

Page 1

150 AMP
160 AMP
180 AMP
200 AMP
250 AMP
300 AMP
350 AMP
400 AMP
450 AMP
500 AMP
600 AMP
AIR-COOLED
MIG GUNS
Revision: B
English
Français
Español
Maintenance and Operating
Instructions
Issue Date: June 4, 2008
Form No: L200011
Page 2

We appreciate your
business!
Congratulations on your new Tweco® product. We are
proud to have you as our customer and will strive to
provide you with the best service and reliability in
the industry. This product is backed by our extensive
warranty and world-wide service network. To locate your
nearest distributor or service agency, please contact a
representative at the address and phone number in your
area listed on the inside back cover of this manual, or visit
us on the web at www.tweco.com.
This Operating Manual has been designed to instruct you
on the correct use and operation of your Tweco® product.
Your satisfaction with this product and its safe operation
is our ultimate concern. Therefore, please take the time to
read the entire manual, especially the Safety Precautions.
They will help you to avoid potential hazards that may exist
when working with this product.
you are in GooD coMpany!
The Brand of Choice for Contractors and Fabricators Worldwide.
Tweco® is a Global Brand of Arc Welding Products for
Thermadyne Industries Inc. We manufacture and supply
to major welding industry sectors worldwide including;
Manufacturing, Construction, Mining, Automotive,
Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through
market-leading, dependable products that have stood the
test of time. We pride ourselves on technical innovation,
competitive prices, excellent delivery, superior customer
service and technical support, together with excellence
in sales and marketing expertise.
Above all, we are committed to develop technologically
advanced products to achieve a safer working environment
within the welding industry.
2
Page 3

WARNING
Read and understand this entire Manual and your employer’s safety practices
before installing, operating, or servicing the equipment. While the information
contained in this Manual represents the Manufacturer’s judgement, the
Manufacturer assumes no liability for its use.
Air-Cooled Mig Guns
Maintenance and Operating Instructions
Part Number L200011
Published by:
Thermadyne® Industries, Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.thermadyne.com
U.S. Customer Care: (800) 426-1888
International Customer Care: (905) 827-9777
Copyright © 2007 Thermadyne Industries, Inc. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is
prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Publication Date: January 1, 2007
Record the following information for Warranty purposes:
Where Purchased:
Purchase Date:
Equipment Serial #:
i
Page 4

Maintenance and Operating instructiOns
Table of Contents
SECTION 1: INTRODUCTION ..................................................................................1-1
1.01 How to Use this Manual ................................................................
1.02 Receipt of Equipment ....................................................................
1.03 Description ....................................................................................
SECTION 2: SAFETY PRECAUTIONS .....................................................................
SECTION 3: MIG GUN SPECIFICATIONS................................................................. 3-5
3.01 Mig Gun Classification ..................................................................3-5
3.02 Duty Cycles ..................................................................................
3.03 Mig Gun Wire Size Identification ...................................................
SECTION 4: MIG GUN INSTALLATION ....................................................................
4.01 Direct Plug Mig Gun Installation ...................................................4-7
4.02 Tweco
SECTION 5: WIRE CONDUIT REPLACEMENT .........................................................
5.01 Conduit Identification ....................................................................5-9
5.02 Conduit Removal ...........................................................................
5.03 Conduit Installation .......................................................................
SECTION 6: MAINTENANCE AND TROUBLESHOOTING
SECTION 7: STATEMENT OF WARRANTY ............................................................7-11
®
Mig-Kwik Connection and Adapter Kit Installation ............4-8
........................................6-10
1-1
1-1
1-1
2-2
3-5
3-6
4-7
5-9
5-9
5-9
Tweco® Products, Inc. declares under our sole responsibility that the product
DECLARATION OF CONFORMITY
Hand Held Air/Gas and Water Cooled Mig Welding Torches
To which this declaration relate(s) are in conformance with the following standards:
IEC 60974-7:2005
Following the provisions of the 73/23/EEC directive.
ii
L200011
Page 5

Maintenance and Operating instructiOns
SECTION 1:
INTRODUCTION
1.01 HOW TO USE THIS MANUAL
To ensure safe operation, read the entire manual, including the chapters on safety instructions
and warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these headings. These special annotations are
easily recognized as follows:
NOTE
NOTE conveys installation, operation, or maintenance information which is
important but not hazard-related.
CAUTION
CAUTION indicates a potentially hazardous situation which, if not avoided, may
result in injury.
WARNING
WARNING indicates a potentially hazardous situation which, if not avoided, could
result in death or serious injury.
1.02 RECEIPT OF EQUIPMENT
When you receive the equipment, check it against the invoice to make sure it is complete and
inspect the equipment for possible damage due to shipping. If there is any damage, notify the
carrier immediately to file a claim. Furnish complete information concerning damage claims
or shipping errors to the location in your area, listed in the inside back cover of this manual.
Include a full description of the parts in error.
If you want additional or replacement copies of this manual, please contact Tweco® at the
address and phone number in your area listed on the inside back cover of this manual. Include
the Manual number (from page i).
1.03 DESCRIPTION
Tweco® Mig Guns are furnished with rear connections to fit directly into most Miller®, Lincoln®,
and Euro® connection wire feeders. These guns are referred to as “Direct Plug Mig Guns”.
Tweco® Mig Guns are also furnished with the time-proven Mig-Kwik connection. The Mig-Kwik
connection, when utilized with a Tweco® adapter kit, allows a Tweco® Mig Gun to be installed
on almost any wire feed system. For a listing of available adapter kits, see the Tweco® Adapter
Kit Listing or call Tweco® Customer Care.
1-1L200011
Introduction
Page 6

Maintenance and Operating instructiOns
SECTION 2:
SAFETY PRECAUTIONS
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment is not
properly installed, used, and maintained. Misuse of this equipment and other
unsafe practices can be hazardous. The operator, supervisor, and helper must read
and understand the following safety warnings and instructions before installing
or using any welding or cutting equipment, and be aware of the dangers of the
welding or cutting process. Training and proper supervision are important for a
safe work place. Keep these instructions for future use. Additional recommended
safety and operating information is referenced in each section.
WARNING
This product contains chemicals, including lead, or otherwise produces
chemicals known to the State of California to cause cancer, birth defects and
other reproductive harm. Wash hands after handling.
(California Health & Safety Code § 25249.5 et seq.)
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
Install and maintain equipment in accordance with the National Electrical Code
(NFPA 70) and local codes. Do not service or repair equipment with power on.
Do not operate equipment with protective insulators or covers removed. Service
or repair to equipment must be done by qualified and/or trained personnel
only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition.
Aluminized, protective clothing can become part of the electrical path. Keep oxygen cylinders,
chains, wires, ropes, cranes, and hoists away from any part of the electrical path. All ground
connections must be checked periodically to determine if they are mechanically strong, and
electrically adequate for the required current. When engaged in AC welding/cutting under wet
conditions or where perspiration is a factor, the use of automatic controls for reducing the no
load voltage is recommended to reduce shock hazards. Accidental contact must be prevented
when using open circuit voltage exceeding 80 volts AC, or 100 volts DC by adequate insulation
or other means. When welding is to be suspended for any length of time, such as during lunch
or overnight, all electrode holders and electrodes should be removed from the electrode holder
and the power supply should be turned off to prevent accidental contact. Keep MIG Guns,
electrode holders, Tig torches, Plasma torches, and electrodes away from moisture and water.
See safety and operating references 1, 2, and 8.
Safety Precautions
2-2
L200011
Page 7

Maintenance and Operating instructiOns
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation
to protect operators and others in the area. Vapors of chlorinated solvents can
form the toxic gas “Phosgene” when exposed to ultraviolet radiation from an
electric arc. All solvents, degreasers, and potential sources of these vapors must
be removed from the operating area. Use air-supplied respirators if ventilation
is not adequate to remove all fumes and gases. Oxygen supports, and vigorously accelerates fire
and should never be used for ventilation. See safety and operating references 1, 2, 3, and 4.
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong
ultraviolet rays. Never attempt to weld/cut without a federally compliant welding
helmet with the proper lens. A number 12 to 14 shade filter lens provides the
best protection against arc radiation. When in a confined area, prevent the
reflected arc rays from entering around the helmet. Approved shielding curtains
and appropriate goggles should be used to provide protection to others in the surrounding area.
Skin should be protected from arc rays, heat, and molten metal. Always wear protective gloves
and clothing. All pockets should be closed and cuffs sewn shut. Leather aprons, sleeves, leggings,
etc. should be worn for out-of-position welding and cutting, or for heavy operations using large
electrodes. Hightop work shoes provide adequate protection from foot burns. For added protection,
use leather spats. Flammable hair preparations should not be used when welding/cutting. Wear
ear plugs to protect ears from sparks. Where work permits, the operator should be enclosed in
an individual booth painted with a low reflective material such as zinc oxide. See safety and
operating references 1, 2, and 3.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, flame, flying sparks, hot slag, and heated
materials can cause fire and explosions. Remove combustibles from the work
area and/or provide a fire watch. Avoid oily or greasy clothing as a spark may
ignite them. Have a fire extinguisher nearby, and know how to use it. If welding/
cutting is to be done on a metal wall, partition, ceiling, or roof, precautions must
be taken to prevent ignition of nearby combustibles on the other side. Do not
weld/cut containers that have held combustibles. All hollow spaces, cavities, and containers
should be vented prior to welding/cutting to permit the escape of air or gases. Purging with inert
gas is recommended. Never use oxygen in a welding torch. Use only inert gases or inert gas
mixes as required by the process. Use of combustible compressed gases can cause explosions
resulting in personal injury or death. Arcing against any compressed gas cylinder can cause
cylinder damage or explosion. See safety and operating references 1, 2, 5, 7, and 8.
NOISE CAN DAMAGE HEARING
Noise from the air carbon-arc process can damage your hearing. Wear protective
hearing devices to ensure protection when noise levels exceed OHSA standards.
Adequate hearing protection devices must be worn by operators and surrounding
personnel to ensure personal protection against noise. See safety and operating
references 1, 2, and 6.
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251,
252, 253, 254 and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1 “Safety in Welding and Cutting”.
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection”.
2-3L200011
Safety Precautions
Page 8

Maintenance and Operating instructiOns
4. ANSI Z88.2. “Standard Practice for Respiratory Protection”. American National Standards
Institute, 1430 Broadway, New York, NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers”.
6. AWS C5.3. “Recommended Practices for Air Carbon-Arc Gouging and Cutting”.
The American Welding Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL
33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes”.
8. NFPA-7. “National Electrical Code”. National Fire Protection Association, Battery Park,
Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes”. Canadian Standards
Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
Safety Precautions
2-4
L200011
Page 9

Maintenance and Operating instructiOns
SECTION 3:
MIG GUN SPECIFICATIONS
3.01 MIG GUN CLASSIFICATION
Process MIG/MAG welding
Method of Guidance Manually guided
Voltage Class for Welding and Control Circuits L (up to 113 V peak)
Type of Cooling Air or cooling gas
Type of Shielding Gas All types
3.02 DUTY CYCLES
Mig Gun Model No. 150 160 180 200 250 300 350 400 450 500 600
10% Duty Cycle (amps) 230 200 230 260 320 375 435 500 570 600 700
35% Duty Cycle (amps) 205 185 205 230 290 340 390 450 520 550 660
60% Duty Cycle (amps) 180 160 180 200 250 300 350 400 450 500 600
100% Duty Cycle (amps) 140 125 140 150 195 205 240 275 351 350 400
The above duty cycles were established by testing under the following parameters:
Parameter Electrode Type of
Voltage
MIG Aluminum 3% to
5% Magnesium
MAG Mild (low carbon)
Steel
D.C. Argon 30 CFH /
D.C. Argon/CO2
Shielding
Gas
Mixed Gas
(80/20, 75/25)
Gas Flow
Rate
14.2 l/m
30 CFH /
14.2 l/m
Weld
Material
AIMg3 to
AIMg5
Mild (low
carbon)
Steel
Gun Cable
Length
10ft./3M Positive
15ft./5M Positive
Electrode
Polarity
Testing Parameters (Continued)
150 amp = .030 in/0.8 mm 350 amp = .045 in/1.2 mm
160 amp = .030 in/0.8 mm 400 amp = 1/16 in/1.6 mm
180 amp = .030 in/0.8 mm 450 amp = 1/16 in/1.6 mm
200 amp = .045 in/1.2 mm
250 amp = .045 in/1.2 mm
Electrode size
500 amp = 1/16 in/1.6 mm
600 amp = 1/16 in/1.6 mm
3-5L200011
Mig Gun Specifications
Page 10

