

Page 1
Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Instrucciones de servicio para
Istruzioni per l’uso
RN 1273
Hydraulik-Hohlspannzylinder
Oil-operated cylinders with through-hole
Cylindres hydrauliques avec passage de barre
Cilindros hidráulicos con paso de barra
Cilindro idraulico con passaggio barra
SZS
Page 2

Inhalt -- Contents -- Table des matières -- Indice
Die hydraulischen Hohlspannzylinder mit ihren wichtigsten Einzelteilen 3.....................................
Sicherheitshinweise und Richtlinien für den Einsatz von kraftbetätigten Spanneinrichtungen 4-5.................
1. Einsatz von Zylindern 14.............................................................................
2. Anbau des Zylinders 14-16...........................................................................
3. Halterungen 16-17..................................................................................
4. Inbetriebnahme 17-19................................................................................
5. Wartung, Instandhaltung 19-20........................................................................
6. Technische Daten 21-22..............................................................................
The oil-operated cylinders with through-hole and its most important components 3.............................
Safety instructions and guidelines for the use of power-operated clamping devices 6-7.........................
1. Conditions of use 14.................................................................................
2. Installing the cylinder 14-16...........................................................................
3. Brackets 16-17.....................................................................................
4. Putting the cylinder into operation 17-19................................................................
5. Maintenance, upkeep 19-20...........................................................................
6. Technical data 21-22.................................................................................
Cylindres de serrage hydrauliques avec passage de barre avec ses pièces détachées les plus importantes 3......
Avis de sécurité et directives pour l’utilisation de dispositifs mécaniques de serrage 8-9........................
1. Mise en oeuvre des cylindres 14.......................................................................
2. Mise en place du cylindre 14-16.......................................................................
3. Fixation 16-17......................................................................................
4. Mise en service 17-19...............................................................................
5. Entretien, maintenance 19-20.........................................................................
6. Caractéristiques techniques 21-22.....................................................................
Cilindros de sujeción hidráulicos con paso de barra con sus componentes más importantes 3...................
Indicaciones de seguridad y directrices para el empleo de dispositivos de sujeción automáticos 10-11............
1. Empleo de los cilindros 14............................................................................
2. Montaje del cilindro 14-16............................................................................
3. Soportes fijadores 16-17.............................................................................
4. Puesta en funcionamiento 17-19.......................................................................
5. Mantenimiento, conservación 19-20....................................................................
6. Datos técnicos 21-22................................................................................
I particolari più importanti deI cilindri di serraggio idraulici con passaggio barra 3..............................
Avvertenze di sicurezza e norme per l’impiego di dispositivi di serraggio ad azionamento meccanico 12-13........
1. Impiego cilindri 14...................................................................................
2. Montaggio del cilindro 14-16..........................................................................
3. Supporti 16-17......................................................................................
4. Messa in funzione 17-19.............................................................................
5. Manutenzione, interventi 19-20........................................................................
6. Dati tecnici 21-22....................................................................................
2
Page 3
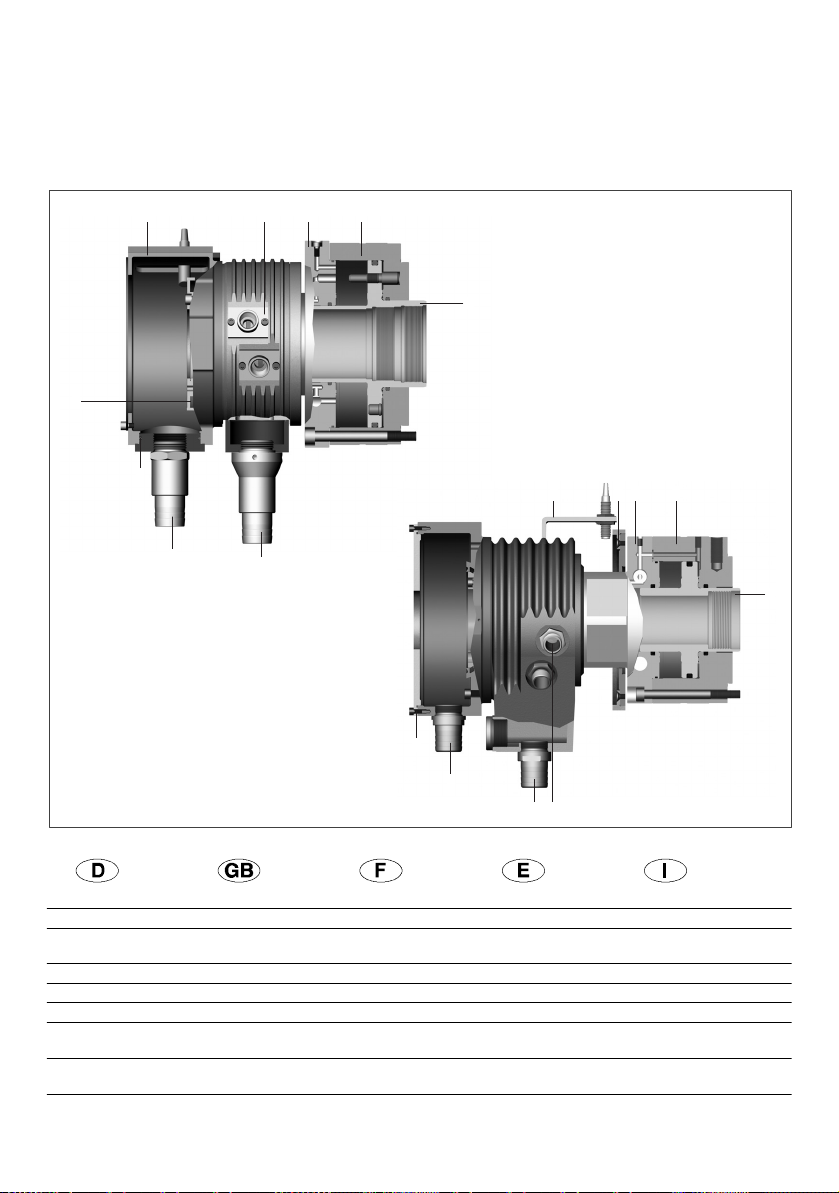
Hydraulik-Hohlspannzylinder SZS
mit seinen wichtigsten Einzelteilen
The Oil Actuating Cylinder and its Most Important Components
Cylindres de serrage hydrauliques avec ses pièces détachées les plus importants
Cilindros de sujeción hidráulicos con sus componentes más importantes
I particolari più importanti dell cilindri di serraggio idraulici
01 Spannkolben Piston Piston Caja del émbolo Pistone
02 Kolbengehäuse Piston housing Cylindre du piston Carcasa del émbolo Carcassa pistone
03 Verteilerwelle mit Distributor shaft with Arbre du distrib. avec Albero distributore Arbol del distribuidor con
Sicherheitseinrichtung safety device dispositif de sécurité con equipo de segurid. dispositivo di sicur.
04 Anschlußstutzen Connecting union Boîtier d’alimentation Boca de conexión Raccordo
05 Endschalterträger Limit switch strip Support de détecteurs Soporte para interrupt. Supporto di interruttori
06 Schaltscheibe Switching disc Disque de régl. course Disco de mando Dischetto di comando
07 Kühlmittel- Coolant collector Carter de récupération Cubeta collectora Bacinella raccolta
auffangschale du liquide d’arrosage refrigerante
08 Kühlmittelanschluß Coolant drain union Conduite de sortie du Racor para el Raccordo scarico
liquide d’arrosage liquido refrigerante refrigerante
09 Leckölanschluß Leakage drain union Conduite du retour Racor. aceite de fuga Raccordo di recupero
de l’huile de fuite
45 bar
80 bar
45 bar
6
6
5 4 3 2
7
7
8
8
4 3 25
9
9
1
1
5 6 3 2
5
36
2
1
1
7
7
8
80 bar
8
4
9
9 4
3
Page 4

Sicherheitshinweise und Richtlinien für den Einsatz
1. Qualifikation des Bedieners
Personen, welche keine Erfahrungen im Umgang mit
Spanneinrichtungen aufweisen, sind durch unsachge-
mäßes Verhalten, vor allem während der Einrichtearbei-
ten durch die auftretenden Spannbewegungen und
-kräfte, besonderen Verletzungsgefahren ausgesetzt.
Daher dürfen Spannvorrichtungen nur von Personen
benutzt, eingerichtet oder instandgesetzt werden, welche
hierzu besonders ausgebildet oder geschult sind bzw.
über langjährige einschlägige Erfahrungen verfügen.
2. Verletzungsgefahren
Aus technischen Gründen kann diese Baugruppe teil-
weise aus scharfkantigen Einzelteilen bestehen. Um Ver-
letzungsgefahren vorzubeugen ist bei daran vorzuneh-
menden Tätigkeiten mit besonderer Vorsicht vorzugehen!
2.1 Eingebaute Energiespeicher
Bewegliche Teile, die mit Druck-, Zug-, sonstigen
Federn oder mit anderen elastischen Elementen vorgespannt sind, stellen durch die darin gespeicherte
Energie ein Gefahrenpotential dar. Dessen Unterschätzung kann zu schweren Verletzungen durch
unkontrollierbare, geschoßartig umherfliegende Einzelteile führen. Bevor weitere Arbeiten durchgeführt
werden können, ist diese gespeicherte Energie abzubauen. Spanneinrichtungen, die zerlegt werden sollen, sind deshalb mit Hilfe der zugehörigen Zusammenstellungszeichnungen auf derartige Gefahrenquellen hin zu untersuchen. Sollte das “Entschärfen”
dieser gespeicherten Energie nicht gefahrlos möglich
sein, ist die Demontage von autorisierten Mitarbeitern
der Fa. Röhm durchzuführen.
2.2 Überschreitung der zulässigen Drehzahl
Dieser Zylinder ist für umlaufenden Einsatz vorgesehen. Fliehkräfte -- hervorgerufen durch überhöhte
Drehzahlen bzw. Umfangsgeschwindigkeiten -- können bewirken, daß sich Einzelteile lösen und dadurch
zur potentiellen Gefahrenquelle für in der Nähe befindliche Personen oder Gegenstände werden. Dies
gilt ebenfalls für Rotationsdichtungen, deren Verschleiß zu einem Druckverlust in den Zylinderkammern führen. Der Betrieb mit höheren als den für
diese Vorrichtung vorgesehenen Drehzahlen ist aus
o.g. Gründen nicht zulässig.
Die max. Drehzahl und Betätigungskraft/-druck sind
auf dem Körper eingraviert und dürfen nicht überschritten werden. Das heißt, die Höchstdrehzahl der
vorgesehenen Maschine darf nicht höher als die des
Zylinders/Ölverteilers sein und ist daher ggf. zu begrenzen.
Selbst eine einmalige Überschreitung von zulässigen
Werten kann zu Schäden führen und eine verdeckte
Gefahrenquelle darstellen, auch wenn diese zunächst nicht erkennbar ist. In diesem Fall ist unverzüglich der Hersteller zu informieren, damit dieser
eine Überprüfung der Funktions- und Betriebssicherheit durchführen kann. Nur so kann der weitere sichere Betrieb der Spanneinrichtung gewährleistet
werden.
2.3 Schmierung
Ein Trockenlauf des Verteilers ist nicht zulässig.
Wird der Spannzylinder/Ölverteiler in Rotation versetzt, ist sicherzustellen, daß zumindest ein geringer
Mediumdruck (min. 5 bar) an den Anschlüssen ansteht. Ansonsten ist mit Freßerscheinungen in den
Verteilerspalten zu rechnen, was zum Versagen der
Verdrehsicherung führen kann. Die Folge wäre ein
möglicher Abriß der unter Druck stehenden Verbindungsleitungen.
2.4 Filterung des zugeführten Mediums
Gegen Fremdkörper im Hydrauliköl ist ein Druckfilter
einzusetzen. Empfohlen wird der Einbau am Hydraulikaggregat zwischen Pumpe und Steuerventil.
Die Filterfeinheit muß 0,01 mm absolut betragen.
Die Folgen mangelhafter Filterung entsprechen den
unter 2.3 (Schmierung) dargestellten Ausführungen.
2.5 Filterung des Kühlmittels
Bei Hohlspannzylindern mit Kühlmittelauffangschale
können Späne über das Kühlmittel in die Kühlmittelauffangschale eingeschwemmt werden und deren Ablauf verstopfen. Dadurch kann der Flüssigkeitspegel soweit ansteigen, dass Kühlmittel in die
Lagerung eindringen und diese zerstören kann.
Um dies zu vermeiden, muß das verwendete Kühlmittel gefiltert und die Kühlmittelauffangschale von Zeit
zu Zeit gereinigt werden.
Wird der Durchgang des Hohlspannzylinders nicht
benötigt, so sollte dieser futter- oder zylinderseitig an
der Schaltscheibe verschlossen werden.
2.6 Verdrehsicherung am Verteilergehäuse
Das Verteilergehäuse muß grundsätzlich gegen Mitdrehen gesichert werden. Diese Verdrehsicherung ist
am Leckölstutzen anzubringen.
Hinweis:
In der Praxis hat sich ein gabelartiger Halter als
besonders geeignet erwiesen, der den Leckölstutzen beidseitig mit geringem Spiel umfaßt und
dabei gleichzeitig einen axialen Schlitz aufweist,
um Dehnungen und Toleranzen auszugleichen.
Dieser Halter wird in der Regel am Spindelgehäuse befestigt.
2.7 Anschlußleitungen
Auf Verteilergehäuse/-welle sollen keine zusätzlichen
äußeren Kräfte, ausgenommen des Eigengewichts,
wirken. Ansonsten droht ein vorzeitiger Verschleiß in
den Lagern und im Verteilerspalt, entsprechend gelten die unter 2.3 (Schmierung) dargestellten Folgen.
Alle Anschlußleitungen müssen deshalb biegsam
sein und sind daher als Schlauchverbindungen zu
fertigen.
2.8 Befestigung und Austausch von Schrauben
Werden Schrauben ausgetauscht oder gelöst, kann
mangelhafter Ersatz oder Befestigung zu Gefährdungen für Personen und Gegenständen führen. Deshalb muß bei allen Befestigungsschrauben, wenn
nicht ausdrücklich anderweitig angegeben, grundsätzlich das vom Hersteller der Schraube, empfohlene und der Schraubengüte entsprechende Anzugsdrehmoment angewendet werden.
Es gilt für die gängigen Größen M5 -- M24 der Güten
8.8, 10.9 und 12.9 nachfolgende Anzugsdrehmomententabelle.
Bei Ersatz der Originalschrauben ist im Zweifelsfall
die Schraubengüte 12.9 zu verwenden. Bei Befestigungsschrauben für Zylinderdeckel und vergleichbare Elemente ist grundsätzlich die Güte 12.9
einzusetzen.
Alle Befestigungsschrauben, welche aufgrund ihres
Verwendungszweckes öfters gelöst und anschließend wieder festgezogen werden müssen (z.B. wegen Umrüstarbeiten), sind im halbjährlichen Rhythmus im Gewindebereich und an der Kopfanlagefläche
mit Gleitmittel (Fettpaste) zu beschichten.
von Hydraulik-Zylindern
Page 5
Durch äußere Einflüsse, wie z.B. Vibrationen, können
sich unter ungünstigen Umständen selbst fest angezogene Schrauben lösen. Um dies zu verhindern,
müssen alle sicherheitsrelevanten Schrauben
(Spannmittelbefestigungsschrauben, Spannsatzbefestigungsschrauben u. ä.) in regelmäßigen Zeitabständen kontrolliert und ggf. nachgezogen werden.
2.9.Sicherheitsventile
Sicherheitsventile sollen bei Ausfall der Energie
(z. B. Stromversorgung) den Druckverlust und damit
das Lösen der Spanneinrichtung verhindern. Es
muss jedoch darauf hingewiesen werden, daß aufgrund der Reaktionszeiten oder Dichtungsverschleiß
dennoch ein Druckverlust von etwa 20% des Ausgangsdrucks bei Hydraulikzylindern auftreten kann.
Dies kann unter ungünstigen Umständen dazu führen, daß trotz Sicherheitsventile die Restspannkraft
nicht mehr ausreicht, um das Werkstück im Spannmittel zu halten.
3. Kontrollen
1. Hubkontrolle: Wird das Spannmittel neu montiert,
muss die Hubkontrolleinrichtung auf die neue Situation
abgestimmt werden.
2. Wartungskontrollen:
Die Zuverlässigkeit der Kraftspanneinrichtung kann nur dann gewährleistet werden,
wenn die Wartungsvorschriften der Betriebsanleitung
genau befolgt werden.
4. Umweltgefahren
Zum Betrieb einer Spanneinrichtung werden z.T. die unterschiedlichsten Medien für Schmierung, Kühlung etc.
benötigt. Diese werden in der Regel über das Verteilergehäuse dem Spannmittel zugeführt. Die am häufigsten
auftretenden sind Hydrauliköl, Schmieröl/-fett und Kühlmittel. Beim Umgang mit dem Spannmittel muß sorgfältig
auf diese Medien geachtet werden, damit sie nicht in
Boden bzw. Wasser gelangen können. Achtung Umwelt-
gefährdung!
Dies gilt insbesondere:
- während der Montage/Demontage, da sich in den Leitungen und Kolbenräumen noch Restmengen befinden,
- für poröse, defekte oder nicht fachgerecht montierte
Dichtungen,
- für Schmiermittel, die aus konstruktiven Gründen während des Betriebs aus dem Spannmittel austreten bzw.
herausschleudern.
Diese austretenden Stoffe sollten daher aufgefangen und
wiederverwendet bzw. den einschlägigen Vorschriften entsprechend entsorgt werden!
5. Sicherheitstechnische Anforderungen an kraftbetätigte Spanneinrichtungen:
5.1 Die Maschinenspindel darf erst anlaufen, wenn der
Spanndruck im Spannzylinder aufgebaut ist und die
Spannung im zulässigen Arbeitssbereich erfolgt ist.
5.2 Das Lösen der Spannung darf nur bei Stillstand der
Maschinenspindel erfolgen können.
Eine Ausnahme ist dann zulässig, wenn der gesamte
Ablauf ein Laden/Entladen im Lauf vorsieht und falls
die Konstruktion von Verteiler/Zylinder dies erlaubt.
5.3 Bei Ausfall der Spannenergie muß ein Signal die Maschinenspindel unverzüglich stillsetzen.
5.4 Bei Ausfall der Spannenergie muß das Werkstück bis
zum Spindelstillstand fest eingespannt bleiben.
5.5 Bei Stromausfall und anschließender -wiederkehr
darf keine Änderung der momentanen Schaltstellung
erfolgen können.
6. Ersatzteile
Es wird darauf hingewiesen, daß ausschließlich ORIGINAL RÖHM-Ersatzteile bzw. Einbauteile von autorisierten Lieferanten der Fa RÖHM GmbH zu verwenden sind.
Für alle Schäden, die durch die Verwendung von Fremdbauteilen entstehen, erlischt jegliche Haftung der Fa.
RÖHM GmbH.
Hinweis: Um Nachbestellungen von Ersatzteilen bzw.
Einzelteilen reibungslos durchführen zu können, ist die
Angabe der auf der Baugruppe eingravierten 6-stelligen
Ident-Nummer und - wenn vorhanden - die Fabrikationsnummer erforderlich. Diese besteht aus einem Buchstaben gefolgt von 2 Ziffern und evtl. einer laufenden Nummer, angebracht entweder auf dem Typenschild oder in
unmittelbarer Nähe zur Ident.-Nr.
Anschraubmomente in Nm:
Güte M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
Page 6

