

Page 1

ISTRUZIONI D’USO E MANUTENZIONE
OPERA TING AND MAINTENANCE MANUAL
MANUAL DE USO Y MANTENIMIENTO
BEDIENUNGSANLEITUNG
PRIMA MIG 204
PRIMA MIG 244
PRIMA MIG 205AL
SALDATRICI A FILO CONTINUO COMPATTE
COMPACT MIG WELDING UNITS
MÁQUINAS DE SOLDAR CON HILO CONTINUO
SCHWEISSGERÄTE FÜR MIG/MAG SCHWEISSEN
Page 2
2
Page 3
1.0 NORME DI SICUREZZA
1.1 INTRODUZIONE
Assicuratevi che questo manuale venga letto e capito sia dall’operatore sia dal personale tecnico addetto alla manutenzione.
1.2 SICUREZZA PERSONALE
Se le norme di sicurezza e di utilizzo non vengono osservate attentamente, le operazioni di saldatura possono risultare pericolose non solo per
l’operatore, ma anche per le persone che si trovano nelle vicinanze del luogo di saldatura.
Il processo di saldatura produce raggi ultra violetti ed infrarossi che possono danneggiare gli occhi e bruciare la pelle se questi
non vengono adeguatamente protetti.
√√
√ Gli operatori devono proteggere il proprio corpo indossando tute di protezione chiuse e non infiammabili, senza tasche o risvolti e calzature non
√√
√√
√ Gli operatori devono usare una cuffia in materiale antifiamma a protezione del capo ed inoltre una maschera per saldatura, non infiammabile che
√√
√√
√ L’operazione di saldatura deve essere eseguita in un ambiente schermato rispetto alle altre zone di lavoro.
√√
√√
√ Gli operatori non devono mai, per nessun motivo, guardare un arco elettrico senza un’adatta protezione agli occhi. Particolare attenzione devono
√√
√√
√ L’area di saldatura deve essere fornita di un’adeguata aspirazione locale che può derivare dall’uso di una capp a di aspirazione o di un adeguato
√√
√√
√ Il procedimento di saldatura deve essere eseguito su superfici metalliche ripulite da strati di ruggine o vernice per evitare il formarsi di fumi
√√
√√
√ Prestate la massima attenzione nella saldatura di materiali che possano contenere uno o più di questi componenti: Antimonio Berilio
√√
√√
√ Prima di saldare allontanate dal luogo di saldatura tutti i solventi contenenti cloro. Alcuni solventi a base di cloro si decompongono se esposti a
√√
infiammabili con puntale di acciaio e suole di gomma.
protegga il collo ed il viso, anche ai lati. Occorre mantenere sempre puliti i vetri di protezione e sostituirli se rotti o fessurati. E’ buona abitudine
proteggere mediante un vetro trasparente il vetro inattinico dagli spruzzi di saldatura.
prestare le persone operanti nei pressi delle postazioni di saldatura. Esse devono indossare sempre occhiali di protezione con lenti adatte ad
evitare che radiazioni ultraviolette, spruzzi ed altre particelle estranee possano danneggiare gli occhi.
Gas e fumi prodotti durante il processo di saldatura possono essere dannosi alla salute.
banco di lavoro predisposto per l’aspirazione laterale, frontale e al di sotto del piano di lavoro, così da evitare la permanenza di polvere e fumi.
L’aspirazione locale deve essere abbinata ad un’adeguata ventilazione generale ed al ricircolo di aria specialmente quando si sta lavorando in
uno spazio ristretto.
dannosi. Prima di saldare occorre asciugare le parti che siano state sgrassate con solventi.
Cobalto Magnesio Selenio Arsenico Cadmio Rame Mercurio Argento Bario Cromo Piombo
Nickel Vanadio
radiazioni ultraviolette formando così gas fosgene.
1.3 PREVENZIONE DI INCENDIO
√√
√ Tenete a portata di mano un estintore di adeguate dimensioni e caratteristiche assicurandovi periodicamente che sia in stato di efficienza;
√√
√√
√ Rimuovete dalla zona di saldatura e dalle sue vicinanze ogni tipo di materiale infiammabile. Il materiale che non può essere spostato deve essere
√√
√√
√ Ventilate gli ambienti in modo adeguato. Mantenete un sufficiente ricircolo di aria per prevenire accumulo di gas tossici o esplosivi;
√√
√√
√ Non saldate recipienti contenenti materiale combustibile (anche se svuotati) o in pressione;
√√
√√
√ Alla fine della saldatura verificate che non siano rimasti materiali incandescenti o fiamme;
√√
√√
√ Il soffitto, il pavimento e le pareti della zona di saldatura devono essere antincendio;
√√
In ogni luogo di lavoro deve essere presente una persona qualificata in cure di Primo Soccorso. Sempre, se c’è il sospetto di shock elettrico e l’incidentato
è incosciente, non toccatelo se è ancora in contatto con dei comandi. Togliete l’alimentazione alla macchina e ricorrete alle pratiche di Primo Soccorso. Per
allontanare i cavi dall’infortunato può essere usato, se necessario, legno asciutto o altro materiale isolante.
√√
√ Indossate guanti ed indumenti di protezione asciutti; isolate il corpo dal pezzo in lavorazione e da altre parti del circuito di saldatura.
√√
√√
√ Controllate che la linea di alimentazione sia provvista della fase di terra.
√√
√√
√ Non toccate parti sotto tensione.
√√
√√
√ Riparate o sostituite i componenti usurati o danneggiati.
√√
√√
√ Prestate particolare attenzione nel caso lavoriate in luoghi umidi.
√√
√√
√ Installate ed eseguite la manutenzione della macchina in accordo alle direttive locali.
√√
√√
√ Scollegate la macchina dalla rete prima di procedere a qualsiasi controllo o riparazione.
√√
√√
√ Se si dovesse avvertire una scossa anche lieve, interrompete subito le operazioni di saldatura. Avvertite immediatamente il responsabile della
√√
Scorie incandescenti, scintille e l’arco elettrico possono causare incendi ed esplosioni.
protetto con adeguate coperture ignifughe;
1.4 SHOCK ELETTRICO
ATTENZIONE: LO SHOCK ELETTRICO PUO’ ESSERE MORT ALE!
Precauzioni elettriche:
manutenzione. Non riprendete fino a che il guasto non sia stato risolto.
1.5 RUMORI
Il rumore può causare la predita permanente dell’udito. Il processo di saldatura può dare luogo a rumori che eccedono i livelli limite consentiti. Proteggete le
orecchie da rumori troppo forti per prevenire danni al vostro udito.
√√
√ Per proteggere l’udito dai rumori forti, indossate tappi protettivi e/o paraorecchie.
√√
√√
√ Misurate i livelli di rumore assicurandovi che l’intensità non ecceda i livelli consentiti.
√√
1.6 COMPATIBILITA’ ELETTROMAGNETICA
Prima di installare la saldatrice, effettuate un’ispezione dell’area circostante, osservando quanto segue:
√√
√ Accertatevi che vicino all’unità non vi siano altri cavi di generatori, linee di controllo, cavi telefonici o altre apparecchiature elettroniche;
√√
√√
√ Controllate che non siano presenti ricevitori telefonici o apparecchiature televisive, computer o altri sistemi di controllo;
√√
√√
√ Nell’area attorno alla macchina non devono essere presenti persone con stimolatori cardiaci (peace-maker) o protesi per l’udito.
√√
3
Page 4
! In casi particolari possono essere richieste misure di protezione aggiuntive.
Le interferenze possono essere ridotte seguendo questi accorgimenti:
√√
√ Se c’è un’interferenza nella linea del generatore, si può inserire un filtro E.M.C. tra la rete e l’unità;
√√
√√
√ I cavi in uscita dalla macchina dovrebbero essere il più corti possibile, fasciati assieme e collegati ove necessario a terra;
√√
√√
√ Dopo aver terminato la manutenzione occorre chiudere in maniera corretta tutti i pannelli del generatore.
√√
1.7 GAS DI PROTEZIONE
Le bombole di gas di protezione contengono gas ad alta pressione; se danneggiate possono esplodere. Maneggiatele perciò con cura.
√√
√ Queste saldatrici utilizzano solo gas inerte o non infiammabile per la protezione dell’arco di saldatura. E’ importante scegliere il gas appropriato
√√
√√
√ Non utilizzate bombole il cui contenuto è sconosciuto o danneggiate;
√√
√√
√ Non collegate le bombole direttamente al tubo del gas della macchina. Interponete sempre un adatto riduttore di pressione;
√√
√√
√ Controllate che il riduttore di pressione ed i manometri funzionino correttamente; non lubrificate il riduttore con gas o olio;
√√
√√
√ Ogni riduttore è progettato per un specifico tipo di gas, accertatevi di utilizzare il riduttore corretto;
√√
√√
√ Verificate che la bombola sia sempre ben fissata alla macchina con la catena.
√√
√√
√ Evitate di produrre scintille nei pressi della bombola di gas o di esporla a fonti di calore eccessive;
√√
√√
√ Verificate che il tubo del gas sia sempre in buone condizioni;
√√
√√
√ Mantenete all’esterno della zona di lavoro il tubo del gas.
√√
per il tipo di saldatura che si va ad eseguire.
2.0 RACCOMANDAZIONI PER L’INST ALLAZIONE
2.1 COLLOCAZIONE
Seguite le seguenti linee guida per la collocazione corretta della vostra saldatrice:
√√
√ In luoghi protetti da polvere ed umidità;
√√
√√
√ A temperature comprese tra 0° e 40°C;
√√
√√
√ In luoghi protetti da olio, vapore e gas corrosivi;
√√
√√
√ In luoghi non soggetti a particolari vibrazioni o scosse;
√√
√√
√ In luoghi protetti dai raggi del sole e dalla pioggia;
√√
√√
√ Ad una distanza di almeno 300mm o più da pareti o simili che possono ostruire il normale flusso di aria.
√√
2.2 VENTILAZIONE
Assicuratevi che l’area di saldatura sia adeguatamente ventilata. L’inalazione di fumi di saldatura può essere pericolosa.
2.3 REQUISITI DELLA TENSIONE DI RETE
La tensione di rete dovrebbe essere entro ±10% della tensione di rete nominale. Una tensione troppo bassa potrebbe essere causa di scarso rendimento,
una troppo alta potrebbe invece causare il surriscaldamento ed il successivo guasto di alcuni componenti. La saldatrice deve essere:
√√
√ Correttamente installata, possibilmente da personale qualificato;
√√
√√
√ Correttamente connessa in accordo alle regolamentazioni locali;
√√
√√
√ Connessa ad una presa elettrica di portata corretta.
√√
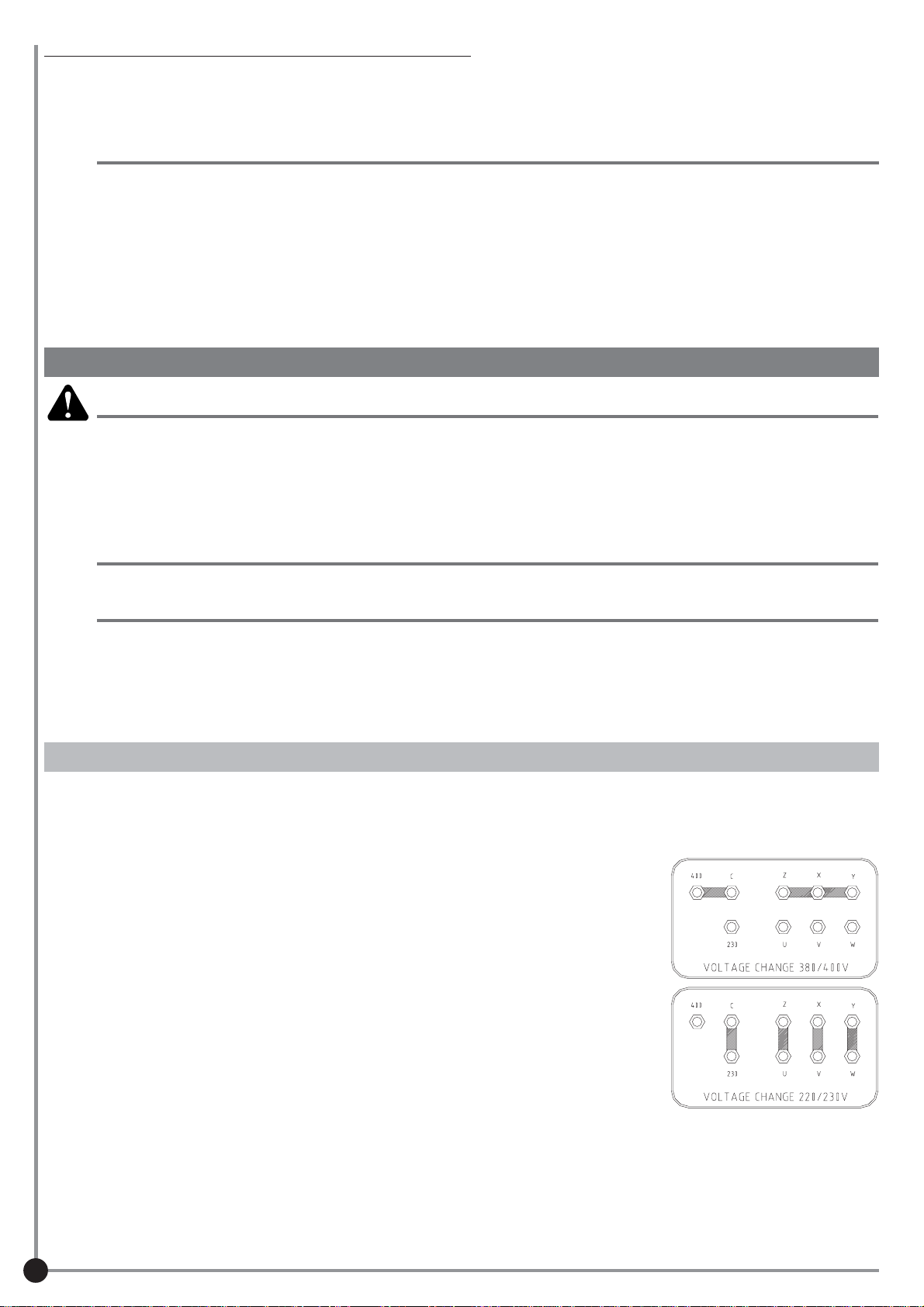
2.1 CAMBIO TENSIONE
Queste macchine sono normalmente fornite per la connessione a 400V trifase. Per maggiore sicurezza controllate l’etichetta posta all’estremità del cavo
di alimentazione.
Nel caso dovesse essere necessario usare una corrente di entrata a 230V trifase seguite queste semplici istruzioni:
1 Posizionare il commutatore principale nella posizione OFF, scollegate il cavo di alimentazione dalla rete.
2 Aprite il pannello laterale destro.
3 Cambiate la connessione seguendo le istruzioni del grafico qui sotto.
4 Assicuratevi che i dadi che fissano il ponte sia ben fissati.
5 Rimontate il pannello laterale.
NON LAVORA TE CON I P ANNELLI LA TERALI APERTI O COMPLET AMENTE SMONT A TI IN MODO DA
EVITARE CONT ATTI CON I FILI O ALTRE P ARTI IN TENSIONE.
IMPORTANTE: se doveste essere in dubbio, consultate un tecnico specializzato. Non tentate
di fare riparazioni da voi stessi.
4
Page 5

