

RIDGID 65R-C, 65R-TC User Manual
Ridge Tool Co., Elyria, Ohio, U.S.A.
9/05
Printed in U.S.A. 999-998-280.10
Rev. A
65R-C & 65R-TC Manual
Pipe Threader Instructions
RIDGID 65R-C and 65R-TC Threaders are designed to
thread 1″ to 2″ pipe and conduit using a manually operated internal ratchet.
Read these instructions carefully before
using this tool. Failure to follow all instructions may
result in property damage and/or serious injury.
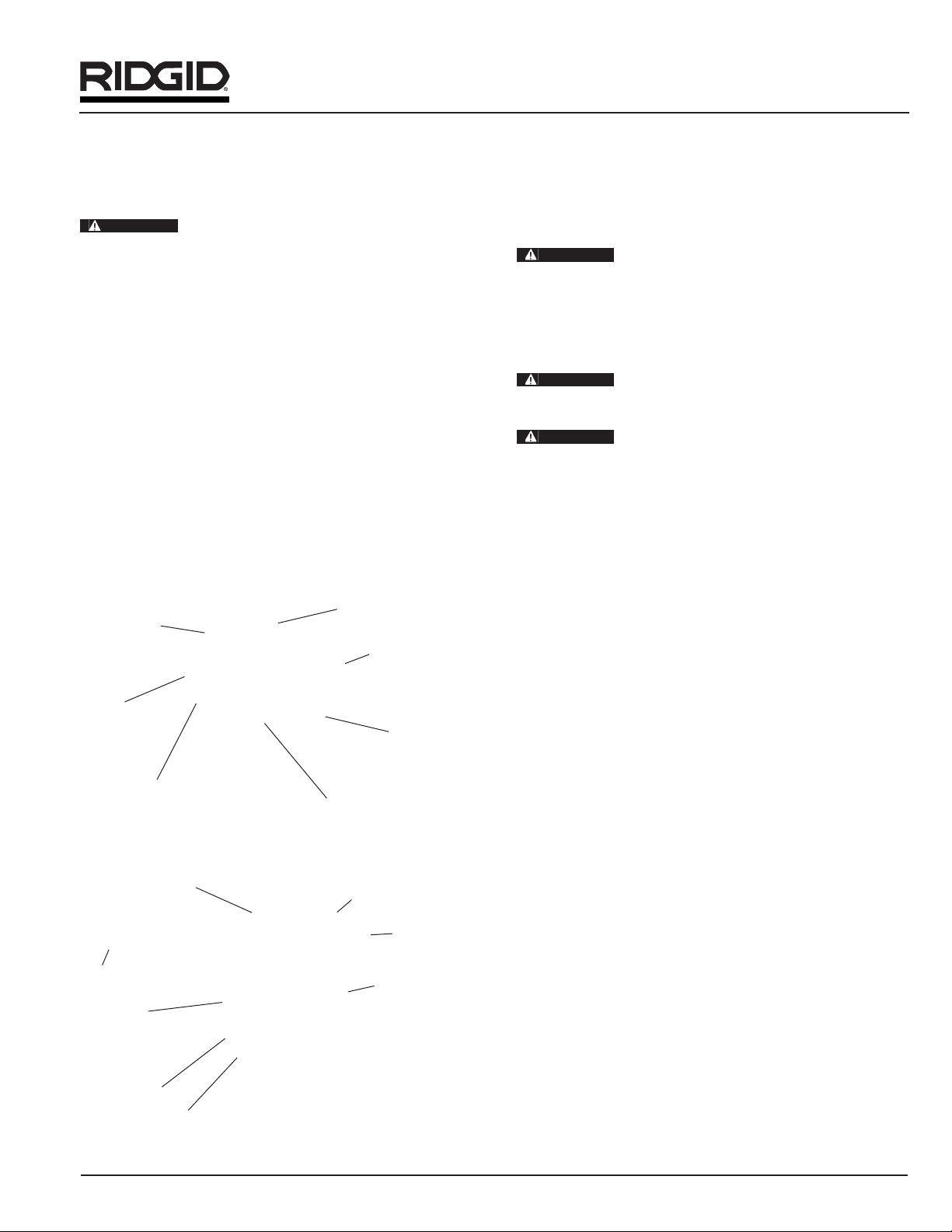
Thread Size Adjustment
1. Place threader with workholder up (Figures 1 and 2)
and unscrew workholder by turning counter-clockwise
until change plate is clear of posts.
