

Unload filament
Temperature
(1)
Unload filament
Serviceanleitung
Düse für RF100
Best.-Nr. 1521716 Düse 0,4 mm
Best.-Nr. 1522154 Düse 0,6 mm
Best.-Nr. 1522155 Düse 0,8 mm
Bestimmungsgemäße Verwendung
Diese Komponente ersetzt die Düse, die im 3D Drucker (Best.-Nr. 1507428) installiert ist.
Wechseln Sie die Düse, wenn Sie mit einer kleineren oder größeren Düsenöffnung drucken
möchten. Tauschen Sie die Düse aus, wenn sie beschädigt ist.
Aus Sicherheits- und Zulassungsgründen dürfen Sie das Produkt nicht umbauen und/oder
verändern. Falls Sie das Produkt für andere Zwecke verwenden, als zuvor beschrieben, kann
das Produkt beschädigt werden. Lesen Sie sich die Bedienungsanleitung genau durch und
bewahren Sie diese auf. Reichen Sie das Produkt nur zusammen mit der Bedienungsanleitung
an dritte Personen weiter.
Das Produkt entspricht den gesetzlichen, nationalen und europäischen Anforderungen. Alle
enthaltenen Firmennamen und Produktbezeichnungen sind Warenzeichen der jeweiligen
Inhaber. Alle Rechte vorbehalten.
Aktuelle Anleitungen
Laden Sie aktuelle Bedienungsanleitungen über den Link www.conrad.com/
downloads herunter oder scannen Sie den abgebildeten QR-Code. Befolgen
Sie die Anweisungen auf der Webseite.
Symbol-Erklärung
Das Symbol mit dem Ausrufezeichen im Dreieck weist auf wichtige Hinweise in
dieser Bedienungsanleitung hin, die unbedingt zu beachten sind.
Das Pfeil-Symbol ist zu nden, wenn Ihnen besondere Tipps und Hinweise gegeben
werden sollen.
Sicherheitshinweise
Lesen Sie sich die Serviceanleitung aufmerksam durch und beachten Sie
insbesondere die Sicherheitshinweise. Falls Sie die Sicherheitshinweise und
die Angaben zur sachgemäßen Handhabung in dieser Serviceanleitung nicht
befolgen, übernehmen wir für dadurch resultierende Personen-/Sachschäden
keine Haftung. Außerdem erlischt in solchen Fällen die Gewährleistung/
Garantie.
• Das Produkt ist kein Spielzeug. Halten Sie es von Kindern und Haustieren fern.
• Lassen Sie das Verpackungsmaterial nicht achtlos liegen. Dieses könnte für
Kinder zu einem gefährlichen Spielzeug werden.
• Beachten Sie auch die Sicherheits- und Bedienhinweise in der Bedienungsanleitung
des 3D Druckers (Best.-Nr. 1507428).
• Nehmen Sie sich für den Düsenwechsel ausreichend Zeit. Durch zu große Eile
werden oft Fehler gemacht, die die Bauteile beschädigen können oder den
Zeitvorteil durch aufwändige Nacharbeiten wieder zunichtemachen.
• Der Arbeitsplatz sollte ausreichend groß, sauber und eben sein.
• Beachten Sie bei dem Düsenwechsel unbedingt die Abbildungen. Hier werden die
Montageorte und die korrekte Ausrichtung der Bauteile gezeigt.
• Das mechanische Bauteil wurde mit hoher Präzision angefertigt. Wenden Sie
beim Düsenwechsel keinesfalls Gewalt an. Alle Teile lassen sich ohne größeren
Kraftaufwand zusammenfügen. Sollte dies nicht der Fall sein, überdenken Sie
den Montageschritt nochmals und lesen Sie die entsprechende Beschreibung in
dieser Anleitung erneut durch.
• Überziehen Sie die Düse nicht.
• Zur Vermeidung einer Überhitzung, decken Sie den 3D Drucker während des
Betriebs nicht ab.
• Gehen Sie beim Düsenwechsel vorsichtig vor! Das Produkt hat teilweise scharfe
Kanten, es besteht Verletzungsgefahr!
• Sollten Sie noch Fragen haben, die in dieser Serviceanleitung nicht beantwortet
werden, wenden Sie sich an unseren technischen Kundendienst oder an andere
Fachleute.