3.0 INST ALLAZIONE
3.1 ASSEMBLAGGIO RUOTE E MANIGLIA (FIG.1)
√√
√ Rimuovete con attenzione la saldatrice dal suo imballo;
√√
√√
√ Fissate le ruote girevoli anteriori (D);
√√
√√
√ Inserite il perno di supporto (B) negli appositi fori e fissate le ruote (A) con gli appositi anelli (C);
√√
√√
√ Fissate la maniglia (E) ed i supporti (F) con le viti in dotazione (G);
√√
FIG. 1
FIG. 2
3.2 ISTRUZIONI PER IL COLLEGAMENTO DELLA T ORCIA CON A TTACCO EURO (FIG.2)
√√
√ Inserite il blocchetto di ottone terminale della torcia alla presa Euro sul frontale della macchina
√√
facendo attenzione a non rovinare i contatti, quindi avvitate la ghiera di bloccaggio della torcia.
(Prima Mig 205AL: dotata di 2 attacchi
Euro, quello superiore per la torcia normale, quello inferiore per la Spool Gun)
4.0 COLLEGAMENTO DELLA BOMBOLA GAS E DEL RIDUTTORE
√√
√ La bombola del gas (non fornita) deve essere collocata sul retro della macchina e fissata con la catenella fornita.
√√
Per ragioni di sicurezza e di economia, assicuratevi che il riduttore di pressione sia ben chiuso quando non si stia saldando
e durante le operazioni di collegamento e scollegamento della bombola.
√√
√ Collegate il tubo gas al riduttore di pressione fissandolo con la fascetta fornita.
√√
√√
√ Avvitate il riduttore sulla valvola della bombola e stringete a fondo.
√√
√√
√ Aprite la valvola della bombola e regolate il flusso del gas ad approssimativamente 8 l / Min.
√√
√√
√ Premete il pulsante torcia per assicurarvi che il gas fuoriesca dalla torcia.
√√
(il modello Prima Mig 205AL è dotato di 2 tubi gas posti sul retro della macchina, uno per la Spool Gun, l’altro per la torcia standard.)
ATTENZIONE: Le bombole sono sotto pressione. Maneggiatele con cautela. Il maneggio o l’uso improprio delle bombole
contenenti gas compressi possono causare seri incidenti. Non far cadere, rovesciare od esporre a calore eccessivo,
fiamme o scintille. Non urtare contro altre bombole. Seguite le indicazioni al paragrafo 1.6.
5.0 CARICAMENTO DEL FILO
La vostra saldatrice è stata concepita per poter utilizzare bobine sia da 5 che da 15Kg di filo acciaio a basso carbonio, di acciaio inox o
alluminio a seconda del tipo di metallo che si deve saldare. Le bobine non sono fornite con la macchina e devono essere acquistate
separatamente.
Assicuratevi che la macchina sia scollegata dalla presa. Rimuovete
l’ugello e la punta guidafilo prima di iniziare le operazioni seguenti.
√√
√ Aprite il pannelo laterale del vano bobina. Svitate il dado (A) dell’aspo ruotandolo
√√
√√
√ Rimuovete l’involucro che avvolge la bobina e collocatela sull’aspo. Rimontate il
√√
di 180° (posizione 1) (tamburo del freno). Rimuovete il collare (E); Nel caso stiate
sostituendo la bobina, sfilate il rocchetto vuoto premendo il piolino a scatto
(D).(Fig.3)
collare (solo per bobine da 5Kg) e riavvitate infine il dado (A).
FIG. 3A
La saldatrice può anche accettare bobine da 0,8Kg smontando la bobina (B) e
l’aspo (C) ed utilizzando il distanziale (G). (Fig3A) Per il montaggio seguite le
seguenti istruzioni:
FIG. 3
√√
√ Rimuovete dall’aspo (C) la bobina montata (B).
√√
√√
√ Svitate il volantino (A), sfilate la molla e la rondella interna; togliete l’aspo (C) dal perno.
√√
√√
√ Inserite sul perno la bobina da 0,8kg; infilate la rondella, il distanziale (G) e la molla.
√√
√√
√ Riavvitate il volantino (A).
√√
Il volantino (A) costituisce il sistema frenante della bobina. Un’eccessiva
pressione sforza il motore di alimentazione. Una pressione non sufficiente non blocca immediatamente la bobina quando si smette di saldare.
5
Page 6
√√
√ Allentate ed abbassate la manopola in plastica (A) e rilasciate la leva premifilo (B)(Fig.4). Estraete eventuali residui di filo dalla guaina guidafilo
√√
√√
√ Rilasciate il filo dalla bobina e tenetelo stretto con un paio di pinze in modo che non possa srotolarsi. Se necessario, raddrizzatelo prima di
√√
√√
√ Abbassate la leva premifilo (B) e sollevate la manopola in plastica (A). Serrate leggeremente. Una stretta eccessiva blocca il filo e potrebbe
√√
(E).
inserirlo nella guida di entrata (C) del filo. Inserirvi il filo facendolo passare sopra al rullino inferiore (D) e nella guaina guidafilo (E).
ATTENZIONE: Mantenete la torcia diritta. Quando inserite un filo nuovo nella guaina, assicuratevi che sia tagliato in modo netto (senza
sbavature) e che almeno 2cm all’estremità siano diritti (senza curvature) altrimenti la guaina potrebbe essere danneggiata.
danneggiate il motore. Una stretta insufficiente non permetterebbe ai rullini di trainare il filo.
ATTENZIONE: Quando si sostituisce il filo o il rullino trainafilo, assicuratevi che la cava
corrispondente al diametro del filo sia all’interno dato che il filo è trainato dalla cava interna. I rullini
riportano sui lati i diametri corrispondenti.
√√
√ Chiudete il pannello laterale della macchina. Collegatela alla presa di corrente ed accendetela. Preme-
√√
te il pulsante torcia: il filo alimentato dal motore trainafilo deve scorrere attraverso la guaina. Quando
fuoriesce dalla lancia, rilasciate il pulsante torcia. Spegnete la macchina. Rimontate la punta e l’ugello.
Quando verificate la corretta uscita del filo “non avvicinate mai la torcia al viso”, si corre
il rischio di essere feriti dal filo in uscita. Non avvicinatevi con le dita al meccanismo di
alimentazione del filo in funzionamento! I rullini possono schiacciare le dita. Controllate
periodicamente i rullini e sostituiteli quando sono consumati e compromettono la regolare alimentazione del filo.
6.0 SOSTITUZIONE DELLA GUAINA GUIDAFILO
Assicuratevi che la macchina sia scollegata dalla presa prima di
eseguire queste operazioni.
√√
√ Scollegate la torcia dalla macchina.
√√
√√
√ Posizionatela su una superficie diritta e con attenzione rimuovete il dado in
√√
√√
√ Sfilate la guaina (2).
√√
√√
√ Inserite la nuova guaina e rimontate il dado in ottone (1).
√√
√√
√ Collegate la torcia alla macchina e ricaricate il filo.
√√
ottone (1).
Attenzione: la nuova guaina deve avere la stessa lunghezza di quella appena sfilata.
FIG. 5
FIG . 4
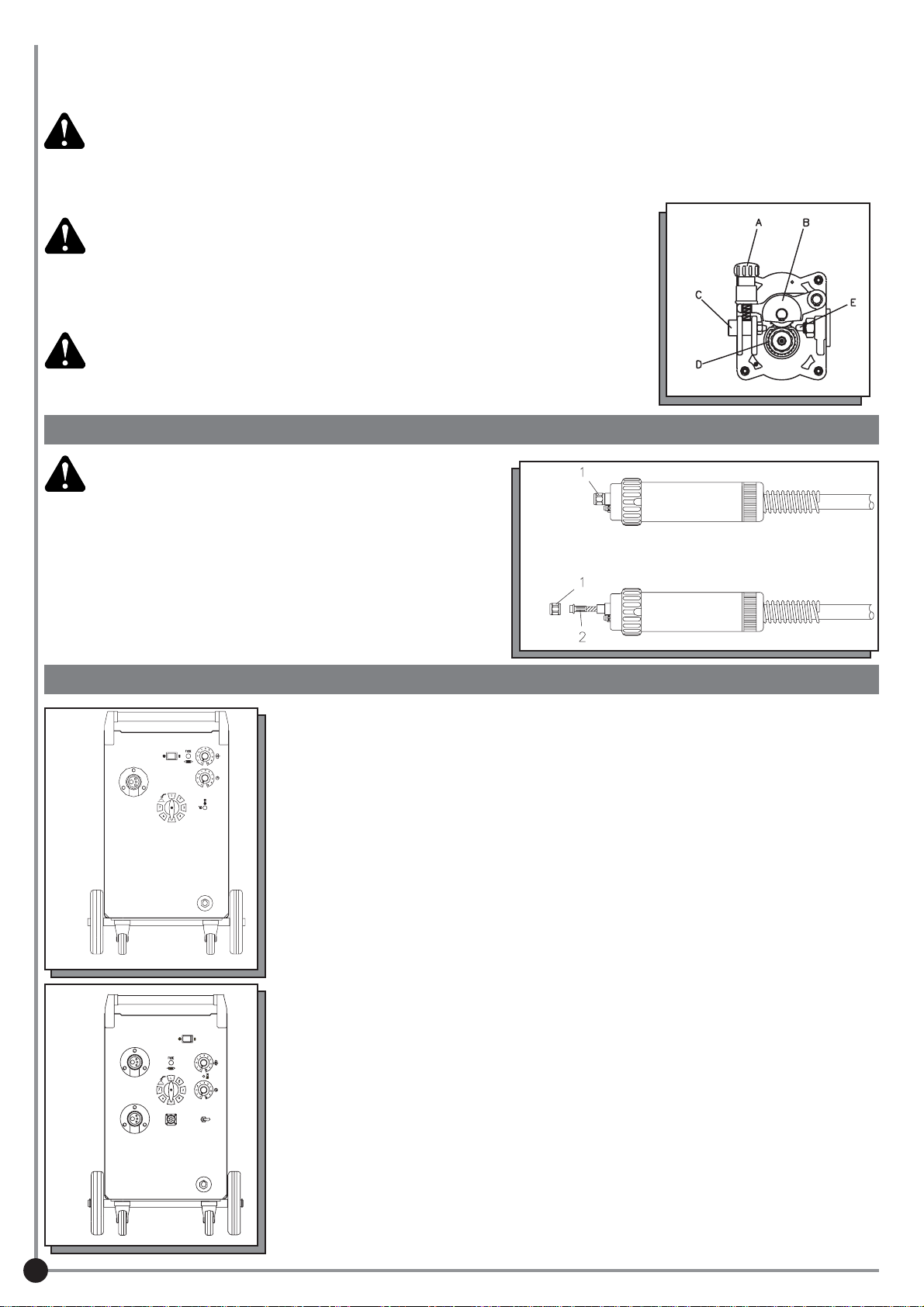
7.0 DISPOSITIVI DELLA MACCHINA
FIG . 6
PRIMA
MIG
205AL
123
7
7
63
2
8
9
6
4
5
1
5
4
10
1 Interruttore principale di accensione della macchina. Questo interruttore di colore verde
2 Commutatore di regolazione della tensione di saldatura a 7 posizioni. Serve a regola-
3 Potenziometro di controllo velocità di alimentazione del filo. Per aumentare la velocità
4 Timer per la puntatura (0,2-3s). Agendo su questo potenziometro si attiva e regola la funzio-
5 Spia indicazione di sovratemperatura. Si accende quando il termostato di sovratemperatura
6 Questo fusibile protegge il circuito ausiliario a 230Vac. Questo fusibile è t arato a 1A, 250Vac. Non
7 Attacco Euro
8 Attacco Euro per Spool Gun (anche per Prima Mig 204AL)
9 Connettore collegamento torcia Spool Gun
10 Selettore torcia standard o torcia Spool Gun (anche per Prima Mig 204AL)
sia illumina all’accensione della macchina.
re la corretta tensione di saldatura in funzione della velocità di alimentazione del filo e del suo
diametro.
ruotare la manopola in senso orario, per diminuirla in senso antiorario.
ne di saldatura a punti.
interviene disattivando la macchina. Solo il ventilatore continuerà ad operare per raffreddare la
macchina. La spia si rispegnerà automaticamente quando la macchina si sarà sufficientemente
raffreddata.
sostituitelo con fusibili tarati a tensioni o correnti diverse altrimenti si potrebbe danneggiare la
macchina.
6
Page 7
8.0 PREP ARAZIONE ALLA SALDA TURA
√√
√ Collegate lo spinotto del cavo di massa alla presa negativa del generatore posta sulla parte destra in basso del pannelo frontale (in alcuni modelli
√√
√√
√ Assicuratevi che la cava interna del rullino corrisponda al diametro del filo che si sta per usare. Fate riferimento al paragrafo 4.
√√
√√
√ Collegate la macchina ad una presa adeguata.
√√
√√
√ Aprite la valvola del gas sulla bombola girando il rubinetto in senso antiorario. Regolare la quantità di gas in uscita dalla torcia utilizzando la manopola
√√
il cavo di massa è già connesso). Collegate la pinza di massa al pezzo da saldare assicurandovi di stabilire un buon contatto;
del riduttore di pressione (girando in senso orario si diminuisce la portata, girando in senso antiorario la si aumenta. Nota: la quantità di gas
necessaria ad una buona protezione varia a seconda dei differenti metalli, degli spessori e della corrente.
9.0 REGOLAZIONI
La regolazione di una saldatrice Mig-Mag richiede pratica. Al contrario della saldatura ad elettrodo infatti devono essere regolati due parametri per
raggiungere la desiderata qualità della saldatura. Questi due parametri sono: la velocità di alimentazione del filo e la tensione di saldatura. La
corrente di saldatura è conseguenza dell’impostazione di questi due parametri.
√√
√ Regolate la tensione e la velocità di alimentazione del filo in modo appropriato.
√√
Un aumento della tensione di saldatura, mantenendo la velocità del filo invariata, provoca un arco più lungo (senza intaccare sostanzialmente la corrente).
Al contrario, per una diminuzione della tensione di saldatura, mantenendo la velocità del filo invariata, si produce un arco più corto.
I parametri di saldatura devono essere impostati a seconda del diamentro del filo. Se il filo è di diametro sottile bisogna aumentare la velocità di
alimentazione del filo per raggiungere la stessa corrente. Fate però attenzione, perchè se si superano certi limiti non sarà possibile ottenere una saldatura
soddisfaciente:
A) Eccessiva velocità (rispetto alla tensione di saldatura) causa impuntamenti del filo all’interno della torcia; il filo si immerge nel bagno di saldatura
e non può essere fuso abbastanza velocemente. Si avranno spruzzi inaccettabili.
B) Se la tensione di saldatura impostata è eccessiva (rispetto alla velocità di alimentazione del filo) l’arco si allungherà eccessivamente e diverrà
instabile. Aumentando ulteriormente la tensione si arriverà alla bruciatura della punta guidafilo.
C) In ogni caso, un’eccessiva velocità del filo si può correggere con l’aumento della tensione d’arco. Il limite di questa opera zione dipende dallo
spessore del materiale da saldare (oltre un certo valore avremo la perforazione).
La corrente di saldatura varia in diretta relazione alla velocità del filo. Per basse correnti di saldatura , il potenziometro deve essere
posizionato in corrispondenza dei valori più bassi della scala di regolazione della velocità di alimentazione del filo.
Ruotate la manopola della velocità filo in senso orario per aumentare la velocità di alimentazione e la corrente di saldatura. La tensione di
saldatura deve essere regolata in modo corrispondente alla velocità del filo (corrente di saldatura).
Selezionate progressivamente posizioni di tensione maggiore mentre aumentate la velocità del filo.
√√
√ Posizionate la torcia sulla giunzione da saldare con l’ugello a circa 45° rispetto alla superficie. La distanza dell’ugello dovrebbe essere all’incirca
√√
di 5-10mm. Abbassate la maschera di protezione e premete il pulsante della torcia per innescare l’arco. Quando l’arco è acceso, muovetevi in
modo regolare da sinistra a destra lungo la giuntura (tirando il bagno). Regolate la velocità di alimentazione del filo in modo che la saldatura
produca un regolare crepitio.
Con il tempo sarà possibile sviluppare una certa sensibilità al suono prodotto dall’arco consentendo di regolare in modo sempre più preciso i
parametri di saldatura.
10.0 SALDA TURA DELL’ALLUMINIO
Per la saldatura dell’alluminio la saldatrice deve essere predisposta come per la saldatura dell’acciaio a basso carbonio, devono però essere applicate
delle varianti:
√√
√ Usate come gas di protezione ARGON 100%.
√√
√√
√ Accertatevi che la lunghezza del cavo non superi i 3m, lunghezze superiori sono sconsigliate.
√√
√√
√ Montare la guaina in teflon per alluminio (seguite le istruzioni per la sostituzione della guaina a pag. al paragrafo “Sostituzione della guaina
√√
√√
√ Utilizzate rullini adatti per l’alluminio.
√√
√√
√ Utilizzate punte adatte per l’alluminio con il foro corrispondente al diametro del filo da usare per la saldatura.
√√
Adeguate la torcia alla saldatura dell’alluminio:
guidafilo”).
1 1.0 SPECIFICHE DIAMETRO DEL FILO
Riferimento Fig.6
1
2
37
6
4
5
Diametro del filo (mm) Regolazione velocità filo
1
2
3
4
5
6
7
0.6
0.6
0.6 - 0.8
0.6 - 0.8
0.8
0.8
1.0
BASSA
BASSA
MEDIA
MEDIA
MEDIA - ALT A
ALTA
ALTA
7
Page 8