2. Move post to desired pipe size. Screw workholder
clockwise until change plate slides over post.
3. Adjust change plate to desired thread size.
Standard Size Thread: Set change plate between the
two “Standard” marks.
Oversize Thread: For oversize (shallow) thread, set
change plate slightly below the “Standard” marks.
Undersize Thread: For undersize (deep) thread, set
change plate slightly above the “Standard” marks.
Figure 1 – 65R-C Threader
Figure 2 – 65R-TC Threader
Threading:
1. Inspect the threader before use. Replace dies or any
other pat that shows damage or wear. To insure high
thread quality, only use RIDGID replacement dies.
Worn dies can result in poor thread quality
and high handle forces.
2. Mount the pipe firmly in a pipe vise. When threading
an existing pipe, make sure it is secure and will no
move. Cut the end of the pipe cleanly and squarely
using a pipe cutter (Figure 3).
To prevent tipping, long lengths of pipe
should also be supported with a pipe stand. Vise and
stands should be on level ground.
When working on a scaffold or lift, the operator should be properly secured to prevent injury in the
event of a fall.
Figure 3 – Cutting End Of Pipe
3. Ream the end of the pipe to remove any burrs that
may have been produced during the cutting of the
pipe (Figure 4).
Figure 4 – Reaming End Of Pipe
WARNING
WARNING
WARNING
WARNING
Gauge
Ring
Lugs
Clamp
Screw
Change
Plate
Post
Workholder
Jaw
Workholder
Pipe
Handle
Gauge Ring
Release Cam
Lever
Post
Change Plate
Clamp Screw
Workholder Jaw
Standard
Marks
4. Adjust thread size for the size pipe to be threaded
(refer to previous instructions for thread size adjustment).
5. Adjust workholder:
65R-C: Turn gage ring until desired pipe size corresponds with mark on top of workholder (Figure 1).
65R-TC: Turn gage ring until desired pipe size is aligned
with locking cam (Figure 2).
6. Turn release cam lever to the “closed” position. Slide
threader on the pipe with the workholder end first
(Figure 5). Center end of pipe in the throat of the dies.
7. Secure workholder on the pipe by tightening the
clamp screw (Figure 1) or the locking cam (Figure 2).
Figure 5 – Sliding Threader Onto Pipe
8. Move the handle in a pumping action to thread the
pipe.
Make sure the handle is clean and free from
oil and grease. This allows for better control of the tool.
9. When hand threading, your weight should be above
the handle ensuring maximum leverage. If possible,
do not do all the work with you arms; use your weight.
Do not overreach. Keep proper footing and balance to
maintain better control.
Do not slide a pipe or “cheater” over the
handle to gain extra leverage. This practice can result in
serious injury.
NOTE! When using the 65-R Threader with the 300
Power Drive, manually start the thread (approximately one turn) before starting power drive.
Figure 6 – Applying Thread Cutting Oil
10. Apply a generous quantity of RIDGID Thread Cutting
Oil when threading (Figure 6). Use of a lubricating oil
or a poor thread cutting oil can result in a poor quality
cut thread, leaky joints, short die life and high handle
forces.
11. 65R Threaders are jam-proof and will automatically
kick out and disengage the ratchet action when the
thread is complete.
12. Remove threader from pipe by turning release cam
lever to “OPEN” and spin threader back to the “STANDARD” position. Loosen clamp screw or locking cam
and slide threader off the pipe.
or
Remove by turning the release lever to “OPEN” position, loosening clamp screw or locking cam, and
pulling threader straight off pipe. Maintain close control of the threader so the threads are not damaged.
Spinning the threader back to the “STANDARD” position is not required.
NOTE! Clean any oil spill or splatter that is on the
ground. At the end of each job, always clean
your threader and store in a clean dry area to
protect against damage.