Düse wechseln
• Zum Austausch oder Wechseln der Düse, muss die Düse aufgeheizt werden. Nur so lässt
sich das Filament entnehmen und die Filamentrückstände entfernen.
Die Düsentemperatur hängt von dem Filamentmaterial ab. Prüfen Sie vor dem
Düsenwechsel immer die Angaben zum jeweiligen Filament.
Verwenden Sie die Düse nicht länger als 10 Minuten bei 260 °C. Verringern Sie
die Temperatur nach 10 Minuten auf 230 °C und halten Sie diese Temperatur
mindestens 10 Minuten, bevor Sie sie wieder erhöhen. Wenn Sie den 3D Drucker
konsequent bei Temperaturen über 230 °C betreiben, verkürzt sich die Lebensdauer
des Extruders erheblich.
Stellen Sie beim Einziehen und Entnehmen des Filaments sicher, dass die
Düsentemperatur 170 °C oder höher erreicht hat.
Verbrennungsgefahr! Berühren Sie die heiße Düse nie mit bloßen Fingern.
1
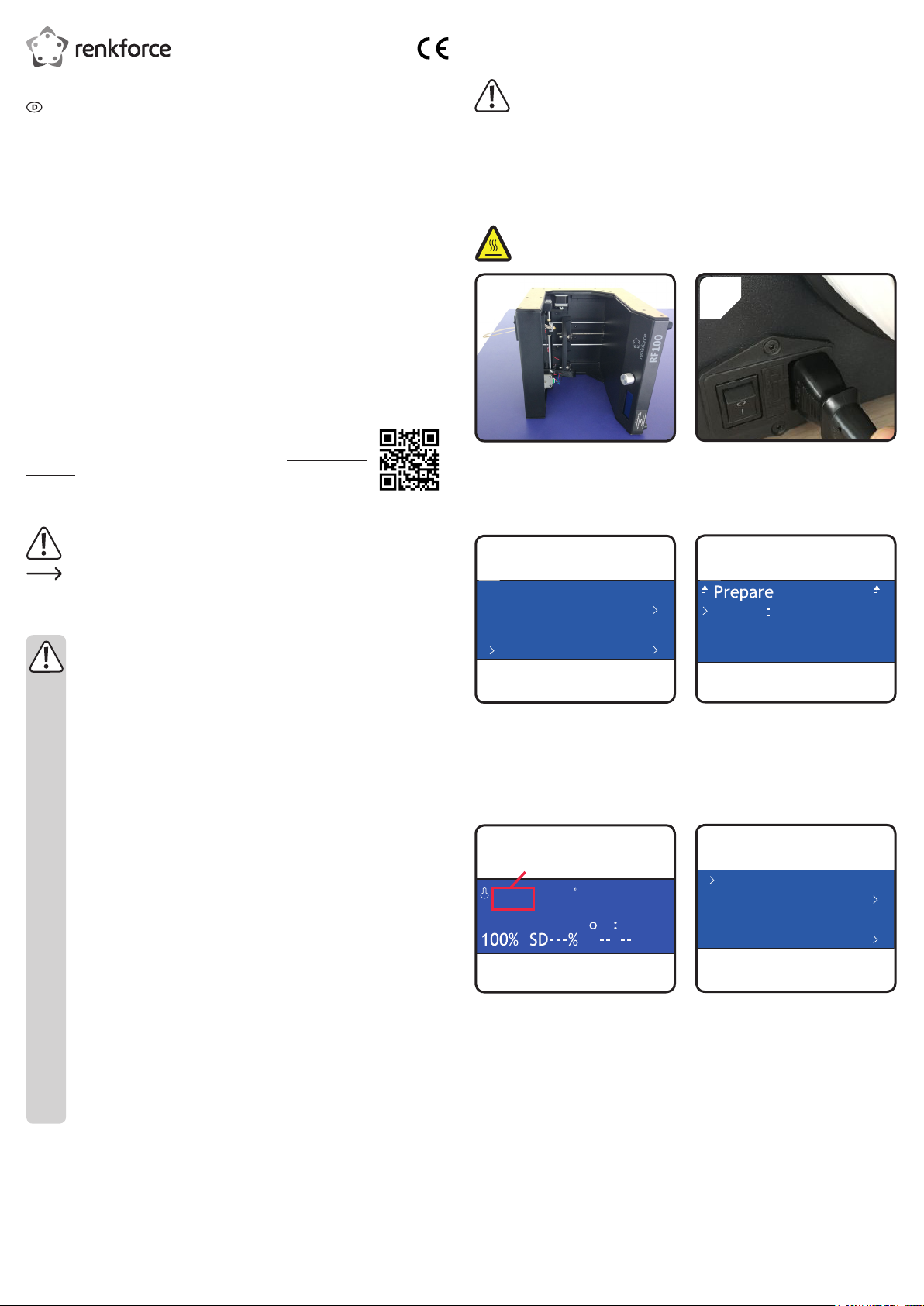
• Entnehmen Sie das Druckbett vorsichtig.
