

sahinler metal HKM-115 User Manual

L
E
U
N
A
M
S
`
R
E
S
U
E
S
U
E
S
U
D
O
M
M
M
O
R
I
O
R
I
O
R
I
N
N
N
O
O
W
W
W
D
D
O
O
O
R
R
E
E
E
L
R
R
R
`
`
L
L
S
S
K
K
K
H
H
H
E
E
M
M
E
K
K
K
R
R
R
A
A
M
M
M
M
M
M
N
N
–
–
–
U
U
A
A
A
E
E
1
1
1
C
C
C
1
1
1
L
L
5
H
H
H
5
5
E
N
I
I
I
N
N
E
E
C
a
d
.
1
6
2
8
5
B
U
R
S
A
/
T
U
R
K
E
Y
İ
z
m
i
r
Y
o
l
u
2
2
.
k
m
M
ü
m
i
n
G
e
n
c
o
ğ
l
u
C
a
d
.
1
6
2
8
5
B
U
R
S
A
/
T
U
İ
z
m
i
r
Y
o
l
u
2
2
.
k
m
M
ü
m
i
n
G
e
n
c
o
ğ
l
u
C
a
d
.
1
6
2
8
5
B
U
R
S
:
:
@
l
e
l
e
l
e
A
9
0
-
2
+
9
0
-
2
+
9
0
-
2
+
s
a
h
i
n
s
a
h
i
s
a
h
i
r
m
e
t
r
m
e
t
r
m
e
t
İ
z
m
i
r
Y
o
l
u
2
2
.
k
m
M
ü
m
i
n
G
e
n
c
o
ğ
l
u
0
-
2
2
4
-
4
7
0
0
1
5
8
(
6
l
i
n
e
s
p
b
x
)
F
a
x
T
e
l
:
+
9
0
-
2
2
4
-
4
7
0
0
1
5
8
(
6
l
i
n
e
s
p
b
x
)
T
e
l
:
+
9
-
2
2
4
-
4
7
0
0
1
5
8
(
6
l
i
n
e
T
e
l
:
+
9
0
W
e
b
:
w
w
w
.
s
a
h
i
n
l
e
r
m
e
t
a
l
.
W
e
b
:
w
w
w
.
s
a
h
i
n
l
e
r
W
e
b
:
w
w
w
.
s
a
h
S
p
a
r
e
S
S
p
p
a
r
e
p
p
a
r
e
m
i
n
l
e
r
m
a
r
t
s
&
a
r
t
s
p
&
a
r
t
s
&
c
e
t
a
l
.
e
t
a
l
.
s
e
r
v
s
e
r
v
s
e
r
v
s
o
m
c
o
m
c
o
m
i
c
e
:
s
e
i
c
e
:
s
i
c
e
:
s
p
b
x
)
E
m
a
i
l
E
m
a
i
l
E
m
a
i
l
r
v
i
c
e
@
e
r
v
e
r
v
s
i
c
e
@
i
c
e
@
:
F
a
x
F
a
x
:
i
n
f
o
@
:
i
n
f
o
@
:
i
n
f
o
a
h
i
n
s
a
h
i
n
s
a
h
i
n
R
/
T
U
R
2
4
-
4
7
2
4
-
4
7
2
4
-
4
7
l
e
r
m
n
n
a
a
a
e
l
e
r
m
e
l
e
r
m
e
l
.
c
o
m
l
.
c
o
m
l
.
c
o
m
K
E
Y
K
E
Y
0
0
7
7
0
0
0
t
a
t
a
t
0
7
7
0
0
7
7
0
l
.
c
o
m
l
a
.
c
o
m
l
.
c
o
m
E
ECC
C
M
M
C
C
E
ESS
S DD
D
R
REE
ECC
CTT
T
V
VEE
E
8
8 //
/
/
/
E
ECC
C
C E D E C L A R A T I O N
We as
ŞAHİNLER METAL MAKİNE END. A.Ş.
