

Page 1

VANDEWIELE
~~TITAN
ITAN DK 2500AHC
T
Italiano
Libro Istruzioni
BARATTO
FINISHING
CORNELY
MACHINES
TITAN DK 2500AHC con tutte opzioni
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 1
Page 2

VANDEWIELE
INDICE
Capitolo 1 : Installazione e lubrificazione 5
1. Installazione 5
a. Macchina completa di bancale e motore 5
b. Macchina solo testa 9
2. Lubrificazione della Macchina 9
Capitolo 2 : Infilatura 11
1. Tipi Filati 11
a. Filo per ago 11
b. Filo copertura o “filo per uncino’’ 11
2. Infilatura 12
a. Filo per ago 12
b. Filo copertura 15
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Capitolo 3 : Formazione del punto 18
1. Guida per filo copertura 18
Regolazione densità punti 20
a. Macchine standard 20
b. Con opzione Regolazione esterna del punto 22
Capitolo 4 : Regolazioni meccaniche sulla macchina 23
1. Aghi 23
a. Frequenza sostituzione aghi 23
b. Sos tituzione ago 24
c. Regolazione altezza dell’ago 25
d. Sostituzione barra ago e regolazione altezza ago 25
2. Uncino superiore 29
a. Tappe preliminari 29
b. Sostituzione uncino superiore 29
c. Regolazione uncino superiore 29
3. Uncino inferiore 33
a. Tappe preliminari 33
b. Sostituzione uncino inferiore 33
c. Regolazione uncino superiore rispetto all’uncino inferiore 33
d. Regolazione distanza tra ago e uncino inferiore 34
4. Piedino premi-stoffa 35
5. Griffa 37
6. Guida catenella 38
7. Dito intercambiabile (placchetta) 38
Capitolo 5 : Manutenzione 39
Capitolo 6 : Parametri Motore Efka 40
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 3
Page 3
VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
OETA
ll
SCALE
TITAN
DK2500AHC
YARN
SEE
OEH
ll A
1/2
PLATE
DETAIL
IIOTICE:
IIOT
All
ASSE
THE
PARTS
M
OF
BLY
TIIE
l,IACII I NE
ARE
SHOWII
SET
25884
I
I
i
I
. _,,
25641
_.,_
..
_,,
_.,_
.,_
..
_.,_.,_.,_
,,_
..
_,,_,.
_,._,._
V
,._
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 4
.. )
T 13/06/02
Page 4

Livello
VANDEWIELE
Capitolo 1: Installazione e lubrificazione
1. Installazione
a. Macchina completa di bancale e motore
Macchine ordinate complete con motore e bancale: la macchina è fornita già completamente
assemblata .
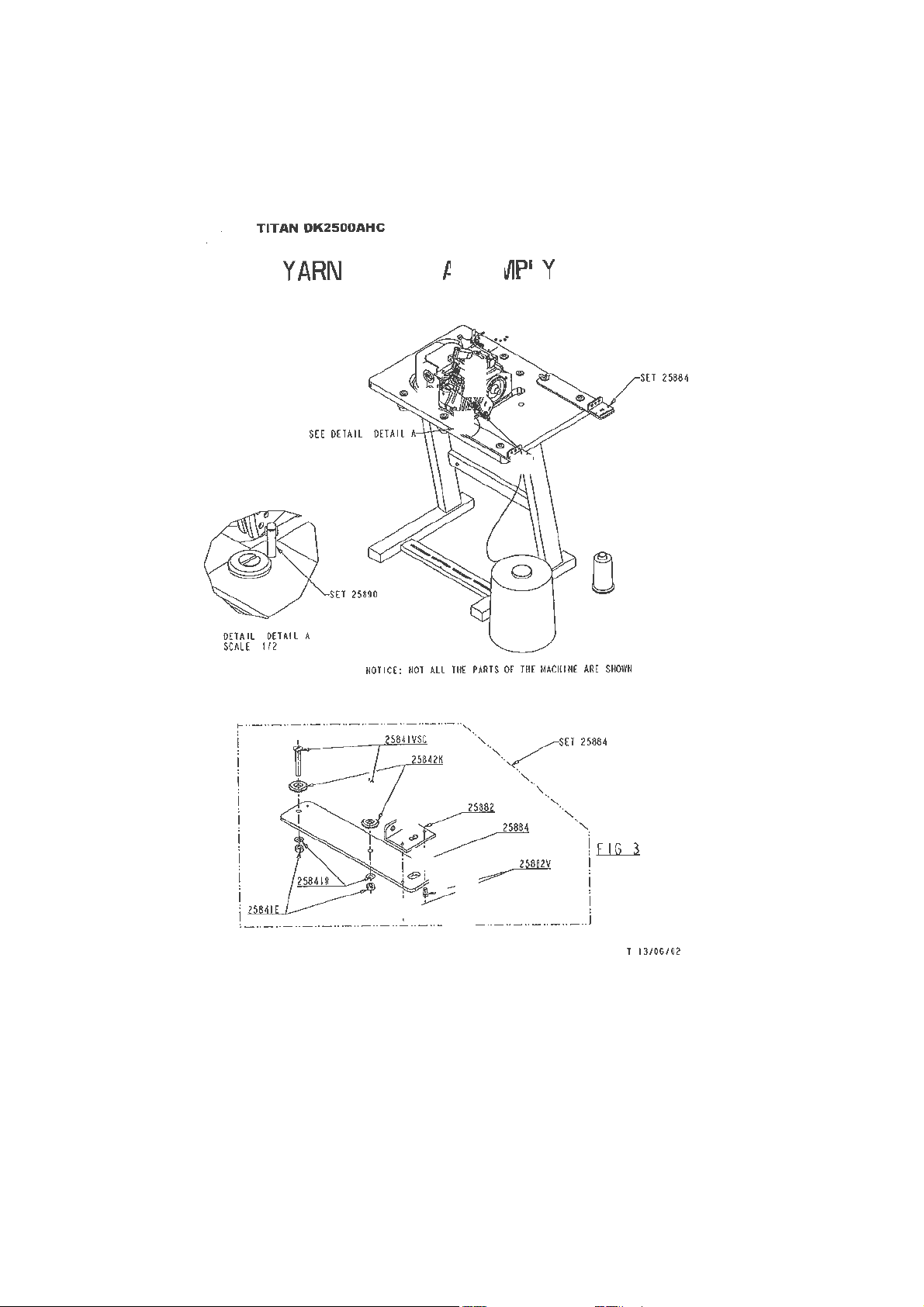
Dentro la scatola accessori,ci sono due longhe piastre colore grigio : SET 25884.
1. Montare queste 2 piastre guida filo SET 25884 sul tavolo .Montare la piastra grigia con piccola
guida filo nella PARTE FRONTALE e l’altra ,indietro .Come indicato sul disegno PIASTRA
COMPLETA PER FILO .
Svitare il tappo con la scritta “OIL” (sulla parte avanti della macchina) con l’arnese
2.
adeguato,che si trova dentro la scatola con accessori,in un sacchetto di plastica..
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Prendere due bidoni con olio dalla scatola con accessori e versare 1.5 L OLIO TIPO :
CASTROL-ALPHA SP68 o marchio simile nella macchina l
Con la spia dell’olio ,verificare la quantità olio versato.Livello esatto si trova tra le 2 freccie
Avvitare il tappo dell’olio. .
rosse. .
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 5
--
Page 5

