

SHARP VLZ1U Service Manual
SERVICE MANUAL
S53B2VL-Z1U//
LIQUID CRYSTAL DISPLAY CAMCORDER NTSC
VL-Z1U
MODEL
In the interests of user-safety (Required by safety regulations in some countries) the set should be restored to its
original condition and only parts identical to those specified
be used.
VL-Z1U
CONTENTS
Page
1. IMPORTANT SERVICE NOTES ........................................................................................................ 2
2. SPECIFICATIONS .............................................................................................................................. 6
3. PART NAMES .................................................................................................................................... 7
4. DISASSEMBLY OF THE SET ............................................................................................................ 8
5. MECHANISM ADJUSTMENT JIGS AND PARTS ............................................................................ 12
6. INSPECTION AND MAINTENANCE
ITEMS AND INTERVALS ................................................................................................................. 13
7. ADJUSTING AND CHECKING OF MECHANISM ........................................................................... 14
8. ADJUSTMENT OF RUNNING SYSTEM .......................................................................................... 17
9. ASSEMBLING OF MECHANISM SECTION AND PART REPLACEMENT
(DISASSEMBLING AND ASSEMBLING) ........................................................................................... 19
10.METHOD OF ADJUSTING THE ELECTRIC CIRCUIT .................................................................... 29
11.USEFUL TIPS ................................................................................................................................... 47
12.SIGNAL FLOW DIAGRAMS ............................................................................................................. 48
13.BLOCK DIAGRAMS ......................................................................................................................... 51
14.SCHEMATIC DIAGRAMS ................................................................................................................ 58
15.SEMICONDUCTOR LEAD IDENTIFICATION ............................................................................... 122
16.PRINTED WIRING BOARD ASSEMBLIES .................................................................................... 124
17.REPLACEMENT PARTS LIST ....................................................................................................... 141
18.PACKING OF THE SET ................................................................................................................. 161
SHARP CORPORATION
This document has been published to be used for
after sales service only.
The contents are subject to change without notice.
1
VL-Z1U
1. IMPORTANT SERVICE NOTES
BEFORE RETURNING THE VIDEO CAMERA
RECORDER
Before returning the video camera recorder to the user,
perform the following safety checks.
1. Inspect all lead dress to make certain that leads are
not pinched or that hardware is not lodged between
the chassis and other metal parts in the video camera
recorder.
2. Inspect all protective devices such as non-metallic
control knobs, insulating materials, cabinet backs,
adjustment and compartment covers or shields, isolation resistor/capacitor networks, mechanical insulators etc.
3. To be sure that no shock hazard exists, check for
leakage current in the following manner.
· Plug the AC line cord directly into a 120 volt AC outlet
(Do not use an isolation transformer for this test).
· Using two clip leads, connect a l.5k ohm, 10 watt resistor
paralleled by a 0.15µF capacitor in series with all
exposed metal cabinet parts and a known ground,
such as a water pipe or conduit.
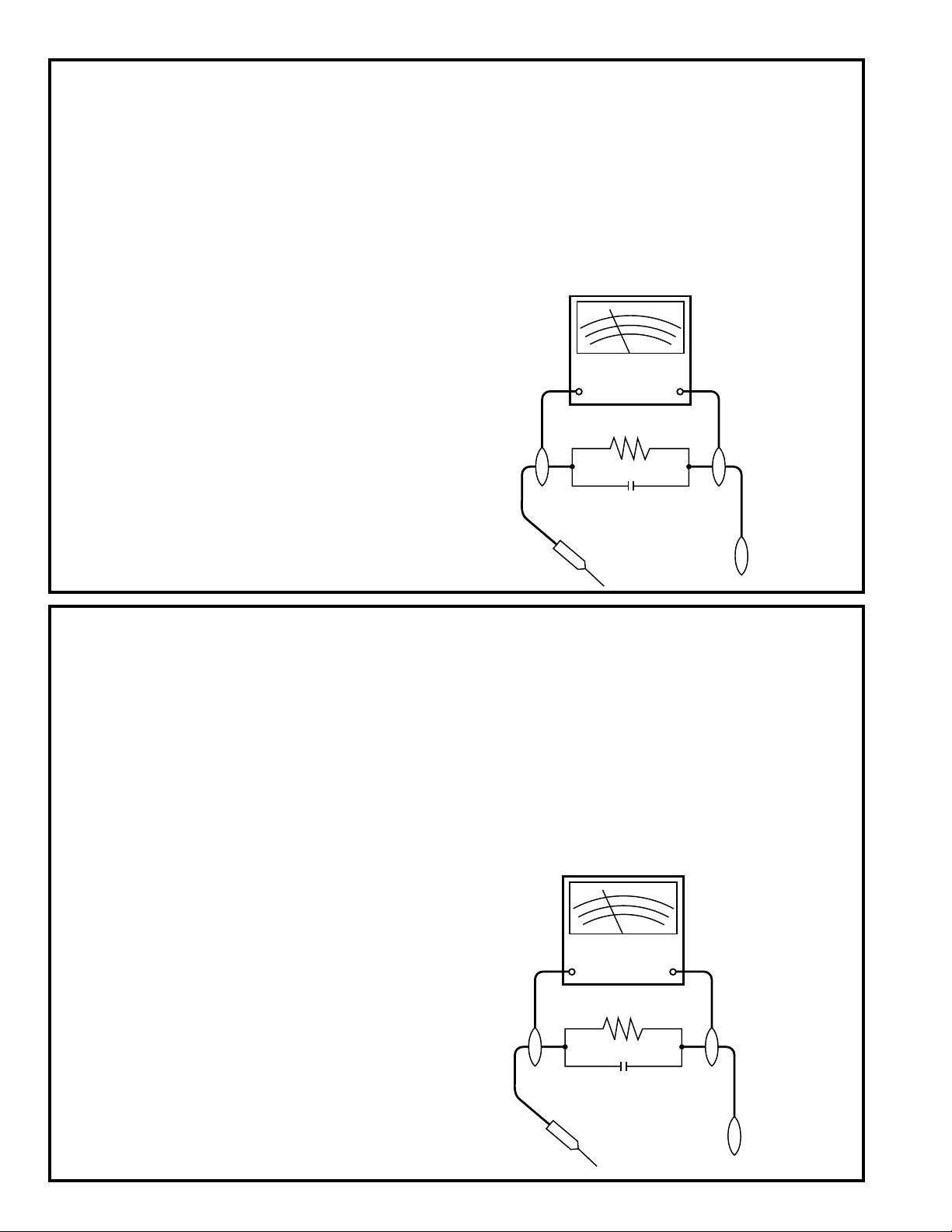
· Use an AC voltmeter having with 5000 ohm per volt,
or higher, sensitivity to measure the AC voltage drop
across the resistor (See Diagram).
· Move the resistor connection to all exposed metal
parts having a return path to the chassis (antenna
connections, metal cabinet, screw heads, knobs and
control shafts, etc.) and measure the AC voltage drop
across the resistor. Reverse the AC plug (a non
polarized adaptor plug must be used but only for the
purpose of completing these checks) on the set and
repeat the AC voltage measurements for each exposed metallic part. Any reading of 0.45V rms (this
corresponds to 0.3mA rms AC.) or more is excessive
and indicates a potential shock hazard which must be
corrected before returning the video camera recorder
to the user.
AC
VOLTMETER
1.5k ohms
10W
0.15 µF
TEST PROBE
TO EXPOSED
METAL PARTS
CONNECT TO
KNOWN EARTH
GROUND
1. NOTES DE SERVICE IMPORTANTES
AVANT DE RENDRE LE MAGNETOSCOPE
Avant de rendre le magnétoscope à l’utilisateur, effectuer
les vérifications de sécurité suivantes.
1. Vérifier toutes les gaines de fil pour être sûr que les fils
ne sont pas pincés ou que le matériel n’est pas coincé
entre le châssis et les autres pièces métalliques dans le
magnétoscope.
2. Vérifier tous les dispositifs de protection tels que les
boutons de commande non métalliques, les matériaux
d’isolement, le dos du coffret, les couvercles de
compartiment et ajustement ou les boucliers, les
réseaux de résistance / condensateur d’isolement,
Ies isolateurs mécaniques, etc.
3. Pour être sûr qu’il n’y a aucun risque de choc électrique,
vérifier le courant de fuite de la maniére suivante.
· Brancher le cordon d’alimentation secteur directement
dans une prise de courant de 120 volts. (Ne pas
utiliser de transformateur d’isolement pour cet essai).
· Utiliser deux fils à pinces et connecter une résistance
de 10 watts 1,5 kohm en parallèle avec un
condensateur de 0,15 µF en série avec des pièces du
coffret métallique exposées et une masse de terre
connue telle qu’un tuyau ou un conduit d’eau.
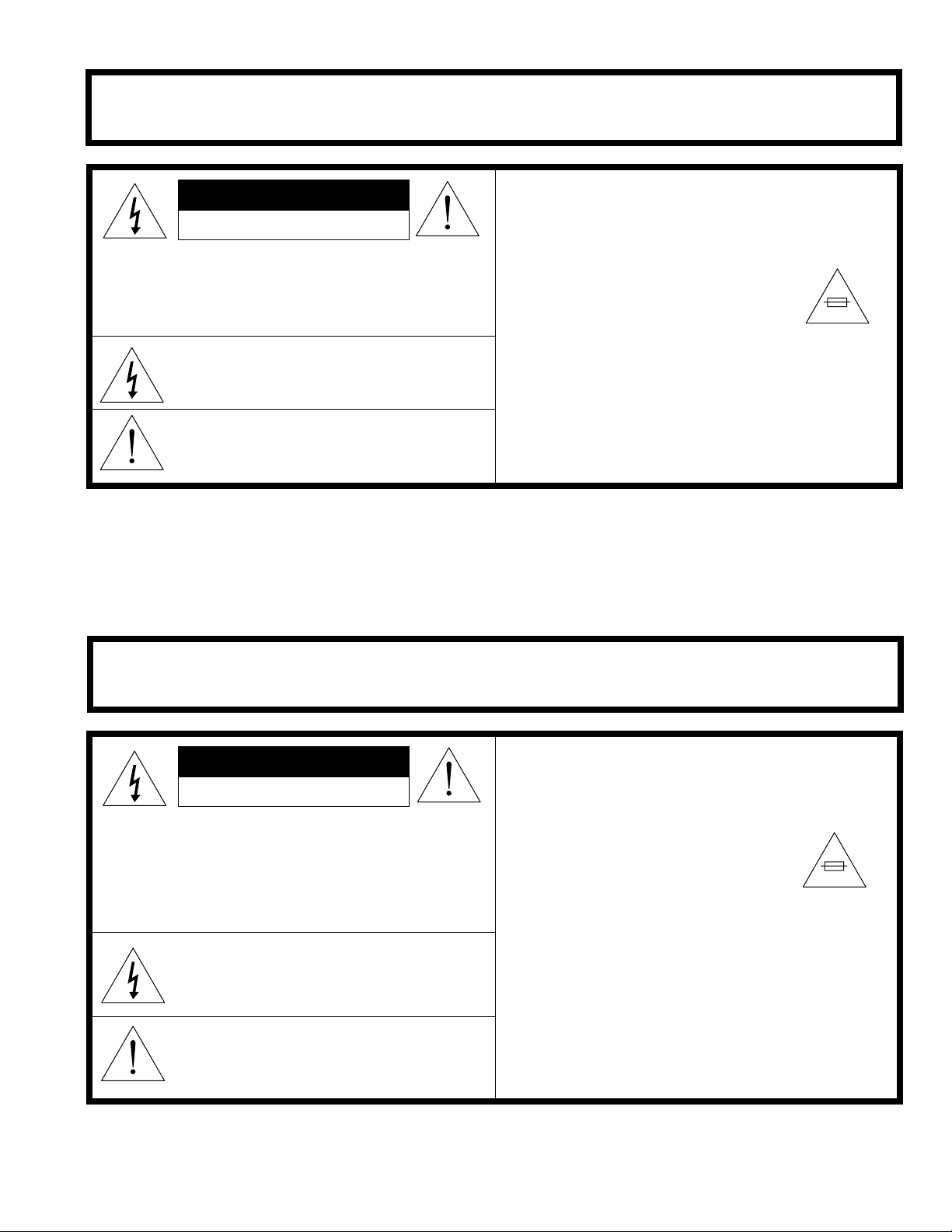
· Utiliser un voltmètre CA d’une sensibilité d’au moins
5000/V mesurer la chute de tension en travers de la
rèsistance (voir diagramme).
· Déposer la connexion de la résistance à toutes les
pièces métalliques exposées ayant un parcours de
retour au châssis (connexions d’antenne, coffret
métallique, tétes de vis, boutons et arbres de commande,
etc.) et mesurer la chute de tension CA entre la résistance.
Inverser la fiche CA (une fiche intermédiaire non polarisée
doit être utilisée à seule fin de faire ces vérifications.) sur
l’appareil et répéter les mesures de tension CA pour
chaque piéce métallique exposée. Toute lecture de
0,45 V rms (ceci correspond à 0,3 mA rms CA) ou plus
est excessive et signale un danger de choc qui doit être
corrigé avant de rendre le magnétoscope à son
utilisateur.
Voltmètre CA
1.5KOHMS
10W
0.15 µF
SONDE D'ESSAI
VERS PIECES
METALLIQUES
EXPOSEES
CONNECTER A
UNE MASSE DE
TERRE CONNUE
2
WARNING :TO REDUCE THE RISK OF FIRE OR ELECTRIC SHOCK, DO NOT EXPOSE
THIS APPLIANCE TO WET LOCATIONS.
CAUTION
RISK OF ELECTRIC SHOCK
DO NOT OPEN
CAUTION: TO REDUCE THE RISK OF ELECTRIC
SHOCK. DO NOT REMOVE COVER. NO
USER·SERVICEABLE PARTS INSIDE.
REFER SERVICING TO QUALIFIED SERVICE
PERSONNEL.
This symbol warns the user of uninsulated
voltage within the unit that can cause dangerous electric shocks.
This symbol alerts the user that there are
important operating and maintenance instructions in the literature accompanying this unit.
CAUTION
This symbol mark means following.
For continued protection against fire hazard, replace only with same type fuse.
(CP1; 0.75A 24V, CP2; 1.25A 24V, CP3;
1.25A 24V)
Camcorder
only
VL-Z1U
ATTENTION:POUR REDUIRE LES RESQUES D'INCENDIE OU DE CHOC ELECTRIQUE,
NE PAS EXPOSER CET APPAREIL A LA PLUIE OU A L'HUMIDITE.
ATTENTION
RISQUE DE CHOC ELECTRIQUE
NE PAS OUVRIR
ATTENTION: AFIN DE REDUIRE LES RISQUES DE
CHOC ELECTRIQUE, NE PAS RETIRER LE
COUVERCLE, AUCUN ORGANE INTERNE
NE PEUT ETRE REPARE PAR
L'UTIUSATEUR, CONFIER L'APPAREIL A
UN DEPANNEUR QUALIFIE.
Ce symbole signale à l'utilisateur la présence
d'une tension non isolée à l'intérieur de l'appareil
qui peut être la cause de secousses électriques
dangereuses.
Ce symbole avertit l'utilisateur que des instructions importantes relatives à l'utilisation
et àl'entretien se trouvent dans le manuel
accompagnant l'appareil.
ATTENTION
Ce symbole signifie que l'on devra utiliser un fusible de même type (CP1;
0,75A 24V, CP2; 1,25A 24V, CP3; 1,25A
24V) pour assurer la sécurité.
Camcorder
seulement
3
VL-Z1U
CAUTION
BEFORE BATTERY DESTROY
NICKEL-CADMIUM BATTERY
The following program is available in the United States. Please consult local environmental
authorities concerning the availability of this or other programs in your area.
The RBRCTM Seal
SHARP participates in the RBRC
States. The RBRC
voluntarily participating in an industry program to collect and recycle these batteries. The RBRC
program provides you with a convenient alternative to placing spent Nickel-Cadmium battery packs into
the trash or municipal waste stream, which is illegal in some areas. At the end of their useful life, the
Nickel-Cadmium battery can be dropped off at the nearest collection center for recycling. For information
on the nearest collection center, call 1-800-8-BATTERY or your local recycling center. If you are located
outside the United States, contact your local authorities for information concerning proper disposal and/
or recycling of this battery. SHARP’s involvement in this program is part of our commitment to protecting
our environment and conserving natural resources.
[Footnote] *RBRCTM is trademark of the Rechargeable Battery Recycling Corporation.
TM Seal on our battery pack contained in our product indicates that SHARP is
TM* Nickel-Cadmium Battery Recycling Program in the United
TM
NICKEL-METAL HYDRIDE BATTERY
LITHIUM or LITHIUM-ION BATTERY
SEALED LEAD BATTERY
Battery disposal
This product contains NICKEL-METAL hydride (LITHIUM-ION) battery.
This battery must disposed of properly.
Remove the battery from the product and contact your local environmental agencies for informationon
recycling and disposal options.
4
■ PRECAUTIONS FOR USING LEAD-FREE SOLDER
1) Employing lead-free solder
"Main PWB", "CCD PWB", "Sub PWB", "LCD PWB", "Head amp PWB", "Lithium PWB", "Operation PWB", "VCR
Operation PWB", "Zoom SW PWB", "Mecha Reversion detection PWB", of this model employs lead-free solder. The
LF symbol indicates lead-free solder, and is attached on the PWBs and service manuals. The alphabetical character
following LF shows the type of lead-free solder.
Example:
Indicates lead-free solder of tin, silver and copper
2) Using lead-free solder
When fixing the PWB soldered with the lead-free solder, apply lead-free wire solder. Repairing with conventional lead
wire solder may cause damage or accident due to cracks.
As the melting point of lead-free solder (Sn-Ag-Cu) is higher than the lead wire solder by 40°C, we recommend you to
use a dedicated soldering bit. If you are not familiar with how to obtain lead-free solder or soldering bit, contact our
service station or service ranch in your area.
VL-Z1U
3) Soldering
As the melting point of lead-free solder (Sn-Ag-Cu) is 220°C which is higher than the conventional lead solder by 40°C,
and as it has poor solderability, you may be apt to keep the soldering bit in contact with the PWB for extended period
of time. However, since the land may be peeled off or the maximum heat-resistance temperature of parts may be
exceeded, remove the bit from the PWB as soon as you confirm the steady soldering condition.
Lead-free solder contains more tin, and the end of the soldering bit may be easily corroded. Make sure to turn on and
off the power of the bit as required.
If a different type of solder stays on the tip of the soldering bit, it is alloyed with lead-free solder. Clean the bit after every
use of it.
