

Page 1
SERVICE AND OPERATING MANUAL
Original Instructions
ET1½ - SM
CONTAINMENT DUTY Type 1
Table of Contents
Engineering Data, Temperature Limitations, & Performance Curve ...................... 1
Explanation of Pump Nomenclature ...................................................................... 1
Dimensions ............................................................................................................ 2
Principle of Operation ............................................................................................ 3
Installation and Start-Up ........................................................................................ 3
Air Supply .............................................................................................................. 4
Air Inlet & Priming .................................................................................................. 4
ESADS+Plus
®
:
Externally Serviceable Air Distribution System ................................ 4
Air Exhaust
Between Uses ....................................................................................................... 5
Check Valve Servicing ........................................................................................... 6
Diaphragm Servicing ............................................................................................. 6
Pilot Valve .............................................................................................................. 6
Pilot Valve Actuator ................................................................................................ 6
Service Instructions: Troubleshooting ................................................................... 7
Warranty ................................................................................................................ 7
Composite Repair Parts List ............................................................................... 8-9
Composite Repair Drawing.................................................................................. 10
Important Safety Information ............................................................................... 11
Material Codes .................................................................................................... 12
Declaration of Conformity - Machinery ................................................................ 13
................................................................................................................ 5
800 N. Main St., Manseld, Ohio 44902 USA • Telephone (419) 524-8388 • Fax (419) 522-7867 • warrenrupp.com
et15smdl3sm-rev0614
Warren Rupp, Inc. • A Unit of IDEX Corporation
Model ET1 1/2-SM
Page 2
®
Quality System
ISO9001 Certified
Environmental
Management System
ISO14001 Certified
CONTAINMENT DUTY
ET1½-SM Type 1
Air-Power
ed
Double-Diaphragm
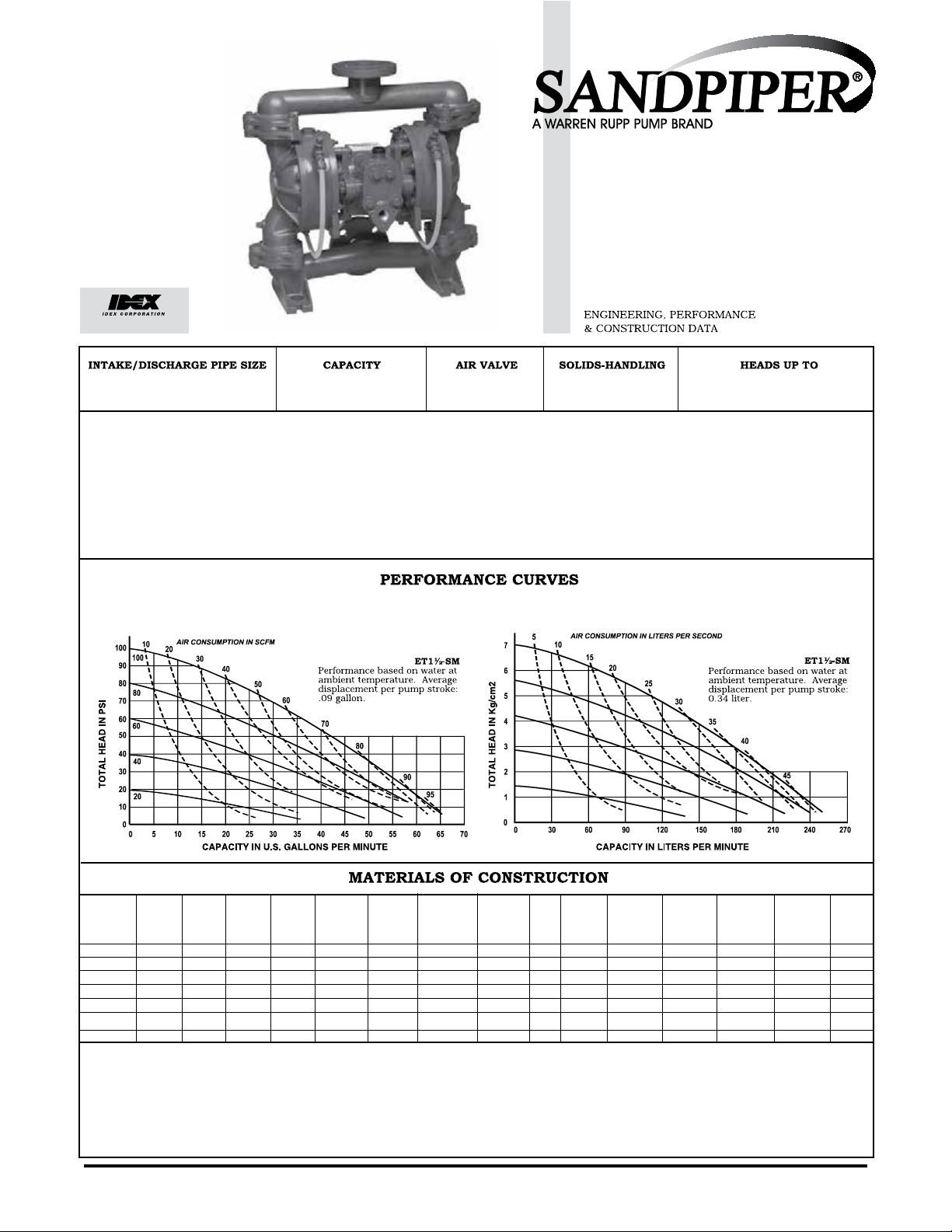
(38mm)
11/2"
ASA style flange 0 to 65 gallons per minute
(0 to 246 liters per minute)
No-lube, no-stall
design.