On /Off
Schermo LED e
pulsanti verdi
velocità o
parametri
Presa per
chiavetta USB-
VANDEWIELE
3. Se la macchina è fornita con MOTORE ELETTRONICO MEM/DK 2500:
~~TITAN
(vedi foto qui sotto:motore EFKA con interruttore ON/OFF)
BARATTO
FINISHING
CORNELY
MACHINES
per regolare la
Chiedere all’elettricista di montare una SPINA CORRETTA compatibile con vostra rete
elettrica.Potenza 220V/Monofase Max :900W.Macchina funziona con una spina uguale a quella
montata su qualsiasi apparecchio elettrico..
Occorre una spina 220V/monofase
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 6
Page 6

VANDEWIELE
4. Se la macchina è fornita con un MOTORE NORMALE A FRIZIONE 3 FASI:
~~TITAN
Chiedere all’elettricista di attaccare una spina 3 FASI/380V all’estremità del cavo elettrico.
BARATTO
FINISHING
CORNELY
MACHINES
Occorre una spina 380V / 3FASI
Dopo avere attaccato la spina elettrica :
-VERIFICARE SENSO ROTAZIONE DEL MOTORE :
-VOLANTE deve girare nel senso orario : VEDI FRECCIA (l’operatore a distanza del volante)
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 7
Page 7

~
J>
z
C
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 8
~
$eaport
Ship
Services
Equivalence Product Tables
~ DOli<l.itlon
Engi
ne
Olla
H\Nltaullc:Olts
Circul•tinaOil
Gfft
Oil
.t
Re
ff1aeration Oils
Other WiMrala
Ens,lntOb
Co,......,.ssorOils
GNrOi
ls
Mobil;:»rd
Mobl!U.rd
Mobilaard 312
Moblloard412
Mctl,:lna,rd512
MoblJgard
MobUgard
Mobllga!'dM340
~gara..........,
Mot>Uaard
Motl/loardAOL30
Mob'.laardADL40
Mob'.l~rdHS
Mob'.!
Mob.I DTE 13M Sartran HV32
MoblDlE15M
MobJDTE 16M Sartran
W.oblOTE 1
s
MoblOTE
Mob•
Mobt
Mobl
Mobt
.V.oti,fnear62
Moib.lt1e;ar827
Mob:IOHr
Motll/N!a
Mob.laear
_,
Mob.l~ar636
Garom.1
Mo.bJarma 798 EnerootWRP
MobJ
11.oblaardlSHC
MobfOefvec:SHC
Mobl0elvae1
Mobl Rarus827
Mo
Mobl
Mot>I
Mobl
MobilSHC628
MobilSHC629
Mobl
Mobl
MobJ
Mo
bil BP
300
570 E
M
330
M430
4
SO
NC
O
DTE 11M
8M
19M
Oie
Oil
linhl
DTE Oil Medium
DTEOil
Medium
DTE
Oil
K EneMN
6
629
r63
0
632
634 Enome
e
Arctc
01300
Rarus427
bl
Rarus 829
Rarua SHC 1024
RaN$.
Stte
1025
Rarus S
HC
1026
SHC630
SHC632
SHC634
Ene;rgoluE0HT30
I
HlLI/$0.\4
0L
..)I.P30
E
E D
L•M
P40
DL·MPSO
E
Energol IC-HF 2531300.'30
E'*O()I
IC-Hf 2541304!4,
Efl«9)1
IC-HFX
nerM
lC-HFX 404
HV15
HV58
KV1
HV150
CS32
cs100
GR•XP&e
G-R•XP100
...
GR..x:P150
...
GR-XP2:20
GR-XP320
G-R
GR
LPT68
n
C-RG-10
00
-XP460
-XP680
100
KTX460
403
68
50
E~rgol
Eneraol l
Banran
B.antan HV46
8artran
Sarnn
E
EnerOOICS46
Encraol CS68
Ene!'ftl
Ener""
.,,.
.,,.
Eno,o
Enerot
Encrao&
EnerOl"llRC100
EMraolRX
Enersvn MP-$
Enentvn t-ilX1
Enersvn HTX220
Enersvn HTX320
Enersv
CUUOI
M;n
eralO
lb
i.;aslrol1,.;uXau
Castrol
S70Z
70
Cvtrec::h
Cawol
MLC30
CH~MLC40
Cea.VOi
MLCSO
CastrolMX0303
Cas.\rolMXD2
Castro1MX0304 A
CHtrolMX0220
CaWOI
MX0Castrc1Tl.X403
Cas.1rOIMX0404
Co-Tl.X40<
CastrolRLX40
Ca$1rOIHLX30 SlriusF8 30
Cas1rOIHLX40
Se*'1t>CSuoe
CutrOIH
Costrd
Hvs in
C:astrOIH
CastrOI
C..1,ol
C.S1rol H
-nin AWH-
CestrOI Perfecto T
CDSll'OIAJ!ll'llll
CaS1tOI
Alpha
Cas.trol Al:iha
CostrolAIWS.?100
Call11'd
AIOhe
Castrol
Aloh.1
Cai.trol Al:iha LS320
Cas.1f'CI
Al::ha 1.$460 Om.ila460
Castr
OI
AIOha
Cas.tr
OIIOCm8Cic:99i'299
castr
OI
Rus.tiCO
C&s.trOIA
lrcol
castrol AlrCOI
CastrolA n-T220
Cas!rol Al
80
15
103
r Plu$ Ol&OlaW
AWH-
M15
AWH•M32 Te!lus T
AWH•M46 1en
AWH-M68
. AWH-M100
M150
32
ZN68
ZN 100
-
SP
es
LS 150
l S220
LS680 umaia68!>
853
PO 100
Synthetk
O11.
s
SN 1
00
oha
T
320
This inlonnation
S
"611
M
etina
30
.,.,..
50
G.adlnla30
O.c!inl1140 T
AIAXiaK
AfiinaT30
~iinf
T-4()
ArgirlaX40 Aureha
C&Ol'ft!SAPO Taro4-80SAE40
SriJsFB~O
Tenus T15 Rando 0.1 HO Z-15
32
us
146
TeOus 168
Te!lusT100
Tc!lusC150 R&nc'oO
2
'""'°
TUfboT46
Turbo T
68
Turbo T100 Ron,u
Omala68 Meit'Lla£;8
-
Om.illa10!)
OmalA
150 150 E %150 Lubrax
Omala22~ IM.tnN1220 fnNl• Z220 l ubrax 220
Omal8320
Claws58
MeHeusGL20S
Cor~n&P100
Madrela AP100 OE 100 Pttmetfa
o-thma HT
68
Delfmll
HT150
Oel.llTll8
HT220 E SA220
Delima HT320
Delima
HT 4$0
is
In
tend
ed
t
ot
retetence imotmatlon
Texaco - ELF. - .. Pttrobras
Don>AR~E 30
Taros
I TalUSiaX170
TaroX030
a,oX040
Ta,ro0P30 Au<elia
T•ro0P40 Aurelia4000
P'iSces
Diesel SAE 40
Rando OJ HO Z-
Ra.nc!oO.lHOZ-48
Re:nc!o
OJ
HD
Z-68 Vsc.a68
Rando
OJ
HOZ
.I
HOZ
RHi8
1 OJ R&-0
Reaal
OJ
R&0
RPJOlll0.I
R&0
0J
R&0100
Me-100
M6rooa320
Me-moa
460
...,
CeDl!
!l8
Qi
WF68
Ttxc:ta
d2
onty.
For teclri:11
The
ACant8
Oisd8M3015
OtsotlM401.S
OisolbMS0
Aur
elia,;, ,
~~ICF113F
DlsOlaM301S
OIS018M401S
36
-100 V'$t!8100
-150
32
46
68
infom'l:i:iQr'I
'rite.a
"""•"'
= •'6
VIISCa 150
MiSOlaH:32
MiSOl:IK4S
T
Urt>
J"l
c
~n3Zo8
E
El)()ft.12320 l u!>raX3
aZA6
E
E
,dviff
plt;t,st
l6ldly
a,·:i'leblo in
0,:.
U811ine
03005
15
3030
30-40
,. , 4,.,...
u
1S
eT100
2100
O Lubtax
,...,
,
SO 100
SA320
«inlac:t
V$
lhrough
docume
nt
It
1-1.1bj~
M3rt>r,x CAD-308
Mat'bru
Matbrax
Marbrax CCD-410
Mcrbra.x
Marbrax
Warbrax
W.11rbrax\.,.._...,..._40
W.,rbr&x TR-32
U.~~rax TR-48
Ma.-tirax
w.at
brax TR-100
l.v~~68P$
l ubd:X 1
150PS
'60
lubf8x 680
~~.com
to
change
w1lhoo1
CI0-57
CC0-3
CC0-510
CCD-330
CCD-430
TR,66
00PS
PS
,0
PS
PS
PS
~
10
"
prior nolifftelion
ffl
:e
-
ffl
r-
ffl
.....
.....
-4
-
;:
z
r:
~;
:c
-4
zO
G)
0
:o
0~
:c z
z
ffl
=~
Page 8

