

Page 1

1
VACCUM MACHINE
560A
OWNER’S MANUAL
Page 2

2
Page 3
3
IMPORTANT SAFETY INSTRUCTIONS
SAVE THESE INSTRUCTIONS
This symbol points out important safety instructions which, if not follow ed, could endanger
the personal safety and/or property of y oursel f and othe rs. Rea d and follow all instructions
in this manual before attempting to operate your machine.
Failure to comply with these instructions may result in personal injury.
General Operation
• Read, understand, and follow all instructions in the manual and on the machine before
starting. Keep this manual in a safe place for further and regular reference and for ordering
replacement parts.
• Only allow responsible individuals familiar with the instructions to operate the machine. Be
sure to know controls and how to stop the machine quickly.
• Never put your hands near moving parts.
• Only allow qualified individuals for the maintenance of your machine.
• Remove all obstacles, which may interfere with the machine functions.
• Clear the work area such as electrical wires, buckets, knives etc.
• Be sure that everyone else is clear of your work area before operating the machine.
• Do not sit nor stand on the machine.
• Always turn off the machine after your work is done. Never leave a running machine
unattended.
• Always disconnect and wait till the machine has cooled before attempting any maintenance.
• Do not wear loose fitting clothes or jewelry as they may get caught in moving parts of the
machine.
• Always wear security shoes, to prevent injury caused by moving the machine or objects falling
from the machine.
• Never exceed the time limit to seal, which is recommended by the manufacturer. This is to
avoid any damage that may be caused to the sealing bars and to eliminate the risk of fire in
the machine. Thus avoiding corporal burns.
• Never touch the sealing bars after they have been used, this will avoid corporal burns. Wait a
few minutes to let the machine cool down before touching.
• Always make sure that the sealing bars are well installed in their "Guide Blocks" before
starting a cycle.
• Never incline the machine more than 30 degrees, it may tip over and hurt someone seriously.
• Work only in daylight or good artificial light.
Do not operate the machine while under the influence of alcohol or dr ugs!
Page 4
4
Service
• Use proper containers when draining the oil. Do not use food or beverage containers that may
mislead someone into drinking from them. Properly dispose of the containers, or store in a
safe place immediately following the draining of the oil.
• Prior to disposal, determine the proper method to dispose of waste from your local office of
Environmental Protection Agency. Recycling centers are established to properly dispose of
materials in an environmentally safe fashion.
Do not pour oil or other fluids into the ground, down a drain or into a body of
water
.
Warning-Your responsibility:
This machine should only be operated by personal who c an read, understand and respec t
warnings and instruc tions regarding this machine in the owners manual. Save these
instructions for future reference.
Page 5