When the tip of the soldering bit is blackened during use, file it with steel wool or fine sandpaper.
Lead-free wire solder for servicing
Part No. ★ Description Price Code
ZHNDAi123250E J φ0.3mm 250g(1roll) BL
ZHNDAi126500E J φ0.6mm 500g(1roll) BK
ZHNDAi12801KE J φ1.0mm 1kg(1roll) BM
5
VL-Z1U
2. SPECIFICATIONS
Recording/Playback Time: 90 minutes (DVM60, LP mode)
Lens Filter Diameter: 30 mm
Color Temperature Compensation: Auto white balance with white balance lock
Minimum Illumination: 2 lux (9 lux measured by EIA standard)(with gain-up, F1.8)
Power Requirement: DC 7.4 V
Power Consumption: 3.6 W (during camera recording in Camera mode using the viewfinder in Full Auto
Operating Temperature: 32°F to 104°F (0°C to +40°C)
Storage Temperature: –4°F to 140°F (–20°C to +60°C)
Dimensions (approx.): 3 1/
Signal System: NTSC standard
Recording System: 2 rotary heads, helical scanning system
Cassette: Digital VCR Mini DV video cassette
Tape Speed: SP mode: 18.812 mm/second
LP mode: 12.555 mm/second
Pickup Device:1/4" (6.4 mm, effective size: 4.5 mm) CCD image sensor
(with approx. 680,000 pixels including optical black,
effective pixels: approx. 340,000 pixels)
Lens: 10 × optical zoom lens (F1.8, f=3.8-38.0 mm)
Monitor: 2.5" (6.4 cm) CGSilicon
Built-in Microphone: Electret monaural microphone
mode with the DIS function on)
4.2 W (during camera recording in Camera mode using the LCD monitor in Full
Auto mode with the DIS function on and backlight in normal mode)
Operating Humidity: 30% to 80%
" (W) × 3
4
15
/
" (H) × 4 " (D)
64
[82.8 mm (W) × 82.2mm (H) × 101.5 mm (D)]
Weight (approx.): 1.05lbs (475 g)
(without battery pack, lithium battery, video cassette and lens cap)
AC Adapter (UADP-0339TAZZ)
Power Requirement: AC 110-240 V, 50/60 Hz
DC Output: 10 V
Dimensions (approx.): 1 31/
" (W) × 1
32
1
/
" (H) × 2
16
19
/32" (D)
[50.0mm (W) × 27.0mm (H) × 65.5 mm (D)]
Weight (approx.): 0.22 lbs (100 g)
Specifications are subject to change without notice.
SERVICE INFORMATION (For the U.S.)
For the location of the nearest Sharp Authorized Service, or to obtain product literature, accessories,
supplies or customer assistance, please call 1-800-BE SHARP (1-800-237-4277) or visit SHARP's
website (http://www.sharpusa.com)
6
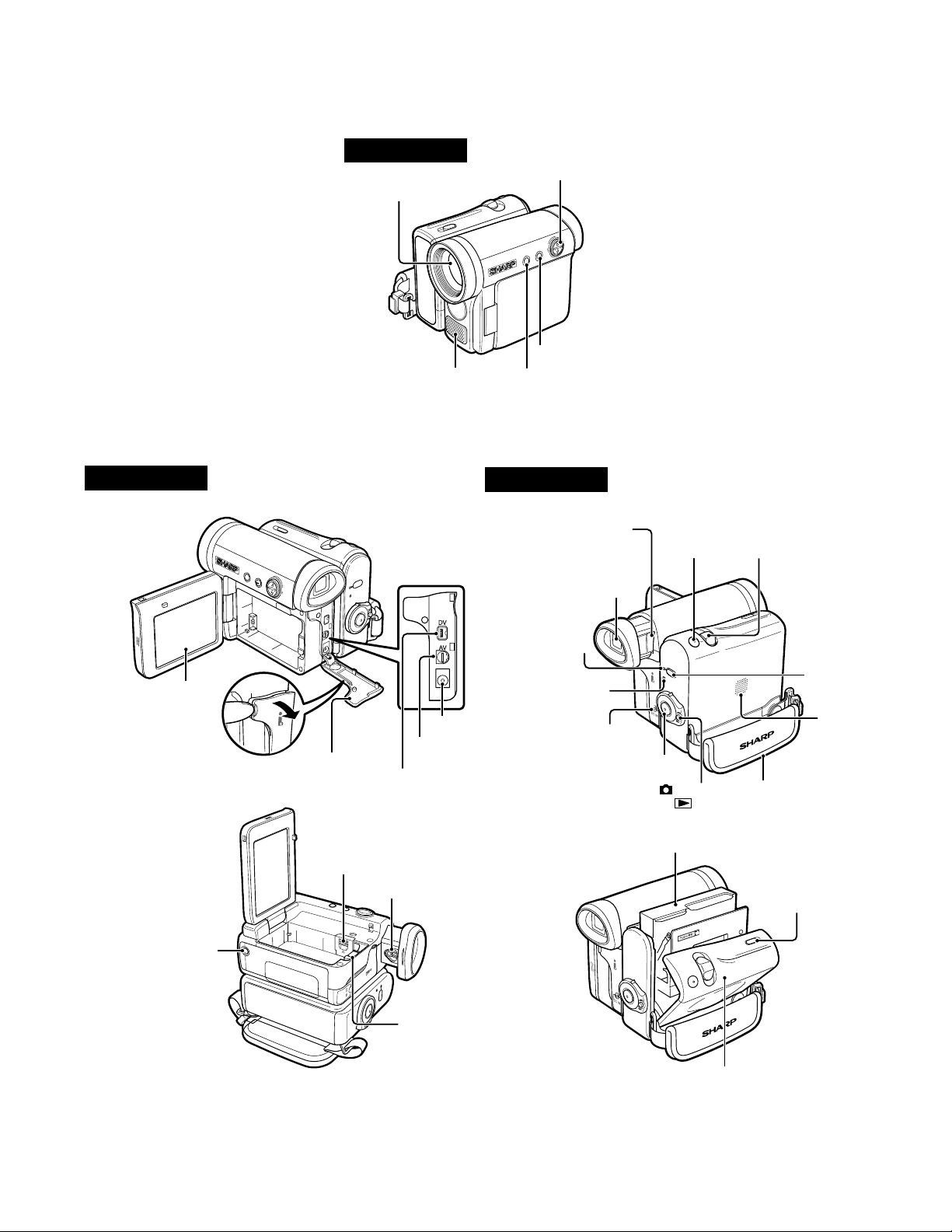
3. PART NAMES
p
Front view
Zoom lens
Monaural microphone
VL-Z1U
Operation button
DISPLAY button
LCD LAMP button
Left view
LCD monitor
Terminal cover
Lithium battery cover
Diopter adjustment dial
DC IN jack
AV terminal
DV terminal
Right view
Window cleaning cover
Viewfinder
STANDBY indicator
POWER/CHARGE
(RED) indicator
DC IN jack cover
Power switch ( Camera
Recording mode/ Playback
mode select switch)
PHOTO button
Start/Stop button
Cassette holder
Power Zoom Wide angle/
Telephoto control /
VOLume control
STANDBY button
Speaker
Hand strap
Cassette compartment
door release
Tripod socket*
* When attaching a tripod
with a guide pin, do not
attach the pin to the bottom
of the camcorder
.
Battery release
Cassette com
artment door
7
VL-Z1U
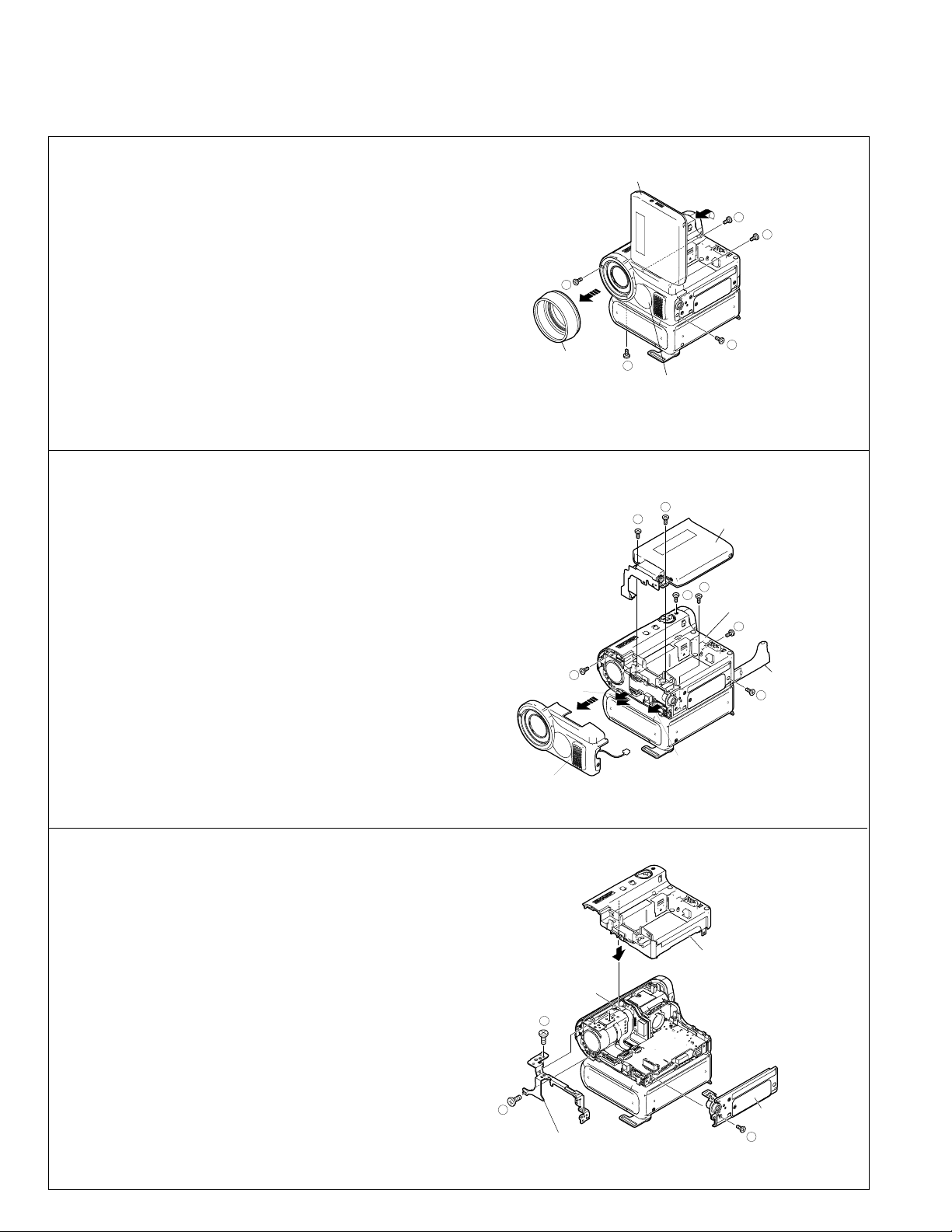
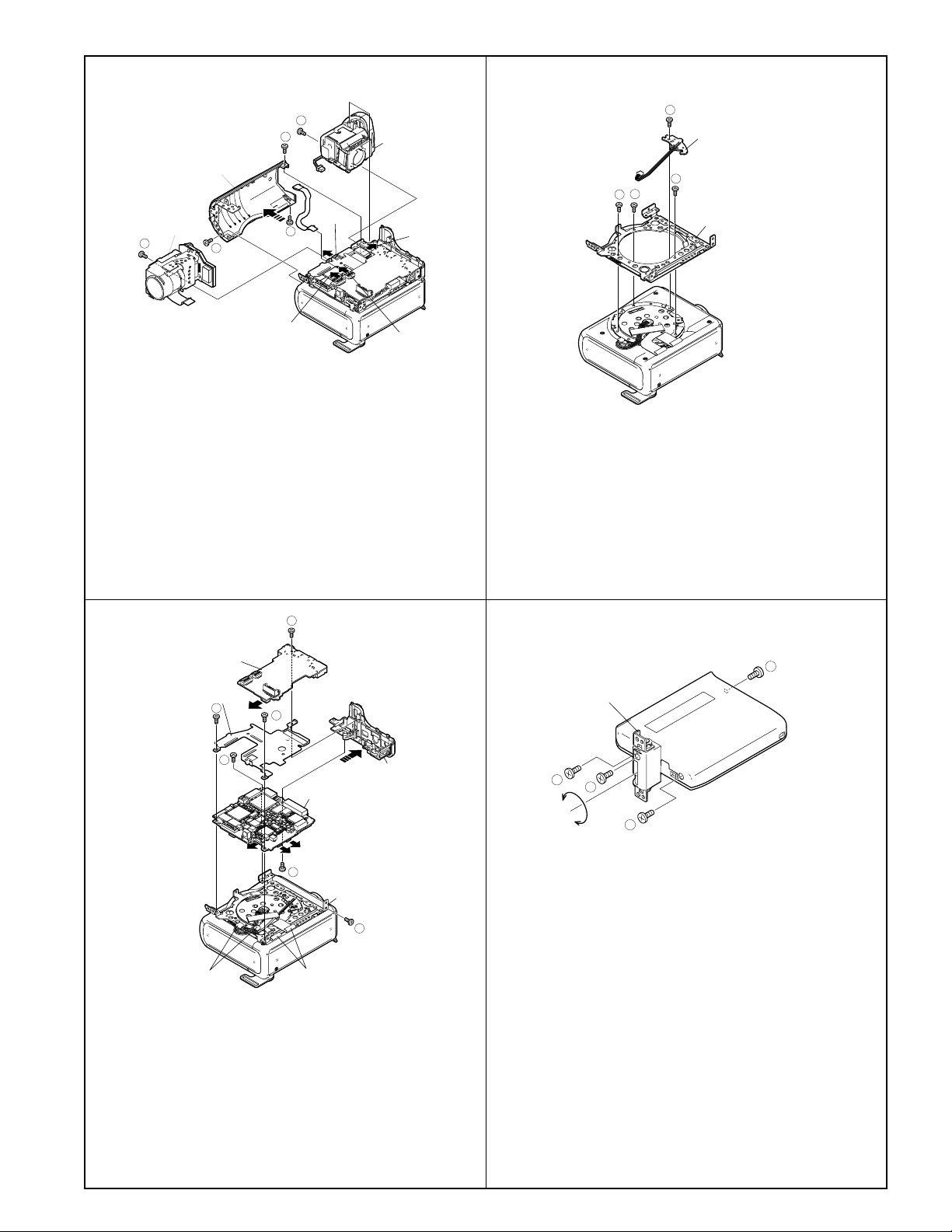
4. DISASSEMBLY OF THE SET
4-1. Procedure for disassembling the cabinet
Note:
Before removing the cabinet, turn OFF the power and make sure that the battery is not connected.
1.
· Remove the lens hood and remove the screw ((s) XiPSF14P06000).
· Open the LCD panel 90 degrees and remove the two screws ((x)LX-
HZ0050TAFN).
· Remove the two screws ((c)XiPSN17P04000) and remove the KS
camera front cover by pulling it frontward.
s
LCD panel
x
x
2.
· Disconnect the connector of the KS camera front cover.
· Disconnect the two LCD tilt FPCs of the liquid crystal panel.
· Remove the two screws ((r) XiPSN20P08000) and remove the LCD
panel.
· Remove the screw ((p) LX-HZ0063TAFN) and screw ((q)
XiPSN17P06000) that hold the camera L cabinet, open the terminal
cover and remove the three screws ((b) XiPSN17P03000).
Lens hood
b
LCD tilt FPC
KS camera front cover
c
KS camera front cover
r
r
p
Connector
c
LCD panel
q
Camera L cabinet
b
Terminal cover
b
3.
· Disconnect the operation FPC and remove the camera L cabinet.
· Remove the screw ((c) XiPSN17P04000) and remove the KS
camera bottom cover.
· Remove the two screws ((a) XiPSN17P02000) and remove the LCD
tilt reinforcing fitting.
8
Operation FPC
a
a
LCD tilt reinforcing fitting
Camera L cabinet
KS camera bottom cover
c
VL-Z1U
4.
b
x
Camera top cover
Camera unit
b
a
p
FPC(2)
Connector
· Remove the screw ((x) LX-HZ0050TAFN), screw ((p) LXHZ0063TAFN) and screw ((a) XiPSN17P02000), disconnect
the FPC (1) and remove the camera top cover.
· Remove the screw ((b) XiPSN17P03000) from the camera
unit, disconnect the FPC (2) and remove the camera unit.
· Remove the screw ((b) XiPSN17P03000), disconnect the
connector and FPC (3) and remove the VF.
VF
FPC(3)
FPC(1)
6.
b
Mechanism reversion detection PWB unit
u
u
u
PWB mounting angle
· Remove the screw ((b) XiPSN17P03000) and remove the
Mechanism reversion detection PWB unit.
· Remove the three screws ((u) LX-BZ0221TAFC) and remove
the PWB mounting angle.
5.
Sub PWB unit
Radiating angle
b
b
Connector
x
b
Terminal cabinet
Main PWB unit
x
PWB mounting angle
x
Tilt FPC
· Disconnect the two connectors of the sub PWB unit and main
PWB unit.
· Remove the two screws ((b) XiPSN17P03000) from the
radiating angle, remove the screw ((b) XiPSN17P03000)
from the PWB unit and remove each unit.
· Disconnect the two FFCs of the main PWB unit.
· Remove the two screws ((x) LX-HZ0050TAFN), remove the
screw ((x) LX-HZ0050TAFN) from the PWB mounting angle
and remove the terminal cabinet.
7.
b
LCD tilt unit assembly
b
a
b
· Turn the LCD tilt unit assembly 90 degrees.
· Remove the three screws ((b) XiPSN17P03000).
· Remove the screw ((a) XiPSN17P02000).
