6 Knt.Schr. 6mm 6,0 mm
Slotted screw bits for above: Einsätze für Schlitzschrauben für oben:
95623-0.8SN Slot screw bit, short Einsatz, kurz 0,8 mm
95623-1.2SN Slot screw bit, short Einsatz, kurz 1,2 mm
95623-2.0SN Slot screw bit, short Einsatz, kurz 2,0 mm
95623-0.8SL Slot screw bit, large Einsatz, lang 0,8 mm
95623-1.2SL Slot screw bit, large Einsatz, lang 1,2 mm
95623-100V Extension Verlängerung 100 mm
95623-50V Extension Verlängerung 50 mm
95623C T-Handle T-Griff
Bits for above T-handle: Einsätze für obigen T-Griff:
95623C1.5I Hexagon socket Innensechskant 1,5 mm
95623C2.0I Hexagon socket Innensechskant 2,0 mm
95623C2.5I Hexagon socket Innensechskant 2,5 mm
95623C3.0I Hexagon socket Innensechskant 3,0 mm
21227EX Sleeve for needle bar mounting Hülse für Nadelstangenein or demounting und -ausbau
999-114G Sealing Grease Dichtfett
* Extra send and charge item * Gegen zusätzliche Bestellung und Berechnung
87
Page 88

Part No. Page
Teil Nr. Seite
NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
Part No. Page
Teil Nr. Seite
Part No. Page
Teil Nr. Seite
10005BA ... 85
10008 ... 47
10008A ... 47
10013 ... 45
10016A ... 41
10016B ... 41
10017B ... 41, 59
10021B ... 45
10021D ... 43
10021E ... 43
10021S ... 45
10022 ... 45
10022B ... 49
10022F ... 43
10022G ... 41
10022P ... 45
10032H ... 57
10032HH ... 57
10032HL ... 57
10033B ... 49
10033C ... 45, 49
10033E ... 49
10033H ... 41
10033M ... 43
10033U ... 75
10034B ... 49
10034J ... 49
10034P ... 49
10035A ... 45
10035B ... 47
10035C ... 47
10035E ... 47
10037AD ... 41
10037AP ... 83
10037AQ ... 83
10037AR ... 83
10037GL ... 75
10037GS ... 75
10038 ... 49
10038A ... 41
10040B ... 43
10040D ... 45
10040E ... 45
10042 ... 45
10042B ... 45
10042C ... 45
10042F ... 43
10042J ... 43
10042K ... 43
10043 ... 47
10044AH ... 39
10044AL ... 39
10044AU ... 39
10044BR ... 39
10044CGL ... 39
10044DGL ... 39
10044EGL ... 39
10044FGL ... 39
10044GGL ... 39
10044GL ... 39
10044PGL ... 39
10044SGL ... 39
10044XGL ... 39
10045C ... 45
10045E ... 47
10045F ... 49
10045J ... 47
10045K ... 47
10045N ... 41
10045Q ... 45
10047A ... 49
10047B ... 41
10047X ... 49
10048B ... 41
10048E ... 41
10049G ... 75
10054D ... 39
10064E ... 83
10067 ... 43
10068E ... 41
10072E ...69
10070G3 ... 75
10075F ... 57
10075T ... 57
10076 ... 43
10078D ... 73
10082F ... 65
10082AG ... 67
10082AH ... 65
10082AJ ... 67
10082AK ... 67
10082AL ... 61
10082AM .... 71, 77
10082AN ... 67
10082AW ... 63
10083 ... 41
10083P ... 71,77
10083BW ... 75
10083BX ... 71, 77
10083CC ... 59, 61
10084 ... 55
10084A ... 45
10084D ... 67
10084G ... 55
10084H ... 63
10084J ... 67
10084K ... 67
10084L ... 65
10086GL ... 75