Maintenance and Operating instructiOns
3.03 MIG GUN WIRE SIZE IDENTIFICATION
NOTE
Tweco® Mig Gun Torches, as a general rule, have a specific nomenclature
incorporated within each part number to help determine the wire size of each
Mig Gun. Please review the following examples.
P/N 110-3035 1=180 amp, 10 = 10 ft. length of cable, 3035 = .030”-.035” maximum
wire size
P/N 212-4045 2 = 200 amp, 12 = 12 ft. length of cable, 4045 = .040”-.045” maximum
wire size
P/N 520-116 5= 500 amp, 20 = 20 ft. length of cable, 116 = 1/16” maximum wire size
The majority of Tweco® Mig Guns will list the wire size as the last series of numbers within a
given part number.
Mig Gun Specifications
3-6
L200011
Page 11

Maintenance and Operating instructiOns
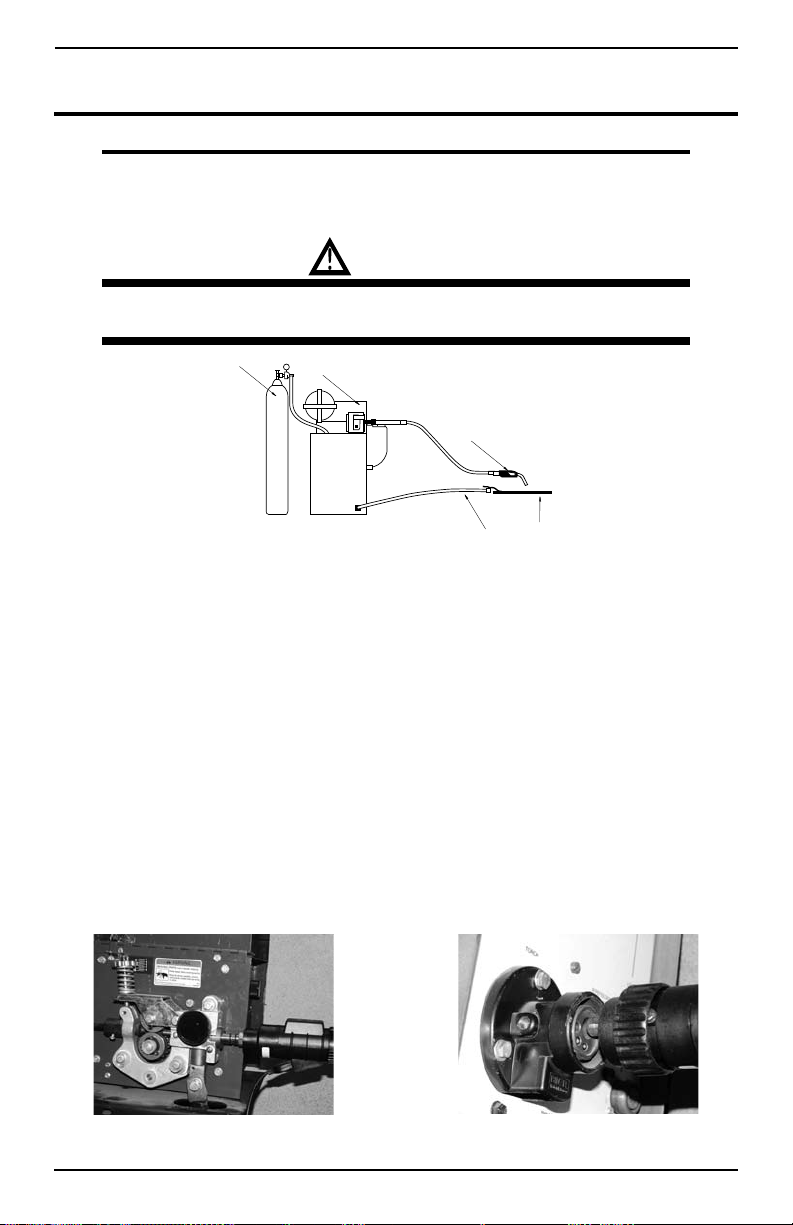
POWER
SOURCE
WIRE FEEDER
GROUND
WORK PIECE
GUN
SECTION 4:
MIG GUN INSTALLATION
NOTE
Be certain that the end user (welder, operator, or helper) reads and understands
these instructions. Be certain that the welder also reads Section 2 “Safety
Precautions.”
WARNING
Electric shock can cause injury or death.
Figure 1: Standard Mig Gun Installation
4.01 DIRECT PLUG MIG GUN INSTALLATION
Direct Plug Mig Guns install by directly inserting the rear connector plug into the feeder wire
guide outlet (see figure 2) and tightening the plug retaining screw. All models of Mig Guns, except
the Euro-Kwik® guns, require a control wire assembly to attach the Mig Gun trigger leads to
the feeder. The control wire assemblies plug into the rear connector case of the Mig Gun, and
into the control wire receptacle on the feeder. Euro-Kwik® connections are installed by inserting
the gun connection into the feeder receptacle, aligning the conduit plug first, then the gas plug.
Push until all fittings are seated, then tighten the nut hand-tight as shown in figure 3.
Figure 3
Mig Gun Installation
Figure 2
4-7L200011
Page 12

Maintenance and Operating instructiOns
TLAK-1 or 6TLAK-1
TLAK-1 or 6TLAK-1
ADAPTER PLUG
WIRE FEEDER
GAS HOSE
GAS HOSE
POWER CABLE
CONTROL WIRE
MIG-GUN
4.02 TWECO® MIG-KWIK CONNECTION AND ADAPTER KIT
INSTALLATION
Installation of a Tweco® Mig Gun equipped with a Tweco® connector plug may require an
adapter kit. Choose the correct adapter kit for your wire feeder from the Adapter Kit Listing.
To install follow the instructions furnished with the adapter kit. Figure 4 shows the general
adapter kit installation.
Figure 4
1. Screw adapter plug into the receptacle and tighten.
2. Insert the adapter plug and receptacle into the wire feeder wire guide-out. Tighten
the wire guide attachment screw.
3. If needed, attach a proper sized welding cable from the welding power source to the
receptacle power connection.
4. Attach a gas hose to the receptacle and to the feeder gas solenoid.
NOTE
When using an adapter kit, the gas must be attached to the receptacle to provide
gas to the Mig Gun. If the feeder gas supply is attached to the feeder wire guide
out block, it must be rerouted to the receptacle.
5. Insert the Mig Gun rear connection plug into the receptacle and tighten the attachment
screw.
6. Attach the control wire plug assembly to the wire feeder Mig Gun control circuit. Then
plug the flat double female plug into the Mig Gun.
The gun should now be installed and ready to feed wire as recommended by the feeder
manufacturer.
4-8
Mig Gun Installation
L200011
Page 13

Maintenance and Operating instructiOns
SECTION 5:
WIRE CONDUIT REPLACEMENT
5.01 CONDUIT IDENTIFICATION
The procedure for removal and installation of a wire conduit is similar for all Tweco® Mig Guns.
Conduits may be identified by the type of conduit stop and the part number marking on each
conduit stop.
Four series of conduits are used:
#40 series conduit: 160 amp only #42 series conduit: 150 amp - 250 amp
#44 series conduit: 350 amp - 450 amp #45 series conduit: 500 amp - 600 amp
5.02 CONDUIT REMOVAL
1. Lay the Mig Gun out on a table or on the floor in a straight line. Make sure the gun is
fully extended and all twists in the cable are removed.
2. Remove the nozzle and loosen the conduit set screw in the front of the gun. This is
usually located in the diffuser, or at the front of the handle. Then loosen the conduit
set screw in the rear connector plug.
NOTE
On Miller® Direct Plug Mig Guns, remove the nipple on the end of the connector
plug. On Euro-Kwik® connections, remove the conduit retaining cap.
3. Remove the diffuser and contact tip.
4. Grip the conduit stop and remove the conduit with a twisting motion. On Miller® Direct
Plug Mig Guns, twisting the rear of the gun approximately one revolution clockwise
will raise the conduit stop out of the connector plug recess.
5.03 CONDUIT INSTALLATION
1. Uncoil the conduit and lay it in a straight line. Insert the conduit into the rear connector
plug. Push the conduit into the gun with short strokes. If the conduit hangs up, twist
the conduit counterclockwise or gently whip the cable while applying pressure to the
conduit.
2. When the conduit is completely in the gun, tighten the rear conduit set screw. On
Miller® guns, reinstall the nipple. On Euro-Kwik® guns, reinstall the conduit retaining
cap.
3. Trim the conduit extending from the conductor tube to the appropriate length; reference
below for cut lengths.
Conduit Cut Lengths
150 amp = 1.0 in/25.4 mm 250 amp = 1.25 in/31.7 mm 450 amp = .5 in/12.7 mm
160 amp = 1.0 in/25.4 mm WM250 amp = 1.3 in/33.0 mm 500 amp = .6 in/15.2 mm
180 amp = 1.0 in/25.4 mm 350 amp = 1.2 in/31.3 mm 600 amp = .6 in/15.2 mm
200 amp = 1.3 in/33.0 mm 400 amp = .5 in/12.7 mm
4. File the cut conduit end to remove burrs that could interfere with wire feeding or catch
on the diffuser.
5. Replace the diffuser and contact tip and tighten the nozzle.
The Mig Gun is now ready to be reinstalled on the feeder.
5-9L200011
Wire Conduit Replacement
Page 14

Maintenance and Operating instructiOns
SECTION 6:
MAINTENANCE AND TROUBLESHOOTING
Contact tips and nozzles should be cleaned frequently. Spatter buildup may cause bridging
between nozzle and tip. This could cause electrical shorting between the nozzle and work
piece as well as poor or improper gas flow. Regularly inspect the conductor tube, handle,
cable, and other parts of the Mig Gun for abrasion, cuts, or undue wear. Replace or repair any
parts found deficient.
Problem Possible Cause Corrective Action
Wire feed inconsistent
or not smooth
Mig Gun is running hot 1. Loose contact tip or diffuser. 1. Tighten contact tip and diffuser
1. Loose contact tip or diffuser. 1. Tighten contact tip and diffuser
plier tight.
2. Excessively worn contact tip. 2. Replace contact tip.
3. Spatter buildup on end of
contact tip.
4. Sharp bends or kinks in
conduit.
5. Dirty or plugged conduit. 5. Replace conduit.
6. Conduit pulled back from
diffuser.
7. Machine improperly adjusted. 7. Reset machine per machine
3. Clean or replace contact tip.
4. Straighten or replace conduit.
6. Reposition conduit and tighten
front set screw.
and wire manufacturers’
recommendations.
plier tight.
2. Loose power connections.
3. Loose or undersize ground
cable or ground clamp.
4. Operating gun above
recommended amperage
rating.
Porous weld 1. Poor or improper gas flow. 1. Check gas flow out of gun nozzle.
2. Dirty or contaminated wire. 2. Change wire.
3. Base metal contaminated. 3. Replace base metal.
Maintenance and Troubleshooting
2. Inspect complete gun for loose
connections and repair.
3. Tighten or replace as required.
4. Readjust machine to correct
setting for size of gun being used.
Check for leaks or restrictions in
gas hoses and connections.
6-10
L200011
Page 15

Maintenance and Operating instructiOns
SECTION 7:
STATEMENT OF WARRANTY
LIMITED WARRANTY: THERMADYNE
in workmanship or material. Should any failure to conform to this warranty appear within
the time period applicable to the THERMADYNE products as stated below, THERMADYNE
shall, upon notification thereof and substantiation that the product has been stored,
installed, operated, and maintained in accordance with THERMADYNE’s specifications,
instructions, recommendations and recognized standard industry practice, and not subject
to misuse, repair, neglect, alteration, or accident, correct such defects by suitable repair or
replacement, at THERMADYNE’s sole option, of any components or parts of the product
determined by THERMADYNE to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES,
EXPRESS OR IMPLIED, INCLUDING ANY WARRANTY OF MERCHANTABILITY OR
FITNESS FOR A PARTICULAR PURPOSE.
®
warrants that its products will be free of defects
LIMITATION OF LIABILITY:
for special or consequential damages, such as, but not limited to, damage or loss of
purchased or replacement goods, or claims of customers of distributor (hereinafter the
“Purchaser”) for service interruption. The remedies of the Purchaser set forth herein
are exclusive and the liability of THERMADYNE with respect to any contract, or anything
done in connection therewith such as the performance or breach thereof, or from the
manufacture, sale, delivery, resale, or use of any goods covered by or furnished by
THERMADYNE whether arising out of contract, negligence, strict tort, or under any
warranty, or otherwise, shall not, except as expressly provided herein, exceed the price
of the goods upon which such liability is based.
THERMADYNE shall not under any circumstances be liable
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES
ARE USED WHICH MAY IMPAIR THE SAFETY OR PERFORMANCE OF ANY
THERMADYNE PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED
PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the
date that the authorized distributor delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted
by an authorized THERMADYNE repair facility within thirty (30) days of the repair. No
transportation costs of any kind will be paid under this warranty. Transportation charges
to send products to an authorized warranty repair facility shall be the responsibility of the
Purchaser. All returned goods shall be at the Purchaser’s risk and expense. This warranty
supersedes all previous THERMADYNE warranties.
7-11L200011
Statement of Warranty
Page 16