1. Qualification of Operating Personnel
Personnel inexperienced in the handling of clamping equipment may be in particular danger of injury from the clamping
actions and forces as a result of inappropriate conduct, especially during set-up work.
For this reason the clamping devices may only be operated,
set-up or repaired by personnel with special training or with
many years of experience in this field.
2. Danger of Injury
For technical reasons this assembly may contain individual
parts with sharp edges. Always proceed with utmost caution
when working with the assembly to prevent the risk of injury!
2.1 Contained forces
Moving parts pre-tensioned with pressure springs, tension springs or any other springs or elastic elements
constitute a potential danger due to the forces they contain. Underestimation of these forces can cause serious
injury resulting from uncontrollable, flying components
travellingat the speed of projectiles. Prior to executing
any further tasks, these contained forces must be released. For this reason the respective assembly drawings
must always be procured prior to dismantling such a
device and such potential hazards detected.
Should the discharge of such contained forces not be
possible without any potential hazard, such elements
should only be dismantled by authorised RÖHM personnel.
2.2 Exceeding the Permissible Speed
This unit is designed for live operation. The centrifugal
forces resulting from excessive speeds or rotational
speeds may result in individual parts becoming detached
and constituting a potential danger for personnel or objects in the vicinity. This also applies to rotary seals,
which can cause a drop in pressure in the cylinder chambers if they are subjected to excessive wear.
Operation at higher speeds than those specified for this
device is not permissible for the above-mentioned reasons.
The maximum speed and operating force/pressure are
engraved on the body and may not be exceeded. Therefore the maximum speed of the machine used should not
be higher than that of the cylinder/oil distributor and must
therefore be limited.
Exceeding permissible values even once can cause damage and constitutes a latent source of danger, even if
this is not immediately apparent. In such cases the manufacturer must be notified immediately so that the functionality and operational safety of the device can be
checked. Only then can the continuing safe operation of
the device be ensured.
2.3 Lubrication
Dry operation of the distributor is not permitted.
If rotation of the clamping cylinder/oil distributor is initiated, ensure that a minimum media pressure is supplied
to the connections (5 bar min.).
Pronounced wear must otherwise be expected on the
distributor gaps which can cause failure of the torsional
protection. A possible result could be that the pressurised connection lines are torn off.
2.4 Filtering the supplied medium
A pressure filter to remove foreign bodies from the hydraulic oil must be installed. We recommend installing
the filter on the hydraulic unit between the pump and the
control valve.
The absolute filter gauge must be 0.01 mm.
Inadequate filtering can have the same consequences as
described in section 2.3 (Lubrication).
2.5 Coolant Filtering
In the case of hollow clamping cylinders with a coolant
chip tray, chips can be flushed with the coolant into the
coolant chip tray and clog the drain. This can cause the
fluid level to rise so high that the coolant leaks into the
bearings, thereby destroying them. To avoid this, the
used coolant must be filtered and the coolant chip tray
has to be cleaned from time to time.
If the hollow clamping cylinder passage is not needed,
this should be sealed either on the chuck side or the cylinder side on the index plate.
2.6 Torsional protection on the distribution housing
The distribution housing must always be secured against
turning. This safety turn pin is to be attached at the leakage oil connection.
Note:
Experience has shown that a fork-shaped holder is
particularly effective which encompasses the leakage oil connection on both sides with minimum
clearance and which features an axial slot to compensate for expansion and tolerances. This holder is
generally secured to the spindle housing.
2.7 Connection lines
No additional external forces, except the unit weight,
should be exerted on the distributor housing/shaft. This
would cause premature wear on the bearings and the
distributor gap with the consequences described in section 2.3 (Lubrication).
For this reason all connection lines must be flexible and
should therefore all be hoses.
2.8 Tightening and replacing screws
In the event that screws are loosened or replaced, danger to personnel or equipment can result from inadequate replacement or tightening. If not expressly stated
otherwise, the tightening torque recommended by the
screw manufacturer and which is suitable for the screw
quality must be applied to all securing screws.
The values in the tightening torque table apply to the
standard sizes M5 -- M24 in the qualities 8.8, 10.9 and
12.9.
When replacing the original screws the quality 12.9
should be used if in doubt. The quality 12.9 must always
be used for cylinder covers and comparable elements.
The threads and head contact surfaces of all securing
screws which are frequently released and retightened
due to their application (e.g. for retooling) must be coated
with a lubricant (grease paste) at six-monthly intervals.
Even securely tightened screws can become loose under
adverse outside conditions such as, for instance, vibrations. In order to prevent this happening, all safety-related screws (clamping fixture fastening screws), clamping
set fastening screws etc.) must be checked and, if necessary, tightened at regular intervals.
2.9 Safety valves
In the event of a power failure (e.g. electric power supply) the safety valves must prevent loss of pressure,
which would release the clamping device. It must, however, be pointed out that, due to the reaction times or seal
wear, a pressure loss of approx. 20% of the output pressure of hydraulic cylinders may be experienced.
In unfavourable circumstances and despite the fact that
safety valves have been fitted this can lead to a situation
where the residual clamping force is no longer sufficient
to retain the workpiecein the clamping device.
Safety instructions and guidelines for the use of
oil-operated cylinders
Page 7
Tightening torques in Nm:
Class M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
3. Controls
1. Stroke control:
the stroke control must be adjusted to the new condition.
2. Maintenance controls:
can be ensured only if the servicing instructions of the manual
are obeyed exactly.
4. Environmental Hazards
A wide range of media are required during operation of a clamping device for lubrication, cooling etc. This are normally distributed to the clamping device via the distribution housing. The
most common substances used are hydraulic oil, lubricating oil/
grease andcooling agents.When handling the clamping device
care must be taken to ensure that these substances do not
come in contact with the soil or water. Warning, environmental
hazard!
This applies in particular
- during assembly/disassembly, as residues can be contai-
ned in the pipes and piston shafts,
- to porous, defective or incorrectly mounted seals,
- to lubricants which are emitted or ejected from the clam-
ping device during operation for constructional reasons.
These discharged substances should therefore be collected and
either re-used or disposed of in accordance with valid regulations!
When the clamping device has beenchanged,
The reliability of clampingequipment
5. Safety requirements for power clamping equipment:
5.1 The machine spindle may not start until the clamping
pressure has been reached in the clamping cylinder and
clamping has been effected within the permissible working range.
5.2 The pressure may only be released when the machine
spindle is stationary.
Exceptions are only permissible if the complete machining sequence of loading and unloading is performed
with the spindle in motion and the design of the distributor/cylinder permits this.
5.3 A signal must be emitted to stop the spindle immediately
in the event of a failure of the clamping power.
5.4 The workpiece must remain tightly clamped until the
spindle is stationary in the event of a failure of the clamping power.
5.5 Changes of the current switch position should not be
possible during an electrical power failure and subsequent restoration.
6. Spare Parts
Only use ORIGINAL RÖHM spare parts or components obtained from authorised RÖHM suppliers. RÖHM GmbH does
not accept any liability for damage resulting from the employment of parts supplied by other manufacturers.
Note: For simple ordering of spare parts or individual components always state the 6-digit ID number engraved on the
assembly and, if available, the works number. This comprises a letter with two digits and possibly a series number,
stated either on the rating plate or next to the ID number.
Page 8