12.0 SALDA TURA A PUNTI
E’ possibile puntare due lamine di acciaio a basso carbonio fino a 0,8mm di spessore sostituendo l’ugello della torcia con un ugello per puntatura (non fornito).
Selezionate la funzione di puntatura impostando il timer per puntatura (4). Mettete una lamina una sopra all’altra e posizionate l’ugello sulla lamina superiore;
azionate la torcia premendo il pulsante per puntare. La macchina si bloccherà automaticamente allo scadere del tempo impostato. Per la saldatura a punti la
corrente di saldatura e la velocità di alimentazione del filo devono essere regolate al massimo. E’ opportuno usare filo di diametro 0,8mm.
13.0 INDIVIDUAZIONE ED ELIMINAZIONE GUASTI ED INCONVENIENTI
Questa tabella vi potrà essere di aiuto nel risolvere i problemi più comuni che potete incontrare nell’utilizzo della vostra saldatrice. tenete però in
considerazione che le soluzioni proposte non sono le uniche possibili.
PROBLEMA POSSIBILE SOLUZIONEPOSSIBILE CAUSA
La macchina non si accende
Torcia non eroga filo, ma la ventola
funziona.
Il motoriduttore funziona, ma non
alimenta il filo.
Scarsa penetrazione della saldatura nel pezzo da saldare.
Malfunzionamento del cavo di alimentazione o
della spina.
Errato dimensionamento del fusibile.
Pulsante torcia guasto.
Intervento del termostato.
Motoriduttore difettoso (raro)
Insufficiente pressione sul rullino trainafilo.
Piegature all’estremità del filo.
Guaina ostruita o danneggiata.
Corrente e velocità di alimentazione troppo basse.
Connessioni interne allentate. (raro)
Punta di diametro sbagliate.
Connessione della torcia allentata o difettosa.
Filo di diametro non corretto.
Controllate che il cavo di alimentazione sia correttamente inserito nella presa.
Controllate il fusibile e se necessario sostituitelo.
Sostituire il pulsante torcia.
Attendere che la macchina si raffreddi. Lo spegni-
mento della spia/interruttore sul frontale indica che la
macchina è ritornata in funzionamento
Sostituite il motore.
Aumentate la pressione sul rullino trainafilo.
T agliatelo in modo netto.
Controllatela ed eventualmente pulitela con aria
compressa o sostituitela.
Regolare i parametri di saldatura in modo appro-
priato.
Pulite l’interno della macchina con aria compressa e
stringete tutte le connessioni.
Sostituite la punta con una di diametro adatto.
Stringete o sostituite la torcia.
Usate il filo di diametro corretto.
Il filo si arrotola sul rullino trainafilo.
Il filo si fonde incollandosi alla punta
guidafilo.
La pinza e/o il cavo si surriscaldano.
L’ugello forma un arco con il pezzo
da saldare.
Il filo respinge la torcia dal pezzo.
Saldatura di scarsa qualità
Movimento della torcia troppo rapido.
Eccessiva pressione sul rullino.
Guaina consumata o danneggiata.
Punta guidafilo ostruita o danneggiata.
Guaina guidafilo tesa o troppo lunga.
Punta ostruita.
Velocità di alimentazione del filo troppo bassa.
Punta di dimensioni sbagliate.
Cattiva connessione tra cavo e pinza.
Accumulo di scoria all’interno dell’ugello o ugello
cortocircuitato.
Eccessiva velocità del filo.
Ugello ostruito
Torcia troppo lontana dal pezzo
Insufficienza di gas
Muovete la torcia in modo regolare e non troppo
velocemente.
Diminuite la pressione sul rullino.
Sostituite la guaina guidafilo.
Sostituite la punta guidafilo.
Tagliate la guaina alla lunghezza corretta.
Cambiare la punta.
Aumentate la velocità di alimentazione del filo.
Usate una punta di dimensioni corrette.
Stringere la connessione o sostituire il cavo.
Pulire o rimpiazzare l’ugello.
Diminuire la velocità del filo.
Pulire o sostituire l’ugello
Tenete la torcia ad una minor distanza dal pezzo
Controllate che non ci siano flussi d’aria che
soffiano via il gas, in tal caso spostatevi in un
luogo più riparato. In caso contrario controllate il
misuratore del gas, la regolazione del riduttore e
la valvola.
8
Page 9
Pezzo da saldare arrugginito, verniciato, umido, sporco di olio o grasso
Assicuratevi prima di proseguire che il pezzo da
saldare sia pulito ed asciutto.
Assicuratevi prima di proseguire che il filo sia
pulito ed asciutto.
Controllate il collegamento della pinza di massa
al pezzo
Consultate il manuale per una scelta corretta.
Muovete la torcia più lentamente
Vedi guida ai gas di protezione
Muovete la torcia più velocemente.
Aumentate la tensione di saldatura
Cordone di saldatura stretto e fusione incompleta
Cordone di saldatura troppo spesso
Filo sporco o arrugginito
Scarso contatto di massa
Combinazione di gas / filo incorretta
Spostamento della torcia troppo veloce
Tipo di gas non corretto
Spostamento della torcia troppo lento
Tensione di saldatura troppo bassa
14.0 GUIDA AI GAS DI PROTEZIONE
METALLO
Acciaio a basso carbonio
Alluminio
Acciaio inossidabile
Rame, Nickel e leghe
Per le percentuali dei vari gas, più adatte alla vostra applicazione consultate il servizio tecnico del vostro fornitore di gas.
GAS
Argon + CO2
Argon + CO2 + Ossigeno
Argon (spessori < 25mm)
Argon + Elio (spessori > 25mm)
Argon + CO2 + Ossigeno
Argon + Ossigeno
Argon
Argon + Elio
NOTE
Argon limita gli spruzzi.
L’ossigeno aumenta la st abilità dell’arco.
Stabilità dell’arco, buona fusione e spruzzi trascurabili
Bagno più caldo adatto a sezioni spesse. Minore rischio di
porosità
Stabilità dell’arco
Spruzzi trascurabili
Adatto a spessori sottili per la bassa fluidità del bagno.
Bagno più caldo adatto a sezioni spesse.
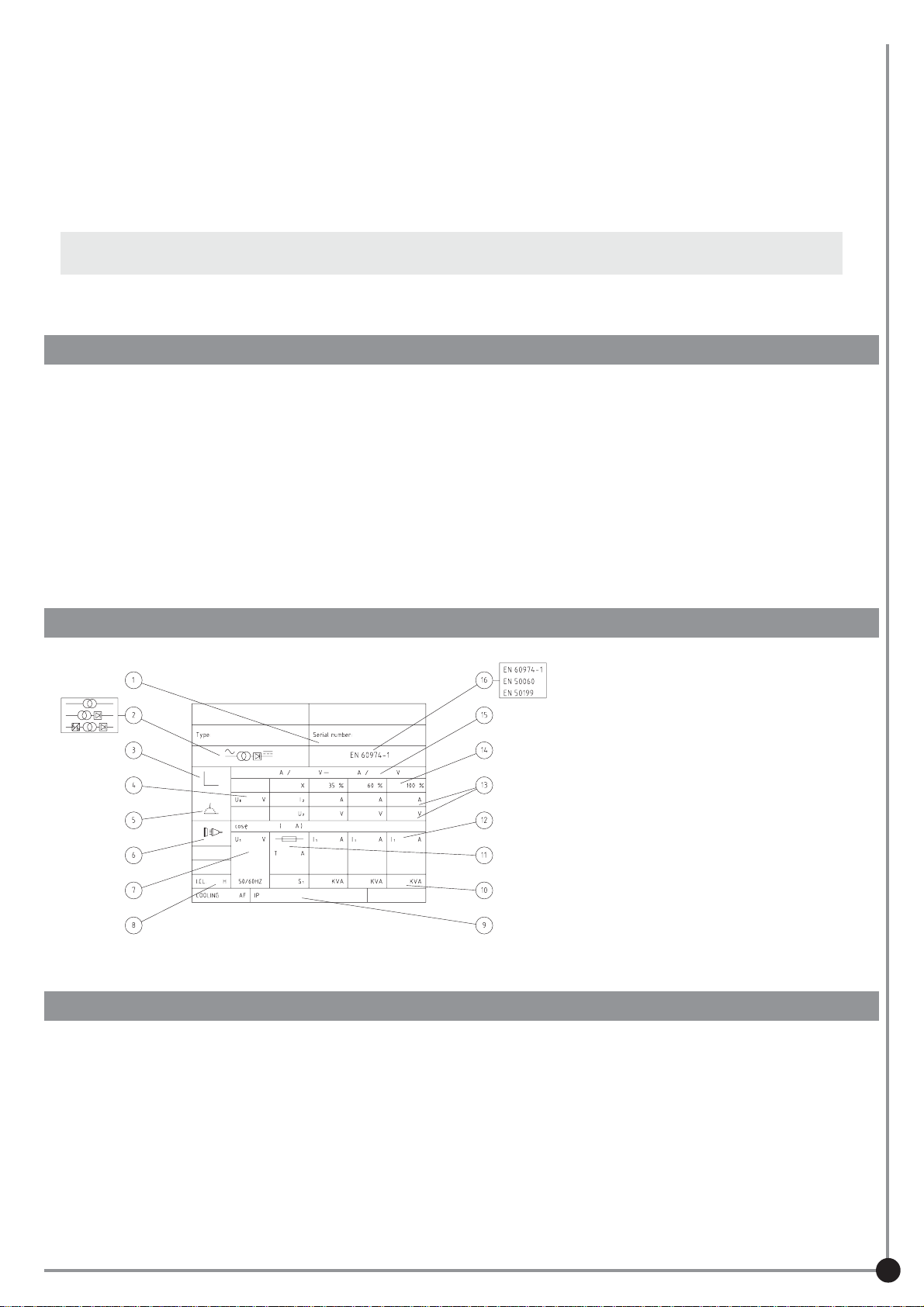
15.0 GUIDA ALLA LETTURA DEI DATI TECNICI
11
1 Numero di serie della macchina
11
22
2 Tipo di generatore
22
33
3 Tipo di caratteristica
33
44
4 Tensione a vuoto (min/max)
44
55
5 Tipo di saldatura
55
66
6 Simbolo della rete e numero delle fasi
66
77
7 Tensione di alimentazione
77
88
8 Classe di isolamento
88
99
9 Grado di protezione
99
1010
10 Potenza
1010
1111
11 Valore del fusibile di linea
1111
1212
12 Corrente di alimentazione
1212
1313
13 Corrente e tensione di saldatura
1313
1414
14 Fattore di sevizio
1414
1515
15 Campo di regolazione (corrente/ tensione)
1515
1616
16 Normativa di riferimento
1616
16.0 SUGGERIMENTI PER LA SALDATURA E LA MANUTENZIONE
√√
√ Saldate sempre materiale pulito e asciutto.
√√
√√
√ Tenete la torcia a 45° rispetto al pezzo da saldare con l’ugello a circa 6mm dalla superficie.
√√
√√
√ Muovete la torcia in modo regolare e fermo.
√√
√√
√ Evitate di saldare in luogo esposti a correnti d’aria che potrebbero soffiare via il gas di protezione rendendo la saldatura difettosa.
√√
√√
√ Mantenete filo e guaina puliti. Non usate filo arrugginito.
√√
√√
√ Evitate che il tubo del gas si pieghi o si schiacci.
√√
√√
√ Fate attenzione che limatura di ferro o polvere metallica non entrino all’interno della saldatrice perchè potrebbero causare corto circuiti.
√√
√√
√ Se possibile pulite periodicamente con aria compressa la guaina della torcia.
√√
√√
√ Usando aria a bassa pressione (3/5 Bar) spolverate occasionalmente l’interno della saldatrice, ciò favorirà il suo raffreddamento durante il
√√
√√
√ Durante il normale uso della saldatrice, il rullino trainafilo si usura. Con la corretta pressione il rullino premifilo deve trainare il filo senza slittare.
√√
√√
√ Controllate periodicamente i cavi. Devono essere in buone condizioni e non fessurati.
√√
IMPORTANTE: assicuratevi che la macchina sia scollegata dalla presa di corrente prima di svolgere i seguenti interventi.
funzionamento.
Attenzione: non soffiate aria sulla scheda o altri componenti elettronici.
Se il rullino trainafilo e il rullino premifilo si toccano con il filo inserito, il rullino trainafilo deve essere sostituito.
9
Page 10
1.0 SAFETY INFORMA TION
1.1 INTRODUCTION
Make sure this manual is carefully read and understood by the welder, and by the maintenance and technical workers.
1.2 PERSONAL PROTECTION
Welding processes of any kind can be dangerous not only to the operator but to any person situated near the equipment, if safety and operating rules
are not strictly obeserved.
Arc rays can injure your eyes and burn your skin. The welding arc produces very bright ultra violet and infra red light. These arc
rays will damage your eyes and burn your skin if you are not properly protected.
√√
√ Wear closed, non-flammable protective clothing, without pockets or turned up trousers, gloves and shoes with insulating sole. Avoid oily
√√
√√
√ Wear a non-flammable welding helmet with appropriate filter lenses designed so as to shield the neck and the face, also on the sides. Keep
√√
√√
√ Weld in a closed area that does not open into other working areas.
√√
√√
√ Never look at the arc without correct protection to the eyes. Wear safety glasses with the side shields to protect from flying particles.
√√
√√
√ Adequate local exhaust ventilation must be used in the area. It should be provided through a mobile hood or through a built-in system on the
√√
√√
√ Welding process must be performed on metal surfaces thoroughly cleaned from rust or paint, to avoid production of harmful fumes. The parts
√√
√√
√ Be very carefull when welding any metals which may contain one or more of the follwing:
√√
√√
√ Remove all chlorinated solvents from the welding area before welding. Certain chlorinated solvents decompose when exposed to ultraviolet
√√
greasy clothing.
protective lens clean and replace them when broken, cracked or spattered. Position a transparent glass between lens and welding area.
Gases and fumes produced during the welding process can be dangerous and hazardous to your health.
workbench that provides exhaust ventilation from the sides, the front and below, but not from above the bench so as to avoid raising dust and
fumes. Local exhaust ventilation must be provided together with adequate general ventilation and air circulation, particularly when work is done
in a confined space.
degreased with a solvent must be dried before welding.
Antimony Beryllium Cobalt Manganese Selenium Arsenic Cadmium Copper
Mercury Silver Barium Chromium Lead Nickel Vanadium
radiation to form phosgene gas.
1.3 FIRE PREVENTION
Fire and explosion can be caused by hot slag, sparks or the welding arc.
√√
√ Keep an approved fire extinguisher of the proper size and type in the working area. Inspect it regularly to ensure that it is in proper working
√√
√√
√ Remove all combustible materials from the working area. If you can not remove them, protect them with fire-proof covers;
√√
√√
√ Ventilate welding work areas adequately. Maintain sufficient air flow to prevent accumulation of explosive or toxic concentrations of gases;
√√
√√
√ Do not weld on containers that may have held combustibles;
√√
√√
√ Always check welding area to make sure it is free of sparks, slag or glowing metal and flames;
√√
√√
√ The work area must have a fireproof floor;
√√
WARNING: ELECTRIC SHOCK CAN KILL!
A person qualified in First Aid techniques should always be present in the working area; If a person is found unconscious and electric shock is suspected,
do not touch the person if she or he is in contact with cable or electric wires. Disconnect power from the machine, then use First Aid. Use dry wood or other
insulating materials to move cables, if necessary away from the person.
√√
√ Wear dry gloves and clothing. Insulate yourself from the work piece or other parts of the welding circuit.
√√
√√
√ Make sure the main line is properly grounded.
√√
√√
√ Do not coil the torch or the ground cables around your body.
√√
√√
√ Never touch or come in physical contact with any part of the input current circuit and welding current circuit.
√√
√√
√ Repair or replace all worn or damaged parts.
√√
√√
√ Extra care must be taken when working in moist or damp areas.
√√
√√
√ Install and maintain equipment according to local regulations.
√√
√√
√ Disconnect power supply before performing any service or repair.
√√
√√
√ Should you feel the slightest electrical shock, stop any welding immediately and do not use the welder until the fault has been found and corrected.
√√
Noise can cause permanent hearing loss. Welding processes can cause noise levels that exceed safe limits. You must protect your ears from loud
moise to prevent permanent loss of hearing.
√√
√ To protect your hearing from loud noise, wear protective ear plugs and/or ear muffs.
√√
√√
√ Noise levels should be measured to be sure the decibels (sound) do not exceed safe levels.
√√
order;
1.4 ELECTRIC SHOCK
1. 5 NOISE
1.6 ELECTROMAGNETIC COMPATIBILITY
Before installing your welder, carry out an inspection of the surrounding area, observing the following guidelines:
√√
√ Make sure that there are no other power supply cables, control lines, telephone leads or other equipment near the unit.
√√
√√
√ Make sure that there are no radio receivers, television appliances, computers or other control systems near the unit.
√√
√√
√ People with pace-maker or hearing-prosthesis should keep far from the power source.
√√
10
Page 11

! In particular cases special protection measures may be required.
Interference can be reduced by following these suggestions:
√√
√ If there is interference in the power source line, an E.M.T. filter can be mounted between the power supply and the power source;
√√
√√
√ The output cables of the power source should be not too uch long, kept together and connected to ground;
√√
√√
√ After the maintenance all the panels of the power source must be securely fastened in place.
√√
1.7 PROTECTIVE WELDING GASES
Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder can explode. Treat them carefully.
√√
√ These welders use only inert or non-flammable gases for welding arc protection. It is important to choose the appropriate gas for the type of
√√
√√
√ Do not use gas from unidentified cylinders or damaged cylinders;
√√
√√
√ Do not connnect the cylinder directly to the welder, use a pressure regulator;
√√
√√
√ Make sure the pressure regulator and the gauges function properly;
√√
√√
√ Do not lubrificate the regulator with oil or grease;
√√
√√
√ Each regulator is designed for use with a specific gas. Make sure the regulator is designed for the protective gas being used.;
√√
√√
√ Make sure that the cylinder is safely secured tightly to the welder with the chain provided.
√√
√√
√ Never expose cylinders to excessive heat, sparks, slag or flame;
√√
√√
√ Make sure that the gas hose is in good condition;
√√
√√
√ Keep the gas hose away from the working area.
√√
welding being performed;
2.0 INST ALLATION RECOMMENDATIONS
2.1 LOCATION
be sure to locate the welder according to the following guidelines:
√√
√ In areas, free from moisture and dust;
√√
√√
√ Ambient temperature between 0° to 40°C;
√√
√√
√ In areas, free from oil, steam and corrosive gases;
√√
√√
√ In areas, not subjected to abnormal vibration or shock;
√√
√√
√ In areas, not exposed to direct sunlight or rain;
√√
√√
√ Place at a distance of 300mm or more from walls or similar that could restrict natural air flow for cooling.
√√
2.2 VENTILATION
Since the inhalation of welding fumes can be harmful, ensure that the welding area is effectively ventilated.
2.3 MAIN SUPPL Y VOL T AGE REQUIREMENTS
The main supply voltage should be within ±10% of the rated main supply voltage. Too low a voltage may cause poor welding performance. Too high a
supply voltage will cause components to overheat and possibly fail. The welder Power Source must be:
√√
√ Correctly installed, if necessary, by a qualified electrician;
√√
√√
√ Correctly grounded (electrically) in accordance with local regulations;
√√
√√
√ Connected to the correct size electric circuit.
√√
2.1 VOLT AGE CHANGE
These machines are normally supplied connected to at 400V three-phase. For safety double check the sticker placed at the end of the input cable.
Should it became necessary to use an input current at 230V three-phase follow these simple instructions:
1 Bring on the “OFF” position the ON/OFF switch, disconnect the mains switch and the input voltage plug
from the mains.
2 Open the right side panel (facing the welder).
3 Change the connection by following the instructions displayed on the here attached drawing.
4 Make sure that the nuts holding the bridges are securely tightened.
5 Re-assemble the side panel.
DO NOT WORK WITH THE SIDE PANLES PARTIALLY OPENED OR COMPLETEL Y REMOVED FROM
THE POWER SOURCE IN ORDER TO A VOID CONT ACTS WITH WIRE OR P ARTS.
IMPORTANT: If in doubt, consult a qualified electrician. Do not attempt any electrical repairs
yourself.
11
Page 12

