

Page 1
Multiprocess 175
Operating Manual
Page 2

03
EN
Multiprocess 175. Operating manual.
Important Notice: This document has been prepared by Ryval, as general information and does not contain and is not to be taken as containing any specific instructions. The
document has been prepared in good faith and is professional opinion only. Information in this document has been derived from third parties, and though Ryval believes it to
be reliable as at the time of printing, Ryval makes no representation or warranty as to the accuracy, reliability or completeness of information in this document and does not
assume any responsibility for updating any information or correcting any error or omission which may become apparent after the document has been issued. Neither Ryval
nor any of its agents has independently verified the accuracy of the information contained in this document. The information in this document is commercial in confidence and
is not to be reproduced. The recipient acknowledges and agrees that it must make its own independent investigation and should consider seeking appropriate professional
recommendation in reviewing and evaluating the information. This document does not take into account the particular circumstances of the recipient and the recipient should
not rely on this document in making any decisions, including but not limited to business, safety or other operations decisions.
Except insofar as liability under any statute cannot be excluded, Ryval and its affiliates, directors, employees, contractors and consultants do not accept any liability (whether
arising in contract, tort or otherwise) for any error or omission in this document or for any resulting loss or damage (whether direct, indirect, consequential or otherwise)
suffered by the recipient of this document or any other person relying on the information contained herein. The recipient agrees that it shall not seek to sue or hold Ryval or
their respective agents liable in any such respect for the provision of this document or any other information.
Congratulations on purchasing the Ryval Multiprocess 175 welding
machine. The products in Ryval’s manual metal arc range perform
with reliability and have the backing of one of the world’s leading
suppliers of welding products.
This operating manual provides the basic knowledge required for the
Multiprocess 175 welding machine.
For more information or support please contact your local Ryval supplier.
Welcome to a better way of welding.
Page 3
04 05
EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual.
Contents.
Page
03 Welcome to a better way of welding
06 1. Recommended safety precautions
1.1 Health hazard information
1.2 Personal protection
1.3 Cylinder safety
1.4 Electrical shock
1.5 User responsibility
08 2. Metal Inert Gas & Metal Active Gas
arc welding (MIG/MAG)
2.1 Introduction to Metal Inert Gas (MIG)
& Metal Active Gas (MAG)
2.2 Introduction to Flux-Cored Arc Welding (FCAW)
2.3 Introduction to Metal-Cored Arc Welding (MCAW)
2.4 Modes of metal transfer
2.5 Fundamentals of MIG/MAG, FCAW and MCAW
15 3. Gas Tungsten Arc Welding (GTAW/TIG)
3.1 Introduction
3.2 Process
3.3 Process variables
3.4 Shielding gas selection
3.5 Consumable selection
3.6 Non-consumable tungstens –
tungsten electrode selector chart
Page
18 4. Manual Metal Arc Welding (MMAW)
4.1 Introduction
4.2 Process
4.3 Welding machine
4.4 Welding technique
4.5 Electrode selection
4.6 Types of joints
21 5. General welding information
5.1 Recommended welding parameters for MIG/MAG
22 6. Package contents
23 7. Multiprocess 175 installation
7.1 Installation for MIG/MAG process
7.2 Installation for TIG setup
7.3 Installation for MMA process
25 8. Control panel
26 9. Multiprocess 175 operation
9.1 Starting up
9.2 Operation for MMA mode
9.3 Operation instruction under LIFT TIG mode
9.4 Data selection
9.5 Polarity selection
9.6 Operation instruction under MIG mode
Page
30 10. Technical specifications
31 11. Troubleshooting guide
11.1 TIG/MMA functions
11.2 MIG/MAG functions
35 12. Periodic maintenance
12.1 Daily maintenance
12.2 Regular power source maintenance
36 13. Warranty information
13.1 Terms of warranty
13.2 Limitations on warranty
13.3 Warranty period
13.4 Warranty repairs
37 14. Recommended safety guidelines
Page 4
06 07
EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual.
1. Recommended safety precautions.
Clothing
Suitable clothing must be worn to prevent excessive exposure to UV
radiation and sparks. An adjustable helmet, flameproof loose fitting
cotton clothing buttoned to the neck, protective leather gloves, spats,
apron and steel capped safety boots are highly recommended.
Recommended filter shades for arc welding
Less than 150 amps
150 to 250 amps
250 tp 300 amps
300 to 350 amps
Over 350 amps
Shade 10*
Shade 11*
Shade 12
Shade 13
Shade 14
* Use one shade darker for aluminium
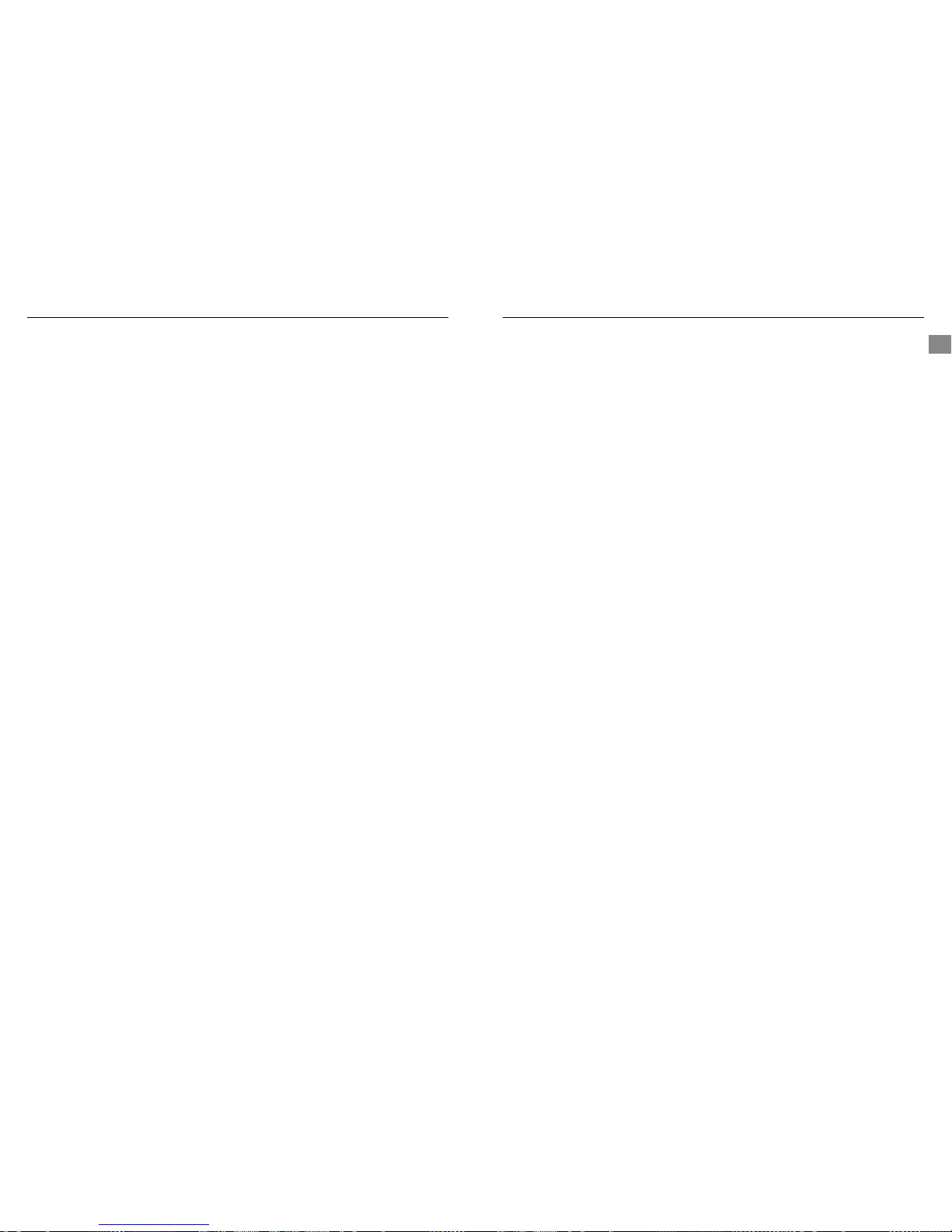
1.3 Cylinder safety
1
Cylinder valve hand-wheel, 2 Back-plug, 3 Bursting disc
Operator wearing personal
protective equipment (PPE)
in safe position
Backview of typical
cylinder valve
1
2
3
Ten points about cylinder safety
1. Read labels and Material Safety Data Sheet (MSDS) before use.
2. Store upright and use in well ventilated, secure areas away from
pedestrian or vehicle thoroughfare.
3. Guard cylinders against being knocked violently or being allowed to
fall.
4. Wear safety shoes, glasses and gloves when handling and connecting
cylinders.
5. Always move cylinders securely with an appropriate trolley. Take care
not to turn the valve on when moving a cylinder.
6. Keep in a cool, well-ventilated area, away from heat sources, sources
of ignition and combus tible materials, especially flammable gases.
7. Keep full and empty cylinders separate.
8. Keep ammonia-based leak detection solutions, oil and grease away
from cylinders and valves.
9. Never use force when opening or closing valves.
10. Don’t repaint or disguise markings and damage. If damaged, return
cylinders to Ryval immediately.
Cylinder valve safety
When working with cylinders or operating cylinder valves, ensure that
you wear appropriate protective clothing – gloves, boots and safety
glasses. When moving cylinders, ensure that the valve is not accidentally
opened in transit.
Before operating a cylinder valve:
→ Ensure that the system you are connecting the cylinder into is
suitable for the gas and pressure involved.
→ Ensure that any accessories (such as hoses attached to the cylinder
valve, or the system being connected to) are securely connected.
A hose, for example, can potentially flail around dangerously if it is
accidentally pressurised when not restrained at both ends.
→ Stand to the side of the cylinder so that neither you nor anyone else
is in line with the back of the cylinder valve. This is in case a backplug is loose or a bursting disc vents. The correct stance is shown in
the diagram.
When operating the cylinder valve:
→ Open it by hand by turning the valve hand-wheel anti-clockwise. Use
only reasonable force.
→ Ensure that no gas is leaking from the cylinder valve connection or
the system to which the cylinder is connected. Do not use ammonia
based leak detection fluid as this can damage the valve. Approved
leak detection fluid can be obtained from your Ryval supplier.
→ When finished with the cylinder, close the cylinder valve by hand
by turning the valve hand-wheel in a clockwise direction. Use only
reasonable force.
Remember NEVER tamper with the valve. If you suspect the valve is
damaged, DO NOT use it. Report the issue to Ryval and arrange for the
cylinder to be returned to Ryval.
1.4 Electrical shock
→ Never touch ‘live’ electrical parts
→ Always repair or replace worn or damaged parts
→ Disconnect the power source before performing any maintenance or
service
→ Earth all work materials
→ Never work in moist or damp areas.
Avoid electric shock by:
→ Wearing dry insulated boots
→ Wearing dry leather gloves
→ Never changing electrodes with bare hands or wet gloves
→ Never cooling electrode holders in water
→ Working on a dry insulated floor where possible
→ Never hold the electrode and holder under your arm.
1.5 User responsibility
→ Read the Operating Manual prior to installation of this machine.
→ Unauthorised repairs to this equipment may endanger the technician
and operator and will void your warranty. Only qualified personnel
approved by Ryval should perform repairs.
→ Always disconnect mains power before investigating equipment
malfunctions.
→ Parts that are broken, damaged, missing or worn should be replaced
immediately.
→ Equipment should be cleaned periodically.
PLEASE NOTE that under no circumstances should any equipment or
parts be altered or changed in any way from the standard specification
without written permission given by Ryval. To do so, will void the
Equipment Warranty.
1.1 Health hazard information
The actual process of welding is one that can cause a variety of hazards.
All appropriate safety equipment should be worn at all times, i.e.
headwear, respiratory, hand and body protection. Electrical equipment
should be used in accordance with the manufacturer’s recommendations.
Eyes
The process produces ultraviolet rays that can injure and cause
permanent damage. Fumes can cause irritation.
Skin
Arc rays are dangerous to uncovered skin.
Inhalation
Welding fumes and gases are dangerous to the health of the operator
and to those in close proximity. The aggravation of pre-existing
respiratory or allergic conditions may occur in some workers. Excessive
exposure may cause conditions such as nausea, dizziness, dryness and
irritation of eyes, nose and throat.
1.2 Personal protection
Respiratory
Confined space welding should be carried out with the aid of a fume
respirator or air supplied respirator.
→ You must always have enough ventilation in confined spaces. Be alert
to this at all times.
→ Keep your head out of the fumes rising from the arc.
→ Fumes from the welding of some metals could have an adverse effect
on your health. Don’t breathe them in. If you are welding on material
such as stainless steel, nickel, nickel alloys or galvanised steel,
further precautions are necessary.
→ Wear a respirator when natural or forced ventilation is not good
enough.
Eye protection
A welding helmet with the appropriate welding filter lens for the
