

Page 1

V
6
5
7
8
9
IGBT 160
IGBT
42940
42941
Oryginalna instrukcja obsługi
Návod na obsluhu
CS
Naudojimo instrukcija
LT
Lietošanas instrukcija
LV
Инструкция по эксплуатации
RU
Instrucţiuni de folosire
RO
Használati útmutató
HU
SPAWARKA INWERTOROWA DC MMA.........................
SVAŘOVACÍ INVERTOR DC MMA .....................................
INVERTERINIS SUVIRINIMO APARATAS DC MMA .........
INVERTORA METINĀŠANAS APARĀTS DC MMA............
ИНВЕРТОРНЫЙ СВАРОЧНЫЙ АППАРАТ DC MMA....
APARAT DE SUDURĂ CU INVERTOR DC MMA ...............
DC MMA INVERTERES HEGESZTŐGÉP...........................
V3.21.07.2023
3
9
15
21
27
34
40
Page 2

A
10
6
5
4
3
V
6
5
7
8
9
IGBT 160
T
IGB
11
2
1
7
AC 230V
1ph 50Hz
8
ON
OFF
T
IGB
9
2
Page 3
SPAWARKA INWERTOROWA DC MMA: 42940, 42941
INSTRUKCJA OBSŁUGI
Instrukcja oryginalna
OS TR ZE ŻE NI E! Ur uc ho mi en ia , i ns ta la cj i i
eksploat acji spaware k inwertor owych, mo żna
dokonać tylko po dokładnym zapoznaniu się z
niniejszą instruk cją obsługi. Niepr zestrzeganie
zaleceń zawartych w tej instrukcji może narazić
użytkownika na poważne obrażenia ciała, śmierć
lub uszkodzenia samego urządzenia.
Podcza s prac y spawar ką zale ca się zawsze przes trzegać
podstawowych zasad bezpieczeństwa pracy, w celu uniknięcia
wy buchu poż aru, por ażeni a pr ądem ele ktryc znym lub
obrażenia mechanicznego.
Z ac ho wa j i ns t ru kc je do e we nt ua ln eg o pr z ys zł eg o
wykorzystania.
I. OGÓLNE WARUNKI BEZPIECZEŃSTWA UŻYTKOWANIA:
1. Niniejsz y sprzęt nie jest przeznaczony do użytkowania przez osoby o
ograniczonej zdolności fizycznej, czuciowej lub psychicznej.
Osoby nie pełnoletnie lub osoby nie mające doświadczenia i
znajomości sprzętu nie mogą obsługiwać spawarek inwertorowych,
chyba że odbywa się to w celach szkoleniowych zgodnie z instrukcją
użyt kowani a spr zętu i p od na dzorem inst rukto ra zaw odu
odpowiadającego za ich bezpieczeństwo.
2. UWAGA: Sprawność reagowania może ulec
upośledzeniu na skutek spożycia alkoholu,
zażywania leków i narkotyków, także w
wyniku chorób, gorączki i zmęczenia. W takich wypadkach należy zrezygnować z wykorzystania spawarki.
3. W miejscu pracy należy utrzymywać porządek i dobre oświetlenie.
N ie po r zą de k i zł e oś w ie tl e ni e pr z yc z yn ia ją s ię d o
wypadków.
4. Sta nowi sko prac y p owin no b yć o dpowi edni o
wentylowane i wyposażone w w yciąg wentylacyjny.
Nie wolno spawać w zamkniętych pomieszczeniach.
W procesie spawania wyt warzane są szkodliwe opary i gaz y
niebezpieczne dla zdrowia. Unikać wdychania tych oparów i gazów.
Należy systematycznie sprawdzać wpływ w ytwarzanych gazów na
użytkownika, aby uniknąć zatrucia.
5. Podłączenie przewodów elektrycznych powinno odbywać zgodnie z
obowiązującym prawem oraz zasadami bezpieczeństwa przez
wykwalifikowanego elektryka.
6. Dana spawarka jest przeznaczona do podłączenia do sieci zasilającej,
która posiada fazę zero oraz uziemienie. Należy upewnić się czy
gniazdko sieci zasilającej jest poprawnie podłączone z uziemieniem.
7. Każ dorazowo, prze d rozp oczęci em pr acy spawar ką, n ależy
ko nt rol ow ać st an pr ze wod u za si laj ąc eg o, pr ze wod ów
spawalniczych, uchwytów elektrod i pozostałych stosowanych
przewodów prądowych. Nie pracować uszkodzonymi. Uszkodzone
wymienić na wolne od wad.
8. W czasie pracy należy stosować środki ochrony osobistej: fartuch
spawalni czy, odzież ochronną , rękawice spawalnicze, maskę
spawalniczą i odpowiednie obuwie o antypoślizgowej podeszwie.
9. Stosować okulary ochronne podczas oczyszczania spoiny.
10. Nie należy spawać na materiałach, które były wcześniej czyszczone
rozpuszczalnikami zawierającymi chlor oraz materiałach pokrytych
far bą, zani eczy szczon ych b łotem , ol ejem lub mate riała ch
galwanizowanych.
11. Zabronione jest użytkowanie spawarki w miejscach, w których
znajdują się ciecze łatwopalne lub gazy.
12. Nie wolno przeprowadzać jakiekolwiek prac spawalniczych na
kontenerach, zbiornikach, rurach, które zawierają (zawierały) w
sobie płynne lub występujące w postaci gazu łatwopalne środki.
Takie pojem niki lub zbiorniki winny by ć przepłuka ne przed
spawaniem w celu usunięcia łatwopalnych cieczy.
13. Nie wolno spawać zbiorników pod ciśnieniem. Grozi to wybuchem.
14. Iskry powstające podczas spawania mogą powodować pożar,
wybuch i oparzenia nieosłoniętej skóry. Podczas spawania należy
mieć na sobie rękawice spawalnicze i ubranie ochronne. Należy
usuwać lub zabezpieczać wszelkie łatwopalne materiały i substancje
z m iejsca prac y Spr zęt (n p. drew no, pa pier, ś cierki itd.) .
przeciwpożarowy (koce gaśnicze i gaśnice proszkowe lub śniegowe)
powinien być usytuowany w pobliżu stanowisku pracy w widocznym
i łatwo dostępnym miejscu.
15. Stan owisko spawa lnicze powin no być oddz ielone ekran em
ochronnym.
16. Nie wolno używać spawarki w pomieszczeniach o dużej wilgotności
oraz podczas opadów deszczu lub śniegu. Grozi to porażeniem
prądem.
17. Zabronione jest umieszczanie spawarki na podłożu pochyłym, niestabilnym lub sypkim.
18. Podczas pracy nie dotykać części uziemionych jak kaloryfer y,
przewody wodne, chłodziarki itp.
19. Podczas wykonywania prac spawalniczych niedopuszczalne jest
zawieszanie przewodów i węży spawalniczych na ramionach lub
kolanach oraz prowadzenie ich bezpośrednio przy innych częściach
ciała.
20. Spawarkę należy włączać do sieci zasilającej jedynie na czas pracy. Po
włączeniu zasilania w miejscu pracy nie mogą przebywać osoby niepowołane. Urządzenie jest szczególnie niebezpieczne dla dzieci,
dlatego należy dołożyć szczególnej troski, by urządzenie było
absolutnie niedostępne dla dzieci.
21. Zabron ione je st użyt kowanie u rządzenia niezgod nie z jego
przeznaczeniem. Nie stosować spawarki do rozmrażania rur.
22. Zawsze należy wyjąć wtyczkę z gniazdka zasilającego przed
podłączeniem przewodów albo przeprowadzeniem innych czynności
konserwacyjnych lub remontowych.
23. Nie demontować obudowy urządzenia.
24. Sprawdzać każdorazowo przed uruchomieniem urządzenia stan
osłon i wszelkich elementów bezpieczeństwa pracy. Nie pracować z
uszkodzonymi, wymienić na wolne od wad.
25. Przewód zasilający oraz ewentualnie zastosowany przedłużacz
chro nić p rzed n admie rnym c iepłe m, ole jami oraz ostr ymi
krawędziami. Nie pracować, gdy przedłużacz jest zwinięty.
26. Przedłużacz stosowany przy pracy powinien zapewniać swobodną
eksploatację, a długość przewodu powinna być tak dobrana by jego
3
Page 4

27. Nie ciągnąć za przewód przyłączeniowy w celu odłączenia wtyczki z
gniazdka.
28. Przed rozpoczęciem spawania należy unieruchomić obrabiany
materiał za pomocą ścisków lub imadła.
29. Podczas pracy przyjąć pozycję w ykluczającą przewrócenie się. Stać
pewnie .
30. Należy dbać o odpowiednią izolację elektrody, spawanego detalu
oraz blisko usytuowanych przedmiotów metalowych. W t ym celu
należy używać specjalnych rękawic, odzież ochronną, pokr ywę
izolacyjną lub dywaniki, stosować wysokie buty izolacyjne.
31. Przed pier wszym podłączeniem spawarki należy sprawdzić, czy
napięcie zasilające odpowiada oznaczeniu na tabliczce znamionowej
urządzenia. Gniazdko zasilające musi być wyposażone w styk
ochronny.
32. Urządzenia spawalnicze wytwarzają wysokie napięcie. Nie dotykać
uchwytu spawalniczego, podłączonego materiału spawalniczego,
gdy urządzenie jest włączone do sieci. Wszystkie elementy tworzące
obwód prądu spawania mogą powodować porażenie elektr yczne,
dlatego powinno się unikać dotykania ich gołą ręką ani pr zez
wilgotne lub uszkodzone ubranie ochronne. Nie wolno pracować na
mokrym podłożu, ani kor zystać z uszkodzonych przewodów
spawalniczych.
33. SPAWANE MATER IAŁY MOGĄ POPARZY Ć: Nig dy nie dotyk ać
spawanych elementów niezabezpieczonymi częściami ciała. Podczas
dotykania i przemieszczania spawanego materiału, należy zawsze
stosować rękawice spawalnicze i szczypce.
34. PROMIENIE ŁUKU MOGĄ POPARZYĆ: Niedozwolone jest bezpośrednie
patrzenie nieosłonięt ymi oczyma na łuk spawalniczy. Zawsze
stosować maskę lub przyłbicę ochroną z odpowiednim filtrem.
Chronić nieosłonięte części ciała odpowiednią odzieżą ochronną
wykonaną z niepalnego materiału. Osoby postronne znajdujące się w
pob liżu chron ić p rzy pomo cy n iepaln ych, poch łania jącyc h
promieniowanie ekranów.
35. Zabronione jest pozostawianie podłączonego do sieci urządzenia bez
dozoru. Każdorazowo po zakończeniu pracy obowiązkowo odłączyć
wtyczkę od sieci zasilającej.
36. UWAGA! Proce s spawania tak samo jak i prąd
elektryczny płynąc y przez przewody spawalnicze,
wytwarzają pole elektromagnetyczne, które może
zakłócać pracę rozruszników serca, a także pracę
znajd ujących się w pobli żu urzą dzeń el ektrycz nych. Os oby
posiadające aparaty zapewniające funkcje życiowe (np. regulator
częstotliwości pracy serca, respirator itd.) powinny skonsultować się
z lekarzem przed pojawianiem się w strefach spawania.
Wyżej wymienionym osobom również nie zaleca się korzystania
ze spawarki.
37. UWAGA: Urządzenie oparte na podzespołach elektronicznych.
Szlifowanie i cięcie metali w pobliżu spawarki może powodować
zanieczyszczenie opiłkami wnętrza urządzenia, doprowadzając tym
samym do jego uszkodzenia.
Wyżej wymienione uszkodzenie nie podlega naprawie gwarancyj-
nej!
W przypadku konieczności pracy w takim środowisku, należy
dokonywać cz yszczenia urządzenia przez przedmuchanie wnętrza
spawarki sprężonym powietrzem.
PRZEZNACZENIE I BUDOWA URZĄDZENIA:
Spawarki inwertorowe są produktami technologicznie zaawansowanymi, przeznaczonymi do spawania łukowego elektrodą otuloną (metoda
MMA - Manual Metal Arc Welding). Spawarki inwertorowe są nowym
rodzajem spawarek generujących niezbędne wartości prądowe za
pomocą układów elektronicznych. Cechują je niewielkie rozmiary, niska
waga, znaczna sprawność, szeroki zakres zastosowania, bardzo dobre
efekty spawania i znaczna mobilność transportowa.
Spawark i inwer torowe prze znaczone są do spawania ręczne go
elektrodami otulonymi takich materiałów jak stale stopowe, konstrukcyjne oraz żeliwa. Mogą one pracować z zastosowaniem elektrod o
średnicach od 1,6 mm do 4 mm w zależności od zadanego prądu
spawania, potrzeb i rodzaju wykonywanej operacji za pomocą spawarki.
Spawarki przystosowane są do zasilania o napięciu 230V ~, 50/60 Hz
(jednofazowe).
Urządzenia powinny być eksploatowane zgodnie z Rozporządzeniem
Ministra Gospodarki z dnia 27.04.2000 r. w sprawie bezpieczeństwa i
higieny pracy przy pracach spawalniczych (Dz. U. Nr 40 poz 470).
UWAGA! Każde użycie urządzenia niezgodne z przeznaczeniem
jest zabron ione i powoduj e utratę gwaranc ji oraz brak
odpowiedzialności producenta za powstałe w wyniku tego
szkody.
Obsługa serwisowa i naprawy tych urządzeń mogą być prowadzone
prz ez w ykwal ifik owany per sone l, z zac howan iem waru nków
bezpieczeństwa pracy obowiązujących dla urządzeń elektrycznych.
Jakiekolwiek modyfikacje urządzenia dokonane przez użytkownika
zwalniają producenta z odpowiedzialności za uszkodzenia i szkody
wyrządzone użytkownikowi i otoczeniu.
Pomimo stosowania zgodnego z przeznaczeniem nie można całkowicie
wyeliminować określonych czynników ryzyka resztkowego. Ze względu
na konstrukcję i budowę urządzenia mogą wystąpić następujące
niebezpieczeństwa:
- Poparzenia;
- Zatrucia gazami, spalinami lub oparami;
- Uszkodzenia wzroku;
- Wzniecenia pożaru;
- Porażenia prądem elektrycznym;
- Negaty wnego oddziaływania pola elektromagnetycznego na zdrowie
spawacza.
n Kompletacja
ź Spawarka inwertorowa - 1 szt.
ź - 1 szt.Przewód masowy 1,2 m z zaciskiem 200 A
ź - 1 szt.Przewód prądowy 1,8 m z uchwytem elektrody 200 A
ź Instrukcja obsługi - 1 szt.
ź Karta gwarancyjna - 1 szt.
n Elementy urządzenia (patrz rys: A):
Numera cja el ementów urząd zenia o dnosi s ię do p rzedsta wienia
graficznego umieszczonego na stronie 2 instrukcji obsługi:
1. Gniazdo przewodu prądowego ( – )
2. Gniazdo przewodu prądowego ( + )
3. Sygnalizacja zasilania (zielona)
4. Sygnalizacja zabezpieczenia termicznego (żółta)
5. Pokrętło regulacji natężenia prądu spawania
6. Pasek do przenoszenia
7. Włącznik/wyłącznik
8. Wentylator
4
Page 5

9. Przewód zasilający
10. Przewód masowy z zaciskiem
11. Przewód prądowy z uchwytem elektrody
DANE TECHNICZNE:
MODEL
Napięcie zasilania (jednofazowe)
Częstotliwość zasilania
Znamionowa moc wejściowa
Znamionowy prąd wejściowy
Zakres prądu wyjściowego
Znamionowy cykl pracy
Napięcie bez obciążenia
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
70V
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
70V
Średnica elektrody (ø) 1,6-4mm 1,6-4mm
Klasa narzędzia
Stopień ochrony
Klasa izolacji
I
IP21S
H
I
IP21S
H
Typ chłodzenia Wentylator Wentylator
Wymiary (cm)
Masa brutto
27,7x23x22
27,7x23x22
4,0kg 4,1kg
Cykl pracy bazuje na procentowym podziale 10 minut na czas, w którym
urządzenie może spawać na znamionowej wartości prądu spawania, bez
konieczności przerywania pracy. W zależności od wielkości prądu na
tab lic zce zna mio nowe j ap arat u o dczy tuj e si ę w spół czy nni k
częstotliwości pracy X%. Współczynnik ten pokazuje jaki odstęp czasu
w przeciągu 10 minut jest przeznaczony do ciągłej pracy. Np. X = 40%
oznacza, iż przy określonym natężeniu prądu (180A) w ciągu 10
minutowego cyklu pracy 4 minuty należy przeznaczyć do ciągłej pracy, 6
minut na odpoczynek. Cykl pracy X =100% oznacza, że urządzenie może
pracować w sposób ciągły, bez przerw.
Trzeb a pam iętać , iż niez astos owanie się do powy ższej
wska zówki mo że dop rowadzić do trwał ego usz kodzenia
spawarki.
n Tabliczka znamionowa
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
1
=230V
U
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Dane techniczne oraz symbole charakteryzujące rodzaj pracy oraz
wykorzystanie, pokazane są na górnym lub dolnym panelu aparatu
spawalniczego i należy rozumieć je następująco:
42941 – model spawarki;
NO – numer seryjny;
1~
f1
f2
– Jednofazowy przekształtnik częstotliwości -
Transformator dwuuzwojeniowy- Prostownik;
EN 60974-1 – Norma dotycząca produkcji i bezpieczeństwa
użytkowania spawalniczych źródeł energii do spawania łukowego i
procesów pokrewnych;
– Symbol spawania łukowego ręcznego elektrodami otulonymi pręcikowymi;
– Symbol prądu stałego;
– Symbol wyłącznika selektywnego;
S
Uo – Znamionowe napięcie bez obciążenia;
X(%) – Współczynnik częstotliwości pracy;
I2(A) – Znamionowy prąd spawania (amper);
U2(V) – Napięcie łuku (wolt);
– Przyłącze sieciowe jednofazowe;
1~ 50Hz
U1 – Zasilanie elektryczne;
I1max – Maks. prąd w obwodzie pierwotnym;
I1eff – Maks. efektywny prąd w obwodzie pierwotnym;
IP21S– Klasa bezpieczeństwa obudowy;
H– Klasa izolacji transformatora;
PRZYGOTOWANIE DO PRACY:
UWAGA! Wszystkie czynności związane z instalacją
oraz podłączeniem spawarki do sieci elektrycznej
powinny odbywać się przy wyłączonym zasilaniu.
Podłączenie do sieci elektrycznej powinno odbywać się przez
wykwalifikowanego elektryka.
Spawarka może być eksploatowana w następnych warunkach:
– Temperatura powietrza od -10°C do +40°C;
– Wilgotność powietrza 40°C≤50%; 20°C≤90%.
Urządzenie należy umieścić na płaskiej powierzchni horyzontalnej z
odpowiednią wytrzymałością, aby uniknąć niebezpiecznych przesunięć
spawarki lub jej przewrócenia.
Spa warka powi nna być ust awion a w dobr ze we ntylo wanym
pomieszczeniu ze swobodną cyrkulacją powietrza, w miejscu dobrze
oświetlonym, bez dostępu wilgoci, z dala od łatwopalnych przedmiotów
(min. odległość od innych przedmiotów 0,5m).
Przed rozpoczęciem pracy spawarką należy sprawdzić stan przewodu
zasilającego, przewodów spawalniczych, uchwytu elektrod i zacisku
materiału. Nie pracować uszkodzonymi. Uszkodzone wymienić na wolne
od wad.
W cz asie s pawania przewod y prądo we wyt warzają silne pole
el ekt roma gne tyc zne . W cel u z mni ejs zen ia p rom ien iow ania
elektromagnetycznego należy je ułożyć blisko siebie.
n Podłączenie do sieci elektrycznej
1. Upewnić się czy źródło zasilania, do którego ma być podłączona
spawarka, odpowiada swoimi parametrami wymaganiom podanym
na tabliczce znamionowej. Maksymalny prąd spawania jest możliwy
do osiągnięcia jedynie gdy sieć zasilająca zapewnia pełną wydajność
prądową.
2. Upewnić się, czy włącznik/wyłącznik (7) nie jest ustawiony w
położeniu włączenia. W przypadku włożenia wtyczki do gniazdka, w
5
Page 6

sytuacji gdy włącznik główny jest w położeniu włączenia, może dojść
do poważnego wypadku.
3. W przypadku korzystania z przedłużaczy należy użyć przedłużacza
przystosowanego do nominalnego obciążenia i wyposażonego w
przewód ochronny. Przewód elektryczny ułożyć tak, aby w czasie
pracy nie był narażony na przecięcie, przepalenie lub stopienie. Nie
używać uszkodzonych przedłużaczy. Należy stosować możliwie
najkrótszy przedłużacz. Nie ciągnąć za kabel zasilający wyjmując
wtyczkę z gniazdka.
4. Spawarkę należy podłączać do sieci zasilającej wraz z zerowym
przewodem oraz uziemieniem. Nie podłączać i nie użytkować
spawarki, jeżeli sieć zasilając a nie p osiada przewo du
ochronnego.
5. Spawarka może zakłócać pracę komputerów i urządzeń sterowanych
komput erowo, urz ądzeń s ystemów bezpie czeństwa , sprz ętu
pomiarowego, sprzętu łączności radiowej, ur ządzeń sterowanych
drogą radiową itp. Należy upewnić się, że zainstalowanie spawarki
nie będzie powodować niepoprawnej pracy innych urządzeń.
n Podłączenie przewodów spawałniczych
Każda spawarka elektrodowa, posiada dwa gniazda prądowe oznaczone
odpowiednio znakami „+” oraz „–” . Symbole te oznaczają biegunowość
przypadająca na dane gniazdo.
W przypadku typowego spawania spawarką MMA, przewód uchwytu
masowego (10) należy podłączyć do gniazda (1) z biegunowością
ujemną („–”), a przewód uchwytu elektrody (11) do gniazda (2) z
biegunowością dodatnią („+”). Przy czym należy pamiętać, że jest to
zasada ogólna. Zdarzają się niektóre rodzaje elektrod, wymagające
odwrotne j biegun owości spawa nia. Dob rzy prod ucenci el ektrod
spawalniczych, podają zawsze na opakowaniu wymagania dotyczące
biegunowości i natężenia prądu spawania.
OPIS PROCEDURY SPAWANIA:
Spawanie łukowe elektrodą otuloną nazy wane jest również metodą
MMA i jest to najstarsza i najbardziej uniwersalna metoda spawania
łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa
się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy
końcem elektrody a spawanym materiałem wytwarzany jest łuk
elektr yczny. Zaja rzenie łu ku ma charakter kontaktow y popr zez
dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i
krople stopionego metalu elektrody przenoszone są poprzez łuk do
płynnego jeziorka spawanego metalu tworząc po ostygnięciu spoinę.
Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego
przedmiotu tak, aby utrzymać łuk o stałej długości i jednocześnie
przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina
elektrody w ydziela gazy, które chronią płynny metal pr zed wpływem
atmosfery, a następnie krzepnie i tworzy na powierzchni jeziorka żużel,
który chroni krzepnący metal spoiny pr zed wpływem otoczenia. Po
odsunięciu elektrody od spawanego przedmiotu łuk elektryczny ustaje i
proces spawania zostaje przerwany. Po ułożeniu jednego ściegu żużel
należy mechanicznie usunąć za pomocą młotka. Nie układać kolejnego
ściegu na nieoczyszczonej powierzchni.
Do podstawowych parametrów spawania zaliczamy natężenie prądu
spawania (regulowane, zadawane przez spawacza pokrętłem regulacji
natę żenia prą du sp awania (5) ), na pięci e łuk u ele ktry czneg o
(regulowane przez spawacza odstępem elektrody od materiału),
prędkość spawania (regulowana przez spawacza zwalnianiem lub
przyspieszaniem posuwu ręcznego elektrody) oraz średnicę elektrody i
jej położenie względem złącza.
Z powyższych względów przebieg procesu spawania jest w bardzo
znaczącym stopniu uzależniony od wiedzy, doświadczenia, umiejętności
i praktyki spawającego. Zaleca się dla mniej wprawnych operatorów
wykonanie prób spawania na zbędnych kawałkach materiału. Przed
przystąpieniem do pracy należy obowiązkowo w ykonać wszelkie
czynności opisane wcześniej. Szczególną uwagę zwrócić na wszelkie
elementy z wiązane z bezpiecz eństwem pracy i przygotowaniem
stanow iska pra cy, oczy szczeniem materia łu przez naczonego do
spawania oraz przygotowaniem urządzenia do pracy.
PRACA:
n Przygotowanie materiału do spawania
Oczyścić materiał przeznaczony do spawania w miejscach układania
spoiny i w miejscu mocowania uchw ytu zaciskowego materiału. Rdzę,
farbę, lakier i tym podobne zabrudzenia usunąć za pomocą szczotki
drucianej, papieru ściernego lub chemicznie przez odtłuszczenie.
Oczyszczenie elementów do spawania ręcznego wykonać na szerokości
ok. 25mm.
Wszelkie zanieczyszczenia materiału należy usunąć, gdyż w czasie
spawania powodują wydzielanie się dużych ilości gazów i tlenków, a
dodatkowo są przyczyną spadku wytrzymałości spoiny.
n Spawanie
B
11
10
Aparaty spawalnic ze posiad ają jedn ofazowy t ransformator i są
przeznaczone do spawania prądem zmiennym elektrodami otulonymi
ze średnicą dobieraną zgodnie z danymi technicznymi podanymi w
niniejszej instrukcji obsługi.
Po sprawdzeniu wszystkich połączeń elektrycznych na obwodach
spawalniczym i głównym należy postępować następująco:
1. Umieścić odkrytą część elektrody w zacisku uchwytu elektrody (11).
2. Umieścić zacisk przewodu masowego (10) na spawanym materiale
(patrz rys.B).
UWAGA! Należy zwrócić szczególną uwagę, aby kontakt z przedmiotem
spawanym był dokładny – jego powierzchnia nie może być lakierowana,
skorodowana lub niemetalowa.
3. Włączyć spawarkę włącznikiem (7) i w yregulować natężenie prądu
pokrętłem (5) w odniesieniu do stosowanej elektrody:średnicy
Elektroda ø1.6 mm: prąd 20-40A
Elektroda ø2.0 mm: prąd 40-65A
Elektroda ø2.5 mm: prąd 65-95A
Elektroda ø3.2 mm: prąd 95-125A
Elektroda ø4.0 mm: prąd 125-150A
V
6
5
7
8
9
IGBT 160
IGBT
6
Page 7

