

Page 1

PJ-882HH ФУГОВАЛЬНЫЙ СТАНОК
GB
Operating Instructions
RUS √
Инструкция по эксплуатации
Артикул: 1610082-RU-M
1610082-RU
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 5
www.jettools.com
Page 2

2
Содержание
Содержание ................................................................................................................................................. 2
Предупреждение об опасности ................................................................................................................... 3
Введение ...................................................................................................................................................... 5
Описание станка .......................................................................................................................................... 5
Технические характеристики ....................................................................................................................... 5
Распаковка ................................................................................................................................................... 6
Содержимое транспортировочного контейнера ...................................................................................... 6
Установка и сборка ...................................................................................................................................... 7
Установка консоли переключателя ......................................................................................................... 8
Установка защитного ограждения строгального вала ............................................................................. 8
Отвод пыли ............................................................................................................................................... 9
Инструкции по заземлению ....................................................................................................................... 10
Убедитесь, что напряжение сети соответствует характеристикам, указанным на табличке
электродвигателя станка. ...................................................................................................................... 10
Регулировка ............................................................................................................................................... 10
Натяжение приводного ремня................................................................................................................ 10
Замена приводного ремня ..................................................................................................................... 11
Перемещение фуговального упора ....................................................................................................... 11
Ограничители упора ............................................................................................................................... 12
Демонтаж упора ..................................................................................................................................... 13
Запорные рукоятки ................................................................................................................................. 13
Регулировка стола и ножей.................................................................................................................... 14
Установка столов в одной плоскости ..................................................................................................... 14
Установка ножей на нужную высоту параллельно столу разгрузки ..................................................... 16
Ограничительные винты подъема/опускания стола разгрузки ............................................................. 18
Регулировка стола подачи (установка глубины фугования) ................................................................. 18
Ограничитель опускания стола подачи ................................................................................................. 18
Ограничительные винты подъема/опускания стола подачи ................................................................. 19
Замена или переустановка строгальных ножей ................................................................................... 19
Устранение свободного хода столов ..................................................................................................... 20
Органы управления ................................................................................................................................... 20
Пуск/Останов .......................................................................................................................................... 20
Предохранительная кнопка.................................................................................................................... 21
Указания по работе на станке
Положение рук ....................................................................................................................................... 22
Фугование плоскости .............................................................................................................................. 22
Торцевое фугование .............................................................................................................................. 23
Фугование коротких и тонких заготовок ................................................................................................. 23
Фугование изогнутых поверхностей ...................................................................................................... 23
Срез кромок ............................................................................................................................................ 23
Направление волокон древесины ......................................................................................................... 24
Косой рез ................................................................................................................................................ 24
Техническое обслуживание ....................................................................................................................... 24
Замена ножевого вала ........................................................................................................................... 26
Дополнительные принадлежности ............................................................................................................ 31
Подключение к электросети - 3 фазы, 400 В ............................................................................................ 31
............................................................................................................... 21
Page 3

3
Предупреждение об опасности
Предупреждение об опасности
1. Перед началом сборочных операций или эксплуатации станка полностью прочтите и уясните
руководство пользователя.
2. Прочтите и уясните предупреждения об опасности, размещенные на станке и в данном
руководстве. Несоблюдение данных предупреждений может стать причиной серьезных травм.
3. Замените предупредительные надписи, если они были удалены или стали неразборчивыми.
4. Данный фуговальный станок предназначен для эксплуатации только должным образом
обученным и опытным персоналом. Если Вы не знакомы с надлежащей и безопасной
эксплуатацией станка, не работайте на нем до приобретения соответствующих знаний и
подготовки.
5. Используйте фуговальный станок только в целях, для которых он предназначен. В случае
использования станка в иных целях, компания Powermatic отказывается от действительной и
подразумеваемой гарантии и снимает с себя ответственность за любые травмы, которые могут
быть получены в результате подобной эксплуатации.
6. Всегда используйте соответствующие средства защиты глаз/лица во время работы на станке.
Повседневные очки имеют только ударопрочные линзы; они не являются защитными очками.
7. Перед эксплуатацией станка снимите галстук, кольца, наручные часы и другие украшения, а
также закатайте рукава выше локтей. Снимите свободную одежду и спрячьте длинные волосы.
Рекомендуется использовать обувь с нескользящей подошвой или противоскользящий коврик. Не
работайте в перчатках.
8. В течение длительных периодов работы используйте средства защиты органов слуха (беруши
или защитные наушники).
9. Некоторые виды пыли, образующейся в результате механической шлифовки, резания, полировки,
сверления и других операций, содержат химические вещества, способные вызывать рак,
врожденные пороки развития и влиять на репродуктивное здоровье. Некоторые виды подобных
химических веществ:
• Свинец, содержащийся в краске на свинцовой основе.
• Кристаллический кварц, содержащийся в кирпичах, цементе и других материалах
строительной промышленности.
• Мышьяк и хром, содержащийся в химически обработанной древесине.
Риск, которому Вы подвергаетесь, зависит от того, как часто Вы производите данный вид работ.
Для уменьшения влияния данных химических веществ работайте в хорошо проветриваемом
помещении, используя соответствующие средства защиты, такие как маски или респираторы,
разработанные специально для микроскопических частиц.
10. Не производите работы на станке, если устали или находитесь под действием наркотических
препаратов, алкоголя или медикаментов.
11. Перед подключением станка к источнику питания убедитесь, что переключатель находится в
положении OFF (ВЫКЛ.).
12. Удостоверьтесь, что станок правильно заземлен.
13. Все работы по наладке и техническому обслуживанию следует проводить при отключенном от
сети станке.
14. Уберите регулировочный инструмент и гаечные ключи. Перед включением станка возьмите за
правило проверять, убран ли со станка регулировочный инструмент и ключи.
15. Во время эксплуатации станка защитные заграждения должны всегда находиться на своих
местах. Если они были сняты для проведения технического обслуживания, будьте особенно
осторожны. После завершения технического обслуживания немедленно установите заграждения.
16. Проверяйте детали станка на предмет повреждения. Перед дальнейшей эксплуатацией станка
защитное заграждение или другую поврежденную деталь следует тщательно проверить на
предмет нормальной работы и выполнения предусмотренных функций. Проверьте расположение
подвижных частей станка, отсутствие заедания подвижных частей, повреждений деталей,
крепления и другие условия, которые могут повлиять на эксплуатацию станка. Защитное
заграждение или другая поврежденная деталь должна быть отремонтирована надлежащим
образом или заменена.
Page 4