• Legen Sie den 3D Drucker wie abgebildet
auf die Seite.
3
Move axis
2
• Verbinden Sie das Netzkabel.
• Schalten Sie den 3D Drucker ein.
4
Nozzle 200
Disable steppers
• Wählen Sie im Menü < Main > zuerst
< Prepare > und dann < Temperature >.
5
200 / 200
X 0 Y 0 Z 0
• Stellen Sie die Düsentemperatur durch
Drehen des Drehknopfs ein z.B. 200 ºC.
• Drücken Sie den Drehknopf, um die
Temperatureinstellung zu bestätigen. Die
Düse wird aufgeheizt.
6
Move axis
Disable steppers
Temperature
• Der < Info screen > zeigt den Heizprozess
an: Die aktuelle Düsentemperatur (1)
steigt an.
• Wenn die aktuelle Temperatur die
Solltemperatur erreicht hat, ...
.
• ...wählen Sie im Menü < Prepare > die
Option < Unload lament >.
• Entnehmen Sie das Filament.
Benötigtes Werkzeug
• Pinzette (im Lieferumfang der Best.-Nr. 1507428 enthalten)
• Rollgabelschlüssel (wie dargestellt in Schritt 7)
• 8 mm Ringschlüssel
(1)(2)(3)
7
(1)
(1)(2)(3)
Auto home
8
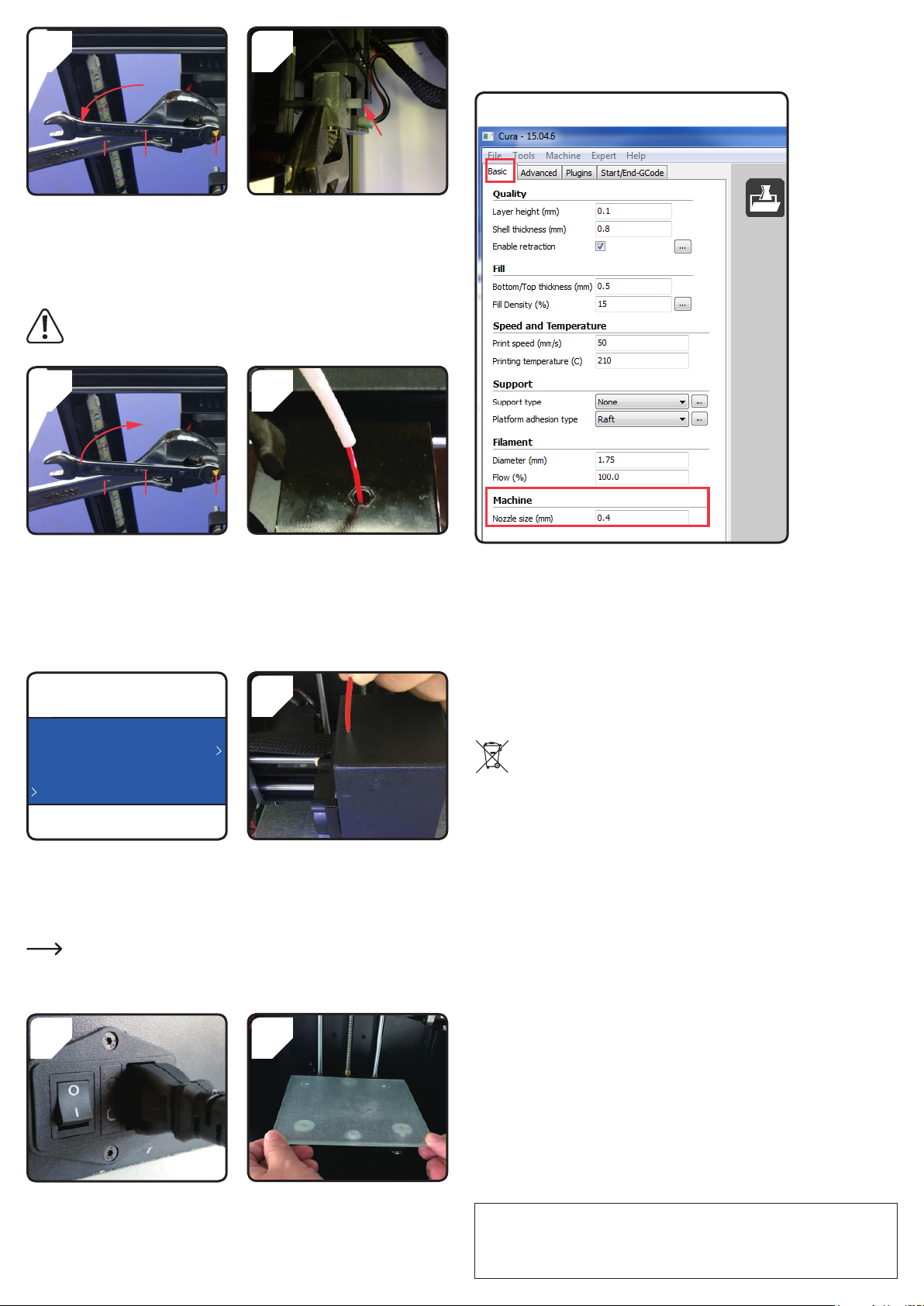
Mit der „Cura“ Software drucken
• Wenn Sie mit der „Cura“ Software drucken, aktualisieren Sie die „Nozzle size“ (Düsengröße)
in den „Basic settings“ (Grundeinstellungen) entsprechend des neuen Düsendurchmessers
wie z. B. „0,4“.
15
• Schrauben Sie die Düse (1) mit dem
8 mm Ringschlüssel (2) ab. Sichern
Sie beim Abschrauben (entgegen dem
Uhrzeigersinn) den Extruder an der
Düsenaufnahme mit einem geeigneten
Rollgabelschlüssel (3).
Der Extruder darf sich beim Düsenwechsel nicht verdrehen. Die Düse darf nicht
gedreht werden, wenn es abkühlt ist, da ansonsten das Plastikrohr ((1) in Schritt 8)
