

Renkforce RF2000 Operating Instructions

Operating Instructions
3D-Printer Construction Kit RF2000
Order No. 1395718
3D-Printer RF2000
Order No. 1395717

Table of Contents
Page
1. Introduction ....................................................................................................................................................................................................4
2. Explanation of Symbols..................................................................................................................................................................................4
3. Intended Use ..................................................................................................................................................................................................5
4. Safety Information ..........................................................................................................................................................................................6
a) General Information .................................................................................................................................................................................6
b) Set-Up, Site of Operation .........................................................................................................................................................................6
c) Operation .................................................................................................................................................................................................7
d) Socket ......................................................................................................................................................................................................7
5. Feature Description ........................................................................................................................................................................................8
6. Working Principle of the 3D Printer ................................................................................................................................................................8
7. Overview of the Most Important Parts ............................................................................................................................................................9
8. Required Tools and Material ........................................................................................................................................................................10
9. Assembly of the Mechanical Parts ...............................................................................................................................................................10
a) General Information ...............................................................................................................................................................................10
b) Assembly of the Components ................................................................................................................................................................ 11
10. Wiring of the Electrical Components ............................................................................................................................................................42
a) General Information ...............................................................................................................................................................................42
b) Installation and Connection of the PCBs and Components ...................................................................................................................43
c) Wiring of the Components .....................................................................................................................................................................52
11. Final Work ....................................................................................................................................................................................................66
12. First Commissioning.....................................................................................................................................................................................69
a) Installation of the Filament Holder .........................................................................................................................................................69
b) Inspection of the Fan Sheet and the Actuation for the Z-Limit Switch ...................................................................................................70
c) Setup and Transport ..............................................................................................................................................................................70
d) Mains Connection and First Activation ...................................................................................................................................................71
13. Operation at the Printer ................................................................................................................................................................................72
a) Function Description of the Operating Buttons ......................................................................................................................................72
b) Description of the Extruders ..................................................................................................................................................................72
c) The Expanded Main Menu .....................................................................................................................................................................73
d) Menu Overview ......................................................................................................................................................................................73
e) Functions of the Individual Menu Items .................................................................................................................................................76
14. Calibration ....................................................................................................................................................................................................79
a) General Notes on Calibration ................................................................................................................................................................79
b) Setting the Distance between the Nozzle and the Heating Plate...........................................................................................................80
c) Executing the Head Bed Scan for PLA or ABS ......................................................................................................................................84
d) Executing the Quick Head Bed Scan .....................................................................................................................................................86
15. Inserting, Removing and Changing the Filament .........................................................................................................................................89
a) Inserting the Filament - Mechanical Part ...............................................................................................................................................89
b) Inserting the Filament via the Printer Menu ...........................................................................................................................................90
c) Removing and Changing the Filament ..................................................................................................................................................92
16. First Print of an Example Object from the SD Card .....................................................................................................................................93
17. General Notes on 3D Printing ......................................................................................................................................................................95
2

Page
18. Software "Repetier Host" .............................................................................................................................................................................96
a) General Notes on Software ...................................................................................................................................................................96
b) Installation ..............................................................................................................................................................................................96
c) Connection of the Connected Printer .....................................................................................................................................................97
d) Manual Operation via the Software .......................................................................................................................................................99
e) Placement of a Printing Object in the Software ...................................................................................................................................100
f) Preparation for Print .............................................................................................................................................................................103
g) Print .....................................................................................................................................................................................................106
h) More Detailed Description of the Slicer Functions ...............................................................................................................................108
i) Setting up Another Slic3r Version ........................................................................................................................................................116
19. Extended Calibration .................................................................................................................................................................................. 119
a) Determining the Highest Position of the Heating Plate ........................................................................................................................11 9
b) Fine Adjustment of the Filament Infeed ...............................................................................................................................................123
c) Fine Adjustment of Both Extruders ......................................................................................................................................................126
d) Correction of the Heating Plate Temperature .......................................................................................................................................128
20. Firmware Update........................................................................................................................................................................................129
21. Maintenance ..............................................................................................................................................................................................132
a) General Information .............................................................................................................................................................................132
b) Cleaning ...............................................................................................................................................................................................132
c) Fuse Replacement ...............................................................................................................................................................................133
d) Checking the Belt Tension ...................................................................................................................................................................134
e) Nozzle Change ....................................................................................................................................................................................136
22. Troubleshooting .........................................................................................................................................................................................138
23. Handling .....................................................................................................................................................................................................141
24. Disposal .....................................................................................................................................................................................................141
25. Technical Data ...........................................................................................................................................................................................141
26. Annex .........................................................................................................................................................................................................142
a) Wiring Plan of the Main PCB ...............................................................................................................................................................142
b) Notes on the Print Files (G-Code Files) on the Enclosed SD Card .....................................................................................................142
c) Setup of the Printer Settings ................................................................................................................................................................143
d) Status and Error Messages .................................................................................................................................................................146
e) Recommended Tightening Torque of the Screws ................................................................................................................................150
3
1. Introduction
Dear Customer,
Thank you for purchasing this product.
This product complies with the statutory national and European requirements. To maintain this status and to ensure safe operation, you as the
user must observe these operating instructions!
These operating instructions are part of this product. They contain important notes on commissioning and handling. Also consider this
if you pass on the product to any third party. Therefore, retain these operating instructions for reference!
All company names and product names are trademarks of their respective owners. All rights reserved.
If there are any technical questions, contact:
Germany: www.conrad.de/kontakt
Austria: www.conrad.at
www.business.conrad.at
Switzerland: www.conrad.ch
www.biz-conrad.ch
2. Explanation of Symbols
The symbol with a lightning bolt in a triangle is used where there is a health hazard, e.g. from electric shock. The device contains no
parts that require servicing by the user. Therefore, never open the device.
The symbol with the exclamation mark points out particular dangers associated with handling, function and operation.
This symbol warns of hot surfaces the contact with which may cause injury.
Attention!Dangerfrommovingparts-keepawayngersandotherbodyparts.
This symbol warns of injury that may occur when reaching into the device in operation. Body parts may be crushed, pulled in or
otherwise injured.
This symbol warns of hand injury from the belt drive.
The arrow symbol indicates special advice and operating information.
Observe the operating instructions!
4
3. Intended Use
The 3D printer produces two-coloured 3D-objects from suitable printing les. For this, suitable raw material (lament) is melted in the two print
heads and attached in the required position for the object.
This product is only approved for connection to 230 V/AC, 50 Hz alternating voltage.
It is intended for indoor operation only. Do not use it outdoors. Contact with moisture, e.g. in bathrooms, must be avoided under all circumstances.
Using the product for any other purposes than those described above may damage the product. Improper use also may cause dangers such
as short circuit, re, electric shock, etc. Read the operating instructions precisely and keep them. Only pass the product on to any third parties
together with the operating instructions.
This product complies with the statutory national and European requirements. All company names and product names
respective owners. All rights reserved.
ATTENTION Mains voltage - the connection, installation and wiring of the electrical components must only be performed
by an electrician who is familiar with the applicable safety provisions. Before commissioning, inspection according to the
applicable safety provisions must be performed by an electrician.
Observe all safe
ty and assembly notes in these operating instructions!
Current operating instructions
Download the current operating instructions via the link www.conrad.com/downloads or
scan the displayed QR code. Follow the instructions on the website.
Attention! Important note on shipping of the printer!
Keep the original outer packaging, the inlay and the transport protection well! Only this permits safe transport, e.g. for
guarantee/warranty!
Please observe the separate packaging instruction as well.
are trademarks of their
We assume no liability in case of transport damage to devices that were not sent out in their original packaging or that were
packed improperly in it!
Attention!Importantnoteonthermwareandsoftwareoftheprinter!
ThisversionoftheinstructionisvalidasofdevelopmentrmwareversionRF.01.37orhigherandrepetierhostsoftware
version1.6.2orhigher.Ifyourprinterhasanolderrmwareoryourcomputeranoldersoftwareinstalled,rstinstallthe
latest versions.
Installthenextmasterrmwareversionassoonasitisavailable.
On this, observe chapter "20. Firmware Update" or Chapter "18. Software Repetier Host".
Update the enclosed memory card as well. The corresponding download can be found on the respective product page of
our website or in the download area.
5
4. Safety Information
In case of damage caused by non-compliance with these operating instructions, the warranty/guarantee will expire. We do
not assume liability for any consequential damage.
We do not assume any liability for property damage and personal injury caused by improper use or non-compliance with
the safety instructions. In such cases the warranty/guarantee is voided.
Dear Customer: The following safety information is intended not only for the protection of the device but also for the protection of your
health. Please read the following items carefully.
a) General Information
• For safety reasons, any unauthorized conversions and/or modications to the product deviating from these operating instructions
are not permitted. Components may be damaged and thus impair the function or safety of the device.
• The mains unit corresponds to the applicable CE provisions. Compliance with the applicable CE provisions for the nished construction kit, whoever, is subject to the constructor of the construction kit and also essentially depends on precise work during
assembly.
• All persons who operate this product, mount, install, assemble it, put it into operation or service it must be trained and qualied
accordingly and must observe these operating instructions.
• The 3D printer is not suitable for persons with physical, sensor or metal limitations or for inexperienced or uninformed persons.
• This product is not a toy, not to be used by children and not suitable for children. Children do not understand how dangerous electri-
cal devices can be.
• This device is a protection class I product. The voltage source must be a proper mains socket
(230 V/AC, 50 Hz) of the public mains with a protective ground contact.
• The mains socket to which the 3D printer is connected must be close to the device and easily accessible to quickly separate the
device from the mains voltage in case of an error.
• The mechanical parts of the product are produced highly precisely. Never apply any mechanical force here. The 3D printer may be
rendered useless by this.
• Do not leave any packaging material unattended. It may become a dangerous toy for children.
• If you are not sure of the correct connection or if there are any questions that are not covered by the operating instructions, do not
hesitate to contact our technical support or another specialist.
• Also observe the additional safety information in the individual chapters of these instructions.
b) Set-Up, Site of Operation
• Set up the 3D printer only on a stable, horizontal, sufciently sized surface.
• Choose the site of operation so that children cannot reach the product.
• When setting up the 3D printer, observe that the mains switch at the rear of the device must be easy to reach so that the device
can be switched off quickly and easily in case of malfunction.
• The devices must not be exposed to any extreme temperatures, strong vibrations, high moisture, such as rain or steam or strong
mechanical strain.
• Never place containers containing liquids, e.g. glasses, vases, etc. on the device or in its vicinity and do not pour any liquids out
over the device. Liquids may get into the housing and impair electrical safety. This also poses great danger of re or potentially
fatal electric shock!
If this is the case, rst power down the respective mains socket on all poles (e.g. switch off circuit breaker and FI switch) and
then pull the mains cable from the socket. Disconnect all lines from the device. Do not operate any part of the product anymore
afterwards, but take it to a specialist workshop.
• Never place any sources of open re, such as lit candles, on or right next to the device.
• When setting up the product, make sure that the mains cable is not pinched or damaged by sharp edges.
6
c) Operation
• Push the emergency off switch at once if there is any electrical or mechanical problem! The printer will be powered down by this.
