


Bedienungsanleitung
3D-Drucker Bausatz RF2000
Best.-Nr. 1395718
3D-Drucker RF2000
Best.-Nr. 1395717

Inhaltsverzeichnis
Seite
1. Einführung ......................................................................................................................................................................................................4
2. Symbol-Erklärung...........................................................................................................................................................................................4
3. Bestimmungsgemäße Verwendung ...............................................................................................................................................................5
4. Sicherheitshinweise .......................................................................................................................................................................................6
a) Allgemein .................................................................................................................................................................................................6
b) Aufstellung, Betriebsort ............................................................................................................................................................................6
c) Betrieb .....................................................................................................................................................................................................7
d) Steckdose ................................................................................................................................................................................................7
5. Feature-Beschreibung....................................................................................................................................................................................8
6. Arbeitsprinzip des 3D-Druckers .....................................................................................................................................................................8
7. Die wichtigsten Teile im Überblick ..................................................................................................................................................................9
8. Benötigtes Werkzeug und Material ..............................................................................................................................................................10
9. Zusammenbau der mechanischen Teile ......................................................................................................................................................10
a) Allgemeines .........................................................................................................................................................................................10
b) Montage der Komponenten ..................................................................................................................................................................11
10. Verdrahtung der elektrischen Komponenten ................................................................................................................................................42
a) Allgemeines ...........................................................................................................................................................................................42
b) Einbau und Anschluss der Platinen und Komponenten .........................................................................................................................43
c) Verdrahtung der Bauteile .......................................................................................................................................................................52
11. Abschließende Arbeiten ...............................................................................................................................................................................66
12. Erstinbetriebnahme ......................................................................................................................................................................................69
a) Montage des Filament-Halters ...............................................................................................................................................................69
b) Kontrolle des Lüfter-Blechs und der Betätigung für den Z-Endschalter .................................................................................................70
c) Aufstellung und Transport ......................................................................................................................................................................70
d) Netzanschluss und erstes Einschalten ..................................................................................................................................................71
13. Bedienung am Drucker ................................................................................................................................................................................72
a) Funktionsbeschreibung der Bedientasten .............................................................................................................................................72
b) Beschreibung der Extruder ....................................................................................................................................................................72
c) Das erweiterte Hauptmenü ....................................................................................................................................................................73
d) Menü-Übersicht .....................................................................................................................................................................................73
e) Funktionen der einzelnen Menüpunkte ..................................................................................................................................................76
14. Kalibrierung ..................................................................................................................................................................................................79
a) Allgemeine Hinweise zur Kalibrierung ...................................................................................................................................................79
b) Einstellen des Abstands zwischen Düse und Heizplatte........................................................................................................................80
c) Durchführen des Head Bed Scans für PLA oder ABS ...........................................................................................................................84
d) Durchführen des schnellen Head Bed Scans ........................................................................................................................................86
15. Einlegen, Entfernen und Wechseln des Filaments ......................................................................................................................................89
a) Einlegen des Filaments - mechanischer Teil ..........................................................................................................................................89
b) Einlegen des Filaments über das Menü vom Drucker ...........................................................................................................................90
c) Entfernen und Wechseln des Filaments ................................................................................................................................................92
16. Erster Ausdruck eines Beispielobjekts von der SD-Karte ............................................................................................................................93
17. Allgemeine Hinweise zum 3D-Druck ............................................................................................................................................................95
2

Seite
18. Software „Repetier-Host“ .............................................................................................................................................................................96
a) Allgemeines zur Software ......................................................................................................................................................................96
b) Installation ..............................................................................................................................................................................................96
c) Verbinden des angeschlossenen Druckers ...........................................................................................................................................97
d) Manuelle Bedienung über die Software .................................................................................................................................................99
e) Platzierung eines Druckobjekts in der Software ..................................................................................................................................100
f) Vorbereitung zum Druck ......................................................................................................................................................................103
g) Druck ...................................................................................................................................................................................................106
h) Nähere Beschreibung der Slicer-Funktionen .......................................................................................................................................108
i) Einrichten einer weiteren Slic3r-Version .............................................................................................................................................. 116
19. Erweiterte Kalibrierung ...............................................................................................................................................................................119
a) Ermitteln der höchsten Position der Heizplatte .................................................................................................................................... 119
b) Feinjustierung des Filament-Vorschubs ...............................................................................................................................................123
c) Feinjustierung der beiden Extruder ......................................................................................................................................................126
d) Korrektur der Heizplatten Temperatur ..................................................................................................................................................128
20. Firmware-Update .......................................................................................................................................................................................129
21. Wartung ......................................................................................................................................................................................................132
a) Allgemeines .........................................................................................................................................................................................132
b) Reinigung .............................................................................................................................................................................................132
c) Sicherungswechsel ..............................................................................................................................................................................133
d) Riemenspannung überprüfen ..............................................................................................................................................................134
e) Düsenwechsel .....................................................................................................................................................................................136
22. Problembehebung ......................................................................................................................................................................................138
23. Handhabung ..............................................................................................................................................................................................141
24. Entsorgung .................................................................................................................................................................................................141
25. Technische Daten ......................................................................................................................................................................................141
26. Anhang .......................................................................................................................................................................................................142
a) Verdrahtungsplan der Hauptplatine .....................................................................................................................................................142
b) Hinweise zu den Druckdateien (G-Code-Dateien) auf der beiliegenden SD-Karte .............................................................................142
c) Einrichtung der Druckereinstellungen ..................................................................................................................................................143
d) Status- und Fehlermeldungen .............................................................................................................................................................146
e) Empfohlene Anzugsdrehmomente der Schrauben ..............................................................................................................................150
3
1. Einführung
Sehr geehrte Kundin, sehr geehrter Kunde,
wir bedanken uns für den Kauf dieses Produkts.
Dieses Produkt erfüllt die gesetzlichen, nationalen und europäischen Anforderungen. Um diesen Zustand zu erhalten und einen gefahrlosen
Betrieb sicherzustellen, müssen Sie als Anwender diese Bedienungsanleitung beachten!
Diese Bedienungsanleitung gehört zu diesem Produkt. Sie enthält wichtige Hinweise zur Inbetriebnahme und Handhabung. Achten
Sie hierauf, auch wenn Sie dieses Produkt an Dritte weitergeben. Heben Sie deshalb diese Bedienungsanleitung zum Nachlesen
auf!
Alle enthaltenen Firmennamen und Produktbezeichnungen sind Warenzeichen der jeweiligen Inhaber. Alle Rechte vorbehalten.
Bei technischen Fragen wenden Sie sich bitte an:
Deutschland: www.conrad.de/kontakt
Österreich: www.conrad.at
www.business.conrad.at
Schweiz: www.conrad.ch
www.biz-conrad.ch
2. Symbol-Erklärung
Das Symbol mit dem Blitz im Dreieck wird verwendet, wenn Gefahr für Ihre Gesundheit besteht, z.B. durch elektrischen Schlag. Im
Gerät benden sich keine vom Benutzer zu wartenden Teile. Öffnen Sie das Gerät deshalb nie.
Das Symbol mit dem Ausrufezeichen weist Sie auf besondere Gefahren bei Handhabung, Betrieb und Bedienung hin.
Dieses Symbol warnt vor heißen Oberächen, deren Berührung Verletzungen hervorrufen kann.
Achtung! Gefahr durch sich bewegende Teile - Finger und andere Körperteile fernhalten.
Dieses Symbol warnt vor Verletzungen, die beim Hineingreifen in das Gerät während des Betriebs auftreten können. Körperteile
können hierbei eingequetscht, eingezogen oder anderweitig verletzt werden.
Dieses Symbol warnt vor Handverletzungen durch den Riemenantrieb.
Das Symbol mit dem Pfeil ist zu nden, wenn Ihnen besondere Tipps und Hinweise gegeben werden sollen.
Beachten Sie die Bedienungsanleitung!
4
3. Bestimmungsgemäße Verwendung
Der 3D-Drucker erzeugt aus geeigneten Druckdateien zweifarbige 3D-Objekte. Hierzu wird geeignetes Rohmaterial (Filament) in den beiden
Druckköpfen geschmolzen und an der benötigten Stelle des Objekts angefügt.
Dieses Produkt ist nur für den Anschluss an 230 V/AC, 50 Hz Wechselspannung zugelassen.
Der Betrieb ist nur in geschlossenen Räumen, also nicht im Freien erlaubt. Der Kontakt mit Feuchtigkeit, z.B. im Badezimmer o.ä. ist unbedingt
zu vermeiden.
Falls Sie das Produkt für andere Zwecke verwenden, als zuvor beschrieben, kann das Produkt beschädigt werden. Außerdem kann eine un-
sachgemäße Verwendung Gefahren wie zum Beispiel Kurzschluss, Brand, Stromschlag, etc. hervorrufen. Lesen Sie sich die Bedienungsanleitung genau durch und bewahren Sie diese auf. Reichen Sie das Produkt nur zusammen mit der Bedienungsanleitung an dritte Personen weiter.
Dieses Produkt erfüllt die gesetzlichen, nationalen und europäischen Anforderungen. Alle enthaltenen Firmennamen und Produktbezeichnungen
sind Warenzeichen der jeweiligen Inhaber. Alle Rechte vorbehalten.
ACHTUNG Netzspannung - der Anschluss, der Einbau und die Verdrahtung der elektrischen Komponenten darf nur durch
eine Elektrofachkraft erfolgen, die mit den geltenden Sicherheitsvorschriften vertraut ist. Vor der Inbetriebnahme ist unbedingt eine Prüfung nach den geltenden Sicherheitsvorschriften durch eine Elektrofachkraft erforderlich.
Beachten Sie alle Sicherhe
its- und Montagehinweise dieser Bedienungsanleitung!
Aktuelle Bedienungsanleitungen
Laden Sie aktuelle Bedienungsanleitungen über den Link www.conrad.com/downloads herunter oder scannen Sie
den abgebildeten QR-Code. Befolgen Sie die Anweisungen auf der Webseite.
Achtung! Wichtiger Hinweis zum Versand des Druckers!
Bitte heben Sie die originale Umverpackung, das Inlay, sowie die Transportsicherungen, gut auf! Nur so ist ein sicherer
Transport, z.B. im Garantie-/Gewährleistungsfall, möglich!
Bitte beachten Sie auch die separate Verpackungsanleitung.
Für Geräte, die nicht in der originalen Verpackung verschickt wurden, oder mit dieser unsachgemäß verpackt wurden,
übernehmen wir im Fall eines Transportschadens keine Haftung!
Achtung! Wichtiger Hinweis zur Firmware und Software des Druckers!
Diese Version der Anleitung ist gültig ab der Development Firmware-Version RF.01.37 oder höher und der Repetier-Host
Software Version 1.6.2 oder höher. Sollte bei Ihrem Drucker eine ältere Firmware oder auf Ihrem Computer eine ältere Soft-
ware installiert sein, spielen Sie zuerst die aktuellsten Versionen auf.
Installieren Sie umgehend die nächste Master Firmware-Version, sobald diese verfügbar ist.
Beachten Sie hierzu das Kapitel „20. Firmware-Update“ bzw. das Kapitel „18. Software Repetier-Host“.
AktualisierenSieauchdiebeiliegendeSpeicherkarte.DenentsprechendenDownloadhierzundenSieaufderjeweiligen
Produktseite unserer Homepage oder im Download-Bereich.
5
4. Sicherheitshinweise
Bei Schäden, die durch Nichtbeachtung dieser Bedienungsanleitung verursacht werden, erlischt die Gewährleistung/Ga-
rantie. Für Folgeschäden übernehmen wir keine Haftung.
Bei Sach- oder Personenschäden, die durch unsachgemäße Handhabung oder Nichtbeachten der Sicherheitshinweise
verursacht werden, übernehmen wir keine Haftung. In solchen Fällen erlischt die Gewährleistung/Garantie.
Sehr geehrte Kundin, sehr geehrter Kunde: Die folgenden Sicherheits- und Gefahrenhinweise dienen nicht nur zum Schutz des
Gerätes, sondern auch zum Schutz Ihrer Gesundheit. Lesen Sie sich bitte die folgenden Punkte aufmerksam durch.
a) Allgemein
• Aus Sicherheitsgründen ist das eigenmächtige Umbauen und/oder Verändern des Produktes, abweichend von dieser Bedienungsanleitung, nicht gestattet. Einzelteile könnten hierbei beschädigt werden und somit die Funktion oder die Sicherheit des
Gerätes beeinträchtigen.
• Das Netzteil entspricht den geltenden CE-Vorschriften. Die Einhaltung der geltenden CE-Vorschriften für den fertig aufgebauten
Bausatz obliegt jedoch dem Erbauer des Bausatzes und hängt auch maßgeblich von der Gewissenhaftigkeit des Zusammenbaus
ab.
• Alle Personen, die dieses Produkt bedienen, montieren, installieren, aufstellen, in Betrieb nehmen oder warten, müssen entsprechend ausgebildet und qualiziert sein und diese Bedienungsanleitung beachten.
• Der 3D-Drucker ist nicht für Personen mit körperlich, sensorisch oder geistig eingeschränkten Fähigkeiten oder für unerfahrene
und unwissende Personen geeignet.
• Das Produkt ist kein Spielzeug, es gehört nicht in Kinderhände und ist auch nicht für Kinder geeignet. Kinder können die Gefahren,
die im Umgang mit elektrischen Geräten bestehen, nicht einschätzen.
• Das Gerät ist in Schutzklasse I aufgebaut. Als Spannungsquelle darf nur eine ordnungsgemäße Netzsteckdose
(230 V/AC, 50 Hz) des öffentlichen Versorgungsnetzes in Schutzkontaktausführung verwendet werden.
• Die Netzsteckdose, an die der 3D-Drucker angeschlossen wird, muss sich in der Nähe des Gerätes benden und leicht zugänglich
sein, damit das Gerät im Fehlerfall schnell und einfach von der Netzstromversorgung getrennt werden kann.
• Die mechanischen Teile des Produktes sind hochpräzise gefertigt. Wenden Sie hier niemals mechanische Gewalt an. Der 3D-
Drucker könnte hierdurch unbrauchbar werden.
• Lassen Sie Verpackungsmaterial nicht achtlos liegen. Es könnte für Kinder zu einem gefährlichen Spielzeug werden.
• Sollten Sie sich über den korrekten Anschluss nicht im Klaren sein oder sollten sich Fragen ergeben, die nicht im Laufe der Be-
dienungsanleitung abgeklärt werden, so setzen Sie sich bitte mit unserer technischen Auskunft oder einem anderen Fachmann in
Verbindung.
• Beachten Sie bitte auch die zusätzlichen Sicherheitshinweise in den einzelnen Kapiteln dieser Anleitung.
b) Aufstellung, Betriebsort
• Stellen Sie den 3D-Drucker nur auf einer stabilen, waagrechten, ausreichend großen Fläche auf.
• Wählen Sie den Betriebsort so, dass Kinder das Produkt nicht erreichen können.
• Beachten Sie bei der Aufstellung des 3D-Druckers, dass der Netzschalter an der Geräterückseite leicht erreichbar sein muss,
damit das Gerät im Fehlerfall schnell und einfach abgeschaltet werden kann.
• Das Gerät darf keinen extremen Temperaturen, starken Vibrationen, hoher Feuchtigkeit, wie z.B. Regen oder Dampf oder starken
mechanischen Beanspruchungen ausgesetzt werden.
• Stellen Sie keine mit Flüssigkeit befüllten Behälter, z.B. Gläser, Vasen usw. auf das Gerät oder in seine direkte Nähe und gießen
Sie nie Flüssigkeiten über dem Gerät aus. Flüssigkeiten könnten ins Gehäuseinnere gelangen und dabei die elektrische Sicherheit
beeinträchtigen. Außerdem besteht höchste Gefahr eines Brandes oder eines lebensgefährlichen elektrischen Schlages!
Schalten Sie in einem solchen Fall die zugehörige Netzsteckdose allpolig ab (z.B. Sicherungsautomat und FI-Schutzschalter ab-
schalten) und ziehen Sie danach den Netzstecker aus der Netzsteckdose. Stecken Sie alle Leitungen vom Gerät ab. Das gesamte
Produkt darf danach nicht mehr betrieben werden, bringen Sie es in eine Fachwerkstatt.
6

• Stellen Sie keine offenen Brandquellen, wie z.B. brennende Kerzen auf oder direkt neben dem Gerät ab.
• Stellen Sie sicher, dass die Netzleitung beim Aufstellen des Produktes nicht gequetscht oder durch scharfe Kanten beschädigt
wird.
c) Betrieb
• Tritt ein elektrisches oder mechanisches Problem auf, drücken Sie sofort den Not-Aus-Schalter! Der Drucker wird dadurch stromlos. Setzten Sie den Not-Aus-Schalter erst wieder zurück, wenn das Problem behoben ist.
• Fassen Sie während des Betriebs niemals in den 3D-Drucker hinein. Durch die mechanisch bewegten Teile innerhalb des Druckers besteht eine hohe Verletzungsgefahr!
• Der Druckkopf und die Heizplatte werden während des Betriebs sehr heiß. Berühren Sie diese Teile niemals während oder kurze
Zeit nach dem Betrieb. Lassen Sie sie erst ausreichend abkühlen (ca. 60 Minuten).
• Trennen Sie das Gerät vor Wartungsarbeiten oder Änderungen immer vom Stromversorgungsnetz (Netzstecker ziehen!) und
lassen Sie es erst abkühlen.
• Während des Betriebs kommt es zu Lärmbelastung und je nach verwendetem Filament-Material zu Geruchsentwicklung. Beachten Sie dies bei der Auswahl des Aufstellorts und des Filament-Materials. Sorgen Sie für ausreichende Belüftung oder installieren
Sie eine Absauganlage. Vermeiden Sie es, die entstehenden Dämpfe einzuatmen. Bei der Verwendung von anderem als dem
empfohlenen Filament-Material können sich giftige Dämpfe oder Gase entwickeln.
• Sollte die Netzleitung Beschädigungen aufweisen, so berühren Sie sie nicht. Schalten Sie zuerst die zugehörige Netzsteckdose
allpolig ab (z.B. Sicherungsautomat und FI-Schutzschalter abschalten) und ziehen Sie dann den Netzstecker vorsichtig aus der
Netzsteckdose. Betreiben Sie das Produkt niemals mit einer beschädigten Netzleitung.
• Fassen Sie die Netzleitung oder den Netzstecker niemals mit feuchten oder nassen Händen an. Es besteht die Gefahr eines
lebensgefährlichen elektrischen Schlages!
• Betreiben Sie das Gerät nicht unbeaufsichtigt.
• Benutzen Sie das Gerät nur in gemäßigtem, nicht in tropischem Klima.
d) Steckdose
• Die Steckdose auf der Rückseite des 3D-Druckers dient zum Anschluss von dazu geeigneten Geräten, etwa dem als Zubehör
erhältlichen Fräser. Die Steckdose wird entsprechend vom 3D-Drucker separat angesteuert.
Schließen Sie hier niemals andere Geräte an, die nicht für den Betrieb in Verbindung mit dem 3D-Drucker vorgesehen sind.
• Überlasten Sie die Steckdose nicht. Die maximal zulässige Ausgangsleistung ist auf der Steckdose angegeben (siehe auch Kapitel „25. Technische Daten“).
• Das Netzkabel darf nicht gequetscht oder durch scharfe Kanten beschädigt werden. Stellen Sie keine Gegenstände auf das
Netzkabel, treten Sie nicht darauf. Verlegen Sie das Netzkabel so, dass niemand darüber stolpern kann und dass der Netzstecker
leicht zugänglich ist.
Verlegen Sie das Netzkabel auch so, dass es bei Betrieb des 3D-Druckers nicht zu Beschädigungen kommen kann.
• Ziehen Sie einen Netzstecker immer nur an der vorgesehenen Griffäche aus der Steckdose, ziehen Sie den Netzstecker niemals
am Kabel aus einer Netzsteckdose heraus!
• Nicht hintereinander stecken! Schließen Sie keine Steckdosenleiste an der Steckdose des 3D-Druckers an.
• Nicht abgedeckt betreiben!
• Spannungsfrei nur bei gezogenem Stecker! Die Steckdose wird vom 3D-Drucker separat angesteuert. Die Netzspannung kann
deshalb ungewollt anliegen.
Wenn Sie z.B. einen Fräser über die Steckdose des 3D-Druckers betreiben wollen, so ziehen Sie zuerst den Netz-stecker des
Fräsers aus der Steckdose des 3D-Druckers, bevor Sie z.B. den Fräs-Kopf wechseln.
7