Changing Dies
1. Place threader in position as shown in Figure 1 and
unscrew workholder upwards until change plate is
clear of post. Turn release cam lever to OPEN position.
2. Push post to the left past the 2″ mark. Turn the threader over and remove dies. If the dies stick, tap the
ratchet ring lightly behind the die.
3. Insert new dies making sure die numbers correspond
to the slot numbers. Replace complete die set. Move
post to engage dies.
Failure to replace complete die set may result
in poor thread quality and leaky joints.
Ridge Tool Co., Elyria, Ohio, U.S.A.
65R-C & 65R-TC Manual Pipe Threader Instructions
WARNING
WARNING
CAUTION
2
Ridge Tool Co., Elyria, Ohio, U.S.A.
65R-C & 65R-TC Manual Pipe Threader Instructions
4. Turn threader over and set post to desired pipe size.
Screw workholder down so change plate is between
the “Standard” size marks and you are ready to
resume threading.
Service and Repair
When servicing this tool, only identical
replacement parts should be used. Failure to follow these
steps may create a risk of serious injury.
If you have any questions regarding the service or repair
of this machine, call or write to:
Ridge Tool Company
Technical Service Department
400 Clark Street
Elyria, Ohio 44035-6001
Tel: (800) 519-3456
E-mail: TechServices@ridgid.com
For name and address of your nearest Independent
Authorized Service Center, contact the Ridge Tool Company at (800) 519-3456 or http://www.ridgid.com
WARNING
3
Fileteuse manuelle 65R-C et 65R-TC :
Mode d’emploi
Les fileteuses RIDGID 65RC et 65R-TC sont prévues
pour le filetage des tuyaux et gaines de 1 à 2 po de
diamètre à l’aide d’une clé à cliquets manuelle.
Lisez ces instructions soigneusement avant d’utiliser l’appareil. Le non-respect de l’ensemble des consignes ci-devant pourrait entraîner
d’importants dégâts matériels et/ou de graves lésions
corporelles.
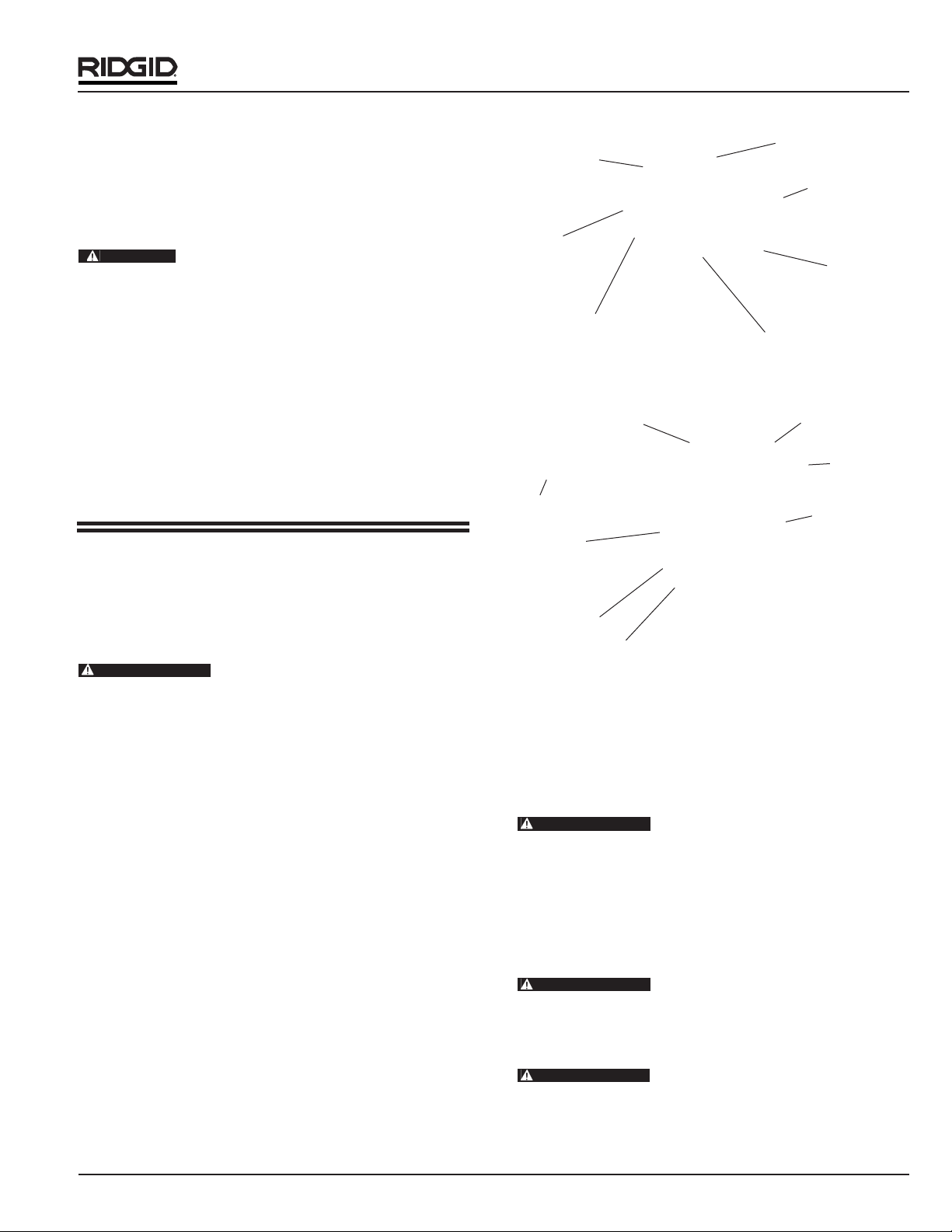
Réglage du pas de filetage
1. Positionnez la fileteuse avec son anneau de serrage
