

Page 1

3801(E)
3802(E)
3811(E)
3812(E)
3813(E)
3814(E)
重要提示
为 了 您 自 身 的 安
全,请 在 组 装 和 使
用 此 类 产 品 之前,
必 须 首 先 阅 读 完
本 手 册,明 确 此 设
备 的 独 特 操 作、应
用 及 可 能 出 现 的
问 题。
弯管机
中文操作手册
艾默生管道工具(上海)有限公司
Page 2
3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
底部主梁
3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机
操作指导
警告!
在使用设备前,请仔细阅读操作手册和遵守安全规范。如果你对使用该工
具有任何疑问,请立即联系你的 RIDGID 产品经销商以获得正确的信息。
如果没有理解和遵守操作手册的要求,那么有可能会导致电击、火灾或者
其它人身伤害事故的发生。
请妥善保存本操作手册!
工具组装
1. a. 1¼″、2″和3″弯管机的组装
把弯管机支架连同其支撑放在平整的地面上,并且沿着圆孔处装入到液压泵活塞杆的前
部。
然后插入U型插销,这样液压泵活塞杆与弯管机支架就安装到位了。
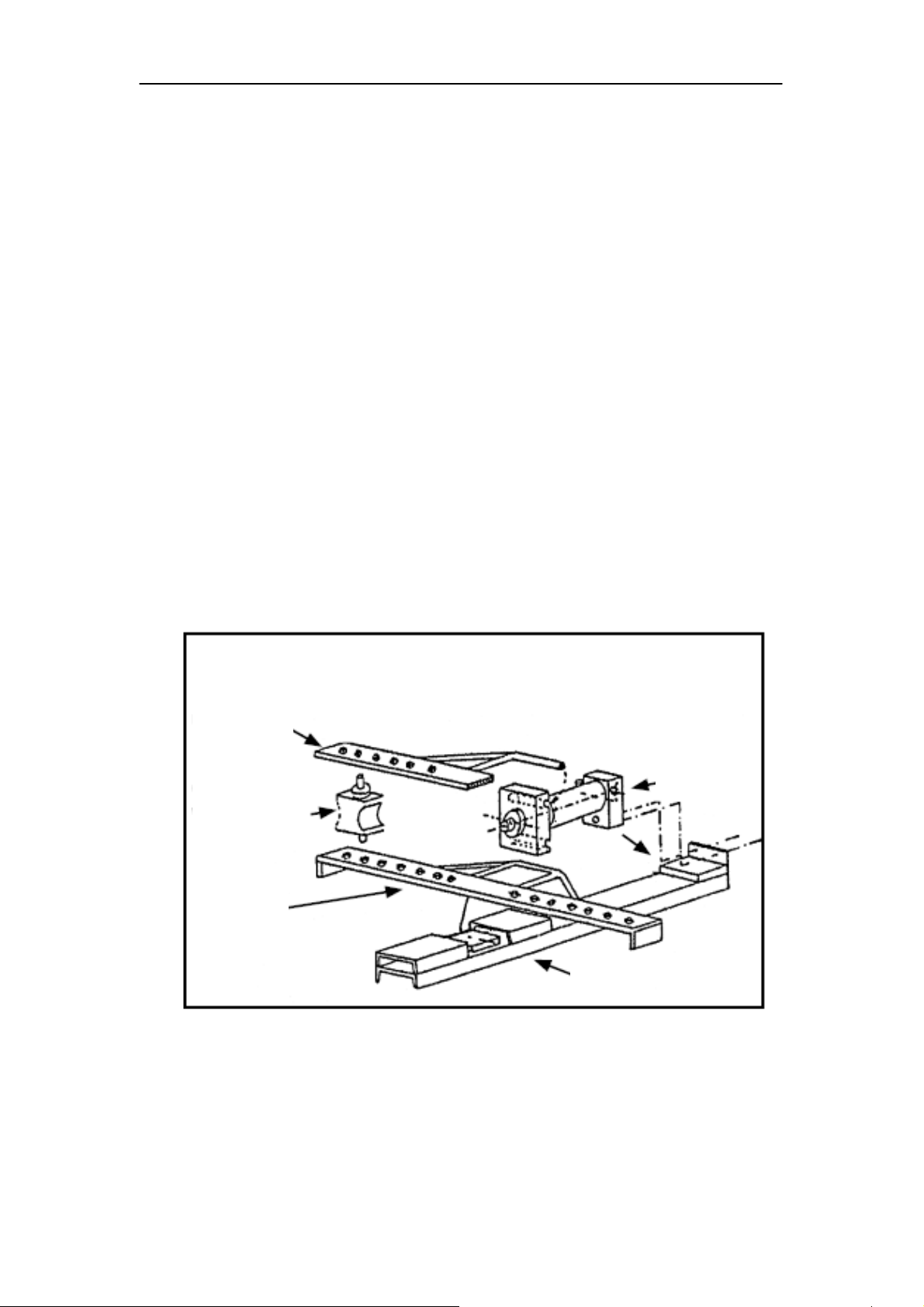
1. b. 4″弯管机的组装
- 把底座主梁放置在平整地面上;
- 安装底部的翼板到主梁上;
- 把泵安装到主梁上,和底部翼板钩在一起,并且在泵的尾部用两个M10的螺栓进行固
定;
- 在底部翼板上安装角支撑和所需要使用的弯曲模头;
- 安装上部翼板到角支撑上,并且和泵钩在一起;
- 在上下翼板和模头间插入固定销。
4″弯管机的组装示意图
上部翼板
4″弯管机
用液压泵
带固定销的
角支撑
下部翼板
2. 根据所要弯曲管子的直径来选择弯曲模头,并且安装到活塞杆头部。另外,翼板上标明了
管子的尺寸,按照实际需要弯曲管子的直径把角支撑放在相应的翼板孔上,并且要确保固
定销完全穿过了上下翼板和角支撑。否则会损坏弯管机。
www.RIDGID.com.cn
1
Page 3