4. Trzymając maskę spawalniczą przed twarzą należy potrzeć elektrodą o
spawany materiał tak jak zapala się zapałkę. Jest to właściwy sposób
zajarzenia łuku elektrycznego. Łuk zawsze zajarzamy w strefie spoiny,
którą mamy nanieść.
UWAGA! Nie wolno uderzać elektrodą o spawany
materiał, ponieważ może dojść do uszkodzenia jej
osłony i spowodować trudności z zapaleniem łuku.
5. Natychmiast po zapaleniu łuku
zaleca się utrzymanie odległości
C
20-30
о
do s pa wu ró wn ej ś re dn ic y
elektrody. W procesie spawania
należy stale utrzymywać tę samą
odległość między spawem oraz
końcówką elektrody, aby uzyskać
równomierny spaw. Należy także
pa mię ta ć, iż po chy le nie os i
elektrody w kierunku spawania powinno wynosić około 20/30 stopni
(patrz rys. C).
6. Pod koniec spawania należy nieznacznie cofnąć elektrodę w stosunku
do kierunku spawania, aby jeziorko spawalnicze równomiernie się
zapełniło ciekłym metalem, następnie gwałtownie podnieść elektrodę
do góry.
UW AGA ! Do us uw ani a z uż yt ych el ek tr od i
przemieszczania świeżo zespawanych przedmiotów
należy zawsze używać szczypiec. Przestrzegać, aby
po w ykonaniu spawan ia uchwyt do e lektrod odłoż yć na
podkładce izolacyjnej.
Warstwę żużla należy usunąć ze spoiny dopiero po wystudzeniu.
Jeżeli kontynuuje się spawanie na niedokończonej spoinie, to w miejscu
przyłożenia elektrody należy najpierw usunąć warstwę żużla.
Po spawaniu upewnij się, że uchwyt elektrody jest rozłączony z
elektrodą.
n Zabezpieczenie termiczne
W przypadku zbyt intensywnej i długotrwałej pracy spawarką załącza się
układ zabezpieczenia. Sygnalizuje to żółta dioda sygnalizacji zadziałania
zabezpieczenia termicznego (4) (rys. A).
Wentylator spawarki działa dalej studząc elementy sterujące obwodem
spawania. Po pewnym czasie, zależnym od temperatury otoczenia,
dioda gaśnie. Spawanie można kontynuować.
n Dobór elektrod
Dobór średnicy elektrody otulonej oraz jej rodzaju do spawanego
materiału jest bardzo istotnym parametrem poprawnego w ykonania
operacji spawania. Średnica elektrody ma istotny wpły w na kształt
spoiny oraz na głębokość wtopienia. Zwiększenie średnic y elektrody,
przy stałym natężeniu prądu obniża głębokość wtopienia i zwiększa
szerokość spoiny.
Do prac spawalniczych można stosować dostępne na rynku elektrody
otulone różnych producentów. Nie należy przekraczać zalecanych i
dopuszczalnych średnic elektrod i należy dobrać odpowiednią średnicę
elektrody w celu optymalnego wykonania kształtu spoiny.
Długości elektrod są uzależnione od średnic elektrod i przykładowo
wynoszą: dla elektrod o średnicy 2,5mm; 250 - 300 - 350 mm, a dla
elektrod o średnicy 3,2 mm; 300 - 350 - 400 - 450 mm.
Średnica elektrody jest uzależniona od grubości spawanego materiału,
rodzaju spawu itp.
Należy także pamiętać o właściwym doborze otuliny, czyli rodzaju
elektrody do gatunku materiału przeznaczonego do spawania i rodzaju
wykonywanej spoiny.
Pełny zestaw własności elektrod podawany jest w charakter ystykach
technicznych opracowanych przez producenta. Charakter ystyki te
podają wszystkie dane: oznaczenie elektrody, typ otuliny, zastosowanie
elektrody, pozycje spawania, rodzaj i natężenie prądu spawania w
zależności od średnicy elektrody, biegunowość podłączenia elektrody,
konie czne z abiegi ciepl ne pr zy spa waniu, warun ki sus zenia i
przechowywania elektrod.
n Parametry spoin
Podczas spawania należy zwrócić uwagę by łuk nie był zbyt długi,
ponieważ prowadzi to do dużego rozprysku lub nieszczelności w spawie
czy jego pękania, oraz aby nie był zbyt krótki, ponieważ elektroda będzie
się przyklejała do powierzchni spawanego materiału.
Powolne przesunięcie
elektrody
Szybkie przesunięcie
elektrody
Zbyt krótki łuk
elektryczny
Zbyt długi łuk
elektryczny
Niedostateczna wartość
prądu spawania
Duża wartość prądu
spawania
Właściwa spoina
PRZECHOWYWANIE I KONSERWACJA:
Spawarkę należy przechowywać w miejscu, niedostępnym dla dzieci,
utrzymywać w stanie czystości, chronić przed wilgocią i zapyleniem.
Warunki przechowywania powinny wykluczać możliwość uszkodzeń
mechanicznych oraz wpływ szkodliwych warunków atmosferycznych.
n Bieżące czynności obsługowe
UWAGA! Przed przystąpieniem do czyszczenia i prac
konserwacyjnych należy upewnić się, że urządzenie
jest odłączone od źródła zasilania.
Aby zapewnić bezpieczną i wydajną pracę, spawarkę i szczeliny
wentylacyjne należy utrzymywać w czystości. Zaleca się czyszczenie
urządzenia bezpośrednio po każdorazowym użyciu.
Zewnętrzne plastikowe części mogą być oczyszczone za pomocą
wilgotnej tkaniny i delikatnego czyszczącego środka. NIGDY nie należy
wykorzystywać środków rozpuszczających, mogą one uszkodzić części
urządzenia wykonane z tworzywa sztucznego. Należy uważać, aby do
wnętrza urządzenia nie dostała się woda.
Sprawdzić każdorazowo stan techniczny spawarki. Kontrolować czy
przewody prądowe są sprawne i nie noszą żadnych śladów uszkodzeń
mechanic znych. Sprawdz ić stan obu uchw ytów. Sprawdzić stan
prz ewodu zasi lając ego. W prz ypadk u wy kryc ia ja kichk olwie k
nieprawidłowości usunąć je.
Przy każdej okazji, szczególnie po zakończeniu pracy oczyszczać wloty
powietrza wentylatora chłodzącego układy spawarki. Czynność tę
najlepiej wykonywać przy pomocy sprężonego powietrza.
Utrzymywać w czystości oba uchwyty przewodów prądowych.
TRANSPORT:
Urządzenie transportować i składować w opakowaniu or yginalnym
chroniącym przed wnikaniem pyłu i drobnych obiektów. Zwłaszcza
należy zabezpiecz yć otwory wentylacyjne. Drobne elementy, które
dostaną się wewnątrz obudowy mogą uszkodzić urządzenie .
7
Page 8
OCHRONA ŚRODOWISKA:
UWAGA: Przedstawiony symbol oznacza zakaz umieszczania
zużytego sprzętu łącznie z innymi odpadami (z zagrożeniem
karą grzy wny). Składniki niebezpieczne znajdujące się w
sprzęcie elektrycznym i elektronicznym wpływają negatywnie
na środowisko naturalne i zdrowie ludzi.
Gospod arstwo d omowe powi nno prz yczyniać się do odz ysku i
ponownego użycia (recyklingu) zużytego spr zętu. W Polsce i w Europie
tworzony jest lub już istnieje system zbierania zużytego sprzętu, w
ramach którego wsz ystkie punkt y sprzedaży ww. spr zętu mają
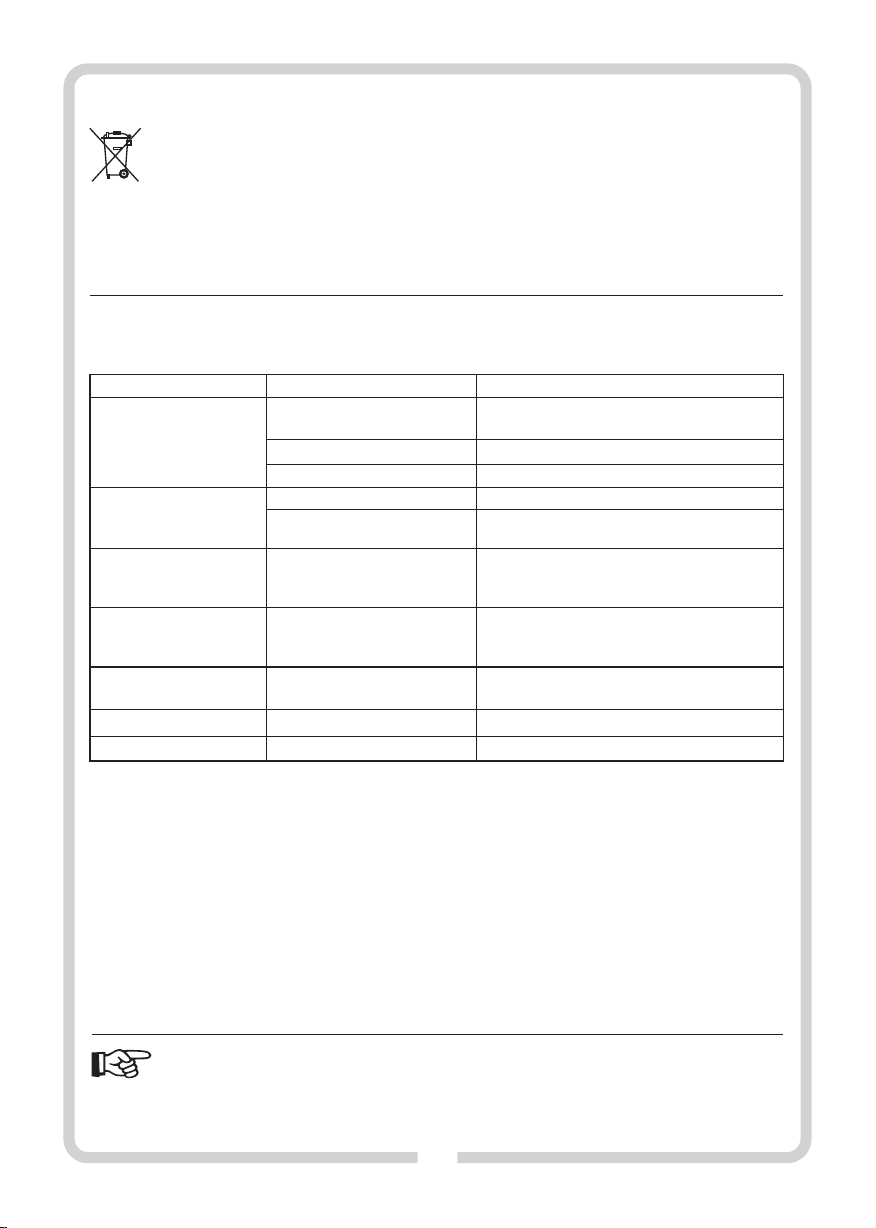
ROZWIĄZANIE PROBLEMÓW:
W przypadku nieprawidłowego funkcjonowania urządzenia, przed wysłaniem spawarki do ser wisu, należy sprawdzić listę podstawowych awarii i
spróbować samodzielnie je usunąć.
PROBLEM MOŻLIWA PRZYCZYNA ROZWIĄZANIE PROBLEMU
Wskaźnik zasilania nie świeci się,
wentylator nie działa, brak prądu na
wyjściu.
Wsk aźn ik z asi lani a św iec i si ę,
wentylator nie działa, brak prądu na
wyjściu.
Wskaźnik (dioda) zabezpieczenia
termicznego nie świeci się, brak
prądu na wyjściu.
Wskaźnik (dioda) zabezpieczenia
termi cznego świe ci się , brak
prądu na wyjściu.
Łuk nie zajarza się
Łuk zbyt długi i nieregularny Prąd spawania za wysoki Zmniejszyć wartość prądu spawania
Łuk zbyt krótki Prąd spawania za niski Zwiększyć wartość prądu spawania
Przewód zasilający jest źle podłączony
lub uszkodzony.
W gniazdku nie ma napięcia sieciowego.
Uszkodzony włącznik.
Napięcie sieci inne niż 230 V. Włożyć wtyczkę w gniazdko zasilające o napięciu 230 V ~ 50 Hz
Urządzenie może znajdować się w trybie
awaryjnym.
Uszkodzone lub źle podłączone jeden
lub oba przewody prądowe: uchwytu
elektrody i uchwytu zaciskowego.
Zadziałał układ zabezpieczenia termicznego Doprowadzić do ostygnięcia urządzenia i ponowić próbę.
Brak właściwego styku zacisku
przewodu powrotnego
obowiązek przyjmować zużyty sprzęt. Ponadto istnieją punkty zbiórki
ww. sprzętu.
PRODUCENT:
PROFIX Sp. z o.o.,
ul. Marywilska 34, 03-228 Warszawa
Niniejsze urządzenie jest zgodne z normami krajowymi i europejskimi,
oraz z wytycznymi bezpieczeństwa.
UWAG A! Ws zelk ie n apraw y mu szą b yć p rzepr owadz ane prze z
wykwalifikowany personel, używając oryginalnych części zamiennych.
Wcisnąć wtyczkę głębiej, sprawdzić przewód zasilający.
Sprawdzić napięcie w gniazdku lub czy nie zadziałał bezpiecznik.
Spawarkę oddać do serwisu.
Wyłączyć urządzenie na 2-3 min i załączyć ponownie.
Sprawdzić oba przewody i ich podłączenie. Zacisnąć poprawnie
lub wymienić na nowe w razie potrzeby.
Poprawić styk zacisku
Polityka firmy PROFIX jest polityką stałego udoskonalania swoich produktów i dlatego firma rezerwuje sobie prawo
zmiany specyfikacji wyrobu bez uprzedniego zawiadamiania. Obrazki, podane w instrukcji obsługi, są przykładowe i mogą
się nieznacznie różnić od rzeczywistego wyglądu zakupionego urządzenia.
Niniejsza instrukcja jest chroniona prawem autorskim. Kopiowanie/ powielanie jej bez pisemnej zgody firmy
Profix Sp. z o.o. jest zabronione.
8
Page 9

CS
VÝSTRAHA! Je nezbytně nutné se seznámit s tímto
návodem na obsluhu před uvedením do provozu,
montáži, nebo použitím svařovacího invertoru.
Nedodržování doporučení obsažených v tomto
návodu může způsobit těžká poranění, smrt nebo
poškození samotného přístroje.
Při práci se svářečkou je třeba vždy dodržovat základních
pravidla bezpečnosti práce, abyste předešli vzniku požáru,
zásahu elektrickým proudem anebo mechanicky způsobenému
úrazu.
Návod schovejte pro případné pozdější využití.
I. OBECNÉ PODMÍNKY BEZPEČNOSTI PŘI POUŽITÍ:
1. Tento přístroj není určen pro použití osobami se sníženými fyzickými,
smyslovými nebo psychickými schopnostmi.
Osoby nezletilé nebo osoby, které nemají dostatek zkušeností a
znalosti zařízení nemohou svařovací invertory obsluhovat, ledaže se
to koná za účelem školení podle příručky na použití přístroje a pod
dozorem profesionálního školitele, který zodpovídá za jejich bezpečí.
2. POZOR: Správnost reakcí může být negativně
ovlivněna po požití alkoholu, léků a omamných
látek, také v důsledku nemocí, horečky a únavy.
V takových případech je třeba upustit od použití svářečky.
3. Udržujte na pracovišti pořádek a zajistěte zde dobré osvětlení.
Nepořádek a špatné osvětlení často zapříčiňují nehody.
4. Pracoviště by mělo být řádně ventilované a vybavené
odsáváním . Je z akázáno s vařovat v uzavřených
prostorách. V průběhu svařování vznikají škodlivé
výpary a zdraví nebezpečné plyny. Tyto plyny a výpary nevdechujte.
Je třeba pravidelně kontrolovat účinky vytvářených plynů na
uživatele, aby se předešlo otravě.
5. Elekt rické z apojení by mělo být p rováděno kvali fikovaným
elektrikářem v souladu s příslušnými právními a bezpečnostními
předpisy.
6. Tato svářečka je určena pro připojení k síťovému napájení, které má
nulovou fázi a uzemnění. Ujistěte se, zda je síťová zásuvka správně
připojena k uzemnění.
7. Před zahájením práce se svářečkou vždy zkontrolujte stav napájecího
kabelu, svařovacích kabelů, držáků elektrod a dalších používaných
vodičů elektrického proudu. Nepracujte s poškozenými. Poškozené
vyměňte za bezvadné.
8. Během práce používejte osobní ochranné prostředky: svařovací
zástěru, ochranný oděv, svářečské rukavice, svářečský štít a vhodnou
obuv s protiskluznou podrážkou.
9. Při čištění svarů používejte ochranné brýle.
10. Nesvařujte materiály, které byly předtím čištěny rozpouštědly
obsahujícími chlor, materiály potažené barvou, zašpiněné od bláta,
oleje nebo galvanizované materiály.
11. Je zakázáno používat svářečku v blízkosti hořlavých kapalin nebo
plynů.
12. Je zakázáno provádět svařovací práce na kontejnerech, nádr žích,
SVAŘOVACÍ INVERTOR DC MMA: 42940, 42941
NÁVOD NA OBSLUHU
Překlad původního návodu
potrubí ch, které obsahují (obsahova ly) plyn né nebo těkavé
hořlaviny. Tyto nádoby nebo nádr že musí být před svařením
opláchnuty pro odstranění hořlavých kapalin.
13. Je zakázáno svařovat tlakové nádoby. Nebezpečí výbuchu.
14. Jiskry, které vznikají při svařování, mohou způsobit požár, explozi a
popáleniny nechráněné pokožky. Při svařování používejte rukavice a
ochranné oděvy. Odstraňte všechny hořlavé materiály a látky z
pracoviště nebo je zajistěte (např. dřevo, papír, utěrky, hadříky
apod.). Protipožární zařízení (hasící deky a práškové nebo sněhové
hasicí přístroje) by měly být umístěny v blízkosti pracoviště na
viditelném a snadno přístupném místě.
15. Místo, kde se svařuje, by mělo být oddělené ochrannou clonou.
16. Je zakázáno používat svářečku na místech s vysokou vlhkostí a za
deště nebo sněžení. Nebezpečí úrazu elektrickým proudem.
17. Je zakázáno pokládat svářečku na šikmou, nestabilní plochu nebo na
povrch, který se drolí.
18. Během svařování se nedotýkejte uzemněných částí, jako jsou
radiátory, vodovodní potrubí, chladničky apod.
19. Je nepřijatelné věšet nebo pokládat kabely nebo svářecí hadice na
ramena a kolena nebo dovolit jejich přímý kontakt s jinými částmi
těla během svařování.
20. Svářečku zapínejte pouze při provozu. Po její zapojení nesmí být na
pracovišti přítomné žádné neoprávněné osoby. Zařízení je zvlášť
nebezpečné pro děti, proto je třeba dbát na to, aby bylo dětem
absolutně nedostupné.
21. Je zakázáno používat zařízení k jinému než stanovenému účelu.
Nepoužívejte svářečku k rozmrazování potrubí.
22. Před připojením kabelů nebo jinou údržbou anebo opravou vždy
odpojte napájecí kabel od napájecí zástrčky.
23. Neodstraňujte kryt přístroje.
24. Před zahájením práce se svářečkou vždy zkontrolujte stav krytů a
všech bezpečnostních prvků. Nepracujte s poškozenými. Poškozené
vyměňte za bezvadné.
25. Chraňte napájecí kabel a případný prodlužovací kabel p řed
nadměrným teplem, olejem a ostrými hranami. Nepoužívejte
svářečku, pokud je prodlužovací kabel svinutý.
26. Prod lužova cí k abel použ ívaný při prá ci by měl zaji šťovat
bezproblémový provoz zařízení a délka kabelu by měla být zvolena
tak, aby jeho přebytek nepřekážel při práci.
27. Pro odpojení zástrčky ze zásuvky netahejte za připojovací kabel.
28. Před svařováním musí být obrobek zajištěn pomocí svorek nebo
svěráku.
29. Zaujměte takový postoj při práci, který nedovoluje se převrátit.
Udržujte pevný postoj.
30. Dbejte na náležitou izolaci elektrody, svařovaných části a kovových
předmětů poblíž svařování. Používejte za tímto účelem speciální
rukavice, ochranné oděvy, izolační kryt nebo koberce, používejte
vysokou izolovanou obuv.
31. Před pr vním zapojením svářečky zkontrolujte, zda napájecí napětí
odpovídá označení na typovém štítku. Napájecí zásuvka musí být
vybavena ochranným kontaktem.
9
Page 10

32. Svářecí zařízení vytváří vysoké napětí. Nedotýkejte se svařovacího
zařízení, připojeného svařovacího m ateriálu, když je zařízení
zapojeno do sítě. Všechny prvky, které tvoří obvod svařovacího
proudu, mohou způsobit úraz elektrickým proudem, proto se
vyvarujte dotyku holýma rukama nebo vlhkým či poškozeným
ochranným oděvem. Je zakázáno pracovat na mokrém povrchu nebo
používat poškozené svařovací kabely.
33. SVAŘOVANÉ MATERIÁLY MOHOU ZPŮSOBIT POPÁLENINY: Nikdy se
nedotýkejte svařovaných částí nechráněnými č ástmi těla. Při
manipulaci se svařovaným materiálem používejte vždy svářečské
rukavice a kleště.
34. PAPRSKY SVAŘOVACÍHO OBLOUKU MOHOU ZPŮSOBIT OPAŘENINY: Je
zakázáno dívat se přímo do svařovacího oblouku bez ochranného
stínění. Vždy používejte masku nebo ochranný štít s vhodným
filtrem. Chraňte odkryté části těla vhodným ochranným oděvem z
nehořlavého materiálu. Chraňte postranní osoby nehořlavými
clonami pohlcujícími záření.
35. Je zakázáno ponechávat zařízení připojené k síti bez dozoru. Vždy po
skončení práce odpojte zástrčku ze zásuvky.
36. POZOR! Při svařování se, stejně jako při proudění
elek trickéh o pro udu sv ařovací mi dr áty, v ytváří
elektromagnetické pole, které může narušit činnost
kardiostimulátoru a také činnost elektrických zařízení,
které se nacházejí poblíž. Osoby se zařízeními na podporu životních
funkcí (např. regulátor srdečního rytmu, respirátor apod.) by se měly
poradit s lékařem, než se začnou zdržovat poblíž svářecích prací.
U výše zmiňovaných osob se nedoporučuje používat svářečku.
37. POZOR: Zařízení se skládá z elektronických součástek. Broušení a
řezání kovů v blízkosti svářečky může znečistit vnitřní prostor zařízení
a tak způsobit jeho poškození.
Na takové poškození se nevztahují záruční opravy!
V případě, že bude pracovat v takovém prostředí, je třeba provádět
čištění vnitřku svářečky stlačeným vzduchem.
URČENÍ A STAVBA ZAŘÍZENÍ:
Svařovací invertory jsou technologicky vyspělými výrobky určenými pro
obloukové svařování obalenými elektrodami (metoda MMA – Manual
Metal Arc Welding, česky ROS – ruční obloukové svařování). Svařovací
invertory jsou novým druhem svařovacích přístrojů, které generují
potřebné proudové hodnoty pomocí elektronických obvodů. Vyznačují se
malými rozměry, nízkou hmotnosti, vysokou účinnosti, širokou škálu
použití, velmi dobrými výsledky svařování a snadnou přepravou.
Svářecí invertory jsou určeny pro ruční svařování obalenými elektrodami
takových materiálů, jako je legovaná ocel, konstrukční ocel a taky litina.
Mohou pracovat s elektrodami s průměrem od 1,6 mm do 4 mm, v
závislosti na potřebném svařovacím proudu a druhu provozu svářečky.
Svářečky jsou určeny pro napájení proudem 230V ~, 50/60 Hz
(jednofázové).
Zařízení by měla být provozována v souladu s nařízením ministra
hospodářství ze dne 27. 04. 2000 o bezpečnosti a hygieně práce při
svařování (č. 40/2000 Sb. § 470).
POZOR! Každé použití, ke kterému přístroj není určen, je
zakázáno a způsobuje zánik záruky a odpovědnosti výrobce za
jakékoliv škody vzniklé takovým použitím.
Údržbu a opravy těchto zařízení mohou provádět oprávnění kvalifikováni
pracovníci v souladu s podmínkami platnými pro bezpečnost práce s
elektrickými zařízeními.
Jakékoliv úpravy zařízení prováděné uživatelem osvobozuje výrobce od
odpovědnosti za poškození a škody způsobené uživateli a v okolí.
I při používání nářadí v souladu s jeho určením nelze zcela eliminovat
určité rizikové faktory. Vzhledem ke konstrukci a stavbě zařízení se
mohou vyskytnout následující rizika:
- Popáleniny;
- Otrava plyny, zplodinami nebo výpary;
- Poškození zraku;
- Vznik požáru;
- Úraz elektrickým proudem;
- Negativní vliv elektromagnetického pole na zdravotní stav svářeče.
n Kompletace
ź Svařovací invertor - 1 ks.
ź Zemnící svařovací kabel 1,2 m se svorkou 200 A - 1 ks.
ź Proudový svařovací kabel 1,8 m s držákem elektrod 200 A - 1 ks.
ź Návod na obsluhu - 1 ks.
ź Záruční list - 1 ks.
n Součásti zařízení (viz obr: A):
Číslován í součást i zařízení se vzta huje ke g rafickému zn ázornění
umístěnému na stránce 2 návodu na obsluhu:
1. Zásuvka proudového svařovacího kabelu ( – )
2. Zásuvka proudového svařovacího kabelu ( + )
3. Signalizace napájení (zelená)
4. Signalizace tepelné ochrany (žlutá)
5. Otočné ovládací kolečko pro svařovací proud
6. Popruh pro přenášení
7. Přepínač (zapnuto/vypnuto)
8. Větrák
9. Napájecí kabel
10. Zemnicí svařovací kabel se svorkou
11. Proudový svařovací kabel s držákem elektrod
TECHNICKÉ ÚDAJE:
MODEL
Napájecí napětí (jednofázové)
Napájecí frekvence
Jmenovitý vstupní výkon
Jmenovitý vstupní proud
Rozsah výstupního proudu
Jmenovitý pracovní cyklus
Napětí na prázdno
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
70V
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
70V
Průměr elektrod (ø) 1,6-4mm 1,6-4mm
Třída zařízení
Třída ochrany
Třída izolace
I
IP21S
H
I
IP21S
H
Typ chlazení Větrák Větrák
Rozměry (cm)
Hmotnost brutto
27,7x23x22
27,7x23x22
4,0kg 4,1kg
Pracovní cyklus (zatěžovatel) je založen na poměru 10 minut k době, kdy
přístroj může svařovat při jmenovitém svařovacím proudu bez přerušení.
V závislosti na údaji o velikosti proudu na t ypovém štítku se zjistí
koeficient provozní frekvence X%. Tento koeficient udává, jak dlouhý je
časový interval během 10 minut pro nepřetržitý provoz. Například X =
10
Page 11

40% znamená, že při stanoveném proudu (180 A) během 10 minut práce
by se měly 4 minuty v ynaložit na nepřetržitou práci, 6 minut na
odpočinek. Pracovní c yklus X = 100% znamená, že zařízení může
pracovat nepřetržitě, bez přerušení.
Je třeba si zapamatovat, že nedodržení výše uvedených pokynů
může způsobit trvalé poškození svářečky.
n Typový štítek
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
U1=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Technická specifikace a symboly popisující druh práce a použití jsou
uvedeny na horním nebo spodním panelu svařovacího zařízení a je třeba
je chápat následovně:
42941 – model svářečky;
NO – výrobní číslo;
1~
f1
f2
– j ed no fá zo vý f re kv en čn í m ěn ič –
transformátor se dvěma vinutími – usměrňovač;
EN 60974-1 – Norma pro v ýrobu a bezpečnost svařovacích
prostředků pro obloukové svařování a související procesy;
– Symbol ručního svařování obloukem s tyčovitými obalenými
elektrodami;
– Symbol stejnosměrného proudu;
– Symbol selektivního spínače;
S
Uo – Jmenovité napětí na prázdno;
X(%) – Koeficient provozní frekvence (zatěžovatel);
I2(A) – Jmenovitý svařovací proud (ampér);
U2(V) – Napětí oblouku (volt);
– Síťové napojení jednofázové;
1~ 50Hz
U1 – Elektrické napájení;
I1max – Max. proud v primárním okruhu;
I1eff – Max. účinný proud v primárním okruhu;
IP21S– Třída ochrany krytu;
H– Třída izolace transformátoru;
PŘÍPRAVA K PRÁCI:
POZOR! Všechny č innosti spo jené s instalací a
za poje ním ele ktr ické svá řeč ky b y m ěly bý t
prováděny s vypnutým napájením.
Elektrické připojení by mělo být prováděno kvalifikovaným
elektrikářem.
Svářečku lze provozovat za následujících podmínek:
– Teplota vzduchu od -10°C do +40°C;
– 40°C≤50%; 20°C≤90%.Vlhkost vzduchu
Umístěte přístroj na rovném vodorovném povrchu s dostatečnou
pevností, aby nedošlo k nebezpečnému posunu svářečky nebo jejímu
převrácení.
Svářečka by měla být umístěna v dobře větrané místnosti s volným
oběhem vzduchu, dobře osvětlené, bez přístupu vlhkosti, mimo hořlavé
předměty (min. vzdálenost od jiných předmětů je 0,5 m).
Než začnete práci se svářečkou, zkontrolujte stav napájecího kabelu,
svařovacích kabelů, držáku elektrod a svorky materiálu. Nepracujte s
poškozenými. Poškozené vyměňte za bezvadné.
Při svařování vytváří proudové kabely silné elektromagnetické pole. Pro
snížení elektromagnetického záření, je umístěte blízko sebe.
n Připojení k síti
1. Ujistěte se, že napájecí zdroj, ke kterému má být svářečka připojena,
splňuje požadavky uvedené na typovém štítku. Maximální svařovací
proud je dosažitelný pouze tehdy, když síťový zdroj zajišťuje plnou
účinnost proudu.
2. Ujistěte se, že přepínač (zapnuto/vypnuto) (7) není v zapnuté
poloze. Zasunutí zástrčky do zásuvky, když je hlavní vypínač v
zapnuté poloze, může způsobit vážnou nehodu.
3. Při použití prodlužovacích kabelů použijte prodlužovací kabel s
ochranným vodičem přizpůsobený jmenovitému zatížení. Elektrický
vodič položte tak, aby nebyl během práce vystaven riziku přeseknutí,
spálení nebo roztavení. Nepoužívejte pošk ozené prodlužovací
kabely. Použijte co nejkratší prodlužovací kabel. Neodpojujte
zástrčky ze zásuvky tahem za připojovací kabel.
4. Svářečka musí být připojena k napájecímu zdroji s neutrálním
vodičem a zemnicím vodičem. Nepřipojujte nebo nepoužívejte
svářečku, pokud síťový zdroj nemá ochranný vodič.
5. Svářečka může rušit práci počítačů a počítačem řízených zařízení,
bezpečnostních zařízení, měřicích přístrojů, radiokomunikačních
zařízení, zařízení řízených rádiovým signálem apod. Ujistěte se, že
instalace svářečky nezpůsobí nesprávnou činnost jiných zařízení.
n Připojení svařovacích kabelů
Každá elektrodová svářečka má dvě proudové zásuvky označené "+" a
"-". Tyto symboly označují polaritu na dané zásuvce.
V případě typického svařování se svářečkou MMA zemnící vodič (10) by
měl být připojen k zásuvce (1) se zápornou polaritou („-“) a vodič držáku
elektrod (11) k zásuvce (2) s kladnou polaritou („+“). Je důležité si
zapamatovat, že toto je obecné pravidlo. Existují některé typy elektrod,
které vyžadují obrácenou polaritu svařování. Důvěryhodní výrobci
svařovacích elektrod by měli vždy uvádět na balení požadavky na
polaritu a na svařovací proud.
POPIS POSTUPU SVAŘOVÁNÍ:
Obloukové svařování obalenou elektrodou, nazývané také MMA, je
nejstarší a nejuniverzálnější metoda obloukového svařování.
Metoda MMA používá povlečenou elektrodu, která se skládá z kovového
jádra pokry tého st lačeným obalem . Mezi koncem elektro dy a
svařovaným materiálem vzniká elektrický oblouk. Ke vznícení oblouku
dojde při doteku konce elektrody se svařovaným materiálem. Elektroda
se roztaví a kapky roztaveného kovu elektrody se přenášejí skrz oblouk do
kovové svarové lázně svařovaného materiálu a tam vytvoří po ochlazení
svařovaný spoj. Svářeč posunuje elektrodu, během jejího tavení, ke
11
Page 12

současně posunuje tavící se konec elektrody podél linie svaru. Tavením
obalu elektrody se vytvářejí plyny, které chrání roztavený kov před
atmosférickými vlivy, následně ztuhne a tvoří na povrchu svarové lázně
strusku, což opět chrání ztuhlý kovový svar před vlivem prostředí. Po
vzdálení elektrody od svařovaného předmětu, se elektrický oblouk
zastaví a proces svařování se přeruší. Po položení stehu (housenky) musí
být struska mechanicky odstraněna pomocí kladívka. Nenanášejte další
steh (housenku) bez toho, abyste řádně odstranili veškerou strusku.
K zákl adním svařovací m parametrům počítáme svařovací p roud
(nastavitelný pomocí otočného ovládacího kolečka pro svařovací proud
(5)), napětí elektrického oblouku (svářečem nastavitelné odstupem
elektrody od svařovaného materiálu), rychlost svařování (svářečem
řízené zpomalováním nebo zrychlením ručního posouvání elektrody) a
průměr elektrody a její poloha vůči svařovanému spoji.
Z těchto důvodů je svařovací proces vysoce závislý na znalostech,
zkušenostech, dovednostech a praxi svářeče. Méně zdatným svářečům se
doporučuje procvičení svařování na zbytečných kusech materiálu. Před
zahájením práce je třeba provést všechny výše popsané kroky. Zvláštní
pozornost by měla být věnována bezpečnosti práce a přípravě pracoviště,
čištění svařovaného materiálu a přípravě zařízení k práci.
PRÁCE:
n Příprava materiálu ke svařování
Vyčistěte materiál, který se má svařit, v místech svařování a v místě
upevnění svorky materiálu. Odstraňte rez, nátěr, lak a jiné nečistoty
pomoc í drát ěného k artáče , brus ného pa píru n ebo ch emickým
odmašťovačem. Čištění prvků pro ruční svařování se provádí na šířce asi
25 mm.
Veškeré znečištění materiálu by mělo být odstraněno, protože při
svařování způsobuje uvolňování velkého množství plynů a oxidů a navíc
je příčinou poklesu pevnosti svaru.
n Svařování
B
11
10
Svařovací přístroje mají jednofázový transformátor a jsou určeny pro
svařování střídavým proudem s obalenými elektrodami s průměrem
zvoleným podle technických údajů uvedených v tomto návodu na
obsluhu.
Po kontrole všech elektrických připojení na obvodech svařovacím a
hlavním postupujte následovně:
1. Umístěte holou část elektrody ve svorce držáku elektrod (11).
2. Umístěte ukostřovací svorku zemnícího vedení (10) na svařovaném
materiálu (viz obr. B).
POZOR! Je třeba dbát na to, aby byl kontakt se svařovaným předmětem
přesný – povrch nemůže být lakovaný, zkorodovaný nebo nekovový.
3. Zapněte svářečku pomocí přepínače (7) a nastavte proud pomocí
V
6
5
7
8
9
IGBT 160
IGBT
otočného ovládacího kolečka (5) podle průměru použité elektrody:
Elektroda ø1.6 mm: proud 20-40A
Elektroda ø2.0 mm: proud 40-65A
Elektroda ø2.5 mm: proud 65-95A
Elektroda ø3.2 mm: proud 95-125A
Elektroda ø4.0 mm: proud 125-150A
4. Přidržujte svařovací štít před obličejem a potřete elektrodu po
svařovaném materiálu tak , jak byste zapalovali zápalku. Toto je
správný způsob, jak vznítit elektrický oblouk. Oblouk vzněcujeme vždy
v oblasti svaru, který chceme nanést.
POZOR! Nenarážejte elektrodou do svařovaného
materiálu, protože by mohlo dojít k poškození jejího
obal u a z působit tak probl émy se vzní cením
oblouku.
5. J ak mi l e se v z ní t í o b lo u k,
doporučuje se dodržet vzdálenost
C
20-30
о
od sva ru rovnající se prů měru
el e kt ro dy. A by s e d o sá hl o
rovnoměrného svaru, měla by být
st ál e u dr žo ván a ko nst an tn í
vzdálenost mezi svarem a koncem
elektrody. Nezapomeňte, že sklon
osy elektrody ve směru svařování
by měl být přibližně 20/30 stupňů (viz obr. C).
6. Na konci svařování mírně posuňte elektrodu zpět vůči směru svařování
tak, aby se svarová lázeň rovnoměrně zaplnila tekutým kovem, a pak
rychle zvedněte elektrodu směrem vzhůru.
POZOR! Vždy používejte kleště pro od stranění
opotřebovaných elektrod a pro přesun čerstvě
svařovaných předmětů. Dbejte na to, abyste po
svařování položili držák elektrody na izolační podložku.
Strusku ze svaru odstraňte teprve po jejím vychlazení.
Pokud pokračujete ve svařování na nedokončeném svaru, v místě
aplikace elektrody musí být nejprve odstraněna vrstva strusky.
Po svařování se ujistěte, že je držák elektrody odpojen od elektrody.
n Tepelná ochrana
V případě delší a příliš intenzivní práce se svářečkou se zapne ochranný
systém. To je signalizováno žlutou LED kontrolkou tepelné ochrany (4)
(obr. A).
Větrák svářečky pracuje dál a chladí ovládací prvky svařovacího obvodu.
Po určité době, v závislosti na okolní teplotě, LED zhasne. Svařování může
pokračovat.
n Volba elektrod
Volba průměru obalené elektrody a jejího druhu pro svařovaný materiál
je pro správné svařování velmi důležitým faktorem. Průměr elektrody má
významný vliv na tvar svaru a na hloubku tavení. Zvýšení průměru
elektrody při konstantním proudu snižuje hloubku zatavení a zvyšuje
šířku svaru.
Pro svářečské práce mohou být používány na trhu dostupné obalené
elektrody různých v ýrobců. Nepřekračujte doporučené a přípustné
průměry elektrod a zvolte vhodný průměr elektrody pro optimalizaci
tvaru svaru.
Délky elektrod závisí na průměru elektrod např.: pro elektrody s
průměrem 2,5 mm; 250 - 300 - 350 mm, a pro elektrody s průměrem 3,2
mm; 300 - 350 - 400 - 450 mm.
12
Page 13