3.0 ASSEMBL Y
3.1 HANDLE AND WHEELS ASSEMBLY (FIG.1)
√√
√ Unpack the welder;
√√
√√
√ Screw the two casters (D) to the machine;
√√
√√
√ Insert the axle (B) through the holes at the rear of the welderand slide a wheel (A) on to each
√√
√√
√ Assemble the handle (E) and the supports (F) using the screws provided (G);
√√
√√
√ Plug the torch hose into the socket on the front of the welder and secure by hand screwing in
√√
end followed by the retaining washers (C);
FIG. 2
3.3 TORCH LEAD ASSEBLY - Euro connection (Fig.2)
the threaded connection.
(Prima Mig 205AL: two Euro adaptors,
the upper one for the standard torch,
the lower one for the Spool Gun)
FIG. 1
4.0 GAS CYLINDER AND REGULATOR CONNECTION
√√
√ The bottle (not supplied) should be located at the rear of the welder, securely held in position by the chain provided.
√√
For safety, and economy, ensure that the regulator is fully closed, (turned counter-clockwise) when not welding and when
fitting or removing the gas cylinder.
√√
√ Connect the gas hose to the regulator securing with clip/nut provided.
√√
√√
√ Screw the gas regulator fully down on the gas bottle valve, and fully tighten.
√√
√√
√ Turn the power on, open the cylinder valve, then set the gas flow to approx. 8l/min. on the regulator.
√√
√√
√ Operate the torch trigger to ensure that the gas is flowing through the torch.
√√
(Prima Mig 205AL is supplied with two gas hoses on the rear panel, one is for the Spool Gun, the other one is for the standard torch)
WARNING: Cylinders are highly pressurized. Handle with care. Serious accidents can result from improper handling or
misuse of compresses gas cylinders. Do not drop the cylinder, knock it over, expose it to excessive heat, flames or sparks.
Do not strike it against other cylinders. Follow the instructions on paragraph 1.6.
5.0 LOADING WIRE
Your Mig welder is designed to accept either 5kg or 15kg wire spools of mild
steel, stainless steel or aluminium according to the type of metal you wish to
weld. Wire spools aren’t supplied with the unit and must be purchased separately.
Ensure the gas and electrical supplies are disconnected. Before
proceeding, remove the nozzle and the contact tip from the torch.
√√
√ Open the side panel. Loosen the nut (A) of the spool holder (position 1) (brake
√√
√√
√ Remove the plastic protection from the spool. Place it on the spool holder. Mount the
√√
drum).Remove the spacer (E). In the case you are replacing the wire spool, extract
it by pushing the snap tongue (D) (Fig.3).
spacer again (only for 5kg spools) and tighten the lock nut (A).
FIG . 3
12
FIG. 3A
You Mig welder can also accept 0,8kg wire spools by mounting a spacer (G)
that must be purchased separately . (Fig3A)
For the mounting follow these instructions:
√√
√ Remove the wire spool (B) from the spool holder (C).
√√
√√
√ Loosen the nut (A), remove the spring and the washer; remove the spool holder (C)
√√
√√
√ Insert on the pivot the 0,8kg wire spool; Mount the washer, the spacer (G) and the
√√
√√
√ Tighten the lock nut.
√√
from the pivot.
spring.
Tighten nut to appropriate tightness. Excessive pressure strains
the wire feeding motor. Too little pressure does not allow the immediate stop of the wire spool at the end of the welding.
Page 13

√√
√ Loosen and lower the plastic knob (A) (Fig.4). Release the upper roll (B) of the feeder. Extract the wire from the torch liner.
√√
√√
√ When the wire is disconnected, grasp it with pliers so that it cannot exit from the spool. If necessary, straighten it before inserting it in the wire
√√
√√
√ Lower the upper roll (B) and place the knob (A). Tighten slightly. If tightened too much, the wire gets locked and could cause motor damage. If
√√
√√
√ Close the side panel of the machine. Connect the power supply cable to the power output line. Turn
√√
input guide (C). Insert the wire on the lower roll (D) and in the torch liner (E).
WARNING: keep the torch straight. When feeding a new wire through the liner, make sure the wire is cut cleanly (no burrs or angles) and that
at least 2cm from the end is straight (no curves). Failure to follow these instructions could cause damage to the liner.
not tighten enough, the rolls will not feed the wire.
When changing the wire diameter being used, or replacing the wire feed roll, be sure that the correct
groove for the wire diameter selected is inside, closest to the machine. The wire roll is driven by the
inside groove. Feed rolls are marked on the side identifying the groove nearest that side.
on the switch. Press the torch switch. The wire fed by the wire feeding motor at variable speed must
slide through the liner. When it exits from the torch neck, release the torch switch. Turn off the
machine. Mount the contact tip and the nozzle.
When checking the correct exit of the wire from the torch do not bring your face near
the torch, you may run the risk to be wounded by the outgoing wire. Do not bring your
fingers close to the feeding mechanism when working! The rolls, when moving, may
crush the fingers. Periodically, check the rolls. Replace them when they are worn and
compromise the regular feeding of the wire.
FIG. 4
6.0 REPLACING THE WIRE LINER
Before performing this procedure, ensure the gas and electrical
supplies are disconnected.
√√
√ Disconnect the torch from the machine.
√√
√√
√ Place it on a flat surface and carefully remove the brass nut (1).
√√
√√
√ Pull the liner out of the hose.
√√
√√
√ Install the new liner and mount the brass nut (1) again.
√√
√√
√ Connect the torch to the machine and install the wire into the feeding system.
√√
Warning: the lenght of the new wire liner must be the same of the liner you
have just pulled out of the hose.
7.0 WELDER CONTROLS
FIG. 6
123
6
7
4
5
11
1 Main ON/OFF switch.This green switch will light up when You switch on the welder.
11
22
2 Voltage selector switch, 7 positions. This switch is to select the welding voltage suitable
22
33
3 Wire feed speed control potentiometer. To increase the wire speed, turn the potentiometer
33
44
4 Spot timer (0,2-3s). This potentiometer permits adjustment of the spot welding time;
44
55
5 Overtemperature pilot lamp. This pilot lamp will light if the overtemperature thermostat
55
to the wire feed speed and wire diameter.
clockwise; to decrease the wire speed, turn it counterclockwise.
operates. During an overtemperature condition, the output of the power source will be disabled,
but the fan should continue to operate to cool the machine. The pilot lamp will automatically
extinguish after the machine has cooled sufficiently.
FIG. 5
PRIMA
MIG
205AL
7
1
63
2
8
9
10
66
6 This fuse protects the 230Vac auxiliary circuit. This fuse is rated at 250Vac. Never replace it
66
77
7 Central adaptor
77
8 Spool Gun adaptor (also for Prima Mig 204AL)
9 Spool Gun connector
5
4
10 Selector for Spool Gun or standard torch function (also for Prima Mig 204AL)
with a fuse of lower voltage rating as this could cause serious damage to the equipment.
13
Page 14

8.0 WELDING PREPARATION
√√
√ Connect the ground cable to the proper female outlet on the bottom right-hand corner of the welder (on some models the ground cable is already
√√
√√
√ Make sure that the wire-roller groove in the roller corresponds to the diameter of the wire being used. Refer to paragraph 4.
√√
√√
√ Plug the machine into a suitable outlet.
√√
√√
√ Open the gas valve on the gas cylinder regulator, (turn knob clockwise) and adjust the gas regulator to the proper setting position. Note: this
√√
connected). Attach the ground clamp to the bare metal to be welded, making sure of good contact;
varies with different metals, thicknesses and currents.
9.0 OPERA TION
A certain experience is required to adjust and use a Mig power source. In mig welding two parameters are fundamental: the welding voltage and the wire
speed. The resulting welding current is a result of these two settings.
√√
√ Set the voltage and wire feed controls to positions suitable for the thicknesses of the material to be welded.
√√
Increase of the welding voltage leads to a longer arc (without substancially affecting the current). Conversely, a decreased welding voltage results in
a shorter arc (the current again is not substancially changed).
A change in wire diameter results in changed parameters. A smaller diameter wire requires an increase in wire feed speed to reach the same current.
If certain limits are exceeded, a satisfactory weld cannot be obtained. These are:
A ) A too high wire feed speed (too high with regard to the welding voltage) results in pulsing within the torch. This is because the wire electrode
B) A too high welding voltage (too high with regard to the wire feed speed), will result in excessive and unstable arc. By increasing still further
C) In any case, an excessive wire speed can be corrected through the arc voltage increase. The limit of this operation depends on the thickness
√√
√ Position the torch over the seam to be welded holding it at approximately a 45° angle with the nozzle at 5 - 10mm. Lower the shielding helmet
√√
Wedling current varies in relationship to wire feed speed. For low welding current output, the wire feed speed potentiometer should be set
at the low end of the wire feed speed scale.
Turning the wire feed speed control potentiometer clockwise, will result in increased wire feed speed and welding current. Welding voltage is
adjusted to match the wire feed speed (welding current).
Progressively select higher voltage positions with increasing in wire speed.
dips into the puddle and cannot be melted off fast enough.
the voltage, the contact tip will burn.
of the material to weld (a certian limit exceeded will result in the perforation).
and press the welding torch trigger to initiate an arc. As the weld is deposited, push the torch from a left to right direction, slowly along the seam
at a constant speed.
Using the wire feed speed control potentiometer, adjust for a “crisp” sounding arc.
As time goes by it will be possible to reach a certain sensitivity to the sound produced by the arc allowing to get a more and
more precise adjustment of the welding parameters.
10.0 ALUMINIUM WELDING
The machine will be set up as for mild steel except for the following changes:
√√
√ 100% ARGON as welding protective gas.
√√
Ensure that your torch is set up for aluminium welding:
√√
√ The lenght of the torch cable should not exceed 3m (it is advisable not to use longer torches).
√√
√√
√ Install a teflon wire liner (follow the instructions for the renewing of the wire liner at paragraph 6).
√√
√√
√ Ensure that drive rolls are suitable for aluminium wire.
√√
√√
√ Use contact tips that are suitable for aluminium wire and make sure that the diameter of the contact tip hole corresponds to the wire diameter
√√
that is going to be used.
1 1.0 WIRE SIZE SPECIFICATION CHART
Reference Fig.6
1
2
7
6
3
4
5
1
2
3
4
5
6
7
Wire Diameter (mm) Wire Feed Speed Adjustment
0.6
0.6
0.6 - 0.8
0.6 - 0.8
0.8
0.8
1.0
LOW
LOW
MEDIUM
MEDIUM
MEDIUM - HIGH
HIGH
HIGH
14
Page 15

12.0 SPOT WELDING
It is possible to spot weld two sheets of up to 0,8mm thickness mild steel by replacing the torch gas nozzle with a spot welding nozzle (not
supplied).Select the spot welding fuction by adjusting the timer (4). Place two sheets one upon another; place the nozzle on the upper sheet and then
push the torch ensuring that the sheets are in contact. Press the trigger to spot weld the first sheet to the second one. The spot welding will automatically
stop when the adjusted time has passed. For spot welding, the machine must be set at maximum current and maximum wire speed. It is advisable to use
0,8mmø wire.
13.0 TROUBLE SHOOTING
This chart will assist you in resolving common problems you may encounter. These are not all the possible solutions.
PROBLEM POSSIBLE SOLUTION
No “life” from welder
Fan operates normally, but when
gun trigger pulled, there is no wire
feed, weld output or gas flow
Feed motor operates but wire will
not feed
Lack of penetration
POSSIBLE CAUSE
Input cable or plug malfunction.
Wrong size fuse.
Faulty trigger on gun
Thermostat intervention
Faulty wire feeding motor (rare)
Insufficient feed roller pressure
Burr on end of wire
Liner blocked or damaged
Voltage or wire feed speed too low.
Loose connection inside the machine (rare).
Worn or wrong size contact tip.
Loose gun connection or faulty gun assembly
Wrong size wire.
Check for proper input cable connection
Check fuse and replace as necessary
Replace torch trigger
Allow welder to cool. The extinguishing of the
pilot lamp / switch on the front panel indicates
the thermostat has closed.
Replace wire feeding motor
Increase roller pressure
Re-cut wire square with no burr
Clear with compressed air or replace liner
Re-adjust the welding parameters.
Clear with compressed air and tighten all
connections.
Replace the contact tip.
Tighten or replace torch.
Use correct size welding wire.
Wire is birdnesting at the drive roller
Wire burns back to contact tip
Workpiece clamp and/or cable gets
hot.
Gun nozzle arcs to work surface.
Wire pushes torch back from the
workpiece
Poor quality welds
Torch moved too fast.
Eccessive pressure on drive roller
Gun liner worn or damaged
Contact tip clogged or damaged
Liner stretched or too long
Contact tip clogged or damaged
Wire feed speed to slow
Wrong size contact tip
Bad connection from cable to clamp
Slag buildup inside nozzle or nozzle is shorted.
Wire feed speed too fast
Nozzle clogged
Torch held too far from the workpiece
Insufficient gas at weld area
Move the gun smoothly and not too fast.
Adjust pressure on drive roller.
Replace wire liner
Replace contact tip
Cut wire liner at the right lenght
Replace the contact tip
Increase wire speed before operating again.
Use correct size contact tip.
Tighten connection or replace cable.
Clean or replace nozzle.
Decrease wire feed speed
Clean or replace nozzle
Hold the torch at the right distance
Check that the gas is not being blown away by
drafts and if so move to more sheltered weld
area. If not check gas cylinder contents gauge,
regulator setting and operation of gas valve.
15
Page 16

Rusty, painted, damp, oil or greasy workpiece
Rusty or dirty wire
Ensure workpiece is clean and dry.
Poor ground contact
Incorrect gas / wire combination
Weld deposit “stringy” and incomplete
Weld deposit too thick
Torch moved over workpiece too quickly
Gas mixture incorrect
Torch moved over workpiece too slowly
Welding voltage too low
14.0 PROTECTION GASES GUIDE
METAL
Mild steel
Aluminium
Stainless steel
Copper, Nickel and Alloys
GAS
Argon + CO2
Argon + CO2 + Oxygen
Argon (thick < 25mm)
Argon + Helium (thick > 25mm)
Argon + CO2 + Oxygen
Argon + Oxygen
Argon
Argon + Helium
Ensure wire is clean and dry.
Check ground clamp/workpiece connection
Check on the manual for the correct combination
Move the torch slower
See shielding gas table
Move the torch faster
Increase welding voltage
NOTE
Argon controls spatters
Oxygen improves arc stability
Arc stability, good fusion and minimum spatter
Higher heat input suitable for heavy sections. Minimum porosity.
Arc stability
Minimum spatter
Suitable for light gauges because of low flowability of the weld
pool
Higher heat input suitable for heavy sections.
Contact the technical service of your gas supplier to know the percentages of the different gases which are the most suitable to your application.
15.0 TECHNICAL DATA INFORMATION GUIDE
11
1 Serial Number of the Unit
11
22
2 Power source model
22
33
3 Kind of characteristic
33
44
4 Min. - Max rated No Load Voltage
44
55
5 Kind of welding
55
66
6 Symbol for the main supply and no. of phases
66
77
7 Rated value of the supply voltage
77
88
8 Code letter for degree of insulation
88
99
9 Protection degree
99
1010
10 Power
1010
1111
11 Size of the necessary main fuse
1111
1212
12 Supply current
1212
1313
13 Welding supply and voltage
1313
1414
14 Power Factor
1414
1515
15 Control range (current / voltage)
1515
1616
16 Referring standard
1616
16.0 WELDING HINTS AND MAINTENANCE
√√
√ Always weld clean, dry and well prepared material.
√√
√√
√ Hold gun at a 45° angle to the workpiece with nozzle about 6mm from the surface.
√√
√√
√ Move the gun smoothly and steadily as you weld.
√√
√√
√ Avoid welding in very drafty areas. A weak pitted and porous weld will result due to air blowing away the protective welding gas.
√√
√√
√ Keep wire and wire liner clean. Do not use rusty wire.
√√
√√
√ Sharp bends or kinks on the welding cable should be avoided.
√√
√√
√ Always try to avoid getting particles of metal inside the machine since they could cause short circuits.
√√
√√
√ If available, use compressed air to periodically clean the hose liner when changing wire spools
√√
√√
√ Using low pressure air (20-30 PSI), occasionally blow the dust from the inside of the welder. This keeps the machine running cooler. Note: do
√√
√√
√ The wire feed roller will eventually wear during normal use. With the correct tension the pressure roller must feed the wire without slipping. If
√√
√√
√ Check all cables periodically. They must be in good condition and not cracked.
√√
16
IMPORTANT: Disconnect from power source when carrying out this operation.
not blow air over the printed circuit board and electronic components.
the pressure roller and the wire feed roller make contact (when the wire is in place between them), the wire feed roller must be replaced.
Page 17