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
弯管操作
1. 液压泵上的堵塞帽是一个穿透式的结构,允许空气从里面释放出来。因此,在弯管机在搬
运过程中,一定要把堵塞帽拧紧,而在使用过程中,则要稍微松一下。
2. 弯管前,要在被弯曲的管子上涂抹一层润滑脂,这样可以使得管子在角支撑和弯曲模头间
容易的滑动。同时,液压泵上的释放手柄要拧紧。然后上下压液压泵操作手柄,可以使得
活塞杆慢慢移出来。注意,在达到所需要的弧度前,操作一定要连续,但不要使得弧度超
过所需要的弧度过多。请记住,不同材质的管子其弹性也不同,因此会有不同的回复程
度,这个需要根据经验进行判断。
3. 一旦管子弯曲到所需要的弧度,就可以拧开释放手柄,这样活塞杆会自动退回去,解开一
个角支撑,就可以取出管子了。由于弯曲模头是开放式的结构,管子可以很容易的取下
来,尤其是对于较长的管子要弯曲几段,更能节省很多时间。
4. 当管子弯曲弧度过大了,可以通过校直器进行恢复。管子反过来装到弯管机上,在活塞杆
上装上校直器,这样活塞杆就可以推动管子恢复到所需要的弧度。在1¼″的弯管机上,90°
的弧度不能恢复了。同样,3″弯管机不能对2½″和3″的管子进行校直操作;4″弯管机不能对
3″和4″的管子进行校直操作。
5. 针对3″和4″弯管机:如果对2½″、3″和4″的管子进行弯曲且角度超过75°,那么需要使用延
长杆。同时,弯曲角度为90°,由于活塞杆行程不够,在一次操作中不能完成该项任务。
6. 1¼″、2″、3″、4″电动液压弯管机:这些弯管机配备有单相交流115V、220V或者三相380V
的马达。马达有一个特殊的安全开关,一旦马达启动,通过液压泵上的释放手柄来控制活
塞杆的伸出或者缩回,而马达无需关闭。同时,这些弯管机还配有一个安全压力阀,在出
厂前已设置好,可以顺利地对厚壁管进行弯管操作。安全压力阀位于液压泵底座上,只能
通过压力计来进行设置。
弯曲180°的弧度
要完成此项操作,用户可以根据自身需要来订购额外的附件。
组装
1. 请参见前述弯管机组装一节的内容。
2. 按照管子尺寸选择不同的,选择弯曲模头(180°弯曲模头),然后装到活塞杆头部。接
着,有三个滚轮的板经过调节放置到弯管机支架上。角支撑安装位置在1¼″孔的地方。取
出可移动的滚轮这样官子就可以穿过,同时管子一侧接触中间滚轮,另一侧和180°弯曲模
头接触。这样弯曲操作就可以开始了。
弯管操作
1. 请参见前述弯管操作一节的内容。
2. 如果弯曲弧度大于90°,拧开释放手柄,退回活塞杆,调解可移动滚轮的位置,重新操作,
一直可以弯曲到180°。取出管子,可以参见弯管操作一节的内容。
维护保养
发货时弯管机内装满了液压油。但是,要经常定期检查油位,油变少了,活塞杆行程
也会变短。油位要和堵塞帽底部刻度线持平,加油时只能使用液压油。
注意事项
1. 根据管子尺寸,要相应调整角支撑的位置,如果不匹配的话,那么活塞赶会弯曲,而不是
管子弯曲,这样就会损坏机器。
2. 要一定确保固定销穿过了上下翼板和角支撑。
3. 活塞杆伸出长度不要超过其刻度线。
www.RIDGID.com.cn
2
Page 4