SANDPIPER® Containment Duty Pumps: Sealless Safety
This pump is part of the Containment Duty Pumps. It is specially fitted with elastomeric driver diaphragms, aluminum spill containment chambers,
and elastomeric or PTFE pumping diaphragms. The liquid-filled containment chambers provide an additional spill containment barrier, should a pumping
diaphragm fail. The Containment Duty design gives the pump user advanced warning of diaphragm failure, before pumpage can damage the air valve,
or be released into the work environment. A “sight tube” style of visual leak detection is standard on this pump, displaying an obvious color change if a leak
occures in the pumping diaphragm. Electronic leak detection is optional with this model.
The Containment Duty Pumps offers many different levels of materials and spill monitoring devices designed to fit a variety of applications and budgets.
®
(SANDPIPER
pumps are designed to be powered only by compressed air)
Temperature Limit: 212
°F -
100°C
1/4"
(6mm)
125 psi or 289 ft. of water
(8.8 Kg/cm2 or 88 meters)
Pump
Pumping
Diaphragm
SANDPIPER® Model
Ball Valve
Material
Air Valve
Shipping
Weight
(lbs)
SANDPIPER® Model
Model
ET1½-SM
Type 1
Chamber
TBB-1-A AL356T6 AL356T6 AL380DC AL380DC AL380DC PS AL380DC 416SS B PS B B B PP 54
TNN-1-A AL356T6 AL356T6 AL356T6 AL380DC AL380DC PS AL380DC 416SS N PS N N N PP 54
TQS-1-A AL356T6 AL356T6 AL380DC AL380DC AL380DC PS AL380DC 416SS N PS S S N PP 54
TCV-1-A AL356T6 AL356T6 AL380DC AL380DC AL380DC PS AL380DC 416SS T PS V V T PP 54
THI-1-A AL356T6 AL356T6 AL380DC AL380DC AL380DC PS AL380DC 416SS T PS E E T PP 54
TGN-1-A AL356T6 AL356T6 AL356T6 AL380DC AL380DC PS AL380DC 416SS T PS N T T PP 54
TGGN-1-A AL356T6 AL356T6 AL380DC AL356T6 AL380DC PS AL380DC 416SS T PS NT T T PP 54
Driver
Manifold
& Elbow
Meanings of
Abbreviations:
®Viton is a registered tradename of E.I. du Pont. ®Santoprene is a registered name of Monsanto Corporation. ®Warren Rupp and SANDPIPER are registered tradenames of Warren Rupp, Inc.
Outer
Chamber
Inner
Chamber
AL = Aluminum
B = Buna N
DC = Die Cast
E = EPDM
Outer
Driver
Diaphragm
Plate
Inner
Driver
Plate
Intermediate
Housing
Diaphragm
N = Neoprene
NT = Neoprene with PTFE overlay
PP = Polypropylene - Glass Filled
PS = Plated Steel
Diaphragm
Rod
Valve
Seat
Hardware
*PS = Plated Steel, except wetted area which is 316SS
S = Santoprene
SS = Stainless Steel
T = PTFE
®
V = Viton
Diaphragm
®
Driver
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 1
Page 3
ET1½-SM
NEOPRENE All purpose. Resistant to vegetable oils. Generally not affected by moderate
chemicals, fats, greases and many oils and solvents. Generally attacked by strong oxidizing acids,
ketones, esters, nitro hydrocarbons and chlorinated aromatic hydrocarbons.
PTFE Chemically inert, virtually impervious. Very few chemicals are known to chemically
react with PTFE: molten alkali metals, turbulent liquid or gaseous fluorine and a few fluorochemicals such as chlorine trifluoride or oxygen difluoride which readily liberate free fluorine at
elevated temperatures.
For specific applications, always consult the Warren Rupp Chemical Resistance Chart.
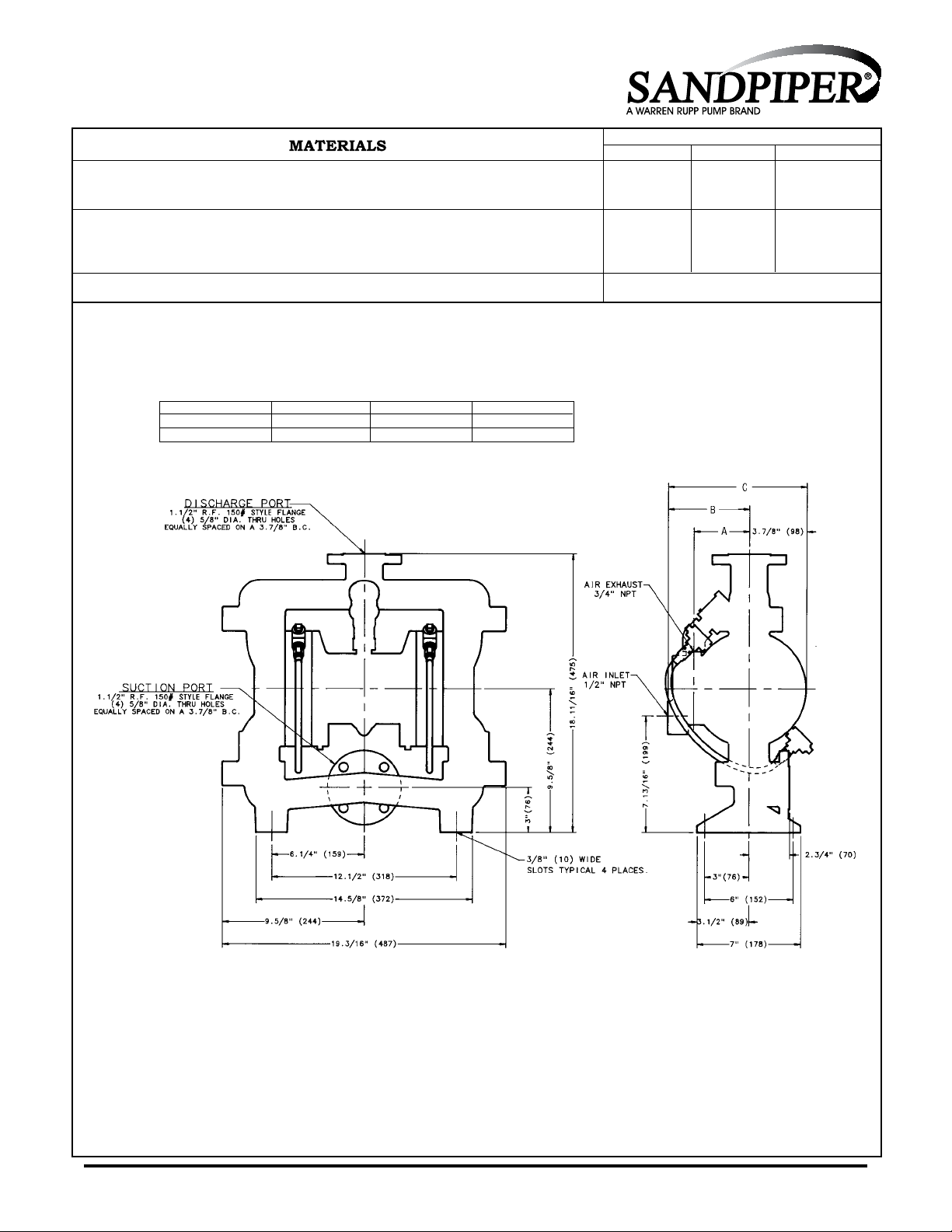
Dimensions are ± 1/8"
Figures in parenthesis = millimeters
Dimension A B C
Standard Pump 4.3/32" (104) 5.1/2" (140) 9.9/16" (243)
Pulse Output Kit 4.17/32" (115) 5.15/16" (151) 10" (254)
Containment Duty
Operating Temperatures
Maximum* Minimum* Optimum**
170°F -35°F50°F to 130°F
77°C -37°C10°C to 54°C
212°F+ -35°F50°F to 212°F
100°C+ -37°C10°C to 100°C
*Definite reduction in service life.