İzmir Yolu 22.km
Mümin Gençoğlu Caddesi
Bursa / TÜRKİYE
confirm that the machine
HHKKMM 111155
Serial Number :
Production Year :
complies with
and the machine also harmonized with the standards
DIN EN 60204 Part 1
Position : General Director
Name : Orhan ŞAHİN
BURSA, on ..............................
r
A
H
I
C
N
H
I
N
C
H
I
N
E
w
i
t
h
E
C
-
w
i
t
h
w
i
t
h
-
C
E
-
C
E
-
C
E
s
i
o
s
i
o
s
i
o
i
D
-
i
D
-
i
D
-
D
E
C
-
D
E
C
-
D
4
/
3
9
4
/
3
9
/
3
9
9
9
9
o
V
w
o
L
L
L
e
e
e
e
r
r
r
o
V
w
o
o
V
w
o
l
e
v
e
L
l
e
v
e
L
l
e
v
e
L
t
c
s
e
v
i
t
c
e
e
s
e
v
i
i
t
c
e
v
E
e
p
r
e
p
r
e
p
A
M
A
l
a
c
e
d
l
a
c
e
d
l
a
c
e
d
N
-
C
E
N
-
C
E
N
-
C
E
C
E
C
E
E
I
I
I
R
i
r
e
c
i
r
e
c
i
r
e
c
/
4
/
4
/
4
4
6
/
3
6
/
3
6
/
3
g
a
t
l
g
a
t
l
g
a
t
l
i
D
e
r
D
r
i
i
D
r
M
E
M
E
E
s
t
t
E
E
e
e
M
I
9
I
9
I
V
9
8
3
i
v
e
s
i
v
e
s
t
i
v
e
s
G
W
G
W
G
W
E
E
C
/
8
E
C
/
8
E
C
/
8
e
3
7
e
3
7
e
3
7
e
v
i
t
c
e
v
i
t
c
e
v
i
t
c
9
8
V
9
8
V
9
8
V
6
9
1
/
/
3
6
9
1
3
/
/
s
s
6
9
1
/
a
d
n
a
d
n
n
a
d
E
E
E
E
/
3
2
E
/
3
2
E
/
3
2
/
1
/
6
8
1
/
6
8
/
6
8
s
6
3
3
/
6
3
3
/
6
3
3
/
1
8
W
/
/
/
8
8
W
W
8
8
8
3
7
/
W
G
G
W
W
G
E
a
n
d
a
n
d
a
n
d
G
G
G
3
7
3
7
/
E
W
/
E
W
/
E
W
G
G
G
E
/
8
E
/
8
E
/
8
G
W
E
G
W
E
G
W
E

CONTENTS Page
General notes 1 - 2
General warranty terms 3
Safety and accident prevention instructions 4
Transportation 5
Setting up the machine 6
Adjustment of the shear blade 7
View of the delivery side 8
Technical properties 9
Additional tools 10
Five work stations 11 - 12
Safety explanations 13 - 15
Operation of the machine 16
Punching table 17
Punching tools 18 - 19
Arrangement of the punch tools in general 20 - 21
Punch capacity 22
Safety precautions of the work stations 22
Steel bar and profile cutting installation 23
Shearing installation 24
Angle cutting installation 25 - 26
Grooving, grooving tools and parts 27 - 28
Stroke adjustment 29
Machine rod and lever readjustment 30
Hydraulic system, maintenance, lubrication 31 - 32
Hydraulic schema 33 – 34
Special accessories 35
Optional punch die and blade
Blade adjustment and part list
Electrical

GENERAL NOTES
1. Introduction
Thank you for choosing a Şahinler Sheet / Metal Working Machine. We are proud to have you
in our long list of satisfied customers all over the world.
This User’s Manual is absolutely for your safety and is essential for the machine to have a
long production life. As long as you keep up with our Manual you will be able to run your machine
smoothly and safely. Keep in mind that the machine is designed absolutely to perform maximum safety and for efficient working.
In this Manual you can find instructions and information about:
Correct installations of the machine
Description of the functional parts of the machine
Set-up and start-up adjustments
Correct standard and scheduled maintenance
Simple safety regulations and accident prevention.
Therefore, as far as the user’s safety is concerned, in this handbook the possible risks con-
nected with machine operation are pointed out as follows:
Attention: Showing the risks of accident, if instructions are not followed.
Warring: Showing the probable damages to the machine or equipment, if the in-
structions are not strictly followed.
Note: It gives useful information.
It is certainly necessary that the operator should read and understand all the Attention,
ring,
Note specified in this Manual before starting with operation of the machine and before any lubri-
cation or maintenance intervention
On all steps of installation, operation and maintenance safety must be your first concern for
the protection of yourself, other users and the service of the machine. In case of any failure please first
refer to this Manual, and then if a solution cannot be found contact first of all the distributor where you
purchased our product. Do not forget to refer to the drawings and the numbers for any spare part
needed or to define any problem. Make sure you have the serial number and production year of the
machine.
Our technical staff will make their best to help you in the most convenient way.
2. Transport
As soon as you receive the machine, check for any visible transport damages. Should there
be any visible damages; report it straight away to the transporter company and of course Şahinler
Metal Mak. End. A.Ş. or your supplier.
