

Page 1

Copyright 2005
GOLD PROBE
Release A
07/01/2005
INSTRUCTION MANUAL
M4501
SSiSUPER SYSTEMS INC.
7205 Edington Drive • Cincinnati, Ohio 45249 1-513-772-0060 • 1-800-666-4330 •
FAX 1-513-772-9466
Page 2

GOLD PROBE MANUAL
Table Of Contents
♦ Introduction .................. 1
♦ Specifications ............... 1
♦ Characteristics .............. 2
♦ Operating Theory .......... 3
♦ Installation .................... 4
♦ Maintenance .................. 5
♦ Troubleshooting ............ 7
♦ Control Systems ............ 8
♦ Warranty ..................... 10
Page 3

GOLD PROBE MANUAL
INTRODUCTION
Thank you for selecting the Gold Probe™ for your atmosphere control application.
The Gold Probe™ represents “state of the art” in carbon sensor technology. It has been
designed for use in carbon control systems as applied to both carbon control in
atmosphere furnaces and dew point in endothermic generators.
The Gold Probe™, with its unique measuring electrode construction, is the product of a
team of design and application engineers, each with over twenty years of atmosphere
control experience. The SSi engineering team has long recognized that the sensor is the
most critical component in the atmosphere control system and has traditionally been the
weakest link. Now, reliability, repeatability and accuracy are assured with the inclusion
of the Gold Probe™ in your control system.
SPECIFICATIONS
♦ Useful %C Range- .01 to 1.6%
♦ Temperature Range- 1200°F to 2000°F
(649°C to 1093°C)
♦ Stability- within +/- 1 mVDC
♦ Impedance- less than 10 kohms @ 1700°F
(927°C)
♦ Useful output- 0 to 1250 mVDC
♦ Length- 21 1/2", 25 3/4", 35"
(546mm, 654mm, 889mm)
♦ Weight- 3.7, 4.0, 5.8 lbs
♦ Insertion- 14.3", 18.6”, 20”or 27.8"
(363mm, 472mm, 508mm,or
706mm)
♦ Mounting- 1" (25.4mm) NPT
♦ Sheath dia.- 0.84" (1/2" pipe)
(21mm, 13mm pipe)
1
Page 4
GOLD PROBE MANUAL
CHARACTERISTICS
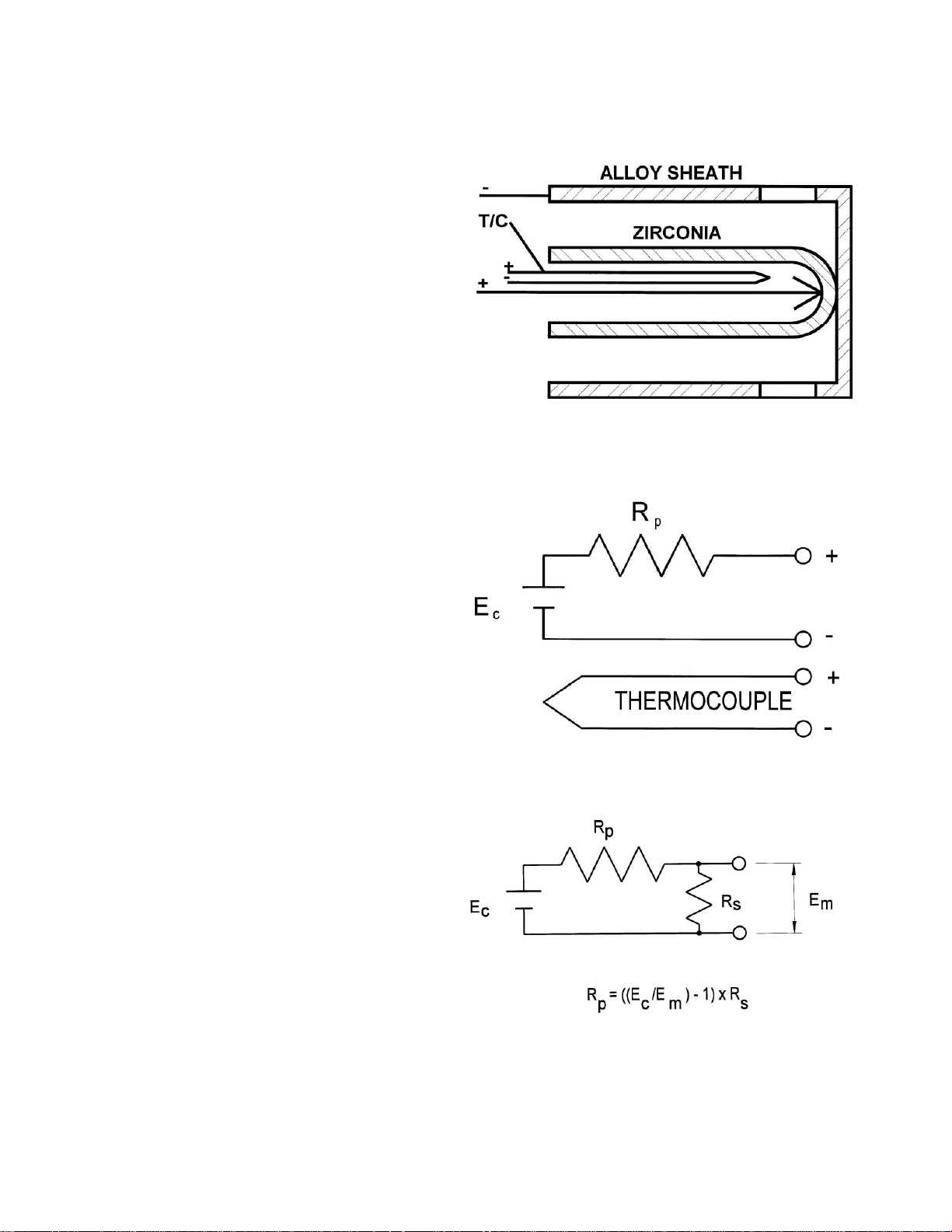
The typical zirconia carbon sensor consists of a
closed end tube with the sensing portion at the tip.
The entire tube may be zirconia or there may be a
slug of zirconia cemented in the tip. Fig.1
illustrates the Gold Probe™ design with details
omitted for clarity. The tip of the tube is spring
loaded into contact with the sheath, which also
serves as the outer electrode. The inner electrode
is spring loaded into contact with the inner
zirconia surface. A thermocouple is positioned
close to the inner electrode surface and reference
air bathes the sensing surface.
FIG. 1
To the instrument technician, the probe looks like
a battery (see Fig.2.) It displays a voltage, Ec, from
which the carbon potential can be calculated. The
probe thermocouple is shown next to the sensing
electrode.
The value of the internal resistance can be
measured, as shown in Fig. 3, by putting a shunt
resistor across the probe, measuring the resultant
voltage, Em and carrying out the simple calculation
shown.
FIG. 2
FIG. 3
2
Page 5

