

Istruzioni
Stampante 3D RF100 XL
N°.: 1592461 RF100 XL Plus
N°.: 1592620 RF100 XL Pagina 2 - 61

Indice
Pagina
1. Introduzione ......................................................................................................................................................... 4
2. Spiegazione dei simboli ....................................................................................................................................... 4
3. Utilizzo conforme ................................................................................................................................................. 5
4. Contenuto della confezione ................................................................................................................................. 5
5. Contenuto della scheda SD ................................................................................................................................. 6
a) Modelli 3D ......................................................................................................................................................6
b) Cong ............................................................................................................................................................ 6
c) Istruzioni ........................................................................................................................................................ 7
d) Software ........................................................................................................................................................7
6. Caratteristiche e funzioni ..................................................................................................................................... 7
7. Principio di funzionamento della stampante 3D ................................................................................................... 8
8. Avvertenze per la sicurezza .................................................................................................................................9
a) Generalità ...................................................................................................................................................... 9
b) Installazione, posizione di funzionamento ................................................................................................... 10
c) Cavo di alimentazione/Connettore .............................................................................................................. 10
d) Funzionamento ............................................................................................................................................ 11
9. Comandi e singoli componenti ........................................................................................................................... 12
a) Stampante 3D ..............................................................................................................................................12
b) Accessori ..................................................................................................................................................... 13
10. Prima dell'installazione ......................................................................................................................................14
11. Montaggio ..........................................................................................................................................................14
a) Posizionamento della stampante 3D ........................................................................................................... 14
b) Installazione e collegamento ....................................................................................................................... 14
12. Pannello di controllo ..........................................................................................................................................16
a) Funzioni generali ......................................................................................................................................... 16
b) Opzioni di menu e funzioni .......................................................................................................................... 17
c) Display durante il processo di stampa ......................................................................................................... 24
d) Panoramica del menù ..................................................................................................................................25
13. Istruzioni generali per la stampa 3D .................................................................................................................. 27
a) Temperatura ugello ...................................................................................................................................... 27
b) Prevenire il blocco dell'ugello ...................................................................................................................... 27
c) Spessore strato di stampa ........................................................................................................................... 28
d) Temperatura piastra di riscaldamento (cod. 1592461) ................................................................................ 28
14. Preparazione .....................................................................................................................................................29
a) Calibrazione del letto di stampa ..................................................................................................................29
2