5. Feature-Beschreibung
• Druckraum ca. 230 x 180 x 200 mm (T x B x H)
• Spielfreie Prolschienenführungen und Kugelgewindetriebe für höchste Präzision
• Automatische Druckplattenvermessung
• Heizplatte aus Glaskeramik
• 2 hochpräzise Extruder mit austauschbarer Druckdüse für 2-farbigen Druck
• Integriertes, langlebiges Industrienetzteil
• Display und Tastenfeld für die Gerätebedienung direkt am Gerät
• Ansteuerung über einen Computer (USB) oder Stand-Alone-Betrieb (mit SD- oder SDHC-Karte) möglich
• Manuelle Steuerung der Druckparameter auch während des Betriebs möglich
• Extrem stabil durch Alu-/Stahl-Mechanik
• Für alle gängigen Standard-Rollen-Filament-Arten geeignet
• Bruch- und scheuerfreie Kabelführung über Energieführungsketten
6. Arbeitsprinzip des 3D-Druckers
Für den 3D-Druck wird zunächst eine Datei benötigt, die die dreidimensionalen Daten des zu druckenden Objekts enthält (ein gängiges Format
solch einer Datei ist z.B. eine .stl-Datei).
Diese Datei kann mit einer entsprechenden Software oder mit einem 3D-Scanner erstellt werden. Im Internet gibt es jedoch auch zahlreiche
Druckdateien, die heruntergeladen werden können, um möglichst schnell ein Objekt ausdrucken zu können.
Die eigentliche Software des Druckers hat die Aufgabe, die oben beschriebene, dreidimensionale Datei in eine Datei aufzubereiten, die der
Drucker ausdrucken kann. Dies ist eine Datei, in der die einzelnen Druckschichten, die Drucktemperaturen für die beiden Druckköpfe und HeizBett etc. festgelegt sind. Die Datei hat die Datei-Endung „.gcode“.
Diese G-Code-Druckdatei wird entweder von einem Computer über die USB-Schnittstelle an den 3D-Drucker gesendet oder man steckt eine
SD-Karte mit der Druckdatei in den Kartenleser und verwendet den 3D-Drucker im Stand-Alone-Betrieb.
Der 3D-Drucker druckt dann die Druckdatei Schicht für Schicht nach dem Verfahren FFF (Fused Filament Fabrication) / FDM (Fused Deposition
Modeling) aus.
Beim eigentlichen Druck wird das Filament-Material von zwei verschiedenen Filament-Rollen getrennt zu den beiden Druckköpfen (Extruder)
befördert (zweifarbiger Druck). Es besteht ebenfalls die Möglichkeit, nur einen Druckkopf zu nutzen (einfarbiger Druck).
In den Extrudern wird das Filament-Material geschmolzen und dann über die feinen Extruder-Düsen Schicht für Schicht auf die Heizplatte
aufgebracht.
Die Heizplatte ist in den Richtungen Y und Z beweglich, die Extruder bewegen sich in X-Richtung. Somit sind alle Voraussetzungen geschaffen,
um ein dreidimensionales Objekt durch horizontale Anlagerung der verschiedenen Schichten entstehen zu lassen.
Ein3D-DruckeristeinsehrkomplexesGerät,beidemvieleParameterabhängigvomDrucker,vomDruckobjektundvom
verwendeten Filament-Material eingestellt werden müssen.
ZusätzlichwirddieHaftungdesDruckobjektsaufderDruckplattevonderDruckplattentemperatur,vomFilament-Material,
vonderFormdesDruckobjektsundderOberächenbeschaffenheitderDruckplattebeeinusst.
Umgebungseinüssewiez.B.Zugluft,FettaufderDruckplatteetc.spieleneineweitereRollebeiderQualitätundderHaf-
tungdesDruckobjekts.
Aus oben genannten Gründen ist es nicht möglich, sofort und ohne vorherige Experimente zu Druckergebnissen hoher
Qualitätzugelangen.
Verändern Sie die einstellbaren Parameter in kleinen Schritten, um das optimale Druckergebnis für Ihre Anwendungen zu
erreichen. Die auf der SD-Karte mitgelieferten Druckbeispiele liefern zwar Anhaltspunkte, sind aber für optimale Ergebnisse
in Abhängigkeit zu oben genannten Parametern noch zu verfeinern.
8
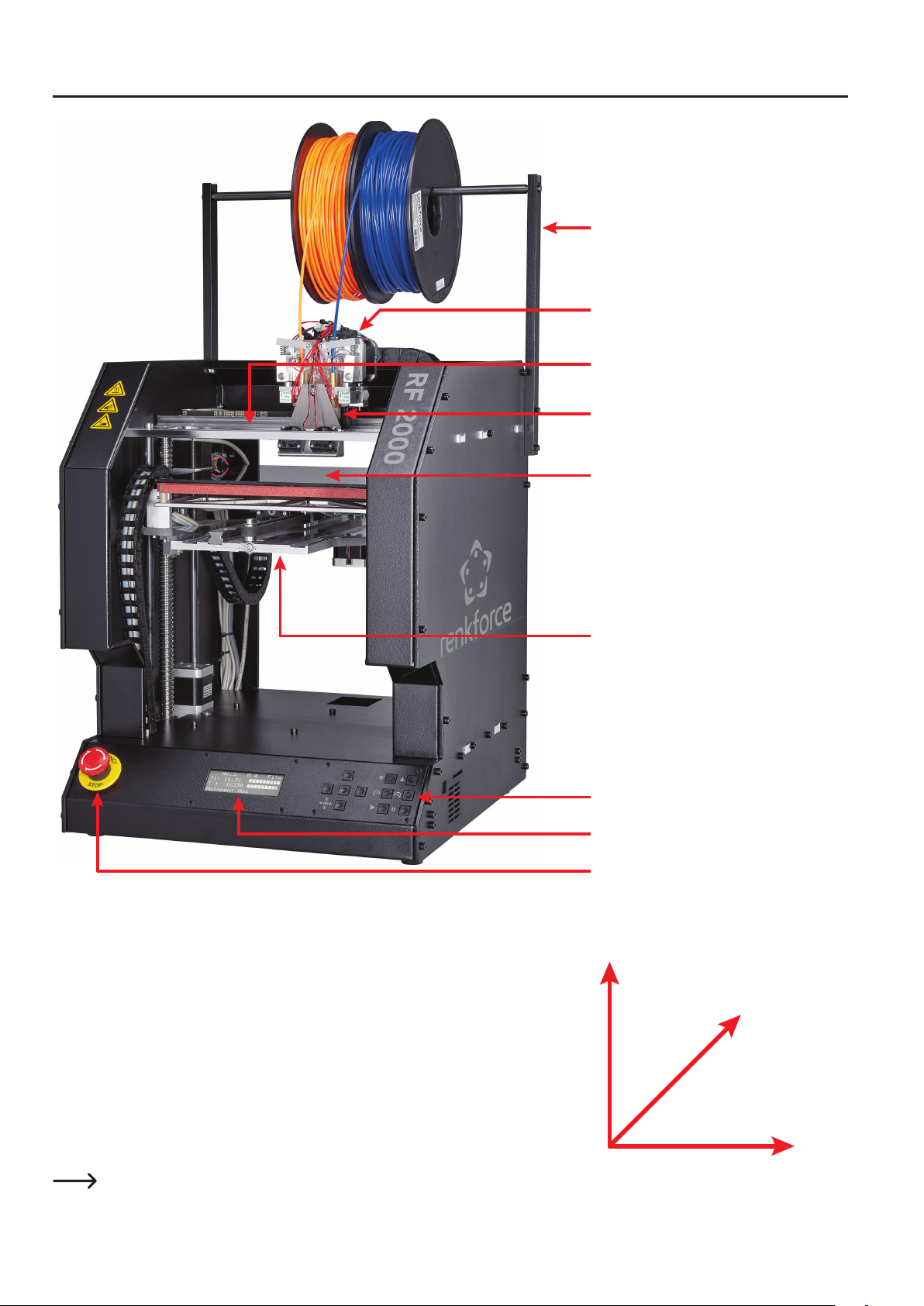
7. Die wichtigsten Teile im Überblick
1
2
3
4
5
(1) Filament-Halter
(2) Extruder-Wagen
(3) X-Platte
(4) 2 Extruder
(5) Heizplatte aus Glaskeramik
(6) Y-Platte
(7) Bedientastenfeld
6
7
8
9
Z
Y
(8) Display
(9) Not-Aus-Schalter
In der kleinen Abbildung sind die Druckrichtungen (x, y und z) angegeben.
X
9
8. Benötigtes Werkzeug und Material
• Verschiedene Schraubendreher (Kreuzschlitz und Schlitz)
• Innensechskantschlüssel 1,5 mm / 2 mm / 2,5 mm / 3 mm / 4 mm
• Sechskantschlüssel 4 mm / 5 mm / 5,5 mm / 7 mm
• Anschlagwinkel
• Schieblehre
• Seitenschneider
• Kleine Flachzange und kleine Spitzzange
• Schraubensicherungslack mittelfest
• Fühlerlehre (empfohlen) (bis 1,0 mm in 0,05 mm Schritten)
• Heißklebepistole (optional)
9. Zusammenbau der mechanischen Teile
Die folgenden Kapitel beziehen sich auf den Zusammenbau des 3D-Drucker-Bausatzes, sind jedoch auch für Besitzer des Fertig-Gerätes als
Information für spätere Zubehörmontage interessant.
Wenn Sie das Fertig-Gerät erworben haben, können Sie die folgenden Kapitel überspringen und direkt mit dem Kapitel „12. Erst-inbetriebnahme“ fortfahren.
a) Allgemeines
Nehmen Sie sich für die Montage ausreichend Zeit. Durch zu große Eile werden oft Fehler gemacht, die Bauteile beschädigen können oder den Zeitvorteil durch aufwändige Nacharbeiten wieder zunichtemachen.
Der Arbeitsplatz sollte ausreichend groß und sauber sein, so dass sich die verschiedenen Bauteile und Baugruppen ohne
Probleme ablegen und montieren lassen.
DieEdelstahlteiledesBausatzessindsehrschmutzempndlich.WaschenSiesichvorderMontagedieserTeiledieHände
und benutzen Sie bei Bedarf Baumwollhandschuhe. Ziehen Sie die Schutzfolien erst unmittelbar vor der Montage ab.
Beachten Sie bei der Montage unbedingt die Bilder. Hier werden die Montageorte und die korrekte Ausrichtung der Bauteile
gezeigt.
Alle mechanischen Komponenten des Bausatzes sind extrem genau gefertigt. Wenden Sie bei der Montage keinesfalls
Gewalt an. Alle Teile lassen sich ohne größeren Kraftaufwand zusammenfügen. Sollte dies einmal nicht der Fall sein, überdenken Sie den Montageschritt nochmals und lesen Sie die entsprechende Beschreibung in dieser Anleitung erneut durch.
Achten Sie beim Festziehen der Schrauben darauf, diese nicht zu fest anzuziehen. Viele Schrauben werden in Aluminiumgewinde eingedreht und dürfen deshalb nicht so fest angezogen werden, wie dies z.B. bei Stahlgewinden möglich wäre. Im
AnhangdieserAnleitungndenSieeineTabellemitdenempfohlenenAnzugsdrehmomentenderSchrauben.
Sortieren Sie die Schrauben vor der Montage nach deren Größe. Dies erleichtert den Zusammenbau, da Sie dann nicht nach einzelnen Schrauben suchen müssen.
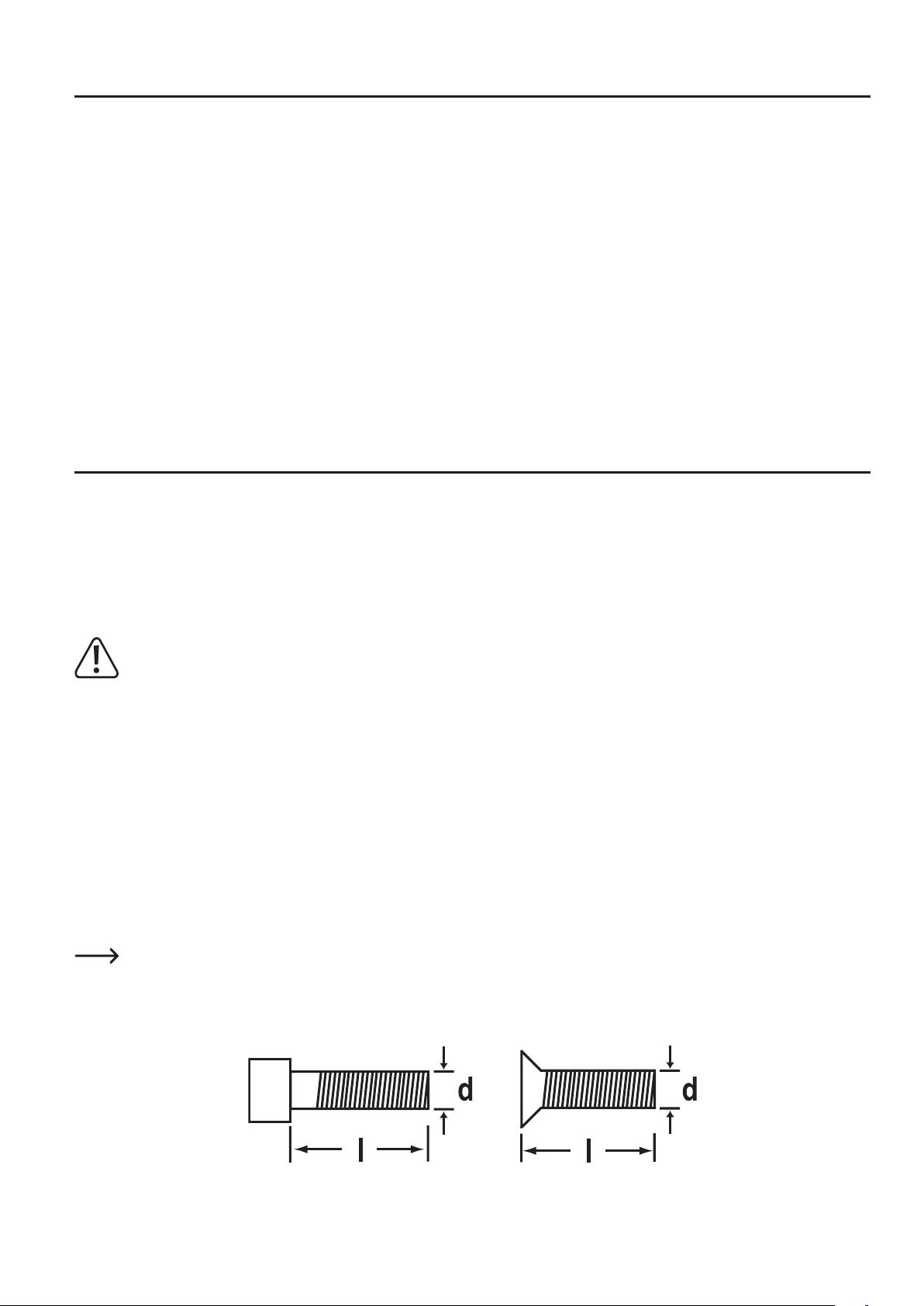
Bei Senkkopfschrauben wird die Länge (l) mit Schraubenkopf gemessen, bei Zylinderkopfschrauben erfolgt die Längenmessung
ohne den Schraubenkopf. Der Durchmesser (d) wird immer am Gewinde gemessen.
10

Anwendung des Schraubensicherungslacks
In der folgenden Anleitung sind einige Schrauben mit Schraubensicherungslack zu sichern. Hierauf wird im Text entsprechend hingewiesen.
Vorgehensweise:
Geben Sie einen kleinen Tropfen Schraubensicherungslack mittelfest auf den Gewindeanfang. Achten Sie darauf, wirklich nur einen kleinen
Tropfen, wie im folgenden Bild gezeigt, zu verwenden.
b) Montage der Komponenten
Anbau der Motorritzel an die Schrittmotoren
3x Schrittmotor
3x Zahnscheibe 14Z (kleines Ritzel, Außendurchmesser 16 mm)
6x Gewindestift M3x5
Die Zahnscheibe auf die Achse des Schrittmotors stecken und mit
jeweils 2 Gewindestiften befestigen. Die Gewindestifte mit Schraubensicherungslack versehen.
Die Motorachse muss bündig mit der Oberkante der Zahnscheibe
abschließen.
Schritte für die beiden anderen Schrittmotoren wiederholen.
11

Zusammenbau der Bodenplatte
Zusammenbau Gurtspanner
1x Bodenplatte
1x Gurtspanner-Basiskörper
1x Mutter M4
1x Zylinderkopfschraube M4x30
4x Unterlegscheibe (Durchmesser innen/außen 4,3/8,8 mm)
3x Kugellager 624ZZ (Durchmesser innen/außen (3,8/13 mm)
1x Zylinderkopfschraube M5x70 (Vollgewinde)
Montage der Abstandshalter
Den Gurtspanner-Basiskörper in den vorgesehenen Ausbruch der
Bodenplatte einlegen. Die Querbohrung im Gurtspanner-Basiskörper
und die Bohrung in der Bodenplatte müssen uchten.
Die Schraube M5x70 von rechts in die Bodenplatte einschieben
und in den Basiskörper eindrehen. Der Schraubenkopf stützt sich
an dem später zu montierenden Gehäuseseitenteil ab, so dass erst
nach Montage des Seitenteils die Gurtspanner-Funktion gegeben ist.
Die Bodenplatte wenden. Die Unterlegscheiben im Wechsel mit den
Kugellagern auf die Schraube M4x30 aufschieben.
Die so bestückte Schraube, wie im rechten Bild gezeigt, in den Gurtspanner-Basiskörper einschrauben und dabei gut festziehen. Die
Schraube mit Mutter am Gurtspanner-Basiskörper kontern (im Bild
auf der Unterseite der Bodenplatte).
1x Bodenplatte
4x Abstandshalter
4x Zylinderkopfschraube M5x16
12
Die Abstandshalter mit den Schrauben, wie gezeigt, an der Oberseite
(der Gurtspanner zeigt nach unten) der Bodenplatte befestigen.
Die Schrauben mit Schraubensicherungslack versehen.

Montage des Antriebsmotors
1x Bodenplatte
1x Schrittmotor
4x Zylinderkopfschraube M3x12
Einlegen der Rillenkugellager
Den Schrittmotor, wie im Bild gezeigt, mit den 4 Schrauben an der
Bodenplatte befestigen.
Die Schrauben mit Schraubensicherungslack versehen.
Der Kabelaustritt des Schrittmotors muss (siehe Bild) in die entgegengesetzte Richtung des Gurtspanners weisen.
1x Bodenplatte
2x Rillenkugellager
Die Rillenkugellager von oben in die entsprechenden Bohrungen der
Bodenplatte einlegen.
Die Rillenkugellager beim Einlegen in die Bohrungen leicht drehen,
dabei auf keinen Fall Gewalt anwenden. Die Flansche der Rillenkugellager müssen sauber an der Oberseite der Bodenplatte anliegen.
13

Zusammenbau der X-Platte
Montage des Gurtspanners
1x Zylinderkopfschraube M4x30
1x Mutter M4
1x Gurtspanner-Basiskörper
4x Unterlegscheibe (Durchmesser innen/außen 4,3/8,8 mm)
3x Kugellager 624ZZ (Durchmesser innen/außen (3,8/13 mm)
Anbau des Gurtspanners an der X-Platte
Die Unterlegscheiben im Wechsel mit den Kugellagern auf die
Schraube aufschieben.
Die Schraube, wie im Bild gezeigt, in den Gurtspanner-Basiskörper
einschrauben und dabei gut festziehen.
Die Schraube mit der Mutter kontern.
1x X-Platte
1x Zylinderkopfschraube M4x30
1x Baugruppe Gurtspanner (siehe oben)
14
Die Baugruppe Gurtspanner in den dafür vorgesehenen Ausschnitt
der X-Platte einschieben und die Schraube in den Gurtspanner eindrehen.
Hierbei auf die Lage der Bohrung im Gurtspanner achten (muss wie
im Bild gezeigt rechts liegen). Die Kugellager müssen sich auf der
genuteten Seite der X-Platte benden.
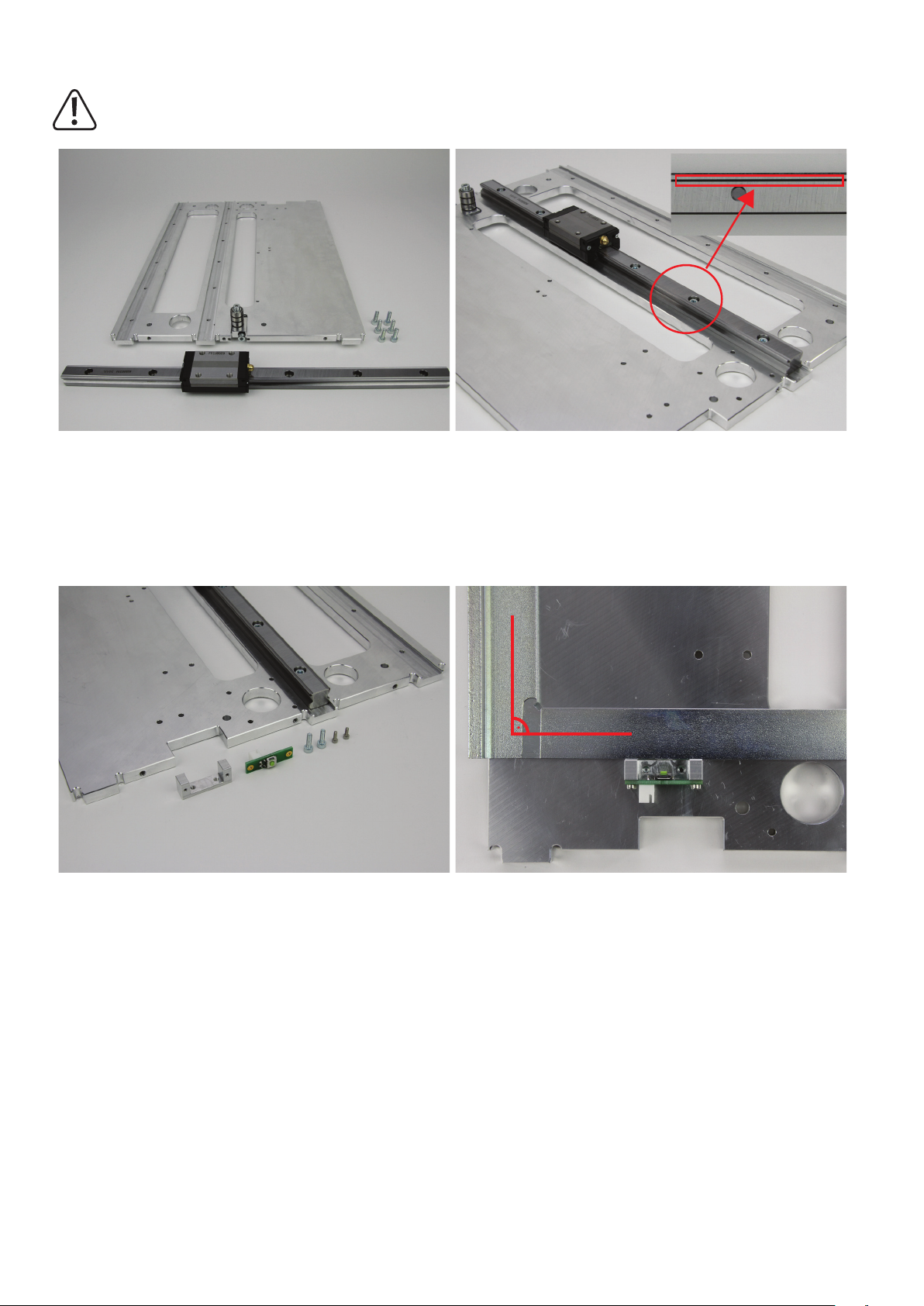
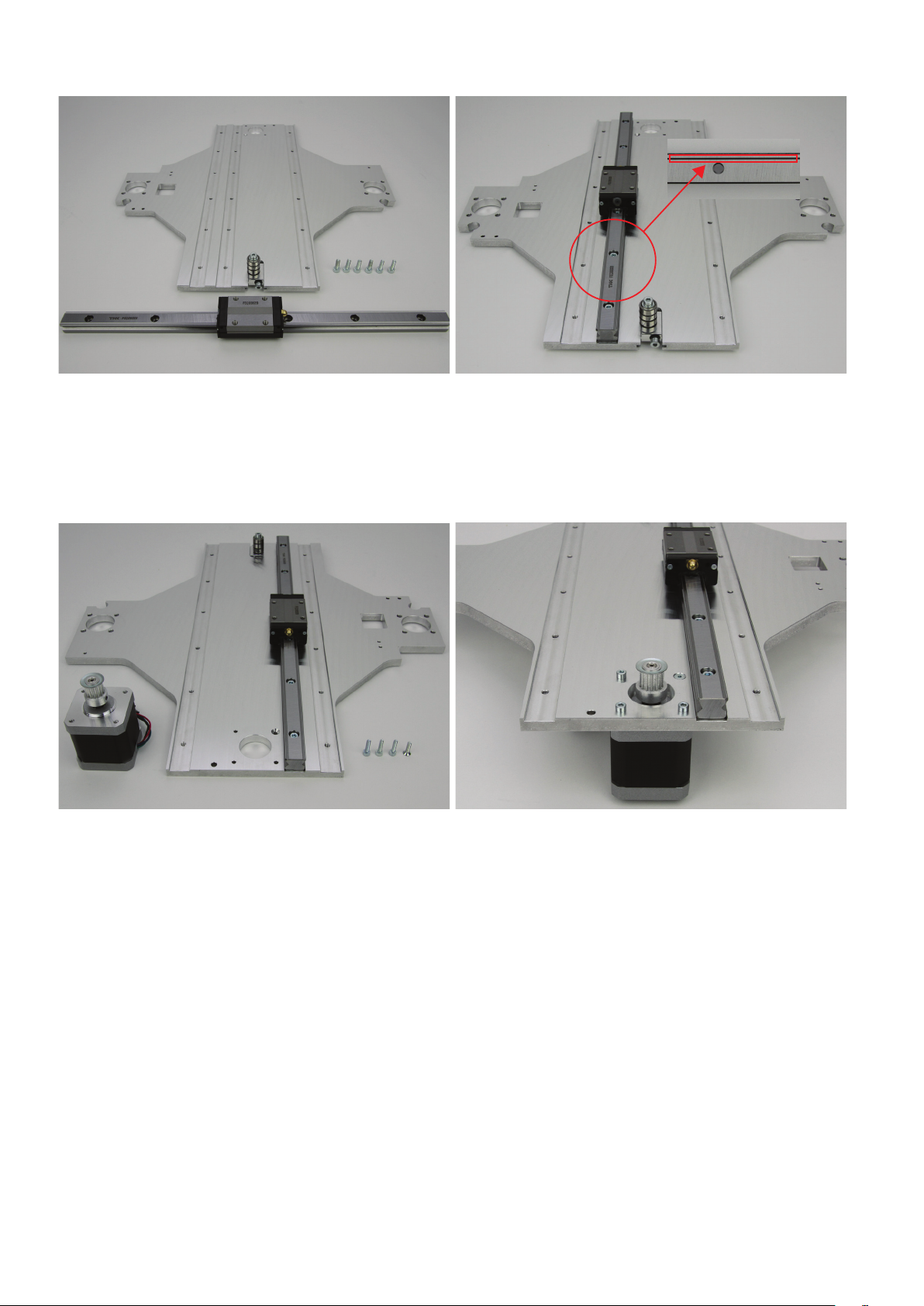
Anbau der Führungsschiene
Der Führungswagen kann grundsätzlich von der Führungsschiene heruntergeschoben werden, da die Lagerkugeln in einer
Kette zusammengefasst sind. Allerdings empfehlen wir, dies möglichst zu vermeiden.
1x X-Platte
6x Zylinderkopfschraube M4x12
1x Führungsschiene mit Führungswagen
Anbringen des Endschalters für die X-Richtung
1x X-Platte
1x Halterung für Endschalter
1x Endschalterplatine
2x Zylinderkopfschraube M3x10
2x Zylinderkopfschraube M2x6
Die Führungsschiene in die mittlere Nut neben dem Gurtspanner der
X-Platte einlegen und mit den Schrauben befestigen.
Die untere Nut auf der Führungsschiene muss zur Seite des Gurtspanners weisen.
90°
Die Endschalterplatine mit den M2x6-Schrauben an der Halterung
montieren, so dass der Steckverbinder von der Halterung weg weist
(siehe Bild).
Dann den Endschalter samt Halterung mit einem Anschlagwinkel
rechtwinklig zur X-Platte ausrichten und an der X-Platte mit den
M3x10-Schrauben befestigen.
15