War-
Remove any protective crates around the machine and read the instructions on related chap-
ters of this Manual carefully to set up the machine. If the machine is damaged while transport, imme-
diately take some photographs for insurance claims.
Take precautions while loading / unloading or moving the machine to avoid any injuries. Refer
also to related chapter of this Manual for the best way of handling the machine.
3. Electrical Information
All necessary connection procedure can be found on this Manual. Do not try to connect the
machine before reading these procedures and fully understanding the drawings. For any unclear matters get in touch with Şahinler Metal Mak. End. A.Ş. or any of the Şahinler distributors. Have the machine connected by a qualified electric technician. For, as we made clear in the “general conditions of
guarantee”, under no circumstances installing mistakes, including electrical connection mistake, can
not be covered by guarantee agreement. Always turn off power before making any connections or
disconnecting the machine.
4. Maintenance
Your machine is designed and produced to work efficiently and smoothly. To achieve this you
should also take care while operating the machine. Regard Maintenance sections to have the longest
life from your machine. Try and use original spare parts where necessary and most importantly do not
overload the machine or do not make any unauthorized modifications.
5. Safety
Take all precautions possible to avoid any personal injury while using the machine. Keep in
mind to protect the third party people around the machine. Refer to safety directives.
GENERAL WARRANTY TERMS
Your machine is covered by manufacturer’s guarantee for a period of
of purchase against manufacture defects. The warranty period does not exceed 18 months from
the date of delivery from the manufacturer’s factory.
Warranty covers only manufacture defective parts and / or components that are reported as
“defective” by a Sahinler Technician or the Agent Technician and must be reported to Sahinler in
writing by fax or email.
The manufacturer is responsible for the supply of free of charge spares only and cannot be held
responsible for loss of work.
Shipping and customs fees for the spare part must be paid by the end-user.
If a technician travel is necessary Sahinler will not c harge for lab or a nd work manship c os ts but the
customer must pay traveling and accommodation charges.
A Warranty claim does not relieve the Customer from payment obligations.
12 months from the date
The Customer can not ask or demand any reimbursement of damage nor the Cus tomer will have
the right to extend or delay payment obligations nor the cancellation of order and the refunding of
damages as the guarantee is given for the defective parts of the machine and not for the job.
Note: All warranty claims must be applied with the Model, Serial Number and the
Manufacture Year of the mac hine.
-4 -
SAFETY AND ACCIDENT PREVENTION INSTRUCTIONS
General Safety Instructions
Following instructions are meant for the operator of the machine and it is the End-User’s
responsibility to make sure the operator reads and understands the following and the User’s Manual
for safe operation.
Read the User’s manual before operating the machine.
Always inform electric faults to electric technicians.
Keep your working dress or long hair or necklace etc away from rotating parts.
Make sure you know the position of Emergency Stop Buttons on the machine.
Switch off the machine when NOT worki ng .
Work with necessary safety clothes if necessary (safety shoes, glasses , earplugs etc).
Control the Safety features before working and ensure they are working properly.
See and understand Safety Labels on the machine.
Perform periodic maintenance.
DO NOT overload the machine.
If you see abnormal behavior of the machine, stop the machine and inform your supervisor
immediately.
Be careful of other people around the machine during operation.
Never modify electric unit.
Never remove any mechanic or electronic safety features from the machine.
Be extremely careful during transport or re-placement of the machine and follow transport
instructions in the manual to safety handle the machine.
Machine Specific Safety Instruction
Safety Features
Position of Emergency Stops.
Position of Safety Labels.
Position of the operator during operation.
Danger zones
We recommend you to use upper listed rules. If you use upper listed rules, we hope you will
not take industrial accident. Shows danger zones below the picture and these zones workstation of the
machine. You don’t touch into the danger zones
-4 -

SAFETY AND ACCIDENT PREVENTION INSTRUCTIONS
General Safety Instructions
Following instructions are meant for the operator of the machine and it is the End-User’s
responsibility to make sure the operator reads and understands the following and the User’s Manual
for safe operation.
Read the User’s manual before operating the machine.
Never touch rotating or moving parts.
Always inform electric faults to electric technicians.
Keep your working dress or long hair or necklace etc away from rotating parts.
Make sure you know the position of Emergency Stop Buttons on the machine.
Switch off the machine when NOT worki ng .
Work with necessary safety clothes if necessary (safety shoes, glasses , earplugs etc).
Control the Safety features before working and ensure they are working properly.
