

Page 1
6045
®
EXCEL ARC
CC/CV POWER SOURCE
Operating Manual
Revision: AA Issue Date: August 26, 2011 Manual No.: 0-5213
Operating Features:
Page 2
WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Thermal Arc product. We are proud to
have you as our customer and will strive to provide you with the best
service and reliability in the industry. This product is backed by our
extensive warranty and world-wide service network. To locate your
nearest distributor or service agency call 1-800-752-7621, or visit
us on the web at www.thermadyne.com/thermalarc.
This Operating Manual has been designed to instruct you on the
correct use and operation of your Thermal Arc product. Your
satisfaction with this product and its safe operation is our ultimate
concern. Therefore please take the time to read the entire manual,
especially the Safety Precautions. They will help you to avoid potential
hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Thermal Arc is a Global Brand of Arc Welding Products for
Thermadyne Industries Inc. We manufacture and supply to major
welding industry sectors worldwide including; Manufacturing,
Construction, Mining, Automotive, Aerospace, Engineering, Rural
and DIY/Hobbyist.
We distinguish ourselves from our competition through market
leading, dependable products that have stood the test of time. We
pride ourselves on technical innovation, competitive prices, excellent
delivery, superior customer service and technical support, together
with excellence in sales and marketing expertise.
Above all, we are committed to developing technologically advanced
products to achieve a safer working environment within the welding
industry.
Page 3
!
WARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing,
operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer’s best
judgement, the Manufacturer assumes no liability for its use.
Operating Manual Number 0-5213 for:
Excel Arc® 6045 Welding Power Supply
Catalog Number W1001703
Published by:
Thermadyne Industries Inc.
82 Benning Street
West Lebanon, New Hampshire, 03784
www.thermadyne.com/thermalarc
Copyright 2011 by
Thermadyne Industries Inc.
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the
publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Publication Date: August 26, 2011
Record the following information for Warranty purposes:
Where Purchased: ____________________________________
Purchase Date: ____________________________________
Equipment Serial #: ____________________________________
i
Page 4

TABLE OF CONTENTS
SECTION 1: ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS ............................. 1-1
1.01 Arc Welding Hazards ....................................................................................... 1-1
1.02 Principal Safety Standards .............................................................................. 1-5
1.03 Product Lifting Safety ..................................................................................... 1-6
1.04 Welding Symbol Chart .................................................................................... 1-7
1.05 Declaration Of Conformity .............................................................................. 1-8
SECTION 2: INTRODUCTION ............................................................................. 2-1
2.01 How To Use This Manual ................................................................................ 2-1
2.02 Equipment Identifi cation ................................................................................. 2-1
2.03 Receipt Of Equipment ..................................................................................... 2-1
2.04 Description ..................................................................................................... 2-2
2.05 Features .......................................................................................................... 2-3
2.06 Functional Block Diagram ............................................................................... 2-4
2.07 Duty Cycle ....................................................................................................... 2-4
2.08 Specifi cations ................................................................................................. 2-5
2.09 Dimensions and Weight .................................................................................. 2-6
2.10 Excel Arc
®
6045 Data Tag ............................................................................... 2-6
SECTION 3: INSTALLATION ............................................................................... 3-1
3.01 Location .......................................................................................................... 3-1
3.02 Electrical Input Connections ........................................................................... 3-1
3.03 Electrical Input Requirements ......................................................................... 3-2
3.04 Grounding ....................................................................................................... 3-3
3.05 Replacing the Input Power Cable .................................................................... 3-4
3.06 Welding Leads ................................................................................................ 3-5
3.07 Installation Diagram ........................................................................................ 3-6
SECTION 4: OPERATION ................................................................................... 4-1
4.01 Front Panel ..................................................................................................... 4-1
4.02 Machine Set-Up and Operation ....................................................................... 4-3
4.03 Adjustments Behind the Control Panel ............................................................ 4-3
4.04 Hot Start Switch Enable/Disable ..................................................................... 4-4
4.05 SMAW (Stick) Welding & Carbon Arc Gouging ............................................... 4-5
4.06 GTAW (TIG) Welding ....................................................................................... 4-6
4.07 GMAW / FCAW with Constant Speed Wire Feeder ........................................... 4-6
4.08 GMAW / FCAW with Voltage Sensing Wire Feeder with Contactor .................. 4-6
Page 5
TABLE OF CONTENTS
SECTION 5: SERVICE....................................................................................... 5-1
5.01 General ........................................................................................................... 5-1
5.02 Maintenance ................................................................................................... 5-1
5.03 Maintenance Diagram ..................................................................................... 5-2
5.04 Basic Troubleshooting Guide .......................................................................... 5-3
5.05 General Thermal Conditions ............................................................................ 5-3
5.06 Operator Troubleshooting ............................................................................... 5-4
5.07 Troubleshooting All Modes of Operation ......................................................... 5-4
5.08 Troubleshooting STICK (SMAW / CAG) Mode Problems ................................. 5-5
5.09 Troubleshooting TIG (GTAW) Mode Problems ................................................ 5-5
5.10 Troubleshooting MIG (GMAW / FCAW) Mode Problems ................................. 5-5
APPENDIX 1: WIRING SCHEMATICS ..................................................................... A-1
Wiring Schematics .................................................................................................. A-2
LIMITED WARRANTY ................................................................. INSIDE BACK COVER
WARRANTY SCHEDULE .............................................................. INSIDE BACK COVER
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION ........................ INSIDE BACK COVER
TABLE OF CONTENTS (continued)
Page 6