Only reset the emergency off switch when the problem has been removed.
• Never reach into the 3D printer in operation. The mechanically moved parts within the printer pose a high risk of injury!
• The print head and the heating plate grow very hot in operation. Never touch these parts during or just after operation. Let them
cool down sufciently rst (approx. 60 minutes).
• Disconnect the device from the mains before maintenance work or modications (unplug the mains plug!) and let it cool down.
• In operation, there will be noise and, depending on the lament material used, smells. Observe this when selecting the site of setup
and the lament material. Ensure sufcient ventilation or install an extraction system. Do not inhale arising vapours. When using
any other than the recommended lament material, poisonous vapours or gases may develop.
• Do not touch the mains cable if it is damaged. First power down the respective mains socket on all poles (e.g. switch off circuit
breaker and FI switch) and then pull the mains cable from the socket. Never operate the product with a damaged mains line.
• Never touch the mains line or the mains plug with wet or damp hands. There is a risk of potentially fatal electric shock!
• Never operate the device unattended.
• Only operate the device in moderate climates, never in tropical climates.
d) Socket
• The socket on the rear of the 3D printer serves to connect suitable devices, e.g. the mill available as an accessory. The socket is
controlled separately by the 3D-printer as required.
Never connect any other devices here that are not intended for operation in connection with the 3D-printer.
• Do not overload the socket. The maximum permitted output power is indicated on the socket (also see chapter "25. Technical
Data").
• The mains cable must not be squeezed or damaged by sharp edges. • Do not put any objects onto the mains cable and do
not step on it. Place the mains cable so that no one can trip over it and that the mains lug is easily accessible.
Also place the mains cable so that there can be no damage when operating the 3D-printer.
• Always pull a mains plug from the socket by the provided grip; never pull out a mains plug from the socket by the cable!
• Do not connect in series! Do not connect any socket strip to the socket of the 3D-printer.
• Do not operate covered!
• Voltage-free only when the plug is pulled! The socket is controlled separately by the 3D-printer. The mains voltage therefore may
increase inadvertently.
For example, if you want to operate a mill via the 3D-printer socket, rst pull the mains plug of the mill from the 3D-printer socket
before changing, e.g., the mill head.
7
5. Feature Description
• Printing space approx. 230 x 180 x 200 mm (D x W x H)
• Play-free prole rail guides and ball-threaded drives for maximum precision
• Automatic printing plate measurement
• Heating plate of glass ceramics
• 2 high-precision extruders with exchangeable printing nozzle for 2-coloured printing
• Integrated long-lived industrial mains unit
• Display and key pad for the device operation right at the device
• Control via a computer (USB) or stand-alone operation (with SD or SDHC card) possible
• Manual control of the printing parameters possible even during operation
• Extremely stable by aluminium/steel mechanics
• Suitable for all common standard roll lament types
• Breaking and abrasion-free cable guides across energy guide chains
6. Working Principle of the 3D Printer
For 3D print, rst a le is needed that contains the three-dimensional data of the object to be printed (a common format of such a le is, e.g.,
a .stl-le).
This le can be produced with the corresponding software or with a 3D-scanner. There are also many printing les online that can be down-
loaded to print an object as quickly as possible.
The actual printer software has the task to render the above three-dimensional le into a le that the printer can print. This is a le in which the
individual print layers, the print temperatures for the two printing heads and heating bed, etc. are specied. The le has the extension ".gcode".
This G-CODE printing le is sent to the 3D printer either via the USB interface by the computer, or an SD card with the printing le is put into
the card reader and the 3D printer is used in standalone operation.
The 3D printer then prints the print le layer for layer according to the FFF (Fused Filament Fabrication) / FDM (Fused Deposition Modelling)
procedure.
While actually printing, the lament material is transported to the two print heads (extruders) separately from two lament rolls (bicoloured printing). However, it is also possible to use only one print head (one-coloured printing).
In the extruders, the lament material is melted and then applied to the heating plate via a ne extruder nozzles layer by layer.
The heating plate moves in the Y and Z directions, the extruders move in the X-direction. Thus, all prerequisites to produce a three-dimensional
object by horizontal application of the present layers are created.
A 3D printer is a highly complex device in which many parameters must be set depending on the printer, printed object and
lamentmaterialused.
Additionally,theadhesionoftheprintedobjectontheprintingplateisinuencedbyprintingplatetemperature,lament
material, shape of the printed object and surface properties of the printing plate.
Ambienceinuencessuchasdrafts,greaseontheprintingplate,etc.alsoplayaroleinthequalityandadhesionofthe
printed object.
For the above reasons, it is not possible to achieve high-quality print results at once and without previous experiments.
Change the adjustable parameters in small steps to achieve the best printing results for your application. The printing
examplesenclosedon the SD-cardprovidereferences,but mustberenedforperfect resultsdependingontheabove
parameters.
8
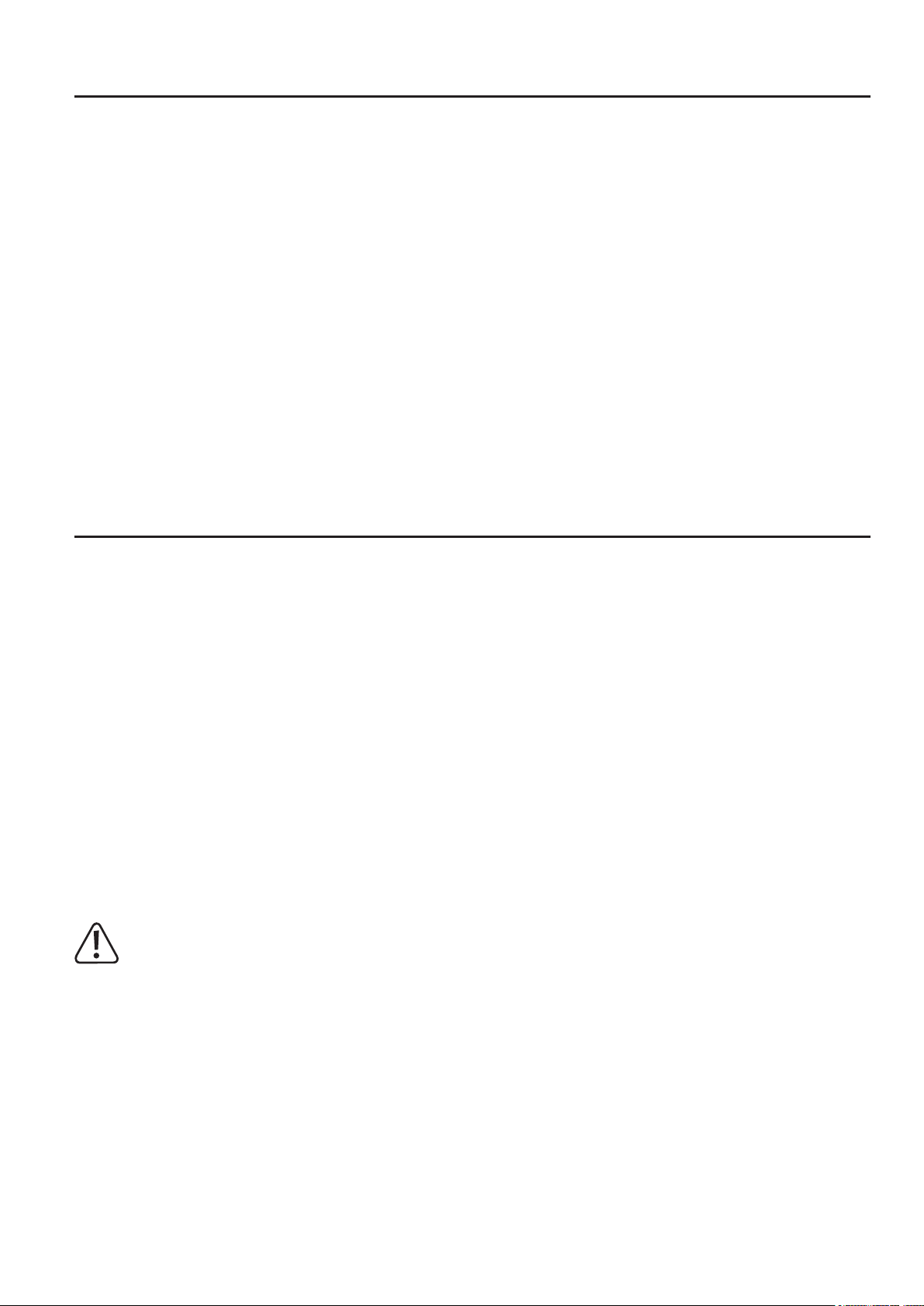
7. Overview of the Most Important Parts
1
2
3
4
5
(1) Filament holder
(2) Extruder carriage
(3) X-plate
(4) 2 extruders
(5) Heating plate of glass ceramics
(6) Y-plate
(7) Operating button eld
6
7
8
9
Z
Y
(8) Display
(9) Emergency off switch
In the small gure, the printing directions (x, y and z) are indicated.
X
9
8. Required Tools and Material
• Different screwdrivers (cross-head and slotted)
• Hex key 1.5 mm / 2 mm / 2.5 mm / 3 mm / 4 mm
• Hexagon wrench 4 mm / 5 mm / 5.5 mm / 7 mm
• Stop angle
• Calliper
• Wire cutter
• Small at pliers and small long-nose pliers
• Threadlocker varnish, medium strength
• Feeler gauge (recommended) (up to 1.0 mm in 0.05 mm steps)
• Hot-glue gun (optional)
9. Assembly of the Mechanical Parts
The following chapters refer to the assembly of the 3D printing construction kit, but are also interesting for owners of the ready-made device as
information for later accessory assembly.
If you have purchased the nished device, you can skip the following chapters and continue directly with the chapter "12. First Commissioning".
a) General Information
Takeenoughtimefortheassembly.Hurryingoftenleadstomistakesthatmaydamagecomponentsorruinthetimebenet
by elaborate rework.
Theworkplaceshouldbesufcientlylargeandcleansothatthedifferentcomponentsandassembliescanbeputdownand
installed easily.
The stainless steel parts of the construction kit are very sensitive to dirt. Wash your hands before installing these parts and
usecottonglovesifnecessary.Removetheprotectivelmonlydirectlybeforeassembly.
Always observe the images during assembly. Here, the assembly locations and correct alignment of the components are
shown.
All mechanical components of the construction kit are produced extremely precisely. Never apply any force during assem-
bly. All parts can be assembled without any great application of force. If this is not the case, rethink the assembly step and
reread the corresponding description in these instructions.