5
VACUUM PACKAGING MACHINES-OPERATION INSTRUCTIONS
TABLE OF CONTENTS
1. Setting up the machine
2. Electrical connection
3. Operation
3.1 Working principles
3.2 Special packaging
3.2.1 Gas flushing
3.2.2 Electrical bag cut (optional)
3.3 Vacuum packaging operation
3.3.1 Basics
3.3.2 Functions menu
3.3.2.1 Create a program
3.3.2.2 Delete a program
3.3.2.3 Select operating mode
3.3.3 Programs menu
3.3.3.1 Program identification
3.3.3.2 Vacuum time setting (sensor disabled)
3.3.3.3 Vacuum level setting (sensor enabled)
3.3.3.4 Vacuum plus time setting (sensor enabled)
3.3.3.5 Gas time setting (sensor disabled)
3.3.3.6 Gas flush level setting (sensor enabled)
3.3.3.7 Sealing time setting
3.3.4 Vacuum cycle execution
3.3.5 System monitor
3.4 Daily cleaning
4. Trouble shooting
4.1 Failure during a packaging cycle
4.2 Insufficient vacuum
4.2.1 Leakage in the bag
4.2.2 No leakage in the bag
4.2.3 Insufficient vacuum in the chamber
4.3 Faulty seal
4.3.1 Insufficient seal
4.3.2 No seal
4.3.3 Permanent sealing current
4.3.4 Seal does not stick
4.4 Fault in the valves
4.5 Control board failure
5. Regular maintenance
Page 6
6
VACUUM PACKAGING MACHINES
1. SETTING UP THE MACHINE:
Before choosing the site for the machine, please consider that y ou wil l also need room
for packaged and non-packaged products apar t from the space needed for th e machine
itself.
Keep in mind that the machine must not be set up upon uneven ground. Especially wi th
mobile models, the weight of the pump mig ht then cause warping of the machine. Then
the lid will not fit correctly.
Before starting to work, check the oil view glass on the pump, if there is a sufficient
quantity of oil in the pump. Never use oil other than recommended by the producer.
Never exceed maximum quantity of oil indicated, when adding or changing oil. Verify
weekly.
Normal ambient temperature for the vacuum pump is between 10 to 70oC.For
temperature below 10oC; it is recommended to use synthetic oil. Please consult
factory and pump manufacturer manual for more information or when ambient
temperature are outside normal limits
2. ELECTRICAL CONNECTION:
Electrical connections must be made by qualified personnel. This person must make
sure that the electrical entries corresponds to the proper voltage and amperage of the
machine. GROUNDING INSTRUCTIONS: This appliance must be connected to a
grounded, metal, permanent wir ing system; or an equipment-grounding conductor must
be run with the circui t conductors and connected to the equipment-groundi ng terminal or
lead on the appliance. A quali fied electrici an should be c onsulted i f there is any doubt
as to whether an outlet box is properly grounded.
All vacuum machines are supplied with an electrical schematic drawing.
An important step in connecting the machine is to make sure that the pump turns in
its correct rotation.
The pump should not rotate more than 3 to 4 seconds in the wrong rotation or it
may cause serious damage. The proper r ota ti on i s indicated by an arrow on the
pump motor.
3.OPERATION:
3.1 Working principles:
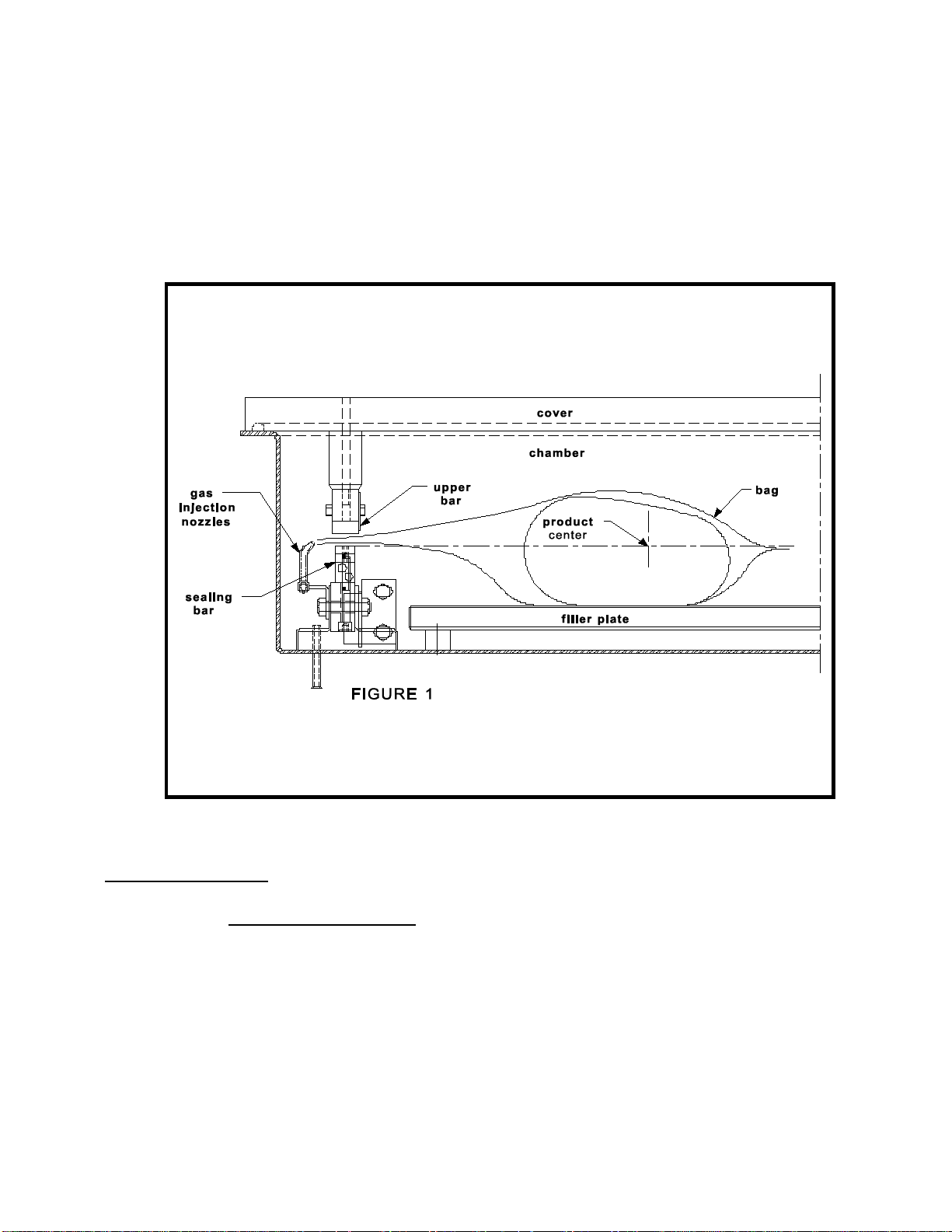
A vacuum packaging cycle is made of 3 stages. First the vacuum is made, the air is
completely taken out of the chamber and from bag contai ning the product. (See figure
1). Then it is possible to inject neutral gas from the nozzles, if the product is delicate.
SIPROMAC INC.
Page 7
7
Finally, a mechanism pushes the sealing bar to the rubber support to seal the bag.
To obtain nice packages, the products and the bags have to be of proportional sizes.
The bag's opening should never exceed 50 cm(2") past the seal bars. The product
should be centered in height in r elation to the seal bar b y adj usting the spacers provided.
To obtain a good seal, make sure that no residue of fat is left between the bag's inner
sides where sealing is done.
3.2 Special packaging:
3.2.1 Gas flushing (option):
There is an atmospheric pressure of 1 kg/ sq. cm (14 lbs/sq. inch) upon products when
fully evacuated. Products which can be damaged by high pressure must be packaged
with a partial vacuum, or the pressure must be counterbalance by inflating the bag with
gas (nitrogen or carbon dioxide) before sealing after evacuation.
For gas flushing, the bags are placed on the sealing bars, the open end placed over
the gas nozzles mounted alongside the sealing bar. After evacuation, the vacuum
valve closes and the gas valve opens. Gas time (sec.) can be set in the program
menu.
Page 8
8
The necessary gas tank and pressure valve mounted on tank is not supplied, The
pressure of the gas regulator should be set at approximately 1/3 kg/sq. cm
( 5 lbs/sq.inch.). Each machine has an adaptor for gas connection when gas flush
option is ordered.
3.2.2 Electrical bag cut (optional):
This option is used to obtain a package that the excess bagtail is cut off close to the
seal (cannot be used with top and bottom sealing).
3.3 Vacuum packaging operation:
Note: Refer to the menus structure on page 13 and the keyboard detail on page 14.
3.3.1 Basics:
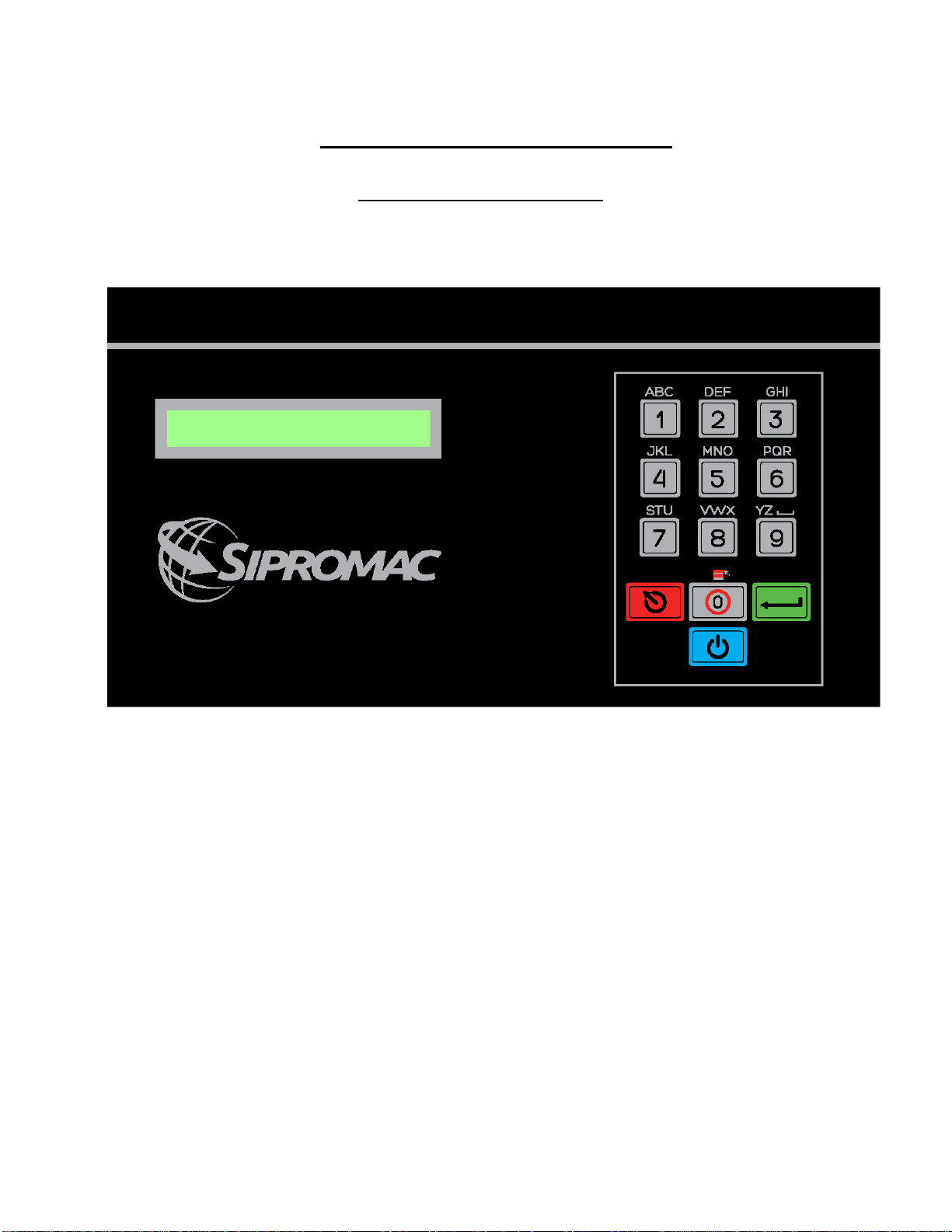
Use key "POWER" to power ON / OFF the vacuum packaging machine. When the
unit is energized, the identification of the last executed program is displayed on LCD
screen. To disconnect, use the "POWER" key to turn off the machine , then remove
plug from outlet. Do not unplug by pulling on cord. To unplug, grasp the plug, not the
cord. Unplug from outlet when not in use and before servicing or cleaning.
Use the "ESC" key to change over from the programs menu to the functions menu
and from the functions menu to the programs menu.
In functions menu, use key "SELECT" to select a function and key
"ENTER" to accede and executed the selection.
In programs menu, use key "SELECT" to select a program and key
"ENTER" to accede and modify the selection.
In programs submenu, use key "ENTER" to pass over the parameters and point to
the following one; the parameters are blinking to point out the acquisition mode. A
return to programs menu is performed automatically following the last parameter
acquisition.
In program submenu, use key "ESC" to get back to the prog rams menu. Strike any key
to clear the error messages which may be displayed on LCD screen.
3.3.2 Functions menu:
3.3.2.1 Create a program:
When executing the "create a program" function, the program submenu is
acceded, starting with the identification. The initial identification "Pxx NO NAME"
is given to the program and all parameters are established to zero; the program
number is allocated automatically.
Page 9
9
3.3.2.2 Delete a program:
When executing the "delete a program" function, the programs menu is
acceded and the number of the first program in memory is blinking to point out
the deletion mode. Use key "SELECT" to select a program and key "ENTER" to
accede and confirm deletion of the selection. Use key "ESC" to unconfirm a
deletion and to leave the function. When leaving the function, the number of the
actual program on LCD screen cease to blink.
3.3.2.3 Select operating mode:
When executing the "select operating mode" function, which is available
only for the automatic units, the actual selection is blinking to point out the
acquisition mode. Use key "SELECT" to get through the operating modes, which
are automatic, semi-automatic and manual; the validation of the selected
operating mode is performed automatically. Use key "ESC" or "ENTER" to leave
the function and get back to the program menu.
3.3.3 Programs menu:
3.3.3.1 Progr am identification:
For a selected program, set the identification, using the numeric keyboard
characters chart; press numeric key until the desired c haracter is se lecte d (4 t imes
for the numeric value). Use k ey "ENTER" to v alidate the character and to vali date
the characters string at the end(the new c haracter s str ing i s bli nking ). In a middl e
of an acquisition, use key "ESC" to come backward and erase one or several
characters.
Example: EXAMPLE 1 keys 2, 2, ENTER E
(9 characters) keys 8, 8, 8, ENTER X
keys 1, ENTER A
keys 5, ENTER M
keys 6, ENTER P
keys 4, 4, 4, ENTER L
keys 2, 2, ENTER E
keys 9, 9, 9, ENTER space
keys 1, 1, 1, 1, ENTER 1
key ENTER to validate the characters string
3.3.3.2 Vacuum time setting (sensor disabled):
For a selected program set the vacuum time, in seconds; the validation is
automatically performed following the second digit entry (the new v acuum time is
blinking). In a middle of an acquisition, use key "ENTER" to validate the vacuum
time and key "ESC" to come backward and start over wi th a new acq uisit ion (the
old vacuum time is blinking).
Page 10
10
Examples: 1s keys 0, 1 or 1, ENTER
15s keys 1, 5
3.3.3.3 Vacuum level setting (sensor enabled)
For a selected program set the vacuum level, starting with the values; the
decimal point is automatically inserted following the second digit entry and the
validation is automatically performed following the third digit entry (the new
vacuum level is blinking). The vacuum level is rounded off to the nearest half
value. In the middle of an acquisition, use key "ENTER" to validate the vacuum
level and key "ESC" to come backward and start over with a new acquisition
(the old vacuum level is blinking). Set vacuum level to zero to bypass the
pressure transducer and proceed only using the vacuum plus time.
Examples: 90.0% keys 9, 0, 0 or 9, 0, ENTER or
keys 9, 0, 1 or 9, 0, 2 or 9, 0, 3 or 9, 0, 4
97.5% keys 9, 7, 5 or
keys 9, 7, 6 or 9, 0, 7 or 9, 0, 8 or 9, 0, 9
0.0% keys 0, 0, 0 or 0, ENTER
3.3.3.4 Vacuum plus time setting (sensor enabled)
For a selected program set the vacuum plus time, in seconds; the validation is
automatically performed following the second digit entry (the new vacuum plus
time is blinking). In a middle of an acquisition, use key "ENTER" to validate the
vacuum plus time and key "ESC" to come backward and start over with a new
acquisition (the old vacuum plus time is blinking).
Examples: 1s keys 0, 1 or 1, ENTER
15s keys 1, 5
3.3.3.5 Gas time setting (sensor disabled)
For a selected program set t he g as t ime s etti ng foll owing the same procedure as
for the vacuum time. Keep in mind that increasing gas time decrease sealing
pressure. Some vacuum must be kept inside to assure proper functioning.
3.3.3.6 Gas flush level setting: (sensor enabled)
For a selected program set the gas flush level following the same procedure as
for the vacuum level; the maximum gas flush level setting is 10% below the
vacuum setting.
3.3.3.7 Sealing time setting:
For a selected program set the sealing, starting with the seconds; the decimal point is
Page 11

11
automatically inserted following the first digit entry and the validation is automatically
performed following the third digit entry (the new sealing time is blinking). The sealing
time is truncated to the nearest half hundredth. In a middle of an acquisition, use key
"ENTER" to validate the sealing time and key "ESC" to come backward and start over
with a new acquisition (the old sealing time is blinking).
Examples: 4.50s keys 4, 5, 0 or 4, 5, ENTER or
keys 4, 5, 1 or 4, 5, 2 or 4, 5, 3 or 4, 5, 4
2.35s keys 2, 3, 5 or
keys 2, 3, 6 or 2, 3, 7 or 2, 3, 8 or 2, 3, 9
0.00s keys 0, 0, 0 or 0, ENTER
3.3.4 Vacuum cycle execution:
For the manual units and the automatic units s et on manual, close the cover to i nitiate a
vacuum cycle. For the automatic units s et on semi-automatic or on automatic, use push
button "STOP / START" to initiate or interrupt a vacuum cy cle. A selected pr ogram can
be initiated only in the programs menu, when no modifications are in progr ess, and the
access to the other programs and functions is denied. During cycle execution the
operation status is sequentially displayed on LCD screen, except for the parameters
established to zero, which are not displayed:
- Vacuum time or vacuum % status during vacuum sequence,
- Gas time or gas % status during gas flush sequence,
- Sealing time status during sealing sequence,
- ATM message during atmosphere sequence.
During cycle execution, use key "1" to abort the vacuum sequence and execute the
following sequence, which is gas flush or sealing, and key "ENTER" to accede and
modify the program; the parameters become valid only for the follow ing vacuum cycles .
3.3.5 System monitor:
To accede the diagnostics menu, power up the vacuum packaging machine while
keeping pushed in the "ESC"key. Use key "SELECT" to select the system monitor
function and key "ENTER" to accede and visualiz e the monitored parameter s. Use key
"SELECT" to change over from the softwar e revision, the amount of wor king h ours don e
and the amount of complete cycles performed since first initialization.
Page 12