brechen könnte.
9
• Schrauben Sie die neue Düse (1)
vorsichtig fest.
• Sichern Sie beim Festschrauben mit dem
8 mm Ringschlüssel (2) (im Uhrzeigersinn)
den Extruder an der Düsenaufnahme mit
einem geeigneten Rollgabelschlüssel (3).
11
• Entfernen Sie die Filamentrückstände aus
dem Plastikrohr (1) mit der Pinzette oder
einem sauberen Tuch.
10
• Stellen Sie den 3D Drucker wieder
aufrecht.
• Führen Sie das Filament in den
Filamenteinlass im Extruder ein.
12
Von der SD-Karte drucken
Die „Nozzle Size“ aller GCODE Dateien, gespeichert in der im RF100 mitgelieferten SD-Kartei,
ist standardmäßig auf 0,4 mm eingestellt.
• Wenn Sie von der SD-Karte drucken, laden Sie die Modelldatei in die „Cura“ Software
und aktualisieren Sie die „Nozzle size“ in den „Basic settings“ entsprechend des neuen
Düsendurchmessers.
• Schließen Sie die SD-Karte an Ihren Computer an und speichern Sie die neuen GCODE
Modelldateien auf die SD-Karte.
Level Bed
Preheat PLA
Load filament
• Wählen Sie im Menü < Prepare > die
Option < Load lament >.
Wenn nach dem Anhalten der Filamentbewegung kein Material aus der Düse
austritt, wählen Sie < Load lament > erneut. Nach dem Einziehen des Filaments
können Filamentrückstände mit der Pinzette entfernt werden.
13
• Schieben Sie das Filament mit leichtem
Druck in den Extruder, bis es aus der Düse
austritt.
• Das Filament wird langsam in den Extruder
eingezogen.
14
Entsorgung
Entsorgen Sie das Produkt am Ende seiner Lebensdauer gemäß den geltenden
gesetzlichen Bestimmungen.