BASIC OPERATING THEORY
Carbon potential of a conventional furnace
atmosphere is defined as the %C achieved in a
coupon of carbon steel shim stock equilibrated in
the furnace atmosphere. Unfortunately,
equilibration time is long, so it is impossible to
continuously control the atmosphere on the basis
of shim stock measurements. A zirconia sensor,
however, can be used to measure and control the
carbon potential precisely, and on a continuous
basis.
Strictly speaking, the zirconia probe is not
sensing carbon at all. It is an oxygen sensor with
a mVDC output described by Equation (1).
Fortunately, an empirical (experimental)
relationship exists between oxygen concentration
and carbon potential, and this relationship has
been used in carbon control instruments since the
early ‘70’s. The equation used by most control
manufacturers today is illustrated by Equation
(2), which states that there are only three
variables affecting the measured millivoltage.
Because the actual equation used is somewhat
complex, it is not reproduced here. A full
description of probe theory will be found in SSi
technical bulletin T4401 (Zirconia Sensor
Theory).
GOLD PROBE MANUAL
ZIRCONIA O2 RESPONSE
Ec = 0.0276TR log (Pf /Pa) millivolts (1)
Zr PROBE ALGORITHM
%C= ( EC , %CO, TR) mVDC (2)
Where: means ‘is a function of’
%C is the carbon potential
%CO is carbon monoxide percentage
TR is the absolute temperature in degrees
Rankine (deg. F + 460).
All competitive probes will invariably agree
within one or two millivolts when exposed to the
same atmosphere under equilibrium conditions.
Differences in values listed by probe vendors
relate to differences in manufacturers’ source
data, but the true value of the zirconia probe is its
repeatability.
and E
is the probe output in millivolts.
C
3
Page 6
GOLD PROBE MANUAL
INSTALLATION
If your new probe is to be installed in an existing
probe entry, be advised that your warranty
requires that the probe should extend no more
than 4" (101mm) into the furnace chamber. This
is because, at operating temperatures, the sheath
can sag enough to cause breakage of the zirconiasensing element.
For new installations, an entry fitting must be
provided at the furnace wall to permit the probe
to extend from 2" to 4" (51mm to 101mm) into
the furnace chamber. Listed here are several
conditions that should be considered when
choosing a location for the entry fitting. Most of
these conditions allow for some compromise, and
represent, at best, recommendations.
A variety of fittings have been used to provide
the 1" (25.4mm) NPT entry. The simplest is the 1
1/2" (38mm) coupling, as shown in Fig. 4.
NOTE:
Your Gold Probe™ has been thoroughly
tested in our controlled atmosphere furnace.
Therefore, the sheath shows evidence of
thermal discoloration.
ENTRY FITTING LOCATION
♦ In top third of work zone......
♦ Close to control thermocouple......
♦ Distant from radiant tubes......
♦ Away from carrier gas entry......
♦ Clear of work baskets......
The furnace is prepared by drilling a 1 1/2"
(38mm) diameter hole through the wall and the
insulation. The hole must be at right angles to the
wall to avoid interference with probe insertion.
The fitting is then welded or screwed to the wall
to provide a gas-tight entry.
Your Gold Probe™ has been shipped with an o-
ring compression fitting which allows you to
adjust the insertion. Manual tightening of the cap
is adequate for side mounting. A wrench should
be used for vertical mounting to assure probe will
not move. When installing in a hot furnace, insert
the first four inches directly, then at a rate of 2"
(51mm) per minute in order to avoid thermal
shock fracture.
4
WARNING
Zirconia is thermal shock sensitive. Insert
into hot furnace no faster than 2" (51mm)
per minute (after first 4 inches or 101
millimeters).
Page 7