Volba průměru elektrody závisí na tloušťce svařovaného materiálu,
druhu svaru apod.
Je třeba taky správně zvolit obal elektrody, tj. druh elektrody, pro typ
materiálu, který se má svařit, a typ spoje, který má být proveden.
Úplná charakteristika elektrod je uvedena v technických specifikacích
výrobce. Tyto charakteristiky poskytují všechna data: označení elektrody,
druh obalu elektrody, použitelnost elektrody, polohy svařování, typ a
intenzita svařovacího proudu v závislosti na průměru elektrody, polaritu
zapojení elektrody, potřebné tepelné procedury při svařování, podmínky
pro sušení a skladování elektrod.
n Parametry svarů
Při svařování je třeba dávat pozor, aby oblouk nebyl příliš dlouhý, protože
to způsobuje velké rozstříkávání nebo netěsnosti ve svaru nebo jeho
prasknutí, anebo aby nebyl příliš krátký, protože se elektroda bude lepit k
povrchu svařovaného materiálu.
Pomalý posuv
elektrody
Rychlý posuv
elektrody
Příliš krátký
elektrický oblouk
Příliš dlouhý
elektrický oblouk
Nízká hodnota
svařovacího proudu
Vysoká hodnota
svařovacího proudu
Správný svar
UCHOVÁVÁNÍ A ÚDRŽBA:
Udržujte svářečku mimo dosah dětí, udržujte ji čistou a chraňte před
vlhkostí a prachem. Podmínky uchovávání by měly vyloučit možnost
mechanických poškození a vliv povětrnostních činitelů.
n Běžná údržba
POZOR!
Před začátkem čistění a údržby se ujistěte, zda je
zařízení odpojeno od napájení.
Pro zajištění bezpečné a efektivní práce, nesmí být v krytu elektronářadí a
ventilačních otvorech prach a znečištění. Doporučuje se čištění zařízení
bezprostředně po každém použití.
Vnější plastové části očistěte s použitím vlhké látky a jemného čisticího
prostředku. NIKDY nepoužívejte k čištění rozpouštědla – mohly by
poškodit části zařízení vyrobené z umělé hmoty. Dávejte pozor, aby se
dovnitř zařízení nedostala voda.
Kontrolujte vždy technický stav svářečky. Zkontrolujte, zda proudové
vodiče jsou bez závad a zda nevykazují známky mechanického poškození.
Zkontrolujte stav obou uchycení. Zkontrolujte stav napájecího kabelu.
Pokud zjistíte nějaké závady, odstraňte je.
Při každé příležitosti, obzvláště po práci vyčistěte mřížky sání vzduchu
chladicí soustavy svářečky. Nejvíce se pro toto hodí stlačený vzduch.
Udržujte v čistotě obě rukojeti proudových vodičů.
DOPRAVA:
Zařízení přepravujte a skladujte v původním obalu, který je chrání proti
vniknutí prachu a malých předmětů. chraňte především ventilační
otvory. Drobné částice, které se dostanou dovnitř kr ytu, by mohly
poškodit zařízení.
OCHRANA ŽIVOTNÍHO PROSTŘEDÍ:
POZOR: Zobrazený symbol znamená zákaz likvidace zařízení
dohromady s jinými odpady (na porušení zákazu se vztahuje
pokuta). Nebezpečné složky, které se nacházejí v elektrickém
aelektrotechnickém vybavení mají negativní vliv na životní
prostředí a lidské zdraví.
Domácnosti by se měly zapojit do získávání zpět a opětovného využívání
(recyklace) starých elektrospotřebičů. V Polsku a v Evropě se tvoří nebo už
existuje systém sběru elektroodpadu, v rámci kterého mají všechna
prodejní místa elektrospotřebičů povinnost přijímat elektroodpad.
Kromě toho existují sběrná místa pro elektroodpad.
VÝROBCE:
PROFIX s.r.o.;
ul. Marywilska 34,
03-228 Varšava, Polsko
Toto z ařízen í vyh ovuje vnit rostátn ím i evrop ským normá m a
bezpečnostním požadavkům.
POZOR: Veškeré opravy musí provádět kvalifikovaní odborníci, s použitím
původních náhradních dílů.
13
Page 14
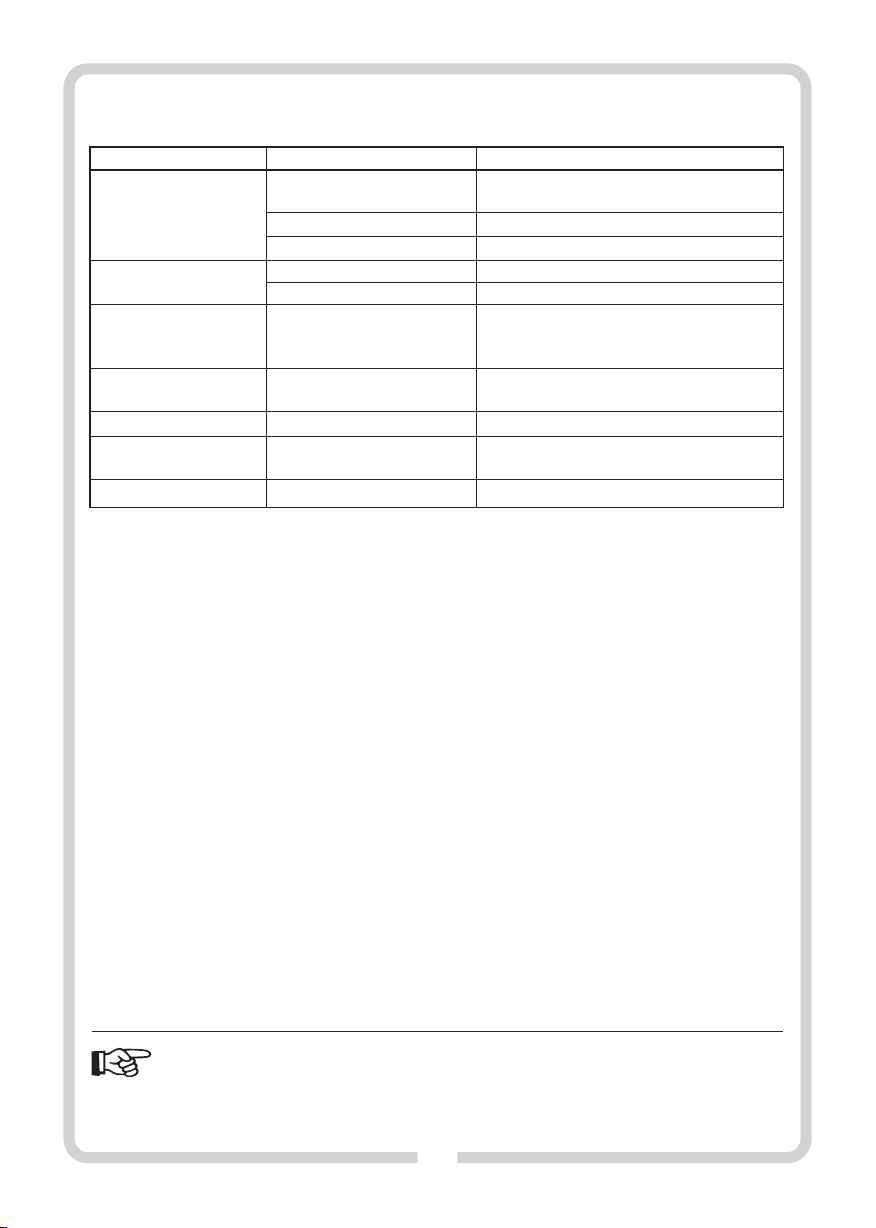
ŘEŠENÍ PROBLÉMŮ:
V případě poruchy přístroje, než odešlete svářečku do opravny, zkontrolujte seznam základních poruch, a pokuste se je sami odstranit.
PROBLÉM MOŽNÁ PŘÍČINA ŘEŠENÍ ŘEŠENÍ PROBLÉMU
Kontrolka napájení nesvítí, větrák
nefunguje, na výstupu není proud.
Kontrolka napájení svítí, větrák
nefunguje, na výstupu není proud.
Indikátor tepelné ochrany (LED)
nesvítí, není výstupní proud.
Indikátor tepelné ochrany (LED) svítí,
není výstupní proud
Svařovací oblouk se nevzněcuje
Svařovací oblouk je moc dlouhý a
nepravidelný
Svařovací oblouk je moc krátký Svařovací proud příliš nízký Zvyšte hodnotu svařovacího proudu
Napájecí kabel je špatně připojen nebo
poškozen.
V zásuvce není napětí.
Poškozený vypínač.
Napětí v síti jiné než 230 V. Zasuňte zástrčku do zásuvky s napětím 230 V ~ 50 Hz
Zařízení může být v nouzovém režimu.
Jeden nebo oba proudové vodiče poškozené
nebo špatně připojené: držák elektrod a
zemnicí svorka.
Zapůsobil systém tepelné ochrany
Špatný kontakt na zemnicí svorce
Svařovací proud příliš vysoký
Zasuňte zástrčku hlouběji, zkontrolujte napájecí kabel.
Zkontrolujte napětí v zásuvce, ověřte, zda nevypadl jistič.
Svářečku odevzdejte do opravny.
Vypněte zařízení na 2-3 min. a zapněte znova.
Zkontrolujte oba vodiče a jejich připojení. Sevřete je správně
nebo v případě potřeby vyměňte za nové.
Nechte vychladnout a pokuste se znovu zapnout.
Opravte kontakt svorky
Zmenšete hodnotu svařovacího proudu
Politika firmy PROFIX je politikou průběžného zdokonalování v ýrobků, z toho důvodu si firma vyhrazuje právo změnit
specifikaci výrobku bez předchozího informování. Obrázky, uvedené v návodu na obsluhu, jsou pouze příklady a mohou se
lišit od skutečného vzhledu zakoupeného zařízení.
Tento návod je chráněný autorským zákonem. Jeho kopírování / rozmnožování bez písemného souhlasu společnosti
PROFIX s.r.o. je zakázané.
14
Page 15

INVERTERINIS SUVIRINIMO APARATAS DC MMA: 42940, 42941
NAUDOJIMO INSTRUKCIJA
Originalios instrukcijos vertimas
ĮSPĖ JIMAS! Inver terini us suv irinimo apar atus
įjungti, montuoti ir naudoti galima, tik atidžiai
perskaičius šią naudojimo instrukciją. Nesilaikant
šioje instr ukcijoje esanč ių nurod ymų, ga lima
rimtai susižeisti arba sugadinti įrangą. Tai gali kelti
grėsmę gyvybei.
Saugan tis nuo gaisro, elektros smūgio arba mechanini ų
sužeidimų, darbo su suvirinimo aparatu metu visuomet būtina
laikytis pagrindinių darbo saugos taisyklių.
Išsaugokite instrukciją, nes gali būti reikalinga vėliau.
I. BENDROSIOS SAUGAUS NAUDOJIMO TAISYKLĖS:
1. Šios įrangos negali naudoti fizinę, jutiminę arba psichinę negalią
turintys asmenys.
Inverterinių suvirinimo aparatų negali naudoti nepilnamečiai arba
darbo su tokio tipo įranga patirties neturintys asmenys, nebent jeigu
įranga naudojama mokymo tikslais, laikantis įrenginio naudojimo
taisyklių ir už saugą atsakingam profesinio mokymo instruktoriui
prižiūrint.
2. DĖMESIO! Reakcijos greitis gali sumažėti dėl
alkoholio, vaistų arba narkotinių medžiagų
įtakos, ją paveikti taip pat gali ligos, aukšta
kūn o te mper atūra arb a nu ovarg is. Tokia is a tveja is
suvirinimo aparatu nesinaudokite.
3. Darbo vietoje turi būti švaru, tvarkinga bei geras apšvietimas.
Netvarka bei netinkamas darbo vietos apšvietimas gali būti
nelaimingų atsitikimų priežastimi.
4. Darbo vieta turi būti tinkamai vėdinama, joje turi būti
įren gta ištr aukia moji vent iliac ija. Nev ykdyk ite
suvirinimo darbų uždarose patalpose. Suvirinimo
metu išskiriami kenksmingi garai ir sveikatai pavojingos dujos. Šiais
garais ir dujomis nekvėpuokite. Saugantis apsinuodijimo, būtina
periodiškai tikrinti išskiriamų dujų įtaką vartotojui.
5. Elektros laidus privalo prijungti kvalifikuotas elektrik as pagal
galiojančius įstatymus bei saugos taisykles.
6. Šis suvirinimo aparatas gali būti įjungtas į įžeminimą ir nulinę fazę
turintį elektros tinklą. Patikrinkite, ar elektros maitinimo tinklo lizdas
yra tinkamai įjungtas į įžeminimą.
7. Kiekvieną kartą prieš pradėdami dirbti su suvirinimo aparatu,
patikrinkite elektros maitinimo laido, suvirinimo kabelių, elektrodų
laikiklių ir kitų elektros laidų techninę būklę. Nenaudokite sugadintų
laidų ar kabelių. Pakeiskite juos naujais.
8. Darbo metu dėvėkite asmens apsaugos priemones: suvirintojo
prijuostę, apsauginę aprangą, suvirintojo pirštines, veido skydelį ir
atitinkamą, neslystančius padus turinčią avalynę.
9. Siūlės valymo metu nešiokite apsauginius akinius.
10. Nevirinkite paviršių, kurie buvo nuvalyti chloro turinčiais tirpikliais
arb a n udaž yti bei pur vu, tep alai s ar ba gal vani zuoto mis
medžiagomis užterštų paviršių.
11. Suvirinimo aparato nenaudokite vietose, kuriose yra degių skysčių
arba garų.
12. Bet kokie suvirinimo darbai draudžiami konteineriuose, talpose,
vamzdžiuose, kuriuose yra (buvo) laikomos skystos arba dujinės
būsenos degios medžiagos. Prieš suvirinimą tokios talpos turi būti
išskalautos tam, kad būtų pašalintos degios medžiagos.
13. Draudžiama virinti slėgines talpas, kadangi tai kelia sprogimo
grėsmę.
14. Suvirinimo metu atsirandančios kibirkštys gali sukelti gaisrą,
sprogimą arba nudeginti neuždengtą odą. Suvirinimo metu dėvėkite
suvirintojo pirštines ir apsauginę aprangą. Iš suvirinimo darbų vietos
pašalinkite visas degias medžiagas (pvz., medieną, popierių, audinių
skiautes ir pan.) arba jas padėkite saugiu atstumu. Priešgaisrinė
įranga (gais ro gesin imo ant klodės, milteli niai ar ba angl ies
dvideginio gesintuvai) turi būti netoli esančioje, gerai matomoje ir
lengvai pasiekiamoje vietoje.
15. Suvirinimo darbų vieta turi būti atskirta apsauginiu ekranu.
16. Nenaudokite suvirinimo aparato labai drėgnose patalpose, lyjant
lietui arba sningant. Tai kelia elektros smūgio grėsmę.
17. Suvirinimo aparato nestatykite ant nuolaidaus, nestabilaus arba
trupančio pagrindo.
18. Darbo metu nelieskite įžemintų dalių, pvz., radiatorių, vandens
žarnų, šaldiklių ir pan.
19. Suvirinimo darbų metu suvirinimo kabelių arba žarnų nekabinkite
ant pečių ar kelių arba tiesiogiai ant kitų kūno dalių.
20. Į elektros maitinimo tinklą suvirinimo aparatas gali būti įjungtas tik
darbo metu. Įjungus elektros maitinimą, darbo vietoje negali būti
jokių pašalinių asmenų. Įranga yra ypač pavojinga vaikams, todėl
ypatingai stenkitės, kad ji būtų absoliučiai vaikams nepasiekiamoje
vietoje.
21. Nenau dokite į rangos ne pa gal pask irtį. Suviri nimo ap arato
nenaudokite vamzdžių atšildymui.
22. Prieš prijungdami kabelius arba prieš kitus priežiūros arba remonto
darbus, kištuką visuomet ištraukite iš elektros lizdo.
23. Neardykite įrenginio korpuso.
24. Prieš kiekvieną įrenginio įjungimą patikrinkite dangčių ir visų darbo
saugos elementų būklę. Jeigu jie yra sugadinti, įrangos nenaudokite,
o sugadintas dalis pakeiskite.
25. Elektros maitinimo laidą arba (jeigu naudojamas) ilgiklį saugokite
nuo per aukš tos tem peratū ros, te palų b ei aš trių b riaunų .
Nenaudokite susisukusio ilgiklio.
26. Ilgiklis turi garantuoti patogų įrangos naudojimą, o per ilgas laidas
negali trukdyti dirbti su suvirinimo aparatu.
27. Norėdami ištraukti kištuką iš elektros lizdo, netraukite už elektros
maitinimo laido.
28. Pri eš p radėd ami suvi rini mo d arbus , apd irba mą e lemen tą
pritvirtinkite veržtuvais arba spaustuvais.
29. Suvirintojas turi būti tokioje padėtyje, kuri neleistų jam nugriūti. Jis
turi stovėti tvirtai.
30. Būtina garantuoti tinkamą elektrodo, suvirinamojo elemento bei
netoli esančių metalinių daiktų izoliaciją. Tuo tikslu dėvėkite
specialias pirštines ir apsauginę aprangą, naudokite izoliacinius
apdangalus arba kilimėlius, nešiokite aukštus izoliuojančius batus.
31. Prieš pirmąjį suvirinimo aparato prijungimą patikrinkite, ar elektros
maitinimo įtampa atitinka nurodytąją įrangos duomenų plokštelėje.
15
Page 16

Elektros maitinimo lizde turi būti apsauginis gnybtas.
32. Suvirinimo įranga sukuria aukštą įtampą. Įjungę įrangą į elektros
tinklą, nelieskite suvirinimo rankenos ir prijungtos suvirinamosios
medžiagos. Visi suvirinimo srovės grandinę sudarantys elementai
gali sukelti elektros smūgį, todėl jų nelieskite neuždengta ranką arba
per drėgną arba suplėšytą apsauginę aprangą. Draudžiama dirbti ant
drėgno paviršiaus arba naudoti sugadintus suvirinimo kabelius.
33. SUV IRINAM OSIOS MEDŽ IAGOS GALI NUDE GINTI . Nie kuome t
nelieskite suvirinamųjų elementų neapsaugotomis kūno dalimis.
Liečiant arba p ernešant suv irinamąsias medžiagas, visuomet
dėvėkite suvirintojo pirštines ir naudokite reples.
34. LANKO SKLEIDŽIAMI SPINDULIAI GALI NUDEGINTI. Neapsaugotomis
akimis tiesiogiai nežiūrėkite į suvirinimo lanką. Visuomet dėvėkite
suvirintojo kaukę arba atitinkamą filtrą turintį veido skydelį.
Neuždengtas kūno dalis saugokite iš nedegaus audinio pagaminta
atitinkama apsaugine apranga. Netoli esančius pašalinius asmenis
saugokite nedegiais, spinduliavimą sugeriančiais ekranais.
35. Nepalikite be priežiūros į elektros tinklą įjungtos įrangos. Kiekvieną
kartą pabaigę darbą, būtinai ištraukite kištuką iš elektros tinklo.
36. DĖME SIO! Suvi rinim o pro cesas bei suvi rinimo
k ab el i ai s t ek an t i el e kt ro s sr o vė s uk ur i a
elektromagnetinį lauką, kuris gali trikdyti širdies
stimuliatorių bei netoli esančių elektros prietaisų darbą. Prieš
ate ida mi į s uvi rin imo da rbų zon ą, gy vyb ines fu nkc ijas
garan tuojanči us apa ratus ( pvz., š irdies ritmo regul iatorius,
kvėpavimo aparatus ir pan.) turintys asmenys turi pasitar ti su
gydytoju.
Čia minėtiems asmenims taip pat nepatariama dirbti su suvirinimo
aparatu.
37. DĖMESIO! Įrangoje yra elektroniniai elementai. Netoli suvirinimo
aparato atliekamų šlifavimo arba metalo pjovimo darbų metu
metalo dalelėmis gali būti užterštas įrangos vidus. Tai gali sugadinti
įrenginį.
Čia nurodytų gedimų garantija neapima!
Jeigu suvirinimo darbai turi būti atliek ami tokioje aplinkoje,
įrenginio vidų būtina išvalyti, perpučiant jį suspaustu oru.
ĮRANGOS PASKIRTIS IR KONSTRUKCIJA :
Inverteriniai suvirinimo aparatai – tai pažangios technologijos įranga,
skirta lankiniam suvirinimui glaist ytuoju elektrodu (MMA – ang.
„Manual Metal Arc Welding“ - būdas). Tai naujo tipo įranga, sukurianti
būtiną elektros lauko vertę, panaudojant elektronines sistemas. Šie
įrenginiai yra nedideli, nesunkūs, lengvai pernešami. Jie patogūs, o
įrangos panaudojimo spektras yra labai platus. Be to, šie suvirinimo
aparatai pasižymi labai gera suvirinimo kokybe.
Inve rteri niai suv irini mo ap arata i ski rti rank iniam suvi rinim ui
glaistytuoju elektrodu. Jie skirti tokioms medžiagoms kaip legiruotasis ir
konstrukcinis plienas bei geležis. Jiems gali būti naudojami tokio
skersmens elektrodai: 1,6 mm - 4 mm. Skersmuo priklauso nuo
pasirinktos suvirinimo srovės, suvirinimo aparatu atliekamos operacijos
tipo ir vartotojo poreikių. Suvirinimo aparatai pritaikyti 230V ~, 50/60Hz
(vienos fazės) elektros maitinimui.
Įranga turi būti naudojama, laikantis 2000.04.27 Ūkio ministro įsakymo
dėl darbo saugos ir higienos suvirinimo darbų metu (OL, Nr. 40, 470 d.).
DĖMESIO! Nenaudokite įrangos ne pagal paskirtį. Tokiu atveju
garantija nustoja galioti, o gamintojas neatsako už dėl to
atsiradusią žalą.
Šią įrangą taisyti ir priežiūros darbus atlikti gali tik kvalifikuotas asmuo,
laikydamasis darbo su elektros prietaisais saugos taisyklių.
Bet kokios prietaiso modifikacijos padarytos naudotoju atleidžia
gamintoją nuo atsakomybės už žalas patirtas tokiu atveju naudotoju bei
aplinkiniais.
Nepaisant tinkamo prietaiso naudojimo negalima visiškai išvengti
rizikos. Įrangos gali kelti tokių pavojingų situacijų grėsmę:
- nudegimų;
- apsinuodijimo dujomis, išmetamosiomis dujomis arba garais;
- regos sutrikimų;
- gaisro;
- elektros smūgio;
- neigiamojo elektromagnetinio lauko poveikio suvirintojo sveikatai.
n Komplektavimas
ź Inverterinis suvirinimo aparatas - 1 vnt.
ź 1,2 m masės kabelis su gnybtu, 200 A - 1 vnt.
ź 1,8 m suvirinimo kabelis su elektrodo laikikliu, 200 A - 1 vnt.
ź Naudojimo instrukcija - 1 vnt.
ź Garantinis lapas - 1 vnt.
n Prietaiso dalis (žiūrėkite pav. A):
Prietaiso dalių numeracija atitinka grafinėms piešiniams 2 puslapyje
naudojimo instrukcijos:
1. Elektros laido lizdas ( – )
2. Elektros laido lizdas ( + )
3. Elektros maitinimo signalizacija (žalia)
4. Šiluminės apsaugos signalizacija (geltona)
5. Suvirinimo srovės valdymo rankenėlė
6. Dirželis įrenginio pernešimui
7. Jungiklis
8. Ventiliatorius
9. Elektros maitinimo laidas
10. Masės kabelis su gnybtu
11. Suvirinimo kabelis su elektrodo laikikliu
TECHNINIAI DUOMENYS:
MODELIS
Elektros maitinimo įtampa (vienfazė)
Elektros maitinimo dažnis
Nominalioji įeinančioji galia
Nominalioji įeinančioji srovė
Išeinančiosios srovės diapazonas
Nominalusis darbo ciklas
Įtampa be apkrovos
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
70V
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
70V
Elektrodo skersmuo (ø) 1,6-4mm 1,6-4mm
Prietaiso klasė
Apsaugos klasė
Izoliacijos klasė
I
IP21S
H
I
IP21S
H
Vėsinimo tipas Ventiliatorius Ventiliatorius
Matmenys (cm)
Masė brutto
27,7x23x22
27,7x23x22
4,0kg 4,1kg
16
Page 17

Darbo ciklas remiasi procentiniu 10 minučių padalijimu į laiką, kurio
metu įrenginys gali suvirinti, išlaikant nominaliąją suvirinimo srovės
vertę ir nenutraukiant įrangos darbo. Atsižvelgiant į įrenginio duomenų
lentelėje nurodytą srovės vertę, nurodomas darbo dažnio koeficientas
X%. Šis koeficientas rodo, koks laiko tarpas 10 minučių laikotarpiu yra
skirtas ištisiniam darbui. Pvz., X = 0% reiškia, kad esant nurodytai 4
srovės stiprumo ver tei (1 0A) 10 minučių ciklo metu minutės bus 8 4
skirtos ištisiniam darbui, o minutės poilsiui. Darbo ciklo vertė X =100% 6
reiškia, kad įrenginys gali dirbti ištisai, be pertraukos.
Nepamirškite, kad nesilaikydami čia nurodytų taisyklių, galite
visiškai sugadinti įrangą.
n Duomenų lentelė
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
U1=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Techniniai duomenys bei darbo tipą apibūdinantys simboliai pateikti
suvirinimo aparato viršutiniame arba apatiniame skydelyje. Jų reikšmės
yra tokios:
42941 – suvirinimo aparato modelis;
NO – serijos numeris;
1~
f1
f2
– Vienfazis dažnio keitiklis - Dviejų apvijų
transformatorius - Lygintuvas;
EN 60974-1 – Suvirinimo energijos šaltinio lankiniam suvirinimui ir
panašiems procesams gamybą ir naudojimo saugą liečiantis standartas;
– Rankinio lankinio suvirinimo glaistytuoju vieliniu elektrodu
simbolis;
– Nuolatinės srovės simbolis;
– Selektyviojo jungiklio simbolis;
S
Uo – Nominalioji įtampa be apkrovos;
X(%) – Darbo dažnio koeficientas;
I2(A) – Nominalioji suvirinimo srovė (amperais);
U2(V) – Lanko srovė (voltais);
– Vienfazė tinklo jungtis;
1~ 50Hz
U1 – Elektros maitinimas;
I1max – Maks. srovė pirminėje grandinėje;
I1eff – Maks. efektyvi srovė pirminėje grandinėje;
IP21S– Korpuso apsaugos klasė;
H– Transformatoriaus izoliacijos klasė;
PARENGIMAS DARBUI:
DĖMESIO! Visus suvirinimo aparato montavimo ir prijungimo
prie elektros tinklo darbus atlikite, išjungę elektros maitinimą.
Įrenginį prie elektros tinklo privalo prijungti kvalifikuotas
elektrikas.
Suvirinimo aparatas gali būti naudojamas tokiomis sąlygomis:
– oro temperatūra: nuo -10°C iki +40°C;
– oro drėgmė: 40°C≤50%; 20°C≤90%.
Pastatykite įrenginį ant lygaus horizontalaus ir pakankamai stipraus
pagrindo tam, kad suvirinimo aparatas nenuslinktų ir nenugriūtų.
Suvirinimo aparatas turi būti pastatytas gerai vėdinamoje patalpoje,
kurioje užtikrinta ti nkama oro ci rkuliacija. Jis turi s tovėti gerai
apšviestoje, nuo drėg mės apsaugotoje vietoje to liau nuo de gių
medžiagų (ne mažesniu nei 0,5 m. atstumu nuo kitų daiktų).
Prieš pradėdami dirbti su suvirinimo aparatu, patikrinkite elektros
maitinimo laido, suvirinimo kabelio, elektrodo laikiklio ir medžiagos
gnybto techninę būklę. Nesinaudokite įrenginiu, jeigu šie elementai yra
sugadinti. Sugadintas dalis pakeiskite.
Suvirinimo metu suvirinimo kabeliai sukuria stiprų elektromagnetinį
lauką. Siekdami sumažinti elektromagnetinio lauko spinduliavimą,
laikykite juos arti vienas kito.
n Prijungimas prie elektros tinklo
1. Patikrinkite, ar elektros maitinimo šaltinio, prie kurio turi būti
prijungtas suvirinimo aparatas, parametrai atitinka duomenų
plokštelėje nurodytus parametrus. Maksimalią suvirinimo srovę
galima gauti tik tuomet, jeigu elektros maitinimo tinklas užtikrina
visą pajėgumą.
2. Patikrinkite, ar jungiklis (7) nėra įjungtas. Įjungus kištuką į elektros
lizdą, kuomet pagrindinis jungiklis yra įjungtas, gali įvykti rimta
avarija.
3. Jeigu reikia, naudokite nominaliai apkrovai pritaikytą ir apsauginį
laidą turintį ilgiklį. Elektros laidą ištieskite taip, kad darbo metu jis
nebūtų perpjautas, perdeginta s arba su lydytas. Nenaud okite
sugadinto ilgiklio. Jis turi būti kuo trumpesnis. Norėdami ištraukti
kištuką iš elektros lizdo, netraukite už elektros maitinimo laido.
4. Suvirinimo aparatą įjunkite į elektros tinklą, turintį nulinį laidą ir
įžeminimą. Nejunkite ir nenaudokite įrenginio, jeigu elektros
tinklas neturi apsauginio laido.
5. Suvirinimo aparatas gali trikdyti kompiuterių ir kompiuteriais
valdomų įrenginių, apsaugos sistemų, matavimo, radijo ir radijo
bangomis valdomos ir pan. įrangos darbą. Patikrinkite, ar suvirinimo
aparatas netrikdys kitos įrangos darbo.
n Suvirinimo kabelių prijungimas
Kiekvienas elektrodus naudojantis suvirinimo aparatas turi du srovės
lizdus, atitinkamai pažymėtus „+“ ir „–“ simboliais, rodančiais kiekvieno
lizdo polius.
Standartinio suvirinimo MMA suvirinimo aparatu metu masės kabelį
(10) įjunkite į lizdą (1), turintį neigiamąjį („–“) polių, o elektrodo laikiklio
kabelį (11) įjunkite į lizdą (2), t urintį teig iamąjį („+ “) polių.
Nepamirškite, kad tai yra bendra taisyklė. Kai kuriems elektrodams gali
būti reikalinga atvirkštinė polių padėtis suvirinimo metu. Geri suvirinimo
elektrodų gamintojai ant savo gaminių pakuočių visuomet nurodo
reikalavimus suvirinimo poliams ir suvirinimo srovei.
SUVIRINIMO PROCESO APRAŠYMAS:
Lankinis suvirinimas glaistytuoju elektrodu taip pat vadinamas MMA
būdu. Tai yra seniausias ir universaliausias lankinio suvirinimo būdas.
17
Page 18