4
17. Обеспечьте достаточное пространство вокруг рабочей зоны и безбликовое верхнее освещение.
18. Поддерживайте пол вокруг станка чистым. Не допускайте скопления на нем отходов
производства, масла и смазочных материалов.
19. Посетителям следует находиться на безопасном расстоянии от рабочей зоны. Не допускайте в
рабочую зону детей.
20. Сделайте рабочую зону недоступной для детей с помощью навесных замков, центральных
выключателей или путем съема пусковой кнопки.
21. Сосредоточьте все внимание на работе. Отвлечение от работы, разговоры и баловство на
рабочем месте расцениваются как небрежное отношение к работе и могут стать причиной
серьезных травм.
22. Всегда сохраняйте уравновешенную позу, чтобы не попасть под ножи или другие подвижные
части станка. Не перенапрягайтесь и не прилагайте чрезмерных усилий для выполнения какихлибо операций.
23. Используйте подходящий инструмент при соответствующей скорости и подаче. Не применяйте
инструмент или другие приспособления для выполнения непредназначенных для них работ.
Правильно выбранный инструмент более эффективен и безопасен.
24. Используйте рекомендуемое дополнительное оборудование; неподходящее оборудование может
быть опасным.
25. Внимательно относитесь к проведению технического обслуживания инструмента. Для
обеспечения наилучшей эффективности и безопасной работы следите, чтобы ножи были
острыми и чистыми. Соблюдайте инструкции по смазке и замене комплектующих.
26. Перед очисткой станка выключите его. Для удаления опилок, обломков древесины используйте
щетку или сжатый воздух; не удаляйте мусор руками.
27. Не вставайте на станок. В случае опрокидывания станка могут быть нанесены серьезные травмы.
28. Никогда не оставляйте работающий станок без присмотра. Отключите питание и не оставляйте
станок до его полной остановки.
29. Перед запуском станка уберите из рабочей зоны незакрепленные предметы и ненужные в работе
заготовки.
30. При обработке заготовки на фуговальном станке соблюдайте правило 75 мм. Руки оператора
никогда не должны приближаться к строгальному валу на расстояние менее 75 мм.
31. Всегда используйте прижим или толкатель при фуговании заготовки.
32. Не обрабатывайте на фуговальном станке заготовки короче 250 мм, шириной менее 19 мм и
толщиной менее 6 мм.
33. При прорезании шпунтов глубина врезания не должна превышать 19 мм. Во избежание
перегрузки станка и уменьшения риска отскока заготовки при таких операциях, как торцевое
фугование, фугование плоскости и т.д. глубина реза не должна превышать 1,6 мм.
34. Никогда не давите на заготовку непосредственно над ножевым валом. Это может привести к
врезанию ножей как в заготовку, так и в пальцы оператора. Запрещается толкать заготовку назад
к столу подачи.
35. Не эксплуатируйте станок в опасной окружающей среде. Не подвергайте станок воздействию
дождя, не работайте в сырых и влажных помещениях. Рабочая зона должна быть хорошо
освещена.
36. Следите, чтобы защитные ограждения строгального вала и системы привода были в исправном
состоянии и находились на своих местах.
37. Всегда используйте прижим или толкатель при фуговании заготовки шириной менее 75 мм и
толщиной менее 75 мм.
38. Следите за правильным взаимным расположением столов подачи и разгрузки, а также
строгального вала.
39. Обеспечьте надлежащую опору для заготовки на протяжении всего процесса обработки; всегда
следите за ходом работы.
40. Не толкайте заготовку назад к столу подачи.
Page 5
5
Ознакомьтесь со следующими предупреждениями об опасности, используемыми в данном
руководстве:
Если предупреждения об опасности не были приняты во внимание, это может
стать причиной незначительных травм и/или возможного повреждения станка.
Если предупреждения об опасности не были приняты во внимание, это может
стать причиной серьезных травм или смерти.
- - СОХРАНИТЕ ДАННЫЕ ИНСТРУКЦИИ - -
Введение
Руководство предоставлено компанией Powermatic и включает в себя описание процедур безопасной
работы и технического обслуживания для фуговального станка модели PJ-882HH. Руководство
содержит инструкции по установке, меры предосторожности, общие указания по работе на станке,
инструкции по техническому обслуживанию и схемы расположения узлов станка. При использовании в
соответствии с инструкциями, приведенными в руководстве, станок рассчитан на годы безотказной
работы. Если вы хотите задать вопрос или оставить комментарий, пожалуйста, свяжитесь с
поставщиком в вашем регионе либо с компанией Powermatic. Также вы можете посетить сайт
компании Powermatic: www.Powermatic.com.
Описание станка
Основой конструкции фуговального станка модели PJ-882 является параллелограммный механизм,
который позволяет производить независимую регулировку столов подачи и разгрузки, что
обеспечивает параллельное расположение столов между собой и с ножевым валом. Фуговальный
упор обеспечивает установку угла наклона от вертикального расположения в диапазоне до 45° вперед
и назад с возможностью фиксации в различных положениях.
Технические характеристики
Модель ..................................................................................................................................... PJ-882HH
Артикул (230 В / 400 В).............................................................................. 1610082-RU-M / 1610082-RU
Потребляемая (выходная) мощность………………………………………………………………2,4 (1,5) кВт
Максимальная ширина строгания (мм) ............................................................................................ 202
Максимальная глубина строгания (мм) ................................................................................................ 3
Частота вращения строгального вала (об/мин) ............................................................................. 5700
Пусковое устройство ................................................................................................. электромагнитное
Строгальные ножи ......................................................................................... 54 четырехгранных ножа
Количество рядов на строгальном валу .............................................................................................. 6
Диаметр строгального вала (мм) ........................................................................................................ 78
Размеры стола (ДхШ) (мм) ..................................................................................................... 2110 x 202
Размеры упора (ДхВ) (мм) ........................................................................................................ 965 x 121
Диапазон наклона упора (градусы) ....................................................................... 45 вперед, 45 назад
Ограничители (градусы) ...................................................................................................... -45, 90, +45
Диаметр вытяжного штуцера (мм) ................................................................................................... 100
Габаритные размеры (ДхШхВ) (мм) ........................................................................... 2134 x 711 x 1118
Масса без упаковки - прим. (кг) ........................................................................................................ 277
Общий вес – прим. (кг) ...................................................................................................................... 342
Приведенные технические характеристики были актуальны на момент издания руководства по
эксплуатации. В соответствии с политикой постоянного улучшения качества, компания Powermatic
оставляет за собой право на изменение технических характеристик станка в любое время без
предварительного уведомления потребителя, не беря на себя никаких обязательств.
Page 6
6
Распаковка
Распакуйте транспортировочный контейнер и
проверьте станок на отсутствие повреждений
вследствие транспортировки. О любых
повреждениях следует немедленно доложить
дистрибьютору и транспортной компании. Не
выбрасывайте упаковку, пока вы не
убедитесь, что фуговальный станок
правильно собран и функционирует должным
образом.
Сравните содержимое контейнера со
следующим перечнем, чтобы удостовериться
в комплектности поставки. Об отсутствующих
деталях, если таковые имеются, сообщите
вашему дистрибьютору. Внимательно
прочтите инструкции по сборке, техническому
обслуживанию и технике безопасности при
работе на станке.
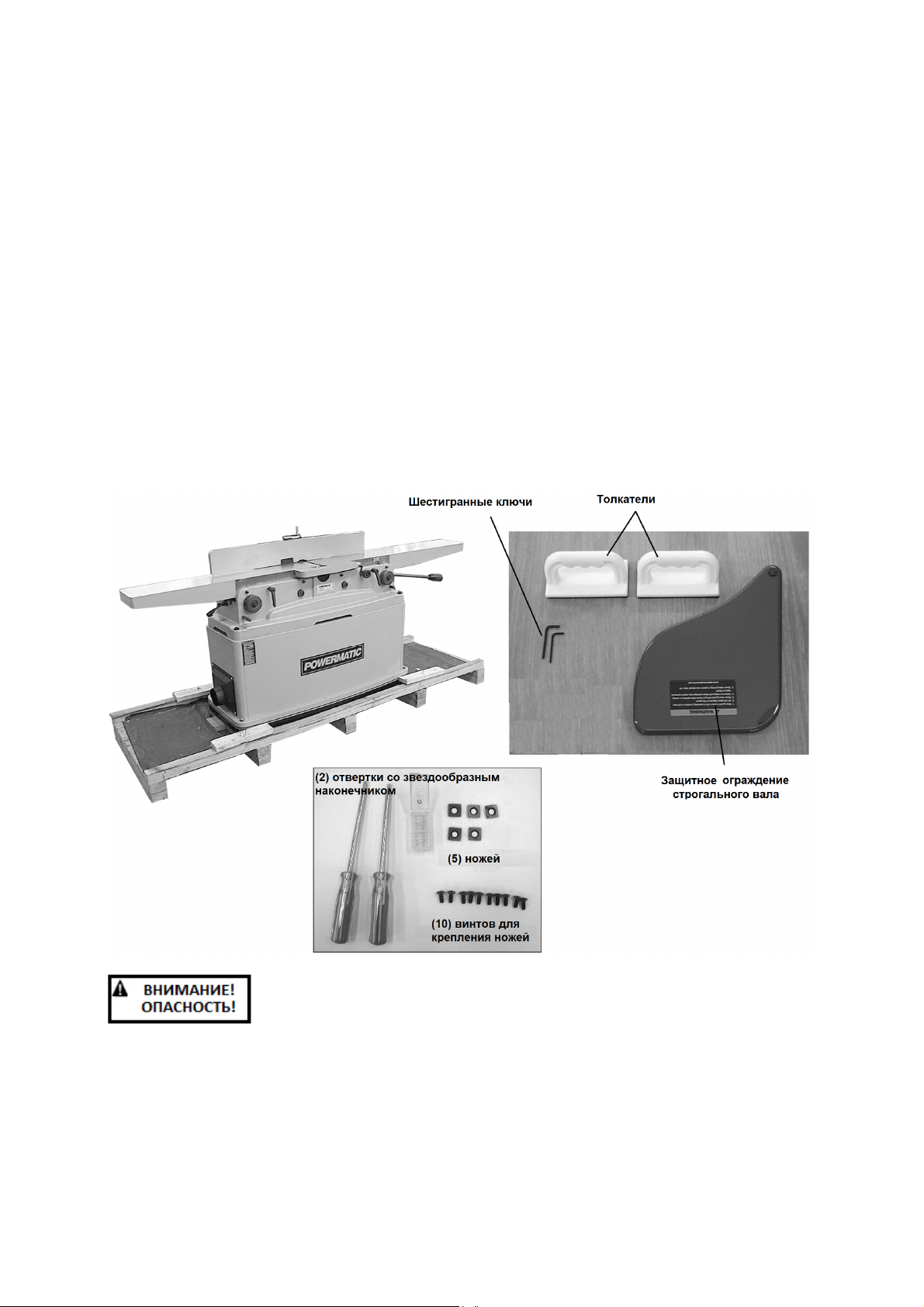
Содержимое транспортировочного
контейнера
1 фуговальный станок
1 защитное ограждение строгального вала
2 толкателя
1 шестигранный ключ 4 мм
1 шестигранный ключ 5 мм
1 инструкция по эксплуатации
1 гарантийный талон
2 отвертки со звездообразным наконечником
10 винтов для крепления ножей
5 ножей
Перед настройкой и эксплуатацией станка полностью прочтите и
уясните данную инструкцию! Несоблюдение данного предписания
может стать причиной серьезных травм.
Page 7
7
Установка и сборка
Необходимые инструменты:
Вилочный погрузчик или таль со
стропами/канатами
14 мм накидной гаечный ключ или с
открытым зевом
Крестовая отвертка (Philips)
3 мм и 5 мм шестигранные ключи
(прилагаются)
1. Уберите доски или стропы, с помощью
которых станок закреплен на паллете, а
также снимите со станка защитную
упаковку.
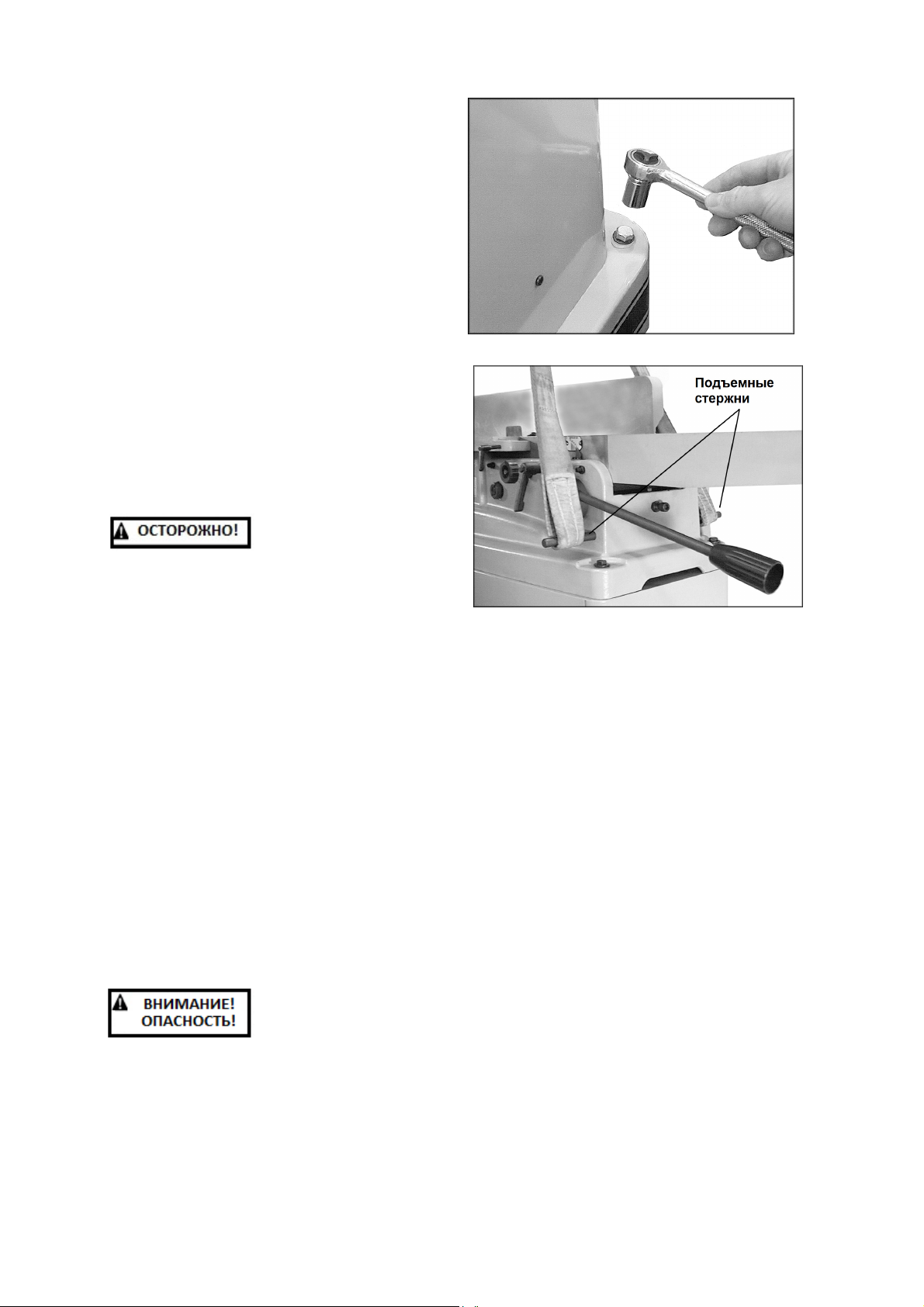
2. С помощью 14 мм гаечного ключа
открутите четыре крепежных винта в
основании тумбы, которыми станок
прикручен к транспортировочной
паллете. Один из винтов показан на Рис.
1.
Фуговальный станок
следует поднимать,
зацепив стропы за
четыре подъемных стержня (Рис. 2). Не
протягивайте стропы непосредственно
под столами подачи и разгрузки, так как
это приведет к нарушению их взаимного
расположения.
3. До конца вытяните четыре подъемных
стержня и наденьте на них стропы, как
показано на Рис. 2. С помощью
вилочного погрузчика или тали снимите
станок с паллеты и установите на место
его эксплуатации. По завершении
задвиньте подъемные стрежни внутрь.
4. Станок необходимо установить на
твердый пол в сухом помещении с
достаточным освещением и хорошей
вентиляцией. Вокруг станка должно быть
достаточно места для работы и
регулярного технического обслуживания.
5. При необходимости фуговальный станок
можно прикрутить к полу с помощью
крепежных винтов через четыре
отверстия в основании тумбы.
Во время сборки
станок должен быть
отключен от
источника питания.
6. Открытые металлические поверхности
станка, такие как поверхности столов и
упора, на заводе были обработаны
защитным покрытием. Его необходимо
удалить с помощью мягкой ветоши,
смоченной в керосине или уайт-спирите.
Рис. 1
Рис. 2
(стропы не поставляются)
Page 8
8
Не используйте абразивный материал.
низко, чтобы канавка на его оси совпала
Не допускайте попадания растворителя
на пластиковые или резиновые части
станка, так как они могут быть
повреждены.
Будьте осторожны
при очистке станка
вблизи строгального
вала! Ножи
фуговального станка очень острые.
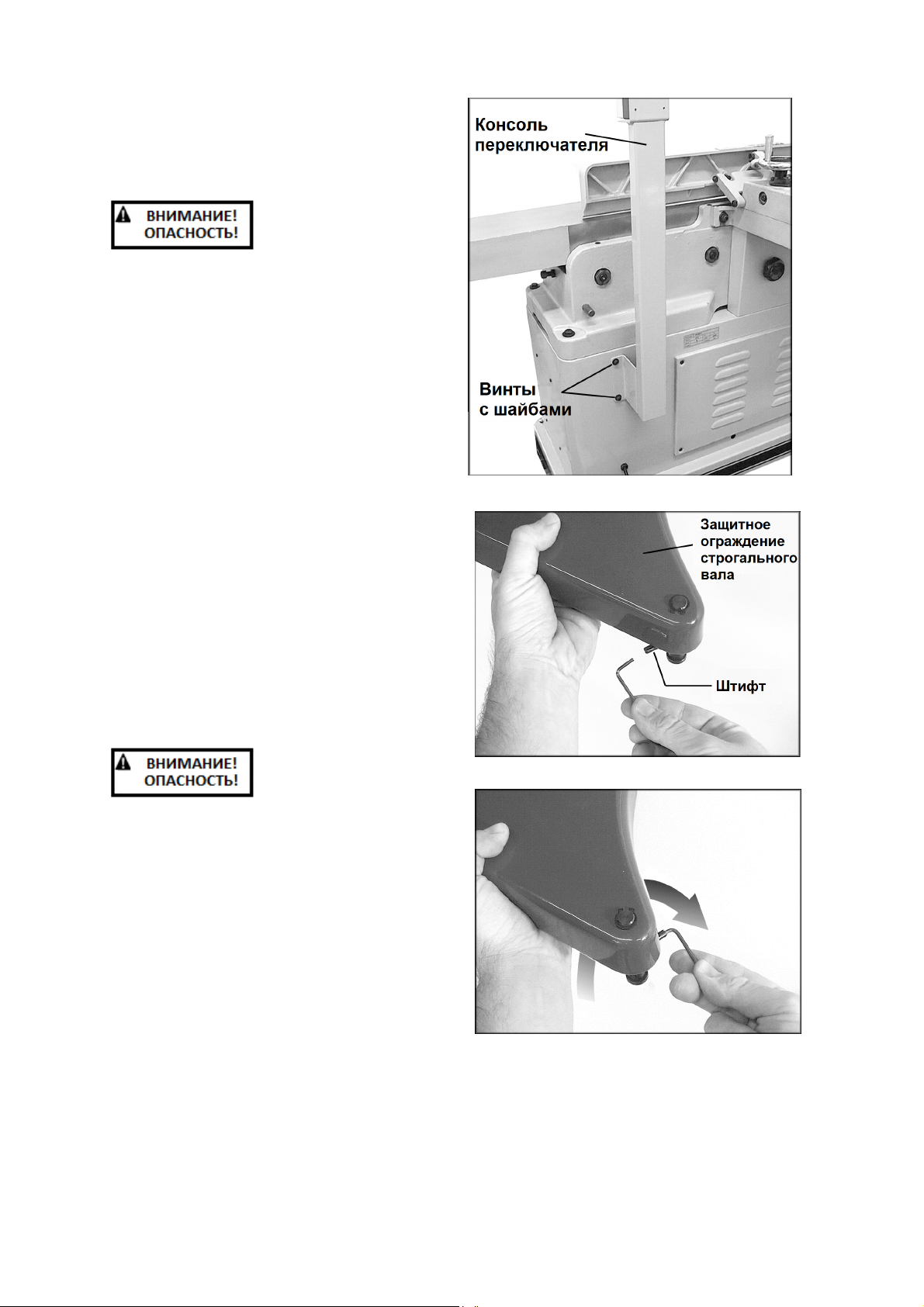
Установка консоли переключателя
1. При транспортировке консоль
переключателя находится в
горизонтальном положении. Выкрутите
четыре винта с внутренним
шестигранником и плоские шайбы на
кронштейне консоли переключателя (Рис.
3) с помощью 5 мм шестигранного ключа.
При этом консоль следует придерживать,
чтобы она не упала.
2. Установите консоль переключателя
вертикально, как показано на Рис. 3, и
совместите четыре отверстия в
кронштейне с четырьмя отверстиями в
тумбе станка.
Рис. 3
3. Вставьте в отверстия четыре винта с
внутренним шестигранником и четыре
плоские шайбы, как показано на Рис. 3.
4. Плотно затяните винты с помощью
шестигранного ключа.
Установка защитного ограждения
строгального вала
Ножи фуговального
станка очень острые.
Будьте осторожны
при работе с ножами
или вблизи них.
Защитное ограждение строгального вала
оснащено пружинным механизмом, который
при установке ограждения на станок следует
надлежащим образом натянуть.
Порядок установки защитного ограждения
строгального вала:
1. Вставьте шестигранный ключ или другой
подходящий предмет в штифт
пружинного механизма защитного
ограждения строгального вала (Рис. 4).
2. С помощью ключа поверните штифт по
часовой стрелке, как показано на Рис. 5,
и удерживайте его в этом положении.
Рис. 4
Рис. 5
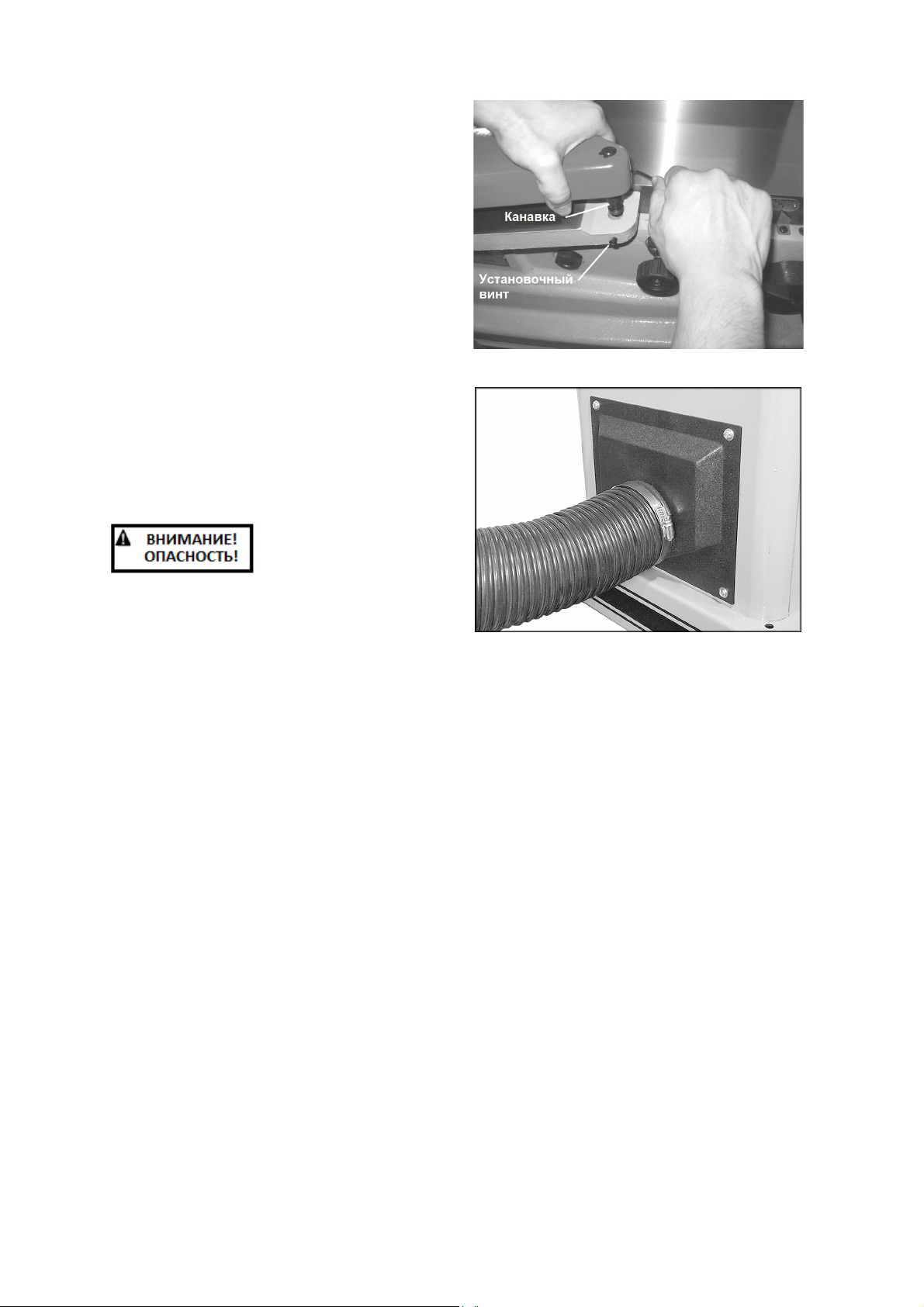
3. Опустите ось ограждения в отверстие на
притворе станка. См. Рис. 6. Защитное
ограждение следует опустить достаточно
Page 9
9
с осью запорной ручки (Рис. 6).
4. После того, как ось защитного
ограждения будет установлена в
отверстие, подтолкните его левой рукой,
оно провернется к упору.
5. Полностью затяните установочный винт
(Рис. 6), продолжая правой рукой
удерживать штифт с помощью
шестигранного ключа.
6. Когда ограждение будет закреплено,
выньте шестигранный ключ из штифта.
Слегка ослабьте установочный винт (Рис.
6) так, чтобы штифт снова защелкнулся в
притворе.
7. Снова затяните установочный винт (Рис.
6).
Теперь натяжение пружинного механизма
защитного ограждения строгального вала
должно быть достаточным. Проверьте это,
отведя ограждение от упора и затем отпустив
его.
Натяжение пружины
защитного
ограждения всегда
должно быть
достаточным для того, чтобы закрывать
незадействованную в работе часть
строгального вала и отходить назад до
касания с упором после прохода
заготовки.
Если необходимо усилить натяжение
пружины, выполните вышеописанные
действия с одной поправкой: затяните
установочный винт, но не давайте штифту
защелкнуться в притворе. Чем больше
поворачивается штифт по часовой стрелке,
тем сильнее натягивается пружина.
Отвод пыли
Настоятельно рекомендуется подключить к
фуговальному станку вытяжную систему (не
входит в комплект поставки). Это поможет
поддерживать чистоту в цехе, а также снизит
риск возникновения проблем со здоровьем
вследствие работы с древесной пылью.
Производительность вытяжной установки
должна соответствовать типоразмеру станка.
Подсоедините шланг к вытяжному штуцеру
(Ø 100 мм) на станке (Рис. 7) и закрепите его
с помощью хомута.
ПРИМЕЧАНИЕ: запрещается использовать
для этих целей продувочный шланг
сушильной машины.
Рис. 6
Рис. 7
(шланг и хомут не поставляются)
Page 10
10
Инструкции по
заземлению
Подключение станка
к электросети
должно
производиться
квалифицированным электриком с
соблюдением всех соответствующих
норм и правил. Во избежание поражения
электрическим током и получения травм
со смертельным исходом станок должен
быть надлежащим образом заземлен.
Станок следует подключить к постоянной
проводке с заземлением или к сети с
заземляющим проводом. В случае
неисправной работы или поломки станка
заземление создает линию наименьшего
сопротивления для тока, что уменьшает риск
поражения электрическим током.
Неправильное подсоединение провода,
заземляющего оборудование, создает риск
поражения электрическим током. Провод с
изоляцией, имеющей зеленую наружную
поверхность с желтыми полосами или без
них, является заземляющим. Если
необходимо произвести ремонт или замену
электрического провода или штепселя, не
подсоединяйте заземляющий провод к
контакту под напряжением.
Если вы не до конца понимаете инструкции по
заземлению или сомневаетесь в правильности
заземления станка, проконсультируйтесь с
квалифицированным электриком или
ремонтным персоналом.
Используйте только трехжильные удлиняющие
кабели с трехконтактными заземляющими
вилками, которые следует подключать к
розеткам с тремя гнездами.
Поврежденный или изношенный провод
следует немедленно отремонтировать или
заменить.
Убедитесь, что напряжение сети соответствует
характеристикам, указанным на табличке
электродвигателя станка.
Регулировка
Натяжение приводного ремня
Порядок проверки или регулировки
натяжения ремня:
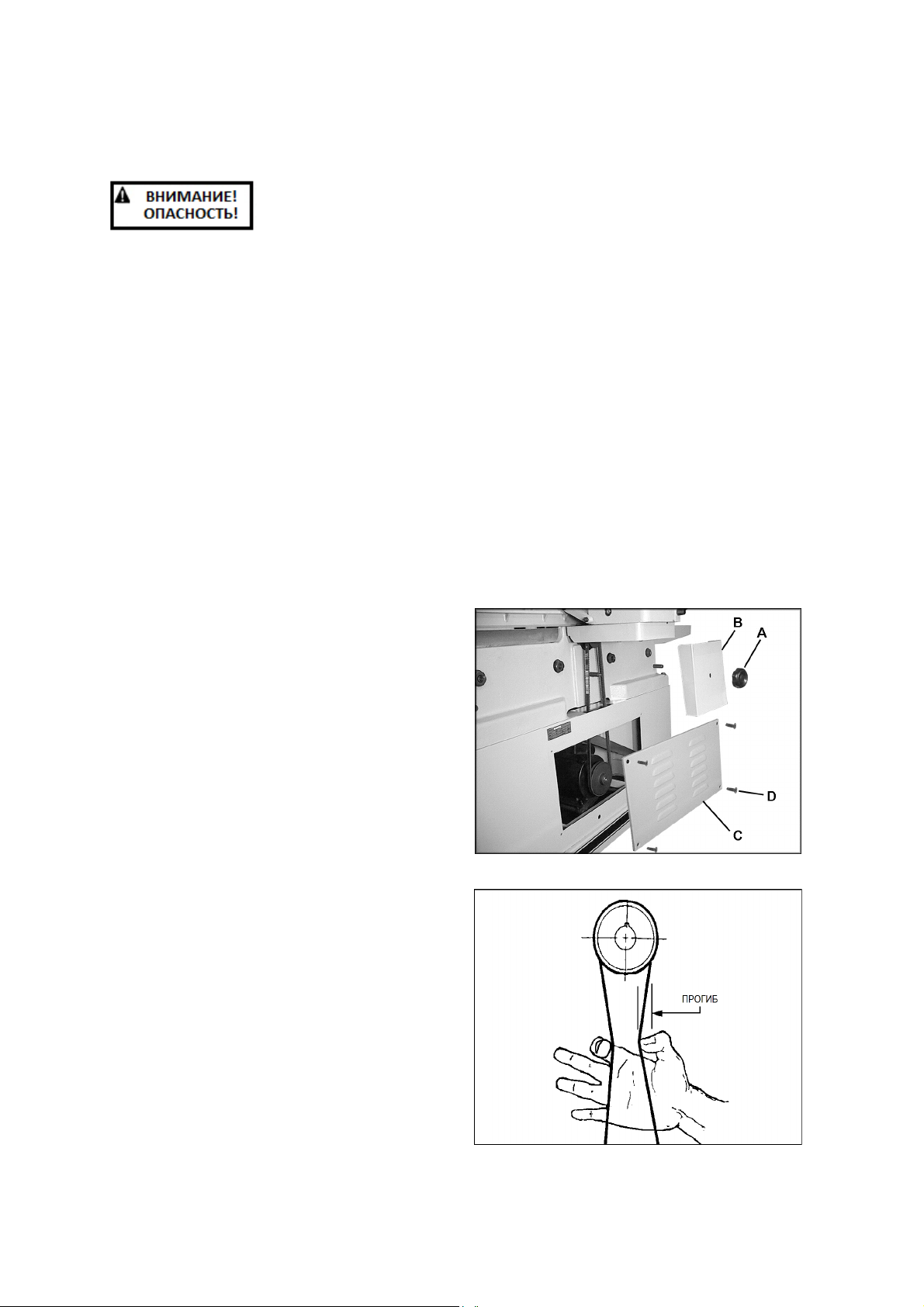
1. Открутите ручку (А, Рис. 11) и снимите
защитное ограждение ремня (В, Рис. 11).
2. Снимите заднюю панель (С, Рис. 11),
открутив 4 винта с плоской головкой (D,
Рис. 11) с помощью крестовой отвертки.
3. Надлежащее натяжение ремня
достигается тогда, когда при умеренном
надавливании на ремень пальцами
посередине между шкивами появляется
небольшой прогиб (Рис. 12).
4. Чтобы увеличить натяжение приводного
ремня, ослабьте нижнюю шестигранную
гайку (В, Рис. 13) с помощью 17 мм
гаечного ключа и затяните верхнюю
шестигранную гайку (А, Рис. 13). По
завершении снова затяните нижнюю
гайку (В, Рис. 13).
5. Установите на место заднюю панель и
защитное ограждение ремня.
Рис. 11
Рис. 12
Page 11