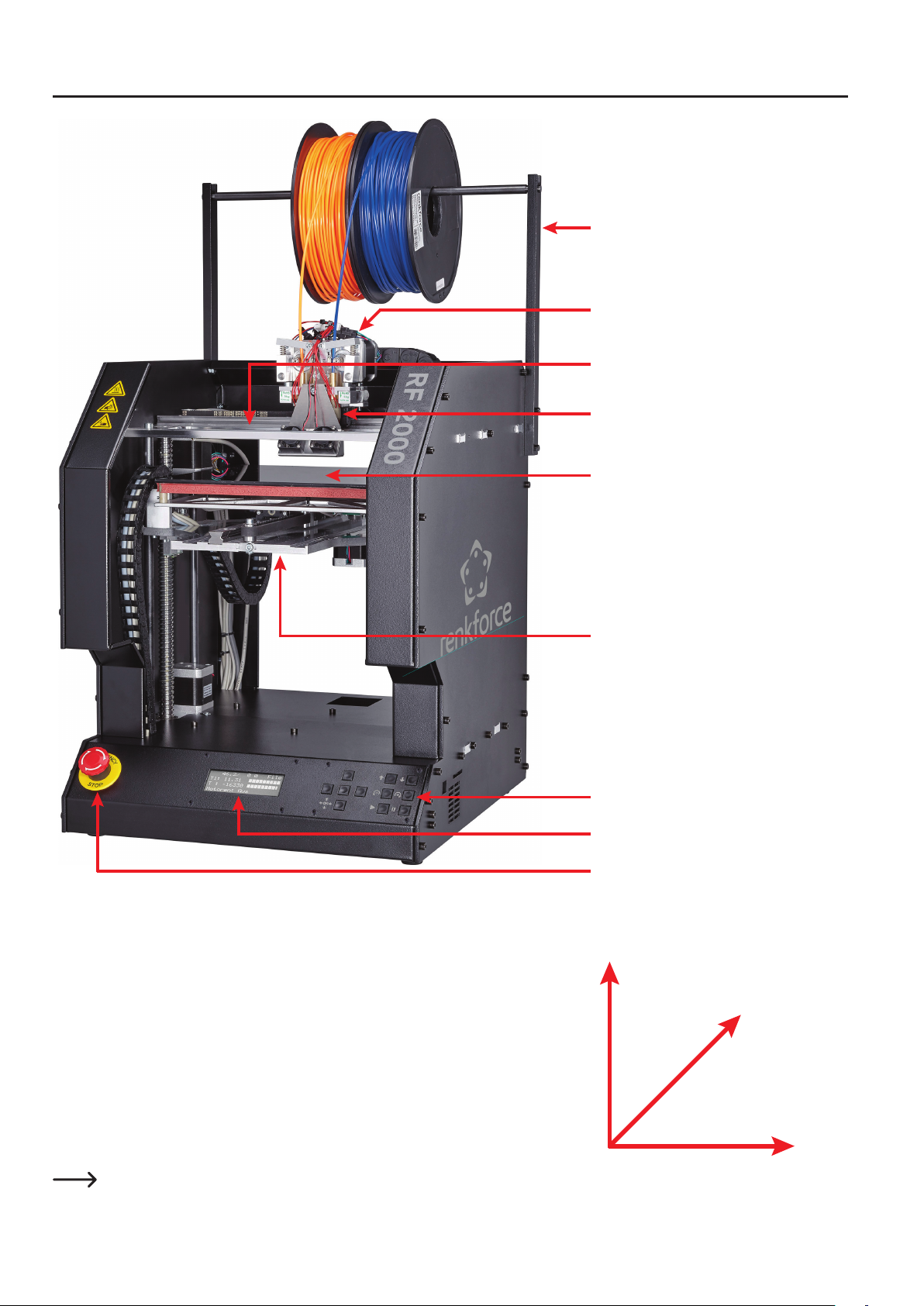
When tightening the screws, ensure that you do not tighten them too tightly. Many screws are turned into aluminium
For countersunk-head screws, the length (l) is measured with the screw head; for cylinder head screws, the length measurement
threads and therefore must not be tightened as far as it would be possible, e.g., in steel threads. A table with the recommended tightening torques of the screws can be found in the appendix of these instructions.
Sort the screws by size before assembly. This facilitates assembly, since you do not have to look for individual screws.
takes place without the screw head. The diameter (d) is always measured by the thread.
10

Application of the threadlocker varnish
In the following instruction, some screws must be secured with threadlocker varnish. This is indicated accordingly in the text.
Procedure:
Put a small drop of threadlocker varnish medium-strength onto the thread start. Observe that you must only use a small drop as shown in the
following screen.
b) Assembly of the Components
Attachment of the motor pinion to the actuators
3 x actuator
3 x sprocket 14Z (small pinion, outer diameter 16 mm)
6 x threaded pin M3x5
Push sprocket onto axe of the actuator and attach it with 2 threaded
pins each. Apply the threaded pins with threadlocker varnish.
The motor axis must end ush with the upper edge of the sprocket.
Repeat the steps for the two other step motors.
11

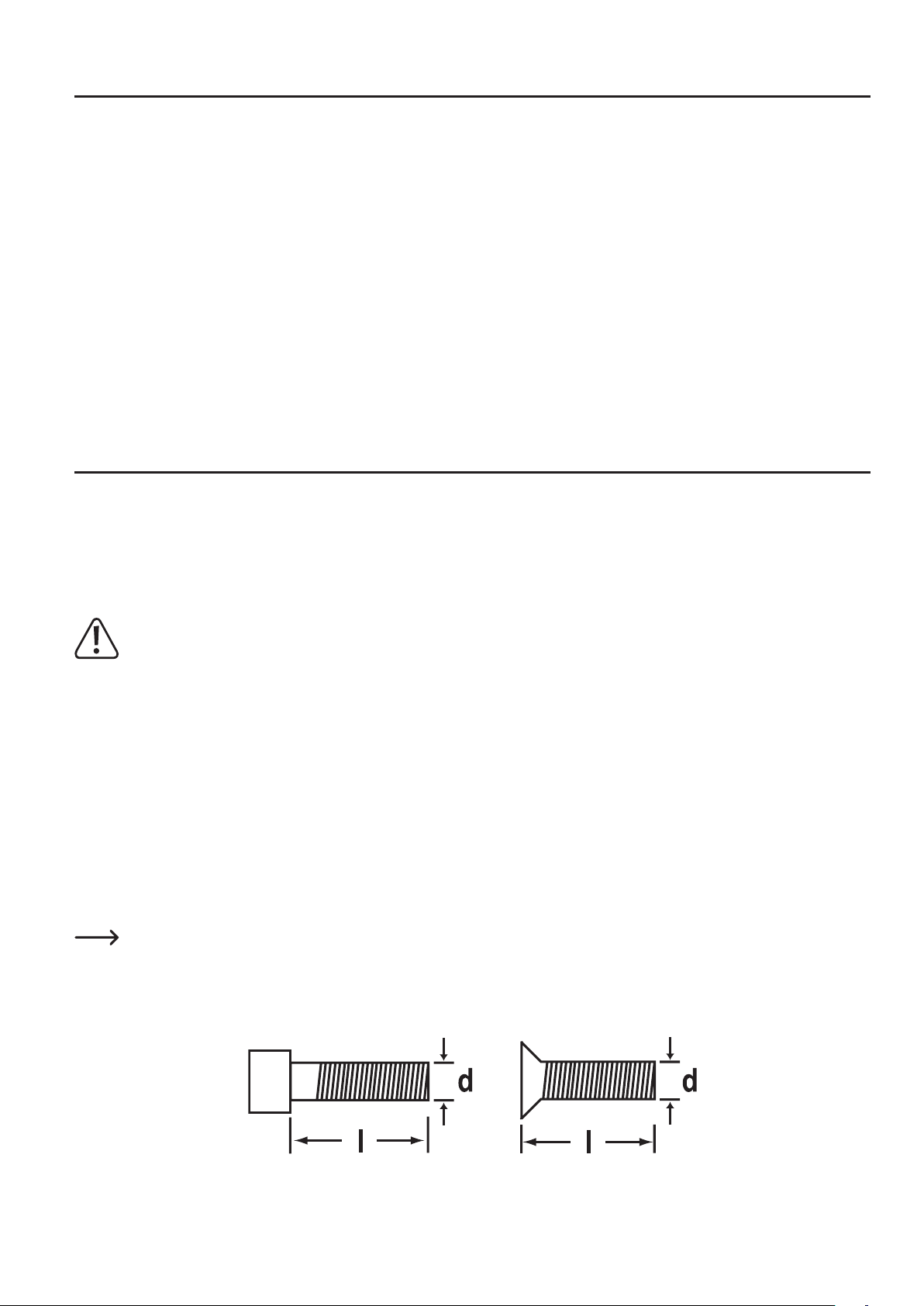
Assembly of the bottom plate
Assembly of the belt tensioner
1 x bottom plate
1 x belt tensioner basic body
1 x nut M4
1 x cylinder head screw M4x30
4 x washer (diameter inside/outside 4.3/8.8 mm)
3 x ball bearing 624ZZ (diameter inside/outside (3.8/13 mm)
1 x cylinder head screw M5x70 (fully threaded)
Assembly of the Spacers
Insert the belt tensioner basic body into the intended breakout of the
bottom plate. The cross-bore of the belt tensioner basic body and the
bore in the bottom plate must align.
Push the screw M5x70 into the bottom plate from the right and turn it
into the basic body. The screw head is supported against the housing
side part to be installed later so that the belt tensioner function is only
present after assembly of the side part.
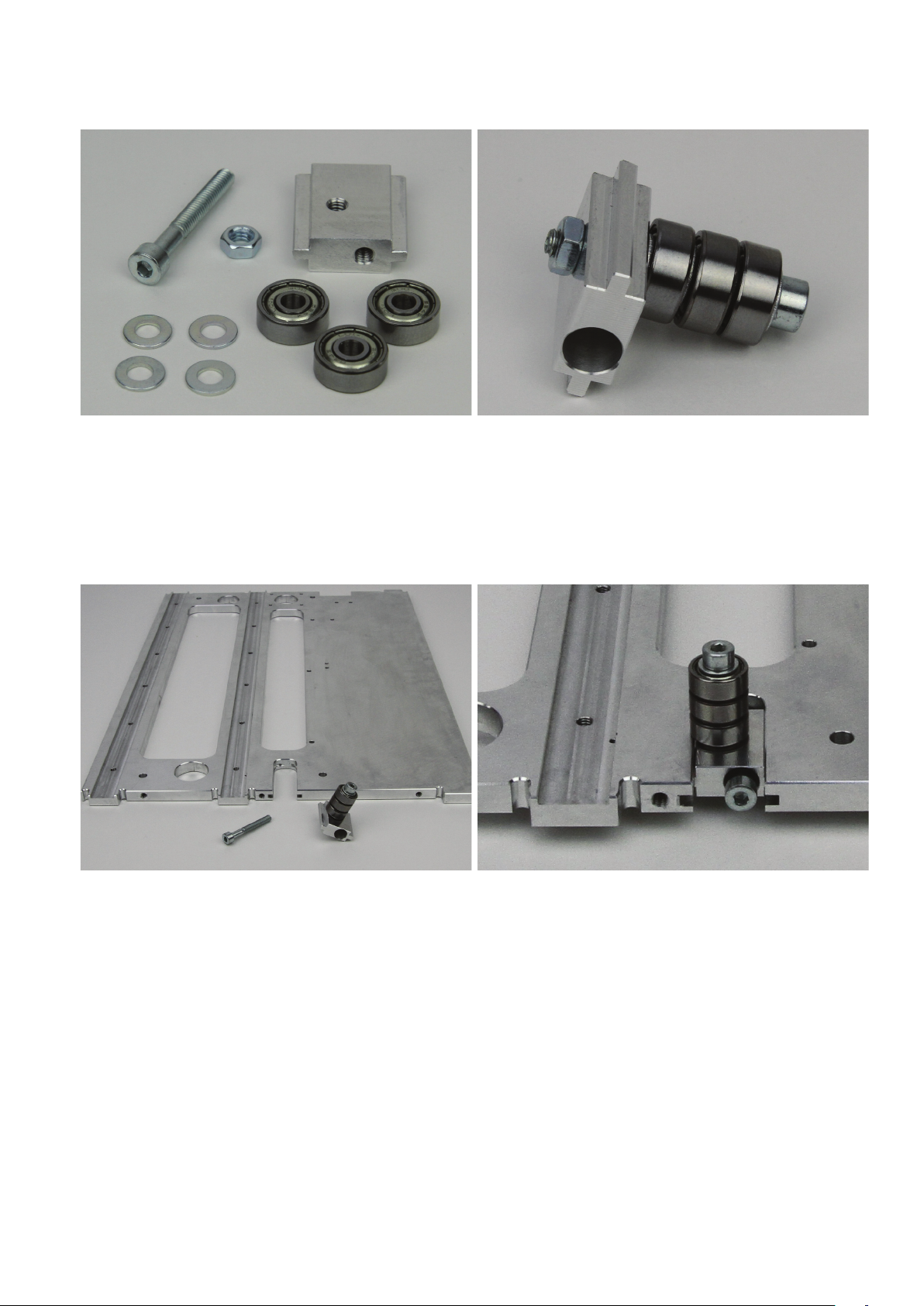
Use the bottom plate. Push the washers onto the M4x30 screw alternatingly with the ball bearings.