See and understand Safety Labels on the machine.
Perform periodic maintenance.
DO NOT overload the machine.
If you see abnormal behavior of the machine, stop the machine and inform your supervisor
immediately.
Be careful of other people around the machine during operation.
Never modify electric unit.
Never remove any mechanic or electronic safety features from the machine.
Be extremely careful during transport or re-placement of the machine and follow transport
instructions in the manual to safety handle the machine.
Machine Specific Safety Instruction
Safety Features
Position of Emergency Stops.
Position of Safety Labels.
Position of the operator during operation.
Danger zones
We recommend you to use upper listed rules. If you use upper listed rules, we hope you will
not take industrial accident. Shows danger zones below the picture and these zones workstation of the
machine. You don’t touch into the danger zones
-4 -

p
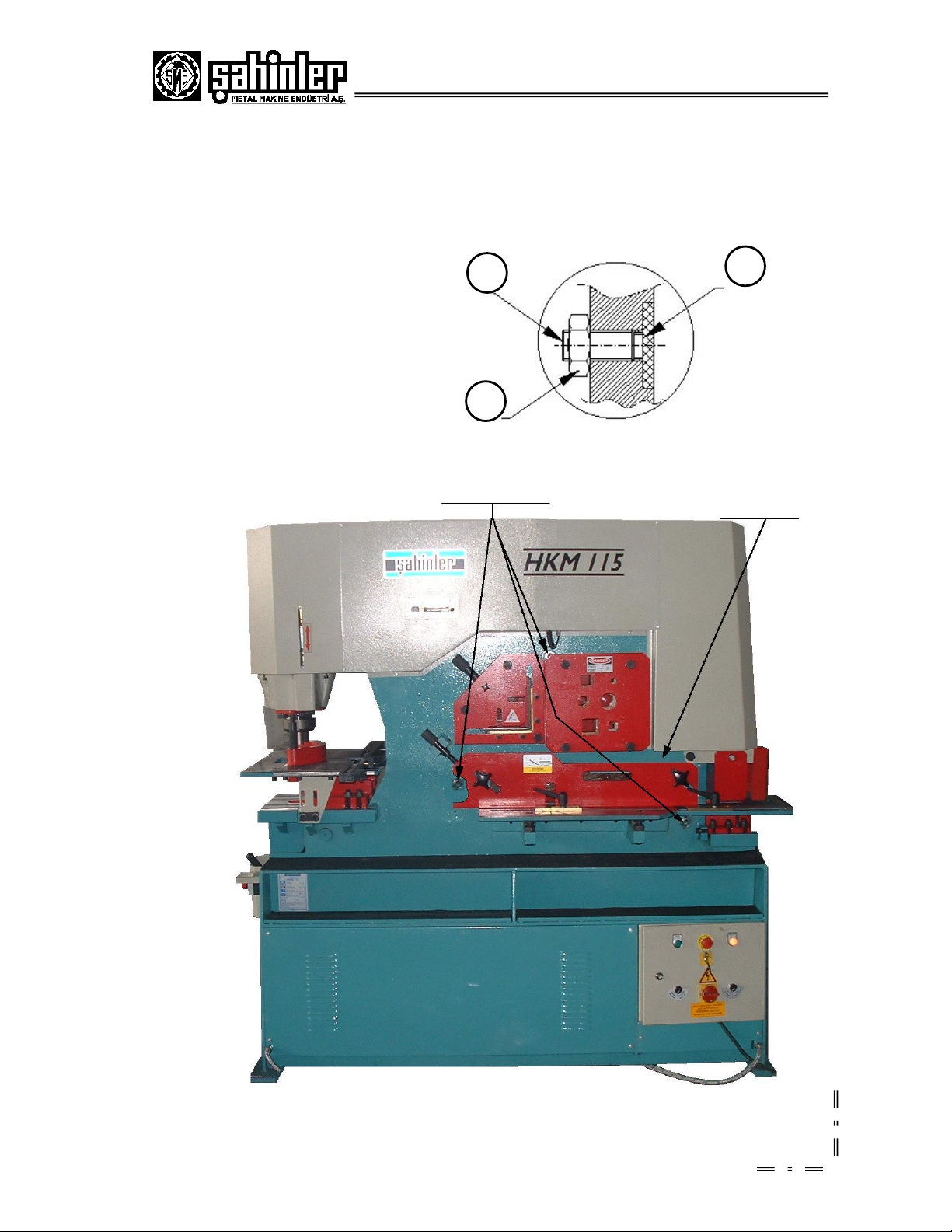
VIEW OF THE DELIVERY SIDE
Shear cylinder
Punch cylinder
Punch Unit
VIEW OF THE NOTCHING SIDE
Shear Unit
Lever Grou
Notching Unit
Hydraulic Unit
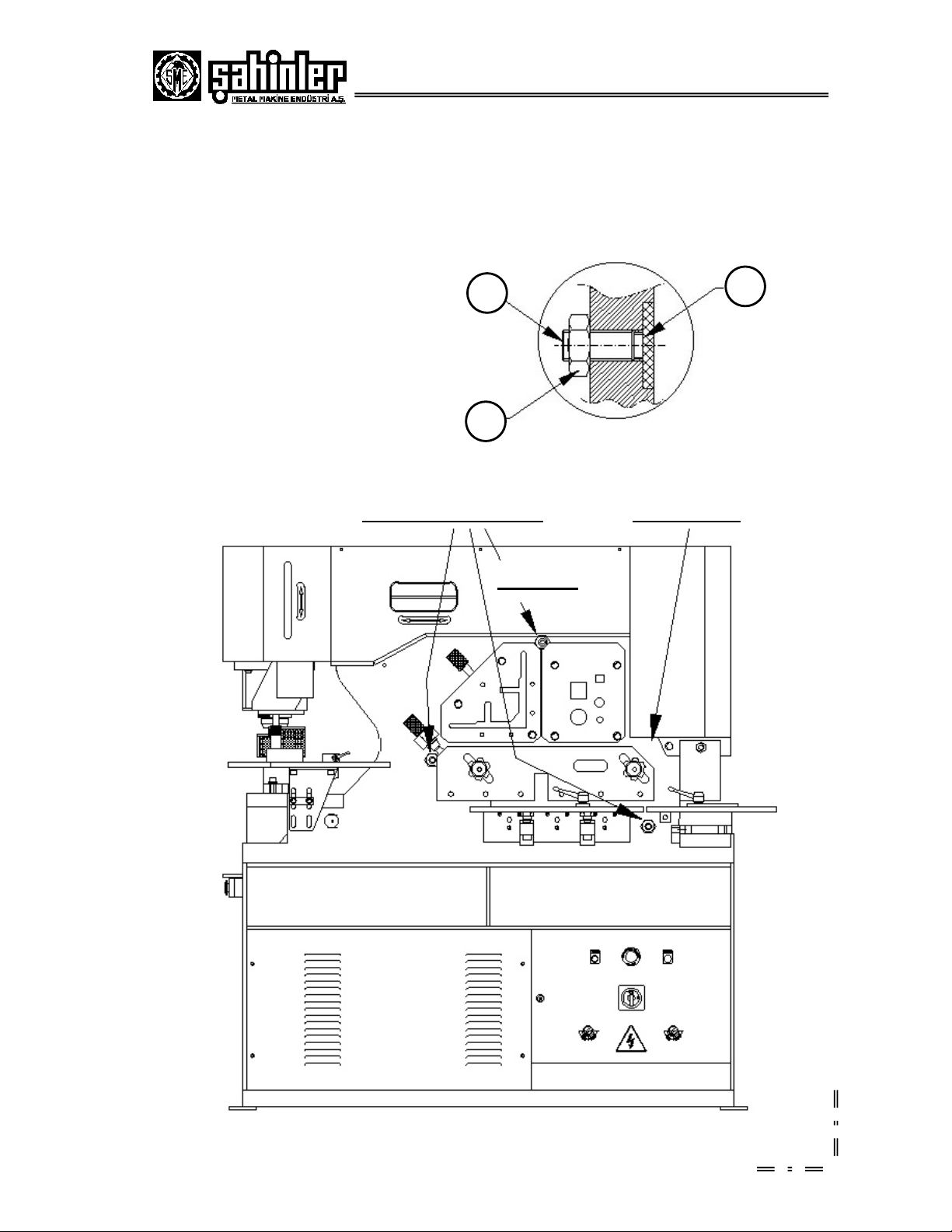
Adjustment of the shear blade
The adjustment of the shear levers should be carried out before any adjustment of the shear blade. The
adjustment explain as shown below.
Explanation of figure
1. Adjustment screw
2. Safety nut
3. Bronze pressure pl ate
1
2
Not to tension Shear lever adjustment
3
HKM115
-3-
Adjustment of the shear blade
The adjustment of the shear levers should be carried out before any adjustment of the shear blade. The
adjustment explain as shown below.