Avis de sécurité et directives pour l’utilisation
de cylindres hydrauliques
1. Qualification des utilisateurs
Personnes, n’ayant pas d’expérience dans l’utilisation des
dispositifs de serrage et qui par leur comportement non
adapté sont exposés aux blessures, en particulier à cause
des mouvements et forces liées au serrage pendant l’installation. Des personnes inexpérimentées dans l’emploi des
dispositifs de serrage sont exposées à des risques de blessures, du fait d’un comportement inadéquat, en particulier
lors des travaux de mise en place du fait des mouvements et
des forces de serrage générés.
2. Danger de blessures
Ce groupe de montage peut être composé en partie -- pour
des raisons techniques -- des pièces à angles vifs. Pour
prévenir les blessures, il faut être encore plus prudent pendant les activités qui s’intensifient.
2.1 Accumulateur d’energie incorporé
Les pièces mobiles qui sont préserrées avec des
éléments de pression ou de traction, des ressorts ou
autres éléments élastiques, représentent un potentiel de
danger du fait qu’ils soient tendus. Si l’on sous-estime ce
potentiel de danger, les pièces détachées échappant de
contrôle et volant autour comme des balles de fusil peuvent causer des blessures graves.
Avant d’effectuer des travaux, il faut éliminer cette énergie que contiennent les pièces pour le préserrage. C’est
pour cette raison que les dispositifs de serrage à démonter doivent être vérifiés avec les plans correspondants,
indiquant les sources de danger. Si la neutralisation de
cette énergie n’est pas possible sans danger, le démontage doit être effectué par les spécialistes de la société
RÖHM.
2.2 Dépassement de nombre de tours autorisés
Ce dispositif est prévu pour les inserts tournants. La
force centrifuge -- qui se produit lors des vitesses de
rotation excessives voir des vitesses périphériques -peut être à l’origine du détachement de petites pièces qui
représentent un danger potentiel pour les personnes ou
objets se trouvant autour. Cela est particulièrement vrai
pour les joints de rotation dont l’usure mène à une diminution de la pression dans les chambres de cylindre.
Pour ces raisons, l’utilisation à une vitesse plus élevée
que prévu pour l’appareil concerné n’est pas permise. La
vitesse de rotation maximale et la force de commande
sont gravées sur le corps et ne doivent pas être
dépassées. Cela signifie que la vitesse maximale de
rotation prévue pour la machine ne peut être supérieure
à celle des cylindres/distributeurs d’huile et doit être -pour cette raison -- le cas échéant limitée.
Un dépassement unique des valeurs autorisées peut
déjà occasionner des dégâts même s’ils n’apparaissent
pas tout de suite. Dans ce cas il faut immédiatement
avertir le fabricant pour que ce dernier puisse vérifier la
sécurité de fonctionnement. C’est le seul moyen d’assurer par la suite la sécurité de l’exploitationdu dispositif
de serrage.
2.3 Lubrification
Un fonctionnement à vide du distributeur n’est pas admissible.
Une pression réduite de l’agent (au moins 5 bar) doit être
garantie aux raccords avant de mettre le vérin de serrage/le distributeur en rotation.
Faute de lubrification il y a un risque d’apparition de
rouilles et on peut se heurter à la défaillancedela
piétage de la douille. Par conséquent, les conduites de
liaison sous pression pourraient se casser.
2.4 Filtrage des circuits intermédiaires
Il est nécessaire de mettre un filtre de pression contre
les corps étrangers. Nous vous conseillons d’installer le
groupe hydraulique entre la pompe et la soupape de
commande.
La précision du filtre doit impérativement atteindre
0,01 mm.
Les conséquences d’un filtrage insuffisant sont décrites au
chapitre 2.3 (graissage).
2.5 Filtrage du réfrigérant
Pour les cylindres de serrage creux avec collecteur de
réfrigérant, il peut arriver que des copeaux parviennent
dans le collecteur et bouchent le conduit d’évacuation.
Dans un tel cas, le niveau du liquide peut alors monter
jusqu’à pénétrer dans le logement, et le détruire.
Pour éviter cette situation, il faut filtrer le réfrigérant et
nettoyer de temps à autre le collecteur.
Si le conduit du cylindre de serrage creux n’est pas utilisé, le boucher côté mandrin ou cylindre sur la rondelle
de commande.
2.6 Piétage de la douille au boîtier du distributeur
Le boîtier de distributeur doit être sécurisé contre l’entraînement. Cette garantie de torsion doit être attachée
au manchon d’huile de fuite.
Pour information:
Dans la pratique le porte-outil en forme de fourchette
s’est montré particulièrement adapté: il entoure des
deux côtes l’élément prévu pour la sécurité de tournage, en laissant un minimum de jeux, et présente
en même temps une fente axiale pour compenser
l’expansion et la tolérance. Ce porte-outil est en
général fixé par le boîtier de la broche.
2.7 Conduite de raccordement
Aucune force extérieure supplémentaire ne peut s’exercer sur le boîtier de distributeur/l’arbre excepté son propre poids. Dans le cas contraire il y a un risque d’usure
prématuré dans les roulements et dans la fente de distributeur, et les conséquences sont les mêmes que celles
décrites sous le chapitre 2.3 (graissage). Tous les conduits de raccords doivent conc être flexibles et être
usinés comme tuyaux flexibles.
2.8. Fixation et changement des vis
En cas de changement ou de desserrage des vis, un
mauvais remplacement ou une mauvaise fixation de
celles-ci peuvent mettre des personnes ou des objets en
danger. Pour cette raison, si le contraire n’est pas indiqué, il faut utiliser pour toutes les vis de fixation le couple
initial de démarrage conseillé par le fabricant et correspondant au type de vis.
Pour les tailies les plus demandées M5 -- M24 de type
8.8, 10.9 et 12.9 voir le tableau cidessus pour les couples initiaux de démarrage.
Lors du remplacement des vis originales, en cas de
doute il faut utiliser par défaut le type 12.9. La qualité
12.9 est à utiliser systématiquement pour les couvercles
de cylindres ainsi que pour les éléments similaires.
Toutes les vis qui du fait de l’utilisation, par ex. travaux
de changement d’operatión, doivent être desserrées puis
ensuite resserrées, sont à lubrifier tous les six mois (pâte
grasse) au niveau du filetage et de la surface de butée
de la tête.
Page 9

Couples de serrage en Nm:
Qualité M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Soupapes de sécurité
Les soupapes de sécurité sont destinées à compenser la
perte de pression en cas de coupure d’énergie (de courant par ex.), et par conséquent d’empêcher le relâchement du dispositif de serrage. Toutefois, nous attirons
votre attention sur le fait que, en raison des temps de
réaction ou de l’usure des joints, une perte de pression
d’environ 20% par rapport à la pression de départ peut
survenir pour les cylindres hydrauliques.
Si les conditions sont défavorables, la force de serrage
risque de ne pas suffire à maintenir la pièce à usiner
dans le dispositif de serrage malgré les soupapes de
sécurité.
3. Contrôles
1. Contrôle de course:
installé, le dispositif de contrôle automatique de course doit
s’harmoniser avec la nouvelle situation.
2. Contrôles d’entretien:
de tension ne peut être garantie que lorsque les instructions
d’entretien du manuel sont suivies précisément.
4. Danger pour l’environnement
Pour le fonctionnement d’un dispositif de serrage, de
différents produits sont utilisés pour le graissage et le refroidissement. Ils arrivent au matériel de bridage en général par
le boîtier de distributeur. Les produits le plus souvent utilisés
sont l’huile hydraulique, l’huile de graissage, la graisse et le
produit d’arrosage. Lors de l’utilisation de ces produits il faut
faire attention à ce qu’ils ne atteignent pas l’eau ou la terre
puisqu’ils comportent un danger pour l’environnement.
Cela est particulièrement vrai:
- pendant le montage/démontage, puisque dans les con-
duites et des chambres de piston il peut encore en rester.
- pour des joints poreux, défectueux ou dont le montage
n’est pas conforme,
- pour les produits de graissage qui-pour des raisons con-
structives -- sortent voir s’éjectent du matériel de bridage
pendant le fonctionnement.
Si le moyen de tension est à nouveau
La fiabilité de l’installation de tension
Les produits jusqu’ici présents doivent être recueillis ou éliminés
selon les instructions correspondantes.
5. Exigences technique pour la sécurité sur les dispositifs
mécaniques de serrage:
5.1 La broche de la machine ne doit démarrer que lorsque la
pression est réalisée dans le cylindre de serrage et que le
serrage est effectué dans le domaine de travail admissible.
5.2 La baisse de pression ne doit s’effectuer que lorsque la
broche de la machine est arrètée. La seule exception
admise est lorsque le deroulement dans son ensemble
prévoit un chargement/déchargement en mouvement et
si la construction du distributeur/cylindre le permet.
5.3 En cas de perte de l’énergie de serrage, la pièce à usiner
doit rester serré fixement jusqu’à l’arrêt de la broche de
la machine.
5.4 En cas de coupre puis de rétablissement du courant aucune modification de la position actuelle de la commande
ne doit être effectuée.
5.5 En cas de perte de l’énergie de serrage, un signal doit
arrêter immédiatement la broche de la machine.
6. Pièces de rechange
Nous attirons l’attention au fait que seules les pièces
détachées ou de montage ORIGINALES fournies par RÖHM
ou par un détaillant autorisé par RÖHM peuvent être utilisées. Pour tout dommage subi suite à l’utilisation des
pièces de provenance autre que RÖHM,lasociétéRÖHM
écarte toute responsabilité.
Pour information: pour passer vos commandes ultérieures
de pièces détachées sans problème, il est nécessaire de
communiquer le N
corps et si possible le N
pose d’une lettre suivie de 2 chiffres et éventuellement d’un
numéro de série qui figure sur la plaque signalétique ou tout
près du Nod’identification.
o
d’identification de 6 chiffres, gravé sur le
o
de fabrication. Ce dernier se com-
Page 10

1. Este dispositivo deberá ser utilizado, ajustado o sometido
a mantenimiento exclusivamente por perso-nas que posean
la debida capacitación o formación especial o bien que tengan una larga experiencia en este sector laboral. Aquellas
personas que carecen de experiencia en la utilización de
dispositivos de sujeción, están expuestas a sufrir serios accidentes, provocados por los movimientos y fuerzas generados por la sujeción, como resultado de una forma de proceder inadecuada, en especial durante la realización de los
trabajos de ajuste.
2.
Este dispositivo ha sido concebido paraunempleo
rotatorio y su operación a un número de revoluciones
superior al previsto no es admisible. Como consecuencia
de las fuerzas centrífugas generadas, cuya magnitud
depende del número de revoluciones, existe la posibilidad de que determinadas piezas se suelten y pongan en
peligro a las personas o los objetos que se encuentren
en su cercanía.
2.1 El número de revoluciones máx. y la fuerza de ac-
cionamiento/presión están grabados en el cuerpo del
dispositivo y no deben ser sobrepasados. Una fuente
de peligro puede incluso crearse, si los valores admisibles son sobrepasados en una sola oportunidad.
Supuesto que dichos valores llegaran a ser superados, por motivos totalmente ajenos a nuestra responsabilidad, pueden eventualmente producirse
deterioros, aun cuando éstos no se aprecien a primera vista. Los mencionados deterioros encierran a
su vez el peligro de llegar a producir daños a personas u objetos. Es por ello que en un tal caso el fabricante deberá revisar el elemento de sujeción, considerando la sobrecarga producida, con el fin de determinar si sigue o no siendo apto para el funcionamiento y si sigue o no cumpliendo las condiciones de
seguridad de operación.
2.2 Una marcha en seco del distributor, no es admisi-
ble. Si el cilindro de sujeción ha de rotar, deberá tenerse la seguridad, de que en las conexiones hay al
menos una escasa presión del medio (por lo menos
una presión de aire con adición de aceite de 1 bar).
El aire utilizado tiene que haber sido depurado (ver
punto 4) y debe ser enriquecido aprox. cada 10 - 12
min. con una gota de aceite de husillo (p. ej. Tellus
C10) por medio de una unidad de servicio.
Si no resulta posible garantizar la realización de esta
medida, habrá que contar con un considerable desgaste en las hendiduras del distributor, el que puede
llegar a provocar el fallo de seguro antitorsión. Bajo
tales condiciones puede producirse una ruptura de
las tuberías de unión sometidas a presión.
Para evitar la penetración de cuerpos estraños deberá instalarse un filtro de presión de fineza absoluta
0,01 mm y desagüe automático entre la fuente generadora de presión y la válvula de control.
2.3 Debido a motivos relacionados con el funciona-
miento es posible que esta componente posea algunas partes dotadas de cantos de filo agudo. Con el
objeto de prevenir posibles accidentes, deberá procederse con especial cuidado al realizar tareas en o
cerca de esta componente.
2.4 Si al proceder a soltar
tornillos, el subsiguiente apriete o recambio presenta
deficiencias, éstas pueden dar origen a situaciones
expuestas para personas y objetos.
2.5 Filtraje del líquido refrigerante
En los cilindros de fijación huecos con colectora de
refrigerante, las virutas pueden llegar a través del
líquido refrigerante a la colectora de refrigerante y
obstruir su salida. Debido a ello, el nivel de líquido
puede subir tanto que el líquido refrigerante pueda
penetrar en el alojamiento y destruir éste.
Para evitar esto, el líquido refrigerante utilizado se
tiene que filtrar y la colectora de refrigerante se tiene
que limpiar de vez en cuando.
Si el paso del cilindro de fijación hueco no se necesita, éste se debería cerrar en el lado del mandril o
del cilindro en el disco de conexión.
2.6 A todos los tornillos
que tienen que ser frecuentemente soltados y nuevamente apretados debido p.ej. a la finalidad que cum-
plen y a trabajos de reequipamiento deberá
aplicárseles cada seis meses una capa de lubricante
(grasa) en el sector de la rosca y en el sector de
contacto de la cabeza.
Indicaciones
Durante trabajos en los conductos hidráulicos o
en los tornillos purgadores de aceite se tendrá
que contar con la salida de aceite. Para prevenir
un posible riesgo ambiental, se habrá de recoger
este aceite y eliminarlo según las especificaciones correspondientes.
2.7 Al efectuar recambios
de piezas deberán emplearse exclusivamente repuestos originales RÖHM. La no observación de esto
libera al fabricante de toda responsabilidad. Para
poder dar curso a los pedidos de repuestos o de piezas individuales, sin que se presenten dudas o se
cometan posibles errores,
es imprescindible disponer del número correlativo de
6 cifras grabado en la componente. Hay sin embargo
una serie de casos en que la indicación del no. de
pos. del plano o de la lista de piezas y partes junto a
una descripción de la unidad constructiva de la pieza
en cuestión es suficiente.
2.8 En trabajos con muelles
de compresión o de tracción, o con otros muelles, o
con partes móviles pretensadas con elementos
elàsticos, se habrá de tener cuidado de que previo al
desmontaje se reduzca la energ¡a almacenada en
los elementos elásticos.
Por esta razón, antes del desmontaje de un dispositivo, siempre se deberá procurar el dibujo de conjunto para investigar si hay tales fuentes de peligro.
De no ser posible desactivar estas energías almacenadas sin peligro, el desmontaje de tal elemento deberá ser realizado por colaboradores autorizados de la
empresa RÖHM.
En caso de no observar esta indicación, amenazan
heridas graves causadas por elementos volando a a
manera de proyectil de un lado para otro.
Indicaciones de seguridad y directrices para el empleo de
cilindros hidráulicos
Page 11

