

Ransburg
TECHNICAL MANUAL
IL-246-C
(Replaces IL-246-B)
April - 2013
RANSBURG
VECTOR AND SOLO
™ ™
APPLICATORS
ELECTROSTATIC
SPRAY
TECHNIQUES
IMPORTANT: Before using this equipment, carefully read SAFETY PRECAUTIONS, starting on
page 1, and all instructions in this manual. Keep
this Technical Manual for future reference.
Technical Manual Price: €15.00 Euro)
$20.00 (U.S.)

Vector/Solo Applicators Spray Techniques
NOTE: This manual has been changed from IL-246-B to revision IL-246-C. Reasons for this
change are noted under “Manual Change Summary” inside the back cover of this manual.
Ransburg
IL-246-C
Ransburg
Vector/Solo Applicators Spray Techniques
CONTENTS
VECTOR AND VECTOR SOLO APPLICATOR SPRAY TECHNIQUES:
PAGE
1-11
USE THE RIGHT TECHNIQUE.................................................................................................
FAN CONTROL.........................................................................................................................
PATTERN..................................................................................................................................
FLAT SURFACES.......................................................................................................................
HORIZONTAL PASSES.............................................................................................................
VERTICAL PASSES...................................................................................................................
APPLICATOR TO TARGET DISTANCE...................................................................................
OVERLAP.................................................................................................................................
TRIGGERING.............................................................................................................................
LARGE OBJECTS......................................................................................................................
TUBULAR WORK.....................................................................................................................
RECESSED AREAS...................................................................................................................
SUMMARY................................................................................................................................
SAFETY REQUIREMENTS......................................................................................................
1
2
2
3
3
3
4
5
5
6
7
8
9-10
11
IL-246-C

Vector/Solo Applicators Spray Techniques
Before operating, maintaining, or servicing any Ransburg electrostatic coating system, read and understand all of the technical and safety literature provided with Ransburg products. If you do not have
the manuals and safety literature for your Ransburg system, contact your Ransburg representative.
USE THE RIGHT TECHNIQUES
Vector/Solo (Electrostatic) Applicators
Savings of 25% to 50% in paint is possible when you replace conventional air spray with Ransburg
Electrostatic Applicators. You nish curved and recessed surfaces uniformly in fewer passes, because
combined air and electrostatic forces literally follow the shape of the work surface. Bounce losses
from work are reduced by the electrostatic attraction, when proper techniques are used.
The following describes basic electrostatic spray techniques. Depending on the type of work being
sprayed, it may be necessary to change the technique slightly.
Ransburg
1
IL-246-C
Ransburg
Vector/Solo Applicators Spray Techniques
FAN CONTROL
Minimum
Maximum
The size of the object being coated is the determining factor in adjusting the fan pattern; the larger
the object, the larger the required fan pattern. Fan control of the Ransburg Vector/Solo applicators is
accomplished by rotating the adjusting knob located at the rear of the applicator. Fan width can be
set for approximately a 3-inch width (minimum) to approximately a 14-inch (maximum). Fan widths
and overall pattern appearances are illustrated.
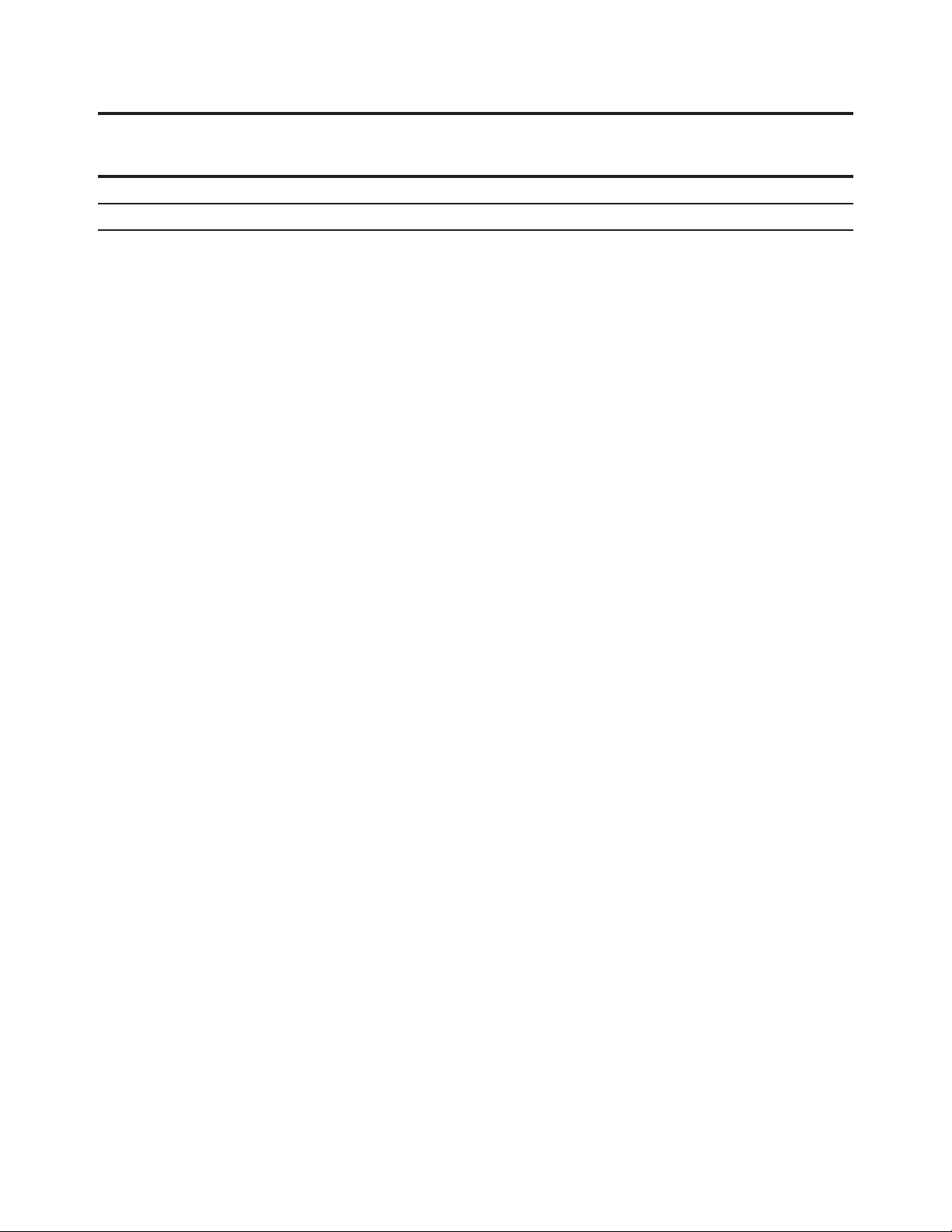
PATTERN
A
POOR PATTERN
Dirty, worn, or
damaged nozzle.
Clean or replace.
NOTE
> The degree of atomization is depen-
dent on the viscosity of the paint formulation, the applied air pressure, and nozzle
selection.
B
SPLIT PATTERN
Fan too wide - narrow
adjustment slightly.
C
GOOD PATTERN
IL-246-C
2