12
-MENUS STRUCTURE-
• Functions menu:
"F1 CREATE A PRGM"
"F2 DELETE A PRGM"
"F3 SELECT OPMODE" (automatic units only)
• Programs me nu:
"Pxx NAME"
Program submenu:
"VACU UM: xx.x%" (10.0% - 99.5%)
"VACUUM PLUS: xxs"(0s - 99s)
"GAS FLUSH: xx.x%" (0.0% - 10% below the vacuum level) (units with gas option)
"SEAL TIME: x.xxs" (0.00s - maximum unit allocated setting)
"Pxx NAME" (12 characters)
• Diagnostics menu (keys "ESC" & "POWER" for access):
"DIAGNOSTICS MENU" (access code required)
"D1 INPUTS TEST"
"D2 OUTPUTS TEST"
"D3 MODEL SELECT"
"D4 GAS OPTION"
"D5 SEALING TIME"
"D6 COOLING TIME"
"D7 OFFSET CALIB.”
"D8 VACUUM SENSOR”
"D9 SIPROMAC PUB”
"D10 LOADING TIME" (automatic units only)
"D11 UNLOADNG TIME" (automatic units only)
"SYSTEM MONITOR" (no access code required)
"SOFTWARE: R x.xx"
"WORK HRS: xxxxx"
"CYCLES: xxxxxxx"
Page 13
13
-KEYBOARD DETAILS-
MC-40 CONTROLS
Page 14
14
WARNING: All electrical work describe d i n thi s brochure should be done by
a QUALIFIED and AUTHORIZED technician
.
3.4 Daily cleaning:
For hygenic cleanliness, it is imperative to clean chamber and spacers daily. Also clean
the lid rubber to assure tight seat of the lid.
Cleaning instructions for gas injection nozzl es: Periodically on a regular basis the gas
injection nozzles must be removed with the connection tube and soaked in a food grade
soap and water solution, then dried and re-installed.
4. TROUBLE SHOOTI NG:
4.1 Failure during pa ckaging cycle:
4.1.1 "VACUUM ERROR" message is displayed on LCD:
No pressure variation is picked up by the PCB transducer during the vacuum sequence
within a preset period of time.
- Check vacuum lines for potential leaks or kinks.
4.1.2 "GAS FLUSH ERROR" message is displayed on LCD:
No pressure variation is picked up by the PCB transducer duringthe gas flush sequence
within a preset period of time.
- Check gas flush and vacuum lines for potential leaks or kinks.
4.1.3 "ATMOSPHERE ERROR" message is displayed on LCD:
No pressure variation is picked up by the PCB transducer during the atmosphere
sequence within a preset period of time.
- Check vacuum lines for potential leaks or kinks.
4.1.4 "COVER DOWN ERROR" message is displayed on LCD(manual units):
The input signal of the down position switch has been lost during cycle execution.
- Check limit switch adjustment.
Page 15
15
4.2 Insufficient vacuum:
4.2.1 Leakage in the bag:
Most frequently, insufficient vacuum in bags is due to leakage in bag and not due to any
fault of the machine.
Pin-hole leak for which there is no obvious explanation is due to faulty bag material.
Pin-hole leak caused by sharp edge of the product (bone, etc.).Use bone-guard or
thicker film.
Tear in bag by careless handling (sharp edge on filling table, damage made by retailer
or customer).
Leakage in lateral or bottom seal, complain to supplier of bags or film.
4.2.2 No leakage in the bag:
Bag is too large, therefore the surplus of air remains visible (there is surplus of air in
0.4% of the bag volume in each bag). Use bags of suitable size.
Vacuum level is too low:
Pressure bar is jammed and closes opening of bag during evacuation.
4.2.3 Insufficient vacuum in chamber:
If troubles described under 4.2.1 and 4.2.2 do not apply, there is something wrong with
the evacuation.To find the leakage quickly, check for leaks with a precision vacuumeter,
going back step by step from the chamber to the pump.
At the chamber (measuring point at base of valve) at maximum time of evacuation. If
more than 6 torr, proceed directly to the pump, if more than 3 torr:have pump service by
pump supplier.If pressure at pump is good, reconnect hoses to pump and measure
again.
Verify at vacuum hose connections and valve connections.
When proceeding this way, starting from pump, loss of pressure per step must not
exceed 0.5 to 1 torr.
Caution:Verify connections of measuring equipment before verifing machine.
Most frequent points of leakage: lid gasket, damaged vacuum hose or loose hose
clamps.
Page 16
16
4.3 Faulty seal:
4.3.1 Insufficient seal:
Damaged teflon or silicone rubber.
Sealing pressure too low, bellows leaking or pressure bar jammed.
Leakers in seal: heating wire mechanically damaged (knicked) or silicone rubber
uneven.
4.3.2 No seal:
Sealing wire burnt.
Faulty contact in sealing circuit.
Sealing transformer burnt through.
Contactor does not work.
4.3.3 Permanent sealing current:
Contactor is jammed check sealing transformer for damage through overload.
4.3.4 Seal does not stick:
Insufficient layer of polyethylene (inferior quality of bags).
Seal area extremely contaminated by fat or meat juice. Use filling aid.
Sealing temperature is too low (when using very thick films).
Caution: Do not increase sealing time more than really necessary; higher temperature
4.4 Fault in the valve:
Vacuum or air valve does not open.
Check whether there is voltage on the magnetic valves during their period of operation. If
there is no voltage a wire is broken or the PC board is damaged.
Lid does not open at the end of the cycle; air enters, but there is still 20 - 40% vacuum in
chamber. Vacuum valve does not close.
will reduce working life of teflon and silicone rubber.
Page 17
17
4.5 MC40 Control board failure
NOTE:Refer to menu structure on page 13.
This board software is allowing access to a "Diagnostics Menu". Only qualified service
technicians are authorized to access this menu by entering a security password.
By acceding either the "D1 input test" feature or the "D2 output test" feature,a trained
technician will be able to quickly know the origin of the problem: pump, sealing system,
pneumatic problem, security switches problem, etc...
Keep in mind that in most cases trouble is due to a leakage, loose electrical connection or
evident dammage to the main components: vacuum pump, valves, electrical contactors,
thermal overload, fuses holder or transformer.
For assistance do not hesitate to contact your local service technicians.
5. Regular maintenance:
Routine controls to be made at regular intervals:
Check teflon for wear.
Check silicone rubber for burnt spots and smooth even position.
Check pressure bar for jamming.
Check lid sealing for damage and hardened spots.
Check switch-point of micro switch, adjust if necessary.
Check evacuation hose for damage (contraction of diameter, or abrasions).
Check vacuum connections for tightness.
Check oil in pump (oil level in view glass; add if necessary. Regular change of oil - necessity
indicated by change of color).
Check vacuum in chamber with precision vacuumeter.
Check function of cycle with various settings of timers.
Page 18
18
MECHANICAL DRAWING
Page 19
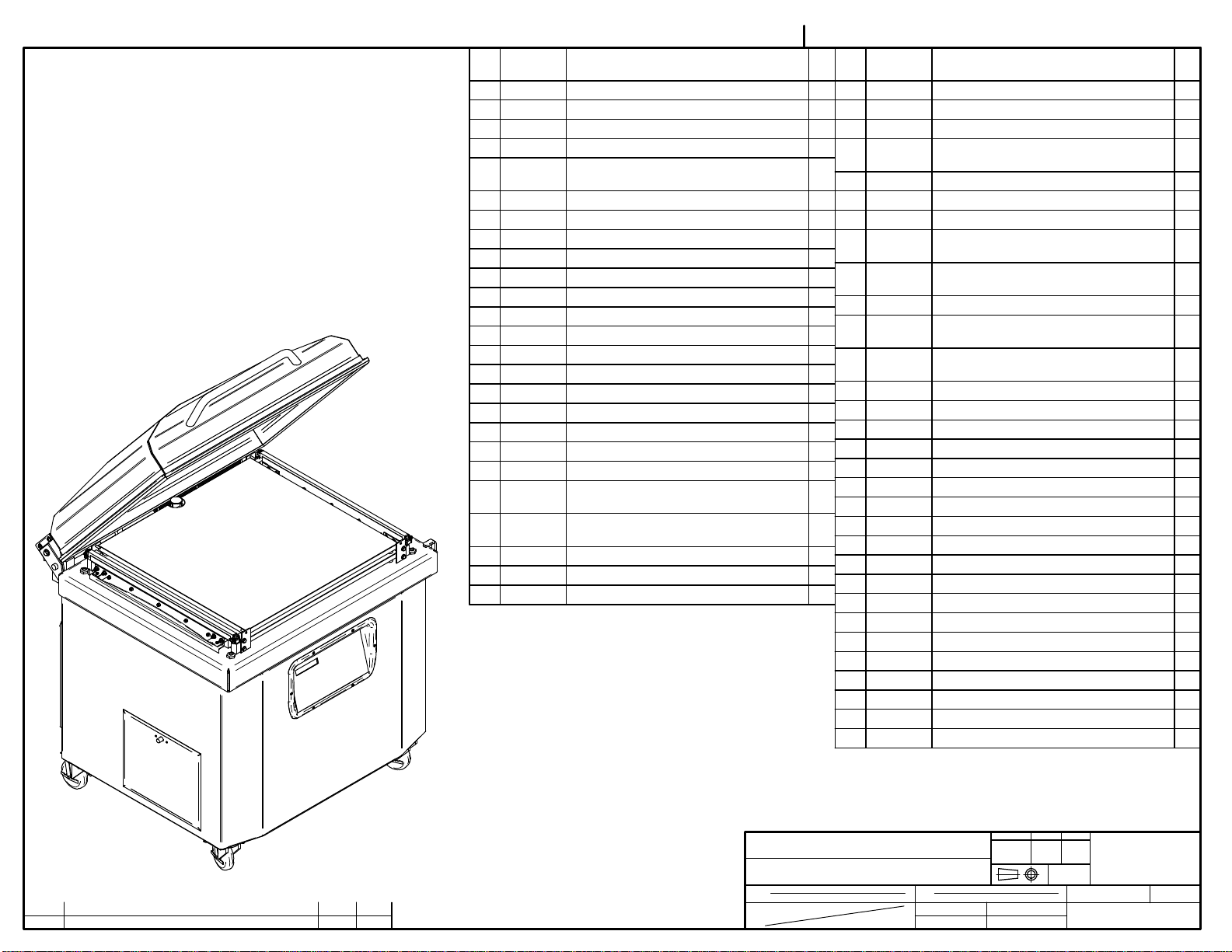
005A1580
ITEMPART # DESCRIPTION QT.
1/5
ITEMPART # DESCRIPTION QT.
32 033-0018 MC-40 KEYBOARD "BERKEL" 1
33 033-0019 MC-40 KEYBOARD "BSA" 1
34 033-0021 MC-40 KEYBOARD "SUPPLY ONE" 1
35 036-0409 PRESSE-ETOUPE CD13 1
36 038-0350 SLIT CORRUG. LOOM 2" ID x 370mm
(1.27')
37 039-0191 THERMOSTAT HAMMOND 1
38 039-0192 HEATER 100W HAMMOND 1
39 051-0192 SCREW 1/4-20NC X 3/4" PAN PHILL S/S 4
40 051-0255 BOLT 1/4-20 x 1-3/4" HEX SS 6
41 051-0300 BOLT 5/16"-18 x 3/4" S/S 16
42 051-0360 BOLT 3/8"-16nc. X 1" S/S 2
43 051-0581 NUT 1/4"-20 NYLON LOCK S/S 6
44 051-0620 NUT 3/8"-16 NC S/S 2
45 051-0740 WASHER 1/4" FLAT S/S 16
46 051-0760 WASHER 5/16" FLAT S/S 16
47 051-0780 WASHER 3/8" FLAT S/S 3
48 051-0783 WASHER 3/8" FLAT THICK S/S 1
49 057-0006 PLUG 7/8" ROUNDED BLACK 1
50 057-0330 CABLE TIES 14" LONG BLACK 3
51 102-0410 MALE CONN.1/4"MNPTx3/8"T.QUICK 1
52 104-0064 SILICONE TUBING 3/8'' OD x 3/16'' ID x
80mm
53 104-0064 SILICONE TUBING 3/8'' OD x 3/16'' ID x
80mm
54 127-0040 STICKER ''AIR'' BLUE/WHITE 1'' X 2'' 1
55 127-0041 STICKER ''GAS'' YELLOW/BLACK 1'' X 2'' 1
56 130-4PHB 4'' PL.CASTER SWIVEL W/BRAKE 4
1 001-1335 COVER STOPPER 1
2 001A6936 SPRING COVER 1
3 004A4276 COVER AXIS PRE-ASS'Y 1
4 004B1117 UPPER SEAL BAR ASSEMBLY (E.C.O.) &
1
(TWIN)
5 004B4113 GAS VALVE ASSEMBLY (OPTION) 1
6 005-0346 SPRING TENSION SUPPORT PRE-ASS'Y 1
7 005-0348 MICRO SWITCH COLLAR ASS'Y 1
8 005A0423 FRONT GAS 3 INJECTION BAR
ASSEMBLY
9 005A0424 FRONT GAS 4 INJECTION BAR
ASSEMBLY
10 005A0560 SEAL BAR ASS'Y W/SUPPORT 2
11 005A0812 REAR GAS 3 INJECTION BAR
ASSEMBLY
12 005A0813 REAR GAS 4 INJECTION BAR
ASSEMBLY
13 005A1504 ELECTRONIC SOFT AIR (KB-0020) 1
14 005A1507 BELLOW VALVE ASSEMBLY 1
15 005A1508 AIR REGULATOR ASSY 1
16 005A1574 SLANTED FILLER PLATE ASS'Y 1
17 005A1575 8" COVER ASSEMBLY 1
18 005A1576 12" COVER ASSEMBLY 1
1
19 005A1581 BASE MACHINE ASSEMBLY 1
1
20 005B0562 SEAL BAR ASS'Y W/SUPPORT (T&B) 2
21 005B0583 MC-40 CONTROL BOARD 1
22 005B1440 KB-0020 PUMP ASSEMBLY 1
23 005D0371 UPPER SEAL BAR ASS'Y W/SUPPORT 2
24 005F0561 SEAL BAR ASS'Y W/SUPPORT (ECO) 2
25 008A2080 COVER SPRING 1
26 010B0062 RA-0063 PUMP ASSEMBLY 1
27 010B0063 RA-0100 PUMP ASSEMBLY 1
28 033-0013 MC-40 KEYBOARD "CPI/GUARDIAN" 1
29 033-0014 MC-40 KEYBOARD "FOODPAK" 1
30 033-0015 MC-40 KEYBOARD "SIPROMAC" 1
31 033-0016 MC-40 KEYBOARD "HOLLYMATIC" 1
2
1
1
1
1
LET. MODIFICATION
DATE
INT.
-DOUBLE BAR OPTION-
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
15-02-16
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1580
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 20