operation must be worn at all times in the work environment. The
welding arc and the reflecting arc flash gives out ultraviolet and infrared
rays. Protective welding screen and goggles should be provided for
others working in the same area.
Page 5
08 09
EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual.
2. Metal Inert Gas & Metal Active Gas arc
welding (MIG/MAG).
→ Argon with oxygen mixtures (MAG)
→ Argon with helium mixtures (MIG)
Each gas or gas mixture has specific advantages and limitations. Other
forms of MIG/MAG welding include using a flux-cored continuous
electrode and carbon dioxide shielding gas, or using self-shielding fluxcored wire, requiring no shielding.
2.2 Introduction to Flux-Cored Arc Welding (FCAW)
How it works
Flux-cored arc welding (FCAW) uses the heat generated by a DC electric
arc to fuse the metal in the joint area, the arc being struck between a
continuously fed consumable filler wire and the workpiece, melting both
the filler wire and the workpiece in the immediate vicinity. The entire arc
area is covered by a shielding gas, which protects the molten weld pool
from the atmosphere.
FCAW is a variant of the MIG/MAG process and while there are many
common features between the two processes, there are also several
fundamental differences.
As with MIG/MAG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With flux-cored wires the terminal that the filler wire is
connected to depends on the specific product being used, some wires
running electrode positive, others running electrode negative. The work
return is then connected to the opposite terminal. It has also been found
that the output characteristics of the power source can have an effect on
the quality of the welds produced.
2.1 Introduction to Metal Inert Gas (MIG)
& Metal Active Gas (MAG)
MIG/MAG welding embraces a group of arc welding processes in which
a continuous electrode (the wire) is fed by powered feed rolls (wire
feeder) into the weld pool. An electric arc is created between the tip of
the wire and the weld pool. The wire is progressively melted at the same
speed at which it is being fed and forms part of the weld pool. Both the
arc and the weld pool are protected from atmospheric contamination by
a shield of inert (non-reactive) gas, which is delivered through a nozzle
that is concentric with the welding wire guide tube.
Operation
MIG/MAG welding is usually carried out with a handheld torch as a semiautomatic process. The MIG/MAG process can be suited to a variety of
job requirements by choosing the correct shielding gas, electrode (wire)
size and welding parameters. Welding parameters include the voltage,
travel speed, arc (stick-out) length and wire feed rate. The arc voltage
and wire feed rate will determine the filler metal transfer method.
This application combines the advantages of continuity, speed,
comparative freedom from distortion and the reliability of automatic
welding with the versatility and control of manual welding. The process
is also suitable for mechanised set-ups, and its use in this respect
is increasing.
MIG/MAG welding can be carried out using solid wire, flux-cored, or a
copper-coated solid wire electrode. The shielding gas or gas mixture may
consist of the following:
→ Argon (MIG)
→ Carbon dioxide (MAG)
→ Argon and carbon dioxide mixtures (MAG)
The wire feed unit takes the filler wire from a spool, and feeds it
through the welding torch, to the arc at a predetermined and accurately
controlled speed. Normally, special knurled feed rolls are used with fluxcored wires to assist feeding and to prevent crushing the consumable.
Unlike MIG/MAG, which uses a solid consumable filler wire, the
consumable used in FCAW is of tubular construction, an outer metal
sheath being filled with fluxing agents plus metal powder. The flux fill
is also used to provide alloying, arc stability, slag cover, de-oxidisation,
and, with some wires, gas shielding.
In terms of gas shielding, there are two different ways in which this may
be achieved with the FCAW process.
→ Additional gas shielding supplied from an external source, such as a
gas cylinder
→ Production of a shielding gas by decomposition of fluxing agents
within the wire, self-shielding
Gas shielded wires are available with either a basic or rutile flux fill,
while self-shielded wires have a broadly basic-type flux fill. The flux
fill dictates the way the wire performs, the properties obtainable, and
suitable applications.
Gas shielded operation
Many cored wire consumables require an auxiliary gas shield in the same
way that solid wire MIG/MAG consumables do. These types of wire are
generally referred to as ‘gas shielded’.
Using an auxiliary gas shield enables the wire designer to concentrate
on the performance characteristics, process tolerance, positional
capabilities, and mechanical properties of the products.
In a flux-cored wire the metal sheath is generally thinner than that of a
self-shielded wire. The area of this metal sheath surrounding the fluxcored wire is much smaller than that of a solid MIG/MAG wire. This
means that the electrical resistance within the flux-cored wire is higher
than with solid MIG/MAG wires and it is this higher electrical resistance
that gives this type of wire some of its novel operating properties.
One often quoted property of fluxed cored wires are their higher
deposition rates than solid MIG/MAG wires. What is often not explained
is how they deliver these higher values and whether these can be
utilised. For example, if a solid MIG/MAG wire is used at 250 amps, then
exchanged for a flux-cored wire of the same diameter, and welding
power source controls are left unchanged, then the current reading
would be much less than 250 amps, perhaps as low as 220 amps. This
is because of Ohms Law that states that as the electrical resistance
increases if the voltage remains stable then the current must fall.
To bring the welding current back to 250 amps it is necessary to
increase the wire feed speed, effectively increasing the amount of
wire being pushed into the weld pool to make the weld. It is this affect
that produces the ‘higher deposition rates’ that the flux-cored wire
manufacturers claim for this type of product. Unfortunately in many
instances the welder has difficulty in utilising this higher wire feed
speed and must either increase the welding speed or increase the size of
the weld. Often in manual applications neither of these changes can be
implemented and the welder simply reduces the wire feed speed back
to where it was and the advantages are lost. However, if the process
is automated in some way then the process can show improvements in
productivity.
It is also common to use longer contact tip to workplace distances with
flux-cored arc welding than with solid wire MIG/MAG welding and this
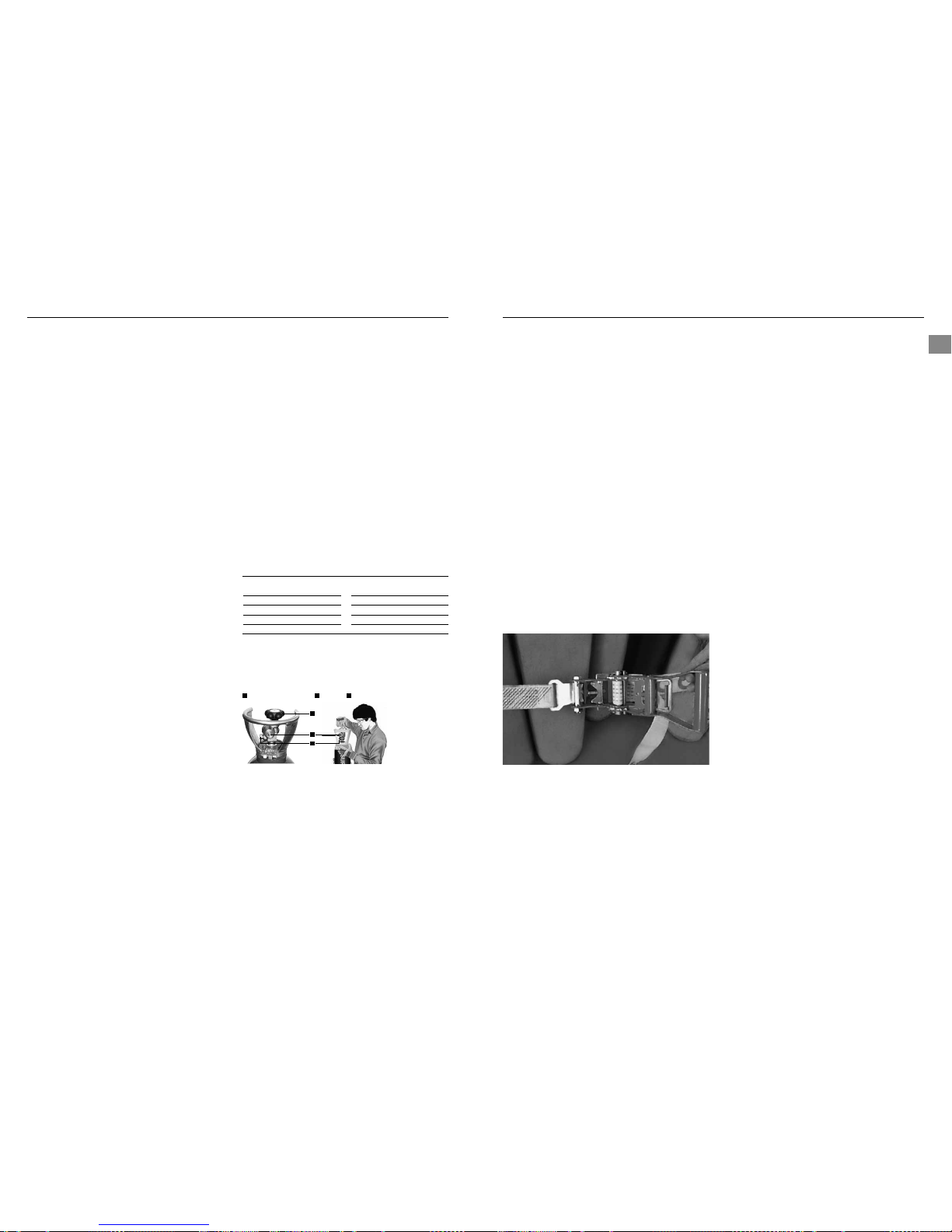
Typical MIG/MAG set up
1
Torch, 2 Torch trigger, 3 Shroud, 4 Gas diffuser, 5 Contact tip, 6 Welding wire,
7
Shielding, 8 Weld, 9 Droplets, 10 Weld pool
1
2
3
4
5
6
7
9
10
8
Extended self shielded flux-cored wire nozzle
Page 6
EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 1110
also has the effect of increasing the resistive heating on the wire further
accentuating the drop in welding current. Research has also shown
that increasing this distance can lead to an increase in the ingress of
nitrogen and hydrogen into the weld pool, which can affect the quality
of the weld.
Flux-cored arc welding has a lower efficiency than solid wire MIG/
MAG welding because part of the wire fill contains slag forming agents.
Although the efficiency varies by wire type and manufacturer it is
typically between 75–85%.
Flux-cored arc welding does, however, have the same drawback as solid
wire MIG/MAG in terms of gas disruption by wind, and screening is
always necessary for site work. It also incurs the extra cost of shielding
gas, but this is often outweighed by gains in productivity.
Self-shielded operation
There are also self-shielded consumables designed to operate without
an additional gas shield. In this type of product, arc shielding is provided
by gases generated by decomposition of some constituents within the
flux fill. These types of wire are referred to as ‘self-shielded’.
If no external gas shield is required, then the flux fill must provide
sufficient gas to protect the molten pool and to provide de-oxidisers and
nitride formers to cope with atmospheric contamination. This leaves less
scope to address performance, arc stabilisation, and process tolerance,
so these tend to suffer when compared with gas shielded types.
Wire efficiencies are also lower, at about 65%, in this mode of operation
than with gas shielded wires. However, the wires do have a distinct
advantage when it comes to site work in terms of wind tolerance, as
there is no external gas shield to be disrupted.
When using self-shielded wires, external gas supply is not required and,
therefore, the gas shroud is not necessary. However, an extension nozzle
is often used to support and direct the long electrode extensions that
are needed to obtain high deposition rates.
2.3 Introduction to Metal-Cored Arc Welding (MCAW)
How it works
Metal-cored arc welding (MCAW) uses the heat generated by a DC
electric arc to fuse metal in the joint area, the arc being struck between
a continuously fed consumable filler wire and the workpiece, melting
both the filler wire and the workpiece in the immediate vicinity. The
entire arc area is covered by a shielding gas, which protects the molten
weld pool from the atmosphere.
As MCAW is a variant of the MIG/MAG welding process there are many
common features between the two processes, but there are also several
fundamental differences.
As with MIG/MAG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With metal-cored wires the terminal the filler wire is connected
to depends on the specific product being used, some wires designed
to run on electrode positive, others preferring electrode negative, and
some which will run on either. The work return lead is then connected
to the opposite terminal. Electrode negative operation will usually give
better positional welding characteristics. The output characteristics
of the power source can have an effect on the quality of the welds
produced.