11
ПРИМЕЧАНИЕ: проверьте натяжение ремня
после непродолжительного времени работы,
так как в период приработки новый ремень
может незначительно растянуться.
Замена приводного ремня
1. Открутите ручку (А, Рис. 11) и снимите
защитное ограждение ремня (В, Рис. 11).
2. Снимите заднюю панель (С, Рис. 11),
открутив 4 винта с плоской головкой с
помощью крестовой отвертки.
3. Ослабьте верхнюю шестигранную гайку
(А, Рис. 13) на подмоторной плите и
поднимите двигатель, чтобы создать
провисание приводного ремня. Снимите
приводной ремень с обоих шкивов.
4. Заведите новый ремень на верхний и
нижний шкивы и натяните его
надлежащим образом (см. раздел
«Натяжение приводного ремня»).
5. Установите на место заднюю панель и
защитное ограждение ремня (Рис. 11).
Перемещение фуговального упора
Рис. 13
Упор можно перемещать вперед и назад в
поперечном направлении стола. При этом он
наклоняется на 45 градусов вперед и назад и
фиксируется в этих положениях, а также в
вертикальном (под углом 90 градусов), с
помощью ограничителей.
Чтобы переместить упор вперед или
назад:
1. Ослабьте ручку фиксации (А, Рис. 14).
2. Сдвиньте весь узел упора в нужное
положение и затяните ручку фиксации (А,
Рис. 14). В передней части упора
установлен пластмассовый буфер для
защиты поверхности стола от царапин
при перемещении упора.
ПРИМЕЧАНИЕ: если ручка фиксации (А, Рис.
14) расположена неудобно, то ее положение
можно отрегулировать. Ослабьте две
шестигранные гайки под кронштейном упора
(Рис. 15). Установите ручку в нужное
положение и снова затяните шестигранные
гайки. Не перетягивайте их, так как это может
затруднить перемещение упора по
кронштейну.
Чтобы наклонить упор вперед:
Упор можно наклонить вперед на любой угол
до 45 градусов.
1. Ослабьте зажимную рукоятку (В, Рис. 14).
2. Поворачивайте маховик (С, Рис. 14),
чтобы выставить по шкале (D, Рис. 14)
Рис. 14
Рис. 15
Page 12