Sie erfüllen damit die gesetzlichen Verpichtungen und leisten Ihren Beitrag zum
Umweltschutz.
Technische Daten
a) Alle Modelle
Abmessungen (L x H x T) ............. 13 x 8 x 8 mm
Gewicht ......................................... ca. 2,50 g
b) Best.-Nr. 1521716
Düse (ø) ........................................ 0,4 mm
c) Best.-Nr. 1522154
Düse (ø) ........................................ 0,6 mm
d) Best.-Nr. 1522155
Düse (ø) ........................................ 0,8 mm
• Schalten Sie den 3D Drucker aus.
• Lassen Sie den 3D Drucker auf
Raumtemperatur abkühlen.
• Legen Sie das Druckbett auf.
• Schalten Sie den 3D Drucker wieder ein.
• Kalibrieren Sie das Druckbett wie gewohnt
(siehe RF100 Bedienungsanleitung).
Dies ist eine Publikation der Conrad Electronic SE, Klaus-Conrad-Str. 1, D-92240 Hirschau (www.conrad.com).
Alle Rechte einschließlich Übersetzung vorbehalten. Reproduktionen jeder Art, z. B. Fotokopie, Mikroverlmung, oder
die Erfassung in elektronischen Datenverarbeitungsanlagen, bedürfen der schriftlichen Genehmigung des Herausgebers.
Nachdruck, auch auszugsweise, verboten. Die Publikation entspricht dem technischen Stand bei Drucklegung.
Copyright 2017 by Conrad Electronic SE. *1521716_1522154_5_V1_0117_02_LS_m_de

Unload filament
Temperature
(1)
Unload filament
Temperature
Replacement instructions
Nozzle for RF100
Item no. 1521716 Nozzle 0.4 mm
Item no. 1522154 Nozzle 0.6 mm
Item no. 1522155 Nozzle 0.8 mm
Intended use
This component replaces the nozzle installed in the 3D printer RF100 (item no. 1507428).
Change the nozzle, if you want to switch to another nozzle with smaller or larger opening.
Replace the nozzle, if the existing nozzle is damaged.
For safety and approval purposes, you must not rebuild and/or modify this product. If you use
the product for purposes other than those described above, the product may be damaged.
Read the instructions carefully and keep them. Make this product available to third parties only
together with its replacement instructions.
This product complies with the statutory national and European requirements. All company
names and product names are trademarks of their respective owners. All rights reserved.
Up-to-date replacement instructions
Download the latest replacement instructions at www.conrad.com/downloads
or scan the QR code above. Follow the instructions on the website.
Explanation of symbols
The symbol with the exclamation mark in the triangle is used to highlight important
information in these replacement instructions. Always read them carefully.
The arrow symbol indicates special information and advice.
Replace nozzle
• Before changing or replacing the nozzle, the nozzle must be heated so that the lament can
be unloaded from the extruder and residues be removed.
The nozzle temperature depends on the lament material. Always check the
specication of the lament before replacing the nozzle.
Do not keep the nozzle temperature at 260 °C for more than 10 minutes. After 10
minutes, decrease it to 230 °C and keep it at this temperature for at least 10 minutes
before increasing it again. If you consistently operate the 3D printer at temperatures
over 230 °C, the life time of the extruder will drastically be shortened.
In order to (un)load the lament, ensure the nozzle temperature reaches 170 °C
or above.
Danger of burns! Do not touch the hot nozzle directly with bare hands.
1
• Remove the build bed carefully.
• Lay the 3D printer down on its side.
3
2
• Connect the power cable.
• Switch the 3D printer on.
4
Safety instructions
Read the replacement instructions carefully and especially observe the safety
information. If you do not follow the safety instructions and information on
proper handling in these instructions, we assume no liability for any resulting
personal injury or damage to property. Such cases will invalidate the warranty/
guarantee.
• The device is not a toy. Keep it out of the reach of children and pets.
• Do not leave packaging material lying around carelessly. This may become
dangerous playing material for children.
• Also observe the safety and operating instructions of the 3D printer (item no.
1507428).
• Take enough time for the assembly. Hurrying often leads to mistakes that may
damage components or ruin the time benet by elaborate rework.
• The workplace should be sufciently large, clean and at.