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
故障诊断(括号内的数字指电动液压型的弯管机)
故 障 原 因 解 决 办 法
a.堵塞帽(37)拧松1到1圈半。当搬运
机器时,一定要拧紧了。
b.重新加油,使得油位和堵塞帽底部刻
度线持平。注意活塞杆伸出长度不能超
过其刻度线标记。
b1.清洁球阀(32)的腔体,最终要求能
够锁紧腔体。b2.联系供应商解决。
c.拆下锁紧销(34),清洁过滤器和油
路。
b.拆开释放手柄(7),环形螺母
(8),压缩垫(9)和底部垫圈,清洁
腔体(31)。参见2b1,如必要,联系
供应商。
c.拆下安全螺栓下的压紧弹簧(27),
同时拉出活塞杆大约2cm(1″),参见
2b1。
d.拧紧该螺栓,如有必要,更换连接环
(28)。
e.更换压缩垫,注意要正确锁紧。如何
拆卸,参见3c。
b.联系供应商。
a.更换衬垫,如必要,也更换衬垫
(46)。
1. 活塞杆(33)
不能伸出足够
长。
2. 活塞杆(33)
根本就不伸出
来。
3. 活塞杆(33)
只能提供一点或
没有压力。
4. 液压泵手柄
(16)不能动
作。
5. 当松开释放手
柄,活塞杆
(33)不退回。
6. 油从压杆
(20)处泄漏。
a.堵塞帽(37)没有拧松。
b.油不够多。
c.堵塞帽(37)的气路堵塞了。 c.清洁气孔,使其通畅。
a.释放手柄(7)没有拧紧。 a.拧紧释放手柄。
b.施压时球阀(32)没有锁紧,
可能有异物在球阀腔内。
c.过滤器(42)或者油路堵塞
了。
a.释放手柄(7)没有拧紧。 a.拧紧释放手柄。
b.可能有异物在释放手柄(7)
的球阀(32)和腔体之间,油泄
露到油箱里了。
c. 施压时球阀(32)没有锁紧,
可能有异物在球阀腔内。
d.压缩垫下的安全螺栓压紧弹簧
(27)出现泄漏。
e. 压缩垫(40)出现泄漏。
f. 压缩垫(46)出现泄漏。 e.更换压缩垫。
a.压力弹簧(30)损坏了。 a.更换一个新的弹簧。
a.压力弹簧(30)损坏了。 a.更换一个新的弹簧。
b.活塞杆(33)弯曲了,仅出现
在角支撑没有正确安装到相应尺
寸的位置。
a.衬垫(41)泄露了。
www.RIDGID.com.cn
3
Page 5