1.0 NORMAS DE SEGURIDAD
1.1
Comprobar que este manual sea leído y comprendido tanto por el operador como por el personal técnico encargado del mantenimiento.
1.2 SEGURIDAD PERSONAL
En el caso de que no se cumplan atentamente las normas de seguridad y de utilización, las operaciones de soldadura pueden resultar peligrosas
no solamente para el operador, sino también para las personas que se encuentran cerca del lugar de soldadura.
El proceso de soldadura produce rayos ultra violetas e infrarrojos que pueden dañar los ojos y quemar la piel, si estos
no se protegen adecuadamente.
√√
√ Los operadores deben proteger su cuerpo llevando monos de protección cerrados y no inflamables, sin bolsillos o solapas, guantes y
√√
√√
√ Los operadores deben utilizar un gorro de material antillama para proteger su cabeza y además una pantalla para soldadura, no inflamable, que
√√
√√
√ La operación de soldadura se debe ejecutar en un ambiente aislado con respecto a las demás zonas de trabajo.
√√
√√
√ Los operadores nunca deben, por ninguna razón, mirar un arco eléctrico sin una adecuada protección para los ojos. Una atención especial
√√
√√
√ El área de soldadura se debe equipar con un adecuado sistema de aspiración local que puede derivar de la utilización de una campana de
√√
√√
√ El procedimiento de soldadura se debe realizar en superficies metálicas limpiadas de las capas de oxidos o de pintura, para evitar la
√√
√√
√ Prestar la máxima atención durante la soldadura de materiales que puedan contener uno o más de estos componentes: Antimonio – Berilo
√√
√√
√ Antes de soldar, retirar del lugar de soldadura todos los disolventes que contengan cloro. Algunos disolventes a base de cloro se
√√
calzados no inflamables con punta de acero y suelas de goma.
proteja el cuello y el rostro, inclusive lateralmente. Hay que mantener siempre limpios los vidrios de protección y sustituirlos si se encuentran rotos
o agrietados. Es buena costumbre proteger mediante un vidrio transparente el vidrio no actínico contra las proyecciones de soldadura.
deben prestar las personas que operan cerca de los puestos de soldadura. Éstas deben siempre llevar gafas de protección con lentes
aptas para evitar que las radiaciones ultravioletas, las proyecciones y otras partículas extrañas puedan dañar sus ojos.
Los gases y los humos que se producen durante el proceso de soldadura pueden resultar dañinos para la salud.
aspiración o de un adecuado banco de trabajo predispuesto para la aspiración lateral, frontal y por debajo del plano de trabajo, con el fin
de evitar la permanencia del polvo y de los humos. La aspiración local debe ser combinada con una adecuada ventilación general y con la
recirculación del aire, especialmente cuando se esté trabajando en un espacio reducido.
formación de humos dañinos. Antes de soldar hay que secar las partes que ya han sido desengrasadas mediante disolventes.
– Cobalto – Magnesio – Selenio - Arsénico – Cadmio - Cobre – Mercurio – Plata – Bario – Cromo - Plomo - Níquel – Vanadio.
descomponen si se exponen a las radiaciones ultravioletas formando de esta forma gas fosgeno.
1.3 PREVENCIÓN DE LOS INCENDIOS
INTRODUCCIÓN
√√
√ Mantener al alcance de los operadores un extintor de adecuadas dimensiones y características, comprobando periódicamente que se
√√
√√
√ Retirar de la zona de soldadura y de sus alrededores cualquier tipo de material inflamable. El material que no se puede retirar se debe
√√
√√
√ Ventilar los ambientes de la forma adecuada. Mantener una recirculación de aire suficiente para prevenir la acumulación de gases tóxicos
√√
√√
√ No soldar recipientes que contengan material combustible (aunque se hayan vaciado) o en presión;
√√
√√
√ A la terminación de la soldadura comprobar que no hayan quedado materiales incandescentes o llamas;
√√
√√
√ El techo, el suelo y las paredes de la zona de soldadura deben ser de tipo antincendio;
√√
En cada lugar de trabajo debe encontrarse presente una persona capacitada para los cuidados de Emergencia. En caso de sospecha de
electrocución y si el accidentado se encuentra sin conciencia, nunca tocarlo si se encuentra todavía en contacto con los controles. Cortar la
alimentación de la máquina y proceder a las prácticas de Primeros Auxilios. Para alejar los cables de la persona accidentada se puede utilizar, si
necesario, madera seca u otro material aislante.
√√
√ Llevar guantes y ropa de protección secos; aislar el cuerpo de la pieza que se está elaborando y de otras partes del circuito de soldadura.
√√
√√
√ Controlar que la línea de alimentación eléctrica se haya equipado con la fase de tierra.
√√
√√
√ No toquen las partes que se encuentran bajo tensión eléctrica.
√√
√√
√ Reparar o sustituir los componentes desgastados o estropeados.
√√
√√
√ Prestar una atención especial en el caso de que se esté trabajando en lugares húmedos.
√√
√√
√ Instalar y realizar el mantenimiento de la máquina cumpliendo con cuanto se ha establecido en las normativas locales.
√√
√√
√ Desconectar la máquina de la red eléctrica antes de proceder a cualquier control o reparación.
√√
√√
√ En el caso de que se percibiera una descarga eléctrica, aun leve, interrumpir las operaciones de soldadura de forma inmediata. Avisar
√√
Los residuos incandescentes, las chispas y el arco eléctrico pueden causar incendios y explosiones.
encuentre en condiciones de eficiencia;
proteger utilizando adecuadas coberturas ignífugas;
o explosivos;
1.4 ELECTROCUCIÓN
¡ATENCIÓN! ¡LA ELECTROCUCIÓN PUEDE RESUL T AR MORT AL!
Precauciones eléctricas:
inmediatamente al responsable del mantenimiento. No reanudar el trabajo hasta que no se haya solucionado la avería.
1. 5 RUIDOS
IEl ruido puede causar la pérdida permanente del oído. El proceso de soldadura puede causar ruidos que exceden los niveles límite permitidos.
Proteger los oídos de los ruidos demasiado fuertes para prevenir los daños al oído.
√√
√ Para proteger el oído de los ruidos fuertes, llevar los específicos tapones de protección o las orejeras.
√√
√√
√ Medir los niveles de ruido comprobando que la intensidad no exceda los niveles permitidos.
√√
1.6 COMP A TIBILIDAD ELECTROMAGNÉTICA
Antes de instalar la máquina de soldar, realizar una inspección del área y de sus alrededores, observando lo que sigue:
√√
√ Comprobar que cerca de la unidad no se encuentren otros cables de generadores, líneas de control, cables telefónicos u otros aparatos electrónicos.
√√
√√
√ Controlar que no se encuentren presentes receptores telefónicos o aparatos de televisión, ordenadores u otros sistemas de control.
√√
√√
√ En el área que se encuentra alrededor de la máquina no se deben encontrar personas con estimuladores cardíacos
√√
(marcapasos) o prótesis para el oído.
17
Page 18

! En casos especiales se pueden requerir medidas de protección adicionales.
Las interferencias se pueden reducir aplicando las siguientes medidas:
√√
√ Si hay una interferencia en la línea del generador, se puede instalar un filtro E.M.C. entre la red y la unidad;
√√
√√
√ Los cables que salen de la máquina deberían ser lo más cortos posible, fajados entre ellos y conectados, cuando necesario, a tierra;
√√
√√
√ Después de haber terminado el mantenimiento, hay que cerrar de la forma correcta todos los paneles del generador.
√√
1.7 GASES DE PROTECCIÓN
Las bombonas de gas de protección contienen gas bajo alta presión; si se encuentran estropeadas pueden explotar. Por lo tanto hay que
manipularlas con cuidado.
√√
√ Estas máquinas de soldar utilizan solamente gases inertes o no inflamables para la protección del arco de soldadura. Es importante escoger
√√
√√
√ No utilizar bombonas que tienen un contenido desconocido o que se encuentren estropeadas;
√√
√√
√ No conectar las bombonas directamente al tubo del gas de la máquina. Interponer siempre un adecuado reductor de presión;
√√
√√
√ Controlar que el reductor de presión y los manómetros estén funcionando correctamente; no lubricar el reductor utilizando gas o aceite;
√√
√√
√ Cada reductor se ha diseñado para un específico tipo de gas; comprobar que se esté utilizando el reductor correcto;
√√
√√
√ Comprobar que la bombona se encuentre siempre adecuadamente fijada a la máquina mediante la cadena.
√√
√√
√ Evitar producir chispas cerca de la bombona de gas o exponerla a fuentes de calor excesivas;
√√
√√
√ Comprobar que el tubo del gas se encuentre siempre en buenas condiciones;
√√
√√
√ Mantener el tubo del gas fuera de la zona de trabajo.
√√
el gas adecuado para el tipo de soldadura que se va a realizar.
2.0 RECOMENDACIONES P ARA LA INST ALACIÓN
2.1 COLOCACIÓN
Seguir las siguientes instrucciones generales para la correcta colocación de la máquina de soldar:
√√
√ En lugares protegidos contra el polvo y la humedad;
√√
√√
√ A temperaturas incluidas entre 0° y 40°C;
√√
√√
√ En lugares protegidos contra aceite, vapor y gases corrosivos;
√√
√√
√ En lugares no sujetos a particulares vibraciones o sacudidas;
√√
√√
√ En lugares protegidos contra los rayos del sol y contra la lluvia;
√√
√√
√ A una distancia de por lo menos 300mm o más de paredes o similares que puedan obstruir el normal flujo del aire.
√√
2.2 VENTILACIÓN
Comprobar que el área de soldadura se encuentre adecuadamente ventilada. La inhalación de los humos de soldadura puede resultar peligrosa.
2.3 REQUISITOS DE LA TENSIÓN DE LA RED ELÉCTRICA
La tensión de la red eléctrica debe encontrarse en el intervalo ±10% con respecto a la tensión nominal de la red eléctrica. Una tensión eléctrica
demasiado baja podría ser causa de un escaso rendimiento. Una tensión eléctrica demasiado alta podría en cambio causar el sobrecalentamiento y
la sucesiva avería de algunos componentes. La máquina de soldar debe ser:
√√
√ Correctamente instalada, posiblemente por parte de personal capacitado;
√√
√√
√ Correctamente conectada, de acuerdo con cuanto establecido en las reglamentaciones locales;
√√
√√
√ Conectada a una toma de corriente eléctrica que tenga la capacidad adecuada.
√√
2.1 CAMBIO TENSIÓN
Estos equipos se entregan normalmente con un sistema de conexión para una tensión de alimentación de 400V trifásica.Para mayor seguridad,
controlar la indicación que figura en la etiqueta colocada en el extremo del cable de alimentación.
En el caso de que fuese necesario alimentar el generador con una tensión de 220/230 V trifásica, seguir las siguientes instrucciones:
1 Colocar el interruptor principal del generador en la posición de “OFF”, abrir el interruptor de línea y desconectar el enchufede alimentación
de la toma de corriente de red.
2 Desmontar el panel lateral derecho (mirando el generador de frente) desenroscando los tornillos que lo fijan en el bastidor.
3 Modificar las conexiones del tablero de bornes “CAMBIO TENSION”, como se indica en el siguiente gráfico:
4 Asegurarse de que las tuercas de sujeción de los puentes estén bien ajustadas.
5 Volver a montar el panel lateral.
NO TRABAJAR JAMAS SIN LOS PANELES DEL GENERADOR O CON ESTOS PARCIALMENTE
DESMONTADOS, P ARA EVIT AR POSIBLES CONT ACT OS CON LAS P ARTES BAJO TENSION.
IMPORTANTE: si hay dudas, consultar personal experto. No intenten reparaciones en este caso.
18
CAMBIO TENSION 380/400V
CAMBIO TENSION 220/230V
Page 19

3.0 INST ALACIÓN
3.1 MONTAJE DE LAS RUEDAS Y DE LAS MANIJAS (FIGURA 1)
√√
√ Sacar con cuidado la máquina de soldar de su embalaje;
√√
√√
√ Fijar las ruedas orientables delanteras (D);
√√
√√
√ Introducir el perno de soporte (B) en los específicos agujeros y fijar las ruedas (A) con los
√√
√√
√ Fijar la manija (E) y los soportes (F) con los tornillos que se han suministrado en dotación (G);
√√
√√
√ Introducir el bloque terminal de latón de la antorcha en la toma de potencia Euro que se
√√
específicos anillos (C);
FIG. 2
3.2 INSTRUCCIONES PARA LA CONEXIÓN DE LA ANTORCHA CON EMP ALME EURO (FIG . 2)
encuentra en el panel delantero de la máquina, prestando atención a no estropear los contactos;
luego atornillar la abrazadera de bloqueo de la antorcha.
(Prima Mig 205AL: tiene dos tomas Euro,
la superior es para la conexión de la
antorcha standard, la inferior para la
conexión de la antorcha Spool Gun)
4.0 CONEXIÓN DE LA BOMBONA DEL GAS Y DEL REDUCTOR
FIG. 1
√√
√ La bombona del gas (que se excluye del suministro) se debe colocar en la parte trasera de la máquina y fijar con la cadena que se suministra.
√√
Por razones de seguridad y de economía, comprobar que el reductor de presión se encuentre cerrado bien, cuando no se
esté realizando ninguna operación de soldadura y durante las operaciones de conexión y desconexión de la bombona.
√√
√ Conectar el tubo del gas al reductor de presión fijándolo con la abrazadera que se suministra.
√√
√√
√ Atornillar el reductor en la válvula de la bombona y ajustar con fuerza.
√√
√√
√ Abrir la válvula de la bombona y regular el flujo del gas a aproximadamente 8 litros/min.
√√
√√
√ Apretar el gatillo antorcha para asegurar que el gas salga de la misma.
√√
(El modelo Prima Mig 205Al es equipado con dos tubos del gas puestos en el panel anterior, uno para la antorcha Standard, otro para la
antorcha Spool Gun.)
¡ATENCIÓN: Las bombonas se encuentran bajo presión. Hay que manipularlas con cautela. La manipulación o la utilización impropia de
las bombonas que contienen gases comprimidos puede causar graves accidentes. No hacerlas caer, no volcarlas o exponerlas a un
calor excesivo, a llamas o chispas. No golpearlas contra otras bombonas. Seguir las indicaciones que se encuentran en el párrafo 1.6.
5.0 CARGA DE HILO
La máquina de soldar se ha diseñado para poder utilizar bobinas tanto de 5 como de 15Kg de hilo de acero con bajo contenido
de carbono, de acero inoxidable o de aluminio, según el tipo de metal que se debe soldar. Las bobinas no se entregan con la
máquina y por lo tanto se deben adquirir por separado.
Comprobar que la máquina se haya desconectado de la toma de corriente.
Remover la tobera y la punta de contacto antes de empezar las siguientes
operaciones.
√√
√ Abrir el panel lateral del alojamiento de la bobina. Destornillar la tuerca (A) del desenrollador
√√
√√
√ Retirar la envoltura que envuelve la bobina y colocarla en el desenrollador. Volver a montar el
√√
girándola de 180° (posición 1) (tambor del freno). Retirar el collar (E); en el caso de que se esté
sustituyendo la bobina, retirar el carrete vacío apretando el clip (D) (Figura 3).
collar (solamente para las bobinas de 5Kg) y finalmente volver a atornillar la tuerca (A).
FIG. 3
FIG. 3A
La máquina de soldar puede también aceptar bobinas de 0,8Kg desarmando la
bobina (B) y el desenrollador (C) y utilizando la riostra (G). (Figura 3 A). Para el
montaje seguir las siguientes instrucciones:
√√
√ Retirar del desenrollador (C) la bobina montada (B).
√√
√√
√ Destornillar el volantín (A); retirar el resorte y la arandela interna; quitar el desenrollador
√√
√√
√ Introducir en el perno la bobina de 0,8Kg; introducir la arandela, la riostra (G) y el resorte.
√√
√√
√ Volver a atornillar el volantín (A).
√√
(C) del perno.
El volantín (A) constituye el sistema de frenado de la bobina. Una excesiva
presión esfuerza el motor de alimentación. Una presión insuficiente no
bloquea inmediatamente la bobina cuando se deja de soldar.
19
Page 20

√√
√ Aflojar y bajar la empuñadura de material plástico (A) y soltar la palanca aprieta-hilo (B) (Figura 4). Remover los posibles residuos de hilo
√√
√√
√ Remover el hilo de la bobina y mantenerlo agarrado con un par de pinzas con el fin que no pueda desenrollarse. Si necesario, enderezarlo antes
√√
√√
√ Bajar la palanca aprieta-hilo (B) y levantar la empuñadura de material plástico (A). Ajustar un poco. Un ajuste excesivo bloquea el hilo y
√√
de la sirga (E).
de introducirlo en la guía de entrada (C) del hilo. Introducir el hilo en la guía haciéndolo pasar sobre el rodillo inferior (D) y por la sirga (E).
¡ATENCIÓN: Mantener la antorcha en posición recta. Cuando se introduzca un hilo nuevo en la sirga, comprobar que se haya cortado de
forma neta (sin rebabas) y que por lo menos 2cm de su extremidad se encuentren rectas (sin curvas); de otra manera se podría estropear
la sirga.
podría dañar el motor. Un ajuste insuficiente no permitiría el arrastre del hilo por parte de los rodillos.
¡ATENCIÓN: Cuando se sustituya el hilo o el rodillo arrastra-hilo, comprobar que en el interior se
encuentre la ranura correspondiente al diámetro del hilo, puesto que el mismo es arrastrado por la
ranura interna. En los lados de los rodillos se encuentran indicados los diámetros correspondientes.
√√
√ Cerrar el panel lateral de la máquina. Conectarla a la toma de corriente y encenderla. Apretar el gatillo
√√
antorcha : el hilo alimentado por el motor arrastra-hilo debe correr a través de la sirga. Cuando salga de la
lanza, soltar el gatillo antorcha. Apagar la máquina. Volver a armar la punta y la tobera.
Cuando comprueben la correcta salida del hilo “nunca acercar la antorcha al rostro”;
se corre el riesgo de ser heridos por el hilo que está saliendo. ¡No acercarse con los
dedos al mecanismo de alimentación del hilo durante su funcionamiento! Los rodillos
pueden aplastar los dedos. Controlar periódicamente los rodillos y sustituirlos
cuando se hayan desgastado y perjudicaran la alimentación regular del hilo.
6.0 SUSTITUCIÓN DE LA SIRGA
Comprobar que la máquina se haya desconectado de la toma
de corriente antes de realizar estas operaciones.
√√
√ Desconectar la antorcha de la máquina.
√√
√√
√ Colocarla en una superficie plana y, prestando atención, retirar la
√√
√√
√ Retirar la sirga (2).
√√
√√
√ Introducir la nueva sirga y volver a armar la tuerca de latón (1).
√√
√√
√ Conectar la antorcha a la máquina y volver a cargar el hilo.
√√
tuerca de latón (1).
¡Atención: la nueva sirga debe tener la misma longitud de la que se
ha acabado de sacar.
FIG. 5
FIG . 4
7.0 DISPOSITIVOS DE LA MÁQUINA
FIG . 6
PRIMA
MIG
205AL
123
7
7
63
2
8
9
6
4
5
1
5
4
10
1 Interruptor principal de encendido de la máquina. Este interruptor de color verde se
2 Conmutador de regulación de la tensión de soldadura de 7 posiciones de regulación.
3 Potenciómetro de control de la velocidad de alimentación del hilo. Para aumentar la
4 Temporizador para la puntatura (0,2-3 s). Accionando este potenciómetro se activa y se
5 Indicador luminoso de sobretemperatura. Se enciende cuando el termostato de
6 Este fusible protege el circuito auxiliar de 230Vac. Este fusible se ha ajustado a 1A, 250Vac.
7 Empalme Euro
8 Empalme Euro para Spool Gun (también para Prima Mig 204AL)
9 Connector antorcha Spool Gun
10 Desviador antorcha standard oSpool Gun (también para Prima Mig 204AL)
ilumina en el momento del encendido de la máquina.
Sirve para regular la correcta tensión de soldadura en función de la velocidad de alimentación
del hilo y de su diámetro.
velocidad, girar la empuñadura en sentido horario; para disminuirla, en sentido antihorario.
regula la función de soldadura por puntos.
sobretemperatura interviene desactivando la máquina. Solamente el ventilador sigue funcionando
para refrigerarla. El indicador luminoso se vuelve a apagar automáticamente cuando la máquina se
haya enfriado suficientemente.
No sustituirlo con fusibles ajustados a tensiones o corrientes diferentes; de otra manera se
podría estropear la máquina.
20
Page 21