**Minimal reduction in service life at ends of range.
1½" ASA STYLE FLANGED SUCTION & DISCHARGE • ½" NPT(F) AIR INLET PORT • ¾" NPT(M) AIR EXHAUST PORT
Copyright© 2006 Warren Rupp, Inc. All rights reserved. Specifications are subject to improvement without notice.
et15smdl3sm-rev0614
®Warren Rupp and SANDPIPER are registered tradenames of Warren Rupp, Inc.
Model ET1 1/2-SM Page 2
Page 4
SERVICE AND OPERATING MANUAL
CONTAINMENT DUTY Type 1
PRINCIPLE OF OPERATION
This ball check valve pump is powered by compressed air and is a 1:1
pressure ratio design. It alternately pressurizes the inner side of one diaphragm
chamber, while simultaneously exhausting the other inner chamber. This causes the
diaphragms, which are connected by a common rod, to move endwise. Air pressure
is applied over the entire surface of the diaphragm, while liquid is discharged from
the opposite side. The diaphragm operates under a balanced condition during the
discharge stroke, which allows the unit to be operated at discharge heads over 200
feet (61 meters) of water head.
Since the diaphragms are connected by a common rod, secured by plates to the
center of the diaphragms, one diaphragm performs the discharge stroke, while the
other is pulled to perform the suction stroke in the opposite chamber.
For maximum diaphragm life, keep the pump as close to the liquid being pumped
as possible. Positive suction head in excess of 10 feet of liquid (3.048 meters) may
require a back pressure regulating device. This will maximize diaphragm life.
Alternate pressuring and exhausting of the diaphragm chamber is performed
by means of an externally mounted, pilot operated, four-way spool type air
distribution valve. When the spool shifts to one end of the valve body, inlet air pressure is
applied to one diaphragm chamber and the other diaphragm chamber exhausts.
When the spool shifts to the opposite end of the valve body, the porting of chambers
is reversed. The air distribution valve spool is moved by an internal pilot valve which
alternately pressurizes one side of the air distribution valve spool, while exhausting
the other side. The pilot valve is shifted at each end of the diaphragm stroke by the
diaphragm plate coming in contact with the end of the pilot valve spool. This pushes
it into position for shifting of the air distribution valve.
The chambers are manifolded together with a suction and discharge check valve
for each chamber, maintaining ow in one direction through the pump.
This SandPIPER pump differs from others in that it utilizes four diaphragms
instead of two. The two rod-connected diaphragms are the driver diaphragms,
and the other two (outermost) diaphragms are the actual pumping diaphragms.
Each driver diaphragm (of Neoprene or other elastomer), and the pumping
diaphragm (of TFE), are separated by a chamber lled with liquid which transmits the
reciprocating motion of the driver diaphragm to the pumping diaphragm. The
pumping diaphragms, create the alternating suction and discharge action to each
outer diaphragm chamber. The pumping diaphragms are the only ones in contact
with the liquid being pumped.
Original Instructions
ET1½ - SM
INSTALLATION & START-UP
Locate the pump as close to the product being pumped as possible, keeping
suction line length and number of ttings to a minimum. Do not reduce line size.
For installations of rigid piping, short exible sections of hose should be installed
between pump and piping. This reduces vibration and strain to the piping system.
A Warren Rupp Tranquilizer
pulsation in ow.