The wire feed unit takes the filler wire from a spool or bulk pack, and
feeds it through the welding torch, to the arc at a predetermined and
accurately controlled speed. Normally, special knurled feed rolls are used
with metal-cored wires to assist feeding and to prevent crushing the
consumable.
Unlike MIG/MAG, which uses a solid consumable filler wire, the
consumable used in MCAW is of tubular construction, an outer metal
sheath being filled entirely with metal powder except for a small amount
of non-metallic compounds. These are added to provide some arc
stability and de-oxidisation.
MCAW consumables always require an auxiliary gas shield in the
same way that solid MIG/MAG wires do. Wires are normally designed
to operate in argon-carbon dioxide or argon-carbon dioxide-oxygen
mixtures or carbon dioxide. Argon rich mixtures tend to produce lower
fume levels than carbon dioxide.
As with MIG/MAG, the consumable filler wire and the shielding gas are
directed into the arc area by the welding torch. In the head of the torch,
the welding current is transferred to the wire by means of a copper
alloy contact tip, and a gas diffuser distributes the shielding gas evenly
around a shroud which then allows the gas to flow over the weld area.
The position of the contact tip relative to the gas shroud may be adjusted
to limit the minimum electrode extension.
Modes of metal transfer with MCAW are very similar to those obtained
in MIG/MAG welding, the process being operable in both ‘dip transfer’
and ‘spray transfer’ modes. Metal-cored wires may also be used in
pulse transfer mode at low mean currents, but this has not been widely
exploited.
2.4 Modes of metal transfer
The mode or type of metal transfer in MIG/MAG and MCAW welding
depends upon the current, arc voltage, electrode diameter and type of
shielding gas used. In general, there are four modes of metal transfer.
Modes of metal transfer with FCAW are similar to those obtained in MIG/
MAG welding, but here the mode of transfer is heavily dependent on the
composition of the flux fill, as well as on current and voltage.
The most common modes of transfer in FCAW are:
→ Dip transfer
→ Globular transfer
→ Spray transfer
Pulsed arc transfer operation has been applied to flux-cored wires but,
as yet, is not widely used because the other transfer modes are giving
users what they require, in most cases.
Dip transfer
Also known as short-circuiting arc or short-arc, this is an all-positional
process, using low heat input. The use of relatively low current and arc
voltage settings cause the electrode to intermittently short-circuit with
the weld pool at a controlled frequency. Metal is transferred by the wire
tip actually dipping into the weld pool and the short-circuit current is
sufficient to allow the arc to be re-established. This short-circuiting mode
of metal transfer effectively extends the range of MIG/MAG welding to
lower currents so thin sheet material can readily be welded. The low
heat input makes this technique well-suited to the positional welding
of root runs on thick plate, butt welds for bridging over large gaps and
for certain difficult materials where heat input is critical. Each shortcircuit causes the current to rise and the metal fuses off the end of the
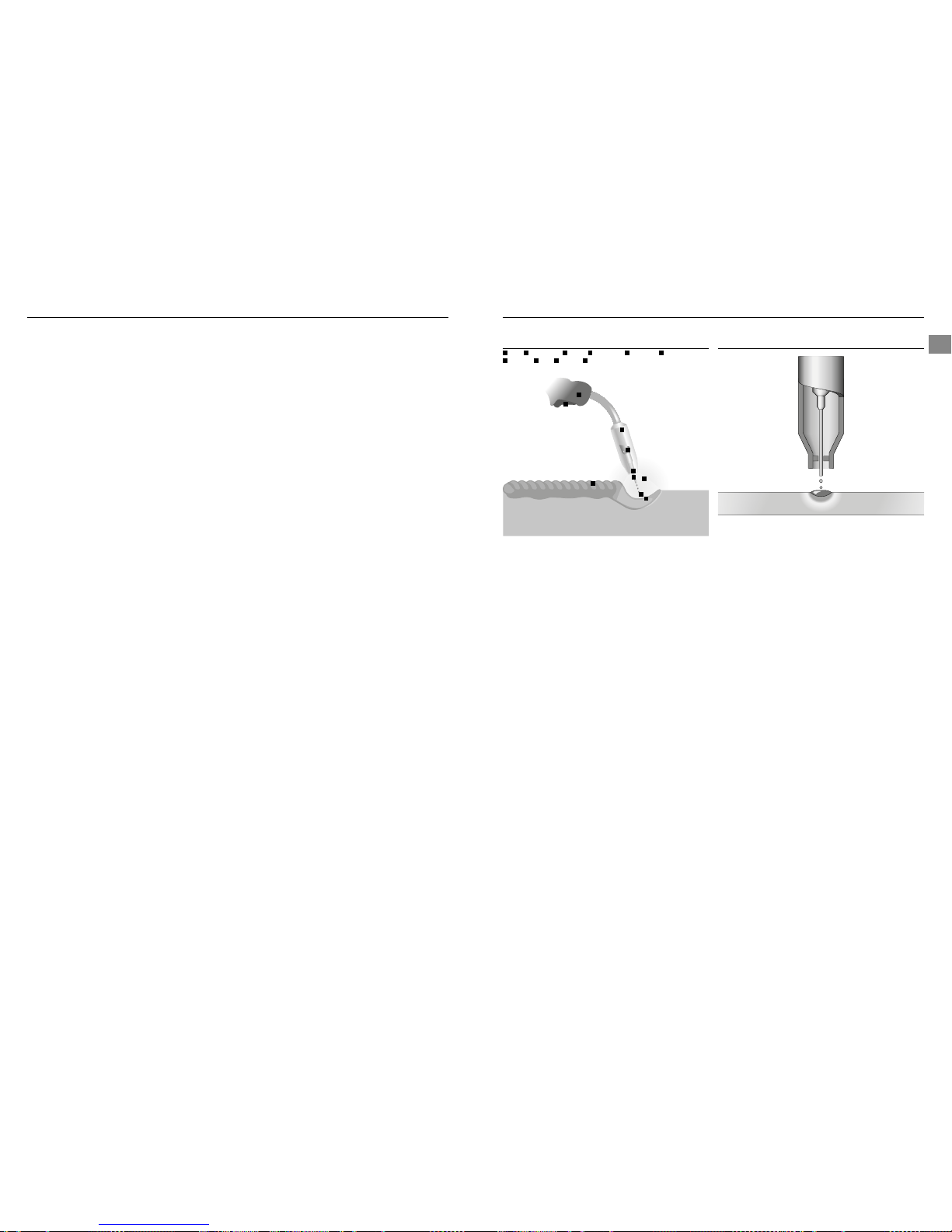
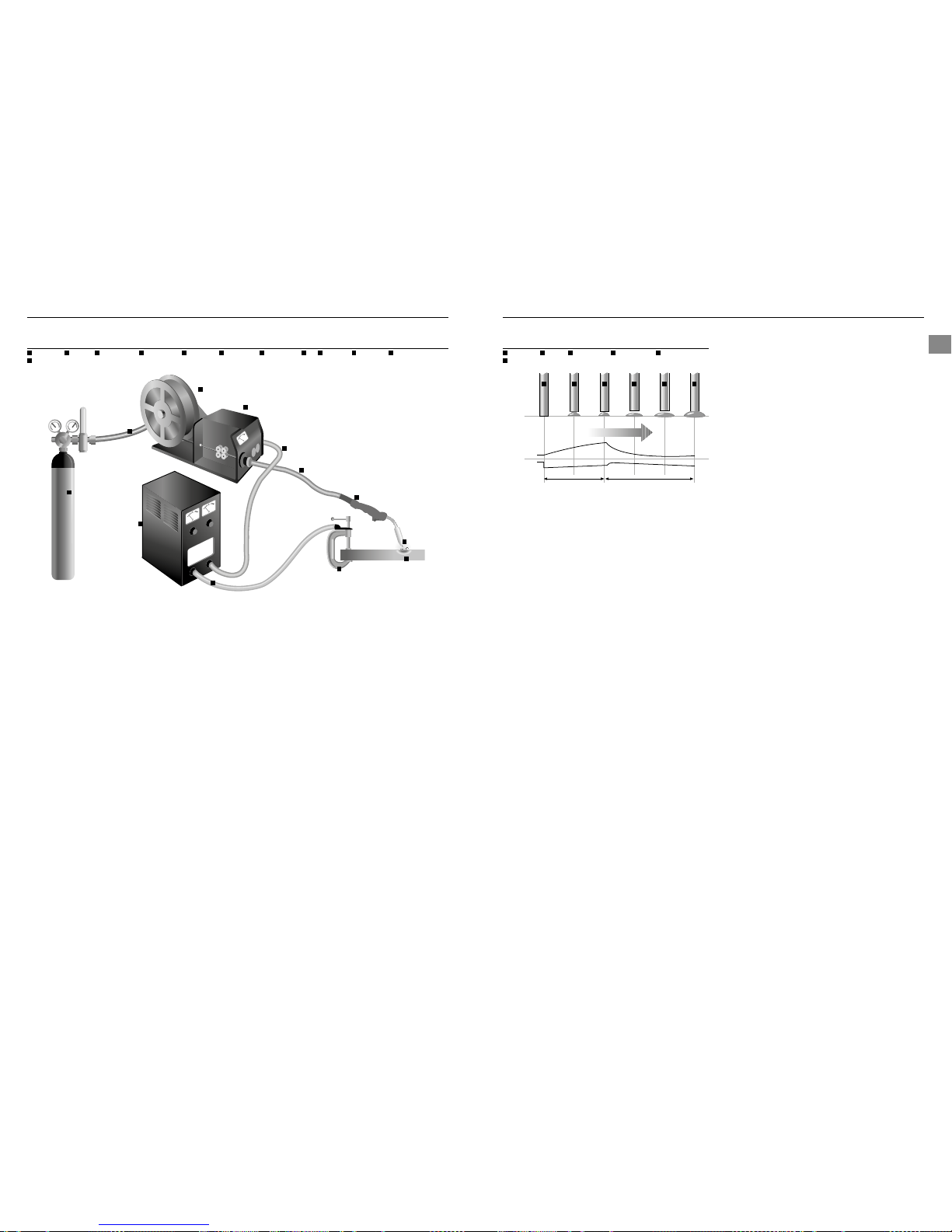
Process schematic diagram for MIG/MAG, FCAW and MCAW
1
Gas cylinder, 2 Gas hose, 3 Continous wire, 4 Wire feed unit, 5 Power cable, 6 Torch conduit, 7 Welding torch, 8 Arc, 9 Workpiece, 10 Earth clamp, 11 Return cable,
12
Power source
2
1
12
11
5
6
4
3
10
9
8
7
Schematic of dip transfer
1
Short circuit, 2 Necking, 3 Arc re-ignition, 4 Arc established, 5 Arc gap shortens,
6
Short circuit
Time
Short circuit cycle Arcing cycle
Current (A)
Voltage (V)
1 2 3 4 5 6
Page 7
EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 1312
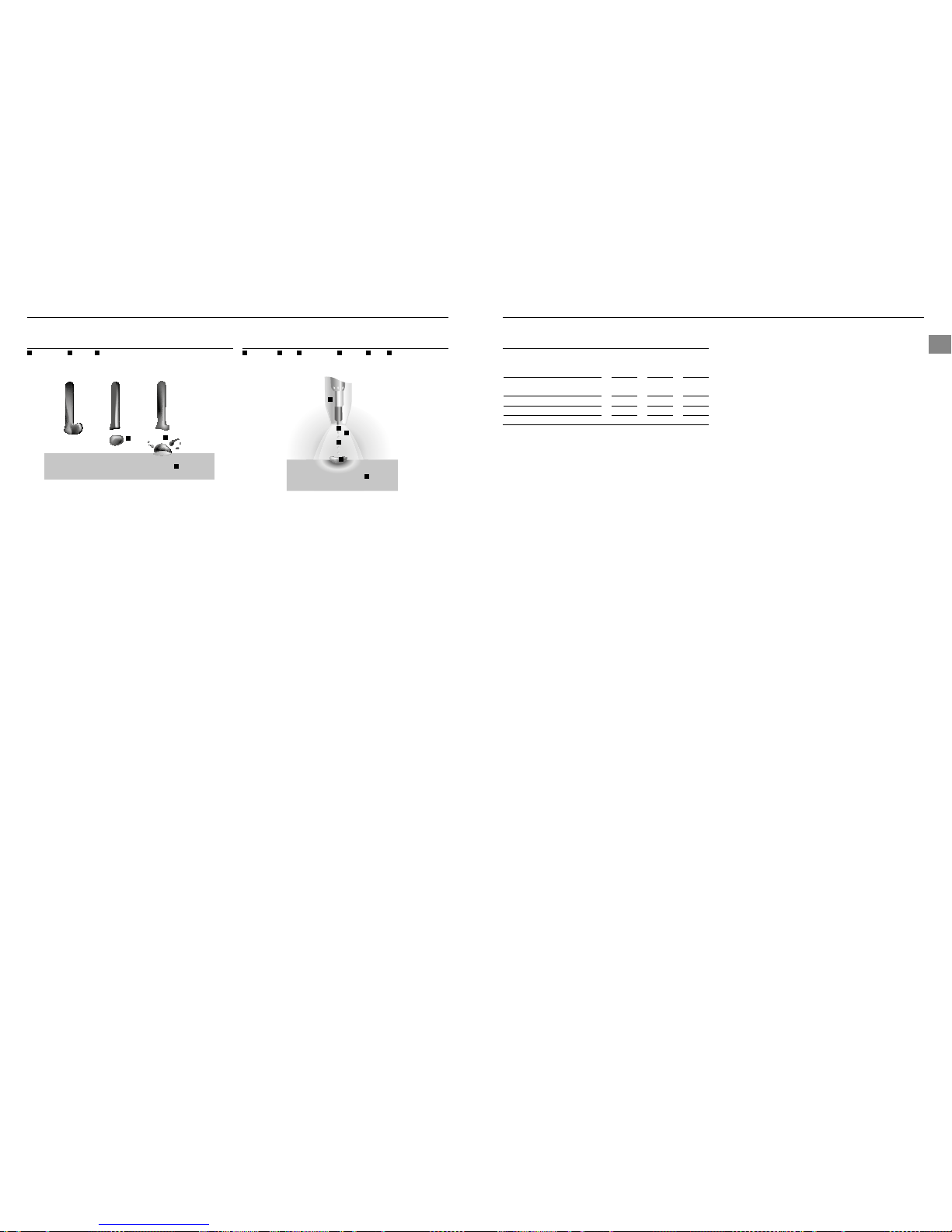
Schematic of globular transfer
1
Large droplet, 2 Splatter, 3 Workpiece
Schematic of spray transfer
1
Gas shroud, 2 Wire, 3 Shielding gas, 4 Droplets, 5 Weld, 6 Workpiece
electrode. A high short-circuiting frequency gives low heat input. Dip
transfer occurs between ±70-220A, 14–23 arc volts. It is achieved using
shielding gases based on carbon dioxide and argon.
Metal-cored wires transfer metal in dip mode at low currents just like
solid MIG/MAG wires. This transfer mode is used for all positional work
with these types of wire.
Globular transfer
Metal transfer is controlled by slow ejection resulting in large,
irregularly-shaped ‘globs’ falling into the weld pool under the action
of gravity. Carbon dioxide gas drops are dispersed haphazardly. With
argon-based gases, the drops are not as large and are transferred in
a more axial direction. There is a lot of spatter, especially in carbon
dioxide, resulting in greater wire consumption, poor penetration and
poor appearance. Globular transfer occurs between the dip and spray
ranges. This mode of transfer is not recommended for normal welding
applications and may be corrected when encountered by either
decreasing the arc voltage or increasing the amperage. Globular transfer
can take place with any electrode diameter.
Basic flux-cored wires tend to operate in a globular mode or in a
globular-spray transfer mode where larger than normal spray droplets
are propelled across the arc, but they never achieve a true spray
transfer mode. This transfer mode is sometimes referred to as non-axial
globular transfer.
Self-shielded flux-cored wires operate in a predominantly globular
transfer mode although at high currents the wire often ‘explodes’ across
the arc.
Spray transfer
In spray transfer, metal is projected by an electromagnetic force from
the wire tip in the form of a continuous stream of discrete droplets
approximately the same size as the wire diameter. High deposition
rates are possible and weld appearance and reliability are good. Most
metals can be welded, but the technique is limited generally to plate
thicknesses greater than 6mm. Spray transfer, due to the tendency of
the large weld pool to spill over, cannot normally be used for positional
welding. The main exception is aluminium and its alloys where, primarily
because of its low density and high thermal conductivity, spray transfer
in position can be carried out.
The current flows continuously because of the high voltage maintaining
a long arc and short-circuiting cannot take place. It occurs best with
argon-based gases.
In solid wire MIG/MAG, as the current is increased, dip transfer passes
into spray transfer via a transitional globular transfer mode. With metalcored wires there is virtually a direct transition from dip transfer to spray
transfer as the current is increased.
For metal-cored wires, spray transfer occurs as the current density
increases and an arc is formed at the end of the filler wire, producing
a stream of small metal droplets. Often the outside sheath of the wire
will melt first and the powder in the centre flows as a stream of smaller
droplets into the weld pool. This effect seems to give much better
transfer of alloying elements into the weld.
In spray transfer, as the current density increases, an arc is formed at
the end of the filler wire, producing a stream of small metal droplets. In
solid wire MIG/MAG this transfer mode occurs at higher currents. Fluxcored wires do not achieve a completely true spray transfer mode but a
transfer mode that is almost true spray may occur at higher currents and
can occur at relatively low currents depending on the composition of the
flux.
Rutile flux-cored wires will operate in this almost-spray transfer mode, at
all practicable current levels. They are also able to operate in this mode
for positional welding too. Basic flux-cored and self-shielded flux-cored
wires do not operate in anything approaching true spray transfer mode.
Pulsed transfer
Pulsed arc welding is a controlled method of spray transfer, using
currents lower than those possible with the spray transfer technique,
thereby extending the applications of MIG/MAG welding into the range
of material thickness where dip transfer is not entirely suitable.The
pulsed arc equipment effectively combines two power sources into one
integrated unit. One side of the power source supplies a background
current which keeps the tip of the wire molten. The other side produces
pulses of a higher current that detach and accelerate the droplets of
metal into the weld pool. The transfer frequency of these droplets is
regulated primarily by the relationship between the two currents. Pulsed
arc welding occurs between ±50-220A, 23–35 arc volts and only with
argon and argon-based gases. It enables welding to be carried out in all
positions.
2.5 Fundamentals of MIG/MAG, FCAW and MCAW
Welding technique
Successful welding depends on the following factors:
1. Selection of correct consumables
2. Selection of the correct power source
3. Selection of the correct polarity on the power source
4. Selection of the correct shielding gas
5. Selection of the correct application techniques
a Correct angle of electrode to work
b Correct electrical stickout
c Correct travel speed
6. Selection of the welding preparation
Selection of correct consumable
Chemical composition
As a general rule the selection of a wire is straightforward, in that it
is only a matter of selecting an electrode of similar composition to
the parent material. It will be found, however, that there are certain
applications where electrodes will be selected on the basis of their
mechanical properties or level of residual hydrogen in the weldmetal.
Solid MIG/MAG wires are all considered to be of the ‘low Hydrogen type’
consumables.
Physical condition
Surface condition
The welding wire must be free from any surface contamination including
mechanical damage such as scratch marks.
A simple test for checking the surface condition is to run the wire
through a cloth that has been dampened with acetone for 20 secs. If a
black residue is found on the cloth the surface of the wire is not properly
cleaned.
1
2
3
1
2
3
4
5
6
Typical metal transfer mode
Process
Metal Inert Gas (MIG)
Metal Active Gas (MAG)
Flux-Cored (Gas Shielded)
Flux-Cored (Self Shielded)
Metal-Cored
Dip
transfer
Yes
Yes
Yes
Yes
Globular
transfer
No
Yes
Yes
No
Spray
transfer
Yes
Yes*
No
Yes
* Not true spray
Page 8