Screw the screw equipped in this manner, as shown in the gure on
the right, into the belt tensioner basic body and tighten it well. Counter
the screw with the nut at the belt tensioner basic body (in the gure on
the bottom of the bottom plate).
1 x bottom plate
4 x spacers
4 x cylinder head screw M5x16
12
Attach the spacers with the screws to the top of the bottom plate as
shown (the belt tensioner points down).
Apply screws with threadlocker varnish.

Assembly of the drive motor
1 x bottom plate
1 x actuator
4 x cylinder head screw M3x12
Inserting the grooved ball bearings
Attach the actuator to the bottom plate with the 4 screws as shown
in the gure.
Apply screws with threadlocker varnish.
The cable exit of the actuator must point in the opposite direction of
the belt tensioner (see image).
1 x bottom plate
2 x grooved ball bearings
Insert the grooved ball bearings into the corresponding bores of the
bottom plate from above.
Turn the grooved ball bearings slightly, when inserting them into the
bores. Do not apply any force. The anges of the grooved ball bearings must be cleanly aligned with the top of the bottom plate.
13
Assembly of the X plate
Installation of the belt tensioner
1 x cylinder head screw M4x30
1 x nut M4
1 x belt tensioner basic body
4 x washer (diameter inside/outside 4.3/8.8 mm)
3 x ball bearing 624ZZ (diameter inside/outside (3.8/13 mm)
Attachment of belt tensioner to the X-plate
Push washers onto the screw with the ball bearings alternatingly.
Screw the screw into the belt tensioner basic body as shown in the
gure and tighten it well.
Counter the screw with a nut.
1 x X-plate
1 x cylinder head screw M4x30
1 x assembly belt tensioner (see above)
14
Push the belt tensioner assembly into the intended section of the Xplate and turn the screw into the belt tensioner.
Observe the position of the bore in the belt tensioner (must be on
the right as shown in the gure). The ball bearings must be on the
grooved side of the X-plate.
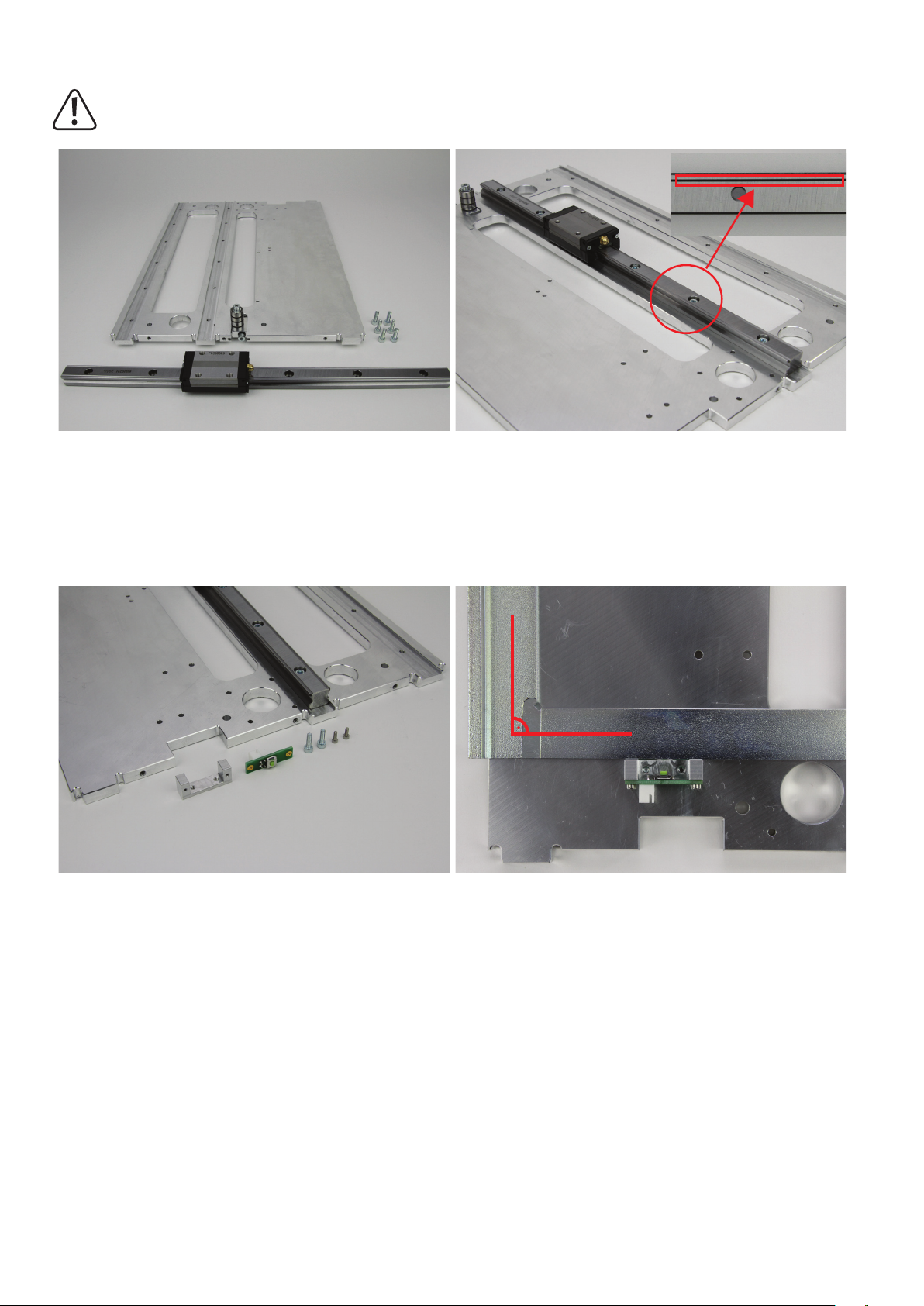
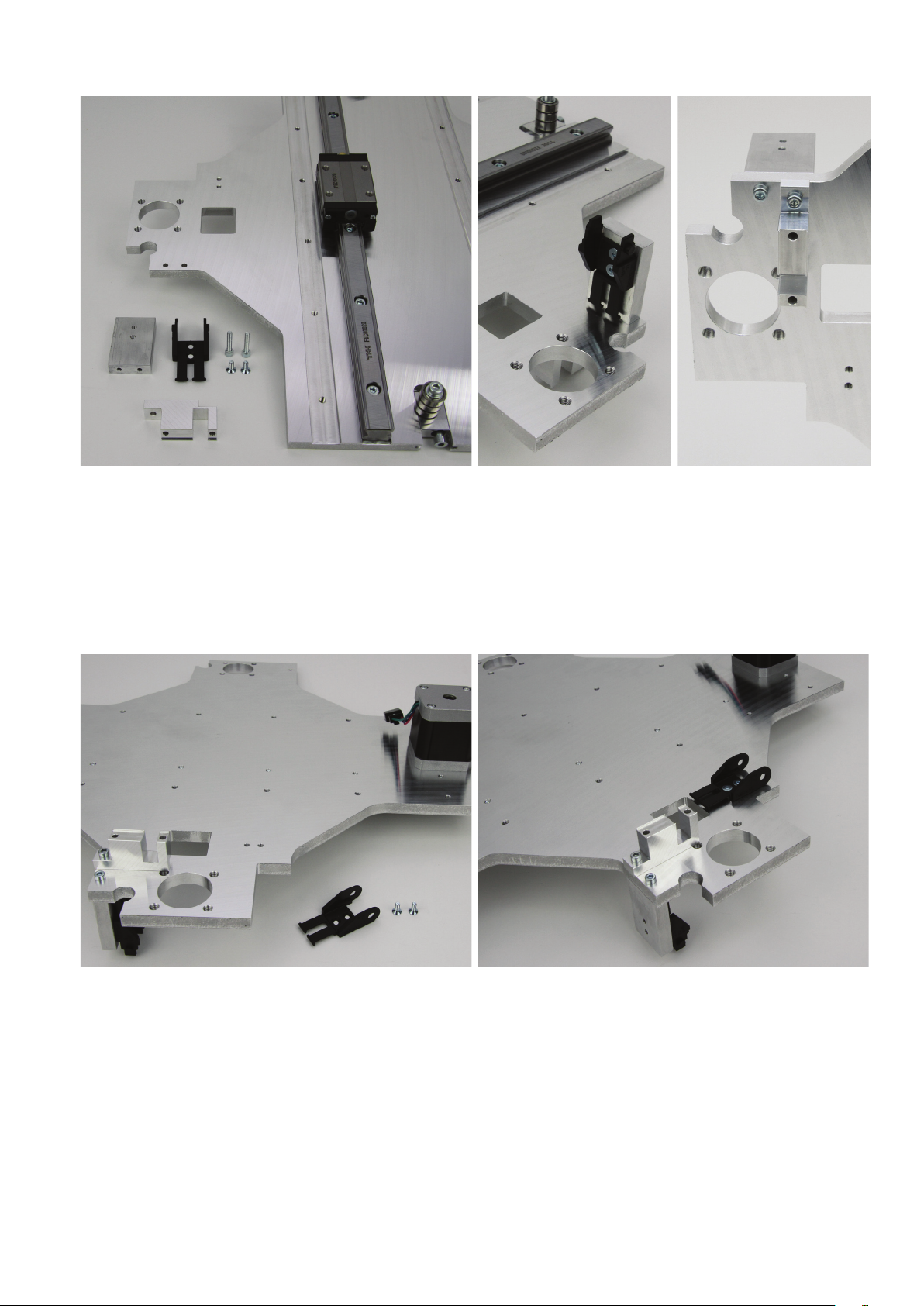
Attachment of the guide rail
The guide carriage can generally be pushed off of the guide rail, since the bearing balls are combined in a chain. However,
we recommend avoiding this if possible.