This pump was tested at the factory prior to shipment and is ready for
operation. It is completely self-priming from a dry start for suction lifts of 10-15 feet
(9-14 meters) or less. For suction lifts exceeding 15 feet of liquid, ll the chambers
with liquid prior to priming.
®
surge suppressor is recommended to further reduce
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 3
Page 5

AIR SUPPLY
Air supply pressures cannot exceed 125 psi (8.61 bar). Connect the pump air inlet
(see Fig. 1) to an air supply of sufcient capacity and pressure required for desired
performance. When the air line is solid piping, use a short length of exible hose (not
less than ¾" [19mm] in diameter) between pump and piping to eliminate strain to pipes.
AIR INLET & PRIMING
For start-up, open an air valve approximately ½ to ¾ turn. After the unit primes, an air
valve can be opened to increase ow as desired. If opening the valve increases cycling
rate, but does not increase ow rate, cavitation has occurred, and the valve should be
closed slightly.
For the most efcient use of compressed air and the longest diaphragm life, throttle
the air inlet to the lowest cycling rate that does not reduce ow.
A NOTE ABOUT AIR VALVE LUBRICATION
The SandPIPER pump’s pilot valve and main air valve assemblies are designed
to operate WITHOUT lubrication. This is the preferred mode of operation. There may
be instances of personal preference, or poor quality air supplies when lubrication of
the compressed air supply is required. The pump air system will operate with properly
lubricated compressed air supplies. Proper lubrication of the compressed air supply
would entail the use of an air line lubricator (available from Warren Rupp) set to deliver
one drop of 10 wt., non-detergent oil for every 20 SCFM of air the pump consumed at its
point of operation. Consult the pump’s published Performance Curve to determine this.
It is important to remember to inspect the sleeve and spool set routinely. It should
move back and forth freely. This is most important when the air supply is lubricated. If a
lubricator is used, oil accumulation will, over time, collect any debris from the compressed
air. This can prevent the pump from operating properly.
Water in the compressed air supply can create problems such as icing or freezing
of the exhaust air causing the pump to cycle erratically, or stop operating. This can be
addressed by using a point of use air dryer (available from Warren Rupp) to supplement a
plant’s air drying equipment. This device will remove excess water from the compressed
air supply and alleviate the icing or freezing problem.
ESADS: EXTERNALLY SERVICEABLE AIR
DISTRIBUTION SYSTEM
Please refer to the exploded view drawing and parts list in the Service Manual
supplied with your pump. If you need replacement or additional copies, contact your
local Warren Rupp Distributor, or the Warren Rupp factory Literature Department at the
number shown below. To receive the correct manual, you must specify the MODEL and
TYPE information found on the name plate of the pump.
MODELS WITH 1" SUCTION/DISCHARGE OR LARGER, AND
NON-METAL CENTER SECTIONS
The main air valve sleeve and spool set is located in the valve body mounted on the
pump with four hex head capscrews. The valve body assembly is removed from the
pump by removing these four hex head capscrews.
With the valve body assembly off the pump, access to the sleeve and spool set is
made by removing a retaining ring (each end) securing the end cap on the valve body
assembly. With the end caps removed, slide the spool back and forth in the sleeve.
The spool is closely sized to the sleeve and must move freely to allow for proper pump
operation. An accumulation of oil, dirt or other contaminants from the pump’s air
supply, or from a failed diaphragm, may prevent the spool from moving freely. This can
cause the spool to stick in a position that prevents the pump from operating. If this is
the case, the sleeve and spool set should be removed from the valve body for cleaning
and further inspection.
Remove the spool from the sleeve. Using an arbor press or bench vise (with an
improvised mandrel), press the sleeve from the valve body. Take care not to damage
the sleeve. At this point, inspect the o-rings on the sleeve for nicks, tears or abrasions.
Damage of this sort could happen during assembly or servicing. A sheared or cut
o-ring can allow the pump’s compressed air supply to leak or bypass within the air
valve assembly, causing the pump to leak compressed air from the pump air exhaust
or not cycle properly. This is most noticeable at pump dead head or high discharge
pressure conditions. Replace any of these o-rings as required or set up a routine,
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 4
Page 6

preventive maintenance schedule to do so on a regular basis. This practice should include
cleaning the spool and sleeve components with a safety solvent or equivalent, inspecting
for signs of wear or damage, and replacing worn components.
To re-install the sleeve and spool set, lightly lubricate the o-rings on the sleeve with
an o-ring assembly lubricant or lightweight oil (such as 10 wt. air line lubricant). Press
the set into the valve body easily, without shearing the o-rings. Re-install one end cap,
and retaining ring on the valve body. Using the arbor press or bench vise that was used
in disassembly, press the sleeve back into the valve body. Re-install the spool, keeping
the counter-bored end toward you, and install the spring, opposite end cap and retaining
ring on the valve body. After inspecting and cleaning the gasket surfaces on the valve
body and intermediate, re-install the valve body on the pump using new gaskets. Tighten
the four hex head capscrews evenly and in an alternating cross pattern, at 150 in./lbs.
(16.94 Newton meters).
AIR EXHAUST
If a diaphragm fails, the pumped liquid or fumes can enter the air end of the pump,
and be exhausted into the atmosphere. When pumping hazardous or toxic materials,
pipe the exhaust to an appropriate area for safe disposition.
This pump can be submerged if materials of construction are compatible with the
liquid. The air exhaust must be piped above the liquid level. Piping used for the air
exhaust must not be smaller than 1" (2.54 cm). Reducing the pipe size will restrict air
ow and reduce pump performance. When the product source is at a higher level than
the pump (ooded suction), pipe the exhaust higher than the product source to prevent
siphoning spills.