12
нужный угол наклона. Либо можно
положить на стол скошенную заготовку
вплотную к упору и поворачивать
маховик (С, Рис. 14), пока угол наклона
упора не будет равен углу скоса
заготовки.
3. Затяните зажимную рукоятку (В, Рис. 14).
Чтобы наклонить упор назад:
Упор можно наклонить назад на угол до 45
градусов (на общий угол от поверхности
стола 135 градусов).
1. Ослабьте зажимную рукоятку (В, Рис. 16).
2. Выщелкните стопорный блок для
установки упора под углом 90° (Е, Рис.
16).
3. Поворачивайте маховик (С, Рис. 16),
чтобы выставить по шкале (D, Рис. 16)
нужный угол наклона. Либо можно
положить на стол скошенную заготовку
вплотную к упору и поворачивать
маховик (С, Рис. 16), пока угол наклона
упора не будет равен углу скоса
заготовки.
4. Затяните зажимную рукоятку (В, Рис. 16).
ВАЖНО: когда операция, для которой
требовалось наклонить упор, будет
завершена, а упор возвращен в
вертикальное положение (под углом 90°), не
забудьте вставить стопорный блок (F, Рис.
16) обратно в его исходное положение.
Ограничители упора
Периодически проверяйте точность угла
наклона упора на 90° и 45° с помощью
регулируемого угольника или станочного
угломера. Если требуется регулировка,
выполните следующие действия:
Регулировка ограничителя упора под
углом 90°
1. Регулировка 90° ограничителя
производится с помощью винта (F, Рис.
16) и стопорного блока (Е, Рис. 16).
2. Ослабьте зажимную рукоятку (В, Рис. 16)
и шестигранную гайку на винте (F, Рис.
16).
3. Установите угломерное устройство под
углом 90° и поставьте его на стол
вплотную к упору.
4. Сдвигайте упор, пока он не будет плотно
прилегать к угломерному устройству.
Закручивайте винт (F, Рис. 16) до тех пор,
пока он не коснется стопорного блока (E,
Рис. 16).
5. Затяните шестигранную гайку на винте
Рис. 16
Рис. 17
Page 13