005A1580
2/5
E
A
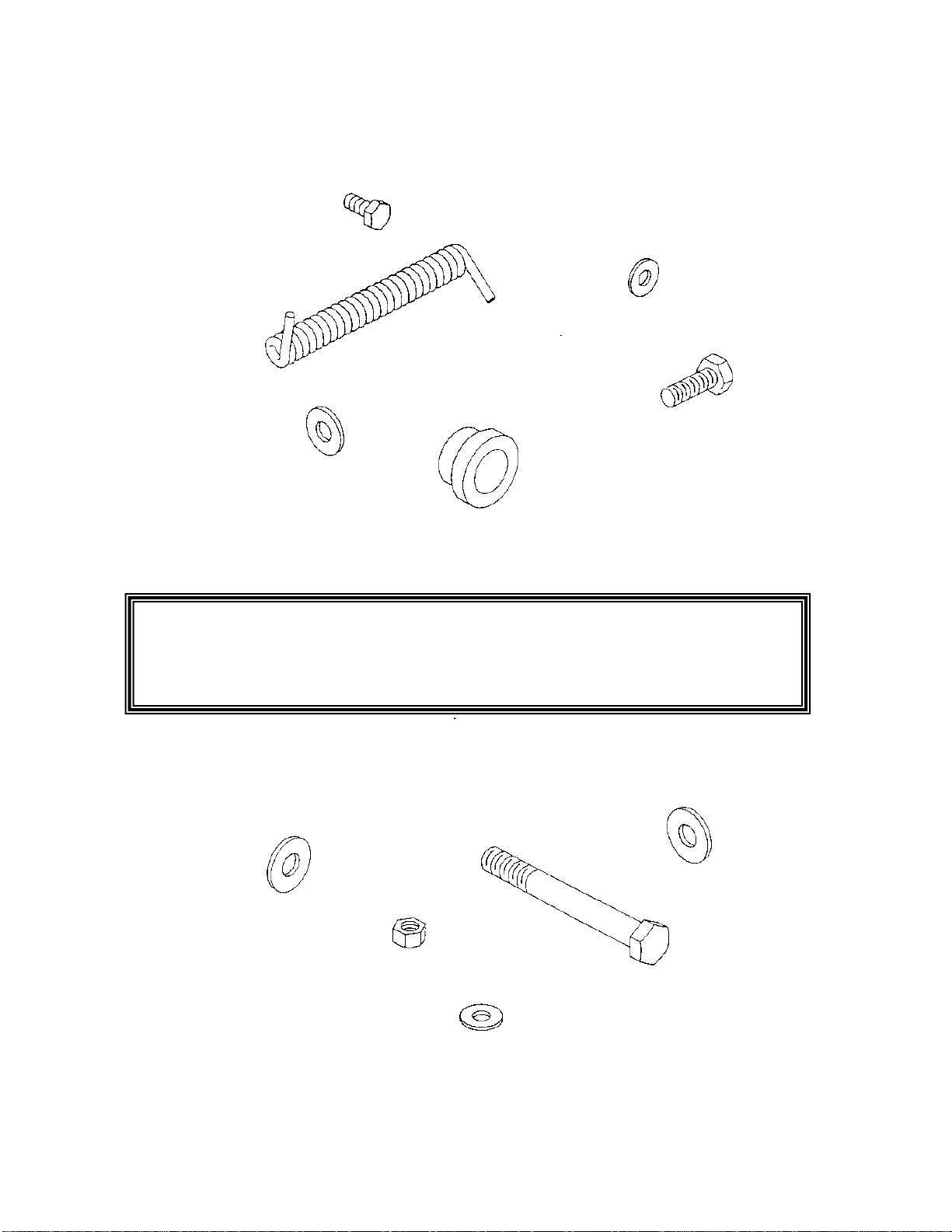
48
42
16
10 SEAL BAR
3
1
45
39
44
DETAIL E
20 SEAL BAR (T&B)
24 SEAL BAR (ECO)
8 GAS OPTION (3 NOZZLES)
52GAS OPTION
9 GAS OPTION
B
9 GAS OPTION (4 NOZZLES)
DETAIL B
21 MC-40
11GAS OPTION (3 NOZZLES)
DETAIL A
19
56
29
34
33
30
32
28
31
MACHINE
560A
PART
4146
ITEM
MAT.
MACHINE ASSEMBLY
53GAS OPTION
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1580
12GAS OPTION (4 NOZZLE)
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 21

005A1580
3/5
47
G
18 12" COVER OPTION
17 8" COVER OPTION
DETAIL G
54AIR OPTION
55GAS OPTION
DETAIL F
49
35 T&B OPTION
7
F
36
H
50
I
25
6
DETAIL H
22 KB-0020 OPTION
DETAIL I
26RA-0063 OPTION
PUMP FIXATION HOLES /
TROUS DE FIXATION DES POMPES
RA-0063: 1, 3, 5, 7
RA-0100: 1, 3, 5, 7
KB-0020: 3, 6
6
1 2
4
3
5
7
27RA-0100 OPTION
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1580
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 22

005A1580
4/5
5 GAS OPTION
14
51 AIR REGULATOR OPTION
15 AIR REGULATOR OPTION
37 HEATED BOX OPTION
MACHINE
PART
MACHINE ASSEMBLY
ITEM
MAT.
560A
38 HEATED BOX OPTION
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
CNC
SBU
DATE
DATE
15-02-09
3D DWG BY
2D DWG BY
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1580
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 23

005A1580
5/5
23 UPPER SEAL (BAR T&B)
43
4 UPPER SEAL (ECO & TWIN)
45
40
87.34
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1580
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 24

005A1581
ITEM PART # DESCRIPTION QT.
1 001-1540 CENTRAL COVER AXIS SUPPORT FIXATION 1
24
17
24
DETAIL B
21
2
3
7
15
10
22
B
8
26
PASSAGE FIL SWITCH
14
SWITH WIRE PASSAGE
4
9
2 002-0326 LEFT SEAL BAR GUIDE BLOCK 2
3 002-0327 RIGHT SEAL BAR GUIDE BLOCK 2
4 004-0274 LEFT COVER AXIS SUPPORT 1
5 004-0275 RIGHT COVER AXIS SUPPORT 1
6 004-0276 CENTRAL COVR AXIS SUPPORT 1
7 004A4285 TABLE ASEMBLY 1
8 004B1651 COVER HOLD DOWN ASS'Y 1
9 005A1436 BELLOWS ASSEMBLY 2
10 005A1577 FILLER PLATE ASSEMBLY 2
11 005A1578 STRUCTURE ASSEMBLY 1
12 005A1579 REAR ACCESS DOOR ASSY 1
13 026-0610 LIMIT SWITCH LONG ROLLER 1
14 036-0280 PLUG GROMMET 1-1/16'' X 1/2'' X 13/16''
15 036-0400 WIRE CONNECT. 3/8'' NPT
16 051-0094 SCREW 4-40 X 1 1/2" FLAT SLOT SS 2
17 051-0250 BOLT ¼"-20nc. X 1½" S/S 8
18 051-0360 BOLT 3/8"-16nc. X 1" S/S 8
19 051-0424 BOLT 3/8"-16 x 3-1/2" SS 4
20 051-0540 NUT #4-40 HEX S/S 2
21 051-0581 NUT 1/4"-20 NYLON LOCK S/S 8
16
22 051-0620 NUT 3/8"-16 NC S/S 10
23 051-0715 WASHER #4 LOCK SS 2
24 051-0740 WASHER 1/4" FLAT S/S 16
25 051-0780 WASHER 3/8" FLAT S/S 8
26 051-0783 WASHER 3/8" FLAT THICK S/S 14
HOLE
CD09/O-RING/NUT
1
4
11
LET. MODIFICATION
DATE
INT.
13
19
23
A
20
1
6
18
DETAIL A
12
5
MACHINE
560A
PART
BASE MACHINE ASSEMBLY
ITEM
MAT.
25
CNC
3D DWG BY
2D DWG BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-06
DATE
15-02-13
METRIC
± 0.1
±
±
INCH
± 0.004"
0.5
±
0.020"
0.
5
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
N.T.S.
DEPT.
NO.
005A1581
SIPROMAC
M-I
QTY.
1
Page 25