Virinant šiuo būdu naudojamas glaistytasis elektrodas, kurį sudaro
glaistu dengta metalinė šerdis. Tarp elektrodo galo ir suvirinamosios
medžiagos uždegamas elektros lankas. Jis uždegamas, suvirinamąją
medžiagą palietus elektrodo galu. Elektrodas lydosi, išsilydžiusio metalo
lašeliai per lanką pernešami į tekančią suvirinimo vonelę, o atvėsęs
suvirinamasis metalas sukuria siūlę. Elektrodui lydantis, suvirintojas
priartina jį prie suvirinamojo elemento taip, kad būtų išlaikomas
pastovaus ilgio lankas, ir tuo pačiu stumia besilydantį elektrodo galą
išilgai suvirinimo linijos. Besilydantis elektrodo glaistas išskiria dujas,
kurios saugo skystą metalą nuo atmosferos poveikio, o po to stingsta ir
suvirinimo vonelės paviršiuje sudaro šlaką, saugantį stingstantį siūlėje
metalą nuo atmosferos poveikio. Pakėlus elektrodą nuo suvirinamojo
elemen to, elektros lankas nutrauki amas ir suviri nimo proc esas
sustabdomas. Užvirinus vieną siūlės sluoksnį, šlaką reikia pašalinti
plaktuku. Nevirinkite naujo sluoksnio ant nenuvalyto paviršiaus.
Pagrindiniai suvirinimo parametrai: suvirinimo srovės stiprumas ( jį
suvir intojas regul iuoja s uvirini mo srovė s stip rumo re guliavim o
rankenėle (5)), elektros lanko įtampa ( ją suvirintojas reguliuoja,
pasirinkdamas atstumą tarp elektrodo ir medžiagos), suvirinimo greitis
(jį suvirintojas reguliuoja, stumdamas elektrodą greičiau arba lėčiau),
elektrodo skersmuo ir jo padėtis jungties atžvilgiu.
Dėl šių priežasčių suvirinimo procesas priklauso nuo suvirintojo žinių,
patirties ir įgūdžių. Mažiau patyrusiems suvirintojams patariama atlikti
bandomąjį suvirinimą ant nereikalingų medžiagos gabaliukų. Prieš
pradėdami suvirinimo darbus, būtinai atlikite visus aukščiau nurodytus
veiksmus. Ypatingą dėmesį atkreipkite į visus su darbo sauga, darbo
vietos paruošimu, suvirinimui skirtos medžiagos nuvalymu ir įrenginio
paruošimu darbui susijusius elementus.
DARBAS:
n Medžiagos suvirinimui paruošimas
Suvirinimui skir tą medžiagą nuvalykite siūlės ir medžiagos gnybto
tvirtinimo vietoje. Rudis, dažus, laką ir panašius nešvarumus nuvalykite
vieliniu šepečiu, šveičiamuoju popieriumi arba nuriebalindami cheminiu
būdu. Rankiniam suvirinimui skirtus elementus nuvalykite maždaug
25mm plotyje.
Visus medžiagos nešvarumus pašalinkite, kadangi suvirinimo metu jie
išskiria didelį dujų ir oksidų kiekį bei sumažina siūlės patvarumą.
n Suvirinimas
B
11
10
Suvirinimo aparatai turi vienfazį transformatorių ir yra skirti suvirinimui
kintamąją srove glaistytaisiais elektrodais, kurių skersmuo parenkamas,
atsižvelgiant į šioje naudojimo instrukcijoje nurodytus techninius
duomenis.
Patikrinę visas elektros jungtis suvirinimo ir pagrindinėje grandinėje,
V
6
5
7
8
9
IGBT 160
IGBT
toliau atlikite tokius veiksmus:
1. Atidarytą elektrodo dalį įstatykite į elektrodo laikiklio gnybtą (11).
2. Masės kabelio gnybtu (10) suspauskite suvirinamąją medžiagą (žr. B
pav.).
DĖMESIO! Atkreipkite ypatingą dėmesį į tai, kad sąlytis su suvirinamuoju
objektu būtų tinkamas. Jo paviršius negali būti lakuotas, surūdijęs arba
nemetalinis.
3. Jungikliu (7) įjunkite suvirinimo aparatą ir nustatykite srovės stiprumą
rankenėle (5), atsižvelgdami į naudojamo elektrodo skersmenį:
Elektrodas ø1.6 mm: srovės stiprumas 20-40A
Elektrodas ø2.0 mm: srovės stiprumas 40-65A
Elektrodas ø2.5 mm: srovės stiprumas 65-95A
Elektrodas ø3.2 mm: srovės stiprumas 95-125A
Elektrodas ø4.0 mm: srovės stiprumas 125-150A
4. Ant veido uždėję suvirintojo kaukę, elektrodu patrinkite suvirinamąją
medžiagą, tarsi norėtumėte uždegti degtuką. Tai yra teisingas
elektros lanko uždegimo būdas. Lankas visuomet turi būti uždegamas
būsimos siūlės vietoje.
DĖMESIO! Elektrodu nedaužykite suvirinamosios
medžiagos, kadangi tai gali sugadinti jos glaistą, o
elektros lankas gali sunkiau užsidegti.
5. Iš k ar t p o l an ko už de gim o
rekome nduojam a išla ikyti tokį
C
20-30
о
atstumą nuo siūlės, kuris būtų
lyg us ele ktro do ske rsme niu i.
Suvirinimo proceso metu reikia
visą laiką išlaikyti tokį patį atstumą
tar p siū lės i r ele ktrod o gal o.
Tuomet suvirinimas bus tolygus.
Nepamirškite, kad elektrodo ašies
nuolydis siūlės kryptimi turi būti maždaug 20/30 (žr. C pav.).
6. Baigdami suvirinimą, šiek tiek patraukite elektrodą atgal priešinga
suvirinimui kryptimi tam, kad suvirinimo vonelė tolygiai užsipildytų
išlydytu metalu, o po to greitai pakelkite elektrodą aukštyn.
DĖMESIO! Panaudotų elektrodų šalinimui ir ką tik
suvir intų dai ktų per nešimui visada naudok ite
repl es. Ne pamir škite, kad baig us su virini mą,
elektrodo laikiklis turi būti padėtas ant izoliacinio padėklo.
Šlako sluoksnį nuo siūlės šalinkite, tik jai atvėsus.
Jeigu ant nebaigtos siūlės bus virinama toliau, elektrodo sąlyčio vietoje
pirmiausiai turi būti pašalintas šlako sluoksnis.
Baigę suvirinimą, patikrinkite, ar elektrodo laikiklis ir elektrodas yra
atjungti.
n Šiluminė apsauga
Jeigu įrenginys dirbs per ilgai ir per intensyviai, įsijungs apsauginė
sistema. Tai rodys šviečianti geltona diodinė įsijungusios šiluminės
apsaugos lemputė (4) (A pav.).
Suvirinimo aparato ventiliatorius veiks toliau, vėsindamas suvirinimo
grandinę valdančius elementus. Praėjus kuriam laikui, priklausomai nuo
aplinkos temperatūros, diodinė lemputė užges. Tuomet suvirinimo
darbus bus galima tęsti toliau.
n Elektrodo pasirinkimas
Glaist ytojo ele ktrodo sker smens bei elektrodo tipo p ritaikymas
suvirina majai medž iagai yra labai svarbus tinkamos suvirinim o
18
Page 19

operacijos parametras. Elektrodo skersmuo lemia siūlės formą ir
įvirinimo gylį. Padidinus elektrodo skersmenį, esant pastoviai srovei,
padidėja įvirinimo gylis ir siūlės plotis.
Suvirinimo darbams galima naudoti rinkoje įvairių gamintojų siūlomus
glais tytuosiu s elekt rodus. N egalima viršyt i rekome nduojamo ir
leidžiamo elektrodų skersmens; tinkamą elektrodo skersmenį būtina
pritaikyti tam, kad siūlės forma būtų optimali.
Elektrodo ilgis priklauso nuo elektrodo skersmens: 2,5 mm skersmens
elektrodų ilgis gali būti 250 - 300 - 350 mm, o 3,2 mm skersmens
elektrodai yra 300 - 350 - 400 - 450 mm ilgio.
Elektrodo skersmuo priklauso nuo suvirinamosios medžiagos storio,
suvirinimo tipo ir pan.
Nepamirškite pasirinkti tinkamą glaistą, t.y. elektrodo tipą pritaikyti
suvirinimui skirtai medžiagai ir siūlės tipui.
Išsami informacija apie ele ktrodų savybes nurodoma g amintojo
pateikiamoje techninėje charakteristikoje. Joje nurodomi visi duomenys:
elektrodo ženklinimas, glaisto tipas, elektrodo paskirtis, suvirinimo
padėtys, suvirinimo srovės tipas ir stiprumas, atsižvelgiant į elektrodo
skersmenį, elektrodų prijungimo poliškumas, suvirinimo metu būtinos
šiluminės procedūros, elektrodų džiovinimo ir laikymo sąlygos.
n Siūlių parametrai
Suvirinimo metu stebėkite, kad lankas nebūtų per ilgas, kadangi tai
sukelia per didelius purslus arba siūlė yra nesandari ar suskilusi. Lankas
taip pat negali būti per trumpas, kadangi elektrodas klijuosis prie
suvirinamosios medžiagos paviršiaus.
Lėtas elektrodo
poslinkis
Greitas elektrodo
poslinkis
Per trumpas
elektros lankas
Per ilgas elektros
lankas
Nepakankama
suvirinimo srovės vertė
Didelė suvirinimo
srovės vertė
Teisinga siūlė
LAIKYMAS IR PRIEŽIŪRA:
Suvirinimo aparatą laikykite švarų, apsaugotą nuo drėgmės ir dulkių
vaikams nepasiekiamoje vietoje. Laikymo sąl ygos turi už tikrinti
saugumą nuo mechaninių pažeidimų bei oro sąlygų poveikio.
n Priežiūros darbai
DĖMESIO!
Prieš valant įsitikinkite, k ad prietaiso kištukas yra
išjungtas iš elektros maitinimo lizdo.
Prietaiso korpusas ir ventiliacinės angos turi būti švarios, negali jose būti
dulkių arba kitų nešvarumų. Rekomenduojama valyti prietaisą po
kiekvieno naudojimo.
Plastikines dalis valykite minkštu, drėgnu skuduru. Nenaudokite jokių
valymo priemonių, tirpiklių, nes jie gali apgadinti plastikines dalis. Į
prietaiso vidų negali patekti vanduo.
Kiekvieną kartą patikrinkite suvirinimo aparato te chninę būkl ę.
Patikrinkite, ar suvirinimo kabeliai veikia tinkamai, ar juose nėra kokių
nors mechanin ių pažeid imų. Patikr inkite ab iejų laik iklių būk lę.
Patikrinkite elektros maitinimo laido būklę. Pašalinkite pastebėtus
defektus.
Esant progai, o ypač pabaigus suvirinimo darbus, išvalykite įrenginį
vėsinančio ventiliatoriaus oro įpūtimo angas. Tai geriausiai atlikti
suslėgtu oru.
Abu suvirinimo kabelių laikikliai turi būti švarūs.
TRANSPORT:
Įrenginį gabenkite ir laikykite gamyklinėje pakuotėje, saugančioje jo
vidų nuo dulkių ir smulkių elementų įsiskverbimo. Smulkūs elementai,
patenkantis į korpusą gali pažeisti įrenginį.
APLINKOS APSAUGA:
DĖMESIO : Pateiktas simbolis reiškia, ka d panaudo tus
prietaisus draudžiama išmesti kartu su kitomis atliekomis (už
pažeid imą gresia pinigin ė bauda). Panaudot i elektros
prietaisai bei elektroninės dalis ir komponentai turi neigiamą
poveikį aplinkai ir žmonių sveikatai.
Namų ūkis turėtų prisidėti prie panaudotos įrangos utilizavimo bei
pakartotino medžiagų panaudojimo (perdirbimo). Lenkijoje ir Europoje
yra kuriama arba jau veikia panaudotos įrangos surinkimo sistema. Todėl
visi paminėtos įrangos pardavimo taškai yra įpareigoti priimti panaudotą
įrangą. Be to yra specialūs panaudotos įrangos priėmimo taškai.
GAMINTOJAS:
PROFIX Sp. z o.o.,
Marywilska 34,
03-228 Varšuva, Lenkija
Šis prietaisas atitinka šalies bei Europos reikalavimus bei visus saugos
reikalavimus.
DĖMESIO! Prietaiso remontą gali atlikti tik kvalifikuotas personalas,
naudojant tik originalias atsargines dalis.
19
Page 20

PROBLEMŲ SPRENDIMAS:
Jeigu įrenginys veikia netinkamai, prieš išsiųsdami suvirinimo aparatą į remonto dirbtuves, patikrinkite pagrindinių gedimų sąrašą ir pabandykite šiuos
defektus pašalinti savarankiškai.
PROBLEMA SPĖJAMA PRIEŽASTIS PROBLEMOS SPRENDIMAS
Elektros maitinimo indikatorius
nešviečia, ventiliatorius neveikia,
išvestyje nėra elektros srovės.
Elektros maitinimo indikatorius
šviečia, ventiliatorius neveikia,
išvestyje nėra elektros srovės.
Šiluminės apsaugos diodinė lemputė
nešvieč ia, išvest yje nėra elektros
srovės.
Šiluminės apsaugos diodinė lemputė
švi eči a, i šves tyj e nė ra e lek tros
srovės.
Lankas neužsidega.
Lankas per ilgas ir nereguliarus. Per didelė suvirinimo srovė. Sumažinkite suvirinimo srovės vertę.
Lankas per trumpas. Per žema suvirinimo srovė. Padidinkite suvirinimo srovės vertę.
Elektros maitinimo laidas yra blogai
įjungtas arba pažeistas.
Elektros lizde nėra įtampos.
Sugadintas jungiklis.
Elektros tinkle yra kitokia nei 230 V įtampa. Įjunkite kištuką į 230 V ~ 50 Hz elektros maitinimo tinklą.
Įrenginys yra avariniame režime.
Pažeisti arba blogai prijungti vienas arba
abu (elektrodo laikiklio ir užspaudžiančiojo
laikiklio) suvirinimo kabeliai.
Suveikė šiluminės apsaugos sistema. Leiskite įrenginiui atvėsti ir vėl jį įjunkite.
Neteisingas užspaustas grįžtamojo kabelio
gnybtas.
Stipriau prispauskite kištuką, patikrinkite elektros maitinimo
laidą.
Patikrinkite įtampą lizde; patikrinkite, ar nesuveikė saugiklis.
Atiduokite suvirinimo aparatą remontui.
2–3 min išjunkite įrenginį ir jį vėl įjunkite. .
Patikrinkite abu kabelius ir jų jungtis. Užspauskite teisingai arba,
jeigu reikia, pakeiskite į naujas.
Pataisykite gnybto prijungimą.
PROFIX įmonė siekia tobulinti savo produktus, todėl gali keistis produktų specifikacijos. Apie šiuos pasikeitimus įmonė
nėra įpareigota nepranešti. Paveikslėliai esantis aptarnavimo instrukcijoje tai tik pavyzdžiai bei gali skirtis nuo nusipirkto
prietaiso.
Ši instrukcija yra apsaugojama autoriaus teise. Kopijavimas/plėtojimas be PROFIX Sp. z o.o. leidimo raštu draudžiamas
20
Page 21

INVERTORA METINĀŠANAS APARĀTS DC MMA: 42940, 42941
LIETOŠANAS INSTRUKCIJA
Oriģinālās instrukcijas tulkojums
BRĪDINĀJ UMS! Inverto ra metinā šanas apar ātu
palaišanu, instalāciju un ekspluatāciju, var veikt
tikai rūpīgi iepazī stoties ar šo apka lpošanas
in s tr uk ci ju . N ei ev ē ro jo t š ī s i ns tr u kci j as
norādījumus var radīt nopietnas lietotāja ķermeņa
traumas, nāvi vai pašas iekārtas sabojāšanos.
Strādājo t ar me tināšanas a parātu vien mēr nepieci ešams
ievērot galvenos darba drošības noteikumus, lai izvairītos no
ugu nsg rēka ra šanā s, ele ktri skās st rāva s t riec iena un
mehāniskām traumām.
Saglabāt instrukciju iespējamai turpmākai lietošanai.
I. VISPĀRĒJIE DROŠAS LIETOŠANAS NOTEIKUMI:
1. Šī iekārtu nav paredzēta lietošanai cilvēkiem ar ierobežotām
fiziskām, jūtības vai psihiskām dotībām.
Nepilngadīgas personas vai personas, kurām nav pieredze un
iekārt as pārzin āšanas neva r apkalpot invertora metināš anas
aparātus, vienīgi ja tas notiek apmācībās nolūkos saskaņā ar iekārtas
lietošanas instrukciju un aroda instruktora atbildīga par to drošību
uzraudzībā.
2. UZ MANĪ BU: Re akci jas la iku va r n egat īvi
ietekmēt alkohola, medikamentu un narkotiku
lietošana, kā arī slimība, paaugstināta ķermeņa
temperatūr a un no gurums. Tādā gadījum ā nepiecieš ams
pārtraukt metināšanas aparāta lietošanu.
3. Darba vietā nepieciešams uzturēt kārtību un labu apgaismojumu.
Nekārtība un slikts pagaismojums ir negadījumu iemesls.
4. Darba vietai jābūt atbilstoši ventilētai un aprīkotai ar
vilkmes ventilāciju. Nedrīkst metināt slēgtās telpās.
Metināšanas procesā rodas kaitīgi iztvaikojumi un
veselībai bīstamas gāzes. Izvairīties no šo iztvaikojumu un gāzu
ieelpošanas. Nepieciešams sistemātiski pārbaudīt izdalīto gāzu
iedarbību uz lietotāju, lai izvairītos no saindēšanās.
5. Elektrisko vadu savienoju mus jāveic kva lificētiem elektr iķiem
saskaņā ar pastāvošajiem likumiem un drošības principiem.
6. Dotais metināšanas aparāts paredzēts pievienošanai pie barošanas
tīkla, kurš ir aprīkots ar nulles fāzi un zemējumu. Nepieciešams
pārliecināties vai barošanas tīkla kontaktligzda ir pareizi savienota ar
zemējumu.
7. Katr u reiz i, pir ms dar ba sā kuma a r meti nāšana s apar ātu,
nepieciešams kontrolēt barošanas vada, metināšanas pārvada,
elektrodu turētāja un pārējo atbilstošo strāvas vadu tehnisko
stāvokli. Nestrādāt ar bojātiem. Bojātus apmanīt ar jauniem bez
defektiem.
8. Darba laikā nepieciešams lietot individuālos aizsardzības līdzekļus:
metināšanas priekšautu, aizsargapģērbu, metināšanas cimdus,
metināšanas masku un atbilstošus apavus ar neslīdošu pazoli.
9. Šuvju tīrīšanas laikā lietot aizsargbrilles.
10. Nav ieteicams metināt materiālus, kuri iepriekš bija tīrīti ar hloru
saturošiem šķīdinātājiem kā arī materiālus krāsotus ar krāsām,
piesārņotus ar dubļiem, eļļām vai galvaniskiem materiāliem.
11. Aizliegts lietot metināšanas aparātu vietās, kurās atrodas viegli
uzliesmojoši šķidrumi vai gāzes.
12. Nedrīkst veikt jebkādus metināšanas darbus konteineros, tver tnēs
vai caurulēs, kuras satur (saturēja) sevī šķidros vai gāzu veidu viegli
uzliesmojošus līdzekļus. Tādas tvertnes vai konteinerus pirms
me tin āša nas vi egl i u zli esm ojo šu šķ idr umu li kvi dēš ana i
nepieciešams skalot.
13. Nedrīkst metināt tvertnes, kuras ir zem spiediena. Tas draud ar
eksploziju.
14. Metin āšanas l aikā radī tās dzir ksteles var rad īt uguns grēku,
eksploziju un neaizsargātās ādas apdegumus. Metināšanas laikā
nepieciešams valkāt metināšanas cimdus un aizsargapģērbu. Darba
vietā n epieciešams li kvidēt vai a izsargāt visāda veida v iegli
uzliesmojošus materiālus un vielas (piem. koku, papīru, drānas un
tml.). Darba vietas tuvumā labi redzamā un viegli pieejamā vietā
jāatr odas u gunsdzē šanas aprīk ojumam (pul vera va i snie ga
ugunsdzēšanas aparāti, uguns dzēšanas segas).
15. Metināšanas vietai jābūt atdalītai ar aizsarg ekrānu.
16. Metināšanas aparātu nedrīkst lietot mitrās telpās kā arī lietus vai
sniega nokrišņu laikā. Tas draud ar elektriskās strāvas triecienu.
17. Aizliegts novietot metināšanas aparātu uz slīpas, nestabilas vai
plūstošas virsmas.
18. Darba laikā nepieskarties pie iezemētām daļām kādām kā radiatori,
ūdensvada caurules, dzesētāji un tml.
19. Metināšanas darbu laikā nav pieļaujams metināšanas pārvadu un
šļūteņu karināšana uz pleciem vai ceļgaliem kā arī tos stiprināt tieši
pie citām ķermeņa daļām.
20. Metināšanas aparātu nepieciešams ieslēgt tikai uz darba laiku. Pēc
barošanas ieslēgšanas darba vietā nedrīkst atrasties nepiederošas
personas. Iekārta ir īpaši bīstama bērniem, tāpēc nepieciešams
pielikt visas pūles, lai iekārta būt absolūti nepieejama bērniem.
21. Aizli egts l ietot i ekārtu neatb ilstoši pieli etojumam. Neliet ot
metināšanas aparātu cauruļu atsaldēšanai.
22. Pirms vadu pievienošanas vai citu konservācijas vai remonta darbību
veikš anas vi enmēr nepiec iešams izņemt kontak tdakšiņu no
barošanas ligzdas.
23. Nenoņemt iekārtas korpusu.
24. Katru reizi pirms iekārtas palaišanas pārbaudīt pārsegu un visu darba
drošības elementu stāvokli. Nestrādāt ar bojātiem, apmainīt pret
nebojātiem.
25. Barojošo vadu kā arī iespējamo pagarinātāju sargāt no pārmērīga
siltuma, eļļām kā arī asām šķautnēm. Nestrādāt, kad pagarinātājs ir
satīts.
26. Darbā izmantotajam pagarinātājam jānodrošina brīvu ekspluatāciju,
un vada garumam jābūt tā piemērotam, lai tā garums netraucētu
darbā.
27. Izvelkot kontaktdakšiņu no kontaktligzdas nevilkt aiz pievienojuma
vada.
28. Pirms metināšanas sākuma nepieciešams nekustīgi nostiprināt
apstrādājamo materiālu ar saspiedēju vai skrūvspīļu palīdzību.
29. Darba laikā ieņemt stabilu ķermeņa stāvokli. Stāvēt droši.
30. Nepieciešams rūpēties par atbilstošu elektroda, metināmās detaļas
kā arī tuvu atrodošos metāla priekšmetu izolāciju. Šajā nolūkā
21
Page 22

nepieciešams lietot speciālus cimdus, aizsargapģērbu, izolācijas
pārsegu vai paklājus, lietot augstus izolācijas apavus.
31. Pirms metināšanas aparāta pirmās pieslēgšanas nepieciešams
pārbaudīt, vai barošanas spriegums atbilst apzīmējumam uz iekārtas
plāksnītes. Barošanas ligzdai jābūt aprīkotai ar aizsargkontaktu.
32. Metināšanas iekārta rada augstu spriegumu. Nepieskar ties pie
metināšanas roktura, pievienotā metināšanas materiāla, kad iekārta
ir ieslēgta tīklā. Visi elementi veidojot metināšana strāvas ķēdi var
radīt elektriskās strāvas triecienu, tāpēc nepieciešams izvairīties no
pieskaršanās pie tiem ar kailām rokām kā arī caur mitru vai bojātu
aizsargapģērbu. Nedrīkst strādāt uz mitras pamatnes kā arī izmantot
bojātus metināšanas pārvadus.
33. METINĀTIE MATERIĀLI VAR APPLAUCĒT: Nekad nepieskarties pie
metin ātiem e lementie m ar neaizs argātām ķermeņ a daļām .
Metinātā materiāla pieskaršanās un pārnešanas laikā, nepieciešams
vienmēr lietot metināšanas cimdus un knaibles.
34. LOKA LIES MA VAR APPL AUCĒT: Aizl iegts tieš i sk atītie s ar
neaizsargātām acīm uz metināšanas loku. Vienmēr lietot masku vai
aizsargpārsegu ar atbilstošu filtru. Sargāt neaizsargātās ķermeņa
daļas ar a tbilstošu aizsarg apģērbu izgatavot u no n edegoša
materiāla. Tuvumā atrodošas nepiederošās personas aizsargāt ar
nedegošiem, starojumu uztverošiem ekrāniem.
35. Aizliegts atstāt bez uzraudzības tīklā ieslēgtu iekārtu. Katru reizi pēc
darba beigām obligāti atvienot kontaktdakšiņu no barošanas tīkla.
36. UZMANĪBU! Metināšanas process tāpat kā elektriskā
strāva plūstoša caur metināšanas pārvadiem, veido
ele ktrom agnēt isko lau ku, k urš var rad īt s irds
stimulatora, kā arī tuvumā esošo elektrisko ierīču traucējumus.
Personām ar dzīvības funkciju nodrošinošiem aparātiem (piem. sirds
darbības frekvences regulators, respirators un tml.) pirms ierašanās
metināšanas zonā nepieciešams konsultēties ar ārstu.
37. UZMANĪBU: Iekārta balstās uz elektroniskiem komponentiem.
Metāla slīpēšana un griešana metināšanas aparāta tuvumā var radīt
iekārtas iekšpuses piesārņošanu ar skaidām, līdz ar to radot iekārtas
bojājumu.
Uz augstāk uzrādīto defektu neattiecas garantijas remonts!
Darba nepieciešamības gadījumā tādā vidē, nepieciešams veikt
metināšanas aparāta iekšpuses tīrīšanu ar saspiesto gaisu.
IEKĀRTAS PIELIETOJUMS UN UZBŪVE:
Invertora metināšanas aparāts i r tehnoloģiski izvirzīts produkts,
piemērots loka metināšanai ar apvalka elektrodu (metode MMA Manual Metal Arc Welding). Invertora metināšanas aparāti ir jauna veida
metināšanas aparāti, kuri ģenerē nepieciešamās strāvas vērtības ar
elektriskās sistēmas palīdzību. Raksturojas ar nelieliem izmēriem, mazu
svaru, ievērojamu efektivitāti, plašu lietošanas diapazonu, ļoti labiem
metināšanas efektiem un ievērojamu mobilo transportēšanu.
Invertora metināšanas aparāts piemērots rokas metināšanai ar apvalka
elektrodiem tādus materiālus kā velmēto, konstrukcijas tēraudu kā arī
čugunu. Metināšanas aparāti var strādāt izmantojot sekojoša diametra
elektrodus no 1,6 mm līdz 4 mm, atkarībā no metināšanas aparāta
uzstādītās metināšanas strāvas, nepieciešamības un veiktās operācijas
veida. Metināšanas aparāti ir piemēroti 230V ~, 50/60Hz sprieguma
barošanai (vienfāzes).
Ierīci nepieciešams ekspluatēt saskaņā ar 27.04.2004 g. Rūpniecības
Ministrijas Rīkojumu attiecībā uz metināšanas darbu drošību un higiēnu
(Likumu Vēstn. Nr 40 poz. 470).
UZMANĪBU! Aizliegts lietot ierīci neatbilstoši pielietojumam un
pretēja gadījumā tiek zaudēta garantija kā arī ražotājs neatbild
par šādā veidā radītiem zaudējumiem.
Šo iekārtu servisa pakalpojumus un remontu var veikt kvalificēts
personāls, ievērojot pastāvošos elektrisko iekārtu darba drošības
noteikumus.
Jebkādas ierīces modifikācijas, kuras veic lietotājs atbrīvo ražotāju no
atbildības par bojājumiem un zaudējumiem, kuri nodarīti lietotājam un
apkārtējiem.
Neskatoties uz pielietojumam atbilstošu lietošanu nevar pilnībā izslēgt
atsevišķus paliekošā riska elementus. Ņemot vērā iekārtas konstrukciju
un uzbūvi var rasties sekojošas bīstamības:
- Applaucēšanās;
- Saindēšanās ar gāzēm, dūmgāzēm vai tvaikiem;
- Redzes sabojāšanās;
- Ugunsgrēka izcelšanas;
- Elektriskās strāvas trieciens;
- Negatīva elektromagnētiskā lauka iedarbība uz metinātāja veselību.
n Komplektācija
ź Invertora metināšanas aparāts - 1 gab.
ź Masas vads 1,2 m ar spaili 200 A - 1 gab.
ź Strāvas vads 1,8 m ar elektroda turētāju 200 A - 1 gab.
ź lietošanas instrukcija - 1 gab.
ź Garantijas karte - 1 gab.
n Ierīces elementi (skat. zīm. A):
Ierīces elementu numerācija attiecas uz grafisko zīmējumu, kurš atrodas
apkalpošanas instrukcijas 2 lapaspusē:
1. Strāvas vada ligzda ( – )
2. Strāvas vada ligzda ( + )
3. Barošanas signalizācija (zaļa)
4. Termiskās aizsardzības signalizācija (dzeltena)
5. Metināšanas strāvas intensitātes regulators
6. Pārnēsājamā josta
7. Slēdzis Iesl./Izsl.
8. Ventilators
9. Barošanas vads
10. Masas vads ar spaili
11. Strāvas vads ar elektroda turētāju
TEHNISKIE DATI:
MODELIS
Barošanas spriegums (vienfāzes)
Barošanas frekvence
Nominālā ieejas jauda
Nominālā ieejas strāva
Izejas strāvas diapazons
Nominālais darba cikls
Spriegums bez slodzes
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
70V
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
70V
Elektroda diametrs (ø) 1,6-4mm 1,6-4mm
Ierīces klase
Aizsardzības pakāpe
Izolācijas klase
I
IP21S
H
I
IP21S
H
Dzesēšanas tips Ventilators Ventilators
22
Page 23