Explanation of figure
1. Adjustment screw
2. Safety nut
3. Bronze pressure pl ate
1
2
Shear lever adjustment
3
Not to tension
-3 -

SETTING UP THE MACHINE
Ask for the help of an experienced and qualified technician while setting up the machine.
1-) Fundamental Plan of the Machine
Four holes (Refer to the drawing below) Dia.15mm
2-) Instructions
For an effective machine, the position and the base of the machine are important. Be careful on
these points while placing the machine:
The machine must be placed on a flat, preferab ly cement base. To fix the machine use bolts.
There must be plenty of room all around the machine for easy working.
The machine height is ideal for any workingman.
There must be plenty of Light on top of the machine
855
1830
1870

DELİK ZIMBAS I PUNCHING
Max. Kalınlıkt a çap Diamet er x max. t hickn ess
Çap x kalınlık (Øxt) Diameter x thickness
Min. Kalınlıkta çap (Özel) (*) Diameter x min. Thickness Optional) (*)
İş kursu Stroke
Kurs adeti (20mm) Stroke count in (20mm)
Oluk derinliği Throat depth
Çalışma yüksekliği Working height
MAKA S SHEET METAL SHEAR
Düz sac Sheet metal
Düz sac Sheet metal
Bıçak uzunluğu Blade lenght
Açılı Kesim Shearing with angle
Çalışma yüksekliği Working height
PROFİL KESM E MAKASI ANGLE SHEAR
Dik köşebent (90º) Angle section (90º)
Açılı köşebent (45º) Angle section (45º)
Çalışma yüksekliği Working height
DOLU M ALZEME MAKA SI STEEL BAR SHEARI NG
Yuvarlak / Dörtköşe Round / Square
ÇENTİK AÇM A NOTCHING
Malzeme kalınlığı T hickness
Genişlik Width
Derinlik Depth
V Derinliği
Köşe flanşı Angle flange
Çalışma yüksekliği Working height
ÖZEL KALIPL AR
U - I profil bıçakları U-I Section blades
V Depth
OPTIONAL TOOLS
HKM 45 HKM 60 HKM 65 HKM 85 HKM 115 HPM 65 HPM 85
Ø22x15mm Ø28x15mm Ø26x20mm Ø33x20mm Ø34x26mm Ø26x20mm Ø33x20mm
Ø38x8mm Ø38x11mm Ø57x10mm Ø55x12mm Ø55x16mm Ø55x10mm Ø55x12mm
Ø100x3mm Ø110x3mm Ø110x3mm Ø110x5mm Ø110x5mm Ø110x3mm Ø110x5mm
50mm 55mm 55mm 80mm 80mm 55mm 80mm
x 20 x26 x 25 x25 x25 x25 x25
175mm 220mm 305mm 355mm 355mm 625mm 625mm
940mm 940mm 1030mm 1050mm 1050mm 1075mm 1050mm
200x15mm 200x20mm 300x20mm 380x20mm 380x25mm
300x12mm 300x15mm 375x15mm 480x15mm 600x15mm
316mm 317mm 380mm 482mm 610mm
80x10mm 80x10mm 100x15mm 120x15mm 120x15mm
940mm 940mm 890mm 900mm 900mm
100x100x10mm 120x120x12mm 130x130x13mm 150x150x15mm 150x150x18mm
70x6mm 80x8mm 70x10mm 80x8mm 80x10mm
1140mm 1140mm 1130mm 1155mm 1160mm
Ø30mm- 25mm Ø40mm- 35mm Ø45mm- 45mm Ø50mm- 50mm Ø55mm- 50mm
8mm 10mm 10mm 13mm 13mm
35mm 42mm 45mm 52mm 60mm
75mm 100mm 90mm 100mm 100mm
60mm 60mm 60mm 70mm 80mm
80x8mm 100x10mm 100x10mm 100x13mm 100x13mm 100x10mm 100x10mm
940mm 940mm 890mm 890mm 900mm
80x45mm 80x45mm 130x65mm 160x90mm 200x100mm
T profil bıçakları T Section blades
Özel çentik takımı Special V-notching tooling
Lama kıvırma
V kıvı rma
Sac kıvırma
Çentik
kısmında
zımba
TEKNİK ÖZELLİKLER TECHNICAL D ATA
derinliğ
max. Kapasite
max.
max.
Çene
V bending
Press brake
Punching on
notcher
Bar bend. max.