INSTALLATION (CONT’D)
If you already have a control system for your
carbon sensor, you have been provided with a
reference air supply and perhaps a probe
conditioning system as well (see Fig. 6). It is
important to emphasize that the reference air be
clean and dry. Any combustibles or moisture in
the reference air will cause the sensor to read low,
resulting in over-carburization. Avoid the use of
lubricated plant compressed air. Air connection at
the sensor should be silicone rubber tubing to
avoid problems related to the high temperatures
normally encountered at the sensor connection
block.
Your final installation should look similar to that
of Fig. 4.
GOLD PROBE MANUAL
Fig. 4
MAINTENANCE
Furnace conditioning: The destructive effect of
carbon and temperature at high levels is conceded
by manufacturers who normally instruct in the art
of “gentle burnout”. SSi engineers have
developed an even gentler routine that shortens or
eliminates the time required to “season” the
furnace after a burnout has been completed. The
recommended routine for burnout is to set the
temperature to 1500°F (815°C), discontinue the
carrier gas, and start to add air at a rate that will
not cause a large increase in temperature. A flow
rate of about 10% of the normal flow of carrier
gas has been found adequate. Eventually, the
Gold Probe™ output will fall to 200 mV. At this
point, discontinue the air and observe the probe
output. If the output rises above 250 millivolts in
less than 15 minutes, turn the air on and repeat
the routine until the mV level remains below 250
for more than 15 minutes. Burnoff is complete.
See Fig.5.
600
500
400
Ec
millivolts
300
250
200
100
VALVE OPEN
VALVE CLOSED
TYPICAL FURNACE BURNOUT
BURNO UT COMPLETE
TIME
Fig. 5
15 MIN
5
Page 8