Momentos de aprieto de tornillos en Nm:
Calidad M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Si durante el funcionemiento
normal del mecanizado se interrumpe el fluido
eléctrico o neumático se debe por motivos de seguridad activar la presión de amarre.
Esto también aplicara en caso de pausas prolongadas, p. ej. si se la maquina se para durante la noche
y comienza a trabajar al dia siguiente.
Si no se sigue esta recomendación existe el peligro
que la fuerza de amarre remita hasta tal punto que la
pieza se pueda desprender del plato.
3. Controla
1. controles del movimiento:
dispositivo que afianzaba con abrazadera, el control del
movimiento se debe ajustar a la nueva condición.
2. Controles del mantenimiento:
afianzar el equipo con abrazadera puede ser asegurada
solamente si las instrucciones de mantenimiento del manual se obedecen exactamente.
4. Condiciones
de seguridad técnica que deben cumplir las
instalaciones de sujeción automática. El husillo de la
máquina no debe comenzar su marcha, mientras no se
haya generado la presión de sujeción en el cilindro de
sujeción y no se haya realizado la sujeción en el intervalo de trabajo admisible.
El aflojamiento
- we la sujeción debe ser realizado únicamente estando
en reposo el husillo de la máquina. Una excepción ad
misible la constituye el caso en que la secuencia completa de operación contempla una carga/descarga du
rante la marcha y el diseño del distribuidor/cilindro
- En caso de producirse un corte del suministro de
energía de sujeción, la pieza en elaboración tiene que
permanecer firmemente sujeta, hasta que el husillo se
detenga.
- En caso de producirse un corte transitorio del suministro de energía eléctrica, no debe modificarse la config.
de conmutación del momento.
Todas las tuberías de conexión tienen que ser flexibles y no
deben ejercer fuerzas sobre el cilindro/distribuidor de aceite.
Cuando se ha cambiado el
La confiabilidad de
El aceite de fuga que sale por la ranura necesaria del distribuidor se evacua hacia afuera por la tubuladura de aceite de
fuga. Esta tubuladura de aceite de fuga, y con él la caja del
distribuidor, deberán asegurarse también contra torsión de
tal manera que no puedan tener efecto fuerzas sobre ellos.
5. Para la totalidad de los tornillos
5.1 de fijación deberá aplicarse el momento de aprieto
recomendado por el fabricante del tornillo para la
correspondiente clase de resistencia.
5.2 A todos los tornillos que tienen que ser frecuentemente soltados y nuevamente apretados debido p.ej.
a la finalidad que cumplen y a trabajos de reequipamiento deberá aplicárseles cada seis meses una
capa de lubricante (grasa) en el sector de la rosca y
en el sector de contacto de la cabeza.
5.3 En el caso de recambio de los tornillos originales
deberá elegirse para los nuevos tornillos la clase de
resistencia de los tornillos substituidos (normalmente
12.9). Para los tamaños usuales M5-M24 de las clases 8.8, 10.9 y 12.9 tienen validez los valores de la
tabla de momentos de aprieto de tornillos presentada
abajo.
5.4 Tratándose de tornillos de fijación para suplementos
de sujeción, mordazas de superposición, instalaciones fijas, tapas cilindro y elementos similares se empleará básicamente la calidad 12.9.
6. Recambios de piezas
Al efectuar deberán emplearse ex-- clusivamente repuestos originales RÖHM. La no observación de esto libera
al fabricante de toda responsabilidad. Para poder dar
curso a los pedidos de repuestos o de piezas individuales, sin que se presenten dudas o se cometan posibles
errores, es imprescindible disponer del número correlativo de 6 cifras grabado en la componente.
Indicaciones: Todas las tuberías de conexión tienen
que ser flexibles y no deben ejercer fuerzas sobre el
cilindro/distribuidor de aire. La longitud de la manga situada no debería ser superior a un metro.
Page 12

Avvertenze di sicurezza e norme per l’impiego di
cilindro idraulico
1. Qualifica dell’operatore
Persone senza esperienza con l’uso di attrezzi di bloccaggio
sono soggette a pericoli d’infortunio in modo particolare durante i lavori della messa in funzione a causa del movimento
e delle forze di bloccaggio. Persone che non abbiano alcuna
esperienza con i dispositivi di serraggio sono particolarmente
esposte a pericoli de lesioni per comportamento non appropriato, sopra-tutto durante i lavori di preparazione, per l’insorgere di movimenti o forze di serraggio.
2. Pericoli d’infortunio
Questo attrezzo è composto di particolari con spigoli vivi. Per
evitare infortuni si raccomanda d’agire con molta prudenza.
2.1 Accumulatori d’energia incorporati
Durante lavori con parti mobili bloccate con elementi
elastici, molle di compressione o di trazione o altre
molle, bisogna fare attenzione che l’energia accumulata
negli elementi elastici venga eliminata prima dello smontaggio. Per questo motivo prima di smontare il dispositivo bisogna procurarsi i relativi disegni di montaggio e
controllare le fonti di pericolo. Nel caso il “disinnesto” di
queste energie accumulate non possa avvenire senza
causare pericoli, fare smontare questo elemento solo da
personale autorizzato dalla ditta RÖHM. Nel caso non si
rispettasse questa avvertenza sussiste il pericolo d’infortunarsi gravemente a causa di componenti non controllabili simili a pallottole.
2.2 Superamento del numero di giri ammesso
L’attrezzo è concepito per l’esercizio in rotazione. È proibito l’esercizio a un numero di giri piùelevato a quello
stabilito. A causa della forzadi centrifuga in dipendenza
al numero di giri potrebbero staccarsi dei particolari e
mettere in pericolo persone e oggetti vicini. Questo vale
anche per guarnizioni di rotazione, la cui usura provoca
una perdita di pressione nelle camere del cilindro. L’esercizio con numeri di giri superiore a quello ammesso
non è consentito per i motivi elencati. Il numero di giri
max. e lo sforzo max. consentito al tirante sono stampigliati sul corpo dell’attrezzo e non devono essere superati.
Se il numero di giri massimo della macchina è superiore
a quello stabilito per l’attrezzo è necessario prevedere
una limitazione dei giri per la macchina.
Se essi venissero superati, anche accidentalmente per
ragioni a noi non imputabili, non si escludono danneggiamenti, che al primo momento non vengono scoperti. In
questo caso è necessario effettuare la verifica della sicurezza di funzionamento presso il costruttore con indicazione dell’avvenuto sovraccarico.
2.3 Lubrificazione
Un funzionamento a secco del distributore non è ammesso. Quando il cilindro di serraggio/distributore dell’olio viene messo a ruotare, bisogna assicurarsi che ai
raccordi sia applicata almeno una pressione debole (almeno 5 bar). Diversamente si rischia d’avere grippaggi
del distributore ed il conseguente guasto alla sicura antirotazione. La possibile rottura delle tubazioni d’alimentazione sarebbe la conseguenza.
2.4 Filtraggio del mezzo di alimentazione
È necessario prevedere un filtro posizionato sulla centralina tra pompa e valvola di comando per evitare l’entrata
d’impurità nel circuito d’olio.
Il grado di finezza del filtro deve essere di 0,01 mm in
assoluto.
Le conseguenze di filtraggio carente corrispondono a
quelle elencate nel capitolo 2.3 lubrificazione.
2.5 Filtraggio del refrigerante
Nel caso di cilindro di bloccaggio cavo con bacinella di
raccolta refrigerante, trasportati dal refrigerante possono
essere raccolti dei trucioli nella bacinella, trucioli che
possono otturarne il flusso. Il livello del refrigerante può
così aumentare su di un valore, che il refrigerante può
penetrare nel supportamento e può distruggerlo.
Per evitare ciò, il refrigerante utilizzato deve essere filtrato e la bacinella di raccolta refrigerante deve essere
pulita di tanto in tanto.
Se il passaggio del cilindro di bloccaggio cavo non viene
utilizzato, questo dovrebbe essere chiuso sul disco commutatore, a lato mandrino oppure a lato cilindro.
2.6 Dispositivo antirotazione sul corpo del distributore
Il corpo del distributore deve essere in ogni caso assicurato contro la rotazione. La protezione da torsione deve
essere applicata ai bocchettoni di recupero olio.
Avviso
Nella prassi si è affermato un supporto a forma di
forca che accoglie il dispositivo antirotazione sui due
lati con poco gioco e che abbia un intaglio assiale
per compensare dilatazioni e tolleranze.
Il supporto di solito viene fissato alla macchina.
2.7 Tubi d’alimentazione
Sul corpo distributore/albero distributore non devono
agire sforzi esterni addizionali ad eccezione del proprio
peso. Diversamente c’è un’usura anticipata dei cuscinetti
e del distributore con le conseguenze elencate nel capitolo 2.3 lubrificazione. Tutte le tubazioni devono essere
flessibili e devono essere costruite come accoppiatore
flessibile.
2.8 Fissaggio e sostituzione di viti
In caso di sostituzione o allentamento di viti, una sostituzione o un serraggio difettoso possono comportare dei
rischi per le persone o le cose. Per tutte le viti di fissaggio utilizzare sempre, salvo istruzioni contrarie, la coppia
prescritta dal costruttore delle viti e corrispondente alla
loro classe di resistenza. Per le misure correnti M5 -M24 delle classi 8.8, 10.9 e 12.9 vale la sottostante tabella delle coppie di serraggio.
Per la sostituzione delle viti originali, scegliere la classe
di resistenza della vite sostituita (di norma 12.9).
Tutte le viti di fissaggio che, per motivi d’impiego, per
esempio per ripreparazione, devono essere frequentemente allentate e successivamente ribloccate, devono
essere ingrassate con un lubrificante (grasso) nella zona
filettata e sulla superficie d’appoggio della testa.
Page 13

Momente torcente in Nm:
Qualità M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
8.8 5,9 10,1 24,6 48 84 133 206 295 415 567 714 Nm
10.9 8,6 14,9 36,1 71 123 195 302 421 592 807 1017 Nm
12.9 10 17,4 42,2 83 144 229 354 492 692 945 1190 Nm
2.9.Fuoriuscita dell’alimentazione energetica
Nel casodi fuoriuscita dell’alimentazione energetica
(p.es. energia elettrica), le valvole di sicurezza devono
impedire una caduta di pressione ed in questo modo lo
sbloccaggio del dispositivo di bloccaggio. D’altro canto è
importante sapere che a causa dei tempi di reazione o
dell’usura delle guarnizioni si può presentare una caduta
di pressione di ca. il 20% del valore della pressione di
uscita nel caso di cilindri idraulici.
In condizioni sfavorevoli questo può condurre, nonostante le valvole di sicurezza, ad un’insufficiente intensità
della forza di bloccaggio residua per la funzione di trattenimento del pezzo nel dispositivo di bloccaggio.
3. Controlla
1. controllo del colpo:
stato cambiato, il controllo del colpo deve essere registrato al
nuovo stato.
2. Comandi di manutenzione:
dell’apparecchiatura può essere accertata soltanto se le istruzioni d’assistenza del manuale sono obbedite esattamente.
4. Rischi ambientali
Per il funzionamento delle attrezzature di bloccaggio vengono impiegati vari mezzi per la lubrificazione, refrigerazione
ecc. Questi vengono alimentati solitamente attraverso il distributore al mezzo di serraggio. I più frequenti sono olio
idraulico, olio lubrificante e refrigerante. Si deve escludere
assolutamente che questi mezzi possano inquinare il suolo e
l’acqua. Attenzione pericolo d’inquinamento!
Questo vale anzitutto
- Durante il montaggio/smontaggio perché nelle tubazioni,
nei pistoni e nei tappi di scarico si trovano ancora quantità residue d’olio;
- per guarnizioni porose, difettose oppure non corretta-
mente montate;
- per lubrificanti, che per motivi costruttivi possono uscire
dall’attrezzo di serraggio.
Quando il dispositivo di serraggio è
L’affidabilità di pressione
Queste sostanze devono essere raccolte risp. riutilizzate oppure
smaltite secondo le norme vigenti.
5. Requisiti antifortunistici per dispositivi di serraggio ad
azionamento meccanico
5.1 Requisiti tecnici di sicurezza per dispositivi di serraggio
ad azionamento meccanico:
5.2 Il mandrino macchina può entrare in funzione solo dopoche si sia formata la pressione di serraggio nel cilindro e
il serraggio avvenga nel campo di lavoro ammesso.
5.3 Lo sbloccaggio del serraggio può avvenire solo con mandrino macchina fermo. Una eccezione è consentita solo
se l’intero ciclo prevede un carico/scarico in rotazione e
se la costruzione del distributore/cilindro lo permette.
5.4 Se viene a mancare l’energia di serraggio il particolare
deve rimanere serrato fino all’arresto del mandrino.
5.5 In caso di caduta e ritorno di tensione non deve aver
luogo alcuna variazione della momentanea posizione di
comando.
6. Pezzi di ricambio:
Devono essere utilizzati esclusivamente parti di ricambio
originali RÖHM, risp. parti di fornitori autorizzati dalle RÖHM
GmbH.
Per tutti i danni derivanti dall’utilizzo di parti fornite daterzi
viene esclusa ogni responsabilità da parte della RÖHM
GmbH.
Avviso: le ordinazioni di parti di ricambio devono comprendere il numero di codice (composto di 6 numeri) stampigliato
sul corpo dell’attrezzoe se disponibile il numero di fabbricazione.
Questo consiste in una lettera seguita da 2 numeri e da un
numero continuo contrassegnato sulla targhetta oppure insieme al codice.
Page 14