9
VL-Z1U
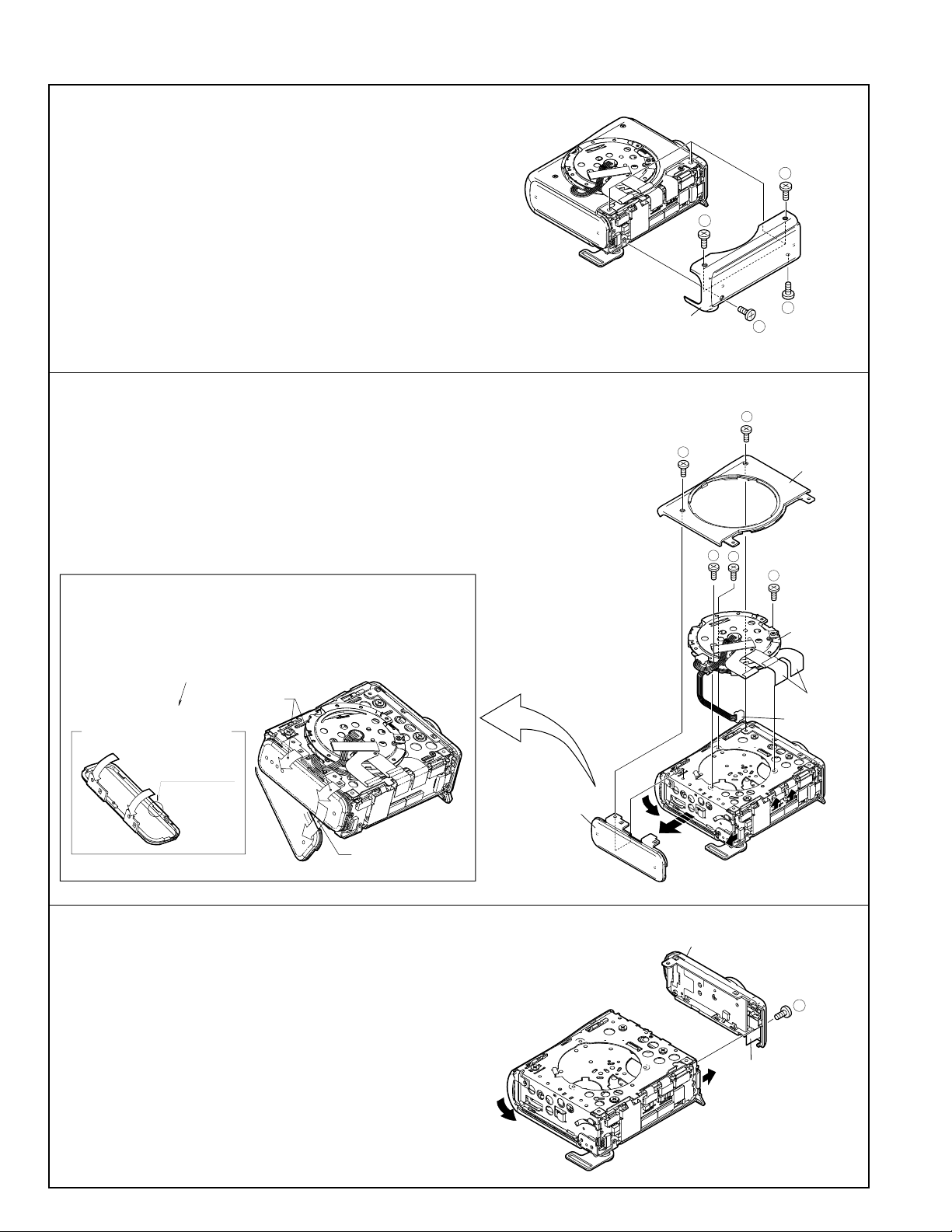
4-2. Procedure for disassembling the cabinet
1.
· Remove the three screws ((e) XiPSF17P03000) , remove the screw
((d) XiPSF17P02000) and remove the VCR bottom cover.
2.
· Remove the two screws ((e) XiPSF17P03000) and remove the tilt
cover.
· Remove the VCR front cover with the cassette cover opened.
· Disconnect the connector and two tilt FPCs, remove the three screws
((h) LX-BZ0220TAFC) and remove the KS camera tilt.
e
VCR bottom cover
e
e
d
e
e
Tilt cover
How to remove the VCR front cover
1. Remove the two couplings and turn the VCR front cover about 20 degrees in
the direction indicated by (1).
2. Turn the VCR front while sliding it in the direction indicated by (2) to disengage
the internal lug.
* If the VCR front cover is removed by turning it forcedly in the direction indicated
by (1), the internal lug may be damaged.
1
If the VCR front cover is removed
only by turning it in the direction
indicated
The internal lug
may be damaged
2
3.
· Remove the screw ((f) XiPSF17P04000) with the cassette lid opened,
disconnect the operation PWB FFC and remove the KS VCR operating
cover.
VCR front cover
h
h
KS VCR operating cover
h
KS camera unit
Tilt FPC
Connector
f
10
Operating PWB FFC
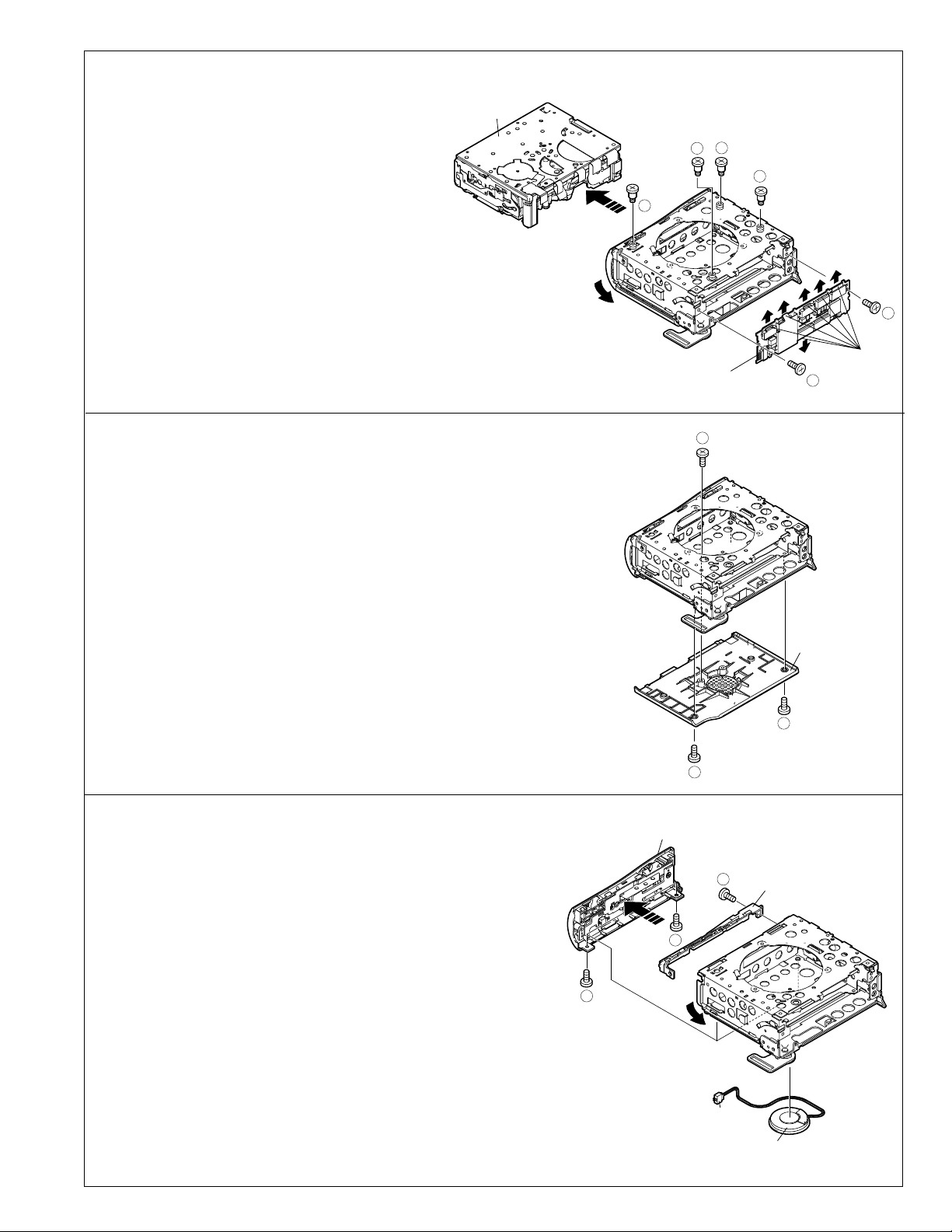
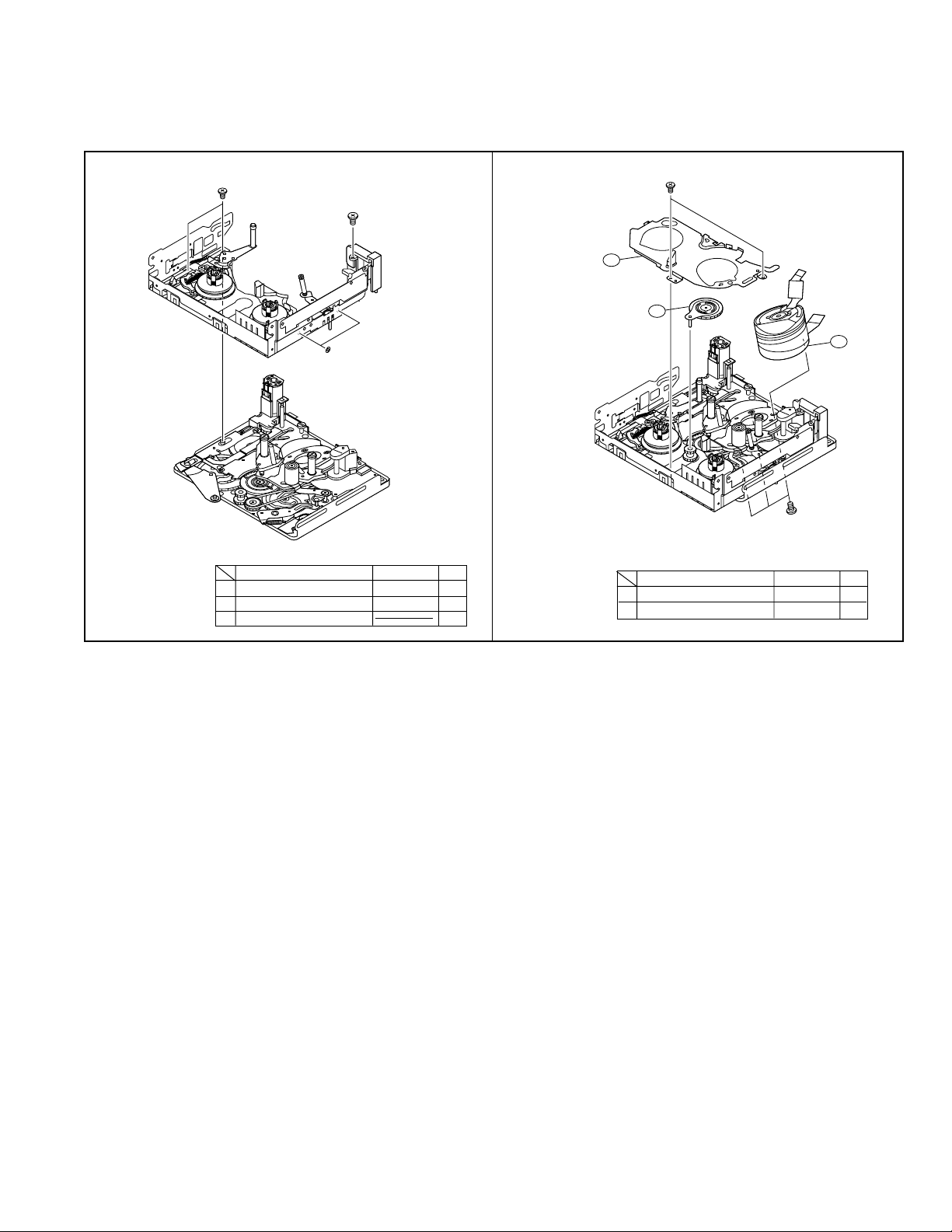
4.
k
a
a
w
w
w
Mechanism
Head amp PWB unit
FPC
· Disconnect the six FPCs of the head amp circuit board
unit.
· Remove the two screws ((a) XiPSN17P02000) and
remove the head amp PWB unit.
· Remove the three screws ((w) LX-BZA022WJFN) and
remove the screw ((k) LX-BZA023WJFD).
· Remove the mechanism with the cassette lid opened.
VL-Z1U
5.
· Remove the screw ((x) LX-HZ0050TAFN).
· Remove the two screws ((d) XiPSF17P02000) and remove the cassette
lid.
6.
· Remove the two screws ((d) XiPSF17P02000).
· Disconnect the connector of the speaker while removing the KS upper
lid cover with the cassette control lid opened.
· Remove the screw ((d) XiPSF17P02000) and remove the lock support
cover.
· Remove the speaker.
d
KS upper lid cover
d
x
Cassette lid
d
d
Lock support cover
11
d
Connector
Speaker
VL-Z1U
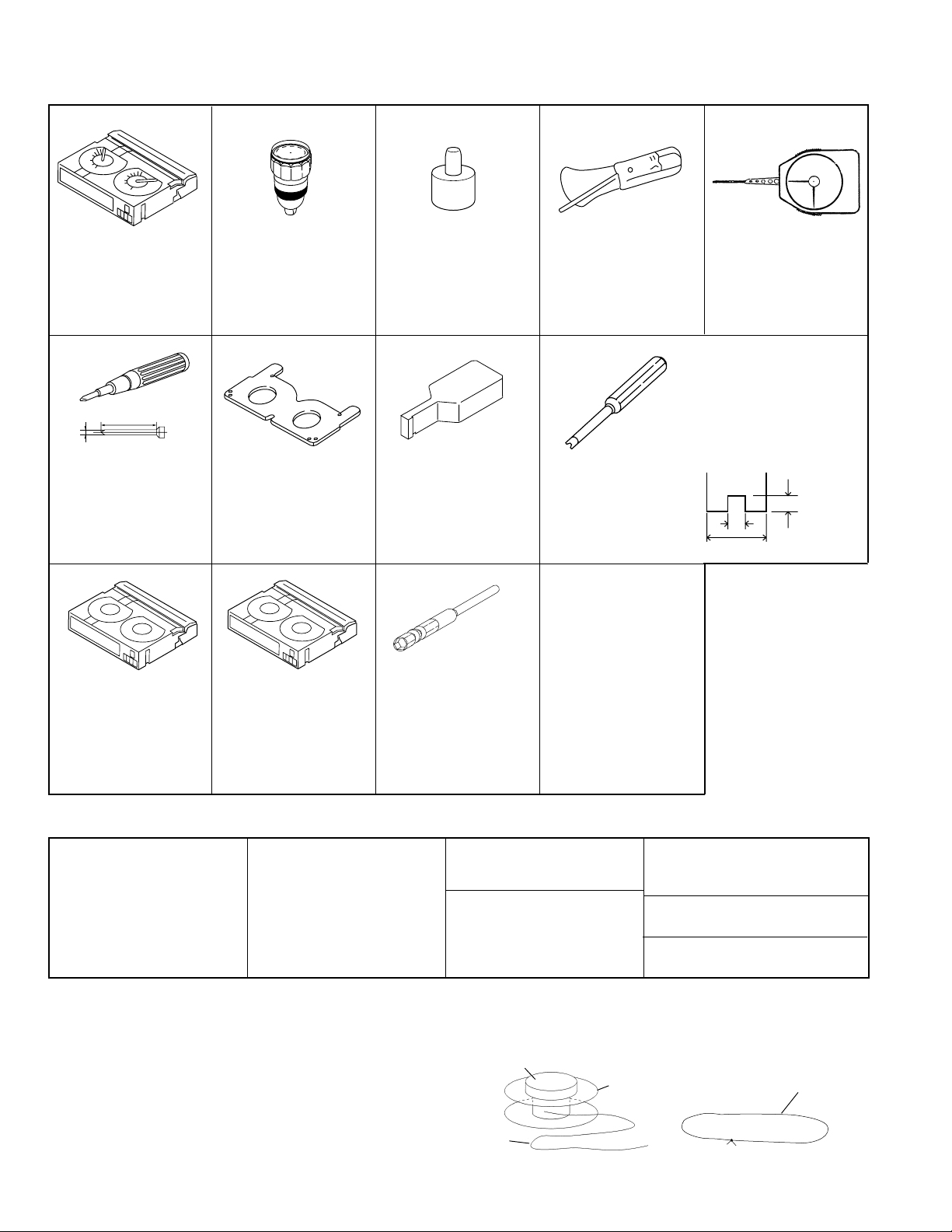
5. MECHANISM ADJUSTING JIGS AND PARTS
5-1. Mechanism checking and adjusting jigs
<Note: Order of descriptions>
Sketch
1. Name
2. Part code
3. Code
* Model number and usage
1. Cassette torque
meter for PB
2. 9DASD-1015
3. DB
* 1mN·m/1.5mN·m
50 or more
ø2
No.0 Phillips bit
No.00 Phillips bit
1. Torque driver
150mN·m
2. JiGTD1500RTDH
3. CB
1. Torque gauge
2. JiGTG0045
3. CN
* For measurement of VS-
REW winding torque
1. Master plane
2. 9EQMP-VLPD1
3. CL
* For checking of
1. Torque gauge head
2. 9EQTGH-DH5000
3. BW
*
For torque gauge shown
left
1. Height adjustment jig
2. 9DAHG-PD1
3. BZ
* For height adjustment
height of reel table
1. Bit for hexagon nut
1. Alignment tape – (I)
2. VR3-GAZXS
3. CF
* Adjustment of running
system
(Linear signal)
1. Alignment tape – (II)
2. VR3-GTZQS
3. CG
* For adjustment of SW
point(Color bar signal)
*
90ADVC-TAPE available
with opposite side
distance of 3 mm
2. 95CM22001
3. BL
* For installation of Tu
guide nut
5-2. Parts for periodic inspection and maintenance
1. Oil
Cosmo Hydro HV22
2. 9EQ-OiL-HV22
3. AE
* Cosmo Oil Co., Ltd.
1. Cleaning paper
2. JiGDUSPER
3. AP
* DUSPER ∑ (SIGMA)
(Ozu Co., LTD.)
<How to make mechanism checking and adjusting jigs>
(1) Reel hub for back tension measurement (Fig.1)
1) Have the reel hub of a commercially available cassette
tape ready.(Disassemble the cassette tape and remove
the tape from the reel hub.)
2) Attach one end of a thread (having a length of about
20cm) to the reel hub using Scotch tape etc.
3)
Attach a weight of about 0.21N to the top face of the reel hub.
(2) Thread for pinch roller press force measurement
1) Have a commercially available thread having a length of
about 20cm ready.
1. Dry grease CFD-409Z
* Sankei Chemical Co., LTD.
1. Grease
Molykote YM-103
2. 99FGREASEYM103
* Dow Corning
2) Tie both ends together to loop the thread.