8.0 PREP ARACIÓN A LA SOLDADURA
√√
√ Conectar la clavija del cable de masa a la toma de corriente negativa del generador, que se encuentra a la derecha en la parte baja del panel
√√
√√
√ Comprobar que la ranura interna del rodillo corresponda al diámetro del hilo que se va a utilizar. Referirse al párrafo 4.
√√
√√
√ Conectar la máquina a una adecuada toma de corriente.
√√
√√
√ Abrir la válvula del gas situada en la bombona girando la llave en sentido antihorario. Regular la cantidad de gas que sale de la antorcha utilizando la
√√
frontal (en algunos modelos el cable de masa se encuentra ya conectado). Conectar la pinza de masa a la pieza que se debe soldar,
asegurándose de establecer un buen contacto.
empuñadura del reductor de presión (girándola en sentido horario se disminuye el caudal, girándola en sentido antihorario se lo aumenta). Nota: la cantidad
de gas necesaria para una buena protección varía en función de los diferentes metales, de los espesores y de la corriente.
9.0 REGULACIONES
La regulación de una máquina de soldar Mig-Mag requiere experiencia. De hecho, al contrario de la soldadura con electrodos, se deben regular
dos parámetros para alcanzar la calidad de soldadura deseada. Estos dos parámetros son: la velocidad de alimentación del hilo y la
tensión de soldadura. La corriente de soldadura es una consecuencia de la configuración de estos dos parámetros.
√√
√ Regular la tensión y la velocidad de alimentación del hilo de la forma apropiada.
√√
Un aumento de la tensión de soldadura, manteniendo invariada la velocidad del hilo, causa un arco más largo (sin afectar de forma sustancial la corriente).
Al contrario, con una disminución de la tensión de soldadura, manteniendo invariada la velocidad del hilo, se produce un arco más corto.
Los parámetros de soldadura se deben configurar en función del diámetro del hilo. Si el hilo tiene un diámetro delgado, hay que aumentar la
velocidad de alimentación del hilo para alcanzar la misma corriente. Sin embargo, prestar atención, porque si se superan algunos límites no
resultará posible conseguir una soldadura satisfactoria:
A) Excesiva velocidad (con respecto a la tensión de soldadura); causa tropiezos del hilo en el interior de la antorcha; el hilo se sumerge en el
baño de soldadura y no se puede fundir con la suficiente rapidez. Se producen proyecciones inaceptables.
B) En el caso de que la tensión de soldadura configurada sea excesiva (con respecto a la velocidad de alimentación del hilo) el arco se alargará
excesivamente y se volverá inestable. Aumentando ulteriormente la tensión se llega a la quemadura de la punta de contacto.
C) En todo caso, una velocidad excesiva del hilo se puede corregir con el aumento de la tensión del arco. El límite de esta operación depende del
espesor del material que se debe soldar (superado un determinado valor se produce la perforación).
La corriente de soldadura varía en relación directa con la velocidad del hilo. Para bajas corrientes de soldadura, el potenciómetro se
debe posicionar en correspondencia de los valores más bajos de la escala de regulación de la velocidad de alimentación del hilo.
Girar la empuñadura de regulación de la velocidad del hilo en sentido horario para aumentar la velocidad de alimentación y la corriente
de soldadura. La tensión de soldadura se debe regular de forma correspondiente a la velocidad del hilo (corriente de soldadura).
Seleccionar paulatinamente las posiciones de tensión mayor mientras se aumenta la velocidad del hilo.
√√
√ Posicionar la antorcha en la unión que se debe soldar con la tobera inclinada de aproximadamente 45° con respecto a la superficie. La
√√
distancia de la tobera debería ser aproximadamente igual a 5-10mm. Bajar la pantalla de protección y apretar el gatillo de la antorcha para
cebar el arco. Cuando el arco se ha encendido, moverse de forma regular de izquierda a derecha a lo largo de la unión (tirando el baño).
Regular la velocidad de alimentación del hilo de manera que la operación de soldadura produzca un chisporroteo regular.
Con el tiempo será posible desarrollar una cierta sensibilidad al sonido producido por el arco, permitiendo una regulación siempre más
precisa de los parámetros de soldadura.
10.0 SOLDADURA DEL ALUMINIO
Para la soldadura del aluminio la máquina de soldar se debe preparar como en el caso de la soldadura del acero con bajo contenido de carbono;
sin embargo, se deben aplicar algunas variaciones:
√√
√ Utilizar como gas de protección el ARGÓN 100%.
√√
√√
√ Comprobar que la longitud del cable no supere los 3m; se desaconsejan las longitudes superiores.
√√
√√
√ Montar la sirga de teflón para aluminio (seguir las instrucciones para la sustitución de la sirga que se describen en el párrafo “Sustitución
√√
√√
√ Utilizar rodillos adecuados para el aluminio.
√√
√√
√ Utilizar puntas adecuadas para el aluminio con el agujero que corresponda al diámetro del hilo que se debe utilizar para la soldadura.
√√
Adaptar la antorcha para la soldadura del aluminio:
de la sirga”).
11.0 ESPECIFICACIONES PARA EL DIÁMETRO DEL HILO
Referencia Figura 6.
1
2
7
6
4
5
3
Diámetro del hilo (mm) Regulación de la velocidad del hilo
1
2
3
4
5
6
7
0.6
0.6
0.6 - 0.8
0.6 - 0.8
0.8
0.8
1.0
BAJA
BAJA
MEDIA
MEDIA
MEDIA-ALTA
ALTA
ALTA
21
Page 22

12.0 SOLDADURA POR PUNTOS
Es posible apuntar dos chapas de acero con bajo contenido de carbono, hasta un espesor de 0,8mm, sustituyendo la tobera de la antorcha con una
tobera para punteado (no suministrada). Seleccionar la función de punteado configurando el temporizador para la puntatura (4). Poner una chapa
sobre la otra y colocar la tobera en la chapa superior; accionar la antorcha apretando el gatillo para apuntar. La máquina se bloquea automáticamente
a la terminación del tiempo configurado. Para la soldadura por puntos la corriente de soldadura y la velocidad de alimentación del hilo se deben regular
al máximo. Resulta oportuno utilizar un hilo de diámetro 0,8mm.
13.0 IDENTIFICACIÓN Y ELIMINACIÓN DE AVERÍAS E INCONVENIENTES
Esta tabla puede ayudar en la solución de los problemas más comunes que se pueden presentar durante la utilización de la máquina de soldar.
Sin embargo, hay que tener en cuenta que las soluciones propuestas no son las únicas que se pueden aplicar.
PROBLEMA POSIBLE SOLUCIÓNPOSIBLE CAUSA
La máquina no se enciende.
La antorcha no suministra hilo,
pero el ventilador funciona.
El motoreductor funciona, pero
no alimenta el hilo.
Escasa penetración de la
soldadura en la pieza que se
debe soldar.
Malfuncionamiento del cable de alimentación o
del enchufe.
Dimensiones del fusible equivocadas.
Gatillo de la antorcha averiado.
Intervención del termostato.
Motoreductor defectuoso (raro).
Insuficiente presión en el rodillo arrastra-hilo.
Pliegues en la extremidad del hilo.
Sirga obstruida o dañada.
Corriente y velocidad de alimentación
demasiado bajas.
Conexiones internas aflojadas (raro).
Punta de diámetro equivocado.
Conexión de la antorcha aflojada o defectuosa.
Hilo de diámetro no correcto.
Controlar que el cable de alimentación se haya
introducido correctamente en la toma de corriente.
Controlar el fusible y si necesario sustituirlo.
Sustituir el gatillo de la antorcha.
Esperar que la máquina se enfríe. El apagamiento del
indicador luminoso/interruptor en el panel delantero
indica que la máquina ha vuelto a funcionar.
Sustituir el motor.
Aumentar la presión ejercida en el rodillo
arrastra-hilo.
Cortarlo de forma neta.
Controlar la sirga y si necesario limpiarla con
aire comprimido o sustituirla.
Regular los parámetros de soldadura de la forma
apropiada.
Limpiar el interior de la máquina utilizando aire
comprimido y ajustar todas las conexiones.
Sustituir la punta con una que tenga el diámetro
apropiado.
Ajustar o sustituir la antorcha.
Utilizar un hilo que tenga el diámetro correcto.
El hilo se enrolla en el rodillo
arrastra-hilo.
El hilo se funde encolándose en
la punta guía-hilo.
La pinza y/o el cable se
sobrecalientan.
La tobera forma un arco con la
pieza que se debe soldar.
El hilo rechaza la antorcha de la
pieza.
Soldadura de escasa calidad
(poros).
Movimiento de la antorcha demasiado rápido.
Presión excesiva en el rodillo.
Sirga consumida o estropeada.
Punta guía-hilo obstruida o dañada.
Sirga guía-hilo tensa o demasiado larga.
Punta obstruida.
Velocidad de alimentación del hilo demasiado baja.
Dimensiones de la punta equivocadas.
Mala conexión entre cable y pinza.
Acumulación de residuos en el interior de la
tobera o tobera en cortocircuito.
Excesiva velocidad del hilo.
Tobera obstruida.
Antorcha demasiado lejos de la pieza.
Insuficiencia de gas.
Mover la antorcha de forma regular y no
demasiado rápidamente.
Disminuir la presión ejercida en el rodillo.
Sustituir la sirga guía-hilo.
Sustituir la punta guía-hilo.
Cortar la sirga a la longitud correcta.
Cambiar la punta.
Aumentar la velocidad de alimentación del hilo.
Usar una punta que tenga las dimensiones correcta.
Ajustar la conexión o sustituir el cable.
Limpiar o sustituir la tobera.
Disminuir la velocidad del hilo.
Limpiar o sustituir la tobera.
Mantener la antorcha a una distancia menor de la
pieza.
Comprobar que no haya flujos de aire que alejen
el gas. En este caso desplazarse a un lugar más
reparado. En caso contrario controlar el medidor
del gas, la regulación del reductor y la válvula.
22
Page 23

La pieza que se debe soldar se encuentra
oxidada, pintada, húmeda, sucia de aceite o
de grasa.
Comprobar antes de continuar que la pieza que
se debe soldar se encuentre limpia y seca.
Controlar antes de continuar que el hilo se
encuentre limpio y seco.
Controlar la conexión de la pinza de masa a la
pieza.
Consultar el manual para una elección correcta.
Mover la antorcha más lentamente.
Véase la guía de los gases de protección.
Mover la antorcha más rápidamente.
Aumentar la tensión de soldadura.
Cordón de soldadura estrecho y
fusión incompleta.
Cordón de soldadura demasiado
espeso.
Hilo sucio y oxidado.
Escaso contacto de masa.
Combinación de gas/hilo incorrecta.
Desplazamiento de la antorcha demasiado rápido.
Tipo de gas no correcto.
Desplazamiento de la antorcha demasiado lento.
Tensión de soldadura demasiado baja.
14.0 GUÍA DE LOS GASES DE PROTECCIÓN
METALLES
Acero con bajo contenido de
carbono
Aluminio
Acero inoxidable
Cobre, níquel y aleaciones
PPara los porcentajes de los diferentes gases más adequados a vuestras aplicaciones consultar el servicio tecnico de vuestro proveedor de gases.
GAS
Argón + CO2
Argón + CO2 + oxígeno
Argón (espesores > 25mm)
Argón + helio (espesores > 25mm)
Argón + CO2 + oxígeno
Argón + oxígeno
Argón
Helio
NOTAS
El argón limita las proyecciones.
El oxígeno aumenta la estabilidad del arco.
Estabilidad del arco, buena fusión y proyecciones
irrelevantes.
Baño más caliente apto para secciones espesas. Menor
riesgo de porosidad.
Estabilidad del arco.
Proyecciones irrelevantes.
Apto para espesores delgados por la baja fluidez del
baño.
Baño más caliente apto para secciones espesas.
15.0 GUÍA A LOS DATOS TECNICOS
1 Número de serie de la máquina.
2 Tipo de generador.
3 Tipo de característica.
4 Tensión en vacío (mínimo/máximo).
5 Tipo de soldadura.
6 Símbolo de la red y número de las fases.
7 Tensión eléctrica de alimentación.
8 Clase de aislamiento.
9 Nivel de protección.
1 0 Potencia.
1 1 Valor del fusible de línea.
1 2 Corriente de alimentación.
1 3 Corriente y tensión de soldadura.
1 4 Factor de servicio.
1 5 Campo de regulación (corriente/tensión).
1 6 Normativa de referencia.
16.0 SUGERENCIAS P ARA LA SOLDADURA Y EL MANTENIMIENT O
√√
√ Soldar siempre material limpio y seco.
√√
√√
√ Mantener la antorcha con una inclinación de 45° con respecto a la pieza que se debe soldar y la tobera a aproximadamente 6mm desde la superficie.
√√
√√
√ Mover la antorcha de forma regular y firme.
√√
√√
√ Evitar soldar en lugares expuestos a corrientes de aire que podrían alejar el gas de protección, volviendo la soldadura defectuosa.
√√
√√
√ Mantener el hilo y la sirga limpios. No utilizar hilo oxidado.
√√
√√
√ Evitar que el tubo del gas se doble o se aplaste.
√√
√√
√ Prestar atención a que limadura de hierro o polvo metálico no entren en el interior de la máquina de soldar porque podrían causar corto
√√
√√
√ Si posible, limpiar periódicamente con aire comprimido la sirga de la antorcha.
√√
√√
√ Utilizando aire en baja presión (3/5 Bar) limpiar ocasionalmente el interior de la máquina de soldar; eso favorecerá su refrigeración durante el funcionamiento.
√√
√√
√ Durante la normal utilización de la máquina de soldar, el rodillo arrastra-hilo se desgasta. Aplicando la presión correcta, el rodillo aprieta-hilo
√√
√√
√ Controlar periódicamente
√√
circuitos.
IMPORTANTE: comprobar que la máquina se haya desconectado de la toma de corriente antes de realizar las siguientes intervenciones.
¡Atención: no soplar aire en la tarjeta o en otros componentes electrónicos.
debe arrastrar el hilo sin patinar.
Si el rodillo arrastra-hilo y el rodillo aprieta-hilo se tocan con el hilo introducido, el rodillo arrastra-hilo se debe sustituir.
los cables. Deben encontrarse en buenas condiciones y sin grietas.
23
Page 24