1. Einsatz von Zylindern
Conditions of use
ï Der Zylinder Typ SZS
entspricht den Prüfgrundsätzen der
Berufsgenossenschaft
durch sein Sicherheitssystem zwischen Verteiler undSpannkolben
und durch seine Spannwegüberwachung.
ï Die maximal zulässige
Drehzahl kann im Dauerbetrieb gefahren werden (100 % ED).
ï Betriebsdruck max.
45/80 bar, min. 6bar -die Angaben auf dem
Typenschild sind verbindlich.
ï Der Zylinder kann auch
während der Rotation
betätigt werden, da die
Ventile fliehkraftunempfindlich angeordnet
sind.
ï Der wälzgelagerte Ver-
teiler ist wartungsfrei.
ï Die Sicherheitseinrich-
tung gewährleistet bei
plötzlichem, uner-
wünschtem Druckabfall,
daß der Spanndruck im
Kolbenraum erhalten
bleibt.
Das Aufsteuerverhältnis
des Sicherheitsventils
beträgt 5 : 1. Z.B.
Spanndruck 40 bar, Öffnungsdruck min. 8 bar,
bei Druckabsenkungsventil 2:1.
ï The SZS hydraulic cy-
linder with through-hole
incorporates a safety
system between the
distributor and chucking
stroke and a chucking
travel monitoring featureto meet the testing
requirements of the
German Employers’
Liability Insurance Association.
ï The max. admissible
speed can be run continuously (100 % ED).
ï Operating pressure:
max. 45/80 bar, min. 6
bar -- The data on the
identification plate are
obligatory.
ï As the valvesare loca-
ted at points where they
cannot beaffected by
centrifugal forces, the
cylinder can also be
operated during rotation.
ï The distributor is sup-
plied with in anti-friction
bearings and requires
no maintenance.
ï The hydraulic safety
device maintains the
chucking pressure in
thepistonspaceinthe
event of a sudden, undesired pressure drop.
The control ratio of the
safety valve is5 : 1.
E.g. clamping pressure
40 bar, opening pressure min. 8 bar, with
pressure drop valve 2:1.
Utilisation des
cylindres
ï Les cylindres SZS
répondent aux règles de
la Caisse compétente
de Prévoyance contre
les accidents par leur
système de sécurité entre distrubuteur et
piston ainsi que par leur
contrôle de la course de
serrage.
ï La vitessede rotation
maxi admise peut être
utilisée enfonctionnement continu (facteur
de service 100 %).
ï Pression de service
maxi 45/80 bars, mini 6
bars -- Les données de
la plaque d’identité sont
obligatoires.
ï Le distributeur monté
sur roulements ne demande aucun entretien.
ï Il est aussi possible
d’actionner le cylindre
durant larotation, la
valve de sécurité
n’étant pas influencée
par la force centrifuge.
ï En cas de chute de
pression dans les
tuyaux d’alimentation le
système de sécurité hydraulique assure le
maintien dela pression
dans le cylindre. Le rapport decommande de la
soupape de sûreté est
de 5 : 1. Par ex., pression de serrage 40 bar,
pression d’ouverture
min. 8bar, avec la valve
d’abaissement de pression 2:1.
Empleo de los
cilindros
ï El cilindro del tipo SZS
corresponde a los regla-
mentos de verificación
de la Asociación Profesional, gracias a su sistema de seguridad entre eldistrubuidor y el
émbolo de sujeción y
por su control del recorrido de sujeción.
ï Puede funcionar con la
velocidadmáxima admisible también en el
servicio continuo.
ï Presión máxima de ser-
vicio 45/80 bar, minima
6 bar -- Los datos sobre
la placa de identificación son obligatorios.
ï El cilindro puede ser
también operado durante larotación, ya que
las válvulas han sido
dispuestas de manera
insensible a la fuerza
centrifuga.
ï El distribuidor apoyado
sobre rodamientos no
requiere mantenimiento
alguno.
ï En caso de una merma
brusca dela presión de
sujeción, el equipo de
seguridad garantiza que
se mantenga la presión
de sujeción en la
cámera delémbolo. La
relación de pilotaje de la
válvula de seguridad es
de 5 : 1. Por ej. presión
de amarre 40 bares,
presión de apertura
como mín. 8 bares, con
la válvula de gota de
presión 2:1.
Impiego cilindri
ï Grazie al suo sistema di
sicurezza (interposto tra
distributore e pistone di
serraggio) ed al controllo dellacorsa, il cilindro di serraggio SZS
corrisponde pienamente
alle norme di collaudo
della “Berufsgenossenschaft” (Ente Tedesco
di Assicurazione contro
gli Infortuni sul Lavoro).
ï Il regime di rotazione
mass. ammissibile può
essere esereitato anche
in funzionamento continuo (RI 100 %).
ï La pressione d’esercizio
mass. ammissibile è di
45/80 bar, quella minima è di 6 bar -- I dati
sulla targa di identificazione sono obbligatori.
ï L’azionamento del cilin-
dro può avvenire anche
durante larotazione,
dato che le valvole sono
insensibili all’azione di
forze centrifughe.
ï Il distrubutore, suppor-
tato su cuscinettivolventi, non richiede manutenzione.
ï In caso di una improv-
visa caduta della pressione il dispositivo di sicurezza provvede alla
conservazione della dovuta pressione di serraggio all’interno del cilindro. Il rapporto nel comando di apertura della
valvoladi sicurezza è di
5 : 1. p.es. pressione di
bloccaggio 40 bar, pressione di apertura min. 8
bar, con la valvola di
perdita dipressione 2:1.
2. Anbau des Zylinders
Installing the cylinder
ï Um bei hohen Drehzah-
len eine Unwucht zu
vermeiden, dürfen die
max. Rund- und Planlaufwerte und die Passungstoleranz der Aufnahmeteile nicht überschritten werden. Als
Paarungspassungen für
Aufnahmeflansch, Zylinderflansch und Zylinder empfehlen wir Übergangs- und leichte
Presspassung nach
ISO (max. Passungstoleranz 0,006
im Ø).
14
ï Toavoid unbalance at
high speeds, do not exceed the maximum values specified for radial
runout andaxial slip and
the fit tolerances of the
mounting parts.
As mating fits for adaptor plate, cylinders
flange and cylinder we
recommend transition
ad light interference fits
in accordance with ISO
standards (max. looseness 0.006 mm in the
diameter).
Mise en place du
cylindre
ï Pour éviter un balourd
aux vitesses de rotation
élévées il ne faut pas
dépasser les valeurs
maximalesde faux rond
de rotation,de voile et
d’ajustementadmis pour
les pièces de fixation.
Comme ajustemententre la bride de fixation,la
bride du cylindre etle
cylindre proprement dit,
nous recommandons
des ajustements légèrementserrés selon ISO
(tolérance max. d’adjustement0,006 mmau Ø).
Montaje del cilindro
ï Para evitar un desequili-
brio a grandes velocidades de rotación, deberá
observarse que sedisponga siempre de la
concentricidad radial y
axialmáximadelapiezas de alojamiento, así
como que no sesobrepasen las tolerancias de
ajustede las mismas.
Como ajuste por parejas
para la brida de alojamiento,brida intermedia
y cilindro recomendamos el ajuste intermedio
ounajusteapresiónligero según ISO (toleranciamáximadeajuste
0,006enØ).
Montaggio esterno del
cilindro
ï Onde evitare unosquili-
brio a velocità elevate,
non devono essere superati ivalori max. di
concentricità e di planarità, nonché la tolleranza di accopiamento
dei pezzi montati. Come
accoppiamenti per flangia di supporto, flangia
cilindro e cilindro consigliamo e leggeri accoppiamenti medi in
baseadISO(mass.tolleranza di accoppiamento 0,006 mm sul Ø).
Page 15

ï Befestigungsschrauben
in Werkstoffqualität
12.9, mindestens aber
10.9 verwenden und mit
entsprechendem Drehmoment über Eck anziehen.
ï Use mounting bolts of
grade 12.9, but at least
10.9, material and torque them in diagonally
opposite pairs.
ï Utiliser des vis de fixa-
tion en matériau de qualité 12.9, aumoins 10.9
et serrer cesvis en diagonale avec le couple
approprié.
ï Emplear tornillos de fija-
ción de la calidad de
material 12.9, sin embargo, como mínimo de
10.9, y apretarlos en
cruz deángulo aplicando el par de apriete
correspondiente.
Maschinenspindel
machine spindle
ï Utilizzareviti di fissag-
gio con materiale di
qualità 12.9, minimo
10.9, stringendole diagonalmente alrispettivo
momento torcente.
Zylindermontage
ï Spindel auf Rund- und
Planlauf prüfen. Maximal zulässige Abweichungen: 0,005 mm.
ï Aufnahmeflansch auf die
Spindel bis zur Plananlage aufschrauben.
ï Aufnahmeflansch auf
Rund- und Planlauf prüfen. Maximal zulässige
Abweichungen: Radial
0,01 mm, plan0,005
mm.
ï Kolben in vorderste
Stellung bringen und
Zugrohr in Kolbengewinde fest einschrauben.
ï Falls einZwischen-
flansch benützt wird,
diesen am Zylinder befestigen. Komplette Einheit mit Aufnahmeflansch verbinden.
Installation procedure
ï Check spindelfor radial
and axial true-running
accuracy. Max. permissible deviation: 0.005
mm.
ï Screw adaptor plate on
to spindle until firm contact with the flat seat is
established.
ï Check adaptor plate for
radial and axial truerunning accuracy. Max.
permissible deviations:
0.01 mm radial run-out,
0.005 mm axial slip.
ï Move piston into its ex-
trem forward position
and firmly screw draw
bar into piston thread.
ï If an intermediate adap-
tor plate is used in addition to the normal adaptor plate,fastenit to the
cylinder andconnect
the complete assembly
with the normal adaptor
plate.
Montage du cylindre
ï Vérifier le faux-rond de
rotation et le voile de la
broche. Tolérance limite
admissible 0.005 mm.
ï Visser la bride defixa-
tion sur labroche jusqu’à sa butée sur la
faco.
ï Vérifier le faux-round de
rotation et le voile de la
bride de fixation.
Tolérances maximales
admissibles: en radial
0,01 mm, pour le voile
0,005 mm.
ï Amener lepiston à la
pos. avant et visser à
fond la tige de tract.
dans l’alésage fileté du
piston.
ï Au cas ouil est fait
usage d’une bride intermédiaire, fixer celle-ci
au cylindre. Assembler
l’ensemble complet àla
bride de fixation.
Montaje del cilindro
ï Verificar laconcentrici-
dad radial y axial del husillo. Excentricidad
máxima permitida 0,005
mm.
ï Enroscar la brida de
alojamiento sobre el husillo hasta conseguir un
asiento plano.
ï Verificar laconcentrici-
dad radial y axial de la
brida de alojamiento.
Excentricidad máxima
permitida: radial 0,01
mm, axial 0,005mm.
ï Posicionar el émbolo en
la posición delantera y
enroscar firmemente la
barra de tracción en la
rosca delémbolo.
ï En caso de que se em-
plee una brida intermedia, enroscarla sobre el
cilindro. A continuación,
unir la unidad completa
con la brida de alojamiento.
Montaggio del cilindro
ï Controllare concentri-
cità eplanarità del mandrino. Max. tolleranza
ammessa 0,005 mm.
ï Avvitare la flangia di
supporto sul mandrino
fino all’ appoggio sul
piano del mandrine.
ï Controllare concentri-
cità eplanariatà della
flangia di supporto.
Max. tolleranze ammesse: radiale 0,01,
trasversale 0,005 mm.
ï Portare il pistone nella
posizione più avanzata,
avvitando strettamente
il tirante nella filettatura
del pistone.
ï Qualora venga utilizzata
una flangia intermedia,
fissare quest’ultima al
cilindro. Collegare l’intera unità alla flangia di
supporto.
15
Page 16