005A1579
ITEM PART # DESCRIPTION QT.
1 004A4283 REAR ACCESS DOOR PRE-ASSY 1
2 056-2612 CAM LOCK QUARTER TURN SS304 1
LET. MODIFICATION
2
DATE
INT.
MACHINE
560A
1
PART
REAR ACCESS DOOR ASSY
ITEM
MAT.
CNC
3D DWG BY
2D DWG BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-06
DATE
15-02-12
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1579
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 26

005A1572
ITEMPART # DESCRIPTION QT.
1/5
ITEMPART # DESCRIPTION QT.
33 036-0409 PRESSE-ETOUPE CD13 1
34 038-0350 SLIT CORRUG. LOOM 2" ID x 370mm
(1.27')
35 039-0191 THERMOSTAT HAMMOND 1
36 039-0192 HEATER 100W HAMMOND 1
37 051-0192 SCREW 1/4-20NC X 3/4" PAN PHILL S/S 4
38 051-0255 BOLT 1/4-20 x 1-3/4" HEX SS 3
39 051-0300 BOLT 5/16"-18 x 3/4" S/S 16
40 051-0360 BOLT 3/8"-16nc. X 1" S/S 2
41 051-0581 NUT 1/4"-20 NYLON LOCK S/S 3
42 051-0620 NUT 3/8"-16 NC S/S 2
43 051-0740 WASHER 1/4" FLAT S/S 10
44 051-0760 WASHER 5/16" FLAT S/S 16
45 051-0780 WASHER 3/8" FLAT S/S 3
46 051-0783 WASHER 3/8" FLAT THICK S/S 1
47 057-0006 PLUG 7/8" ROUNDED BLACK 1
48 057-0330 CABLE TIES 14" LONG BLACK 3
49 102-0410 MALE CONN.1/4"MNPTx3/8"T.QUICK 1
50 104-0064 SILICONE TUBING 3/8'' OD x 3/16'' ID x
80mm
51 127-0040 STICKER ''AIR'' BLUE/WHITE 1'' X 2'' 1
52 127-0041 STICKER ''GAS'' YELLOW/BLACK 1'' X 2'' 1
53 130-4PHB 4'' PL.CASTER SWIVEL W/BRAKE 4
1 001-1335 COVER STOPPER 1
2 001A6936 SPRING COVER 1
1
3 004A4276 COVER AXIS PRE-ASS'Y 1
4 004B1117 UPPER SEAL BAR ASSEMBLY (E.C.O.) &
(TWIN)
5 004B4113 GAS VALVE ASSEMBLY (OPTION) 1
6 005-0346 SPRING TENSION SUPPORT PRE-ASS'Y 1
7 005-0348 MICRO SWITCH COLLAR ASS'Y 1
8 005A0423 FRONT GAS 3 INJECTION BAR
ASSEMBLY
9 005A0424 FRONT GAS 4 INJECTION BAR
ASSEMBLY
10 005A0560 SEAL BAR ASS'Y W/SUPPORT 1
11 005A1504 ELECTRONIC SOFT AIR (KB-0020) 1
12 005A1507 BELLOW VALVE ASSEMBLY 1
13 005A1508 AIR REGULATOR ASSY 1
14 005A1573 BASE MACHINE ASSEMBLY 1
15 005A1574 SLANTED FILLER PLATE ASS'Y 1
16 005A1575 8" COVER ASSEMBLY 1
1
17 005A1576 12" COVER ASSEMBLY 1
18 005B0562 SEAL BAR ASS'Y W/SUPPORT (T&B) 1
19 005B0583 MC-40 CONTROL BOARD 1
20 005B1440 KB-0020 PUMP ASSEMBLY 1
21 005D0371 UPPER SEAL BAR ASS'Y W/SUPPORT 1
22 005F0561 SEAL BAR ASS'Y W/SUPPORT (ECO) 1
23 008A2080 COVER SPRING 1
24 010B0062 RA-0063 PUMP ASSEMBLY 1
25 010B0063 RA-0100 PUMP ASSEMBLY 1
26 033-0013 MC-40 KEYBOARD "CPI/GUARDIAN" 1
27 033-0014 MC-40 KEYBOARD "FOODPAK" 1
28 033-0015 MC-40 KEYBOARD "SIPROMAC" 1
29 033-0016 MC-40 KEYBOARD "HOLLYMATIC" 1
30 033-0018 MC-40 KEYBOARD "BERKEL" 1
31 033-0019 MC-40 KEYBOARD "BSA" 1
32 033-0021 MC-40 KEYBOARD "SUPPLY ONE" 1
1
1
1
LET. MODIFICATION
DATE
INT.
-SINGLE BAR OPTION-
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
15-02-16
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1572
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 27

005A1572
2/5
E
15
10 SEAL BAR
18 SEAL BAR (T&B)
22 SEAL BAR (ECO)
8 3 NOZZLES GAS
46
40
3
1
43
37
42
DETAIL E
B
19 MC-40
9 4 NOZZLES GAS
50GAS OPTION
DETAIL B
14
27
32
31
28
30
26
53
44
29
39
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1572
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 28

005A1572
3/5
45
I
G
H
17 12" COVER OPTION
16 8" COVER OPTION
F
DETAIL G
51AIR OPTION
14
DETAIL F
52GAS OPTION
7
47
33
34
48
23
6
DETAIL H
DETAIL I
24RA-0063 OPTION
PUMP FIXATION HOLES /
TROUS DE FIXATION DES POMPES
RA-0063: 1, 3, 5, 7
RA-0100: 1, 3, 5, 7
KB-0020: 3, 6
6
1 2
5
4
3
7
20 KB-0020 OPTION
25RA-0100 OPTION
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1572
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 29

005A1572
4/5
35 HEATED BOX OPTION
5 GAS OPTION
12
49 AIR REGULATOR OPTION
13 AIR REGULATOR OPTION
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
36 HEATED BOX OPTION
DEPT. TOL.
METRIC
± 0.1
±
±
0.5
0.
5
INCH
± 0.004"
±
0.020"
±
0.020"
N.T.S.
DEPT.
NO.
USINAGE
TOLERIE
SOUDAGE
DATE
DATE
15-02-09
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
005A1572
Page 30

005A1572
43
41
5/5
21 UPPER SEAL (BAR T&B)
4 UPPER SEAL (ECO & TWIN)
43
38
87.34
MACHINE
PART
ITEM
MAT.
560A
MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1572
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 31

12
B
8
9
3
10
LET. MODIFICATION
DETAIL B
DATE
INT.
005A1573
ITEM PART # DESCRIPTION QT.
24
17
24
2
21
15
22
26
7
PASSAGE FIL SWITCH
14
SWITH WIRE PASSAGE
4
16
A
1
6
11
5
-SINGLE BAR OPTION-
MACHINE
PART
ITEM
MAT.
1 001-1540 CENTRAL COVER AXIS SUPPORT FIXATION 1
2 002-0326 LEFT SEAL BAR GUIDE BLOCK 1
3 002-0327 RIGHT SEAL BAR GUIDE BLOCK 1
4 004-0274 LEFT COVER AXIS SUPPORT 1
5 004-0275 RIGHT COVER AXIS SUPPORT 1
6 004-0276 CENTRAL COVR AXIS SUPPORT 1
7 004A4284 TABLE ASEMBLY 1
8 004B1651 COVER HOLD DOWN ASS'Y 1
9 005A1436 BELLOWS ASSEMBLY 1
10 005A1578 STRUCTURE ASSEMBLY 1
11 005A1579 REAR ACCESS DOOR ASSY 1
12 005A1583 FILLER PLATE ASSEMBLY 2
13 026-0610 LIMIT SWITCH LONG ROLLER 1
14 036-0280 PLUG GROMMET 1-1/16'' X 1/2'' X 13/16''
15 036-0400 WIRE CONNECT. 3/8'' NPT
16 051-0094 SCREW 4-40 X 1 1/2" FLAT SLOT SS 2
17 051-0250 BOLT ¼"-20nc. X 1½" S/S 4
18 051-0360 BOLT 3/8"-16nc. X 1" S/S 8
19 051-0424 BOLT 3/8"-16 x 3-1/2" SS 4
20 051-0540 NUT #4-40 HEX S/S 2
21 051-0581 NUT 1/4"-20 NYLON LOCK S/S 4
22 051-0620 NUT 3/8"-16 NC S/S 10
23 051-0715 WASHER #4 LOCK SS 2
24 051-0740 WASHER 1/4" FLAT S/S 8
25 051-0780 WASHER 3/8" FLAT S/S 8
26 051-0783 WASHER 3/8" FLAT THICK S/S 14
HOLE
CD09/O-RING/NUT
13
19
23
20
18
DETAIL A
25
DEPT. TOL.
METRIC
560A
BASE MACHINE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
SBU
USINAGE
TOLERIE
SOUDAGE
DATE
DATE
15-02-06
15-02-13
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1573
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
2
1
Page 32

005A1507
ITEM PART # DESCRIPTION QT.
1 001B6779 VALVE SUPPORT BRACKET 1
2 051-0144 SCREW #10-24 N.C 1/2"PAN PHIL. S/S 4
3 051-0571 NUT #10-24 S/S 4
4 102-0330 ELBOW 1/4" NPT X 3/8" HOSE QUICK 1
2
3
5 102-0355 BRANCH TEE 1/4'' MNPT X 3/8'' T.QUICK 1
6 104-0060 TUBE 3/8"OD x 1/4"ID POLYETHYL. 3
7 105-0205 1 EAR CLAMPS 3/8" SS 2
8 106-00641 VALVE 3 WAY 1/4'' NPT 120V 1
9 106-00661 VALVE 3 WAY 1/4'' NPT 240V 1
10 106-00701 VALVE 3 WAY 1/4'' NPT 24VAC 1
4
VACUUM INLET
TO BELLOW
1
TO BELLOW
7
6
5
8
LET. MODIFICATION
DATE
INT.
MACHINE
SINGLE CHAMBER VACUUM
PART
BELLOW VALVE ASSEMBLY
ITEM
MAT.
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-06-13
DATE
14-06-16
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1507
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 33

005B0583
ITEM PART # DESCRIPTION QT.
1 003A0403 CONTROL INSERT 1
2 051-0092 SCREW #4-40 x 1 1/4" FLAT SLT S/S 4
9
8
2
3 051-0713 WASHER #4 FLAT S/S 4
4 058-0120 CPVC SPACER 0.120" x 1/4" x 5/8" 4
5 051-0540 NUT #4-40 HEX S/S 8
6 051-0715 WASHER #4 LOCK SS 4
7 033-0038 MC-40 SENSOR VACUUM 1
8 051-01095 SCREW 8-32 x 1/2 FLAT SLOT SS 6
9 179-0004 NITRILE 1/2'' X 1/8'' AUTOCOLLANT X
1220mm long
3
4
5
6
5
1
1
LET. MODIFICATION
DATE
INT.
7
MACHINE
PART
ITEM
MAT.
VACUUM
MC-40 CONTROL BOARD
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-11-21
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005B0583
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 34