Freezing or icing of the air exhaust can occur under certain temperature and
humidity conditions. Use of a Warren Rupp Extractor/Dryer unit should eliminate most icing
problems. Check the exhaust periodically for build-up of ice or contaminants (see Fig. 2).
BETWEEN USES
When used for materials that tend to settle out or transform to solid form, the pump
should be completely ushed after each use, to prevent damage. Product remaining
in the pump between uses could dry out or settle out. This could cause problems with
valves and diaphragms at re-start. In freezing temperatures, the pump must be drained
between uses in all cases.
FILLING OF DRIVER CHAMBER WITH LIQUID
The driver chambers are lled at the factory with water.
If you need to substitute another liquid to prevent system contamination, rst consult
the factory for chemical compatibility with pump construction.
Follow the steps listed below to replace the liquid in the pump after disassembly or
liquid loss:
1. Filling is accomplished through the pipe plugs at the top of the liquid driver
chamber (see Fig. 3).
2. After the driver uid has been emptied from the pump, the driver diaphragms will
naturally come to center.
3. Remove the entire discharge manifold assembly exposing the ports in the outer
diaphragm chambers.
4. Fill either side with 600 ml. (20.3 . oz.) by volume with the driver liquid. It is
imperative that the driver liquid chambers be lled with the correct amount of driver liquid
as too little or too much will cause premature diaphragm failure and erratic pumping.
5. After lling with the proper amount of liquid, if the liquid does not come to the top
of the ll hole, pressure should be applied to the Virgin PTFE diaphragm with a blunt
tool through the discharge material ow port in the outer chamber until it does come to
the top (see Fig. 4). To facilitate this lling, a taper punch can be used in the hole of the
rod to manually shift the pump.
6. When the driver uid rises to the top of the ll plug hole, screw the boss plug, with
o-ring installed, into the chamber (see Fig. 5). (Do not overtighten.) Remember to keep
pressure on the Virgin PTFE diaphragm until the boss plug is tight to prevent air from
drawing back into the chamber.
7. Filling the opposite side is accomplished in the same manner as described in 5
and 6. The correct amount of uid will come to the top of the ll hole. Screw in the
boss plug.
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 5
Page 7

CHECK VALVE SERVICING
Need for inspection or service is usually indicated by poor priming, unstable cycling,
reduced performance or the pump’s cycling but not pumping.
Remove the six ange bolts securing the inlet and outlet anges to the manifold.
Inspect the surfaces of both check valve and seat for wear or damage that could
prevent proper sealing. If pump is to prime properly, valves must seat air tight (see Fig. 6).
DIAPHRAGM SERVICING
Driver Diaphragms:
Drain the driver diaphragm chamber by removing the boss plug on the underside of
the driver chamber. NOTE: This is also the part used for leak detector probes. Remove
twelve bolts securing the two manifolds to the chambers. Remove eight bolts securing
the diaphragm chamber. This permits inspection of the TFE diaphragm and the driver
diaphragm. Loosen the plate which secures the diaphragm and plate to the rod by
keeping the diaphragm engaged with the inner diaphragm chamber. Insert two or three
capscrews through the bolt holes so the diaphragm cannot rotate when loosening. The
diaphragm plates, diaphragm and bumper will now come off the assembly. Repeat all
actions if the other diaphragm needs to be inspected or replaced.
NOTE: See “Filling of Driver Chamber with Liquid” for the correct procedure to
recharge the pump for operation.
Reassembly is the reverse of the tear down. During reassembly, be sure the rubber
bumper is on the rod on each side. Install the diaphragm with the natural bulge to the
outside as marked on the diaphragm. Be sure that the large radius side of each plate
is toward the diaphragm. Place the sealing washer between the inner diaphragm plate
and the end of the rod. Tighten the plate to approximately 25 ft. lbs. (3.456 pounds/sq.
cm.). Torque while allowing the diaphragm to turn freely with the plate. Hold the opposite
side with a wrench on the plate to prevent rotation of the rod. If the opposite chamber
is assembled, this will not be necessary.
When reassembling the outer chambers and the manifold, the bolts securing the
manifold ange to the chamber should be snugged prior to tightening the manifold
ange. Finish tightening the manifold ange bolts after the chamber bolting is secured.
PILOT VALVE
The pilot valve assembly is accessed by removing the main air distribution valve
body from the pump and lifting the pilot valve body out of the intermediate housing
(see Fig. 9).
Most problems with the pilot valve can be corrected by replacing the o-rings. Always
grease the spool prior to inserting it into the sleeve. If the sleeve is removed from
the body, reinsertion must be at the chamfered side. Grease the o-rings to slide the
sleeve into the valve body. Securely insert the retaining ring around the sleeve. When
reinserting the pilot valve, push both plungers (located inside the intermediate bracket)
out of the path of the pilot valve spool ends to avoid damage.
PILOT VALVE ACTUATOR
Bushings for the pilot valve actuators are held in the inner chambers with
retaining rings. An o-ring is behind each bushing. If the plunger has any sideways motion
check o-rings and bushings for deterioration or wear. The plunger may be removed for
inspection or replacement. First remove the air distribution valve body and the pilot valve
body from the pump. The plungers can be located by looking into the intermediate. It
may be necessary to use a ne piece of wire to pull them out. The bushing can be turned
out through the inner chamber by removing the outer chamber assembly. Replace the
bushings if pins have bent (see Fig. 10 and Fig. 11).
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 6
Page 8

SERVICE INSTRUCTIONS: TROUBLE SHOOTING
1. Pump will not cycle
A. Check to make sure the unit has enough pressure to operate and that the air inlet
valve is open.