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 1514
Cast and helix
The cast and helix of the wire has a major influence on the feedability of
MIG/MAG wire.
If the cast is too large the wire will move in an upward direction from the
tip when welding and if too small the wire will dip down from the tip.
The result of this is excessive tip wear and increased wear in the liners.
If the helix is too large the wire will leave the tip with a corkscrew effect.
Selection of the Correct Power Source
Power sources for MIG/MAG welding are selected on a number of
different criteria, including:
1. Maximum output of the machine
2. Duty cycle
3. Output control (voltage selection, wire feed speed control)
4. Portability
The following table gives an indication of the operating amperage for
different size wires.
Wire sizes
0.8mm
0.9mm
1.0mm
1.2mm
Amperage range (A)
60–180
70–250
90–280
120–340
Selection of the correct polarity on the power source
Many power sources are fitted with an optional reverse polarity dinse
connector.
To achieve the optimum welding it is important to adhere to the
consumable manufacturer‘s instruction to select the polarity.
As a general rule all solid and metal-cored wires are welded on
electrode positive. (Work return lead fitted to the negative connector.)
Some grades of self shielded flux-cored wires need to be welded on
electrode negative. (Work return lead fitted to the positive connector.)
Selection of the Correct Shielding Gas
The selection of the shielding gas has a direct influence on the
appearance and quality of the weld bead.
The thickness of the material to be welded will determine the type of
shielding gas that has to be selected. As a general rule the thicker the
material (C-Mn and Alloy steels) the higher the percentage of CO₂ in the
shielding gas mixture.
Different grades of shielding are required for materials such as stainless
steel, aluminium and copper.
Cast and helix
Cast – Diameter of the circle,
Helix – Vertical height
3. Gas Tungsten Arc Welding (GTAW/TIG).
Shielding gas is directed into the arc area by the welding torch and a
gas lens within the torch distributes the shielding gas evenly over the
weld area. In the torch the welding current is transferred to the tungsten
electrode from the copper conductor. The arc is then initiated by one of
several methods between the tungsten and the workpiece.
During TIG welding, the arc can be initiated by several means:
Scratch start
With this method, the tungsten electrode is physically scratched on the
surface of the workpiece and the arc is initiated at the full amperage
set by the operator. The incidence of the tungsten melting at the high
initiation amperage is high and tungsten inclusions in the weld metal are
quite common.
High frequency start
During High Frequency start, the arc will ‘jump’ towards the workpiece
if a critical distance is reached. With this method, there is no incidence
of tungsten inclusions happening. High Frequency is only available on
certain types of machines and it can affect nearby electronic equipment.
Lift Arc™
During this method of arc initiation, the tungsten is actually touching the
workpiece. This occurs at very low amperage that is only sufficient to
pre-heat, not melt the tungsten. As the tungsten is moved off the plate,
the arc is established. With this method, there is little chance of tungsten
inclusion occurring.
3.3 Process variables
DCEN
When direct-current electrode-negative (straight polarity) is used:
→ Electrons strike the part being welded at a high speed
→ Intense heat on the base metal is produced
→ The base metal melts very quickly
→ Ions from the inert gas are directed towards the negative electrode at
a relatively slow rate
→ Direct current with straight polarity does not require post-weld
cleaning to remove metal oxides
3.1 Introduction
The Tungsten Inert Gas, or TIG process, uses the heat generated by an
electric arc struck between a non-consumable tungsten electrode and
the workpiece to fuse metal in the joint area and produce a molten
weld pool. The arc area is shrouded in an inert or reducing gas shield to
protect the weld pool and the non-consumable electrode. The process
may be operated autogenously, that is, without filler, or filler may be
added by feeding a consumable wire or rod into the established weld
pool.
3.2 Process
1
Shielding gas, 2 Arc, 3 TIG filler rod, 4 Weld pool, 5 Collet, 6 Tungsten Electrode,
7
Workpiece
Schematic of the TIG welding process
1
2
3
4
5
6
7
Direct or alternating current power sources with constant current output
characteristics are normally employed to supply the welding current.
For DC operation the tungsten may be connected to either output
terminal, but is most often connected to the negative pole. The output
characteristics of the power source can have an effect on the quality of
the welds produced.
Cast
Helix
Page 9