ï Verschlußkappen an
den Anschlußstutzen
und Leckölstutzen des
Zylinders entfernen und
die Druckleitungen (flexible Schläuche) anschließen. Schläuche
und Zuleitungen müssen frei vonVerschmutzungen sein. Am besten
vor dem Anschließen
mit geringem Druck
durchspülen.
Die Verteiler bzw. die
Anschlüssedürfen
durch zusätzliche Einrichtungen nicht Radialoder Axialdrücken ausgesetzt werden.
ï Der Leckölstutzen muß
senkrecht nach unten
stehen undmit Spiel in
seiner Halterung sitzen
(Verdrehsicherung). Für
den Leckölabfluß empfiehlt sich ein transparenter Schlauch. Beim
Anschluß des Leckölschlauches da-rauf achten, daß er über die
ganze Länge mit stetem
Gefälle zum Hydr. Aggregat verlegt wird, damit sich keine Ölstaus
oder Luftsäcke bilden.
Das Schlauchende oder
dessen Anschlußstück
darf nicht unterhalb des
Ölspiegels der Hydraulikanlage liegen.
Druckmedium
ï Wir empfehlen Hydrauli-
köl H-LP 32 DIN 51525
mit einer Viskosität von
2
/s bei40oC(32
32 mm
Centistokes bei 40
Bei Verwendung anderer Ölsorten Rücksprache mit dem Hersteller
nehmen.
o
C).
Filter
ï Um eine sichere Funk-
tion zu gewährleisten,
muß gegenFremdkörper zwischen Pumpe
und Steuerventil ein
Druckfilter von 10 µ Filterfeinheit absolut eingebaut werden. Diesen
in regelmäßigen Abständen reinigen oder
Filterpatrone wechseln.
ï Remove caps from part
bosses andleak oil fitting of cylinder and connect the pressure lines
(flexible hoses). The hoses and supply lines
must be perfectly clean.
It is therefore advisable
to flush them with low
pressure before they
are connected.
The distributor and the
connections may not be
subjected to radial or
axial pressures exerted
by additional equipment.
ï The leakagedrain union
must point straight
down. It must be prevented from rotating by
means of a bracket in
which it can be fitted without constraint.
The leak oil hose should
preferably be transparent. To assure anunobstructed oil flow and
prevent any built-up of
trapped air,the hose
must not be allowedto
sag. The hose end must
always be located
above the oil level of the
reservoir.
Hydraulic fluid
ï We recommend hy-
draulic oil H-LP 32 to
DIN 51525 with a viscosity of 32 mm
C(32cStat40oC).
Consult the manufacturer before using any
other oil.
2
/s at 40
Filter
ï For trouble-free opera-
tion of the hydraulic cylinder, a pressure filter
unit of not more than 10
microns filter transmittance must be installed
between pump and control valve for protection
against foreign bodies.
Clean filter of replace filter cartridge at regular
intervals.
ï Déposer lescapuchons
des raccords et de retour d’huiledu cyl. et
raccorder les conduites
d’arivèes (tuyaux souples). Les tuyaux et
conduites d’d’ arivèes
doivent être exempts de
souillures. Bien mieux,
procéder avant le raccordement à une purge
à faible pression. Le distrib.etlesraccordsne
doivent pas être exposés à des poussées
radiales ou axiales dues
à des équipements additionnels.
ï La pipe de retour d’huile
doit être en position verticale vers le has et assurée contre la torsion
par une patte defixation
libre. Pour le retour
d’huile il est recommandé d’utiliser un
tuyau transparent. Il ne
doit pas fléchir pour ne
pas causer une accumulation d’huileou une
poche d’air. Le bout ne
doit pas être situé endessous duniveau
d’huile du bac.
Huile de pression
ï Utiliser de l’huile hy-
draulique H-LP 32 selon
DIN 51525, d’une viscosité de32 mm
o
C (32 Centistokes à 40
o
C).
En cas d’emploi d’autres sortes d’huile, prendre l’avis du constructeur.
Filtre
ï Pour assurer un bon
fonctionnement il est
nécessaire de monter,
afin d’éviter lapénétration des corps étrangers, entre la pompe et
la valve de commande
un filtre-presse, finesse
10 µ absolute. Nettoyer
celui-cide temps en
temps ou changer la
cartouche-filtre.
2
/s à 40
ï Quitar las tapas protec-
toras de losracores de
conexión y del aceite de
fuga del cilindro y conectar las tuberías de
presión (tubos flexibles). Tanto los tubos
flexibles como las conducciones detoma tienen que estar libres de
impurezas. Par una mayor seguridad, recomendamos enjuagarlas
con poca presión antes
de conectarlas.
El distribuidor olas conexiones, respectivamente, no deben ser
expuestos a presiones
radiales o axiales por
otros equipos.
ï El racor deaceite de
fuga tiene que encontrarse verticalmente hacia abajo y ser sujetado
con cierto juego en el
soporte, evitando asi el
giro. Para la evacuación
del aceite de fuga recomendamos elempleo
de un tubo flexible
transparente. Este no
deberá curvarse, para
asi evitar acumulaciones de aceite y bolsas
de aire. El tubo flexible
no deberá terminar por
debajo del nivel del
aceite deldeposito.
Aceite de presión
o
ï Recomendamos el em-
pleo de aceite hidráulico
H-LP 32 DIN 51525 con
una viscosidad de 32
2
/s a 40oC(32
mm
Centistokes a
o
C). En caso del
40
empleo de otros aceites, recomendamos
consultar al fabricante.
Filtros
ï Para garantizar un fun-
cionamiento seguro,
tiene que montarse un
filtro de presión de 10
micras/m de fineza absoluta entre la bomba y
la válvula de control,
como medida de protección contra particulas de suciedad. Limpiar
el filtro periódicamente
o cambiar el cartucho
filtrante, respectivamente.
ï Toglierei tappi protettivi
dai bocchettone diallacciamento e ricupero olio
del cilindro, allaciando
quindi i tubi di mandata
(tubi flessibili). I bocchettoni ed i tubi di alimentazione non devono
essere imbrattati. Prima
di allacciarli è consigliabile lavarli a bassa pressione.
Il distributore e/o gli allacciamenti non devono
essere soggetti a pressioni radiali od assiali
dovute adulteriori dispositivi.
ï Il raccordo di recupero
olio deve trovarsi posizionato verticalmente
versoilbassoerisultare
inserito con un certo
gioco nel suo supporto
(sicurezzantirotazione).
Per il recupero dell’olio
si consiglia l’uso di un
flessibile trasparente.
Taletubo non deve presentare inflessioni onde
evitare le congestioni
d’olio e/o le sacche d’aria. In ogni caso il tubo
non deve terminare al
disotto del livello d’olio
del serbatoio.
Tipo di olio
ï Consigliamo l’uso di olio
H-LP 32 DIN 51525 con
una viscosità di 32
2
/s a 40oC (32 cen-
mm
o
tistokea40
caso di utilizzo di altri
tipi d’olio contattare il
produttore.
C). In
Filtro
ï Al fine di garantire il fun-
zionamento sicuro ed
affidabile del cilindro di
serraggio, si dovrà interporre tra la pompa e
la volvola di comando
un filtro a maglia fine di
10 µ assoluta, onde evitare lepenetrazioni di
impurità e particelle di
sporco. A intervalli regolari bisogna depurare
il filtro o sostituirne la
cartuccia.
3. Halterungen
ï Eine Halterung für
Spannzylinder ist aus
Sicherheitsgründen vorzusehen. Ausführung
und Befestigung richtet
sich nach der Maschine.
16
Brackets
ï The cylinder support
brackets are required
for safety reasons. The
configuration and attachment are governed
by the machine.
Fixations
ï Pour lescylinders de
serrage, prévoir un support pour des raisons de
sécurité. Le modèle et
la fixation dépendent de
la machine.
Soportes fijadores
ï Para cilindros de
amarre y por motivos de
seguridad se debe preverunsoportefijador.
La ejecución y fijación
se ajusta según
máquina.
Supporti
ï Per motivi si sicurezza
deve essere previsto un
sostegno per i cilindri. Il
tipo e il loro fissaggio
deve essere predisposto asecondo della
macchina.
Page 17

ï Das Verteilergehäuse
darf nicht durch zusätzliche Einrichtungen seitlichen oder Längsdrükken ausgesetzt werden,
d.h., das Gehäuse muß
sich nach der Lagerung
des Verteilers zwanglos
ausrichten lassen.
Die Dicke der Halterungen sollte, je nach
Größe des Spannzylinders, zwischen 6 und 10
mm betragen.
Nach Vorschrift der
Berufsgenossenschaft müssen umlaufendeSpannzylinder
maschinenseitig mit
einerSchutzhaube
abgedeckt werden.
ï The cylinder housing
must not be subject to
any lateral or longitudinal stresses caused by
other equipment, i.e.
the housing must be
freeto alignitselfwith
the distributor bearing.
The support brackets
should be 6 to 10 mm
thick, depending on the
size of the cylinder.
Accordingtotheregulationsof the German Employer’s Liability InsuranceAssociation, rotating cylinders must be covered
by a hood on the machine side.
SZS
4. Inbetriebnahme
ï Zylinder auf Rundlauf
prüfen durch Ansetzen
einer Meßuhr:
a) vorne am umlaufen-
den Zylinderflansch
(radial max. 0,01 mm)
b) am stehenden Ver-
teilergehäuse hinter
den Anschlußstutzen. Mit Drehzahl
langsam hochfahren,
wobei die Meßuhr
nicht mehr als 0,02
mm anzeigen darf.
Ein größerer Wert
hat starke Vibrationen zur Folge. Die
Ursache sind zu
große Rund- und
Planlauffehler. Aufnahmeteile nacharbeiten.
c) Zylinder für Drehzah-
len über 7000 min
müssen auf der Maschine nachgewuchtet werden.
Spannwegüberwachung
ï Die Spannwegüberwa-
chung befindet sich im
Bereich der KühlmittelAuffangschale. Die Wegekontrolle erfolgt über
eine Schaltscheibe, die
am Spannkolben befestigt ist. Zwei Induktivschalter befinden sich
auf je einer Endschalt-
ï Check cylinder on con-
centricity by a measuring gauge:
a) in front of the rota-
ting cylinder flange
(radially max. 0,01
mm)
b) at the non-rotating
distributor housing
behind the connection parts. Increase
speed slowly. Measuring gauge must not
exceed 0,02 mm. A
higher value causes
strong vibrations
which cause errors in
concentricity and runout. Rework mounting parts.
c) Cylinders for speeds
of more than 7000
rpm have to be reba-
-1
lanced on the machine.
Chucking travel monitoring device
ï The chucking travel mo-
nitoring devices is located in the coolant collector. Two inductive proximity switches can be fittedto2carrierswith
three tapped holes (basic positions) which can
be steplessly adjusted
after loosening two
clamping screws. The
chucking travel is moni-
ï Le boîtier de distribution
ne doit pas être soumis
à des pressions axiales
ou radiales par des dispositifs supplémentaires, c’est-àdire que le
boîtier doit, après centrage dudistributeur,
pouvoir être orienté
sans contrainte.
Les pattes defixation,
selon la taille du cylindre, auront une épaisseur de 6 à 10 mm.
Suivant les prescriptions de la Caissede
prévoyance contre les
accidents, les cylindrestournantsdoivent être protégés,
côté machine, par un
capotde protection.
ï Vérifier la concentricité
du cylindre par la pose
d’un comparateur:
a) sur l’avant du faux-
plateau en rotation
(faux-plateau cylin-
dre) (radial max. 0,01
mm)
b) sur le boîter de dis-
tribution non tour-
nant, derrière les em-
bouts de raccorde-
ment. Augmenter le
nombre de tour lente-
ment, le comparateur
ne doit pas indiquer
plus de 0,02 mm.
Une valeur plus
élevée causerait une
forte vibration. Des
erreurs trop impor-
tantes de concentri-
cité et de voile en
sont la cause.
c) Les cylindres utilisés
à des vitesses
supérieures à 7000
tr/min, doivent être
réquilibrés.
Contrôle de la course
de serrage
ï Deux détecteurs de pro-
ximité peuvent être
fixés chacun sur un des
2 supports avec 3 trous
filetés (position de
base), celui-ci sera
déplaçable continûment
après désserrage de
ï La carcasa de distribu-
ción no debe sufrir presiones laterales o longitudinales por equipos
adicionales, es decir la
carcasa se debe poder
ajustar sin fuerza des pués del alojamiento del
distribuidor.
El espesor de los soportes de fijación debiera
encontrarse, según el
tamaño de cilindro de sujeción, entre 6 y 10 mm.
Conformea las disposicionesdelaAsociación Profesional, los
cilindros de sujeción
tienen que sercubiertos con una caperuza
de protección en el
lado de la máquina.
ï Verificarexcentricidad
de giro del cilindro con
la colocación de un reloj
de medición:
a) delante en la brida
giratoria del cilindro
(radial máx. 0,01
mm)
b) en la carcasa de dis-
tribución estacionaria
(vertical) detrás del
manguito de conexión. Elevar despacio
el número de revoluciones, no debiendo
indicar el reloj más
de 0,02 mm. Un valor
mayor produce fuertes vibraciones. Los
motivos son grandes
fallos de excentricidad de giro y de perpendicularidad. Rectificar piezas de alojamiento.
c) Cilindros para más
de 7000 min
ciones deben ser
equilibrados en la
máquina.
Control del recorrido
de sujeción
ï El control del recorrido
de sujeción se encuentra enla cubeta colectora para el líquido refrigerante. Dos interruptores inductivos de aproximacón puedenser fi
-1
revolu-
ï Il distributore non deve
essere soggetto a pressioni laterali oppure longitudinali, cioè l’allineamneto deve essere
fatto senza impedimento.
A seconda della misura
del cilindro di serraggio,
lo spessore del supporto dovrebbe essere
compreso fra 6 a 10
mm.
In base alle norme antifortunistiche, i cilindri di serraggiorotanti devono essere
coperti, sul lato macchina, con una calotta
protettiva.
ï Controllare la concentri-
cità delcilindro appoggiando il comparatore:
a) sul lato anteriore
della flangia rotante
(max. 0,01 mm radiale)
b) sul distributore non
rotante dietro i giunti.
Aumentando il numero di giri il comparatore non deve segnare più di 0,02
mm. Un valore più
alto provoca vibrazioni elevate. Di conseguenza si hanno
errori di concentricità
e planarità troppo
elevati. La flangia
deve essere ripassata.
c) i cilindri per velocità
oltre 7.000 giri/min.
devono essere bilanciati in macchina.
Controllo della corsa
d’intervento
ï Il sistema di controllo
della corsa d’intervento
risulta alloggiato nella
bacinella di raccolta refrigerante. Due interruttori diprossimità induttivi potranno essere
montati su un di due
supporti con 3 fori filettati (posizioni base), il
quale a sua volta è
17
Page 18