GOLD PROBE MANUAL
Maintenance (con’t)
The reason this technique is superior is that the
carbon retained in the pores of the refractory is
what constitutes “seasoning”. Complete burnout,
however gentle, removes this carbon and requires
that it be added during a Monday morning startup seasoning routine, in order to achieve
operating levels.
Probe conditioning: While periodic furnace
burnout is desirable, the process by which solid
carbon or ‘soot’ is deposited continues in the
probe, and must be remedied more frequently to
keep the probe in peak operating condition. SSi
technical staff has pioneered in techniques to
achieve this. Soot deposition occurs in two
critical locations; the annular space between the
sheath and the measuring surface and at the
measuring junction between the zirconia and the
contact point with the sheath, which is the
measuring electrode. The probe is burnt out by
the flowing air into this space through the burnout
fitting provided. The flow of air must be set at a
rate that allows a temperature rise of no more
than 100 degrees Farenheit (38 degrees Celsius).
If possible the flow should be set high enough to
overcome the effect of the work chamber fan and
drop the output voltage well below 800 MV,
preferably < 200 MV. Conducting this process for
a 90 second period before or after each batch, or
every six to twelve hours in a continuous furnace,
will provide adequate conditioning in most cases.
See Fig. 6.
TYPICAL PROBE BURNOUT SYSTEM
Fig. 6
6
Page 9

TROUBLE SHOOTING
GOLD PROBE MANUAL
When trouble arises with a furnace control
system, it is important to establish where the
problem is located; the probe, signal
transmission lines, the control instrument, or
the furnace itself. Several simple tests can help
to isolate the problem quickly. It is most
important to first understand the nature of the
fault. Aside from erratic behavior like cycling,
or failure to stabilize at the set point, the most
common symptom is non-conformity of the
work pieces to quality assurance
specifications.
To evaluate most faults, the recommended
tools are:
1. a good 3 ½ digit millivolt meter with at
least 10 megΩ input impedance and 0
to 1999 mV range,
2. a temperature calibrator and,
3. a simulator to output 0 to 1300
millivolts at less than 50 megohms
output impedance.
Probe troubleshooting: In order to establish
the source of problems in your installation,
first resist the temptation to remove the Gold
Probe from the furnace. All of the following
meaningful questions must be answered while
your Gold Probe (or any other carbon sensor)
is in the furnace, at temperature, and exposed
to a normal atmosphere under manual control:
1. Does an Alnor dew point reading (or
shim stock analysis) verify the indicated
value from the probe? If there is reasonable
correlation, the problem is NOT the probe.
2. Are the connections from the T/C
extension wire and sensor cable clean and
firmly attached at the correct probe and
control instrument terminals? Note that the
shield wire in the sensor cable should be
connected to ground at the control
instrument end only!
SYMPTOM POSSIBLE CAUSE
High % C ♦Low reading due to:
• High probe resistance
• Cracked zirconia
• Dirty reference air
• Faulty cable insulation
• Instrument calib./ calc.
• Air leak to burnoff fitting
• Furnace air leak at probe
♦Oily parts or sooted furnace
♦Wrong recipe time/temp
Low % C ♦High Reading due to
• Probe plugged with soot
• Instrument calib./calc.
♦Wrong recipe time/ temp
Erratic ♦Faulty signal due to
• Bad sensor connections
• Electrical noise source
• Radiant tube leak
• Bad Endo
• Mixing valve setting
• Instrument setting
Sooted fce ♦Endo not cracked (temp too
Low in generator or
Catalyst inactive)
3. Is the control instrument CO or H2 factor set to
the appropriate value? This “factor” is referred
to by various manufacturers as Zone Factor,
Process Factor, Gas, Furnace Factor, CO
Factor, Calibration Factor, etc. This factor may
require adjustment in order to make the
calculated %C or dew point agree with other
measurements.
4. Do the actual Gold Probe temperature and O
mV signal, as measure by the temperature
calibrator, and digital voltmeter, agree with the
displayed values on the control instrument? If
not, and instrument calibration problem is
likely.
2
7
Page 10