Figures and Tables
SECTION 1: ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS ............................. 1-1
Table 1-1: Eye Protection Shade Chart .................................................................... 1-2
SECTION 2: INTRODUCTION ............................................................................. 2-1
®
Figure 2-1: Excel Arc
Figure 2-2: Functional Block Diagram for Excel Arc
Figure 2-3: Duty Cycle Chart ................................................................................... 2-4
Table 2-4: Specifi cations ......................................................................................... 2-5
Figure 2-5: Dimensions and Weight ........................................................................ 2-6
Figure 2-6: Data Tag ................................................................................................ 2-6
SECTION 3: INSTALLATION ............................................................................... 3-1
Figure 3-1: Electrical Input Connections ................................................................. 3-2
Figure 3-2: Grounding Diagram .............................................................................. 3-3
Table 3-3: Recommended Wire and Fuse Size ........................................................ 3-3
Table 3-4: Mains Current Circuit Sizes .................................................................... 3-4
Figure 3-5: Power Cable Compression Nut ............................................................. 3-4
Figure 3-6: Input Power Cable Connection .............................................................. 3-5
Table 3-7: Electrode Lead and Work Lead Size ........................................................ 3-5
Figure 3-8: Installation Diagram .............................................................................. 3-6
6045 Volt-Ampere Curves ................................................... 2-2
®
6045 ..................................... 2-4
SECTION 4: OPERATION ................................................................................... 4-1
Figure 4-1: Excel Arc
®
6045 Front Panel ................................................................ 4-1
Figure 4-2: Fuse Location ....................................................................................... 4-2
Figure 4-3: Front Panel Access ............................................................................... 4-4
Figure 4-4: Hot Start Level and Duration Adjustments ............................................ 4-5
SECTION 5: SERVICE....................................................................................... 5-1
Figure 5-1: Maintenance Diagram ........................................................................... 5-2
APPENDIX 1: WIRING SCHEMATICS ..................................................................... A-1
Figure A-1: System Schematic ................................................................................ A-2
Page 7
SAFETY INSTRUCTIONS EXCEL ARC 6045
!
SECTION 1:
ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS
WARNING
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.
PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR. DO NOT LOSE THESE INSTRUCTIONS.
READ OPERATING/INSTRUCTION MANUAL BEFORE INSTALLING, OPERATING OR SERVICING THIS EQUIPMENT.
Welding products and welding processes can cause serious injury or death, or damage to other equipment or property,
if the operator does not strictly observe all safety rules and take precautionary actions.
Safe practices have developed from past experience in the use of welding and cutting. These practices must be learned
through study and training before using this equipment. Some of these practices apply to equipment connected to
power lines; other practices apply to engine driven equipment. Anyone not having extensive training in welding and
cutting practices should not attempt to weld.
Safe practices are outlined in the Australian Standard AS1674.2-2003 entitled: Safety in welding and allied processes
Part 2: Electrical. This publication and other guides to what you should learn before operating this equipment are listed
at the end of these safety precautions. HAVE ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK
PERFORMED ONLY BY QUALIFIED PEOPLE.
1.01 Arc Welding Hazards
WARNING
ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal
shocks or severe burns. The electrode and
work circuit is electrically live whenever the
output is on. The input power circuit and
machine internal circuits are also live when
power is on. In semiautomatic or automatic
wire welding, the wire, wire reel, drive roll
housing, and all metal parts touching the
welding wire are electrically live. Incorrectly
installed or improperly grounded equipment
is a hazard.
1. Do not touch live electrical parts.
2. Wear dry, hole-free insulating gloves and body
protection.
5. Properly install and ground this equipment according
to its Owner’s Manual and national, state, and local
codes.
6. Turn OFF all equipment when not in use. Disconnect
power to equipment if it will be left unattended or out
of service.
7. Use fully insulated electrode holders. Never dip holder
in water to cool it or lay it down on the ground or the
work surface. Do not touch holders connected to two
welding machines at the same time or touch other
people with the holder or electrode.
8. Do not use worn, damaged, undersized, or poorly
spliced cables.
9. Do not wrap cables around your body.
10. Ground the workpiece to a good electrical (earth)
ground.
11. Do not touch electrode while in contact with the work
(ground) circuit.
12. Use only well-maintained equipment. Repair or replace
damaged parts at once.
3. Insulate yourself from work and ground using dry
insulating mats or covers.
4. Disconnect input power or stop engine before installing
or servicing this equipment. Lock input power
disconnect switch open, or remove line fuses so power
cannot be turned ON accidentally.
August 26, 2011 1-1 Manual 0-5213
13. In confi ned spaces or damp locations, do not use a
welder with AC output unless it is equipped with a
voltage reducer. Use equipment with DC output.
14. Wear a safety harness to prevent falling if working
above fl oor level.
15. Keep all panels and covers securely in place.
Page 8
EXCEL ARC 6045 SAFETY INSTRUCTIONS
WARNING
ARC RAYS can burn eyes and skin; NOISE can
damage hearing.
Arc rays from the welding process produce
intense heat and strong ultraviolet rays that
can burn eyes and skin. Noise from some
processes can damage hearing.
1. Wear a welding helmet fi tted with a proper shade of
fi lter (See ANSI Z49.1 in “1.02 Principal Safety
Standards” on page 1-5) to protect your face and
eyes when welding or watching.
2. Wear approved safety glasses. Side shields
recommended.
3. Use protective screens or barriers to protect others
from fl ash and glare; warn others not to watch the arc.
4. Wear protective clothing made from durable,
fl ame-resistant material (wool and leather) and foot
protection.
5. Use approved ear plugs or ear muffs if noise level is
high.
WARNING
FUMES AND GASES can be hazardous to your
health.
Welding produces fumes and gases. Breathing
these fumes and gases can be hazardous to
your health.
1. Keep your head out of the fumes. Do not breath the
fumes.
2. If inside, ventilate the area and/or use exhaust at the
arc to remove welding fumes and gases.
3. If ventilation is poor, use an approved air-supplied
respirator.
4. Read the Material Safety Data Sheets (MSDSs) and the
manufacturer’s instruction for metals, consumables,
coatings, and cleaners.
5. Work in a confi ned space only if it is well ventilated,
or while wearing an air-supplied respirator. Shielding
gases used for welding can displace air causing injury
or death. Be sure the breathing air is safe.
6. Do not weld in locations near degreasing, cleaning, or
spraying operations. The heat and rays of the arc can
react with vapors to form highly toxic and irritating
gases.
Eye protection fi lter shade selector for welding or cutting (goggles or helmet), from AWS A6.2-73.
Welding or Cutting
Operation
Torch soldering 2
Torch brazing 3 or 4 Non-ferrous base metal All 11
Oxygen Cutting Non-ferrous base metal All 12
Light Under 1 in., 25 mm 3 or 4 Gas tungsten arc welding All 12
Medium 1 to 6 in., 25-150 mm 4 or 5 (TIG) All 12
Heavy Over 6 in., 150 mm 5 or 6 Atomic hydrogen welding All 12
Gas welding Carbon arc welding All 12
Light Under 1/8 in., 3 mm 4 or 5 Plasma arc welding
Medium 1/8 to 1/2 in., 3-12 mm 5 or 6 Carbon arc air gouging
Heavy Over 1/2 in., 12 mm 6 or 8 Light 12
Shielded metal-arc
welding
(stick) electrodes
Electrode Size
Metal Thickness
or Welding Current
Under 5/32 in., 4 mm 10 Heavy 14
Filter
Shade
No.
Welding or Cutting
Operation
Gas metal-arc
welding (MIG)
Electrode Size
Metal Thickness
or Welding Current
Table 1-1: Eye Protection Shade Chart
Filter
Shade
No.
Manual 0-5213 1-2 August 26, 2011
Page 9
SAFETY INSTRUCTIONS EXCEL ARC 6045
!
7. Do not weld on coated metals, such as galvanized, lead,
or cadmium plated steel, unless the coating is removed
from the weld area, the area is well ventilated, and if
necessary, while wearing an air-supplied respirator.
The coatings and any metals containing these elements
can give off toxic fumes if welded.
FLYING SPARKS AND HOT METAL can cause
injury.
Chipping and grinding cause fl ying metal. As
welds cool, they can throw off slag.
WARNING
WARNING
WELDING can cause fi re or explosion.
Sparks and spatter fl y off from the welding arc.
The fl ying sparks and hot metal, weld spatter,
hot workpiece, and hot equipment can cause
fi res and burns. Accidental contact of electrode
or welding wire to metal objects can cause
sparks, overheating, or fi re.
1. Protect yourself and others from fl ying sparks and hot
metal.
2. Do not weld where fl ying sparks can strike fl ammable
material.
3. Remove all fl ammables within 35 ft. (10.7M) of the
welding arc. If this is not possible, tightly cover them
with approved covers.
4. Be alert that welding sparks and hot materials from
welding can easily go through small cracks and
openings to adjacent areas.
5. Watch for fi re, and keep a fi re extinguisher nearby.
6. Be aware that welding on a ceiling, fl oor, bulkhead, or
partition can cause fi re on the hidden side.
7. Do not weld on closed containers such as tanks or
drums.
8. Connect work cable to the work as close to the welding
area as practical to prevent welding current from
traveling long, possibly unknown paths and causing
electric shock and fi re hazards.
9. Do not use welder to thaw frozen pipes.
10. Remove stick electrode from holder or cut off welding
wire at contact tip when not in use.
1. Wear approved face shield or safety goggles. Side
shields recommended.
2. Wear proper body protection to protect skin.
WARNING
CYLINDERS can explode if damaged.
Shielding gas cylinders contain gas under
high pressure. If damaged, a cylinder can
explode. Since gas cylinders are normally part
of the welding process, be sure to treat them
carefully.
1. Protect compressed gas cylinders from excessive heat,
mechanical shocks, and arcs.
2. Install and secure cylinders in an upright position by
chaining them to a stationary support or equipment
cylinder rack to prevent falling or tipping.
3. Keep cylinders away from any welding or other
electrical circuits.
4. Never allow a welding electrode to touch any cylinder.
5. Use only correct shielding gas cylinders, regulators,
hoses, and fi ttings designed for the specifi c application;
maintain them and associated parts in good condition.
6. Turn face away from valve outlet when opening cylinder
valve.
7. Keep protective cap in place over valve except when
cylinder is in use or connected for use.
8. Read and follow instructions on compressed gas
cylinders, associated equipment, and CGA publication
P-1 listed in Safety Standards.
WARNING
Engines can be dangerous.
August 26, 2011 1-3 Manual 0-5213
Page 10
EXCEL ARC 6045 SAFETY INSTRUCTIONS
WARNING
ENGINE EXHAUST GASES can kill.
Engines produce harmful exhaust gases.
1. Use equipment outside in open, well-ventilated areas.
2. If used in a closed area, vent engine exhaust outside
and away from any building air intakes.
WARNING
ENGINE FUEL can cause fi re or explosion.
Engine fuel is highly fl ammable.
1. Stop engine before checking or adding fuel.
2. Do not add fuel while smoking or if unit is near any
sparks or open fl ames.
3. Allow engine to cool before fueling. If possible, check
and add fuel to cold engine before beginning job.
4. Do not overfi ll tank — allow room for fuel to expand.
5. Do not spill fuel. If fuel is spilled, clean up before
starting engine.
WARNING
SPARKS can cause BATTERY GASES TO
EXPLODE; BATTERY ACID can burn eyes and
skin.
Batteries contain acid and generate explosive gases.
1. Always wear a face shield when working on a battery.
2. Stop engine before disconnecting or connecting
battery cables.
3. Do not allow tools to cause sparks when working on
a battery.
4. Do not use welder to charge batteries or jump start
vehicles.
5. Observe correct polarity (+ and –) on batteries.
WARNING
STEAM AND PRESSURIZED HOT COOLANT
can burn face, eyes, and skin.
The coolant in the radiator can be very hot and
under pressure.
WARNING
MOVING PARTS can cause injury.
Moving parts, such as fans, rotors, and belts can cut
fi ngers and hands and catch loose clothing.
1. Keep all doors, panels, covers, and guards closed
and securely in place.
2. Stop engine before installing or connecting unit.
3. Have only qualified people remove guards or
covers for maintenance and troubleshooting as
necessary.
4. To prevent accidental starting during servicing,
disconnect negative (-) battery cable from battery.
5. Keep hands, hair, loose clothing, and tools away
from moving parts.
6. Reinstall panels or guards and close doors when
servicing is fi nished and before starting engine.
1. Do not remove radiator cap when engine is hot. Allow
engine to cool.
2. Wear gloves and put a rag over cap area when
removing cap.
3. Allow pressure to escape before completely removing
cap.
Manual 0-5213 1-4 August 26, 2011
Page 11
SAFETY INSTRUCTIONS EXCEL ARC 6045
1.02 Principal Safety Standards
LEAD WARNING
This product contains chemicals, including
lead, or otherwise produces chemicals known
to the State of California to cause cancer, birth
defects and other reproductive harm. Wash
hands after handling. (California Health &
Safety Code § 25249.5 et seq.)
NOTE
Considerations About Welding And The Effects
of Low Frequency Electric and Magnetic Fields
The following is a quotation from the General
Conclusions Section of the U.S. Congress, Office of
Technology Assessment, Biological Effects of Power
Frequency Electric & Magnetic Fields - Background Paper,
OTA-BP-E-63 (Washington, DC: U.S. Government Printing
Offi ce, May 1989): “...there is now a very large volume
of scientifi c fi ndings based on experiments at the cellular
level and from studies with animals and people which
clearly establish that low frequency magnetic fi elds and
interact with, and produce changes in, biological systems.
While most of this work is of very high quality, the results
are complex. Current scientifi c understanding does not
yet allow us to interpret the evidence in a single coherent
framework. Even more frustrating, it does not yet allow us
to draw defi nite conclusions about questions of possible
risk or to offer clear science-based advice on strategies
to minimize or avoid potential risks.”
To reduce magnetic fields in the workplace, use the
following procedures.
1. Keep cables close together by twisting or taping
them.
2. Arrange cables to one side and away from the
operator.
Safety in Welding and Cutting, ANSI Standard Z49.1,
from American Welding Society, 550 N.W. LeJeune Rd.,
Miami, FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910, from
Superintendent of Documents, U.S. Government Printing
Offi ce, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers That Have Held
Hazardous Substances, American Welding Society
Standard AWS F4.1, from American Welding Society, 550
N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code, NFPA Standard 70, from National
Fire Protection Association, Batterymarch Park, Quincy,
MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA
Pamphlet P-1, from Compressed Gas Association, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, CSA Standard
W117.2, from Canadian Standards Association, Standards
Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada
M9W 1R3.
Safe Practices for Occupation and Educational Eye and
Face Protection, ANSI Standard Z87.1, from American
National Standards Institute, 1430 Broadway, New York,
NY 10018.
Cutting and Welding Processes, NFPA Standard 51B, from
National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
Safety in welding and allied processes Part 2: Electrical,
AS1674.2-2003 from SAI Global Limited, www.saiglobal.
com
3. Do not coil or drape cable around the body.
4. Keep welding power source and cables as far away
from body as practical.
ABOUT PACEMAKERS:
The above procedures are among those
also normally recommended for pacemaker
wearers. Consult your doctor for complete
information.
August 26, 2011 1-5 Manual 0-5213
Page 12
EXCEL ARC 6045 SAFETY INSTRUCTIONS
!
1.03 Product Lifting Safety
The Excel Arc® 6045 is equipped with a lifting eye that is located in the middle of the top panel. The lifting eye is positioned to allow for balanced weight distribution when hoisting the unit.
WARNING
Do not attempt to lift the Excel Arc
®
6045 with other components attached to it.
Manual 0-5213 1-6 August 26, 2011
Page 13
SAFETY INSTRUCTIONS EXCEL ARC 6045
Gas Tungsten Arc
Welding (GTAW)
Air Carbon Arc
Cutting (CAC-A)
Constant Current
Constant Voltage
Or Constant Potential
High Temperature
Fault Indication
Arc Force
Touch Start (GTAW)
Variable Inductance
Voltage Input
Single Phase
Three Phase
Three Phase Static
Frequency ConverterTransformer-Rectifier
Dangerous Voltage
Off
On
Panel/Local
Shielded Metal
Arc Welding (SMAW)
Gas Metal Arc
Welding (GMAW)
Increase/Decrease
Circuit Breaker
AC Auxiliary Power
Remote
Duty Cycle
Percentage
Amperage
Voltage
Hertz (cycles/sec)
Frequency
Negative
Positive
Direct Current (DC)
Protective Earth
(Ground)
Line
Line Connection
Auxiliary Power
Receptacle RatingAuxiliary Power
Art # A-04130_AB
115V 15A
t
t1
t2
%
X
IPM
MPM
t
V
Fuse
Wire Feed Function
Wire Feed Towards
Workpiece With
Output Voltage Off.
Preflow Time
Postflow Time
Spot Time
Spot Weld Mode
Continuous Weld
Mode
Press to initiate wirefeed and
welding, release to stop.
Purging Of Gas
Inches Per Minute
Meters Per Minute
Welding Gun
Burnback Time
Press and hold for preflow, release
to start arc. Press to stop arc, and
hold for preflow.
4 Step Trigger
Operation
2 Step Trigger
Operation
See Note
See Note
Note: For environments with increased hazard of electrical shock, Power Supplier bearing the mark conform to EN50192
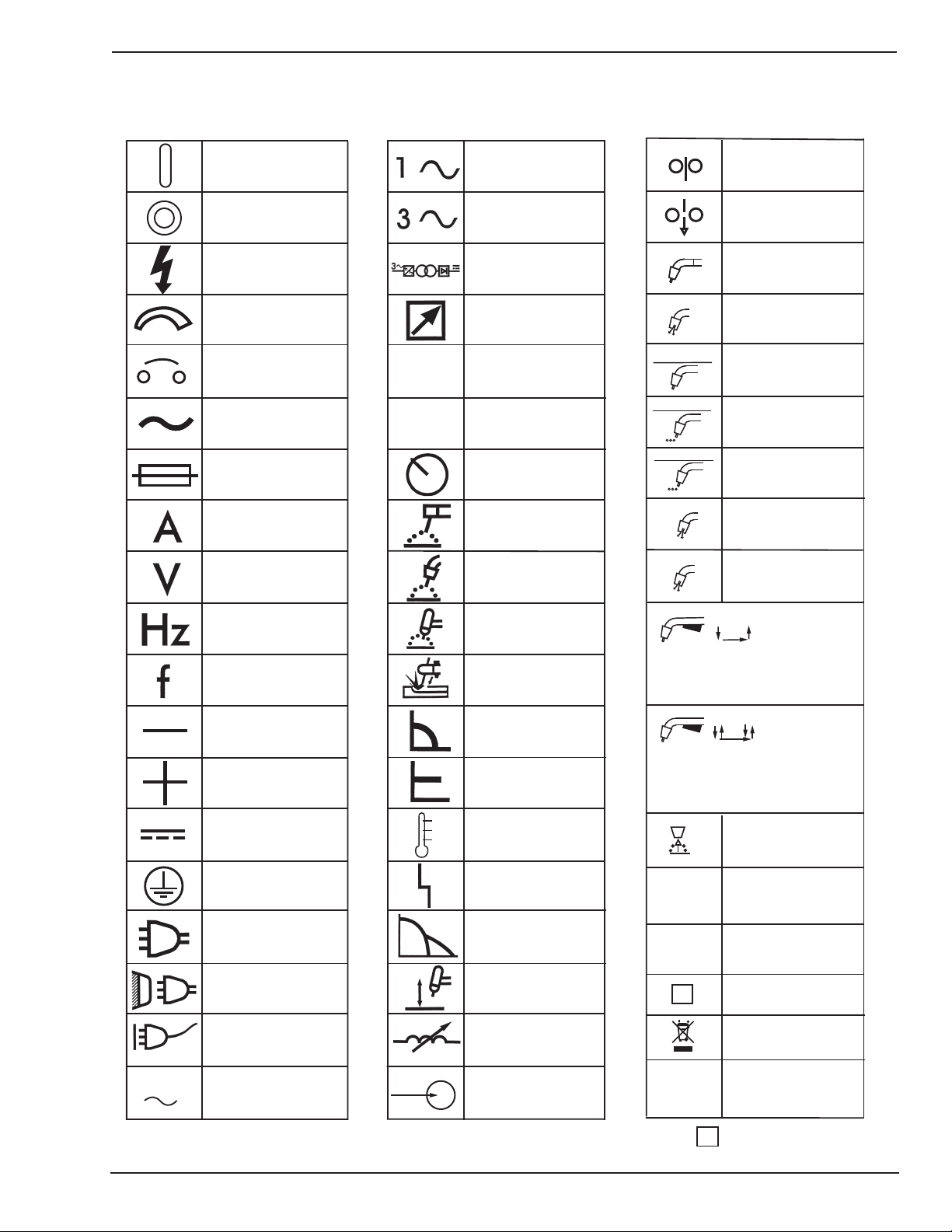
1.04 Welding Symbol Chart
Note that only some of these symbols will appear on your model.
S
S
August 26, 2011 1-7 Manual 0-5213
Page 14