1 x X-plate
6 x cylinder head screws M4x12
1 x guide rail with guide carriage
Attaching the limit switch for the X-direction
1 x X-plate
1 x holder for limit switch
1 x limit switch PCB
2 x cylinder head screw M3x10
2 x cylinder head screw M2x6
Insert the guide rail into the middle groove next to the belt tensioner
of the X-plate and attach with the screws.
The lower groove on the guide rail must point to the side of the belt
tensioner.
90°
Install the limit switch PCB with the M2x6-screws to the holder so that
the plug connector points away from the holder (see gure).
Then align the limit switch with the holder with a stop angle at a right
angle to the X-plate and attach it onto the X-plate with the M3x10
screws.
15

Attachment of the belt holder to the guide carriage plate
1 x guide carriage plate
2 x cylinder head screw M3x6
1 x belt holder
Assembly of the infeed holder
1 x guide carriage plate
1 x infeed holding block
2 x countersunk head screw M4x16
Attach the belt holder at the bottom of the guide carriage plate with
the two screws as shown.
Apply screws with threadlocker varnish.
Infeed the holding block attached under the plate with the two countersunk head screws M4x16. The two disconnections at the infeed
holding block must point to the recessed bores as shown (see arrows). Tighten the screws well, since the extruder will acquire play
later otherwise. Apply screws with threadlocker varnish.
16
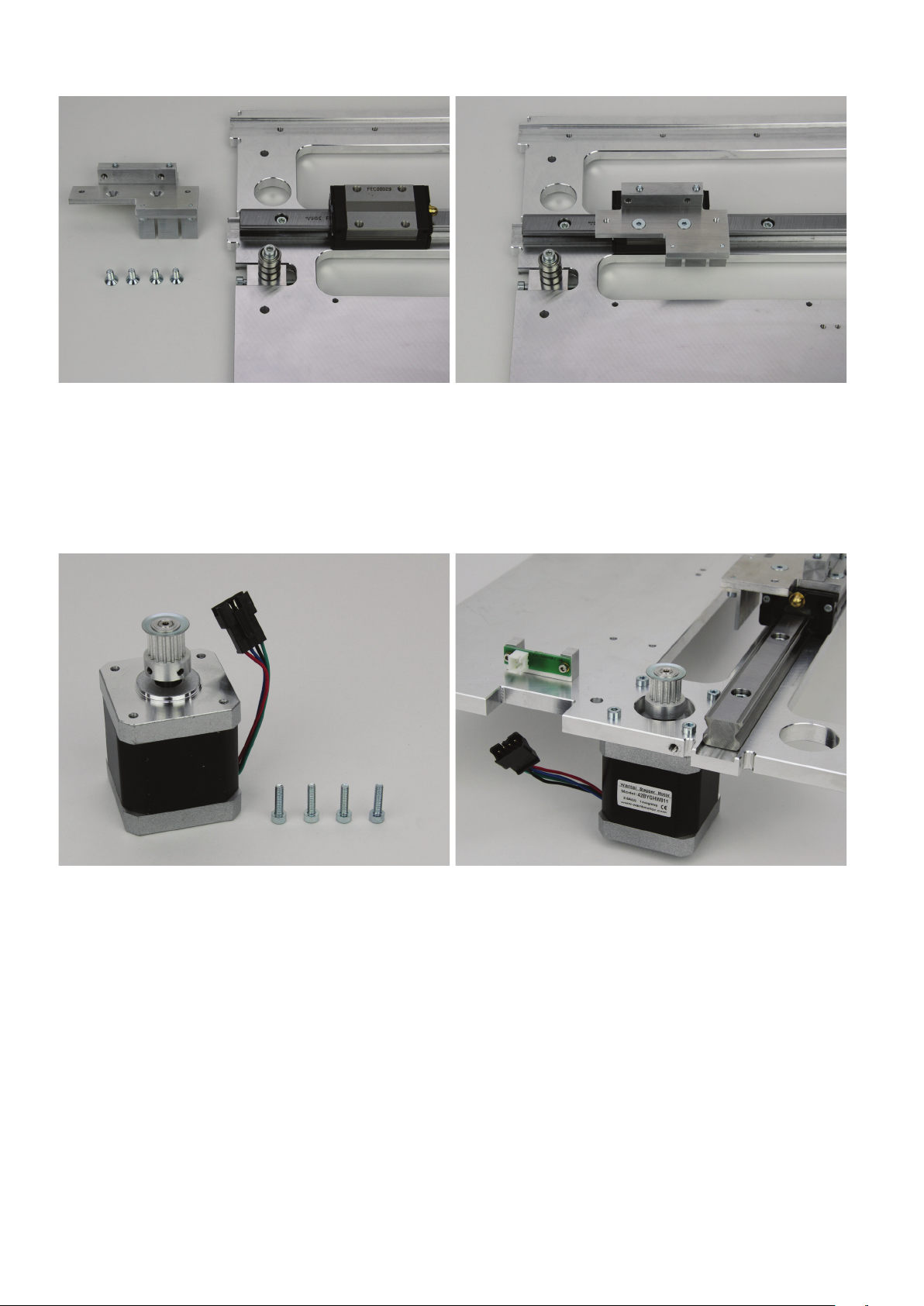
Assembly of the guide carriage plate on the guide carriage
1 x guide carriage plate
1 x X-plate
4 x countersunk head screw M4x10
Installing the motor
Attach the guide carriage plate to the guide carriage with the 4 countersunk head screws. First screw in the two screws at the disconnections. Apply screws with threadlocker varnish. The belt holders must
be on the side with the previously installed belt tensioner.
1 x actuator
4 x cylinder head screw M3x12
Attach the actuator to the X-plate with the 4 screws as shown in the
gure.
Apply screws with threadlocker varnish.
The cable exit of the actuator must point in the direction of the limit
switch as shown.
17
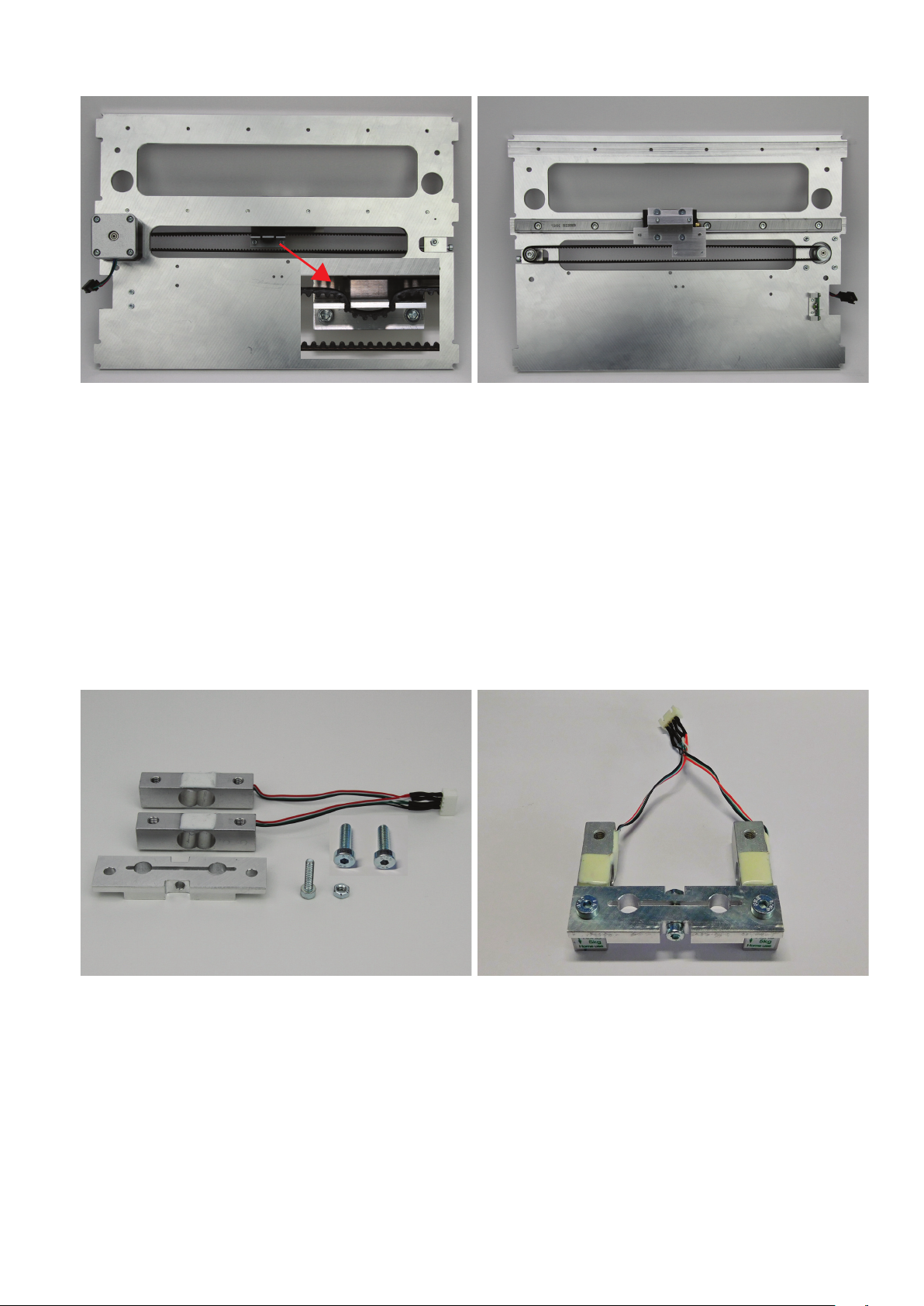
Attaching the toothed belt.
1 x toothed belt 675 mm Relieve belt tensioner entirely.
Insert the toothed belt on the motor pinion and then into the belt hold-
ers as shown in the rst gure.
Then put the toothed belt across the belt tensioner.
Tension the toothed belt by turning the belt tensioner screw until it can
still easily be turned by 180° with two ngers.
Assembly of the strain gauges and the extruder holder
Caution:
The toothed belt must not be tensioned too strongly. If the belt
tensioner bends, the belt tension must be reduced under all circumstances.
A method for more precise setting of the belt tension is found in
the chapter "21. Maintenance".
2 x strain gauges
1 x extruder holder
1 x cylinder head screw M4x16
2 x cylinder head screw M5x16 with at head
1 x nut M4
18
Loosely attach the screw M4x16 with the nut M4 in the middle hole of
the extruder holder. The nut must be placed in the narrower cut-out
(see gure).
Loosely attach the extruder holder to the strain gauges with the two
screws M5x16 (at head). The head of screw M4x16 must point away
from the cables as illustrated. Apply the two M5-screws with threadlocker varnish.
The arrows at the head sides of the strain gauges must point down.