150 AMP
160 AMP
180 AMP
200 AMP
250 AMP
300 AMP
350 AMP
400 AMP
450 AMP
500 AMP
600 AMP
PISTOLETS
MIG GUN
REFROIDIS PAR
AIR
English
Français
Español
Instructions D’utilisation et
D’entretien
Révision: B Date D’émission: 4 Juin 2008 N
o
de Forma: L200011
Page 17

VOTRE ACTIVITÉ NOUS
INTÉRESSE!
Félicitations pour votre nouveau produit Tweco®. Nous
sommes fiers de vous avoir comme client et nous
tâcherons de vous fournir les meilleurs services et fiabilité
dans l’industrie. Ce produit est soutenu par une vaste
garantie et un réseau mondial de service. Pour localiser
votre distributeur ou agence de service le plus proche,
veuillez communiquer avec un représentant à l’adresse
ou au numéro de téléphone correspondant à votre région,
indiqué au verso de la couverture du manuel, ou visitez
notre site web www.tweco.com.
Ce Manuel d’utilisation a été conçu pour vous permettre
d’utiliser et de faire fonctionner correctement votre produit
Tweco®. Votre satisfaction et le fonctionnement en toute
sécurité de votre produit sont nos principaux soucis.
Par conséquent, veuillez prendre le temps de lire tout le
manuel, spécialement en ce qui concerne les Précautions
de Sécurité. Ceci vous aidera à éviter déventuels accidents
qui pourraient survenir en travaillant avec ce produit.
VOUS ÊTES EN BONNE
COMPAGNIE!
La Marque de Choix pour les Entrepreneurs
et les Fabricants dans le Monde.
Tweco® est une marque globale de produits de soudage
à l’arc pour Thermadyne Industries Inc. Nous fabriquons
et fournissons aux plus grands secteurs de lindustrie de
soudage dans le monde dont: Fabrication, Construction,
Exploitation Minière, Automobile, Aérospatial, Ingénierie,
Rural et Loisirs/Bricolage.
Nous nous distinguons de notre concurrence grâce à
nos produits en tête du marché, fiables, ayant résisté
à l’épreuve du temps. Nous sommes fiers de notre
innovation technique, nos prix compétitifs, notre excellente
livraison, notre service clientèle et notre support technique
de qualité supérieure, ainsi que de l’excellence dans les
ventes et l’expertise en marketing.
Surtout, nous nous engageons à développer des produits
utilisant des technologies de pointe pour obtenir un
environnement de travail plus sécurisé dans l’industrie
de la soudure.
10
Page 18

AVERTISSEMENT
Lisez et comprenez tout le Manuel et les pratiques de sécurité de l’utilisateur
avant l’installation, le fonctionnement ou l’entretien de l’équipement. Même si
les informations contenues dans ce Manuel représentent le meilleur jugement du
Fabricant, celui-ci n’assume aucune responsabilité pour son usage.
Pistolets Mig Gun Refroidis Par Air
Instructions D’utilisation et D’entretien
Numéro du Manuel d’Instructions pour L200011
Publié par:
Tweco® Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2007 par Thermadyne Industries Inc.
®
Tous droits réservés.
La reproduction, de tout ou partie de ce manuel, sans l’autorisation écrite de l’éditeur, est interdite.
L’éditeur n’assume pas et dément toute responsabilité pour perte ou dommage causés à une partie par
erreur ou omission dans ce manuel, si une telle erreur résulte d’une négligence, d’un accident, ou de
toute autre cause.
Date de Parution: 1 Janvier 2007
Complétez les informations suivantes à des fins de garantie:
Lieu D’achat:
Date D’achat:
Numéro de:
i
Page 19

InstructIons D’utIlIsatIon et D’entretIen
Table des Matières
SECTION 1: INTRODUCTION ................................................................................ F1-1
1.01 Comment Utiliser ce Manuel .......................................................
1.02 Réception d’équipement .............................................................
1.03 Description ..................................................................................
SECTION 2: MESURES DE SÉCURITÉ ..................................................................
SECTION 3: CARACTÉRISTIQUES TECHNIQUES DES MIG GUN ........................... F2-5
3.01 Classification de Mig Pistolet ...................................................... F2-5
3.02 Cycle de Travail ..........................................................................
3.03 Établissement du calibre de fil des chalumeaux Mig Gun ............
SECTION 4: INSTALLATION DES MIG GUN .........................................................
4.01 Installation Des Mig-Pistolets à Branchement Direct ..................F4-7
4.02 Raccord TWECO
Kit D’Adaptation .......................................................................... F4-8
SECTION 5: REMPLACEMENT DE LA CONDUIT DU FIL .......................................
5.01 Identification De Conduit .............................................................F5-9
5.02 Déplacement De Conduit .............................................................
5.03 Installation De Conduit ................................................................
SECTION 6: ENTRETIEN ET DÉPANNAGE
SECTION 7: GARANTIE ...................................................................................... F7-11
®
Mig-Kwik Et Installation Du
........................................................... F6-10
F1-1
F1-1
F1-1
F2-2
F2-5
F3-6
F4-7
F5-9
F5-9
F5-9
Tweco® Products, Inc. Déclare en vertu de sa seule responsabilité que le produit
DÉCLARATION DE CONFORMITÉ
Chalumeaux MIG à main, au gaz à l’air et refroidi par eau
sur lequel porte cette déclaration est conforme aux normes suivantes :
IEC 60974-7:2005
Selon les dispositions de la directive 73/23/EEC.
ii
L200011
Page 20

InstructIons D’utIlIsatIon et D’entretIen
SECTION 1:
INTRODUCTION
1.01 COMMENT UTILISER CE MANUEL
Pour vous assurer d’utiliser le chalumeau de façon sécuritaire, lisez le manuel en entier, y
compris les sections sur les instructions de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et AVIS peuvent figurer tout au long de ce
manuel. Prêtez une attention particulière à l’information fournie sous ces mentions. Il s’agit
de Aviss spéciales facilement reconnaissables:
AVIS
Un AVIS signale l’information d’installation, d’utilisation ou d’entretien qui est
importante mais pas associée à un danger.
MISE EN GARDE
Une MISE EN GARDE indique la présence d’un danger qui peut causer ou
causera des dégâts matériels ou des blessures mineures si la mise en garde
est ignorée.
AVERTISSEMENT
Un AVERTISSEMENT indique la présence d’un danger qui oeuf causer des
blessures graves, la mort ou des dégâts matériels importants si l’avertissement
est ignoré.
1.02 RÉCEPTION D’ÉQUIPEMENT
Lorsque vous recevez l’équipement, faites l’inventaire de la livraison et comparez-le à la facture
pour vous assurer qu’il ne manque aucun élément, puis inspectez l’équipement pour vous assurer
qu’il n’a pas été endommagé durant la livraison. Si l’équipement a été endommagé, contactez
immédiatement le transporteur afin de faire une demande d’indemnisation. Adressez-vous à
l’endroit indiqué au verso de la couverture de ce manuel et fournissez tous les renseignements
nécessaires à la demande d’indemnisation pour les dommages à l’équipement ou l’erreur de
livraison. Incluez une description complète de la pièce faisant l’objet de la demande.
Si vous désirez un exemplaire supplémentaire, veuillez communiquer avec Tweco® à l’adresse
ou au numéro de téléphone correspondant à votre région, indiqué au verso de la couverture
du manuel. Dans votre demande, incluez le numéro du manuel (à la page i)
1.03 DESCRIPTION
Les Tweco® Mig-pistolets sont fournis avec, à l’arrière, des raccords qui s’adaptentdirectement
sur la plupart des dispositifs d’alimentation en fil Miller®, Lincoln® et Euro®. Ces pistolets sont
appelés « Mig-Pistolets à branchement direct ». Les Tweco® Mig-Pistolets sont également
fournis avec un système de branchement éprouvéappelé « Mig-Kwik ». Ce système, quand
il est utilisé avec un kit d’adaptation Tweco® approprié, permet d’installer un Tweco® MigPistolet sur presque tous les systèmesd’alimentation en fil. Pour obtenir la liste des kits
d’adaptation disponibles, consulter laliste des kits d’adaptation Tweco® ou soin de client de
Tweco d’appel.
F1-1L200011
Introducttion
Page 21

InstructIons D’utIlIsatIon et D’entretIen
SECTION 2:
MESURES DE SÉCURITÉ
AVERTISSEMENT
DES BLESSURES GRAVES OU MORTELLES peuvent résulter d’une installation,
d’un usage ou d’un entretien inadéquat de l’équipement de soudage et de
découpage. Une mauvaise utilisation de cet équipement et d’autres pratiques
risquées peuvent être dangereuses. L’opérateur, le superviseur et l’aide doivent
lire et comprendre les avertissements et les instructions de sécurité suivantes
avant d’installer ou d’utiliser tout équipement de soudage ou de découpage et être
conscients des dangers inhérents aux processus de soudage et de découpage.
Une formation et une supervision adaptées sont importantes pour assurer un lieu
de travail sûr. Gardez ces instructions pour une utilisation future. Chaque section
comporte des informations supplémentaires de sécurité et de fonctionnement.
AVERTISSEMENT
Ce produit contient des produits chimiques, comme le plomb, ou engendre
des produits chimiques, reconnus par l’état de Californie comme pouvant
être à l’origine de cancer, de malformations fœtales ou d’autres problèmes de
reproduction. Il faut se laver les mains après toute manipulation.
(Code de Californie de la sécurité et santé, paragraphe 25249.5 et suivants)
UN CHOC ÉLECTRIQUE PEUT CAUSER DES BLESSURES OU LA MORT
L’installation et l’entretien de l’équipement doivent être conformes au Code
national de l’électricité NFPA 70 et aux codes locaux. N’effectuez pas l’entretien
ou la réparation d’équipement en marche. N’opérez pas l’équipement sans
isolateurs ou caches de protection. L’entretien ou la réparation de l’équipement
doivent être effectués uniquement par un technicien qualifié ou par du personnel
formé.
Ne touchez pas aux pièces électriques chargées. Portez toujours des gants de soudage au sec
et en bon état. Les vêtements de protection aluminisés peuvent devenir une partie du chemin
électrique. Éloignez les bouteilles d’oxygène, les chaînes, les câbles métalliques, les appareils
de levage, les treuils et les élévateurs de toute partie du circuit électrique. Toutes les liaisons de
terre doivent être vérifiées périodiquement pour déterminer si elles sont solides et appropriées au
courant demandé. En cas de soudage ou de découpage en courant alternatif dans des conditions
d’humidité ou de chaleur où l’opérateur risque de transpirer, il est recommandé d’utiliser des
contrôles automatiques pour réduire la tension à vide et ainsi diminuer les risques de choc
électrique. Lorsque le procédé de soudage et de découpage exige des valeurs de tension en
circuit ouvert dans des machines à courant alternatif supérieur à 80 volts ou dans des machines
à courant continu supérieur à 100 volts, il faut prendre des mesures pour empêcher un contact
accidentel en prévoyant une isolation adéquate ou d autres moyens. Lorsqu’il faut interrompre
les activités de soudage pendant un certain temps, à l’heure du repas ou la nuit, par exemple, il
faut enlever toutes les électrodes du porte-électrode et mettre hors tension l’alimentation pour
Mesures de sécurité
F2-2
L200011
Page 22