004B1651
ITEM PART # DESCRIPTION QT.
1 004A4115 COVER LOCK 1
2 057-0270 RECTANGULAR PUSH ON CAP - ROUNDED
END 3/16" X 5/8" X 1-1/2"
3 051-0740 WASHER 1/4" FLAT S/S 2
4 051-0581 NUT 1/4"-20 NYLON LOCK S/S 1
2
1
1
A
LET.
ADDED 300
MODIFICATION
05-08-09
DATE
3
M.A.
INT.
4
MACHINE
PART
300 @ 350D
450T ,550A & 580A
COVER HOLD DOWN ASS'Y
ITEM
MAT.
CNC
DWG BY
APP. BY
S.L.
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-11-26
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004B1651
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 35

005A1578
ITEM PART # DESCRIPTION QT.
1 004A4090 ACCESS DOOR ASSEMBLY 1
2 004A4138 VACUUM SENSOR FILTER 1
3 004A4155 ELECTRIC BOX ASS'Y 1
4 004A4286 STRUCTURE WELD ASSY 1
5 036-0265 GROMMET 1-1/2'' ID X 2-3/8'' OD RUBBER 1
6 036-0409 PRESSE-ETOUPE CD13 3
3
8
6
SEAL WITH SILICONE
SCELLER AVEC DU SILICONE
7 051-01385 SCREW 10-24 x 1/2"FLAT-UND. PHIL S/S 4
8 051-0144 SCREW #10-24 N.C 1/2"PAN PHIL. S/S 8
9 051-0180 BOLT. HEX. 1/4"-20 NC. x 1/2" S/S 2
10 051-0740 WASHER 1/4" FLAT S/S 2
11 056-3010-1 HINGE CONCEALED SS304 - BASE 2
12 056-3010-3 HINGE CONCEALED SS304 - PIN 2
13 102-0551 BULKHEAD 1/4"NPT X 3/8 TUBE QUICK 2
2
5
13
CAN BE INVERTED IF NEEDED
PEUT ÊTRE INVERSÉ AU BESOIN
LET. MODIFICATION
A
DATE
INT.
B
10
9
2
12
DETAIL A
1
11
7
4
MACHINE
PART
ITEM
MAT.
560A
STRUCTURE ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
SBU
DETAIL B
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-06
DATE
15-02-12
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1578
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 36

004A4155
ITEM PART # DESCRIPTION QT.
11 051-0139 SCREW 10-24 x 1/2" FLAT PHIL S/S 4
12 028-0105 GROUND BARRIER (6 HOLES) 1
13 051-0128 SCREW 10-24 x 3/8'' TRUSS PHIL S/S 3
14 036-0430 PRESSE-ÉTOUPE CD29 2
15 036-0420 PRESSE-ÉTOUPE CD21 2
1
3
2
11
4
A
ITEM PART # DESCRIPTION QT.
1 004A4156 E-BOX PRE-ASSY 1
2 056-3010-1 HINGE CONCEALED SS304 - BASE 2
3 056-3010-3 HINGE CONCEALED SS304 - PIN 2
4 004A4102 E-BOX FALSE BOTTOM 1
5 036-0409 PRESSE-ETOUPE CD13 3
6 004A4100 E-BOX DOOR ASSEMBLY 1
7 051-0600 NUT 5/16" -18 S/S 4
8 051-0580 NUT 1/4"-20 S/S 4
9 051-0210 BOLT ¼"-20nc. X 1" S/S 4
10 051-0581 NUT 1/4"-20 NYLON LOCK S/S 4
13
PUMP
15
SEAL BAR
TOP BOTTOM OPTION
9
7
8
VALVES
MC-40
5
LET. MODIFICATION
DATE
DETAIL A
14
NOTE:
12
10
MACHINE
VACUUM SINGLE CHAMBER
6
INT.
PART
ITEM
MAT.
- 026-3161 - DISCONNECT SWITCH SHAFT: COUPER À
94 MM DE LONG.
DEPT. TOL.
METRIC
USINAGE
± 0.1
TOLERIE
±
SOUDAGE
±
ELECTRIC BOX ASS'Y
CNC
SBU
DATE
DATE
14-06-10
DWG BY
APP. BY
INCH
± 0.004"
0.5
±
0.020"
0.
5
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
N.T.S.
DEPT.
NO.
004A4155
SIPROMAC
M
QTY.
1
Page 37

004A4100
ITEM PART # DESCRIPTION QT.
1 004A4101 E-BOX DOOR PRE-ASSY 1
2 056-2612 CAM LOCK QUARTER TURN SS304 1
3 179-0026 D-SHAPED RUBBER SEAL 1683mm LONG 1
4 026-3160 HANDLE RED/YELLOW NEMA 4X,
COMPACT, PADLOCKABLE
4
5 127-0100 STICKER ELEC.HAZARD ISO 2-1/2''
TRIANGLE
5 CENTER WITH HANDLE
16.4
1
1
LET. MODIFICATION
434
2
418
3
1
DATE
INT.
MACHINE
PART
ITEM
MAT.
VACUUM
E-BOX DOOR ASSEMBLY
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-09-17
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004A4100
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 38

004A4138
ITEM PART # DESCRIPTION QT.
1 004A4139 VACUUM SENSOR FILTER SUPPORT 1
2 114-2020 FILTER / DRYER ¼"mnpt. X 1/4"t.p. COMP. 1
3 102-0410 MALE CONN.1/4"MNPTx3/8"T.QUICK 2
3
2
LET. MODIFICATION
DATE
INT.
3
1
MACHINE
PART
ITEM
MAT.
VACUUM
VACUUM SENSOR FILTER
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-11-19
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004A4138
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 39

004A4090
ITEM PART # DESCRIPTION QT.
1 004A4089 ACCESS PANEL PRE-ASSY 1
2 056-2600 SPRING PAWL LATCHE SS KNOB 1
3 051-0071 SCREW 4-40 x 1/4" RND SLOT S/S 2
4 051-0541 NUT # 4-40 NYLON LOCK SS 2
2
3
4
1
LET. MODIFICATION
DATE
INT.
MACHINE
PART
ITEM
MAT.
VACUUM
ACCESS DOOR ASSEMBLY
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-09-11
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004A4090
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 40

005F0561
ITEM PART # DESCRIPTION QT.
5 001-0269 SEAL BAR GUIDE 2
3 001-1591 EXTERIOR BELLOWS COVER 1
4 001-1958 INTERIOR BELLOWS COVER 1
2 002A4191 SEAL BAR SUPPORT (ECO) 1
1 005F0419 SEAL BAR PRE-ASS'Y 1
8 051-0230 HEX BOLT 1/4-20 x 1 1/4" SS 5
7 051-0250 BOLT ¼"-20nc. X 1½" S/S 4
10 051-0251 CAP. HEX. SKT BOLT 1/4"-20 NC. x 1 1/2" 4
9 051-0581 NUT 1/4"-20 NYLON LOCK S/S 9
6 051-0740 WASHER 1/4" FLAT S/S 8
7
6
I
H
G
LET.
-END VIEW-
550A ADDED, WAS 005C0569
600A ADDED
005D0153 WAS 005C0153
MODIFICATION
14-10-23
14-05-27
13-11-06
DATE
SBU
SBU
SBU
INT.
1
5
4
THIS SIDE OF SEAL BAR
2
TO FIT FLUSH W/SUPPORT
10
3
9
6
QTY.
4
4
2
QTY
LIST
-BAG CUT OPTION-
MACHINE
550A, 600A & 620A
PART
SEAL BAR ASS'Y W/SUPPORT (ECO)
ITEM
MAT.
CNC
DWG BY
APP. BY
Y.F.
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-02-19
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005F0561
620A
600A
550A
MACHINE
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
Page 41

005F0419
ITEM PART # DESCRIPTION QT.
1 002A4172 BANDING BUCKLE 4
2 002A4190 SEAL BAR (ECO) 1
3 005A1443 ELEMENT BINDER RIGHT ECO 2
4 005A1444 ELEMENT BINDER LEFT ECO 2
5 027-0400 CONNECTOR ADAPTOR 6
6 039-02115 ROUND CUT-OFF ELEMENT 0.9MM 1
7 039-0222 TAPERED BAND 3MM X 0.3MM 1
8 051-0154 SCREW 10-24 x 1-1/4"PAN SLOT S/S 2
9 051-01752 SET SCREW 10-32 SS 3/16" 2
10 051-01752 SET SCREW 10-32 SS 3/16" 2
11 051-0550 NUT #8-32 SS 8
-DÉTAIL A-
7
15
6
12 077-0014 SPRING C0240-040-1250 SS COMP. 4
13 171-0180 TAPE CLEAR SUPER BOND 3/4" 663.5mm (0.021) 2
14 176-0200 TEFLON TAPE 5MIL 1
15 176-0203 TEFLON TAPE UNCOATED ZONE 5MIL 1
B
A
LET.
550A ADDED, WAS 005C0153
600A ADDED
MODIFICATION
14-10-23
14-05-27
DATE
2
SBU
SBU
INT.
3 ALLOW TO MOVE FREELYPERMETTRE DE BOUGER LIBREMENT
14
12
9
13
11
8
5
1
-BAG CUT (ECO) -
MACHINE
550A, 600A & 620A
PART
ITEM
MAT.
SEAL BAR PRE-ASS'Y
CNC
DWG BY
APP. BY
Y.F.
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-02-19
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005F0419
620A
600A
550A
MACHINE
QTY
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
LISTE
4
4
2
Page 42

005A0560
ITEM PART # DESCRIPTION QT.
1 005A0418 SEAL BAR PRE-ASS'Y 1
2 051-0251 CAP. HEX. SKT BOLT 1/4"-20 NC. x 1 1/2" 4
3 051-0581 NUT 1/4"-20 NYLON LOCK S/S 9
4 051-0230 HEX BOLT 1/4-20 x 1 1/4" SS 5
5 051-0250 BOLT ¼"-20nc. X 1½" S/S 4
6 051-0740 WASHER 1/4" FLAT S/S 8
10
9
1
6
5
4
7 001-1591 EXTERIOR BELLOWS COVER 1
8 002A4162 SEAL BAR SUPPORT 1
9 001-1958 INTERIOR BELLOWS COVER 1
10 001-0269 SEAL BAR GUIDE 2
7
6
3
VUE A
D
C
B
LET.
550A ADDED, WAS 005A0568
600A ADDED, 002A4162 WAS 002-0510
REDRAWN
MODIFICATION
14-10-23
14-05-27
05-09-12
DATE
SBU
SBU
M.A.
INT.
25.5
REF.
VUE A
8
2
MACHINE
550A, 600A & 620A
PART
SEAL BAR ASS'Y W/SUPPORT
ITEM
MAT.
-TWIN SEAL OPTION-
31.5
REF.
THIS SIDE OF SEAL BAR
TO FIT FLUSH W/SUPPORT
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
CNC
M.A.L.
DATE
DATE
DWG BY
APP. BY
METRIC
± 0.1
±
0.5
±
0.
05-09-12
MACHINE
INCH
± 0.004"
SIPROMAC
±
0.020"
5
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
N.T.S.
DEPT.
M-(M)-I
NO.
005A0560
620A
600A
550A
QTY.
4
4
2
QTY
LIST
Page 43