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 1716
Use of DCEN
For a given diameter of tungsten electrode, higher amperage can be
used with straight polarity. Straight polarity is used mainly for welding:
→ Carbon steels
→ Stainless steels
→ Copper alloys
The increased amperage provides:
→ Deeper penetration
→ Increased welding speed
→ A narrower, deeper, weld bead
DCEP
The DCEP (reverse polarity) is different from the DCEN in the following
ways:
→ High heat is produced on the electrode rather than on the base metal
→ The heat melts the tungsten electrode tip
→ The base metal remains relatively cool compared to straight polarity
→ Relatively shallow penetration is obtained
→ An electrode whose diameter is too large will reduce visibility and
increase arc instability
Use of DCEP
→ Intense heat means a larger diameter of electrode must be used with
DCEP
→ Maximum welding amperage should be relatively low (approximately
six times lower than with DCEN)
2.4 Shielding gas selection
Brass
Cobalt-based alloys
Copper nickel (Monel)
Deoxidised copper
Nickel alloys (Inconel)
Mild steel
Magnesium alloys
0.5% Molybdenum
Silicon bronze
Stainless steel
Titanium alloys
With argon, the arc is stable and there is little smoke.
Argon provides a stable, easy-to-control arc.
Argon gives a stable, easy-to-control arc. Also used for welding copper nickel to steel.
Helium is preferred as it helps greatly in counteracting thermal conductivity of copper. A mixture of 75% helium and 25%
argon (Alushield Heavy) produces a stable arc, less heat than an arc produced with helium alone.
Argon produces a very stable arc. Helium is recommended for automatic welding at high speeds
For manual welding, argon is recommended. Successful welding depends on the skill of the welder. Helium is preferred for:
→ high speed automatic welding
→ where deeper penetration than with argon is required
→ small HAZ
Argon recommended with continuous high frequency AC. Produces good arc stability and good cleaning action
Pure argon or helium is recommended. For good welding ductility, welding must be carried out in a draught-free area.
Argon decreases internal tension in base metal and in the weld since there is less penetration with this gas compared to
helium.
Argon is the most commonly used gas for stainless steel. Helium can be used if better penetration is required.
Argon produces a stable arc. Helium is recommended for high speed welding.
DCEN – Narrow bead, deep penetration DCEP – Wide bead, shallow penetration
Nozzle Nozzle
Ions IonsElectrons Electrons
3.5 Consumable selection
Filling rod
Filler rod diameter (mm)
Thickness of metal (mm)
2
3
4
4 or 5
5 or 6
0.5–2
2–5
5–8
8–12
12 or more
3.6 Non-consumable tungstens – tungsten electrode selector chart
Copper alloys, Cu-NI alloys and nickel alloys
Thickness range
All
Only thin sections
Only thick sections
Desired results
General purpose
Control penetration
Increase penetration
or travel speed
Welding
current
DCSP
ACHF
DCSP
Electrode type
2% Thoriated
(EW-Th 2)
2% Ceriated
(EW-C e2)
Zirconiated
(EW-Zr)
2% Ceriated
(EW-C e2)
Shielding gas
75% Argon/
25% Helium
75% Argon/
25% Helium
Argon
75% Argon/
25% Helium
Tungsten performance characteristics
Best stability at medium currents. Good arc starts.
Medium tendency to spit. Medium erosion rate.
Low erosion rate. Wide current range. AC or DC.
No spitting. Consistent arc starts. Good stability.
Use on lower currents only. Spitting on starts.
Rapid erosion rates at higher currents.
Low erosion rate. Wide current range. AC or DC.
No spitting. Consistent arc starts. Good stability.
Mild steels, carbon steels, alloy steels, stainless steels and titanium alloys
Thickness range
All
Only thin sections
Only thick sections
Desired results
General
purpose
Control penetration
Increase penetration
or travel speed
Welding
current
DCSP
ACHF
DCSP
Electrode type
2% Thoriated
(EW-Th 2)
2% Ceriated
(EW-C e2)
2%
Lanthanated
(EWG-La2)
Zirconiated
(EW-Zr)
2% Ceriated
(EW-C e2)
2%
Lanthanated
(EWG-La2)
Shielding gas
75% Argon/
25% Helium
75% Argon/
25% Helium
75% Argon/
25% Helium
Argon
75% Argon/
25% Helium
Helium
Tungsten performance characteristics
Best stability at medium currents. Good arc starts.
Medium tendency to spit. Medium erosion rate.
Low erosion rate. Wide current range. AC or DC.
No spitting. Consistent arc starts. Good stability.
Lowest erosion rate. Widest current range on DC.
No spitting. Best DC arc starts and stability.
Use on lower current only. Spitting on starts.
Rapid erosion rates at higher currents.
Low erosion rate. Wide current range. No spitting.
Consistent arc starts. Good stability.
Lowest erosion rate. Highest current range.
No spitting. Best DC arc starts and stability.
Page 10