InstructIons D’utIlIsatIon et D’entretIen
éviter tout contact accidentel. Gardez les pistolets Mig, les porte-électrodes, les torches TIG, les
torches à plasma et les électrodes loin de l’humidité et de l’eau. Voir les références en matière
de sécurité et d’utilisation n° 1, 2 et 8.
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR VOTRE
SANTÉ
La ventilation doit être suffisante pour enlever la fumée, les émanations et les
gaz pendant le fonctionnement de la torche afin protéger les opérateurs et les
autres personnes présentes dans la zone. Les vapeurs de solvants chlorés
peuvent former un gaz toxique appelé « Phosgène » si elles sont exposées au
rayonnement ultraviolet d un arc électrique. Il faut enlever de la zone de travail
tous les solvants, décapants et sources potentielles de ces vapeurs. Servez-vous d’appareils
respiratoires à adduction d’air si la ventilation n’est pas suffisante pour enlever toutes les
émanations et gaz. L’oxygène alimente les incendies et en accélère la propagation il ne faut
jamais l’utiliser à des fins de ventilation. Voir les références en matière de sécurité et
d’utilisation n° 1, 2, 3 et 4.
L LES RAYONS DE L’ARC, LES SCORIES ET LES ÉTINCELLES CHAUDS PEUVENT BLESSER
LES YEUX ET BRÛLER LA PEAU
Les procédés de soudage et de découpage produisent une chaleur extrême
localisée et de puissants rayons ultraviolets. N’essayez jamais de souder ou de
couper sans casque soudage conforme aux normes du gouvernement fédéral
et muni d’une lentille appropriée. Des lentilles à filtre de numéro 12 à 14
fournissent la meilleure protection contre le rayonnement de l’arc. Dans un endroit
confiné, il faut éviter que les rayons reflétés de l’arc n’entrent autour du casque. Il faut utiliser
des rideaux de protection approuvés et des lunettes de protection appropriées pour protéger les
autres personnes se trouvant aux abords. Il faut aussi protéger la peau nue des rayons de l’arc,
de la chaleur et du métal fondu. Portez toujours des gants et des vêtements de protection. Toutes
les poches doivent être fermées et les manchettes, cousues. Il faut porter un tablier, des manches,
des guêtres, etc. en cuir pour effectuer de soudage ou de découpage et dans le cas des activités
intensives nécessitant de grandes électrodes. Les chaussures de sécurité montantes fournissent
une protection suffisante contre les brûlures aux pieds. Pour obtenir une plus grande protection,
portez des guêtres en cuir. Il ne faut pas utiliser de produits capillaires inflammables avant
d’effectuer des activités de soudage ou de découpage. Portez des bouchons d’oreilles pour vous
protéger les oreilles des étincelles. Lorsqu’il est possible de le faire dans la zone de travail,
l’opérateur doit s’isoler dans une cabine individuelle recouverte d’un revêtement à faible réflectivité,
comme l’oxyde de zinc. Voir les références en matière de sécurité et d’utilisation n° 1, 2 et 3.
LES ÉTINCELLES DE SOUDAGE PEUVENT CAUSER DES INCENDIES ET DES EXPLOSIONS
Les combustibles atteints par l’arc, les flammes, les vols d’étincelles, les scories
chaudes et les matériaux chauffés peuvent causer des incendies et des explosions.
Enlevez les combustibles de la zone de travail ou mettez en place du personnel
de surveillance. Évitez les vêtements huileux ou graisseux, car une étincelle peut
y mettre le feu. Ayez un extincteur à proximité et sachez comment l’utiliser. Si
l’activité de soudage ou de découpage doit être fait contre un mur, une cloison,
un plafond ou un toit, il faut prendre des précautions pour d’enflammer des combustibles qui se
trouveraient à proximité, de l’autre côté. Ne soudez pas et ne coupez pas de conteneurs ayant
contenu des combustibles. Il faut aérer tous les espaces creux, les cavités et les conteneurs avant
F2-3L200011
Mesures de sécurité
Page 23

InstructIons D’utIlIsatIon et D’entretIen
de les soumettre au soudage ou au découpage afin d’évacuer tout l’air ou le gaz qui peut s’y
trouver. Il est recommandé d’effectuer une purge avec du gaz inerte. N’utilisez jamais d’oxygène
dans une tête de soudage. N’utilisez que des gaz inertes ou des mélanges de gaz inertes,
conformément aux exigences du procédé. L’utilisation de gaz combustibles comprimés peut
causer des explosions entraînant des blessures ou la mort. Le fait d’utiliser l’arc sur une bouteille
de gaz comprimé peut endommager la bouteille ou causer une explosion. Voir les références
en matière de sécurité et d’utilisation n° 1, 2, 5, 7 et 8.
LE BRUIT PEUT ENDOMMAGER L’OUÏE
Le bruit du procédé de l’arc avec électrode en carbone et jet d’air peut endommager
l’ouïe. Portez un dispositif de protection de l’ouïe pour vous protéger lorsque le
niveau de bruit dépasse les normes de l’OSHA. Les opérateurs et le personnel aux
abords doivent porter un dispositif de protection de l’ouïe approprié pour les protéger
efficacement contre le bruit. Voir les références en matière de sécurité et
d’utilisation n° 1, 2 et 6.
RÉFÉRENCES EN MATIÈRE DE SÉCURITÉ ET D’UTILISATION
1. Code of Federal Regulations (OSHA), section 29, partie 1910.95, 132, 133, 134,
139, 251, 252, 253, 254 et 1000. U.S. Government Printing Office, Washington, DC
20402.
2. ANSI Z49.1 « Safety in Welding and Cutting ».
3. ANSI Z87.1 « Practice for Occupational and Educational Eye and Face Protection ».
4. ANSI Z88.2. « Standard Practice for Respiratory Protection ». American National
Standards Institute, 1430 Broadway, New York, NY 10018.
5. AWS F4.1. « Recommended Safe Practices for Welding and Cutting Containers ».
6. AWS C5.3. « Recommended Practices for Air Carbon-Arc Gouging and Cutting ».
The American Welding Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL
33135.
7. NFPA 51B. « Fire Prevention in Cutting and Welding Processes ».
8. NFPA-7. « National Electrical Code » (code national de l’électricité). National Fire
Protection Association, Battery Park, Quincy, MA 02269.
9. CSA W117.2. « Règles de sécurité en soudage, coupage et procédés connexes ».
Association canadienne de normalisation, 178 boul. Rexdale, Rexdale, Ontario, Canada
M9W 1R3.
Mesures de sécurité
F2-4
L200011
Page 24

InstructIons D’utIlIsatIon et D’entretIen
SECTION 3:
CARACTÉRISTIQUES TECHNIQUES DES MIG GUN
3.01 CLASSIFICATION DE MIG PISTOLET
Procédé Soudage MIG/MAG
Méthode de Guidage Guidage Manuel
Tension et Classe de
Système de Commande
Type de Refroidissement Air ou Gaz de Refroidissement
Type de Protéger le Gaz Tous les Types
3.02 CYCLE DE TRAVAIL
Mig-Pistolet Modéle de 150 160 180 200 250 300 350 400 450 500 600
10% Cycle de Travail (A) 230 200 230 260 320 375 435 500 570 600 700
35% Cycle de Travail (A) 205 185 205 230 290 340 390 450 520 550 660
60% Cycle de Travail (A) 180 160 180 200 250 300 350 400 450 500 600
100% Cycle de Travail (A) 140 125 140 150 195 205 240 275 351 350 400
Les cycles de travail ci-dessus ont été établis expérimentalement, avec les paramètres
suivants:
Paramètres Électrode Type
d’alimentation
MIG
MAG
Aluminium
avec 3 à 5 %
Demagnésium
Acier Doux
(Basse Teneur
En Carbone)
Courant
Continu
Courant
Continu
L (up to 113 V peak)
Gaz de
Protection
Argon 14,2
Mélange Argon/
CO2(80/20 et
75/25)
de Gaz
Débit
l/m
14,2
l/m
Matériau
de Soudure
AIMg3 à
AIMg5
Acier Doux
(Basse
Teneur En
Carbone)
Longueur
du Câble
du
l’électrode
Pistolet
3M Positive
5M Positive
Polarité
de
Les Paramètres D’Essai Ont Continué
Taille Des électrodes
150 amp = 0,030 po/0,8 mm 350 amp = 0,045 po/1,2 mm
160 amp = 0,030 po/0,8 mm 400 amp = 1/16 po/1,6 mm
180 amp = 0,030 po/0,8 mm 450 amp = 1/16 po/1,6 mm
200 amp = 0,045 po/1,2 mm 500 amp = 1/16 po/1,6 mm
250 amp = 0,045 po/1,2 mm 600 amp = 1/16 po/1,6 mm
F3-5L200011
Caractéristiques Techniques des Mig Gun
Page 25

InstructIons D’utIlIsatIon et D’entretIen
3.03 ÉTABLISSEMENT DU CALIBRE DE FIL DES CHALUMEAUX
MIG GUN
AVIS
Le numéro de pièce des chalumeaux Mig Gun de Tweco®, en règle générale,
comportent une indication du calibre de fil. Veuillez consulter les exemples
suivants.
N° pièce 110-3035 1=180 amp, 10 = 10 pi (3,048 m) (longueur du câble), 3035 =
0,030 à 0,035 po (0,762 mm - ,889 mm) calibre maximum de fil
N° pièce 212-4045 2 = 200 amp, 12 = 12 pi (3,6576 m)(longueur du câble), 4045
= 0,040 à 0,045 po (1,016 mm - 1,143 mm) calibre maximum
de fil
N° pièce 520-116 5= 500 amp, 20 = 20 pi (6,096 m) (longueur du câble), 116 =
1/16 po (1,5875 mm) calibre maximum de fil
La majorité des chalumeaux Mig Gun de Tweco® indiquent le calibre du fil dans les derniers
chiffres du numéro de pièce.
Caractéristiques Techniques des Mig Gun
F3-6
L200011
Page 26
InstructIons D’utIlIsatIon et D’entretIen
ALIMENTATION
ÉLECTRIQUE
(CC SEULEMENT)
GAZ
ALIMENTATION EN FIL
TERRE
OUVRAGE
PISTOLET
SECTION 4:
INSTALLATION DES MIG GUN
AVIS
Vérifier que l’utilisateur (soudeur, chef d’équipe ou aide) a bien lu etcompris les
présentes instructions. Vérifier aussi que le soudeur a bien lu les «Mesures de
sécurité importantes » TWECO®.
AVERTISSEMENT
UN CHOC ELECTRIQUE PEUT PROVOQUER DES BLESSURES OU peut être
mortelle.
Figure 1: Installation du Mig Gun standard
4.01 INSTALLATION DES MIG PISTOLETS
À BRANCHEMENT DIRECT
Les Mig Pistolets à branchement direct s’installent en insérant directement le bouchon de
raccordement arrière du pistolet dans la sortie du guide-fil du dispositif d’alimentation (voir
fig. 2) et en serrant la vis de retenue du bouchon. Tous les modèles de Mig-Pistolets, sauf
les pistolets Euro-Kwik, nécessitent un câble de commande pour relier les conducteurs de la
gâchette du Mig-Pistolet au dispositif d’alimentation. Les câbles de commande se branchent
d’un côté dans le boîtier de raccordement arrière du Mig-Pistolet et de l’autre côté dans la prise
du câble de commande sur le dispositif d’alimentation. Les branchements du type Euro-Kwik
se font en insérant le raccord du pistolet dans la douille du dispositif d’alimentation, en prenant
soin d’aligner d’abord le raccord de la conduite du fil, puis le raccord du gaz. Pousser jusqu’à
ce que tous les raccords soient en place, puis serrer l’écrou à la main voir fig. 3.
Figure 2
Figure 3
F4-7L200011
Installation des Mig Gun
Page 27

InstructIons D’utIlIsatIon et D’entretIen
TLAK-1 ou 6TLAK-1
TLAK-1 ou 6TLAK-1
ADAPTER PLUG
DISPOSITIF D’ALIMENTATION EN FIL
TUYAU DU GAZ
TUYAU DU GAZ
CÂBLE D’ALIMENTATION
CÂBLE DE COMMANDE
MIG-PISTOLET
4.02 RACCORD TWECO® MIG-KWIK ET INSTALLATION DU KIT
D’ADAPTATION
L’installation d’un Tweco® Mig-pistolet équipé d’un bouchon de raccordement Tweco® peut
nécessiter le recours à un kit d’adaptation. Sur la liste des kits d’adaptation, choisir celui qui
convient au dispositif d’alimentation en fil. Pour l’installation, suivre les instructions fournies
avec le kit d’adaptation. L’illustration (fig. 4) montre, d’une manière générale, comment installer
un kit d’adaptation.
Figure 4
1. Visser le bouchon de l’adaptateur dans la douille et serrer.
2. Insérer le bouchon et la douille dans le guide-fil de sortie du dispositif d’alimentation.
Serrer la vis de fixation du guide-fil.
3. Si nécessaire, brancher un câble de soudage de longueur adéquate entre le bloc
d’alimentation du poste de soudage et la prise de courant.
4. Brancher un tuyau à gaz entre la douille de raccordement et l’électrovanne du dispositif
d’alimentation en gaz.
AVIS
Quand on utilise un kit d’adaptation, l’alimentation en gaz doit être branchée sur
la douille pour que le Mig-Pistolet soit alimenté en gaz. Si elle est branchée sur
le bloc de guidage de la sortie du fil, il faut la réacheminer de façon à ce qu’elle
soit branchée sur la douille.
5. Sérer le bouchon de raccordement arrière du pistolet Mig Gun dans la douille et serrer
la vis de fixation.
6. Raccorder le bouchon du câble de commande au circuit de commande du Mig-Pistolet
du dispositif d’alimentation en fil. Brancher ensuite la prise femelle double(prise plate)
dans le Mig-Pistolet.
L’installation est alors terminée et le pistolet est prêt à assurer l’alimentation en fil dans les
conditions recommandées par le fabricant du dispositif d’alimentation.
installation des Mig Gun
F4-8
L200011
Page 28