Sheet bend.
max.capacity
Bar bend. max.
max capacity
Motor gücü Motor power
Ağırlık Weight
Makine ölçüleri Machine dimensions
Basınç Power (Pressure)
Capacity
Capacity
40x6mm 80x10 90x12mm 100x12mm 120x12mm
100x100x8mm 100x100x10mm 100x100x10mm 100x100x13mm 100x100x13mm 100x100x10mm 100x100x13mm
100x12mm 150x12mm 250x15mm 250x20mm 250x22mm 250x15mm 250x20mm
500x3mm 500x3mm 700x3mm 500x3mm 500x3mm
85mm 110mm 125mm 125mm 125mm 125mm 125mm
18x12mm 20x12mm 38x8mm 38x10mm 38x12mm
4kW 4kW 5.5kW 7.5kW 7.5kW 5.5kW 7.5kW
1300kg 1250kg 1600kg 2430kg 3100kg 1900kg 2900kg
1200x600x1400mm 1510x590x1570mm 1625x750x1800mm 1900x790x1910mm 1880x790x1990mm 1450x850x1614mm 1670x855x1763mm
45 ton 60ton 65ton 85ton 115ton 65ton 85ton
7

ADDITIONAL TOOLS
PUNCHING AT THREADING STATION
Maximum capacity ( Diameter x Max. thickness ) 34x26 [mm]
Maximum capacity (Max. diameter x thickness ) 110x5 [mm]
Throat depth 355 [mm]
PROFILE CUTT ING
U – I Section blades 200x100 [mm]
T Sections blades 120x12 [mm]
NOTCHING
Thickness 13
Width 60
Depth 100
V Depth 80
Working height 900
[mm]
[mm]
[mm]
[mm]
[mm]
Special V-notching tooling 100x100x13 [mm]
Sheet bending max. capacity 700x3 [mm]
Based on material strength 45 [kg/mm2]
The maximum punching pressure of this machine is 1150 kN ( 115 ton )
The following tools are included in the basic equipment of the machine;
1 C – Spanner 120/130
4,5,6,8,10,14,19 mm. Allen keys
Punch adapter
Punch holder
Stamp and matrix ( 26 mm )
Scraper
Round square blade ( 1 set )
Angle cutting blade ( 1 set )
Profile cutting blade ( 1 set )
Notching tools
-7-

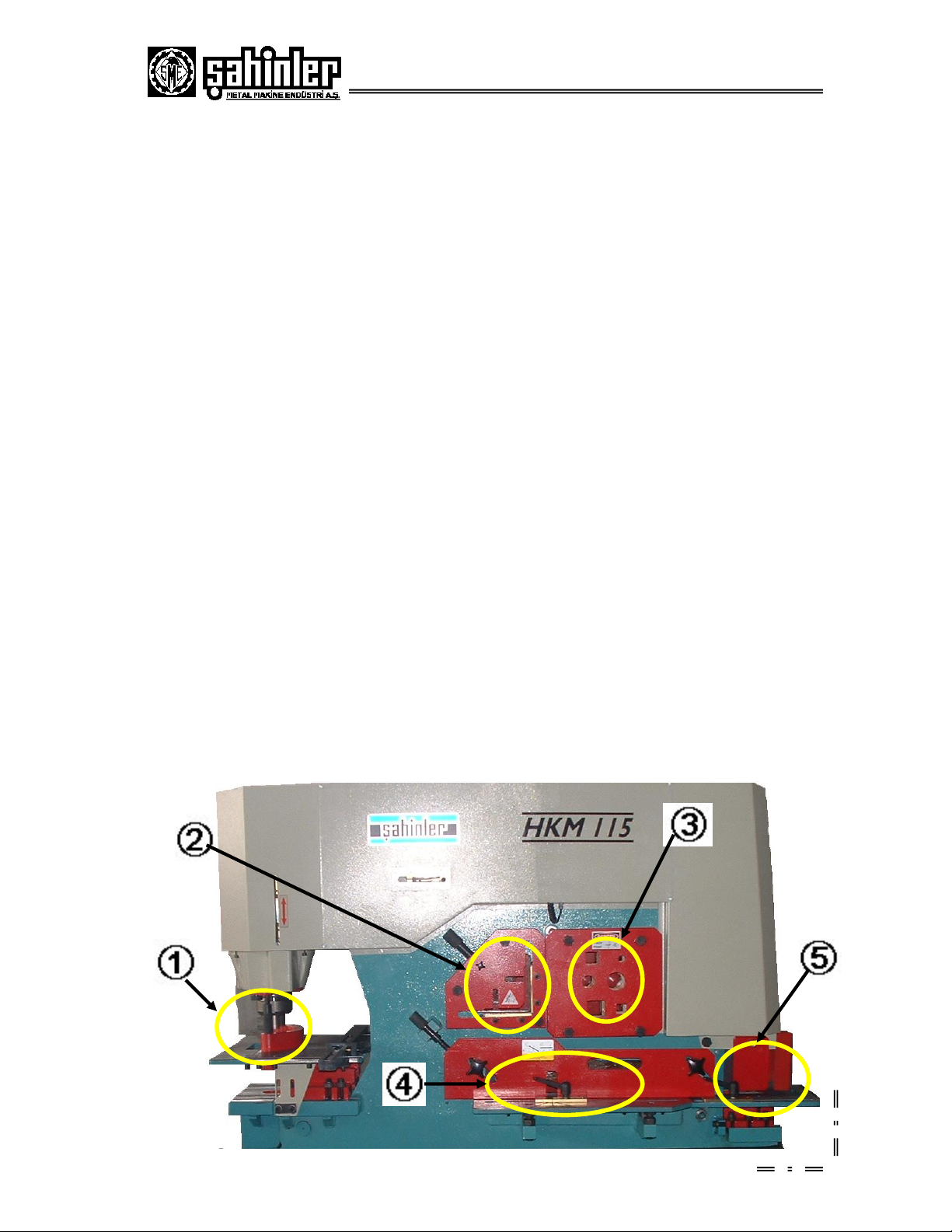
FIVE WORK STATIONS
1. 1-PUNCHING STATION
All punching operating are processed by means of hydraulic power thus giving the machine
the ability to punch very efficiently and silently. It can either be used to punch thick materials
or thin materials in layers together. Punching is silent, powerful, efficient. The waste materials
in layers together. The punching table consists two parts. First is the punching flange. The
second is holder. The holder is a device that holds the material after punching not to come
back with the punch. It must be equally adjusted or it can break the punch. There are different
holders for different materials. However the standard holder which we supply is suitable for
punching is between 6-55 mm.
SAFETY PRECAUTIONS
All power and depth and other adjustment must be done under full control of an
experienced technician
Please check all the moving parts before working
Check the punch and die that they are in the same direction
Adjust the holder equally and according to the material
always use the protective plastics
on small and accuracy needing works use special protection