Vector/Solo Applicators Spray Techniques
FLAT SURFACES
One of the most prevalent of "bad" spray painting
habits is the one where the operator holds his arm
steady and swings his wrist back and forth. This is
a hard habit to break, it gives the illusion of adding
speed to the coating operation, when in reality, it is
slower and much more inefcient. Spray painting
in this fashion results in light lms on both sides,
excessive lm at center, and increased overspray
with excessive "bounce-back."
Ransburg
HORIZONTAL PASSES
The spray applicator should be maintained in a
position at right angles to the object and should
be moved in a path parallel to the object.
VERTICAL PASSES
There may be instances where it is more practical
to coat an object using vertical passes rather than
horizontal. First, rotate the nozzle to shift the fan
pattern, then holding the applicator at right angles
to the object, move the applicator in a straight
vertical path as illustrated.
3
IL-246-C

Ransburg
APPLICATOR TO TARGET
DISTANCE
Under 2"
4" to 6"
Vector/Solo Applicators Spray Techniques
The distance between the applicator and the target
inuences the appearance of the nal nish coating
of the object. If the applicator is held too close
(under 4-inches), runs and sags with the excessive
bounce-back can occur. If the applicator is held
too far from the object, the electrostatic attraction is
decreased. Normally, the best spacing between
applicator and target is in the 4 to 12-inch area.
However, this distance can vary with extremely
high delivery systems. Maximum target distance
should not exceed 12-inches.
C A U T I O N
!
> The object being coated is maintained at
ground potential, the spray applicator operator is also grounded, therefore, the operator
has as much attraction for the electrostatic
paint as the object. To prevent "wrapback"
always keep the applicator closer to the target
than it is to you.
Too Far
IL-246-C
4