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
名称 编
螺
钉
盖
帽
螺
钉
驱
动箱 04 21286 1 21286 1 21286 1 28736 1 04
电
动
马
达
开
口销 06 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 21126 1 06
释
放
手
柄
环
形
螺
母
橡
胶垫 09 1 1 1 1 1 1 1 1 09
3801
/3811
号
01 21256 4 21256 4 21256 4 28256 4 01
02 21266 1 21266 1 21266 1 21266 1 02
03 21276 4 21276 4 21276 4 21276 4 03
05
07 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 21116 1 07
08 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 21106 1 08
数
量
3802
/3812
数
量
3813
数
3814
量
数
3801E
量
见下
表
数
3802E
/3812E
量
1 见下表 1
数
量
3813E
见下
表
数
量
1
3814E
见下
表
数量编
号
105
铜
垫圈 10 2 2 2 2 2 2 2 2 10
螺
11 21376 1 21376 2 21376 2 21376 2 11
钉
安
全
12 21386 1 21386 1 21386 1 21386 1 12
垫
圈
锁
紧
13 21396 1 21396 1 21396 1 21396 1 13
螺
母
球
轴承 14 21406 1 21406 1 21406 1 21406 1 14
偏
心轴 15 21416 1 21416 1 21416 1 28606 1 15
手
柄杆 16 20846 1 20846 1 20846 1 28726 1 16
手
17 1 1 1 1 1 1 1 17
柄
安
全
18 21076 2 21076 2 21076 2 28746 2 21076 2 21076 2 21976 2 18
垫
圈
开
口
19 21066 1 21066 1 21066 1 28516 1 21066 1 21066 1 21066 1 19
销
压
20 20866 1 20866 1 20866 1 28596 1 21466 1 21466 1 21466 1 21466 2 20
杆
www.RIDGID.com.cn
4
Page 6

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
压
杆座 21 21476 1 21476 1 21476 1 21476 2 21
开
口
22
销
塞
23 20926 1 20926 1 20926 1 20926 2 23
子
搬
运
24
把
手
压
缩垫 25 1 1 1 1 1 1 1 2 25
O
型
26 2 2 2 426
圈
安
全
27 20916 1 20916 1 20916 1 28636 1 21526 1 21526 1 21526 1 28866 2 27
螺
栓
连
接环 28 2 2 2 2 3 3 3 4 28
20926
20926
1
20926
1
20926
1
21486
1
21426 1 21426 1 21426 1 24
1
21486
1
21486
1
21486
2
22
推
力
29 21166 1 21176 1 21176 1 28496 1 21166 1 21176 1 21176 1 28496 1 29
弹
簧
压
力
30 20896 1 20896 1 20896 1 28476 1 21536 1 21536 1 21536 1 21536 2 30
弹
簧
球
阀
31 21546 1 21546 1 21546 1 21546 2 31
腔
体
球
32 3 3 3 3 4 4 4 4 32
阀
压
33 21186 1 21196 1 21206 1 28586 1 21186 1 21196 1 21206 1 28586 1 33
杆
塞
34 21026 1 21026 1 21126 1 21026 1 21026 1 21026 1 21026 1 21026 1 34
子
压
力
35 21576 1 21576 1 21576 1 21576 1 21576 1 21576 1 21576 1 21576 1 35
弹
簧
连
接环 36 1 1 1 1 1 1 1 1 36
堵
塞帽 37 20946 1 20946 1 20946 1 20946 1 20946 1 20946 1 20946 1 20946 1 37
软
木塞 38 1 1 1 1 1 1 1 1 38
泵
39 1 1 1 1 1 1 1 1 39
体
压
缩垫 40 20996 1 21006 1 21016 1 28466 1 20996 1 21006 1 21016 1 28466 1 40
压
缩垫 41 1 1 1 1 1 1 1 1 41
过 42 1 1 1 1 1 1 1 1 42
www.RIDGID.com.cn
5
Page 7

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
滤
器
销
43 21136 1 21146 1 21156 1 28556 1 21136 1 21146 1 21156 1 28556 1 43
子
盘
44 21246 1 21246 1 21246 1 21246 1 21246 1 21246 1 21246 1 21246 1 44
片
液
压油 45 14061 1 14061 1 14061 1 14061 1 14061 1 14061 1 14061 1 14061 1 45
压
缩
46 1 1 1 1 46
垫
销
47 20886 1 20886 1 20886 1 20886 1 47
子
塞
48 28576 1 28576 1 28576 1 28576 1 48
子
弹
49 28486 24 28486 24 28486 24 28486 24 49
簧
球
阀腔 50 28626 1 28626 1 28626 1 28626 1 50
O
型
51 28426 1 28426 1 51
圈
塞
52 28616 1 28616 1 52
子
密
封件 21906 21916 21926 33226 21936 21946 21956 33236
马
达
110V单相
230V单相
400V三相
28276 230V=40uF 34306
21316 110V=110uF 34316
21306
电容
开关
110V单相
230V单相
400V三相
57786
57776
57766
www.RIDGID.com.cn
6
Page 8