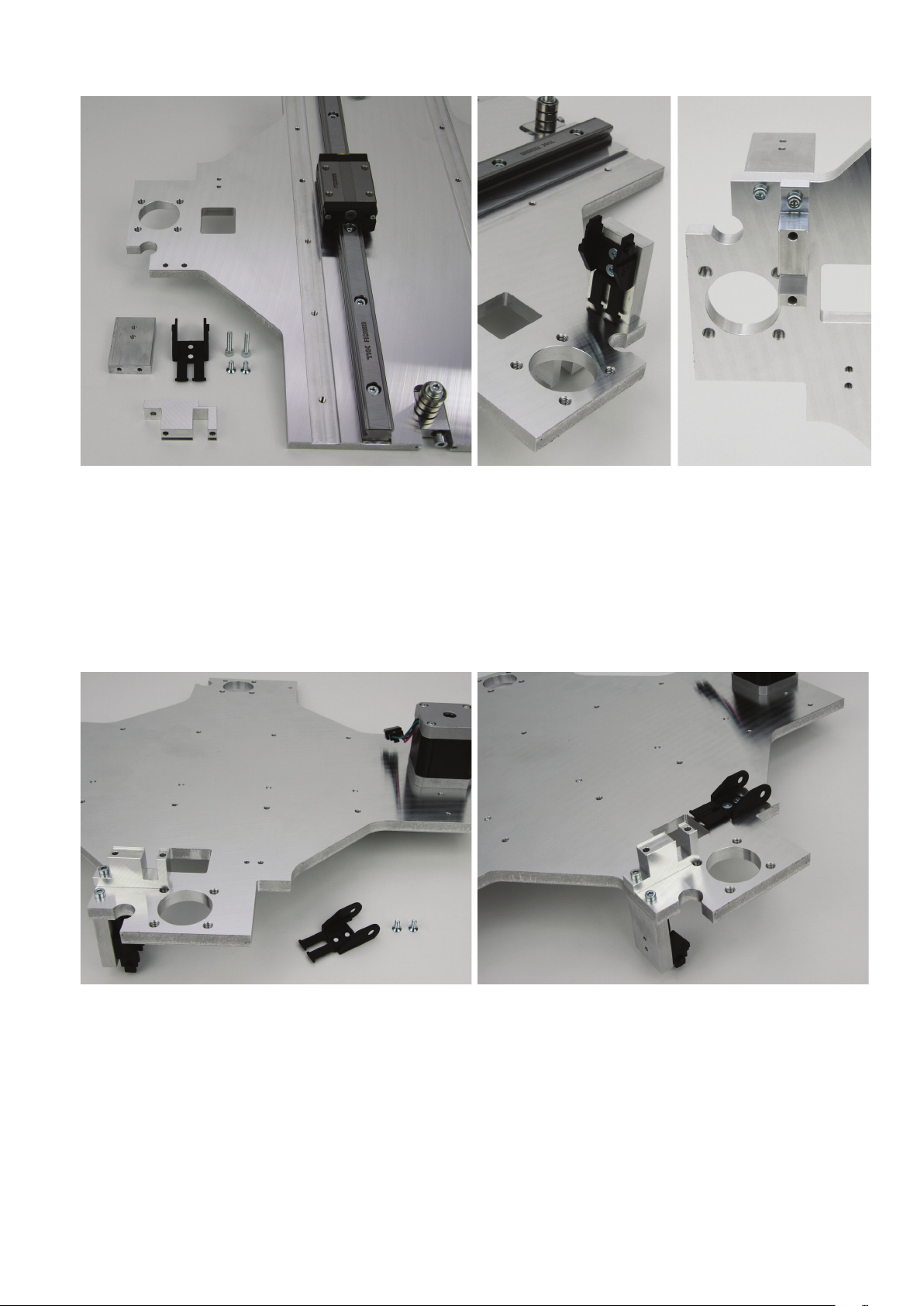
Befestigung des Riemenhalters an der Führungswagenplatte
1x Führungswagenplatte
2x Zylinderkopfschraube M3x6
1x Riemenhalter
Montage der Vorschubhalterung
1x Führungswagenplatte
1x Vorschubhalteblock
2x Senkkopfschraube M4x16
Den Riemenhalter an der Unterseite der Führungswagenplatte mit
den beiden Schrauben, wie gezeigt, befestigen.
Die Schrauben mit Schraubensicherungslack versehen.
Den Vorschubhalteblock mit den beiden Senkkopfschrauben M4x16
unter der Platte befestigen. Die beiden Ausklinkungen am Vorschubhalteblock müssen dabei, wie gezeigt, zu den gesenkten Bohrungen
weisen (siehe Pfeile). Die Schrauben dabei gut festziehen, da ansonsten der Extruder später Spiel hat. Die Schrauben mit Schraubensicherungslack versehen.
16
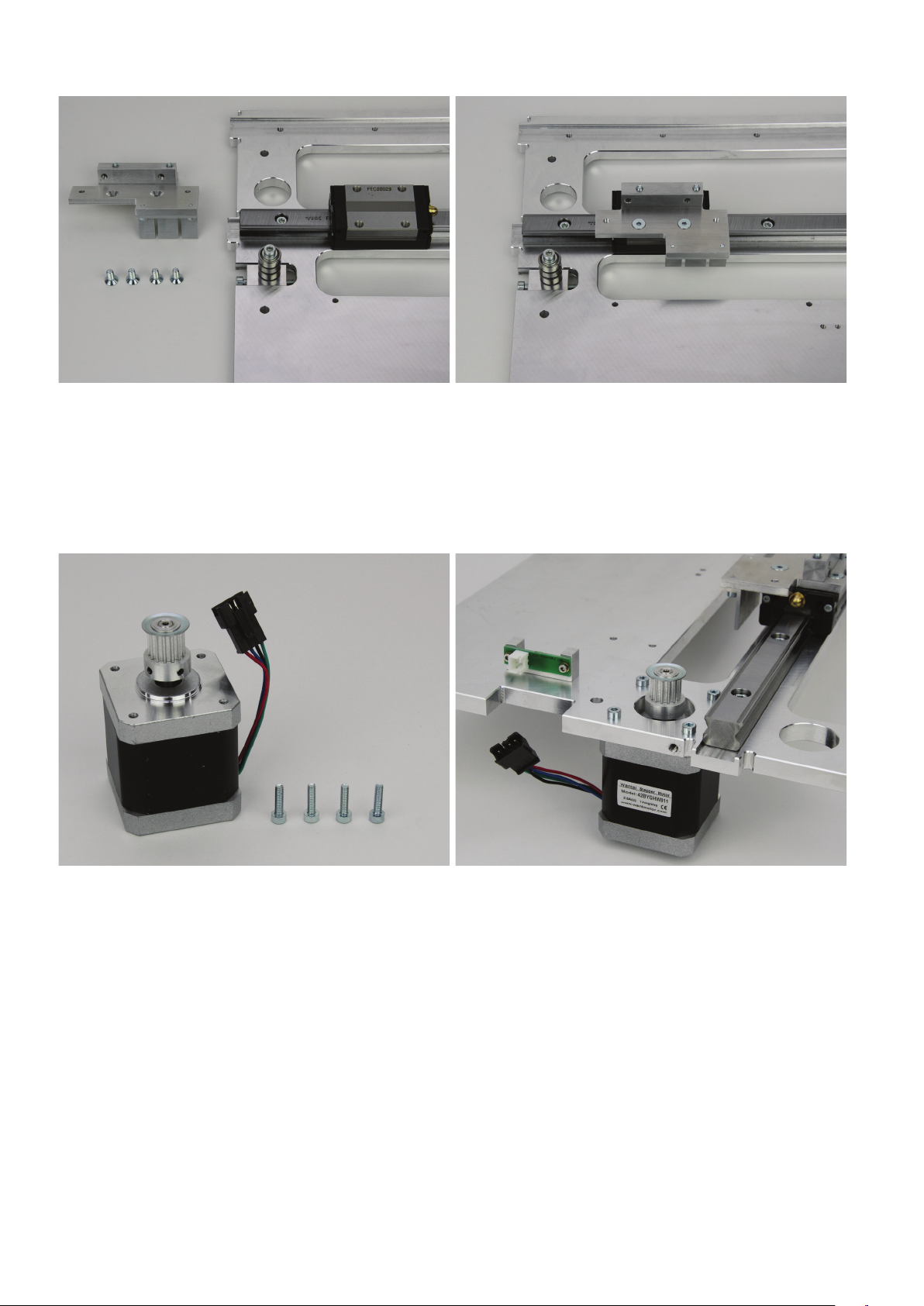
Montage der Führungswagenplatte auf dem Führungswagen
1x Führungswagenplatte
1x X-Platte
4x Senkkopfschraube M4x10
Motor einbauen
Die Führungswagenplatte mit den 4 Senkkopfschrauben auf dem
Führungswagen befestigen. Dabei zuerst die beiden Schrauben an
den Ausklinkungen einschrauben. Die Schrauben mit Schraubensicherungslack versehen. Der Riemenhalter muss sich auf der Seite
mit dem zuvor montierten Gurtspanner benden.
1x Schrittmotor
4x Zylinderkopfschraube M3x12
Den Schrittmotor, wie im Bild gezeigt, mit den 4 Schrauben an der
X-Platte befestigen.
Schrauben mit Schraubensicherungslack versehen.
Der Kabelaustritt des Schrittmotors muss, wie gezeigt, in Richtung
Endschalter weisen.
17
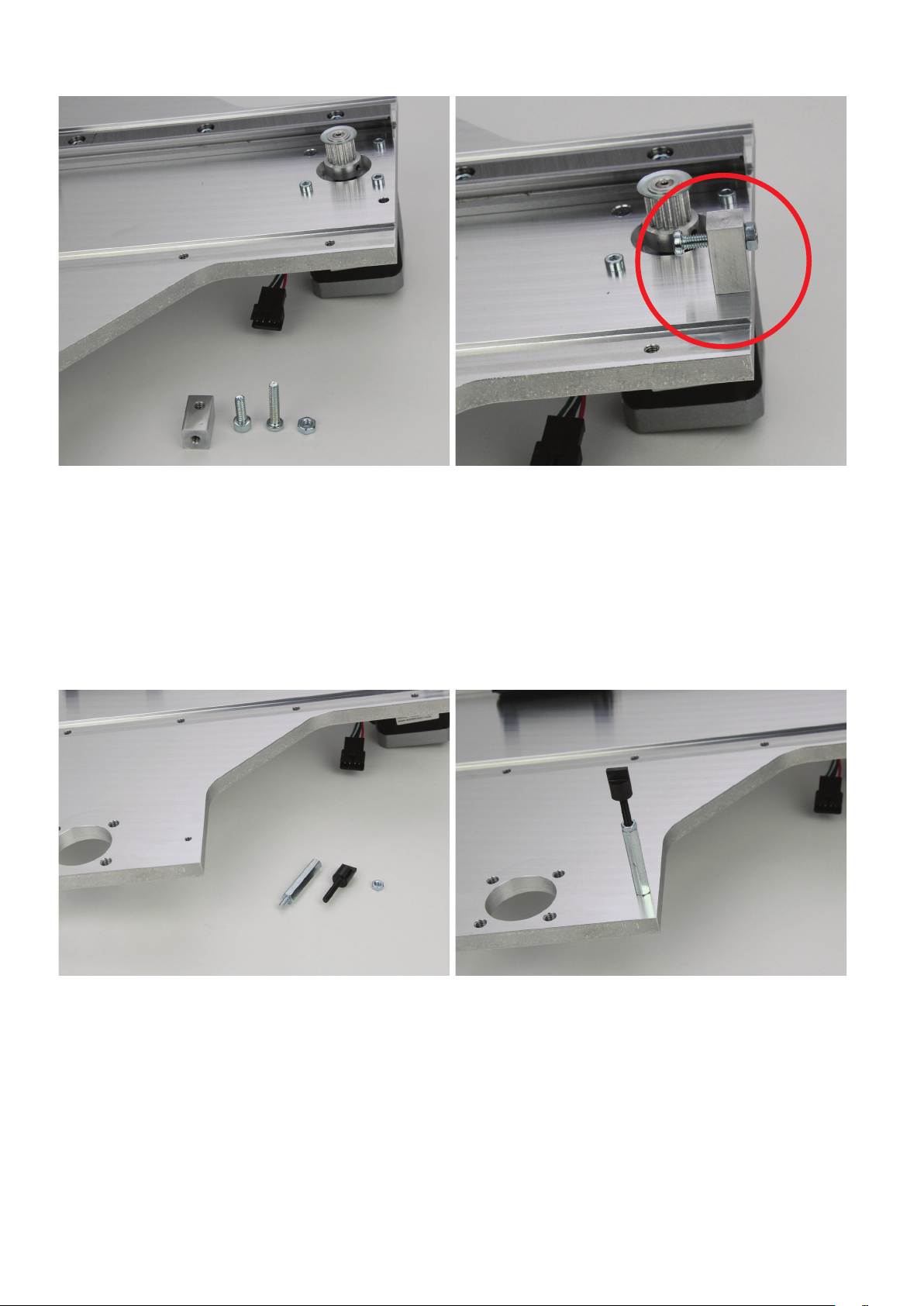
Zahnriemenauegen
1x Zahnriemen 675 mm Den Riemenspanner ganz entspannen.
Den Zahnriemen auf das Motorritzel und danach, wie im ersten Bild
gezeigt, in den Riemenhalter einlegen.
Anschließend den Zahnriemen über den Riemenspanner legen.
Den Zahnriemen durch Verdrehen der Riemenspannerschraube so
weit spannen, dass er sich noch leicht mit zwei Fingern um 180°
verdrehen lässt.
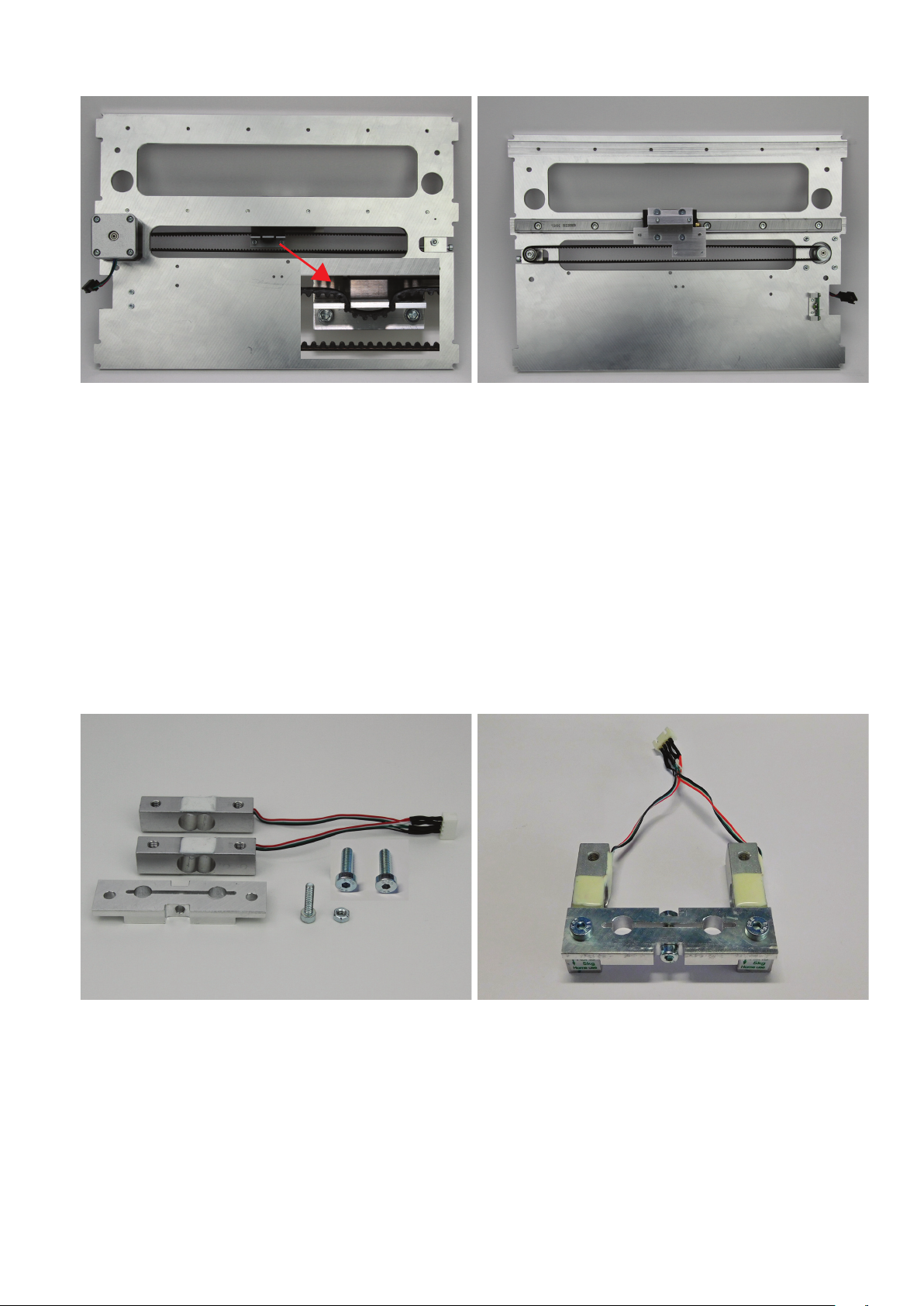
Montage der Dehnungsmessstreifen und der Extruder-Halterung
Achtung:
Der Zahnriemen darf keinesfalls zu stark gespannt werden.
Wenn sich der Riemenspanner verbiegt, muss die Riemenspannung unbedingt reduziert werden.
Eine Methode zur genaueren Einstellung der Riemenspannung
ndenSieimKapitel„21.Wartung“.
2x Dehnungsmessstreifen
1x Extruder-Halterung
1x Zylinderkopfschraube M4x16
1x Mutter M4
2x Zylinderkopfschraube M5x16 mitachemKopf
18
Die Schraube M4x16 mit der Mutter M4 im mittleren Loch der Extruder-Halterung locker befestigen. Die Mutter muss dabei in der
schmäleren Aussparung sein (siehe Bild).
Die Extruder-Halterung mit den beiden Schrauben M5x16 (acher
Kopf) an den Dehnungsmessstreifen locker befestigen. Der Kopf der
Schraube M4x16 muss dabei, wie im Bild gezeigt, von den Kabeln
wegzeigen. Die beiden M5-Schrauben mit Schraubensicherungslack
versehen.
Die Pfeile an den Kopfseiten der Dehnungsmessstreifen müssen
nach unten weisen.
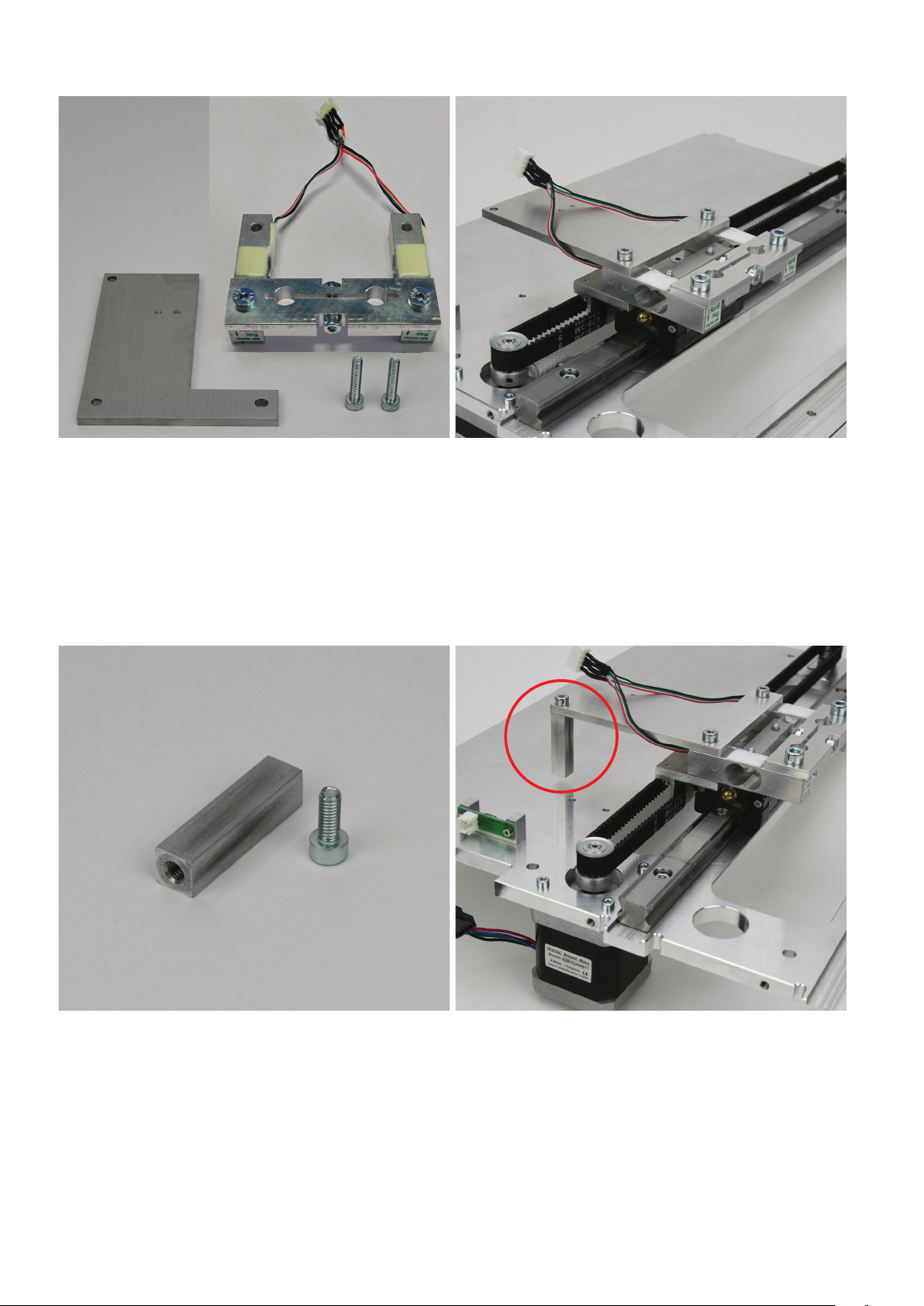
Extruder-Halterung und Dehnungsmessstreifen anbauen
1x Halteplatte für Endanschlagsbetätigung
1x Baugruppe Extruder-Halterung mit Dehnungsmessstreifen
2x Zylinderkopfschraube M4x20
Bitte beachten Sie, dass die nachfolgenden Bilder nur die nor-
malenM5-Schrauben,ohneachenKopfzeigen.
Endanschlagsbetätigung montieren
Die Baugruppe aus dem vorherigen Bauschritt zusammen mit der
Halteplatte der Endanschlagsbetätigung, wie gezeigt, am Führungswagen befestigen.
Die Schrauben mit Schraubensicherungslack versehen.
Achtung, die Anschlussleitungen der Dehnungsmessstreifen
müssen oberhalb der Halteplatte verlegt werden (siehe Bild).
Die beiden Schrauben der Extruder-Halterung nun auch festziehen.
1x Endanschlagsbetätigung
1x Zylinderkopfschraube M4x10
Die Einheit, wie im Bild zu sehen (roter Kreis), mit der Zylinderkopfschraube montieren.
19
Prüfen des Endanschlags
Nachdem die Endschalterbetätigung montiert wurde, durch Verschieben des Extruder-Wagens prüfen, ob der Endschalter (Kreis im Bild)
durch leichten Druck von der Endanschlagsbetätigung ausgelöst wird
(bei der Auslösung ist ein leises klicken hörbar).
Wenn der Endschalter nicht betätigt wird, die Schrauben (Pfeile im
Bild) nochmals lockern und die Halteplatte für die Endanschlagsbetätigung etwas verdrehen, bis der Endschalter betätigt werden kann.
Montage der Schleppkettenendstücke
1
2
1
2
1x Schleppkettenendstück mit Loch
1x Schleppkettenendstück Halteblock
2x Senkkopfschraube M3x30
1x Schleppkettenendstück mit Nippel
2x Senkkopfschraube M3x8
20
Das Schleppkettenendstücke, wie im Bild gezeigt, montieren.
Schleppkettenendstück mit Nippel = X-Platte
Schleppkettenendstück mit Loch = Extruder-Wagen

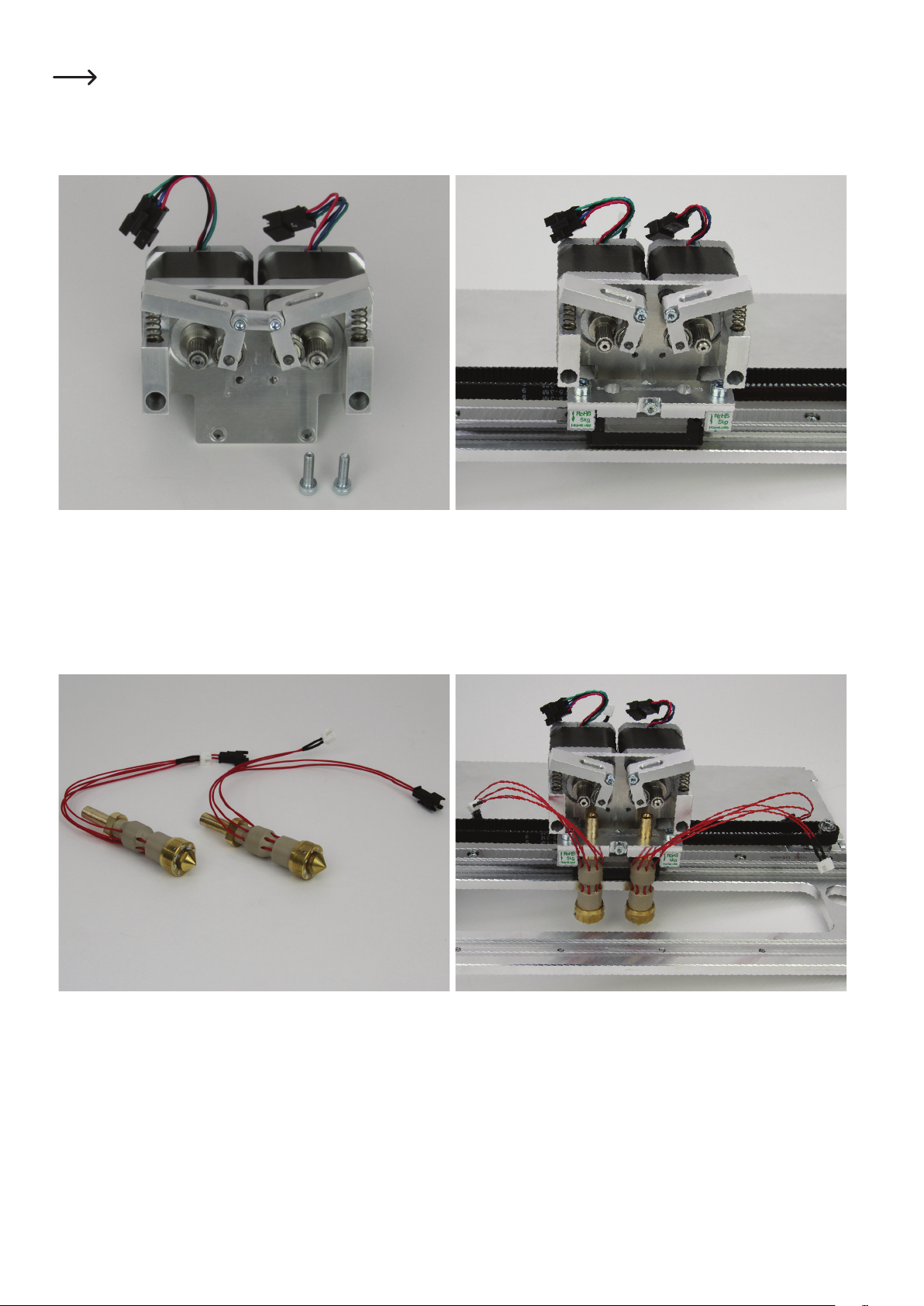
Montage der Rändel auf den Vorschubmotoren
2x Schrittmotor
2x Vorschubrändel
2x Gewindestift M3x5
Zusammenbau der Kugellagerhalterungen
Das Vorschubrändel auf die Achse des Schrittmotors stecken und mit
dem Gewindestift befestigen. Den Gewindestift mit Schraubensicherungslack versehen.
Das Vorschubrändel muss dabei soweit wie möglich am Motor sein.
Als Orientierung für den Abstand schieben Sie ein zweimal gefaltetes
Blatt Papier zwischen Rändel und Motor.
Alle Schritte für den anderen Schrittmotor wiederholen.
2x Kugellagerhalterung
2x Kugellager 624ZZ (Durchmesser innen/außen (3,8/13 mm)
2x Zylinderstift 4x14 mm
Die Kugellagerhalterung auf einen geraden und festen Untergrund legen. Das Kugellager in die Aussparung der Halterung legen und den
Zylinderstift vorsichtig mit einem Hammer in die Halterung und das
Kugellager eintreiben, bis der Stift komplett im Loch der Halterung
verschwunden ist. Gegebenenfalls einen Montagedorn oder Durchschlag zur Hilfe nehmen.
Bei der zweiten Kugellagerhalterung genauso verfahren.
21