1.0 SICHERHEITSVORSCHRIFTEN
1.1 EINFÜHRUNG
Sicherstellen, dass das vorliegende Handbuch sowohl vom Bediener, als auch von den für die Wartung zuständigen Technikern gelesen und verstanden wird.
1.2 PERSÖNLICHE SICHERHEIT
Falls die Bedienungs- und Sicherheitsvorschriften nicht genau beachtet werden, können die Schweißarbeiten für den Bediener und auch für
Personen, die sich in der Nähe des Schweißortes befinden, gefährlich werden.
Die beim Schweißvorgang erzeugte Ultraviolett- und Infrarotstrahlung kann die Augen beschädigen und die Haut
verbrennen, wenn keine geeigneten Schutzmaßnahmen getroffen werden.
√√
√ Die Bediener müssen den eigenen Körper schützen, indem sie geschlossene und nicht brennbare Schutzanzüge tragen, sowie eine
√√
√√
√ Die Schweißarbeiten sind in einem Bereich durchzuführen, der von den anderen Arbeitsbereichen abgeschirmt ist.
√√
√√
√ Die Bediener dürfen niemals, egal aus welchem Grund, ohne geeigneten Augenschutz in einen Lichtbogen schauen. Personen, die in der
√√
√√
√ Der Schweißbereich muss mit einem geeigneten Absaugsystem ausgestattet sein. Hierbei kann es sich sowohl um eine Absaughaube
√√
√√
√ Der Schweißvorgang ist auf Metalloberflächen durchzuführen, die von allen Rost- oder Lackschichten befreit wurden, damit keine
√√
√√
√ Besondere Vorsicht ist geboten beim Schweißen von Materialien, die eine oder mehrere der folgenden Komponenten enthalten:
√√
√√
√ Vor dem Schweißen alle Lösungsmittel mit Chlorgehalt aus dem Schweißbereich entfernen. Einige Lösungsmittel auf Chlorbasis zersetzen
√√
Schweißmaske aus nicht brennbarem Material, mit der Gesicht und Hals auch seitlich geschützt werden. Die Schutzgläser sind stets
sauberzuhalten und auszuwechseln, falls sie beschädigt werden. Es empfiehlt sich, das inaktinische Glas mit transparentem Glas vor
Spritzern zu schützen.
Nähe des Schweißortes arbeiten, müssen mit besonderer Vorsicht vorgehen. Sie müssen immer Schutzbrillen tragen, deren Linsen für den
Schutz vor ultravioletter Strahlung, Spritzern und anderen Fremdpartikeln, die den Augen schaden können, geeignet sind.
Gase und Rauch, die während des Schweißvorgangs erzeugt werden, können die Gesundheit gefährden.
handeln, als auch um eine geeignete Arbeitsstation, an der eine seitliche und frontale Absaugung, sowie eine Absaugung unterhalb des
Arbeitstisches vorgesehen ist, damit Staub und Rauch umgehend entfernt werden. Das Absaugsystem vor Ort muss durch ein allgemeines
Lüftungs – und Luftaustauschsystem ergänzt werden, vor allem, wenn in beengten Räumlichkeiten gearbeitet wird.
gesundheitsschädlichen Dämpfe entstehen können. Vor dem Schweißen die mit Lösungsmitteln entfetteten Teile trocknen.
Antimon Beryllium Kobalt Magnesium Arsenikselen Kadmium Kupfer Quecksilber Silber
Barium Chrom Blei Nickelvanadium.
sich, wenn sie ultravioletter Strahlung ausgesetzt werden und bilden Phosgengase - Phosgengase sind hochgiftig!
1.3 BRANDSCHUTZ
√√
√ Ein Feuerlöscher von angemessener Größe und entsprechenden Eigenschaften muss stets griffbereit sein. Von Zeit zu Zeit dessen
√√
√√
√ Alles brennbare Material aus dem Schweißbereich und den umliegenden Bereichen entfernen. Material, das nicht entfernt werden kann, ist
√√
√√
√ Die Umgebung ausreichend lüften. Die Lüftung dient dazu, die Ansammlung giftiger oder explosiver Gase zu verhindern;
√√
√√
√ Keine Behälter schweißen, die brennbares Material enthalten (auch wenn diese entleert wurden) oder unter Druck stehen;
√√
√√
√ Nach dem Schweißen sicherstellen, dass kein glühendes Material oder Flammen vorhanden sind;
√√
√√
√ Die Decke, der Boden und die Wände im Schweißbereich müssen aus brandsicherem Material bestehen.
√√
In jedem Arbeitsbereich muss eine Person anwesend sein, die in der Lage ist, Erste Hilfe zu leisten. Falls Verdacht auf einen elektrischen Schock besteht,
darf der Verletzte niemals berührt werden, falls er noch Kontakt mit den Bedienungselementen hat. Die Stromversorgung der Maschine ausschalten und
Erste Hilfe leisten. Zum Entfernen der Kabel vom Verletzten kann, falls notwendig, trockenes Holz oder ein anderes Isoliermaterial benutzt werden.
√√
√ Handschuhe und trockene Schutzkleidung tragen; den Körper von dem zu bearbeitenden Teil und anderen Teilen des Schweißkreises isolieren.
√√
√√
√ Controllate che la linea di alimentazione sia provvista della fase di terra.
√√
√√
√ Keine Teile berühren, die unter Spannung stehen.
√√
√√
√ Verschlissene oder beschädigte Komponenten reparieren oder ersetzen.
√√
√√
√ Besondere Vorsicht ist geboten, wenn an feuchten Standorten gearbeitet wird.
√√
√√
√ Die Installation und Wartung der Maschine laut den örtlichen Vorschriften durchführen.
√√
√√
√ Die Maschine vom Stromnetz trennen, bevor jegliche Kontrollen oder Reparaturarbeiten durchgeführt werden.
√√
√√
√ Falls auch nur der geringste Stromschlag bemerkt wird, sofort die Schweißarbeiten unterbrechen und den Verantwortlichen für die
√√
Glühende Schlacken, Funken und der Lichtbogen können Brände und Explosionen erzeugen.
Funktionstüchtigkeit überprüfen;
mit geeigneten, feuerhemmenden Abdeckungen zu schützen;
1.4 ELEKTRISCHER SCHOCK
ACHTUNG: EIN ELEKTRISCHER SCHOCK KANN TÖDLICH SEIN!
Elektrische Vorsichtsmaßnahmen:
Wartung informieren. Die Arbeit erst wieder aufnehmen, wenn die Störung behoben wurde.
1.5 LÄRM
Lärm kann zu dauerhaftem Gehörverlust führen. Beim Schweißvorgang kann Lärm entstehen, der die zugelassenen Grenzwerte überschreitet.
Schützen Sie Ihre Ohren vor zu großem Lärm, um Schäden des Gehörs vorzubeugen.
√√
√ Zum Schutz vor starkem Lärm Ohrstöpsel oder Ohrenschützer tragen.
√√
√√
√ Den Lärmpegel messen und sicherstellen, dass die zugelassenen Werte nicht überschritten werden.
√√
1.6 ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Vor dem Installieren des Schweißgeräts, den umliegenden Bereich genau untersuchen und auf die folgenden Punkte achten:
√√
√ Überzeugen Sie sich davon, dass sich in der Nähe des Geräts keine anderen Kabel von Generatoren, Kontrollleitungen, Telefonleitungen
√√
√√
√ Sicherstellen, dass keine Telefone, Fernsehgeräte, Computer oder andere Kontrollsysteme in der Nähe sind;
√√
√√
√ Personen mit Herzschrittmachern oder Gehörprotesen dürfen sich nicht im Maschinenbereich aufhalten.
√√
24
oder andere Elektronikgeräte befinden;
Page 25

! In Sonderfällen können zusätzliche Schutzvorrichtungen angefordert werden.
Interferenzen lassen sich durch die folgenden Maßnahmen reduzieren:
√√
√ Falls Interferenzen in der Generatorenleitung auftreten, kann ein E.M.C.-Filter zwischen das Netz und das Gerät geschaltet werden;
√√
√√
√ I cavi in uscita dalla macchina dovrebbero essere il più corti possibile, fasciati assieme e collegati ove necessario a terra;
√√
√√
√ Nach Beendigung der Schweißarbeiten alle Generatorentafeln korrekt ausschalten.
√√
1.7 SCHUTZGAS
Das in den Schutzgasflaschen enthaltene Gas steht unter Hochdruck; bei Beschädigung besteht Explosionsgefahr, daher mit Vorsicht behandeln.
√√
√ Für diese Schweißmaschine wird nur Edelgas oder nicht brennbares Gas zum Schutz des Lichtbogens verwendet. Es ist wichtig, ein
√√
√√
√ Keine Gasflaschen verwenden, deren Inhalt nicht bekannt ist, oder die beschädigt sind;
√√
√√
√ Die Flasche nicht direkt an den Gasschlauch des Geräts anschließen, sondern stets einen geeigneten Druckregler zwischenschließen;
√√
√√
√ Sicherstellen, dass Druckregler und Manometer korrekt funktionieren; den Regler nicht mit Gas oder Öl schmieren;
√√
√√
√ Jeder Regler ist für einen bestimmten Gastyp gedacht; sicherstellen, dass der richtige Regler benutzt wird;
√√
√√
√ Sicherstellen, dass die Flasche mit der Kette immer gut an der Maschine befestigt ist;
√√
√√
√ In der Nähe der Gasflasche keine Funken erzeugen und die Flasche nicht in die Nähe von starken Wärmequellen stellen;
√√
√√
√ Sicherstellen, dass der Gasschlauch immer in gutem Zustand ist;
√√
√√
√ Den Gasschlauch außerhalb des Arbeitsbereichs positionieren.
√√
geeignetes Gas für den jeweiligen Schweißvorgang zu wählen.
2.0 VORSCHRIFTEN FÜR DIE INSTALLATION
2.1 AUFSTELLUNG
Für eine korrekte Aufstellung Ihrer Schweißmaschine die folgenden Leitlinien beachten:
√√
√ Arbeitsbereiche, die vor Staub und Feuchtigkeit geschützt sind;
√√
√√
√ Umgebungstemperatur innerhalb von 0° bis 40°;
√√
√√
√ Arbeitsbereiche, die vor Öl, Staub und korrodierenden Gasen geschützt sind;
√√
√√
√ Arbeitsbereiche, die vor starken Vibrationen oder Stößen geschützt sind;
√√
√√
√ Arbeitsbereiche, die vor Sonnenstrahlung und Regen geschützt sind;
√√
√√
√ Mit einem Abstand von mindestens 300 mm oder mehr von Wänden o.ä., die den normalen Luftwechsel behindern könnten.
√√
2.2 LÜFTUNG
Sicherstellen, dass der Schweißbereich ausreichend gelüftet wird. Das Einatmen von Schweißdämpfen kann gefährlich sein.
2.3 VORAUSSETZUNGEN DER NETZSP ANNUNG
Die Netzspannung sollte innerhalb von
eine zu hohe Spannung eine Überhitzung mit anschließender Beschädigung einiger Komponenten verursachen könnte. Die Schweißmaschine muss:
√√
√ Korrekt installiert sein, möglichst von qualifiziertem Personal;
√√
√√
√ Korrekt angeschlossen sein, gemäß der Bestimmungen vor Ort;
√√
√√
√ An eine Steckdose mit geeigneter Leistung angeschlossen sein.
√√
+ 10% der Nominalspannung liegen. Eine zu niedrige Sp annung kann zu einer schwachen Leistung führen, während
2.1 SPANNUNGSWECHSEL
Die Schweissmaschine werden steckerfertig für den Anschluss eine 400V-Drehstromsteckdose geliefert. Zur Sicherheit sind die Angaben am Schild
des Netzkabels zu prüfen.
Wird die Anlage mit 230V-Drehstrom gespeist, sind folgende Anweisungen unbedingt zu beachten:
1- Den Hauptschalter auf OFF stellen und das Netzkabel aus der Steckdose ziehen.
2- Die rechte Seitenblende abnehmen; dazu die Schrauben vom Rahmen ausschrauben.
3- Die Anschlüsse der Klemmleiste des Spannungswechsels laut Klebeschild innerhalb der Maschine oder nach folgendem Schema ändern:
4- Sicherstellen, dass die Schrauben des Überbrückungsdrahts gut festgezogen sind.
5- Die Seitenblende wieder montieren.
ACHTUNG!
NIE AN DER ANLAGE ARBEITEN, WENN DIE BLENDEN ENTFERNT ODER TEIL WEISE ABGENOMMEN WURDEN, UM EINEN KONTAKT MIT DEN
SPANNUNGSFÜHRENDEN TEILEN ZU VERMEIDEN.
Wichtig!: Sollten Sie im Zweifel sein, konsultieren Sie einen anerkannten Elektrofachmann. Elektrische Reparturen sollen nicht
allein durchgeführt werden.
25
Page 26

3.0 INSTALLATION
3.1 MONT AGE RÄDER UND GRIFF (Abb.1)
√√
√ Nehmen Sie die Schweißmaschine vorsichtig aus ihrer Verpackung;
√√
√√
√ Befestigen Sie die vorderen drehbaren Räder (D);
√√
√√
√ Stecken Sie den Haltebolzen (B) in die entsprechenden Bohrungen und befestigen Sie die
√√
√√
√ Befestigen Sie den Griff (E) und die Halter (F) mit den mitgelieferten Schrauben (G);
√√
√√
√ Stecken Sie das Endstück aus Messing des Brenners in die Euro-Steckdose an der
√√
Räder (A) mit den dazugehörigen Ringen (C);
ABB. 2
3.2 ANLEITUNG FÜR DEN ANSCHLUSS DES BRENNERS MIT EURO-ANSCHLUSS (ABB.2)
Vorderseite des Geräts, wobei darauf zu achten ist, dass die Kontakte nicht beschädigt
werden. Anschließend die Feststellmutter des Brenners festschrauben.
(Prima Mig 205AL: zwei Euro
Anschlüsse, der höhere für den
Standardbrenner, der untere für Spool
Gun)
ABB. 1
4.0 ANSCHLUSS DER GASFLASCHE UND DES REGLERS
√√
√ Die Gasflasche (sie wird nicht mitgeliefert) wird an der Rückseite des Geräts positioniert und mit der mitgelieferten Kette befestigt.
√√
Aus Gründen der Sicherheit und Wirtschaftlichkeit sicherstellen, dass der Druckregler ordentlich geschlossen ist, wenn
nicht geschweißt wird, sowie während der Arbeiten zum Anschluss und Abmontieren der Gasflasche.
√√
√ Den Gasschlauch mit dem Druckregler verbinden und diesen mit der mitgelieferten Schelle befestigen.
√√
√√
√ Den Regler auf das Ventil der Gasflasche schrauben und sehr fest anziehen.
√√
√√
√ Das Ventil der Gasflasche öffnen und den Gasfluss auf ca. 8 l / Min. regeln.
√√
√√
√ Den Druckschalter des Brenners drücken, um zu prüfen, ob Gas aus dem Brenner austritt.
√√
Das Schweissgerät Prima Mig 205AL wird mit zwei Gasschläuche mitgeliefert, die an der Rückseite des Geräts positioniert sind, ein ist für
den Spool Gun Brenner und der andere für den Standardbrenner.
ACHTUNG: Die Gasflaschen stehen unter Druck. Mit Vorsicht behandeln. Eine unsachgemäße Handhabung oder Gebrauch
von Gasflaschen, die komprimiertes Gas enthalten, kann zu ernsthaften Unfällen führen. Nicht fallen lassen, umkippen,
oder übermäßiger Hitze, Flammen oder Funken aussetzen. Nicht gegen andere Gasflaschen stoßen. Folgen Sie den
Hinweisen unter Abschnitt 1.6.
5.0 INSTALLIEREN DER SCHWEISSDRAHTROLLE
Ihre Schweißmaschine wurde so entwickelt, dass sie sowohl Spulen mit 5 als auch mit 15 kg Draht aus niedrig gekohltem
Stahl, Edelstahl oder Aluminium benutzen kann, je nach der Art des Metalls, das geschweißt werden soll. Die Spulen werden
nicht mit dem Gerät mitgeliefert und müssen getrennt gekauft werden.
Sicherstellen, dass die Maschine nicht an die Steckdose
angeschlossen ist. Die Gasdüse und die Stromdüse entfernen,
bevor mit den folgenden Operationen begonnen wird.
√√
√ Die Seitenwand des Spulengehäuses öffnen. Die Mutter (A) des Wicklers
√√
√√
√ Die Hülle entfernen, in der sich die Spule befindet und die Spule auf den
√√
losschrauben, indem sie um 180° gedreht wird (Position 1) (Bremstrommel).
Den Ring (E) entfernen; falls die Spule ersetzt werden soll, die leere Rolle
herausnehmen, indem die Einrastvorrichtung (D)gedrückt wird (Abb. 3).
Wickler setzen. Nun wird der Ring wieder montiert (nur für 5 kg-Spulen) und
zuletzt die Mutter (A) festgeschraubt.
ABB. 3
26
ABB. 3A
Die Schweißmaschine kann auch 0,8 kg Spulen aufnehmen, indem die Spule (B)
und der Wickler (C) abmontiert und das Abstandsstück (G) benutzt wird. (Abb.
3A). Bei der Montage die folgenden Hinweise befolgen:
√√
√ Die montierte Spule (B) vom Wickler (C) abnehmen.
√√
√√
√ Das Handrad (A) losschrauben, die Feder und die Innenscheibe abnehmen und den
√√
√√
√ Die 0,8 kg Spule auf den Zapfen setzen, die Scheibe, das Abstandsstück (G) und die
√√
√√
√ Das Handrad (A) wieder festschrauben.
√√
Wickler (C) vom Zapfen nehmen.
Feder anbringen.
Das Handrad (A) stellt das Bremssystem der Spule dar. Bei einem zu hohen
Druck wird der Versorgungsmotor forciert. Bei einem zu niedrigen Druck
wird die Spule nicht sofort blockiert, wenn der Schweißvorgang beendet ist.
Page 27

√√
√ Den Plastikgriff (A) lockern und senken und den Drahtandrückhebel (B) lösen (Abb. 4). Eventuelle Drahtreste aus der Ummantelung (E)
√√
√√
√ Den Draht von der Spule lösen und mit einer Zange festhalten, damit er sich nicht abrollt. Falls notwendig geradebiegen, bevor er in die
√√
√√
√ Senken Sie den Drahtandrückhebel (B) und heben Sie den Plastikgriff (A). Leicht festschrauben. Ein zu fester Sitz blockiert den Draht und
√√
√√
√ Die Seitenwand der Maschine schließen. An die Steckdose anschließen und einschalten. Den
√√
nehmen.
Eingangsführung (C) für den Draht eingeführt wird. Den Draht nun über die untere Rolle (D) schieben und in die Ummantelung (E) einführen.
ACHTUNG: Den Brenner gerade halten. Wenn ein neuer Draht in die Drahtseele eingeführt wird, darauf achten, dass dieser gerade abgeschnitten
ist (ohne Zacken) und dass am Ende mindestens 2 cm gerade sind (ohne Knicke), andernfalls könnte die Drahtseele beschädigt werden.
könnte den Motor beschädigen. Bei einem zu lockeren Sitz ist die Beförderung des Drahtes durch die Rollen nicht gewährleistet.
ACHTUNG: Wenn der Draht oder die Drahtzugrolle ersetzt werden soll, sicherstellen, dass sich die
Vertiefung, die dem Drahtdurchmesser entspricht, im Inneren befindet, da der Draht von der inneren
Vertiefung befördert wird. An den Rollenseiten sind die entsprechenden Durchmesser gekennzeichnet.
Druckschalter für den Brenner drücken; der vom Drahtfördermotor angetriebene Draht muss durch
die Ummantelung laufen. Wenn er aus dem Strahlrohr herauskommt, den Druckschalter des Brenners
loslassen. Die Maschine abschalten. Stromdüse und GasGasdüse wieder aufmontieren.
Beim Prüfen des korrekten Austritts des Drahtes „den Brenner niemals an das Gesicht
annähern”, es besteht die Gefahr, vom heraustretenden Draht verletzt zu werden. Die Finger
nicht in die Nähe des Mechanismus zur Versorgung des funktionierenden Drahtes bringen!
Die Finger könnten in den Rollen eingequetscht werden. Die Rollen von Zeit zu Zeit kontrollieren
und ersetzen, sobald sie verschlissen sind und die reguläre Versorgung des Drahtes
beeinträchtigen.
ABB. 4
6.0 AUSTAUSCH DER DRAHTSEELE
Sicherstellen, dass die Maschine nicht an der Steckdose
angeschlossen ist, bevor diese Operationen durchgeführt
werden.
√√
√ Den Brenner von der Maschine abnehmen.
√√
√√
√ Auf eine gerade Oberfläche legen und vorsichtig die Messingmutter
√√
√√
√ Die Ummantelung (2) herausziehen.
√√
√√
√ Die neue Ummantelung einführen und die Messingmutter (1) wieder
√√
√√
√ Achtung: die neue Ummantelung muss die gleiche Länge haben, wie
√√
√√
√ Den Brenner wieder an die Maschine anschließen und den Draht
√√
(1) entfernen.
aufmontieren.
die gerade herausgezogene.
laden.
ABB. 5
7.0 MASCHINENAUSSTATTUNG
ABB. 6
PRIMA
MIG
205AL
123
7
7
63
2
8
9
6
4
5
1
5
4
10
11
1 Hauptschalter zum Einschalten der Maschine. Ein grüner Schalter, der aufleuchtet,
11
22
2 Umschalter zur Regelung der Schweißspannung. Er hat 7 Einstellpositionen und dient
22
33
3 Potentiometer zur Kontrolle der Versorgungsgeschwindigkeit des Drahtes. Zur
33
44
4 Timer für die Heftschweißung (0,2-3s). Durch Betätigung dieses Potentiometers wird die
44
55
5 Warnlampe zur Anzeige von überhöhter Temperatur. Sie leuchtet auf, wenn der
55
66
6 Diese Sicherung schützt die Steuerspannung bei 230V Wechselstrom. Die Sicherung ist
66
77
7 Euro-Anschluss
77
8 Euro-Anschluss für Spool Gun adaptor (auch für Prima Mig 204AL)
9 Verbindungsstecker für Spool Gun
wenn die Maschine eingeschaltet wird.
zur Einstellung der korrekten Schweißspannung, in Abhängigkeit von der
Versorgungsgeschwindigkeit des Drahtes und dessen Durchmessers.
Erhöhung der Geschwindigkeit wird der Griff im Uhrzeigersinn gedreht; zur Reduzierung
gegen den Uhrzeigersinn.
Heftschweißfunktion aktiviert und geregelt.
Thermostat für Übertemperatur ausgelöst wird und die Maschine ausschaltet. Lediglich der
Lüfter läuft weiter, um die Maschine abzukühlen. Die Warnlampe geht automatisch aus, wenn
die Maschine ausreichend abgekühlt ist.
auf 1A, 250V Wechselstrom geeicht. Nicht durch Sicherungen, die auf andere Spannungen
geeicht sind, ersetzen, andernfalls könnte die Maschine Schäden erleiden.
10 Spool Gun oder Standardbrenner Wählerschalter (auch für Prima Mig 204AL).
27
Page 28