Thread
1. Tension gauge 4N
2. JiGSG0400
3. BK
* For measurement of
pinch roller press force
1. Driver for height
adjustment
2. 9EQDRiVER-DH5
3. BC
<Miscellaneous>
(1) Vernier calipers
(2) Precision screwdriver
(Phillips head and slot-
ted)
(3) Long-nose pliers
(with thin tips)
(4) Tweezers
<Note: Order of descriptions>
Weight
Fig. 1
1. Dial tension gauge
2. 9DAPTG-10-10W
3. CA
* PTG-10
* For adjustment of guide
roller
* Bit shape
1.4
3
1. Name
2. Part code
3. Code
* Model number and usage
1. Cleaning liquid
Industrial ethyl alcohol
* Commercial item
1. Loctite adhesive (1401B)
* Three Bond
1. Ultrathin cotton swab
* Commercial item
Reel hub
Fig. 2
(see figure below)
Tolerance ± 0.1
2
Tip thickness 0.5
Thread
12
VL-Z1U
6. INSPECTION AND MAINTENANCE ITEMS AND INTERVALS
In order to maintain the quality of the mechanism section, perform the following maintenance and inspection. After repairing the
mechanism section, perform the following maintenance regardless of the number of hours of use by the user.
6-1. Maintenance and inspection list
Inspection and
maintenance location
Tape running section (See 8-3.)
Drum section, Video head
(See 8-3.)
Running system
Pinch roller
Capstan motor (Timing belt)
Swing arm
S reel table, Tu reel table
Center gear boss
Relay pulley shaft
Driving system
Loading motor
Mode SW
Abnormal noise
PB and VS/R winding torque
PB, VS/R and loading back tension
S reel table unloaded torque
Performance check
Number of hours of use (h)
500 1,000 1,500 2,000 3,000
<Rollers>
• Replace if abnormal rotation or swing (large) is found.
<Others>
• Cleans the portions that come in contact with the tape (the lower
drum helical portion in particular). Use the specified cleaning liquid.
• • • Replace. • • • Clean. • • • Lubricate. • • • Check.
Symptoms observed at the
time of maintenance
• Block noise
• Clogging of head
• Damage to tape
• Tape not running
• Tape sagged
• Block noise
• Abnormal noise
• Abnormal noise
• Ejecting cannot be made.
• Mode cannot be set.
• Tape not running
• Tape sagged
• Damage to tape
• Abnomaly in reproduced
picture
[Oil] Cosmo Hydro HV22
[Grease] Molykote YM-103
Sankei Chemical CFD-409Z
Notes and remarks
Note:
If no envelope output is obtained
in spite of the video head being
cleaned, replace the drum
component.
(If the envelope output is normal,
refer to "11. USEFUL TIPS".)
• Replace if any abnormal
condition is found.
• Apply oil.
[Oil]
Cosmo Hydro HV22
Note:
Apply oil to the shaft and
lightly wipe it off with a cloth.
• Replace if any abnormal
condition (noise etc.) is found.
• If a part is out of spec, replace
it.
[Loctite adhesive] Three Bond 1401B
[Cleaning liquid] Industrial ethyl alcohol
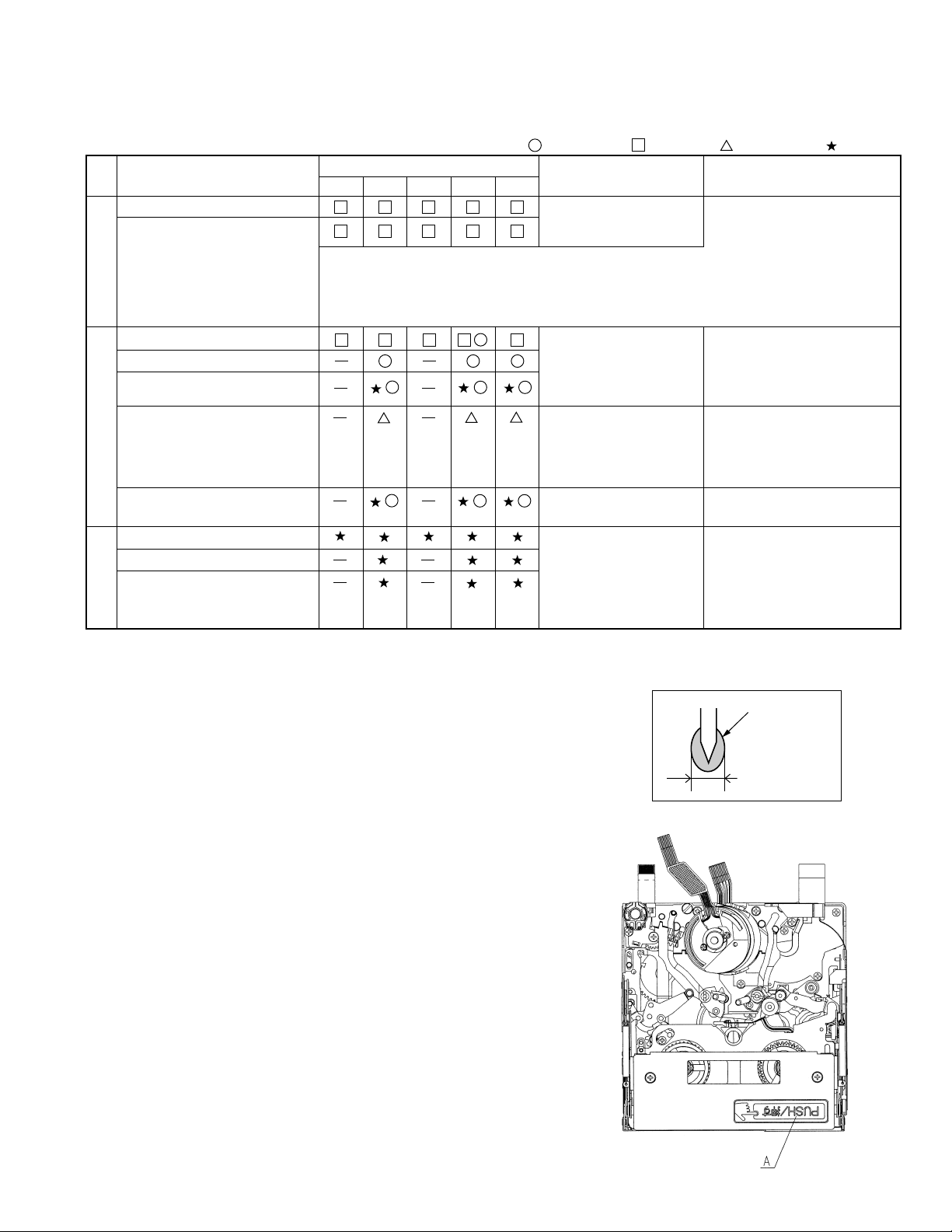
6-2. Cautions in handling the mechanism
(1)Cut washers removed at the time of part replacement etc. should be
replaced with new ones without fail.
(2) Because no volume adjustment is available in this mechanism, cleaning or
part replacement should be performed if the setting is not satisfied.
(3) About oil
a) Be sure to use the specified oil. (If any oil other than the specified oil is
used, various troubles will occur.)
b) When lubricating the bearing, be sure to oil free from foreign particles
such as dust. (If oil in which foreign particles such as dust are mixed is
used, it will cause wear and seizure to the bearing.)
c) The term "One drop of oil" here means the amount of oil on the point of
a needle etc. shown in Fig.1.
(4) Repairing of circuits, final adjustment of running system, etc. should be
performed with the cassette controller assembly installed in the mechanism.
(5) When operating the mechanism singly, apply voltage to the loading motor
to drive it. The voltage between the terminals should be 3 to 4V DC. (Do
not apply external voltage to the loading motor with the mechanism
connected with the main circuit board. Doing so could cause a failure.)
(Turning the gears forcedly by hand may cause them to get damaged.)
When placing the mechanism singly, use an appropriate spacer so that the
capstan motor is not rubbed.
(6) When installing the cassette controller, push the portion indicated by "A" in
Fig.2. Do not push other portions.
(7) Take care not to deform the components of the mechanism.
13
Oil
Ø1.5 or less
Fig. 1
Fig. 2
VL-Z1U
7. ADJUSTING AND CHECKING OF MECHANISM
The items described here are relevant to the general on-site servicing (field service). This section does not cover adjustment and
replacement for which sophisticated equipment, jigs and techniques are required.
In order to maintain the initial characteristics of the mechanism, it is necessary to perform maintenance and inspection and also it is
essential not to damage the tape etc. In the case of an adjustment that requires a jig, be sure to use the specified jig.
<Caution>
(1) When adjusting and checking the mechanism, be sure to see that the power supply and the status are as indicated in
Caution on the title.
(2) Do not apply external voltage to the loading motor with the mechanism connected with the main circuit board. (Doing
so could cause a failure.)
(3) When running the tape, be sure to do so with the cassette controller assembly installed.
7-1. Checking of PB (REC) winding torque
AC adapter used, Cassette controller assembly installed
(1) Set the torque cassette with the cassette controller installed in the mechanism. In the SP record mode (or in the PB mode
if signals have been SP-recorded on the tape), check that the winding torque is within spec.
<Spec for PB (REC) winding torque>(If there is a torque ripple, read the center value.)
0.7+0.2/-0.05N·m, Ripple: 0.1mN·m or less
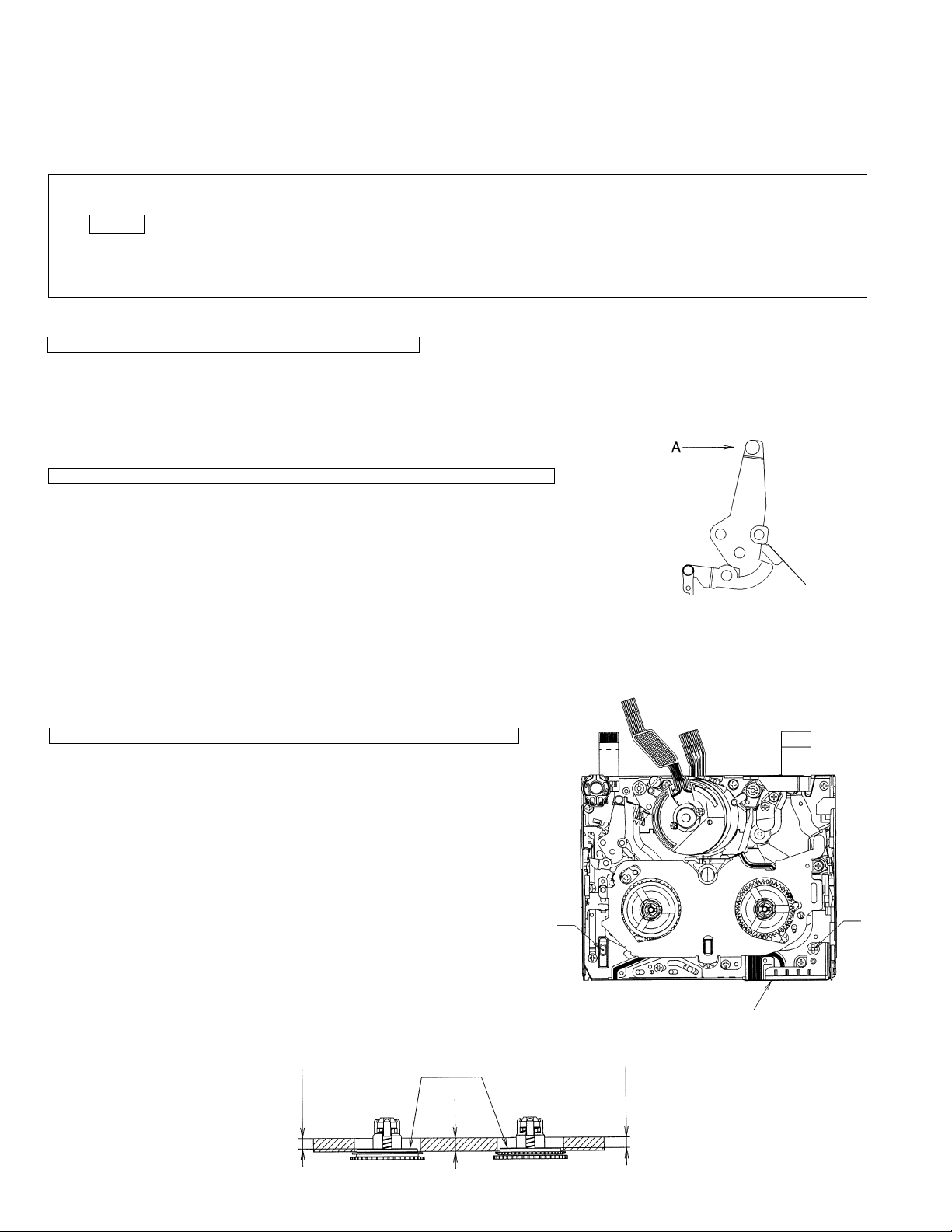
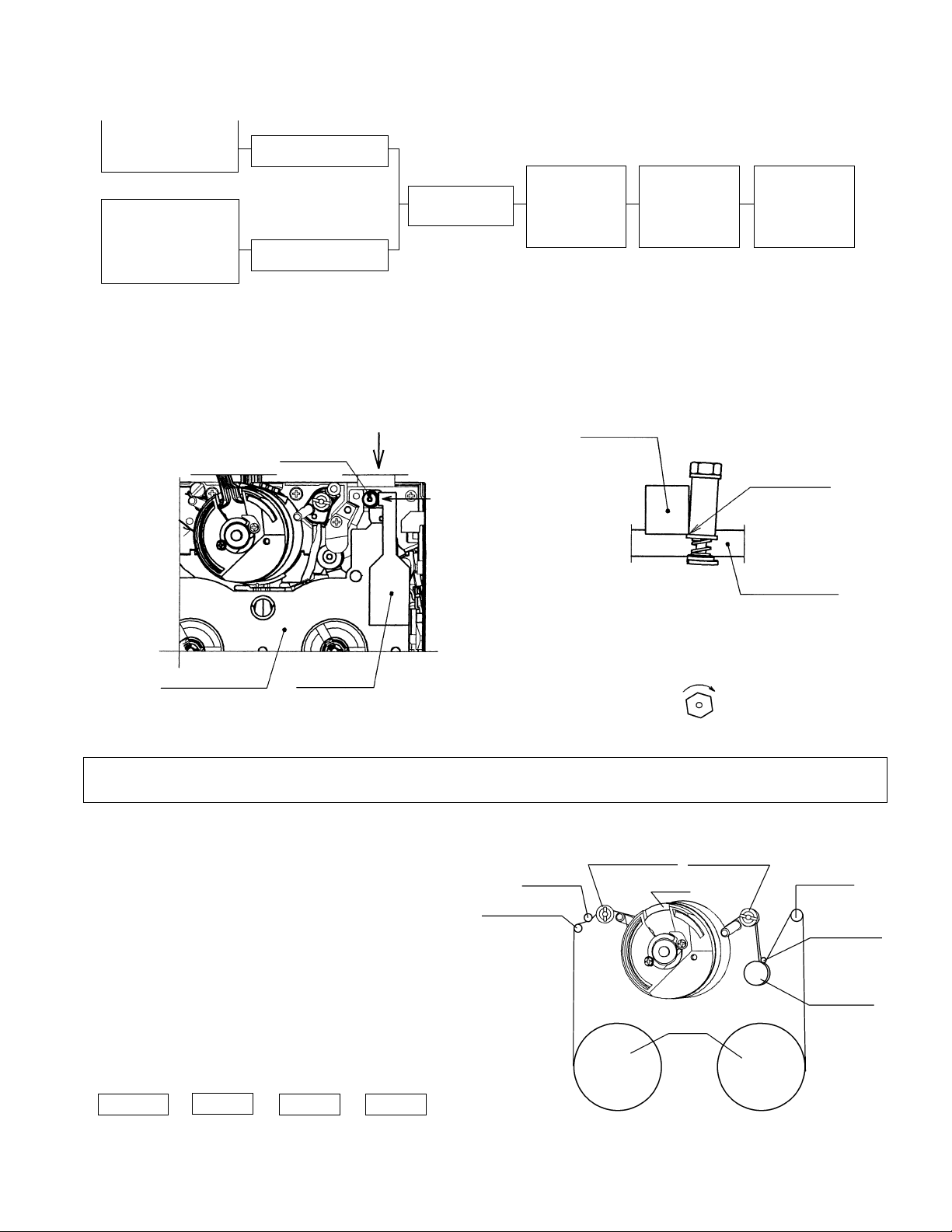
7-2. Checking of VS-REW winding torque
AC adapter used, Cassette controller assembly not installed (Mechanism only)
(1) Remove the cassette controller, turn ON the down SW while referring to 9-3, operate
in the test mode (T01) and select the VS-REW mode.
(2) Set the torque gauge in the S reel table, push the tip of the tension pole with your finger
in the direction shown by Arrow A to release the tension band, and check that the
winding torque is within spec. (Fig.1) (Do not apply the own weight of the torque
gauge or rotate it during measurement.)
<Spec for VS-REW winding torque>
(If there is a torque ripple, read the center value.)
1.5 ± 0.15N·m, Ripple: 0.15mN·m or less
(3) After checking the winding torque, remove the torque gauge and turn OFF the down
SW. The mechanism will automatically go into the standby mode.