InstructIons D’utIlIsatIon et D’entretIen
SECTION 5:
REMPLACEMENT DE LA CONDUIT DU FIL
5.01 IDENTIFICATION DE CONDUIT
La méthode de démontage et de montage de la conduit du fil est similaire pour tous les Tweco®
Mig-Pistolets. Les conduites se distinguent suivant le type d’embout et le numéro de pièce inscrit
sur chaque embout. Les conduites en usage appartiennent aux quatre séries suivantes:
#40 Conduites de la série: 160 A seulement #42 Conduites de la série: 150 A - 250 A
#44 Conduites de la série: 350 A - 450 A #45 Conduites de la série: 500 A - 600 A
5.02 DÉPLACEMENT DE CONDUIT
1. Poser le pistolet Mig Gun sur une table ou par terre, en ligne droite. Vérifier qu’il est
complètement étendu et que toutes les boucles du câble ont disparu.
2. Démonter la buse et desserrer la vis d’arrêt avant de la conduit. Cette vis se trouve
généralement dans le diffuseur. Ensuite, desserrer la vis d’arrêt de la conduit dans le
bouchon de raccordement arrière.
AVIS
Sur les pistolets à branchement direct Miller®, enlever le raccord fileté situé
au bout du bouchon de raccordement. Sur les raccords Euro-Kwik®, enlever le
chapeau de retenue de la conduit.
3. Enlever le diffuseur et le bec de contact.
4. Tenir l’embout de la conduit et retirer la conduite en la tournant. Sur les pistolets
Miller® à branchement direct, on fait sortir l’embout de la conduit de son logement
dans le bouchon de raccordement en tournant l’arrière du pistolet dans le sens des
aiguilles d’une montre d’environ un tour.
5.03 INSTALLATION DE CONDUIT
1. Dérouler la conduite et la poser en ligne droite. Insérer la conduit dans le bouchon
de raccordement arrière. Pousser la conduite dans le pistolet, un peu à la fois. Si la
conduit s’accroche, la tourner dans le sens inverse des aiguilles d’une montre ou
secouer doucement le câble tout en poussant la conduit.
2. Une fois que la conduit est entrée complètement à sa place dans le pistolet, serrer
la vis d’arrêt arrière. Sur les pistolets Miller®, remettre le raccord fileté en place. Sur
les pistolets Euro-Kwik®, remettre le chapeau de retenue de la conduit en place.
3. Couper la partie de la conduit dépassant du tube conducteur à la longueur voulue:
Longueurs De Coupe De Conduit
150 amp = 1,0 po/25,4 mm 250 amp = 1,25 po/31,7 mm 450 amp = 0,5 po/12,7 mm
160 amp = 1,0 po/25,4 mm WM250 amp = 1,3 po/33,0 mm 500 amp = 0,6 po/15,2 mm
180 amp = 1,0 po/25,4 mm 350 amp = 1,2 po/31,3 mm 600 amp = 0,6 po/15,2 mm
200 amp = 1,3 po/33,0 mm 400 amp = 0,5 po/12,7 mm
4. Limer le bout coupé de la conduit pour le débarrasser des bavures qui risqueraient
de gêner l’alimentation en fil ou de se prendre dans le diffuseur.
5. Remettre le diffuseur et le bec de contact en place, puis serrer la buse.
Le Mig-Pistolet est alors prêt à être réinstallé sur le dispositif d’alimentation.
F5-9L200011
REMPLACEMENT DE LA CONDUIT DU FIL
Page 29

InstructIons D’utIlIsatIon et D’entretIen
SECTION 6:
ENTRETIEN ET DÉPANNAGE
Les becs de contact et les buses doivent être nettoyés fréquemment. Les éclaboussures
accumulées risquent de faire un pont entre la buse et le bec. Cette situation peut entraîner un
court-circuit entre la buse et l’ouvrage, ainsi qu’un débit anormal et un mauvais écoulement
du gaz. Inspecter régulièrement le tube conducteur, la crosse, le passage du câble et les autres
parties du pistolet Mig Gun pour vérifier qu’il n’y a pas d’abrasions, de coupures ni d’usure
anormale. Remplacer ou réparer toute pièce reconnue défectueuse.
Problème Causes Possibles Solutions
L’alimentation en fil est
irrégulière ou saccadée
1. Bec de contact ou diffuseur
desserré.
1. Avec une pince, bie resserrer le
bec de contact et le diffuseur.
2. Usure excessive du bec de
contact.
3. Éclaboussures accumulées
au bout du bec de contact.
4. Boucles trop serrées ou
pliures dans la conduite.
5. Conduite sale ou obstruée. 5. Changer la conduite.
6. Conduite sortie du diffuseur. 6. Remettre la conduite en place et
7. Mauvais réglage de la
machine.
Le pistolet Mig Gun
chauffe
Porous weld 1. Débit du gaz insuffisant ou
1. Bec de contact ou diffuseur
desserré.
2. Branchements d’alimentation
électrique desserrés.
3. Câble ou cosse de mise à la
terre desserré ou de taille
insuffisante.
4. Utilisation du pistolet avecune
intensité plus forte quecelle
recommandée.
anormal.
2. Fil sale ou souillé. 2. Changer le fil.
3. Métal de base souillé. 3. Changer le métal de base.
2. Changer le bec de contact.
3. Nettoyer ou changer le bec de
contact.
4. Redresser ou changer la conduite.
serrer la vis d’arrêt avant.
7. Refaire le réglage de la machine
suivant les recommandations du
constructeur et du fabricant du fil.
1. Avec une pince, bien resserrer le
bec de contact et le diffuseur.
2. Vérifier toutes les parties du
pistolet pour voir s’il y a des
branchements desserrés
et effectuer les réparations
nécessaires
3. Resserrer ou changer suivant le
cas.
4. Refaire le réglage du poste de
soudage pour qu’il convienne à la
taille du pistolet utilisé.
1. Vérifier le débit du gaz sortant de
la buse du pistolet. Vérifier que
les tuyaux et raccords de gaz ne
fuient pas et ne sont pas bouchés.
Entretien et dépannage
F6-10
L200011
Page 30

InstructIons D’utIlIsatIon et D’entretIen
SECTION 7:
GARANTIE
GARANTIE LIMITÉE : THERMADYNE
fabrication et de matériaux. Si un défaut devait apparaître durant la période de garantie applicable
aux produits de THERMADYNE telle que décrite ci-dessous et qu’un avis de défaut était dûment émis
démontrant que le produit a été entreposé, installé, exploité et entretenu selon les spécifications, les
instructions, et les recommandations de THERMADYNE ainsi que les pratiques normalisées acceptées
dans l’industrie, sans avoir été soumis à des abus, réparations, négligences, modifications ou accidents,
alors THERMADYNE corrigera le défaut par une réparation appropriée ou un remplacement, à sa seule
discrétion , des composants ou des pièces du produit que THERMADYNE jugera défectueux.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUTES AUTRES GARANTIES
EXPRESSES OU IMPLICITES INCLUANT TOUTE GARANTIE D’APTITUDE OU DE
QUALITÉ MARCHANDE À UNE FIN PARTICULIÈRE.
®
garantit que ses produits seront exempts de tout vice de
LIMITATIONS DE RESPONSABILITÉ :
circonstance de dommages particuliers ou conséquents tels que, sans en exclure d’autres, des dommages
ou perte de marchandises achetées ou de remplacement, ou de réclamations des clients du distributeur
(désignés ci-après comme l’« Acheteur ») pour interruption de service. Les recours de l’Acheteur exposés
dans le présent sont exclusifs et la responsabilité de THERMADYNE envers tout contrat ou toute action
prise à ce sujet telle que le rendement ou un manquement au rendement, ou de la fabrication, la vente,
la livraison, la revente ou l’usage de marchandises couvertes ou fournies par THERMADYNE découlant
soit d’un contrat, d’une négligence, d’un délit spécifique, ou en vertu de toute garantie, ou autrement,
ne devront pas, excepté si expressément prévus dans le présent, excéder lecoû des marchandises sur
lequel de telles responsabilités sont basées.
THERMADYNE ne sera responsable sous aucune
CETTE GARANTIE SERA INVALIDE SI DES PIÈCES DE RECHANGE OU DES
ACCESSOIRES UTILISÉS POURRAIENT DIMINUER LA SÉCURITÉ OU LE RENDEMENT
DE TOUT PRODUIT THERMADYNE.
CETTE GARANTIE N’EST PAS VALIDE SI LE PRODUIT EST VENDU PAR DES
PERSONNES NON AUTORISÉES.
Cette garantie est effective pour la durée spécifiée dans le Tableau des garanties et débute la journée à
laquelle le distributeur autorisé livre le produit à l’Acheteur.
Les réclamations pour la réparation ou le remplacement en vertu de cette garantie limitée doivent être
soumises par un Centre de réparation autorisé de THERMADYNE dans les trente (30) jours suivant la
réparation. Aucun frais de transport quel qu’il soit ne sera payé en vertu de cette garantie. Les frais de
transport pour envoyer les produits à un Centre autorisé de réparation en vertu de cette garantie seront aux
dépens de l’Acheteur. Toutes les marchandises retournées le seront aux risques et dépens de l’Acheteur.
Cette garantie remplace et annule toutes les garanties précédentes de THERMADYNE.
F7-11L200011
Garantie
Page 31

150 AMP
160 AMP
180 AMP
200 AMP
250 AMP
300 AMP
350 AMP
400 AMP
450 AMP
500 AMP
600 AMP
PISTOLAS MIG
ENFRIADAS POR
AIRE
English
Français
Español
Instrucciones de
mantenimiento y de uso
Revisión: B Fecha de edición: 4 de junio de 2008 No de Forma: L200011
Page 32

¡NOSOTROS APRECIAMOS
SUS NEGOCIOS!
Felicitaciones por su nuevo prod ucto Tweco®.
Estamos orgullosos de tenerlo como nuestro cliente
y nos esforzaremos para ofrecerle el mejor servicio y
confiabilidad del ramo. Este producto está respaldado por
nuestra garantía extendida y una red mundial de servicios.
Para ubicar su distribuidor más cercano, comuníquese
con un representante a la dirección y número telefónico
de su zona, indicado en la contratapa de este manual, o
visítenos en la Web en: www.tweco.com.
Este manual ha sido elaborado para instruirle en lo
referente al correcto uso y funcionamiento de su producto
Tweco®. Su satisfacción con este producto y su operación
segura es nuestra preocupación más importante. De
esta forma, por favor, tómese el tiempo necesario para
leer todo el manual, especialmente las Precauciones de
Seguridad. Esto le ayudará a evitar peligros potenciales
que pueden existir al trabajar con este producto.
¡USTED ESTÁ EN BUENA
COMPAÑÍA!
La Marca Elegida por Contratistas y Fabricantes del Mundo entero.
Tweco® es una marca global de productos de soldadura
de arco de Thermadyne Industries Inc. Fabricamos y
abastecemos a los principales sectores de la industria
que utilizan soldaduras en todo el mundo, tales como
fabricantes, constructores, empresas de minería,
empresas automovilísticas, aeroespaciales, de ingeniería,
el sector rural y los sectores de Hágalo Usted Mismo y
aficionados.
Nos distinguimos de nuestros competidores por el
liderazgo en el mercado, con productos confiables que
han resistido a la prueba del tiempo. Nos enorgullecemos
de la innovación técnica, precios competitivos, excelente
entrega, superior servicio al cliente y soporte técnico,
juntamente con la excelencia en las ventas y en la
experiencia de comercialización.
Pero más que nada, estamos comprometidos con el
desarrollo de productos tecnológicamente avanzados
para alcanzar un ambiente de trabajo más seguro en la
industria de la soldadura.
10
Page 33