Montage der Filament-Vorschubeinheit
1
3
5 5
2x Vorschubmotor
1x Motorhalteplatte
2x Federhalteblock
2x Zylinderkopfschraube M3x12
2x Senkkopfschraube M3x12
Montage der Kugellagerhalterungen an der Filament-Vorschubeinheit
Zur einfacheren Montage die Motoren nebeneinander stellen, so
dass die Rändel nach oben zeigen. Die Motorhalteplatte auegen.
Der Kabelaustritt beider Motoren (1) muss in die entgegengesetzte
Richtung der Befestigung der Motorhalteplatte (2) zeigen. Die Motorhalteplatte muss so verwendet werden, damit das eingerückte Montageloch (3), wie im Bild gezeigt, auf der linken Seite ist.
Nacheinander die beiden Federhalteblöcke (4) durch die Motorhalteplatte an den Motoren befestigen. Die beiden Senkkopfschrauben
oben verwenden (5). Die beiden Zylinderkopfschrauben unten verwenden (6).
Alle Schrauben mit Schraubensicherungslack versehen.
4
4
6 6
2
1x Filament-Vorschubeinheit
2x Kugellagerhalterung
2x Zylinderkopfschraube M3x30
2x Feder
2x Distanzrolle 5 mm
1x Gegenlager
Wichtig! Ab ca. Juli 2016 sind im Lieferumfang 3 Sätze Federn
(weich; hart (2 mm kürzer als die Weichen); sehr hart (etwa 5 mm
länger als die beiden anderen) enthalten. Wir empfehlen Ihnen für
PLA und ABS Druck gleich die Federn „sehr hart“ zu verwenden.
Optional kann bei der Verwendung der anderen beiden Federn im
Federhalteblock etwas untergelegt werden.
22
In beide Feder-Halteblöcke jeweils eine Feder von oben einschieben.
Die erste Kugellagerhalterung, wie im kleinen Bild zu sehen, zusammenbauen (Schraube - Gegenlager - Kugellagerhalterung - Distanzrolle). Das Gegenlager muss dabei in der Aussparung der Kugellagerhalterung sein. Anschließend diese an der Filament-Vorschubeinheit, wie
im Bild gezeigt, montieren. Zuvor die Feder in die Aussparung an der
Unterseite der Kugellagerhalterung einhängen. Die zweite Schraube
durch das Gegenlager schieben, dann die Kugellagerhalterung und
die Distanzrolle aufstecken und genauso wie zuvor an der FilamentVorschubeinheit montieren.
Beide Schrauben mit Sicherungslack versehen und soweit anziehen,
dass sich die Kugellagerhalterung leicht bewegen lässt.
Wenn Sie Ihren Drucker vor Juli 2016 erworben haben oder die Federn „sehr hart“ gefehlt haben, können Sie diese kostenlos bei
unserem Support anfordern.
Montage der Filament-Vorschubeinheit am Führungswagen
1x Filament-Vorschubeinheit
2x Zylinderkopfschraube M4x16
Bitte beachten! Da das Gegenlager kurzfristig als Verbesserung
eingefügt wurde, ist es leider nicht auf allen Bildern zu sehen.
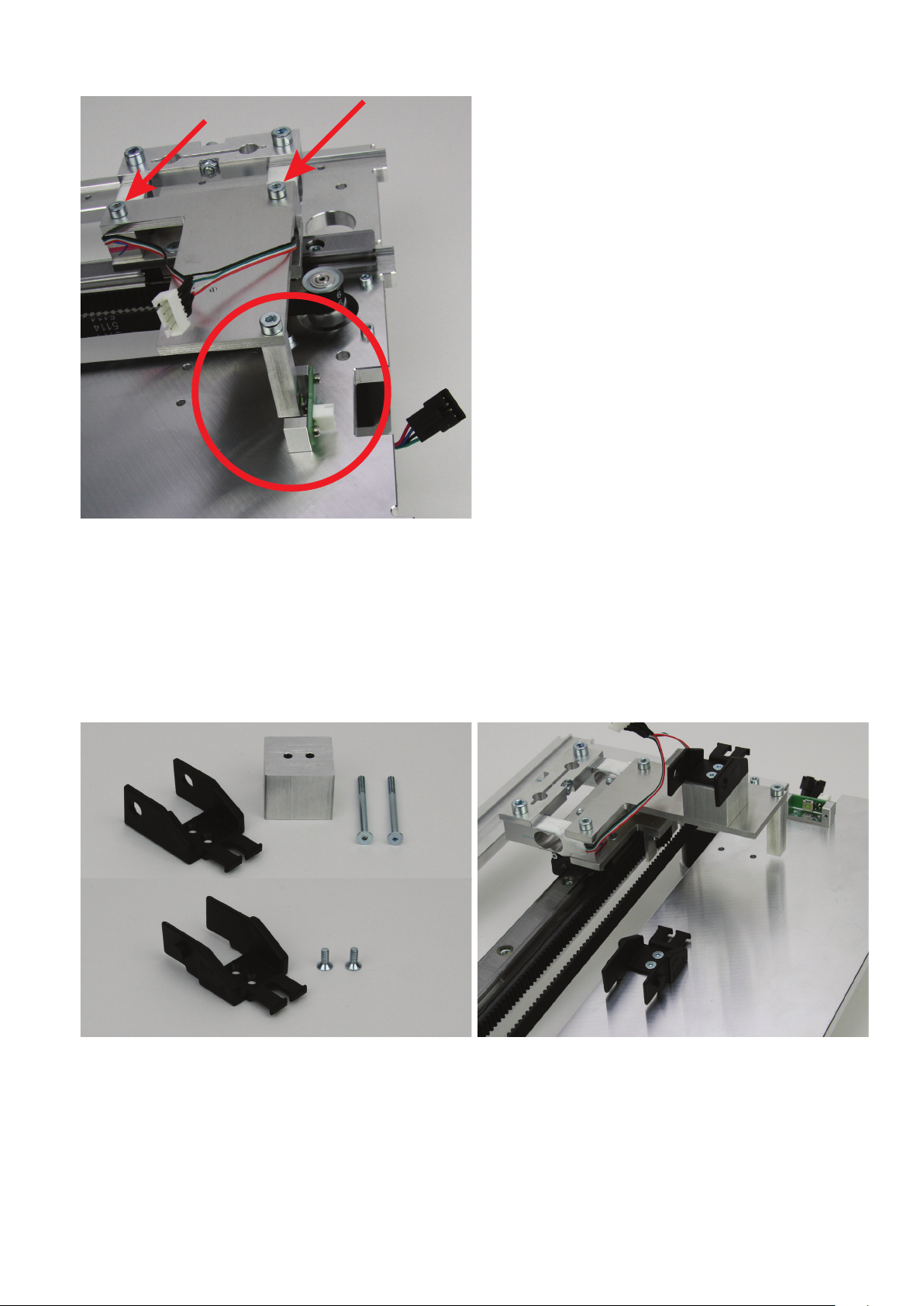
Montage der beiden Extruder
Die Filament-Vorschubeinheit, wie gezeigt, am Führungswagen be-
festigen. Die beiden Befestigungslöcher benden sich unterhalb der
Extruder-Halterung.
Beide Schrauben mit Sicherungslack versehen.
2x Extruder Beide Extruder von unten in die Extruder-Halterung einschieben, bis
diese oben anstehen. Dann mit der Zylinderkopfschraube zwischen
den Extrudern befestigen.
Bei der Montage darauf achten, dass die Anschlussleitungen des Extruders nicht eingeklemmt oder beschädigt werden.
Achtung - Das Extruder-Gehäuse (Hotend) darf keine anderen
Bauteile berühren, da ansonsten die Messergebnisse der Dehnungsmessstreifen verfälscht werden und somit kein korrekter
Heiz-Bett-Scan durchgeführt werden kann.
23
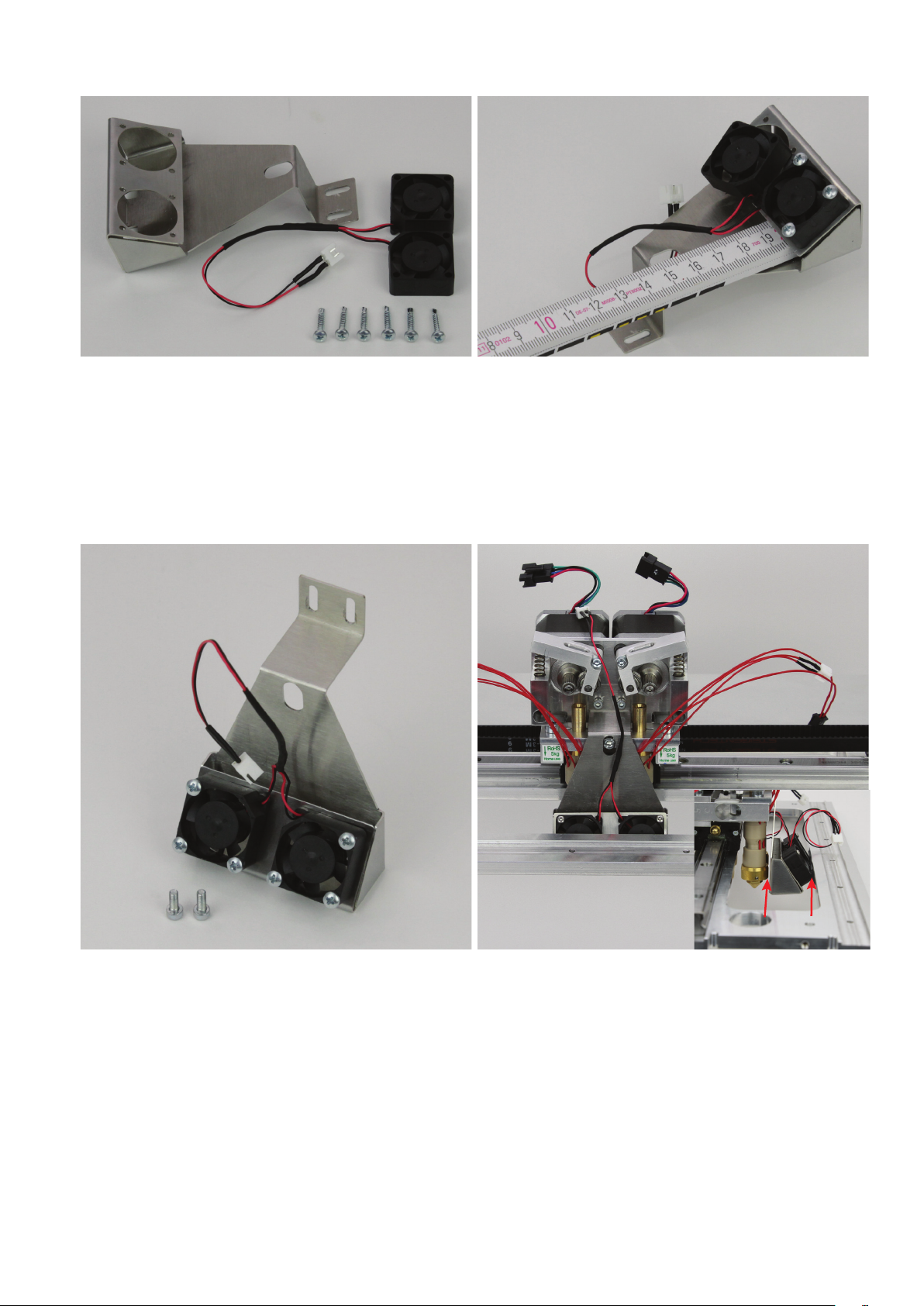
Zusammenbau des Lüfter-Blechs
1x Lüfter-Blech
1x Doppel-Lüfter
6x Blechschraube ST2,2x16
Befestigung des Lüfter-Blechs
Beide Lüfter mit je 3 Blechschrauben wie gezeigt am Lüfter-Blech
montieren. Während der Montage das Lüfter-Blech an einer Tisch-
kante auegen. Zum Gegenhalten einen Meterstab oder ähnliches
verwenden.
Die Blasrichtung (durch einen Pfeil auf dem Lüfter gekennzeichnet)
muss bei der Montage nach innen gerichtet sein.
1x Lüfter-Blech komplett montiert
2x Zylinderkopfschraube M3x8
24
Das Lüfter-Blech, wie im Bild zu sehen, mit den beiden Zylinderkopfschrauben an der Filament-Vorschubeinheit montieren.
Das Lüfter-Blech dabei so in der Höhe ausrichten, dass es nicht auf
der Extruder-Halterung auiegt und die Unterkante höher liegt als die
beiden Spitzen der Extruder-Düsen.
Achtung! Unbedingt darauf achten, dass das Lüfter-Blech nicht
an den Extrudern anliegt und die Lüfter nicht an der X-Platte (siehe kleines Bild).

Montage des Lichtschrankenhalteblocks
1x Lichtschrankenhalteblock
1x Zylinderkopfschraube M2x14
Einlegen der Rillenkugellager
2x Rillenkugellager Die Rillenkugellager von unten in die entsprechenden Bohrungen der
Den Lichtschrankenhalteblock, wie im Bild gezeigt, mit der Zylinderkopfschraube an der X-Platte befestigen und gerade ausrichten.
X-Platte einlegen.
Rillenkugellager beim Einlegen in die Bohrungen leicht drehen, dabei
auf keinen Fall Gewalt anwenden. Die Flansche der Rillenkugellager
müssen sauber an der Unterseite der X-Platte anliegen.
25

Zusammenbau der Y-Platte
Montage des Gurtspanners
1x Zylinderkopfschraube M4x30
1x Mutter M4
1x Gurtspanner-Basiskörper
4x Unterlegscheibe (Durchmesser innen/außen 4,3/8,8 mm)
3x Kugellager 624ZZ (Durchmesser innen/außen (3,8/13 mm)
Anbau des Gurtspanners an der Y-Platte
Die Unterlegscheiben im Wechsel mit den Kugellagern auf die
Schraube aufschieben.
Die Schraube, wie im Bild gezeigt, in den Gurtspanner-Basiskörper
einschrauben und dabei gut festziehen.
Die Schraube mit der Mutter kontern.
1x Y-Platte
1x Baugruppe Gurtspanner (vorheriger Bauschritt)
1x Zylinderkopfschraube M4x30
26
Die Baugruppe Gurtspanner in den dafür vorgesehenen Ausschnitt
der Y-Platte einschieben und die Schraube in den Gurtspanner eindrehen.
Die Kugellager müssen zur genuteten Seite der Y-Platte weisen und
die Bohrung im Gurtspanner muss sich rechts benden (siehe Bild).
Anbau der Führungsschiene
1x Y-Platte
1x Führungsschiene
6x Zylinderkopfschraube M4x12
Montage des Antriebsmotors
1x Schrittmotor
1x Y-Platte
3x Zylinderkopfschraube M3x12
1x Senkkopfschraube M3x12
Die Führungsschiene in die mittlere Nut der Y-Platte einlegen und mit
den Schrauben befestigen.
Die untere Nut auf der Führungsschiene muss zur Plattenmitte weisen.
Den Schrittmotor, wie im Bild gezeigt, mit den 3 Zylinderkopfschrauben und der Senkkopfschraube an der Y-Platte befestigen.
Die Senkkopfschraube für die gesenkte Bohrung verwenden.
Die Schrauben mit Schraubensicherungslack versehen.
Der Kabelaustritt am Motor muss zur Mitte der Y-Platte (d.h. im Bild
nach hinten) weisen.
27
Montage des Schleppkettenendstücks oben und des Endschalter-Halteblocks unten
1x Halteblock für Führungsschiene
1x Schleppkettenendstück mit Nippel
1x Endschalter-Halteblock
2x Zylinderkopfschraube M3x16
2x Senkkopfschraube M3x8
Montage des Schleppkettenendstücks unten
Das Schleppkettenendstück mit den Senkkopfschrauben am Halteblock befestigen.
Den Halteblock mit einer Zylinderkopfschraube auf der genuteten,
oberen Seite der Y-Platte befestigen (Schraubenloch zur Außenseite).
Den Halteblock für den Endschalter mit der zweiten Zylinderkopfschraube von unten befestigen.
1x Schleppkettenendstück mit Loch
2x Senkkopfschraube M3x8
28
Das Schleppkettenendstück mit den Senkkopfschrauben, wie im Bild
gezeigt, an der nicht genuteten, unteren Seite der Y-Platte befestigen.
Betätigung des Endschalters montieren
1x Betätigung für Endschalter
1x Zylinderkopfschraube M4x12
1x Zylinderkopfschlitzschraube M4x20
1x Mutter M4
Betätigung für den Z-Anschlag montieren
Die Zylinderkopfschlitzschraube in den Alu-Block eindrehen und mit
Mutter auf der gegenüberliegenden Seite kontern. Das Gewinde der
Schraube muss mit der Mutter abschließen.
Die Betätigung des Endschalters, wie im Bild gezeigt, an der Y-Platte
montieren. Die Betätigung muss so ausgerichtet werden, dass der
Schraubenkopf den Endschalter am Untertisch betätigen kann.
Sobald der Tisch montiert ist, die Betätigung überprüfen und gegebenenfalls nachjustieren.
1x Sechskant-Gewindebolzen M3
1x Betätigung für Z-Anschlag M3
1x Mutter M3
Den Sechskant-Gewindebolzen M3, wie gezeigt, von oben in die YPlatte eindrehen.
Die Betätigung für den Z-Anschlag in den Sechskant-Gewindebolzen
eindrehen und mit der Mutter leicht kontern.
29

Verklebung der Heizplatte
1x Glaskeramik-Platte
1x Heizung (selbstklebend)
4x Distanzbolzen
Halterung der Untertischplatte montieren
Die Distanzbolzen mit den Gewindebohrungen auf die Unterseite der
Glaskeramik-Platte (Seite mit der Struktur) stecken und evtl. proviso-
risch mit 4 Schrauben xieren.
Achtung: Hierbei die Schrauben nur leicht anziehen, da ansonsten die Gefahr besteht, dass die Platte bricht.
Die Ausrichtung der Heizung überprüfen, indem die Heizung über die
Distanzbolzen geschoben wird. Die Heizung muss danach mit der
Seite der Schutzfolie faltenfrei auf der Unterseite der Platte auiegen
und darf an den Kanten nicht überstehen.
Unterseite der Platte mit einem Lappen und Lösungsmittel von Staub
und Fett befreien.
Danach Schutzfolie von der Heizung abziehen und die Heizung endgültig auf die Unterseite der Glaskeramik-Platte blasenfrei aufkleben.
1x Endschalterhalterung
1x Endschalterplatine
1x Riemenmitnehmerwinkel
2x Zylinderkopfschraube M3x8
2x Zylinderkopfschraube M3x6
2x Zylinderkopfschraube M2x6
1x Untertischhalterung
30
Die Endschalterhalterung mit den Schrauben M3x8 an der Untertischplatte befestigen.
Die Endschalterplatine mit den Schrauben M2x6 an der Endschalterhalterung befestigen.
Den Riemenmitnehmerwinkel mit den Schrauben M3x6, wie im Bild
gezeigt, montieren.
Die Schrauben des Riemenmitnehmerwinkels mit Schraubensicherungslack versehen.

AuegendesZahnriemens
1x Untertischhalterung aus vorherigem Schritt
1x Zahnriemen 675 mm
Achtung:
Der Zahnriemen darf keinesfalls zu stark gespannt werden.
Wenn sich der Riemenspanner verbiegt, muss die Riemenspannung unbedingt reduziert werden.
Eine Methode zur genaueren Einstellung der Riemenspannung
ndenSieimKapitel„21.Wartung“.
Zusammenbau des Untertischs
Den Zahnriemen, wie im linken Bild gezeigt, in den Riemenmitnehmerwinkel einlegen.
Den Riemenspanner der Y-Platte ganz entspannen.
Die Untertischhalterung drehen und den Zahnriemen, wie im Bild ge-
zeigt, auf Ritzel und Riemenspanner auegen. Der Endschalter muss
dabei hinten rechts sein.
Die Untertischhalterung wird hierbei nur auf den Führungswagen aufgelegt (noch nicht festschrauben).
Den Zahnriemen durch Verdrehen der Riemenspannerschraube so
weit spannen, dass er sich noch leicht mit zwei Fingern um 180°
verdrehen lässt.
1x Untertisch
1x Schleppkettenendstück mit Nippel
2x Senkkopfschraube M3x8
4x Distanzbolzen
Die Distanzbolzen in die Oberseite des Untertischs (Seite mit den
gesenkten Bohrungen) einschrauben.
Das Schleppkettenendstück auf der Unterseite des Untertisches mit
den beiden Senkkopfschrauben, wie im Bild zu sehen, montieren.
31

Montage des Untertischs
1x Y-Platte
1x Untertisch
4x Senkkopfschraube M4x12
Montage der Kugelgewindetriebe
Die Muttern dürfen keinesfalls von den Kugelgewindetrieben entfernt werden, da ansonsten die Lagerkugeln herausfallen.
Dies wäre irreparabel. Verlust von Gewährleistung/Garantie!
Den Untertisch und die Untertischhalterung mit den 4 Senkkopfschrauben, wie im Bild gezeigt, auf dem Führungswagen befestigen.
Schrauben mit Schraubensicherungslack versehen.
Um zu prüfen, ob der Untertische gerade montiert ist, die komplette
Y-Platte hochkant stellen und dabei den Tisch festhalten.
Die Kante, an der sich der Gurtspanner bendet, muss dabei unten
sein und auf einer geraden Fläche auiegen. Den Tisch vorsichtig
nach unten lassen. Wenn dieser nicht komplett, so wie die Y-Platte
auf dem Untergrund auiegt, die 4 Senkkopfschrauben leicht lösen
und den Tisch nachjustieren.
1x Y-Platte
8x Zylinderkopfschraube M5x16
2x Kugelgewindetrieb
32
Die beiden Kugelgewindetriebe, wie im Bild zu sehen, mit je 4
Schrauben an der Y-Platte befestigen. Die Schrauben hierbei jedoch
nur von Hand locker anschrauben.
Beachten Sie hierbei die Lage der Schmiernippel. Sie müssen beide
zur Geräteinnenseite weisen.
Die abgeachten Seiten der Befestigungen müssen mit der Außenkante der Y-Platte abschließen.

Zusammenbau der mechanischen Grundkonstruktion
Verbindung von Bodenplatte und Y-Platte
1x Y-Platte
1x Bodenplatte
Montage der X-Platte
Beim Einsetzen der Kugelgewindetriebe in die Bodenplatte muss unbedingt darauf geachtet werden, dass die Spindeln exakt gleich weit
herausgeschraubt und nicht gegeneinander verschoben sind.
Ist dies nicht der Fall, müssen die Kugelgewindetriebe durch Drehen
aneinander angepasst werden.
Die Y-Platte mit den beiden Ausfräsungen von oben in die Abstandshalter der Bodenplatte einfädeln.
Die Kugelgewindetriebe müssen nach der Montage sauber an den
Rillenkugellagern in der Bodenplatte anliegen (siehe kleines Bild).
1x Grundgerüst
4x Zylinderkopfschraube M5x16
1x X-Platte
Die X-Platte auf das Grundgerüst aus Bodenplatte und Y-Platte (siehe vorheriger Bauschritt) aufschieben und mit den Schrauben an den
Abstandshaltern (siehe Pfeile im Bild) befestigen.
Die Schrauben mit Schraubensicherungslack versehen.
Die Kugelgewindetriebe müssen nach der Montage sauber an den
Rillenkugellagern in der X-Platte anliegen.
33

Festziehen der Kugelgewindetriebe
Die Befestigungsschrauben der Kugelgewindetriebe auf beiden Seiten des Druckers (jeweils 4 Schrauben) nun endgültig festziehen.
Montage der Ritzel an den Gewindeumlaufspindeln
1x Grundgerüst
2x Zahnscheibe 28Z (großes Ritzel, Außendurchmesser 32 mm)
4x Gewindestifte M3x5
34
Die Zahnscheiben auf die Enden der Gewindeumlaufspindeln aufschieben und mit den Gewindestiften befestigen.
Hierbei die Lage der Ritzel so ausrichten, dass die Zahnächen in
einer Ebene mit der Zahnäche des Motorritzels verlaufen.
Gegebenenfalls die Position des Motorritzels korrigieren.
Wichtig! Die Zahnscheibe, die sich nicht beim Motor bendet (im Bild
die obere), nur leicht mit einem Gewindestift anheften, damit sie nicht
herunterfällt. Den zweiten Gewindestift locker einschrauben.
Bei der Montage der beiden großen Zahnscheiben ist es belanglos,
wie herum Sie diese Montieren. Wichtig ist nur, dass die Zahnächen
der beiden Zahnscheiben in einer Flucht mit der Zahnscheibe vom
Motor sind.