Fig.1 How to release the tension
band when measuring the
VS-REW winding torque
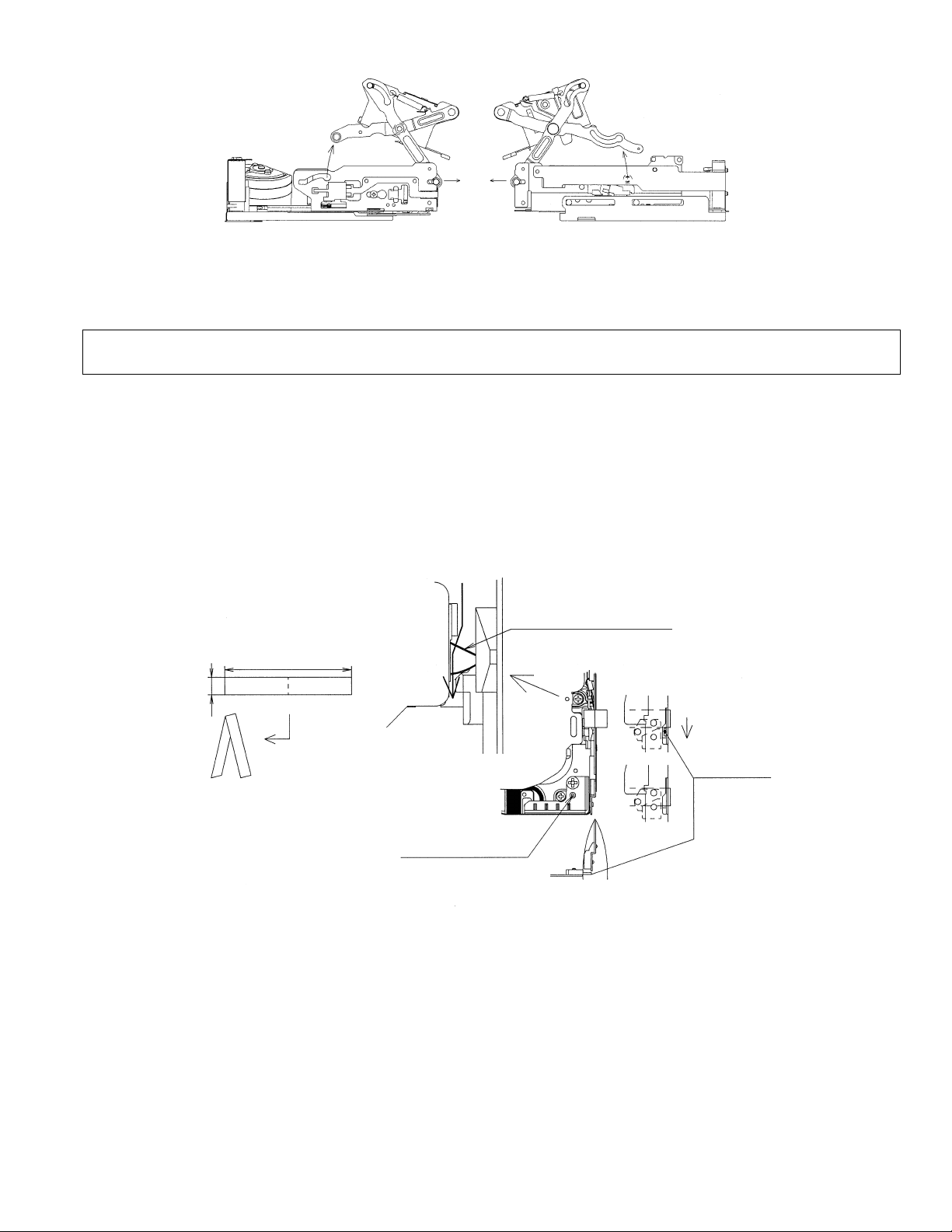
7-3. Checking of height of reel table
3 to 4V DC, Cassette controller assembly not installed (Mechanism only)
(1) Remove the cassette controller. (Refer to 9-2.)
(2) Apply 3 to 4V DC to the loading motor while referring to 9-1 and select the
PB mode.
(3) Fit the holes of the master plane to the two guides (portions A and B) shown
in the Fig.2, taking great care not to allow master plane to strike the running
parts such as the drum and guide roller or the MIC contact.
(4) Using a pair of vernier calipers etc., measure the heights of the reel-supporting
faces of the S reel table and Tu reel table from the top face of the master plane
and check that the measured heights satisfy the set values. (Fig.3)
When measuring the height of the S reel table, push the tip of the tension
pole with your finger in the direction shown by Arrow A to release the tension
band. (Fig.1)
(5) If the measured height does not satisfy the set value, replace the reel table
and make checking again.
<Note> After replacement, select the L start mode (see 9-1) and check that the
reel table rotates smoothly.
Reel-supporting face
2.4±0.1
Set value of height
of reel table
(3)
Fig.3
A
MIC contact
Fig.2 Checking of reel table
2.4±0.1
Set value of height
of reel table
B
14
VL-Z1U
7-4. Checking and adjusting of tension pole position during
REC (PB)
3 to 4V DC, Cassette controller assembly not installed (Mechanism only)
(1) Checking
Check that the tension pole is located in the prescribed position as shown in Fig.4
at the start of a 60-minute tape.
If the tension pole is not located in the prescribed position, take out the tape and
make adjustment according to the procedure shown below.
(2) Adjusting (See Fig.4.)
1. Select the PB mode without setting a tape.
2. Slightly loosen the screw 1 (to such an extent that the T band adjustment base
2 can be moved.)
3. If the tension pole is dislocated inward from the prescribed position, shift the
T band adjustment base 2 in the direction shown by Arrow (A). If it is dislocated
outward from the prescribed position, shift the T band adjustment base 2 in the
direction shown by Arrow (B). Then fix the T band adjustment base 2 with the
screw 1.
(For how much the T band adjustment base is to be shifted, refer to Fig.4.)
4. Check the tension pole position as described in "(1) Checking" above.
5. If out of position, make readjustment.
7-5. Checking and adjusting of REC (PB) back tension
torque
AC adapter used, Cassette controller assembly installed
(1) Checking
Set the torque cassette (SD-1015). In the SP record mode (or in the PB mode if
signals have been SP-recorded on the tape), check that the feed-side torque is
within the following spec.
<Spec>(If there is a torque ripple, read the center value.)
0.55 ± 0.05N·m
(2) Adjusting (See Fig.5.)
If the measured back tension torque is out of spec, make adjustment according
to the following procedure.
1. Slightly loosen the screw 3.
2. If the back tension is higher, shift the T-SPR adjustment ANG in the direction
shown by Arrow (D). If it is lower, shift the T-SPR adjustment ANG in the
direction shown by Arrow (C).
3. After adjusting the back tension torque, fix the T-SPR adjustment ANG with the
screw 3. Apply loctite adhesive to screw 3.
<Reference>
Screw tightening torque: 0.04 N·m
Apply loctite
adhesive.
Tension pole position
(Based on drum base outside shape)
0±0.3
Fig.4 Adjusting of position (tape exists)
Fig.5 Checking (tape exists)
Drum base
T pole
T band adjustment
base 2
Screw 1
Screw 3
T-SPR adjustment ANG4
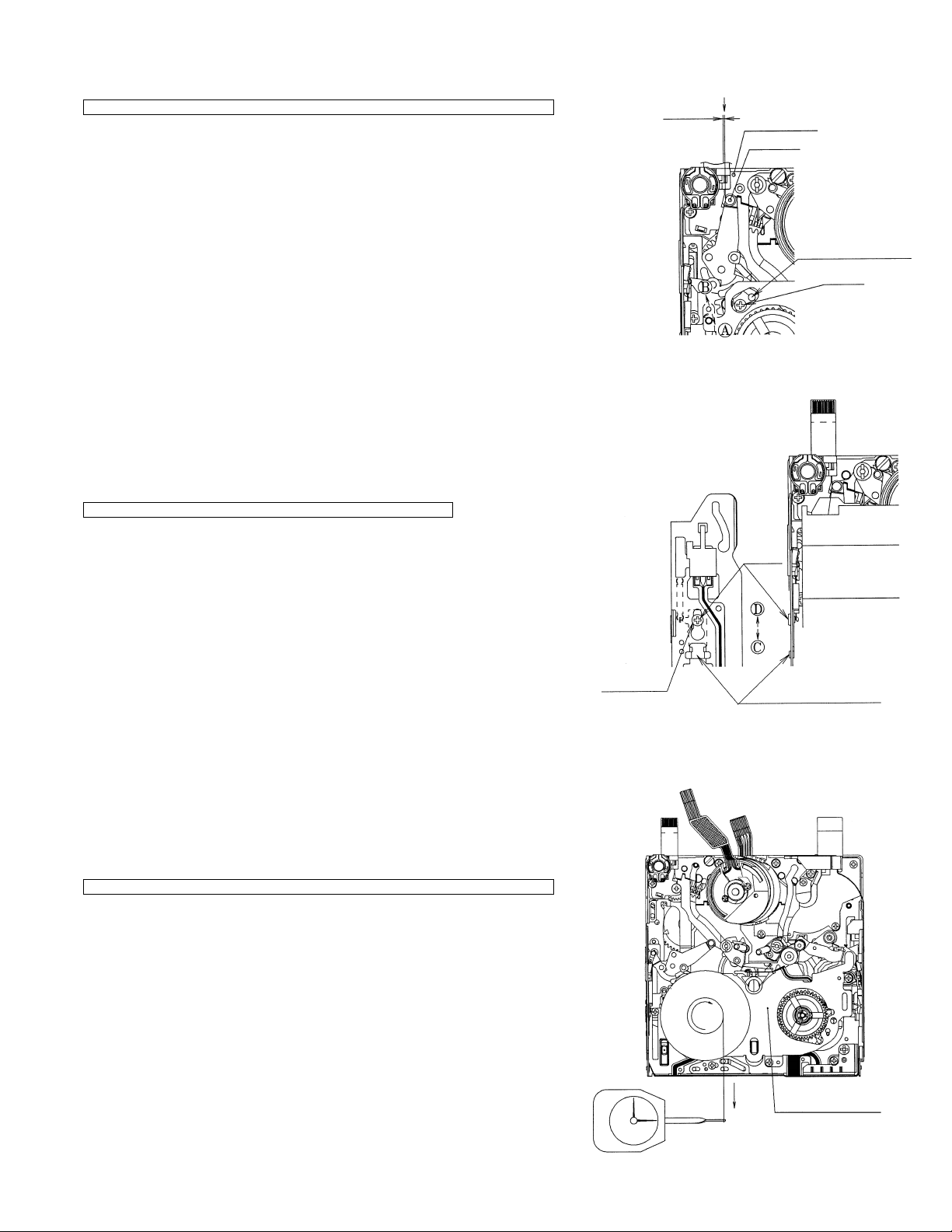
7-6. Checking of S reel table unloaded torque
3 to 4V DC, Cassette controller assembly not installed (Mechanism only)
(1) Remove the cassette controller assembly, apply 3 to 4V DC to the loading motor
and select the L start mode. (See 9-1.)
(2) Move the swing arm to the Tu reel table side. At this time, take care not to damage
the gears etc. (See Fig.6.)
(3) Set the reel hub for back tension measurement on the S reel table.
(4) Using the dial tension gauge, pull the thread of the reel hub in the direction shown
by Arrow A and check that the tension is within spec.
<Spec>
(If the tension fluctuates, read the center value.)
10mN or less
Fig.6 How to measure the S reel table unloaded torque
15
Move the swing arm to
A
the Tu reel table side.
VL-Z1U
7-7. Checking of loading back tension
3 to 4V DC, Cassette controller assembly not installed (Mechanism only)
(1) Apply 3 to 4V DC to the loading motor and select the L start mode. (See 9-1.)
(2) Move the swing arm to the S reel table side. At this time, take care not to damage
the gears etc. (See Fig.7.)
(3) Set the reel hub for back tension measurement on the Tu reel table.
(4) Using the dial tension gauge, pull the thread of the reel hub in the direction shown
by Arrow A and check that the tension is within spec.
<Spec>
(If the tension fluctuates, read the center value.)
27.5 ± 7.5mN
7-8. Checking of VS-REW back tension
3 to 4V DC, Cassette controller assembly not installed (Mechanism only)
(1) Apply 3 to 4V DC to the loading motor and select the VS-REW mode. (See 9-1.)
(2) Move the swing arm to the S reel table side. At this time, take care not to damage
the gears etc.
(3) Set the torque gauge in the Tu reel table.
(4) While turning the torque gauge counterclockwise (one turn in three seconds),
check that the torque is within spec.
<Spec>
(If the tension fluctuates, read the center value.)
0.8+0.2/-0.05mN·m
Move the swing arm
to the S reel table
side.
Fig.7 How to measure the loading back tension
A
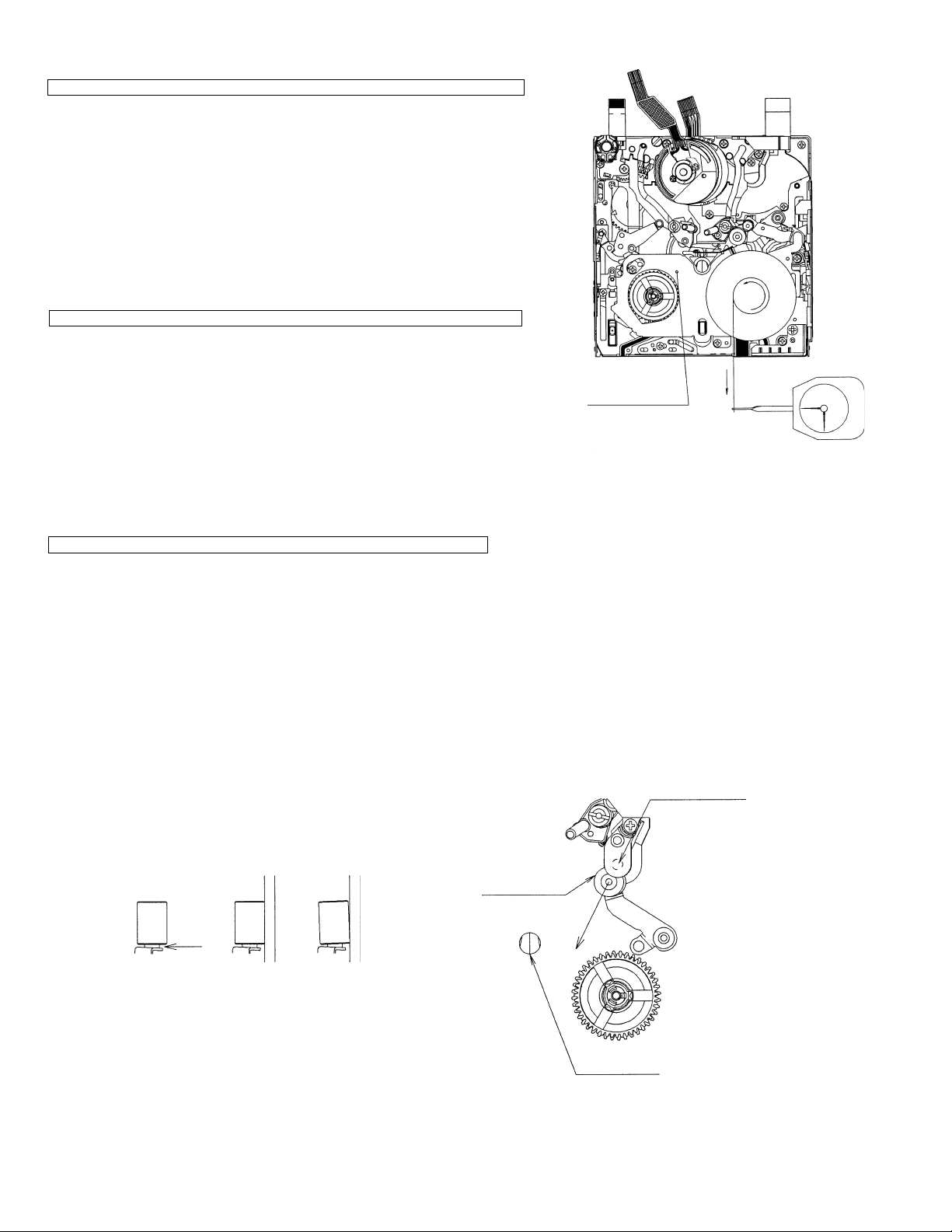
7-9. Checking of pinch roller press force
3V DC, Cassette controller assembly not installed (Mechanism only)
(1) Hook the thread for pinch roller press force measurement over the pinch lever (position A in Fig.8).
(2) Put the mechanism into the PB mode to press the pinch roller against the capstan shaft.
(3) Hook the thread for pinch roller press force measurement over the tension gauge and pull the tension gauge in the direction shown
by Arrow B in Fig.10 so that the pinch roller is slightly separated from the capstan shaft.
(4) Return the pinch roller gradually and read the value indicated when the pinch roller comes in parallel contact with the capstan shaft
(see Fig.9). Check that the read value is within the following spec.
<Spec>
1.8+0.4/-0.4N
<Note> After measuring the press force of the pinch roller, promptly exit from the PB mode to separate the pinch roller from the capstan
shaft. (If the pinch roller is left pressed against the capstan shaft for a long time, the pinch roller will be deformed.)
Capstan shaft
Pinch roller
B
A
Fig.8
OK
Fig.9
NG
16
Right guide
Fig.10
8. ADJUSTMENT OF RUNNING SYSTEM
8-1. Outline of adjustment of running system
(Replacement parts)
· Tu guide and arm
· Slide chassis
(Replacement parts other
than above)
· Pole base
· Guide roller
· Drum assembly
· Cap motor, etc.
8-2. Adjustment of height of running system
· After replacement of the Tu guide and slide chassis, adjust the height of the Tu guide using the height adjustment jig.
· If wrinkles are found in the tape, turn the Tu guide to remove them.
(For further details, refer to "Coarse adjustment of running system".)
· After adjusting the Tu guide height, apply screw loctite at the tip of the shaft.
Readjustment of height
Presetting of height not
necessary
Tu guide
Installation of
cassette controller
View A
Preparations for
adjustment of
Running system
Adjusting
procedure(8-3)
Height
adjustment jig
Coarse adjustment
of Running system
Adjusting
procedure(8-4)
Final adjustment
of Running system
Adjusting
procedure(8-5)
VL-Z1U
Bottom edge
Apply it in this direction.
Master plane
Height
adjustment jig
View A
Align the top face of the lower flange of the Tu
guide with the bottom edge of the height
adjustment jig.
After adjusting the height, turn the head
clockwise 180 degrees.
Master plane
8-3. Preparations for adjustment of running system
Measuring instrument and Jig : Oscilloscope, Adjustment remote control, Height adjustment screwdriver, Alignment tapes (for
adjustment of running system and adjustment of SW point), Master plane, Height adjustment jig
<Method and description>
(1) Clean the surfaces that come in contact with the tape. (Clean
well the drum surface and the lower drum helical surface in
particular.)
(2) Install the cassette controller.
(3) Connect the oscilloscope to each TP of the joint circuit board.
(4) Turn ON the power of the AC adapter.
(5) Select TEST mode T-05 with the adjustment remote control.
(6) Play back the alignment tape for running system adjustment
and check that the tape is moving in the SP mode.
(7) While observing the PB envelope on the oscilloscope, adjust
the running system so that the envelope becomes flat in
states of [+1/4 shift] and [-1/4 shift].
(Each time the PB key is pressed, the shift amount changes
as shown below.)