Attaching the extruder holder and strain gauges
1 x holding plate for end stop actuation
1 x assembly extruder holder with strain gauges
2 x cylinder head screw M4x20
Please note that the following pictures show only the normal M5
screw,withoutathead.
Installing the end stop actuation
Attach the assembly from the previous construction section together
with the holding plate of the end stop actuation to the guide carriage
as shown.
Apply screws with threadlocker varnish.
Attention, the connection lines of the strain gauges must be
placedabovetheholdingplate(seegure).
Now tighten the two screws of the extruder holder as well.
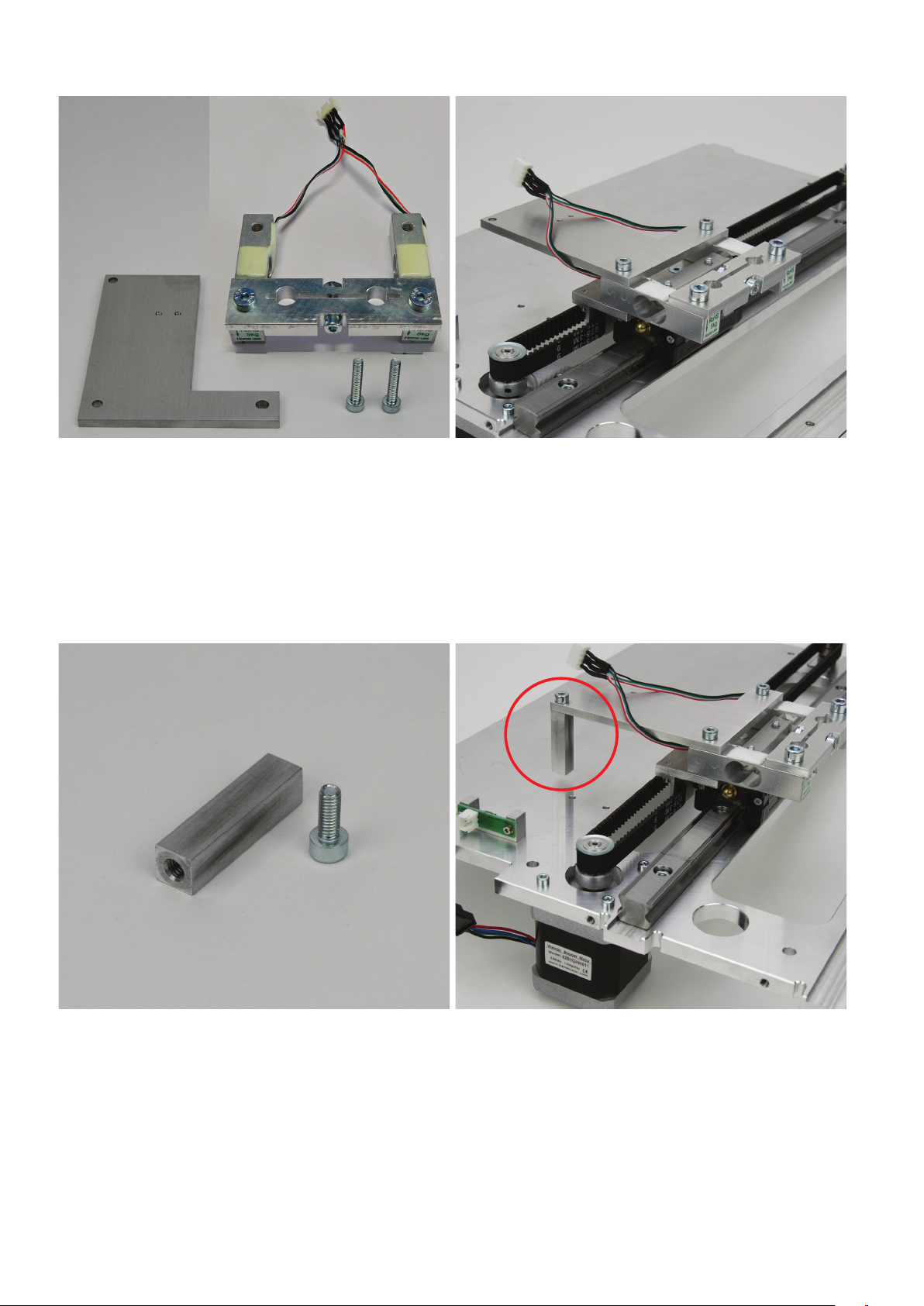
1 x end stop actuation
1 x cylinder head screw M4x10
Install the unit with the cylinder head screw as illustrated (red circle).
19
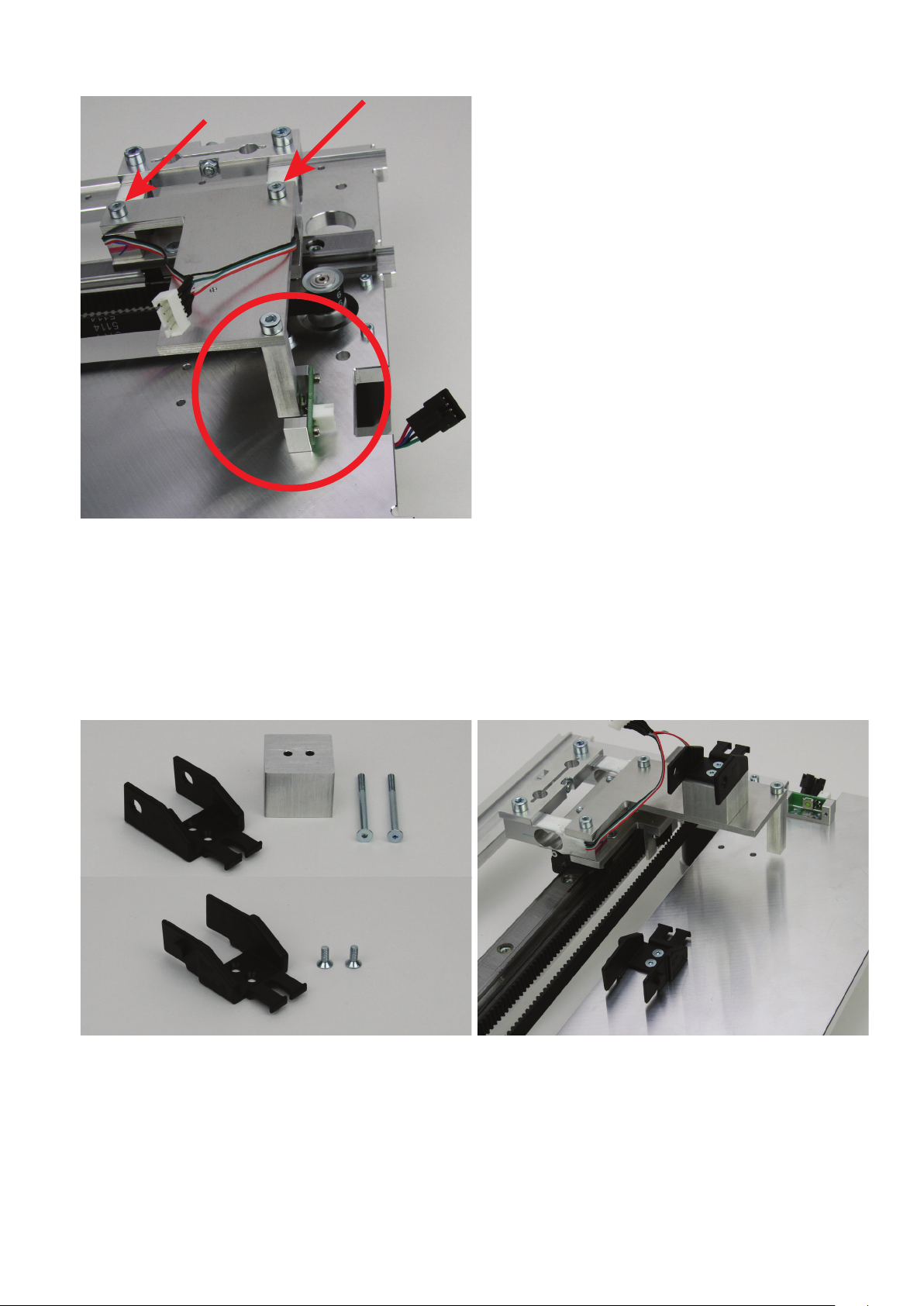
Checking the end stop
After the limit switch actuation has been installed, move the ex-
truder carriage to check whether the limit switch (circle in the gure)
is tripped by slight pressure from the end stop actuation (triggering
leads to a slight click).
If the limit switch is not actuated, loosen the screws again (arrows on
the screen) and twist the holding plate for the end stop actuation a
little until the limit switch can be actuated.
Assembly of the drag chain end pieces
1
2
1
2
1 x drag chain end piece with hole
1 x drag chain end piece holding block
2 x countersunk screw M3x30
1 x drag chain end piece with nipple
2 x countersunk screw M3x8
20
Install the drag chain end pieces as shown in the gure.
Drag chain end piece with nipple = X-plate
Drag chain end piece with hole = Extruder carriage

Installation of the knurls on the infeed motors
2 x actuator
2 x feed knurl
2 x threaded pin M3x5
Assembly of the ball bearing holders
2 x ball bearing holder
2 x ball bearing 624ZZ (diameter inside/outside (3.8/13 mm)
2 x cylinder pin 4x14 mm
Push the feed knurl onto the axis of the actuator and attach it with the
threaded pin. Apply the threaded pin with threadlocker varnish.
The feed knurl must be as close as possible to the motor. As reference for the distance, push a sheet of paper folded twice between the
knurl and the motor.
Repeat all steps for the other actuator.
Place the ball bearing holder on a level and rm base. Place the ball
bearing into the holder cut-out and carefully drive the cylindrical pin
into the holder and the ball bearing with a hammer until the pin is entirely inside the hole in the holder. Use a mounting mandrel or punch
if necessary.
Install the second ball bearing holder in the same way.
21

Assemblyofthelamentinfeedunit
1
3
5 5
2 x feed motor
1 x motor holding plate
2 x spring holding lock
2 x cylinder head screw M3x12
2 x countersunk screw M3x12
Installationoftheballbearingholdersatthelamentfeedunit
4
4
6 6
2
For easier installation, place the motors side by side with the knurls
pointing up. Put on the motor holding plate. The cable exit of both
motors (1) must point away from the attachment of the motor holding
plate (2). The motor holding plate must be used so that the indented
mounting hole (3) as illustrated is on the left side.
Install the two spring holder blocks (4) to the motors through the motor holding plate. Use the two hexagon head screws on top (5). Use
the two cylinder head screws at the bottom (6).
Apply all screws with threadlocker varnish.
1 x lament feed unit
2 x ball bearing holder
2 x cylinder head screw M3x30
2 x spring
2 x spacer roller 5 mm
1 x counter-bearing
Important! Since approx. July 2016, the delivery has included 3 sets
of springs (soft; hard (2 mm shorter than the soft ones); very hard
(about 5 mm longer than the two others). We recommend using the
"very hard" springs at once for PLA and ABS printing. Optionally, you
can use some kind of support in the spring holding block when using
the two other springs.