005A0418
ITEM PART # DESCRIPTION QT.
1 002A0400 SEAL BAR 1
2 039-0268 DOUBLE SEAM BAND (8MM) (2.4) 1
3 176-0200 TEFLON TAPE 5MIL (0.81) 1
4 056-1401 3/8"SET SCREW BANDING BUCKLE S/S 2
5 052-0393 SCREW 1/4-28x3/16"SKT SET OVAL POINT
ZINC
6 051-0100 SCREW 8-32 X 3/8" PAN PHIL S/S 2
7 051-0550 NUT #8-32 SS 4
8 027-0400 CONNECTOR ADAPTOR 2
9 001A2742 8mm ELEMENT BINDER 2
10 051-0146 SCREW 10-24 X 1" PAN PHIL S/S 2
11 051-0572 NUT #10-24 NYLON LOCK S/S 2
12 171-0180 TAPE CLEAR SUPER BOND 3/4" 641.5mm
(0.019)
13 077-0095 SPRING C 0360-059-1250 S/S 2
3
2
1
13
2
2
I
H
G
F
E
LET.
550A ADDED, WAS 005A0152
600A ADDED
MODIF. A-453 AJOUTER 077-0095
ADDED 052-0393
REDRAWN
MODIFICATION
14-10-23
14-05-27
10-06-01
06-04-19
05-09-12
DATE
SBU
SBU
J.G.
M.A.
M.A.
INT.
VOIR DÉTAIL A
-DÉTAIL A-
10
7
12
8
7
11
9PERMETTRE DE BOUGER LIBREMENT ALLOW TO MOVE FREELY
-TWIN SEAL OPTION-
MACHINE
550A, 600A & 620A
PART
ITEM
MAT.
SEAL BAR PRE-ASS'Y
6
5
4 INSTALL AGAINST NOTCH OF ITEM #9INSTALLER CONTRE L'ENCOCHE DE L'ITEM #9
CNC
DWG BY
APP. BY
M.A.L.
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
05-09-12
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A0418
620A
600A
550A
MACHINE
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-(M)-I
QTY.
4
4
2
QTY
LIST
Page 44

005B0562
ITEM PART # DESCRIPTION QT.
1 005B0420 SEAL BAR PRE-ASS'Y 1
2 051-0256 BOLT 1/4"-20nc. X 1 3/4" CAP SKT S/S 4
3 051-0581 NUT 1/4"-20 NYLON LOCK S/S 9
4 051-0230 HEX BOLT 1/4-20 x 1 1/4" SS 5
5 051-0250 BOLT ¼"-20nc. X 1½" S/S 4
6 051-0740 WASHER 1/4" FLAT S/S 8
10
9
1
6
5
4
7 001-1591 EXTERIOR BELLOWS COVER 1
8 002A4162 SEAL BAR SUPPORT 1
9 001-1958 INTERIOR BELLOWS COVER 1
10 001-0269 SEAL BAR GUIDE 2
7
6
3
VUE A
D
C
B
LET.
550A ADDED, WAS 005B0570
600A ADDED, 002A4162 WAS 002-0510
005B0420 WAS 005A0420
MODIFICATION
14-10-23
14-05-27
13-09-25
DATE
SBU
SBU
SBU
INT.
25.5
REF.
VUE A
-TOP & BOTTOM
8
2
MACHINE
550A, 600A & 620A
PART
SEAL BAR ASS'Y W/SUPPORT (T&B)
ITEM
MAT.
SEALING OPTION-
CNC
DWG BY
APP. BY
31.5
REF.
THIS SIDE OF SEAL BAR
TO FIT FLUSH W/SUPPORT
DEPT. TOL.
METRIC
USINAGE
± 0.1
TOLERIE
±
0.5
±
0.
13-09-25
SBU
SOUDAGE
DATE
DATE
620A
600A
550A
MACHINE
INCH
± 0.004"
SIPROMAC
±
0.020"
5
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
N.T.S.
DEPT.
M-I
NO.
005B0562
QTY.
4
4
2
QTY
LIST
Page 45

005B0420
ITEM PART # DESCRIPTION QT.
1 002A4147 SEAL BAR 1
2 001-2666 ELEMENT BINDER 2
3 051-0146 SCREW 10-24 X 1" PAN PHIL S/S 7
4 051-0572 NUT #10-24 NYLON LOCK S/S 7
5 051-0100 SCREW 8-32 X 3/8" PAN PHIL S/S 2
6 051-0550 NUT #8-32 SS 4
3
14
12
7 027-0400 CONNECTOR ADAPTOR 2
8 179-0003 SILICONE 2mm x 15mm ADHESIVE 664mm
(0.664)
9 176-0220 TEFLON TAPE, PRESS SENSITIVE 2" (0.081) 1
10 039-0220 BI-ACTIVE SEALING ELEMENT 700mm (0.07) 1
11 056-1400 1/4"SET SCREW BANDING BUCKLE S/S 2
12 176-0203 TEFLON TAPE, 5MIL UNCOATED ZONE
663.5mm (0.066)
13 077-0095 SPRING C 0360-059-1250 S/S 2
14 001A6582 TEFLON HOLD DOWN PLATE 2
10
9
1
1
I
H
G
LET.
2PERMETTRE DE BOUGER LIBREMENT ALLOW TO MOVE FREELY
13
6
7
6
5
4
550A ADDED, WAS 005B0370
600A ADDED
AJOUT TEFLON HOLDER
MODIFICATION
14-10-23
14-05-27
13-09-25
DATE
8
14
4
B
-DÉTAIL A-
1
3
VOIR DÉTAIL A
11
DETAIL B
11 INSTALL AGAINST NOTCH OF ITEM #2INSTALLER CONTRE L'ENCOCHE DE L'ITEM #2
SBU
SBU
SBU
INT.
MACHINE
550A, 600A & 620A
PART
SEAL BAR PRE-ASS'Y
ITEM
MAT.
-TOP & BOTTOM
SEALING OPTION-
DEPT. TOL.
METRIC
USINAGE
± 0.1
TOLERIE
±
0.5
±
0.
13-09-25
CNC
DWG BY
APP. BY
SBU
SOUDAGE
DATE
DATE
620A
600A
550A
MACHINE
INCH
± 0.004"
SIPROMAC
±
0.020"
5
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
N.T.S.
DEPT.
M-I
NO.
005B0420
QTY.
4
4
2
QTY
LIST
Page 46

005D0371
ITEM PART # DESCRIPTION QT.
1 001-2666 ELEMENT BINDER 2
2 001B6584 UPPER TEFLON HOLDER 2
DETAIL A
11
5
10
12
7
13
4
9
3
8
1
3 002B0537 UPPER SEAL BAR SUPPORT 1
4 002C0538 UPPER SEAL BAR 1
5 027-0400 CONNECTOR ADAPTOR 2
6 039-0220 BI-ACTIVE SEALING ELEMENT (6mm)
660mm (0.066)
7 051-0104 SCREW 8-32 x 3/8" RND PHIL S/S 2
8 051-0146 SCREW 10-24 X 1" PAN PHIL S/S 6
9 051-0232 SCREW 1/4-20x 1-1/4"SKT CAP SS 6
10 051-0550 NUT #8-32 SS 4
11 051-0572 NUT #10-24 NYLON LOCK S/S 6
12 056-1400 1/4"SET SCREW BANDING BUCKLE S/S 2
13 077-0095 SPRING C 0360-059-1250 S/S 2
14 176-0203 TEFLON TAPE, UNCOATED ZONE 5 MIL
617mm (0.07)
15 176-0220 TEFLON TAPE,PRESS.SENSITIVE 2" 617mm
(0.07)
16 179-0003 SILICONE 2mm x 15mm ADHESIVE 617mm
(0.62)
2
1
1
1
1
11
A
16
6
15
14
LET. MODIFICATION
DATE
INT.
8
MACHINE
PART
UPPER SEAL BAR ASS'Y W/SUPPORT
ITEM
MAT.
550A
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-07-03
DATE
14-07-03
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005D0371
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-(M)-I
QTY.
2
Page 47

004B1117
ITEM PART # DESCRIPTION QT.
1 002C2063 UPPER SEAL BAR SUPPORT 1
2 008A0320 UPPER SEAL BAR RUBBER 1
3 171-0180 TAPE CLEAR SUPER BOND 3/4" (0.024)
675MM
4 176-0200 TEFLON TAPE,PRESS.SENSITIVE 2" 675mm
(0.08)
3
1
2
1
LET.
MODIFICATION
DATE
INT.
2
4
-BAG CUT OPTION & TWIN-
MACHINE
PART
UPPER SEAL BAR ASSEMBLY (E.C.O.) & (TWIN)
ITEM
MAT.
550A
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-07-03
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004B1117
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
2
Page 48

005A1575
ITEM PART # DESCRIPTION QT.
1 004A4277 8" COVER PRE-ASSEMBLY 1
2 179-0020 NEOPRENE SPONGE 1/2" x 10.2' 1
2 UTILISER PERMATEX RUBBER ADHESIVE 169-0010 POUR COLLERUSE PERMATEX RUBBER ADHESIVE 169-0010 TO GLUE
POSITION JOINT HERE
POSITIONNER LE JOINT ICI
1
FOR TOP & BOTTOM SEALING ONLY
POUR SCELLAGE "TOP & BOTTOM" SEULEMENT
LET.
MODIFICATION
DATE
INT.
MACHINE
PART
ITEM
MAT.
560A
8" COVER ASSEMBLY
PROGRAM
3D BY
2D BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
15-02-13
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1575
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 49

POSITION JOINT HERE
POSITIONNER LE JOINT ICI
005A1576
ITEM PART # DESCRIPTION QT.
1 004A4280 12" COVER PRE-ASSEMBLY 1
2 179-0020 NEOPRENE SPONGE 1/2" x 10.2' 1
2 UTILISER PERMATEX RUBBER ADHESIVE 169-0010 POUR COLLERUSE PERMATEX RUBBER ADHESIVE 169-0010 TO GLUE
FOR TOP & BOTTOM SEALING ONLY
POUR SCELLAGE "TOP & BOTTOM" SEULEMENT
LET.
MODIFICATION
DATE
INT.
-12" COVER OPTION-
MACHINE
PART
ITEM
MAT.
560A
12" COVER ASSEMBLY
PROGRAM
3D BY
2D BY
SBU
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-09
DATE
15-02-13
1
METRIC
± 0.1
±
±
INCH
± 0.004"
0.5
±
0.020"
0.
5
±
0.020"
ST-GERMAIN DE GRANTHAM
N.T.S.
QUEBEC CANADA
DEPT.
NO.
005A1576
M-I
QTY.
1
Page 50