+1/4 shift - Normal - -1/4 shift - Normal
S guide
Tension pole
Sup guide roller
Drum
Tu guide roller
Tu guide
Capstan shaft
Pinch roller
Reel
17
VL-Z1U
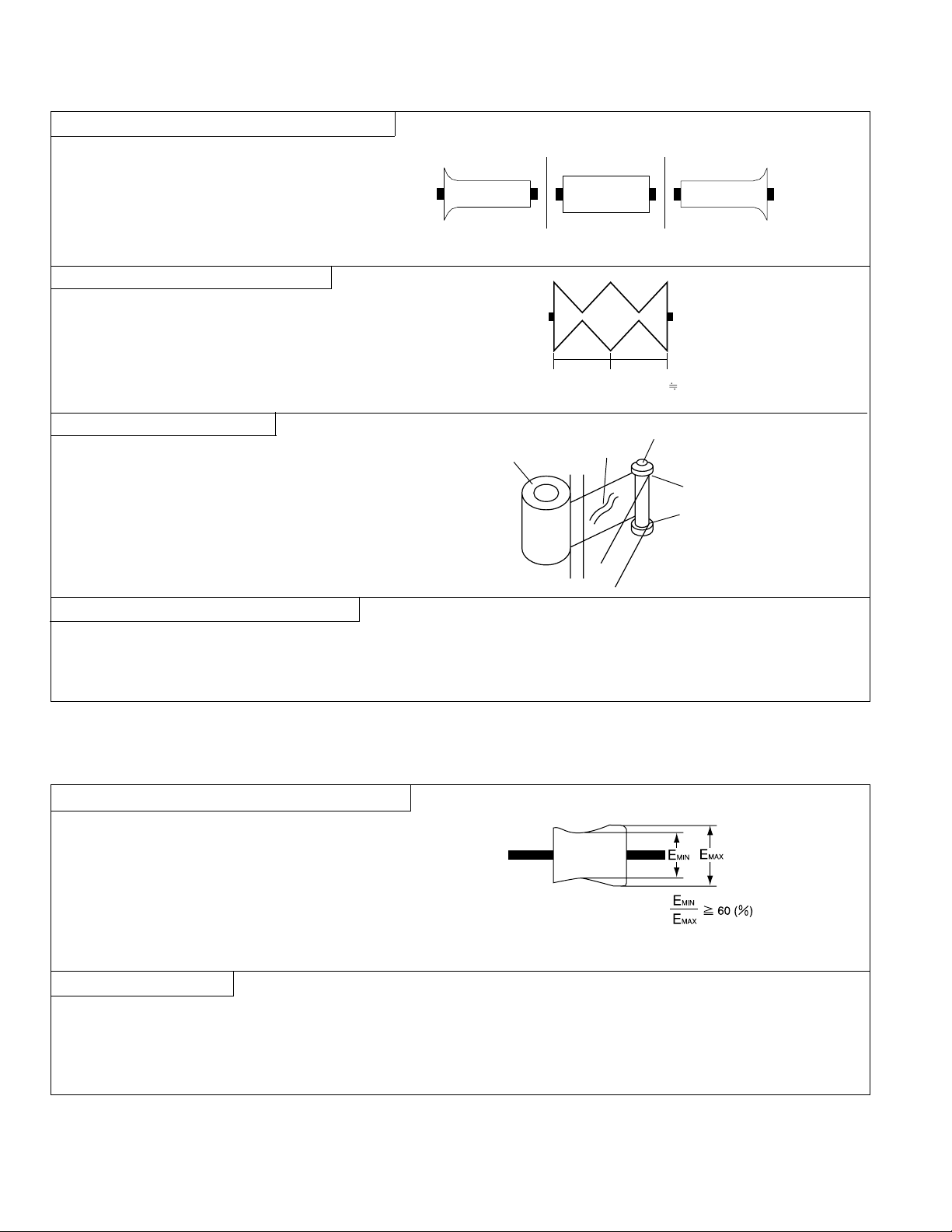
8-4. Coarse adjustment of running system
(Cassette controller installed)
1. Adjustment of height of Su and Tu guide rollers
<Method and description>
(1)Play back the alignment tape for running system
adjustment and make adjustment so that the inlet
and outlet sides of the envelope become flat.
(2)In states of [+1/4 shift] and [-1/4 shift], make
adjustment in the same manner as described in (1)
above.
2. Checking of V/SR envelope waveform
<Method and description>
(1) In the V/SR mode, check that the envelope waveform
is shaped uniformly.
(2) If the envelope waveform is not shaped uniformly,
fine-adjust the guide roller and Tu guide.
NG
±1/4 shift
Inlet side Outlet side
Normal
A
Make adjustment so that A B.
B
NG
±1/4 shift
3. Checking for wrinkles in tape
<Method and description>
(1) In the PB mode and V/SR mode, check the tape for
distortion between the Tu guide and the pinch roller.
- If wrinkles are found, make adjustment within a
range of ±180 degrees.
Pinch roller
Wrinkle
Tu guide
Distortion
Distortion
- After making adjustment, apply loctite adhesive to
the tip of the shaft.
4. Checking of envelope waveform rise time
<Method and description>
(1) Check the envelope waveform rise time in switching from the V/SR mode to the PB mode. - 5 seconds or less
(2) Check the envelope waveform rise time in switching from the STOP mode to the PB mode. - 5 seconds or less
8-5. Final adjustment of running system
(Cassette controller installed)
1. Adjustment of height of Sup and Tu guide rollers
<Method and description>
(1) If the ratio of MIN to MAN of the envelope waveform is less
than 60%, adjust the height of the guide roller again. (See
Fig.1.)
(2) Perform unloading and then loading again, select the PB
mode and check that there are no significant changes in
the envelope waveform.
Fig.1
2. Adjustment of PB SWP
<Method and description>
(1) Play back the alignment tape for SW point adjustment.
(2) Using the adjustment remote control, make SWP automatic adjustment.
(3) Check that an OK is given as a result of self-judgment. In the case of a NG, adjust the GR height again.
* After replacement of the mechanism and drum, adjust the phase and equalizer using the adjustment remote control.
(Refer to "10. ADJUSTING THE ELECTRICAL CIRCUITS".)
18
VL-Z1U
9. ASSEMBLING OF MECHANISM SECTION AND PART REPLACEMENT
(DISASSEMBLING AND ASSEMBLING)
This section describes the method of assembling the mechanism section and the method of part replacement.
For how to remove the cabinet etc., refer to " 4. DISASSEMBLY OF THE SET".
<Cautions>
1. Cut washers removed at the time of part replacement etc. should be replaced with new ones without fail.
2. When assembling the mechanism, take care to prevent screws, washers and foreign matter from getting into it. If such things
get into the mechanism, it will cause the mechanism to malfunction.
3. Be sure to use the specified cleaning liquid, oil, grease and loctite adhesive shown below. Failure to do so will cause the
mechanism to malfunction.
Oil: Cosmo Hydro HV22 (Cosmo Oil) Loctite adhesive: 1401B (Three Bond)
Grease: Molykote YM-103 (Dow Corning), Suncall CFD-409Z (Sankei Chemical Co., LTD.)
Cleaning liquid: Industrial ethyl alcohol
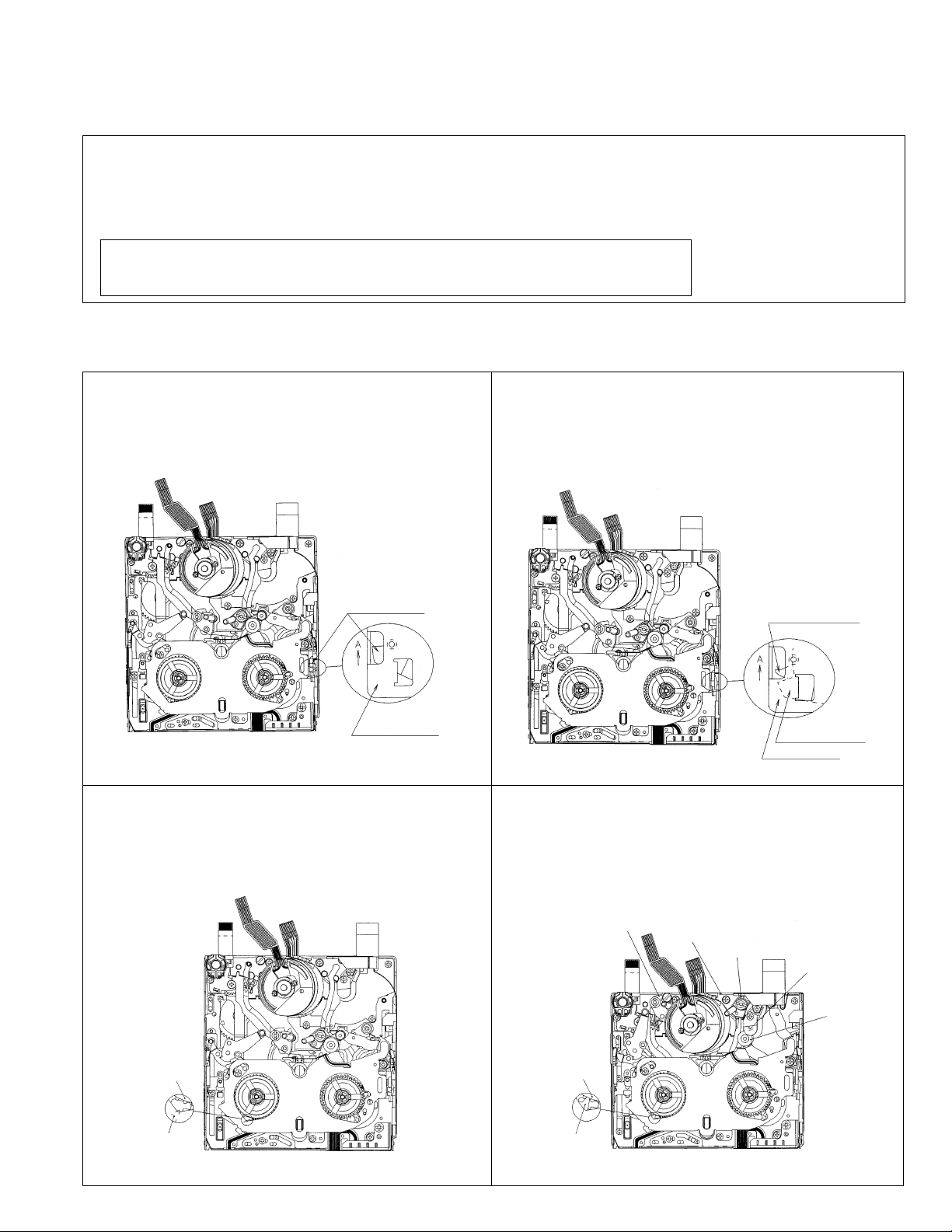
9-1. Mechanism mode
To operate the mechanism singly, apply 3 to 4V DC to the loading motor.
(Do not apply external voltage to the loading motor with the mechanism connected with the main circuit board. Doing so could cause a failure.)
(1) Ejection mode
This mode is used to take out a cassette. In this mode, the
ejection lever is shifted farthest in the direction shown by
Arrow A. (In this mode, the cassette controller assembly
cannot be locked.)
(2) Standby mode
This mode is used to set a cassette. In this mode, the slide
chassis is farthest away from the drum and the ejection lever
is turned (the cassette controller assembly can be locked).
(The tip of the ejection lever is hidden behind the main chassis
and the moving part of the down SW is visible.)
Ejection lever
Back view
Main chassis
EJECTION MODE
(3) L start mode
This mode is used for the Tu reel hub to take up the tape
of a cassette whose leader tape is visible. (In this
mode, the S main brake is located away from the S reel
table.)
Down SW
(moving part)
Ejection lever
Main chassis
STANDBY MODE
(4) Stop mode
This mode is used for stopping (camera mode:
RecLock). In this mode, the S and T pole bases are
pressed against the drum base and the S main brake
is engaged with the S reel table. However the pinch
roller and capstan shaft are separated.
S pole base
Drum base
T pole base
Capstan shaft
Back view
Pinch roller
S reel table
S main brake
L START MODE
S reel table
S main brake
STOP MODE
19
VL-Z1U
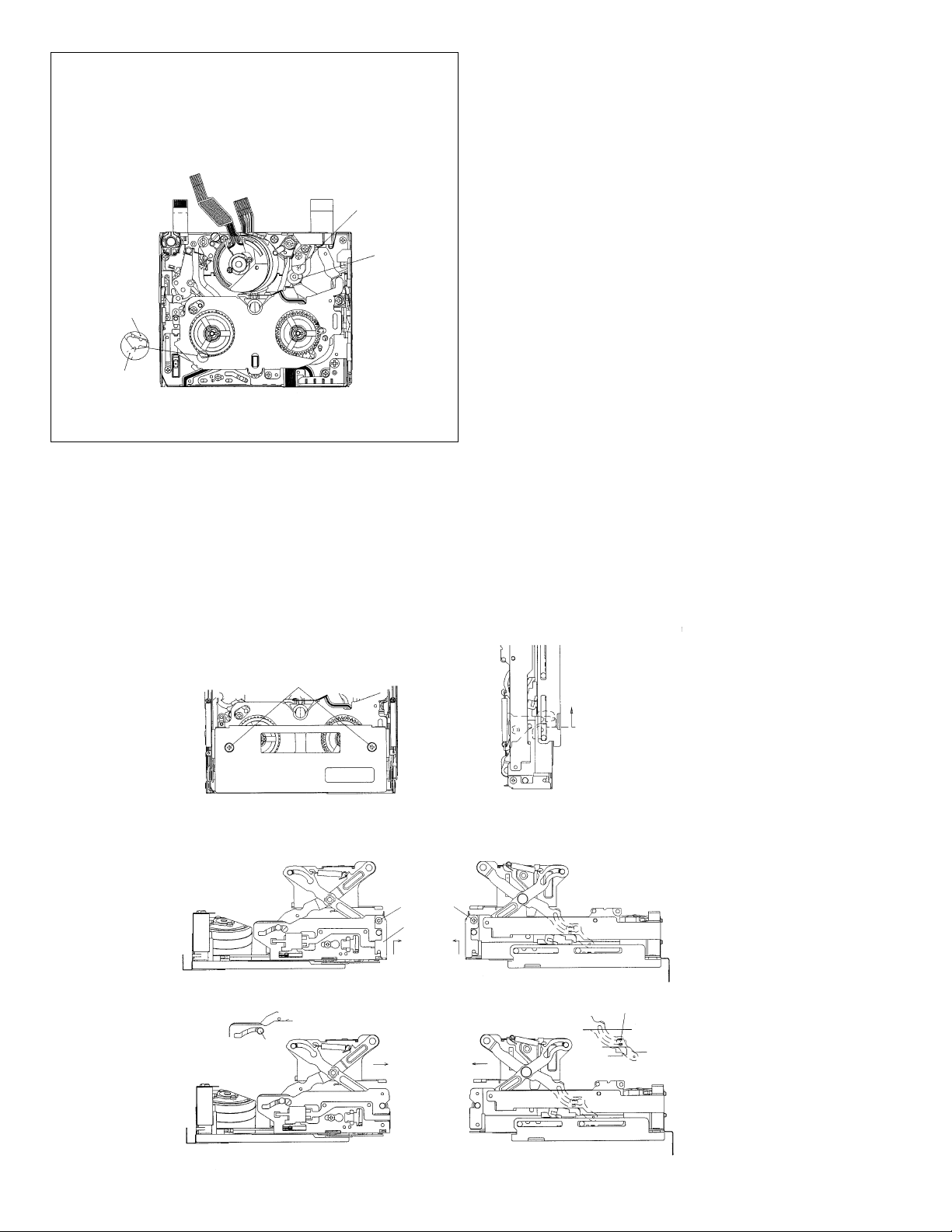
(5)PB (Record, Fast forward, Fast rewind, VSF and VSR)
mode
This mode is used for playback, recording, fast-forwarding,
fast -rewinding, VSF and VSR. In this mode, the pinch roller
is pressed against the capstan shaft and the S main brake
is located away from the S reel table.
Capstan shaft
Pinch roller
S reel table
S main brake
PB (RECORD, FAST FORWARD,
FAST REWIND, VSF AND VSR) MODE
9-2. Cassette controller assembly
<Procedure for removing the cassette controller> (The cassette controller can be installed and removed without removing the cover.)
(1) Apply 3 to 4V DC to the loading motor to establish the standby mode. When removing the cover from the cassette controller, remove
the tow screws (A). (See Fig.1.)
(2) Push the lock lever in the direction shown by the arrow and move up the cassette controller. (See Fig.2.)
(3) Remove the two screws (C) and remove the down guide (D) in the direction shown by the arrow (E). (See Fig.3 and Fig.4.)
(4) Shift the cassette controller in the direction shown by the arrow (F), remove the inner arm guide shaft L and the groove of the inner
arm R toward the inside of the mechanism, and turn the cassette controller. (See Fig.5 and Fig.6.)
(5) Turn the cassette controller in the direction shown by the arrow (H) and shift it in the direction shown by the arrow (I) to remove it
from the slide chassis. (See Fig.7.)
At this position, remove the inner arm guide
shaft L toward the inside of the mechanism.
(A)
Fig.1 Fig.2
(C)
(C)
(D)Down guide
(E)
Fig.3
(F) (F)
(E)
Fig.4
(B)
At this position, remove the groove of the inner arm
R toward the inside of the mechanism.
Fig.5 Fig.6
20
(H) (H)
VL-Z1U
(I)
Fig.7
(I)
Fig.8
9-3. Method of operating on the circuit board with the cassette controller assembly removed
If this method is performed improperly, the tape may be damaged. Therefore do not use this method except in special cases
such as measuring the VSR torque. Be sure to follow the cautions shown in this manual.
(1) Apply 3 to 4V DC to the loading motor to establish the standby mode.
(2 Insert a sheet of thick paper folded in two as shown in Fig.9 into the position shown in Fig.10 to turn OFF the down SW.
(Pass the paper along the heavy line in the figure.)
Note) To go into the REC mode, press the pin of the recognition SW.
(3 Selecting the test mode (T-01) with the adjustment remote control without setting a tape will make it possible to operate
the mechanism with the mode keys.
(4) For ejecting, remove the paper inserted in step (2) above.
Pass the folded paper between
the slide chassis and the lock cam
to press the moving part of the
down SW.
34~36
5
Fold a sheet of paper
in two.