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 1918
4. Manual Metal Arc Welding (MMAW).
reversal is called a ‘half cycle’ and repeats as long as the current
flows. The rate of change of direction of current flow is known as the
‘frequency’ of the supply and is measured by the number of cycles
completed per second.
4.3 Welding machine
Basic welding machine and cables
The choice of welding machine is based mostly on the following factors:
→ primary voltage, e.g. 240 volt or 380 volt
→ output amperage required, e.g. 140 amps
→ output required, e.g. AC or DC +/-
→ duty cycle required, e.g. 35% @ 140 amps
→ method of cooling, e.g. air-cooled or oil-cooled method of output
amperage control, e.g. tapped secondary lugs
→ infinitely variable control
For example, the Smootharc Multiprocess 175 connects to 240 volt
supply (15 amps Input), has an output of 175 amps DC @ 35% duty
cycle.
Having decided on a welding machine, appropriate accessories are
required. These are items such as welding cables, clamps, electrode
holder, chipping hammer, helmet, shaded and clear lenses, scull cap,
gloves and other personal protective equipment.
4.1 Introduction
The main purpose of this manual is to help the welder with limited
experience to obtain a better understanding of the process, and to
acquire a reasonable degree of proficiency in the least possible time.
Even welders with experience may benefit from the information in this
manual.
4.2 Process
Manual Metal Arc welding is the process of joining metals where an
electric arc is struck between the metal to be welded (parent metal) and
a flux-coated filler wire (the electrode). The heat of the arc melts the
parent metal and the electrode which mix together to form, on cooling, a
continuous solid mass.
Before arc welding can be carried out, a suitable power source is
required. Two types of power sources may be used for arc welding, direct
current (DC) or alternating current (AC).
1
Weld metal, 2 Slag, 3 Flux covering, 4 Core wire, 5 Arc, 6 Weld pool, 7 Workpiece
1
2
3
4
5
6
7
The essential difference between these two power sources is that, in the
case of DC, the current remains constant in magnitude and flows in the
same direction. Similarly, the voltage in the circuit remains constant in
magnitude and polarity (i.e. positive or negative).
In the case of AC however, the current flows first in one direction and
then the other. Similarly, the voltage in the circuit changes from positive
to negative with changes in direction of current flow. This complete
current in the middle of the range specified on the electrode package is
considered to be the optimum.
In the case of welding machines with separate terminals for different
size electrodes, ensure that the welding lead is connected to the correct
terminal for the size electrode being used. When using machines with
adjustable current, set on the current range specified.
The limits of this range should not normally be exceeded.
Arc length
To start the arc, the electrode should be gently scraped on the work until
the arc is established. There is a simple rule for the proper arc length;
it should be the shortest arc that gives a good surface to the weld. An
arc that is too long reduces penetration, produces spatter and gives a
rough surface finish to the weld. An excessively short arc will cause
sticking of the electrode and rough deposits that are associated with
slag inclusions.
For downhand welding, it will be found that an arc length not greater
than the diameter of the core wire will be most satisfactory. Overhead
welding requires a very short arc, so that a minimum of metal will be
lost. Certain Ryval electrodes have been specially designed for ‘touch’
welding. These electrodes may be dragged along the work and a
perfectly sound weld is produced.
Electrode angle
The angle which the electrode makes with the work is important to
ensure a smooth, even transfer of metal. The recommended angles for
use in the various welding positions are covered later.
Correct travel speed
The electrode should be moved along in the direction of the joint being
welded at a speed that will give the size of run required. At the same
time the electrode is fed downwards to keep the correct arc length at all
times.
Correct travel speed for normal welding applications varies between
approximately 125–375 mm per minute, depending on electrode size,
size of run required and the amperage used.
Excessive travel speeds lead to poor fusion, lack of penetration, etc.
Whilst too slow a rate of travel will frequently lead to arc instability, slag
inclusions and poor mechanical properties.
4.4 Welding technique
Successful welding depends on the following factors:
→ selection of the correct electrode
→ selection of the correct size of the electrode for the job
→ correct welding current
→ correct arc length
→ correct angle of electrode to work
→ correct travel speed
→ correct preparation of work to be welded
4.5 Electrode selection
As a general rule the selection of an electrode is straight forward, in that
it is only a matter of selecting an electrode of similar composition to the
parent metal. It will be found, however, that for some metals there is a
choice of several electrodes, each of which has particular properties to
suit specific classes of work. Often, one electrode in the group will be
more suitable for general applications due to its all round qualities.
Electrode size
The size of the electrode is generally dependent on the thickness of the
section being welded, and the larger the section the larger the electrode
required. In the case of light sheet the electrode size used is generally
slightly larger than the work being welded. This means that if 1.5 mm
sheet is being welded, 2.0 mm diameter electrode is the recommended
size. The following table gives the recommended maximum size of
electrodes that may be used for various thicknesses of section.
Recommended electrode sizes
Average thickness of plate or
section
≤ 1.5 mm
1.5–2.0 mm
2.0–5.0 mm
5.0–8.0 mm
≥ 8.0 mm
Maximum recommended
electrode diameter
2.0 mm
2.5 mm
3.15 mm
4.0 mm
5.0 mm
For further help on choosing the right electrode for your work please
contact your local Ryval supplier.
Welding current
Correct current selection for a particular job is an important factor in arc
welding. With the current set too low, difficulty is experienced in striking
and maintaining a stable arc. The electrode tends to stick to the work,
penetration is poor and beads with a distinct rounded profile will be
deposited.
Excessive current is accompanied by overheating of the electrode. It will
cause undercut, burning through of the material, and give excessive
spatter. Normal current for a particular job may be considered as the
maximum which can be used without burning through the work, overheating the electrode or producing a rough spattered surface, i.e. the
Page 11

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 2120
Correct work preparation
The method of preparation of components to be welded will depend on
equipment available and relative costs. Methods may include sawing,
punching, shearing, lathe cut-offs, flame cutting and others. In all
cases edges should be prepared for the joints that suit the application.
The following section describes the various joint types and areas of
application.
4.6 Types of joints
This system is capable of several types of weld, from Butt through to
Fillet welds.
5. General welding information.
5.1 Recommended welding parameters for MIG/MAG
ARGOSHIELD LIGHT™ or CORGON 5S2™
Indicative welding parameters Dip transfer Spray transfer
Material thickness (mm)
Welding position
Wire diameter (mm)
Current (amps)
Voltage (volts)
Wire feed speed (m/min)
Gas rate flow (L/min)
Travel speed (mm/min)
1–1.6
Horizontal /
Vertical
0.8–0.9
45–80
14–16
3.5–5.0
15
350–500
2
Horizontal /
Vertical
0.8–0.9
60–100
16–17
4.0–7.0
15
350–500
3
Horizontal /
Vertical
0.8–0.9
80–120
16–18
4.0–7.0
15
320–500
4
Horizontal /
Vertical
0.9–1.0
80–150
16–18
4.0–7.0
15
280–450
3
Horizontal
0.8
160–180
23–25
7.5–9.0
15
800–1000
STAINSHIELD MIG™ or CRONIGON 2™
Indicative welding parameters Dip transfer
Material thickness (mm) 4 6 8
Welding position
Wire diameter (mm)
Current (amps)
Voltage (volts)
Wire feed speed (m/min)
Gas rate flow (L/min)
Travel speed (mm/min)
Horizontal / Vertical
0.9–1.0
100–125
17–19
5.0–6.5
15
400–600
Horizontal / Vertical
0.9–1.0
120–150
18–20
6.0–7.5
15
280–500
Horizontal / Vertical
0.9–1.0
120–150
18–20
6.0–8.0
18
280–450
Page 12

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 2322
6. Package contents.
Package contents
→ Multiprocess 175 arc welding machine
→ Power cable
→ Earth clamp and return lead
→ MMA electrode holder and cable
→ MIG/MAG torch
→ Regulator
→ Gas hose
→ Operating manual.
7. Multiprocess 175 installation.
Installation for MIG/MAG process 7.1 Installation for MIG/MAG process
1. Connect the gas cylinder to the regulator. Select correct shielding gas
for the application. 3
2. Insert the earth return lead connection into the front panel. 1
3. Fit the wire spool to the machine (not shown). Select correct welding
wire for application.
4. Select the appropriate feed roller to suit the wire being used
• This machine comes complete with two types of wire feed rollers
• V groove for use with solid carbon manganese and stainless
steels
• U groove for use with soft wires such as aluminium
5. Loosen the wire feed tension screws and insert the wire. Re fit and
tension the rollers ensuring the wire is gripped sufficiently so as not
to slip but avoid over tightening as this can affect feed quality and
cause wire feed components to wear rapidly.
6. Fit and tighten the torch on the output connection. 2 Ensure correct
torch liner and contact tip are selected.
7. Select the correct polarity for the type of wire used as indicated on
the consumable packaging. This is achieved by swapping the polarity
terminal wires. For most solid wires the terminal should be set as
torch positive.
Page 13