b) Impostazione del lamento .......................................................................................................................... 30
c) Inserimento del lamento ............................................................................................................................ 30
d) Rimozione del lamento .............................................................................................................................. 32
e) Cambio/sostituzione del lamento ............................................................................................................... 33
f) Installazione del software "Cura" (opzionale) .............................................................................................. 33
15. Stampa da scheda SD o chiavetta USB ............................................................................................................ 34
a) Stampa dalla scheda SD ............................................................................................................................. 34
b) Stampa da una chiavetta USB ....................................................................................................................35
c) Avviare il processo di stampa ..................................................................................................................... 36
d) Mettere in pausa la stampa ......................................................................................................................... 37
e) Impostazione dei parametri durante la stampa ...........................................................................................38
f) Riavvio della stampante 3D ......................................................................................................................... 38
16. Stampa con il software "Cura" ........................................................................................................................... 39
a) Installazione .................................................................................................................................................39
b) Congurazione del software - Windows
®
..................................................................................................... 40
c) Installazione del software - Mac OS ............................................................................................................ 44
d) Impostazioni software - Windows
e) Caricare i le di congurazione per Windows
®
..............................................................................................................48
®
............................................................................................ 52
f) Caricare i le di congurazione per Mac OS ............................................................................................... 52
g) Caricare il le modello - Windows
®
e Mac OS ............................................................................................. 53
h) Disattivare i tasti di comando sulla stampante 3D ....................................................................................... 54
i) Avviare il processo di stampa ......................................................................................................................54
j) Interruzione del processo di stampa ............................................................................................................ 55
17. Aggiornare il rmware della stampante 3D ........................................................................................................ 55
a) Leggere la versione rmware ...................................................................................................................... 55
b) Installare l'ultima versione rmware ...........................................................................................................55
18. Pulizia e manutenzione ...................................................................................................................................... 56
a) Pulizia dell’apparecchio ............................................................................................................................... 56
b) Pulizia dell’ugello ......................................................................................................................................... 56
c) Pulizia interna dell’estrusore ........................................................................................................................ 57
d) Pulizia del letto di stampa ............................................................................................................................ 57
e) Rimozione del lamento .............................................................................................................................. 57
f) Conservazione della stampante 3D ............................................................................................................. 57
19. Risoluzione dei problemi .................................................................................................................................... 58
20. Smaltimento ....................................................................................................................................................... 60
21. Dati tecnici ......................................................................................................................................................... 60
a) Generalità .................................................................................................................................................... 60
b) RF100 XL Plus (codice 1592461) ................................................................................................................61
c) RF100 XL (codice 1592620) ........................................................................................................................ 61
3
1. Introduzione
Gentile Cliente,
grazie per aver acquistato questo prodotto.
Questo prodotto è conforme ai requisiti di legge nazionali ed europei.
Per conservare il prodotto nello stato originario e garantirne un utilizzo in piena sicurezza, l'utente è tenuto ad
osservare le indicazioni del presente manuale!
Il presente manuale istruzioni costituisce parte integrante di questo prodotto. Esso contiene informazioni
importanti per la messa in funzione e la gestione. Consegnarlo assieme al prodotto nel caso lo si ceda a
terzi. Conservare questo manuale istruzioni per un riferimento futuro!
Per domande tecniche rivolgersi ai seguenti contatti:
Italia: Tel: 02 929811
Fax: 02 89356429
e-mail: assistenzatecnica@conrad.it
Lun – Ven: 9:00 – 18:00
2. Spiegazione dei simboli
Il simbolo con il fulmine in un triangolo è usato per segnalare un rischio per la salute, come per esempio le
scosse elettriche.
Il simbolo con un punto esclamativo in un triangolo indica informazioni importanti in queste istruzioni per
l'uso, che devono essere rispettate.
Questo simbolo avvisa della presenza di superci molto calde, il cui contatto può causare infortuni.
Questo simbolo avverte che ci si può ferire alle mani, se le si inseriscono nel dispositivo durante il
funzionamento.
Questo simbolo avverte che si possono contrarre ferite alle mani causate dalla trasmissione a cinghia.
Solo per uso in interni.
Consultare il manuale d’uso!
Il simbolo freccia si trova laddove vengono forniti consigli speciali e informazioni sul funzionamento.
4
3. Utilizzo conforme
La stampante 3D viene fornita pre-assemblata e pronta per l'uso. Può essere utilizzata con il software in dotazione
o gestita tramite il display a soramento a colori integrato, anche senza il PC. L'alloggiamento in metallo verniciato
a polvere garantisce una lunga durata. L’apparecchio stampa oggetti di dimensioni no a 200 x 200 x 200 mm ed è
dotato di LED luminosi per poter monitorare lo stato di avanzamento della stampa. La scheda SD contiene oltre 100
modelli 3D pronti per la stampa che possono essere stampati con pochi clic del mouse.
La stampante 3D è omologata solo per il collegamento a una presa da 100 - 240 V/CA e 50/60 Hz. È stata progettata
solo per uso privato.
Utilizzo consentito solo in luoghi chiusi. Il contatto con l'umidità, ad es. in bagno o luoghi simili deve essere
assolutamente evitato.
Per motivi di sicurezza e di autorizzazioni il prodotto non deve essere smontato e/o modicato. Nel caso in cui il
prodotto venga utilizzato per scopi diversi da quelli precedentemente descritti, potrebbe subire dei danni. Un uso
improprio può anche causare cortocircuiti, incendi, scosse elettriche o altri pericoli. Leggere attentamente le istruzioni
e conservarle in un luogo sicuro. Cedere il prodotto a terzi solo insieme a queste istruzioni.
Tutti i nomi di società e di prodotti citati sono marchi di fabbrica dei rispettivi proprietari. Tutti i diritti riservati.
Manuali aggiornati, le di modelli 3D,
le di congurazione,
È possibile scaricare i manuali d'uso aggiornati, i le dei modelli 3D ed i le di congurazione al
seguente indirizzo: www.conrad.com/downloads o con la scansione del codice QR. Seguire le
istruzioni sulla pagina web.
4. Contenuto della confezione
• Stampante 3D pronta per l'uso
• 250 g di lamento PLA originale Renkforce
(1,75 mm bianco)
• Scheda SD da 8 GB con software "Cura",
oltre 100 modelli 3D pronti per la stampa
• Alimentatore
• Cavo di rete
• Guida rapida (in tedesco e inglese)
• Porta bobina lamento
• Tubo essibile lamento
• Cavo USB
• Spatola
• Pinzetta
• Tronchese a tagliente laterale
• Chiave a brugola 2,0 mm
• Chiave a brugola 2,5 mm
• 2 viti per il ssaggio del supporto della bobina del
lamento
• Letto di stampa in vetro con lamina premontata (cod.
1592620)
incl. piastra riscaldante e nastro adesivo blu in
dotazione (cod. 1592461)
• 5 tipi di lamento originali Renkforce (rame, legno,
glow-in-the-dark, di colore cangiante e materiale
elastico 1,75 mm - 50 g ciascuno)
• Filamento ABS 50 g (1,75 mm nero)
(cod. 1592461)
5
5. Contenuto della scheda SD
• La scheda SD contiene le seguenti cartelle:
- "3D Models" (modelli 3D)
- "Cong"
- "Manual" (istruzioni per l'uso)
- „Software“
Collegare al computer la stampante 3D con la scheda SD inserita, per vedere il contenuto completo della
scheda SD.
L'accesso alla scheda SD avviene tramite il pannello di controllo.
a) Modelli 3D
• La cartella "3D Models" contiene diverse sottocartelle chiamate „Basic shape“ (Forme di base),
„Capital letters (A-Z)“ (Lettere maiuscole), „Constellation“ (Costellazione), „Mathematical symbols“ (Simboli
matematici), „Numbers (0-9)“ (Numeri (0-9)), „VariousObjects“ (Oggetti vari), ecc.
• In totale sono disponibili più di 100 modelli 3D pronti per la stampa.
• Ogni modello è disponibile nei formati. gcode (. Digicode),. jpg e. stl. Esempio: „RF100“:
• JPG è un'anteprima del modello.
Con il le in formato STL è possibile creare il proprio GCODE con il software "Cura".
Utilizzare il le GCODE per stampare.
• Inserire la scheda SD nella fessura della stampante 3D o caricare il le .stl in "Cura" sul computer, per avviare la
stampa.
Sul pannello di controllo sono elencati solo i le del modello in formato .gcode.
b) Cong
• La cartella "Cong" contiene i le di congurazione per i diversi materiali del lamento:
- "Copper" (rame)
- “Elastic" (materiale elastico)
- "PLA"
- "Wood" (legno)
- "ABS"
6
• Caricare il le di congurazione in "Cura" per stampare un oggetto con il relativo materiale (per dettagli vedere “e)
Caricare i le di congurazione per Windows
Il contenuto di questa cartella non è visibile nel pannello di controllo. Questi sono i le di congurazione
consigliati per i lamenti in dotazione. Con il software "Cura" è anche possibile creare i propri le di
congurazione.
®
” a pagina 52).
c) Istruzioni
• La cartella “Manuale” contiene la Guida rapida.
Il contenuto di questa cartella non è visibile nel pannello di controllo.
d) Software
• La cartella "Software" contiene il software "Cura" per l'installazione su Windows® e Mac OS e i driver USB.
Il contenuto di questa cartella non è visibile nel pannello di controllo.
6. Caratteristiche e funzioni
• Stampante 3D già montata e pronta per l'uso
• Dimensioni max. dell'oggetto di stampa 200 x 200 x 200 mm
• Estrusore ad alta precisione con ugello di stampa da 0,4 mm.
• Display a soramento a colori per la gestione diretta sulla stampante 3D
• Funzionamento tramite computer (USB) o funzionamento indipendente con scheda SD/chiavetta USB
• Supporta la stampa da scheda SD, PC e chiavetta USB
• Possibilità di regolazione manuale dei parametri di stampa durante il funzionamento
• Estremamente stabile grazie alla meccanica in metallo
• Adatta per lamenti da 1,75 mm di tipo PLA, legno, rame, elastica, Glow in the Dark e thermocolor (codice 1592620,
1592461); e ABS (codice 1592461)
• Oltre 100 modelli 3D pronti per la stampa
• Software "Cura" incluso
7
7. Principio di funzionamento della stampante 3D
• Per la stampa 3D è necessario innanzitutto un le contenente i dati tridimensionali dell'oggetto da stampare (un
formato comune di tale le è, ad esempio, il formato .stl).
• Questo le può essere creato con il software appropriato o con uno scanner 3D. Su Internet, tuttavia, ci sono anche
numerosi le di stampa che possono essere scaricati per poter stampare un oggetto il più velocemente possibile.
• Il vero e proprio software della stampante ha il compito di convertire il le tridimensionale descritto precedentemente
in un le che la stampante può stampare. Si tratta di un le in cui vengono deniti i singoli strati di stampa, le
temperature di stampa dell'ugello, ecc. Questo le ha l'estensione ".gcode".
• Questo le di stampa GCODE viene inviato da un computer tramite l'interfaccia USB alla stampante 3D oppure
è possibile inserire una scheda SD con il le di stampa nel lettore di schede della stampante 3D e comandare la
stampante 3D tramite il pannello di controllo.
• La stampante 3D crea l'oggetto strato per strato (fondendo il lamento). Il materiale del lamento viene trasportato
dalla bobina all'ugello.
• Il lamento viene fuso nell'estrusore e quindi applicato strato dopo strato sul letto di stampa tramite un ugello ne.
• Il letto di stampa si muove in direzione Z- (verso l'alto/il basso) e l'estrusore si muove in direzione X- (sinistra/destra)
e Y- (avanti/indietro). In questo modo vengono soddisfatti tutti i prerequisiti per produrre un oggetto tridimensionale
applicando strati orizzontali uno sopra l'altro.
Una stampante 3D è un dispositivo molto complesso in cui è necessario impostare molti parametri
a seconda della stampante 3D, dell'oggetto di stampa e del materiale utilizzato.
Inoltre, l'aderenza dell'oggetto stampato al letto di stampa è inuenzata dalla temperatura di
stampa, dal materiale del lamento, dalla calibrazione del letto di stampa, dalla forma/dimensione
dell'oggetto stampato e dalle proprietà superciali del letto di stampa.
Anche inuenze ambientali come correnti d'aria, grasso sul letto di stampa, ecc. giocano un ruolo
importante per la qualità e l'aderenza dell'oggetto da stampare.
Per i motivi di cui sopra, non è possibile ottenere risultati di stampa di alta qualità immediatamente
e senza sperimentazioni preliminari.
Modicare i parametri regolabili a piccoli passi per ottenere il risultato di stampa ottimale per
le proprie applicazioni. Gli esempi di stampa forniti sulla scheda SD forniscono indicazioni, ma
devono essere afnati per ottenere risultati ottimali in base ai parametri sopra indicati.
8
8. Avvertenze per la sicurezza
Leggere attentamente le istruzioni per l'uso e rispettare in particolare le avvertenze per la
sicurezza. Nel caso in cui non vengano osservate le avvertenze per la sicurezza e le indicazioni
relative all'utilizzo conforme contenute in queste istruzioni per l'uso, non ci assumiamo alcuna
responsabilità per conseguenti eventuali danni a cose o persone. Inoltre in questi casi la garanzia
decade.
a) Generalità
• Per motivi di sicurezza, non è consentito apportare modiche e/o alterazioni non autorizzate al prodotto,
che non siano previste dal presente manuale di istruzioni, altrimenti si potrebbero danneggiare i singoli
componenti, compromettendo la sicurezza o il funzionamento del dispositivo.
• Tutte le persone che si occupano di uso, montaggio, installazione, congurazione, messa in funzione
o manutenzione del prodotto devono essere adeguatamente formate e qualicate nonché attenersi a
questo manuale utente.
• La stampante 3D non è adatta per persone con disabilità siche, sensoriali o mentali, o per persone
inesperte e con scarse conoscenze in merito.
• Il prodotto non è un giocattolo e non è adatto ai bambini. I bambini non possono comprendere i pericoli
associati ad apparecchiature che funzionano con l’energia elettrica.
• Le parti meccaniche del prodotto sono realizzate con alta precisione. Non esercitare mai forza
meccanica. Ciò potrebbe rendere inutilizzabile la stampante 3D.
• Non spostare il prodotto durante il funzionamento. Muovere, trasportare o conservare il prodotto solo
se è spento.
• Non lasciare incustodito il materiale di imballaggio. Potrebbe trasformarsi in un pericoloso giocattolo
per i bambini.
• Proteggere l'apparecchio da temperature estreme, luce solare diretta, forti urti, vibrazioni, gas
inammabili, vapori, polveri e solventi, elevata umidità dell'aria, umidità come pioggia o vapore e
sollecitazioni meccaniche.
• Nel caso non sia più possibile l'uso in piena sicurezza, disattivare il prodotto ed evitare che possa essere
utilizzato in modo improprio. La sicurezza d’uso non è più garantita, se il prodotto:
- presenta danni visibili,
- non funziona più correttamente,
- è stato conservato per periodi prolungati in condizioni ambientali sfavorevoli oppure
- è stato esposto a considerevoli sollecitazioni dovute al trasporto.
• Maneggiare il prodotto con cautela. Urti, colpi o la caduta anche da un'altezza minima potrebbero
danneggiarlo.
• Le aperture di ventilazione sul fondo dell'apparecchio non devono essere coperte. Non inserire oggetti
appuntiti nell'apparecchio perché potrebbero causare scosse elettriche!
• La stampante 3D non presenta al suo interno parti riparabili dall'utente. Pertanto, non smontare l'unità
motore.
• Attenzione, luce a LED: Non ssare il raggio LED! Non osservare direttamente o con strumenti ottici!
9
• Prestare attenzione anche alle avvertenze per la sicurezza aggiuntive presenti nei singoli capitoli di
questo manuale.
• Rivolgersi a un esperto in caso di dubbi relativi al funzionamento, alla sicurezza o alle modalità di
collegamento del prodotto.
• Far eseguire i lavori di manutenzione, adattamento e riparazione esclusivamente da un esperto o da un
laboratorio specializzato.
• In caso di ulteriori domande a cui non viene data risposta in queste istruzioni per l'uso, rivolgersi al nostro
servizio tecnico clienti oppure ad altri specialisti.
b) Installazione, posizione di funzionamento
• Posizionare la stampante 3D su una supercie stabile, orizzontale e sufcientemente grande.
• Scegliere un luogo di installazione che non consenta ai bambini di raggiungere il prodotto.
• Quando si installa la stampante 3D, tenere presente che l'interruttore di alimentazione dell'apparecchio
deve essere facilmente accessibile, in modo che l'apparecchio possa essere spento rapidamente e
facilmente in caso di problemi.
• Il dispositivo non deve essere esposto a temperature estreme, forti vibrazioni, alto tasso di umidità, come
ad es. pioggia o vapore o a forti sollecitazioni meccaniche.
• Non collocare contenitori pieni di liquidi, come per esempio bicchieri, vasi, ecc. sopra o vicino
all'apparecchio e non versare mai liquidi sopra di esso. I liquidi potrebbero entrare nell’alloggiamento
dell’apparecchio compromettendone la sicurezza elettrica. Inoltre sussiste un elevato rischio di incendio
o di una scarica elettrica letale.
In tal caso mettere fuori tensione la relativa presa di corrente su tutti i poli (ad es. tramite l’interruttore
automatico e l’interruttore differenziale) e poi scollegare il cavo di alimentazione dalla presa di corrente.
Scollegare tutti i cavi dall’apparecchio. In seguito non è più possibile utilizzare il prodotto, che deve
essere portato in un laboratorio specializzato.
• Non collocare amme libere come candele accese sopra o accanto all’apparecchio.
10
c) Cavo di alimentazione/Connettore
• La presa di corrente a cui è collegato il dispositivo deve essere facilmente accessibile.
• Per l’alimentazione, usare esclusivamente l’alimentatore fornito.
• Connettere l’alimentatore solo ad una presa elettrica normale di rete. Prima di collegare l'alimentatore,
vericare che la tensione indicata sull'alimentatore corrisponda alla tensione della vostra fornitura di
energia elettrica.
• Svolgere completamente il cavo di alimentazione prima dell'uso. Se il cavo di alimentazione non è
completamente srotolato, può causare surriscaldamento e quindi un pericolo d'incendio!
• Gli alimentatori non devono mai essere accesi o spenti con le mani bagnate.
• Non tirare mai la spina dal cavo di alimentazione, afferrare sempre solo le superci di presa presenti
sulla spina di rete.
• Fare attenzione che il cavo di alimentazione non sia schiacciato, piegato, danneggiato da spigoli vivi né
sottoposto a carichi meccanici. Evitare un eccessivo stress termico del cavo di alimentazione con caldo
o freddo eccessivi. Non modicare il cavo di alimentazione, altrimenti lo si può danneggiare. Un cavo
danneggiato può causare una scossa elettrica mortale.
• Non lasciare che il cavo di alimentazione penda sul bordo del tavolo o sull’area in cui si trova la
stampante 3D.
• Posare sempre i cavi in modo che nessuno vi possa inciampare o restare impigliato. C'è il rischio di
ferirsi.
• In caso di intemperie, per motivi di sicurezza rimuovere sempre l'alimentatore dalla presa di corrente.
• Se la stampante 3D non viene utilizzata per un lungo periodo di tempo, scollegarla dalla presa.
• Se l'apparecchio è incustodito, scollegarlo sempre dalla presa.
• Scollegare l'apparecchio dalla presa a muro e dal computer prima di eseguire qualsiasi manutenzione
o modica e lasciarlo raffreddare.
• Se il cavo di alimentazione mostra segni di danneggiamento, non toccarlo. Per prima cosa isolare la
presa elettrica (ad es. attraverso interruttore differenziale e salvavita) e poi staccare con attenzione la
spina dalla presa. Non usare mai il prodotto con un cavo di alimentazione danneggiato.
d) Funzionamento
• Non utilizzare mai stampanti 3D all'aperto.
• L’apparecchio non deve essere utilizzato in prossimità di vasche da bagno, docce, piscine o lavabi. Il
prodotto non deve bagnarsi.
•
• L'ugello (cod. 1592620,1592461) e la piastra riscaldante (cod. 1592461) diventano molto caldi durante il
funzionamento. Non toccare mai queste parti durante o subito dopo il funzionamento. Lasciarle sempre
raffreddare sufcientemente (circa 60 minuti).
• Per evitare il surriscaldamento, non appoggiare oggetti sull’apparecchio. Durante il funzionamento,
l’apparecchio non deve essere coperto.
•
• Prima di interventi di manutenzione o prima di effettuare modiche, staccare sempre l’apparecchio dalla
corrente (rimuovere la spina) e lasciarlo raffreddare.
• Durante il funzionamento vengono emessi dei rumori e, a seconda del lamento utilizzato, potrebbero
sentirsi anche degli odori. Si prega di tenerne conto al momento di scegliere il luogo di installazione e il
materiale del lamento. Fornire una ventilazione adeguata o installare un sistema di aspirazione. Evitare
di inalare i vapori prodotti. L'uso di materiali lamentosi diversi da quelli raccomandati può produrre
vapori o gas tossici.
• Non far funzionare l’apparecchio incustodito.
• Utilizzare il dispositivo solo in climi moderati, non in climi tropicali.
• Non utilizzare mai il prodotto subito dopo averlo spostato da un ambiente freddo a uno caldo. La
condensa che si forma in questo caso potrebbe danneggiare il prodotto. Aspettare che il prodotto
raggiunga la temperatura ambiente prima di collegarlo e utilizzarlo. Questo potrebbe richiedere alcune
ore.
Alcune parti di questo prodotto possono diventare molto calde e causare ustioni. Prestare
particolare attenzione in presenza di bambini e persone insensibili al calore.
Durante il funzionamento non mettere mai le mani all'interno della stampante. 3D
Sussiste un pericolo di lesioni a causa del movimento meccanico delle parti
all'interno della stampante!
11
9. Comandi e singoli componenti
8
7
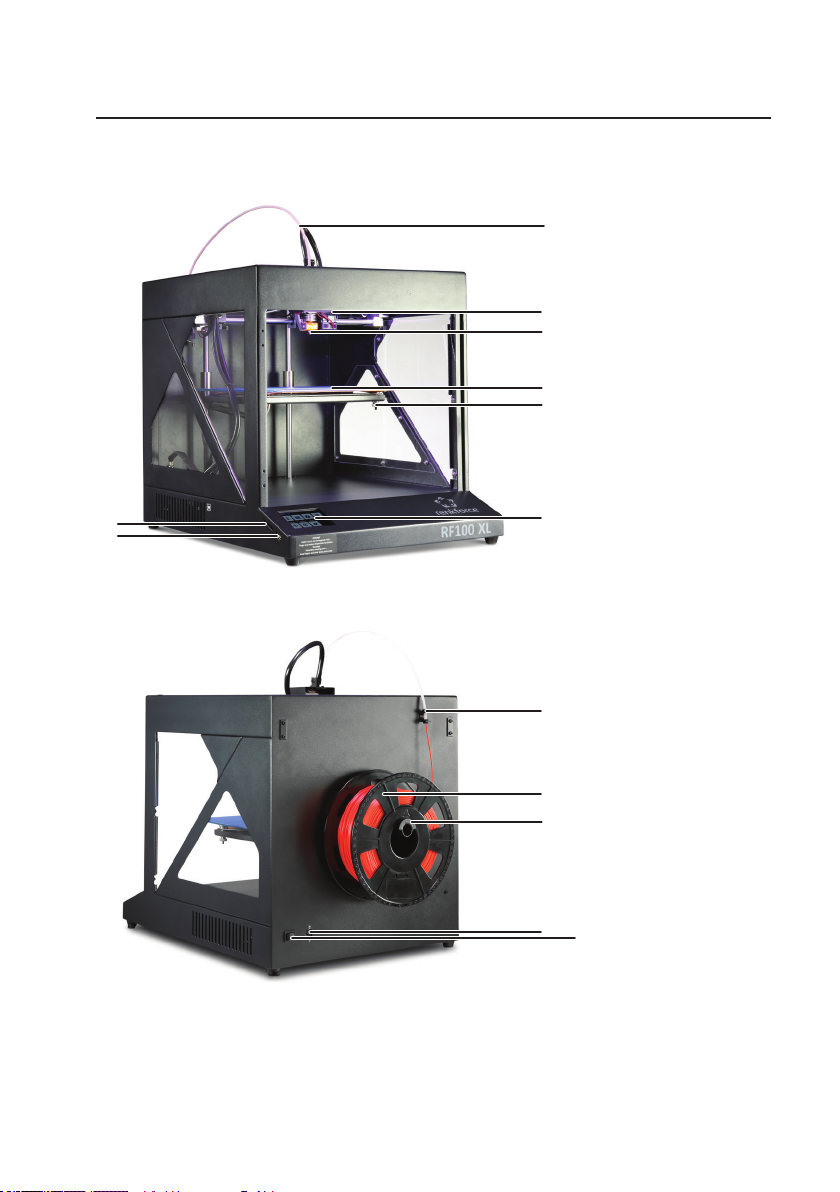
a) Stampante 3D
Lato anteriore
Lato posteriore
1
1 Tubo essibile lamento
2 Estrusore
3 Ugello
2
3
4 Letto di stampa (codice
1592620) Letto di
4
5
6
stampa con piastra di
riscaldamento (codice
1592461)
5 Vite di livellamento
(totale 3)
6 Display touchscreen a
colori
7 Porta USB
8 Lettore di schede
9
9 Supporto per tubo
essibile lamento
10 Filamento con bobina
10
11 Porta bobina lamento
11
12 Presa di rete
13 Interruttore
dell’alimentazione
12
13
12