13
(F, Рис. 16) и зажимную рукоятку (В, Рис.
16).
Регулировка переднего ограничителя
упора под углом 45°
1. Регулировка данного упора
осуществляется с помощью винта (H,
Рис. 17).
2. Ослабьте зажимную рукоятку (В, Рис. 16)
и шестигранную гайку на винте (H, Рис.
17).
3. Установите угломер под углом 45° и
поставьте его на стол к упору. Наклоните
упор, чтобы он встал вплотную к
угломеру под нужным углом.
4. Закручивайте винт (H, Рис. 17) до тех
пор, пока он не коснется литого
основания перед ним.
5. Затяните шестигранную гайку на винте
(Н, Рис. 17) и зажимную рукоятку (В, Рис.
16).
Регулировка заднего ограничителя упора
под углом 45°
1. Регулировка данного упора
осуществляется с помощью винта (G,
Рис. 18), который при наклоне упора
назад касается его задней стороны.
2. Выщелкните стопорный блок (Е, Рис. 18).
3. Ослабьте зажимную рукоятку (В, Рис. 18)
и шестигранную гайку на винте (G, Рис.
18).
4. Наклоните упор назад. Поставьте
угломерное устройство на стол вплотную
к упору под углом 135°.
5. При необходимости закручивайте винт
(G, Рис. 18) до тех пор, пока упор не
встанет вплотную к угломерному
устройству.
6. Затяните шестигранную гайку на винте
(G, Рис. 18) и зажимную рукоятку (В, Рис.
18).
Демонтаж упора
Чтобы снять узел упора со станка, открутите
две шестигранные гайки с одной плоской
шайбой, с помощью которых упор закреплен
на кронштейне (см. Рис. 15). Поднимите упор
вертикально вверх и снимите со станка.
При повторной установке упора убедитесь,
что паз в нем располагается над пазом в
кронштейне.
Рис. 18
Запорные рукоятки
Все запорные рукоятки, подобные той,
показанной на Рис. 18, В, можно повернуть,
Page 14

14
если они мешают перемещению других
установочный винт (
Рис. 6), затем
частей станка. Просто потяните за рукоятку и
поверните ее, затем отпустите, убедившись
при этом, что она правильно встала на
место.
Регулировка стола и ножей
Для точного фугования необходимо
обеспечить выполнение как минимум трех
условий:
1. Столы подачи и разгрузки должны
располагаться в одной плоскости.
2. Ножи или ножевые пластины должны
быть установлены в строгальном валу
таким образом, чтобы высшая точка дуги
режущей кромки ножа была на одном
уровне со столом разгрузки.
3. На стандартном строгальном валу ножи
должны располагаться параллельно
столу разгрузки по всей своей длине.
Ниже приведены инструкции по
выравниванию столов и ножей.
Установка столов в одной
плоскости
Для достижения оптимальной
производительности фуговального станка
столы подачи и разгрузки должны
располагаться в одной плоскости, а значит
быть параллельны друг другу в продольном
и поперечном направлениях. Если
параллельность столов в обеих плоскостях
нарушена, обработанная заготовка может
иметь незначительное сужение по ширине
или длине.
На заводе-изготовителе столы были
выровнены надлежащим образом. Однако,
если есть подозрения, что в процессе
транспортировки могло произойти смещение
столов, то оператор должен перепроверить
правильность их расположения. Также, при
эксплуатации станка следует регулярно
проверять столы на параллельность, и, при
необходимости, производить их регулировку.
В приведенном ниже порядке действий
используется стальная поверочная линейка,
точности которой обычно достаточно для
проведения регулировки положения столов.
Данный порядок действий описывает
процедуру установки параллельности стола
разгрузки; для регулировки стола подачи
выполните аналогичные шаги.
1. Отключите станок от источника питания.
2. Снимите защитное ограждение
строгального вала, ослабив
Рис. 19
Page 15