GOLD PROBE MANUAL
TROUBLESHOOTING (cont’d)
5. Is the probe impedance less than 50
kilohms at temperatures above 1550ºF
(843°C)? Conduct the test shown in Fig. 3
using a shunt resistor greater than 50
kilohms. Measure the voltage E
before
C
shunting, then EM with the shunt in place.
Calculate RP. If it exceeds 50 kilohms,
proceed to step 8, below.
6. How quickly does the probe react to a
change in O2 concentration? Read the
probe millivolts with the controller or the
digital meter. Short the probe for 5
seconds, remove the short and measure the
time required to return to within 1% of the
original reading. If it exceeds 30 seconds,
proceed to step 8, below.
7. Is there a leak in the zirconia substrate? To
test this property, turn off the reference air
for one minute. Measure the probe mV as
indicated by the controller or a digital
voltmeter. Turn the air back on and
measure the mV again. If there is a
difference greater than 25 mV, replace the
probe.
8. If probe resistance or response times are
questionable as indicated in steps 5 and 6, we
recommend that the probe be burned off.
Introduce 10 to 15 CFH of air to the burnoff
fitting for about 90 to 120 seconds, and then
repeat the tests. Should problems persist, it
may be necessary to conduct a thorough
furnace burnout so that all potentially
contributing contamination is removed from
all parts of the furnace, including the Gold
Probe. Burning off the probe will not harm
this product provided the probe temperature
does not exceed 2000ºF (1093°C) during the
burnoff procedure.
9. Should it be necessary to remove your Gold
Probe from a hot furnace, do so carefully.
UNDER NO CIRCUMSTANCES should
it be removed faster than 2" (51mm) per
minute.
10. Failing resolution of your atmosphere control
problems our technical support staff is
available Mon. - Fri. 7:00 a.m. to 7:00
p.m. to assist and serve our heat treating
customers. Call us at (800) 666-4330.
CONTROL SYSTEMS
If you are using the Gold Probe as a
replacement in an existing system, you will
find that performance is as good as or better
than you are accustomed to. If you plan on a
new system to upgrade your controls, you can
rely on Super Systems to provide you with
exactly what you need. From the simplest
on/off controls to the most sophisticated
programmable PID controls with computer
interface, data logging, production tracking,
recipe design, scheduling, reports, integrated
8
order entry and invoicing. Fig. 7 and Fig. 8
illustrate simple control and probe
conditioning systems as supplied by Super
Systems. SSi is positioned to provide a “plug
and play” system that is operator friendly.
Components such as valves, flow meters,
cable and tubing are supplied with each SSi
system so that no search and purchase effort
is involved in installation.
Page 11

CONTROL SYSTEMS (cont’d)
GOLD PROBE MANUAL
ENLARGED VIEW OF
GENERATOR INSTALLATIO N.
HOT FACE,
GENERATOR
COMBUSTION
CHAMBER.
FILE- GENRHT2..DWG
CHILLED ENDO
FILTERED SAMPLE
OR BURNOFF AIR
TO RETORT
BURNOFF SYSTEM
REFERENCE
AIR
REFERENCE AIR
SENSOR CABLE AND
T/C EXTENSION WIRE.
CARBURETOR
(MIXING VALVE)
GENERATOR MANIFOLD
SSi
SUPER SYSTEMS INC.
CINCINNATI, O H
BURNOFF
AIR
POWER
MAIN
MAIN
GAS
AIR
AIR/GAS MIXING PUMP
SAMPLE
GAS
3-WAY VALVE
FILTER
CONTROL SYSTEM
SSi
SUPER SYSTEMS INC.
CINCINNATI, OH
TRIM
GAS
ENDO TO FURNACE
TRIM
AIR
CONTROL OUTPUTS
AIR
ENDOTHERMIC GENERATOR REHEAT WELL SAMPLING, CONDITIONING AND CONTROL SYSTEM
Fig. 8
9
Page 12