b) Accessori
A
O
N
M
L
I
K H G
A Filamento ABS (cod. 1592461)
B Alimentatore, piccolo (cod. 1592620)
C Alimentatore, grande (cod. 1592461)
D Cavo di rete
E Cavo USB
F Spatola
G Scheda SD
H Pinzetta
I Chiave a brugola 2 / 2,5 mm
J 2 viti
K Tronchese a tagliente laterale
L Tubo essibile lamento
M Porta bobina lamento
N 5 tipi di lamento Renkforce originale
O Filamento PLA Renkforce originale con bobina
J
B
C
D
E
F
13
10. Prima dell'installazione
• Rimuovere con cautela tutti i componenti dalla confezione.
• Rimuovere la pellicola di protezione dal display a soramento a colori.
• Tagliare le fascette fermacavi su entrambi i lati con un tronchese.
• Assicurarsi che non vi siano parti mancanti o danneggiate. Non utilizzare l'apparecchio se mancano dei pezzi o è
danneggiato.
11. Montaggio
a) Posizionamento della stampante 3D
Quando si congura la stampante 3D, è necessario assicurarsi che l'interruttore di alimentazione sia
facilmente accessibile in modo che il dispositivo possa essere spento rapidamente e facilmente in caso di
problemi.
In fase di installazione, consentire una buona ventilazione dell’apparecchio. Non collocare l’apparecchio
su una supercie morbida come tappeti o letti, ecc. L'aria deve poter circolare liberamente e non deve
essere ostruita da altri oggetti. Una base morbida ostacola la dispersione del calore dall'apparecchio e
provoca un surriscaldamento (pericolo di incendio).
Assicurarsi che l’apparecchio sia saldamente ssato. Montarlo su una base stabile. In caso di caduta della
stampante 3D, si potrebbero vericare degli infortuni.
Assicurarsi che il cavo USB e quello di rete non siano schiacciati né danneggiati da spigoli vivi.
Posare sempre i cavi in modo che nessuno possa inciamparvi o restare impigliato. C'è il rischio di ferirsi.
• Posizionare la stampante 3D su una supercie asciutta, piana e stabile, oltre che resistente alle vibrazioni.
Sul fondo dell’apparecchio ci sono dei piedini antiscivolo. Se necessario, posizionare un cuscinetto protettivo sotto
l’apparecchio per evitare che il piano di lavoro si graf.
b) Installazione e collegamento
La presa di corrente deve essere vicina all'apparecchiatura e facilmente accessibile, in modo che
l'apparecchiatura possa essere rapidamente scollegata dall'alimentazione in caso di problemi.
Prestare attenzione quando si maneggia il cavo di alimentazione e il suo connettore. La tensione di
rete può provocare scosse elettriche mortali.
Prima di effettuare il collegamento alla presa a muro, assicurarsi che la tensione dell'apparecchio
specicata sulla stampante 3D corrisponda alla tensione di rete della presa a muro. Non collegare
l'apparecchio se le speciche non corrispondono alla tensione di rete disponibile. Una tensione di
alimentazione errata può causare danni irreparabili all'apparecchio e mettere in pericolo l'utente.
14
1
1
2
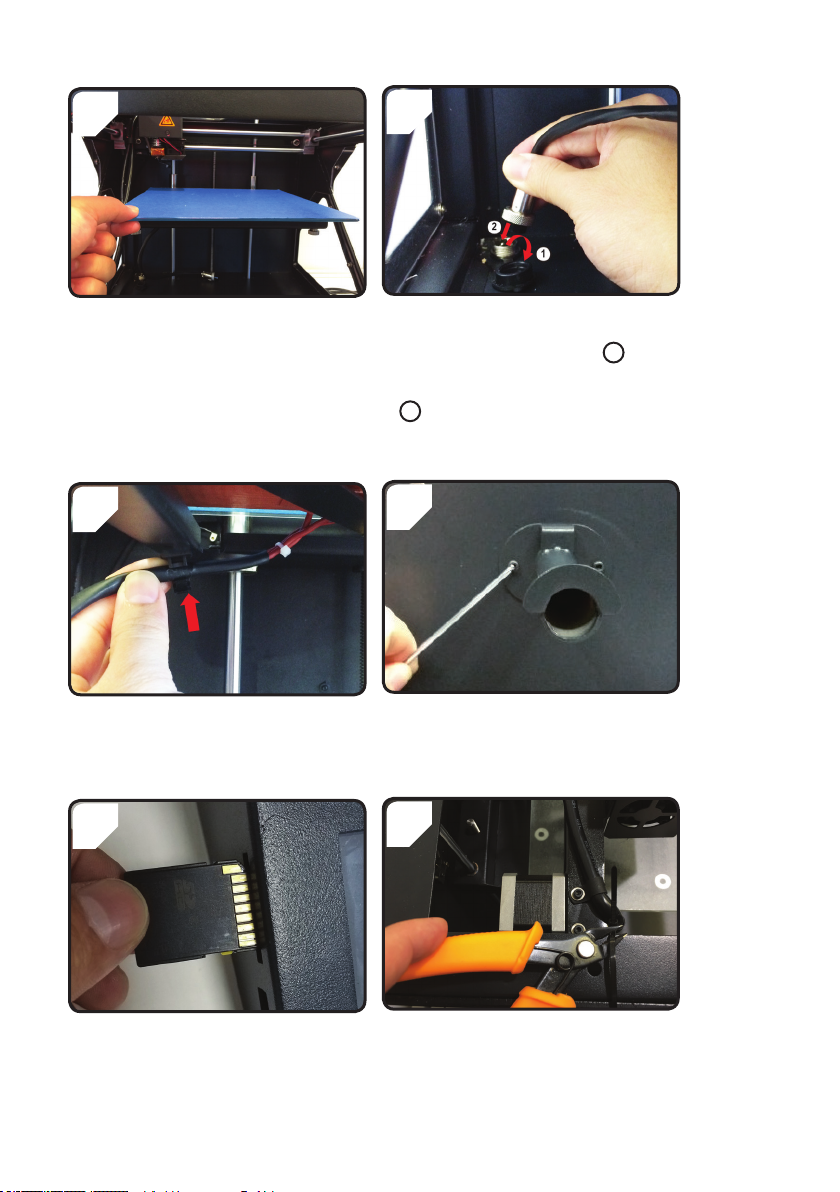
• Posizionamento del letto di stampa.
3
Solo per cod. 1592461
• Inserire il cavo della piastra riscaldante nel
portacavo (sul lato inferiore del letto di stampa).
5
Solo per cod. 1592461
• Aprire il coperchio di protezione della connessione di
alimentazione della piastra riscaldante (
• Collegare la spina del cavo di alimentazione della
piastra riscaldante alla connessione di alimentazione
(2).
• Fissare il collegamento: Avvitare il dado di raccordo
della spina sulla connessione della piastra
riscaldante.
).
4
• Utilizzando due viti e la chiave a brugola da 2,5 mm,
montare il porta bobina del lamento sul retro della
stampante 3D.
Il "naso" all'estremità del supporto è rivolto verso l'alto.
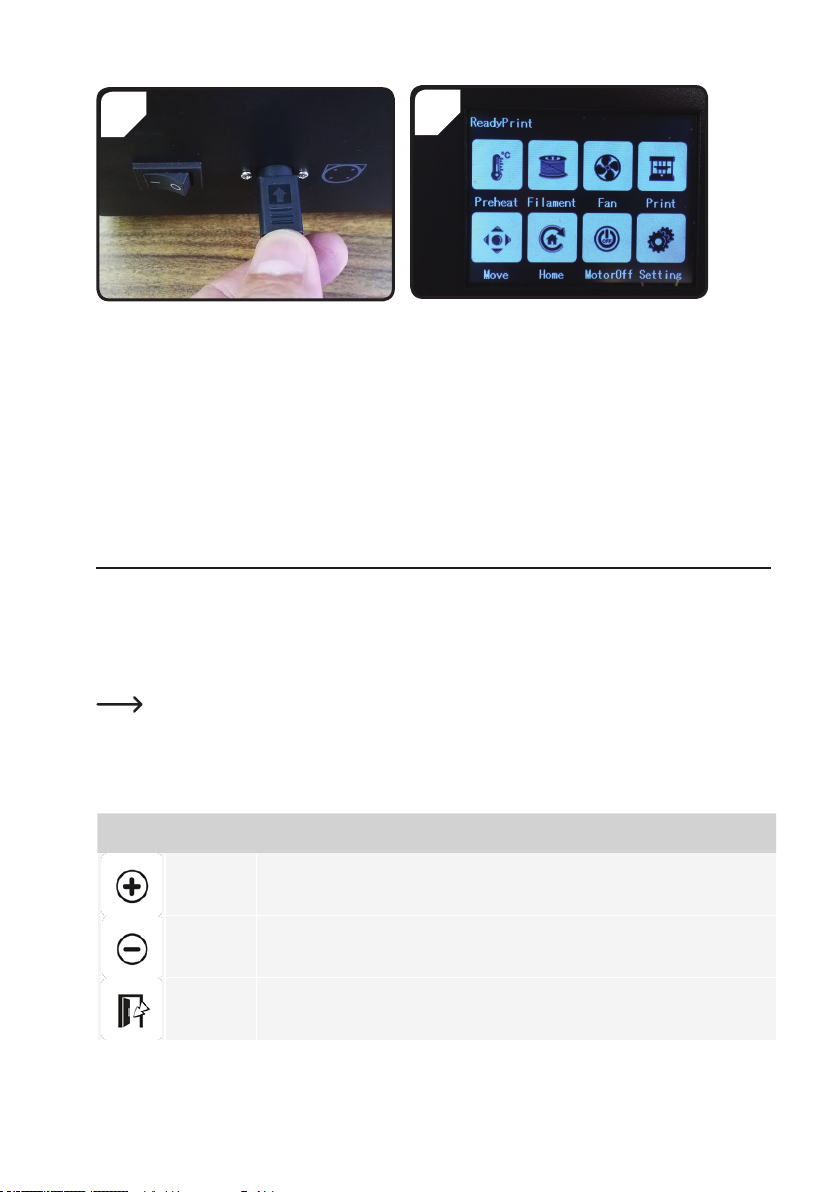
6
• Inserire la scheda SD con l'etichetta rivolta
verso il basso.
• Tagliare le fascette fermacavi su entrambi i lati con
il tronchesino.
15
7
8
• Collegare prima il cavo di alimentazione
all'alimentatore, quindi collegare il cavo di
alimentazione dell'alimentatore alla stampante
3D.
• Collegare la spina del cavo di alimentazione alla
presa di corrente.
• Per accendere la stampante 3D, mettere
l'interruttore su I.
• L’area di stampa si illumina.
• Nel display a soramento appare < ReadyPrint >.
A questo punto la stampante 3D è pronta per l'uso.
12. Pannello di controllo
• Le seguenti spiegazioni si riferiscono al rmware della stampante V2.1. Le funzioni possono cambiare con versioni
più recenti.
• La stampante 3D viene gestita premendo i tasti di comando sul display a soramento a colori.
• Alcuni tasti di comando vengono evidenziati in giallo dopo aver confermato l'opzione di menu.
Notare che le impostazioni della piastra riscaldante possono essere effettuate solo con RF100 XL
Plus (cod. 1592461).
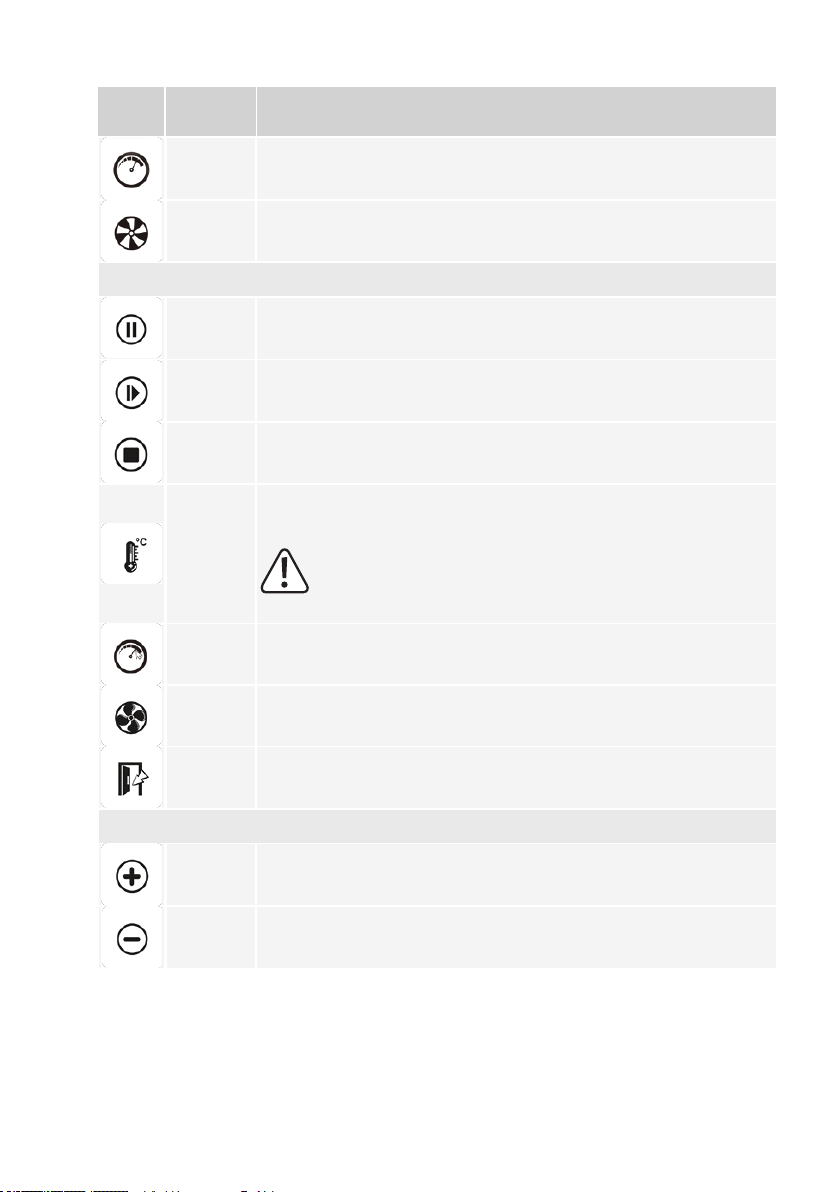
a) Funzioni generali
Tasto di
comando
Opzione di
menu
< Add > Aumenta il valore del parametro.
Funzione
16
< Dec > Diminuisce il valore del parametro.
< Back > Torna al menu precedente.
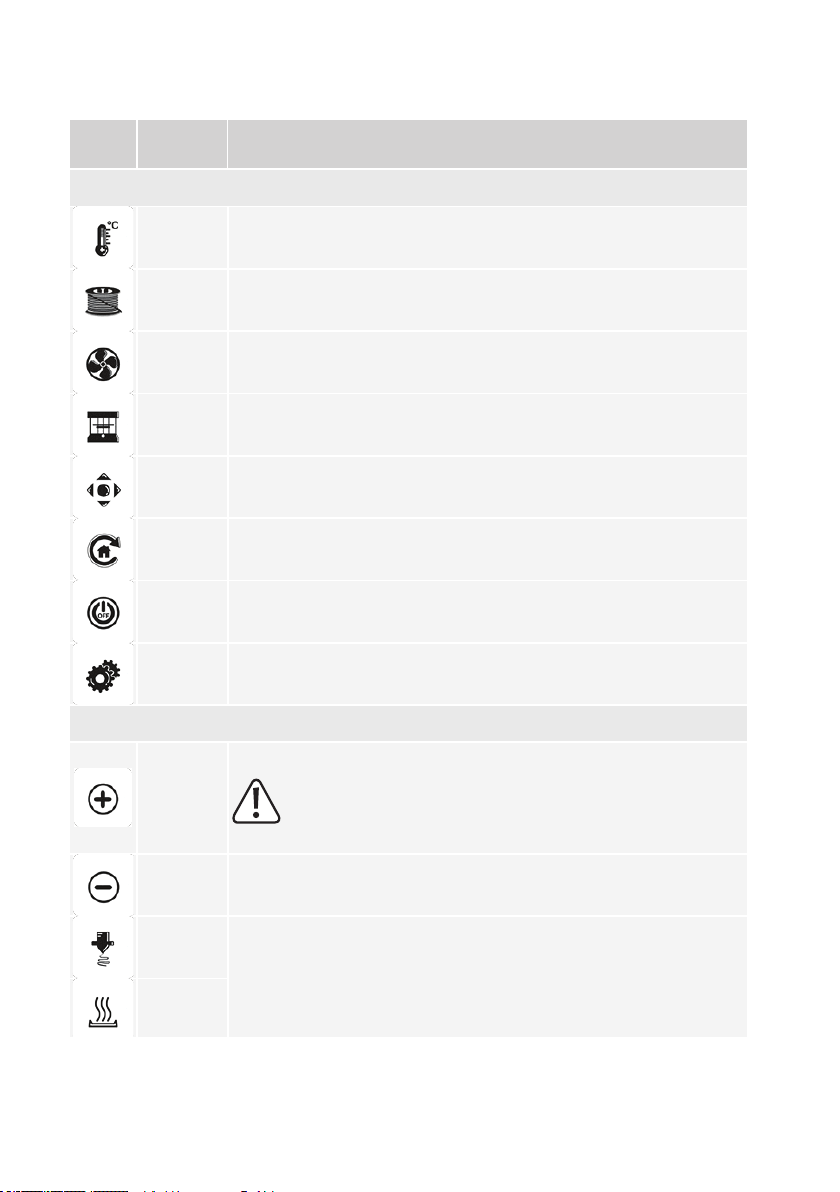
b) Opzioni di menu e funzioni
Tasto di
comando
Menu principale < ready print > (la stampante 3D è pronta per l'uso)
Opzione di
menu
< Preheat >
< Filament > Richiama il menu < Filament Change >, per inserire o rimuovere il lamento.
< Fan > Richiama il menu < Fan >, per impostare la velocità della ventola.
< Print > Richiama il menu < ChooseFile >, per selezionare un modello pronto per la stampa.
< Move > Richiama il menu < Move >, per regolare la posizione degli assi X, Y e Z.
< Home > Richiama il menu < Home >, per impostare gli assi X, Y e Z nella posizione iniziale.
< MotorOFF >
< Setting > Richiama il menu < Set >, per effettuare ulteriori impostazioni.
Funzione
Richiama il menu < Preheat >, per impostare la temperatura dell'ugello o della piastra
di riscaldamento.
Spegne il motore. L'estrusore e il letto di stampa possono essere spostati manualmente
lungo gli assi X, Y e Z.
Menu < Preheat > (Preriscaldamento)
Aumenta la temperatura dell'estrusore o della piastra riscaldante.
< Add >
< Dec > Abbassa la temperatura dell'estrusore o della piastra riscaldante.
< Extruder >
< Heatbed >
Per selezionare l'oggetto di riscaldamento - < Extruder > (estrusore / ugello di stampa)
o < Heatbed > (piastra di riscaldamento) - premendo il tasto di comando più volte, se
necessario.
Non utilizzare l'ugello continuativamente a 260 °C. Se si utilizza la stampante
3D costantemente a temperature superiori a 260 °C, la durata dell'estrusore
si riduce notevolmente. Lasciare raffreddare la stampante 3D prima di
riavviarla.
17
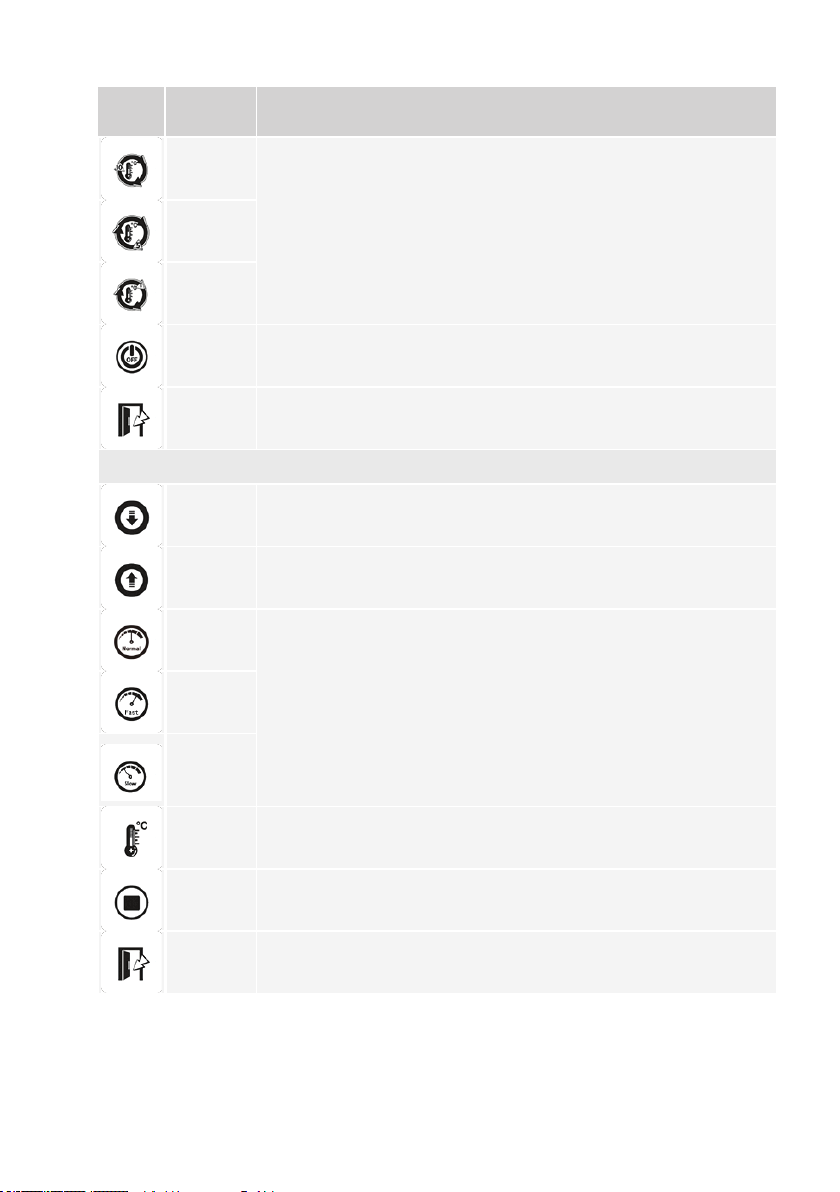
Tasto di
comando
Opzione di
menu
< 10°C >
Funzione
< 5°C >
< 1°C >
< Turn Off >
< Back > Per tornare al menu precedente < ready print >.
Menu < Cambio lamento > (Cambia lamento)
< Load >
< Unload >
< Normal >
< Fast >
< Slow >
La temperatura può essere impostata con incrementi di 10/1/5 °C. Selezionare uno di
questi valori premendo il tasto di comando più volte, se necessario.
Interrompe il processo di riscaldamento dell'ugello (cod. 1592461,1592620) o della
piastra di riscaldamento (cod. 1592461).
Inserisce il lamento nell'estrusore.
La temperatura dell'ugello deve essere superiore a 170°C.
Rimuove il lamento dall'estrusore.
La temperatura dell'ugello deve essere superiore a 170°C.
Per impostare la velocità di avanzamento del lamento o la velocità del trasportatore
del lamento, premendo più volte il tasto di comando, se necessario. Ci sono 3 livelli di
velocità:
- < Normal > (normale, impostazione predenita),
- < Fast > (veloce) e
- < Slow > (lenta).
La velocità di avanzamento dipende dalla velocità di stampa.
Se la velocità di avanzamento è troppo elevata, l'ugello potrebbe ostruirsi.
18
< Preheat > Richiama il menu < Preheat >, per impostare la temperatura.
< Stop >
< Back > Per tornare al menu precedente < ready print >.
Interrompe il processo di riscaldamento dell'estrusore (cod. 1592461,1592620) o della
piastra di riscaldamento (cod. 1592461).
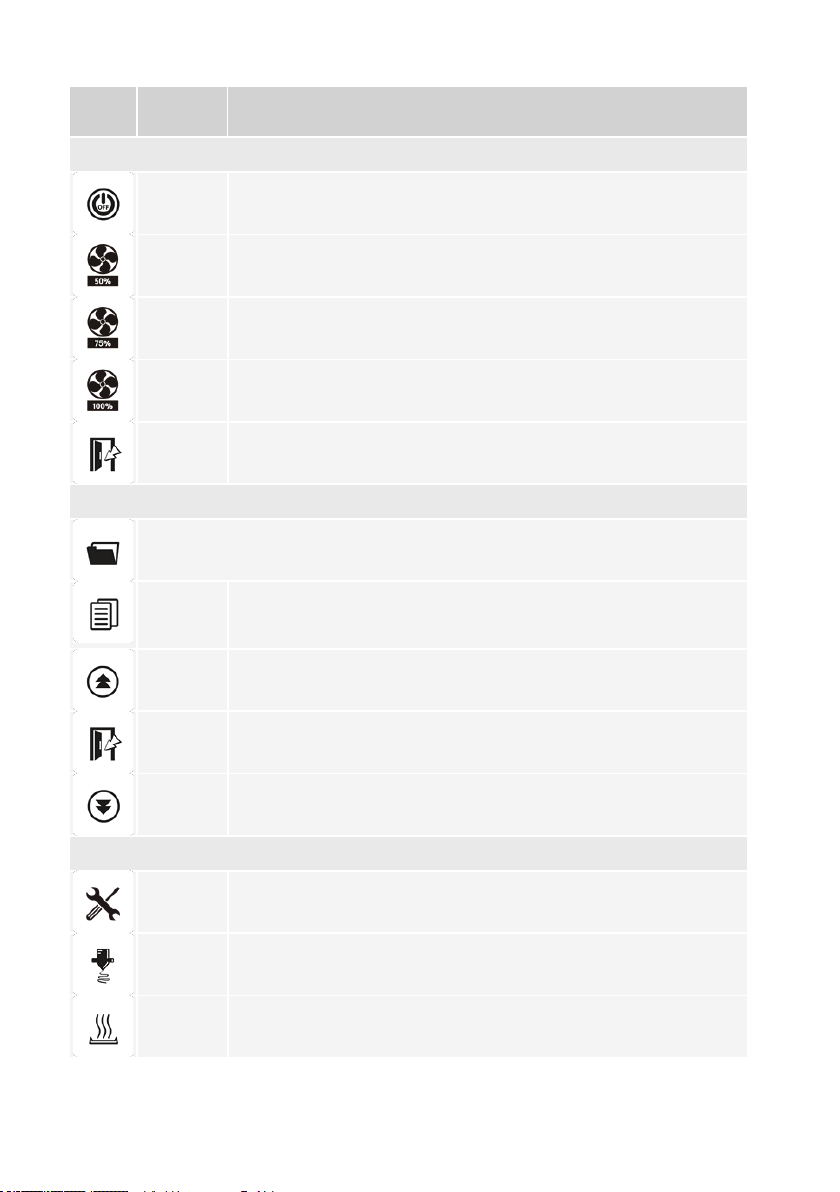
Tasto di
comando
Menu < Fan > (ventola per raffreddare l'oggetto di stampa)
Menu < Print > Menu (stampare)
Opzione di
menu
< Turn off > Per spegnere il ventilatore.
< 50% > Per dimezzare la velocità della ventola.
< 75% > Per ridurre la velocità della ventola del 25%.
< 100% > Per impostare la velocità del ventilatore al livello più alto (impostazione predenita).
< Back > Per tornare al menu principale < ReadyPrint >.
Per i dettagli vedere il capitolo “5. Contenuto della scheda SD” a pagina 6.
< gcode >
< PageUP > Torna alla visualizzazione precedente.
Funzione
Azionamento prima della stampa: Per selezionare il modello di stampa in formato. gcode.
Azionamento durante la stampa: Per richiamare lo stato di stampa con le opzioni per
leggere o regolare i parametri.
< Back > Per tornare al menu principale < ReadyPrint >.
< Page
Down >
Menu < Option > (Impostazioni), durante il processo di stampa
< Option >
Per la visualizzazione successiva con altri modelli di stampa.
Per richiamare un elenco di parametri per l'impostazione della velocità di stampa, della
temperatura dell'ugello, della temperatura della piastra riscaldante, della velocità del
ventilatore e della velocità di avanzamento del lamento.
Leggere la temperatura dell'ugello.
Leggere la temperatura della piastra riscaldante.
19
Tasto di
comando
Menu < Printing > (stampa con la stampante 3D), durante il processo di stampa
Opzione di
menu
Pausa Mette in pausa o arresta il processo di stampa.
< Resume > Riprende la stampa dopo una pausa o un'interruzione.
Funzione
Leggere la velocità di stampa.
Leggere la velocità della ventola.
< Stop >
< Temp. >
< Speed >
< Fan > Richiama il menu < Fan >, per impostare la velocità della ventola.
< Back > Per tornare al menu precedenter < Option >.
Menu < Speed> (velocità ), durante il processo di stampa
< Add > Per aumentare la velocità di avanzamento della stampa o del lamento.
< Dec > Per ridurre la velocità di avanzamento della stampa o del lamento.
Interrompe il processo di stampa. L'ugello e il letto di stampa ritornano nella loro
posizione iniziale. L'estrusore inizia la fase di raffreddamento. Potrebbero volerci alcuni
secondi per fermarsi.
Per impostare la temperatura dell'ugello o della piastra riscaldante.
Impostare la temperatura dell'ugello in una gamma compresa tra 0 e 260 °C.
Non utilizzare l'ugello continuativamente a 260 °C. Se si utilizza la stampante
3D costantemente a temperature superiori a 260 °C, la durata dell'estrusore
si riduce notevolmente. Lasciare raffreddare la stampante 3D prima di
riavviarla.
Per andare al menu < Speed > per impostare la velocità di avanzamento della stampa
o del lamento.
20