8.0 VORBEREITUNG DES SCHWEISSVORGANGS
√√
√ Den Steckerstift des Erdkabels an die Negativ-Steckdose des Generators anschließen, die sich rechts unten an der Tafel vorne befindet (bei
√√
√√
√ Sicherstellen, dass die innere Vertiefung der Rolle mit dem Durchmesser des Drahtes übereinstimmt, der benutzt werden soll. Nähere
√√
√√
√ Schließen Sie die Maschine an eine geeignete Steckdose an.
√√
√√
√ Öffnen Sie das Gasventil an der Gasflasche, indem Sie den Hahn gegen den Uhrzeigersinn drehen. Die Menge des austretenden Gases
√√
einigen Modellen ist das Erdkabel bereits angeschlossen). Die geerdete Zange mit dem zu schweißenden Teil verbinden und sichers tellen,
dass ein guter Kontakt besteht;
Erläuterungen unter Abschnitt 4.
regulieren, indem der Griff des Druckreduzierers benutzt wird (durch Drehen im Uhrzeigersinn wird die Menge reduziert, durch Drehen gegen den
Uhrzeigersinn erhöht. Hinweis: die für einen guten Schutz erforderliche Gasmenge ist je nach Metallart, Dicke und Strom unterschiedlich.
9.0 EINSTELLUNGEN
Die Einstellung einer Schweißmaschine Mig-Mag erfordert Übung. Im Gegensatz zur Elektrodenschweißung müssen zwei Parameter eingestellt
werden, um die gewünschte Schweißqualität zu erzielen. Es handelt sich um die folgenden Parameter: die Geschwindigkeit der Drahtversorgung
und die Schweißspannung. Die Schweißstrom ist abhängig von der Einstellung dieser beiden Parameter.
√√
√ Spannung und Versorgungsgeschwindigkeit des Drahtes korrekt einstellen.
√√
Eine Erhöhung der Schweißspannung bei gleichbleibender Drahtgeschwindigkeit erzeugt einen längeren Lichtbogen (ohne wesentliche Änderung des Stroms).
Eine Reduzierung der Schweißspannung bei gleichbleibender Drahtgeschwindigkeit führt dagegen zu einer Verkürzung des Lichtbogens.
Die Schweißparameter sind je nach Drahtdurchmesser einzustellen. Bei einem dünnen Draht muss die Versorgungsgeschwindigkeit erhöht
werden, um den gleichen Strom zu erreichen. Hierbei ist jedoch Vorsicht geboten; wenn gewisse Grenzen überschritten werden, kann keine
zufriedenstellende Schweißqualität erzielt werden:
A) Eine zu hohe Geschwindigkeit (im Verhältnis zur Schweißspannung) verursacht Pulsschläge des Drahtes im Inneren des Brenners; der Draht
taucht in das Schweißbad und kann nicht schnell genug geschmolzen werden. Es entstehen inakzeptable Spritzer.
B) Ist die eingestellte Spannung zu hoch (im Verhältnis zur Drahtversorgung), verlängert sich der Bogen zu stark und wird instabil. Wird nun die
Spannung noch weiter erhöht, brennt die Drahtführungsspitze durch.
C) Eine übermäßige Drahtgeschwindigkeit kann in jedem Fall durch die Erhöhung der Bogenspannung korrigiert werden. Die Grenzwerte dieser
Operation sind jedoch abhängig von der Dicke des zu schweißenden Materials (oberhalb eines bestimmten Wertes erfolgt die Perforierung).
Der Schweißstrom ändert sich in direkter Abhängigkeit von der Geschwindigkeit des Drahtes. Bei niedrigem Schweißstrom muss das
Potentiometer auf die niedrigsten Werte der Regelskala für die Versorgungsgeschwindigkeit des Drahtes gestellt werden.
Den Griff für die Drahtgeschwindigkeit im Uhrzeigersinn drehen, um die Versorgungsgeschwindigkeit und den Schweißstrom zu
erhöhen. Die Schweißspannung ist in Übereinstimmung mit der Drahtgeschwindigkeit (Schweißstrom) einzustellen.
Stufenweise höhere Spannungspositionen wählen, während die Drahtgeschwindigkeit erhöht wird.
√√
√ Den Brenner mit der Gasdüse in einem Winkel von ca. 45° zur Oberfläche auf die zu schweißende Verbindung richten. Der Abstand der
√√
Gasdüse sollte ca. 5-10mm betragen. Die Schutzmaske schließen und den Druckschalter des Brenners drücken, um den Bogen zu
entzünden. Den brennenden Bogen gleichmäßig von links nach rechts entlang der Lötstelle bewegen. Die Drahtversorgungsgeschwindigkeit
so regulieren, dass die Schweißung ein regelmäßiges Knattern erzeugt.
Mit der Zeit erwirbt man eine gewisse Sensibilität in Bezug auf das vom Bogen erzeugte Geräusch, worauf sich die Schweißparameter
immer genauer einstellen lassen.
10.0 SCHWEISSEN VON ALUMINIUM
Zum Schweißen von Aluminium ist die Maschine ebenso vorzubereiten, wie für die Schweißung von niedrig gekohltem Stahl, wobei jedoch
folgendes zu beachten ist:
√√
√ Als Schutzgas ARGON 100% verwenden.
√√
√√
√ Sicherstellen, dass das Kabel nicht länger als 3m ist, längere Kabel sind nicht empfehlenswert.
√√
√√
√ Die Ummantelung aus Teflon für Aluminium montieren (die Anleitung zum Austausch der Ummantelung im Abschnitt „Austausch der
√√
√√
√ Für Aluminium geeignete Rollen benutzen.
√√
√√
√ Für Aluminium geeignete Stromdüsen benutzen, mit einer Bohrung, die dem Durchmesser des für die Schweißung zu benutzenden Drahtes
√√
Den Brenner der Aluminiumschweißung anpassen:
Drahtführungsummantelung” befolgen).
entspricht.
11.0 VORGABEN FÜR DEN DRAHTDURCHMESSER
Siehe Abb. 6
1
2
7
6
3
4
5
Drahtdurchmesser (mm) Einstellung Drahtgeschwindigkeit
28
1
2
3
4
5
6
7
0.6
0.6
0.6 - 0.8
0.6 - 0.8
0.8
0.8
1.0
NIEDRIG
NIEDRIG
MITTEL
MITTEL
MITTEL-HOCH
HOCH
HOCH
Page 29

12.0 HEFTSCHWEISSEN
Die Heftschweißung zweier niedrig gekohlter S tahlblätter mit einer Dicke bis zu 0,8mm ist möglich, indem die Brennerdüse mit einer Gasdüse für die Hef tschweißung
ersetzt wird (nicht mitgeliefert). Die Heftschweißfunktion durch Einstellung des Timers für die Heftschweißung wählen (4). Die beiden Blätter übereinanderlegen und
die Gasdüse auf das obere Blatt richten; den Brenner durch Drücken des Schalters für die Heftschweißung in Betrieb setzen. Sobald die programmierte Zeit
abgelaufen ist, bleibt die Maschine automatisch stehen. Für die Heftschweißung muss der Schweißstrom und die Versorgungsgeschwindigkeit des Drahtes auf den
Höchstwert gestellt werden. Es empfiehlt sich, Draht mit einem Durchmesser von 0,8 mm zu verwenden.
13.0 SUCHE UND BESEITIGUNG VON DEFEKTEN UND STÖRUNGEN
Diese Tabelle ist als Hilfe bei der Lösung der häufigsten Probleme gedacht, die beim Gebrauch Ihrer Schweißmaschine auftreten können. Bitte
berücksichtigen Sie jedoch, dass die vorgeschlagenen Lösungen nicht die einzig möglichen sind.
PROBLEM MÖGLICHE LÖSUNGMÖGLICHE URSACHE
Die Maschine lässt sich nicht
einschalten.
Der Brenner liefert keinen Draht,
aber der Lüfter funktioniert.
Der Getriebemotor funktioniert,
aber der Draht wird nicht
versorgt.
Schwache Penetration der
Schweißung in das zu
schweißende Teil.
Fehlfunktion des Versorgungskabels oder
des Steckers.
Falsche Größe der Sicherung.
Druckschalter Brenner defekt.
Auslösung des Thermostats.
Getriebemotor defekt (selten).
Ungenügender Druck der Drahtzugrolle.
Knicke am Ende des Drahtes.
Ummantelung verstopft oder beschädigt.
Strom und Versorgungs-geschwindigkeit zu
niedrig.
Innere Verbindungen locker (selten)
Falscher Durchmesser der Stromdüse.
Brenneranschluss locker oder defekt.
Kontrollieren, ob das Versorgungskabel korrekt in
die Steckdose gesteckt ist.
Die Sicherung überprüfen und falls notwendig
austauschen.
Den Druckschalter des Brenners ersetzen.
Abwarten, bis die Maschine abgekühlt ist. Das
Ausgehen der Warnlampe/Schalter an der
Vorderseite zeigt an, dass die Maschine wieder
in Betrieb ist.
Den Motor austauschen.
Den Druck auf die Drahtzugrolle erhöhen.
Gerade abschneiden.
Kontrollieren und eventuell mit Druckluft reinigen
oder austauschen.
Die Schweißparameter passend einstellen.
Das Maschineninnere mit Druckluft reinigen und
alle Verbindungen festziehen.
Durch Stromdüse mit korrektem Durchmesser
ersetzen.
Brenner festziehen oder austauschen.
Der Draht wickelt sich auf die
Drahtzugrolle auf.
Der Draht schmilzt und verklebt
mit der Drahtführungsspitze.
Die Zange und/oder das Kabel
werden zu heiß.
Die Gasdüse bildet einen Bogen
mit dem zu schweißenden Teil.
Der Draht drückt den Brenner
vom Teil weg.
Falscher Durchmesser des Drahtes.
Zu schnelle Bewegung des Brenners.
Zu hoher Druck auf die Rolle.
Ummantelung verschlissen oder beschädigt.
Drahtführungsspitze verstopft oder beschädigt.
Drahtführungsummantelung zu straff oder zu lang.
Stromdüse verstopft.
Zu niedrige Versorgungs-geschwindigkeit
des Drahtes.
Falsche Größe der Stromdüse.
Schlechte Verbindung zwischen Kabel und
Zange.
Ansammlung von Schlacken im Inneren der
Gasdüse oder Kurzschluss der Gasdüse.
Zu hohe Drahtgeschwindigkeit.
Draht mit korrektem Durchmesser benutzen.
Den Brenner gleichmäßig und nicht zu rasch
bewegen.
Druck auf die Rolle reduzieren.
Die Drahtführungsummantelung austauschen.
Die Drahtführungsspitze austauschen.
Die Ummantelung auf die richtige Länge
zuschneiden.
Die Stromdüse ersetzen.
Die Versorgungsgeschwindigkeit des Drahtes
erhöhen.
Eine Stromdüse mit der richtigen Größe
verwenden.
Die Verbindung festziehen oder das Kabel
ersetzen.
Die Gasdüse reinigen oder ersetzen.
Die Drahtgeschwindigkeit reduzieren.
29
Page 30

Schlechte Schweißqualität
Gasdüse verstopft.
Die Gasdüse reinigen oder austauschen.
Enge Schweißnaht und
unvollständige Schmelzung
Dicke Schweißnaht
Brenner zu weit vom Teil entfernt.
Ungenügende Gaszufuhr.
Das zu schweißende Teil ist verrostet,
lackiert, feucht, mit Öl oder Fett beschmutzt.
Draht schmutzig oder verrostet.
Schlechter Erdkontakt
Falsche Kombination Gas/Draht
Zu schnelle Bewegung des Brenners.
Falscher Gastyp.
Zu langsame Bewegung des Brenners.
Schweißspannung zu niedrig.
Den Brenner näher an das Teil halten.
Kontrollieren, ob das Gas durch Luftströme
weggeblasen wird, in diesem Fall einen
geschützteren Ort aufsuchen. Andernfalls den
Gasmesser, die Einstellung des Reglers und das
Ventil kontrollieren.
Vor dem Weiterarbeiten sicherstellen, dass das
zu schweißende Teil sauber und trocken ist.
Vor dem Weiterarbeiten sicherstellen, dass der
Draht sauber und trocken ist.
Die Verbindung der Erdzange mit dem Teil
kontrollieren.
Im Handbuch die richtige Kombination
nachsehen.
Den Brenner langsamer bewegen.
Die Hinweise zu den Schutzgasen
konsultieren.
Den Brenner schneller bewegen.
Die Schweißspannung erhöhen.
14.0 HINWEISE ZU DEN SCHUTZGASEN
METALL
Niedrig gekohlter Stahl
Aluminium
Rostfreier Stahl
Kupfer, Nickel und Legierungen
In Bezug auf die für Ihre Anwendung geeigneten Prozentsätze der diversen Gase, wenden Sie sich bitte an den Kundendienst Ihres Gaslieferanten.
GAS
Argon + CO2
Argon + CO2 + Sauerstoff
Argon (Dicken < 25 mm)
Argon + Helium (Dicken > 25 mm)
Argon + CO2
Argon + CO2 + Sauerstoff
Argon
Argon + Helium
HINWEISE
Argon begrenzt Spritzer.
Sauerstoff erhöht die Stabilität des Bogens.
Stabilität des Bogens, gute Schmelzung und kaum
Spritzer. Heißeres Bad geeignet für dickere Querschnitte.
Geringere Gefahr von Porosität.
Stabilität des Bogens
Kaum Spritzer
Geeignet für geringe Dicken, aufgrund der
Dickflüssigkeit des Bades.
Heißeres Bad, geeignet für dickere Querschnitte.
15.0 ANLEITUNG ZUM LESEN DER TECHNISCHEN DATEN
1 Seriennummer der Maschine
2 Generatorentyp
3 Art der Eigenschaft
4 Leerlaufspannung
5 Schweißart
6 Netzsymbol und Phasennummern
7 Versorgungsspannung
8 Isolierungsklasse
9 Schutzgrad
10 Leistung
11 Wert der Anlagensicherung
12 Versorgungsstrom
13 Schweißspannung- und –strom
14 Wartungsfaktor
15 Einstellfeld (Strom/Spannung)
16 Geltende Normen
30
Page 31

16.0 EMPFEHLUNGEN FÜR DIE SCHWEISS- UND WARTUNGSARBEITEN
√√
√ Immer sauberes und trockenes Material schweißen.
√√
√√
√ Den Brenner in einem Winkel von 45° zu dem zu schweißenden Teil halten, mit 6 mm Abstand zwischen Gasdüse und Oberfläche.
√√
√√
√ Den Brenner gleichmäßig und ruhig bewegen.
√√
√√
√ Möglichst nicht an zugigen Orten schweißen, wo Luftströme das Schutzgas wegblasen und somit die Schweißung beeinträchtigen
√√
√√
√ Draht und Ummantelung sauber halten. Keinen rostigen Draht verwenden.
√√
√√
√ Vermeiden, dass der Gasschlauch verbogen oder zerdrückt wird.
√√
√√
√ Darauf achten, dass keine Eisenspäne oder Metallstaub in das Innere der Schweißmaschine geraten, da dies zu Kurzschlüssen führen
√√
√√
√ Falls möglich von Zeit zu Zeit die Brennerummantelung mit Druckluft reinigen.
√√
√√
√ Mit schwacher Druckluft (3-5 Bar) gelegentlich das Innere der Schweißmaschine reinigen, dies ist förderlich für die Abkühlung während
√√
√√
√ Während des normalen Gebrauchs der Schweißmaschine ist die Drahtzugrolle Verschleiß ausgesetzt. Mit dem richtigen Druck muss die
√√
√√
√ Regelmäßig die Kabel kontrollieren. Sie müssen in gutem Zustand sein und dürfen keine Risse haben.
√√
könnten.
könnte.
WICHTIG: sicherstellen, dass die Maschine nicht an die Steckdose angeschlossen ist, bevor die folgenden Eingriffe durchgeführt werden.
des Betriebs.
Achtung: keine Luft auf die Karte oder andere elektronische Komponenten blasen.
Drahtzugrolle den Draht fördern, ohne zu schlittern. Wenn sich die Drahtzugrolle und die Drahtandrückrolle bei eingeführtem Draht berühren,
muss die Drahtzugrolle ersetzt werden.
31
Page 32

 Loading...
Loading...