VANDEWIELE
b. Macchina solo testa
Motore per macchina solo testa devere avere una capacità pari a ¾ CV,con 2800 giri/minuto
nonché una puleggia con diametro 80mm ,per una cinghia a forma di V.
Verificare senso rotazione del motore :volante deve girare nel senso ORARIO (vedi freccia)
e non deve dare disturbo all’operatore .
Prima di avviare la macchina ,versare circa 1,5 L olio CASTROL ALPHA SP68 o olio simile
nella macchina .
2. Lubrificazione della macchina
La macchina è stata concepita per consentire una lubrificazione ottimale dei ricambi interni
con un sistema a getto d’olio. Per una ottima utilizzazione della macchina,non è consentito
farla lavorare senza la quantità minima d’olio . La spia in plexiglas indica sempre il livello
giusto dell’olio dentro la macchina . (vedi foto pagina precedente)
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
AVVERTENZA: la macchina NON deve mai lavorare senza olio !!!!!
Durante il funzionamento quotidiano, ,c’è una piccola perdita olio ,che andrà a finire dentro
il bidone trasparente,collocato alla base della macchina . (vedi foto)
Occorre controllare la spia dell’olio ad intervalli regolari . Se il livello dell’olio NON SI TROVA
AL CENTRO DELLE 2 FRECCE ROSSE,occorre aggiungere dell’olio nel serbatoio attraverso il
tappo con la voce OIL, sopra la spia.Svitare tappo con arnese speciale (vedi pagina
precedente).
Molto importante: olio tipo CASTROL ALPHA SP68
Olio per la macchina da cucire deve avere una viscosità tipo CASTROL ALPHA SP68
Altri tipi olio consigliati : CASTROL-ALPHA SP68 o olio simile .
Vedi specificazioni dei fornitori .
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 9
Page 9

Tappo per
Togliere questo coperchio per
evacuare olio (vedi sotto)
VANDEWIELE
AVVERTENZA: Olio con una bassa viscosità impedira una lubrificazione corretta dei pezzi
interni e puo provocare un logorio esagerato degli articoli.Un ‘olio con alta viscosità,puo
provocare un otturamento dei tubicini per scolo dell’olio.Si crea anche una sostituzione
prematura degli articoli interni.
MOLTO IMPORTANTE: CAMBIARE OLIO UNA VOLTA PER MESE
Preferibilmente dopo molte ore di lavoro continuo .
A questo punto, olio sarà ancora caldo e quindi più fluido
Togliere la placca di chiusura sotto la macchina (vedi foto)
4~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Togliere questo tappo (vedi foto) sotto la macchina e fare scolare olio in una vaschetta..
evacuare olio
Avvitare il tappo e versare 1,5L olio nel serbatoio attraverso tappo con la voce OIL.Se l’olio
è molto sporco,si consiglia di togliere la placca di chiusura sotto la macchina e di pulirla per
bene.Sosituire la GUARNIZIONE BLU (25839J) e mettere la placca di chiusura sotto la
macchina.Mettere la macchina sul bancale e riempire il serbatoio con 1,5L olio.
AVVERTENZA:se la macchina è fornita con FILTRO PER OLIO ,occorrono 6 litri olio
.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 10
Page 10