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 2524
Installation for TIG process
7.2 Installation for TIG process
1. Connect the gas cylinder to the regulator. 3 Select correct shielding
gas for the application.
2. Connect the dinse plug of the TIG torch 2 to negative (–) on the front
panel 5 , and fasten it clockwise.
3. Connect the electrical lead of the TIG torch 2 to the relative interfaces
of the panel and fasten the screw.
4. Connect one end of the work return lead to positive (+) 4 on the front
panel, and fasten it clockwise. Connect the other end of the clamp 1
to the workpiece.
Installation for MMA process
7.3 Installation for MMA process
1. Connect the electrode holder 1 to the positive (+) 4 on the machine
and fasten it clockwise tightly.
2. Connect the work return lead 3 into the negative (–) 3 on the
machine and fasten it clockwise.
Please note that for manual metal arc (MMA) welding the electrode
holder can be switched to the negative pole of the welding machine if
so required by the specification of the electrode.
8. Control panel.
Front panel of Multiprocess 175
1
Multifunctional data display, 2 MMA/LIFT TIG/MIG, 3 Wire speed,
4
VRD/2T/4T switch, 5 Data selection, 6 Multifunctional data adjustment
3
5
6
2
1
4
Page 14

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 2726
9. Multiprocess 175 operation.
Fig. 1. Start-up display
3
5
6
2
1
4
9.1 Starting up
Switch on the welding power source. The front panel display will light
up. After the Multifunctional data display 1 (or any key or knob on front
panel 2 – 6 ) flashes for 5 seconds, the machine enters into the welding
mode that was saved in the last shutdown.
9.2 Operation for MMA mode
Press the MMA/LIFT TIG/MIG switch 2 to MMA. The MMA indicator light
will illuminate. 7
In the MMA mode, press the VRD (Voltage Reduction Device)/2T/4T
4
switch. The VRD reduces open circuit voltage to a safe limit and the
function is enabled when the indicator light is on. 8
Multifunctional data display 1 shows the preset current (A) 80A shown
in figure 2.
Adjusting the Multifunctional data adjustment 6 will change the welding
current during the welding process. The welding current range is
10-175A.
Three seconds after changing the welding parameters, the
Multifunctional data display will flash once to indicate that the setting
has been saved. If the parameters are unchanged this setting will remain
as such even after restarting the machine.
The machine has the ability to display the arc voltage during MMA
welding (23.2V at 80A as shown in figure 4). The arc voltage will only
be displayed during welding and for five seconds after completion
of welding when the display will revert back to the preset display
amperage.
Fig. 5. Lift TIG mode – Current preset
3
5
6
2
1
7
8
4
Fig. 2. MMA mode – VRD enabled
3
5
6
2
1
7
8
4
Fig. 3. MMA mode – VRD disabled
3
5
6
2
1
7
8
4
Fig. 4. MMA mode – Display status when welding
3
5
6
2
1
7
8
4
Fig. 6. Lift TIG mode – Status when welding is performed
3
5
6
2
1
7
8
4
Fig. 7. Lift TIG mode – Status after welding is stopped
3
5
6
2
1
7
8
4
9.3 Operation instruction under LIFT TIG mode
Press the MMA/LIFT TIG/MIG 2 switch to LIFT TIG. The LIFT TIG indicator
light will illuminate. 7
The welding mode (2T/4T) can be selected by depressing the VRD/2T/4T
4
. The selected mode will illuminate. 8
The figures above indicate that the LIFT TIG mode and 2T NORMAL has
been selected.
7 8
The welding amperage can be adjusted by turning the Multifunctional
data adjustment. 6 In the figures above it is selected at 80A.
Welding amperage can be adjusted whilst welding and the welding
current range is 10–175A.
If settings are unchanged for three seconds the Multifunctional data
display 1 will flash once to indicate that the setting has been saved and
these will be retained, and displayed when the machine restarts.
9.4 Data selection
Data selection (effective under MIG mode)
→ Multifunctional data adjustment
If you want to make coarse adjustments press and turn the knob 6 this
will rapidly increase the regulating rate and wire speed
For fine adjustments only turn the knob. 6 This will slowly increase the
regulating rate and wire speed.
9.5 Polarity selection
The polarity on this machine can be reversed if so required for certain
types of self-shielded wires. This can be achieved by switching the work
return lead from the positive (+) to the negative (–) dinse socket.
Page 15

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 2928
Fig. 8. MIG mode – Preset voltage
3
5
6
2
1
7
9
8
4
9.6 Operation instruction under MIG mode
Press the MMA/LIFT TIG/MIG switch 2 to MIG. The MIG indicator light will
illuminate. 7
In MIG mode, the wire can be fed through the system by pressing the
Wire Speed button. 3
The Wire Speed indicator will illuminate. 9 The Multifunctional data
display 1 will flash indicating that the wire is fed at high speed. To stop
wire feeding press the torch trigger or press the Wire Speed button 3
again. Both the Multifunctional data display 1 and Wire Speed 3 will
stop flashing .
In both figures shown above the Multifunctional data display 1 shows a
preset voltage of 19.5V and a wire feed speed of 05.0m per minute.
The welding mode (2T/4T) can be selected by depressing the
VRD/2T/4T. 4 The selected mode will illuminate. 8
The welding parameters can be adjusted during welding by turning the
Multifunctional data adjustment. 6 This action will synergically change
both parameters (volts and wire feed speed).
The synergic welding parameter range is 17.5V 2.0 m/min to
25.8V 12 m/min.
Fig. 9. MIG mode – Wire check
3
5
6
2
1
7
9
8
4
Fig. 11. MIG mode – Fine adjustment of inductance presetting range
3
5
6
2
1
7
9
8
4
Fig. 10. MIG mode – Fine adjustment of voltage range
3
5
6
2
1
7
9
8
4
Use of the Data selection button 5 (MIG mode only)
Pressing the Data selection button 5 will enable you to switch between:
1 Arc welding adjustment mode
2 Inductance
3 Preset voltage and wire speed
By pressing the Data selection button 5 the Multifunctional data display
1
will change according to the welding parameter function mode
that can be changed. In figure 10, it displays the arc voltage and the
adjustment that can be done. In this mode the arc voltage is adjustable
and the adjustment range of the preset value is ±20%.
When the Data selection button 5 is pressed again the Multifunctional
data display 1 will change to display the inductance as shown in figure
11. In this mode the inductance is adjustable and its adjustment range is
±10%.
When the Data selection button 5 is pressed again the Multifunctional
data display 1 will return to the preset voltage and wire feed speed.
If settings are unchanged for three seconds the Multifunctional data
display 1 will flash once to indicate that the setting has been saved and
these will be retained, and displayed when the machine restarts.
Page 16

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 3130
11. Troubleshooting guide.10. Technical specifications.
11.1 TIG/MMA functions
Problem
Excessive electrode
consumption
Erratic arc
Inclusion of tungsten
or oxides in weld
Cause
Inadequate gas flow
Inadequate post gas flow
Improper size electrode for current required
Operating of reverse polarity
Electrode contamination
Excessive heating inside torch
Electrode oxidising during cooling
Shield gas incorrect
Incorrect voltage (arc too long)
Current too low for electrode size
Electrode contaminated
Joint too narrow
Contaminated shield gas. Dark stains on the electrode or
weld bead indicate contamination
Base metal is oxidised, dirty or oily
Improper lift arc starting technique
Poor scratch starting technique
Excessive current for tungsten size used
Accidental contact of electrode with puddle
Accidental contact of electrode to filler rod
Using excessive electrode extension
Inadequate shielding or excessive drafts
Wrong gas
Heavy surface oxides not being removed
Solution
Increase gas flow
Increase post flow time to 1 sec per 10 amps
Use larger electrode
Use larger electrode or change polarity
Remove contaminated portion, then prepare again
Replace collet. Try wedge collet or reverse collet
Increase post flow time before turning off valve
Change to proper gas (no oxygen or CO₂)
Maintain short arc length
Use smaller electrode or increase current
Remove contaminated portion, then prepare again
Open joint groove
The most common cause is moisture or aspirated air in gas
stream. Use welding grade gas only. Find the source of the
contamination and eliminate it promptly
Use appropriate chemical cleaners, wire brush, or abrasives
prior to welding
Follow directions as set out on page 15
Many codes do not allow scratch starts. Use copper strike
plate. Use high frequency arc starter
Reduce the current or use larger electrode
Maintain proper arc length
Maintain a distance between electrode and filler metal
Reduce the electrode extension to recommended limits
Increase gas flow, shield arc from wind, or use gas lens
Do not use ArO₂ or ArCO₂ GMAW (MIG) gases for TIG welding
Use wire brush and clean the weld joint prior to welding
Specifications
Part no.
Power voltage
Frequency
Rated input current
Output current
MMA
TIG
MIG
Rated working voltage
No-load voltage
Duty cycle
Wire feeder
Wire feeder speed
Post flow time
Welding wire diameter
Remote control
Efficiency
Power factor
Insulation grade
Housing protection grade
Welding thickness
Dimensions L×W×H
Weight
Standards
Multiprocess 175
RYVAL 175 MULTI
Single phase 240V ±15%
50/60Hz
28A
20 to175A
10 to175A
50 to175A
16.5 to 22.8V
56V
35%
Internal
2 to12m/min
3 s
0.6/0.8/1.0mm
No
80%
0.73
F
IP23S
>0.8mm
420×220×439mm
12.8kg
IEC 60974-1
Page 17