B. Check the discharge line to insure that the discharge line is neither closed nor blocked.
C. If the spool in the air distribution valve is not shifting, check the main spool. It must
slide freely.
D. Excessive air leakage in the pump can prevent cycling. This condition will be
evident. Air leakage into the discharge line indicates a ruptured diaphragm. Air
leakage from the exhaust port indicates leakage in the air distribution valve. See further
service instructions.
E. Blockage in the liquid chamber can impede movement of diaphragm.
2. Pump cycles but will not pump
A. Suction side of pump pulling in air. Check the suction line for air leaks and be sure
that the end of the suction line is submerged. Check ange bolting. Check valve anges
and manifold to chamber ange joints.
B. Make certain the suction line or strainer is not plugged. Restriction at the suction is
indicated by a high vacuum reading when a vacuum gauge is installed in the suction line.
C. Check valves may not be seating properly. To check, remove the suction line and
cover the suction port with your hand. If the unit does not pull a good suction (vacuum),
the check valves should be inspected for proper seating.
D. Static suction lift may be too high. Priming can be improved by elevating the suction
and discharge lines higher than the check valves and pouring liquid into the unit through
the suction inlet. When priming at high suction lifts or with long suction lines operate the
pump at maximum cycle rate.
E. Incorrect driver uid level or air has not been properly purged.
3. Low performance
A. Capacity is reduced as the discharge pressure increases, as indicated on the
performance curve. Performance capability varies with available inlet air supply. Check
air pressure at the pump inlet when the pump is operating to make certain that adequate
air supply is maintained.
B. Check vacuum at the pump suction. Capacity is reduced as vacuum increases.
Reduced ow rate due to starved suction will be evident when cycle rate can be varied
without change in capacity. This condition will be more prevalent when pumping viscous
liquids. When pumping thick, heavy materials the suction line must be kept as large in
diameter and as short as possible, to keep suction loss minimal.
C. Low ow rate and slow cycling rate indicate restricted ow through the discharge line.
Low ow rate and fast cycling rate indicate restriction in the suction line or air leakage
into suction.
D. Unstable cycling indicates improper check valve seating on one chamber. This
condition is conrmed when unstable cycling repeats consistently on alternate exhausts.
Cycling that is not consistently unstable may indicate partial exhaust restriction due
to freezing and thawing of exhaust air. Use of an anti-freeze lubricant in an air line
lubricator should solve this problem.
E. Incorrect driver uid level or air has not been properly purged.
For additional information, see the Warren Rupp Trouble Shooting Guide.
WARRANTY
This pump is warranted for a period of ve years against defective material and
workmanship. Failure to comply with the recommendations stated in this manual voids
all factory warranty.
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 7
Page 9

SERVICE AND OPERATING MANUAL
Original Instructions
ET1½ - SM
CONTAINMENT DUTY Type 1
ITEM TOTAL
NO. PART NUMBER DESCRIPTION RQD.
1 095-051-558 Body, Spool Valve 1
2 031-083-000 Sleeve & Spool Set w/Pins 1
3 560-058-360 O-Ring 8
5 675-043-115 Ring, Retaining 2
4 165-078-147 Cap, End 2
6 165-042-157 Cap, Valve Body 1
7 360-056-360 Gasket 1
8 360-057-360 Gasket 1
9 360-058-360 Gasket 1
10 095-074-001 Assembly, Pilot Valve* 1
10-A 095-071-557 Valve Body 1
10-B 755-025-000 Sleeve (without o-ring) 1
10-C 560-033-360 O-Ring (Sleeve) 4
10-D 775-014-000 Spool (without o-ring) 1
10-E 560-023-360 O-Ring (Spool) 4
10-F 675-037-080 Retaining Ring 1
11 170-063-330 Capscrew, Hex Head 1
12 901-035-330 Washer, Flat 7
13 542-001-330 Nut, Square 1
14 170-033-330 Capscrew, Hex Head 4
15 901-005-330 Washer, Flat 4
16 170-043-330 Capscrew, Hex Head 6
170-006-330 Capscrew, Hex Head 6
17 114-007-157 Bracket, lntermediate 1
18 196-042-157 Chamber, Inner 1
19 196-043-157 Chamber, Inner 1
20 560-040-360 O-Ring 2
21 560-001-360 O-Ring 2
22 135-013-162 Bushlng 2
23 675-042-115 Ring, Retainer 2
24 620-007-114 Plunger, Actuator 2
25 196-135-156 Chamber, Driver 2
196-139-156 Chamber, Driver (w/ PTFE overlay) 2
26 070-012-170 Bearing, Sleeve 2
27 720-010-375 Seal, U-Cup 2
29 901-012-180 Washer, Sealing 2
30 807-048-330 Stud 2
31 675-040-360 Ring, Sealing 2
32 685-039-120 Rod, Diaphragm 1
33 132-019-360 Bumper 2
34 612-108-157 Plate, Outer Diaphragm 2
35 612-022-330 Plate, Inner Diaphragm 2
Repair Parts shown in bold face (darker)
type are more likely to need replacement
after extended periods of normal use. They
are readily available from most Warren Rupp
distributors. The pump owner may prefer to
maintain a limited inventory of these parts
in his own stock to reduce repair downtime
to a minimum.
IMPORTANT: When ordering repair parts
always furnish pump model number, serial
number and type number.
* Available in Kit Form. Order P/N 031-060-000 which also
includes Items 7, 8, 9, 24, & 50.
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 8
Page 10

ITEM TOTAL
NO. PART NUMBER DESCRIPTION RQD.