10086H ... 49
10088 ... 47
10091 ... 41
10093-2 ... 53
10093-4 ... 53
10093AF ... 53
10093AG ... 53
10093AH ... 53
10093AR ... 73
10093AY ... 51
10093BT ... 57
10093CL ... 51
10093CR ... 51
10093CS ... 51
10093CT ... 55
10093CU ... 51
10093CW ... 55
10093CX ... 53
10093P ... 51
10093T ... 51
10095G ... 39
10095K ... 71
10095BD ... 75
10095BE ... 71, 77
10095BF ... 71,77
10095BK ... 49
10095BL ... 49
10095BM ... 49
10095BN ... 57
10095BP ... 57
10095BY ... 75
10096G ... 41
1021U ... 85
12288403 ... 87
1635U ... 85
188D ... 85
21171N ... 83
21227EX ... 87
2165C0.3 ... 49
22647K48 ... 83
22652F12 ... 83
22652F16 ... 83
22799AM ... 71,77
22894AV ... 41, 43, 45,
22933006 ... 87
22933105 ... 87
23451AB63 ... 83
23451AB63-2 ... 83
23451M ... 85
28604R ... 87
28604UW ... 87
28604V ... 87
28604VW ... 87
29105BF ... 47
29126FP ... 41
29126FT ... 45
29126GC ... 49
29476ZS ... 43
29477NT ... 45
29480XRH ... 83
29925BCNMC3 ... 71
29925BCNAC3 ... 71
29925BCNBC3 ... 71
29925GCMC2 ... 77
35055V ... 49
35876U ... 57
56393N ... 53
6-878-6 ... 71 , 77
660-1018 ... 39
660-1027 ... 49
660-1028 ... 45
660-1029 ... 43
660-1031 ... 45
660-1033 ... 39
660-1037 ... 41
660-1041 ... 43
660-1058 ... 49
660-1059 ... 41
660-1067 ... 63
660-1071 ... 53
660-1094 ... 63
660-1103 ... 43, 45
660-1104 ... 45
660-1127 ... 63
660-1137 ... 39
660-1138 ... 39
660-1141 ... 41
660-1144 ... 39
660-1147 ... 43
660-1151 ... 39
660-1152 ... 39
660-1157 ... 71 ,77
660-212 ... 43
660-3003 ... 51
660-3004 ... 51
660-705 .. 67
660-977D ... 83
666-201 ... 49
670B353 ... 71,73,77
670B364 ... 71
671A386 ... 75
671A388 ... 71
671D57 ... 55
88
Page 89

Part No. Page
Teil Nr. Seite
671F99R1/8-6 ... 71,77
671-255A ... 71
671-255B ... 71
671-255M ... 71,77
69H ... 85
80137A ... 47
80638S ... 73
90233DCB ... 71,77
90710C ... 73
93064M ... 83
93064MA ... 85
93064MB ... 85
93064MA3 ... 83
94 ... 85
95054 ... 85
95055 ... 85
95153 ... 71,77
95403A ... 51
95555 ... 85
95600 ... 87
95601 ... 87
95602 ... 87
95603 ... 87
95606 ... 87
95607 ... 87
95623 ... 87
95623-0.8SL ... 87
95623-0.8SN ... 87
95623-1.2SL ... 87
95623-1.2SN ... 87
95623-100V ... 87
95623-2.0SN ... 87
95623-3I ... 87
95623-4I ... 87
95623-50V ... 87
95623-5I ... 87
95623-6I ... 87
95623B ... 87
95623C ... 87
95623C1.5I ... 87
95623C2.0I ... 87
95623C2.5I ... 87
95623C3.0I ... 87
96531A ... 69
96535 ... 63
96826 ... 73
97160 ... 85
9848GF250/100 ... 41,59,87
998-226A1 ... 71,77
998-226A2 ... 71,77
998-226A3 ... 71,77
998-226A4 ... 71,77
998-226A5 ... 71,77
NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
998-227A3 ... 71,77
998-247-1 ... 71
998-247-4 ... 71
998-313D ...71, 77
998-313F ... 71,77