• Always observe the images during assembly. Here, the assembly locations and
correct alignment of the components are shown.
• The mechanical component was manufactured with high precision. Never apply
any force during replacement procedure. All parts can be assembled without any
great application of force. If this is not the case, rethink the assembly step and
re-read the corresponding description in these instructions.
• Do not overtighten the nozzle.
• To prevent overheating of the 3D printer, do not cover it while it is in operation.
• Proceed with care during replacement procedure! The product has some sharp
edges. There is a risk of injury!
• If you have questions which remain unanswered by these replacement instructions,
contact our technical support service or other technical personnel.
Required tools
• Tweezers (supplied with item no. 1507428)
• Adjustable spanner (as shown in image 7)
• 8 mm ring spanner
Move axis
Disable steppers
• First select < Prepare > in < Main > menu,
then select < Temperature >.
5
200 / 200
X 0 Y 0 Z 0
• The < Info screen > indicates the heating
process: The current temperature (1) is
rising.
• Once the target temperature is reached,
...
.
Nozzle 200
• Adjust target temperature of nozzle by
turning the control knob e.g. 200 ºC.
• Conrm the temperature by pressing the
control knob. The nozzle heats up.
6
Move axis
Disable steppers
• ... select < Unload lament > in
< Prepare > menu.
• Remove the lament.

(1)(2)(3)
7
(1)
(1)(2)(3)
8
Print from “Cura“ software
• If you print from “Cura“ software, update the “Nozzle size“ in “Basic settings“ according to the
new nozzle opening size e.g. “0.4“.
15
• Use the 8 mm ring spanner (2) to remove
the nozzle (1). While you loosen the
nozzle (in a counterclockwise direction)
lock the nozzle holder with the adjustable
spanner (3).
The extruder must not be twisted during nozzle change/replacement. The nozzle
must never be turned when it has been cooled down since the plastic tube
((1) in step 8) may break otherwise.
9
• Carefully screw in the new nozzle.
• Tighten the new nozzle (in a clockwise
direction). While you do so, make sure you
lock the nozzle holder against twisting with
the adjustable spanner.
• Remove any lament residue with the
tweezers or a clean cloth from the plastic
tube (1).
10
• Bring back the 3D printer into its normal
position.
• Insert the lament into the lament opening
in the extruder.
Print from SD card
The “Nozzle size“ default setting of all GCODE les in the RF100 enclosed SD card is 0.4 mm.
• If you print from SD card, load the model le in “Cura“ software and update the “Nozzle size“
in “Basic settings“ according to the new nozzle opening size.
• Connect the SD card to the computer and save the new GCODE model le onto the SD card.
11
12
Auto home
Level Bed
Preheat PLA
Load filament
• Select < Load lament > under the
< Prepare > menu.
If no lament exits from the nozzle after lament movement stopped, select < Load
lament > again. After lament is loaded, lament residue can be removed with the
tweezers.
13
• Gently push and guide the lament into
extruder until it exits from the nozzle.
• Feel the lament slowly getting drawn into
the extruder.
14
Disposal
At the end of its service life, dispose of the product in accordance with applicable
regulatory guidelines.
You thus full your statutory obligations and contribute to the protection of the
environment.
Technical data
a) All models
Dimensions (L x H x W) ................ 13 x 8 x 8 mm
Weight .......................................... approx. 2.50 g
b) Item no. 1521716
Nozzle (ø) ..................................... 0.4 mm
c) Item no. 1522154
Nozzle (ø) ..................................... 0.6 mm
d) Item no. 1522155
Nozzle (ø) ..................................... 0.8 mm
• Switch the 3D printer off by moving the
power switch to the O position.
• Let the 3D printer cool down to room
temperature.
• Place the build bed.
• Switch the 3D printer on.
• Calibrate build bed as usual (for details
refer to RF100 manual).
This is a publication by Conrad Electronic SE, Klaus-Conrad-Str. 1, D-92240 Hirschau (www.conrad.com).
All rights including translation reserved. Reproduction by any method, e.g. photocopy, microlming, or the capture in
electronic data processing systems require the prior written approval by the editor. Reprinting, also in part, is prohibited.
This publication represents the technical status at the time of printing.
Copyright 2017 by Conrad Electronic SE. *1521716_1522154_5_V1_0117_02_LS_m_gb
 Loading...
Loading...