15
выведите ось ограждения из отверстия.
3. Сместите узел упора до конца назад или
полностью снимите его со станка
(указания по демонтажу упора приведены
на стр. 13).
4. Ослабьте ручку фиксации стола
разгрузки (А, Рис. 23). С помощью
подъемной рукоятки (В, Рис. 23)
поднимите стол разгрузки выше
строгального вала.
5. Положите на стол разгрузки поверочную
линейку так, чтобы она также
располагалась и над столом подачи. См.
Рис. 19.
6. Поднимайте стол подачи до тех пор, пока
он не коснется поверочной линейки.
Чтобы поднять стол подачи, ослабьте
ручку фиксации (А, Рис. 28) и поднимите
регулировочный рычаг (В, Рис. 28). Когда
стол коснется поверочной линейки,
затяните ручку фиксации (А, Рис. 28).
7. Поверочная линейка должна равномерно
лежать на обоих столах без зазоров.
Сдвиньте линейку к задней части стола
разгрузки и повторите проверку
регулировки. См. Рис. 20.
Рис. 20
8. Если поверочная линейка опирается на
столы неравномерно, необходимо
отрегулировать переднюю или заднюю
часть стола, чтобы столы располагались
в одной плоскости. Выполните
следующие шаги:
9. Каждый стол оснащен эксцентриковым
регулировочным устройством – по два
сзади и спереди (С, Рис. 22 показано
одно из устройств).
ПРИМЕЧАНИЕ: спереди станка два
внешних эксцентрика спрятаны под
крышками.
Снимите крышки, чтобы открыть доступ к
эксцентрикам. С помощью 6 мм
шестигранного ключа открутите винт с
внутренним шестигранником с плоской
шайбой, расположенные в центре, и
ослабьте установочные винты на крышке
(на Рис. 21 показано одно из двух
отверстий под винты). ПРИМЕЧАНИЕ: В
одном из отверстий закручены два винта;
выкрутите верхний винт и ослабьте
нижний.
Снимите крышки, чтобы открыть доступ к
эксцентрикам.
10. Снимите крышки, чтобы открыть доступ к
эксцентрикам.
11. Извлеките заглушку (А, Рис. 22) из
отверстия в той части стола, где
Рис. 21
Рис. 22
(показана задняя сторона стола разгрузки)
Page 16

16
требуется регулировка.
12. В отверстии закручены два установочных
винта. С помощью 4 мм шестигранного
ключа (В, Рис. 22) ослабьте верхний
винт, поворачивая ключ против часовой
стрелки. Извлеките верхний
установочный винт из отверстия.
13. Ослабьте нижний крепежный винт (не
выкручивайте его), откручивая его против
часовой стрелки с помощью
шестигранного ключа.
14. Поворачивайте шестигранную гайку (С1,
Рис. 22) с помощью 32 мм гаечного
ключа. Данная регулировка очень
чувствительна, поэтому ее следует
производить аккуратно.
ПРИМЕЧАНИЕ: направление
закручивания шестигранных гаек с левой
и правой резьбой отличается; если
используется гайка с правой резьбой (С1,
Рис. 22), то чтобы поднять данную
сторону стола, гайку следует крутить по
часовой стрелке, а чтобы опустить –
против часовой. Гайку с левой резьбой
(С2, Рис. 22) следует крутить наоборот.
15. С помощью поверочной линейки
проверяйте параллельность столов до
завершения регулировки
16. По завершении регулировки затяните
нижний установочный винт с помощью
шестигранного ключа (В, Рис. 22).
17. Вставьте и затяните верхний
установочный винт.
18. Снова вставьте заглушку (А, Рис. 22),
чтобы в отверстие не попадали пыль и
опилки.
Установка ножей на нужную
высоту параллельно столу
разгрузки
Для точного фугования поверхность стола
разгрузки должна быть выровнена с верхней
точкой дуги, по которой располагаются
ножевые пластины строгального вала Helical.
Предварительная установка ножей
производится на заводе-изготовителе.
Однако, перед работой на станке
необходимо проверить взаимное
расположение ножей и стола разгрузки, и,
при необходимости, произвести регулировку.
В моделях станков со строгальным валом
Helical регулировка ножей по высоте не
требуется. После установки ножи уже стоят в
Page 17

17
нужном положении. Однако, может
понадобиться регулировка высоты стола
разгрузки по отношению к режущим кромкам
ножей. Ниже приведен порядок действий для
регулировки высоты стола разгрузки.
Ножи очень острые;
при работе с ними
будьте осторожны и
не торопитесь.
Чтобы отрегулировать положение стола
разгрузки по отношению к ножам, выполните
следующие шаги:
1. Отключите станок от источника питания.
2. С помощью рычага (В) поднимите стол
разгрузки, ослабив ручку фиксации (А,
Рис. 23).
3. Положите на стол разгрузки поверочную
линейку так, чтобы она располагалась
над центральной частью строгального
вала, как показано на Рис. 23 и 24.
4. Проверните строгальный вал с помощью
ремня или шкива так, чтобы кромка
одного из ножей оказалась в наивысшей
точке. Не беритесь за строгальный вал,
чтобы провернуть его.
5. Опускайте стол разгрузки, пока
поверочная линейка не коснется ножа,
как показано на Рис. 24. Слегка
покачайте строгальный вал с помощью
ремня, чтобы убедиться, что в высшей
точке кромки нож касается линейки.
6. Зафиксируйте стол разгрузки на
выставленной высоте, затянув ручку (А,
Рис. 23).
Важное значение выравнивания ножей с
поверхностью стола разгрузки
проиллюстрирована на примерах его
неправильной установки:
Рис. 23
Рис. 24
Если стол разгрузки установлен слишком
высоко, обработанная поверхность заготовки
будет иметь изгиб. См. Рис. 25.
Если стол разгрузки установлен слишком
низко, то может получиться скол или выемка.
См. Рис. 26.
На Рис. 27 показана правильная установка
уровня стола разгрузки по отношению к
ножам. Заготовка твердо опирается на оба
стола без образования пространства под ее
обработанной частью.
Теперь стол разгрузки зафиксирован на
нужной высоте вровень с режущей кромкой
ножей. ПРИМЕЧАНИЕ: после выставления
стола разгрузки на необходимую высоту ее
не следует менять за исключением случаев,
когда нужно произвести специальные
Рис. 25
Page 18

18
операции или после замены ножей.
После выставления уровня стола разгрузки
дальнейшая регулировка ножей не
требуется. Надлежащим образом
установленные на валу ножи уже находятся в
правильном положении.
Ограничительные винты
подъема/опускания стола
разгрузки
С помощью ограничительного винта (В, Рис
33) устанавливается предел опускания стола
разгрузки. На заводе-изготовителе винт был
предварительно отрегулирован. Если
требуется дополнительная регулировка,
ослабьте шестигранную гайку (А, Рис. 33) и
закрутите или открутите винт (В, Рис. 33) с
помощью 14 мм гаечного ключа. По
завершении снова затяните шестигранную
гайку (А, Рис. 33).
Рис. 26
Рис. 27
Ограничительный винт (С, Рис. 33)
устанавливает предел подъема стола
разгрузки. Если требуется регулировка,
ослабьте шестигранную гайку (D, Рис. 33) и
закрутите или открутите винт (C, Рис. 33) с
помощью 9 мм гаечного ключа. По
завершении снова затяните гайку (D, Рис.
33).
Регулировка стола подачи
(установка глубины фугования)
1. Ослабьте ручку фиксации (А, Рис. 34).
2. С помощью регулировочного рычага (В,
Рис. 34) поднимите или опустите стол,
чтобы установить нужную глубину
фугования по измерительному
приспособлению с указателем (С, Рис.
34).
ПРИМЕЧАНИЕ: не устанавливайте глубину
фугования больше 3 мм. Более глубокий рез
осуществляйте в несколько проходов.
3. Затяните ручку фиксации (А, Рис. 34).
Ограничитель опускания стола
подачи
Рис. 28
Регулировка ограничителя производится с
помощью ручки (Рис. 35). Когда стол подачи
Page 19

19
опущен, он расположен на отметке 3 мм.
Чтобы еще больше опустить стол подачи,
например, для прорезания шпунта,
расцепите ограничитель. Для этого вытяните
ручку, поверните ее на 90°, а затем
отпустите. Теперь стол подачи можно
опустить до конца.
Чтобы снова ввести ограничитель в
зацепление, поверните ручку на 90°, чтобы
она защелкнулась.
Ограничительные винты
подъема/опускания стола подачи
Ограничительные винты под столом подачи
имеют то же назначение, что и винты стола
разгрузки. Указания по регулировке
приведены в разделе «Ограничительные
винты подъема/опускания стола разгрузки».
Замена или переустановка
строгальных ножей Helical
Ножи фуговального
станка очень острые.
Соблюдайте
осторожность при
работе с ножами или вблизи них.
Ножи строгального вала на станке модели
PJ-882HH заточены с четырёх сторон. Если
режущая сторона затупилась, достаточно
снять строгальный нож, повернуть его на 90⁰
острой стороной и закрепить.
Воспользуйтесь поставляемой в комплекте
отверткой со звездообразным наконечником,
чтобы открутить винты строгальных ножей.
См. Рис. 37a. Для обеспечения равномерного
резания рекомендуется поворачивать все
ножи единовременно. Однако, если на одном
или нескольких ножах образовалась
трещина, поверните только поврежденные
ножи.
Рис. 33.
Рис. 34
На каждом ноже имеется выгравированная
указательная метка, чтобы можно было
отслеживать количество поворотов ножа.
ВАЖНО: при извлечении или повороте ножа
очистите от древесной пыли винт, сам нож и
паз строгального вала. Скопление пыли
между элементами вала может помешать
правильной установке ножа, что повлияет на
качество обрабатываемой поверхности.
Перед установкой смажьте резьбу каждого
крепёжного винта машинным маслом,
излишки масла уберите.
Перед началом работы надёжно затяните
каждый крепёжный
винт!
Убедитесь, что все
Рис. 35
Page 20