Tasto di
comando
Opzione di
menu
< Move>
< Flow>
< 10% >
Funzione
Per impostare la velocità di stampa nella gamma compresa tra 10 e 300%. L'impostazione
predenita è 100%.
La velocità di stampa è impostata da "Cura" quando si crea il GCODE.
L'opzione Velocità viene utilizzata per impostare una percentuale di questa
velocità (ad es. 150%). Per ottenere risultati di stampa ottimali, si consiglia di
impostare la velocità desiderata direttamente in "Cura".
Per impostare la velocità di avanzamento del lamento nella gamma compresa tra 10 e
300%. L'impostazione predenita è 100%.
La velocità di avanzamento dipende dalla velocità di stampa.
Se la velocità di avanzamento è troppo elevata, l'ugello potrebbe ostruirsi.
< 5% >
< 1% >
< Back > Per tornare al menu precedente < Speed > (velocità).
Menu < Move > (Sposta asse)
< X+ >
< Y+ >
< Z+ >
< 10 mm >
< 1 mm >
< 0,1 mm >
La velocità può essere impostata con incrementi di 10/1/5 %. Selezionare uno di questi
passaggi premendo il tasto di comando più volte.
Per determinare il valore per il seguente movimento dell'asse X:
L'estrusore si sposta a destra in x passi lungo l'asse X.
Per determinare il valore per il seguente movimento dell'asse Y:
L'estrusore si sposta all'indietro sull'asse Y in direzione del pannello di controllo.
Per determinare il valore per il seguente movimento dell'asse Z:
L'estrusore si sposta verso il basso in x passi lungo l'asse Z.
Il valore di movimento dell'asse X/Y/Z può essere impostato con incrementi di 10/1/0,1
mm. Selezionare uno di questi passaggi premendo il pannello di controllo più volte, se
necessario.
L’impostazione standard prevede passi di 10 mm.
21