ADVERTENCIA
Lea y comprenda este manual completo y las prácticas de seguridad de su
empresa, antes de instalar, manejar o realizar el mantenimiento del equipo. Aunque
la información contenida en este manual represente la opinión más razonada del
Fabricante, éste no asume responsabilidad alguna por su uso.
Pistolas MIG enfriadas por aire
Instrucciones de mantenimiento y de uso
Manual de instrucciones número L200011
Publicado por:
Tweco® Products Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.tweco.com
Copyright © 2007 Thermadyne Industries, Inc.
®
Reservados todos los derechos.
Queda prohibida la reproducción de esta obra, total o parcialmente, sin permiso por escrito del editor.
El editor no asume, y por la presente se descarga de cualquier responsabilidad a cualquier parte por
cualquier pérdida o daños causados por error o cualesquier omisión en este manual, sin importar si el
error deriva de negligencia, accidente o cualquier otra causa.
Fecha de publicación: 1 de Enero de 2007
Anote la siguiente información para su garantía:
Lugar de Compra:
Fecha de Compra:
No de Serie del Equipo:
i
Page 34

InstruccIones de mantenImIento y de uso
Contenido
SECCIÓN 2: INTRODUCCIÓN................................................................................S1-1
1.01 Comment Utiliser ce Manuel .......................................................S1-1
1.02 Recibo del equipo .......................................................................
1.03 Description ..................................................................................
SECCIÓN 2: PRECAUCIONES DE SEGURIDAD .....................................................
SECCIÓN 3: ESPECIFICACIONES DE LAS PISTOLAS MIG .................................... S3-5
3.01 Clasificación de las pistolas MIG .................................................S3-5
3.02 Ciclos de trabajo ........................................................................
3.03 Identificación de los tamaños de alambres de las pistolas MIG ..
SECCIÓN 4:INSTALACIÓN DE PISTOLAS MIG ......................................................
4.01 Instalación del enchufe directo de pistolas MIG ..........................S4-7
4.02 Instalación del conjunto de conexión y adaptador MIG-Kwik ......
SECCIÓN 5: RECAMBIO DEL CONDUCTO PARA ALAMBRES ...............................
5.01 Identificación del conducto .........................................................S5-9
5.02 Desmontaje de conductos ...........................................................
5.03 Instalación del conducto .............................................................
SECCIÓN 6: MANTENIMIENTO Y RESOLUCIÓN DE PROBLEMAS ......................
SECTION 7: DECLARACIÓN DE GARANTÍA ........................................................ S6-12
S1-1
S1-1
S2-2
S3-5
S3-6
S4-7
S4-8
S5-9
S5-9
S5-9
S6-11
Tweco® Products, Inc. declara bajo nuestra exclusiva responsabilidad que los productos
DECLARACIÓN DE CONFORMIDAD
Sopletes manuales de soldadura MIG enfriados por aire/gas y agua
A los que corresponde esta declaración cumplen con las siguientes normas:
IEC 60974-7:2005
En cumplimiento con las directivas 73/23/EEC.
ii
L200011
Page 35

InstruccIones de mantenImIento y de uso
SECCIÓN 2:
INTRODUCCIÓN
1.01 COMMENT UTILISER CE MANUEL
Para garantizar una operación segura, lea todo el manual, incluyendo los capítulos con las
instrucciones de seguridad y las advertencias.
En este manual pueden aparecer las palabras ADVERTENCIA, PRECAUCIÓN y Aviso.Preste
especial atención a la información resaltada por estos títulos. Estos párrafos especiales se
reconocen fácilmente de la siguiente manera:
ADVERTENCIA
ADVERTENCIA indica que existe un peligro que causa o puede causar lesiones
severas o la muerte a las personas, o daños considerables a la propiedad, si no
se siguen las instrucciones.
PRECAUCIÓN
PRECAUCION indica que existe un peligro que causa o puede causar lesiones
ligeras a las personas, o daños ligeros a la propiedad, si no se siguen las
instrucciones.
AVISO
COMUNICA información sobre la instalación, operación o mantenimiento, que es
importante, pero no concerniente a situaciones de peligro.
1.02 RECIBO DEL EQUIPO
Al recibir el equipo, contrólelo con la factura en mano para asegurarse que esté completo,
además de inspeccionarlo en búsqueda de posibles daños sufridos durante el envío. En caso que
encuentre cualquier tipo de daño, notifique inmediatamente a la empresa de transportes para
presentar el reclamo. Indique toda la información correspondiente para iniciar el reclamo por
daños o por errores de transporte al lugar correspondiente a su zona, indicada en la contratapa
de este manual. Incluya una completa descripción de las partes que presenten problemas.
Si desea recibir copias adicionales o una copia de reemplazo de este manual, comuníquese
con Tweco® a la dirección y número telefónico de su zona, indicado en la contratapa de este
manual. Incluya el número del manual (indicado en la página i).
1.03 DESCRIPTION
Las pistolas MIG de Tweco® están equipadas con conexiones traseras que se acoplan
directamente con la mayoría de las conexiones de alimentadores de alambre Miller®, Lincoln® y
Euro®. Estas pistolas son denominadas “Pistolas MIG de enchufe directo”. Las Pistolas MIG de
Tweco® MIG-Guns también están equipadas con la probada conexión MIG-Kwik. La conexión
MIG-Kwik, al ser utilizada con un conjunto adaptador Tweco®, permite la instalación de las
pistolas MIG de Tweco® en casi cualquier sistema alimentador de alambres. Para obtener una
lista de los conjuntos adaptadores disponibles, consulte la lista de conjuntos adaptadores de
Tweco® o llame al número de atención al cliente de Tweco®.
S1-1L200011
Introducción
Page 36

InstruccIones de mantenImIento y de uso
SECCIÓN 2:
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
Se pueden sufrir LESIONES GRAVES O LA MUERTE si el equipo de soldadura
y corte no se instala, utiliza y mantiene debidamente. El uso inadecuado
de este equipo y otras prácticas no seguras pueden ser peligrosos. El operador,
supervisor y ayudante deben leer y comprender las siguientes advertencias e
instrucciones de seguridad antes de instalar o usar cualquier equipo de soldadura
o corte y deberán estar atentos a los peligros del proceso de soldadura y corte. El
entrenamiento y supervisión adecuados son importantes para un lugar de trabajo
seguro. Guarde estas instrucciones para uso futuro. En cada sección se incluyen
otras recomendaciones sobre seguridad y operación.
ADVERTENCIA
Este producto contiene sustancias químicas, dentro de las que se incluye el
plomo, o de otro modo produce sustancias químicas que el Estado de California
sabe que provocan cáncer, defectos congénitos y/u otros daños reproductores.
Lávese las manos después de haber estado en contacto con estas
sustancias.
(Código sobre Salud y Seguridad de California, Sec. 25249.5 y siguientes)
LAS DESCARGAS ELÉCTRICAS PUEDEN CAUSAR HERIDAS O LA MUERTE
Instale y mantenga el equipo de acuerdo al Código Nacional Eléctrico (NFPA 70)
y las normas locales. No realice mantenimiento o reparaciones con el equipo
prendido. No opere equipos sin los aisladores de protección o sin tapas. Los
servicios o reparación de los equipos solamente deben ser ejecutados por personal
calificado o entrenado..
No toque componentes eléctricos mientras están eléctricamente vivos. Siempre use guantes
de soldar secos y en buen estado. La ropa de protección aluminizada puede ser conductora
de la electricidad. Mantenga los tubos de oxígeno, cadenas, cuerdas de alambre, guinchos,
grúas y elevadores fuera del alcance de cualquier parte del circuito eléctrico. Se deben verificar
periódicamente todas las conexiones a tierra para determinar si están mecánicamente firmes y
eléctricamente adecuadas para la tensión requerida. Al trabajar con corriente alterna para soldar
o cortar en condiciones de humedad o en ambientes calurosos donde se transpira copiosamente,
se recomienda utilizar mandos automáticos confiables para reducir el voltaje y así reducir los
riesgos de descarga eléctrica. Se debe evitar cualquier tipo de contacto accidental al utilizar un
voltaje de circuito abierto que supere los 80 VCA o 100 VCC emplazando un aislamiento u otros
medios adecuados. Cuando se tenga que interrumpir la soldadura durante un importante período
de tiempo, como durante el almuerzo o la noche, todos los electrodos deben ser retirados del
portaelectrodos y se debe apagar la alimentación eléctrica de manera que no puedan producirse
contactos accidentales. Evite que las pistolas Mig, los portaelectrodos, los sopletes Tig, los
sopletes de Plasma y los electrodos se vean afectados por la humedad y el agua. Consulte las
referencias de seguridad y uso 1, 2 y 8.
Precauciones de seguridad
S2-2
L200011
Page 37

InstruccIones de mantenImIento y de uso
EL HUMO, LOS VAPORES Y LOS GASES PUEDEN SER PELIGROSOS PARA LA SALUD
La ventilación debe ser adecuada para que salga el humo, los vapores y los
gases durante la operación para proteger a los operadores y al resto del personal
en el área. Los vapores de solventes clorados pueden formar el gas tóxico
“Fosgeno” cuando quedan expuestos a los rayos ultravioletas producidos por
un arco eléctrico. Todos los solventes, desengrasantes y fuentes potenciales de
esos vapores deben ser retirados del área de trabajo. Utilice respiradores con tanque de aire si
la ventilación no resulta adecuada para eliminar todos los humos y gases. El oxígeno sostiene y
acelera vigorosamente el fuego, por lo que nunca debe ser utilizado para ventilación. Consulte
las referencias de seguridad y uso 1, 2, 3 y 4.
LOS RAYOS DEL ARCO, LA ESCORIA CALIENTE Y LAS CHISPAS PUEDEN LASTIMAR LOS OJOS
Y QUEMAR LA PIEL
Los procesos de soldadura y corte producen calor extremadamente localizado
y fuertes rayos ultravioletas. Nunca intente soldar o cortar sin una máscara de
soldadura con lentes adecuados y que cumpla con las exigencias federales. Los
lentes con filtro número 12 a 14 ofrecen la mejor protección contra la radiación
del arco. Cuando trabaje en un área confinada, evite que los rayos reflejados del
arco entren alrededor de la máscara. Se deben usar cortinas de protección y gafas apropiadas
para proteger al personal presente en áreas cercanas. La piel también debe ser protegida de los
rayos del arco, del calor y del metal derretido. Siempre se deberán utilizar guantes y vestimenta
de protección. Todos los bolsillos deben estar cerrados y los dobladillos cosidos. Se deben usar
delantales de cuero, mangas, pantalones, etc., para la soldadura y el corte fuera de posición o
para operaciones pesadas con electrodos grandes. Las botas de trabajo de caña alta ofrecen
protección adecuada contra las quemaduras de los pies. Use protectores de cuero para brazos
y piernas para contar con protección adicional. No se deben usar productos inflamables para el
cabello cuando se suelde o corte. Usar orejeras para proteger las orejas de las chispas. Cuando
el área de trabajo lo permita, el operador debe trabajar dentro de una cabina individual pintada
con una terminación de baja reflexión, como por ejemplo: óxido de zinc. Consulte las referencias
de seguridad y uso 1, 2 y 3.
LAS CHISPAS DE SOLDADURA PUEDEN CAUSAR INCENDIO Y EXPLOSIONES
Los combustibles alcanzados por el arco, por llamas, chispas, escorias o materiales
calientes pueden ser las causas de incendios y explosiones. Retire los combustibles
del área de trabajo u organice una guardia contra incendios. Evite que las ropas
estén sucias con aceite o grasa, ya que una chispa puede encenderlas. Tenga un
extintor de incendios cerca y sepa como usarlo. Si se está soldando o cortando
en una pared, un divisorio, un cielorraso o un techo metálico, se deben tomar
precauciones para evitar la ignición de combustibles que puedan estar del otro lado. No suelde
ni corte recipientes que hayan contenido combustibles. Todos los espacios vacíos, cavidades y
recipientes deben ventilarse antes de soldar o cortar para permitir la salida de aire o gases. Se
recomienda purgarlos con gas inerte. Nunca use oxígeno en un soplete de soldar. Use solamente
gases inertes o mezclas de gases inertes conforme a lo exigido por el proceso. El uso de gases
comprimidos combustibles puede provocar explosiones y causar daños personales o la muerte.
La radiación del arco contra cualquier tubo de gas comprimido puede causarle daños al tubo o
su explosión. Consulte las referencias de seguridad y uso 1, 2, 5, 7 y 8.
S2-3L200011
Precauciones de seguridad
Page 38