leiste die stufenlos verstellbar sind nach Lösen der beiden Klemmschrauben.
ï Der Spannweg des Zy-
linders wird unter Umständen durch den Kolbenhub des Spannfutters bestimmt (Futterkolbenhub = Zylinderkolbenhub).
ï Die Näherungsschalter
einstellen entsprechend
dem Arbeitsbereich des
Spannfutters bzw. entsprechend denSchaltfunktionen, die vom Maschinenhersteller gefordert werden.
ï Bei Spannfuttern mit
schnellwechselbaren
Grundbacken muß dei
Spannwegkontrolle in
verbindung mit der Maschine elektrisch so abgesichert werden, daß
die Spindel bei der Stellung “Backenwechsel”
nicht anlaufen kann.
Induktive Näherungsschalter
ï Bei Spannzylindern für
induktive Näherungsschalter wird ein Schalterträger an der Grenztasterführung angebracht. Die Schaltnokken werden in 2 Bahnen
am Verteilergehäuse
eingesetzt. Der Verteiler
ist mit dem Spannkolben verbunden. Die
Wegekontrolle erfolgt
über den Verteiler.
Analogweggeber
ï Dieses System arbeitet
nach dem Induktionsprinzip, ebenso wie
der induktive Näherungsschalter. Jedoch
wird abweichend von
diesem eine Hubkontrollscheibe mit kegliger
Außenkontour verwendet. Anhand des sich je
nach Kolbenstellung
veränderlichen
Abstandes zum Sensor
gibt dieser ein linear
veränderliches elektr.
Ausgangssignal (Ausgangsstrom oder Ausgangsspannung) ab.
Der Vorteil liegt in einer
kontinuierlichen und damit äußerst variablen
Hubüberwachung.
Laser-Taster
ï Dieses stufenlose
Meßsystem basiert auf
einem diffusem Laserlicht, das vom Sender
unter einem gewissen
Winkel auf das zu messende Objekt gestrahlt
und von diesem auf den
Empfänger reflektiert
18
toredwiththeaidofa
switching disc connected with the chucking
piston
ï Under certain condi-
tions, the chucking
stroke of the cylinder
may be determined by
the pistonstroke of the
chuck to be actuated by
the cylinder (chuck
piston stroke = cylinder
piston stroke).
ï The proximity switches
must be adjusted to suit
the capacity of the
chuck or the switching
functions required by
the manufacture of the
machine.
ï For chucks withquick-
change base jaws the
electric circuitry of the
chucking travel monitoring device must be interlocked with the machine in a manner preventing the spindle from
being started inthe ’jaw
changing’ position.
Inductive proximity
switches
ï At clamping cylinders
for approximity switches
a switch carrier willbe
mounted to the limit
switch guiding.
Thetrip cams arefitted
in2tracksonthe
distributorhousing.The
distributorisconnected
to the chuckingpiston
and serves tomonitor
the chucking travel.
Analog position sensor
ï Like the inductive prox-
imity switch, thissystem is based onthe
principle of induction.
However, it uses a
stroke control disk with
tapered outer contour.
From its distance towards the sensor that
varies with the relevant
piston position, the sensor transmits an output
signal that changes in a
linear manner (output
current or output tension). Its advantage is
the continuous andthus
extremely variable supervision of the stroke.
Laser tracer
ï This infinitely variable
measuringsystem is
based on diffuse laser
light that the sender
transmits at a certain
angle onto the object to
be measured which
again reflects it to the
receiver. The distance
between the object to
be measured and the
receiver is determined
2 supports avec 3 trous
filetés (position de
base), celui-ci sera
déplaçable continûment
après désserrage de 2
vis de blocage. Le
contrôle de course s’effectue au moyen d’un
disque de commande
fixé au piston.
ï Dans certains cas la
course ducylindre est
déterminée par la
course dupiston de
mandrin (course de
piston mandrin = course
piston cylindre).
ï Régler les détecteurs
de proximité en fonction
de la course de serrage
du mandrin ou suivant
les fonctions de commutation demandées
par le fabricant de la
machine.
ï A l’emploi d’un mandrin
à changement rapide de
porte-mors, le contrôle
de la course doit être
protégé électriquement
en liaison avec la machine, detelle sorte qu’il
soit impossible de mettrelabrocheenrouteà
la position ’changement
des mors’.
Détecteurs de proximité inductifs
ï Pour ledétecteur de
proximité inductif du
cylindre deserrage un
support sera monté à la
conduite del’interrupt.
de course. Les cames
de commande sont implantées, en deux
rangées, sur le carter
du distributeur. Cedernier est relié aupiston
de serrage. Le contrôle
de la course est assuré
par le distributeur.
Capteur de course
analogique
ï Ce système travaillese-
lon le principe d’induction tout comme le détecteur de proximité inductif.
Cependant à la différence de ce dernier, il est
utilisé undisque de
contrôle de course au
contour extérieur en
forme de cône. A partir
de la distance par rapport audétecteur qui se
modifie suivant la position du piston, le détecteur délivre un signal de
sortie électrique à modification linéaire (courant
de sortie ou tension de
sortie).
L’avantage réside dans
la surveillance continue
et donc très variable de
la course.
jados sobre un de 2 soportes con 3 taladros roscados (posiciones básicas), los cuales, después
de aflojar 2 tornillos de
apriete, pueden ser regulados en progresión continua. El control de recorrido se efectúa a través
de un disco de mando, el
cual está fijado al émbolo.
ï En caso necesario, el re-
corrido de sujeción del cilindro es determinadopor
la carrera del èmbolo del
plato (carrera del èmbolo
delplato = carreradel
èmbolo del cilindro).
ï Ajustar los interruptores
de aproximación segúnel
campo de trabajo del plato
o según las funciones de
conexión de la máquina.
ï En los platos con morda-
zas-base de cambio
rápido, el control del recorrido de sujeción tiene
que asegurarse eléctricamente junto con la
máquina, de manera que
el husillo no pueda ponerse en funcionamiento
en la posición ,,cambio de
mordazas”.
Interruptor es de proximidad inductivos
ï Las levas de mandose
montanen 2 vias enla
caja del distribuidor.El
distribuidorestá unido
con el émbolo de sujeción.El control de recorrido se efectúa a través
del distribuidor.
Transductor de
posición analógico
ï Este sistema trabaja
según el principio de inducción, al igual que los
interruptores de proximidad inductivos.
Sin embargo, eneste
caso se emplea un disco
de control de carrera de
contorno exterior cónico.
Mediante la distancia
entre disco ysensor que
varia según la posición del
émbolo, éste últimosuministra una señal de salida
eléctrica (corriente de
salidaotensióndesalida)
lineal variable.
La ventaja de este sistema es el control continuo de la carrera del émbolo y por esarazón es
sumamente variable.
En atención ala seguridad efectiva yla garantía
de funcionamiento serecomienda seriamente que
los trabajos demantenimiento se dejen realizar por
el fabricante.
Palpador láser
ï Este sistema de medición
con progresión continua
está basado en luz de
láser difusa quese emite
sobre el objeto de medida
bajo un cierto ángulo
registrabile in continuità
dopo aver allentato 2 rispettive viti di bloccaggio.
Il controllo della corsa
d’intervento avviene per
mezzo di un dischetto di
comando, fissato allo
stantuffo di serraggio.
ï La corsa di serraggio del
cilindro può risultare definita dalla corsadello stantuffo del mandrino di serraggio da azionare (corsa
stantuffo mandrino =
corsa stantuffo cilindro).
ï La messa a puntodei sud-
detti interuttori di prossimità va eseguita in funzione del campooperativo
del mandrino di serraggio
oppure in funzione degli
interventi operativi previsti
dal fabricante dellamaccina.
ï Per i mandrinidi serraggio
corredati di griffebase a
cambio rapido bisogna
prevedere un asservimentoelettrico tra il sistema di controllo della
corsa di serraggioe la
macchina, onde evitare
una l’avviamento del madrinomacchina nella posizione di ,,cambio griffe”.
Interruttori di prossimità induttivi
ï Le camme di collega-
mento vengono montate
su due file sul corpo del
distributore. Il distributore
è collegato allostantuffo
di serraggio. Ilcontrollo di
movimento avviene mediante il distributore.
Trasduttore analogico
del movimento
ï Questo sistema funziona
secondo il principio d’induzione così comegli interruttori di prossimità induttivi.
Però si usa,a differenza
da questo, un disco di
controllo della corsa con
contorno esterno cuneiforme. In base alla distanza dal sensore che
cambia a seconda della
posizione dello stantuffo, il
sensore dà un segnale di
uscita elettrica lineare mutevole (correntedi uscitao
tensione di uscita).
Il vantaggio stanel controllo continuo della corsa
e quindi anche molto variabile.
Tastatore a laser
ï Questo sistema di misura
continuo si basasu una
luce laser diffusa, che
viene irradiata daltrasmettitore con unaangolatura precisa sull’oggetto
da misurare e daquest’ultimo viene riflesso sul ricevitore. La distanza dell’oggetto da misurare dal ricevitore viene determinata
da un diodo PSD secondo
Page 19

wird. DieEntfernung
des zu messenden
Objekt gestrahlt und
von diesem auf den
Empfänger reflektiert
wird. DieEntfernung
des zu messenden
Objektszum
Empfänger wird über
eine PSD-Diode nach
dem sogenannten
Triangulationsverfahren
ermittelt. Laserlichttaster mit Analogausgang
geben eine variable
Spannung (0-10 V) proportional zur gemessenen Entfernung ab.
Dieses kann direkt von
einer SPS verarbeitet
werden.
Als Meßobjekt werden
widerum Schaltscheiben eingesetzt. Diese
müssen jedoch aus
funktionellen Gründen
mattiert sein.
Magnetostriktive
Positionssensoren
ï Beim magnetostriktiven
Positionssensor werden
verschiedene magneto-mechanische Effekte
zur Längen -- bzw.
Huberfassung genutzt.
Diese Positionssensoren haben analoge--, digitale-- oder Feldbusausgänge. Sie unterliegen keinem Verschleiß und sind wartungsfrei.
Die Messung erfolgt
über die Ausbreitungsgeschwindigkeit einer
Körper--Ultraschallwelle
(Torsionsimpuls). Das
Ausgangssignal ist analog (0--10 Volt).
Die Messgenauigkeit ist
unter 0,1 mm und liefert
sichere, reproduzierbare Einstellungen.
by means of anPSD
diode on basis of the
so-called triangulation
process. Laser light
tracers with analog output transmit a variable
tension (0-10 V) that is
proportional to the measured distance. It can
be measured directly by
means of a SPC.
As measuring object,
switch plates are used
again. For functional
reasons, these plates
have to be dulled.
Magnetostrictive
position sensors
ï The magnetostrictive
positions sensors use
different magnetic mechanical effects for the
monitoring of a lenght or
stroke. These types of
position sensors are
supplied with analogue,
digital or field bus terminals. They don’t wear
and are maintenance
free. The controlling is
carried out by measuring the body--supersonic diffusion speed (torsion pulses). The output
signal type is analogue
(0 -- 10 Volts).
The measuring accuracy is better than 0.1
mm and these sensors
supply safe and consistent settings.
Poussoir laser
ï Ce système demesure
en continu se base sur
une lumière laser diffuse émise par l’émetteur dans un angle défini vers l’objet à mesurer et qui lareflète sur
le récepteur. La distance entre l’objet à mesurer et le récepteur est
déterminée selon le procédé de triangulation au
moyen d’une diode
PSD. Les poussoirs à
lumière laser possédant
une sortie analogique
dégagent une tension
variable (0 à 10 V) proportionnellement à la
distance mesurée.
Celle-ci peut être traitée
directement par une
commande SPS. Les
rondelles de commande
sont utilisées commes
objets àmesurer. Afin
que le système fonctionne, elles doivent cependant être dépolies.
Détecteurs de position
magnétostrictifs
ï Les détecteurs de posi-
tion magnétostrictifs
permettent d’exploiter
différents effets
magnéto--mécaniques
pour la saisie des longueurs ou courses/levages. Ces détecteurs de
position ont des sorties
analogiques, numériques ou bus. Ils ne subissent pas d’usure et ne
nécessitent pas d’entretien. La mesure est effectuée sur lavitesse de
propagation d’uneonde
ultrasonique du corps
(impulsion detorsion)
Le signal de sortie est
analogique (0--10 Volt).
La précis. de mesure est
inférieure à 0,1 mm et assure des réglages fiables
et reproduisibles.
y es reflejada por éste
último alreceptor. La
distancia entre objeto y
receptor se determina
mediante undiodo PSD
según el sistema llamado de triangulación.
Palpadores deluz de
láser con salida
analógica suministran
una tensión variable
(0-10 V) proporcional a
la distancia medida.
Esta puede ser procesada directamente por
un mando de programa
almacenado.
Como objeto de medida
se usan nuevamente
discos deposicionamiento. Sin embargo,
por razones de func.,
estos deben tener acabado mate.
Sensores de posición
magnetoestrictivos
ï En el sensor de posi-
ción magnetoestrictivo
se utilizan diferentes
efectos magnetomecánicos para la captación dela longitud o
de la carrera. Estos
sensores de posición
tienen salidas analógicas, digitales o de bus
de campo. No están sometidos a ningún desgaste y no requieren
mantenimiento. La medición se realiza a
través de la velocidad
de propagación de una
onda ultrasónica / de
sonido estructural (impulso de torsión). La
señal de salida es
analógica (0 --10 voltios). La exactitud de
medición es inferior a
0,1 mm y proporciona
ajustes seguros y reproducibles.
il cosiddetto procedimento ditriangolazione.
I tastatori a laser con
uscita analogica danno
una tensione variabile
(0-10 V) proporzionale
alla distanza misurata
che può essere direttamente elaborata da un
PLC.
Come oggetto di misura
vengono usati dischi divisori. Questi però devono essere opachi per
motivi funzionali.
Sensori di posizione a
magnetostrizione
ï Con i sensori di posi-
zione a magnetostrizione vengono sfruttati
diversi effetti magneto-meccanici, per il rilevamento dilunghezze odi
corse. Questi sensori di
posizione dispongono di
uscite di segnale analogiche, digitali o abus di
campo. Non sono soggetti ad usura e non necessitano di manutenzione. Lamisurazione
avviene attraverso la
velocità di propagazione
di un’onda corporea ad
ultrasuoni (impulso di
torsione). Il segnale di
uscita è di tipo analogico (0 --10 Volt).
L’erroredi misurazione
èinferiorea0,1mme
fornisce regolazioni sicure e riproducibili.
5. Wartung, Instandhaltung
Maintenance, upkeep
Wartung:
Der Zylinder ist wartungsfrei, solange während des
umlaufenden Betriebes
an den beiden äußeren
Anschlüssen ein zumindest pulsierender Öldruck
von min. ca. 5 bar ansteht.
Die Impulspause kann
dabei bis zu etwa 15
min., die Impulsdauer
sollteetwa5sek.betragen.
Maintenance:
The cylinder is maintenance-- free as long as
there is at least a pulsating oil pressure of min. 5
bar (approx.) at both outer connections during circulation.
The interpulse period
may be up to approx. 15
min., and the pulse duration should be approx. 5
seconds.
Entretien, maintenance
Entretien:
Le cylindre ne nécessite
pas d’entretien tant qu’il
existe une pression
d’huile minimum pulsée à
environ 5 bar pendant le
fonctionnement en circulation sur les deux raccords extérieurs.
La pause de l’impulsion
peut durer jusqu’à 15 minutes environ, la durée
de l’impulsion doit être
d’environ 5 secondes.
Mantenimiento, conservación
Mantenimiento:
El cilindro no requiere
mantenimiento, mientras
que durante el funcionamiento giratorio en ambas conexiones exteriores se aplique una presión de aceite al menos
pulsante de aprox. 5 bares como mínimo.
Al mismo tiempo, el intervalo entre los impulsos
debería de ser de hasta
aprox. 15 min., el impulso
debería durar aprox. 5
segundos.
Manutenzione, interventi
Manutenzione:
Il cilindro non necessita di
manutenzione, se durante l’esercizio su entrambi gli attacchi esterni
è presente almeno una
pressione pulsante di olio
conunminimodica.5
bar.
La pausa di impulso può
essere di fino a ca. 15
min., la durata dell’impulso dovrebbe essere di
almeno ca. 5 secondi.
19
Page 20