VANDEWIELE
Capitolo 2: Infilatura
1. Tipi filati
• Filo per ago:
Diversi tipi filati sono idonei per la macchina.Queste qualità danno ottimi risultati:
Nylon poliamide titolo 30 o 40 :
Filo unico invisibile con titolo 750 denier. (0,3 mm diametro) o filo di cotone
mercerizzato,titolo 18.
• Filo per uncino (copertura):
Diversi tipi di filati sono idonei per la macchina. Queste qualità danno ottimi
risultati: filati in polipropilene o poliamide Nylon con titoli compresi tra 1800dtex e
5200dtex.Preferibilmente ,si consiglia di utilizzare filati con una forma a spirale.In
questo modo,il risultato sarà superiore dopo la cucitura. Infatti,il filato si allarga
per una buona copertura del tappeto. Altri filati (tipo lana,cotone,acrilico) danno
anche buoni risultati ..
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 11
Page 11

VANDEWIELE
2. Infilatura
Attenzione :prima dell’infilatura ,occorre sempre spegnere il motore !
a) Filo per ago
Vedi foto qui sotto (infilare filo per ago)
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 12
Page 12

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Mettere la rocca filato a terra.Mettere il filo nel primo buco.Dopo ,attraverso buco al
centro della parte superiore.
Passare il filo nel buco AVANTI,sotto il filo più grosso.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 13
Page 13

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Passare il filo nel buco sotto tubo metallico .Mettere il filo davanti all’apertura inferiore
sotto il tubo e inserire il filo nel tubo,con un soffio d’aria compressa.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 14
Page 14

VANDEWIELE
4~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Dal tubo metallico verso primo occhiello sulla destra.Dopo,sopra il blocco tensione.In
seguito ,in giù attraverso occhiello ed infine ,nel foro dell’ago.Mettere il filo sotto il piedino
premi stoffa e fare infilatura del filo di copertura .
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 15
da
Page 15

VANDEWIELE
b) Filo copertura
Vedi foto qui sotto. (infilatura filo per uncino-)
a. Filo copertura
1¶ Mettere la rocca a terra e mettere il filo nel passa-filo.
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
2¶ Mettere il filo nel terzo foro del passa-filo
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 16
Page 16

VANDEWIELE
3¶ Passare il filo nel buco inferiore,e dopo attraverso blocco tensione.Girare il
volante.Mettere l’ago nel suo punto morto in ALTO.Con l’infilino 25900,passare il filo
attraverso guida-filo vicino al blocco tensione.Verificare che il tira filo sia nella sua
posizione in alto o che l’ago sia anche in alto..
4¶ Girare il volante e mettere l’ago nel suo punto morto più basso.Foro dell’uncino
inferiore sarà adesso in fronte al tubo per infilatura.Con infilino 25900 inserire il filo
nel tubo infiltura e anche nel foro dell’uncino inferiore (vedi foto sopra)
Girare il volante e ripetere infilatura per consentire all’uncino superiore di portare il
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 17
Page 17

VANDEWIELE
filo grosso sopra la placca dell’ago.
Tirare una certa quantità filo e mettere il filo sotto il piedino premi stoffa.
5¶ Il filo di copertura e filo dell’ago sono sotto il piedino premi-stoffa. La macchina è
adesso pronta per la cucitura.
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 18
Page 18

VANDEWIELE
Capitolo 3: Formazione del punto
1. Filo per uncino
Si consiglia di non stringere più di quanto necessario,dischi di tensione A, B e G (FIG 2.1).
Nota:
Verificare che il filo dell’uncino sia sotto il tira filo D ( FIG. 2.1-3.2).Se non fosse cosi,si
possono ottenere punti falsi .Verificare che la macchina sia stata infilata come si deve (vedi
capitolo 2b).
FIG 3.1A: Punto corretto:giusto equilibrio tra filo dell’ago e filo per uncino.
FIG 3.1B: Tensione sul filo uncino troppo debole o tensione sul filo dell’ago forte
FIG 3.1C&D: Tensione sul filo uncino troppo forte o tensione filo ago debole
Se il tira filo D è regolato in modo giusto ,la lunghezza di filo ottenuta sarà sufficiente per
coprire completamente il bordo del tappeto. Se la lunghezza non è sufficiente (o se si devono
cucire tappeti con grande spessore),la tensione sul filo dell’ago e la tensione sul filo uncino
non sono più in equilibrio tra di loro.In questo caso, il filo dell’ago andrà a cucire fuori il
tappeto (FIG 3.1C).
Soluzione: regolare il tira filo D mettendolo leggermente nel senso C3 (FIG 3.5).
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Se la lunghezza di filo è troppo grande (o se si devono cucire tappeti con un piccolo
spessore) ,il filo dell ‘uncino non sarà teso abbastanza e non potrà coprire il bordo del
tappeto(FIG 3.1B).
Soluzione : regolare il tira filo D mettendolo leggermente nel senso C1 (FIG 3.5).
Se la macchina non è fornita con il dispositivo RFR (regolazione filo copertura (FIG 3.3),la
posizione del tira filo D puo essere regolata in questo modo :
Svitare la vite della leva I (FIG 3.2) e mettere il tira filo D nella posizione voluta(sia in
alto=meno filo ,sia in basso= più filo ).In seguito ,stringere la vite della leva I .
RFR regolazione filo di copertura,fornito con le macchine nuove dal 2004 in poi
Per regolare la quantità di filo:: svitare la vite J (FIG 3.3). Spostare la leva verso il simbolo
“+” per aumentare la quantità di filo o verso simbolo “-“ per ridurre la quantità.
Nota:per cucitura a 2 fili ,inserire il filo dell’uncino nell’occhiello C (FIG 3.2 e 3.3 )
Per una cucitura con l’aspetto a 3 fili (FIG 3.4),inserire il filo dell’uncino nell’occhiello H (FIG
3.2 e 3.3).In seguito,regolare la quantità di filo in per un punto uguale a FIG 3.4
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 19
Page 19

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
STITCH
A:
01<
C: NOT
ADJUSTMENT
LOOPER
01{
YARN
FIG 3
LOOPER
.1
B:
D.
NOT
NOT
YARN
OK
OK
D
C
H
FIG 3.2
FIG
3.3
FIG 3.4
I
MITATION 3-THREADSTITCH
FIG 3.4.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 20
Page 20