Montage der Seitenteile
1x Seitenteil links
1x Seitenteil rechts
10x Zylinderkopfschraube M4x10 schwarz
Die Seitenteile werden mit den im Bild markierten 5 Bohrungen am
Grundgerüst befestigt.
Die Seitenteile an den Seiten auf das Grundgerüst aufstecken und
mit jeweils 5 Schrauben befestigen.
Das Seitenteil mit den Öffnungen für den USB-Anschluss und der
Speicherkarte wird auf der rechten Seite montiert.
Die Öffnungen der Seitenteile müssen sauber in die Nasen an Boden- und X-Platte eingeführt werden.
Hinweis:DieSeitenteilesindkratzempndlich!
35

Fertigstellen des Z-Antriebs
1x Zahnriemen 822 mm
2x Fußhalterung
2x Gummi-Fuß
Grundausrichtung der Kugelgewindetriebe
Das Grundgerüst nach hinten kippen (nicht auf den Kopf stellen) und
die beiden Fußhalterungen an der Bodenplatte, wie im kleinen Bild
gezeigt, einhängen. Die beiden Füße nur leicht festziehen, so dass
die Halterungen nicht herausfallen.
Die zwei Gummi-Füße, wie auf dem Bild gezeigt, in die Fußhalterungen locker einschrauben.
Zuerst den Gewindestift, mit dem die rechte Zahnscheibe (gerader
Pfeil im Bild) zuvor leicht angeheftet wurde, wieder lösen, so dass sie
gedreht werden kann, ohne den Kugelgewindetrieb zu bewegen. Der
Abstand zur Bodenplatte sollte aber nicht mehr verändert werden.
Anschließend die Y-Platte durch das gleichzeitige Drehen der linken
Zahnscheiben und des rechten Kugelgewindetriebs nach unten fa-
hren, bis diese auf den beiden Fußhalterungen auiegt.
36

Montage des Zahnriemens
Den Riemenspanner der Bodenplatte (auf der linken Seite außen)
ganz entspannen.
Den Zahnriemen, wie im Bild gezeigt, montieren.
Den Riemen zuerst an der linken Zahnscheibe einhängen und festhalten.
Dann an der rechten Zahnscheibe einhängen und in Richtung Uhrzeigersinn spannen (das Stück zwischen den beiden Zahnscheiben soll
so gut wie möglich gespannt sein).
Wichtig! Die rechte Zahnscheibe muss dabei so ausgerichtet sein,
dass einer der beiden Gewindestifte später angezogen werden kann.
Jetzt den Riemen am Motorritzel einhängen und über den Riemenspanner ziehen. Dabei den Zahnriemen immer noch gespannt halten.
Genaue Ausrichtung der Kugelgewindetriebe
Den Zahnriemen der Bodenplatte durch Verdrehen der Riemenspannerschraube (siehe Pfeil) so weit spannen, dass er sich noch leicht
mit zwei Fingern um 180° verdrehen lässt.
Achtung:
Der Zahnriemen darf keinesfalls zu stark gespannt werden.
Wenn sich der Riemenspanner verbiegt, muss die Riemenspannung unbedingt reduziert werden.
Eine Methode zur genaueren Einstellung der Riemenspannung
ndenSieimKapitel„21.Wartung“.
Den Abstand zwischen Bodenplatte und Y-Platte mit einer Schieblehre auf der linken Seite messen.
Dann Abstand auf der rechten Seite messen.
Der Abstand muss auf beiden Seiten exakt übereinstimmen.
Bei Bedarf kann der Abstand durch Drehen der rechten Spindeln angepasst werden.
37

Befestigen der Zahnscheibe
Wenn der Abstand auf beiden Seiten exakt übereinstimmt, den zugänglichen Gewindestift festziehen.
Montage der Fußhalterungen
Die Y-Platte mit Hilfe des Zahnriemens so lange nach oben fahren,
bis der zweite Gewindestift zugänglich ist. Diesen dann ebenfalls
festziehen.
Die beiden Fußhalter entfernen.
4x Gummi-Fuß
4x Fußhalterung
8x Zylinderkopfschraube M4x10 schwarz
38
Die Fußhalterungen, wie im oberen Bild gezeigt, mit der breiteren
Seite nach unten mit je 2 Schrauben M4x10 an den Seitenteilen befestigen (siehe kleines Bild links).
Die Schrauben M4x10 noch nicht ganz festziehen. Dies erfolgt erst
nach der Montage des Bodenblechs.
Die Gummi-Füße von unten in die Fußhalterungen eindrehen (siehe
kleines Bild rechts).

Montage der Verblendungen
Achten Sie bei diesen Teilen auf scharfe Kanten. Hier besteht bei unachtsamem Umgang Verletzungsgefahr.
Einbau der Rückblende
M4x20
1x Rückblende
8x Zylinderkopfschraube M4x10 schwarz
1x Zylinderkopfschraube M4x20 schwarz
6x Mutter M4 schwarz
Anbau der hinteren Verkleidungsteile
Die Rückblende, wie gezeigt, mit den Schrauben und Muttern am
Grundgerüst befestigen.
6 Schrauben mit Muttern an den Seitenteilen und 3 Schrauben mittig
an der Bodenplatte verwenden. Die Schraube M4x20 an der linken
Position, wie im Bild gezeigt, einschrauben.
1x rückseitige Kopfblende
2x rückseitige Seitenblenden
6x Zylinderkopfschraube M4x10 schwarz
6x Mutter M4 schwarz
Die hinteren Verkleidungsteile werden nur mit den im Bild markierten
3 Bohrungen je Seite am Grundgerüst befestigt. Die anderen Bohrungen bleiben vorerst frei.
39

Die rückseitigen Blenden in die Grundmechanik einführen und wie
gezeigt mit den Schrauben an den Seitenteilen befestigen.
Vorbereitung der Bedienblende
1x Bedienblende
1x Schleppkettenendstück mit Loch
2x Senkkopfschraube M3x8
2x Mutter M3
10x Zylinderkopfschraube M4x10 schwarz
1x Zylinderkopfschraube M4x16 schwarz
8x Mutter M4 schwarz
40
Das Schleppkettenendstück, wie im Bild zu sehen, im Ausschnitt der
Bedienblende mit den Senkkopfschrauben und den Muttern (M3)
montieren.

Einbau der Bedienblende
M4x16
Die Bedienblende in die Grundmechanik einführen und wie im Bild
gezeigt mit den Schrauben befestigen.
8 Schrauben mit Muttern an den Seitenteilen und 3 Schrauben mittig
an der Bodenplatte, davon die Schraube M4x16 an der linken Position, verwenden.
Dabei darauf achten, dass Bedienblende und Rückblende in der Mitte
des Gerätes (siehe Pfeile oben) aneinander stoßen und nicht überlappen oder einen Spalt bilden.
Einbau der Sichtschutzblenden
1x Sichtschutzblende rechts
1x Sichtschutzblende links
10x Zylinderkopfschraube M4x10 schwarz
10x Mutter M4 schwarz
Die Sichtschutzblenden mit je 5 Schrauben und 5 Muttern pro Seite
an den Seitenteilen befestigen.
41

10. Verdrahtung der elektrischen Komponenten
a) Allgemeines
ACHTUNG Netzspannung - der Anschluss, der Einbau und die Verdrahtung der elektrischen Komponenten darf nur durch
eine Elektrofachkraft erfolgen, die mit den geltenden Sicherheitsvorschriften vertraut ist. Vor der Inbetriebnahme ist unbedingt eine Prüfung nach den geltenden Sicherheitsvorschriften durch eine Elektrofachkraft erforderlich.
Während der Anschlussarbeiten darf die Netzleitung auf keinen Fall mit dem Stromversorgungsnetz verbunden sein.
Schleppketten
Die Energieschleppketten haben auf einer Seite der einzelnen Glieder Laschen, durch die die Leitungen in die Ketten eingedrückt
werden.
Beim Eindrücken der Leitungen sollten zunächst immer die stärkeren Leitungen und danach erst die dünneren Leitungen einge-
drückt werden. Sollten die Laschen der Schleppketten beim Eindrücken der Leitungen nicht in ihre Ausgangsposition zurücksprin-
gen, können die Laschen vorsichtig mit einer Spitzzange zurückgezogen werden.
Die Leitungen müssen in den Energieschleppketten sauber nebeneinander liegen und dürfen nicht verdreht sein.
Beim Einclipsen der Schleppkettenenden in die bereits montierten Schleppkettenendstücke ist eine kleine Flachzange hilfreich, mit
der die Endglieder der Energieschleppketten in die Nippel bzw. Löcher der Endstücke eingerastet werden. Achten Sie darauf, dass
die Schleppkettenenden sauber in die Endstücke einrasten. Wenden Sie hier keine große Gewalt an, da ansonsten das Kunststoff-
material beschädigt und somit die Schleppkette bzw. das Endstück unbrauchbar wird (Verlust von Gewährleistung/Garantie!).
Im Lieferumfang benden sich 3 Energieschleppketten. Eine große Energieschleppkette mit 10 Gliedern und zwei kleine Ener-
gieschleppketten mit 20 und 25 Gliedern. Welche Energieschleppketten Sie wo verwenden müssen, wird bei der Beschreibung der
einzelnen Arbeitsschritte angegeben.
Leitungen
Leitungen, die verwechselt werden können, sind mit Nummern gekennzeichnet.
Diese Nummern benden sich auf Etiketten an den Leitungsenden, die an die Platinen im Gerätesockel angeschlossen werden. Ach-
ten Sie daher bei der Leitungsverlegung unbedingt darauf, die gekennzeichneten Leitungsenden in den Gerätesockel zu verlegen.
Im Anhang nden Sie einen Verdrahtungsplan für die Hauptplatine, in dem die erforderlichen Leitungsverbindungen eingezeichnet
sind.
42

b) Einbau und Anschluss der Platinen und Komponenten
Die Bauteile auf den Platinen können durch elektrostatische Entladungen beschädigt werden. Berühren Sie deshalb z.B.
einen geerdeten Heizkörper, bevor Sie die Platinen in die Hand nehmen.
Einbau der Display- und der Tastaturplatine
1x Tastaturplatine
1x Displayplatine
4x Distanzrolle 8 mm für Tastaturplatine
4x Distanzrolle 9 mm für Displayplatine
8x Mutter M2 (schwarz)
8x Zylinderkopfschraube M2x16 (schwarz)
1x Flachbandleitung mit gedrehten Steckern (Leitung 15)
Die Flachbandleitung an der Tastaturplatine anstecken. Hierbei auf
die richtige Lage der Rastnasen an den Steckern achten.
Die Tastaturplatine, wie im Bild zu sehen, mit den Distanzrollen 8 mm
montieren. Die Distanzrollen können für eine einfachere Montage zu-
vor mit einem Tropfen Heißkleber an der Platine xiert werden.
Alle Schrauben im Bereich der Muttern mit Sicherungslack versehen.
Der Steckverbinder mit der Flachbandleitung muss zur Geräteoberseite weisen.
Die Platine so ausrichten, dass die Tasten nicht in den Gehäuseausschnitten klemmen.
Gegebenenfalls die Fußhalterung im Bereich der Tastaturplatine zur
Montage abschrauben.
Die Schutzfolie vom Display abziehen.
Die Displayplatine, wie im Bild gezeigt, mit den Distanzrollen 9 mm
montieren. Alle Schrauben im Bereich der Muttern mit Sicherungslack versehen.
Die kleine Zusatzplatine mit dem Steckverbinder muss zur Geräteoberseite weisen.
Die Platine so ausrichten, dass das Display genau rechtwinklig im
Gehäuseausschnitt liegt.
43

Einbau der Hauptplatine
1x Hauptplatine
7x Distanzrolle 20 mm
7x Mutter M3 (schwarz)
7x Zylinderkopfschraube M3x25 (schwarz)
Anschluss von Display- und Tastaturplatine
Die Hauptplatine, wie im Bild zu sehen, mit den Distanzrollen 20 mm
montieren. Die Distanzrollen können für eine einfachere Montage zu-
vor mit einem Tropfen Heißkleber an der Platine xiert werden.
Alle Schrauben im Bereich der Muttern mit Sicherungslack versehen.
Die Platine so ausrichten, dass der USB-Anschluss und der Speicherkartenleser sauber hinter den jeweiligen Gehäuseausschnitten
liegen.
Die zuvor schon an der Tastaturplatine angesteckte Flachbandleitung
(Leitung 15) an die Stecker-Leiste X23 der Hauptplatine anstecken.
Optional können die Steckverbindungen mit einem Tropfen Heißkleber gesichert werden.
44
Die noch übrige Flachbandleitung mit den nicht gedrehten Steckern
(Leitung 16), an der Displayplatine und Stecker-Leiste X21 der
Hauptplatine anstecken. Hierbei wieder auf die richtige Lage der
Rastnasen an den Steckern achten.
Optional können die Steckverbindungen mit einem Tropfen Heißkleber gesichert werden.

Anschluss der Leitungen an der Steckdose
1x Steckdose
4x Zylinderkopfschraube M4x10 schwarz
4x Mutter M4 schwarz
1x Leitung mit Ring-Öse grün/gelb (17 cm) (Leitung 31)
1x Leitung blau (60 cm) (Leitung 27)
1x Leitung schwarz (60 cm) (Leitung 27)
Einbau und Anschluss der Steckdose
Die schwarze Leitung, wie im Bild zu sehen (aus der Rückansicht der
Steckdose), an der linken Klemme anschließen.
Die blaue Leitung an der rechten Klemme anschließen.
Die Leitung mit der Ring-Öse grün/gelb an der mittleren Klemme anschließen.
Die Steckdose mit den Kabeln von hinten in die entsprechende Öffnung schieben und mit Schrauben und Muttern befestigen. Der Deckel muss sich dabei nach oben öffnen.
Die schwarze und blaue Leitung der Steckdose an die Klemmen X39
(siehe Kreis im Bild) der Hauptplatine anschließen. Aus der Ansicht
wie am Bild, muss die schwarze Leitung links und die blaue rechts in
der Klemme angeschlossen werden.
Beide Leitungen mit einem kleinen Kabelbinder (99 mm) in nächster
Nähe zur Anschlussklemme und Steckdose zusammenbinden (siehe
Pfeile im Bild).
Die Leitung mit der Ring-Öse (grün/gelb) wird erst später angeschlossen.
45

Anschluss der Leitungen an der Kaltgeräte-Kombibuchse
1x Kaltgeräte-Kombibuchse
1x Leitung blau (64 cm) (Leitung 24)
1x Leitung schwarz (64 cm) (Leitung 24)
Einbau und Anschluss der Kaltgeräte-Kombibuchse
Wenn die Kaltgeräte-Kombibuchse, wie im Bild zu sehen, liegt, die
schwarze Leitung an der Klemme ganz links anschließen und die
blaue Leitung an der Klemme (N) rechts daneben anschließen.
Die Kaltgeräte-Kombibuchse in den entsprechenden Ausschnitt der
Rückblende einclipsen. Die Buchse muss dabei so eingesetzt werden, dass der Schalter nach unten gerichtet ist.
46
Die schwarze und blaue Leitung der Kaltgeräte-Kombibuchse an die
Klemmen X41 (siehe Kreis im Bild) der Hauptplatine anschließen.
Aus der Ansicht wie am Bild, muss die schwarze Leitung oben und
die blaue unten in der Klemme angeschlossen werden.
Beide Leitungen mit einem kleinen Kabelbinder (99 mm) in nächster
Nähe zur Anschlussklemme und Steckdose zusammenbinden (siehe
Pfeile im Bild).

Anschluss der Leitungen am Netzteil
1x Netzteil
1x Leitung rot (37 cm) (Leitung 28)
1x Leitung schwarz (37 cm) (Leitung 28)
1x Leitung blau (55 cm) (Leitung 26)
1x Leitung schwarz (55 cm) (Leitung 26)
1x Leitung mit Ring-Öse grün/gelb (18 cm, 2,5 mm
1x Leitung mit Flachsteckverbinder und Ring-Öse grün/gelb
(15 cm) (Leitung 23)
Einbau des Netzteils
2
) (Leitung 32)
Die transparente Schutzabdeckung an der Klemmleiste des Netzteils
abziehen.
Die schwarze Leitung (55 cm) mit der Klemme L und die blaue Leitung (55 cm) mit der Klemme N am Netzteil verbinden.
Die Leitung mit dem Flachsteckverbinder und der Ring-Öse (grün/
gelb) an der Schutzleiterklemme am Netzteil anschließen.
Die Leitung mit der Ring-Öse (grün/gelb) (18 cm, 2,5 mm2) an der
Klemme -V am Netzteil anschließen.
Die Leitung schwarz (37 cm) mit der Klemme -V am Netzteil verbinden.
Die Leitung rot (37 cm) mit der Klemme +V am Netzteil verbinden.
Die transparente Schutzabdeckung an der Klemmleiste des Netzteils
wieder aufstecken.
Die Leitungen an den Klemmen L und N sowie +V und -V mit jeweils
einem kleinen Kabelbinder (99 mm) in nächster Nähe zur Anschlussklemme zusammenbinden (siehe Pfeile im Bild).
1x Netzteil mit bereits angeschlossenen Leitungen
4x Zylinderkopfschraube M4x6
Das Netzteil mit den 4 Schrauben an der Rückblende befestigen, so
dass die Anschlüsse des Netzteils zur Steckdose gerichtet sind.
47

Anschluss des Netzteils Anschluss der Schutzleiter
Die schwarze und blaue Leitung an die Klemmen X37 (siehe Kreis
im Bild) der Hauptplatine anschließen. Aus der Ansicht wie am Bild
muss die schwarze Leitung links und die blaue rechts in der Klemme
angeschlossen werden.
Beide Leitungen mit einem kleinen Kabelbinder (99 mm) in nächster
Nähe zur Anschlussklemme zusammenbinden (siehe Pfeil im Bild).
Die rote und schwarze Leitung (je 37 cm) an die Klemmen X1 der
Hauptplatine anschließen.
Achtung! Hierbei auf die Polarität der Leitungen achten:
rot = + (im Bild obere Klemme)
schwarz = - (im Bild untere Klemme)
Leitungen verlegen
Die Leitung mit Flachsteckverbinder (grün/gelb) an die SchutzleiterKontaktzunge der Kaltgeräte-Kombibuchse anstecken (siehe kleines
Bild oben links).
Die Ring-Ösen der grün/gelben Leitungen (Schutzleiter Netzteil, -V
Netzteil, Schutzleiter Steckdose), wie im Bild gezeigt, an die lange
Befestigungsschraube der Rückblende anschließen.
Achtung: Diese Verbindung stellt den sicherheitstechnisch
wichtigen Kontakt der Gehäuseteile zum Schutzleiter her. Achten Sie unbedingt auf die Lage der Unterleg- und Zahnscheiben:
Gehäuse > Zahnscheibe > Ring-Öse > Zahnscheibe > Ring-Öse
> Zahnscheibe > Ring-Öse > Zahnscheibe > Unterlegscheibe >
Mutter M4 (siehe Bildausschnitt rechts)
Die Leitungen mit Kabelbindern und zwei selbstklebenden Kabelbinderhalterungen (siehe Pfeile) sauber verlegen und sichern. Die
Leitungen dürfen im Betrieb nicht in den rotierenden Zahnriemen
geraten.
48

Einbau des Lüfters für die Hauptplatine
1x Lüfter 40x40
4x Zylinderkopfschraube M3x30 (schwarz)
4x Mutter M3 (schwarz)
Anschluss des Lüfters
Den Lüfter mit den 4 Zylinderkopfschrauben und den 4 Muttern, wie
im Bild zu sehen, innen am rechten Seitenteil montieren.
Darauf achten, dass die Blasrichtung (durch einen Pfeil auf dem Lüfter gekennzeichnet) nach innen gerichtet ist.
Außerdem soll der Lüfter so montiert sein, dass das Anschlusskabel
zur Hauptplatine und zum Anschluss X1 gerichtet ist (sie-he auch
nächstes Bild).
Den Lüfter, wie im Bild zu sehen, am Anschluss X45 der Hauptplatine
anstecken.
49

Vorbereiten des Not-Aus-Schalters
1x Not-Aus-Schalter
1x Bezeichnungsschild „EMERGENCY STOP“
1x Leitung blau (15 cm) (Leitung 25)
1x Leitung schwarz (15 cm) (Leitung 25)
Um den Not-Aus-Schalter zu zerlegen, gleichzeitig von beiden Seiten
auf die Entriegelung drücken und den Schalter auseinander ziehen.
Die Befestigungsmutter aus Kunststoff gegen den Uhrzeigersinn abschrauben und die Metallscheibe abziehen.
50
In dieser Reihenfolge muss der Not-Aus-Schalter montiert werden.
Die linken Teile im Bild außen (von unten nach oben), die rechten
Teile im Bild innen (von oben nach unten).

Einbau und Anschluss des Not-Aus-Schalters
Zuerst das Bezeichnungsschild auf den Schalter aufstecken. Es
muss dabei in der Führung am Schalter aufgeschoben werden. Dann
den Schalter in die Öffnung einführen.
Von innen zuerst die Metallscheibe, mit den gebogenen Ecken Richtung Gehäuse, auf den Schalter schieben. Anschließend mit der
Kunststoffmutter (die ache Seite Richtung Gehäuse) festschrauben.
Dabei darauf achten, dass das Bezeichnungsschild gerade ausgerichtet ist.
Den elektrischen Teil des Schalters wieder aufstecken.
Die zwei Leitungen auf die beiden mittleren Kontakte „NC“ aufstecken (die beiden äußeren Kontakte müssen frei bleiben). Die Polung
ist dabei belanglos.
Die schwarze und blaue Leitung an die Klemmen X40 (siehe Kreis
im Bild) der Hauptplatine anschließen. Aus der Ansicht wie am Bild,
muss die schwarze Leitung links und die blaue rechts in der Klemme
angeschlossen werden.
Beide Leitungen mit einem kleinen Kabelbinder (99 mm) in nächster
Nähe zur Anschlussklemme und beim Not-Aus-Schalter zusammenbinden (siehe Pfeile im Bild).
Die Kabel sauber verlegen.
51

c) Verdrahtung der Bauteile
Extruder
Energieschleppkette groß 10 Glieder
Leitungen 04, 05, 11, 12 und 14
Die Leitungen so in die Energieschleppkette eindrücken, dass das
Endglied mit den Nippeln zu den Leitungsenden ohne Etikett (mit der
Nummer der Leitung) weist.
Die Energieschleppkette am Extruder-Wagen einrasten und die Leitungen soweit aus der Schleppkette herausziehen, dass sie sauber
verlegt an den Anschlüssen des Extruder-Wagens angesteckt werden können.
52
Die Leitungen an die jeweils passenden Stecker anschließen.
Aus der Frontansicht gesehen ist der Extruder 0 (1. Extruder)
der linke. Im Bild oben ist es dementsprechend der rechte.
Leitung 04:
4polig weiß/braun/grün/gelb - Motor Extruder 0
2polig blau/rot - Lüfter
2polig rosa/grau - Heizung Extruder 0 (schwarzer Stecker)
2polig violett/schwarz - Heizung Extruder 1 (schwarzer Stecker)
Leitung 05:
Motor Extruder 1
Leitung 11:
Temperatursensor Extruder 0 (weißer Stecker)
Leitung 12:
Temperatursensor Extruder 1 (weißer Stecker)
Leitung 14:
Dehnungsmessstreifen

Die Leitungen mit kleinen Kabelbindern (99 mm) sauber verlegen.
Wichtig! Die Kabel von den beiden Extrudern und vom Lüfter
dürfen auf keinem Fall gespannt sein! Sie müssen locker verlegt
werden. Anderenfalls kann es bei der Kalibrierung zu Problemen
kommen!
Wie schon zuvor erwähnt, dürfen die Kabel auf keinen Fall gespannt sein! Aus der Seitenansicht sollte dies etwa so wie oben
im Bild aussehen.
Die Kabel vorsichtig unter der Halteplatte, am Endschalterbetätiger
vorbei, durchfädeln. Anschließend die Energieschleppkette am noch
freien Endstück einrasten.
53

Fixieren der Leitungen
An den beiden Schleppkettenendstücken jeweils zwei große Kabelbinder (142 mm) zur Zugentlastung anbringen.
Anschluss des Endschalters für die X-Richtung
Die Leitung 07 in den Steckverbinder des Endschalters auf der XPlatte einstecken und ebenfalls durch die Öffnung in der X-Platte
nach unten verlegen.
Die freien Leitungsenden durch die Öffnung in der X-Platte, am Endschalter vorbei, nach unten verlegen.
54

Montage des Endschalters für die Z-Richtung (Z-Min-Endschalter an der X-Platte)
1x Lichtschranke
2x Zylinderkopfschraube M2x6
1x Leitung 10
Verlegen der Leitung des Z-Anschlags
Die Leitung des oberen Endschalters für die Z-Richtung entlang der
Bohrungen unterhalb der X-Platte verlegen und mit zwei kleinen Kabelbindern (99 mm) sichern (siehe Pfeil Mitte und rechts im oberen
Bild).
Einen dritten kleinen Kabelbinder (99 mm) anbringen (linker Pfeil
im Bild), der zusätzlich die Leitungen zum Extruder-Wagen auf der
Oberseite der X-Platte erfasst (siehe Pfeil im rechten Bild).
Die Lichtschranke mit den beiden Schrauben, wie im Bild gezeigt,
von unten an den Lichtschrankenhalteblock der X-Platte montieren.
Der Anschluss für das Kabel muss nach hinten gerichtet sein.
Die Leitung 10 in den Steckverbinder der Lichtschranke einstecken.
55

Grundeinstellung des Z-Anschlags
Den Zahnriemen an der Basisplatte von Hand drehen, so dass sich
die Y-Platte nach oben bewegt.
So lange drehen, bis die Betätigung für den Z-Anschlag, so wie im
Bild zu sehen, in die Lichtschranke eingefahren ist.
Beim Einfahren darauf achten, dass die Betätigung in der Mitte der
Lichtschranke ist und nicht rechts oder links an dieser anstößt.
Achtung: bei dieser Einstellung unbedingt darauf achten, dass
der Extruder nirgendwo anschlägt und somit beschädigt wird.
Die Betätigung so nachjustieren, dass zwischen Extruder-Düse und
den Distanzbolzen ein paar Millimeter Abstand ist, wenn die Betätigung, wie auf dem vorhergehenden Bild, in die Lichtschranke eingefahren ist.
56

Montage des LED-Streifens
1x LED-Streifen mit Anschlussleitung (Leitung 29) Den LED-Streifen, wie auf dem Bild zu sehen, von unten an die X-
Platte, genau unter die Führungsschiene aufkleben. Die Klebeächen vorher entfetten.
Die Anschlussleitung muss beim Motor der X-Platte enden.
Achtung:
Der LED-Streifen darf nicht am Lichtschrankenhalteblock anstehen.
Die Anschlussleitung des LED-Streifens an der Seitenwand, unten
um den Motor herum, verlegen und hinter den Abstandshaltern aus
Metall vorbeiführen. Dann mit den anderen Kabeln im Strang nach
unten führen.
57

Anschluss des X-Motors
1x Leitung 01 (X-Motor) Die Leitung 01 an den X-Motor anschließen und zusammen mit den
Leitungen vom Extruder-Wagen, den Leitungen von den Endschaltern für X- und Z-Richtung und der Leitung des LED-Streifens nach
unten verlegen.
Verlegen und Fixieren der Leitungen
Den Leitungsstrang durch die Öffnung in der Rückblende in den Gerätesockel verlegen (siehe Pfeil linkes Bild) und mit kleinen Kabelbindern (99 mm) und einer selbstklebenden Kabelbinderhalterung (siehe
Pfeil rechtes Bild) xieren.
58

Anschluss des Heiz-Betts und des Endschalters für die Y-Richtung
1x Energieschleppkette klein 20 Glieder
1x Leitungen 06 (Heizung)
1x Leitungen 08 (Endschalter Y)
1x Leitungen 13 (Temperatursensor Heiz-Bett)
Die Leitungen so in die Energieschleppkette eindrücken, dass das
Endglied mit den Löchern zu den Leitungsenden ohne Etikett weist.
Die Energieschleppkette am Endstück des Untertisches einrasten
und die Leitungen soweit aus der Energieschleppkette herausziehen,
dass sie sauber verlegt werden können.
Den Steckverbinder für die Stromversorgung der Heizplatte mit einer Zylinderkopfschraube M3x16 an der Unterseite des Untertisches
montieren.
59

13
08
Den Schutzleiter (grün/gelbe Leitung mit Ring-Öse) mit einer Zylinderkopfschraube M3x10, einer Unterlegscheibe und zwei Zahnscheiben an der Oberseite des Untertisches anschließen.
Achtung: Diese Verbindung stellt den sicherheitstechnisch
wichtigen Kontakt der Gehäuseteile zum Schutzleiter her. Achten Sie unbedingt auf die Lage der Unterleg- und Zahnscheiben:
Schraubenkopf > Unterlegscheibe > Zahnscheibe > Ring-Öse >
Zahnscheibe > Untertisch (siehe Bildausschnitt)
Die Leitung 08 mit dem Steckverbinder des Endschalters für die YRichtung verbinden und die Leitung verlegen.
Die Leitung 13 etwa 8 cm aus der Schleppkette herausstehen lassen
und mit kleinem Kabelbinder (99 mm) an der Bohrung im Untertisch
befestigen. Hier wird später der Thermosensor der Heizplatte angesteckt.
Das andere Ende der Energieschleppkette am Endstück der Y-Platte
einrasten.
60
Die Leitungen der Energieschleppkette durch die Öffnung in der YPlatte nach oben verlegen.