Izmēri (cm)
Masa brutto
27,7x23x22
4,0kg 4,1kg
27,7x23x22
Darba cikls bāzējas uz procentuālo 10 minūšu darbības laiku, kurā iekārta
var strādāt ar nominālo metināšanas strāvu, bez nepieciešamības
pārtraukt darbu. Atkarībā no strāvas vērtības uz iekārtas plāksnītes
nolasa darba frekvences koeficientu X%. Šis koeficients norāda kāds laika
posms 10 minūšu laikā ir paredzēts nepārtrauktai darbībai. Piem.
X=40% nozīmē, ka pie noteiktas strāvas intensitātes (180A) 10 minūšu
darba ciklā 4 minūtes nepieciešams izmantot nepārtrauktam darbam,
bet 6 minūtes atpūtai. Darbības cikls X=100% nozīmē, ka iekārta var
strādāt nepārtrauktā režīmā, bez pārstājas.
Nepieciešams atcerēties, ka neievērojot augstāk uzrādītos
norādījumus var radīt metināšanas aparāta neatgriezenisku
bojājumu.
n Ierīces plāksnīte
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
U1=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Dane techniczne oraz symbole charakteryzujące rodzaj pracy oraz
wykorzystanie, pokazane są na górnym lub dolnym panelu aparatu
spawalniczego i należy rozumieć je następująco:
42941 – metināšanas aparāta modelis;
NO – sērijas numurs;
1~
f1
f2
– Vienfāzes frekvences pārveidotājs – Divu
tinumu transformators – Taisngriezis;
EN 60974-1 – Norma attiecas uz ražošanu un metināšanas enerģijas
avotu lietošanas drošību loka metināšanā un saistītos procesos;
– Loka rokas me tināšanas s imbols ar stiepļu apvalka
elektrodiem;
– Līdzstrāvas simbols;
– Selektīvās izslēgšanas simbols;
S
Uo – Nominālais spriegums bez slodzes;
X(%) – Darba frekvences koeficients;
I2(A) – Nominālā metināšanas strāva (ampēri);
U2(V) – Loka spriegums (volti);
– Vienfāzes tīkla savienojums;
1~ 50Hz
U1 – Elektriskā barošana;
I1max – Maks. strāva primārā ķēdē
I1eff – Maks. efektīvā strāva primārā ķēdē;
IP21S– Korpusa drošības klase;
H– Transformatora izolācijas klase;
SAGATAVOŠANA DARBAM:
UZMANĪBU! Visas darbības saistītas ar instalāciju kā
ar ī m eti nāš ana s a par āt a p iev ien oša nu pi e
elektriskā tīkla jāveic pie izslēgtas barošanas.
Pievienošanu pie elektriskā tīkla jāveic kvalificētam elektriķim.
Metināšana aparātu var lietot sekojošos apstākļos:
– Gaisa temperatūra no -10°C līdz +40°C;
– Gaisa mitrums 40°C≤50%; 20°C≤90%.
Iekārt u nepiecieš ams novieto t uz atbi lstošas izt urības pla kanas
horizontālas virsmas, lai izvairītos no metināšanas aparāta bīstamas
pārvietošanās vai apgāšanās.
Metināšanas aparātu nepieciešams novietot labi ventilētā telpā ar brīvu
gaisa cirkulāciju, labi apgaismotā vietā, bez mitruma pieejas, tālu no
viegli uzliesmoj ošiem priekš metiem (min . attālums no cit iem
priekšmetiem 0,5m).
Pirms darba sākuma ar metināšanas aparātu nepieciešams pārbaudīt
barošanas vada, metināšanas pārvadu, elektrodu turētāja un materiāla
spīļu tehnisko stāvokli. Nestrādās ar bojātiem. Bojātus apmanīt pret
jauniem bez bojājumiem.
Metināšana laikā strāvas vadi veido stipru elektromagnētisko lauku.
Elektromagnētiskā starojuma samazināšanai tos nepieciešams novietot
vienu pie otra.
n Pievienošana pie elektriskā tīkla
1. Pārliecināties, ka barošanas avots pie kura tiks pieslēgts metināšanas
aparāts ar saviem parametriem atbilst uz iekārtas plāksnītes
uzrādītām prasībām. Maksimālo metināšanas strāvu iespējams
iegūt ti kai tad, ka d barošanas t īkls nodrošina pilnu strā vas
veiktspēju.
2. Pārliecināties, ka slēdzis Iesl./Izsl. (7) neatrodas ieslēgšanas stāvoklī.
Gadījumā, ja iespraužot kontaktdakšiņu ligzdā galvenais slēdzis
atrodas ieslēgtā stāvoklī, var notikt nopietns negadījums.
3. Pag arinātāja izmantoša nas gadīj umā nepie ciešams i zmantot
paga rināt āju p iemēro tu no mināl ai sl odzei un aprī kotu a r
aizsargvadu. Elektrisko vadu novietot tā, lai darba laikā tas nebūtu
pakļauts uz pārgriešanu, pārdegšanu vai kušanu Nelietot bojātus
pa gar inā tāj us. Ne pie cie šam s l iet ot pē c i esp ēja s ī sāk us
pagarinātājus. Izvelkot kontaktdakšiņu no kontaktligzdas nevilkt aiz
barošanas vada.
4. Metināšanas aparātu nepieciešams pievienot pie barošanas tīkla
kopā ar nulles vadu kā arī zemējumu. Nepievienot un nelietot
metināšanas aparātu, ja barošanas tīkls nav aprīkots ar
aizsargvadu.
5. Metināšanas aparāts var radīt datoru un datoru vadības iekārtu,
drošības sistēmu iekārtu, mērinstrumentu, radio sakaru ierīču, radio
vadības ierīču un tml. traucējumus. Nepieciešams pārliecināties, vai
metināšanas aparāta instalācija neradīs citu ierīču nepareizu
darbību.
n Metināšana pārvadu pievienošana
Katram elektrodu metināšanas aparātam ir divas strāvas ligzdas
apzīmētas ar atbilstošām zīmēm „+” un „–”. Šie simboli apzīmē katras
konkrētās ligzdas polaritāti.
Tipveida metināšanas gadījumā ar MMA metodi metināšanas aparātu,
masas spailes pārvadu (10) nepieciešams pievienot ligzdā (1) ar mīnusa
23
Page 24

polaritāti („-„), bet elektroda spailes pārvadu (11) ligzdā (2) ar plus
polaritāti („+”). Pie kam nepieciešams atcerēties, ka tas ir vispārīgi
pieņemts pievienojuma princips. Gadās daži elektrodu veidi, kuriem
nepieciešama atgriezeniska metināšanas polaritāte. Labas markas
metināšanas elektrodu ražotāji uz iepakojuma vienmēr uzrāda polaritāti
un metināšanas strāvas intensitāti.
METINĀŠANA PROCEDŪRAS APRAKSTS:
Loka metināšana ar apvalka elektrodu tiek saukta arī par MMA metodi un
tā ir vislētākā un visuniversālākā loka metināšanas metode.
MMA metodē tiek izmantots apvalka elektrods, kurš sastāv no metāla
serdes pārklātas ar sapresētu apvalku. Starp elektroda galu un metināto
materiālu veidojas elektriskais loks. Loka kvēlošanai ir kontakta raksturs
pieskaroties ar elektroda galu pie metināmā materiāla. Elektrods kūst un
elektroda izkusušie metāla pilieni pār vietojas caur loku uz šķidro
metināmā materiāla ezeriņu pēc atdzišanas veidojot šuvi. Metinātājs
tuvina kūstošo elektrodu uz metināmo priekšmetu tā, lai uzturētu
pastāvīgu loka garumu un vienlaicīgi pārvieto tā kūstošo galu pa
metināšanas līniju. Kūstošais elektroda apvalks izdala gāzes, kuras
aizsargā šķidro metālu no atmosfēras iedarbības, un pēc tam sarecē un uz
ezeriņa virsmas veido izdedžus, kuri aizsargā recējošo metāla šuvi no
apkārtējās vides iedarbības. Pēc elektroda noņemšanas no metinātā
priekšmeta elektriskais loks pārstāj kvēlot un metināšanas process tiek
pārtraukts. Pēc pirmās šuves kārtas uzklāšanas nepieciešams likvidēt
izdedžus ar āmura palīdzību. Neklāt nākošo šuvi uz neattīrītu virsmu.
Pie metināšanas galvenajiem parametriem pieskaitām metināšanas
strāvas intensitāti (regulējama, uzstāda metinātājs ar metināšanas
strāvas intensitātes regulatoru (5)), elektriskā loka spriegums (regulē
metinātājs ar atstarpi starp elektrodu un materiālu), metināšana ātrums
(regulē metinātājs palēninot vai paātrinot manuālo elektroda padevi) kā
arī elektroda diametrs un tā stāvoklis attiecībā pret savienojumu.
Ņemot vērā augstāk minēto metināšanas procesa gaita ir ievērojamā
mērā atkarīga no metinātāja zināšanām, pieredzes, iemaņām un
prakses. Ie tiecams priekš mazāk k valificētiem operator iem veikt
metināšanas izmēģinājumu uz nevajadzīgiem materiāla gabaliem.
Pirms darba sākuma nepieciešams obligāti veikt visas augstāk minētās
darbības. Īpašu uzmanību pievērst uz visiem darba drošības un darba
vietas sagatavošanas elementiem, metināšanai paredzētā materiāla
tīrīšanu kā arī darbam nepieciešamā aprīkojuma sagatavošanu.
DARBS:
n Materiāla sagatavošana metināšanai
Materiālu paredzētu metināšanai attīrīt šuves veidošanas un materiāla
spaiļu stiprināšanas vietās. Rūsu, krāsu, laku un tamlīdzīgus netīrumus
tīrīt ar drāšu birsti, smilšp apīru va i attauko jot ķīm iski. Ro kas
metināšanas elementiem veikt tīrīšanu apm. 25 mm platumā.
Visāda veida materiāla piesārņojumus nepieciešams likvidēt, par cik
metināšanas laikā tie veido lielu daudzumu gāzu un oksīdu izdalīšanos,
un papildus ir šuves izturības samazināšanas iemesls.
n Metināšana
Metināšanas aparāti ir aprīkoti ar vienfāzes transformatoru un ir
piemēroti maiņstrāvas metināšanai ar apvalka elektrodiem, kuru
diametru izvēlas saskaņā ar šinī apkalpošanas instrukcijā uzrādītiem
tehniskiem datiem.
Pēc visu elektrisko savienojumu pārbaudes metināšanas un galvenās
sistēmā ķēdē nepieciešams rīkoties sekojoši:
1. Ielikt elektroda nepārklāto daļu elektrodu turētāja spīlē (11).
2. Piestiprināt pārvada masas spaili (10) uz metināmo materiālu (skat.
zīm.B).
B
11
10
UZMANĪBU! Nepieciešams pievērst sevišķu uzmanību, lai būtu labs
kontakts ar metināmo priekšmetu – tā virsma nevar būt krāsota, sarūsēta
vai nemetāla.
3. Ieslēgt metināšanas aparātu ar slēdzi (7) un regulēt strāvas intensitāti
ar regulatoru (5) saistībā ar izmantotā elektroda diametru:
Elektrods ø1.6 mm: strāva 20-40A
Elektrods ø2.0 mm: strāva 40-65A
Elektrods ø2.5 mm: strāva 65-95A
Elektrods ø3.2 mm: strāva 95-125A
Elektrods ø4.0 mm: strāva 125-150A
4. Turot metinātāja masku sejas priekšā nepieciešams parīvēt elektrodi
pa metināmo materiālu līdzīgi kā aizdedzina sērkociņu. Tas ir pareizs
veids kā iekvēlot elektrisko loku. Loks vienmēr iekvēlosies šuves zonā,
kuru nepieciešams uzklāt.
UZMANĪBU! Nedrīkst ar elektrodu sist pa metināmo
materiālu, par cik var sabojāt elektroda apvalku un
radīt loka aizdedzināšanas grūtības.
5. Uzr eiz pē c lo ka ai zdeg šan ās
ieteicams saglabāt attālumu no
šuves, kurš ir vienāds ar elektroda
diametru. Metināšan as procesā
vienmērī gas šuves izveidošan ai
nepieciešams pastāvīgi uzturēt to
paš u att ālumu sta rp š uvi u n
elektroda uzgali. Nepieciešams arī
atcerēties, elektroda ass slīpums
metināšanas virzienā sastāda apmēram 20/30 grādu (skat. zīm. C).
6. Metināšanas beigās nepieciešams nedaudz atliekt elektrodi, lai
metināšanas ezeriņš vienmērīgi aizpildītos ar šķidro metālu, un pēc
tam elektrodi strauji pacelt uz augšu.
UZMANĪBU! Izlietoto e lektrodu noņemšana i un
ti kko sam eti nāto pr iekš met u pā rvi eto šana i
nepieciešams vienmēr lietot knaibles. Ievērot ,lai
pēc metinā šanas e lektroda turētā ju noli kt uz izolāc ijas
paliktņa.
Izdedžu slāni no šuves nepieciešams likvidēt tikai pēc atdzišanas.
Ja turpi nās m etināš ana u z nep abeigt ās šu ves, t ad el ektrod a
pieskaršanās vietā vispirms nepieciešams likvidēt izdedžu slāni.
Pēc metināšanas pārliecināties, ka elektroda skava ir atvienota no
elektroda.
V
6
5
7
8
9
IGBT 160
IGBT
C
20-30
о
24
Page 25

n Termiskā aizsardzība
Pārāk intensīva un ilglaicīga metināšanas aparāta darba gadījumā
ieslēdzas aizsardzības sistēma. To signalizē termiskās aizsardzības
darbības signalizācijas dzeltenā diode (4) (zīm. A).
Metināšana aparāta ventilators joprojām darbojas dzesējot metināšanas
sistēmas vadības elementus. Pēc kāda laika, atkarībā no apkārtējās
temperatūras, diode nodziest. Metināšanu var turpināt.
n Elektrodu izvēle
Elektroda diametra un tā tipa izvēle priekš metinātā materiāla ir ļoti
svarīgs parametrs pareizai metināšanas operācijas izpildei. Elektroda
diametram ir noteicoša ietekme uz šuves formu un iekausēšanas
dziļumu. Elektroda diametra palielināšana, pie strāvas pastāvīgas
intensitātes samazina iekausēšanas dziļumu un palielina šuves platumu.
Metināšanas darbiem var izmantot dažādu ražotāju tirgū pieejamos
apvalka elektrodus. Nedrīkst pārsniegt norādītos un pieļaujamos
parametrus, optimālai šuves formas izveidei nepieciešams izvēlēties
atbilstošu elektrodu diametru.
Elektrodu garums ir atkarīgs no diametra un tas sastāda: priekš
elektrodiem ar diametru 2,5mm; 250 - 300 - 350 mm, bet priekš
elektrodiem ar diametru 3,2 mm; 300 - 350 - 400 - 450 mm.
Elektroda diametrs ir atkarīgs no metināmā materiāla biezuma, šuves
veida un tml.
Nepieciešams arī atcerēties par atbilstošu apvalka izvēli, jeb elektroda
tipu piemērot metināmā materiāla markai un izveidotās šuves veidam.
Pilns elektrodu īpašību klāsts ir uzrādīts ražotāju izstrādātos tehniskos
raksturoju mos. Šajos raksturojum os uzrādīt i visi d ati: elektro da
apzīmē jums, ap valka ti ps, elek troda pi elietojum s, metin āšanas
stāvoklis, metināšanas strāvas tips un intensitāte atkarībā no elektroda
dia metra , ele ktrod a pi evien ojumu pol aritā tes, nepi ecieš amās
metināšanas siltuma darbības, elektrodu žāvēšanas un glabāšanas
apstākļi.
n Šuvju parametri
Metināšanas laikā nepieciešams pievērst uzmanību, lai loks nebūtu
pārāk garš, par cik tas rada lielas šļakatas un šuves ne hermētiskumu vai
tās plīšanu, kā arī lai nebūtu pārāk īss, par cik elektrods līmēsies pie
metināmā materiāla virsmas.
Lēna elektroda
pārvietošana
Ātra elektroda
pārvietošana
Pārāk īss
elektriskais loks
Pārāk garš
elektriskais loks
Nepietiekama metināšanas
strāvas vērtība
Pārāk liela metināšanas
strāvas vērtība
Pareiza šuve
GLABĀŠANA UN KONSERVĀCIJA:
Metināšanas aparātu nepieciešams glabāt bērniem nepieejamā vietā,
tīru, sargāt no mitruma un putekļiem. Glabāšanas apstākļiem jāizslēdz
mehānisko bojājumu iespēju kā arī atmosfēras apstākļu iedarbību.
n Tekošās apkalpošanas darbības
UZMANĪBU! Pirms tīrīšanas un konservācijas darbu
sākuma nepieciešams pārliecināties, ka ierīce ir
atvienota no barošanas avota.
Droša un ražīga dar ba nodrošināšana i, metināšanas aparāts u n
ventilācijas atveres nepieciešams uzturēt tīras.Ieteicams tīrīt ierīci tieši
pēc katras lietošanas.
Ārējās plastmasas daļas var tīrīt ar mitru drānu un maigu tīrīšanas
līdzekli. NEKAD nedrīkst lietot šķīdinātājus – tie var sabojāt no
plastmasas izgatavotās ierīces daļas. Nepieciešams uzmanīties, lai ierīces
iekšpusē neiekļūtu ūdens.
Katru reizi pārbaudīt metināšanas aparāta tehnisko stāvokli. Kontrolēt
vai strāvas vadi nav bojāti un tiem nav nekādas mehānisko bojājumu
pazīmes. Pārbaudīt abu skavu tehnisko stāvokli. Pārbaudīt barošanas
vada stāvokli. Jebkādu bojājumu atklāšanas gadījumā tos likvidēt.
Pie katras izdevības, it īpaši pēc darba beigām attīrīt metināšanas
aparāta dzesēšanas sistēmas ventilatora gaisa ieplūdi. Šo darbību
vislabāk veikt ar saspiesto gaisu.
Abas strāvas pārvadu skavas uzturēt tīras.
TRANSPORTS:
Iekārtu transpor tēt un glabāt oriģinālā iepakojumā, kurš sargā no
putekļu un smalko objektu iekļūšanas. It īpaši nepieciešams nodrošināt
ventilācijas atveres. Smalkie elementi, kuri iekļūst korpusa iekšpusē var
sabojāt aparāts.
APKĀRTĒJĀS VIDES AIZSARDZĪBA:
UZMANĪBU: Uzrādītais simbols nozīmē, ka aizliegts novietot
nolietoto ierīci kopā ar citiem atkritumiem (iespējams naudas
sods). Bīstamās sastāvdaļas, kuras atrodas elektriskās ierīcēs
negatīvi ietekmē uz apkārtējo vidi un cilvēku veselību.
Mājsaimniecībām jāņem dalība nolietoto ierīču atgūšanā un atkārtotā
izlietošanā (reciklingā). Polijā un Eiropā tiek radīta vai jau pastāv nolietot
ierīču savākšanas sistēma, kura ietvaros visiem augstāk minēto ierīču
pārdošanas punktiem ir pienākums pieņemt nolietotās ierīces. Bez tam
pastāv augstāk minēto ierīču savākšanas punkti.
RAŽOTĀJS:
Profix SIA
Marywilska iela 34
03-228 Varšava, Polija
Šī ierīce ir saskaņā ar valsts un Eiropas normām, ka arī drošības prasībām.
UZMANĪBU! Visāda veida remontus veic kvalificēt personāls, lietojot
oriģinālas rezerves daļās.
25
Page 26

POTENCIĀLĀS PROBLĒMAS UN TO ATRISINĀŠANAS VEIDI:
Iekārtas nepareizas darbības gadījumā, pirms metināšanas aparāta izsūtīšanas uz servisu, nepieciešams pārbaudīt galveno avāriju sarakstu un mēģināt
patstāvīgi to likvidēt.
PROBLĒMA IESPĒJAMAIS IEMESLS PROBLĒMAS RISINĀJUMS
Barošanas indikators nedeg,
ventilators nedarbojas, izejā nav
strāvas.
Barošanas indikators deg, ventilators
nedarbojas, izejā nav strāvas.
Termiskās aizsardzības indikators
(diode) nedeg, izejā nav strāvas.
Termiskās aizsardzības indikators
(diode) deg, izejā nav strāvas.
Loks nekvēlo. Nav pareizs atgriezeniskā pārvada skavas
Loks ir pārāk garš un neregulārs. Pārāk augsta metināšanas strāva.
Loks ir pārāk īss. Pārāk zema metināšanas strāva. Palielināt metināšanas strāvas vērtību.
Barošanas vads ir slikti pievienots vai bojāts.
Kontaktligzdā nav tīkla sprieguma.
Bojāts slēdzis.
Tīkla spriegums zemāks par 230 V. Ielikt kontaktdakšiņu 230 V ~ 50 Hz sprieguma barošanas ligzdā.
Iekārta var atrasties avārijas režīmā. Iekārtu izslēgt uz 2-3 min un atkār toti ieslēgt.
Bojāti vai slikti pievienoti viens vai abi
strāvas pārvadi: elektrodu turētāji vai
saspiežamās spīles.
Iedarbojās termiskās aizsardzības sistēma. Iekārtu atdzesēt un atkārtot mēģinājumu.
kontakts.
Iespraust kontaktdakšiņu dziļāk, pārbaudīt barošanas vadu.
Pārbaudīt spriegumu kontaktligzdā vai nav iedarbojies drošinātājs.
Metināšanas aparātu nodot servisā.
Pārbaudīt abus pārvadus un to savienojumus. Pareizi saspiest
vai nepieciešamības gadījumā apmainīt.
Salabot skavas kontaktu
Samazināt metināšanas strāvas vērtību.
Firmas PROFIX politika ir nepārtraukta savu produktu pilnveidošanas politika, tāpēc firma sev rezervē tiesības ievest
izstrādājuma specifikācijas izmaiņas bez iepriekšējas paziņošanas. Zīmējumi, kuri uzrādīti apkalpošanas instrukcijā kalpo
tikai kā piemērs un var nedaudz atšķirties no iegādātās ierīces reālā izskata.
Šī instrukcija ir sargāta ar autortiesībām. Aizliegts to kopēt/pavairot bez PROFIX SIA rakstiskas atļaujas.
26
Page 27

ИНВЕРТОРНЫЙ СВАРОЧНЫЙ АППАРАТ DC MMA: 42940, 42941
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Перевод оригинальной инструкции
ПР ЕД УП РЕ Ж ДЕ НИ Е! За пу ск , на ст р ой ка и
э кс пл уа т ац ия и нв ер т ор ны х с ва ро чн ы х
аппаратов могут быть сделаны только после
вним атель ного ознак омлени я с наст оящей
инструкцией по эксплуатации. Несоблюдение
ре ко мен да ций , со дер жа щи хся в да нно й
инс трукц ии, м ожет при вести к серь езным
травмам, смерти пользователя или повреждению самого
устройства.
Во время работы на сварочном аппарате обязательно
р ек ом ен д уе тс я с ле до ва т ь ос н ов ны м п ра ви ла м
без опасн ости во избе жание воз горан ия, п ораже ния
эле ктри чески м то ком или пол учен ия м ехани ческ их
повреждений.
Хранить инструкцию для возможного использования в
будущем.
I. ОБЩИЕ УСЛОВИЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ:
1. Настоящее оборудование не предназначено для использования
лицами с ограниченными физическими, сенсорными или
умственными возможностями.
Несовершеннолетние лица или лица без опыта работы с
об о ру до ва ни ем и н ео бх од им ы х з н ан ий н е м ог у т
эксплуат ировать инв ерторные св арочные апп араты, есл и
только это не делается в учебных целях в соответствии с
инструкцией по эксплуатации оборудования и под надзором
пр офе сси она льн ого инс тру кто ра, от веч ающ его за их
безопасность.
2. ПР ИМЕ ЧАН ИЕ: Эф фек тив нос ть ре акц ии
мо же т б ыть о сла бле на в ре зул ьт ате
употребления алкоголя, медикаментов и
наркотиков, а также в результате болезней, высокой
температуры и усталости. В таких случаях необходимо
отказаться от использования сварочного аппарата.
3. Необходимо поддерживать порядок и хорошее освещение на
рабочем месте. Беспорядок и плохое освещение являются
причиной несчастных случаев.
4. Рабочее место должно быть оборудовано надле-
жащей в ентиляцией и вытяжкой. Запрещено
производить сварку в закрытых помещениях. В
процессе сварки образуются вредные пары и газы, опасные для
здоровья. Следует избегать вдыхания этих паров и газов.
Необходимо регулярно проверять влияние образующихся
газов на пользователя во избежание отравлений.
5. Под ключе ние э лектр опров одов дол жно в ыполн ятьс я в
соответствии с действующими законами и правилами техники
безопасности квалифицированным электриком.
6. Данный сварочный аппарат предназначен для подключения к
сет и эл ектр опит ани я, к отор ая и меет нул евую фаз у и
заз емле ние. Нео бход имо у беди ться , чт о роз етка сет и
электропитания правильно подключена к заземлению.
7. Перед началом работы на сварочном аппарате обязательно
необходимо проверить состояние кабеля питания, сварочных
кабелей, держателей электродов и других используемых
токопроводов. Не работать на неисправном оборудовании.
Поврежденные элементы заменить исправными.
8. В о вр емя раб оты нео бход имо исп ольз оват ь с редст ва
инди видуаль ной з ащиты: свар очный фарту к, защ итную
одежду, сварочные перчатки, сварочную маску и подходящую
обувь с защитой от скольжения.
9. Использовать защитные очки во время очистки сварного шва.
10. Запрещено проводить сварку на материалах, которые ранее
были очищены хлорсодержащими растворителями, а также
материалах, покрытых краской, загрязненных грязью, маслом
или гальванизированных материалах.
11. Запрещается использовать сварочный аппарат в местах, в
которых находятся горючие жидкости или газы.
12. За пре щен о в ыпо лн ени е л юбы х с вар оч ных ра бот на
контейнерах, емкостях, трубах, которые содержат (содержали)
в себе жидкие или газообразные легковоспламеняющиеся
средс тва. Так ие емко сти или резерв уары до лжны бы ть
п ро мы т ы пе р ед с в ар ко й , чт о бы у д ал ит ь л ег ко -
воспламеняющиеся жидкости.
13. Запрещено сваривать емкости под давлением. Это может
привести к взрыву.
14. Искры, образующиеся при сварке, могут привести к пожару,
взрыву и ожогам незащищенных участков кожи. При сварке
следует надевать сварочные перчатки и защитную одежду.
Необходимо удалить с рабочего места или предохранить все
легковоспламеняющиеся материалы и вещества (например,
дерево, бумагу, тряпки и т.д.). Противопожарный инвентарь
(пожарные покрывала и порошк овые или у глекислотные
огнетушители) должны находиться вблизи рабочего места на
видном и легко доступном месте.
15. Рабочее место сварщика должно быть отделено защитным
экраном.
16. Запрещено использовать сварочный аппарат в помещениях с
повышенной влажностью, а также во время дождя или снега.
Это может вызвать поражение электрическим током.
17. Запрещено устанавливать сварочный аппарат на покатом,
нестабильном или сыпучем основании.
18. Во время работы не прикасаться к заземленным частям, таким
как радиаторы, водопроводные трубы, холодильники и т.п.
19. При выполн ении с варочных работ недоп устимо вешать
сварочные провода и шланги на плечи или колени, а также
держать их непосредственно вблизи других частей тела.
20. Сварочный аппарат необходимо подключать к электросети
только на время работы. После включения питания пребывание
посторонних лиц на рабочем месте запрещается. Устройство
особенно опасно для детей, поэтому особое внимание должно
быть уделе но том у, что бы уст ройство было абсо лютно
недоступно для детей.
21. Запрещается использовать устройство не по назначению. Не
использовать сварочный аппарат для размораживания труб.
22. Вс егда н еобход имо вы нимать вилк у из розет ки пер ед
27
Page 28