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
FIG 3.5
2. Regolazione della densità punti (per cm)
a. Macchine standard
• Svitare e togliere la vite per arrivare al d ado K (FIG 3.6).
• Girare il volante e mettere l’ago al suo punto morto più basso..
• Con la mano destra ,bloccare il volante in questa posizione e svitare di un mezzo
giro,nel senso anti orario,il dado K con una chiave da 10.
• Spostare il dado K in avanti o indietro ,per sia aumentare o ridurre la densità di
punti per cm (FIG 3.6).
• Stringere il dado K e mettere nuovamente la vite.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 21
Page 21

VANDEWIELE
•
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
STITCH
FIG
STITCH
STANDARD
ADJUSTMENT
0
3.6
ADJUSTEMENT
STITCH
WI
DTH
FIG
STITCH
WITH RPR
M
3.7
ADJUSTEMENT
L
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 22
Page 22

Tappa 1:
Tappa 2 :
M
Tappa 3 :
VANDEWIELE
•
b. Macchine con l’opzione regolazione esterna del punto (RPE/DK 2500)
L’opzione RPE (illustrata sulla FIG 3.7), si trova sul lato sinistro della macchina .
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Girare la vite
per aumentare
o ridurre la
quantità punti.
• Svitare le 2 viti L .
• Girare perno M nel senso anti orario .
• Girare la vite di regolazione N nel senso orario, per aumentare la densità.
Girare la vite di regolazione N nel senso anti orario, per ridurre la densità.
• Per ottimi risultati ,si consiglia di fare diverse prove di cucitura per valutare la
densità di punti per cm, cosi ricercata
Dopo aver valutato la densità,bloccare la vite di regolazione N in questa
•
posizione,girando il perno M,in modo que sia contro la vite regolazione N.
• Stringere leggermente le due viti L per mantenere la regolazione cosi ottenuta.
Svitare perno
svitare L
L’opzione RPE è stata concepita per ottenere sempre il migliore risultato con diverse qualità
e/o spessori di filati e/o tappeti ..
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 23
Page 23

VANDEWIELE
Capitolo 4: Regolazioni meccaniche sulla
macchina.
!! Avvertenza : disinnestare SEMPRE il motore per ogni regolazione meccanica !!
1. L’ago
Questa tabella da un’idea degli aghi disponibili .
Codice: Descrizione Idoneo per:
7713/230T Ago standard Tappeti semi-pesanti
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
7713-99/230T Ago punta quadra Tappeti per auto standard
7713-99/230TP Ago punta piatta Uso agevolato su tappeti auto
standard
7713-99/230TCP Ago dorato Uso agevolato per tappeti auto
pensanti o per robot
Per domande particolari,contattare nostro servizio tecnico al . tel.: ++32/2-216.31.40
a. Frequenza sostituzione ago
Sulle macchine DK2500,l’ago penetra nel tappeto circa 2800 volte al minuto per via del suo
movimento specifico da alto in basso.La forma originale sarà modificata dopo alcuni giorni
(la punta si logora ,ago diventa sottile e l’accecatura scomparisce).L’ago deve essere
sostituito per evitare falsi punti.Se la macchina lavora su base di 8ore/giorno,l’ago deve
essere sostituito dopo circa 40 ore . Allora ,l’ago avrà fatto oltre 6 milioni di movimenti nel
tappeto! A secondo la qualità del tappeto,si consiglia di sostituire l’ago, al minimo ,una volta
per settimana..
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 24
Page 24

VANDEWIELE
b. Sostituzione dell’ago
Durante la cucitura ,una quantità di polverse puo mettersi intorno al supporto per l’ago. E
necessario togliere questa polvere prima di sostituire l’ago…Nel caso contrario ,la polvere
potrebbe mettersi dentro il buco dell’ago. L’ago potrebbe essere inserito in modo scorretto
e dare punti falsi. A sua volta,il movimento dell’ago potrebbe essere ugualmente
modificato e causare logorio delle parti interne della macchina ..
Tappe per la sostituzione dell’ago:
• Svitare la vite H (FIG 4.1) e togliere l’ago usato.
• Togliere la polvere intorno al supporto dell’ago.
• Inserire un nuovo ago.Spingere l’ago nel suo buco fino in fondo..
• Verificare che l’accecatura dell’ago sia nella parte anteriore. Inoltre,il lato
• Stringere la vite H.
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
piatto dietro l’ago, deve essere parallello al latto piatto dell’uncino inferiore S
(FIG 4.2).A tale scopo, girare il volante fino a quando l‘uncino inferior e l’ago
si incrociano.
• Controllare la posizione dell’ago come descritto nella foto FIG 4.1c .
N
EEDLE
PLAC[
REPLACEMENT & ADJUSTMENT
H[(Ol(8AR Ill HI
L
GH(SI
POSI IIOH
.
D
R
FIG
4.1
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 25
Page 25

VANDEWIELE
c. Posizione dell’ago (altezza)
Quando l’ago si trova al suo punto morto più alto,la distanza tra la punta dell’ago e la placca dell’ago
deve essere uguale a 23 mm (FIG 4.1).
Regolazione dell’altezza:
• Svitare per primo la vite H tenendo l’ago con la mano (FIG 4.1).
• Spostare l’ago contro la vite F.
• Per regolare la vite F, bisogna per primo svitare la vite G.
• Con la vite F, aumentare o ridurre l’altezza dell’ago (ne sesno orario o anti
• Stringere la vite G nonché la vite H
!! Riservato unicamente a meccanici molto specializzati !!
d. Sostituzione della barra ago e regolazione dell’altezza
Sostituzione della barra ago
• Svitare la vite A e togliere la barra ago usata B (FIG 4.1) dal supporto C.
• Svitare la vite X e togliere il porta ago W.
• Mettere il porta ago W sulla nuova barra dell’ago e fissarla,stringendo la vite
• Inserire un nuovo ago nel porta ago W.
• L’ago e la barra dell’ago devono essere parallelli tra di loro.Se non fosse cosi
• Inserire la nuova barra dell’ago dentro il supporto C e stringere leggermente
• Girare il volante per mettere l’ago al suo punto morto più alto.
• In questa posizione ,la distanza tra la punta dell’ago e la placca d’ago (25558)
Regolazione dell’altezza
• Svitare la vite A in FIG 4.1. In questo modo ,la barra dell’ago B potrà essere
• Nel punto morto più alto, l’altezza dell’ago puo essere regolata a 23 mm.
• Stringere la vite A.
• Girare il volante e verificare che l’ago,nel suo movimento di andirivieni,sia
~~TITAN
orario).
X.
,sostituire il vecchio porta ago W con un nuovo.
la vite A.
deve essere uguale a 23mm (FIG 4.1).
regolata dentro il supporto C perché totalmente libera (FIG 4.1).
esattamente al centro della placca dell’ago. (FIG 4.1 Dettagli).
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 26
Page 26