GOLD PROBE MANUAL
Super Systems Inc. (SSi), as manufacturer of the Gold Probe™, warrants it
to be free from defects in material and workmanship under normal use and
service. SSi’s obligation under this warranty is limited to repairing or
replacing, at its option, the sensor described herein, should failure occur
within the one-year warranty period. The warranty period shall commence
on installation of the sensor, as certified by receipt of the postage free
Registration Card accompanying the sensor. If premature failure occurs, the
sensor, along with the Warranty Claim Report, must be returned in the
complete, original packaging to SSi. Upon receipt, SSi will conduct an
examination as to the cause of failure, at which time appropriate action will
be taken.
There are no warranties, expressed or implied, by the distributors or
representatives for the Gold Probe™, except the expressed warranty against
defects described above. There will be no applicable warranty in the event of
breakage resulting from thermal or mechanical shock. Additionally there
will be no applicable warranty for a probe that has been subject to misuse,
negligence or accident.
WARRANTY
For sensors operating at elevated temperatures, the warranty period is
prorated such that full warranty is granted for operation below 1850°F
(1010°C); six months warranty for temperatures between 1850°F (1010°C)
and 1950°F (1065°C); three months warranty between 1950°F (1065°C) and
2050°F (1121°C), and no warranty above 2050°F (1121°C).
This warranty cannot be honored unless the Registration Card is received at
SSi prior to the Warranty Claim Report, and the use and installation is
accomplished according to the techniques and procedures described in the
Gold Probe™ Manual. SSi shall in no way be liable for special or
consequential damages related to the use of this sensor.
10
Page 13

GOLD PROBE MANUAL
We suggest that you use this space to keep a record of installation date, test data and
experiences with your Gold Probe™.
NOTES
CARBON vs. DEW POINT WITH TEMPERATURE
11
Page 14

GOLD PROBE MANUAL
%CO = 20.0 %H2 = 40.0 Af = 1.00 Note: Dewpoint shown in degrees Farenheit.
TEMP
→
% C
↓
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
1450F
(788C)
142 137 133 129 124 120 117 113 109 106 103 99 96
117 113 108 104 101 97 94 90 87 84 81 78 75
103 99 95 91 88 84 81 77 74 71 68 66 63
93 89 86 82 78 75 72 69 66 63 60 57 55
86 82 78 75 71 68 65 62 59 56 53 51 48
80 76 73 69 66 63 60 57 54 51 48 46 43
75 71 68 64 61 58 55 52 49 46 44 41 39
71 67 64 60 57 54 51 48 45 43 40 37 35
67 63 60 57 53 50 47 45 42 39 37 34 32
64 60 57 53 50 47 44 41 39 36 34 31 29
60 57 54 50 47 44 41 39 36 33 31 28 26
58 54 51 48 45 42 39 36 33 31 28 26 24
55 52 48 45 42 39 36 34 31 28 26 24 21
1475F
(802C)
1500F
(815C)
1525F
(829C)
1550F
(843C)
1575F
(857C)
1600F
(871C)
1625F
(885C)
1650F
(899C)
1675F
(913C)
1700F
(927C)
1725F
(940C)
1750F
(954C)
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
1.25
1.30
1.35
1.40
1.45
53 49 46 43 40 37 34 31 29 26 24 21 19
50 47 44 41 38 35 32 29 27 24 22 19 17
48 45 42 39 36 33 30 27 25 22 20 18 15
46 43 40 37 34 31 28 25 23 20 18 16 14
44 41 38 35 32 29 26 24 21 19 16 14 12
42 39 36 33 30 27 25 22 19 17 15 12 10
41 37 34 31 28 26 23 20 18 15 13 11 9
39 36 33 30 27 24 21 19 16 14 12 9 7
37 34 31 28 25 22 20 17 15 12 10 8 6
36 32 29 26 24 21 18 16 13 11 9 6 4
34 31 28 25 22 19 17 14 12 10 7 5 3
3329262421181513118642
312825221917141297520
30272421181513108631-1
2825221917141197420-2
272421181513108531-1-3
1.50
26232017141197420-2-5
Compliments of Super Systems, Inc., Cincinnati, OH 45249 800-666-4330
For use with SSi Models DP2000 and DPC2500
CARBON vs. MILLIVOLTS WITH TEMPERATURE
12
Page 15