EXCEL ARC 6045 SAFETY INSTRUCTIONS
1.05 Declaration Of Conformity
Manufacturer: Thermal Arc for CIGWELD
Address: 82 Benning Street
West Lebanon, NH 03784
USA
Description of equipment: Welding Equipment (GMAW, SMAW, GTAW, CAG and wirefeeders). Including, but not limited
to Thermal Arc Excel Arc
400i , VS212 Stealth, TRANSARC 130, 160 and associated accessories.
Serial numbers are unique with each individual piece of equipment and details the description and parts that are used
to manufacture a unit and date of manufacture.
The equipment conforms to all applicable aspects and regulations of the ‘Low Voltage Directive’ (Directive 73/23/EU,
as recently changed in Directive 93/68/EU and to the National legislation for the enforcement of the Directive.
National Standard and Technical Specifi cations
The product is designed and manufactured to a number of standards and technical requirements among them are:
• AS1966-1 applicable to welding equipment and associated accessories.
• AS/NZS 3652-(EMC Directive EN50199) applicable to arc welding equipment - generic emissions and
regulations.
• EN60974-1 applicable to welding equipment and associated accessories.
• AS60974.1 applicable to welding equipment and associated accessories.
Extensive product design verifi cation is conducted at the manufacturing facility as part of the routine design and
manufacturing process, to ensure the product is safe and performs as specifi ed. Rigorous testing is incorporated into
the manufacturing process to ensure the manufactured product meets or exceeds all design specifi cations.
Thermal Arc has been manufacturing and merchandising an extensive equipment range with superior performance,
ultra safe operation and world class quality for more than 30 years and will continue to achieve excellence.
®
6045 Powermaster 500SP, 400SP, 320SP, TRANSTIG 200Pi, 300Si, 200AC/DC, 300AC/DC,
Manual 0-5213 1-8 August 26, 2011
Page 15
INTRODUCTION EXCEL ARC 6045
!
SECTION 2:
INTRODUCTION
2.01 How To Use This Manual
This manual applies to just specifi cation or part numbers
listed on page i.
To ensure safe operation, read the entire manual, including
the chapter on safety instructions and warnings.
Throughout this manual, the words WARNING,
CAUTION, and NOTE may appear. Pay particular attention
to the information provided under these headings. These
special annotations are easily recognized as follows:
WARNING
A WARNING gives information regarding
possible personal injury.
CAUTION
A CAUTION refers to possible equipment
damage.
NOTE
A NOTE offers helpful information concerning
certain operating procedures.
2.02 Equipment Identifi cation
The unit’s identifi cation number (specifi cation or part
number), model, and serial number usually appear on a
nameplate attached to the control panel. In some cases, the
nameplate may be attached to the rear panel. Equipment
which does not have a control panel such as gun and cable
assemblies is identifi ed only by the specifi cation or part
number printed on the shipping container. Record these
numbers on the bottom of page i for future reference.
2.03 Receipt Of Equipment
When you receive the equipment, check it against the
invoice to make sure it is complete and inspect the
equipment for possible damage due to shipping. If there is
any damage, notify the carrier immediately to fi le a claim.
Furnish complete information concerning damage claims
or shipping errors to the location in your area listed in the
inside back cover of this manual.
Include all equipment identifi cation numbers as described
above along with a full description of the parts in error.
Move the equipment to the installation site before
un-crating the unit. Use care to avoid damaging the
equipment when using bars, hammers, etc., to un-crate
the unit.
Additional copies of this manual may be purchased
by contacting Thermal Arc at the address and phone
number for your location listed in the inside back cover
of this manual. Include the Owner’s Manual number and
equipment identifi cation numbers.
Electronic copies of this manual can also be downloaded at
no charge in Acrobat PDF format by going to the Thermal
Arc web site listed below and clicking on the Literature
Library link:
www.thermadyne.com/thermalarc
August 26, 2011 2-1 Manual 0-5213
Page 16

EXCEL ARC 6045 INTRODUCTION
0
5
10
15
20
25
30
35
40
45
50
VOLT-AMP CURVES FOR CV MODE
50%
MIN.
MAX.
DC VOLTS
DC AMPS
0 100 200 300 400 500 600 700 800 900
Art# A-10914
0
10
20
30
40
50
60
70
0 100 200 300 400 500 600 700
50%
VOLT-AMP CURVES FOR CC STICK MODE
DC VOLTS
DC AMPS
MIN. ARC
FORCE
MAX.
2.04 Description
The Excel Arc® 6045 (CC/CV) is a combination constant-current and constant-voltage transformer-rectifi er type
conventional DC welding machine that provides excellent welding characteristic for STICK (SMAW), LIFT TIG (GTAW),
submerged arc & GMAW/FCAW welding as well as carbon arc gouging (CAG).
Applications include Shipbuilding, Fabrication & Construction, Heavy Manufacturing, Rental Fleets, Pipe Welding,
Refi neries & Foundries, Railcar Manufacturing, Earth-Moving Equipment Manufacturing, Pressure Tank/Vessel
Fabrication.
NOTE
Volt-Ampere curves show the maximum Voltage and Amperage output capabilities of the welding power
source. Curves of other settings will fall between the curves shown.
Manual 0-5213 2-2 August 26, 2011
Figure 2-1: Excel Arc® 6045 Volt-Ampere Curves
Page 17

INTRODUCTION EXCEL ARC 6045
2.05 Features
1. Auxiliary power receptacles.
a. 1 x 19 pin (MS Compatible) with 115V 8-amp/42V 8-amp/24V 8-amp auxiliary power for wirefeeders, tractor
and SAW accessories.
b. 2 x 115V @ 20A.
2. Circuit breaker protection for 115V, 42V, 24V.
3. Simple, easy to operate front control panel.
4. Access to control PCB via the front panel control cover.
5. Front panel ON/OFF switch and pilot light.
6. Contactor ON switch for voltage sensing wire feeders.
7. Multi-process switch for GTAW, SMAW/CAG, GMAW/FCAW.
8. Large meter amps / volts + Memory holds for 20 seconds.
9. All user interfaces accessed from front of unit.
10. Line voltage compensation.
11. Fan turns ON when the arc is established and stays on for 10-15 minutes after it is extinguished.
12. Windings and rectifi ers protected against moisture and corrosive environments.
13. Thermal overload protection / Temperature shutdown light.
14. Circuit protection - In the event of a mains power failure machine defaults to OFF.
15. Accessories:
a. Remote output control
b. Control cable adapters
c. Hour meter
August 26, 2011 2-3 Manual 0-5213
Page 18