998-31AK ... 71,77
998-326K ... 71,77
998-419AK ... 71, 77
998-59D ... 71,77
99008 ... 85
999-47D ... 71
999-114G ... 87
999-196 ... 55, 67
999-256F ... 39
999-411G1/8-6 ... 75
999-411G1/8-6 ...71
A
A10504A ... 73
A10508RE ... 73
A10508REB ... 73
A8853 ... 85
A8853A50 .. 85
A8853A60 ... 85
B
B3517009000 ... 49
BP108 ... 85
C
C10005B ... 79
C10005BA ... 79
C10005G ... 81
C10008 ... 47
C10013A ... 47
C10018C ... 41, 59
C10020G ... 81
C10022L ... 69
C10022M ... 73
C10023B ... 61
C10024B ... 79
C10024G ... 81
C10025C...49
C10030AB ... 57
C10030AE ... 85
C10030GC ... 81
C10030T ... 79, 81
C10030U ... 79. 81
C10030V ... 57, 79, 81
C10030W ... 73
C10030Y ... 57
C10032C ... 73
C10033D ... 63
Part No. Page
Teil Nr. Seite
C10033K ... 69
C10033R ... 73
C10033W ... 57
C10034E ... 49
C10034J ... 49
C10047 ... 59
C10047C ... 79, 81
C10047D ... 59
C10047H ... 59
C10047J ... 59
C10056F ... 57
C10056G ... 57
C10057 ... 63
C10066 ... 59
C10066A ... 59
C10066B ... 59
C10066C ... 59
C10068B ... 59
C10068C ... 61
C10068D ... 61
C10068F ... 59, 61
C10069C ... 69
C10069D ... 69
C10072F ... 75
C10072G ... 75
C10073C ... 69
C10074C ... 72
C10075M ... 75
C10080B ... 69
C10080G ... 69
C10082C ... 63
C10083AE ... 73
C10083AG ... 73
C10083BT ... 75
C10083BV ... 75
C10083M ... 73
C10083N 67,71,77
C10082Q ... 59
C10083R ... 73
C10083S ... 73
C10086GAF ... 79
C10095A ... 65
C10095L ... 73
C10095M ... 69
C10095N ... 73
C10095S 57, 67
C10095T ... 75
C10095U ... 75
C10095AE .. 75
C10095BB ... 75
C10095BT ... 79
C107D ... 59, 61
C108E ... 59, 61
Part No. Page
Teil Nr. Seite
C110-2 ... 61
C110-4 ... 59
C12982 ... 73
C15037A ... 59
C18 ... 71
C20 ... 71
C20020H ... 79
C20030AC ... 79
C22519 ... 73
C22599G ... 65
C22599L ... 79, 81
C22782A ... 73
C22894AW ... 47
C22894BM ... 63, 67
C22894BQ ... 45, 49
C29476GC6 ... 75
C524 ... 65
C670G224 ... 67
C671G24 ... 71
C671G24A ... 71
C80676A ... 59, 61
C80696 ... 71
C81256A .. 59, 61
C88 ... 57, 69
C907 ... 73
C95167 ... 73
C95954 ... 71, 77
C96103A ... 73
C99288 ... 73
C99339 ... 73
CAS137A ... 59
CHA1348 ..59, 61
CHA1349 . 59, 61
CHS106 ... 59, 61
CL21 . 41, 47, 49,
CO66 ... 39
CSM6051802TP. 57, 79, 81
CSS1120710SP...59, 61
CSS2110910TP ... 71, 77
CSS2621540SP ... 73
CSS4111215SP ... 69
CSS4150915SP ... 69
CSS4151215SP 43,75
CSS6110650TP ... 41, 59
CSS6110710TP ... 49
CSS6120940SP ..61,65
CSS6121050SP .49, 59, 61
CSS6121210SP ...49
CSS6151040SP 75
CSS6151812TP ... 71
CSS6152212SP ..41,
.55 ,71,77
CSS6660610TP ... 47
89
Page 90

Part No. Page
Teil Nr. Seite
NUMERICAL INDEX OF PARTS
NUMERISCHES TEILEVERZEICHNIS
Part No. Page
Teil Nr. Seite
Part No. Page
Teil Nr. Seite
Part No. Page
Teil Nr. Seite