Fig.9
Recognition SW pin
Fig.10
Press
Moving part of
down SW
21
VL-Z1U
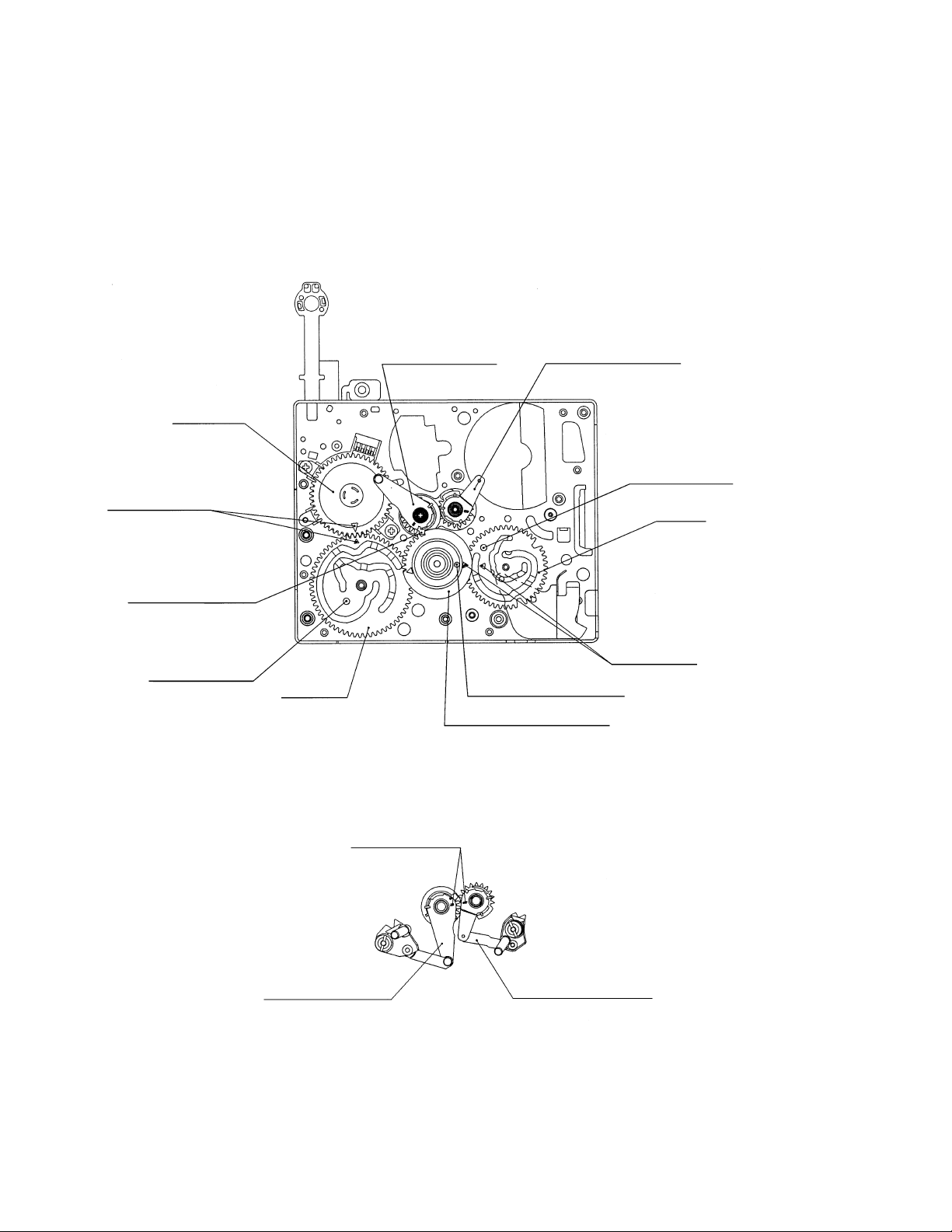
9-4. Phase-adjust
Phase-adjust the following parts.
(1) Mode SW
(2) Main cam
(3) Sub cam (The main cam and sub cam should be also phase-adjusted for the chassis.)
(4) S loading arm
(5) Tu loading arm
(6) Loading drive gear (main cam, sub cam, S loading gear)
Note) Check the marker position carefully before disassembling.
Note) When installing the loading drive gear, check that the main cam, sub cam, S loading gear are all phase-adjusted.
(5)Tu loading arm ass'y(4)S Loading arm ass'y
(1)Mode SW
Phase adjustment
Phase adjustment
mark
hole (for chassis)
(3)Sub cam
Phase adjustment
(gear section)
Phase adjustment
hole (for chassis)
(2)Main cam
Phase adjustment
mark
(4)S loading arm ass'y
Phase adjustment
mark
Phase adjustment hole
(for chassis)
(6)Loading gear drive gear
Fig.1
(5)Tu loading arm ass'y
Fig.2
22
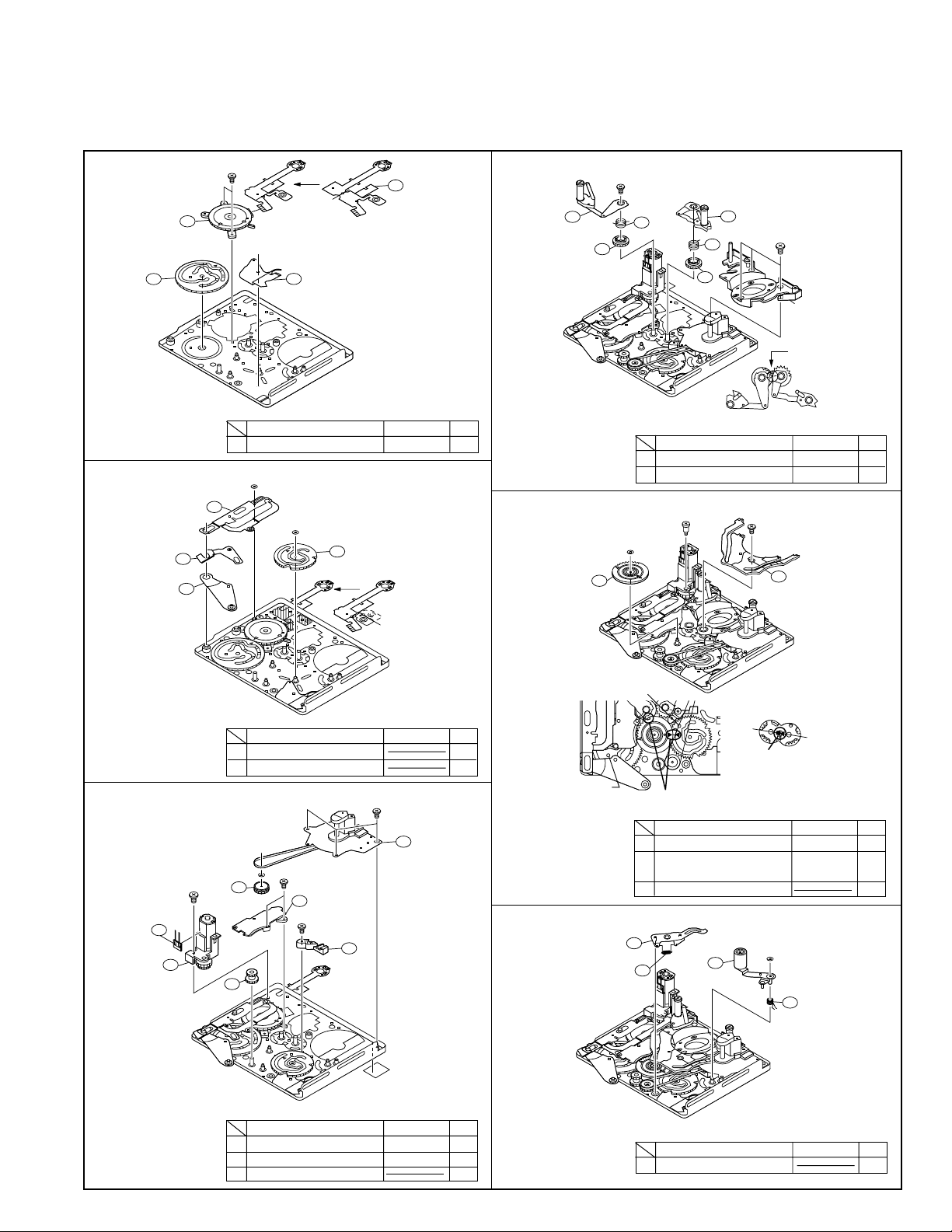
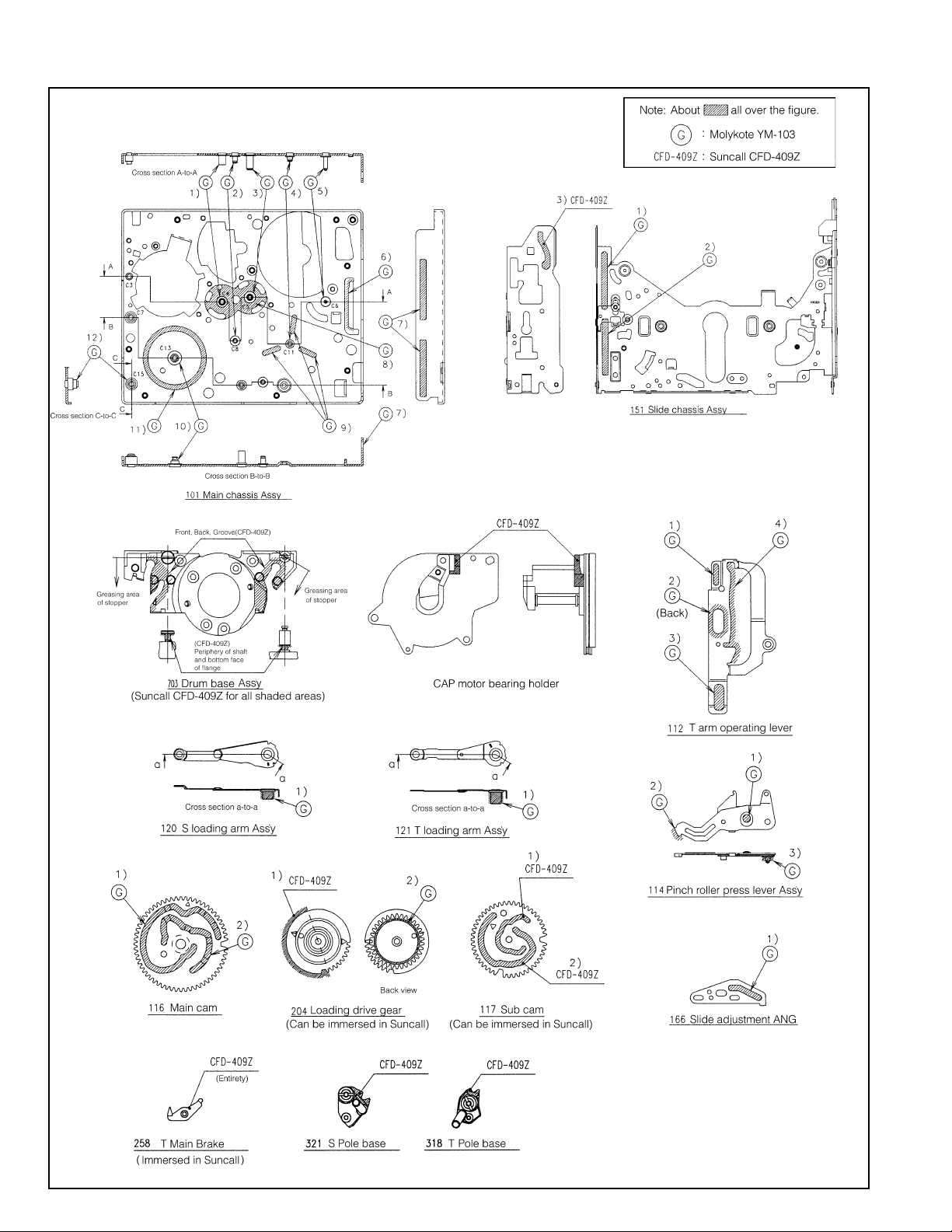
9-5. Assembling method
9-5-1. Method of assembling the main chassis assembly
Note) For reference, numbers are prefixed to parts names to show the sequence of assembly.
(For the greasing/oiling and cleaning locations, refer to the diagram of greasing/oiling locations.)
VL-Z1U
1.
2.
302
(1)Mode SW
304
(3)Main cam
(4)T arm operating lever
(3)S brake operating
lever
308
307
(2)SL drive lever
A
303
(2)LM/Mode FPC
305
(4)Ejection lever
Type
Tightening torque
A M1.4xL1.6(Special screw) 0.4mN·m2
H
309
B
306
(1)Sub cam
Q'ty
4.
5.
321
(4)S pole base loading
arm ass'y
322
(6)S Loading gear
324
(2)Loading drive
gear
E
(1)T pole base loading arm
(5)S press SPR
323
ass'y
320
319
(3)Tu loading
gear
Type
318
(2)Tu press SPR
D
(7)S loading arm
sub ass'y
Phase adjustment
Tightening torque
D S Tight M1.4xL3.0 0.4mN·m3
E M1.4xL2.0
B
(t0.2 special screw)
G
F
0.4mN·m1
325
(1)Guide rail
Q'ty
In alignment with
chassis hole
BCWø1.2-ø3.0t-0.25 1
Type
Tightening torque
Q'ty
Phase adjustment (back)
HCWø0.7-ø1.8-t0.2 1
In alignment with
3.
C
316
(7)Relay pulley
314
(5)Center gear
B
(1)SLA support
310
C
(4)TLA support
Type
(3)DEW sensor
312
311
(2)L Motor ass'y
D
C
315
(7)Capstan motor
ass'y
313
(6)CAP FPC protection tape
Tightening torque
6.
Q'ty
chassis hole
(1)Pinch press
lever ass'y
(2)Pinch press SPR
C S Tight M1.4xL2.0 0.4mN·m5
D S Tight M1.4xL3.0 0.4mN·m1
BCWø1.2-ø3.0t-0.25 1
Phase adjustment (front)
F M1.4xL1.5
Type
(t0.2 special screw)
Tightening torque
0.4mN·m1
G M1.2xL4.6 0.4mN·m1
(t0.2 particularly special screw)
BCWø1.2-ø3.0t-0.25 1
326
327
329
(3)Pinch lever
ass'y
Type
H
328
(4)Pinch lever return SPR
Tightening torque
HCWø0.7-ø1.8-t0.2 1
Q'ty
Q'ty
23
VL-Z1U
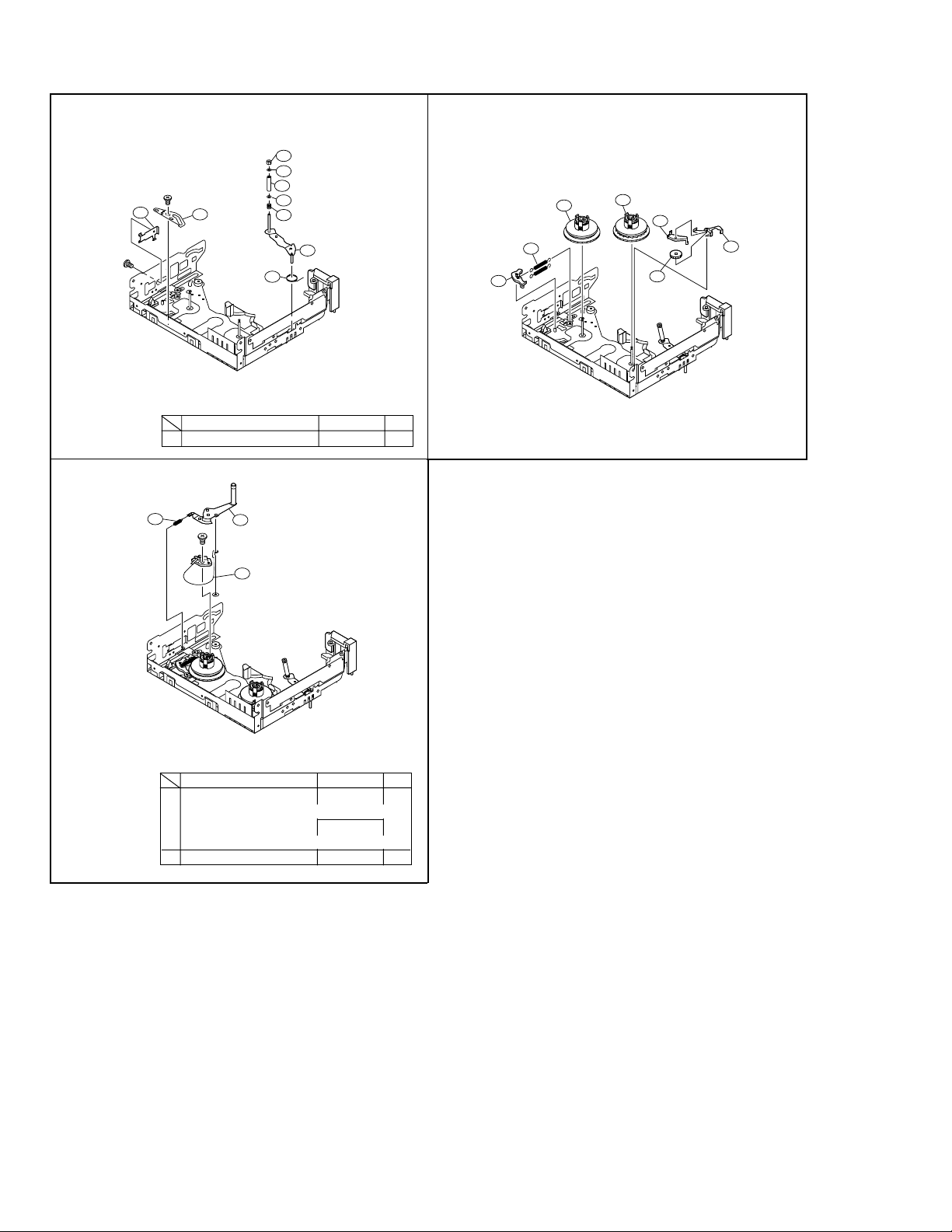
9-5-2. Method of assembling the slide chassis assembly
1.
3.
(2)T-SPR adjustment
ANG
343
I
(19)T arm SPR
(8)Guide nut
349
(6)Tu guide flange
347
(7)Tu guide
Type
348
(6)Tu guide flange
347
(5)Guide adjustment SPR
346
(4)Tu guide arm
ass'y
345
344
Tightening torque
I
(1)Slide adjustment
ANG
342
(3)Tu guide arm SPR
I Precision type 2·M1.4xL1.0 0.4mN·m2
359
357
C
(17)Tension arm ass'y
Q'ty
2.
(15)S main brake
355
(13)S reel table ass'y
(16)S brake SPR
356
(14)Tu reel table ass'y
353
354
(11)T main brake
352
351
(10)T brake gear
350
(9)VSR brake lever
(18)Tension band ass'y
358
H
Type
Tightening torque
Q'ty
C S Tight M1.4xL2.0 0.4mN·m1
(Tightening fully)
0.05mN·m
(Tightening temporarily)
HCWø0.7-ø1.8-t0.2 1
24
VL-Z1U
377
(22)Drum ass'y
371
(20)Swing arm ass'y
372
(21)Reel cover ass'y
D
I
9-5-3. Method of combining the main chassis assembly and the slide chassis assembly
(1) Position the assemblies as shown in the figure below (the pole base is slightly protruded).