EXCEL ARC 6045 INTRODUCTION
750
650
550
450
40
50
60
80
100
% Duty Cycle
Weld Amperes
Art# A-10881
2.06 Functional Block Diagram
Input
Main
Contactor
Aux. Power
Accessories /
Features
2.07 Duty Cycle
Main Power
Amplifier
(XFMR)
Cooling
.
Rectifier
System Controls
Measuring
User Controls
Figure 2-2: Functional Block Diagram for Excel Arc® 6045
Current
Device
Welding Output
Power
CC/CV
Welding
Performance
Control
Output
CC/CV/Neg
Connections
Output
Art# A-10882
Duty cycle is the percentage of each ten-minute period of time that the welding machine may be operated under rated
load conditions. For example, a duty cycle of 60% means that the machine can be operated at rated load for an average
of 6 minutes of each 10 minute period of operation. During the remaining 4 minutes, the machine must idle to permit
proper cooling. Figure 2-3 enables the operator to determine the duty cycle at various welding amperages.
Figure 2-3: Duty Cycle Chart
Manual 0-5213 2-4 August 26, 2011
Page 19

INTRODUCTION EXCEL ARC 6045
2.08 Specifi cations
Rated Output
Output Current
Duty Cycle
Open Circuit Voltage 68VAC maximum for all input voltages
Arc Voltage in CV Mode 10-44V
Output Current Range STICK (MMAW) 20-650A
GMAW/FCAW 50-700A
Operating Temperature Range 0 to 40° C (32 to 104° F)
Maximum Temperature 50° C (120° F)
Minimum Temperature -4° C (-40° F)
Storage Temperature Range -4 to +80° C (-40 to +176° F)
Rated Input
Rated Input Voltage 400VAC - three phase - 50Hz
Rated Input Amperage
Input Frequency 50 Hz
Input Phase 3 Phase
Auxiliary Power 1 kVA –115V, 9A
No Load Input Voltage 400VAC
Auxiliary Power Supplies
Remote Receptacle for Wire Feeder or Remote
Control Device(s)
Auxiliary Power for tractor or SAW accessories 1 -15 A 115V Duplex
Front Panel Controls
115V auxiliary outlet 1 -10 A 115V
450 Amps at 38 Volts DC for all input voltages
600 Amps at 42 Volts DC for all input voltages
450A @ 100%
600A @ 60%
43A @ 100%
39A @ 60%
19 Pin MS socket
(2) 10A circuit breaker for 115V
1 off push-button circuit breaker for the 115V outlet8A circuit breaker for 115V wirefeeder circuit
8A circuit breaker for 42V
Multi-Pin Sockets 19 Pin MS socket
Thermal Arc/Cigweld: A2000, VA2000, VA4000, VS212, VA48,
VS48, VA412
Circuit Interface to Wire feeders
Sub arc automatic and semi automatic wirefeeder
Lincoln: NA3, NA5, LN7, & LN9 (adapter required - see section
4.07 and Appendix 1)
Table 2-4: Specifi cations
August 26, 2011 2-5 Manual 0-5213
Page 20

EXCEL ARC 6045 INTRODUCTION
a
3~
2.09 Dimensions and Weight
[837]
32.9"
[402]
15.8"
[701]
27.6"
[301]
11.9”
[75]
3.0”
[602]
23.7"
[92]
3.6”
Art# A-10916
2.10 Excel Arc® 6045 Data Tag
ExcelArc 6045
3~
Serial No:
U
U
U
U1=460V I
Figure 2-5: Dimensions and Weight
IDENTIFICATION
Part No: W1001703
IEC 60974-1
WELDING OUTPUT
MIG Output 50A/16.5V - 600A/44V
X 60% 100%
I
=61.7V
o
2
U
2
44V 36.5V
MMAW Output 25A/21V - 600A/44V
X 60% 100%
I
=61.7V
o
2
U
2
44V 38V
TIG Output 25A/11V - 600A/34V
X 60% 100%
I
=61.7V
o
2
U
2
34V 28V
ENERGY INPUT
=45.4A I
1max
[510]
20.1"
Thermal Arc
82 Benning Street,
West Lebanon, NH 03784
MADE IN USA
450A600A
450A600A
450A600A
=37.2A
1e
3
60Hz
IP23S
N1890
Art# A-10896
Figure 2-6: Data Tag
Manual 0-5213 2-6 August 26, 2011
Page 21

INSTALLATION EXCEL ARC 6045
!
!
SECTION 3:
INSTALLATION
3.01 Location
Be sure to locate the welder according to the following guidelines:
• Ambient temperature between 0 degrees C to 40 degrees C.
• In areas, free from oil, steam and corrosive gases.
• In areas, not subjected to abnormal vibration or shock.
• In areas, not exposed to direct sunlight or rain.
• Place at a distance of 12" (304.79 mm) or more from walls or similar boundaries that could restrict natural
airfl ow for cooling.
WARNING
Thermal Arc advises that this equipment be electrically connected by a qualifi ed electrician.
3.02 Electrical Input Connections
WARNING
ELECTRIC SHOCK can kill; SIGNIFICANT DC VOLTAGE is present after removal of input power.
DO NOT TOUCH live electrical parts.
SHUT DOWN welding power source, disconnect input power employing lockout/tagging procedures. Lockout/tagging
procedures consist of padlocking line disconnect switch in open position, removing fuses from fuse box, or shutting
OFF and red-tagging circuit breaker or other disconnecting device.
August 26, 2011 3-1 Manual 0-5213
Page 22

EXCEL ARC 6045 INSTALLATION
3.03 Electrical Input Requirements
NOTE
®
The Excel Arc
ground power cable that is connected at the welding power source for three phase electrical input power.
For direct wiring installation have a qualifi ed person install according to all applicable codes and instructions.
Operate the welding power source from a three-phase 60 Hz, AC power supply. The input voltage must match one of
the electrical input voltages shown on the input data label on the unit nameplate. Contact the local electric utility for
information about the type of electrical service available, how proper connections should be made, and any inspection
required.
The line disconnect switch provides a safe and convenient means to completely remove all electrical power from the
welding power supply whenever necessary to inspect or service the unit.
Do not connect an input conductor to the ground terminal.
Do not connect the ground conductor to an input line terminal.
Refer to "Figure 3-1: Electrical Input Connections" and:
1. Connect end of ground conductor to a suitable ground. Use a grounding method that complies with all applicable
electrical codes.
6045 comes equipped from the factory with a pre-connected three-conductor with earth
2. Connect ends of line 1 and line 2 and line 3 input conductors to a de-energized line disconnect switch.
3. Use "Figure 3-1: Electrical Input Connections" and "Table 3-3: Recommended Wire and Fuse Size" on page 3-3
as a guide to select line fuses for the disconnect switch. "Table 3-3: Recommended Wire and Fuse Size" provides
minimal information for selection of line conductors, fuses, and the equipment grounding conductor. This information is from AS1966-1, AS/NZS 3652-(EMC Directive EN50199), EN60974-1 and AS60974.1.
Ground
Conductor
Ground
Excel Arc 6045 Power Supply
Terminal
Art # A-10419
Primary Power Cable
Line Fuse
Line
Disconnect
Switch
Line Fuse
Figure 3-1: Electrical Input Connections
Manual 0-5213 3-2 August 26, 2011
Page 23

INSTALLATION EXCEL ARC 6045
3.04 Grounding
The frame of this welding machine should be grounded for
personnel safety, and to assure operation of the overcurrent
protection. The grounding method, and the equipment
grounding conductor size and type shall conform to local
and national codes. For the National Electrical Code, the
equipment grounding conductor shall be green, green with
a yellow stripe, or bare. If fl exible power cable is used, use
a cable assembly which includes the equipment grounding
conductor. If metallic armored cable or conduit is used, the
metal sheathing or conduit must be effectively grounded
per local and national codes.
9.1-13.6 kg (20-30 lbs.) Soil Treating Material
(copper sulphate, magnesium sulphate or rock salt)
placed in circular trench and covered
with earth.
Grounding Conductor
Fasten Grounding
Conductor to the
rod with an
approved
ground clamp.
Rubber-tire mounted equipment shall be grounded to
conform to local and national codes. The grounding
assists in providing protection against line voltage
electrical shock and static shock. The grounding serves
to discharge the static electric charge which tends to
build up on rubber-tire mounted equipment. This static
charge can cause painful shock and lead to the erroneous
conclusion that an electrical fault exists in the equipment.
If a system ground is not available, consult the electrical
code enforcement body for instructions. The welding
machine should be connected to an adequate driven
ground rod, or to a water pipe that enters the ground not
more than 30 meters (10 feet) from the machine.
Art # A-05234_AB
Removable Cover
Floor
457 mm
Approx. 305 mm (1 Ft.)
Not less than
24.4 cm (8 Ft.)
Ground
Rod
(18 inches)
Approx.
Soil
Treating
Ground Rod
Not less than 24.4 cm (8 Ft.)
Material
152 mm (6 Inches) Approx.
Figure 3-2: Grounding Diagram
The equipment grounding conductor size is listed in "Table 3-3: Recommended Wire and Fuse Size" as a guide, if
no local or national code is applicable. Attach the equipment grounding conductor to the stud provided on the yoke.
Determine that the ground wire size is adequate before the machine is operated.
CAUTION
Be sure to replace all covers to assure adequate internal ventilation and prevent component failure.
COPPER LINE WIRE SIZE* COPPER
LINE VOLTS
RATED LOAD
AMPS
APPROX. LINE
FUSE SIZE
IN CONDUIT FLEXIBLE CABLE
GROUNDING
CONDUCTOR
MIN. SIZE
460 38 60 No. 8 No. 8 No. 8
*Conductor size shall be modifi ed as required for line voltage drop and ambient temperature. Sizes listed for conduit installation are based on 90° C conductor
insulation, designated as FEP, FEPB, RHH, and THHN.
Table 3-3: Recommended Wire and Fuse Size
August 26, 2011 3-3 Manual 0-5213
Page 24

EXCEL ARC 6045 INSTALLATION
!
3.05 Replacing the Input Power Cable
The input power should be connected to the unit through a fused disconnect switch, or other suitable disconnecting
means furnished by the user. A hole is provided in the rear panel of the machine, near to the input connections, for the
entry of the input conductors. Refer to "Figure 3-1: Electrical Input Connections".
WARNING
ELECTRIC SHOCK CAN KILL. Open the disconnect switch, or breaker, and determine that no voltage is
present, before connecting wires between welding machine and power supply.
CAUTION
The method of installation, conductor size, and overcurrent protection shall conform to the requirements of
the local electrical code, the National Electrical Code, or other national codes, as applicable. All installation
wiring and machine re-connections shall be done by qualifi ed persons.
Mains Supply Lead Size
Minimum Mains Current
Circuit size
Mains Supply Voltage
Weld Current & Duty
Cycle
8 AWG 40A 460V 3 phase 600A@60%
Table 3-4: Mains Current Circuit Sizes
1. Open the disconnect switch, or breaker, and determine that no voltage is present, before disconnecting wires be-
®
tween the Excel Arc
2. Remove the left-side cover of the Excel Arc
6045 and the power supply.
®
6045.
3. Loosen the compression clamp nut on the rear panel where the existing power cable enters the unit. Refer to "Figure
3-5: Power Cable Compression Nut".
4. Disconnect the three-phase line leads from terminals L1, L2, and L3 on the line contactor inside the welding machine
cabinet. Disconnect the ground wire from the ground terminal. Refer to "Figure 3-6: Input Power Cable Connection".
5. Remove the old power cable from the Excel Arc
®
6045 and route the new cable in through the same access hole.
6. Connect the three-phase line leads to terminals L1, L2, and L3 on the line contactor inside the welding machine
cabinet. Connect the ground wire to the ground terminal. Refer to "Figure 3-6: Input Power Cable Connection".
7. Tighten the compression nut on the rear panel where the new power cable enters the unit. Refer to "Figure 3-5:
Power Cable Compression Nut".
8. Replace the left-side cover of the Excel Arc
9. Close the disconnect switch, or breaker, and reapply power to the Excel Arc
®
6045.
®
6045 and the power supply.
Compression
Nut
Art# A-10902
Figure 3-5: Power Cable Compression Nut
Manual 0-5213 3-4 August 26, 2011
Page 25