Anschluss des Y-Motors
Die Leitung 02 (Y-Motor) an den Steckverbinder des Y-Motors anschließen und die Leitung mit 2 großen Kabelbindern (142 mm), die
zusammengefügt wurden, wie gezeigt, am Motor xieren.
An den beiden Schleppkettenendstücken jeweils zwei große Kabelbinder (142 mm) zur Zugentlastung anbringen.
Die Leitung 02 ebenfalls durch die Öffnung in der Y-Platte nach oben
verlegen.
Beim unteren Schleppkettenendstück an der Y-Platte die Leitung
zum Y-Motor mit in die Zugentlastung einbeziehen.
61

Montage und Anschluss des Endschalters für die Z-Richtung (Z-Max-Endschalter an der Y-Platte)
1x Leitung 09
1x Endschalterplatine
1x Zylinderkopfschraube M2x16
1x Unterlegscheibe M2
Montage der Energieschleppkette von der Y-Platte zur Bedienblende
Den Stecker der Leitung 09, an dem kein Etikett ist, an der Endschalterplatine anschließen.
Die Platine mit der Schraube und der Unterlegscheibe, wie gezeigt,
von unten an den Endschalter-Halteblock der Y-Platte montieren.
Die Schraube muss dabei in das hintere Loch eingeschraubt werden.
Das Anschlusskabel muss, wie im Bild zu sehen, auf der rechten Seite herausgeführt werden.
Die Leitung durch das Loch in der Y-Platte nach oben zu den anderen
Leitungen führen.
Die Leitungen, die aus dem Loch der Y-Platte kommen, so in die letzte
noch übrige Energieschleppkette (klein 25 Glieder) eindrücken, dass
das Endglied mit den Nippeln zu den Leitungsenden mit Etikett weist.
62
Die Energieschleppkette in das Endstück an der Y-Platte einrasten.

Die Leitungen durch das Loch in der Bedienblende nach unten führen
und das noch offene Ende der Energieschleppkette in das Endstück
an der Bedienblende einrasten.
Anschluss des Z-Motors
An den Schleppkettenendstücken an der Y-Platte (oberes Bild) und
an der Bedienblende (unteres Bild) jeweils zwei große Kabelbinder
(142 mm) zur Zugentlastung anbringen.
Den Steckverbinder am Z-Motor durch die Öffnung in der Rückblende
schieben.
Die Leitung 03 an den Steckverbinder des Z-Motors anschließen.
63

Anschluss der Geräteleitungen
Schließen Sie zuerst die Heizung des Druckbetts (Leitung 06) an. Die beiden schwarzen Leitungen werden an der Klemme X38 (siehe Kreis
im linken Bild) der Hauptplatine angeschlossen.
Die Ring-Öse des Schutzleiters an Leitung 06 wird mit Zahnscheiben und einer zusätzlichen Mutter an der linken Befesti-
gungsschraube der Bedienteilblende angebracht.
Achtung: Diese Verbindung stellt den sicherheitstechnisch wichtigen Kontakt der Gehäuseteile zum Schutzleiter her. Ach-
ten Sie unbedingt auf die Lage der Unterleg- und Zahnscheiben:
Gehäuse > Zahnscheibe > Ring-Öse > Zahnscheibe > Unterlegscheibe > Mutter M4 (siehe rechtes Bild)
Beide Leitungen der Heizplatte an der Klemme X38 mit einem kleinen Kabelbinder (99 mm) in nächster Nähe zur Anschluss-
klemme zusammenbinden (siehe Pfeil im linken Bild).
Schließen Sie alle anderen Geräteleitungen, wie auf der nächsten Seite beschrieben, an der Hauptplatine an.Das Bild zeigt, wie dabei die
Kabel verlegt werden sollen.
64

Leitung Klemme Hauptplatine Angeschlossene Komponente
01 X11 Motor X-Richtung
02 X12 Motor Y-Richtung
03 X16 Motor Z-Richtung
04 (4polig) X17 Motor Extruder 0
04 (2polig rosa/grau) X4 Heizung Extruder 0
04 (2polig violett/schw.) X8 Heizung Extruder 1
04 (2polig rot/blau) X24 Extruder Lüfter
05 X18 Motor Extruder 1
07 X13 Endschalter X-Richtung
08 X14 Endschalter Y-Richtung
09 X36 Endschalter Z-Richtung
(Z-Max-Endschalter an der Y-Platte)
10 X15 Endschalter Z-Richtung (Lichtschranke)
(Z-Min-Endschalter an der X-Platte)
11 X5 Temperatursensor Extruder 0
12 X6 Temperatursensor Extruder 1
13 X9 Temperatursensor Heizplatte
14 X7 Dehnungsmessstreifen (DMS)
29 X43 LED-Beleuchtung
Alle Leitungen mit kleinen (99 mm) und großen (142 mm) Kabelbindern und einer selbstklebenden Kabelbinderhalterung sauber verlegen und
sichern. An der Stelle, wo alle Steuerkabel zusammengefasst werden und für die Kabelbinderhalterung große Kabelbinder (142 mm) verwenden (siehe Pfeile im Bild).
Die Leitungen dürfen im Betrieb nicht in den rotierenden Zahnriemen geraten.
Übersicht der bereits an der Hauptplatine angeschlossenen Leitungen:
Leitung Klemme Hauptplatine Angeschlossene Komponente
06 X38 + Schutzleiter (linke Schraube Bedienteilblende) Heizung Druckbett
15 X23 Tastatur
16 X16 Display
24 X41 Netzschalter (230 V/AC, 50 Hz)
25 X40 Not-Aus-Schalter
26 X37 Netzgerät
27 X39 Steckdose
28 X1 24 V/DC Betriebsspannung Hauptplatine
30 X45 Gehäuselüfter
65

11. Abschließende Arbeiten
Wenn die Motoren manuell bewegt werden, kann das Display aueuchten. Dies ist keine Fehlfunktion. Eine durch die Bewegung
induzierte Spannung in den Motoren verursacht das Aueuchten des Displays.
Montage und Anschluss der Heizplatte
Die Heizplatte auf die Distanzbolzen des Untertisches legen und die
beiden Steckverbinder von Leitung 06 und 13 anschließen.
Grundeinstellung des Endschalters für die Z-Richtung
Die Y-Platte von Hand (durch Bewegen des Riemens der Kugelgewindetriebe) soweit nach oben fahren, das die Betätigung für den ZAnschlag soweit eingefahren ist, wie auf dem Bild zu sehen. Wichtig
ist dabei der Abstand, der anhand der 2 roten Striche markiert ist.
Dieser sollte etwa 1 mm sein.
Diese Position entspricht auch der Z-Home-Position.
Achtung: Die Extruder dürfen die Heizplatte nicht berühren.
Wenn Sie die Betätigung für den Z-Anschlag nicht weit genug in
die Lichtschranke einfahren können, senken Sie die Y-Platte und
drehen die Betätigung für den Z-Anschlag etwas heraus.
Es darf keine Kraft auf die Heizplatte ausgeübt werden, da ansonsten die Glaskeramik zerbricht (Verlust von Gewährleistung/
Garantie).
Als Abstandsmaß für die nachfolgende Einstellung kann z.B. ein Fühlerlehrenblatt mit 0,9 mm verwendet werden.
Wichtig! Beim Einlegen der Druckplatte darauf achten, dass
wirklich die Glaskeramik auf den Distanzbolzen auiegt und
nicht die Silikonheizmatte.
max. 1 mm
Der Z-Anschlag muss so eingestellt werden, dass zwischen Extruder-Düse und der Heizplatte max. 1 mm Abstand ist. Der Abstand
sollte aber 0,8 mm nicht unterschreiten. Das Fühlerlehrenblatt sollten
gerade noch ohne viel Kraftaufwand zwischen Düse und Heizplatte
passen.
Lösen Sie die Konter-Mutter und drehen Sie die Betätigung für den
Z-Anschlag so lange in den Sechskant-Gewindebolzen, bis der Abstand passt. Kontrollieren Sie jeweils nach 1 bis 3 halben Umdrehungen den Abstand.
Die Extruder und die Heizplatte von Hand verschieben und so sicherstellen, dass die Extruder an keiner Stelle im Arbeitsbereich die
Heizplatte berühren und überall annähernd der gleiche Abstand eingehalten wird.
Wenn dies nicht der Fall ist, muss die Untertischplatte vorsichtig ausgerichtet werden. Dabei muss jedoch vorher die Heizplatte abgenommen werden (Bruchgefahr!).
Nach dieser Einstellung die Einstellschraube wieder mit der Mutter
kontern.
66

Anbau der Bodenabdeckung
Fixieren Sie die Heizplatte mit den beiden Kunststoffsicherungsschrauben (Flügelschrauben PA6.6 Natur M4x6 mm aus
dem Lieferumfang), damit diese beim Kippen des Druckers nicht herausfallen kann und beschädigt wird.
1x Bodenblech
4x Zylinderkopfschraube M3x6
4x Gummi-Fuß
Einsetzen der Netzsicherung
Die Gummi-Füße aus den Fußhalterungen drehen.
Das Bodenblech mit den Abkantungen in Richtung Gehäuse-Außenseite einlegen.
Hierbei zuerst die Kante an der Gehäuserückseite einlegen und dann
das Bodenblech ans Gehäuse klappen.
Das Bodenblech mit den vier Zylinderkopfschrauben M3x6 an den
Fußhalterungen befestigen.
Die 4 Gummi-Füße in die Fußhalterungen eindrehen.
Falls die Bohrungen nicht sauber uchten und die Gummi-Füße bzw.
die M3 Schrauben nicht ohne Widerstand eingedreht werden können, müssen die Befestigungsschrauben der Fußhalterungen nochmals etwas gelöst werden.
Nach dem Eindrehen der Gummi-Füße die Befestigungsschrauben
der Fußhalterungen endgültig festziehen.
Den Sicherungshalter mit einem geeigneten Schraubendreher aus
der Kaltgeräte-Kombibuchse hebeln.
Die Sicherung, wie gezeigt, in den Sicherungshalter einsetzen und
diesen wieder in die Kaltgeräte-Kombibuchse drücken.
67

Typenschild und Warnschilder aufkleben
Das Typenschild, wie im Bild zu sehen, zwischen den Schrauben des
Netzteils auf das Gehäuse kleben.
Den Aufkleber „Max. 800 W“ auf die Abdeckung der Steckdose kleben.
Die Klebestellen vorher entfetten.
Das silberfarbene Warntext-Schild, wie im Bild gezeigt, gut sichtbar
am Drucker befestigen.
Die Klebestelle vorher entfetten.
Die 3 gelben Warnzeichenaufkleber „Heiße Oberäche“, „Handverletzungsgefahr“ und „Quetschgefahr“, gut sichtbar auf den schrägen Teil
der linken Sichtschutzblende anbringen.
Den zusätzlichen Warnzeichenaufkleber „Heiße Oberäche“ gut
sichtbar, wie im Bild zu sehen, auf dem Lüfter-Blech des ExtruderWagens anbringen.
Die Klebestellen vorher entfetten.
68

12. Erstinbetriebnahme
Vor der Erstinbetriebnahme müssen alle Transportsicherungen bzw. Sicherungen, die während der Montage bzw. zum
Transport angebracht wurden, entfernt werden. Vergessen Sie auch nicht die beiden Flügelschrauben aus Kunststoff, die
das Heiz-Bett sichern!
a) Montage des Filament-Halters
Montage der Filament-Halterung
2x Filament-Halter Teil
1x Welle für Filament-Halter
4x Mutter M4 (schwarz)
4x Zylinderkopfschraube M4x20 (schwarz)
Die beiden Filament-Halter-Teile werden jeweils auf einer Seite des
Druckers in den beiden oberen, hinteren Löchern montiert (siehe
Pfeile im Bild).
Wenn Sie das Fertiggerät erworben haben, sind die 4 Zylinderkopfschrauben und die Muttern bereits handfest in den Löchern montiert.
Entfernen Sie die 4 Schrauben samt den Muttern.
Die beiden Filament-Halter Teile, wie im Bild zu sehen, mit den 4
Schrauben und Muttern montieren.
Die Welle für den Filament-Halter oben in die Führungen einlegen.
69

b) Kontrolle des Lüfter-Blechs und der Betätigung für den Z-Endschalter
• Bevor Sie den Drucker in Betrieb nehmen, kontrollieren Sie zuerst das Lüfter-Blech am Extruder-Wagen (siehe Bilder oben).
Es ist unbedingt darauf zu achten, dass das Lüfter-Blech nicht an den Extrudern anliegt und die Lüfter nicht die X-Platte berühren (siehe
Pfeile in den beiden Bildern).
Sollte es an einer der beiden Stellen anliegen, schrauben Sie das Lüfter-Blech ab und justieren es nach.
• Kontrollieren Sie außerdem unbedingt die Betätigung für den Z-Endschalter.
Diese muss so ausgerichtet sein, dass sie sauber in die Lichtschranke einfahren kann (siehe rechtes Bild). Kontrollieren Sie dabei auch, dass
die Kontermutter der Betätigung angezogen ist und sich die Betätigung nicht verstellen lässt.
c) Aufstellung und Transport
Beachten Sie bei der Aufstellung des 3D-Druckers, dass der Netzschalter bzw. die Netzleitung an der Kaltgeräte-Kombi-
buchse leicht erreichbar sein muss, damit das Gerät im Fehlerfall schnell und einfach abgeschaltet bzw. von der Span-
nungsversorgung getrennt werden kann. Außerdem muss der Not-Aus-Schalter gut erreichbar sein!
Achten Sie bei der Aufstellung auf ausreichende Belüftung. Stellen Sie das Gerät nicht auf weichen Untergrund, wie z.B.
einen Teppich oder auf ein Bett etc. Außerdem darf die Luftzirkulation nicht durch andere Gegenstände behindert werden.
Dies verhindert die Wärmeabfuhr des Produkts und kann zur Überhitzung führen (Brandgefahr).
Beim Aufstellen des Gerätes ist auf einen sicheren Stand und auf einen stabilen Untergrund zu achten. Durch ein Herunter-
fallen des 3D-Druckers besteht die Gefahr, dass Personen verletzt werden.
Beachten Sie beim Aufstellen des Gerätes, dass die Anschlusskabel nicht gequetscht oder durch scharfe Kanten beschä-
digt werden.
Verlegen Sie die Kabel immer so, dass niemand über diese stolpern oder an ihnen hängen bleiben kann. Es besteht Verlet-
zungsgefahr.
Stellen Sie das Gerät niemals ohne ausreichenden Schutz auf wertvolle oder empndliche Möbeloberächen.
• Stellen Sie den 3D-Drucker auf einer ebenen, stabilen und nicht vibrationsempndlichen Oberäche auf.
• Wenn Sie den 3D-Drucker transportieren wollen, sichern Sie das Heiz-Bett mit den beiliegenden, weißen Kunststoffschrauben. Alle weiteren
beweglichen Teile sichern Sie mit Klebeband oder Kabelbindern oder verwenden Sie die Original-Verpackung.
Für Transportschäden, die auf unsachgemäße Verpackung des Druckers zurückzuführen sind, übernehmen wir keine Haftung!
Verwenden Sie zum Versand ausschließlich die Original-Verpackung! Achten Sie besonders darauf, dass das Heiz-Bett mit den
beiden Kunststoffschrauben gesichert ist und zusätzlich die beiden Teile der Original-Verpackung auf das Heiz-Bett aufgeschoben
sind.
70

d) Netzanschluss und erstes Einschalten
1
3
2
4
DieNetzsteckdose,an dieder3D-Druckerangeschlossen wird,musssichin der NähedesGerätesbenden undleicht
zugänglich sein, damit das Gerät im Fehlerfall schnell und einfach von der Netzstromversorgung getrennt werden kann.
Lassen Sie die Netzleitung nicht mit anderen Leitungen in Kontakt kommen.
Seien Sie vorsichtig beim Umgang mit Netzleitungen und Netzanschlüssen. Netzspannung kann lebensgefährliche elek-
trische Schläge verursachen.
Lassen Sie Kabel nicht frei herumliegen, sondern verlegen Sie sie fachmännisch, um Unfallgefahren zu vermeiden.
Achten Sie vor dem Einstecken des Netzsteckers darauf, dass die am 3D-Drucker angegebene Gerätespannung mit der
verfügbaren Netzspannung übereinstimmt. Sollte die Angabe nicht mit der zur Verfügung stehenden Netzspannung über-
einstimmen, schließen Sie das Gerät nicht an. Bei einer falschen Versorgungsspannung kann es zu irreparablen Schäden
am Gerät und zu Gefahren für den Benutzer kommen.
Sollte der Drucker eine Fehlfunktion haben oder ein anderes Problem auftauchen, können Sie durch Drücken des „Not-
Aus-Schalters“ schnell die Spannungsversorgung des Druckers unterbrechen. Um den Drucker wieder in Betrieb zu neh-
men, beheben Sie zuerst das Problem. Danach drehen Sie den Not-Aus-Schalter im Uhrzeigersinn. Dadurch wird dieser
entriegelt.
• Den Kaltgerätestecker der Netzleitung in die Kaltgeräte-Kombibuchse hinten am Gerät stecken.
• Den Netzstecker der Netzleitung in eine Schutzkontaktsteckdose stecken.
• Den Drucker mit dem Netzschalter an der Kaltgeräte-Kombibuchse einschalten (Schalter in Stellung I bringen).
• Die Beleuchtung leuchtet nun und das Display zeigt kurz den Begrüßungsbildschirm sowie die installierte Firmware an, danach erscheint das
Hauptmenü.
• Die LED am Z-Endschalter (Lichtschranke) leuchtet dauerhaft rot.
Prüfen Sie, bevor Sie mit der Inbetriebnahme fortfahren, ob evtl. eine neue Firmware verfügbar ist. Beachten Sie hierzu das Kapitel
„20. Firmware-Update“.
Beschreibung des Hauptmenüs:
5
6
7
(1) Temperatur aktiver Extruder (Ist)
(2) Temperatur aktiver Extruder (Soll)
(3) Temperatur Heiz-Bett (Ist)
(4) Temperatur Heiz-Bett (Soll)
(5) Z-Position in mm; Berechnung ab Z-Min (Z-Home) oder ab der Heiz-Bett-Oberäche; Einstellung des Bezugspunkts im Menü:
„Conguration“-„General“ - „Z Scale: Surface/Z Min“
Wenn die automatische Z-Kompensation aktiv ist, wird im Display neben der Z-Position (5) „Cmp“ angezeigt.
(6) Messwert der Drucksensoren am Extruder
(7) Statusinformation
Die Soll-Temperaturen werden hier noch nicht angezeigt, da die Extruder und das Heiz-Bett noch nicht aufgeheizt werden.
71

13. Bedienung am Drucker
a) Funktionsbeschreibung der Bedientasten
3
1
2
(1) Richtungstasten zur Navigation in der Menüstruktur („links“ / „rechts“ / „oben“ / „unten“)
Mit der Richtungstaste links kann zusätzlich die LED-Beleuchtung auf weißes Licht geschaltet werden.
Ein nochmaliger Druck auf die Taste schaltet wieder auf den vorherigen Zustand zurück.
(2) OK-Taste zur Bestätigung einer Auswahl im Menü
(3) Bewegen der Heiz- bzw. Y-Platte nach oben / nach unten
(4) Filament-Vorschub des aktiven Extruders - = zurück / + = vor
Achtung! Der Filament-Vorschub funktioniert nur für den aktiven Extruder und wenn dieser aufgeheizt ist!
4
5
6
(5) Druckpause
1x drücken: Druck hält an
2x drücken: Druck hält an und Druckkopf fährt vom Druckobjekt weg (die vorherige Position bleibt gespeichert)
(6) Fortsetzen des Drucks nach einer Druckpause
b) Beschreibung der Extruder
Der Drucker verfügt über 2 Extruder.
Im Menü des Druckers sowie im G-Code gibt es einen „Extruder 0“ und einen „Extruder 1“.
In der Repetier-Host Software gibt es einen „Extruder 1“ und einen „Extruder 2“.
Der linke Extruder (aus der Frontansicht) wird im Menü des Druckers und im G-Code als „Extruder 0“ bezeichnet. In der Repetier-Host Soft-
ware heißt dieser „Extruder 1“.
Der rechte Extruder wird im Menü des Druckers bzw. im G-Code als „Extruder 1“ bezeichnet und in der Repetier-Host Software als „Extruder 2“.
Hier nochmal in der Übersicht: Seite (aus der Frontansicht) Menü Drucker/G-Code Repetier-Host
Links Extruder 0 Extruder 1
Rechts Extruder 1 Extruder 2
72

c) Das erweiterte Hauptmenü
Das Hauptmenü enthält außer der Hauptanzeige (siehe „Beschreibung des Hauptmenüs“) noch 3 weitere Ansichten.
Sie können diese über die Richtungstasten „oben“ und „unten“ (1) erreichen. Die Anzeigen werden dabei nach der Reihe durchgewechselt.
Wenn Sie z.B. 4-mal hintereinander die Taste „unten“ drücken, ist wieder die Hauptanzeige zu sehen.
1x Taste „unten“ (1) gedrückt.
Hier werden die aktuellen Positionen der einzelnen Achsen angezeigt.
3x Taste „unten“ (1) gedrückt.
Hier werden die gesamte Druckzeit und das bisher verbrauchte Filament angezeigt.
2x Taste „unten“ (1) gedrückt.
In dieser Übersicht sind die aktuellen Temperaturwerte von beiden
Extrudern und der Heizplatte zu sehen.
d) Menü-Übersicht
Die Bedienung erfolgt über den linken Tastenblock am Drucker:
• Die Richtungstasten dienen zur Navigation in der Menüstruktur („links“ / „rechts“ / „oben“ / „unten“)
• Die Taste OK dient zur Bestätigung einer Auswahl im Menü und zum Aufruf der Menüstruktur aus dem Hauptmenü (Beschreibung weiter
vorne unter „13. a) Funktionsbeschreibung der Bedientasten“).
Die Menüstruktur kann je nach Firmware-Version evtl. etwas abweichen.
QuickSettings Home All
RGB Light: Off/White/Auto/Manual
Output Object
Speed Multiply:100%
Flow Multiply:100%
Preheat PLA
Preheat ABS
Cooldown
Disable Stepper
230V Output: On/Off
Restart Restart now?
Yes
No
73

Print File Back
Files
Position Home All
Home X
Home Y
Home Z
Position X X: 0.00 mm
Position Y Y: 0.00 mm
Position Z Z: 0.00 mm
Position Extruder E: 0.00 mm
Endstop min: On/Off
Endstop max: N/A
Single Move/1 mm/10 mm/50 mm/Single Steps
Endstop min: On/Off
Endstop max: N/A
Single Move/1 mm/10 mm/50 mm/Single Steps
Endstop min: On/Off
Endstop max: On/Off
Single Move/1 mm/10 mm/50 mm/Single Steps
1 click = 1 mm
Extruder Temp. Bed: 0°C
Temp. 0 : 0°C
Temp. 1 : 0°C
Extruder 0 off
Extruder 1 off
Active Extruder: 0/1
Position Extruder E: 0.00 mm
Load Filament
Unload Filament
Set E Origin
Fan speed Fan Speed: 0%
Turn Fan off
Fan to 25%
Fan to 50%
Fan to 75%
Fan to 100%
1 click = 1 mm
SD Card Print le Back
Files
Delete le Back
Files
74