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
www.RIDGID.com.cn
7
Page 9

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
www.RIDGID.com.cn
8
Page 10

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
附件:
3802 3812 3813
弯曲180°附件 22366 22346 22356
40×8mm附件 22446 22436 22456
3801E/3811E2 3802E/12E/13E 3814E
行程调节
230V 26896 26916 29126
360V 26906 26926 29116
115V 35116 34916 35726
半径
(mm)
40×8mm
模头
60 70 80 90 100 110 120 130
22466 22476 22486 22496 22506 22516 22526 22536
弯管模头:
名义尺寸
¼ 13.5 60 28286 130 22376
3/8 17.2 45 21806
18 18 60 27816
20 20 70 27826
½ 21.3 50 21816 110 22236 130 22386
22 22 80 27836
25 25 115 22116
¾ 26.9 65 21826 137 22246 130 22396
28 28 70 35066
30 30 140 22126
32 32 140 22136
1 33.7 100 21836 190 22256 130 22406
35 35 100 35076
38 38 170 22146
40 40 125 35086
42 42 125 35096
11/4 42.4 130 21846 220 22266 130 22416
44.5 44.5 190 22156
11/2 48.3 160 21856 220 22166 140 22426
50 50 140 35106
51 51 220 22176
57 57 250 22186
2 60.3 220 21866 270 22196 190 28766
63.5 63.5 270 22206
70 70 315 22216
21/2 76.1 320 21876 420 22226
3 88.9 380 21886
4 114.3 600 28750
外径 标准模头 锅炉管道 180°模头
(mm) 半径 订货号码 半径 订货号码 半径 订货号码
www.RIDGID.com.cn
9
Page 11

3801(E)、3802(E)、3811(E)、3812(E)、3813(E)、3814(E) 型弯管机中文操作手册
RIDGID® 工具终生保证
保证内容
艾默生管道工具(上海)有限公司对其产品的生产工艺及物料质量提供保证,但因非生产工艺
或物料引起的任何问题除外。
保证时效及范围
艾默生管道工具(上海)有限公司仅对在中国大陆购买并使用的非特殊工具产品提供终生保
证。
艾默生管道工具(上海)有限公司对在中国大陆购买并使用的特殊工具产品提供有限保证,具
体为:
z 电动/机动工具:其电机或发动机保证期限为半年;
z 电子类工具(例如内窥镜系列、管线定位仪及信号发生器、测量/检查仪器仪表等工
具),其保证期限为一年;
z 全自动智能电动工具(例如电动压接工具等),其保证期限为一年;
z 上述产品保证期限均自购买之日起开始计算(以经销商开具的原始有效销售发票为
准)。
非保证范围
由于不遵守操作说明、不正确使用、异常的环境条件、不适当的操作条件、使用非原装附件、
部件或零件所造成的损坏,以及易损件(诸如板牙、刀片、模头、钢索、疏通头、液压密封
圈、液压油和充电电池等)等情况不在本保证之内。艾默生管道工具(上海)有限公司不承担
任何非产品缺陷所致损失。
维修服务
经艾默生管道工具(上海)有限公司专业鉴定,用户就保证范围内产品享有维修服务:
z 在保证期内,对属于物料瑕疵或生产工艺缺陷的产品予以免费维修;如果产品在保证
期内经过三次维修后仍无法正常使用,则予以更换相同或同类产品(同类产品如有价
差,多退少补)。
z 对因非物料瑕疵或生产工艺缺陷的产品予以收费维修。
z 所有超出保证期的产品均为收费维修。
获得维修服务的方法
需自费将完整的产品送至艾默生管道工具(上海)有限公司当地代理商或者艾默生管道工具
(上海)有限公司所核定的服务中心(管钳及其它手工具应送至购买的地点),并出示原始发
票以供核对 (收费维修的产品除外)。
法律保障
用户有权得到中国大陆相应的明确的法律保护。
无其它的保证
除本保证外,任何员工、代理商、经销商或其他任何人员均无权代表艾默生管道工具(上海)
有限公司改变本保证或提供其它保证。
艾默生管道工具(上海)有限公司对以上保证条款持有最终解释权。
www.RIDGID.com.cn
10
 Loading...
Loading...