InstruccIones de mantenImIento y de uso
EL RUIDO PUEDE DAÑAR LA AUDICIÓN
El ruido del proceso con arco de aire/carbón puede dañar su audición. Use dispositivos
de protección auditiva para contar con protección cuando los niveles superen las
normas de la OSHA. Los operadores y personal próximo deben usar protectores
auriculares para asegurar la protección contra el ruido. Consulte las referencias
de seguridad y uso 1, 2 y 6.
REFERENCIAS DE SEGURIDAD Y USO
1. Código de Normas Federales (OSHA), Sección 29, Partes 1910.95, 132, 133, 134, 139,
251, 252, 253, 254 y 1000. Oficina de la Imprenta Gubernamental de los EE.UU.,
Washington, DC 20402.
2 ANSI Z49.1 “Safety in Welding and Cutting” (Seguridad en la soldadura y el corte).
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection” (Práctica
para la protección ocupacional y educativa de ojos y rostro).
4. ANSI Z88.2. “Standard Practice for Respiratory Protection” (Práctica estándar para
protección respiratoria). American National Standards Institute (Instituto norteamericano
de normas nacionales), 1430 Broadway, New York, NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers” (Prácticas
seguras recomendadas para soldadura y corte de recipientes).
6. AWS C5.3. “Recommended Safe Practices for Air Carbon-Arc Gouging and Cutting”
(Prácticas seguras recomendadas para ranurado y corte con arco de aire/carbón). The
American Welding Society (Sociedad norteamericana de soldadura), 550 NW Lejeune
Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes” (Prevención de incencios
en procesos de corte y soldadura).
8. NFPA-7. “National Electrical Code” (Código eléctrico nacional). National Fire Protection
Association (Asociación nacional para la protección contra incendios), Battery Park,
Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes” (Seguridad en procesos de
soldadura, corte y asociados). Canadian Standards Association (Asociación canadiense
de normas), 178 Rexdale Blvd., Rexdale, Ontario, Canadá M9W 1R3.
Precauciones de seguridad
S2-4
L200011
Page 39

InstruccIones de mantenImIento y de uso
SECCIÓN 3:
ESPECIFICACIONES DE LAS PISTOLAS MIG
3.01 CLASIFICACIÓN DE LAS PISTOLAS MIG
Proceso Soldadura MIG/MAG
Método de guía Guía manual
Clase del voltaje para los circuitos de la
soldadura y de control
Tipo de enfriamiento Por aire o gas refrigerante
Tipo de gas aislante Todo tipo
3.02 CICLOS DE TRABAJO
Nº de modelo de la pistola MIG 150 160 180 200 250 300 350 400 450 500 600
10% de ciclos de trabajo (amp) 230 200 230 260 320 375 435 500 570 600 700
35% de ciclos de trabajo (amp) 205 185 205 230 290 340 390 450 520 550 660
60% de ciclos de trabajo (amp) 180 160 180 200 250 300 350 400 450 500 600
100% de ciclos de trabajo (amp) 140 125 140 150 195 205 240 275 351 350 400
Los ciclos de trabajo mencionados anteriormente fueron determinados por medio de pruebas
bajo los siguientes parámetros:
Parámetro Electrodo Tipo
voltaje
3% de aluminio
MIG
MAG
al 5% de
magnesio
Acero dulce (con
bajo contenido
de carbono)
Gas aislante Caudal de
de
CC. Argón 30 pies3
CC. Mezcla de
Argón/CO2
(80/20, 75/25)
L (pico de hasta 113 V)
Material para
gas
x min /
14,2 l/m
30 pies3
x min /
14,2 l/m
soldar
AIMg3 a AIMg5 10 pies /
Acero dulce (con
bajo contenido
de carbono)
Long.
cable de la
pistola
3 m
15 pies /
5 m
Polaridad
del
electrodo
Positivo
Positivo
Continuación de los parámetros de prueba
Medida del electrodo
150 amp = 0,030 pulg/0,8 mm 350 amp = 0,045 pulg/1,2 mm
160 amp = 0,030 pulg/0,8 mm 400 amp = 1/16 pulg/1,6 mm
180 amp = 0,030 pulg/0,8 mm 450 amp = 1/16 pulg/1,6 mm
200 amp = 0,045 pulg/1,2 mm 500 amp = 1/16 pulg/1,6 mm
250 amp = 0,045 pulg/1,2 mm 600 amp = 1/16 pulg/1,6 mm
S3-5L200011
Especificaciones de las pistolas mig
Page 40

InstruccIones de mantenImIento y de uso
3.03 IDENTIFICACIÓN DE LOS TAMAÑOS DE ALAMBRES DE LAS
PISTOLAS MIG
AVISO
Las pistolas de soplete MIG de Tweco®, como regla general, presentan una
nomenclatura específica incorporada en cada número de parte para ayudar a
determinar la medida del alambre para cada pistola MIG. Preste atención a los
siguientes ejemplos.
P/N 110-3035 1=180 amp, 10 = 10 pies (3,048 m) de longitud de alambre, 3035 =
0,030 pulg,- 0,035 pulg, (0,762mm - 0,889mm) de medida máxima
de alambre
P/N 212-4045 2 = 200 amp, 12 = 12 pies (3,6576 m) de longitud de alambre, 4045 =
0,040 pulg, - 0,045 pulg, (1,016mm - 1,143 mm) de medida máxima
de alambre
P/N 520-116 5= 500 amp, 20 = 20 pies (6,096 m) de longitud de alambre, 116 =
1/16 pulg, (1,5875 mm) de medida máxima de alambre
La mayoría de las pistolas MIG de Tweco® incluyen una lista de la medida de alambre en la
última serie de números indicados en una determinada parte del número.
Especificaciones de las pistolas mig
S3-6
L200011
Page 41

InstruccIones de mantenImIento y de uso
¡SÓLO
FUENTE DE
ALIMENTACIÓN
DE CC!
GAS
ALIMENTADOR DE ALAMBRES
TIERRA
TRABAJO
SOPLETE
SECCIÓN 4:
INSTALACIÓN DE PISTOLAS MIG
AVISO
Asegúrese que el usuario final (soldador, operador o ayudante) lea y entienda estas
instrucciones. Asegúrese que el soldador lea también “Protecciones importantes”
en las instrucciones de uso para soldadura y corte de Thermadyne®.
ADVERTENCIA
Las sacudidas eléctricas pueden causar lesiones o la muerte.
Figura 1: Instalación de pistolas Mig estándar
4.01 INSTALACIÓN DEL ENCHUFE DIRECTO DE PISTOLAS MIG
Las pistolas MIG con enchufe directo se instalan simplemente introduciendo el enchufe trasero
dentro de la guía de salida de alambres (vea la ilustración 2) y ajustando el tornillo retén del
enchufe. Todos los modelos de las pistolas MIG, excepto las pistolas Euro-Kwik®, necesitan que
se acople un conjunto de control de alambres en el gatillo de las pistolas MIG al alimentador.
Los conjuntos de control de alambres se enchufan directamente en el enchufe trasero de las
pistolas MIG y dentro del enchufe del control de alambre en el alimentador. Las conexiones
Euro-Kwik® se instalan introduciendo la conexión de la pistola en el enchufe del alimentador,
procediendo a alinear primero el enchufe del conducto, luego el enchufe para el gas. Oprimir
hasta que todos los acoples queden asentados, luego se debe ajustar la tuerca a mano de la
manera que se muestra en la Ilustración 3.
Figura 2
Figura 3
S4-7L200011
Instalación de pistolas mig
Page 42
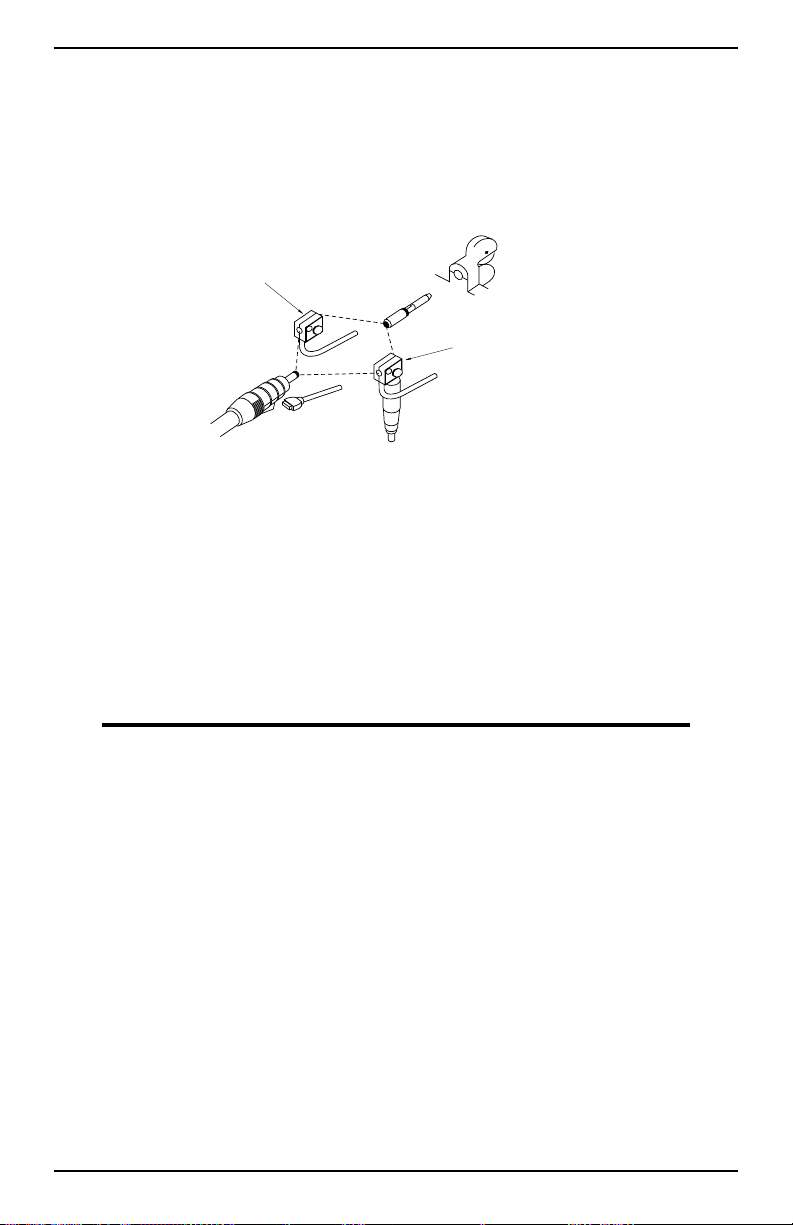
InstruccIones de mantenImIento y de uso
TLAK-1 o 6TLAK-1
TLAK-1 o 6TLAK-1
ENCHUFE ADAPTADOR
ALIMENTADOR DE ALAMBRES
MANGUERA DE GAS
MANGUERA DE GAS
CABLE DE ALIMENTACIÓN ELÉCTRICA
CABLE DE CONTROL
PISTOLA MIG
4.02 INSTALACIÓN DEL CONJUNTO DE CONEXIÓN Y
ADAPTADOR MIG-KWIK
La instalación de una pistola MIG de Tweco® equipada con un enchufe conector Tweco®
puede requerir de un conjunto adaptador. Seleccione el conjunto adaptador adecuado para
su alimentador de alambres de la lista de conjuntos adaptadores. Para efectuar la instalación,
siga las instrucciones correspondientes incluidas en el conjunto adaptador. La Ilustración 4
muestra la instalación general de un conjunto adaptador.
Figura 4
1. Atornille el enchufe del adaptador dentro del zócalo y apriete.
2. Introduzca el tapón del adaptador y del zócalo dentro de la guía de salida del
alimentador de alambre. Apriete el tornillo del soporte de la guía del alambre.
3. En caso que corresponda, conecte un cable de soldadura del tamaño adecuado
proveniente de la fuente de alimentación eléctrica del equipo de soldadura al
tomacorriente.
4. Conecte una manguera de gas al acople y al solenoide de gas del alimentador.
AVISO
En caso de utilizar un conjunto adaptador, se debe conectar la alimentación de
gas al zócalo para alimentar con gas la pistola MIG. En caso que la alimentación
de gas esté conectada al bloque de salida del alimentador de alambres, se la
deberá reconectar al zócalo.
5. Introduzca el enchufe de conexión trasera de la pistola MIG en el zócalo y apriete el
tornillo del soporte.
6. Conecte el conjunto del enchufe del cable de control en el circuito de control de la
pistola MIG. Luego conecte el enchufe plano hembra doble en la pistola MIG.
La pistola estará entonces instalada y lista para alimentar el alambre de acuerdo con las
recomendaciones del fabricante del alimentador.
S4-8
Instalación de pistolas mig
L200011
Page 43