010B0063
ITEM PART # DESCRIPTION QT.
1 001-1318 PUMPS SUPPORT 63m³ & 100m³ 1
2 001A6817 PUMP SUPPORT (RA0063 & RA0040) 2
3 004B1404 VACUUM / ATMOSPHERE VALVE ASSY. 1
4 051-0360 BOLT 3/8"-16nc. X 1" S/S 8
5 051-0372 BOLT 3/8"-16 x 1-1/4" S/S 1
3
13
14
12
11 10
15
6 051-0622 NUT 3/8"-16nc. NYLON LOCK S/S 9
7 051-0762 WASHER 5/16" THICK FLAT S/S 4
8 051-0783 WASHER 3/8" FLAT THICK S/S 18
9 051-0980 BOLT M8 x 20 S/S 4
10 100-0090 STREET ELBOW 90° X 1-1/4'' NPT SS 1
11 100-0555 RED.BUSH.1-1/2" x 1-1/4" NPT S/S 1
12 104-0130 HOSE 1-1/2'' ID VACUUM TIGERFLEX 900 MM 1
13 105-0110 SCREW CLAMPS 1-1/16'' TO 2'' ALL S/S 1
14 105-0250 EAR CLAMP 1-1/2" S/S 1
15 114-2030 VACUUM MUFFLER 1-1/4"NPT 1
16 125-0060 BUSCH RA-0100 230-460V/3PH/60HZ 1
17 125-0062 BUSCH RA-0100 575V/3PH/60HZ 1
18 125-0064 BUSCH RA-0100 220V/1PH/60HZ 1
560A ADDED, MUFFLER NOW STANDARD
A
LET. MODIFICATION
15-02-12
DATE
A
SBU
INT.
B
18
17
DETAIL B
16
2
1
9
RA-0100 OPTION
MACHINE
PART
ITEM
MAT.
550A & 560A
RA-0100 PUMP ASSEMBLY
4
8
7
6
9
DETAIL A
7
DEPT. TOL.
METRIC
INCH
± 0.004"
SIPROMAC
±
0.020"
±
0.020"
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
DEPT.
M
NO.
010B0063
QTY.
1
CNC
3D DWG BY
2D DWG BY
SBU
AG
USINAGE
TOLERIE
SOUDAGE
DATE
DATE
± 0.1
±
0.5
±
0.
14-07-01
14-07-03
5
N.T.S.
Page 51

010B0062
ITEM PART # DESCRIPTION QT.
1 001-1318 PUMPS SUPPORT 63m³ & 100m³ 1
2 001A6817 PUMP SUPPORT (RA0063 & RA0040) 2
13
3
12
14
3 004B1404 VACUUM / ATMOSPHERE VALVE ASSY. 1
4 051-0360 BOLT 3/8"-16nc. X 1" S/S 8
5 051-0372 BOLT 3/8"-16 x 1-1/4" S/S 1
6 051-0622 NUT 3/8"-16nc. NYLON LOCK S/S 9
7 051-0762 WASHER 5/16" THICK FLAT S/S 4
8 051-0783 WASHER 3/8" FLAT THICK S/S 18
9 051-0980 BOLT M8 x 20 S/S 4
10 100-0090 STREET ELBOW 90° X 1-1/4'' NPT SS 1
11 100-0555 RED.BUSH.1-1/2" x 1-1/4" NPT S/S 1
12 104-0130 HOSE 1-1/2'' ID VACUUM TIGERFLEX 900 MM 1
13 105-0110 SCREW CLAMPS 1-1/16'' TO 2'' ALL S/S 1
14 105-0250 EAR CLAMP 1-1/2" S/S 1
15 114-2030 VACUUM MUFFLER 1-1/4"NPT 1
16 125-0040 BUSCH RA0063 230-460V/3PH/60HZ 1
17 125-0044 BUSCH RA0063 220V/1PH/60HZ 1
18 125-0046 PUMP 63M³/3PH /220V/1PH/50HZ 1
16
1718
560A ADDED, MUFFLER NOW STANDARD
A
LET. MODIFICATION
15-02-12
DATE
SBU
INT.
11
10
15
DETAIL B
1
7
9
2
DETAIL A
4
8
5
6
B
RA-0063 OPTION
A
MACHINE
PART
ITEM
MAT.
550A & 560A
RA-0063 PUMP ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-07-01
DATE
14-07-03
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
010B0062
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 52

7
5
DETAIL B
005B1440
ITEM PART # DESCRIPTION QT.
1 001A6831 KB-0020 PUMP SUPPORT 1
2 005A1506 VACUUM/ATM VALVE ASSY (KB-0020) 1
9
3 051-0360 BOLT 3/8"-16nc. X 1" S/S 4
4 051-0622 NUT 3/8"-16nc. NYLON LOCK S/S 4
5 051-0740 WASHER 1/4" FLAT S/S 4
6 051-0783 WASHER 3/8" FLAT THICK S/S 8
7 051-0948 BOLT M6 x 12 SS 4
8 104-0130 HOSE 1-1/2'' ID VACUUM TIGERFLEX 737MM 1
9 105-0110 SCREW CLAMPS 1-1/16'' TO 2'' ALL S/S 1
10 105-0250 EAR CLAMP 1-1/2" S/S 1
11 114-2050 EXHAUST MUFFLER 1/2 NPT S/S 1
12 125-1020 BUSCH KB-0020 115V/1PH/60HZ 1
13 125-1021 BUSCH KB-0020 220-240V/1PH/50-60HZ 1
1213
560A ADDED, MUFFLER NOW STANDARD
A
LET. MODIFICATION
A
11
8
3
6
10
2
4
1
DETAIL A
KB-0020 OPTION
15-02-12
DATE
SBU
INT.
B
MACHINE
PART
ITEM
MAT.
550A & 560A
KB-0020 PUMP ASSEMBLY
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-07-03
DATE
14-07-03
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005B1440
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 53

005A1506
ITEM PART # DESCRIPTION QT.
1 100-0025 ELBOW 90º X 1/2" NPT S/S 1
2 100-0075 STREET ELBOW 1/2" NPT SS 2
3 100-0144 COUPLING 1-1/2" NPT S/S 1
4 100-0230 CLOSE NIPPLE ½" npt, S/S 4
5 100-0325 NIPPLE ½"npt. X 2" S/S 1
12240V FOR 400
11120V FOR 400
10 24VAC
9
3
8
6 100-0465 TEE ½"npt. S/S 2
7 100-0520 RED.BUSH.3/4"NPT x 1/2"NPT S/S 1
8 100-0553 REDUCING BUSH. 1-1/2'' NPT X 3/4'' NPT SS 1
9 100-1230 STRAIGHT 1-1/2"MNPT x1-1/2" HOSE BARB 1
10 106-00201 VALVE 2WAY 24V 1/2'' NPT 1
11 106-00621 VALVE 2WAY 120V 1/2'' NPT 1
12 106-00631 VALVE 2WAY 240V 1/2'' NPT 1
7
2
LET. MODIFICATION
DATE
4
INT.
6
1
5
KB-0020 OPTION
MACHINE
SINGLE CHAMBER VACUUM
PART
VACUUM/ATM VALVE ASSY (KB-0020)
ITEM
MAT.
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-06-12
DATE
14-06-16
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1506
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 54

004B1404
ITEM PART # DESCRIPTION QT.
1 004A4081 BELLOWS ELBOW CONNECTOR ASSY 1
2 100-0245 CLOSE NIPPLE 1¼"npt. S/S 1
3 106-0051 VALVE 2WAY 24V 1-1/2"NPT60Hz 2
4 100-0485 TEE 1-1/2" NPT S/S 1
5 100-0440 NIPPLE 1-1/2'' NPT X 2'' SS 3
1
6 100-0047 ELBOW 90° X 1-1/2'' NPT S/S 1
7 100-1230 STRAIGHT 1-1/2"MNPT x1-1/2" HOSE BARB 1
8 100-0555 RED.BUSH.1-1/2" x 1-1/4" NPT S/S 1
7
6
2
LET. MODIFICATION
8
3
5
5
4
5
3
-OPTION - 40M³, 63M³ & 100M³ PUMP
DATE
INT.
MACHINE
VACUUM
PART
VACUUM / ATMOSPHERE VALVE ASSY.
ITEM
MAT.
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
13-09-19
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004B1404
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 55

005A1574
ITEM PART # DESCRIPTION QT.
1 001A6937 SLANTED FILLER PLATE 1
2 001A6417 SLANTED FILLER PLATE ADJ. STOPPER 2
3 005-0187 ASS. BARRURE 4
4 051-01845 BOLT 1/4"-20 x 1/2"CAP HEX SKT.S/S 4
5 057-0004 THMB SCREW KNOB 1/4" 4
6 179-0014 RUBBER 1/4"x3/8"x1/16"U SHAPED 2
5
4
2
1
LET.
MODIFICATION
3
-SLANTED FILLER PLATE OPTION-
DATE
INT.
6
MACHINE
PART
560A
SLANTED FILLER PLATE ASS'Y
ITEM
MAT.
PROGRAM
3D BY
2D BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
15-02-06
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1574
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M-I
QTY.
1
Page 56

004B4113
ITEM PART # DESCRIPTION QT.
1 106-0010 VALVE 2WAY N.C. 24VAC 1/4'' NPT(SMC) 1
2 102-0330 ELBOW 1/4" NPT X 3/8" HOSE QUICK 1
3 100-0065 STREET ELBOW 1/4" NPT SS 1
4 102-0361 Y BRANCH 1/4'' MNPT X 3/8'' T. QUICK 1
1
A
VALVE UPDATE
LET. MODIFICATION
2
3
4
QTY.
LISTE
2
1
QTY
14-05-27
DATE
SBU
INT.
-OPTION - GAS
MACHINE
VACUUM
PART
GAS VALVE ASSEMBLY (OPTION)
ITEM
MAT.
CNC
DWG BY
APP. BY
SBU
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-05-27
DATE
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
004B4113
DOUBLE CHAMBER
SINGLE CHAMBER
MACHINE
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
Page 57

005A1508
ITEM PART # DESCRIPTION QT.
1 001A6815 AIR REGULATOR SUPPORT 1
2 100-0065 STREET ELBOW 1/4" NPT SS 1
3 102-0330 ELBOW 1/4" NPT X 3/8" HOSE QUICK 1
4 102-0410 MALE CONN.1/4"MNPTx3/8"T.QUICK 1
4
6
5
2
5 114-0145 PRESSURE REGUL. 0-30 PSI 1/4'' NPT 1
6 114-0235 PRESSURE GAUGE 0-30 PSI 1/8 NPT 1
3
1
AIR REGULATOR OPTION
MACHINE
SINGLE CHAMBER VACUUM
PART
ITEM
MAT.
AIR REGULATOR ASSY
CNC
3D DWG BY
2D DWG BY
SBU
AG
DEPT. TOL.
USINAGE
TOLERIE
SOUDAGE
DATE
14-06-16
DATE
14-06-16
METRIC
INCH
± 0.1
± 0.004"
±
0.5
±
0.020"
±
0.
5
±
0.020"
N.T.S.
DEPT.
NO.
005A1508
SIPROMAC
ST-GERMAIN DE GRANTHAM
QUEBEC CANADA
M
QTY.
1
Page 58

19
ELECTRICAL DRAWING
Page 59

20
PNEUMATIC DRAWING
Page 60

21
NOTES
Page 61

22
 Loading...
Loading...