36 286-008-365 Diaphragm 2
286-008-363 Diaphragm 2
286-008-360 Diaphragm 2
286-008-364 Diaphragm 2
286-008-354 Diaphragm 2
37 722-045-365 Seat, Valve 4
722-045-360 Seat, Valve 4
722-045-600 Seat, Valve 4
38 050-019-365 Ball, Check Valve 4
050-019-360 Ball, Check Valve 4
050-024-600 Ball, Check Valve 4
39 518-122-156 Manifold, Suction 1
40 518-121-156 Manifold, Discharge 1
41 170-029-330 Capscrew. Hex Head 12
42 901-039-330 Washer, Flat 12
43 545-004-330 Nut, Hex 16
44 618-003-330 Pipe, Plug 1
45 618-003-330 Pipe Plug 2
46 196-057-156 Chamber, Outer 2
47 530-018-000 Mufer, Exhaust 1
48 312-044-555 45° Elbow 1
49 538-025-555 Nipple, Close 1
50 132-022-360 Bumper 2
51 286-066-365 Diaphragm (360), (363), (364), (354) 2
286-066-360 Diaphragm 2
286-066-363 Diaphragm 2
286-066-364 Diaphragm 2
286-066-354 Diaphragm 2
286-040-604 Diaphragm 2
52 538-083-115 Nipple, Pipe 4
53 835-005-115 Tee, Pipe 4
54 618-003-110 Plug, Pipe 4
55 866-060-115 Fitting, Male 4
56 860-054-606 Tube, Sight 2
57 170-099-330 Capscrew, Hex Head 16
58 618-025-110 Boss Plug and O-Ring 2
59 286-015-604 Diaphragm, PTFE (Overlay) 2
69 132-028-552 Bumper, Spool 2
71 210-008-330 Clip, Safety 1
72 560-029-360 O-Ring 2
Repair Parts shown in bold face (darker)
type are more likely to need replacement
after extended periods of normal use. They
are readily available from most Warren Rupp
distributors. The pump owner may prefer to
maintain a limited inventory of these parts
in his own stock to reduce repair downtime
to a minimum.
IMPORTANT: When ordering repair parts
always furnish pump model number, serial
number and type number.
Not Shown:
535-015-000 Name Plate 1
705-002-000 Drive Screw 4
031-111-000 Valve Body Assy. 1
(Consists of items 1, 2, 3, 4, 5,
69, 71 & 72)
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 9
Page 11

et1mdl3sm-rev0611 Model ET1 Type 3 Page 8
Page 12

Safety Information
IMPORTANT
Read the safety warnings and instructions in this manual
before pump installation and start-up. Failure to comply with
the recommendations stated in this manual could damage the
pump and void factory warranty.
When the pump is used for materials that tend to settle out
or solidify, the pump should be ushed after each use to
prevent damage. In freezing temperatures the pump should be
completely drained between uses.
CAUTION
Before pump operation, inspect all fasteners for loosening
caused by gasket creep. Retighten loose fasteners to prevent
leakage. Follow recommended torques stated in this manual.
Nonmetallic pumps and plastic components are not UV
stabilized. Ultraviolet radiation can damage these parts and
negatively affect material properties. Do not expose to UV light
for extended periods of time.
WARNING
Pump not designed, tested or certied to be powered by
compressed natural gas. Powering the pump with natural
gas will void the warranty.
WARNING
When used for toxic or aggressive uids, the pump should
always be ushed clean prior to disassembly.
Before maintenance or repair, shut off the compressed air line,
bleed the pressure, and disconnect the air line from the pump.
Be certain that approved eye protection and protective clothing
are worn at all times. Failure to follow these recommendations
may result in serious injury or death.
Airborne particles and loud noise hazards. Wear eye and ear
protection.
In the event of diaphragm rupture, pumped material may enter
the air end of the pump, and be discharged into the atmosphere.
If pumping a product that is hazardous or toxic, the air exhaust
must be piped to an appropriate area for safe containment.
Take action to prevent static sparking. Fire or explosion can
result, especially when handling ammable liquids. The pump,
piping, valves, containers and other miscellaneous equipment
must be properly grounded.
This pump is pressurized internally with air pressure during
operation. Make certain that all fasteners are in good condition
and are reinstalled properly during reassembly.
kg
Use safe practices when lifting
RECYCLING
Many components of SANDPIPER® AODD pumps are made
of recyclable materials. We encourage pump users to recycle worn
out parts and pumps whenever possible, after any hazardous pumped
uids are thoroughly ushed.