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
NEEDLE
rLAl
SID
E NE
Wllll L
REPLACE
H
EDLE
OY/ER
s
PARALL
LOOP£R
------
FIG
EL
4.2
M
ENT
& AD
JU
---
------
ST
MENT
w
i
ii
i
!!
!!
SH DUAi L A
s
FIG
4.3
~~
DUA
IL A
SCA
LE 3/1
LOWEST
or N
[EO
POS
L[
ITI
POINT
ON
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 27
Page 27

VANDEWIELE
Regolazione del filo dell’ago per ottenere un punto corretto
Per ottenere un punto corretto,bisogna verificare la posizione dell’ago rispetto
all’uncino S.
• Girare il volante e mettere l’ago al suo punto morto più basso
• Girare leggermente il volante e spostare l’ago per 1,2mm in alto (FIG 4.3).
• In questa posizione ,la punta dell’uncino inferiore deve incrociare
~~TITAN
l’ago,dall’indietro .Vedi FIG 4.3 + Dettagli A.
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 28
Page 28

VANDEWIELE
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
UPPER
LOOPER
ADJUSTMENT
5mm
T
FIG
•
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 29
4.4
Page 29

VANDEWIELE
2. Uncino superiore
a. Tappe preliminari
Per sostituire l’uncino superiore ,occorre togliere la parte superiore della macchina ,cosi::
• Svitare le due viti 25833V e togliere la placca protezione (25833).
• Ridurre la pressione sul piedino premi stoffa.
• Svitare le due viti 25556V e togliere l’ago (7713/230T).
• Svitare le due viti 25558V e togliere la placca ago (25558).
• Svitare la vite 25804VL e togliere supporto tubo per infilare il filo (25804).
• Svitare la vite 25655V e togliere il coltello inferiore (25655).
• Svitare la vite 25744V e togliere la griffa (25744).
• Svitare le due viti 25700V e togliere uncino superiore (25705).
b. Sostituzione dell’uncino superiore
• Girare il volante e spostare uncino inferiore fino al suo punto morto più basso
• Svitare queste viti e sostituire uncino superiore usato con uno nuovo
• Stringere le viti T.
• Girare il volante e mettere uncino superiore al suo punto morto più alto..
• In questa posizione ,la punta dell’uncino superiore deve trovarsi a 5mm
~~TITAN
per potere arrivare fino alle viti T (FIG 4.4).
(25705).
all’indietro della punta dell’ago ,vedi FIG 4.4.
Nel caso contrario ,regolare la posizione con l’aiuto delle viti T FIG 4.4.
BARATTO
FINISHING
CORNELY
MACHINES
c. Regolazione dell’uncino superiore
Alla consegna ,le macchine sono regolate per cucire tappeti con filati di qualità normale ..Secondo il
tipo di filato,occorre adattare la posizione dell’uncino superiore al titolo del filato (più fine o più
grosso).Procedere in questo modo Svitare le viti T ( FIG 4.4) e girare il volante per mettere l’uncino
superiore nel suo punto morto più alto.
Se il filato è grosso,spostare la punta dell’uncino superiore leggermente a sinistra (0,5mm
max) per avere una distanza uguale a 5,5mm tra la punta dell’uncino superiore e la punta
dell’ago.
Se il filato è fine , spostare la punta del gancio superiore leggermente a destra (0,5mm
max) per avere una distanza uguale a 4,5mm tra la punta dell’uncino superiore e la punta
dell’ago.
NB: Dopo ogni modifica sul’uncino superiore ,occorre controllare questi punti,con il
volante.Quando uncino superiore V e uncino inferiore S si incrociano al punto morto più
alto dell’uncino superiore, la punta di questo uncino V deve trovarsi al centro
dell’accecatura nell’uncino inferiore S. .Nel suo movimento in alto, la punta dell’uncino
superiore V non deve toccare né uncino inferiore S né l’ago.Nel caso contrario ,occorre
fare queste regolazioni
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 30
Page 30

VANDEWIELE
LO
W
ER
0
LOOPER
ADJUST
~~TITAN
MENT
BARATTO
FINISHING
CORNELY
MACHINES
u
M
0
N
FIG
4.5
II
POINT OF
V IN MI
LOW
V
UPPER LOOPER
DDLE
OF CUT
ER L
OOPER S II
OUT
IN
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 31
Page 31

VANDEWIELE
.
!! Riservato unicamente a meccanici specializzati !!
Quando uncino superiore si trova al suo punto morto più basso, verificare che la punta
dell’uncino si allineata rispetto al centro della vite (25557V) utilizzata per bloccare la
bronzina della barra ago (FIG. 4.3).
Nel caso contrario, svitare le due viti 25698VL (vedi lista ricambi:movimento dell’uncino
superiore ) e mettere uncino superiore al posto giusto (come indicato al punto (FIG 4.2b).
Girare il volante ,mettere uncino superiore al suo punto morto più alto e veificare che la
punta dell’uncino abbia uno spostamento di circa 5mm rispetto alla punta dell’ago (FIG
4.5).
Se non fosse cosi ,svitare le due viti 25698VL e mettere uncino superiore al posto
giusto,come descritto al paragrafo precendete (sostituzione uncino superiore-)
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 32
Page 32

VANDEWIELE
LO
W
ER
~~TITAN
LOOPER
ADJ
BARATTO
FINISHING
U
ST
M
CORNELY
MACHINES
ENT
u
M
0
0
N
FIG 4.5
II POINT
V
IN
MIDDLE OF
LOW
w
V
OF UPP
ER LOOP
ER
LOOP
CUTOUT
ER S II
ER
IN
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 33
Page 33