Tasto di
comando
Opzione di
menu
< X- >
Funzione
Per determinare il valore per il seguente movimento dell'asse X:
L'estrusore si sposta a sinistra lungo l'asse X.
< Y- >
< Z- >
< Back > Per tornare al menu principale < ReadyPrint >.
Menu < Home > (Posizione in uscita)
< Home All > Il letto di stampa e l'estrusore si spostano nella posizione di partenza.
< Home X > L'estrusore ritorna a zero lungo l'asse X.
< Home Y > L'estrusore ritorna a zero lungo l'asse Y.
< Home Z > L'estrusore ritorna a zero lungo l'asse Z.
< Back > Per tornare al menu principale < ReadyPrint >.
Menu < Set >
< USB
Settings >
(Impostazioni
USB)
< Select
Source >
Per determinare il valore per il seguente movimento dell'asse Y:
L'estrusore si sposta in avanti sull'asse Y.
Per determinare il valore per il seguente movimento dell'asse Z:
L'estrusore si sposta verso l'alto lungo l'asse Z.
Richiama il menu < FileSys > per determinare la fonte di stampa.
Seleziona il menu < Connect > per determinare la sorgente di connessione.
22
< Leveling > Richiama il menu < Leveling >, per calibare il letto di stampa.
< About > Per leggere il numero di versione del rmware e il numero di modello della stampante 3D.

Tasto di
comando
Menu < FileSys >
Menu < Connect >
Opzione di
menu
< Back > Per tornare al menu principale < ReadyPrint >.
< SD Card >
< USB drive >
< Back > Per tornare al menu precedente < set >.
< 9600 > Nessuna funzione.
< 57600 > Nessuna funzione.
< 115200 >
< 25000 >
Funzione
Per selezionare "Stampa da scheda SD" (impostazione predenita).
Per confermare premere una volta il tasto di comando. Dopo aver selezionato
correttamente, il pannello di controllo è evidenziato in giallo.
La stampante 3D deve essere scollegata dal computer. Scollegare il cavo
USB, se collegato.
Per selezionare "Stampa da chiavetta USB".
Per confermare premere una volta il tasto di comando. Dopo aver selezionato
correttamente, il tasto di comando è evidenziato in giallo.
Seleziona “Gestione della stampante 3D tramite il pannello di controllo”.
Premere una volta il pannello di controllo per confermare. Dopo aver selezionato
correttamente, il pannello di controllo è evidenziato in giallo.
La stampante 3D deve essere scollegata dal computer. Scollegare il cavo
USB, se collegato.
Seleziona "Utilizza stampante 3D via computer".
Premere una volta il pannello di controllo per confermare. Dopo aver selezionato
correttamente, il pannello di controllo è evidenziato in giallo.
Quando la stampante 3D è collegata al computer, non è possibile impostare
parametri dal pannello di controllo.
< Back > Per tornare al menu precedente < set >.
Menu < Leveling > (Livellamento )
< First >
Consente di impostare il primo punto per la calibrazione del letto di stampa. L'estrusore
passa al primo punto di taratura.
23

Tasto di
5 4
67
comando
Opzione di
menu
Funzione
< Second >
< Third >
< Fourth >
< Back > Per tornare al menu precedente < set >.
Consente di impostare il secondo punto per la calibrazione del letto di stampa. L'estrusore
passa al secondo punto di taratura.
Consente di impostare il terzo punto per la calibrazione del letto di stampa. L'estrusore
passa al terzo punto di taratura.
Consente di impostare il quarto punto per la calibrazione del letto di stampa. L'estrusore
passa al quarto punto di taratura.
c) Display durante il processo di stampa
1
9
8
2
3
1 Nome del modello di stampa attualmente in fase di
stampa
2 Menu < Opzione > per regolare la velocità di stampa/
ventola/avanzamento lamento e la temperatura
ugello/piastra riscaldante.
3 Qui: posizione corrente dell'asse Z
4 Impostazioni ventola regolate
5 Velocità di stampa impostata
6 Piastra riscaldante: Temperatura effettiva/temperatura
nominale
7 Temperatura ugello Temperatura effettiva /
temperatura nominale
8 Tempo di funzionamento dall'inizio del processo di
stampa
9 Processo di stampa in % - dati
24

d) Panoramica del menù
La struttura dei menu, a seconda dalla versione di rmware, potrebbe variare leggermente.
Add
Dec
Preheat
Filament
Filament
Change
Fan
Ready
Print
Print
Extruder Heatbed
10°C 1°C 5°C
TurnOff
Back
Load
Unload
Normal Fast Slow
Preheat
Stop
Back
Turnoff
50% 75% 100%
Back
gcode Option Printing
PageUP
Page
Down
Back
Resume
Pause
Stop
Temp. --> Preheat
Add
Dec
Adjust
Speed
Fan --> Fan
Back
Move
Flow
10% 1% 5%
Back
25

Ready
Print
Move
Home
Motor
OFF
Setting
Set
X+
Y+
Z+
10 mm 0,1 mm 1 mm
XYZBack
Home All
Home X
Home Y
Home Z
Back
USB
Settings
FileSys
Select
Source
Connect
Leveling
About
Back
SD Card
USB
drive
Back
115200
25000
Back
First
Second
Third
Fourth
Back
26