InstruccIones de mantenImIento y de uso
SECCIÓN 5:
RECAMBIO DEL CONDUCTO PARA ALAMBRES
5.01 IDENTIFICACIÓN DEL CONDUCTO
El procedimiento para desmontaje e instalación de conductos de alambres es el mismo para
todas las pistolas MIG de Tweco®. Los conductos pueden ser identificados por el tipo de tope
de conducto y por las marcas en el número de pieza de cada tope de conducto.
Se utilizan cuatro series de conductos:
conductos serie nº 40: sólo para 160 amp conductos serie nº 42: 150 amp - 250 amp
conductos serie nº 44: 350 amp - 450 amp conductos serie nº 45: 500 amp - 600 amp
5.02 DESMONTAJE DE CONDUCTOS
1. Disponga la pistola MIG en línea recta sobre una mesa o sobre el piso. Asegúrese
que la pistola esté completamente extendida y que la manguera no esté retorcida en
ningún lugar.
2. Retire la boquilla y afloje el tornillo de fijación del conducto en la parte delantera de
la pistola. Normalmente está ubicado en el difusor o en la parte delantera del mango.
Luego afloje el tornillo de fijación del conducto en el enchufe trasero.
AVISO
En pistolas MIG con enchufe directo de Miller®, retire la boquilla en el extremo
del enchufe del conector. En caso de utilizar conexiones Euro-Kwik®, quite la tapa
del retén del conducto.
3. Retire el difusor y la punta de contacto.
4. Tome el tope del conducto y retire el conducto con un movimiento de giro. En pistolas
MIG con enchufe directo de Miller®, al hacer dar una vuelta a la parte posterior de
la pistola, se hará sobresalir el tope del conducto por la ranura del enchufe del
conector.
5.03 INSTALACIÓN DEL CONDUCTO
1. Desenrolle el conducto y apóyelo en línea recta. Introduzca el conducto dentro del
conector del enchufe trasero. Empuje el conducto dentro de la pistola con cortos
movimientos. En caso que el conducto se encaje, haga girar el conducto a la izquierda
o agite ligeramente el cable mientras aprieta el conducto.
2. Una vez que el conducto quede completamente dentro de la pistola, apriete el tornillo
de fijación del conducto. En caso de tratarse de pistolas Miller®, coloque nuevamente
la boquilla. En caso de utilizar conexiones Euro-Kwik®, coloque nuevamente la tapa
del retén del conducto.
3. Recorte la parte del conducto que sobresale del tubo conductor hasta alcanzar la
longitud adecuada; en la página 4-7 encontrará las referencias de las longitudes
correspondientes.
S5-9L200011
Recambio del Conducto para Alambres
Page 44
InstruccIones de mantenImIento y de uso
Longitudes de corte de los conductos
150 amp = 1,0 pulg/25,4 mm 350 amp = 1,2 pulg/31,3 mm
160 amp = 1,0 pulg/25,4 mm 400 amp = 0,5 pulg/12,7 mm
180 amp = 1,0 pulg/25,4 mm 450 amp = 0,5 pulg/12,7 mm
200 amp = 1,25 pulg/31,7 mm 500 amp = 0,6 pulg/15,2 mm
250 amp = 1,25 pulg/31,7 mm 600 amp = 0,6 pulg/15,2 mm
WM250 amp = 1,3 pulg/33,0 mm
4. Lime el extremo recortado del conducto para eliminar rebabas que podrían interferir
con la alimentación del alambre o encajarse en el difusor.
5. Coloque nuevamente el difusor y la punta de contacto, para luego ajustar la
boquilla.
La pistola MIG estará entonces lista para ser colocada nuevamente en el alimentador.
Recambio del Conducto para Alambres
S5-10
L200011
Page 45

InstruccIones de mantenImIento y de uso
SECCIÓN 6:
MANTENIMIENTO Y RESOLUCIÓN DE PROBLEMAS
Las puntas y boquillas de contacto deben limpiarse frecuentemente. La acumulación de
salpicaduras puede establecer una conexión entre la boquilla y la punta. Esto puede causar
un cortocircuito entre la boquilla y la pieza trabajada, al igual que causar un flujo escaso o
inadecuado del gas. Inspeccione periódicamente el tubo conductor, la manija, el mazo de cables
y demás partes de la pistola MIG en busca de abrasiones, cortes y desgaste anormal. Repare
o reemplace las piezas que presenten daños.
Problema Causa posible Acción correctiva
El alambre se
alimenta de modo
inconsistente o no
uniforme
La pistola MIG opera
caliente
1. Punta de contacto o difusor
flojos.
2. Punta de contacto
excesivamente desgastada.
3. Acumulación de salpicaduras
en la punta de contacto.
4. Curvaturas agudas o
retorceduras en el conducto.
5. Conducto sucio u obstruido. 5. Sustituir el conducto.
6. El conducto se ha separado
del difusor.
7. Máquina mal ajustada. 7. Ajustar la máquina según
1. Punta de contacto o difusor
flojos.
1. Apretar la punta de contacto y el
difusor con alicates.
2. Sustituir la punta de contacto.
3. Limpiar o sustituir la punta de
contacto.
4. Enderezar o reemplazar el
conducto.
6. Ajustar la posición del conducto
y apretar el tornillo de fijación
delantero.
las recomendaciones de los
fabricantes de la máquina y del
cableado.
1. Apretar la punta de contacto y el
difusor con alicates.
Soldadura porosa
2. Conexión de alimentación
eléctrica suelta.
3. Cable o pinza de puesta a
tierra suelta o muy pequeña.
4. La pistola funciona con
un amperaje superior al
recomendado.
1. Escaso o inadecuado flujo de
gas.
2. Alambre sucio o contaminado. 2. Cambiar el alambre.
3. Metal de base contaminado. 3. Cambiar el metal de base.
S6-11L200011
2. Inspeccionar toda la pistola en
busca de conexiones sueltas y
repararlas.
3. Apretar o reemplazar según se
requiera.
4. Ajustar la máquina al valor
correcto para el tamaño de la
pistola en uso.
1. Revisar que salga gas por la
boquilla de la pistola. Buscar fugas
y restricciones en las mangueras
de gas y conexiones.
Mantenimiento y Resolución de Problemas
Page 46

InstruccIones de mantenImIento y de uso
SECTION 7:
DECLARACIÓN DE GARANTÍA
GARANTÍA LIMITADA: THERMADYNE
fabricación o materiales. Si no se cumple esta garantía de alguna manera en el período aplicable a los
productos THERMADYNE según lo descrito a continuación, THERMADYNE corregirá los defectos, mediante
reparación o reemplazo, a criterio exclusivo de THERMADYNE, de los componentes o piezas del producto
que THERMADYNE determine que son defectuosos, tras previo aviso y comprobación de que el producto
se ha almacenado, instalado, operado y mantenido de acuerdo con las especificaciones, instrucciones y
recomendaciones de THERMADYNE, así como con métodos industriales estándar reconocidos, y que el
producto no ha sido objeto de uso indebido, reparaciones, negligencia, alteraciones, o accidentes.
ESTA GARANTÍA ES EXCLUSIVA Y REEMPLAZA A TODAS LAS DEMÁS GARANTÍAS
EXPRESAS E IMPLÍCITAS, INCLUIDA TODA GARANTÍA DE COMERCIABILIDAD O
IDONEIDAD PARA UN FIN ESPECÍFICO.
RESTRICCIÓN DE RESPONSABILIDAD LEGAL: Bajo ninguna circunstancia THERMADYNE acepta
responsabilidad por daños especiales o secundarios, incluidos y sin limitaciones los daños por pérdida
de mercancías compradas o reemplazadas, o reclamaciones de los clientes del distribuidor (en adelante
el “Comprador”) por interrupciones del servicio. Las soluciones ofrecidas al Comprador descritas en el
presente documento son de carácter exclusivo y la responsabilidad de THERMADYNE respecto a cualquier
contrato, o a cualquier acción emprendida en relación con el mismo, por ejemplo la ejecución o infracción
del mismo, o respecto a la fabricación, venta, entrega, reventa, o uso de toda mercancía cubierta por,
o suministrada por THERMADYNE, así surja por contrato, negligencia, estrictamente por trabajo, o bajo
cualquier garantía, o por alguna otra razón, no deberá, excepto según lo dispuesto expresamente en este
documento, superar el precio de las mercancías en las que se basa la responsabilidad legal.
®
garantiza que este producto está libre de defectos de
ESTA GARANTÍA PIERDE VALIDEZ SI SE UTILIZAN PIEZAS O ACCESORIOS DE
REEMPLAZO QUE PUEDAN PERJUDICAR LA SEGURIDAD O EL FUNCIONAMIENTO
DE CUALQUIER PRODUCTO DE THERMADYNE.
ESTA GARANTÍA PIERDE VALIDEZ SI EL PRODUCTO ES VENDIDO POR PERSONAS
SIN AUTORIZACIÓN.
Esta garantía es válida durante el tiempo establecido en el Programa de Garantía a partir de la fecha en
que el distribuidor autorizado entrega los productos al Comprador.
Las reclamaciones de reparaciones o reemplazo bajo los térmidos de esta garantía limitada deben ser
presentadas por una instalación de reparación autorizada de THERMADYNE en un plazo de treinta (30)
días a partir de la reparación. No se pagará por costos de transporte de ninguna clase bajo esta garantía.
Los cargos de transporte para el envío de productos a una instalación autorizada de reparaciones bajo
garantía corren por cuenta del Comprador. El Comprador asume todos los riesgos y costos relacionados
con la mercancía devuelta. Esta garantía reemplaza a todas las garantías anteriores de THERMADYNE.
Declaración de Garantía
S7-12
L200011
Page 47

Page 48

© Thermadyne Industries, Inc., 2008 www.thermadyne.com Printed in U.S.A.
WO R LD HE A DQ UA R TE R S: 1 60 52 Sw in gl ey Ri dg e R oa d, Su it e 300 • St . L ou is , M is so ur i 63 01 7 U.S .A .
A Global Cutting & Welding Market Leader
™
Denton,TX USA
U.S.Customer Care
Ph: (1) 800-426-1888
Fax: (1)800-535-0557
Miami,FL USA
SalesOffice, LatinAmerica
Ph: (1) 954-727-8371
Fax: (1)954-727-8376
Oakville, Ontario,Canada
CanadaCustomerCare
Ph: (1) 905-827-4515
Fax: (1) 800-588-1714
International CustomerCare
Ph: (1) 905-827-9777
Fax: (1) 905-827-9797
Chorley, UnitedKingdom
CustomerCare
Ph: (44)1257-261755
Fax: (44) 1257-224800
Milan,Italy
CustomerCare
Ph: (39)0236546801
Fax: (39) 0236546840
Cikarang, Indonesia
CustomerCare
Ph: 62 21+8983-0011 / 0012
Fax:62 21+ 893-6067
Osaka,Japan
SalesOffice
Ph: 816-4809-8411
Fax: 816-4809-8412
Melbourne, Australia
Australia CustomerCare
Ph: 1300-654-674
Fax: 613+ 9474-7391
International
Ph: 613+9474-7508
Fax: 613+ 9474-7488
Rawang,Malaysia
CustomerCare
Ph: 603+6092-2988
Fax: 603+ 6092-1085
Shanghai, China
SalesOffice
Ph: 86 21+6280-1273
Fax:86 21+ 3226-0955
Singapore
SalesOffice
Ph: 65+ 6832-8066
Fax: 65+ 6763-5812
THE AMERICAS EUROPE ASIA/PACIFIC
U.S. Customer Care: ARCAIR
®
/ STOODY®/ THERMAL ARC®/ THERMAL DYNAMICS®/ TWECO®/ VICTOR
®
...................800-426-1888 / FAX 800-535-0557
FIREPOWER
®
.................800-858-4232 / FAX 800-535-0557 TDC AUTOMATION................... 866-279-2628 / FAX 800-535-0557
TURBOTORCH
®
.............800-238-0282 / FAX 800-535-0557 VICTOR MEDICAL ....................800-382-8187 / FAX 800-535-0557
VICTOR SPECIALTY PRODUCTS................... 800-569-0547 / FAX 800-535-0557
Canada Customer Care: 905-827-4515 / FAX 800-588-1714•International Customer Care: 905-827-9777 / FAX 905-827-9797
CIGWELD Customer Care: 1300-654-674 / FAX 613+ 9474-7391•www.thermadyne.com
 Loading...
Loading...