22
Push one spring each from above into the two spring holding blocks.
Assemble the rst ball bearing holder as shown in the small image
(screw - counter-bearing - ball bearing holder - spacer roll). The counter-bearing must be placed in the cut-out of the ball bearing holder.
Then install it on the lament feed unit, as illustrated. First attach the
spring to the cut-out at the bottom of the ball bearing holder. Push
the second screw through the counter-bearing, then push on the ball
bearing holder and the spacer roll and install it on the lament feed
unit as before.
Apply threadlocker to both screws and tighten them until the ball
bearing holder can be moved smoothly.
If you have purchased your printer before July 2016 or if the "very hard" springs were missing, you can order them from our support
free of charge.
Assemblyofthelamentinfeedunitattheguidecarriage
1 x lament feed unit
2 x cylinder head screw M4x16
Please note! Since the counter-bearing was inserted as an improvement on short notice it is, unfortunately, not shown in all
pictures.
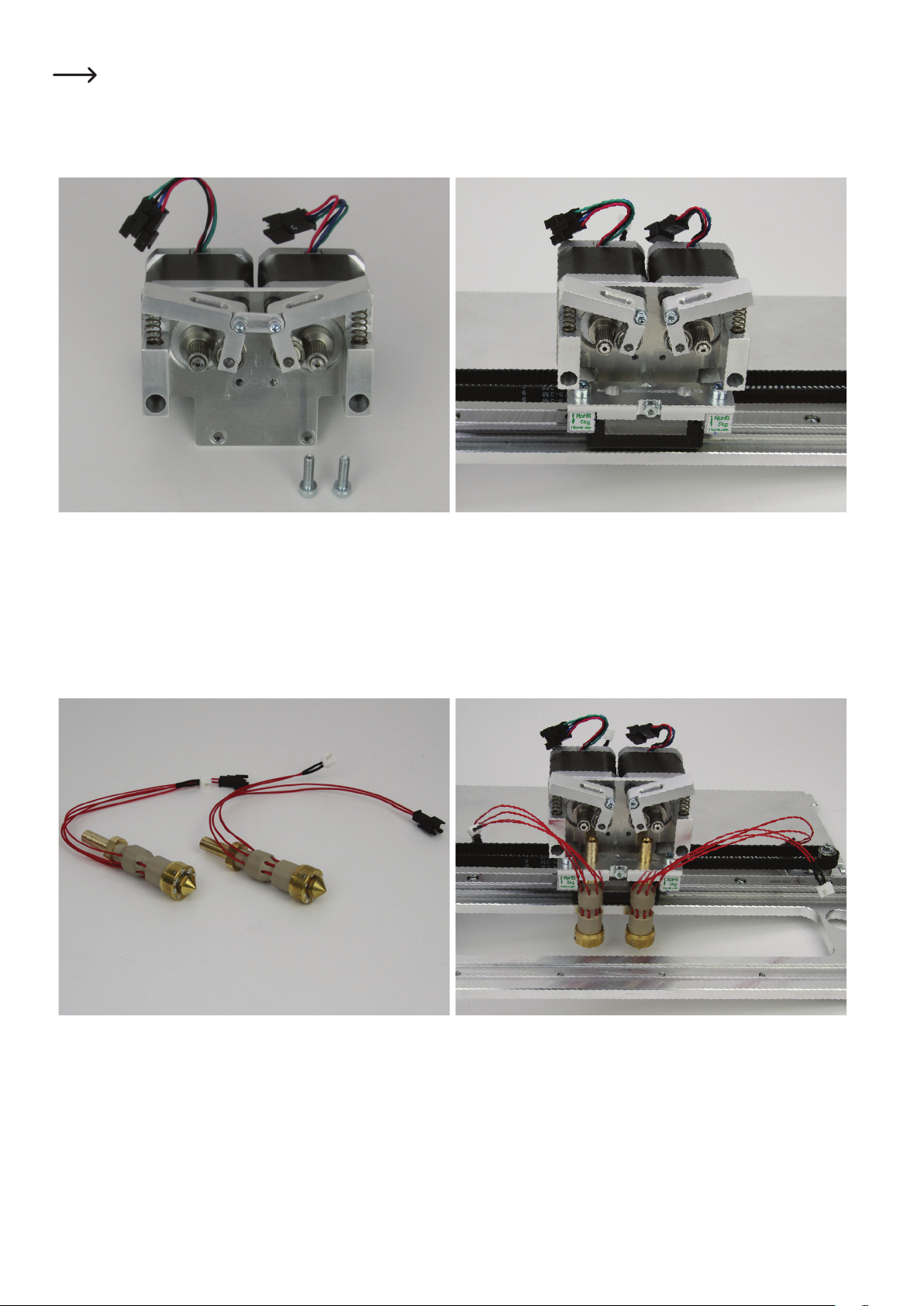
Installing the two extruders
Attach the lament feed unit to the guide carriage as shown. The two
attachment holes are located below the extruder holder.
Apply both screws with threadlocker.
2 x extruder Insert both extruders from below into the extruder holder until they
reach the top. Then attach them with the cylinder head screw between the extruders.
During assembly, observe that the connection lines of the extruder
are not caught or damaged.
Attention - The extruder housing (hot end) must not touch any
other parts, since the measuring results of the strain gauges
would be incorrect then and the heat bed scan could no longer
be performed successfully.
23
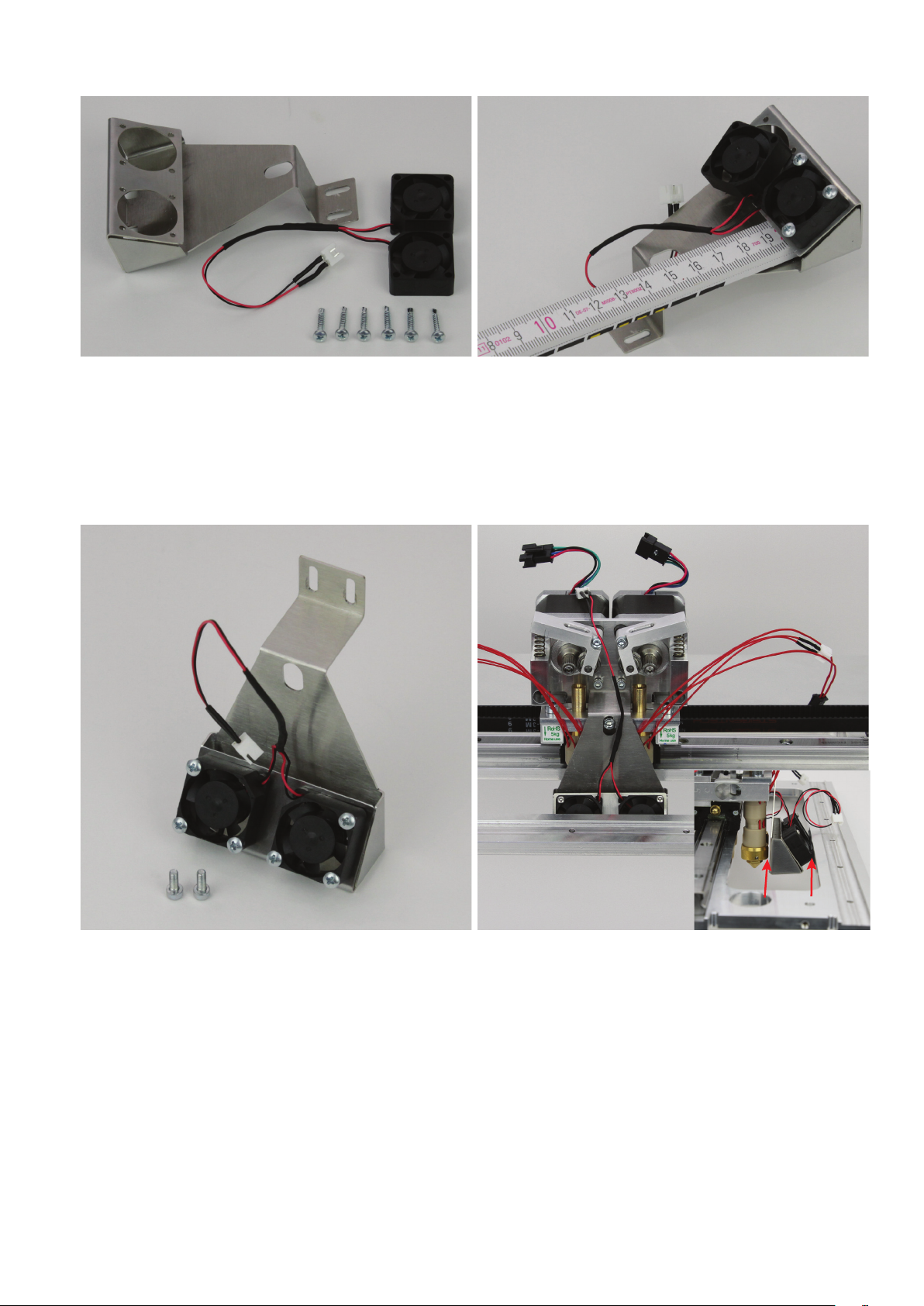
Assembly of the fan sheet
1 x fan sheet
1 x double fan
6 x sheet screw ST2.2x16
Attaching the fan sheet
Install both fans with 3 sheet screws each to the fan sheet as shown.
Support the fan sheet on a table top during installation. Use a yardstick or something similar for countering.
The blowing direction (marked by an arrow in the fan) must be inwards during installation.
1 x fan sheet completely installed
2 x cylinder head screw M3x8
24
Install the fan sheet to the lament feed unit with the two cylinder
head screws as illustrated.
Align the fan sheet height so that it is not supported on the extruder
holder and that the lower edge is higher than the two tips of the extruder nozzles.
Attention! Always ensure that the fan sheet does not touch the
extruders and that the fans do not touch the X-plate (see small
gure).

Installation of the light barrier holding block
1 x light barrier holding block
1 x cylinder head screw M2x14
Inserting the grooved ball bearings
2 x grooved ball bearings Insert the grooved ball bearings into the corresponding bores of the
Attach the light barrier holding block to the X-plate with the cylinder
head screw as illustrated and align it straight.
X-plate from below.
Turn the grooved ball bearings slightly, when inserting them into the
bores. Do not apply any force. The anges of the grooved ball bearings must be cleanly aligned with the bottom of the X-plate.
25

Assembly of the Y-plate
Installation of the belt tensioner
1 x cylinder head screw M4x30
1 x nut M4
1 x belt tensioner basic body
4 x washer (diameter inside/outside 4.3/8.8 mm)
3 x ball bearing 624ZZ (diameter inside/outside (3.8/13 mm)
Attachment of belt tensioner to the Y-plate
Push washers onto the screw with the ball bearings alternatingly.
Screw the screw into the belt tensioner basic body as shown in the
gure and tighten it well.
Counter the screw with a nut.
1 x Y-plate
1 x assembly belt tensioner (previous construction step)
1 x cylinder head screw M4x30
26
Push the belt tensioner assembly into the intended section of the Xplate and turn the screw into the belt tensioner.