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 3332
11.2 MIG/MAG functions
Power Source
Component
Primary cable
Earth cable and clamp
Connectors and lugs
Switches
Fault symptom
No or low welding output
Arc will not initiate
Overheating of connectors and lugs
Erratic or no output control
Cause
Poor or incorrect primary connection, lost
phase
Damaged, loose or undersized cables and
clamps
Loose or poorly crimped connectors
Switches damaged or incorrectly set for the
application
Wire feeder
Component
Gas solenoid valve
Wire feed rolls
Inlet, outlet guides
Torch connector
Wire feed speed control
Wire inch switch
Spindle
Fault symptom
No gas flow or gas flows continuously
Wire slippage, wire deformation
Wire shaving or snarling
Wire restriction, gas leaks, no trigger control
No control over wire feed speed, no amperage
control
Wire live when feeding through cable and torch
before welding
Wire spool drags or overruns
Cause
Gas valve faulty or sticking in open position
Incorrect feed roll size, incorrect tension
adjustment, misalignment
Incorrect wire guide sizes, misalignment
Torch connector not correctly mounted or
secured, incorrect size of internal guide, bent
contact pins
Faulty wire speed feed potentiometer, machine
in overload or trip condition
Faulty wire inch switch, activitation of torch
trigger switch
Spindle brake set too tight or too loose, spool
not properly located on spindle
Welding torch
Component
Type
Liners
Gas distributor
Nozzle
Contact tip
Nozzle insulator
Fault symptom
Welding torch overheats
Erratic wire feed, wire snarls up at outlet guide
Inadequate gas flow, contaminated or porous
weld
Inadequate gas cover, restricted joint
accessibility
Erratic feeding, wire shudder, wire burnback,
unstable arc, spatter
Arcing between contact tip and nozzle and
between nozzle and workpiece
Cause
Welding torch underrated for welding
application
Liner of incorrect type and size for wire in use,
worn or dirty liner, liner too long or too short
Damaged or blocked distributor
Nozzle too large or too small, incorrect length
or shape
Incorrect size of contact tip, incorrect contact
tip to nozzle distance for metal transfer mode,
tip has worn out
No nozzle insulator fitted, spatter build up has
caused parts to short out
Problem
Porosity in weld
deposit
Cracking in welds
Inadequate shielding
Short parts life
Cause
Entrapped impurities, hydrogen, air, nitrogen, water vapour
Defective gas hose or loose connection
Filler material is damp (particularly aluminium)
Filler material is oily or dusty
Alloy impurities in the base metal such as sulphur,
phosphorous, lead and zinc
Excessive travel speed with rapid freezing of weld trapping
gases before they escape
Contaminated shield gas
Hot cracking in heavy sections or welding on metals prone
to hot cracking
Post weld cold cracking due to excessive joint restraint,
rapid cooling or hydrogen embrittlement
Centreline cracks in single pass weld
Underbead cracking from brittle microstructure
Gas flow blockage or leak in hoses or torch
Excessive travel speed exposes molten weld to atmospheric
contamination
Wind or drafts
Excessive electrode stickout
Excessive turbulence in gas stream
Cup shattering or cracking in use
Short collet life
Short torch head life
Solution
Do not weld on wet material. Remove condensation from
line with adequate gas pre-flow time
Check hoses and connections for leaks
Dry filler metal in oven prior to welding
Replace filler metal
Change to a different alloy composition which is weldable.
These impurities can cause a tendency to crack when hot
Lower the travel speed
Replace the shielding gas
Increase weld bead cross-section size. Change weld bead
contour for e.g. concave to flat or convex, check fit-up gap,
reduce welding speed
Preheat prior to welding. Use pure or non-contaminated gas.
Increase the bead size. Prevent craters or notches. Change
the weld joint design
Increase bead size. Decrease root opening. Use preheat.
Prevent craters
Eliminate sources of hydrogen, joint restraint and use
preheat
Locate and eliminate the blockage or leak
Use slower travel speed or carefully increase the flow rate
to a safe level below creating excessive turbulence. Use a
trailing shield cup
Set up screens around the weld area
Reduce electrode stickout. Use a larger size cup
Change to gas safer parts or gas lens parts
Change cup size or type. Change tungsten position
Ordinary style is split and twists or jams. Change to wedge
style
Do not operate beyond rated capacity. Use water cooled
model. Do not bend rigid torches
The phenomenon listed below may happen due to relevant accessories used, welding material, surroundings and power supply.
Issue
Arc starting difficulty. Arc interruption happens easily
The output current fails to reach the set current
The current is unstable during operation:
This situation may relate to the following factors
Gas vent in welds
Solution
Examine whether grounding wire clamp contacts with the workpieces
well. Examine whether each joint has improper contact.
Check connects are tight and cables are not damaged. Ensure correct
electrode size has been selected.
The voltage of electric power network changes; Serious interference
from electric power network or other electric facilities.
Examine whether the gas supply circuit has leakage. Examine whether
there is sundries such as oil, dirt, rust, paint etc. on the surface.
Page 18

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 3534
12. Periodic maintenance.
WARNING
Only authorised electricians should carry out repairs and internal
servicing.
Modification of the primary input plug or fitment of a lower rated
primary input plug will render the warranty null and void.
The working environment or amount of use the machine receives should
be taken into consideration when planning the maintenance frequency
of your system.
Preventative maintenance will ensure trouble-free welding and increase
the life of the machine and its consumables.
12.1 Daily maintenance
Perform the following maintenance daily:
→ Clean the electrode holder and TIG torch‘s gas nozzle. Replace
damaged or worn parts.
→ Check the TIG torch‘s electrode. Replace or sharpen, if necessary.
→ Check the tightness of welding and earth cable connections.
→ Check the condition of mains and welding cables and replace
damaged cables.
→ See that there is enough space in front of and back of the unit for
ventilation.
12.2 Regular power source maintenance
→ Check the electrical connections of the unit at least twice a year.
→ Clean oxidised connections and tighten.
→ Inner parts of the machine should be cleaned with a vacuum cleaner
and soft brush.
→ Do not use any pressure-washing devices.
→ Do not use compressed air as pressure may pack dirt even more
tightly into components.
Regulator/flowmeter
Component
Inlet stem
Gas hose and fitting
Fault symptom
No gas flow, gas leaks at regulator body or
cylinder valve
Leaks at connections or in the hose, porosity in
the weld
Cause
Blocked inlet stem, leaking inlet stem to body
thread, bullnose not properly seated in cylinder
valve
Poorly fitted loose connections, damaged hose,
air drawn into gas stream
Welding wire
Component
Wire basket and spool
Wire
Wire
Fault symptom
Erratic wire feeding or wire stoppages
Wire sticks in contact tip, erratic feeding
Weld has excessive amount of spatter
Cause
Damaged wire basket, loose spooling, randomwound wire
Varying wire diameter, copper flaking, surface
damage
Wrong polarity has been selected
Problem
Porosity in weld
deposit
Inadequate shielding
Cause
Entrapped impurities, hydrogen, air, nitrogen, water vapour
Defective gas hose or loose connection
Filler material is damp (particularly aluminium)
Filler material is oily or dusty
Alloy impurities in the base metal such as sulphur,
phosphorous, lead and zinc
Excessive travel speed with rapid freezing of weld trapping
gases before they escape
Contaminated shield gas
Gas flow blockage or leak in hoses or torch
Excessive travel speed exposes molten weld to atmospheric
contamination
Wind or drafts
Excessive electrode stickout
Solution
Do not weld on wet material.
Check hoses and connections for leaks
Dry filler metal in oven prior to welding
Replace filler metal
Change to a different alloy composition which is weldable.
These impurities can cause a tendency to crack when hot
Lower the travel speed
Replace the shielding gas
Locate and eliminate the blockage or leak
Use slower travel speed or carefully increase the flow rate
to a safe level below creating excessive turbulence. Use a
trailing shield cup
Set up screens around the weld area
Reduce electrode stickout. Use a larger size cup
Page 19

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 3736
14. Recommended safety guidelines.13. Warranty information.
13.3 Warranty period
The warranty is valid for 12 months from the date of purchase provided
the machine is used within the published specification limits.
13.4 Warranty repairs
A Ryval approved service provider must be informed within the warranty
period of any warranty defect. The customer must provide proof of
purchase and serial number of the equipment when making a warranty
claim. Warranty repairs may only be carried out by approved Ryval
service providers. Please contact your local Ryval supplier for more
information.
13.1 Terms of warranty
The Multiprocess 175 machine has a limited warranty that covers
manufacturing and material defects only. The warranty is affected on the
day of purchase and does not cover any freight, packaging and insurance
costs. Verbal promises that do not comply with the terms of warranty are
not binding on the warrantor.
13.2 Limitations on warranty
The following conditions are not covered under terms of the
warranty: loss or damage due to or resulting from natural wear and
tear, non-compliance with operating and maintenance instructions,
connection to incorrect or faulty voltage supply (including voltage
surges outside equipment specs), incorrect gas pressure overloading,
transport or storage damage or fire or damage due to natural causes
(e.g. lightning or flood). This warranty does not cover direct or indirect
expenses, loss, damage or costs including, but not limited to, daily
allowances or accommodation and travelling costs.
Modification of the primary input plug or fitment of a lower rated
primary input plug will render the warranty null and void.
NOTE
Under the terms of warranty, welding torches and their consumables
are not covered. Direct or indirect damage due to a defective product
is not covered under the warranty. The warranty is void if changes are
made to the product without approval of the manufacturer, or if repairs
are carried out using non-approved spare parts. The warranty is void if a
non-authorised agent carries out repairs.
→ Leads and cables should be kept clear of passageways.
→ Keep fire extinguishing equipment at a handy location in the shop.
→ Keep primary terminals and live parts effectively covered.
→ Never strike an electrode on any gas cylinder.
→ Never use oxygen for venting containers.
Some safety precautions Ryval recommends are as follows:
→ Repair or replace defective cables immediately.
→ Never watch the arc except through lenses of the correct shade.
→ In confined spaces, adequate ventilation and constant observation
are essential.
Diagram and safety explanation
Electrical safety alert Wear dry, insulated gloves
Welding electrode causing
electric shock
Insulate yourself from work and ground
Fumes and gases coming from
welding process
Disconnect input power before working on
equipment
Welding arc rays Keep head out of fumes
Read instruction manual Use forced ventilation or local exhaust to
remove fumes
Become trained Use welding helmet with correct shade of
filter
Page 20

EN
Multiprocess 175. Operating manual.Multiprocess 175. Operating manual. 3938
Notes. Notes.
Page 21

ISS/506705/UKS/0214
BOC
Customer Service Centre, Priestley Road, Worsley, Manchester M28 2UT
custserv@boc.com
The str ipe symbol an d the letters BOC a re registered tr ade marks of Th e BOC Group Lim ited. Both BOC Li mited and The BO C Group Limite d are
member s of The Linde Gro up, the parent comp any of which is Li nde AG. Reproduc tion withou t permission i s strictly pro hibited. © BOC L imited 2014
 Loading...
Loading...