Page 13

MATERIAL CODES
THE LAST 3 DIGITS OF PART NUMBER
000 Assembly, sub-assembly;
and some purchased items
010 Cast Iron
012 Powered Metal
015 Ductile Iron
020 Ferritic Malleable Iron
025 Music Wire
080 Carbon Steel, AISI B-1112
100 Alloy 20
110 Alloy Type 316 Stainless Steel
111 Alloy Type 316 Stainless Steel
(Electro Polished)
112 Alloy C
113 Alloy Type 316 Stainless Steel
(Hand Polished)
114 303 Stainless Steel
115 302/304 Stainless Steel
117 440-C Stainless Steel (Martensitic)
120 416 Stainless Steel
(Wrought Martensitic)
123 410 Stainless Steel
(Wrought Martensitic)
148 Hardcoat Anodized Aluminum
149 2024-T4 Aluminum
150 6061-T6 Aluminum
151 6063-T6 Aluminum
152 2024-T4 Aluminum (2023-T351)
154 Almag 35 Aluminum
155 356-T6 Aluminum
156 356-T6 Aluminum
157 Die Cast Aluminum Alloy #380
158 Aluminum Alloy SR-319
159 Anodized Aluminum
162 Brass, Yellow, Screw Machine Stock
165 Cast Bronze, 85-5-5-5
166 Bronze, SAE 660
170 Bronze, Bearing Type, Oil Impregnated
175 Die Cast Zinc
180 Copper Alloy
305 Carbon Steel, Black Epoxy Coated
306 Carbon Steel, Black PTFE Coated
307 Aluminum, Black Epoxy Coated
308 Stainless Steel, Black PTFE Coated
309 Aluminum, Black PTFE Coated
310 PVDF Coated
313 Aluminum, White Epoxy Coated
330 Zinc Plated Steel
331 Chrome Plated Steel
332 Aluminum, Electroless Nickel Plated
333 Carbon Steel, Electroless
Nickel Plated
335 Galvanized Steel
336 Zinc Plated Yellow Brass
337 Silver Plated Steel
340 Nickel Plated
342 Filled Nylon
351 Food Grade Santoprene; Color: NATURAL
353 Geolast; Color: BLACK
354 Injection Molded #203-40
Santoprene- Duro 40D +/-5; Color: RED
355 Thermal Plastic
356 Hytrel; Color: BLUE
357 Injection Molded Polyurethane;
Color: GREEN
358 Urethane Rubber; Color: NATURAL
(Some Applications)
(Compression Mold)
359 Urethane Rubber; Color: NATURAL
360 Nitrile Rubber; Color Coded: RED
361 Nitrile
363 FKM (Fluorocarbon).
Color Coded: YELLOW
364 E.P.D.M. Rubber. Color Coded: BLUE
365 Neoprene Rubber;
Color Coded: GREEN
366 Food Grade Nitrile; Color: WHITE
368 Food Grade EPDM; Color: GRAY
370 Butyl Rubber
Color Coded: BROWN
371 Philthane (Tuftane)
374 Carboxylated Nitrile
375 Fluorinated Nitrile
378 High Density Polypropylene
379 Conductive Nitrile;
Color Coded: RED & SILVER
384 Conductive Neoprene;
Color Coded: GREEN & SILVER
405 Cellulose Fibre
408 Cork and Neoprene
425 Compressed Fibre
426 Blue Gard
440 Vegetable Fibre
465 Fibre
500 Delrin 500
501 Delrin 570
502 Conductive Acetal, ESD-800;
Color: BLACK
503 Conductive Acetal, Glass-Filled
Color: BLACK; Color Coded: YELLOW
505 Acrylic Resin Plastic
506 Delrin 150
520 Injection Molded PVDF; Color: NATURAL
521 Injection Molded Conductive PVDF;
Color: BLACK; Color Coded: LIGHT
GREEN
540 Nylon
541 Nylon
542 Nylon
544 Nylon Injection Molded
550 Polyethylene
551 Glass Filled Polypropylene; Color: BLACK
552 UnlledPolypropylene;Color:NATURAL
555 Polyvinyl Chloride
556 Black Vinyl
557 Conductive Polypropylene;
Color: BLACK; Color Coded: SILVER
558 Conductive HDPE; Color: BLACK
Color Coded: SILVER
559 Conductive Polypropylene; Color: BLACK
Color Coded: SILVER
570 Rulon II
580 Ryton
590 Valox
591 Nylatron G-S
592 Nylatron NSB
600 PTFE (virgin material)
Tetrauorocarbon(TFE)
601 PTFE(Bronzeandmolylled)
602 Filled PTFE
603 Blue Gylon
604 PTFE
606 PTFE
607 Envelon
608 Conductive PTFE; Color: BLACK
610 PTFE Encapsulated Silicon
611 PTFE Encapsulated FKM
632 Neoprene/Hytrel
633 FKM/PTFE
634 EPDM/PTFE
635 Neoprene/PTFE
637 PTFE , FKM/PTFE
638 PTFE , Hytrel/PTFE
639 Nitrile/TFE
643 Santoprene®/EPDM
644 Santoprene®/PTFE
656 Santoprene Diaphragm and
Check Balls/EPDM Seats
661 EPDM/Santoprene
666 FDA Nitrile Diaphragm,
PTFE Overlay, Balls, and Seals
668 PTFE, FDA Santoprene/PTFE
Delrin is a registered
tradename of E.I. DuPont.
Gylon is a registered tradename
of Garlock, Inc.
Nylatron is a registered tradename
of Polymer Corp.
Santoprene is a registered tradename
of Exxon Mobil Corp.
Rulon II is a registered tradename
of Dixion Industries Corp.
Ryton is a registered tradename
of Phillips Chemical Co.
Valox is a registered tradename
of General Electric Co.
PortaPump, Tranquilizer and SludgeMaster are
registered tradenames of Warren Rupp, Inc.
et15smdl3sm-rev0614
Model ET1 1/2-SM Page 12
Page 14

Declaration of Conformity
Manufacturer:
®
Warren Rupp, Inc.
Mansfield, Ohio, 44902 USA
certifies that Air-Operated Double Diaphragm Pump Series: HDB, HDF,
M Non-Metallic, S Non-Metallic, M Metallic, S Metallic, T Series, G Series, RS Series
U Series, EH and SH High Pressure, W Series, SMA and SPA Submersibles,
and Tranquilizer Surge Suppressors comply with the European Community
Directive 2006/42/EC on Machinery, according to Annex VIII. This product
has used Harmonized Standard EN809:1998+A1:2009, Pumps and Pump Units
for Liquids - Common Safety Requirements, to verify conformance.
Signature of authorized person
, 800 N. Main Street
October 20, 2005
Date of issue
David Roseberry
Printed name of authorized person
Revision Level: F
et15smdl3sm-rev0614
Engineering Manager
Title
April 19, 2012
Date of revision
Model ET1 1/2-SM Page 13
 Loading...
Loading...