INSTALLATION EXCEL ARC 6045
L1
L2
L3
Ground
Terminal
Green/Yellow Wire
CAUTION
Power is present if
this is illuminated.
Art# A-10897
Figure 3-6: Input Power Cable Connection
(Unrelated wiring not shown for clarity purposes)
3.06 Welding Leads
Use "Table 3-7: Electrode Lead and Work Lead Size" for selection of the proper size copper welding leads.
TOTAL LENGTH OF LEAD CIRCUIT IN (AND METERS)
Welding Current
Amperes
50 Feet
(15.2M)
100 #4 #4 #4 #3 #2
150 #3 #3 #2 #1 #1/0
200 #2 #2 #1 #1/0 #2/0
250 #1 #1 #1/0 #2/0 #3/0
300 #1/0 #1/0 #2/0 #3/0 #4/0
350 #1/0 #1/0 #3/0 #4/0 #4/0
400 #2/0 #2/0 #3/0 #4/0 2 — #2/0
450 #2/0 #2/0 #4/0 2 — #2/0 2 — #3/0
500 #3/0 #3/0 #4/0 2 — #2/0 2 — #3/0
Table 3-7: Electrode Lead and Work Lead Size
(ELECTRODE LEAD PLUS WORK LEAD)
100 Feet
(30.5M)
150 Feet
(45.7M)
(For 60% duty cycle)
200 Feet
(61.0M)
250 Feet
(76.2M)
NOTE
Lead size shown is for 90°C cable insulation, 30°C (86°F) ambient, and not over 4.5 volts lead drop.
August 26, 2011 3-5 Manual 0-5213
Page 26

EXCEL ARC 6045 INSTALLATION
3.07 Installation Diagram
Terminal
Bolt
Professional
PROCESS
FCAW
CAG
ARC FORCE (STICK)
Negative
Terminal
FORCE D'ARC
PROCESSUS
WARNING:
READ OPERATING MANUAL
AVERTISSEMENT : LIRE LE MANUEL D’OPERATING
V
VOLTS
V / A
ARC ON TIME (HRS)
ARC À L'HEURE
POWER
ON
MARCHE
REMOTE
COMMANDE À DISTANCE
OUTPUT
CONTACTOR
RENDEMENT
CONJONCTEUR
PUISSANCE
ON
MARCHE
OFF
ARRÊT
HOT START
DE DÉPART CHAUD
ON
MARCHE
OFF
ARRÊT
A
AMPS
OUTPUT
ON
REMOTE
COMMANDE À DISTANCE
LOCAL
COMMANDE LOCALE
CONTROL
COMMANDE
Positive Terminal
to Wire Feeder—shown
for reverse polarity—DCEP
Stick
NOTE
Base Metal
To change polarity, reverse
connections on power output
terminals on power source.
Art# A-10898
Work Piece—should be grounded
Figure 3-8: Installation Diagram
Manual 0-5213 3-6 August 26, 2011
Page 27

OPERATION EXCEL ARC 6045
ARC FORCE (STICK)
V
VOLTS
V / A
A
AMPS
Professional
ON
MARCHEONMARCHE
OUTPUT
ON
POWER
PUISSANCE
ON
MARCHE
WARNING:
READ OPERATING MANUAL
AVERTISSEMENT : LIRE LE MANUEL D’OPERATING
PROCESS
PROCESSUS
FCAW
CAG
ARC ON TIME (HRS)
ARC À L'HEURE
REMOTE
COMMANDE À DISTANCE
REMOTE
COMMANDE À DISTANCE
LOCAL
COMMANDE LOCALE
CONTROL
COMMANDE
HOT START
DE DÉPART CHAUD
OUTPUT
CONTACTOR
RENDEMENT
CONJONCTEUR
OFF
ARRÊT
OFF
ARRÊT
(
)
CONJONCTEUR
115V 20AMPS
NEUTRAL BONDED TO FRAME
NUETRE COLLÉ SUR L'ARMATURE
8A 20A 20A
8A 8A
19P
1
2
6
5
7
4
8
9
13 10 11 12 18 15
14 1716
19
20
3
21
23 22
Art# A-10891
SECTION 4:
OPERATION
4.01 Front Panel
Figure 4-1: Excel Arc® 6045 Front Panel
1. MODE SELECTOR SWITCH (SW2)
Selects between the three (3) following operational modes:
a. MIG (GMAW / FCAW) - Constant Voltage (CV) mode for MIG welding with constant speed wire feeder.
b. STICK (SMAW / CAG) - Constant Current (CC) mode for Stick Electrode Welding and Carbon Arc Gouging.
c. TIG (GTAW) - Constant Current (CC) mode for TIG welding.
August 26, 2011 4-1 Manual 0-5213
Page 28

EXCEL ARC 6045 OPERATION
Art# A-10894
2. ARC FORCE CONTROL POTENTIOMETER (R2)
(SMAW/CAG)
To prevent electrode "sticking" this potentiometer
controls the short circuit welding current to produce
an increase in current as the arc length is shortened.
Arc Force Current is continuously adjustable from 0 350 amps.
3. REMOTE OUTPUT CONTACTOR
Remote output control. NOTE: Welding will not
start in GTAW mode without a Remote OUTPUT ON
(CONTACTOR ON) signal.
4. FUSE (F1)
1/4A 250V fuse protecting the 24 volt auxiliary
transformer.
8A 20A 20A
11. VOLTAGE / CURRENT CONTROL POTENTIOMETER
(R1)
Adjusts the output voltage (CV modes) or output
current (CC modes). This potentiometer will set the
maximum limit when REMOTE control is selected.
12. CURRENT LED DISPLAY
Three digit display for preview current prior to enabling
the output and actual output current when it is enabled.
Display will "HOLD" actual output current when the arc
was stopped for approximately. 20 seconds and then
will revert to preview setting.
13. HOUR METER (OPTIONAL)
Displays the unit arc hours.
14. OVER-TEMPERATURE LED INDICATOR (YELLOW)
Yellow Over-temperature LED indicates that the
unit is overheated and that the unit output has
been disabled. If the transformer is overheated, the
power is disconnected.
8A 8A
19P
Figure 4-2: Fuse Location
5. CIRCUIT BREAKER (CB4) 8A - For 42VAC to J1.
6. 2 CIRCUIT BREAKERS (CB3) 20A - For 115VAC to J1.
7. CIRCUIT BREAKER (CB4) 8A - For 42VAC to J1.
8. CIRCUIT BREAKER (CB5) 8A - For 24VAC to J1.
9. FEEDER / REMOTE INTERFACE CONNECTOR (J1).
19 Pin amphenol connector - for interface with Wire
Feeder, remote control devices and controllers.
10. VOLTAGE LED DISPLAY
Three digit display for preview voltage prior to enabling
the output and actual output voltage when it is enabled.
Display will "HOLD" actual output voltage when the arc
was stopped for approximately. 20 seconds and then
will revert to preview setting.
15. FAULT LED INDICATOR (RED)
Red Fault LED indicates a fault from the J1 Connector.
If any of the supply voltages (24VAC, 42VAC, 115VAC)
are shorted to any of the signal wires connected to the
J1 connector, this indicator will turn ON.
16. ON/OFF INDICATOR LED (GREEN)
Green ON/OFF LED indicates when the ON/OFF SWITCH
(SW1) is set in the ON position; Control circuits are
active.
17. ON/OFF SWITCH (SW1)
Turns the control circuitry ON/OFF. In the OFF position,
the high power circuits and output terminals are
disabled.
18. OUTPUT ON LED
Green LED indicates that an OUTPUT ENABLE (START)
signal is present.
NOTE
This will come ON immediately when either
STICK (CC) or VS MIG (GMAW or FCAW)
modes are selected.
19. LOCAL / REMOTE SWITCH (SW4)
Switches between front panel or remote voltage/
amperage control.
Manual 0-5213 4-2 August 26, 2011
Page 29

OPERATION EXCEL ARC 6045
!
to welding machine, and remove its fuse.
LOCAL position is used when the output
voltage/amperage is controlled by the OUTPUT
VOLTAGE / AMPERAGE CONTROL POTENTIOMETER
on the front panel.
20. HOT START SWITCH (SW3) – For STICK mode only
REMOTE position is selected when the output
voltage/amperage is controlled through the 19 Pin
Amphenol Receptacle. The maximum limit is set by
the LOCAL (front panel) Voltage/Amperage Control
Potentiometer.
(SMAW/CAG)
ELECTRIC SHOCK can kill! Do not touch live
electrical parts, including the output terminals
and electrode.
2. Plug remote control into 19-pin amphenol receptacle
(J1).
3. Set Output Control to desired value.
4. Set the Local/Remote control switch in the desired
mode.
5. Make any DIP switch and/or trim pot adjustments on
or next to the control panel PCB (located behind the
front panel) as defi ned in the next fi ve sections.
Allows a short duration pulse of higher current for ease
of starting an arc in SMAW mode only. The current
level and duration are adjustable by trim pots on the
Main PCB.
21. AC RECEPTACLE
Four (4) Circuit breakers protected auxiliary 115VAC
20 amp outlet.
22. POSITIVE OUTPUT RECEPTACLE CC/CV
Main positive output supply terminal for CC and CV
modes.
23. NEGATIVE OUTPUT TERMINAL
Main negative output supply terminal.
4.02 Machine Set-Up and Operation
General
Before operating this system, be sure that all installation
instructions have been accomplished. When operating this
system, observe all applicable Safety Warnings listed in
this and related system manuals.
The operating instructions in this manual pertain only to
the Excel Arc
instructions for components used with this system before
operating.
®
6045 welding machine. Consult operating
4.03 Adjustments Behind the Control
Panel
The Excel Arc® 6045 provides four different user adjustable
settings behind the Control Panel to accommodate fi xed
installations and operator preferences. These user-defi ned
settings do not require continuous access and are normally
for one-time, "set and forget" functions. Therefore, they
are located on and next to the Control Panel PCB behind
the front panel.
The adjustments behind the Control Panel are:
1. Hot Start Switch Enable/Disable.
2. Hot Start - Duration and amplitude adjustment on
PCB. Refer to “Figure 4-3: Front Panel Access”.
In order to make any of these adjustments, the upper front
panel section needs to be pulled down as follows:
A. Turn the two slotted screws 1/4 turn to release panel.
See “Figure 4-3: Front Panel Access”.
B. Pull down the front panel and locate the Control Panel
PCB behind it.
Preweld Operation
1. Connect welding leads to terminals on front panel.
WARNING
Disconnect line voltage from the unit before
making any connections inside unit. Turn OFF
fused disconnect switch that supplies power
August 26, 2011 4-3 Manual 0-5213
Page 30