13. Istruzioni generali per la stampa 3D
Non spegnere mai l'alimentazione durante la stampa. Non scollegare il cavo USB e lasciare la scheda SD
nell’apparecchio.
• La qualità di stampa delle stampanti 3D dipende da molti fattori. I principali sono:
- Velocità di stampa
- Spessore strato di stampa
- Calibrazione del letto di stampa
- Temperatura dell'ugello
- Temperatura della piastra di riscaldamento (codice 1592461)
- Velocità di avanzamento del lamento
- Struttura modello 3D
• Non è quindi sempre possibile ottenere un risultato di stampa soddisfacente al primo tentativo. Correzioni e
regolazioni di precisione necessarie per migliorare la qualità di stampa.
• Ogni materiale richiede impostazioni di stampa diverse.
• Evitare uno sbalzo di oltre 45°. Se necessario, utilizzare l'opzione piattaforma in "Cura" e rimuovere la piattaforma
dopo la stampa.
a) Temperatura ugello
• La temperatura migliore dell'ugello dipende dal materiale del lamento e dallo spessore dello strato di stampa.
La temperatura di stampa del lamento varia a seconda del materiale e del produttore del lamento. Prima della
stampa controllare sempre i dati del relativo lamento. Per ottenere il miglior risultato possibile, si consiglia di
utilizzare il lamento originale Renkforce.
• Eseguire le prime stampe di prova alla temperatura standard.
• Per ottimizzare la qualità di stampa, provare a stampare lo stesso oggetto con lo stesso spessore dello strato di
stampa e temperature dell'ugello diverse. Impostare una temperatura diversa (con incrementi di 5 °C) rispetto al
processo di stampa precedente. Quindi, confrontare i risultati di stampa.
Questo è il modo più semplice per trovare la temperatura ottimale dell'ugello per i diversi lamenti e spessori dello
strato di stampa.
• Se la temperatura dell'ugello è troppo elevata, il materiale non si raffredda rapidamente e si fonde nuovamente
con lo strato sottostante.
• Se la temperatura dell'ugello è troppo bassa, il lamento non diventa sufcientemente liquido e il usso di lamento
non è omogeneo. Inoltre, i singoli strati di lamenti possono non essere sufcientemente combinati.
b) Prevenire il blocco dell'ugello
• Non mantenere alta la temperatura dell’ugello per troppo tempo senza stampare.
• Quando si inserisce il lamento, tenere l'ugello ad almeno 20 mm di distanza dal letto di stampa.
• Dopo l’uso, togliere il lamento.
• Assicurarsi che vi sia un'adeguata ventilazione. Le aperture di ventilazione sull’estrusore non devono essere
coperte.
27

c) Spessore strato di stampa
• Lo spessore dello strato di stampa determina l'altezza dei singoli strati di stampa e quindi la risoluzione e la qualità
dell'oggetto stampato.
• Più sottili sono gli strati di stampa, maggiore è la qualità di stampa e più lungo è il processo di stampa.
• Più spessi sono gli strati di stampa, minore è la qualità di stampa e più breve è il processo di stampa.
Fare delle prove con i parametri di cui sopra no a che non si è trovato un risultato di stampa soddisfacente
a seconda del materiale utilizzato.
Per le prime prove di stampa, utilizzare il lamento PLA, perché questo materiale è facile da maneggiare e
non si restringe quando si raffredda. Inoltre aderisce molto bene al letto di stampa.
d) Temperatura piastra di riscaldamento (cod. 1592461)
• La temperatura ottimale della piastra riscaldante dipende dal materiale del lamento. Consente l'aderenza ottimale
dell'oggetto stampato alla piastra riscaldante.
• Se il nastro blu in dotazione è usurato, sostituirlo con un nastro simile, per aumentare l'adesione superciale.
• Se la temperatura della piastra riscaldante è troppo elevata, l'oggetto stampato potrebbe deformarsi o gli strati
inferiori potrebbero raffreddarsi troppo lentamente.
• Se la temperatura della piastra è troppo bassa, l'oggetto stampato non aderisce sufcientemente o gli angoli si
staccano dalla piastra durante la stampa.
Il lamento PLA può essere stampato anche senza piastra riscaldante, ma si è dimostrata ideale una
temperatura di ca. 60 °C.
Quando si stampa PLA (soprattutto per piccoli oggetti con un ingombro ridotto) il letto riscaldante deve
essere coperto con del nastro adesivo o un nastro crespato leggermente strutturato per aumentare
l'adesione superciale.
28

14. Preparazione
a) Calibrazione del letto di stampa
1
• 3 Serrare no in fondo le viti di livellamento
sotto il letto di stampa.
3
• Nel menu < ReadyPrint >
per prima cosa slezionare < Set >
(Impostazione), poi < Leveling > (livellare).
• Premere < First > (il primo punto). L'ugello si
sposta al primo punto.
• Regolare la distanza tra l'ugello e il letto di
stampa ruotando la prima vite di livellamento.
• La distanza deve essere di circa 0,3 mm
(utilizzare un foglio A4 come ausilio di misura).
La carta deve essere leggermente incastrata,
cioè quando la carta si sposta si percepisce una
leggera resistenza. L'ugello non deve toccare
direttamente la piastra di stampa!
2
• Posizionare la carta A4 tra l'ugello e il letto di
stampa come ausilio di misura.
4
• Ripetere il PASSO 3 per il secondo, terzo e
quarto punto (viene visualizzata la sequenza
di calibrazione e la direzione del movimento
dell'ugello).
Quando si regola il letto di stampa, assicurarsi sempre che la distanza tra l'ugello e il letto di stampa sia
sempre la stessa. In caso contrario, il letto di stampa diventerà irregolare e gli oggetti di stampa non vi
aderiranno correttamente.
Se la distanza tra l'ugello e il letto di stampa diventa troppo grande o troppo piccola, ripetere i passaggi
3 e 4.
29

b) Impostazione del lamento
1
3
• Inserire il lamento nel tubo no a quando
non spunta per circa 5 cm dall'estremità
dell'estrusore.
2
• Inserire il tubo lamento nel supporto del tubo.• Fissare il lamento al supporto della bobina.
c) Inserimento del lamento
1
• Selezionare nel menu < ReadyPrint > < Move >
(Spostare) e poi premere < Z+ > due volte per
aumentare la distanza tra l'ugello e il letto di
stampa.
30
2
• Nel menu < ReadyPrint > selezionare per prima
cosa < Filament > (lamento), poi < Preheat >
(preriscaldamento).
• Premere ripetutamente < Add > (Aggiungere)
no a visualizzare la temperatura nominale di
220 °C.

3
4
• Nel menu < Filament Change > (Cambio
lamento), attendere che la temperatura effettiva
(qui 221 °C) raggiunga la temperatura nominale
(qui 220 °C).
• Premere < Load > (Caricamento).
5
• Spingere il lamento in avanti con una leggera
pressione no a quando il lamento viene
inserito lentamente nell'estrusore.
• Rilasciare il lamento.
Quando si regola il letto di stampa, assicurarsi sempre che la distanza tra l'ugello e il letto di stampa sia
sempre la stessa. In caso contrario, il letto di stampa diventerà irregolare e gli oggetti di stampa non vi
aderiranno correttamente.
• Il display a soramento mostra la visualizzazione
dello stato < lament changing > (Cambio
lamento). La stampante 3D a questo punto è
pronta per l'inserimento del lamento.
6
• Quando il lamento fuoriesce dall'ugello, azionare
< Stop >.
• Rimuovere i residui di lamento con le pinzette.
31

d) Rimozione del lamento
• Accertarsi che la temperatura dell'ugello abbia raggiunto i 170 °C o oltre.
Non toccare l'ugello in nessun caso. Pericolo di ustioni!
1
• Nel menu < Home > selezionare < Home all >.
Il letto di stampa e l'estrusore si spostano nella
posizione di partenza.
3
• Ritornare al menu < ReadyPrint > e selezionare
per prima cosa < Filament > (lamento), poi
< Preheat > (preriscaldamento).
2
• Selezionare nel menu < ReadyPrint > < Move >
(Spostare) e poi premere < Z+ > due volte per
aumentare la distanza tra l'ugello e il letto di
stampa.
4
• Premere ripetutamente < Add > (Aggiungere) no
a visualizzare la temperatura nominale di 220 °C.
5
• Attendere no a quando la temperatura attuale
(in questo caso 220°C) raggiunge la
temperatura nominale.
32
6
• Tornare al menu < Filament Change > (Cambio
lamento), quindi scegliere < Unload > (Scaricare).

7
8
• Se è possibile estrarre il lamento dall'alto
dell'estrusore, arrestare il processo con < Stop >.
• Estrarre con cautela dall'alto il lamento con il
tubo del lamento dall'estrusore.
• Indietro nel menu < Preheat > (Preriscaldamento),
selezionare < Turn off > (Spegnere).
• Il processo di riscaldamento dell'estrusore è
terminato. Invece della temperatura nominale,
viene ora visualizzato < OFF > (spento).
• Rimuovere i residui di lamento dall'ugello con le
pinzette.
e) Cambio/sostituzione del lamento
Cambiare il lamento se si desidera un diverso colore o materiale.
Quando il vecchio lamento è consumato, sostituirlo con uno nuovo.
Prima di cambiare o sostituire il lamento, l'estrusore deve essere riscaldato in modo che il vecchio lamento possa
essere sostituito senza lasciare residui sull'estrusore.
Non toccare l'ugello in nessun caso. Pericolo di ustioni!
• Rimuovere il lamento.
• Rimuovere la bobina del lamento dal suo supporto e ssare la nuova bobina lamento sul supporto.
• Impostare il lamento.
• Introdurre il lamento.
• Lasciare che il nuovo lamento estruda nché i residui del vecchio lamento non vengono completamente rimossi
dall'estrusore. Ciò è chiaramente visibile dal cambiamento di colore.
• Rimuovere i residui con le pinzette.
f) Installazione del software "Cura" (opzionale)
Per ulteriori informazioni, vedere il capitolo “16. Stampa con il software “Cura”” a pagina 39.
33

15. Stampa da scheda SD o chiavetta USB
Durante il riscaldamento, può essere prodotto del fumo o vapore. Questo è normale. Garantire una
ventilazione adeguata.
Non sottoporre il letto di stampa a sollecitazioni meccaniche. C'è il rischio che si rompa.
La stampa diretta dalla scheda SD o da una chiavetta USB (non inclusa) è possibile solo tramite il pannello di
controllo. Non è necessario installare il software. La stampante 3D deve essere scollegata dal PC. Scollegare il cavo
USB, se collegato, altrimenti la stampante 3D non sarà in grado di riconoscere la scheda SD o la chiavetta USB.
a) Stampa dalla scheda SD
1
• Nel menu < ReadyPrint > selezionare
< Setting >.
3
• Selezionare < SD Card> (scheda SD) come
origine di stampa.
2
• Selezionare < USB Settings > (Impostazioni
USB).
4
• Indietro nel menu < Set > (Imposta) selezionare
< Select Source > (selezionare sorgente).
34

5
• Premere < 115200 >, per selezionare “Gestione
della stampante 3D tramite il pannello di
controllo”.
b) Stampa da una chiavetta USB
Alla consegna, la scheda SD è impostata come sorgente di stampa predenita. Se si desidera stampare da una
chiavetta USB, eseguire le seguenti impostazioni.
1
• Nel menu < ReadyPrint > selezionare
< Setting >.
3
• Selezionare < USB Drive > (chiavetta usb)
come origine di stampa.
2
• Selezionare < USB Settings > (Impostazioni
USB).
4
• Indietro nel menu < Set > (Imposta) selezionare
< Select Source > (selezionare sorgente).
35

5
• Premere < 115200 >, per selezionare “Gestione
della stampante 3D tramite il pannello di
controllo”.
• Dopo l’attivazione, il pannello di controllo è
evidenziato in giallo.
c) Avviare il processo di stampa
1
• Nel menu <ReadyPrint > per prima cosa
< Print > (stampare), quindi, se necessario, più
volte < PageDown > (pagina successiva) no a
quando non viene visualizzata la cartella
< 3D Models > (modelli 3D).
• Aprire la cartella < Modelli 3D >.
2
• Selezionare un modello pronto per la stampa
nella cartella < Modelli 3D >, ad esempio
< RF100.gcode >.
36

3
4
• Confermare la stampa con < OK >.
5
• Al termine della stampa, lasciare raffreddare
l'oggetto stampato per alcuni minuti.
• Se necessario, rimuovere il letto di stampa.
Sollevare con cautela l'oggetto stampato con
la spatola.
• Nel display a soramento appare < Printing >.
• Il letto di stampa si sposta verso lo zero lungo
l'asse Z. L'ugello si sposta nella posizione iniziale
e inizia a riscaldarsi.
• Quando l'ugello ha raggiunto la temperatura
nominale (ad es. 210 °C), inizia il processo di
stampa.
• Lo stato di stampa viene specicato come
percentuale.
d) Mettere in pausa la stampa
Quando il processo di stampa è in pausa, l'ugello continua ad essere riscaldato. Il processo di stampa
deve quindi essere interrotto solo brevemente, altrimenti l'ugello si surriscalda troppo e potrebbe bloccarsi.
• Nel menu < Printing > selezionare < Pause >.
• Per riprendere la stampa, selezionare l'opzione < Resume >.
37

e) Impostazione dei parametri durante la stampa
Consigliato solo per utenti esperti.
• Per prima cosa aprire il menu < Option >, quindi selezionare < Printing > (stampa) per impostare la velocità di
stampa, la temperatura ugello/piastra riscaldante, la velocità ventilatore/di avanzamento del lamento.
Velocità di stampa: Osservare il processo di stampa e correggere la velocità di stampa. La velocità di
stampa inuisce sulla qualità di stampa di alcuni oggetti di stampa e di diversi lamenti. Ad esempio, se la
velocità di stampa è troppo elevata, l'oggetto da stampare potrebbe non aderire correttamente al letto di
stampa.
Temperatura ugello: Non utilizzare l'ugello continuativamente a 260 °C. Se si utilizza la stampante 3D
costantemente a temperature superiori a 260 °C, la durata dell'estrusore si riduce notevolmente. Lasciare
raffreddare la stampante 3D prima di riavviarla.
Temperatura piastra di riscaldamento (cod. 1592461): Regolare la temperatura della piastra quando si
stampano oggetti con lamento ABS.
Flusso (velocità di avanzamento del lamento nell'estrusore): Osservare il processo di stampa e
Velocità di ventilazione per il raffreddamento dell'oggetto di stampa: Lasciare raffreddare l'oggetto
correggere la velocità. Se la velocità è troppo elevata, l'ugello potrebbe ostruirsi.
stampato per alcuni minuti dopo la stampa. Se l'oggetto di stampa non può essere rimosso facilmente, è
possibile rimuoverlo usando con cautela la spatola.
La velocità della ventola per raffreddare i motori non può essere impostata manualmente. Quando la
temperatura dell'ugello raggiunge i 40 °C, i ventilatori si accendono automaticamente.
Interruzione del processo di stampa
• Nel menu < Printing > selezionare < Stop > per interrompere la stampa. Per arrestare completamente la stampante
3D, ci potrebbero volere alcuni secondi.
• L'ugello ritorna nella sua posizione iniziale e il letto di stampa si sposta verso il basso. L'ugello inizia a raffreddarsi.
f) Riavvio della stampante 3D
• Riavviare la stampante 3D,
- se vengono visualizzate informazioni errate sul display a soramento a colori o non si ha nessuna visualizzazione.
- Se la stampante 3D non funziona correttamente.
• Scollegare il cavo USB dall’apparecchio, se collegato.
• Spegnere la stampante 3D. Riaccenderla dopo una breve pausa e utilizzare la stampante 3D come al solito.
38