Vector/Solo Applicators Spray Techniques
OVERLAP
For best hiding and uniformity of lm thickness, stroke overlap should be approximately 50%. There
should be some overlap at the top and bottom of the part to increase edge coverage. Overlap requirements can vary widely with different paint formulations and different compositions of objects being
coated. Individual spray coating operational experience should provide the guidelines for efciency
in this instance.
Ransburg
TRIGGERING
Applicator triggering (ON/OFF) depends largely on the desired results; the amount of wraparound required, edge coating, etc. If front and back of the object are being coated, proper applicator technique
can effect edge coating (in some instances) without making a specic pass for this purpose. Examples
of different trigger times and the results that can be expected are illustrated.
TOP VIEW
D C B A
(Trigger Off)
NOTE
> If front and back are both sprayed, there
may be enough wrap using Technique B or
C to coat a small edge or ange. If wide
anges are to be coated, this may require
individual coating of edges before the at
surfaces are sprayed.
A. Little or no wrap - incomplete coverage
B. Fair - some wrap
C. Good wrap (Triggered 2" to 3" past edge)
D. Too much overstroke may produce heavy
edges and produce more overspray.
5
IL-246-C

Ransburg
LARGE OBJECTS
Blending
If the size of the object is greater than the spray
applicator operator can reach, it should be coated
in segments, the size of each segment being the
length the spray applicator operator can comfortably span. Each segment should be blended
with the adjacent segment using "feathering" or
"over-lapping" strokes. A slight angle of the applicator improves the results of the "blending" pass.
Vector/Solo Applicators Spray Techniques
TOP VIEW
C A U T I O N
!
> Too much overlap can result in runs and
sags or excessive lm, where segments
blend together.
TOP VIEW
IL-246-C
6

Vector/Solo Applicators Spray Techniques
TUBULAR WORK
Tubular parts or objects up to approximately 2-1/2" diameter can be coated successfully from one
side, utilizing wraparound characteristics and proper techniques.
NOTE
> Avoid applicator to targe distances of
over 12-inches, excessive applicator to target distances will result in wrapback.
Ransburg
Adjust the fan for a pattern
width slightly wider than the
object. This allows some
coating material to start
around the sides of the object.
A
MOTION
B
C
FAN POSITION
(Example 1"
Diameter Part)
D
Increase the applicator to target distance to approximately
10-12-inches. This will decrease
the speed of the paint particles in
the vicinity of the target.
A. Wrong fan position - little wrap. Heavy lm on front surface,
possible sags.
B. Correct fan position - better wrap. More accurately con-
trolled lm. Normally fan pattern should be slightly wider
than parts being sprayed.
C. Correct fan position but excessively wide fan may produce
more overspray if used in this position.
D. A wide fan tilted at an angle may also work well. (Wide fans
have slower forward velocity.)
Hold the applicator at an angle of
30o to 45o to the object. This will
direct paint more to target area.
SUGGESTION: Small tubes may be racked in groups to simulate larger targets. This allows the use
of wider fans and may help improve efciency.
7
IL-246-C

Ransburg
Vector/Solo Applicators Spray Techniques
RECESSED AREAS
Do not depend on electrostatic attraction alone for coating recessed areas, remember, the more exposed areas of the object have a stronger attraction for charged paint formulations than the recessed
areas, therefore, the electrostatically charged paint particles will take the path of least resistance, and
tend to build excessively on the more exposed areas.
The best and most efcient technique is to coat the recessed areas rst, utilizing air pressure to drive
DIFFICULT
the paint into difcult areas or by narrowing fan width to effectively increase delivery rate per inch of
pattern width. Then paint the more readily accessible areas, the electrostatic process with its "wraparound" and "opposite attraction" characteristics will probably have already partly coated these areas.
A. Voltage by itself will not pull paint into deep
recesses, but instead, paint will be attracted
to more exposed edges.
C. Doing the outside of the part rst puts little
paint on the inside. If we now coat the inside,
we will be double coating the edges
and possibly overload them.
EASY
B. Solution: Move in closer and use the ad vantages of air atomization to drive paint
into recesses.
NOTE: Narrower fan may also be helpful.
IL-246-C
D. In this example, we coat the difcult area
rst. We may then nd that there was enough
wrap around from overspray to coat much
of the remaining areas.
8

Vector/Solo Applicators Spray Techniques
Ransburg
SUMMARY
1
2
3
4
Adjust fan pattern in accordance with size of
object to be coated.
Never swing spray applicator in an arc, hold
applicator steady in a position at right angles to
the object and move applicator in a straight path
parallel to object.
Be sure applicator is held closer to object being
coated than to the operator.
Stroke overlap of approximately 50% normally
produces adequate lm thickness uniformity.
9
IL-246-C