EXCEL ARC 6045 OPERATION
ARC FORCE (STICK)
FORCE D'ARC
V
VOLTS
V / A
A
AMPS
Professional
ON
MARCHE
ON
M
ARC
HE
OUTPUT
ON
POWER
PUISSANCE
ON
MARCHE
WARNING:
READ OPERATING MANUAL
AVERTISSEMENT : LIRE LE MANUEL D’OPERATING
PROCESS
PROCESSUS
FCAW
CAG
ARC ON TIME (HRS)
ARC À L'HEURE
REMOTE
COMMANDE À DISTANCE
REMOTE
COMMANDE À DISTANCE
LOCAL
COMMANDE LOCALE
CONTROL
COMMANDE
HOT START
DE
D
ÉPA
R
T C
H
AUD
OUTPUT
CONTACTOR
RENDEMENT
CONJONCTEUR
OFF
ARRÊT
OFF
ARRÊT
Art# A-10892
1/4 turn both Front Cover Screws to release
Pull Down Front Panel
Control Panel PCB
Hinge Pin
A
B
4.04 Hot Start Switch Enable/Disable
When activated, the HOT START SWITCH (Item “20.
HOT START SWITCH (SW3) – For STICK mode only
(SMAW/CAG)” on page 4-3) allows a short duration
pulse of higher current for ease of starting an arc in SMAW/
CAG mode only. The level and duration of the hot start
current are adjustable using two trim pots on the Control
Panel PCB.
1. Pull down the front panel. Refer to Section “4.03
Adjustments Behind the Control Panel” and “Figure
4-3: Front Panel Access”.
2. Locate the HOT START two trim pots on the Control
Panel PCB. R295 adjusts the hot start duration and
R275 adjusts the hot start current level. Refer to “Figure
4-4: Hot Start Level and Duration Adjustments”.
3. Using a small fl at-blade screwdriver, adjust the trim
pots in accordance with the parameters defi ned in
“Figure 4-4: Hot Start Level and Duration Adjustments”.
Figure 4-3: Front Panel Access
Manual 0-5213 4-4 August 26, 2011
Page 31

OPERATION EXCEL ARC 6045
SW1
SW2 SW3
Art# A-10895
R295 HOT START DURATION- Continuously adjustable from 0.5 to 2 seconds.
R275 HOT START VALUE - Continuously adjustable between 0 - 100% of the LOCAL
or REMOTE demand level up to 700 amps total.
Figure 4-4: Hot Start Level and Duration Adjustments
4.05 SMAW (Stick) Welding & Carbon Arc Gouging
1. Connect the work cable and electrode holder lead. The
positive lead should be connected to the POSITIVE
OUTPUT RECEPTACLE.
2. Connect the work clamp to the work piece or work
table.
R295
R275
5. If HOT START feature is desired, turn HOT START
SELECTOR SWITCH (SW3) to ON position.
5a. If required, to adjust HOT START current level and
duration.
6. Set ARC FORCE CONTROL POTENTIOMETER (R2) to
the maximum level.
7. Set LOCAL / REMOTE SWITCH (SW4) to LOCAL.
3. Turn ON/OFF SWITCH (SW1) to ON position.
NOTE
The output enable LED (green) will be ON at
this time.
4. Set MODE SELECTOR SWITCH (SW2) to STICK
position (SMAW / CAG - CC).
8. Set VOLTAGE CURRENT CONTROL POTENTIOMETER
(R1) to select desired current level.
9. If VRD protection is desired, set SW1-A located on the
Main PCB to ON (DN) position. Factory setting is ON
(Down) position.
10. Hold electrode clear of work.
11. Strike the arc.
12. When welding / gouging is fi nished, turn the ON/OFF
SWITCH (SW1) to OFF position.
August 26, 2011 4-5 Manual 0-5213
Page 32

EXCEL ARC 6045 OPERATION
4.06 GTAW (TIG) Welding
1. Connect the work lead to the POSITIVE OUTPUT
RECEPTACLE.
2. Connect the TIG torch lead to the NEGATIVE OUTPUT
RECEPTACLE.
3. Set MODE SELECTOR SWITCH (SW2) to TIG position
(GTAW - CC).
4. Turn the ON/OFF SWITCH (SW1) to ON position.
a. Connect remote to J1 Connector.
5. When using a Remote Potentiometer to control the
output current:
a. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to select the maximum
current level for the remote.
b. Set LOCAL / REMOTE SWITCH (SW4) to REMOTE
position.
If no remote current control is to be used:
a. Set LOCAL / REMOTE SWITCH (SW4) to LOCAL
position.
4.07 GMAW / FCAW with Constant Speed Wire Feeder
1. Complete all Wire Feeder and MIG Gun connections.
2. Turn ON/OFF SWITCH to ON position.
3. Set MODE SELECTOR SWITCH (SW2) to MIG position
(CV GMAW / FCAW).
4. VOLTAGE CONTROL.
If using a wire feeder with remote voltage control:
a. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to set the maximum
voltage level for the remote.
b. Set the LOCAL / REMOTE SWITCH (SW4) to
REMOTE position.
If using a wire feeder without remote voltage control:
a. Set LOCAL / REMOTE SWITCH (SW4) to LOCAL
position.
b. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to desired voltage level.
5. Position the MIG Gun for welding and close gun switch
and start welding.
b. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to select the desired
welding current.
6. Position the torch for welding.
7. Touch the electrode to the work piece, activate the
Remote OUTPUT ON (CONTACTOR ON) signal, then
lift the electrode off from the plate and the welding arc
will initiate.
8. When finished welding, deactivate OUTPUT ON
(CONTACTOR ON) signal.
NOTE
Welding will not start in GTAW mode without a
Remote OUTPUT ON (CONTACTOR ON) signal.
4.08 GMAW / FCAW with Voltage Sensing Wire Feeder with Contactor
1. Complete all Wire Feeder and MIG Gun connections.
2. Turn ON/OFF SWITCH (SW1) to ON position.
NOTE
The output enable LED (green) will be on at
this time and there should be output at the (+)
and (-) terminals.
3. VOLTAGE CONTROL.
If using a wire feeder
a. Set the LOCAL / REMOTE SWITCH (SW4) to
REMOTE position.
b. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to set the maximum
voltage level for the remote.
If using a wire feeder
a. Set LOCAL / REMOTE SWITCH (SW4) to LOCAL
position.
with
remote voltage control:
without
remote voltage control:
b. Set the VOLTAGE / CURRENT CONTROL
POTENTIOMETER (R1) to desired voltage level.
4. Position the MIG Gun for welding and close gun switch
and start welding.
Manual 0-5213 4-6 August 26, 2011
Page 33

SERVICE EXCEL ARC 6045
!
!
SECTION 5:
SERVICE
5.01 General
(Also refer to Troubleshooting Sections in wire feeder and
MIG gun manuals.)
If this equipment does not operate properly, stop
work immediately and investigate the cause of the
malfunction. Maintenance work must be performed by
an experienced, qualifi ed person only. Any electrical work
must be performed by an electrician or other person
properly trained in servicing electrical equipment. Do not
permit untrained persons to inspect, clean or repair this
equipment. Use only recommended replacement parts
when servicing this machine.
WARNING
HIGH VOLTAGE is present internally even with
the control power switch in the OFF position.
Before inspecting, cleaning, or servicing
disconnect and lock out input power to the
power source.
5.02 Maintenance
Periodically clean the inside of the welding power source
by using a shop vacuum cleaner as normal preventive
maintenance. At the time of cleaning, a full inspection
of the welding machine and setup should be performed.
Check warning labels on the machine for readability and
replace if necessary. Check input and output connections
as well as frame ground connections to the machine to
insure that they are tight and that the wires are not frayed
or overheated. Inspect the internal wiring of the machine
for loose or frayed connections and tighten or repair as
necessary. It would also be advisable to check connections
to wire feeders, fi xtures, etc., at this time. Any damaged
cables or hoses should be replaced.
WARNING
ALL SERVICE SHOULD BE PERFORMED BY
TRAINED PERSONNEL ONLY.
August 26, 2011 5-1 Manual 0-5213
Page 34

EXCEL ARC 6045 SERVICE
Warning!
Disconnect input power before maintaining.
Each Use
Visual check of
regulator and pressure
Visual check of torch
Consumable parts
Weekly
Visually inspect the torch
body and consumables
Visually inspect the
cables and leads.
Replace as needed
3 Months
Clean
exterior
of power
supply
6 Months
Replace all
broken parts
Visually check and
use a vacuum to carefully
clean the interior
Maintain more
often if used
under severe
conditions
Gas and
air lines
Art # A-10883
!
ARC FORCE (STICK)
FORCE D'ARC
V
VOLTS
V / A
A
AMPS
Professional
ON
MARCHE
ON
MARCHE
OUTPUT
ON
POWER
PUISSANCE
ON
MARCHE
WARNING:
READ OPERATING MANUAL
AVERTISSEM
ENT : LIRE LE MANUEL D’OPERATING
PROCESS
PROCESSUS
FCAW
CAG
ARC ON TIME (HRS)
ARC À L'HEURE
REMOTE
COMMANDE À DISTANCE
REMOTE
COMMANDE À DISTANCE
LOCAL
COMMANDE LOCALE
CONTROL
COMMANDE
HOT START
DE DÉPART CHAUD
OUTPUT
CONTACTOR
RENDEMENT
CONJONCT
EUR
OFF
ARRÊT
OFF
ARRÊT
ARC FORCE (STICK)
FORCE D'ARC
V
VOLTS
V / A
A
AMPS
Professional
ON
MARCHE
ON
MARCHE
OUTPUT
ON
POWER
PUISSANCE
ON
MARCHE
WARNING:
READ OPERATING MANUAL
AV
ERTISSEMENT : LIRE LE MANUEL D’OPERATING
PROCESS
PROCESSUS
FCAW
CAG
ARC ON TIME (HRS)
ARC À L'H
E
URE
REMOTE
COMMANDE À DISTANCE
REMOTE
COMMANDE À DISTANCE
LOCAL
C
O
MMANDE LOCALE
CONTROL
COMMANDE
HOT START
DE DÉPART CHAUD
OUTPUT
CONTACTOR
RENDEMENT
CONJONCTEUR
OFF
A
RRÊT
OFF
ARRÊT
5.03 Maintenance Diagram
Manual 0-5213 5-2 August 26, 2011
Figure 5-1: Maintenance Diagram
Page 35