VANDEWIELE
3. Uncino inferiore
a. Tappe preliminari
Per arrivare all’uncino inferiore, procedere in questo modo :
• Vedi FIG 2.1 ‘Schema per infilatura’, e individuare il tappo con la voce OIL
• Svitare e togliere il tappo . In questo modo si vede uncino inferiore .
b. Sostituzione dell’uncino inferiore
• Con una chiave da 6,bloccare la base W (FIG 4.5) dell’uncino inferior e
• Svitare leggermente uncino inferiore logorato e ritirarlo.
• Inserire uno uncino nuovo.
N.B.: Prima di inserire uno uncino nuovo, verificare la sua posizione rispetto
all’accecatura,dietro l’ago(FIG 4.2-4.3-4.5). Procedere in questo modo.
~~TITAN
svitare il dado K per ½ giro (MAXIMUM) con una chiave da 10
BARATTO
FINISHING
CORNELY
MACHINES
Girare il volante e verificare che lati piatti dei due ricambi (cioè uncino e ago) siano
parallelli tra di loro,quando uncino inferiore passa dietro l’ago.Questi 2 articoli non possono
toccarsi in nessun caso Se questi sono perfettamente parallelli,come indicato alla FIG 4.2,
bloccare uncino S con una chiave da 6 e stringere il dado K (FIG 4.5) di mezzo giro con
una chiave da 10.
!! Istruzioni riservate a meccanici specializzati !!
c. Regolazione dell’uncino superiore rispetto all’uncino inferiore
Prima di ogni regolazione ,leggere le tappe descritte nei paragrafi precedenti.
Quando uncino superiore inizia il suo movimento in alto e uncino inferior il suo
spostamento verso il punto morto più alto,la punta dell’uncino superiore V deve passare
esattamente al centro dell’accecatura presente sull’uncino inferiore S.,come dalla FIG 4.5.
Quindi,quando questi 2 articoli si incrociano, la punta dell’uncino superiore V deve passare
al centro dell’accecatura presente sull’uncino inferiore S.
Se non fosse cosi,verificare la posizione dell’uncino inferiore dentro la macchina ,in
questo modo .
• Svitare la vite R, per spostare la leva M intorno all’asse (Fig. 4.1).
• Girare il volante e verificare che la punta dell’uncino superiore sia
esattamente al centro dell’accecatura presente sull’uncino inferiore,quando
entrambi gli articoli si incrociano.
• Se necessario, regolare la posizione della leva M.
• Stringere la vite R per mantenere la posizione della leva M
d. Regolazione della distanza tra l’ago e uncino inferiore
Prima di ogni regolazione , leggere le tappe descritte nei paragrafi precedenti.
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 34
Page 34

VANDEWIELE
Girare il volante e mettere la punta dell’uncino inferiore S dietro l’ago.Verificare che la
distanza tra l’ago e l’uncino inferiore sia compresa entro 0.2mm e 0.3mm (FIG 4.2).
(Misure valide per macchine fornite con ago standard ,spessore 230.Per altri tipi aghi
contattare nostro servizio tecnico al numero ++32/2.216.31.40).
Se la distanza è inferiore a 0.2mm o superiore a 0.3mm, procedere in questo modo:
• Svitare la vite Q FIG 4.5.
• Spostare articolo N con la mano sia in avanti o indietro per avere una distanza
Girare il volante lentamente e verificare che la distanza tra la punta dell’uncino superiore V
e il lato piatto dell’accecatura ,dietro l’uncino inferiore S sia uguale a 1mm (FIG 4.5).
Se non fosse cosi ,occorre verificare la distanza in questo modo :.
Svitare la vite U (FIG 4.5) per 1/4 di giro al massimo , per potere spostare articolo L sul suo
supporto M. Spostare leggermente articolo L sia in avanti o indietro e verificare che la
distanza tra la punta dell’ uncino superiore e la parte indietro dell’uncino inferiore sia
compresa entro 1 e 2 mm (FIG 4.5). In seguito ,stringere la vite U.
~~TITAN
tra l’ago e l’uncino inferiore ,compresa entro 0.2mm e 0.3mm (FIG 4.2).
BARATTO
FINISHING
CORNELY
MACHINES
N.B.: dopo ogni intervento,occorre controllare la posizione tra la punta dell’uncino
superiore e la parte indietro dell’ago.Se necessario, fare le regolazioni come descritto nei
paragrafi precedent. Dopo avere eseguito tutte le regolazioni,girare il volante e verificare
la posizione dell’uncino superiore rispetto all’uncino inferiore.Aggiustare se necessario. Non
dimenticare di verificare tutte le posizioni per consentire agli 3 articoli (cioè ago,uncino
superiore e uncino inferiore) di spostarsi tra di loro in modo giusto .
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 35
Page 35

Collegare arrivo aria
con il compressore ,con
Questa valvola serve
per regolare la
VANDEWIELE
4. Piedino premistoffa
Per una cucitura perfetta , bisogna regolare la pressione sul piedino premistoffa.
Se la pressione è debole,il trascinamento del tappeto non sarà regolare .Si puo avere un
logorio anticipato della griffa ,nonché la formazione di punti falsi . Se si devono bordare
tappeti foderati con gomma (tipo spugna), questo rivestimento puo essere danneggiato..
Se la pressione è giusta ,le tracce lasciate dalla griffa sul rivestimento del tappeto sono
appena visibili..
Se la pressione è troppo forte, la griffa si puo rompere !
La pressione puo essere regolata con l’aiuto delle valvole FESTO sotto il tavolo.
4~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
tubi da 8 mm.
PressioneMAX aria 6
bar
pressione.Spingere il
bottone nero in alto e
girare per ottenere la
pressione giusta.
AVVERTENZA:
pressione MAX 2 BAR
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 36
Page 36

VANDEWIELE
Questa tabella ,è l’elenco dei diversi piedini disponibili
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Codice
25583 Piedino premistoffa standard
25280 Per tappeti auto,macchina tipo DK 2500Ag
30583K Per tappeti auto molto robusti
Indicato per …
/
.,
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 37
Page 37

VANDEWIELE
5. Griffa
La bordatura dei tappeti provoca la formazione di polvere .Questa polvere puo accumularsi
sulle punte ‘’denti” della griffa ,durante il movimento di andiriviene. Per evitare una
grande quantità di polvere sulle punte ,si consiglia de eliminarla ogni giorno, con aria
compressa soffiata tra le punte. Ripetere questa operazione ogni 2 settimane per togliere la
polvere sotto la placca dell’ago. Nel caso contrario , la polvere puo mescolarsi con l’olio
dentro la macchina . Questo miscuglio nero abrasivo,composto di olio e polvere,puo
danneggiare in modo molto grave ,l’intero meccanismo della macchina (cuscinetti).
Lista delle griffe disponibili :
Codice Indicata per …
25744 Standard, tappeti qualità media
~~TITAN
BARATTO
A
FINISHING
CORNELY
MACHINES
25744KP Con punte sottili per tessuti leggeri
25744CAR Per tessuti pesanti e densi
25744KP
CAR
Per tessuti pesanti,con punte a
struttura piramidale
Per tappeti auto
A
A
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 38
Page 38