16. Stampa con il software "Cura"
Informazioni generali
• La stampante 3D è compatibile con il software "Cura" disponibile per Windows® e Mac OS. Per gli esatti requisiti
di sistema operativo e hardware, fare riferimento al sito web https://ultimaker.com/. Assicurarsi che il computer
soddis i requisiti minimi.
• Purtroppo, data la portata limitata di questo manuale, non è possibile spiegare la funzionalità completa del software
allegato. Per istruzioni dettagliate, andare al seguente indirizzohttps://ultimaker.com/.
• Il funzionamento di base e le istruzioni per la prima stampa sono descritti di seguito, in modo da ottenere un
primo risultato di stampa il più rapidamente e facilmente possibile. Per rendere questo ancora più facile, abbiamo
compilato alcuni le di congurazione specici per stampante e materiale per il software sulla scheda SD in
dotazione.
• Cura "è una potente soluzione software per la stampa 3D, facile da usare anche per i principianti.
La scheda SD allegata contiene una versione software per Windows® e Mac OS, adatta alla stampante 3D.
Si consiglia di installare questa versione del software, in quanto non è necessario congurare il software. I
driver necessari (per Windows®) sono anch'essi situati sulla scheda SD.
• Il software "Cura" effettua quanto segue:
- Posizionamento, rotazione e impostazione del fattore di scala dell'oggetto 3D
- Suddivisione dell'oggetto da stampare in strati sottili, che la stampante 3D può stampare strato per strato. Il
risultato di questo processo è un le GCODE
- Controllare i le GCODE per individuare errori e stampabilità
- Creare piattaforme e zattere per migliorare i risultati di stampa
- Trasferire i le GCODE nella stampante o salvare i le in una scheda SD per stampare indipendentemente dal
PC.
- Impostare e salvare i dati specici della stampante e del lamento
- Gestire i proli della stampante e del lamento
a) Installazione
• Installare il le "Cura_15.04.6.exe" (Windows®) o "Cura-15.04.6-MacOS.dmg" (Mac OS) dalla directory "Software"
della scheda SD.
• Seguire le istruzioni sullo schermo per l'installazione: Per ulteriori informazioni, andare alla seguente pagina
Https://ultimaker.com/.
39

b) Congurazione del software - Windows
®
Connessione con la stampante 3D
• Collegare la stampante 3D a una porta USB libera del computer utilizzando il cavo USB in dotazione. Accendere
la stampante 3D.
Quando la stampante è collegata al computer, assicurarsi che la stampante 3D sia sempre accesa.
• Quando la stampante 3D viene collegata al computer per la prima volta, il sistema operativo rileva il nuovo
hardware e cerca un driver adatto.
Se non si trova nessun driver adatto, installare il driver USB manualmente. Procedere come segue:
1 Aprire la Gestione periferiche sul PC.
Un nuovo dispositivo viene visualizzato in „Other devices“
(altri dispositivi o connessioni COM & LPT).
2 Fare clic con il tasto destro del mouse sulla voce "USB
Serial Port" e selezionare "Update Driver Software...”
(aggiornamento del software del driver).
3 Fare clic su „Browse my computer for driver software“
(Cerca il software del driver sul mio computer).
Il driver richiesto si trova sulla scheda SD con la
denominazione „Software/ft232 usb uart driver“.
4 Seguire le istruzioni visualizzate sullo schermo per
completare l'aggiornamento.
Avvio del software
Al termine dell'installazione viene visualizzato il messaggio „Conguration Wizard“ (Congurazione guidata). Si viene
guidati passo dopo passo attraverso l'intera congurazione della stampante 3D.
Inserire solo i dati corretti in base al modello di stampante 3D (RF100 XL o RF100 XL Plus).
40

1 Selezionare la lingua preferita (ad es.
inglese).
2 Fare clic su „Next >“ (Avanti).
1
2
41

3 Selezionare "Other” (Altro).
4 Fare clic su „Next >“ (Avanti).
5 Selezionare "Custom...” (Personalizza).
6 Fare clic su „Next >“ (Avanti).
3
4
42
5
6

7
7 Inserire i parametri, come illustrato. Per
RF100 XL Plus, selezionare inoltre „Heat
Bed“ (piastra di riscaldamento).
8 Fare clic su „Finish“ (Fine), per terminare la
procedura guidata.
8
7
8
43

c) Installazione del software - Mac OS
• È importante fornire il prolo della stampante al software prima di collegare la stampante al computer.
1 Una volta completata
l'installazione, individuare
nella cartella "Applications"
(applicazioni) il simbolo "Cura"
e fare clic con il tasto destro del
mouse su di esso. Selezionare
“Show Package contents”
(Mostra il contenuto del
pacchetto).
2 Ricercare „Resources/
machine_proles“ (Risorse/
Proli_machine).
3 Contrassegnare il le del prolo
"RF100 XL.ini" o "RF100 XL
Plus.ini" sulla scheda SD e
copiarlo nella cartella "machine_
proles".
44

4 Avviare l'applicazione "Cura".
5 Selezionare nel menu "Machine"
l'opzione "Add new machine".
6 Fare clic su „Next >“ (Avanti).
6
45

7 Selezionare "Other” (Altro).
8 Fare clic su „Next >“ (Avanti).
7
8
46

9 Selezionare il modello
appropriato della stampante 3D.
10 Fare clic su „Next >“ (Avanti).
9
10
9
10
47

11 Fare clic su „Finish“ (Termina).
Con ciò l'installazione è
terminata.
11
d) Impostazioni software - Windows
Queste ulteriori impostazioni possono essere effettuate, ma va notato che sono riservate agli utenti più
avanzati. Per informazioni sulle funzioni, consultare la guida online del software.
Impostazioni errate possono causare danni alla stampante 3D o errori di stampa. I principianti dovrebbero
prima lavorare con le impostazioni di base.
1 Avviare il software.
2 Selezionare „Machine“ (Macchina).
3 Selezionare "Machine settings” (Impostazioni macchina).
®
48

4 Selezionare la porta seriale a
cui è collegata la stampante
3D. Il numero di connessione
è indipendente dal sistema
(per i dettagli vedere il Capitolo
“Connessione con la stampante
3D” a pagina 40). Impostare
"Baudrate" su "115200" per
entrambi i modelli di stampante
3D. Impostare la „Serial port“
(Porta seriale) su "COM3" con
RF100 XL e su "AUTO" con
RF100 XL Plus.
5 Fare clic su "OK". Viene chiuso
„Machine settings“ (Impostazioni
macchina).
6 Impostare i parametri come
mostrato in „Basic Settings“
(Impostazioni di base). Queste
sono le opzioni dei parametri
per un lamento PLA.
Quando si sposta il
mouse sul parametro
viene visualizzata una
piccola nestra
informativa.
4
5
4
5
6
49

7 Impostare i parametri in
„Advanced“ come mostrato.
Questi sono i possibili parametri
per un lamento PLA.
8 In "Expert" selezionare "Open
Expert settings".
7
8
50

9
9 Impostare i parametri in
„Support“ come mostrato.
10 Fare clic su "OK".
10
Diametro lamento
Il diametro del lamento è specicato dal produttore del lamento. Se non sono disponibili informazioni sul diametro
del lamento (ad es. nessuna etichetta sulla bobina del lamento), è possibile calcolare il diametro:
• Misurare 1 m di lamento.
• Misurare i diametri in 10 punti diversi a intervalli regolari su tutta la lunghezza (minimo 1 m). A tale scopo, utilizzare
un calibro a corsoio come ausilio.
• Calcolare il valore medio di tutte le misurazioni. Questo valore corrisponde al diametro del lamento.
Poiché le temperature ottimali variano notevolmente a seconda del produttore del lamento, è necessario iniziare
a fare delle prove per determinare la migliore combinazione di temperatura e materiale del lamento in base alle
preimpostazioni. Quando si eseguono i test , procedere a passi di 5 °C ciascuno e confrontare i risultati durante o
dopo la stampa con altre impostazioni. Il primo strato deve essere sempre stampato ad una temperatura leggermente
superiore e ad una velocità inferiore per ottenere una migliore adesione al letto di stampa.
51

e) Caricare i le di congurazione per Windows
• Per semplicare la stampa con materiali diversi, caricare dalla scheda SD il le di congurazione predenito per il
lamento. Tali le di congurazione possono anche essere scaricati da www.conrad.com.
®
1
1 Fare clic su "File".
2 Selezionare "Open Prole...".
2
3 Nella nestra di selezione del lamento utilizzato, selezionare un le di congurazione del lamento e confermare
la selezione.
Sulla scheda SD in dotazione sono disponibili nella cartella principale "Cong" alcuni le di congurazione.
In alternativa, è anche possibile saltare questo passaggio e seguire le impostazioni nell'ultima sezione (per
i dettagli, vedere il Capitolo “d) Impostazioni software - Windows®” a pagina 48), per avviare la prima
stampa.
f) Caricare i le di congurazione per Mac OS
• I le di congurazione per Mac OS non sono inclusi nella scheda SD in dotazione.
• È possibile scaricare questi le di congurazione al seguente indirizzo www.conrad.com/downloads.
• Copiarli sul computer.
• Caricare i le di congurazione ripetendo i passaggi descritti nel Capitolo “c) Installazione del software - Mac OS”
a pagina 44.
Vericare che i le di congurazione scaricati inizino con "RF100 XL-xxx" o "RF100 XL Plus-xxx". Solo
questi le sono adatti per Mac OS. I le con "Cong-xxx" all'inizio sono adatti solo per Windows®.
52

g) Caricare il le modello - Windows® e Mac OS
• Nella cartella principale "Modelli 3D" sulla scheda SD in dotazione sono memorizzati alcuni esempi per primi
tentativi di stampa. Ci sono anche numerosi le modelli 3D su Internet, che possono essere scaricati. È inoltre
possibile utilizzare un programma 3D, per creare il proprio modello. Assicurarsi che il modello 3D abbia il formato
le .stl (le STL).
• Caricare il le del modello trascinandolo con il mouse sul letto di stampa virtuale nella nestra principale o facendo
clic su
Se la scheda SD non è inserita nel computer, fare clic sull'icona per salvare il le GCODE nel computer.
• Per stampare senza il PC, salvare il le GCODE nella scheda SD. Quindi inserire la scheda SD nella stampante 3D
e avviare la stampa direttamente dal pannello di controllo della stampante 3D.
. Il le viene automaticamente convertito nel formato .gcode.
• Se la scheda SD è nel computer, l'icona
verrà modicata in modo da poter salvare il le nella scheda SD.
53

h) Disattivare i tasti di comando sulla stampante 3D
• Alla consegna viene impostata la sorgente di collegamento "Gestione della stampante 3D tramite il pannello di
controllo".
• Afnché la stampante 3D possa essere controllata dal software, è necessario modicare la fonte di connessione
della stampante 3D.
1
• Dal menu, selezionare <ReadyPrint >.
< Impostazione >.
2
• Selezionare < Select Source > (selezionare
sorgente), quindi l'opzione < 250000 > , per
attivare la "Gestione della stampante 3D tramite
il software.
i) Avviare il processo di stampa
• Non appena la stampante viene collegata al computer tramite il cavo USB, viene visualizzata l'icona di stampa .
1
1 Fare clic con il pulsante destro
mouse sull'icona
"Stampa da COM3" per avviare
la stampa. (In alternativa, è
anche possibile salvare il g.code
sulla scheda SD).
.
del
Selezionare
2
2 Fare clic su "Print” (stampa).
L'ugello si riscalda. Una volta
raggiunta „Printing temperature“
(la temperatura di stampa),
è possibile stampare con la
stampante 3D.
54
3

j) Interruzione del processo di stampa
Selezionare "Annulla stampa" nel software "Cura" per annullare il processo di stampa.
Dato che il trasferimento dei dati è bufferizzato nel software, può essere necessario 1 minuto dopo aver
cliccato sul simbolo stop prima che la stampante 3D si fermi.
Non selezionare il comando „Cancel print“ (Annulla stampa) durante il riscaldamento dell'ugello. In caso
contrario, potrebbe essere necessario rimuovere il cavo USB e riavviare la stampante 3D.
Dopo l'arresto del processo di stampa, la temperatura dell'ugello viene mantenuta. Lasciare raffreddare
l'ugello impostando la temperatura a 0 °C e portare giù il letto di stampa utilizzando il comando < Move
axis > (Sposta asse) nel menu stampante 3D. Scollegare il cavo USB, quindi riavviare la stampante 3D.
17. Aggiornare il rmware della stampante 3D
Questa versione del manuale è valida per la versione rmware V2.1 o successiva. Controllare a intervalli regolari se
è disponibile un aggiornamento del rmware.
a) Leggere la versione rmware
• Dal menu principale <ReadyPrint > selezionare l'opzione<Setting > (Impostazione) per aprire il menu < Set >
(Imposta).
• In < Set > (Imposta), selezionare l’opzione < About > (Informazioni su).
• Leggere la versione del rmware.
b) Installare l'ultima versione rmware
• È possibile scaricare la versione del rmware aggiornata al link www.conrad.com/downloads o
con la scansione del codice QR.
• Decomprimere il rmware scaricato che contiene 3 le:
- mks_pic
- mks_cong.txt
- mkstft28.bin
• Copiare questi 3 le sulla scheda SD.
• Spegnere la stampante 3D. Inserire la scheda SD nel lettore di schede della stampante 3D.
• Riaccendere la stampante 3D. La stampante 3D avvia automaticamente il processo di aggiornamento, non appena
viene rilevata la scheda SD. Sul display viene visualizzato l’andamento della procedura di aggiornamento.
Durante l'aggiornamento, la scheda SD non deve essere rimossa dal lettore di schede. Ciò potrebbe
causare danni irreparabili.
• Dopo aver eseguito correttamente l'aggiornamento del rmware, sul display viene visualizzato il menu
<ReadyPrint >.
55