while replacing the punch or die or holder shut the main switch
never leave the machine unattended
do NOT overload the machine
2. SHEARING STATION
The shearing unit has been equipped with a simple and robust fixing installation, which can be
adjusted for any material thickness within the cutting the cutting capacity of the machine. A
shearing up to 45
0
for flat bars or the cutting of the flanges of angle profiles, which have
previously been cut at inclined-angle cutting stations.
The shearing blades constructed for mass production can be used on both sides ( the upper
blade has 2 cutting edges, the lower blade has 4 cutting edges ) and ensure a clean cutting
with the minimum deformation, from the full capacity till a material thickness of only 2 mm.
SAFETY PRECAUTIONS
Always use the bolder
Never place any part of your body under the blade
Do NOT overload the machine
3. CUTTING STATION
This station enables the cutting of big angles with a capacity of up to 9 0
up to 45
0
. The angle between 45
at the shearing station of the flange will be cut at the required angle. The fixing installation
supports the material in a manner to provide a correct cutting.
SAFETY PRECAUTIONS
Never place your hand or fingers inside the blade.
Do NOT overload the machine
Use holder fitted on this station for a better work
0
and 90
0
0
will be obtained, these will be cut first at 90
and smaller angles
0
and then

4. PROFILE CUTTING STATION
The machine are equipped as standard with the blades for cutting round and quadrangle bars.
Through additional equipment, it is possible to cut at the machine U-section, I-section and T-
section profiles in this clearance. The blades are held by simple squeezing jaws which ensure
an easy equipment arrangement at the machine without any detailed adjustment.
SAFETY PRECAUTIONS
Never place your hand or fingers inside the blade.
Do NOT overload the machine
Use holder fitted on this station for a better work
5. NOTCHING STATION
The notching station has been equipped as standard with a rectangle unit and threading table
having adjustable counter holders, which enable a repeatable positioning. Additional
installations are available for narrow widths or V notching of angles up to 45
it is possible to have units for forming at bar ends and for easy notching works.
SAFETY PRECAUTIONS
Never put any part of your body under the blade
Use protective gloves or protective cages for very small works
Do NOT overload the machine
0
(V). Furthermore ,
SHOWS OF THE FIVE WORK STATIONS
STANDARD SPECIFICATIONS
Punch and die Ø26
Punch holder
Flange cut ting blade
Notching blade
Centralized lubrication
Crescent key
User’s manual
 Loading...
Loading...