подключением кабелей или выполнением других действий по
техническому обслуживанию или ремонту.
23. Не снимать кожух устройства.
24. Обязательно перед запуском устройства проверять состояние
кожухов и все х элемент ов безоп асности. Не раб отать с
поврежденными элементами, заменить их исправными.
25. Шн ур п ита ния и у дли нит ель, ес ли так ово й им еет ся,
предохранять от чрезмерного тепла, масел и острых кромок. Не
работать при смотанном удлинителе.
26. Используемый для работы удлинитель должен обеспечивать
свободную эксплуатацию, а длина кабеля должна быть выбрана
так, чтобы его избыток не мешал работе.
27. Не тянуть за присоединительный кабель, чтобы отсоединить
вилку от розетки.
28. Прежде чем начинать сварку необходимо зафиксировать
обрабатываемый материал при помощи струбцин или тисков.
29. Во врем я раб оты з анять пози цию, кото рая и сключ ает
опрокидывание. Занять надежное положение.
30. Необходимо следить за надлежащую изоляцию электрода,
свариваемой детали и расположенных рядом металлических
предметов. Для этого необходимо использовать специальные
перчатки, защитную одежду, изоляционное маты или коврики,
использовать высокие изоляционные сапоги.
31. Пе ре д п ерв ым по дкл юч ени ем св аро чн ого ап па рат а
необходимо убедиться, что напряжение питания соответствует
указанному на заводской табличке значению. Розетка должна
иметь защитный контакт.
32. Сварочная установка создает высокое напряжение. Не касаться
сварочного держателя, подключённого сварочного материала,
когда устройство включено в сеть. Все элементы, образующие
це пь с вар очно го ток а, мог ут п рив ест и к пор аже нию
электрическим током, поэтому следует избегать касания их
голой рукой, а также влажной или поврежденной защитной
одеждой. Запрещается работать на мокром основании или
пользоваться поврежденными сварочными кабелями.
33. СВАРИВАЕМЫЕ МАТЕРИАЛЫ МОГУТ ВЫЗВАТЬ ОЖОГ: Никогда не
прикасать ся к свар иваемым элем ентам незащи щенными
частями тела. При касании и перемещении свариваемого
материала, обязательно использовать сварочные перчатки и
клещи.
34. ИЗЛ УЧЕНИ Е ДУГ И МО ЖЕТ В ЫЗВАТ Ь ОЖО Г: За преща ется
смотр еть не защищен ными гл азами на св арочную дугу.
Обязательно использовать маску или защитное забрало с
соответствующим фильтром. Предохранять незащищенные
ча с ти т ел а со от в ет ст ву ю ще й з а щи тн ой о де жд о й,
изготовленной из негорючего материала. Посторонние лица,
находящиеся поблизости, должны быть защищены с помощью
негорючих, поглощающих излучение экранов.
35. Запрещается оставлять подключенное к сети устройство без
присмотра. По завершению работы обязательно вынуть вилку
из сетевой розетки.
36. ВНИ МАНИ Е! Про цесс сва рки, та кже как и
электрический ток, протекающий по сварочным
проводам, генерирует электромагнитное поле,
ко тор ое мо жет на руш ать ра бо ту ка рди о-
стимуляторов, а также находящихся поблизости электроприборов.
Лица, имеющие аппараты жизнеобе спечения (н апример,
регулятор частоты сердечных сокращений, респиратор и т.д.),
должны проконсультироваться с врачом до их пребывания в
зонах сварки.
Вы ше уп ом ян ут ым ли ца м та кж е н е ре ко ме нд ует ся
пользоваться сварочным аппаратом.
37. П РИ М ЕЧ АН ИЕ : Ус т ро йс тв о со з да но н а ос н ов е
электронных компонентов. Шлифование и реза ние
металлов в непосредственной близости от сварочного
аппарата может привести к загрязнению опилками
внутренней части устройства и к его повреждению.
Вышеупомянутое повреждение не подлежит гарантийному
ремонту!
В случае необходимости работать в такой среде, необходимо
выполнять очистку сварочного аппарата путем продувки его
внутренней части сжатым воздухом.
НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ УСТРОЙСТВА:
И н в е р т о р н ы е с в а р о ч н ы е а п п а р а т ы я в л я ю т с я
высокоте хнологичными продукта ми, предна значенными для
дуговой сварки покрытым электродом (метод ММА - Manual Metal
Arc Welding). Инверторные сварочные аппараты представляют
собой новый тип сварочных машин, генерирующих необходимые
токи с помощью электронных систем. Они хар актеризуются
небольшими размерами и весом, большим к.п.д., широким
диапазоном применений, очень хорошими результатами сварки и
высокой мобильностью.
Инверторные сварочные аппараты предназначены для ручной
св арки по крыт ыми эле ктр одам и т аких ма тери ало в, к ак
легированные конструкционные стали, чугун. Они могут работать с
использованием электродов диаметром от 1,6 мм до 4 мм, в
зависимости от установленного сварочного тока, потребности и
типа операции, выполняемой сварочным аппаратом. Сварочные
апп араты рас счита ны на напр яжени е 23 0 В ~, 5 0/60 Гц
(однофазные).
Обору дование должн о экспл уатиров аться в соо тветств ии с
Распоряжением министра экономики от 27.04.2000 г. относительно
безопасности и гигиены труда при выполнении сварочных работ
(Закон. вестн. № 40, поз.470).
ВНИ МАНИЕ ! Лю бое и спол ьзова ние устр ойств а не по
назначению запрещено и приводит к утрате гарантии и
отказу производителя от ответственности за возникший в
результате этого ущерб.
Сервис ное обс луживание и рем онт этих устройс тв долж ны
выполняться квалифицированным персоналом в соответствии с
ус ло вия ми бе зо пас но сти , д ей ств ующ им и д ля эл ект ро оборудования.
Ка ки е-л ибо м оди фи кац ии ус тро йс тва , о су щес тв лён ны е
пользователем, освобождают производителя от ответственности
за пов режде ния и у щерб, при чинён ный поль зова телю и
окружающей среде.
Даже применяя устройство по назначению, нельзя полностью
исключить определённых факторов остаточного риска. С учетом
конструкции и строения устройства могут возникнуть следующие
опасности:
- Ожоги;
28
Page 29

- Отравление газами, продуктами сгорания или парами;
- Повреждение органов зрения;
- Возникновения пожара;
- Поражение электрическим током;
- Негативное воздействие электромагнитного поля на здоровье
сварщика.
n Комплектация
ź Инверторный сварочный аппарат - 1 шт.
ź Массовый провод 1,2 м с клеммой 200 A - 1 шт.
ź Токовый провод 1,8 м с держателем электрода 200 A - 1 шт.
ź Инструкция по эксплуатации - 1 szt.
ź Гарантийная карта -1 шт.
n Элементы устройства (см. рис. A):
Нумерация элементов устройства относиться к изображениям,
находящимся на странице 2 инструкции по эксплуатации:
1. Гнездо токового провода (-)
2. Гнездо токового провода (+)
3. Индикатор питания (зеленый)
4. Индикатор термозащиты (желтый)
5. Регулятор сварочного тока
6. Ремень для переноски
7. Включатель /Выключатель
8. Вентилятор
9. Кабель питания
10. Массовый провод с клеммой
11. Токовый провод с держателем электрода
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ:
МОДЕЛЬ
Напряжение питания (однофазное)
Частота питания
Номинальная входная мощность
Номинальный входной ток
Диапазон выходного тока
Номинальный цикл работы
Напряжение без нагрузки
42940
230В
50Гц
6,90кВ
30A
20~160A
60%-160A
70В
42941
230В
50Гц
8,02кВ
34,9A
20~180A
30%-180A
70В
Диаметр электрода (ø) 1,6-4мм 1,6-4мм
Класс оборудования
Степень защиты
Класс изоляции
I
IP21S
H
I
IP21S
H
Тип охлаждения Вентилятор Вентилятор
Размеры (cм)
Вес брутто
27,7x23x22
27,7x23x22
4,0кг 4,1кг
Рабочий цикл основан на процентном определении для 10 минут
такого интервала времени, в течение которого машина может
прои зводить свар ку при номин альном значе нии то ка бе з
необходимости прерывания работы. В зависимости от величины
т ок а на з а во д ск о й т а бл и чк е а пп ар а та п р ив о ди тс я
продолжительность нагрузки X%. Этот коэффициент показывает,
как интервал времени в течение 10 минут предназначен для
непрерывной работы. Например, Х = 40% означает, что при
заданной силе тока (180А) в течение 10-минутного цикла работы 4
минуты должны отводиться для непрерывной работы, 6 минут -
время паузы. Цикл работы Х = 100% означает, что устройство
может работать непрерывно.
Необходимо помнить, что невыполнение вышеуказанных
требований может привести к необратимому повреждению сварочного аппарата.
n Заводская табличка
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
U1=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Технические характеристики и символы, характеризующие режим
работы и эксплуатацию, показаны на верхней или нижней панели
сварочного аппарата, и они означают следующее:
42941 – модель сварочного аппарата;
NO – серийный номер;
1~
f1
f2
- Однофазный преобразователь частоты
- Двухобмоточный трансформатор - Выпрямитель;
EN 60974-1 – Станд арт произ водства и безо паснос ти
эксплуатации источников энергии для аппаратов дуговой сварки и
родственных процессов;
– Си мв ол ру чн ой ду го вой с вар ки по кр ыт ыми
электродами;
– Символ постоянного тока;
– Символ селективного выключателя;
S
Uo – Номинальное напряжение без нагрузки;
X(%) – Коэффициент продолжительности нагрузки;
I2(A) – Номинальный сварочный ток (ампер);
U2(V) – Напряжение дуги (вольт);
– Однофазное сетевое присоединение;
1~ 50Hz
U1 – Электропитание;
I1max – Максимальный ток в первичной цепи
I1eff – Макс. эффективный ток в первичной цепи;
IP21S– Класс безопасности корпуса;
H– Класс изоляции трансформатора;
ПОДГОТОВКА К РАБОТЕ:
ВН ИМ АН И Е! Вс е де йс тв ия , с вя за нн ые с
ус тан ов кой и по дкл юч ени ем св ар очн ого
аппарата к электросети должны выполняться
при выключенном питании.
По дкл юче ние к эл ект рос ети до лжн о в ыпо лня тьс я
квалифицированным электриком.
29
Page 30

Свароч ный аппа рат може т эксплу атироватьс я в сл едующих
условиях:
– Температура воздуха от -10°C до +40°C;
– Влажность воздуха не более 40°C≤50%; 20°C≤90%.
Устройство необходимо установить на плоскую горизонтальную
по вер хно ст ь, им еющ ую до ста точ ну ю п роч нос ть , ч тоб ы
предотвратить опасные перемещения сварочного аппарата или его
опрокидывание.
Св ароч ный ап пара т д олж ен б ыть ус тано вле н в хор ошо
вентилируемом помещении со свободной циркуляцией воздуха, в
хор ошо о свеще нном мес те, б ез д оступ а вла ги, вдал и от
легковоспламеняющихся предметов (мин. расстояние от других
предметов 0,5 м).
Перед началом работы на сварочном аппарате обязательно
необходимо проверить состояние кабеля питания, сварочных
кабелей, держателя электрода и прижима материала. Не работать
на неи справ ном обо рудов ании . По врежд енны е эл емент ы
заменить исправными.
Во вре мя выполнения сварки т оковые прово да генерируют
сильное электромагнитное поле. С целью уменьшения величины
электромагнитного излучения их нужно поместить близко друг к
другу.
n Подключение к электрической сети
1. Убедиться, что параметры источника питания, к которому
должен быть подключен сварочный аппарат, соответствуют
тр еб ов ан ия м, у ка за нн ым н а з ав од ск ой т аб ли чк е.
Максимальный сварочный ток достижим только при условии,
что сеть питания обеспечивает полную мощность по току.
2. Убедиться, что включатель/выключатель (7) не находится во
включенном положении. При вставлении вилки в розетку, в
случае, когда главный выключатель находится во включенном
положении, может иметь место серьезный несчастный случай.
3. В случае использования удлинителя, он должен быть рассчитан
на номинальную нагрузку и оснащен защитным проводом.
Электрический провод уложить так, чтобы во время работы его
нель зя бы ло ра зрезат ь, пе режеч ь или рас плавит ь. Не
исп ольз оват ь по врежд енны е уд лини тели . Не обхо димо
использовать удлинители покороче. Не тянуть за кабель
питания, вытаскивая вилку из розетки.
4. Сварочный аппарат должен подключаться к электросети с
нейтральным проводом и заземлением. Не подключать и не
использовать сварочный аппарат, если сеть питания не
имеет защитного провода.
5. Сварочный аппарат может нарушать работу компьютеров и
устройств, управляемых компьютерами, систем безопасности,
из мер ите льн ой те хни ки, си сте м р ади осв язи , р ади оуправляемых устройств и т.п. Необходимо убедиться, что
установка сварочного аппарата не будет вызывать сбои в
работе других устройств.
n Подключение сварочных проводов
Каж дый сва рочн ый апп арат име ет два ток овых гн езда ,
обоз наченн ых зн аками "+" и "- ". Э ти си мволы озна чают
полярность гнезда.
В случае типовой сварки сварочным аппаратом MMA, провод
массового зажима (10) необходимо подключить к гнезду (1) с
отрицательной полярностью ("–"), а провод держателя электрода
(11) к гнезду (2) с отрицательной полярностью ("+"). При этом
следует иметь в виду, что это общее правило. Есть некоторые типы
электродов, требующих обратной полярности сварки. Хорошие
произво дители св арочных э лектродов всегда указыва ют на
упаковке требования к полярности и силе сварочного тока.
ОПИСАНИЕ ПРОЦЕДУРЫ СВАРКИ:
Дугов ая сва рка по крытым элек тродом, назыв аемая также
ме то до м М МА , я вл яе тс я са мы м ст а ры м и н аи бо ле е
универсальным методом дуговой сварки.
В методе ММА используется покрытый электрод, который состоит
из мет аллич еског о се рдечн ика, пок рыто го сп рессо ванн ой
оболочкой. Между концом электрода и свариваемым материалом
возникает электрическая дуга. Зажигание дуги имеет контактный
ха рак тер и п рои схо дит пр и к аса нии ко нцо м э лек трод а
св ар ива ем ого м ате ри ала . Эл ект ро д п ла вит ся и ка пл и
расплавленного металла электрода переносятся через дугу в
сваро чную ван ночку с вариваем ого мета лла, об разуя п осле
охлаждения сварной шов. Сварщик придвигает электрод по мере
его плавления к свариваемой детали так, чтобы поддерживать
пост оянной длин у дуги , и однов ременн о пере мещает его
расплавленный конец вдоль линии сварки. Плавящаяся оболочка
электрода выделяет газы, которые защищают расплавленный
металл от влияния атмосферы, а затем затвердевает и образует на
поверхн ости сва рочной ва нночки шл ак, котор ый защищ ает
затвердевающий металл шва от воздействия окружающей среды.
После отведения электрода от свариваемой детали электрическая
дуга гаснет и процесс сварки прерывается. После наложения одного
шва шлак необходимо механически удалить с помощью молотка.
Не наносить следующий шов на неочищенную поверхность.
Осно вными пара метрам и сва рки яв ляются свар очный ток
(регулируется, задается сварщиком с помощью ручки регулировки
св аро чно го то ка (5 )), на пря же ние эл ект рич ес кой ду ги
(ре гули рует ся с варщ иком с п омощ ью р асст ояни я ме жду
элект родом и матери алом), скорос ть свар ки (ре гулирует ся
сварщиком ускорением или замедлением ручного перемещения
элек трода) , а т акже диаме тр эл ектрод а и е го по ложение
относительно шва.
По этим причинам, процесс сварки в значительной степени зависит
от знан ий, о пыта, нав ыков и пр актики свар щика. Мене е
квалифициров анным оператора м рекомендуется выполнение
пробных сварок на кусках лишнего материала. Перед тем как
приступить к работе обязательно необходимо выполнить все
действия, описанные выше. Особое внимание следует уделить
всем элементам, связанным с безопасностью труда и подготовкой
рабочего места, оч исткой материа ла, предназначе нного для
сварки, а также подготовкой аппарата к работе.
РАБОТА:
n Подготовка материала к сварке
Очистить материал, предназначенн ый для сва рки, в мес тах
нанесения сварного шва и в местах крепления зажима. Ржавчина,
краска, лак и т.п. загрязнения удалить с помощью проволочной
щетки, наждачной бумаги или химически путем обезжиривания.
Очистка деталей для ручной сварки выполняется в области с
шириной прибл. 25 мм.
30
Page 31

Все загрязнения материала должны быть удалены, так как в
процессе сварки они вызывают выделение большого количества
газов и оксидов, и кроме того являются причиной снижения
прочности шва.
n Сварка
Сваро чные а ппараты имеют одноф азный т рансформ атор и
предназ начены д ля сварки переменн ым током покрыт ыми
элект родами с д иаметром , выби раемым в с оответст вии с
техническими данными, указанными в настоящей инструкции по
эксплуатации.
После проверки всех электрических соединений на цепи сварки и
главной цепи необходимо действовать следующим образом:
1. Поместить открытую часть электрода в зажим держателя
электрода (11).
2. Поместить зажим массового провода (10) на свариваемом
материале (см. рис.B).
B
11
10
ВНИМАНИЕ! Необходимо обратить особое внимание на то, чтобы
контак т со свар иваемым п редметом был над ежным - е го
поверхность не должна быть окрашенной, покрытой коррозией или
неметаллической.
3. Вк лю чи ть св ар оч ны й а пп ар ат вы кл юч ат ел ем (7 ) и
отрегули ровать сил у тока р учкой (5) с уче том диамет ра
используемого электрода:
Электрод ø1.6 мм: ток 20-40A
Электрод ø2.0 мм: ток 40-65A
Электрод ø2.5 мм: ток 65-95A
Электрод ø3.2 мм: ток 95-125A
Электрод ø4.0 мм: ток 125-150A
4. Де ржа с варо чную мас ку у лиц а, н еобхо димо чир кнуть
электродом о свариваемый материал, так как зажигается
спичка. Это правильный способ зажигания электрической дуги.
Дуга всегда зажигается в зоне шва, который необходимо
нанести.
ВНИМАНИЕ! Не следует ударять электродом о
сва рива емый ма тери ал, пос коль ку м ожет
повредиться оболочка электрода, и возникнут
трудности с зажиганием дуги.
5. Сразу же после зажигания дуги рекомендуется поддерживать
расстояние между электродом и швом, равным диаметру
электр ода. В процессе сварки необхо димо под держивать
V
6
5
7
8
9
IGBT 160
IGBT
постоянным расстояние между
св ар ны м шв ом и ко нц ом
C
20-30
о
эл ектр ода , чт обы пол учи ть
равномерный шов. Стоит также
по мн и ть , ч то н ак ло н ос и
эл ек тр од а в на пр ав ле ни и
св арк и до лже н с ос тав ля ть
приблизительно 20/30 градусов
(см. рис. C).
6. В конце сварки необходимо слегка подать электрод назад
относительно направления сварки, чтобы сварочная ванночка
равномерного заполнилась жидким металлом, а затем резко
поднять электрод вверх.
ВНИ МАНИЕ! Для удал ения испо льзов анных
эл ек тр од ов и пе ре ме ще ни я т ол ьк о ч то
свар енных предме тов об язатель но исп ользовать щипцы. После выполнения сварки не забывать
класть держатель электродов на изоляционную подкладку.
Слой шлака необходимо удалить со шва только после охлаждения.
Если продолжается сварка незаконченного шва, то в месте касания
электрода необходимо сначала удалить слой шлака.
После сварки убедиться, что держатель электрода отсоединен от
электрода.
n Термозащита
В случае слишком интенсивной и длительной работы включается
система защиты сварочного аппарата. Об активации термозащиты
сигнализирует желтый светодиод (4) (рис. A).
Вентилятор сварочного аппарата продолжает работать, охлаждая
элементы управления цепи сварки. Через некоторое время, в
зависимости от температуры окружающей среды, светодиод
гаснет. Сварка может быть продолжена.
n Выбор электродов
Выбор диаметра покрытого электрода и его типа для свариваемого
материа ла являетс я чрезвыча йно важным параметр ом для
правильного выполнения операции сварки. Диаметр электрода
существенно влияет на форму шва и глубину провара. Увеличение
диаметра электрода при постоянной силе тока уменьшает глубину
провара и увеличивает ширину сварного шва.
Для сварных работ можно использовать имеющиеся на рынке
покрытые электроды различных производителей. Не следует
превышать рекомендуемых и допустимых диаметров электродов
и необходимо подобрать соответствующий диаметр электрода для
оптимального выполнения формы сварного шва.
Длина электродов зависит от диаметров электродов и, к примеру,
составляет: для электродов диаметром 2,5 мм: 250 - 300 - 350 мм, а
для электродов диаметром 3,2 мм: 300 - 350 - 400 - 450 мм.
Диаметр электрода зависит от толщины свариваемого материала,
типа сварного шва и т.п.
Следует также помнить о правильном выборе оболочки, т.е. о типе
электрода в соответствии с маркой материала, предназначенного
для сварки, и типе выполняемого сварного шва.
Полный набор свойств электродов приводится в технических
ха ра кт ер ис ти ка х, р аз ра бо та нн ых из го то ви те ле м. Э ти
характеристики дают всю информацию: маркировку электрода, тип
оболочки, применение электрода, сварочные позиции, тип и силу
31
Page 32

сварочного тока в зависимости от диаметра электрода, полярность
подключения электрода, операции по термической обработке,
необходимые при сварке, условия сушки и хранения электродов.
n Параметры сварного шва
При сварке следует обратить внимание на то, чтобы дуга не была
сл ишк ом дл инн ой, та к к ак эт о п рив оди т к бо ль шом у
разбрызгиванию или негерметичности сварного шва, либо к его
растрескиванию, а также чтобы она не была слишком короткой,
потому что электрод будет прилипать к поверхности свариваемого
материала.
Медленное переме-
щение электрода
Быстрое перемещение электрода
Слишком короткая
электрическая дуга
Слишком длинная
электрическая дуга
Недостаточная сила
сварочного тока
Большая сила
сварочного тока
Правильный
сварочный шов
ХРАНЕНИЕ И ТЕХНИЧЕСКИЙ УХОД:
Сварочный аппарат должен храниться в недоступном для детей
месте, в чистоте, предохраняться от влаги и пыли. Условия
хра нения дол жны иск лючат ь во зможн ость мех аниче ских
повреждений и влияния вредных атмосферных условий.
n Текущие операции по техническому обслуживанию
ВНИМАНИЕ! Прежде чем приступить к чистке и
работ ам по уход у, след ует уб едиться, что
устройство отключено от сети питания.
Для обеспечения безопасной и эффективной работы, корпус
устройства и вентиляционные щели должны быть свободными от
пыли и загрязнений. Рекомендуется выполнять чистку устройства
сразу же после каждого применения.
Внешние пластмассовые элементы могут быть очищены при
помощи влажной ткани и деликатного чистящего средства. НИ В
КОЕМ СЛУЧАЕ не применять растворителей они могут повредить
пластмассовые части устройства. Необходимо следить, чтобы
вовнутрь не попала вода.устройства
Постоянно проверять техническое состояние сварочного аппарата;
Следить за исправностью токовых проводов, не допускать какихлибо следов механических повреждений. Проверить состояние
обоих держателей. Проверить состояние силового кабеля. В случае
выявления каких-либо неисправностей, устранить их.
При любой возможности, особенно по окончании работы, очищать
во здух оза бор ник и ве нти лят ора , ох лаж даю щег о си сте мы
сварочного аппарата. Эти операции лучше всего выполнять с
помощью сжатого воздуха.
Поддерживать в чистоте оба держателя токовых проводов.
ТРАНСПОРТИРОВКА:
Транспортировать и хранить устройство в оригинальной упаковке,
которая защищает от пыли и мелк их предметов. Особенно
необ ходимо защи тить в ентиля ционны е отве рстия. Мел кие
эле менты , по павши е во внутр ь кор пуса , мог ут п овред ить
устройство.
ЗАЩИТА ОКРУЖАЮЩЕЙ СРЕДЫ:
ВНИ МАНИЕ : Пр едста вленн ый си мвол озна чает
запрещение размещения использованного оборудова-
ния вместе с другими отходами (за это грозит
наказание в виде штрафа). Опасные компоненты,
имеющ иеся в электр ическо м и эл ектронн ом обор удован ии
отрицательно влияют на окружающую среду и здоровье человека.
Домашнее хозяйство должно способствовать восстановлению и
повторному использованию (рециклированию) использованного
оборудования. В Польше и в Европе создаётся или уже существует
система сбора использованного оборудования, в рамках которой
все пу нкты продажи в/у об орудования об язаны принимат ь
использованное оборудование. Кроме тог о, имеются пункты
приёма в/у оборудования.
ПРОИЗВОДИТЕЛЬ:
ООО «ПРОФИКС»,
ул. Марывильска 34,
03-228 Варшава, ПОЛЬША
Настоящее устройство соответствует польским и европейским
стандартам, а также указаниям по технике безопасности.
ВНИМАНИ Е! Все р аботы по ремонту должны в ыполняться
квалифицированным персоналом, с использованием оригинальных
запасных частей.
32
Page 33

РЕШЕНИЕ ПРОБЛЕМ:
В случае неправильного функционирования устройства, перед отправкой сварочного аппарата в сервисный центр, необходимо проверить
список основных неисправностей и попытаться устранить их самостоятельно.
ПРОБЛЕМА ВОЗМОЖНАЯ ПРИЧИНА РЕШЕНИЕ ПРОБЛЕМЫ
Индика тор пита ния не горит,
вентилятор не работает, нет тока
на выходе.
Ин ди ка то р пи та ни я го ри т,
вентилятор не работает, нет тока
на выходе.
Индикатор (светодиод)
термозащиты не горит, нет тока
на выходе.
Инди катор (свет одиод) термо защиты горит, нет тока на выходе.
Дуга не зажигается
Дуга слишком длинная и
нерегулярная
Дуга слишком короткая
Шнур питания не подключен или
поврежден.
В розетке отсутствует сетевое напряжение.
Неисправный выключатель.
Напряжение сети отличается от 230 В. Вставить вилку в розетку с напряжением 230 В ~ 50 Гц
Устройство может находиться в
аварийном режиме.
Повреждены или плохо подключены один
или оба токовых провода: держателя
электрода и контактодержателя.
Сработала система термозащиты Дать устройству остыть и повторить попытку.
Неправильный контакт клеммы
возвратного провода
Сварочный ток слишком высокий Уменьшить сварочный ток
Сварочный ток слишком низкий
Вставить вилку глубже, проверьте шнур питания.
Проверить напряжение в розетке или сработал ли предохранитель.
Отдать сварочный аппарат в сервисный центр.
Выключить устройство на 2-3 минуты, а затем снова включить.
Проверить оба провода и их подключение. Затянуть
правильно или при необходимости заменить новыми.
Исправить контакт клеммы
Увеличить сварочный ток
Политика компании PROFIX - это политика постоянного совершенствования своих изделий, поэтому компания
сохраняет за собой право изменения спецификации изделия без предварительного уведомления. Изображения,
имеющиеся в инструкции, являются примерными и могут незначительно отличаться от фактического вида
приобретённого электроинструмента.
Насто ящая инстру кция п о эксп луатаци и защи щена а вторски ми пра вами. Запрещ ено её копир ование
и размножение без согласия ООО « ».ПРОФИКС
33
Page 34

APARAT DE SUDURĂ CU INVERTOR DC MMA: 42940, 42941
INSTRUCŢII DE FOLOSIRE
Traducere din instrucţiunea originală
ATENŢIE! Citiţi aceste instrucţiuni de utilizare
înainte de a porni, instala şi exploata aparatele de
sud ură inv erto r. În ca z de ner espe ctar e a
recomandărilor din aceste instrucţiuni utilizatorul
poate fi expus la leziuni corporale grave, deces iar
aparatul poate fi deteriorat.
Pe durata lucrului cu aparatul de sudură vă recomandăm să
respectaţi mereu normele principale de protecţie a muncii
pentru a evit a explozi ile, inc endiile, electro cutarea sau
leziunile mecanice.
Păstraţi instrucţiunile pentru a le folosi pe viitor.
I. CONDIŢII GENERALE DE SIGURANŢĂ DE UTILIZARE:
1. Acest echipament nu este destinat pentru a fi utilizat de către
persoane cu capacităţi fizice, senzoriale sau psihice limitate.
Minorii sau persoanele care nu au experienţă şi nu cunosc
echipamentul nu pot utiliza aparate de sudură cu invertor, cu
excepţia situaţiei când sunt instruite în conformitate cu instrucţiunile
de utilizare a echipamentului şi supravegheate de o persoană
responsabilă de siguranţa acestora.
2. ATENŢIE: Eficienţa utilizării aparatului de sudură
poate fi afect ată de cons umul de alcoo l,
medicamente şi narcotice, precum şi în urma
bolilor, în caz de febră şi oboseală. În aceste cazuri trebuie să
renunţaţi la utilizarea aparatului de sudură.
3. La locul de muncă păstrează curăţenie şi bună iluminare. Zonele şi
bancurile de lucru aglomerate cheamă accidentele.
4. Locul de muncă trebuie să fie ventilat în mod
corespunzător şi dotat cu instalaţie de ventilaţie. Nu
sudaţi în încăperi închise. În decursul procesului de
sudură se generează vapori şi gaze nocive pentru sănătate. Evitați
inhalarea acestor vapori şi gaze. Verificaţi în mod sistematic impactul
gazelor generate asupra utilizatorului pentru a evita intoxicaţiile.
5. Cablurile electrice trebuie conectate în conformitate cu legislaţia în
vigoare şi cu normele de siguranţă de către un electrician calificat.
6. Acest aparat de sudură este destinat pentru conectare la o reţea de
curent prevăzută cu fază, nul şi împământare. Trebuie să vă asiguraţi
că priza reţelei de alimentare este conectată corect la împământare.
7. De fiecare dată înainte de a începe să lucraţi cu aparatul de sudură
trebuie să controlaţi starea cablului de alimentare, a cablurilor de
sudură, portelectrodului şi a celorlalte cabluri de curent. Nu lucraţi cu
piese defecte. Înlocuiţi-le pe cele defecte cu unele noi.
8. În timpul lucrului trebuie să folosiţi mijloace de protecţie personală:
halat de sudură, îmbrăcăminte de protecţie, mănuşi de sudură,
mască de s udură ş i încălţ ăminte co respunzătoa re cu talpă
antiderapantă.
9. Folosiţi ochelari de protecţie atunci când curăţaţi îmbinarea pentru
sudură.
10. Nu sudaţi pe materiale care au fost curăţate în prealabil cu diluanţi
care conţin clor şi materiale acoperite cu vopsea, murdărite cu noroi,
ulei sau materiale galvanizate.
11. Se interzice utilizarea aparatului de sudură în locurile în care se află
lichide sau gaze inflamabile.
12. Nu efectuaţi nici o lucrare de sudură pe containere, rezervoare - ţevi
care conţin (sau au conţinut) agenţi inflamabili lichizi sau gazoşi
Aceste recipiente sau rezervoare trebuie să fie clătite înainte de
sudură pentru a elimina lichidele inflamabile.
13. Nu sudaţi rezervoare sub presiune. Acest fapt poate duce la explozii.
14. Scânteile generate în timpul lucrului pot duce la incendiu, explozii şi
la arderea pielii neacoperite. Pe durata sudării trebuie să purtaţi
mănuşi de protecţie şi îmbrăcăminte de protecţie. Trebuie să
îndepărtaţi sau să asiguraţi toate materialele şi substanţele
inflamabile de la locul de muncă (de ex. lemn, hârtie, lavete etc.)
Echipamentul de stingere a incendiului (pături antiincendiu şi
stingătoare cu pulbere sau spumă) trebuie să fie amplasate în
apropierea locului de muncă într-un loc vizibil şi uşor disponibil.
15. Locul de muncă trebuie să fie separat cu un ecran de protecţie.
16. Nu folosiţi aparatul de sudură în încăperi cu umiditate ridicată,
precum şi pe timp de ploaie sau ninsoare. Acest lucru poate duce la
electrocutare.
17. Se interzice amplasarea aparatului de sudură pe o suprafaţă
înclinată, instabilă sau casantă.
18. În timpul lucrului nu atingeţi obiecte legate la împământare precum
calorifere, conducte de apă, frigidere etc.
19. În timpul lucrărilor de sudură se interzice suspendarea cablurilor şi
furtunurilor de sudură pe braţe sau genunchi, precum şi trecerea
acestora în apropierea altor părţi din corp.
20. Conectaţi aparatul de sudură la reţeaua de alimentare doar pe durata
utilizării. Se interzice prezenţa persoanelor străine la locul de muncă
după ce porniţi alimentarea aparatului de sudură. Aparatul este
deosebit de periculos pentru copii, de aceea trebuie să depuneţi toate
eforturile astfel încât aparatul să nu fie la îndemâna copiilor.
21. Se interzice utilizarea aparatului în mod neconform cu destinaţia. Nu
folosiţi aparatul de sudură pentru a dezgheţa ţevi.
22. Scoateţi mereu ştecherul din reţeaua de alimentare înainte de a
conecta cablurile şi de a efectua alte activităţi de mentenanţă sau
reparaţii.
23. Nu demontaţi carcasa aparatului.
24. Verificaţi starea carcaselor şi a tuturor pieselor de siguranţă a muncii
înainte de a porni aparatul. Înlocuiţi elmentele defecte cu unele noi.
25. Cablul de alimentare, eventual prelungitorul, trebuie protejat de
căldura excesivă, uleiuri sau margini ascuţite. Nu lucraţi atunci când
prelungitorul este strâns.
26. Prelungitorul utilizat pe durata lucrului trebuie să asigure utilizarea
fără probleme, iar lungimea trebuie selectată astfel încât excesul de
cablu să nu împiedice pe durata lucrului.
27. Nu trageţi de cablul de alimentare pentru a scoate ştecherul din priză.
28. Înainte de a începe să sudaţi trebuie să imobilizaţi materialul
prelucrat cu cleme sau menghină.
29. În timpul lucrului trebuie să luaţi o poziţie care nu permite
răsturnarea. Staţi ferm.
30. Aveţi grijă să izolaţi în mod corespunzător electrozii, piesa sudată,
precum şi obiectele de metal din apropiere. În acest scop folosiţi
mănuşi speciale, îmbrăcăminte de protecţie, capac izolator sau
34
Page 35