Conguration General Baudrate: 115200
Stepper off [s]: 600
All off [s]: 0
Beeper: On/Off
Mode: Printer/Miller
Z Scale: Surface/Z Min
Extruder Offset X
Extruder Offset Y
Acceleration Print X: 1000
Print Y: 1000
Print Z: 100
Move X: 1000
Move Y: 1000
Move Z: 100
X/Y-Jerk: 10.0
Z-Jerk : 0.1
Feedrate Max X: 500
Max Y: 500
Max Z: 50
Home X: 165
Home Y: 165
Home Z: 10
Z Calibration Scan
Scan PLA
Scan ABS
Z-Offset Z: 0 um
Position Z Z: 0.00 mm
Set Z Matrix: 1 (1-9)
Restore Defaults
0 = never
0 = never
Endstop min: On/Off
Endstop max: On/Off
Single Move/1 mm/10 mm/50 mm/Single Steps
75

e) Funktionen der einzelnen Menüpunkte
QuickSettings
Home All Alle Achsen in die Home-Position fahren
RGB Light Schaltet die LED-Beleuchtung zwischen Aus, Weiß, Automatik oder Manuell um
Output Object Heizplatte auf Entnahmeposition fahren
Speed Multiply Einstellung der Druckgeschwindigkeit
Flow Multiply Einstellung der Materialuss-Geschwindigkeit
Preheat PLA Vorheizen von Heizplatte und Extruder auf PLA-Temperatur
Preheat ABS Vorheizen von Heizplatte und Extruder auf ABS-Temperatur
Cooldown Abkühlungen (alle Heizungen aus)
Disable Stepper Alle Motoren ausschalten
230 V Output Schaltet die Steckdose an der Rückseite des Druckers ein oder aus
Restart Neustart der Firmware
Print File Druck von SD-Karte (nur sichtbar, wenn SD-Karte eingelegt ist)
Position
Home All Alle Achsen in die Home-Position fahren
Home X X-Achse in die Home-Position fahren
Home Y Y-Achse in die Home-Position fahren
Home Z Z-Achse in die Home-Position fahren
Position X X: 0.00 mm X-Achse in eine einstellbare Position fahren; bewegen mit den Pfeiltasten „oben“/“unten“ (1)
End stop min: Anzeige des Endschalterzustands
Single Move Schaltet die Länge der Bewegung pro Tastendruck um; umschalten mit der Pfeiltaste „rechts“ (1):
Single Move = Bewegung bis die Taste losgelassen wird
1 mm/10 mm/50 mm = Bewegung pro Tastendruck um die ausgewählte Länge in mm
Single Steps = Bewegung um Einzelschritte; 1 Tastendruck = 1 Einzelschritt
Position Y Y: 0.00 mm Y-Achse in eine einstellbare Position fahren; bewegen mit den Pfeiltasten „oben“/“unten“ (1)
End stop min: Anzeige des Endschalterzustands
Single Move Schaltet die Länge der Bewegung pro Tastendruck um; umschalten mit der Pfeiltaste „rechts“ (1):
Single Move = Bewegung bis die Taste losgelassen wird
1 mm/10 mm/50 mm = Bewegung um die ausgewählte Länge in mm
Single Steps = Bewegung um Einzelschritte; 1 Tastendruck = 1 Einzelschritt
Position Z Z: 0.00 mm Z-Achse in eine einstellbare Position fahren; bewegen mit den Pfeiltasten „oben“/“unten“ (1)
Endstop min: Anzeige des Endschalterzustands Min. (Lichtschranke)
Endstop max: Anzeige des Endschalterzustands Max. (unten an der Y-Platte)
Single Move Schaltet die Länge der Bewegung pro Tastendruck um; umschalten mit der Pfeiltaste „rechts“ (1):
Single Move = Bewegung bis die Taste losgelassen wird
1 mm/10 mm/50 mm = Bewegung um die ausgewählte Länge in mm
Single Steps = Bewegung um Einzelschritte; 1 Tastendruck = 1 Einzelschritt
Position Extruder Extruder-Vorschub manuell bedienen / 1mm pro Klick / funktioniert nur, wenn der Extruder aufgeheizten ist
76

Extruder
Temp. Bed: 0 °C Heiz-Bett-Temperatur manuell einstellen
Temp. 0 : 0 °C Extruder-Temperatur Extruder 0 manuell einstellen (z.B. für den Filament-Wechsel)
Temp. 1 : 0 °C Extruder-Temperatur Extruder 1 manuell einstellen (z.B. für den Filament-Wechsel)
Extruder 0 Off Heizung vom 1. Extruder ausschalten
Extruder 1 Off Heizung vom 2. Extruder ausschalten
Active Extruder Legt fest, welcher Extruder aktiv ist (zum Umschalten OK drücken)
Position extruder Extruder-Vorschub manuell bedienen / 1mm pro Klick / funktioniert nur, wenn der Extruder aufgeheizt ist
Load Filament Einlegen des Filaments / Extruder wird automatisch aufgeheizt, dann wird das Filament eingezogen
Unload Filament Entnehmen des Filaments / Extruder wird automatisch aufgeheizt, dann wird das Filament herausgefahren
Set E Origin Neuen Nullpunkt setzen
Fan Speed
Fan Speed: 0% Anzeige der aktuellen Lüfter-Geschwindigkeit (0% - 100%)
Turn Fan off Schaltet den Lüfter aus; wird nur angezeigt, wenn der Lüfter manuell eingeschaltet wurde
Fan to 25% Lüfter-Geschwindigkeit auf 25% einstellen
Fan to 50% Lüfter-Geschwindigkeit auf 50% einstellen
Fan to 75% Lüfter-Geschwindigkeit auf 75% einstellen
Fan to 100% Lüfter-Geschwindigkeit auf 100% einstellen
SD Card
Print File Druck von SD-Karte starten
Delete File Datei von SD-Karte löschen (danach erfolgt die Auswahl der zu löschenden Datei)
Conguration
General Baudrate: 115200 Einstellung der Übertragungsgeschwindigkeit vom Computer
Stepper off Zeiteinstellung, bis die Motoren im Standby ausgeschaltet werden
All off Zeiteinstellung, bis die Motoren und Heizungen im Standby ausgeschaltet werden
Beeper: On/Off Schaltet den Tastenton an oder aus
Mode: Printer/Miller Schaltet zwischen den Modi Drucker und Fräse um
Z Scale: Surface/Z Min Legt den Punkt Z = 0 für die Anzeige Z (5) im Hauptmenü fest:
Z Min: legt Z-Min, also die Z Home-Position als Nullpunkt fest
Surface: legt die Oberäche des Heiz-Betts als Nullpunkt fest
Extruder Offset X Gibt den Abstand zwischen den beiden Extrudern in der X-Richtung an
(Standard = 33.896; Angabe in mm)
Extruder Offset Y Gibt den Abstand zwischen den beiden Extrudern in der Y-Richtung an
(Standard = 0.098; Angabe in mm)
Acceleration Print X: 1000 Einstellung der max. Druckbeschleunigung der X-Achse
Print Y: 1000 Einstellung der max. Druckbeschleunigung der Y-Achse
Print Z: 100 Einstellung der max. Druckbeschleunigung der Z-Achse
Move X: 1000 Einstellung der max. Reisegeschwindigkeit der X-Achse
Move Y: 1000 Einstellung der max. Reisegeschwindigkeit der Y-Achse
Move Z: 100 Einstellung der max. Reisegeschwindigkeit der Z-Achse
X/Y-Jerk: 10.0 Max. Beschleunigung der X- und Y-Achse bei kleinen Schritten
Z-Jerk : 0.1 Max. Beschleunigung der Z-Achse bei kleinen Schritten
77

Feedrate Max X: 500 Max. Geschwindigkeit der X-Achse
Max Y: 500 Max. Geschwindigkeit der Y-Achse
Max Z: 50 Max. Geschwindigkeit der Z-Achse
Home X: 165 Max. Geschwindigkeit der X-Achse bei Fahrt auf Home-Position
Home Y: 165 Max. Geschwindigkeit der Y-Achse bei Fahrt auf Home-Position
Home Z: 10 Max. Geschwindigkeit der Z-Achse bei Fahrt auf Home-Position
Z Calibration Scan Schnelle Heiz-Bett-Kalibrierung
Scan PLA Heiz-Bett-Kalibrierung mit typischen PLA-Temperaturen
Scan ABS Heiz-Bett-Kalibrierung mit typischen ABS-Temperaturen
Z-Offset Verschiebt den Abstand zwischen Düse und Heizplatte in Z-Richtung um den angegebenen
Wert (Standard = 0 µm)
Position Z Z: 0.00 mm Z-Achse in eine einstellbare Position fahren;
bewegen mit den Pfeiltasten „oben“/“unten“ (1)
Endstop min: Anzeige des Endschalterzustands Min. (Lichtschranke)
Endstop max: Anzeige des Endschalterzustands Max. (unten an der Y-Platte)
Single Move Schaltet die Länge der Bewegung pro Tastendruck um; umschalten mit der
Pfeiltaste „rechts“ (1):
Single Move = Bewegung bis die Taste losgelassen wird
1 mm/10 mm/50 mm = Bewegung um die ausgewählte Länge in mm
Single Steps = Bewegung um Einzelschritte; 1 Tastendruck = 1 Einzelschritt
Set Z Matrix: 1 Es können bis zu 9 Heat Bed Scans gespeichert werden
Restore Defaults Setzt die Einstellungen auf die Standardwerte zurück
78

14. Kalibrierung
a) Allgemeine Hinweise zur Kalibrierung
Achtung! Berühren Sie auf keinen Fall die heißen Extruder oder das heiße Heiz-Bett! Es besteht Verbrennungsgefahr!
Beim Aufheizen kann es zu leichter Rauch- bzw. Dampfentwicklung kommen. Dies ist normal. Bitte sorgen Sie für entspre-
chende Belüftung.
Während die Kalibrierung durchgeführt wird, darf kein Filament in den beiden Extrudern eingelegt sein, da ansonsten die
Messwerte verfälscht werden.
SolltesichbereitsFilamentindenExtrudernbenden,mussdiesesvorderKalibrierungausbeidenExtrudernvollständig
entfernt werden. Beachten Sie dazu das Kapitel „15. c) Entfernen und Wechseln des Filaments“ bzw. die Methode 3 im
Kapitel „21. b) Reinigung“.
Stellen Sie außerdem sicher, dass die Extruder-Düsen außen sauber sind. Falls diese verschmutzt sind, reinigen Sie sie,
wie im Kapitel „21. b) Reinigung“ beschrieben.
Die beiden Extruder bzw. die Düsen müssen soweit gereinigt sein, das wenn diese auf Drucktemperatur aufgeheizt werden,
kein Filament mehr austritt.
Stellen Sie sicher, dass die Distanzbolzen vollständig in den Untertisch eingeschraubt sind und Heizplatte plan auf den
Distanzbolzenauiegt.
Diese Kalibrierung ersetzt keinesfalls die korrekte Grundeinstellung des Endschalters für die Z-Richtung oder die Einstel-
lung des Abstands zwischen der Düse und dem Heiz-Bett. Sie dient zum Ausgleich von leichten Unebenheiten der Heizplat-
te während des Drucks.
Bevor Sie die Kalibrierung durchführen, prüfen Sie zuerst, ob eine neue Firmware verfügbar ist und installieren diese. Be-
achten Sie dazu das Kapitel „20. Firmware-Update“. Durch das Update auf eine neue Version kann es sein, dass die Daten
des Heat Bed Scans gelöscht werden. Zum Überprüfen lesen Sie einfach die Daten mit dem Befehl „M3013“ aus, wie es
im Kapitel „19. a) Ermitteln der höchsten Position der Heizplatte“ beschrieben ist. Wenn dann eine Matrix angezeigt wird,
wurde diese nicht gelöscht.
Die Abbildungen der Displayanzeigen können je nach Firmware-Version evtl. etwas abweichen.
Bei den Heiz-Bett-Scans „Scan PLA“ und „Scan ABS“ erfolgt nach der Einstellung „Einstellen des Abstands zwischen Düse und Heizplatte“,
bis auf das Ausrichten des zweiten Extruders, alles automatisch. D.h. der Drucker heizt automatisch auf die entsprechend benötigten Temperaturen auf und ermittelt nach dem Heat Bed Scan automatisch den Abstand zwischen Düse und Heizplatte bei Drucktemperatur. Der ermittelte
Offset wird automatisch bei allen zukünftigen Ausdrucken berücksichtigt, der Z-Offset im Menü der Firmware bzw. über den Befehl „M3006“ im
G-Code kann in den meisten Fällen 0 sein.
Der Heiz-Bett-Scan über „Scan“ ist schneller, weil er bei tieferen Temperaturen durchgeführt wird und die Firmware daher nicht auf das Errei-
chen der PLA- oder ABS-Temperaturen warten muss. Da mögliche Änderungen des Abstands zwischen Heiz-Bett und Extruder aufgrund der
veränderten Temperatur beim Druck nicht von der Firmware berücksichtigt werden können, kann der entsprechende Z-Offset manuell ermittelt
und anschließend im Menü der Firmware oder über den Befehl „M3006“ im G-Code eingestellt werden.
Die vom Heat Bed Scan ermittelte Z-Matrix kann in bis zu 9 verschiedene Speicherstellen abgelegt werden. Die aktive Z-Matrix kann über das
„Set Z-Matrix“ Menü und den Befehl „M3009“ im G-Code ausgewählt werden. D.h. man kann den Heat Bed Scan für verschiedene Materialien
und/oder Slicer-Einstellungen durchführen und separat speichern. Vor dem Start des Druckvorgangs kann dann die jeweils optimale Z-Matrix
geladen und für die Z-Kompensation verwendet werden.
Die Kalibrierung sollte von Zeit zu Zeit durchgeführt werden. Sie ist Voraussetzung für eine hohe Druckqualität. Führen Sie die Ka-
librierung in jedem Fall nach einem Transport des 3D-Druckers, einer Veränderung an der Heizplatte oder nach einem Update der
Firmware durch.
Beachten Sie dabei aber, dass bei der Verwendung von mehr als einer Matrix evtl. wieder die manuelle Korrektur des Z-Offset-Werts nötig wird,
da bei der Kalibrierung die beiden Extruder mechanisch in ihrer Position verändert werden.
79

b) Einstellen des Abstands zwischen Düse und Heizplatte
Zur Kalibrierung wird nur der linke Extruder (aus der Frontansicht) (Extruder 0) verwendet. Der Abstand zwischen Düse und der
Heizplatte muss hier auf 0,3 mm eingestellt werden.
Wichtig! Die Position mit dem geringsten Abstand zwischen Düse und Heizplatte ermitteln Sie im kalten Zustand. D.h. sollten die
Extruder oder die Heizplatte zuvor aufgeheizt gewesen sein, lassen Sie sie zuerst komplett abkühlen!
Das Einstellen des linken Extruders erfolgt im heißen Zustand!
Achtung! Fassen Sie während der Einstellung keinesfalls an die heißen Extruder oder die Heizplatte! Es besteht Verbren-
nungsgefahr!
Ermitteln der Position mit dem geringsten Abstand
Fahren Sie zuerst alle Achsen des Druckers in die Home Position
(Home All).
Drücken Sie Im Hauptmenü OK (2).
Um jetzt alle Achsen in die Home-Position zu fahren, bestätigen Sie
mit OK.
Schalten Sie anschließend den Drucker aus.
Drücken Sie nochmals OK, um das Menü „QuickSettings“ zu öffnen.
Ermitteln Sie jetzt die Position auf der Heizplatte, wo der geringste
Abstand zwischen der Düse des linken Extruders und der Heizplatte
besteht.
Fahren Sie dazu die 9 Positionen an, die oben auf dem Bild markiert
sind. Bewegen Sie dazu vorsichtig den Extruder-Wagen und das
Heiz-Bett.
Am Einfachsten ermitteln Sie die richtige Position mit Hilfe einer Fühlerlehre.
Lassen Sie den Extruder-Wagen und das Heiz-Bett in der Position
stehen, wo Sie den geringsten Abstand ermittelt haben.
80

Aufheizen auf die Einstell-Temperatur
Schalten Sie den Drucker wieder ein und fahren Sie, sobald das
Hauptmenü angezeigt wird, mit der Pfeiltaste „nach unten“ (3) das
Heiz-Bett ein paar Zentimeter nach unten. Anschließend drücken Sie
auf OK.
Drücken Sie OK. Nochmals OK drücken, um „Temp. Bed“ auszuwählen.
Navigieren Sie mit den Richtungstasten (1) zum Menüpunkt „Extru-
der“.
Mit den Richtungstasten die Temperatur für das Heiz-Bett einstellen.
Da die Einstellung des Abstands bei Drucktemperatur erfolgen soll,
stellen Sie für PLA „60 °C“ ein und für ABS „120 °C“.
Mit den Richtungstasten „Temp. 0“ auswählen. Drücken Sie OK.
Mit den Richtungstasten die Temperatur für den linken Extruder einstellen. Da die Einstellung des Abstands bei Drucktemperatur erfolgen soll, stellen Sie für PLA „230 °C“ ein und für ABS „260 °C“.
Drücken Sie OK.
Drücken Sie OK.
81

Die Richtungstaste „links“ 2x drücken, um wieder ins Hauptmenü zu
wechseln.
Navigieren Sie mit den Richtungstasten zum Menüpunkt „Position“. Drücken Sie OK.
Warten Sie, bis die Ist-Temperatur des linken Extruders und der Heizplatte die von Ihnen eingestellte Temperatur anzeigt.
Lassen Sie beides noch min. 10 Minuten weiterheizen, bis sich die
Temperatur der Heizplatte stabilisiert hat und diese vollständig durchgeheizt ist und sich der Extruder vollständig ausgedehnt hat.
Anschließend OK drücken.
Navigieren Sie mit den Richtungstasten zum Menüpunkt „Home Z“. Drücken Sie OK, um die Heizplatte in die Z-Home Position zu fahren.
82

Einstellen des linken Extruders (Extruder 0)
Nehmen Sie den Streifen Kalibrierband (0,3 mm) (optional), oder einen 0,3 mm Streifen
einer Fühlerlehre zur Hand und schieben Sie ihn vorsichtig zwischen den linken Extruder und die Heizplatte.
Beachten Sie, dass das linke Bild aus der Rückansicht aufgenommen wurde. Daher ist der Extruder 0 hier der rechte.
Halten Sie den rechten, kalten Extruder z.B.
mit einem Schlitzschraubendreher fest und
lösen Sie vorsichtig die Schraube der Extruder-Halterung in der Mitte des Lüfter-Blechs.
Falls Sie eine Fühlerlehre zur Hand haben,
können Sie unter den rechten Extruder ein
Streifen mit 0,6 bis 1,0 mm, je nachdem was
leicht dazwischen passt, unterlegen.
Bevor Sie die Schraube der Extruder wieder festziehen, muss der
linke Extruder locker auf dem Kalibrierstreifen (0,3 mm) auiegen
und der rechte Extruder muss möglichst ganz oben sein (Anschlag
Extruder-Halterung).
Ziehen Sie dann die mittlere Schraube der Extruder-Halterung wieder
fest und entfernen Sie die Kalibrierstreifen.
Schalten Sie die Heizung der beiden Extruder und von der Heizplatte
aus und lassen Sie beides abkühlen.
Beachten Sie, dass das Bild aus der Rückansicht aufgenommen
wurde. Daher ist der Extruder 0 hier der rechte.
Sobald diese Einstellung und einer der nachfolgenden Head Bed Scans einmal erfolgreich durchgeführt wurde, kann über die Repe-
tier-Host Software die richtige Position des geringsten Abstands ermittelt werden.
Beachten Sie dazu das Kapitel „19. a) Ermitteln der höchsten Position der Heizplatte“.
Achtung! Fassen Sie während der Einstellung keinesfalls an die
heißen Extruder oder die Heizplatte! Es besteht Verbrennungsgefahr!
Es darf keine Kraft auf die Heizplatte ausgeübt werden, da ansonsten die Glaskeramik zerbricht (Verlust von Gewährleistung/
Garantie). Außerdem kann sich dadurch die Position der Heizplatte verändern.
83

c) Durchführen des Head Bed Scans für PLA oder ABS
Der Text unter dem jeweiligen Bild beschreibt, welche Taste gedrückt bzw. was eingestellt werden muss, wenn diese Anzeige zu
sehen ist.
Start des Heat Bed Scans
Im Hauptmenü OK (2) drücken. Mit den Richtungstasten (1) zum Menüpunkt „Conguration“ fa-
hren.
OK drücken. Mit den Richtungstasten „Z Calibration“ wählen.
OK drücken. Mit den Richtungstasten zum Menüpunkt „Scan PLA“ oder „Scan
ABS“ fahren (je nachdem, für welches der Materialien Sie den Scan
durchführen wollen).
OK drücken, um den gewählten Scan zu starten.
Die Richtungstaste „links“ 3x drücken, um wieder ins Hauptmenü zu
wechseln.
Der Drucker heizt jetzt das Heiz-Bett und beide Extruder automatisch
auf (Heiz-Bett PLA = 60 °C, ABS = 120 °C; beide Extruder PLA = 100
°C, ABS = 100 °C).
Sobald die Temperaturen erreicht sind, wartet der Drucker 10 Minuten, damit die Extruder und das Heiz-Bett komplett durchgeheizt sind.
84

Anschließend startet automatisch der Head Bed Scan.
Ausrichten des rechten Extruders und Ermitteln des aktuellen Abstand zwischen Düse und Heizplatte bei Drucktemperatur
Nach erfolgter Vermessung fahren die Heizplatte und der ExtruderWagen wieder in die Home-Position und unmittelbar danach in die
Mitte der Heizplatte.
Im Display wird „Align Extruders“ angezeigt.
Dies bedeutet, dass jetzt der zweite Extruder ausgerichtet werden
muss.
Lösen Sie dann die Schraube an der Extruder-Halterung und lassen
Sie den zweiten Extruder (Extruder 1) vorsichtig auf die Heizplatte
herab. Beide Extruder sollen dabei gleich stark auiegen.
Anschließend ziehen Sie die Schraube an der Extruder-Halterung
wieder an.
Drücken Sie die Taste „Play“ (5) um den Heat Bed Scan fort zu setzen.
Achtung! Fassen Sie während der Einstellung keinesfalls an die
heißen Extruder oder die Heizplatte! Es besteht Verbrennungsgefahr!
Der Drucker fährt mit der Z-Achse in die Home Position. Der Drucktisch wird etwas abgesenkt.
Unmittelbar danach heizt er die Extruder automatisch auf die Drucktemperatur auf. Die Temperatur hängt davon ab, welchen Scan Sie
durchgeführt haben (PLA = 230 °C, ABS = 260 °C).
Die Temperatur des Heiz-Betts bleibt auf der bereits eingestellten
Temperatur (PLA = 60 °C, ABS = 120 °C).
Sobald die Temperatur erreicht ist, wartet der Drucker 10 Minuten,
damit die Extruder komplett durchgeheizt sind.
Anschließend ermittelt der Drucker den aktuellen Abstand zwischen
Düse und Heizplatte bei Drucktemperatur.
Dieser wird gespeichert und für alle Ausdrucke automatisch übernommen.
In der Regel ist jetzt keine Einstellung des Z-Offsets Werts mehr nötig.
Zum Schluss fährt der Drucker alle Achsen in die Home Position und
schaltet die Heizung der Extruder und des Heiz-Betts aus.
Wenn „Scan completed“ in der Statusleiste angezeigt wird, ist der
Scan abgeschlossen.
Wenn zu irgendeiner Zeit im Display „Scan aborted“ angezeigt wird,
heißt dies, dass die Vermessung abgebrochen wurde.
Beachten Sie in diesem Fall das Kapitel „22. Problembehebung“.
85

d) Durchführen des schnellen Head Bed Scans
Der Text unter dem jeweiligen Bild beschreibt, welche Taste gedrückt bzw. was eingestellt werden muss, wenn diese Anzeige zu
sehen ist.
Aufheizen des Heiz-Betts und der Extruder
Im Hauptmenü OK (2) drücken. Mit den Richtungstasten (1) „Extruder“ wählen.
OK drücken. OK drücken, um „Temp. Bed“ auszuwählen.
Mit den Richtungstasten „100 °C“ einstellen. OK drücken.
Mit den Richtungstasten „Temp. 0“ auswählen. OK drücken.
Mit den Richtungstasten „120 °C“ einstellen. OK drücken.
86

Mit den Richtungstasten „Temp. 1“ auswählen. OK drücken.
Mit den Richtungstasten „120 °C“ einstellen. OK drücken.
Die Richtungstaste „links“ 2x drücken, um wieder ins Hauptmenü zu
wechseln.
Start des Heat Bed Scans
Mit den Richtungstasten zum Menüpunkt „Conguration“ fahren. OK drücken.
Warten, bis die Ist-Temperatur der Extruder im Display 120 °C und
die Ist-Temperatur der Heizplatte 100 °C anzeigt.
Dann noch min. 10 Minuten weiterheizen lassen, bis sich die Temperatur der Heizplatte stabilisiert hat und diese vollständig durchgeheizt
ist und sich der Extruder vollständig ausgedehnt hat.
Anschließend OK drücken.
Mit den Richtungstasten „Z Calibration“ wählen. OK drücken.
87