Vorbeugende Wartung - Preventive maintenance - Entretien préventif - Mantenimiento preventivo - Manutenzione preventiva
Leckölmengenkontrolle
Checking the quantity of oil leakage -Contrôle de la quantité d’huile de fuite -Control de la cantidad de aceite de fuga -Controllo della quantità di olio di perdita
Kontrolle - Inspection - Contrôle Control - Controllo
Zeitraum - period intervalles - período tempi
Verfahren - procedure procédure - método procedimen to
Fehlermöglichkeit - possible
faults - erreurs possibles posibilidad de fallo - possibilità
di errore
wöchentlich
weekly -- hebdomadaire -semanal -- settimanale
Sichtkontrolle, Volumenstrommessung
visual inspection, volume flow measurement -- contrôle visuel, mesure du
débit volumétrique -- Control visual -Medición del caudal -- controllo visivo,
misurazione della volumetria del flusso
Verschleiß von Verteilerwelle/
Verteilergehäuse
wear in distributor shaft/distributor housing -- usure de l’arbre distributeur/carter du distributeur -- Desgaste del árbol
del distribuidor/caja de distribución -usura dell’albero distributore/alloggiamento distributore
Sauberkeit der Reflexionsfläche der
Schaltscheiben (nur bei Laserkontroll-
systemen)
Cleanliness of the reflection surface of switch
plates (only in laser control systems) -Propreté de la surface de réflexion des disques de commande (pour les systèmes à
contrôle laser seulement) -- Limpieza de la
superficie de reflexión de los discos de conexión (únicamente en los sistemas de con-
trol por láser) -- Pulizia della superficie riflettente dei dischi commutatori (solo nel caso
di sistemi di controllo laser)
wöchentlich
weekly -- hebdomadaire -semanal -- settimanale
Sichtkontrolle
visual inspection -- contrôle visuel -Control visual -- controllo visivo
Störungen und Fehlfunktion der
Hubkontrolle über Lasertaster
Faults and malfunctions of the stroke
control via laser sensors -- Pannes et
dysfonctionnements du contrôle de la
course par détecteurs laser -- Fallos y
mal funcionamiento del control de carrera a través de detectores láser -- Anomalie e funzione erronea del controllo
di corsa tramite tastatore laser
Spannkraftkontrolle am Spannmittel
Checking the clamping force in the clamping
device -- Contrôle de l’effort de serrage du
moyen de serrage -- Control de la fuerza de
amarre en el medio de amarre -- Controllo
della forza di bloccaggio sul mezzo di bloccaggio
halbjährlich
every 6 months -- tous les
6 mois -- cada seis meses -semestrale
Spannkraft-Messsystem EDS**,
Drehmomentkontrolle
clamping force measuring system
EDS**, torque control, système de mesure de l’effort de serrage EDS**,
contrôle du couple de rotation, Sistema
de medición de la fuerza de amarre
EDS**, control del par, sistema di misurazione forza di bloccaggio EDS**,
controllo momento di coppia
Verschleiß der Dichtungen im Zylinder, mangelnde Schmierung
wear in the seals in the cylinder, insufficient lubrication -- usure des joints dans
le cylindre, lubrification insuffisante -Desgaste de las juntas en el cilindro,
lubricación deficiente -- usura delle
guarnizioni nel cilindro, lubrificazione
carente
Bezeichnung -- designation -désignation -- denominación -denominazione Id-Nr.
** Empfohlenes Spannkraft-Messsystem EDS -- Recommended clamping force measuring system EDS -- Système de mesure de l’effort de
serrage EDS recommandé -- Sistema de medición de fuerza EDS recomendado -- Sistema EDS consigliato per la misurazione della forza di
bloccaggio
EDS 50 kpl. 161425.......................
EDS 100 kpl. 161426.....................
EDS 50/100 kpl. 161427...................
Interventi:
In più grandi intervalli di
tempo, che però possono
essere rilevati solo nella
pratica, al più tardi
quando è presente una
perdita di olio dal distributore o dal cilindro, questo
dovrebbe essere tolto dal
mandrino per essere inviato alla fabbrica del
costruttore per un controllo.
Il cilindro non richiede ulteriori lavori di manutenzione ordinaria o periodica.
Instandhaltung:
In größeren Zeitabständen, die jedoch erst in der
Praxis ermittelt werden
können, spätestens allerdings wenn Lecköl aus
dem Verteiler oder Zylinder austritt, sollte dieser
von der Spindel genommen und zur Kontrolle ins
Herstellerwerk eingeschickt werden.
Weitere Wartungs- oder
Instandhaltungsarbeiten
fallen am Zylinder nicht
an.
Upkeep:
Remove the distributor or
the cylinder from the
spindle and send it to the
manufacturer for inspection at large intervals -which can be determined
only in practice -- , however, at the latest when
there is oil leakage in the
distributor or the cylinder.
Further maintenance or
repair work is not required for the cylinder.
Maintenance:
Pour les plus longs intervalles que vous déterminerez dans la pratique, et
au plus tard lorsque de
l’huile s’échappe du distributeur ou du cylindre, enlever celui-- ci de la broche
et l’envoyer dans l’usine
du fabricant pour qu’il y
soit contrôlé.
Il n’y a pas d’autres travaux d’entretien ou de
maintenance sur le cylindre.
Conservación :
En intervalos más grandes, los cuales pueden
ser determinados únicamenteenlapráctica,
pero a más tardar si sale
aceite de fuga del distribuidor o del cilindro, éste
debería ser retirado del
husillo y enviado para su
control a la factoría del
fabricante.
No se originan otros trabajos de mantenimiento o
de entretenimiento en el
cilindro.
20
Page 21

Id.-Nr. 432764 432765 432766 432767 432768 432769 432770 435766 433217
Größe -- Size 37/70 46/103 52/130 67/150 77/170 86/200 95//225 110/250 127/325
A 142 162 182 197 212 228 245 264 295
B 83 83 83 94 94 104 104 104 127
C 37,5 46,5 52,5 67,5 77 86,5 95,5 110,5 127,5
D Hub -- stroke 25 25 25 30 30 35 35 35 40
E
h6
110 130 140 160 160 180 210 210 250
F 125 147 165 180 185 210 227 240 270
G 6xM8 6xM8 6xM8 6xM10 6xM10 6xM10 6xM10 6xM10 6xM12
H 1315151515151516 20
J 50 61 70 85 95 105 115 130 145
max. 2422222525313131 44
min. -1 -3 -3 -5 -5 -4 -4 -4 4
L
1
M44x1,5 M55x2 M60x1,5 M75x2 M85x2 M95x2 M105x2 M120x2 M135x2
L
2
M42x1,5 M50x1,5 M55x2 M72x 1,5 M80x2 M90x2 M100x2 M115x2 --
M
1
42,5 52,5 57,5 72,5 82 92 102,5 117,5 132
M
2
40 47 52,5 69 77 87 97 112 --
N
1
20 25 25 25 25 32 32 32 30
N
2
22 25 28 28 28 30 30 30 -O 666666666
P 120,5 120,5 120,5 138,5 138,5 155 159 166,3 196
R 231 231 231 269 269 292 302 321 355
S 55588888 5
T 125,75 125,75 125,75 142,75 142,75 159,25 163,25 171,5 201,5
U 4xM5 2xM6 2xM6 2xM6 2xM6 2xM6 2xM6 4xM6 2xM6
W 50 68 76 91 91 116 120 135 150
X 112 122 122 135 145 167 177 116 131
Z 195,5 195,5 195,5 225 226 249 259 275 307
A cm
2
74 109,8 142,4 164,5 184 212,6 243,5 267 337
B cm
2
70 103,5 131 152 170 197 226,2 247,4 325,7
Effektive Zugk raft -- Eff. drawbar pull (F = 45 bar) kN 31 46 58 68 76 88 100 110 145
Max. zuläss ige Drehzahl -- Max. permissi ble speed min
-- 1
8000 7000 6300 5500 5000 4500 4000 3500 3200
Leckölmenge -- Oil leakage rate (30 bar 50
o
C - n max.) l/min 2,5 3 3,5 4 4,5 5 5 5 6
Massenträgheitsmoment J -- Moment of inertia J kgm
2
0,02 0,03 0,045 0,07 0,13 0,17 0,3 0,35 0,58
Gewicht ca. -- Weight approx. kg 11 16 18 22 30 35 38 48 66
Typ 559-00 SZS Grundmodell
für hohe Drehzahlen, Befestigung von hinten,
mit Sicherheitsventill, Hubkontrolle,
Überdrucksicherung und Kühlmittelauffangschale
K
Kolbenfläche -- Piston area
Bei Arbeiten mit Hoch- und Niederdruck ist das
Lösen des Sicherheitsventils gewährleistet bei
Spanndruck : Lösedruck % 5,5 : 1
With high and low pressure chucking the change-over
of the safety valve is guaranteed when
chucking pressure : releasing pressure % 5,5 : 1
SZS Hydraulische Hohlspannzylinder bis 45 bar, kurze Bauweise
Oil operated actuating cylinders with through-hole up to 45 bar, short design
Typ 559-00 SZS Basic model
for high speeds, mounting from the rear, with safety device,
stroke monitor, pressure control valve and coolant collector
J
E
F
A
X
D
H
A B
B
K
G
C
Z
T
Ø 30
R
P
S
3/8”
U
W
N1OO
N
2
L
2
M
2
M
1
L
1
Kundenspezifische Ausführungen: Siehe separate Dokumentation
Customer-specific models: see separate documentation
Modèles spécifiques au client: voir documentation séparée
Ejecuciones específicas del cliente: Véase documentación suministrada por separado
Modelli specifici per il cliente: Vedere documentazione separata
21
Page 22

Typ 559-10 SZS Grundmodell
für hohe Drehzahlen, Befestigung von hinten,
mit Sicherheitsventill, Hubkontrolle,
Überdrucksicherung und Kühlmittelauffangschale
Typ 559-10 SZS Basic model
for high speeds, mounting from the rear, with safety device,
stroke monitor, pressure control valve and coolant collector
Id.-Nr. 432760 432761 432762 432763
Größe -- size 46/67 67/86 92/110 104/132
A 157 177 203 245
B 94 95 110 135
C466792104
D Hub -- stroke 20 20 35 50
E
h6
120 125 155 180
F 140 160 185 225
G 6xM8 6xM8 6xM10 6xM10
H12121515
J 60 85 115 125
max. 12 12 25 25
min. -8 -8 -10 -2 5
L M54x1,5 M75x2 M102x1,5 M116x2
M 55 76 103 117
N 30 40 40 40
P 180 185 215 245
R 295 310 355 400
S5555
T 181 187,5 215 250
U 6xM6 6xM6 6xM6 6xM6
W 70 85 115 125
X 160 180 200 210
Z 262 275 310 350
A cm
2
66,7 86,4 110 131
B cm
2
66,7 86,4 110 131
Effektive Zugkraft -- eff. draw bar pull (F = 60 bar) kN 40 51 66 78
Max. zuläs siger Drehzahl -- max. permissible speed min
-- 1
8000 6000 4000 3200
Leckölmenge -- Oil leakage rate (60 bar 50 oC-nmax.) l 2,5 3 4,0 4,5
Massenträgheitsmoment -- moment of inertia kgm
2
0,048 0,078 0,23 0,35
Gewicht ca. -- weight approx. kg 22 27 50 66
K
Bei Arbeiten mitHoc h- und Niederdruck ist das
Lösen des Sicherheitsventils gewährleistet bei
Spanndruck : Lösedruck % 5,5 : 1
with high andlow pressure chuc king the change-over
of the safety valve is guaranteed when
chucking pressure : releasing pressure% 5,5 : 1
Kolbenfläche -- Piston area
X
R
P
M18x1,5
S
K
G
D
H
A B
B
Z
T
Ø 25
L
M
J
EFA
C
N
8
U
W
SZS Hydraulische Hohlspannzylinder bis 80 bar
Oil operated actuating cylinders with through-hole up to 80 bar
Kundenspezifische Ausführungen: Siehe separate Dokumentation
Customer-specific models: see separate documentation
Modèles spécifiques au client: voir documentation séparée
Ejecuciones específicas del cliente: Véase documentación suministrada por separado
Modelli specifici per il cliente: Vedere documentazione separata
22
Page 23

Notizen
23
Page 24

Röhm GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25/16-0, Fax 0 73 25/16-4 92
www.roehm-spannzeuge.com
e-mail: info@roehm-spannzeuge.com
Id.-Nr.: 323227/0412
 Loading...
Loading...