covoraşe, purtaţi încălţăminte izolatoare înaltă.
31. Înainte de a conecta aparatul de sudură trebuie să vă asiguraţi că
tensiunea de alimentare corespunde valorii indicate pe plăcuţa
nominală a aparatului. Priza de alimentare trebuie să fie prevăzută cu
un bolţ de protecţie.
32. Aparatele de sudură generează tensiune ridicată. Nu atingeţi
portelectrodul, materialul de sudat conectat atunci când aparatul
este conectat la reţea. Toate piesele care formează circuitul curentului
de sudură pot duce la electrocutare, de aceea trebuie să evitaţi să le
atingeţi cu mâna goală sau prin îmbrăcămintea de protecţie udă sau
deteriorată. Nu lucraţi pe suprafeţe ude şi nu folosiţi cabluri de sudură
defecte.
33. MATERIALELE SUDATE POT PROVOCA ARSURI: Nu atingeţi niciodată
piesele sudate cu părţi neacoperite din corp. Purtaţi mănuşi de
protecţie pentru sudură şi cleşti atunci când atingeţi şi deplasaţi
materialul sudat.
34. RADIAŢIA ARCULUI POATE PROVOCA ARSURI: Nu priviţi direct cu ochii
neprotejaţi către arcul de sudură. Pur taţi mereu mască protecţie cu
filtru corespunzător. Protejaţi părţile neacoperite din corp cu
îmbrăcăminte de protecţie fabricată din material neinflamabil.
Protejaţi persoanele străine din apropiere cu ecrane care absorb
radiaţia.
35. Nu lăsaţi aparatul conec tat la reţea nesupravegheat. Decuplaţi de
fiecare dată ştecherul de la reţeaua de alimentare, după ce aţi
terminat lucrul.
36. ATENŢIE! Procesul de sudură, la fel ca şi curentul
electric care circulă prin cablurile de sudură generează
câ mp el ec tro mag ne tic ca re po ate pe rt urb a
funcţiona rea stimulatoarel or cardiace, precum ş i
funcţionarea aparatelor electrice din apropiere. Persoanele care
posedă aparate ce asigură funcţii vitale (de ex. regulatorul de
frecvenţă cardiacă, respirator etc.) trebuie să consulte un medic
înainte de a apărea în zona de operare a aparatului de sudură.
Persoanelor sus-menţionate nu li se recomandă utilizarea aparatului
de sudură.
37. ATENŢIE: Aparat bazat pe subansamble electrice. Şlefuirea şi tăierea
de metale în apropierea aparatului de sudură poate duce la
contaminarea cu pilitură a interiorului aparatului, ceea ce poate
provoca deteriorarea acestuia.
Defecţiunea sus-menţionată nu este supusă reparaţiei în garanţie!
În cazul în care trebuie să lucraţi într-un astfel de mediu trebuie să
curăţaţi aparatul suflând interiorul aparatului de sudură cu aer
comprimat.
DESTINAŢIA ŞI CONSTRUCŢIA APARATULUI:
Aparatele de sudură invertoare sunt produse avansate tehnologic,
destinate pentru sudură cu arc cu electrod învelit prin metoda MMA
(Manual Metal Arc Welding). Aparatele de sudură invertoare sunt un tip
nou de aparate de sudură care generează valorile necesare de curent cu
ajutorul circuitelor electrice. Se deosebesc prin dimensiunile reduse,
greutatea mică, eficacitatea considerabilă, gama largă de utilizare,
efect e foar te bune de s udură ş i mobil itatea c onsiderab ilă de
transportare.
Aparatele de sudură tip invertoare sunt destinate pentru sudura
manuală cu electrozi înveliţi a unor materiale precum aliaje de oţel, oţel
pentru construcţii şi fontă. Puteţi lucra cu acestea folosind electrozi cu
diametrul între 1,6 mm şi 4 mm în funcţie de curentul aplicat de sudură,
necesităţi şi de tipul de operaţiuni efectuate. Aparatele de sudură sunt
adaptate pentru o tensiune de alimentare de 230 V ~, 50/60 Hz
(monofazată).
Aparatele trebuie exploatate în co nformitate cu regu lamentele
legislației în vigoare cu privire la siguranţa şi igiena în activitățile de
sudură.
ATENŢIE! Se interzice utilizarea aparatului în mod neconform cu
destinaţia, ceea ce duce la pierderea garanţiei şi scuteşte
producătorul de daunele cauzate în urma acestora.
Întreţinerea şi repararea acestor aparate pot fi efectuate doar de către
persoane calificate, respectând condiţiile de siguranţă în vigoare pentru
aparatele electrice.
Toate modificările aparatului efectuate de utilizator îl exceptă pe
producător de responsabilitate pentru pagubele provocate utilizatorului
şi mediului.
În ciuda utilizării în conformitate cu destinarea, nu pot fi eliminaţi în
totalitate anumiţi factori de risc. Datorită construcţiei şi struc turii
aparatului pot apărea următoarele pericole:
- Arsuri;
- Intoxicaţie cu gaze, noxe sau vapori;
- Vătămarea văzului;
- Pericol de incendiu;
- Electrocutare;
- Impac tul negativ al câmpului electromagnetic asupra sănătăţii
sudorului.
n Setul include:
ź Aparat de sudură cu invertor - 1 buc.
ź Cablu de masă 1,2 m cu clemă 200 A - 1 buc.
ź Cablu curent 1,8 m cu portelectrod 200 A - 1 buc.
ź Instrucţii de folosire - 1 buc.
ź Fişa de garanţie - 1 buc.
n Elementele uneltei (vezi des. A):
Numerotarea elementelor uneltei este prezentată în figura aflată pe pagina
2 a acestei instrucţii de folosire:
1. Soclu fir curent ( –)
2. Soclu fir curent ( + )
3. Indicator alimentare (verde)
4. Semnalizare protecţie termică (galbenă)
5. Buton de ajustare a curentului de sudare
6. Curea transport
7. Buton de pornire/oprire
8. Ventilator
9. Cablu de alimentare
10. Cablu de masă cu clemă
11. Cablu curent cu portelectrod
DATE TEHNICE:
MODEL
Tensiune de alimentare (monofazată)
Frecvenţă tensiune de alimentare
Putere nominală de intrare
Curent nominal de intrare
Intervalul curentului de ieşire
Ciclu nominal de lucru
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
35
Page 36

Tensiune fără sarcină
70V
70V
Diametru electrod (ø) 1,6-4mm 1,6-4mm
Clasa dispozitivului
Nivel de protecţie
Clasa de izolaţie
Tip răcire Ventilator Ventilator
Dimensiuni (cm)
Greutatea brutto
I
IP21S
H
27,7x23x22
4,0kg 4,1kg
I
IP21S
H
27,7x23x22
Ciclul de lucru este bazat pe diviziunea a 10 minute în timpul pe durata
căruia aparatul poate lucra la valoarea nominală a curentului de sudură
fără necesitatea de a întrerupe lucrul. În funcţie de valoarea curentului de
pe plăcuţa nominală a aparatului se citeşte coeficientul frecvenţei de
funcţionare X%. Acest coeficient indică intervalul de timp în decursul a
10 minute destinat pentru lucru continuu. De ex. X = 40% înseamnă că la
un amperaj specificat (180A) în decursul unui ciclu de 10 minute de lucru
trebuie să acordaţi 4 minute pentru lucru continuu şi 6 minute pentru
odihnă. Ciclul de lucru X =100% înseamnă că aparatul poate lucra în mod
continuu, fără întreruperi.
Trebuie să aveţi în vedere faptul că nerespectarea indicaţiei de
mai sus poate duce la defectarea durabilă a aparatului de
sudură.
n Plăcuţă nominală
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
U1=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
Datele tehnice şi simbolurile care caracterizează tipul de lucru precum şi
utilizarea sunt indicate în panoul de sus sau de jos al aparatului de sudură
şi trebuie interpretate după cum urmează:
42941 – model aparat de sudură;
NO – număr de serie;
1~
f1
f2
– Transformator monofazat - Transformator cu
două bobine - Redresor;
EN 60974-1 – Standardul privitor la fabricația şi siguranţa de
utilizare a surselor de curent pentru sudura cu arc şi a proceselor corelate;
– Simbol de sudare cu arc a electrozilor înveliţi;
– Simbol curent continuu;
– Simbol comutator selectiv;
S
Uo – Tensiune nominală fără sarcină;
X(%) – Coeficient frecvenţă de lucru;
I2(A) – Amperaj nominal sudură (amper);
U2(V) – Tensiune arc (volt);
– Racord reţea monofazată;
1~ 50Hz
U1 – Alimentare electrică;
I1max – Curent max. în circuitul iniţial;
I1eff – Curent max. efectiv în circuitul iniţial;
IP21S– Clasa de siguranţă a carcasei;
H– Clasa de izolaţie a transformatorului.
PREGĂTIRE PENTRU UTILIZARE:
ATENŢIE! Toate activităţile legate de instalarea şi
conectarea aparatului de sudură la reţeaua electrică
trebuie efectuate atunci când alimentarea cu curent
este oprită.
Conectarea la reţeaua electrică trebuie efectuată de către un
electrician calificat.
Aparatul de sudură trebuie exploatat în următoarele condiţii:
– Temperatura aerului între -10°C şi +40°C;
– 40°C≤50%; 20°C≤90%. Umiditatea aerului:
Amplasaţi aparatul pe o suprafaţă orizontală plată, rezistentă, pentru a
evita deplasarea periculoasă a aparatului de sudură sau răsturnarea
acestuia.
Aparatul de sudură trebuie amplasat într-o încăpere bine ventilată, cu
circulaţie liberă a aerului, într-un loc bine iluminat, ferit de umiditate,
departe de obiecte inflamabile (distanţa min. faţă de alte obiecte de 0,5
m).
Verificaţi înainte de a începe lucrul cu aparatul de sudură: starea cablului
de alimentare, a cablurilor de sudură, portelectrodului şi a clemei
materialului. Nu lucraţi cu piese defecte. Înlocuiţi-le pe cele defecte cu
unele noi.
Pe dur ata sudur ii cablu rile pent ru curent genereaz ă un câ mp
elec tromagnet ic pute rnic. Pe ntru a reduce nivelul de r adiaţie
electromagnetică trebuie să apropiaţi cablurile.
n Racordarea la reţeaua de curent
1. Trebuie să verificaţi dacă sursa de alimentare la care doriţi să fie
conectat aparatul de sudură are parametri corespunzători cerinţelor
indicate pe plăcuţa de pe aparat. Curentul maxim de sudare poate fi
ob ţin ut do ar atu nc i c ând re ţea ua de al ime nta re es te
corespunzătoare.
2. Trebuie să vă asiguraţi că butonul de pornire/oprire (7) nu este setat
la poziţia pornit. În cazul în care introduceţi ştecherul în priză, în
situaţia în care comutatorul principal este la poziţia pornit, pot
apărea accidente grave.
3. În cazul în care folosiţi prelungitoare trebuie să utilizaţi prelungitoare
corespunzătoare pentru sarcina nominală şi dotate cu protecţie.
Cablul electric trebuie amplasat astfel încât în timpul lucrului să nu
fie expus la tăiere, ardere sau topire. Nu folosiţi prelungitoare
defecte. Folosiţi un prelungitor cu lungimea cea mai scurtă. Nu
trageţi de cablul de alimentare pentru a scoate ştecherul din priză.
4. Conec taţi aparatul de sudură la reţeaua de alimentare. Nu
conectaţi şi nu utilizaţi aparatul de sudură în cazul în care
reţeaua de alimentare nu este prevăzută cu împământare de
protecţie.
5. Aparatul de sudură poate per turba funcţionarea calculatoarelor şi a
aparatelor controlate prin calculator, a dispozitivelor și sistemelor de
36
Page 37

siguranţă, echipamentului de măsurare, echipamentelor radio,
dispozitivelor controlate prin radio etc. Trebuie să vă asiguraţi că
instalarea aparatului de sudură nu va împiedica funcţionarea corectă
a altor aparate.
n Conectarea cablurilor de sudură
Fiecare aparat de sudură cu electrod este prevăzut cu două borne marcate
corespunzător cu semnul "+" şi "– ". Aceste simboluri desemnează
polaritatea bornei în cauză.
În caz de sudură tipică cu aparatul de sudură MMA, cablul de masă (10)
trebuie conectat la borna (1) cu polaritatea negativă („–”), iar cablul
portelectrodului (11) la borna (2) cu polaritate pozitivă („+”). Trebuie să
reţineţi faptul că aceasta este regula generală. Există anumite tipuri de
electrozi care necesită polaritate inversă de sudare. Cei mai buni
producători de electrozi pentru sudură indică mereu pe ambalaj cerinţele
privitoare la polaritatea şi amperajul curentului pentru sudură.
DESCRIEREA PROCEDURII DE SUDARE:
Sudura cu arc cu electrod învelit este numită metoda MMA şi este cea mai
veche şi universală metodă de sudură cu arc.
În metoda MMA se foloseşte un electrod învelit alcătuit din miez din
metal acoperit cu înveliş presat. Între capătul electrodului şi materialul
de sudat se generează un arc electric. Aprinderea arcului are loc la
contact, prin atingerea capătului electrodului de materialul de sudat.
Electrodul se topeşte şi picături din metalul topit sunt transportate de arc
în zona de material topit, generând îmbinarea după răcire. Sudorul
apropie electrodul pe măsură ce aceasta se topeşte de obiec tul sudat
astfel încât să menţină un arc cu lungime constantă şi deplasează
simultan capătul care se topeşte al acestuia de-a lungul liniei de sudare.
Învelişul electrodului emană gaze atunci când se topeşte cu scopul de a
proteja metalul lichid de influenţa atmosferei, iar apoi se întăreşte şi
formează pe suprafaţa metalului zgură pentru a proteja metalul din
îmbinare împotriva impactului mediului. După ce îndepărtaţi electrodul
de obiectul sudat, arcul electric încetează şi procesul de sudare se
întrerupe. După ce aţi terminat de sudat curăţaţi îmbinarea îndepărtând
resturile de zgură cu un ciocan. Nu efectuați o nouă sudură o suprafaţă
necurăţată.
În parametri principali de sudură se enumeră tensiunea curentului de
sudură (reglabilă, controlată de către sudor cu regulatorul de curent de
sudură (5)), tensiunea arcului electric (reglată de sudor prin distanţa
electrodului faţă de material), viteza de sudură (reglată de sudor prin
încetinirea sau accelerarea deplasării manuale a electrodului) şi
diametrul electrodului şi poziţia acestuia faţă de îmbinare.
Din considerentele sus-menţionate procesul de sudură depinde în mare
măsură de cunoştinţele, experienţa, deprinderile şi practica sudorului. Se
recomandă ca sudorii neexperimentaţi să sudeze pe materiale de
încercare. Înainte de a începe să lucraţi trebuie să efectuaţi obligatoriu
toate activităţile descrise mai sus. În special trebuie să aveţi grijă la toate
aspectele legate de protecţia muncii şi pregătirea locului de muncă,
curăţarea materialului destinat pentru sudat şi pregătirea aparatului
pentru lucru.
OPERARE:
n Pregătirea materialului pentru sudură
Curăţaţi materialul destinat pentru sudură în locurile de amplasare a
îmbinării şi în locul de prindere a mânerului pe material. Rugina,
vopseaua, lacurile şi petele similare trebuie îndepărtate cu o perie de
sârmă, hârtie abrazivă sau chimic prin degresare. Curăţarea pieselor de
sudat trebuie efectuată pe o lăţime de cca. 25 mm.
Toate impurităţile de material trebuie îndepărtate deoarece pe durata
sudurii se emană cantităţi mari de gaze şi oxizi care cauzează reducerea
rezistenţei îmbinării.
n Sudură
B
11
10
Aparatele de sudură sunt prevăzute cu transformator monofazat şi sunt
destinate pentru sudura cu curent alternativ cu elec trozi înveliţi cu
diametrul adaptat în conformitate cu datele tehnice indicate în aceste
instrucţiuni de utilizare.
După ce aţi verificat toate conexiunile electrice de pe circuitele de sudură
şi circuitul principal, trebuie să procedaţi în modul următor:
1. Amplasaţi partea neacoperită a electrodului în clema portelectrodului
(11).
2. Amplasaţi clema cablului de masă (10) pe materialul sudat (vezi
fig.B).
ATENŢIE! Trebuie să aveţi grijă ca suprafaţa obiectului sudat să nu fie
vopsită, corodată sau nemetalică.
3. Porniţi aparatul de sudură cu comutatorul (7) şi reglați amperajul cu
regulatorul (5) funcţie de diametrul electrodului utilizat:
Elektrod ø1.6 mm: amperaj 20-40A
Elektrod ø2.0 mm: amperaj 40-65A
Elektrod ø2.5 mm: amperaj 65-95A
Elektrod ø3.2 mm: amperaj 95-125A
Elektrod ø4.0 mm: amperaj 125-150A
4. Ţineţi masca de sudură înaintea feţei şi frecaţi electrodul de materialul
sudat ca şi la aprinderea unui chibrit. Acesta este modul corespunzător
de aprindere a arcului electric. Arcul trebuie aprins mereu în zona de
îmbinare pe care trebuie să o aplicăm.
ATENŢIE! Nu loviţi cu electrodul de materialul sudat,
deoarece acest lucru poate duce la deteriorarea
carcasei şi poate îngreuna aprinderea arcului.
5. Vă recomandăm ca imediat după
aprinderea arcului să menţineţi o
distanţă faţă de sudură egală cu
diametrul electrodului. În decursul
procesului de sudură trebuie să
menţineţi în permanenţă aceeaşi
distanţă între sudură şi capătul
electrodului pentru a obţine o
sudură uniformă. D e asemenea
trebuie să reţineţi că axul electrodului trebuie să fie înclinat înspre
direcţia de sudură la un unghi de 20/30 grade (vezi fig. C).
6. După ce aţi terminat de sudat trebuie să retrageţi puţin electrodul în
V
6
5
7
8
9
IGBT 160
IGBT
C
20-30
о
37
Page 38

raport cu direcţia de sudură pentru ca metalul topit să se aplice
uniform, iar apoi ridicaţi brusc electrodul.
ATENŢIE! Folosiţi mereu cleştele pentru a îndepărta
electrozii uzaţi şi pentru a transporta obiectele
proaspăt sudate. Aveţi grijă ca după ce aţi sudat să
lăsaţi portelectrodul pe o suprafaţă izolantă.
Îndepărtaţi stratul de zgură de pe îmbinare doar după ce s-a răcit.
În cazul în care continuaţi să sudaţi pe o sudură neterminată trebuie să
îndepărtaţi mai întâi stratul de zgură înainte de a aplica electrodul.
După ce aţi terminat de sudat asiguraţi-vă că portelectrodul nu mai este
conectat cu electrodul.
n Protecţie termică
În cazul în care lucraţi prea intens sau o durată prea îndelungată cu
aparatul de sudură, se porneşte sistemul de protecţie. Acest lucru este
semnalizat cu o diodă galbenă de semnalizare a acţionării protecţiei
termice (4) (fig. A).
Ventilatorul aparatului de sudură funcţionează în continuare, răcind
elementele care controlează circuitul de sudură. După un anumit timp, în
funcţie de temperatura ambientală, aparatul se răceşte. Puteţi continua
să sudaţi.
n Selectare electrozi
Selectarea diametrului electrodului învelit şi tipul acestuia în funcţie de
materialul de sudat este un parametru foar te important pentru
efectuarea corectă a operaţiei de sudare. Diametrul electrodului are un
impact esenţial asupra formei sudurii şi asupra adâncimii de sudare.
Creşterea diametrului electrodului la un curent constant de sudură
reduce adâncimea de sudare şi creşte lățimea sudurii.
Pentru lucrările de sudură puteţi folosi electrozii înveliţi disponibili pe
piaţă de la diferiţi producători. Nu trebuie să depăşiţi diametrele
recom andate şi admis e ale elec trozilo r şi selec taţi diame trul
corespunzător al electrodului pentru a efectua în mod optimp sudura.
Lungimile electrozilor depind de diametrele electrozilor şi sunt, de
exemplu pentru electrozi cu diametrul de 2,5 mm; 250 - 300 - 350 mm,
iar pentru electrozii cu diametrul 3,2 mm; 300 - 350 - 400 - 450 mm.
Diametul electrodului depinde de grosimea materialului sudat, tipul de
îmbinare etc.
De asemenea, trebuie să aveţi în considerare selectarea corectă a
învelişului, respectiv a tipului de electrod în funcţie de materialul
destinat pentru sudură şi de tipul de sudură efectuată.
Setul integral de proprietăţi ale electrozilor este indicat în fişele tehnice
elaborate de către producător. Aceste fişe indică toate datele: marcajul
electrodului, tipul de înveliş, utilizarea electrodului, poziţiile de sudare,
tipul şi tensiunea curentului de sudură în funcţie de diametrul
electrodului, polaritatea electrodului, operaţiunile termice necesare de
sudură, condiţiile de uscare şi depozitare a electrozilor.
n Parametri îmbinare
Deplasare lentă
a electrodului
Deplasare rapidă
a electrodului
Arc electric prea
scurt
Arc electric prea
lung
Valoare insuficientă a
curentului de sudură
Valoare mare a
curentului de sudură
Sudură
corespunzătoare
În timp ce sudaţi trebuie să aveţi grijă ca arcul să nu fie prea lung,
deoarece acest lucru duce la stropire sau neetanşeitatea sudurii sau
crăparea acesteia, dar nici să nu fie prea scurt deoarece electrodul se va
lipi de suprafaţa materialului sudat.
DEPOZITAREA ŞI ÎNTREŢINEREA:
Depozitaţi aparatul de sudură într-un loc care nu este la îndemâna
copiilor, menţineţi curat aparatul, protejaţi-l de umiditate şi praf.
Condiţiile de depozitare trebuiesc să elimine posibilitatea de deteriorare
mecanică sau efectele nocive ale diferitelor condiţii atmosferice.
n Activităţi curente de întreţinere
ATENŢIE! Înainte de a efectua orice operaţii de
curăţare şi de întreţinere trebuie să vă asiguraţi că
aparatul este decuplat de la sursa de alimentare.
Pentru a asigura o funcţionare sigură şi cu randament, carcasa aparatului
de sudură şi orificiile de ventilare trebuie să fie ferite de pulberi şi
murdărie.Recomandăm curăţirea uneltei imediat după folosire.
Piesele de plastic ex terne pot fi curăţate cu o pânză umedă şi un
detergent delicat. Nu folosiţi NICIODATĂ substanţe diluante – acestea
pot deteriora piesele uneltei efectuate din plastic. Aveţi atenţie ca apa să
nu intre în interior.
Verificaţi de fiecare dată starea tehnică a aparatului de sudură. Verificaţi
dacă cablurile de sudură nu prezintă urme de defecţiuni mecanice.
Verificaţi starea ambilor portelectrozi. Verificaţi starea cablului de
alimentare. În cazul în care descoperiţi orice neconcordanţe, trebuie să le
eliminaţi.
Curăţaţi orificiile de intrare a aerului pentru ventilatorul de răcire cu
fiecare ocazie, în special după ce aţi terminat lucrul. Se recomandă
efectuarea acestei activităţi cu aer comprimat.
Menţineţi curate ambele mânere ale cablurilor de curent.
TRANSPORT:
Depozitaţi şi transportaţi aparatul în ambalajul original pentru a proteja
de pătrunderea prafului şi a obiectelor mici. Elementele mici care
infiltrează carcasa pot duce la distrugerea aparatului.
PROTECŢIA MEDIULUI ÎNCONJURĂTOR:
ATENŢIE: Simbolul prezentat înseamnă interdicţia de a
amplasa aparatul uzat împreună cu alte deşeuri (sub
ameninţarea unei amenzi). Componentele periculoase aflate
în aparatura electrică şi electronică influenţează negativ
mediul natural şi sănătatea oamenilor.
Fiecare gospodărie casnică trebuie să contribuie la redobândirea şi
refolosirea (recykling) aparaturii uzate. Atât în Polonia, cât şi în Europa se
organizează sau deja există sistemul de culegere a aparaturii uzate, în
cadrul căruia toate punctele de vânzare a respectivei aparaturi sunt
obligate să preia aparatura uzată. În plus, există centrele de colectare a
acestuia tip de aparatură.
PRODUCĂTOR:
PROFIX Sp. z o.o.,
str. Marywilska 34,
03-228 Varşovia, POLONIA
Prezentul utilaj este făcut conform normelor naţionale şi europene,
precum şi indiciilor de siguranţă.
ATENŢIE! Toate reparaţiile trebuie efectuate de un personal calificat,
folosindu-se piesele de schimb originale.
38
Page 39

REZOLVAREA DE PROBLEME:
În cazul în care aparatul nu funcţionează corect înainte de a-l trimite la service trebuie să verificaţi lista defecţiunilor principale şi încercaţi să le rezolvați pe
cont propriu.
PROBLEMĂ CAUZĂ POSIBILĂ SOLUŢIE
Indicatorul de alimentare nu se
a pr in d e, v en ti l at o ru l nu
funcţionează, nu există curent la
ieşire.
Indicatorul de alimentare se aprinde,
ventil atorul nu funcţi onează, nu
există curent la ieşire.
Indicatorul de protecţie termică nu
se aprinde, nu există curent la ieşire.
Indicatorul de protecţie termică se
aprinde, nu există curent la ieşire.
Arcul nu se aprinde Nu există un contact adec vat pentru clema
Arc electric prea lung şi neregulat Amperaj de sudură prea mare Reduceţi valoarea amperajului de sudare
Arc electric prea scurt Amperaj de sudură prea scăzut Măriţi valoarea amperajului de sudare
Cablul de alimentare este conectat greşit
sau defect.
Nu există curent în priză.
Comutator defect.
Tensiune de reţea alta decât 230 V.
Aparatul poate fi în modul de avarie.
Un cablu sau ambele cabluri pentru curent
su nt d efe cte sa u c one cta te g reș it;
portelectrod şi suport cu clemă.
S-a activat sistemul de protecţie termică Lăsaţi să se răcească şi încercaţi din nou.
de masă
Introduceţi ştecherul mai adânc, verificaţi cablul de alimentare.
Verificaţi tensiunea din priză sau dacă nu s-a ars siguranţa.
Trimiteți aparatul de sudură la service.
Introduceţi ştecherul într-o priză de alimentare cu tensiunea
230 V ~ 50 Hz
Opriţi aparatul pentru 2-3 min şi porniţi din nou.
Verificaţi ambele cabluri şi conectarea acestora. Strângeţi corect
sau schimbaţi piesele defecte dacă este necesar.
Refaceți contactul clemei de masă
Politica firmei PROFIX este aceea de perfecţionare continuă a produselor sale şi de aceea firma îşi rezervă dreptul de
modificare a specificaţiei produsului fără înştiinţarea anterioară. Imaginile indicate în instrucţiunile de utilizare sunt doar
exemple şi se pot diferi puţin de aspectul real al dispozitivului achiziţionat.
Prezenta instrucţiune este protejată prin dreptul de autor. Copierea/înmulţirea fără acordul în scris al firmei
PROFIX Sp. z o.o. este interzisă.
39
Page 40