vers le haut (Figures 1 et 2), puis dévissez l’anneau de
serrage en le tournant à gauche jusqu’à ce que la platine de réglage se désengage du poteau.
2. Amenez le poteau jusqu’à la section de tuyau voulue.
Vissez l’anneau de serrage jusqu’à ce que la platine
de réglage s’engage sur le poteau.
3. Amenez la platine de réglage à la dimension de pas
voulu.
Pas standard : Centrez la platine de réglage entre les
deux repères «Standard».
Pas surdimensionné : Pour obtenir un pas surdimensionné (moins profond), descendez la platine de réglage
légèrement en dessous des repères «Standard».
Pas sousdimensionné : Pour obtenir un pas sousdimensionné (plus profond), montez la platine de réglage
légèrement au-dessus des repères «Standard».
Figure 1 – Fileteuse 65R-C
Figure 2 – Fileteuse 65R-TC
Le filetage :
1. Examinez la fileteuse avant toute utilisation. Remplacer les filières ou tout autre composant endommagé ou usé. N’utilisez que les filières de remplacement RIDGID afin d’assurer un filetage de qualité.
Les filières émoussées risquent de
produire de filetages de mauvaise qualité et de créer
une résistance excessive.
2. Arrimez le tuyau dans un étau à tubes. Lors du filetage d’un tuyau déjà installé, assurez-vous qu’il est
bien arrimé et ne risque pas de glisser. Coupez l’ex-
trémité du tuyau proprement et bien d’équerre à
l’aide d’un coupe-tubes (Figure 3).
Afin d’éviter les risques de renversement de l’ensemble, soutenez les tuyaux de
grande longueur à l’aide d’un porte-tubes. L’étau et les
porte-tubes éventuels doivent être installés sur un sol de
niveau.
Tout utilisateur travaillant sur échafaudage ou élévateur doit être correctement sanglé en
cas de chute.
Bague de
calibrage
Goujons
Vis de blocage
Platine de
réglage
Poteau
Mâchoire d’anneau
de serrage
Anneau de
serrage
Manche
tubulaire
Bague de
calibrage
Levier
d’ouverture
de came
Poteau
Platine de
réglage
Vis de blocage
Mâchoire d’anneau
de serrage
Repère
«Standard»
MISE EN GARDE
MISE EN GARDE
MISE EN GARDE
MISE EN GARDE
 Loading...
Loading...