20
крепёжные винты надёжно затянуты. При
высокой скорости вращения
незафиксированные строгальные ножи
могут вылететь и нанести травму.
Убедитесь, что стол разгрузки установлен на
одном уровне с ножами.
Устранение свободного хода
столов
В передней части фуговального станка есть
четыре установочных винта – два на столе
разгрузки и два на столе подачи. С помощью
этих винтов можно регулировать свободный
ход столов. (На Рис. 38 показан один из
установочных винтов стола разгрузки.)
После определенного времени эксплуатации
станка медный наконечник, закрепленный на
конце установочного винта (А, Рис. 38) может
ослабиться. Выполните следующие шаги.
1. Ослабьте шестигранную гайку (В, Рис.
38) с помощью 14 мм гаечного ключа.
2. Затяните установочный винт (А, Рис. 38)
с помощью 5 мм шестигранного ключа.
Не перетягивайте винт, так как это может
помешать подъему и опусканию стола.
3. Затяните шестигранную гайку (В, Рис.
38).
4. Повторите вышеуказанные действия с
остальными винтами.
ПРИМЕЧАНИЕ: на заводе-изготовителе
винты стола разгрузки затягиваются сильнее,
чем винты стола подачи. Если перемещение
стола разгрузки затруднено с помощью
подъемной рукоятки, ослабьте два
установочных винта стола разгрузки, как
было описано выше.
Органы управления
Рис. 37а
Пуск/Останов
Индикаторная лампочка включения
питания – индикаторная лампочка на
пусковом переключателе горит, когда
станок подключен к источнику питания,
а не только когда станок работает. Не
следует полагать, что если лампочка не
горит, то станок не запитан.
Индикаторная лампочка может быть
неисправна. Всегда проверяйте ее перед
началом использования станка.
Не следует полагать,
что если лампочка не
горит, то станок не
запитан. Всегда
Page 21

21
сначала проверяйте, подключен ли станок
к источнику питания. Несоблюдение
данного предписания может стать
причиной серьезных травм!
См. Рис. 39:
Пуск – нажмите зеленую кнопку
переключателя.
Когда станок подключен к источнику питания,
зеленая лампочка всегда будет гореть,
независимо от того, работает станок или нет.
Останов – нажмите красную кнопку
переключателя.
Сброс – в случае останова станка без
нажатия красной кнопки, например, когда
сгорает предохранитель или срабатывает
автоматический выключатель, и т.д.:
Нажмите красную кнопку, чтобы сбросить
главный переключатель.
Нажмите зеленую кнопку, чтобы снова
запустить станок.
Предохранительная кнопка
Главный переключатель фуговального
станка оснащен магнитной
предохранительной кнопкой. Когда кнопка
установлена на переключатель, как показано
на Рис. 39, она замыкает реле, которое
запускает или останавливает станок при
нажатии на соответствующие кнопки.
Предохранительную кнопку можно снять, тем
самым обезопасив станок от случайного
включения, и убрать для безопасного
хранения, прикрепив к другой магнитной
поверхности.
Рис. 38.
При эксплуатации станка установите кнопку
на корпусе переключателя, совместив
стрелку на кнопке со стрелкой и надписью
REMOVE (СНЯТЬ) на корпусе. Затем
поверните кнопку так, чтобы стрелка на ней
совпала с со стрелкой и надписью LOCK
(ЗАБЛОКИРОВАТЬ). Это не даст
предохранительной кнопке открепиться
вследствие вибраций работающего станка.
Указания по работе на
станке
ПРИМЕЧАНИЕ: если у Вас недостаточно
опыта работы на фуговальном станке,
используйте отбракованные деревянные
заготовки для проверки настроек станка и
для того, чтобы освоить выполнение
различных операций перед тем, как
приступать к выполнению основных работ.
Обеспечьте поддержку длинных заготовок с
помощью ассистента или роликовой опоры,
Рис. 39.
Page 22

22
установленной на одном уровне со столом
разгрузки или подачи.
Фуговальный упор должен быть
отрегулирован таким образом, чтобы в
процессе фугования строгальный вал был
максимально закрыт.
Перед работой на станке проверьте
следующие пункты:
1. Стол разгрузки установлен на одном
уровне с наивысшей точкой кромки
ножей.
2. Фуговальный упор отрегулирован и
зафиксирован под нужным углом таким
образом, чтобы строгальный вал был
максимально закрыт.
3. Защитное ограждение строгального вала
находится в исправном состоянии и на
своем месте (за исключением
выполнения операции прорезания
шпунта).
4. Стол подачи установлен на требуемую
глубину фугования.
5. Встаньте в стороне от строгального вала
и включите станок на некоторое время.
Послушайте, нет ли нехарактерных
шумов, звука трущихся деталей,
вибрации и т.д. Выявите и устраните
подобные проблемы до начала работы
на фуговальном станке.
Тщательно проверьте заготовку на предмет
сучков, отверстий, металлических скоб или
любых других инородных тел, которые могут
повредить ножи или способствовать отскоку
заготовки. Также проверьте заготовку на
направление волокон древесины (см. раздел
«Направление волокон древесины» на стр.
27).
Положение рук
В начале работы левой рукой крепко
прижимайте заготовку к столу подачи и
упору, а правой рукой плавно и равномерно
двигайте заготовку к ножевому валу. После
того, как заготовка пройдет ножевой вал, ее
обработанная поверхность твердо ляжет на
стол разгрузки. Левой рукой придавите
заготовку на столе разгрузки, одновременно
прижимая ее к упору. Правая рука двигает
заготовку, но, прежде чем она достигнет
ножевого вала, ее надо переместить на
поверхность заготовки на столе разгрузки.
Никогда не проводите руками
непосредственно над ножевым валом.
Фугование
плоскости
Page 23

23
При фуговании заготовки в
сегда
используйте прижим или толкатель.
ножам, крепко прижимая ее к столам и упору.
Операция обработки плоской поверхности
заготовки показана на Рис. 40. Установите
стол подачи на требуемую глубину
фугования. За один проход рекомендуется
снимать приблизительно 1,5 мм материала,
так как это позволяет лучше контролировать
качество фугования. Для фугования
заготовки на желаемую глубину следует
выполнить несколько проходов.
Торцевое фугование
Торцевое фугование является самой
распространенной операцией, выполняемой
на фуговальном станке. Установите упор
заготовки перпендикулярно поверхности
стола. Глубина фугования должна быть
минимальной, но достаточной для получения
прямого торца. Не снимайте более 3 мм
материала за один проход. Плотно прижмите
заготовку к упору ее самой гладкой и прямой
стороной по всей длине. См. Рис. 41.
Фугование коротких и тонких
заготовок
При фуговании коротких и тонких заготовок
используйте толкатель, чтобы избежать
опасности повреждения рук. Два толкателя
поставляются в комплекте со станком. Также
вы можете изготовить прижимы и толкатели
из отходов древесины. Примеры толкателей
показаны на Рис. 43.
Фугование изогнутых
поверхностей
Если заготовка имеет вогнутую или выпуклую
поверхность, ее следует выровнять с
помощью проходов с небольшой глубиной
фугования.
Не прижимайте подобные заготовки сильно к
столу; чрезмерное давление приведет к
прогибу заготовки при прохождении ножей, и
после завершения фугования она выгнется
обратно и останется изогнутой.
Срез кромок
Для среза кромки зафиксируйте упор на
нужный угол и продвигайте заготовку к
Для получения желаемого результата может
понадобиться выполнение нескольких
проходов.
Несмотря на то, что
во время среза
кромки упор может
быть наклонен как внутрь, так и наружу,
из соображений безопасности
Рис. 40
Page 24

24
рекомендуется наклонять упор к
оператору, производя седлообразный
рез.
Направление волокон древесины
Не допускайте подачу заготовки в
фуговальный станок против направления
волокон древесины. Это приведет к
откалыванию или расщеплению кромок. См.
Рис. 44. Для получения ровной и гладкой
поверхности осуществляйте подачу в
соответствии с направлением волокон
древесины, как показано на Рис. 45.
Косой рез
При фуговании плоской поверхности или
торца древесины с наплывами и наростами
или такой разновидности клена как «птичий
глаз» часто можно испортить или поцарапать
обрабатываемую поверхность. Это
происходит потому, что время от времени
ножи режут поперек волокон древесины.
Чтобы не допустить повреждения
поверхности подобного материала,
необходимо немного отклонить заготовку,
таким образом она будет пересекаться с
ножами под углом.
Рис. 41
Косой рез можно выполнить с помощью
упора:
1. Ослабьте ручку фиксации (А, Рис. 46) и
открутите 2 шестигранные гайки с
шайбами (В, Рис. 46), придерживая упор
на кронштейне. Снимите узел упора.
2. Извлеките шпонку (С, Рис. 46) из
кронштейна упора. При необходимости
для извлечения можно воспользоваться
шлицевой отверткой, поддев ею один
конец шпонки.
3. Установите узел упор под нужным углом
поперек строгального вала. См. Рис. 47.
Прикрутите упор к кронштейну с
помощью шестигранных гаек и шайб (В,
Рис. 46), затем затяните ручку фиксации
упора (А, Рис. 46).
ПРИМЕЧАНИЕ: при установке узла упора
обратно в его обычное положение сначала
вставьте назад шпонку (С, Рис. 46) в паз.
Техническое
Рис. 43
обслуживание
Перед проведением
технического
обслуживания
отключите станок от
источника питания. Несоблюдение
Page 25