SERVICE EXCEL ARC 6045
!
5.04 Basic Troubleshooting Guide
A. Scope:
This Operator Troubleshooting guide is intended to correct
unsatisfactory operation of the Excel Arc
intended to be an electrical service troubleshooting or
repair guide. Refer to “Figure A-1: System Schematic”
on page A-2 to gain an overview of the interconnections
of the electrical components that are cited in this guide.
B. Safety:
To ensure safe operation and service, read this entire
manual before attempting to service this machine.
WARNING
Disconnect the power source from the input
power source before carrying out any service
or repair work. Hazardous voltages can be
present in the machine whenever input power
is connected.
C. Troubleshooting Hints:
®
6045. It is not
5.05 General Thermal Conditions
The fan on the unit will turn ON whenever a welding arc
is active and will remain on for approximately 10 minutes
after welding is stopped. This will help to minimize the
entry of dust and foreign material into the unit while at idle.
There are two types of thermal overload conditions. The
thermal switch on the SCR heatsink protects the SCRs by
shutting the gating signals OFF when the switch opens
due to excessive heat. The output voltage / current will
be disabled until the heatsink has cooled suffi ciently. At
that time in STICK (CC) or VS MIG (GMAW or FCAW)
modes the output will come back on. In MIG (GMAW) or
TIG (GTAW) mode, the operator will have to reapply the
remote trigger switch.
The thermal switches in the Main Transformer will cause
the system to shut down when excessive heat causes any
of them to open. The contactors will turn OFF, disabling the
output. The fan and all lights will turn OFF. This condition
should alert the operator that a serious overheating
condition has occurred and that the unit and primary
power should be checked by a qualifi ed technician before
attempting to use the unit further.
Examine connections for proper assembly and contact
before replacing a component. Wire lugs should be in
tight contact with the lead's conductor and should be
crimped to the lead's insulation. The mating surfaces of
the connection should be clean and free of oxidation. Faulty
connections or wiring problems are often the cause of an
equipment malfunction.
Do not pull on wires to disassemble connections. Firmly
grasp each lug or connector when disconnecting. Pulling
on wires for disassembly can damage the integrity of the
connection and cause future malfunctions.
Prior to disassembly or servicing of the machine, note
the wiring and connections in the machine. Reassembling
should place wires in the same location and routing as
received from the factory. Keep wires and leads away from
hot parts and sharp objects.
LIVE POWER WARNING
CC Mode Only
When the (SW1) ON/OFF is turned to the ON
position, there will be output power. Therefore,
when the unit is in STICK or VS MIG modes
turn the ON/OFF switch to OFF when not in use.
VS MIG (VS GMAW) will also have output
power when switched to that mode.
August 26, 2011 5-3 Manual 0-5213
Page 36

EXCEL ARC 6045 SERVICE
5.06 Operator Troubleshooting
The Excel Arc® 6045 is the power supply, one component in
a welding system. Other system components may include
a Wire Feeder, Remote Current Control Potentiometer,
Remote Output Enable (START) switch, MIG Gun, TIG
Torch, Electrode Holder and cables, Gas Control Valve
and Gas Regulators. These components may each have a
manual and may be required to solve the problem.
Before proceeding with this manual section, it is
recommended to review the Machine Set-Up and
Operation section and also verify that the correct polarity
is observed for the particular welding operation being
performed.
How to Use This Guide
The following information will help the Operator determine
the most likely causes for various symptoms. Follow all
instructions as listed and complete each section in the
order presented.
This guide is set up in the following manner:
5.07 Troubleshooting All Modes of Operation
A. All indicator lights on the machine are OFF. Fan
does not turn.
1. ON / OFF SWITCH (SW1) is in the OFF position.
a. Turn SW1 to ON position.
2. Fuse F1 blown.
a. Check and replace if open.
3. Primary Power Problem.
a. Measure for correct voltage at the Primary
Power Receptacle.
4. Input Power Cable connected incorrectly.
a. See “3.05 Replacing the Input Power
Cable” on page 3-4 for correct installation.
5. Defective Input Power Cable.
a. Check continuity.
X. Symptom (Bold Type)
Any Special Instructions
1. Cause
a. Check / Remedy
Locate your symptom, check the causes (easiest listed
fi rst), then remedies. Repair as needed being sure to verify
that unit operates properly after any repairs.
6. Unit is overheated and one of the T1 thermal switches
TS1-TS3 has opened.
a. Unit should be inspected by authorized service
personnel prior to operating the machine.
B. OVER TEMPERATURE INDICATOR is on. No output
from the unit.
Allow the unit to cool. The output will come back on
automatically in STICK (CC) or VS MIG modes when the
OVERTEMP indicator goes OFF. In MIG or TIG modes,
because this is a Latched Fault it requires that the remote
OUTPUT ENABLE (START) signal be removed and be
turned to OFF position before it will reset the machine.
the OVER TEMPERATURE INDICATOR remains ON contact
an authorized service facility.
1. Duty Cycle has been exceeded.
2. Ambient temperature is too high.
a. Operating duty cycle must be reduced at
elevated ambient temperature conditions exist.
3. Inadequate ventilation space around the unit.
If
a. Check air intake and exhaust openings.
Openings must be unobstructed.
C. Unit output is low or cannot be adjusted.
1. OUTPUT VOLTAGE /CURRENT CONTROL
POTENTIOMETER (R1) is set too low.
a. Increase setting of R1.
Manual 0-5213 5-4 August 26, 2011
Page 37

SERVICE EXCEL ARC 6045
For LOCAL VOLTAGE or CURRENT control:
2. LOCAL / REMOTE SWITCH (SW4) is set in REMOTE
position.
a. Switch SW4 to LOCAL position.
For REMOTE VOLTAGE or CURRENT control:
2. Remote potentiometer or cable is open.
a. Check continuity.
D. Welding Arc will not transfer.
1. Defective Positive or Negative output cables.
a. Check continuity.
2. Work cable not connected or poor connection to work.
a. Check / clean connections.
E. Poor weld performance.
1. Incorrect polarity.
a. Verify welding cable polarity is correct for the
welding mode and application requires.
5.08 Troubleshooting STICK (SMAW / CAG) Mode Problems
A. ON / OFF INDICATOR is ON. No arc can be
established. OUTPUT on INDICATOR is OFF.
1. Defective control board.
a. Replace control board.
2. Defective remote OUTPUT ENABLE (START) switch or
cable.
5.09 Troubleshooting TIG (GTAW) Mode Problems
A. ON /OFF INDICATOR is ON. OUTPUT ON
INDICATOR is OFF. No output.
USING REMOTE CONTROL SWITCH FOR OUTPUT
ENABLE CONTROL:
1. Defective remote OUTPUT ON (CONTACTOR ON)
switch.
a. Check switch continuity.
2. Remote control cable is open.
a. Check for continuity between J1 plug pins A &
B with remote switch closed.
B. OUTPUT ON INDICATOR is ON but there is no
output voltage from the unit.
1. Take unit to an Authorized Service Facility.
5.10 Troubleshooting MIG (GMAW / FCAW) Mode Problems
A. ON /OFF INDICATOR is ON. OUTPUT ON
INDICATOR is OFF. No output.
1. No remote OUTPUT ENABLE (CONTACTOR ON) signal.
a. Verify Start signal to J1 plug from feeder. (1 of
four possible signals.)
i) Contact closure between pins A & B.
a. Check continuity.
B. OUTPUT ON INDICATOR is ON but there is no
output voltage from the unit.
1. Take unit to Authorized Service Facility.
C. Hard or intermittent starting of the arc.
1. Insuffi cient output current.
a. Increase OUTPUT VOLTAGE /CURRENT
POTENTIOMETER (R1) to higher setting.
2. HOT START SWITCH (SW3) is in OFF position.
a. Switch SW3 to ON position.
3. Insuffi cient HOT START amperage or duration.
a. Adjust HOT START current level and/or duration
trimpots.
4. Electrodes sticking to work piece. ARC FORCE
CONTROL POTENTIOMETER (R2) is set too low.
a. Increase R2 setting.
ii) Contact Closure between pins R & S.
iii) Contact closure between pins D & E.
iv) Contact closure between pins P & R.
2. Circuit Breaker Tripped.
a. Check/Reset CB3,CB4,CB5.
B. OUTPUT ON INDICATOR is ON but there is no
output voltage from the unit.
1. Take unit to an Authorized Service Facility.
August 26, 2011 5-5 Manual 0-5213
Page 38

EXCEL ARC 6045 SERVICE
THIS PAGE IS INTENTIONALLY BLANK
Manual 0-5213 5-6 August 26, 2011
Page 39

APPENDIX EXCEL ARC 6045
APPENDIX 1:
WIRING SCHEMATICS
THIS PAGE IS INTENTIONALLY BLANK
August 26, 2011 A-1 Manual 0-5213
Page 40

EXCEL ARC 6045 APPENDIX
F1
1/4A 600V
SCR 4
8A CB
SCR 6
SCR 3
SCR 1
SCR 5
20A CB
SW2
115 VAC
8A CB
AC POWER
NEON
SCR 2
8A CB
W1
W1
1
W1
2
400 VAC
3 PHASE
50 HZ INPUT
3
L1
L2
L3
T1 MAIN TRANSFORMER
T2 AU X TR ANSFORM ER
24VAC
F
G
H
J
K
L
M
N
P
R
A
B
C
D
E
HEATSINK
HEATSINK OT SWITCH
115VAC
42VAC
24VAC
575
460
230
208
COM
S
T
U
380
400
415
18
19
SUPPRESSOR
BOARD
54A
13
14
15
16
17
10
WHITE
BLACK
ORANGE
19
14
64
62
61
60
59
L2
L1
FNQ-R-1/4
V
1
2
3
4
5
6
7
6
5
4
3
2
1
14
18
63
AMPHENOL
CONNECTOR
J1
J2
J3
J4
J5
J6
J15
J14
A
B
C
A
B
C
13
J7
J8
BROWN
RED
YELLOW
BLUE
VIOLET
55
55
55
11
12
13
13
F
F
A
C
3
F
2
F
1
F
90
95
91
91
A
C
115 VAC
13
92
20A CB
B
B
55B
12345678
4
Art# A-10877
Wiring Schematics
Figure A-1: System Schematic
Manual 0-5213 A-2 August 26, 2011
Page 41

APPENDIX EXCEL ARC 6045
111213
14
8
9
10
567
234
1
SHUNT RESISTOR
C5
22000MFD
63V
ARC FO RCE POT
R4
25 OHM
OUTPUT
CONTACTOR
A
10
7
4
1
SW16
+
C2
22000MFD
63V
R3
10R
AC PO WE R
CR1
DIODE
C4
22000MFD
63V
LOCAL/REMOTE
HOT START
+
C1
22000 MFD
63V
W2
SW1
LOCAL POT
+
C3
22000MFD
63V
33V COM
L1 OUTPUT INDUCTOR
FAN1
CONSTANT
CURRENT
1
2
3
4
5
6
7
8
2
3
4
5
6
7
8
PHASE_A1
PHASE_A2
PHASE_B1
PHASE_B2
PHASE_C1
PHASE_C2
TRANSFORMER OT SW.
CONTROL BOARD
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
6
7
8
9
10
11
12
13
14
15
16
1
2
3
4
5
CONTACTOR +15
24V/42V/120V RTN
REMOTE MAX
REMOTE WIPER
CONTACTOR ON 2
IFB
CONTACT OR ON 1
VOUT+
VOUT-
GATE1
GATE2
GATE3
GATE4
GATE5
GATE6
HEATSINK OT SW
HEATSINK OT SW RET
VOUT+
VOUT-
SHUNT R1
SHUNT R2
1
6
7
8
9
10
11
12
13
14
15
16
1
1
2
3
4
5
SMAW/CAG
GTAW
GMAW
ARC FORC E WIPER
POWER ON
POWER OF F
+33V
SMAW / CAG
GTAW / TIG
GMAW / MIG
W1
MAIN
CONTACTOR
W2
W1
24 VAC AUX
24 VAC AUX RETW2FAN POWER
FAN RTN
ARC EST = 1
+15V
TRANSFORMER
OT SWITCH
+15V
REMOTE / LOCAL
OUTPUT ON = 1 5V
HOT START
MAX REF
MIN REF
REF IN
REMOTE WIPER
ARC FORC E POT
678
9
10
12345
678
9
10
12345
V OUT (-)
ARC ESTABLISHED
REMOTE MIN
24V/42V/120V RTN
VFB
CONTACTOR
7
818
7
6
5
4
3
212
3
4
5
6
14
13
21
CV MODE
CONTACTOR
(+)
(-)
54
53
54
57
56
55
56
55A
175W
175W
OPTIONAL HOUR METER
17
18
19
20
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
20
22
19A
67
75
74
71
72
73
77
76
69
13
70
68
78
79
80
11
12
13
14
8
9
10
567
234
1
555655A
525354
495051
464748
45
66
65
REMOTE MAX
VSWF
MODE SWITCH
VSWF
J3
J5
J2
J1
J4
33
34
35
36
28
29
30
31
32
37
27
26
25
24
23
38
39
40
41
42
43
44
J6
81
82
83
WIRE 42 NOT USED ON 60Hz MODEL
R5
50R
10W
10u 400V
C6
u47 400V
C7
u47 400V
C8
54B
57A
55C
54A
J10
19B
+
+
August 26, 2011 A-3 Manual 0-5213
Page 42