Ransburg
5
6
7
ON OFF
Vector/Solo Applicators Spray Techniques
For most economical and efcient coating, trigger applicator "ON" just before leading edge of
object, trigger applicator "OFF" just after trailing
edge of target. For best wraparound technique,
trigger applicator "ON" 3-inches before, and "OFF"
3-inches after edges of target.
When painting large objects a section at a time,
use "feather" stroke for blending sections together.
Avoid excessive overlap to prevent runs and sags
with excessive lm thickness.
Tubular component coating; adjust fan width for
a pattern slightly wider than the object, hold applicator 10 to 12-inches from object at an angle
of 30 to 45- inches. Move applicator straight in a
parallel path with the object.
8
Paint "hard to reach" areas rst, let wraparound
and electrostatic attraction get the "easy" areas
for you.
IL-246-C
10

Vector/Solo Applicators Spray Techniques
Ransburg
SAFETY REQUIREMENTS
Personnel
• Operators must NOT wear gloves that insulate
them from the applicator handle.
• ALL personnel in the spraying area MUST wear
non-insulating shoes or alternative grounding
devices so they will be grounded through the
conductive oor. (See Ransburg "Personnel
Grounding" Safety Bulletin.)
• Personnel entering a waterborne paint isolation
enclosure MUST be sure that the system and
the Warning Light are OFF! The grounding hook
must be attached to the paint supply BEFORE
contact, especially during the addition of uid!
The gate MUST be closed and the interlocks
functioning during use. (See the appropriate
Ransburg equipment manual.)
• The operator MUST turn the power supply OFF
before cleaning or servicing the equipment.
• NEVER immerse an applicator in any liquid.
• Exhaust fans MUST be ON during spraying.
• All conductive objects in the spraying area
MUST be removed or grounded.
• A pressure EXPLOSION may occur if HALOGENATED HYDROCARBON solvents are used in
PRESSURIZABLE uid systems having ALUMINUM or GALVANIZED parts. (See Ransburg
"Danger - Explosion Hazard" and "Halogenated
Hydrocarbon" Safety bulletins.)
• The high voltage power supply MUST be
grounded and located outside of the Hazard
Area. (See the appropriate Ransburg equipment manual.)
• Appropriate, functioning fire extinguishing
equipment MUST be provided.
• Good housekeeping is essential to safe operation. Cleanup and maintenance schedules
should be established by the user. Maintenance
and safety cards should be posted in clear view
of the operator.
• All ammable liquids MUST be in approved,
grounded safety containers. Not more than one
gallon should be in any container and the total
amount in the spray area should be no more
than the minimum required for the operation.
Environment and Equipment
• The spray booth (including its oor), paint reser-
voir (except waterborne), and conveyor MUST
be grounded.
• An adequate, grounded, protective enclosure
that will assure safe isolation from personnel
must surround the supply of waterborne paints.
(See OSHA Standard 1910.107 (h) (10).)
• The spray target and all supporting holders,
hooks, and conveyors MUST be grounded to
the supporting structure. All support devices
MUST be free of accumulated coating material.
11
• All applicators MUST be maintained within
proper operating limits. (See the appropriate
Ransburg equipment manual for short circuit
current tests.)
IL-246-C

Ransburg
MANUAL CHANGE SUMMARY
This manual was published to supercede Technical
Manual IL-246-B, Ransburg Vector Applicators
Electro-Air Spray Techniques, to make the
following change:
1. Service literature was reformatted. Made
available electronically.
2. Added "Technical Manual Price: €15.00 (Euro)"
to the "Front and Back Covers".
3. Added "Vector Applicators" to the "Spray
Techniques".
Vector/Solo Applicators Spray Techniques
4. New "Applicator Figures" throughout the
service literature.
5. Added "www.ransburg.com" to "Contact
Information" on the back cover.
IL-246-C
12

Technical Manual Price: €15.00 Euro)
$20.00 (U.S.)
Manufacturing
1910 North Wayne Street
Angola, Indiana 46703-9100
Telephone: 260/665-8800
Fax: 260/665-8516
Technical/Service Assistance
Telephone: 800/ 233-3366
Fax: 419/ 470-2071
www.ransburg.com
Technical Support Representative will direct you to the appropriate
telephone number for ordering Spare Parts.
© 2013 Ransburg. All rights reserved.
Models and specications subject to change without notice.
Form No. IL-246-C
Litho in U.S.A.
04/13
 Loading...
Loading...