CSS7080520SP ... 59
CSS8110422TP ... 69
CSS8120410SP .. 49,67
CSS8120740SP .. 59, 61,
63, 79 , 81
CSS8151230SP ... 39
CSS8660410SP ... 59
CSS91508605SP ... 81
CSS9150860SP 79
CSS9151420TP ...45,
57,79,81
CSS9151630CP ... 61
CSS9151740CP ... 41
CW0621026SP ... 41
CWP0482086SD 59
CWP0621016SD ... 71
G
G10044T ... 39
G10084B ... 49
G11667VB ... 85
G20083UL ... 73
G20083AL ... 73
G21233GA ... 71, 81
G23451 ... 85
G23451A ... 85
G23451H ... 85
G23451V ... 85
GR-10044Y ... 39
GR-10094 .... 67
GR-670G328 ... 71,
77
GR-95055 ... 67
GR-95953 ... 43, 63
R
RM2791-3 ... 83
RM3211-1 ... 71
RM4435-2 ... 83
S
SM6051202TP ... 51
SM6052002TP ... 55
SM6081802TP ... 43
SS4111215SP ... 45
SS6110650TP ... 49
SS6121060SP ... 45
SS6121210SP ... 51
SS6121510TP ... 41
SS6123010SP ... 51
SS6150810SP ... 41
SS6151440SP ... 45
SS6151812TP ... 41
SS6152212SP ... 43
SS7110570SP ... 43
SS7111410SP ... 47
SS7121610SP ... 43
SS8080410TP ... 39
SS8660612TP ... 43,45,47
SS8661212TP ... 41
SS9090640SP ... 45,
SS9151120CP ... 41
SS9151740CP ... 47
T
TA0370301M0 ... 41
TA0370601M0 ... 43
TA0950806R0 ... 37
TA1050504R0 ... 67
TA2351004R0 ... 61
V
VV10032J ... 75
VV10078A ... 75
VV10086D ... 73
VV10095R ... 57
VV22519R ... 75
VV660-1044 ... 39
VV96203 ... 85
VV96502A ... 61
VVNS6120310SP ... 69
WP0531000SE ...51,55,57,
75, 79, 81
WP0621016SD ... 45
WP0651001SB ... 49
WR83 ... 87
H
HA20A ... 85
N
N360F ... 85
N360G ... 85
NM6040000SN ... 71,
77
NS6120310SP ... 51
90
Page 91

NOTES
NOTIZEN
91
Page 92

WORLDWIDE SALES AND SERVICE
WELTWEITER VERKAUF UND KUNDENDIENST
Union Special maintains sales and service facilities throughout the world. These ofces will aid you in the selection of the right sewing
equipment for your particular operation. Union Special represen tatives and service technicians are factory trained and are able to serve
your needs promptly and efciently. Whatever your location, there is a qualied representative to serve you.
Corporate Ofce:
European Distribution Center:
Union Special unterhält Verkaufs- und Kundendienst-Nieder lassungen in der ganzen Welt. Diese helfen Ihnen in der Auswahl der richtigen
Machine für Ihren speziellen Bedarf. Union Special Vertreter und Kundendiensttechniker sind in unseren Werken ausgebildet worden,
um Sie schnell und fachmännisch zu bedienen.
Union Special LLC
One Union Special Plaza
Huntley, IL 60142
Phone: US: 800-344 9698
Phone: 847-669 4500
Fax: 847-669 4239
www.unionspecial.com
e-mail: bags@unionspecial.com
Union Special GmbH
Raiffeisenstrasse 3
D-71696 Möglingen, Germany
Tel.: 49 (0)7141/247-0
Fax: 49(0)7141/247-100
www.unionspecial.de
e-mail: sales@unionspecial.de
 Loading...
Loading...