25
данного предписания может стать
причиной серьезных травм.
Для эффективной работы следите, чтобы
поверхности стола и упора были чистыми,
без ржавчины. Некоторые пользователи
предпочитают наносить тонкий слой
восковой пасты. Не используйте воск или
защитные спреи с содержанием силикона,
так как при попадании на заготовку он может
затруднить нанесение не нее других
покрытий при финишной обработке.
Либо можно раз в неделю энергичными
движениями наносить на стол тальк с
помощью губки. Он заполнит поры
поверхности и создаст водоотталкивающий
барьер. Данный метод делает поверхность
стола гладкой, а также облегчает удаление с
нее пятен ржавчины. Важен также и тот факт,
что тальк не «засалит» и не испортит
поверхность древесины, в отличие от других
средств.
Древесная смола, скапливающаяся на ножах,
приводит к чрезмерному трению во время
работы, перегреву ножей, снижает
эффективность резания и сокращает срок
службы ножей. Для удаления смолы с ножей
воспользуйтесь чистящим средством для
духовых шкафов или специальным
средством для удаления древесной смолы.
Будьте осторожны при работе вблизи
строгальных ножей!
Рис. 44
Рис. 45
Подшипники строгального вала смазаны и
герметизированы на весь срок службы и не
требуют технического обслуживания.
Узел упора должен легко скользить по
кронштейну. Следите, чтобы кронштейн
упора был всегда смазанным (Рис. 48).
Используйте универсальный консистентный
смазочный материал хорошего качества. Не
допускайте попадания смазочного материала
на приводной ремень.
Запрещается ставить на стол фуговального
станка тяжелые предметы или использовать
станок в качестве стола-накопителя.
При заточке ножей
будьте осторожны и
не торопитесь.
Отключите станок от
источника питания.
После заточки ножи следует установить на
одном уровне со столом разгрузки и
параллельно ему.
Обычно перед тем, как ножи нужно будет
снимать и перетачивать, несколько раз
производят их правку непосредственно в
строгальном валу.
Рис. 46
Page 26

26
Замена ножевого вала
Весь узел ножевого вала можно снять для
замены подшипников или другого
технического обслуживания.
Будьте осторожны
при работе вблизи
строгальных ножей.
Чтобы снять ножевой вал, выполните
следующие шаги:
1. Отключите станок от источника питания.
2. Снимите со станка узел фуговального
упора.
3. Опустите столы подачи и разгрузки.
4. Снимите защитное ограждение ремня и
сам ремень со шкива строгального вала.
5. Извлеките из вала ножи.
6. Снимите прижим для изготовления
шпунта, выкрутив два винта с
шестигранной головкой с шайбами,
которые крепят его к столу подачи.
Рис. 47
(отклонение упора)
7. Ослабьте 2 болта, с помощью которых
строгальный вал крепится к основанию;
доступ к болтам осуществляется через
проем под основанием станка. См. Рис.
49 и 50. Установите ключ на каждый из
винтов и откручивайте их, пока
строгальный вал не открепится.
8. Поднимите вал прямо вверх над
станиной.
9. Снимите шкив и оба корпуса
подшипников.
Рис. 48
Рис. 49
Page 27

27
Рис. 50
ВАЖНО: если подшипники необходимо
заменить, воспользуйтесь услугами
квалифицированного специалиста по ремонту.
Подшипники установлены с запрессовкой и
должны быть извлечены с помощью съемника.
10. Чтобы установить ножевой вал на место,
выполните вышеприведенные шаги в
обратном порядке. Для прочной и
правильной установки перед монтажом
ножевого вала убедитесь, что посадочные
места деталей в станине станка очищены
от грязи, пыли и смазочных материалов.
11. После установки вала проверьте взаимное
расположение столов подачи и разгрузки со
строгальным валом.
СОВЕТ: для поддержания производительности
работы держите в запасе дополнительный
комплект строгальных ножей.
Page 28

28
Устранение неисправностей – Технологические проблемы
Неисправность Возможная причина Методы устранения
Поверхность детали
получается вогнутой
на заднем конце.
Поверхность детали
получается вогнутой
на переднем конце.
Поверхность детали
получается вогнутой
в середине.
Толщина детали на
концах меньше, чем
посередине.
Расщепление
древесины.
Режущая кромка ножа выше, чем
стол разгрузки.
Стол разгрузки выше, чем режущая
кромка ножа.
У обоих столов есть наклон на
концах.
Концы столов подняты выше, чем
середина.
Фугование против направления
волокон древесины.
Износились ножи.
Слишком быстрая подача
заготовки.
Слишком большая глубина
резания.
Поднимите стол разгрузки, чтобы он
оказался на одном уровне с кромкой
ножа.
Опустите стол разгрузки, чтобы он
оказался на одном уровне с кромкой
ножа.
Поднимите концы обоих столов с
помощью эксцентрикового
устройства.
Опустите концы обоих столов с
помощью эксцентрикового
устройства.
По возможности производите
обработку в направлении волокон
древесины.
Заточите или замените ножи.
Поверните или замените ножи.
Уменьшите подачу.
Уменьшите глубину резания.
Шероховатая
поверхность
В процессе резания
строгальный вал
замедляется.
Неравномерные
следы от ножей на
заготовке.
Наросты и другие пороки
древесины.
Древесина слишком влажная.
Износились ножи.
Слишком быстрая подача заготовки
или приложение к ней слишком
большого давления.
Ножи повреждены или не
выровнены.
Тщательно осмотрите заготовку на
предмет недостатков; при
необходимости используйте другую
заготовку.
Дайте древесине просохнуть или
используйте другую заготовку.
Заточите или замените ножи.
Поверните или замените ножи.
Уменьшите подачу, не давите сильно
на заготовку.
Замените поврежденные ножи или
поверните их.
Page 29

29
Устранение неисправностей – Механические и
электрические неполадки
Неисправность Возможная причина Методы устранения
Станок не
запускается/перезапускается
или систематически
срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
Нет питания.
Устройство автоматического
выключателя при перегрузке не
возвратилось в исходное
положение.
Фуговальный станок часто
отключается.
Срабатывает автоматический
выключатель или плавкий
предохранитель.
Проверьте, подключен ли станок
к источнику питания, полностью
ли нажата кнопка включения и
сброшена кнопка выключения.
Когда фуговальный станок
перегружен, автоматический
выключатель, встроенный в
пусковое устройство двигателя,
выключает станок. Перед
перезапуском требуется
некоторое время, чтобы станок
остыл. Дайте станку достаточно
времени остыть перед новым
запуском. Если проблема
сохраняется, проверьте
настройки силы тока на пусковом
устройстве электродвигателя
внутри электрического шкафа.
Одной из причин отключения
станка при перегрузке
неэлектрического характера
является слишком тяжелый рез.
Решение проблемы – снизить
давление при подаче заготовки
на строгальный вал. Если
проблема в другом, проверьте
настройки силы тока на реле
защиты от перегрузки. Сравните
данное значение с силой тока
при полной загрузке, указанной
на табличке электродвигателя.
Если настройки силы тока
верные, тогда, вероятно,
проблема в ослабленном
электрическом проводе.
Проверьте настройки силы тока
на пусковом устройстве
двигателя.
Убедитесь, что при подключении
станка использованы провода
подходящего сечения. Если
сечение проводов подобрано
правильно, тогда, вероятно,
проблема в ослабленном
электрическом проводе.
Проверьте настройки силы тока
на пусковом устройстве
двигателя.
Page 30

30
Неисправность Возможная причина Методы устранения
Станок не
запускается/перезапускается
или систематически
срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
Неисправность в работе
двигателя (как определить).
Перегрев двигателя.
Если у вас есть вольтметр, то
можно отличить неисправность в
работе пускового устройства от
неисправности в работе
электродвигателя, во-первых,
путем проверки входного
напряжения (400 +/- 40 В); вовторых, проверив напряжение
между пусковым устройством и
двигателем (400 +/- 40 В).
Несоответствующее входное
напряжение – проблема в
питании. Несоответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе пускового
устройства. Соответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе
электродвигателя.
Очистите двигатель от пыли и
обломков древесины, чтобы
воздух мог свободно
циркулировать. Дайте двигателю
остыть перед повторным
запуском.
Не запускается двигатель.
Неправильное подключение
станка к сети.
Не срабатывает переключатель
Вкл./Выкл.
Если проблема именно в
двигателе, есть два варианта
решения: воспользоваться
помощью квалифицированного
электрика для проверки
работоспособности двигателя,
либо снять двигатель и отдать
на проверку в мастерскую
ремонта электродвигателей.
Перепроверьте все
электрические соединения: все
провода должны быть
подключены правильно и
плотно. Для устранения
неисправностей смотрите схему
подключения станка к
электросети.
Если проблема именно в
переключателе, есть два
варианта решения:
воспользоваться помощью
квалифицированного электрика
для проверки
работоспособности
переключателя, либо купить
новый переключатель Вкл./Выкл.
и установить его, если это
необходимо.
Page 31

31
Дополнительные принадлежности
1791212 ..........Строгальные ножи Helical (комплект из 10 шт.)
Подключение к электросети - 3 фазы, 400 В
Page 32

32
427 New Sanford Road
LaVergne, Tennessee 37086
Тел.: 800-274-6848
www.powermatic.com
 Loading...
Loading...