DC MMA INVERTERES HEGESZTŐGÉP: 42940, 42941
HASZNÁLATI ÚTMUTATÓ
Az eredeti útmutató fordítása
FIGY ELMEZ TETÉS ! Az inve rtere s heg esztő gép
üzembe helyezése, telepítése és üzemeltetése
csak a jelen használati útmutató alapos elolvasása
után végezhető el. Az ebben az útmutatóban
található utasítások be nem tartása súlyos sérülés,
h a l á l v a g y a k é s z ü l é k k á r o s o d á s á t
eredményezhetik.
A h egesztőg ép hasz nálata során tar tsa be az alapvet ő
biztonsági szabályokat a robbanás, tűz, áramütés és a testi
sérülések elkerülése végett.
Őrizze meg az útmutatót az esetleges későbbi felhasználás
céljából.
I. ÁLTALÁNOS BIZTONSÁGI FELTÉTELEK:
1. Ez a készülék nem alkalmas csökkent fizikai, érzékszervi vagy
szellemi képességekkel rendelkező személyek általi használatra.
Kiskorúak, vagy a készülék használatával kapcsolatos tapasztalattal
és ismeretekkel nem rendelkező személyek nem kezelhetik az
inverteres hegesztőg épeket, kivéve, ha ezt képzési cé llal, a
berendezés használati utasításának megfelelően és a biztonságukért
felelős szakmai oktató felügyelete mellett teszik.
2. FI G YE LE M: A z a lk oh ol , a d ro go k é s a
gyógyszerek, valamint a betegségek, a láz és a
f ár ad t sá g n eg at ív a n be fo l yá so l ha tj a
reakciókészséget. Ebben az esetben mondjon le a hegesztőgép
használatáról.
3. A munkavégzés helyén rendet kell tartani és megfelelő világítást kell
biztosítani. A rendetlenség és a gyenge megvilágítás balesetet
okozhat.
4. A munkaposztot megfelelően szellőztetni kell és
gondoskodni kell a levegő elszívásáról. Tilos zárt
helyiségekben hegeszteni.
A hegesztés során emberi egészségre veszélyes gőzök és gázok
keletkeznek. Kerülje a gőzök és gázok belélegzését. Rendszeresen
ellenőrizni kell a keletkező gázok felhasználóra fejtett hatását a
mérgezés elkerülése végett.
5. Az e lek tro mo s v eze té kek cs atl ak ozt atá sá t s zak ké pze tt
villanyszerelőnek kell elvégeznie a vonatkozó jogszabályoknak és a
biztonsági előírásoknak megfelelően.
6. Az adott hegesztőgépet fázissal, nullával és földeléssel rendelkező
elektromos hálózatra lehet csatlakoztatni. Győződjön meg róla, hogy
a hálózati aljzat megfelelően földelt.
7. A heges ztőgép használatba vétele elő tt minden al kalommal
ellenőrizze a tápkábel, a hegesztőkábelek, az elektródafogók és a
további munkakábelek állapotát. Ne dolgozzon sérült vezetékekkel.
A sérült vezetéket cserélje új, ép vezetékre.
8. A munkavégzés során egyéni védőfelszerelést kell viselni: hegesztő
kötényt, védőruházatot, hegesztőkesztyűt, hegesztőmaszkot és
csúszásmentes talpú megfelelő lábbelit.
9. Használjon védőszemüveget a varratok megtisztításakor.
10. Nem szabad olyan anyagokon hegeszteni, amelyeket korábban
klórtartalmú oldószerekkel tisztítottak, valamint festékkel borított,
sáros, olajjal szennyezett vagy horganyzott anyagokon.
11. Tilos a hegesztőgép használata olyan helyeken, ahol gyúlékony
folyadékok és gőzök vannak.
12. Nem szabad hegesztési munkálatokat végezni olyan konténereken,
tartályokon vagy csöveken, amelyek folyékony vagy gáznemű
gyúlékony anyagokat tart almaznak ( tartalmaz tak). Ezeke t a
tárolókat vagy tartályokat hegesztés előtt át kell öblíteni a gyúlékony
folyadékok eltávolítása céljából.
13. Ne m s zab ad nyo más al att ál ló tar tá lyok at he ges zten i.
Robbanásveszély.
14. A hegesztés során keletkező szikrák tüzet, robbanást és a fedetlen bőr
megégését okozhatja. A hegesztés alatt hegesztőkesztyűt és
védőruházatot kell viselni. Távolítsa el vagy védje le a munkahelyen
lévő összes gyúlékony anyagot (pl. fa, papír, rongyok stb.). A tűzoltó
felszerel éseknek ( tűzoltó ta karók és porral vagy hóval ol tó
készülékek) a munkahel y közelében, jól látható és könnyen
hozzáférhető helyen kell lenniük.
15. A hegesztési munkaposztot védőfüggönnyel kell elválasztani.
16. Nem sza bad a h eges ztőg épet ma gas ned vess égta rtal mú
helyiségekben, valamint esőben és hóban használni. Áramütés
veszélye.
17. Tilos a hegesztőgépet lejtős, instabil vagy laza talajra helyezni.
18. A munkavégzés során ne érintse meg a földelt részeket, mint a
radiátorok, vízcsövek, hűtűberendezések stb.
19. Hegesztés közben tilos a hegesztőkábeleket és a tömlőket a vállra
vagy a térdre akasztani, illetve közvetlenül más testrészeken
átvezetni.
20. A hegesztőgépet csak a munkavégzés idejére kell a hálózatra
csat lakoztat ni. A tápe llátás beka pcsolá sa ut án il letékte len
személyek nem tartózkodhatnak a munkavégzés helyén. A készülék
különösen veszélyes a gyermekek számára, ezért kivételes figyelmet
kell fordítani arra, hogy a készülék teljesen hozzáférhetetlen legyen a
gyermekek számára.
21. Tilos a készülék rendeltetéstől eltérő használata. Ne használja a
hegesztőgépet csövek felolvasztására.
22. A kábelek csatlakoztatása vagy egyéb karbantartási vagy javítási
munkálatok elvégzése előtt mindig húzza ki a tápdugót a hálózati
aljzatból.
23. Ne szerelje szét a készülékházat.
24. A készülék üzembe helyezése előtt minden egyes alkalommal
ellenőrizze a burkolatok és a munkabiztonságért felelő összes elem
állapotát. Ne dolgozzon sérült védőelemekkel, cserélje ép elemekre.
25. Védje a tápkábelt és az esetlegesen használt hosszabbítókábelt a
túlzott hőtől, olajtól és az éles szélektől. Ne dolgozzon feltekert
hosszabbítóval.
26. A munkához használt hosszabbítónak szabad használatot kell
biztosítania, a kábel hosszát úgy kell megválasztani, hogy a
felesleges kábel ne akadályozza a munkát.
27. Ne húzza a szerszámot a tápkábelnél fogva a tápdugó kihúzásakor.
28. A hegesztés megkezdése előtt rögzítse a munkadarabot egy
szorítóval vagy satuval.
29. A munkavégzés során olyan testtartással dolgozzon, amely kizárja az
40
Page 41

elesés kockázatét. Biztosan álljon.
30. Gondoskodjon az elektróda, a hegesztendő munkadarab és a közeli
fémtárgyak megfelelő szigeteléséről. Használjon ehhez speciális
keszt yűt, vé dőruház atot, s zigetelő takar ót vagy szőnye get,
használjon magas szigetelő lábbelit.
31. A hegesztőgép első csatlakoztatása előtt ellenőrizz e, hogy a
tápfes zültség megfel el a ké szülék adattáb láján fe ltüntetett
fes zült ségg el. A h álóz ati alj zatn ak v édőé rint kezőv el k ell
rendelkeznie.
32. A hegesztőkészülékek nagyfeszültséget képeznek. Ne érintse meg a
hegesztőpisztolyt, a csatlakoztatott hegesztőanyagot, amikor a gép a
hál ózatr a va n cs atlako ztat va. A he gesz tőára mkör t al kotó
valamennyi elem áramütést okozhat, ezért kerülni kell azok puszta
kézze l, va gy ne dves v agy s érült védőr uházat on ke resztü li
megérintését. Ne dolgozzon nedves talajon és ne használjon sérült
hegesztőkábelt.
33. A HEGESZTETT ANYAGOK ÉGÉSI SÉRÜLÉSEKET OKOZHATNAK: Sohase
érintse meg a hegesztett elemeket a védtelen testrészekkel. A
hegesztett anyag érintésekor és áthelyezésekor mindig viseljen
hegesztőkesztyűt és használjon fogót.
34. A HEGESZTŐÍVEK ÉGÉSI SÉRÜLÉSEKET OKOZHATNAK: Tilos védetlen
szemmel közvetlenül a hegesztőívbe nézni. Mindig viseljen maszkot
vagy megfelelő szűrővel ellátott arcvédőt pajzsot. A fedetlen
testrészeket megfelelő, éghetetlen anyagból készült védőruhával
kell védeni. Védje a közelben tartózkodó személyeket éghetetlen,
sugárzást elnyelő függönyökkel.
35. Tilos hálózatra csatlakoztatott készüléket felügyelet nélkül hagyni. A
munka végeztével minden alkalommal kötelezően húzza ki a
tápdugót a hálózati aljzatból.
36. FIGYELEM! A heg esztési folyamat, hasonlóan a
hegeszt őkábeleken áramló elektro mos áramh oz,
olyan elektromágneses mezőket generál, amelyek
zavart okozhatnak a szívritmuszabályozók, valamint a
közeli elektromos berendezések működésében. Az életben tartó
berendezésekkel (pl. pulzusszabályozóval, légzőkészülékkel stb.)
rendelkező személyeknek ki kell kérniük az orvosuk véleményét,
mielőtt belépnek a hegesztési területekre.
A hegesztőgép használata szintén nem javasolt a fent felsorolt
személyek számára.
37. FIGYELEM: Elektronikus alkatrészeken alapuló berendezés. Fémek
csiszolása és vágása a hegesztőgép közelében a gép belsejének
forgácsok okozta szennyeződéséhez és ebből kifolyólag a gép
károsodásához vezethet.
A garanciális javítás nem terjed ki a fent felsorolt sérülésre!
Ha ilyen környezetben kell dolgozni, tisztítsa meg a készüléket a
hegesztőgép belsejének sűrített levegővel történő átfújásával.
A KÉSZÜLÉK FELÉPÍTÉSE ÉS RENDELTETÉSE:
Az inverteres hegesztőgépek technológiailag fejlett termékek bevont
elektródás hegesztésre (MMA módszer - Manual Metal ArcWelding). Az
inverteres hegesztőgépek olyan új típusú hegesztőgépek, amelyek a
szükséges áramér tékeket elektronikus áramkörök segítségével állítják
elő. Kis méret, alacsony tömeg, jelentős hatékonyság, széles alkalmazási
terület, nagyon jó hegesztési eredmények és jelentős szállítási mobilitás
jellemzi őket.
Az inverteres hegesztőgépeket olyan anyagok kézi bevont elektródás
hegesztésére tervezték, mint az ötvözött acélok, szerkezeti acélok és az
öntöttvasa k. 1,6 m m és 4 mm között i átmérőjű elektródákk al
használhatja a beállított hegesztési áramtól, az igényektől és a
hegesztőgéppel végzett műveletek típusától függően. A hegesztőgépek
230 V~, 50/60 Hz (egyfázisú) feszültségre vannak tervezve.
A készülékeket a Gazdasági Miniszter hegesztési munkák biztonságáról
és higiéniájáról szóló, 2000. április 27-i rendeletével összhangban kell
üzemeltetni (Hiv. K. 40. számának 470. pontja).
FIGYELEM! A készülék minden rendeltetéstől eltérő használata
tilos és az a garancia elvesztését eredményezi, valamint
felmenti a gyártót az ebből a használatból keletkező károk
felelőssége alól.
Ezeknek a készülékeknek a szervizelését és javítását szakképzett
személyze t végezhet i, az e lektromos berendezése kre vonatkozó
munkabiztonsági feltételek betartásával.
A berendezés felhasználója által végrehajtott bárminemű módosítás
felmenti a gyártót a felhasználóban és a környezetében okozott
sérülések és károk felelőssége alól.
A rendeltetésszerű felhasználás ellenére sem lehet teljesen kizárni a
reziduális kockázati tényezőket. A készülék szerkezetére és felépítésére
való tekintettel a következő veszélyek léphetnek fel:
- Égési sérülések;
- Gázok-, füstök és gőzök okozta mérgezés;
- Szemsérülések;
- Tűz;
- Áramütés;
- Elektromágneses mező negatív hatása a hegesztést végző személy
egészségére.
n Tartozékok
ź Inverteres hegesztőgép - 1 db
ź Testkábel 1,2 m 200 A csipesszel - 1 db
ź 1,8 m-es munkakábel 200 A elektróda fogóval - 1 db
ź Használati útmutató - 1 db
ź Garanciakár tya - 1 db
n A készülék elemei (lásd A ábra):
A készülék elemeinek számozása a használati útmutató 2. oldalán látható
ábrákra vonatkozik:
1. Kábelaljzat ( - )
2. Kábelaljzat ( + )
3. Tápellátás jelzés (zöld)
4. Hővédelem jelzés (sárga)
5. Hegesztőáram tekerőgomb
6. Hordozószíj
7. Kapcsológomb
8. Ventilátor
9. Tápkábel
10. Testkábel csipesszel
11. Munkakábel elektródafogóval
41
Page 42

MŰSZAKI ADATOK:
MODELL
Tápfeszültség (egyfázisú)
Tápfrekvencia
Névleges bemeneti teljesítmény
Névleges bemeneti áram
Kimeneti áram tartomány
Névleges munkaciklus
Üresjárati feszültség
42940
230V
50Hz
6,90kW
30A
20~160A
60%-160A
70V
42941
230V
50Hz
8,02kW
34,9A
20~180A
30%-180A
70V
Elektróda átmérő (ø) 1,6-4mm 1,6-4mm
Szerszám osztálya
Védelmi szint
Szigetelési osztály
I
IP21S
H
I
IP21S
H
Hűtés típusa Ventilátor Ventilátor
Méretek (cm)
Bruttó tömeg
27,7x23x22
4,0kg 4,1kg
27,7x23x22
Az üzemi ciklus 10 perc százalékos felosztásán alapul, amely időn belül a
gép megszakítás nélkül hegeszteni tud a névleges hegesztési árammal.
A készülék adattábláján megadott áramerősségtől függően olvasható le
az üzemi frekvenciatényező X%. Ez a tényező a folyamatos működés 10
percen belüli időintervallumát mutatja. Pl. X=40% azt jelenti, hogy
meghatározott áramerősség mellett (180A) 10 perces munkaciklus alatt
4 percet kell folyamatos munkára fordítani, 6 percet a munkaszünetre. Az
X=100% munkaciklus azt jelzi, hogy a készülék megszakítás nélkül,
folyamatosan működhet.
Ne feledje, hogy a fenti útmutató be nem tartása a hegesztőgép
maradandó károsodásához vezethet.
n Adattábla
42941
1~
f1
S
1~ 50Hz
IP21S
f2
Uo=70V
1
U
=230V
NO.
EN 60974-1
20 A/20.8V~ 180A/27.2V
X(%) 60 100
30
I2(A)
U2(V)
I1max = 34.9 A
180A
27.2V
127A 98.5A
25V 23.9V
I1eff = 19 A
H
A hegesztőberendezés felső vagy alsó tábláján a műszaki adatok és a
munka és a használat típusát jellemző szimbólumok láthatók, amelyeket
az alábbiak szerint kell értelmezni:
42941 – hegesztőgép modell;
NO – szériaszám;
1~
f1
f2
– Jednofazowy przekształtnik częstotliwości -
Transformator dwuuzwojeniowy- Prostownik;
EN 60974-1 – Az ívhegesztéshez és a kapcsolódó eljárásokhoz
haszn ált he gesztés i energ iaforrás ok gyá rtására és b iztonsá gos
használatára vonatkozó szabvány;
– Bevont elektródákkal végzett kézi ívhegesztés szimbóluma;
– DC szimbóluma;
– Szelektív kapcsoló szimbóluma;
S
Uo – Üresjárati névleges feszültség;
X(%) – Munkafrekvencia tényező;
I2(A) – Névleges hegesztőáram (amper);
U2(V) – Ívfeszültség (volt);
– Egyfázisú hálózati csatlakozó;
1~ 50Hz
U1 – Elektromos tápellátás;
I1max – Primer áramkör max. árama;
I1eff – Primer áramkör max. effektív árama;
IP21S– Készülékház biztonsági osztálya;
H– Transzformátor szigetelési osztálya;
A MUNKAVÉGZÉS MEGKEZDÉSE ELŐTT:
FIGYELEM! A hegesztőgép minden telepítésére és
elek tromo s hál ózatra való csat lakozt atásáva l
kapcsolatos műveletet kikapcsolt állapotban kell
el végez ni. Az el ektr omos cs atla kozt atás t sz akké pzet t
villanyszerelőnek kell elvégeznie.
A hegesztőgép a következő feltételek mellett üzemeltethető:
– 10°C és +40°C közötti levegő hőmérséklet;
– Levegő páratartalom 40°C≤50%; 20°C≤90%.
A készüléket olyan vízszintes felületre kell helyezni, amely kellő
szilárdsággal rendelkezik ahhoz, hogy elkerülje a hegesztőgép veszélyes
mozgását és felborulását.
A hegesztőgépet jól szellőztetett, szabad légáramlású, jól megvilágított
helyiségben, nedvességtől védett helyen, gyúlékony tárgyaktól távol kell
elhelyezni (min. 0,5m távolságra egyéb tárgyaktól).
A hegesztőgép használatba vétele előtt ellenőrizze a tápkábel, a
hegesztőkábelek , az elektródafogók és a további munkakábelek
állapotát. Ne dolgozzon sérült vezetékekkel. A sérült vezetéket cserélje
új, ép vezetékre.
A hegesztés alatt a munkakábelek erős elektromágneses mezőt
gerjesztenek. Az elektromágneses sugárzás csökkentéséhez ezeket
egymáshoz közel kell elhelyezni.
n Csatlakoztatás az elektromos hálózatra
1. Győződjön meg róla, hogy a tápforrás, amire a hegesztőgépet
csatlakoztatja, megfelel az adattábláján megadott paramétereknek.
A maximális hegesztési áram csak akkor érhető el, ha a hálózati
tápegység teljes áramkapacitást biztosít.
2. Győződjön meg róla, hogy a kapcsológomb (7) nincs bekapcsolt
állásban. Ha úgy dugja be a tápdugót a hálózati aljzatba, hogy a
kapcsológomb bekapcsolt állapotban van, súlyos baleset történhet.
3. Ha hosszabbítót használ, a névleges terhelésnek megfelelő és
védővezetővel ellátott hosszabbítót használjon. A z elektromos
kábelt úgy kell elhelyezni, hogy működés közben ne legyen kitéve
elvágásnak, megégésnek vagy olvadásnak. Ne használjon sérült
hosszabbítót. A lehető legrövidebb hosszabbítót kell használni. Ne
húzza a tápkábelnél fogva a tápdugó kihúzásakor.
42
Page 43

4. A hegesztőgépet nullvezetővel és földeléssel kell a hálózatra
csatl akoztat ni. Ne csatl akoztas sa és ne működt esse a
hegesztőgépet, ha a hálózati tápegység nincs védővezetővel
ellátva.
5. A hegesztőgép zavart okozhat a számítógépek és a számítógéppel
vezérelt berendezések, a biztonsági rendszerek berendezései, a
mérő berendezé sek, a rád iókommu nikáció s bere ndezések , a
rádióvezérelt berendezések stb. működésében. Győződjön meg róla,
hogy a hegesztőgép telepítése nem okoz hibás működést más
berendezések esetében.
n Hegesztővezetékek csatlakoztatása
Minden invertere s hegesz tőgép "+" és "- " jelzésse l jelölt két
áramcsatlakozóval rendelkezik. Ezek a szimbólumok az adott aljzatok
polaritását jelentik.
Tipikus MMA módszerrel tör ténő hegesztés esetén csatlakoztassa a
testk ábelt ( 10) a negatív polar itású k ábelaljz atra (1) míg az
elektródafogó munkak ábelét (11) a pozitív (2) polaritású („+")
kábelaljzatra. Ne feledje, hogy ez egy általános szabály. Vannak olyan
elektródatípusok, amelyeknél fordított polaritású hegesztés szükséges.
A jó hegesztő elektródagyártók mindig feltüntetik a csomagoláson a
hegesztőáram polaritására vonatkozó követelményeket.
A HEGESZTÉS LEÍRÁSA:
A bevont elektródás ívhegesztés MMA hegesztés néven is ismert és ez a
legrégebbi és legsokoldalúbb ívhegesztési módszer.
Az MMA módszerben egy bevont elektródát kerül felhasználásra, amely
egy tömörített bevonatos maghuzalból áll. Az elektróda csúcsa és a
munkadarab között elektromos ív keletkezik. Az ív az elektróda végének
munkadarabhoz való érintésével jön létre. Az elektróda megolvad és az
olvadt elektróda fémcseppjei az íven keresztül a hegesztett fém olvadt
heggfürdőjébe kerülnek és a lehűlést követően hegesztési varratot
képeznek. A hegesztő az állandó ívhossz fenntartása érdekében az
elektród át olvadás közben a munk adarabhoz nyomja, és ezze l
egyidejűleg az elektróda olvadó végét a hegesztési vonal mentén
mozgatja. Az olvadó elektróda bevonat gázokat bocsát ki, amelyek
megvédik a folyékony fémet a légkör hatásaitól, majd megszilárdul és
salakot képez a heggfürdő felületén, amely megvédi a megszilárduló
varratot a környezet hatásától. Amikor eltávolítja az elektródát a
munkadarabtól, az elektromos ív leáll és megszakad a hegesztési
folyamat. Egy öltés után a salakot mechanikusan, kalapáccsal el kell
távolítani. Ne végezzen újabb varratot kezeletlen felületen.
Az alapvető hegesztési paraméterek közé tartozik a hegesztőáram
(szabályozható, a hegesztő állítja be a hegesztőáram beállító gombbal
(5), az ívfeszültség (a hegesztő szabályozza az elektróda és az anyag
közötti távolsággal), a hegesztés sebessége (a hegesztő szabályozza az
elektróda kézi adagolásának lassításával vagy gyorsításával), valamint
az elektróda átmérője és annak a kötéshez viszonyított helyzete.
A fentiekből kifolyólag a hegesztési folyamat nagymértékben függ a
hegesztő tudásától, tapasztalatától, képességeitől és gyakorlatától.
Kevésbé képzett kezelők esetében próbahegesztések végrehajtása
javasolt felesleges munkadarabokon. A munka megkezdése előtt
kötelező elvégezni a korábban leírt összes műveletet. Különös figyelmet
kell fordítani a munkavédelemmel és a munkaállomás előkészítésével, a
hegesztendő anyag megtisztításával és a használandó szerszámok
előkészítésével kapcsolatos valamennyi pontra.
HASZNÁLAT:
n A hegesztendő anyag előkészítése
Tisztítsa meg a hegesztendő anyagot a varratok helyén és ott, ahová az
anyag szorítóbilincse kerül. Távolítsa el a rozsdát, festéket, lakkot és
ehhez hasonló szennyeződéseket drótkefével, csiszolópapírral vagy
vegyszeres zsírtalanítással. Kézi hegesztéshez az elemek megtisztítását
kb. 25mm szélességben kell elvégezni.
Az anyagban lévő szennyeződéseket el kell távolítani, mivel ezek a
hegesztés során nagy mennyiségű gázt és oxidot bocsátanak ki és
emellett csökkentik a varratok szilárdságát.
n Hegesztés
B
11
10
A hegesztőberendezések egyfázisú transzformátorral rendelkeznek és
váltakozó áramú heg esztéshez has ználatosak a jelen használati
útmutatóban megadott műszaki adatoknak megfelelően választott
átmérőjű bevont elektródákkal.
Miután ellenőrizte az összes elektromos csatlakozást a hegesztési és a fő
áramkörön, az alábbiak szerint folytassa:
1. Helyezze be az elektróda nyitott részét az elektródafogóba (11).
2. Helyezze a testkábel csipeszt (10) a hegesztett anyagra (lásd B ábra).
FIGYELEM! Fordítson különös figyelmet arra, hogy a hegesztett tárggyal
való érintkezés pontos legyen - felülete nem lehet lakkozott, korrodált vagy
nem fémes.
3. Kapcsolja be a hegesztőgépet a kapcsológombbal (7) és állítsa be a
hegesztőáramot a tekerőgombbal (5) az alkalmazott elektródától
függően:
Elektróda Ø1.6mm: 20-40A áram
Elektróda Ø2.0mm: 40-65A áram
Elektróda Ø2.5 mm: 65-95A áram
Elektróda Ø3.2 mm: 95-125A áram
Elektróda Ø4.0 mm: 125-150A áram
4. A hegesztőmaszkot az arc elött tartva dörzsölje az elektródát a
hegesztendő anyaghoz, mintha gyufát gyújtana. Ez a helyes módja az
elektromos ív indításának. Az ív mindig a hegesztendő hegesztési
varrat területén érintkezzen.
FIGYELEM! Ne üsse az ele ktródát a he gesztett
anyaghoz, mert ez károsíthatja az elektróda *
védő burkol atát és nehéz séget okoz hat a z ív
begyújtásában.
5. Közvetlenül az ív begyújtása után az
el ektr óda át mérő jév el m ege gyez ő
távolságot javasolt tartani a hegesztési
pont tól. A hege sztés során mind ig
azonos távolságot kell tartani a varrat és
az el ekt ród a he gye kö zöt t, h ogy
V
6
5
7
8
9
IGBT 160
IGBT
20-30
о
C
43
Page 44

e gyenletes varrato t kapj unk. N e feled je, hog y az elektró da
tengelyének megdöntése a hegesztés irányában körülbelül 20/30
fokos legyen (lásd a C ábrát).
6. A hegesztés végén enyhén húzza vissza az elektródát a hegesztés
irányához képest, hogy a heggfürdő egyenletesen megteljen a
folyékony fémmel, majd hirtelen emelje fel az elektródát.
FIGYELEM! Az elhasznált elektródák eltávolításához
és a frissen hegesz tett elem ek mozgat ásához
mindig csipeszt használjon. Ügyeljen arra, hogy
hegesztés után az elektródafogót szigetelőbetétre helyezze.
A salakréteget addig nem szabad eltávolítani a varratról, amíg az ki nem
hűlt.
Ha a hegesztést befejezetlen hegesztési varraton folytatja, akkor először
el kell távolítani a salakréteget a hegesztési pontról.
Hegesztés után győződjön meg róla, hogy lehúzta az elektródatartót az
elektródáról.
n Hővédelem
Ha a hegesztőgépet túl intenzíven és túl hosszú ideig működteti,
bekapcsol a védelmi rendszer. A hővédelem bekapcsolását egy sárga
dióda jelzi. (4) (A ábra).
A hegesztőgép ventilátora tovább működik a hegesztési áramkör
vezérlőelemeinek hűtéséhez. Idővel, a környezeti hőmérs éklettől
függően, elalszik a dióda. Folytatható a hegesztés.
n Elektródák kiválasztása
A bevont elektróda átmérőjének és típusának kiválasztása a hegesztendő
anyaghoz viszonyítva nagyon fontos paraméter a hegesztési műveletek
helyes elvégzéséhez. Az elektróda átmérője jelentősen befolyásolja a
varrat alakját és a beolvadás mélységét. A z elektróda átmérőjének
növelése, állandó áram mellett, csökkenti a behatolási mélységet és
növeli a varrat szélességét.
A hegesztési munkákhoz a kereskedelemben kapható, különböző
gyártók bevont elektródái használhatók. Nem szabad túllépni a javasolt
és megengedett elektróda átmérőket és az optimális hegesztési alaknak
megfelelő elektróda átmérőt kell választani.
Az elektródák hossza az elektróda átmérőjétől függ, pl. 2,5mm átmérőjű
elektródák esetében; 250 - 300 - 350 mm, 3,2 mm átmérőjű elektródák
esetében; 300 - 350 - 400 - 450 mm.
Az elektróda átmérője a hegesztendő anyag vastagságától, a hegesztés
típusától stb. függ.
Nem szabad megfeledkezni a hegesztendő anyag típusának és a
hegesztés típusának megfelelő elektróda bevonat megválasztásáról.
Az elektródok tulajdonságainak teljes skáláját a gyártó által kidolgozott
műszaki jellemzők tartalmazzák. Ezek a jellemzők tartalmazzák az
összes adatot: az elektróda jelölése, a bevonat típusa, az elektróda
ren delte tése, heg eszté si p ozíci ók, a h egesz tőár am el ektró da
átmérőjének megfelelő típusa és erőssége, az elektróda csatlakozásának
polaritása, a szükséges hegesztési hőkezelések, valamint az elektródák
szárításának és tárolásának feltételei.
n A varratok paraméterei
Hegesztéskor ügyeljen arra, hogy az ív ne legyen túl hosszú, mert ez nagy
fröccsenéshez vagy hézaghoz vezethet a hegesztési varratban, vagy
annak megrepedéséhez, valamint arra is, hogy ne legyen túl rövid, mert
akkor az elektróda a hegesztendő anyag felületére tapad.
Az elektróda lassú
eltolása
Az elektróda gyors
eltolása
Túl rövid
elektromos ív
Túl hosszú
elektromos ív
Nem elégséges
hegesztőáram érték
Magas hegesztőáram
érték
Megfelelő varrat
TÁROLÁS ÉS KARBANTARTÁS:
A hegesztőt gyermekektől elzárva, tiszta állapotban kell tárolni, óvni a
nedvességtől és a por tól. A tárolási feltételeknek lehetetlenné kell
tenniük a gép mechanikus sérülését és a káros légköri tényezők hatását.
n Folyamatos karbantartási műveletek
FIGYELEM! A tisztítási és a karbantartási műveletek
megkez dése el őtt gy őződjön meg róla, hogy
lekapcsolta a készüléket a tápforrásról.
A biztonságos és hatékony munkavégzéshez tartsa tisztán a hegesztőt és
a szellőzőréseket. Minden használat után javasoljuk megtisztítani a
készüléket.
A külső műanyag részek nedves törlőkendővel és gyengéd tisztítószerrel
tisztíthatók. SOHASE használjon o ldószereket, melyek k árosodást
okozhatnak a készülék műanyag elemeiben. Ügyeljen arra, hogy ne
jusson be víz a szerszám belsejébe.
Minden egyes használat előtt ellenőrizze a hegesztő műszaki állapotát.
Ellenőrizze, hogy a munkakábelek ép állapotban vannak és semmilyen
mechanikus sérülés nyomait nem viselik. Ellenőrizze a fogók állapotát.
Ellenőrizze a tápkábel állapotát. Bármilyen rendellenességet észlel,
szüntesse meg.
Minden egyes alkalommal, különösen a munka végeztével, tisztítsa meg
a hegesztőrendszer hűtőventilátorainak a beáramló nyílásait. Ezt a
műveletet javasolt sűrített levegővel végezni.
Tartsa tisztán mindkét munkakábel csipeszét.
SZÁLLÍTÁS:
A b erendezé st po r és az apró részec skék e llen védő szál lító
csomagolásban kell szállítani és tárolni. Elsősorban a szellőzőnyílásokat
kell levédeni. A gép belsejébe kerülő apró részecskék a készülék
károsodását okozhatják.
KÖRNYEZETVÉDELEM:
FIGYELEM: A bemutatott jel az t jelenti, hogy tilos az
elha sznált készül éket há ztartá si hul ladékokk al együ tt
eltávo lítani (pénzb írság ko ckázata) . Az el ektromos és
elekt ronikuskész ülékben találha tó veszél yes össz etevők
negatív hatással vannak a természetes élővilágra és az emberi
egészségre.
A ház tar tás nak ho zzá kel l j áru lni a az el has zná lt k ész ülé k
újrahasznosításához. Lengyelországban és Európában kidolgozás alatt
van, vagy már létezik az elhasznált készülékek begyűjtési rendszere,
melynek keretein belül a fenti készülék összes értékesítési pontja köteles
átvenni az elhasznált készüléket. Továbbá más begyűjtési helyek is
üzemelnek.
GYÁRTÓ:
PROFIX Sp. z o.o.,
ul. Marywilska 34, 34, 03- 228 Warszawa
A jelen készülék megfelel a belföldi és az európai követelményeknek,
44
Page 45

valamint a biztonsági irányelveknek.
FIGYELEM! A termék bárminemű javítását kizárólag szakember végezheti eredeti alkatrészek felhasználásával.
PROBLÉMAMEGOLDÁS:
Ha a gép nem működik megfelelően, ellenőrizze az alapvető hibák listáját, és próbálja meg saját kezűleg kijavítani azokat, mielőtt a hegesztőgépet a
szervizbe küldi.
PROBLÉMA LEHETSÉGES OK PROBLÉMAMEGOLDÁS
Nem világít a tápellátás jelző, nem
működik a ventilátor, nincs áram a
kimeneten.
Világít a tápellátás jelző, nem
működik a ventilátor, nincs áram
a kimeneten.
Nem világít a hővédelem jelző
(dióda), nincs áram a kimeneten.
Világít a hővédelem jelző (dióda),
nincs áram a kimeneten.
Nem gyullad be az ív
Túl hosszú és szabálytalan ív Túl magas hegesztőáram Csökkentse a hegesztőáram értékét
Túl rövid ív Túl alacsony hegesztőáram Növelje a hegesztőáram értékét
Rosszul csatlakoztatott vagy sérült tápkábel. Nyomja be jobban a tápdugót, ellenőrizze a tápkábelt.
Nincs feszültség a hálózati aljzatban.
Sérült kapcsológomb.
230 V-tól eltérő hálózati feszültség Dugja be a tápdugót 230 V ~ 50 Hz aljzatba.
A gép vészhelyzeti üzemmódban lehet.
Az egyik vagy mindkét munkakábel (az
elektródafogó és a testcsipesz) sérült vagy
rosszul van csatlakoztatva:
Bekapcsolt a hővédelem
A visszatérő vezeték csatlakozójának nem
megfelelő érintkezése
Ellenőrizze az aljzat feszültségét, illetve azt, hogy nem kapcsolt
le a biztosíték.
Szolgáltassa be a hegesztőgépet a szervizbe.
Kapcsolja ki a készüléket 2-3 percre és kapcsolja be újra.
Ellenőrizze a kábelek állapotát és azok csatlakoztatását.
Csatlakoztassa helyesen vagy szükség esetén cserélje újra.
Várja meg a készülék lehűlését és próbálja meg újra.
Javítsa a csatlakozó érintkezését
A PR0FIX politikája a termékek folyamatos fejlesztésére alapszik, ezért a vállalat fenntartja magának a jogot a termékek
specifikációjának a módosítására a felhasználó előzetes értesítése nélkül. A használati útmutatóban található képek
kizárólag példáknak tekinthetők és azok enyhén eltérhetnek a megvásárolt berendezés való kinézetétől.
A jelen útmutatót szerzői jogok védik. Annak másolása/ sokszorosítása a Profix Sp. zo.o. vállalat írásos beleegyezése nélkül
tilos.
45
Page 46

46
Page 47
47
Page 48

www.profix.com.pl
 Loading...
Loading...