Codice
Indicato per…
25560H-AHC
Tappeti auto SENZA NASTRINO
25364-AHC
Tappeti auto pesanti con nastrino
30560GR-AHC
Tappeti auto con nastrino
VANDEWIELE
6. Guida catenella
Per una bordatura perfetta ,occorre adeguare la guida catenella giusta allo spessore del
tappeto.
Ecco lista delle guide disponibili :
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
7. Dito intercambiabile (placchetta)
Ilustrazione:placchetta standard 25558AS
La placchetta va scelta in base a 3 parametri diversi , cioè :
• Spessore (titolo) del filato
• Spessore dell’ago
• Larghezza del punto
Per più ampie informazioni,contattare nostro servizio tecnico telefono : +32-2-216.31.40
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 39
Page 39

VANDEWIELE
CAPITOLO 5 : MANUTENZIONE
MANUTENZA :PER UNA PIU GRANDE LONGEVITA DELLA VOSTRA MACCHINA TITAN
INTERVENTO QUOTIDIANO (OGNI 8ORE )
INTERVENTO SETTIMANALE (OGNI 40 ORE)
~~TITAN
• Pulire la macchina ogni giorno, eliminando la polvere con aria compressa!
• Sostituire l’ago ogni 40 ore .
• Prima di sostituire l’ago,togliere la polvere accumulata dentro il porta ago .
• Una volta per settimana,togliere la polvere accumulata sulla griffa e sotto
la placca dell’ago !
BARATTO
FINISHING
CORNELY
MACHINES
• Verificare il livello dell’olio ogni settimana e aggiungere dell’olio ,se
necessario .
INTERVENTO MENSILE (OGNI 200 ORE)
• Cambiare completamente l’olio al meno,una volta al mese .TIPO: 15W30
• Verificare e eventualmente sosituire con dei nuovi,ricambi che sono logorati
come ad esempio uncino,coltello ,guida per ago ,guida catenella..!
INTERVENTO ANNUALE
• Verificare che ricambi siano bene al loro posto,che non ci sia del gioco tra
uncino inferior e/o superiore ,sulla barra dell’ago,le coltelle o altri
ricambi.Aprire la macchina e sostituire ricambi usati come cuscinetti o altri
articoli .
• Se non avete un buon meccanico,potete spedire la macchina solo testa alla
VANDEWIELE per manutenzione e riparazione.Potete anche rivolgervi al
nostro servizio tecnico sia per TEL +32-2-216.31.40 o email alla casella
elettronica : info@titansew.com
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 40
Page 40

VANDEWIELE
Capitolo 6 : PARAMETRI MOTORE EFKA
AVVERTENZA
Il control box è programmato in fabbrica con una chiave della TITAN. ma desiderate
cambiare alcuni parametri.In questa caso ,occorre cancellare parametri nella chiave
,cambiando il parametro 399 cFP.
Per attivare questo parametro ,bisogna procedere in questo modo :
1. Digitare Codice 3112
2. Andare sul parametro 399 e premere il tasto ENTER
3. Premere sulla freccia e digitare di nuovo il CODE 3112
4. Premere 2 volte (2)il tasto P
5. Spegnere (Off) e aspettare qualche secondo
6. Accendere (On.)
PARAMETRI MOTORE ELETTRONICO EFKA :DC 1500/1550 SERIE
USARE QUESTI PARAMETRI SOLTANTO PER LE MACCHINE BORDATRICI DK2500!!
- SPEGNERE (OFF)
- ACCENDERE (ON) E PREMERE TASTO P
- PREMERE TASTO>>
- DIGITARE CODICE CONTROLLO NUMERO 3112
- PREMERE TASTO E
- PARAMETRO .2.0.0. APPARIRA SULLO SCHERMO
- PREMERE TASTO >> E CAMBIARE PARAMETROD .2.0.0. IN .1.1.1.
- PREMERE TASTO E
- REGISTRARE VALORE 2800 DIGITANDO TASTO + O –
- PREMERE TASTO E
- PARAMETRO .1.1.2. APPARIRA SULLO SCHERMO
- PREMERE TASTO >> E CAMBIARE PARAMETRO .1.1.2. IN .1.1.9.
- PREMERE TASTO E
- REGISTRARE IL VALORE SU 3 CON TASTO + O –
- PREMERE TASTO E
- PARAMETRO .1.2.1. APPARIRA SULLO SCHERMO
- PREMERE TASTO >> E CAMBIARE PARAMETRO .1.2.1. IN .1.5.3.
- PREMERE TASTO E
- REGISTRARE IL VALORE SU 15 CON TASTO + O –
- PREMERE TASTO E
- PARAMETRO .1.5.5. APPARIRA SULLO SCHERMO
- PREMERE TASTO >> E CAMBIARE PARAMETRO .1.5.5. IN .5.0.0.
- PREMERE TASTO E
- SIR- APPARIRA SULLO SCHERMO
~~TITAN
BARATTO
FINISHING
PARAMETRI PER MOTORE ELETTRONICO EFKA
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 41
Page 41

VANDEWIELE
- PREMERE TASTO >>
- PARAMETRO .2.9.0. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E REGISTRARE IL VALORE 05CON TASTO + O –
- PREMERE TASTO E
- PARAMETRO .1.6.1. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E REGISTRARE IL VALORE 0 CON TASTO + O –
- PRMERE TASTO E
- PARAMETRO .2.7.2. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E REGISTRARE IL VALORE 0739 CON TASTO + O –
- PREMERE TASTO E
- PARAMETRO .2.7.0. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E REGISTRARE IL VALORE 3 CON TASTO + O –
- PREMERE TASTO E
- PARAMETRO .4.5.1. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E GIRARE IL VOLANTE NEL SENSO ORARIO PER METTERE
- AGO AL SUO PUNTO MORTO PIU BASSO
- PREMERE TASTO E
- PARAMETRO .4.5.3. APPARIRA SULLO SCHERMO
- PREMERE TASTO E E GIRARE IL VOLANTENEL SENSO ORARIO PER
- METTERE AGO AL SUO PUNTO MORTO PIU ALTO
- PREMERE TASTO E
- PARAMETRO .2.9.0. APPARIRA SULLO SCHERMO
- PREMERE DUE VOLTE SUL TASTO P
- ATTIVARE LA MACCHINA PER UNO (1) SECONDO
- SPEGNERE OFF
- ACCENDERE ON
~~TITAN
BARATTO
FINISHING
CORNELY
MACHINES
Instruction Manual TITAN DK 2500AHC English – Version 1 Page 42
 Loading...
Loading...