%CO= 20.0 Note: Dewpoint shown in degrees Farenheit
GOLD PROBE MANUAL
TEMP
→
% C
↓
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
1450F
(788C)
961 963 965 967 968 970 972 974 976 978 979 981 983
993 996 998 1000 1002 1005 1007 1009 1011 1014 1016 1018 1020
1012 1015 1018 1020 1023 1025 1028 1030 1033 1035 1038 1040 1043
1026 1029 1032 1034 1037 1040 1042 1045 1048 1050 1053 1056 1059
1037 1040 1043 1046 1048 1051 1054 1057 1060 1063 1065 1068 1071
1046 1049 1052 1055 1058 1061 1064 1067 1070 1073 1076 1078 1081
1054 1057 1060 1063 1066 1069 1072 1075 1078 1081 1084 1087 1090
1061 1064 1067 1070 1073 1076 1079 1082 1086 1089 1092 1095 1098
1067 1070 1073 1076 1079 1083 1086 1089 1092 1096 1099 1102 1105
1072 1075 1079 1082 1085 1089 1092 1095 1098 1102 1105 1108 1112
1077 1080 1084 1087 1091 1094 1097 1101 1104 1107 1111 1114 1117
1082 1085 1089 1092 1095 1099 1102 1106 1109 1113 1116 1119 1123
1086 1090 1093 1097 1100 1104 1107 1110 1114 1117 1121 1124 1128
1475F
(802C)
1500F
(815C)
1525F
(829C)
1550F
(843C)
1575F
(857C)
1600F
(871C)
1625F
(885C)
1650F
(899C)
1675F
(913C)
1700F
(927C)
1725F
(940C)
1750F
(954C)
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
1.25
1.30
1.35
1.40
1.45
1090 1094 1097 1101 1104 1108 1111 1115 1119 1122 1126 1129 1133
1094 1098 1101 1105 1108 1112 1116 1119 1123 1126 1130 1134 1137
1098 1102 1105 1109 1112 1116 1120 1123 1127 1131 1134 1138 1141
1101 1105 1109 1112 1116 1120 1123 1127 1131 1134 1138 1142 1146
1105 1109 1112 1116 1120 1123 1127 1131 1135 1138 1142 1146 1149
1108
1111 1115
1114 1118 1122 1126
1117 1121 1125 1129 1133 1137
1120 1124 1128 1132 1136 1140 1144
1123 1127 1131 1135 1139 1143 1147 1151
1126 1130 1134 1138 1142 1146 1150 1154 1158 1162
1128 1132 1136 1140 1144 1149 1153 1157 1161 1165 1169
1131 1135 1139 1143 1147 1151 1155 1159 1164 1168 1172 1176 1180
1134 1138 1142 1146 1150 1154 1158 1162 1166 1171 1175 1179 1183
1136 1140 1144 1149 1153 1157 1161 1165 1169 1173 1178 1182 1186
1112 1116 1119 1123 1127 1131 1134 1138 1142 1146 1149 1153
1119 1123 1126 1130 1134 1138 1142 1145 1149 1153 1157
1130 1133 1137 1141 1145 1149 1153 1157 1160
1141 1144 1148 1152 1156 1160 1164
1148 1151 1155 1159 1163 1167
1155 1159 1162 1166 1170
1166 1170 1174
1173 1177
1.50
1139 1143 1147 1151 1155 1160 1164 1168 1172 1176 1180 1185 1189
COMPLIMENTS OF SUPER SYSTEMS INC., CINCINNATI, OH 45249 800-666-4330
Note: mV values in italic bold correspond to saturation limits of carbon in steel
13
Page 16

Page 17

SSiSUPER SYSTEMS INC.
7205 Edington Drive Cincinnati, Ohio 45249
1-513-772-0060 1-800-666-4330 FAX 1-513-772-9466
 Loading...
Loading...