OK drücken, um „Scan“ auszuwählen.
Die Richtungstaste „links“ 3x drücken, um wieder ins Hauptmenü zu
wechseln.
Ausrichten des rechten Extruders
In der Statusanzeige des Hauptmenüs erscheint „Heat Bed Scan“.
Die Geometrie der Heizplatte wird nun automatisch vermessen. Dieser Vorgang dauert einige Zeit.
Nach erfolgter Vermessung fahren die Heizplatte und der ExtruderWagen wieder in die Home-Position und unmittelbar danach in die
Mitte der Heizplatte.
Die Heizung der Extruder und der Heizplatte wird automatisch ausgeschaltet.
Im Display wird „Align Extruders“ angezeigt.
Dies bedeutet, dass jetzt der zweite Extruder ausgerichtet werden
muss.
Heizen Sie die Heizplatte wieder auf 100 °C und beide Extruder auf
120 °C auf. Gehen Sie dabei so vor, wie in diesem Kapitel unter
Punkt „Aufheizen des Heiz-Betts und der Extruder“ beschrieben.
Wenn die eingestellten Temperaturen erreicht sind, warten Sie min.
10 Minuten.
Wenn „Scan completed“ in der Statusleiste angezeigt wird, ist der
Scan abgeschlossen und die Werte gespeichert.
Der Extruder 0 sollte jetzt wieder vollständig auf der Heizplatte aufliegen.
Lösen Sie dann die Schraube an der Extruder-Halterung und lassen
Sie den zweiten Extruder (Extruder 1) vorsichtig auf die Heizplatte
herab. Beide Extruder sollen dabei gleich stark auiegen.
Anschließend ziehen Sie die Schraube an der Extruder-Halterung
wieder an.
Drücken Sie die Taste „Play“ (6) um den Heat Bed Scan zu beenden.
Achtung! Fassen Sie während der Einstellung keinesfalls an die
heißen Extruder oder die Heizplatte! Es besteht Verbrennungsgefahr!
Wenn zu irgendeiner Zeit im Display „Scan aborted“ angezeigt wird,
bedeutet dies, dass die Vermessung abgebrochen wurde.
Beachten Sie in diesem Fall das Kapitel „22. Problembehebung“.
88

15. Einlegen, Entfernen und Wechseln des Filaments
a) Einlegen des Filaments - mechanischer Teil
Die Filament-Rollen auf die Welle des Filament-Halters stecken. Die
Filament-Rollen müssen frei beweglich sein.
Außen auf die Kugellagerhalterung drücken und dabei das Filament
durch die Kugellagerhalterung hindurch einführen.
Das Filament am Vorschubmotor vorbei bis zum Anschlag in den Extruder einschieben.
Das Filament muss in einer geraden Linie von oben zwischen Vorschubmotor und Kugellager in die Bohrung am Extruder geführt werden.
Wenn man am Filament zieht oder schiebt, muss sich der Vorschubmotor ohne Schlupf oder Verklemmen drehen können.
Dann, falls noch nicht geschehen, den Drucker einschalten und die
Druckplatte mit der Pfeiltaste „nach unten“ (3), manuell nach unten
fahren, damit das Filament gut austreten kann.
89

b) Einlegen des Filaments über das Menü vom Drucker
Vor dem Einlegen, Entfernen oder Wechseln des Filaments muss der entsprechende Extruder aufgeheizt werden, damit sich das Filament
sauber in den Extruder einlegen bzw. aus dem Extruder entfernen lässt.
Berühren Sie beim Einlegen, Entfernen oder Wechseln des Filaments nicht die heiße Extruder-Düse! Verbrennungsgefahr!
Warten Sie beim manuellen Einlegen, Entfernen oder Wechseln des Filaments immer ab, bis die Extruder-Temperatur er-
reicht ist und lassen Sie den Extruder noch ca. eine Minute durchheizen, da ansonsten der Extruder brechen kann.
Beim Aufheizen kann es zu leichter Rauch- bzw. Dampfentwicklung kommen. Dies ist normal. Bitte sorgen Sie für entspre-
chende Belüftung.
Linker Extruder (Extruder 0)
Aus dem Hauptmenü heraus OK (2) drücken. Mit den Richtungstasten (1) „Extruder“ wählen.
OK drücken. Mit den Richtungstasten zu „Load Filament“ fahren.
OK drücken.
Wichtig! Beim Menüpunkt „Active Extruder“ muss auf jeden Fall eine
„0“ stehen. Nur dann ist der linke Extruder als aktiver ausgewählt.
Rechter Extruder (Extruder 1)
Der nachfolgend beschriebene Weg zum Einlegen des Filaments ist eine Alternative zum vorherigen Weg. Selbstverständlich können Sie das Filament auf beide Arten in beide Extruder einlegen.
Der Drucker heizt jetzt automatisch den aktiven Extruder (nach dem
Einschalten ist dies immer der Extruder 0, also der linke) auf. Sobald
er die voreingestellte Soll-Temperatur erreicht hat, wird das Filament
eingezogen.
Der Vorgang wird nach einer gewissen Zeit automatisch beendet und
die Extruder-Heizung wird ausgeschaltet.
Aus dem Hauptmenü heraus OK drücken. Mit den Richtungstasten „Extruder“ wählen.
90

OK drücken. Mit den Richtungstasten zu „Active Extruder“ fahren.
OK drücken. Dann wird als aktiver Extruder der 2. ausgewählt (Ex-
truder 1).
OK drücken. Mit den Richtungstasten „200 - 230 °C“ (z.B. für PLA) einstellen.
OK drücken. Die Richtungstaste „links“ 2x drücken, um wieder ins Hauptmenü zu
Mit den Richtungstasten zum Punkt „Temp. 1“ fahren.
wechseln.
Warten Sie bis der Extruder vollständig aufgeheizt ist.
Dann mit der Taste „Filament-Vorschub +“ (4) das Filament einfahren und extrudieren lassen.
Wenn das Filament eingelegt ist, wechseln Sie wieder ins Menü „Ex-
truder“ und fahren zum Menüpunkt „Extruder 1 off“.
Dann drücken Sie OK, um die Extruder-Heizung auszuschalten.
91

Damit ist das Einlegen des Filaments abgeschlossen.
Die Richtungstaste „links“ 2x drücken, um wieder ins Hauptmenü zu
wechseln.
Wichtig! Beim 2. Extruder muss auf jeden Fall als aktiver Extruder
der Extruder 1 ausgewählt werden. Dann kann das Einlegen auch mit
der Funktion „Load Filament“ durchgeführt werden.
c) Entfernen und Wechseln des Filaments
Halten Sie das Filament, wenn es aus dem Extruder herausfährt, fest. Ansonsten kann es herausspringen und Verletzungen
verursachen.AußerdemkönnendieoberenLagenderjeweiligenFilament-Rolleaufspringen,waszueinemVerhedderndes
Filaments führen kann.
Entfernen des Filaments
Zum Entfernen des Filaments gehen Sie genauso vor wie beim Einlegen. Wählen Sie dann aber im Menü „Extruder“ nicht „Load Filament“,
sondern „Unload Filament“ aus.
Der aktive Extruder wird automatisch aufgeheizt. Anschließend wird nach einer kurzen Wartezeit das Filament aus dem Extruder herausgefahren.
Selbstverständlich können Sie dies manuell durchführen. Benutzen Sie dazu, nachdem der Extruder aufgeheizt ist, die Taste „Filament-
Vorschub -“ (4).
Wechsel des Filaments
Beim Wechsel des Filaments gehen Sie ebenfalls genauso vor. Entfernen Sie das Filament („Unload Filament“) und anschließend legen Sie
das neue Filament ein („Load Filament“).
Wenn Sie den Vorgang manuell durchführen, können Sie nach dem Entfernen sofort das neue Filament einlegen.
Egal ob Sie die Funktion „Load Filament“ verwenden, oder das Filament mit Hilfe der Vorschubtasten in den Extruder einfahren,
achten Sie immer darauf, dass der Aususs des Filaments aus den Düsen und auch der Anpressdruck der Kugellagerhalterung bei
beiden Extrudern gleich sein muss.
92

16.ErsterAusdruckeinesBeispielobjektsvonderSD-Karte
Beim Aufheizen kann es zu leichter Rauch- bzw. Dampfentwicklung kommen. Dies ist normal. Bitte sorgen Sie für entspre-
chende Belüftung.
WennSiemitPLA-Filament drucken,beklebenSie dieHeizplattezur besserenHaftungdesDruckobjektsmitPutz-Band
oder einem leicht strukturierten Kreppband. Im Handel ist auch spezielles Klebeband verfügbar, welches genau für diesen
Zweck entwickelt wurde. Alternativ kann auch Haarspray oder ein spezieller Klebestift verwendet werden.
DieDruckdateienndenSieaufderbeiliegendenSD-KarteimOrdner GCODE.DiefertigenDruckdateiensindimOrdner
„PLA“ abgespeichert.
Wichtig! Wenn Sie noch keine Erfahrung mit ABS gesammelt haben, empfehlen wir Ihnen dringend, zuerst einige Zeit mit
PLA zu drucken und sich mit den Einstellungen, die zu verschiedenen Ergebnissen führen können, vertraut zu machen.
Bevor Sie beginnen, aktualisieren Sie, falls noch nicht geschehen, die beiliegende Speicherkarte. Den entsprechenden
DownloadhierzundenSieaufderjeweiligenProduktseiteunsererHomepageoderimDownload-Bereich.
In unserem Beispiel wird ein einfarbiges Objekt im Single-Extruder-Modus gedruckt. D.h., es wird nur der aktive, normalerweise der linke,
Extruder (Extruder 0) verwendet. Wollen Sie stattdessen mit dem rechten Extruder drucken, wählen Sie im Menü „Extruder“ den Punkt „Active
Extruder“ mit der Taste OK an, um den aktiven Extruder von 0 auf 1 zu wechseln.
Entsprechend Ihrer Auswahl muss im aktiven Extruder ein Filament, vorzugsweise PLA, eingelegt sein.
Stecken Sie die beiliegende SD-Karte in den SD-Kartenleser rechts am 3D-Drucker.
Wichtig! Die Kontakte der Speicherkarte müssen beim Einlegen zum Drucker und nach oben weisen! Wenn Sie die Karte
ganz in den Slot stecken, rastet diese ein. Zum Entfernen einfach wieder auf die Karte drücken!
Die Karte wird nach dem Einstecken automatisch erkannt. Vor dem Entnehmen sollten Sie in das Hauptmenü wechseln und es darf
natürlich aktuell kein Druck von der Speicherkarte erfolgen.
Im Hauptmenü OK (2) drücken und mit den Richtungstasten (1) „SD-
Card“ auswählen. Nochmals OK drücken.
In der Ordner-Struktur der SD-Karte mit Richtungstasten den Ordner
„GCODE“ wählen.
„Printle“ auswählen und mit OK bestätigen.
Mit OK bestätigen und zum Unterordner „PLA“ navigieren.
Mit OK bestätigen und mit den Richtungstasten zur Datei „Heart.
gcode“ fahren. Gegebenenfalls zuerst den Ordner „Heart“ öffnen.
Wieder mit OK bestätigen. Das Display wechselt wieder ins Hauptmenü.
93

Zuerst wird die Heizplatte aufgeheizt. Danach fahren die Achsen in die Home-Position und der Extruder
wird aufgeheizt.
Sobald der Extruder seine Betriebstemperatur erreicht hat, startet der
Druck.
Der Fortschritt des Aufheizvorgangs von Heizplatte und Extruder kann anhand der Temperaturanzeigen in der oberen Displayzeile
verfolgt werden.
Der Druckfortschritt kann in der unteren Statusanzeige verfolgt werden.
Während der ersten Zentimeter des Drucks kann der Abstand zwischen Heizplatte und den Extrudern mit den Tasten für die Heizplattenbewegung (3) manuell feinjustiert werden. Wenn Sie die Tasten für die Heizplattenbewegung (3) betätigen, dann halten Sie die Tasten auf keinen
Fall gedrückt, sondern tasten diese nur!
Bei dieser Einstellung unbedingt darauf achten, dass die Extruder die Heizplatte nicht berühren dürfen, da hierdurch die
Heizplatte als auch die Extruderdüsen beschädigt werden können (Verlust von Gewährleistung/Garantie).
Wenn Sie den Heat Bed Scan für PLA (Scan PLA) oder ABS (Scan ABS) durchgeführt haben, sollte der Drucker beim Drucken bereits den optimalen Abstand zwischen Düse und Heizplatte einstellen. Haben Sie nur den schnellen Head Bed Scan (Scan) durchgeführt, können Sie den Abstand mit Hilfe des Punkts „ZOffset“ im Menü „Conguration“ - „Z Calibration“ anpassen.
Wenn die automatische Z-Kompensation aktiv ist, wird im Display neben der Z-Position (5) „Cmp“ angezeigt.
Sollte am Anfang kein Filament aus dem Extruder austreten, muss die Filament-Vorschubtaste (4) betätigt werden, bis Filament austritt.
Es kann sein, dass sich mit der Zeit an den Filament-Vorschubrändeln Filament-Späne ansammeln. Diese sollten unbedingt
(möglichst) sofort, z.B. durch Wegblasen, entfernt werden. Kontrollieren und reinigen Sie regelmäßig die Filament-Vorschubrändeln! Andernfalls kann es sein, dass sich die Späne im Rändeln festsetzen und dadurch kein Filament mehr gefördert werden kann (Rändeln rutscht dann durch).
Die beiden Lüfter am Extruder laufen bei PLA und ABS standardmäßig ab dem 4. Layer, vorausgesetzt die Einstellung wurde in den
Slicer-Einstellungen nicht verändert.
Je nach Druckobjekt kann das Druckergebnis bei ABS aber ohne Lüfter besser sein. Schalten Sie die Lüfter in diesem Fall, in den
Slicer-Einstellungen aus.
Sollten die beiden Lüfter nicht richtig laufen, prüfen Sie bitte, ob diese evtl. verspannt befestigt sind.
Lassen Sie das gedruckte Objekt nach dem Druck erst einige Minuten abkühlen. Wenn die Temperatur der Heizplatte unter 40 °C liegt (siehe
Displayanzeige), löst sich das Druckobjekt von der Heizplatte und Sie können es entnehmen.
Falls sich das Druckobjekt nicht leicht lösen lässt, können Sie es mit einem Glasschaber, Rasierklingen-Spachtel, Messer o.ä. vorsichtig ablösen.
Üben Sie hierbei keinerlei mechanische Gewalt auf die Heizplatte aus. Gefahr des Heizplattenbruchs (Verlust von Gewährleistung/Garantie)!
94

Um einen stabilen Betrieb zu gewährleisten, nutzen Sie für längere Ausdrucke den Druck von der SD-Karte. Andernfalls kann es
passieren, dass der Druck abbricht, weil der Drucker über das USB-Interface neu gestartet wird. Dies kann durch einen Neustart des
PCs, die Neuinitialisierung des USB-Controllers oder auch durch einen Virenscanner hervorgerufen werden.
Im Internet auf unserer Homepage www.conrad.com nden Sie im Download-Bereich der Produktseite des Druckers eine Druckdatei
„Spulen Aufnahme“ zum Downloaden. Diese kann zusätzlich am Filament-Halter zur Unterstützung der Filament-Rollen montiert
werden.
17. Allgemeine Hinweise zum 3D-Druck
Die Druckqualität bei 3D-Drucken hängt von sehr vielen Faktoren ab.
Es ist deshalb nicht immer gleich beim ersten Versuch möglich, ein befriedigendes Druckergebnis zu erhalten.
Extruder-Temperatur
Die optimale Extruder-Temperatur ist vom Filament-Material und der Druckschicht-Stärke abhängig. Die Herstellerangaben für die Drucktemperatur variieren hier zum Teil sehr stark.
Führen Sie erste Probedrucke mit einer Temperatur aus, die im mittleren Bereich der Herstellerangabe liegt.
Um die Druckqualität zu optimieren, drucken Sie das gleiche Objekt mit gleicher Druckschicht-Stärke und verschiedenen Extruder-Tempera-
turen in 5 °C-Schritten aus und vergleichen Sie danach die Druckergebnisse.
So nähern Sie sich am einfachsten an die optimale Extruder-Temperatur für verschiedene Filamente und Druckschicht-Stärken an.
Ist die Extruder-Temperatur zu heiß eingestellt, kann das Material nicht schnell genug abkühlen und schmilzt dadurch die darunter liegende
Schicht nochmals auf.
Ist die Extruder-Temperatur zu gering, wird das Filament nicht üssig genug und der Filament-Strom ist nicht homogen. Außerdem können sich
die einzelnen Filament-Schichten nicht ausreichend verbinden.
Heiz-Bett-Temperatur
Die optimale Heiz-Bett-Temperatur ist ebenfalls vom Filament-Material abhängig. Sie ermöglicht eine optimale Haftung des gedruckten Objekts
auf der Heizplatte.
PLA kann auch ohne Heiz-Bett gedruckt werden, jedoch hat sich hier eine Temperatur von ca. 60 °C als ideal erwiesen.
Beim Druck von PLA (besonders bei kleinen Objekten mit geringer Grundäche) sollte das Heiz-Bett zusätzlich mit Putz-Band oder einem leicht
strukturierten Kreppband beklebt werden, um die Oberächenhaftung zu erhöhen.
ABS benötigt zum Druck ein Heiz-Bett, da es ansonsten nicht oder nur unzureichend haftet. Hier sollte mit einer Temperatur von ca. 120 bis
130 °C experimentiert werden.
Ist die Heiz-Bett-Temperatur zu hoch, kann sich das gedruckte Objekt verziehen oder die unteren Schichten kühlen zu langsam ab.
Ist die Heiz-Bett-Temperatur zu niedrig, haftet das gedruckte Objekt nicht ausreichend oder die Ecken lösen sich beim Druck von der Heizplatte.
Druckschicht-Stärke
Die Stärke der Druckschicht bestimmt die Höhe der einzelnen Druckschichten und somit die Auösung und Qualität des gedruckten Objekts.
Je dünner die Druckschichten sind, desto besser ist die Druck-Qualität und desto länger dauert der Druck.
Je dicker die Druckschichten sind, desto schlechter ist die Druck-Qualität und desto kürzer ist die Druckzeit.
Experimentieren Sie mit den oben genannten Parametern, um für Sie die besten Druckergebnisse in Abhängigkeit zum verwendeten
Material zu nden.
Die ersten Druckversuche sollten Sie mit PLA-Filament durchführen, da dies ein relativ einfach zu beherrschendes Material ist, bei
dem es zu weniger Problemen mit Schrumpfung, Genauigkeit und Haftung auf der Heizplatte kommt.
95

18. Software „Repetier-Host“
a) Allgemeines zur Software
Im Rahmen dieser Anleitung kann leider nicht die komplette Funktionsweise der beiliegenden Software erklärt werden. Hierzu verweisen wir
auf die integrierte Online-Hilfe-Funktion und die Informationen unter www.repetier.com.
Die Grundbedienung und der Weg zum ersten Ausdruck sind jedoch nachfolgend beschrieben, damit Sie schnell und problemlos zu einem
Ergebnis kommen.
AufderbeiliegendenSD-KartebendetsichimOrdner„Repetier-Host“eineCustom-VersionderSoftware,diedieDruckereinstellungenunddieKongurationsdateienfürdenRF2000bereitsenthält.WirempfehlenIhnendringend,dieCustomVersionderSoftwarezuinstallieren,daSiedanndieSoftwarenichtkongurierenmüssenunddieerforderlichenTreiber
bereits mitinstalliert werden.
DiejeweilsaktualisierteCustom-VersionderSoftwarendenSieinunseremShopwww.conrad.com auf der Produktseite
des Druckers. Diese Version der Anleitung ist gültig ab der Repetier-Host Software Version 1.6.2 oder höher.
DieKongurationderSoftwareunddieTreiberinstallationsindzurVollständigkeitweiterhintenimAnhangdieserAnlei-
tungbeschrieben.DieSoftwaremussjedochnurkonguriertwerden,wennsiedieGrundversionderSoftwarevonwww.
repetier.com installieren.
Wenn Sie bereits eine vorherige Grundversion der Software installiert haben, kann die alte Version deinstalliert und die
Custom-Version neu installiert werden. Die Slicer-Einstellungen der vorherigen Version werden dabei nicht gelöscht und
erscheinen in der Custom-Version wieder.
Die Software Repetier-Host erfüllt folgende Aufgaben:
• Anordnung des zu druckenden 3D-Objekts auf der Druckplatte.
• Aufschneiden (Slicen) des zu druckenden Objekts in dünne Schichten, die der 3D-Drucker Schicht für Schicht ausdrucken kann. Das Ergeb-
nis dieses Vorgangs ist eine so genannte G-Code-Datei.
• Überprüfung der G-Code-Dateien auf Fehler und Druckbarkeit.
• Senden der G-Code-Dateien an den Drucker bzw. Abspeicherung auf einer SD-Karte zum Stand-Alone-Druck.
• Überwachung des 3D-Druckers im Betrieb.
• Einstellung und Speicherung von Drucker und Filament spezischen Daten.
b) Installation
• Installieren Sie die Datei „setupRepetierHostRenkforce_x_x_x.exe“ aus dem Verzeichnis „Repetier-Host“ von der SD-Karte (x_x_x be-
zeichnet hier die Software-Version).
Zur Installation der Custom-Version von Repetier-Host sind Administratorrechte erforderlich, da ansonsten die erforderlichen Kongurationsdateien und Druckereinstellungen nicht installiert werden. Wenn eine entsprechende Meldung in Windows® erscheint, bestätigen Sie diese auf jeden Fall mit Ja. Anderenfalls bricht die Installation ab.
Wenn das Setup frägt, ob Sie die Seriellen Treiber installieren („Install serial driver“) wollen, führen Sie dies bei der Erstinstallation
auf jeden Fall aus, da sonst der Drucker nicht erkannt wird.
• Alternativ kann die Installationsdatei für die Grundversion der Software auch von www.repetier.com heruntergeladen werden. Dort werden
auch MacOS X- und LINUX-Versionen dieser Software angeboten.
Voraussetzung für die Installation unter Windows®:
Microsoft .Net Framework 4 muss auf dem Computer installiert sein. Diese Software kann kostenlos von
www.microsoft.com heruntergeladen bzw. im Betriebssystem über die Windows
®
Features nachinstalliert werden.
Die weiteren Systemvoraussetzungen für die Installation von Repetier-Host (auch für andere Betriebssysteme) nden Sie unter
www.repetier.com.
Updates für Repetier-Host werden regelmäßig unter www.repetier.com veröffentlicht. Updates der Custom-Version nden Sie auf
www.conrad.com im Download-Bereich auf der Produktseite des 3D-Druckers.
96

c) Verbinden des angeschlossenen Druckers
Starten Sie das Programm Repetier-Host und klicken Sie rechts oben im Fenster auf „Druckereinstellungen“.
• Wählen Sie oben im Menü den Drucker „RF2000_3D“ aus (1).
• Stellen Sie den Port ein und kontrollieren Sie die Baudrate. Wenn Sie bei (1) den richtigen Drucker ausgewählt haben, ist die Baudrate (3)
bereits korrekt auf „115200“ voreingestellt.
Die Portnummer (2) ist systemabhängig.
Normalerweise sollte aber mit der aktuellen Version der Software (ab 1.6.2), die
Einstellung „Auto“ funktionieren.
Stellen Sie dann den COM-Port, der im
• Klicken Sie auf „OK“ (4).
Sollte dies bei Ihnen nicht korrekt funktionieren, können sie im Gerätemanager der
Systemsteuerung unter Anschlüsse (COM
und LPT) den Port nachsehen.
Gerätemanager aufgeführt ist, in der Software ein.
1
2
3
4
97

Klicken Sie im Hauptbildschirm der Software links oben auf „Verbinden“.
Nach einigen Sekunden erscheint das Symbol in grün und die Beschriftung ändert sich in „Trennen“.
Der Drucker wurde erfolgreich mit der Software verbunden und es können nun einige manuelle Einstellungen ausprobiert werden.
98

d) Manuelle Bedienung über die Software
Klicken Sie im Hauptbildschirm der Software auf den Tab „Manuelle Kontrolle“ (1).
Vor dem Ausprobieren der manuellen Druckersteuerung muss unbedingt die Einstellung der Endschalter für die Z- und die
Y-Achse vorgenommen worden sein. Beim Fertiggerät wurde erste Grundeinstellung bereits bei der Herstellung durchge-
führt,solltejedochzurSicherheitnochmalskontrolliertwerden.
Wird dies nicht beachtet, kann es zu Beschädigungen des 3D-Druckers kommen (Verlust von Gewährleistung/Garantie).
1
7
(2) Alle Achsen fahren in die Home-Position
9
10
11
12
13
3
2
6
4
5
6
8
(3) X-Achse fährt in die Home-Position
(4) Y-Achse fährt in die Home-Position
(5) Z-Achse fährt in die Home-Position
(6) Mit den Pfeilsymbolen lassen sich die entsprechenden Achsen manuell bedienen. Je nachdem, wo man den Pfeil anklickt, werden ver-
schieden lange Strecken gefahren. Die Streckenlänge wird angezeigt, wenn man den Mauszeiger über die entsprechende Schaltäche
des Pfeils führt.
(7) Auswahl des Extruders
(8) Filament-Vorschub für den ausgewählten Extruder (Extruder muss aufgeheizt sein!)
(9) Einstellung der Druckgeschwindigkeit
(10) Lüfter ein-/ausschalten; rechts kann die Geschwindigkeit eingestellt werden
(11) Heiz-Bett ein-/ausschalten; rechts kann die Temperatur eingestellt werden
(12) Extruder-Heizung für den 1. Extruder (linker am Drucker) ein-/ausschalten; rechts kann die Temperatur eingestellt werden
(13) Extruder-Heizung für den 2. Extruder (rechter am Drucker) ein-/ausschalten; rechts kann die Temperatur eingestellt werden
99

e)PlatzierungeinesDruckobjektsinderSoftware
Klicken Sie im Hauptbildschirm der Software im Tab Objektplatzierung auf das „+“-Symbol.
Wählen Sie die gewünschte Datei aus und klicken Sie auf „OK“.
Alternativ können Sie die Datei auch einfach in die Software hereinziehen.
Das 3D-Objekt „fällt“ auf die Druckplatte im Hauptfenster.
Es können folgende Dateitypen mit dieser Software geöffnet werden:
*.stl (STL-Dateien)
*.obj (OBJ-Dateien)
*.3ds (3D-Studio-Dateien)
Im Ordner „STL“ auf der beiliegenden SD-Karte nden Sie einige Beispiele für die ersten Druckversuche. Es gibt jedoch im Internet
viele Seiten, von denen 3D-Dateien heruntergeladen werden können (z.B. www.thingiverse.com).
Alternativ können Sie natürlich auch mit einem 3D-Programm selbst solche Dateien erstellen.
100
 Loading...
Loading...