• Controllare la versione rmware corrente della stampante 3D. Seguire la stessa procedura descritta nella sezione
“a) Leggere la versione rmware” a pagina 55.
• Dopo l'aggiornamento del rmware, viene impostata la sorgente di collegamento "Usa stampante 3D via computer".
Se si desidera utilizzare la stampante 3D dal pannello di controllo e stampare dalla scheda SD, impostare la
sorgente di collegamento "Gestione della stampante 3D tramite il pannello di controllo" e la sorgente di stampa:
- Dal menu principale <ReadyPrint > selezionare l'opzione<Setting > (Impostazione), per aprire il menu < Set >
(Imposta).
- Selezionare in < Set >, l'opzione < SelectSource >, e poi < 115200 >.
• Tornare al menu principale < ReadyPrint >.
• Riaccendere la stampante 3D,
• Due le e una cartella sono stati creati e memorizzati sulla scheda SD durante l'aggiornamento. Eliminarle, ad
esempio, sul computer.
Questi le non possono essere eliminati dal pannello di controllo, ma solo dal computer.
Eliminare sempre questi le immediatamente dopo l'aggiornamento, altrimenti potrebbero vericarsi
complicazioni durante l'aggiornamento successivo.
18. Pulizia e manutenzione
Non utilizzare detergenti aggressivi, alcool denaturato o altre soluzioni chimiche, poiché potrebbero
danneggiare l'alloggiamento e persino inuire sul funzionamento dell’apparecchio.
Non immergere l'apparecchio in acqua.
Pericolo di ustioni! Non toccare l’ugello caldo a mani nude.
a) Pulizia dell’apparecchio
• Utilizzare un panno morbido e asciutto o una spazzola per pulire il lato esterno della stampante 3D.
b) Pulizia dell’ugello
Pulizia esterna dell’ugello
• Utilizzare un panno asciutto e morbido o simile per pulire l'ugello dopo ogni stampa.
L’ugello deve essere ancora caldo. Se questo non è il caso, riscaldare prima l'ugello.
56

Pulizia interna dell’ugello
• Riscaldare l'ugello. Inlare e slare il lamento più volte no a che il usso del lamento è come previsto.
Se non c'è ancora abbastanza materiale estruso nell’ugello, consentire all’ugello di raffreddarsi no alla
temperatura di fusione più bassa del lamento, secondo le istruzioni del produttore (il materiale del
lamento deve essere viscoso) e tirare delicatamente il lamento no a quando il lamento, incluse le
impurità, è stato trasportato fuori dall'estrusore. Tagliare la parte contaminata del lamento e reinserirlo
dopo che l'ugello si è nuovamente riscaldato.
c) Pulizia interna dell’estrusore
• Per ulteriori dettagli, scaricare l’opuscolo separato "Pulizia e manutenzione" suwww.conrad.com/downloads o
scansionare il codice QR riportato a pagina 5. Seguire le istruzioni sulla pagina web.
d) Pulizia del letto di stampa
• Rimuovere con cautela con la spatola eventuali residui dal letto di stampa.
e) Rimozione del lamento
• Accertarsi che la temperatura dell'ugello abbia raggiunto i 170 °C o oltre.
Se il materiale del lamento è legno o metallo, tagliarlo e sostituirlo con il lamento PLA. Quindi rimuovere
il lamento PLA. Il lamento PLA rimuove qualsiasi residuo del lamento di legno o metallico.
f) Conservazione della stampante 3D
• Rimuovere il lamento.
• Posizionare l'interruttore di alimentazione su O e scollegare la stampante 3D dall'alimentazione. Far raffreddare la
stampante 3D a temperatura ambiente.
• Pulire la stampante 3D, se non viene utilizzata per un periodo di tempo prolungato.
• Conservare la stampante 3D in un luogo asciutto, privo di polvere e fuori dalla portata dei bambini.
57

19. Risoluzione dei problemi
Problema Possibile soluzione
La stampante 3D non funziona dopo
l'accensione. Il display a soramento e la
retroilluminazione non si accendono.
Non si riesce a collegare via USB la
stampante 3D.
L'oggetto di stampa presenta errori.
L'alimentazione del lamento non
viene interrotta o il materiale non viene
alimentato.
Controllare il collegamento del cavo di alimentazione.
Controllare la presa di corrente. L'alimentazione di corrente è
regolare?
Controllare il collegamento del cavo USB.
Nel software è selezionata la porta USB corretta?
I driver necessari sono installati?
Scollegare e ricollegare il collegamento USB.
Spegnere e riaccendere la stampante 3D.
Riaccendere il computer.
Utilizzare una porta USB diversa sul computer.
Collegare la stampante 3D direttamente a una porta USB del
computer. Non utilizzare un hub USB.
Controllare le impostazioni della temperatura dell'ugello. Deve
corrispondere al materiale del lamento e all'oggetto di stampa.
Provare diverse impostazioni di temperatura.
Non avviare il processo di stampa prima che l'ugello abbia raggiunto
la temperatura richiesta.
Ridurre la distanza tra il letto di stampa e l'ugello (vedere Capitolo “a)
Calibrazione del letto di stampa” a pagina 29).
Se si stampa dal computer, si dovrebbe evitare di utilizzare altri
programmi, che consumano molta potenza di calcolo. Gli scanner
antivirus e i download possono inoltre interferire con la trasmissione
del segnale alla stampante 3D. Provare ad avviare la stessa stampa
tramite la scheda SD per assicurarsi che il collegamento USB non sia
la causa del problema.
Rimuovere il lamento in eccesso dall'ugello prima di ogni stampa.
Vericare la bobina del lamento. Deve poter girare facilmente.
Controllare se il materiale del lamento è avvolto attorno alla bobina o
al supporto della bobina o se è inceppato.
Controllare se il lamento è stato inserito correttamente sul tubo del
lamento.
Controllare se la temperatura dell'ugello è troppo bassa per il lamento
utilizzato.
Vericare che l'ugello non sia bloccato. Pulire l'ugello (per i dettagli,
vedere il Capitolo “b) Pulizia dell’ugello” a pagina 56.
58

Problema Possibile soluzione
Quando si stampa dalla scheda SD, il computer deve essere
La stampa si interrompe durante la
procedura di stampa.
L'oggetto stampato non aderisce al letto
di stampa.
L'oggetto stampato non può essere
rimosso dal letto di stampa.
Sul display a soramento vengono
visualizzate informazioni errate, oppure il
display a soramento rimane vuoto.
L'ugello si raffredda inaspettatamente.
Il percorso di trasporto no all'ugello è
bloccato.
L'ugello è ostruito.
L'estrusore si muove nella direzione
sbagliata durante la stampa.
Il lamento è inceppato e non può
essere rimosso.
scollegato dalla stampante 3D.
Controllare le impostazioni del computer. Non deve entrare in
modalità standby (impostazioni dell'opzione energia) né riavviarsi
(aggiornamenti software o software installati durante la stampa).
La temperatura dell'ugello è troppo bassa. Aumentate la temperatura
dell'ugello.
I residui sul letto di stampa impediscono all'oggetto di attaccarsi ad
esso. Pulire il letto di stampa (per ulteriori informazioni, vedere il
capitolo “d) Pulizia del letto di stampa” a pagina 57).
La velocità di stampa è troppo alta. Impostare una velocità di stampa
inferiore.
Ricalibrare il letto di stampa.
Utilizzare una zattera per l'oggetto di stampa.
Attendere che l’oggetto stampato si raffreddi.
Rimuovere l’oggetto di stampa con la spatola.
Riaccendere la stampante 3D (si veda il capitolo “f) Riavvio della
stampante 3D” a pagina 38).
Selezionare < Preriscaldare > <Estrusore> dal menu ed eseguire
un altro passaggio entro i successivi 5 minuti, come ad esempio
alimentazione/rimozione del lamento, avvio di un processo di
stampa, ecc.
Rimuovere sempre il lamento in eccesso dall'ugello prima di ogni
stampa.
Pulire l'interno dell'ugello (per ulteriori informazioni, vedere
“b) Pulizia dell’ugello” a pagina 56).
Smontare l'estrusore e pulire l'interno (per ulteriori informazioni,
vedere “c) Pulizia interna dell’estrusore” a pagina 57).
Controllare se il ventilatore dell'estrusore è difettoso. Sostituire
l’estrusore.
Vericare che la bobina del lamento ruoti liberamente sul supporto.
Inserire ed estrarre il lamento.
59

Problema Possibile soluzione
Riaccendere la stampante 3D,
Selezionare < Preriscaldare > <Extruder> dal menu e attendere circa
L'estrusore non riscalda o interrompe il
processo di riscaldamento.
La temperatura di riscaldamento
visualizzata è simile alla temperatura
ambiente o continuativamente su 0 °C.
Non è più possibile impostare niente
tramite il pannello di controllo.
Il rmware non può essere aggiornato.
2 minuti.
Vericare la temperatura dell’ugello sul pannello di controllo.
Il termistore e le microsfere di riscaldamento sono difettosi. Sostituire
il termistore con le microsfere.
Il termistore e le microsfere di riscaldamento sono difettosi. Sostituire
il termistore con le microsfere.
Controllare la fonte di connessione. Dal menu < ReadyPrint > per
prima cosa selezionare < SelectSource > (Selezionare Sorgente),
quindi < 115200 > (Gestione della stampante 3D tramite il pannello
di controllo).
Controllare se la scheda SD contiene i dati di aggiornamento
precedenti ed eliminarli.
20. Smaltimento
Dispositivi elettronici sono materiali riciclabili e non possono essere smaltiti nei riuti domestici. Alla ne
della sua vita utile, il prodotto deve essere smaltito in conformità alle disposizioni di legge vigenti.
In questo modo si rispettano gli obblighi di legge contribuendo al contempo alla tutela ambientale.
21. Dati tecnici
a) Generalità
Requisiti di sistema ................................ Windows® XP o versioni successive, Mac OSX 10.6.8 o versioni successive
Dimensioni del modello (L x A x P) ........ Max. 200 x 200 x 200 mm
Risoluzione della strato di stampa ......... 0,1 - 0,2 mm
Velocità di stampa ................................. 30 - 300 mm/s
Interfacce ............................................... USB 2.0 e lettore schede SD
Processo di produzione ......................... Fusione di materiale lamentoso
Formato di stampa ................................. GCODE
Ugello (Ø) .............................................. 0,4 mm
60

Filamento (ø) ......................................... 1,75 mm
Temperatura dell’estrusione. ................. da +180 a +260 °C
Compatibile con il software "Cura" ........ Versione 15.04.6 o inferiori
Condizioni d’esercizio ............................ da +15 a +55 °C, UR 30 - 90 % (senza condensa)
Condizioni di immagazzinamento .......... da +5 a +35 °C, UR 30 - 90 % (senza condensa)
Dimensioni (L x A x P)............................ 370 x 397 x 417 mm
Peso ...................................................... 15,15 kg
b) RF100 XL Plus (codice 1592461)
Tensione/corrente di esercizio ............... 12 V/CC, 15 A
Potenza di uscita ................................... max. 180 W
Temperatura della piastra di riscaldamento
Materiale del lamento idoneo ............... PLA, materiale elastico, legno, rame, alluminio, ABS
.. da +50 a +120 °C
Alimentatore
Tensione/corrente di ingresso ................ 100 - 240 V/CA, 50/60 Hz, 2,5 A
Tensione/corrente di uscita .................... 12 V/CC, 15 A
c) RF100 XL (codice 1592620)
Tensione/corrente di esercizio ............... 12 V/CC, 5 A
Potenza di uscita ................................... max. 60 W
Materiale del lamento idoneo ............... PLA, materiale elastico, legno, rame, alluminio
Alimentatore
Tensione/corrente di ingresso ................ 100 - 240 V/CA, 50/60 Hz, max. 1,5 A
Tensione/corrente di uscita .................... 12 V/CC, max. 5 A
Materiale del lamento idoneo ............... PLA, materiale elastico, legno, microsfere, rame, alluminio
61



Questa è una pubblicazione da Conrad Electronic SE, Klaus-Conrad-Str. 1, D-92240 Hirschau (www.conrad.com).
Tutti i diritti, compresa la traduzione sono riservati. È vietata la riproduzione di qualsivoglia genere, quali fotocopie,
microlm o memorizzazione in attrezzature per l‘elaborazione elettronica dei dati, senza il permesso scritto dell‘editore. È
altresì vietata la riproduzione sommaria. La pubblicazione corrisponde allo stato tecnico al momento della stampa.
Copyright 2018 by Conrad Electronic SE.
1592461_1592620_V1_0118_02_LS_m_it
 Loading...
Loading...