The ball bearings must point to the grooved side of the Y-plate and
the bore in the belt tensioner must be on the right (see gure).
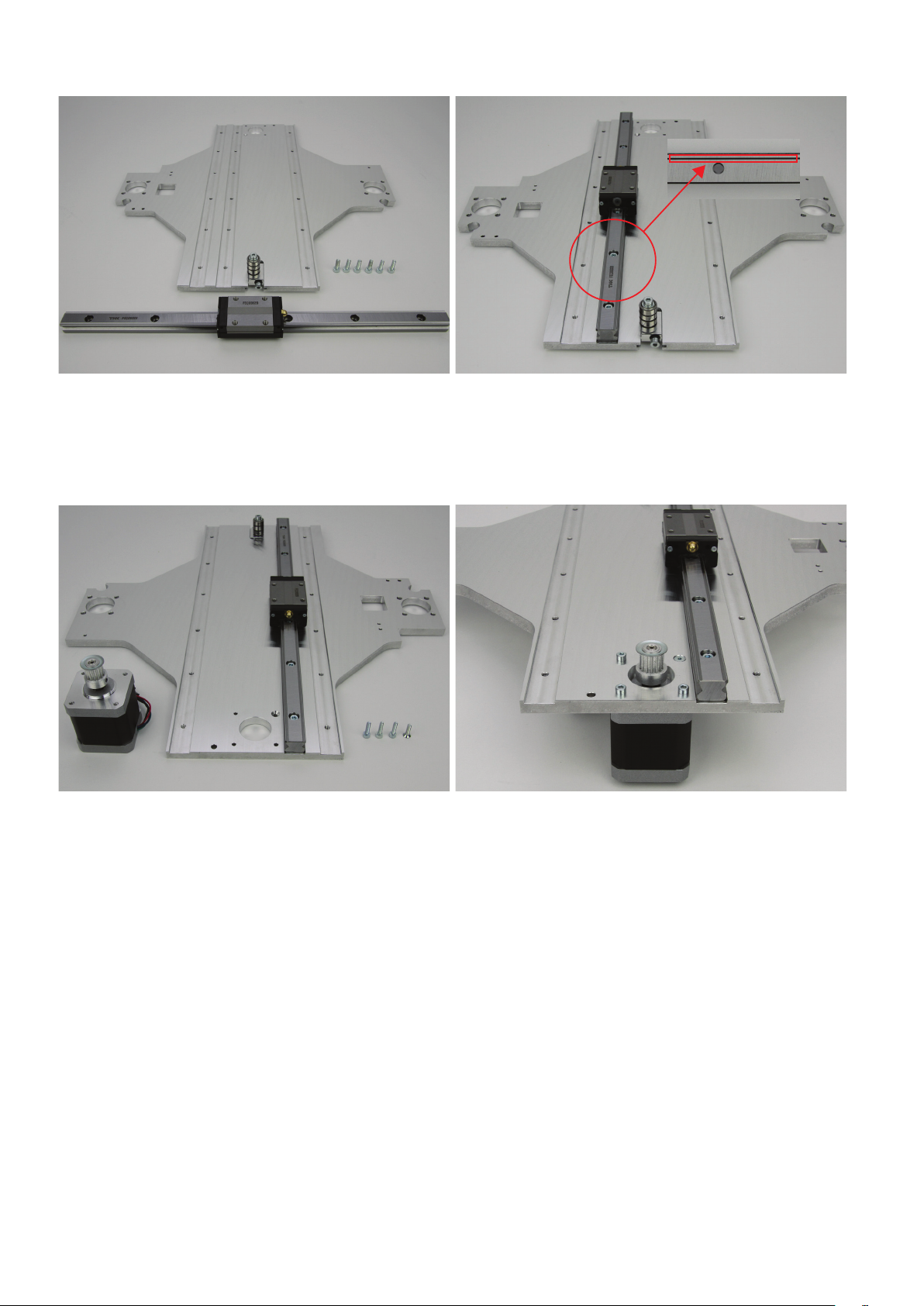
Attachment of the guide rail
1 x Y-plate
1 x guide rails
6 x cylinder head screws M4x12
Assembly of the drive motor
1 x actuator
1 x Y-plate
3 x cylinder head screw M3x12
1 x countersunk screw M3x12
Insert the guide rail into the middle groove of the Y-plate and attach
it with the screws.
The lower groove on the guide rail must point to the plate centre.
Attach the actuator to the Y-plate with the 3 cylinder head screws and
the countersunk screw as shown in the gure.
Use the countersunk screw for the countersunk bore.
Apply screws with threadlocker varnish.
The cable exit at the motor must point to the middle of the Y-plate (i.e.
in the gure backwards).
27
Installation of the drag chain end piece on top and the limit switch holding block at the bottom
1 x holding block for guide rail
1 x drag chain end piece with nipple
1 x limit switch holding block
2 x cylinder head screw M3x16
2 x countersunk screw M3x8
Assembly of the drag chain end piece bottom
Attach the drag chain end piece with the countersunk screws at the
holding block.
Attach the holding block to the grooved upper side of the Y-plate with
a cylinder head screw (screw hole towards the outside).
Attach the holding block for the limit switch with the second cylinder
head screw from below.
1 x drag chain end piece with hole
2 x countersunk screw M3x8
28
Attach the drag chain end piece with the countersunk screws as
shown in the gure on the ungrooved lower side of the Y-plate.

Installing the limit switch actuation
1 x actuation for limit switch
1 x cylinder head screw M4x12
1 x cylinder head screw M4x20
1 x nut M4
Installing the actuation for the Z-stop
Turn the cylinder head screw into the aluminium block and counter
it with the nut on the opposite side. The screw thread must end with
the nut.
Install the actuation of the limit switch as shown in the gure at the
Y-plate. The actuation must be aligned so that the screw head can
actuate the limit switch at the undertable.
Once the table is installed, check the actuation and adjust if necessary.
1 x hexagon threaded bolt M3
1 x actuation for Z-stop M3
1 x nut M3
Turn the hexagon thread bolt into the Y-plate from above as shown.
Turn the actuation for the Z-stop into the hexagon threaded bolt and
counter only slightly with the nut.
29
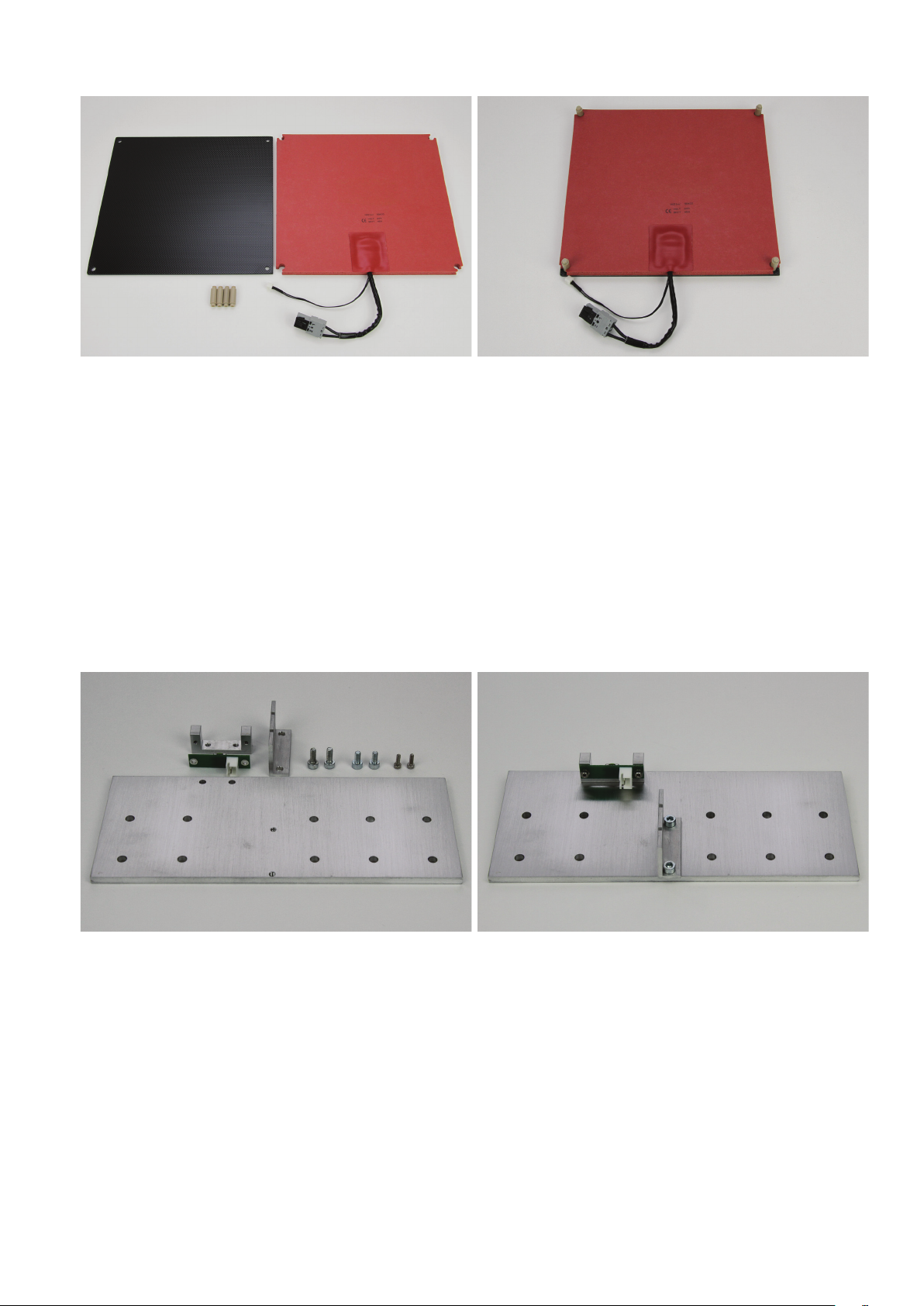
Glue connection of the heating plate
1 x glass ceramics plate
1 x heater (self-adhesive)
4 x spacer bolts
Installing the holder of the under-table plate
Plug the spacer bolts with the thread bores to the bottom of the glass
ceramics plate (side with structure) and provisionally fasten with 4
screws if necessary.
Caution: Only tighten the screws slightly since there is the danger that
the plate will break otherwise.
Check the alignment of the heating by pushing the heating across the
spacer bolts. The heating must then be supported fold-free with the
side with the protection foil against the bottom of the plate and must
not protrude at the edges.
Clear the bottom of the plate of dust and grease with a rag and solvent.
Then remove the protective foil from the heating and nally glue the
heating to the bottom of the glass ceramics plate without blisters.
1 x limit switch holder
1 x limit switch PCB
1 x belt tappet angle
2 x cylinder head screw M3x8
2 x cylinder head screw M3x6
2 x cylinder head screw M2x6
1 x undertable holder
30
Attach the limit switch holder to the undertable plate with the screws
M3x8.
Install the limit switch PCB with the M2x6-screws to the limit switch
holder.
Install the belt tappet angles with the screws M3x6 as shown in the
gure.
Apply the screws of the belt tappet angle with threadlocker varnish.
 Loading...
Loading...