EXCEL ARC 6045 APPENDIX
THIS PAGE IS INTENTIONALLY BLANK
Manual 0-5213 A-4 August 26, 2011
Page 43

WARRANTY
THIS PAGE IS INTENTIONALLY BLANK
August 26, 2011 A-3 Manual 0-5213
Page 44

LIMITED WARRANTY
This information applies to Thermal Arc products that were purchased in the USA and Canada.
November 2007
LIMITED WARRANTY: Thermal Arc
®
, Inc., A Thermadyne Company (“Thermal Arc”), warrants
to customers of authorized distributors (“Purchaser”) that its products will be free of defects
in workmanship or material. Should any failure to conform to this warranty appear within the
warranty period stated below, Thermal Arc shall, upon notifi cation thereof and substantiation
that the product has been stored, installed, operated, and maintained in accordance with
Thermal Arc’s specifi cations, instructions, recommendations and recognized standard industry
practice, and not subject to misuse, repair, neglect, alteration, or damage, correct such defects
by suitable repair or replacement, at Thermal Arc’s sole option, of any components or parts of
the product determined by Thermal Arc to be defective.
This warranty is exclusive and in lieu of any warranty of merchantability,
fi tness for any particular purpose, or other warranty of quality, whether
express, implied, or statutory.
Limitation of liability: Thermal Arc shall not under any circumstances be liable for special,
indirect, incidental, or consequential damages, including but not limited to lost profi ts and
business interruption. The remedies of the purchaser set forth herein are exclusive, and the
liability of Thermal Arc with respect to any contract, or anything done in connection therewith
such as the performance or breach thereof, or from the manufacture, sale, delivery, resale, or
use of any goods covered by or furnished by Thermal Arc, whether arising out of contract, tort,
including negligence or strict liability , or under any warranty, or otherwise, shall not exceed the
price of the goods upon which such liability is based.
No employee, agent, or representative of Thermal Arc is authorized to change this warranty in
any way or grant any other warranty , and Thermal Arc shall not be bound by any such attempt.
Correction of non-conformities, in the manner and time provided herein, constitutes fulfi llment
of thermal’s obligations to purchaser with respect to the product.
This warranty is void, and seller bears no liability hereunder, if purchaser used replacement
parts or accessories which, in Thermal Arc’s sole judgment, impaired the safety or performance
of any Thermal Arc product. Purchaser’s rights under this warranty are void if the product is
sold to purchaser by unauthorized persons.
The warranty is effective for the time stated below beginning on the date that the authorized
distributor delivers the products to the Purchaser. Notwithstanding the foregoing, in no event
shall the warranty period extend more than the time stated plus one year from the date Thermal
Arc delivered the product to the authorized distributor.
Warranty repairs or replacement claims under this limited warranty must be submitted to
Thermal Arc via an authorized Thermal Arc repair facility within thirty (30) days of purchaser’s
discovery of any defect. Thermal Arc shall pay no transportation costs of any kind under this
warranty. Transportation charges to send products to an authorized warranty repair facility
shall be the responsibility of the Purchaser. All returned goods shall be at the Purchaser’s
st
risk and expense. This warranty dated July 1
®
warranties. Thermal Arc
is a Registered Trademark of Thermal Arc, Inc.
2007 supersedes all previous Thermal Arc
Manual 0-5213 A-4 August 26, 2011
Page 45

WARRANTY SCHEDULE
This information applies to Thermal Arc products that were purchased in the USA and Canada.
November 2007
SAFETY EQUIPMENT Warranty Period Labor
Auto-Darkening Welding Helmet (Electronic Lens)
Harness Assembly
ENGINE DRIVEN WELDERS Warranty Period Labor
Scout, Raider, Explorer
Original Main Power Stators and Inductors 3 years 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years 3 years
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, power switch semi-conductors
Engines and associated components are NOT warranted by Thermal Arc,
although most are warranted by the engine manufacturer
GMAW/FCAW (MIG) WELDING EQUIPMENT Warranty Period Labor
Fabricator 131, 181; 140; 180; 190, 210, 251, 281; Fabstar 4030;
PowerMaster 350, 350P, 500, 500P; 320SP; 400SP; 500SP; Excelarc 6045.
Wire Feeders; Ultrafeed, Portafeed
Original Main Power Transformer and Inductor 5 years 3 years
Original Main Power Rectifiers, Control PC Boards, power switch semi-conductors 3 years 3 years
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, electric motors.
GTAW (TIG) & MULTI-PROCESS INVERTER WELDING EQUIPMENT Warranty Period Labor
160TS, 300TS, 400TS, 185AC/DC, 200AC/DC, 300AC/DC, 400GTSW, 400MST,
300MST, 400MSTP
Original Main Power Magnetics 5 years 3 years
Original Main Power Rectifiers, Control P.C. Boards, power switch semi-conductors 3 years 3 years
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, electric motors.
PLASMA WELDING EQUIPMENT Warranty Period Labor
Ultima 150
Original Main Power Magnetics 5 years 3 years
Original Main Power Rectifiers, Control P.C. Boards, power switch semi-conductors 3 years 3 years
Welding Console, Weld Controller, Weld Timer 3 years 3 years
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, electric motors, Coolant Recirculator.
SMAW (Stick) WELDING EQUIPMENT Warranty Period Labor
Dragster 85
Original Main Power Magnetics 1 year 1 year
Original Main Power Rectifiers, Control P.C. Boards 1 year 1 year
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, power switch semi-conductors
160S, 300S, 400S
Original Main Power Magnetics 5 years 3 years
Original Main Power Rectifiers, Control P.C. Boards 3 years 3 years
All other original circuits and components including, but not limited to, relays,
switches, contactors, solenoids, fans, power switch semi-conductors
GENERAL ARC EQUIPMENT Warranty Period Labor
Water Recirculators 1 year 1 year
Plasma Welding Torches 180 days 180 days
Gas Regulators (Supplied with power sources) 180 days Nil
MIG and TIG Torches (Supplied with power sources) 90 days Nil
Replacement repair parts 90 days Nil
MIG, TIG and Plasma welding torch consumable items Nil Nil
August 26, 2011 A-5 Manual 0-5213
2 year
1 month
1 year 1 year
See the Engine Manufactures’ Warranty for Details
1 year 1 year
1 year
1 year 1 year
1 year 1 year
1 year 1 year
2 year
1 month
1 year
Page 46

THIS PAGE IS INTENTIONALLY BLANK
Manual 0-5213 A-6 August 26, 2011
Page 47

GLOBAL CUSTOMER SERVICE CONTACT INFORMATION
Thermadyne USA
2800 Airport Road
Denton, Tx 76207 USA
Telephone: (940) 566-2000
800-426-1888
Fax: 800-535-0557
Email: sales@ThermalArc.com
Thermadyne Canada
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-1111
Fax: 905-827-3648
Thermadyne Europe
Europe Building
Chorley North Industrial Park
Chorley, Lancashire
England, PR6 7Bx
Telephone: 44-1257-261755
Fax: 44-1257-224800
Thermadyne Asia Sdn Bhd
Lot 151, Jalan Industri 3/5A
Rawang Integrated Industrial Park - Jln Batu Arang
48000 Rawang Selangor Darul Ehsan
West Malaysia
Telephone: 603+ 6092 2988
Fax : 603+ 6092 1085
Cigweld, Australia
71 Gower Street
Preston, Victoria
Australia, 3072
Telephone: 61-3-9474-7400
Fax: 61-3-9474-7510
Thermadyne Italy
OCIM, S.r.L.
Via Benaco, 3
20098 S. Giuliano
Milan, Italy
Tel: (39) 02-98 80320
Fax: (39) 02-98 281773
Thermadyne, China
RM 102A
685 Ding Xi Rd
Chang Ning District
Shanghai, PR, 200052
Telephone: 86-21-69171135
Fax: 86-21-69171139
Thermadyne,Utama Indonesia
Kawasan Industri Jababeka
JI Jababeka VI Blok P No. 3
Cikarang - Bekasi, 17550
Indonesia
Tel: +62 21 893 6071
Fax: +62 21 893 6067 / 6068
http://www.thermadyne.com/thermalarc
Thermadyne International
2070 Wyecroft Road
Oakville, Ontario
Canada, L6L5V6
Telephone: (905)-827-9777
Fax: 905-827-9797
Page 48

Printed in:
U.S. Customer Care: 800-426-1888 / FAX 800-535-0557 • Canada Customer Care: 905-827-4515 / FAX 800-588-1714
International Customer Care: 940-381-1212 /
FAX 940-483-8178
•
www.thermalarc.com
A Global Cutting & Welding Market Leader
WORLD HEADQUARTERS: 16052 Swingley Ridge Road, Suite 300 • St. Louis, Missouri 63017 U.S.A.
THE AMERICAS EUROPE ASIA/PACIFIC
Denton, TX USA
U.S. Customer Care
Ph: 1-800-426-1888 (tollfree)
Fax: 1-800-535-0557 (tollfree)
International Customer Care
Ph: 1-940-381-1212
Fax: 1-940-483-8178
© 2010 Thermadyne Industries, Inc. www.thermadyne.com
Miami, FL USA
Sales Office, Latin America
Ph: 1-954-727-8371
Fax: 1-954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: 1-905-827-4515
Fax: 1-800-588-1714 (tollfree)
Chorley, United Kingdom
Customer Care
Ph: +44 1257-261755
Fax: +44 1257-224800
Milan, Italy
Customer Care
Ph: +39 0236546801
Fax: +39 0236546840
Cikarang, Indonesia
Customer Care
Ph: 6221-8990-6095
Fax: 6221-8990-6096
Rawang, Malaysia
Customer Care
Ph: +603 6092-2988
Fax: +603 6092-1085
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674 (tollfree)
Ph: 61-3-9474-7400
Fax: 61-3-9474-7391
International
Ph: 61-3-9474-7508
Fax: 61-3-9474-7488
Shanghai, China
Sales Office
Ph: +86 21-64072626
Fax: +86 21-64483032
Singapore
Sales Office
Ph: +65 6832-8066
Fax: +65 6763-5812
™
 Loading...
Loading...