(2) Insert the operation pins (tension arm, Tu guide arm) of the slide chassis assembly into the locations of the main chassis assembly
shown in the figure below, fit the SL drive lever pin of the main chassis assembly into the groove of the slide chassis (the groove
of the slide adjustment ANG), and then fix with the two screws.
1.
C
D
J
Type
C S Tight M1.4xL2.0 0.4mN·m2
D S Tight M1.4xL3.0 0.4mN·m1
JWø2.1-ø4-t0.25 2
Tightening torque
Q'ty
2.
Type
D S Tight M1.4xL3.0 0.4mN·m1
I Precision type 2·M1.4xL1.0 0.4mN·m2
Tightening torque
Q'ty
25
VL-Z1U
9-5-4. Diagram of greasing/oiling locations
26
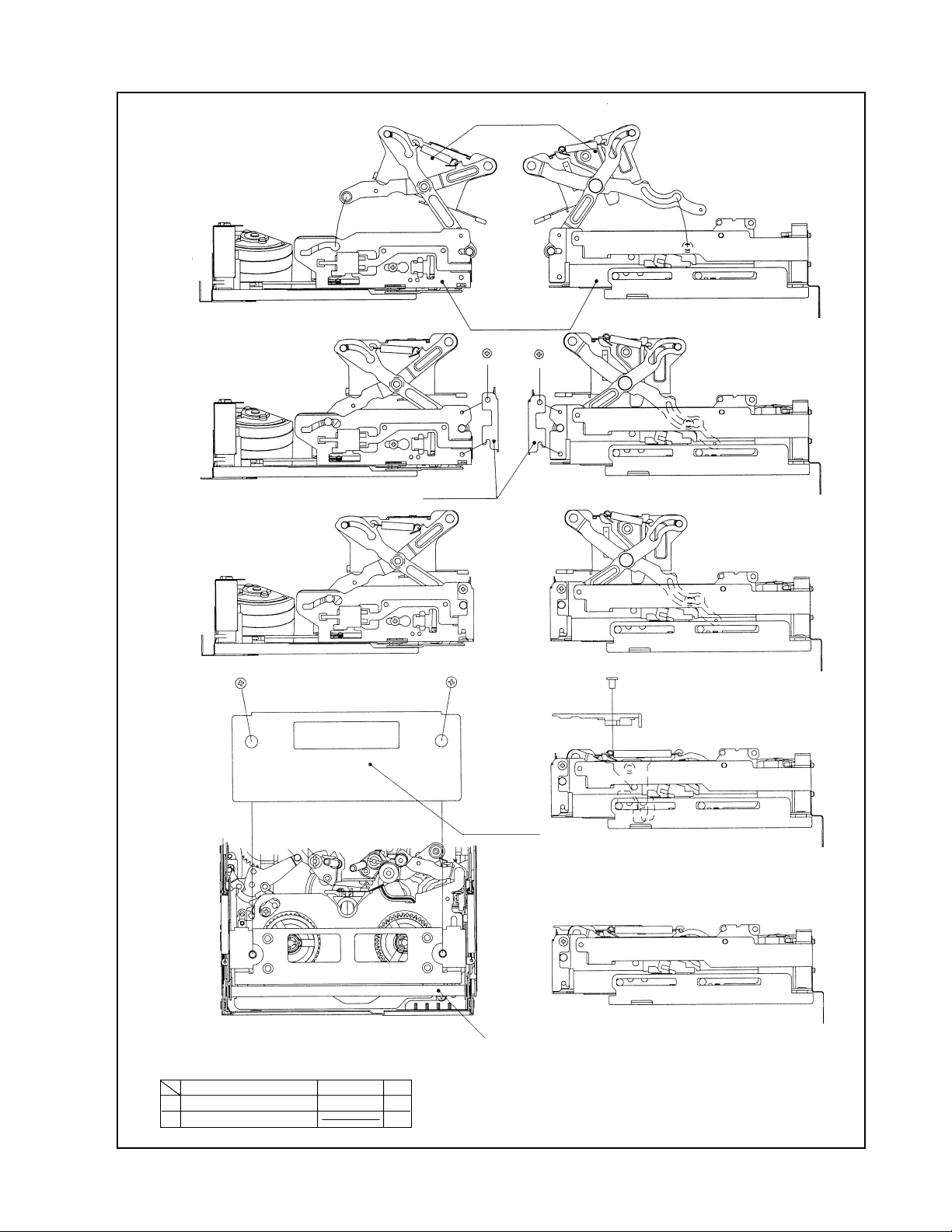
9-6. Method of installing the cassette controller
(2)Completed cassette
controller
1
VL-Z1U
2
3
Left side view Right side view
Left side view
B-1 B-2
Left side view Right side view
(3)Down guide
(1)Main slide
ass'y
A-1
A-2
Right side view
B-1,2
4
Mechanism viewed from above
A Ml1.4xL2.0(Precision type 2) 0.4mN·m2
Type
B M1.7x2.5(Precision type 2) 2
Tightening torque
Q'ty
(4)Cassette cover
Right side view
5
Right side view
C: Move down the cassette controller by pushing this
portion. When the cassette controller is locked,
attach the cassette cover.
27
VL-Z1U
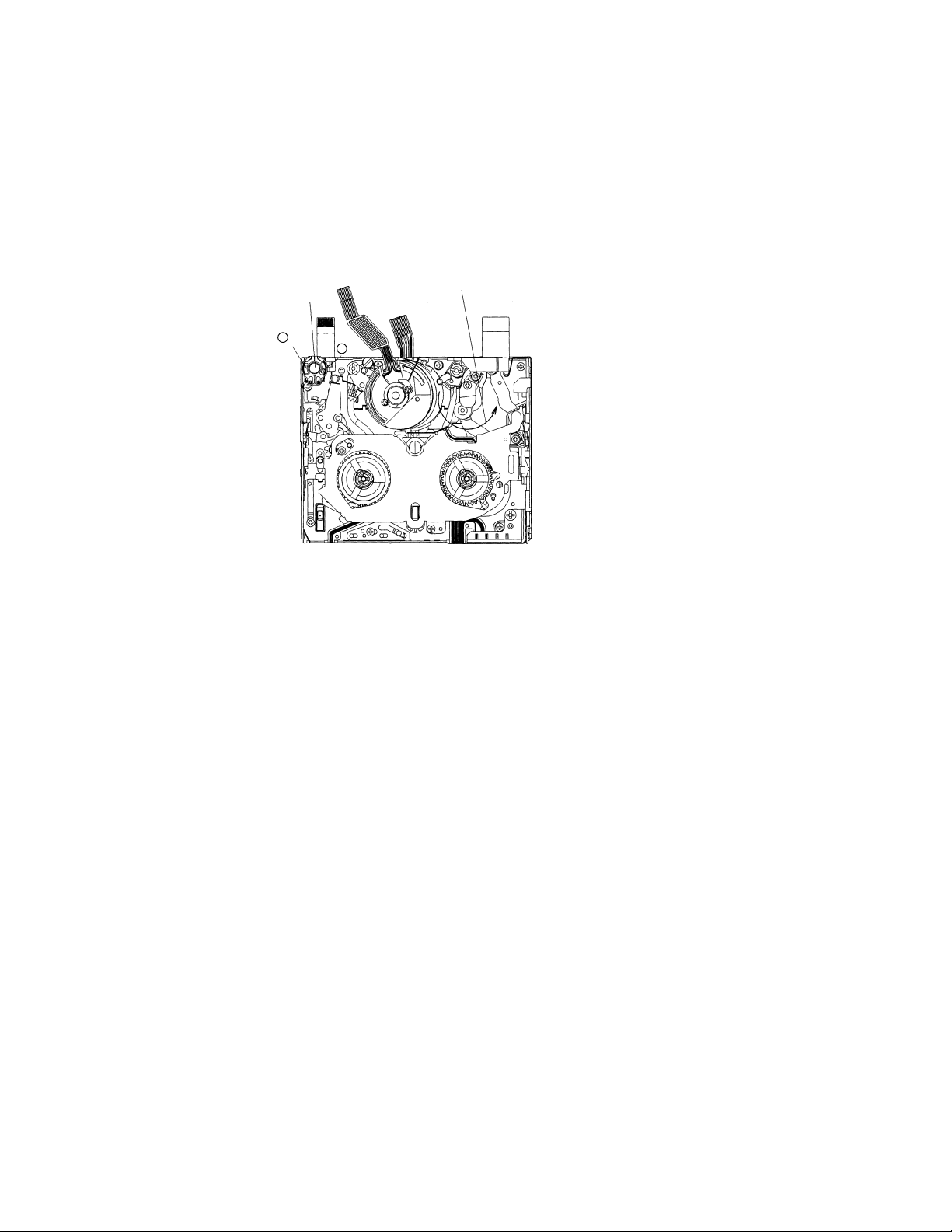
9-7. Method of taking out the cassette with the mechanism operating singly
(1) Apply 3 to 4V DC to the loading motor for slight unloading.
(2) If the tape is slack, turn the rotor (mechanism backside) of the capstan motor by hand to take up the slack in the tape.
(3) Repeat steps (1) and (2) above. When the pole base is completely unloaded, check that the tape is not slack.
(4) Then apply 3 to 4V DC to the loading motor again. The cassette controller will move up.
(5) Take out the cassette.
Note) When applying 3 to 4V DC to the loading motor for unloading, do so as shown in Fig.1.
Direction of rotation of the rotor
of the capstan motor (from
mechanism backside)
Loading motor
+ pole
— pole
Fig.1
28
VL-Z1U
10. METHOD OF ADJUSTING THE ELECTRIC CIRCUIT
-Before making adjustment-
· It seems that, in most cases, this adjusting method is used when it becomes necessary to adjust the electric circuit as a result of
replacement of worn mechanism parts or the video head. When adjusting the electric circuit, check that the mechanism operates
properly (the mechanism is adjusted completely). If a failure occurs in the electric circuit, be sure to locate the fault using a
measuring instrument and then perform repairing, replacement and adjustment, as described in this adjusting method.
Avoid performing undue adjustments etc. without using proper measuring instruments.
· The electric circuit components in the circuit board unit of this product are densely-packed into packages. Most of them are surfacemounted for downsizing.
When replacing components in servicing the product, perform replacement work swiftly with a soldering iron.
In general, surface-mounted components are inferior in heat resistance to large-sized discrete components used in TV sets,
stationary decks, etc. Heating the electrode of a surface-mounted component with a soldering iron for a long time needlessly will
therefore lead to a failure. Take great care not to do so.
Take special care in this respect when replacing chip multilayer capacitors in particular.
We recommend you to use a ceramic soldering iron (Tip temperature: 250°C, Contact time: 5 seconds or less).
10-1. Adjustment of liquid crystal video section
List of measuring jigs
· Color monitor TV
· Digital voltmeter
· DC power source
· Audio generator
(CR oscillator)
· Frequency counter
· AC adapter
· Stereo AV output cable (supplied)
· Adjustment remote control
(RRMCG0033TASA)
· Signal generator
(NTSC pattern generator LCG-401/
401YC: Manufactured by Leader)
· Oscilloscope
· Vector scope
· Tape for recording
· DC cable (supplied with AC adapter)
· Extension wire of video section
· Alignment tape
·
Error rate adjustment tape (reference tape)
90ADDVC-TAPE (color bar)
RTPEVA001WJZZ
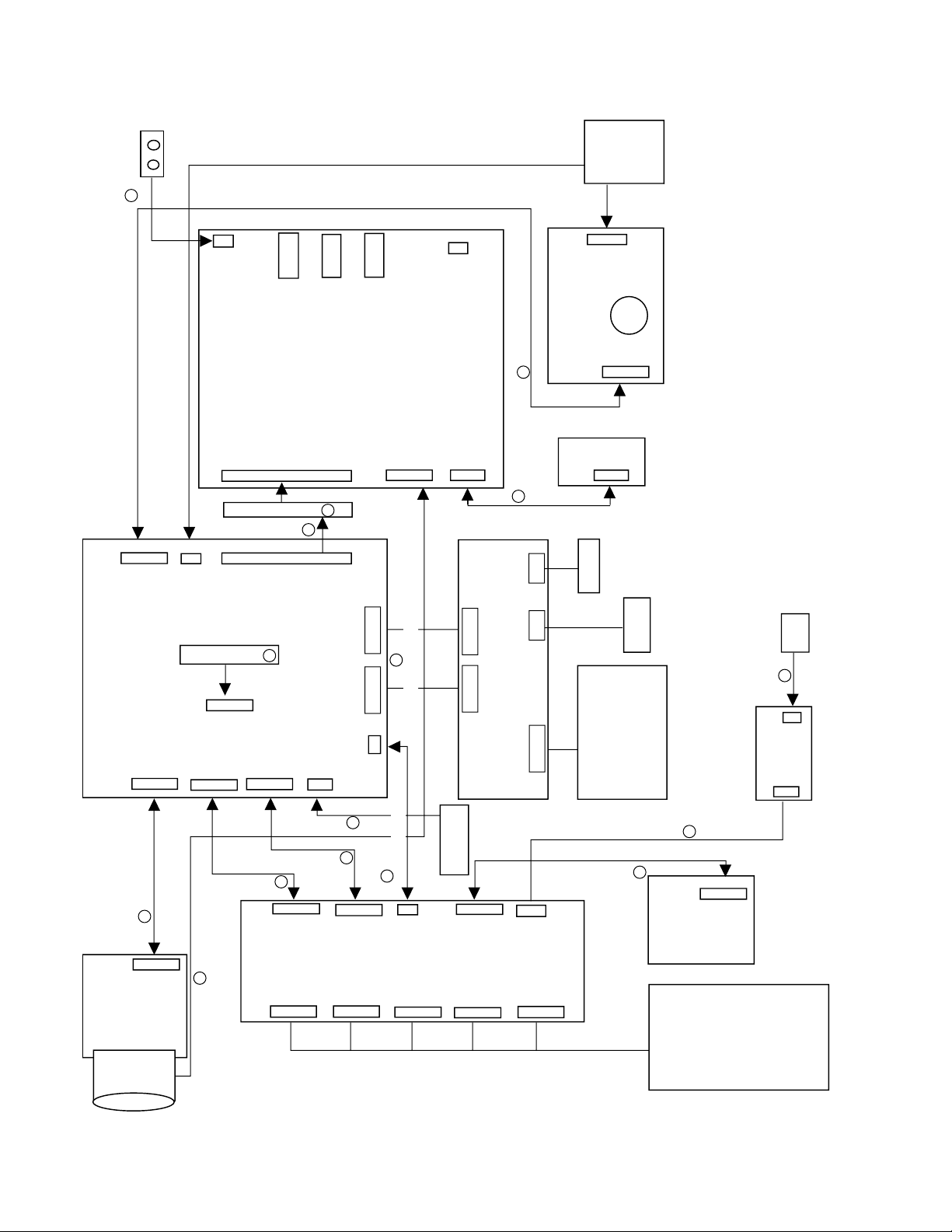
VL-Z1U Specifications of service jigs
No. Connection section Connector REF. No.
No. of pins
New/
Cont.
1 H/A PWB — MAIN PWB1 SC307—SC3302 33P N QPWBHB737WJZZ AN
2 H/A PWB — MAIN PWB2 SC308—SC3301 33P N QPWBHB737WJZZ AN
4 MAIN — LITHIUM PWB SC8800—SC5800 27P-25P QPWBHB742WJZZ Product FPC used AE
5 MAIN — RUNTA005WJZZ SC1201 80P C QCNW-1373TAZZ BQ
6 RUNTA005WJZZ — SUB P2901 80P N RUNTZA005WJZZ AX
8 Menu key — SUB SC2002—SC501 9P-15P QPWBHB772WJZZ Product FPC used AE
9 H/A PWB — MAIN PWB P301—P3301 5P QCNW-B171WJZZ Product wire used AF
10
TP jig for envelope checking
P3303 30B-B N RUNTZA004WJZZ AW
11 Power supply SC310—SC2101 12P QCNW-B167WJZZ Product FFC used AC
12 ZOOM SC311—SC2201 10P C QPWBHB746WJZZ AE
13 CCD PWB — MAIN SC1001—SC1202 33P QPWBHB738WJZZ Product FPC used AD
14 Lens unit — SUB SC551 25P CLNS-A005RMA5 Product unit used BQ
15 MIC — SUB P3602 4P RMiCC0108TAZZ Product unit used AP
17 MECHA TURN — MAIN P1201 2P DUNTKB732PM00 Product unit used AG
19 SPEAKER — ZOOM P2201 2P VSP0020P-B2WN Product unit used AK
20 LCD UNIT — MAIN SC1800/SC1801 18Px2 QPWBHB736WJZZ Product FPC used AR
Parts cord
Price
code
29
VL-Z1U
Lens
CCD PWB
QPWBHB738WJZZ
HEAD AMP PWB
SC303
SC307
SC301 SC308
SC304
SC310
SC306
SC311
SC305
P301
10
10
7
27
QCNW-B171WJZZ
LCD
LAMP
ZOOM PWB
P2201
SC2201
SPEAKER
SC2002
MENU
SC5800
SC5801
BAT
P900
SC501
J7401
J1401
J2900
P3602
SUB PWB
P2901
SC1201
W8089
P3303
SC3302
SC3301
P1201
P3301
SC1801
SC1800
MAIN PWB
SC8800
VF_IF
VF_IF
P8800
RMiCC0108WJZZ
POWER SW
QMPWCB734WJZZ
SC802
LCD PWB
SC801 SC800
SC803
SC9800
18 18
15
25
3
22
25
9
80
4
SC551
80
1818
30
2
27
SC1202
33
33
33
33
33
12
2
5
MECHA TURN
24
6
10
SC2101
12
10
10
2
21
*1
*2
QCNW-1373TAZZ
RUNTXA005WJZZ
RUNTZA004WJZZ
SC1001
5
AV
DV
DC
QPWBHB742WJZZ
QPWBHB772WJZZ
QPWBHB737WJZZ
QPWBHB737WJZZ
QCNW-B167WJZZ
QPWBHB746WJZZ
LI
13
14
9
17
20
19
4
8
15
1
2
10
5
6
11
12
QPWBHB736WJZZ
Mechanism
*1: Under surface contact
*2: Top surface contact
Caution: Don't make a mistake in putting in SC3301 and SC3302.
HOLE SENSOR
VF
VL-Z1U Service jig configuration
30
 Loading...
Loading...