

Page 1

Инструкция по эксплуатации и запасные части
Фуговальные станки
Модели PJ-1285 и PJ-1285 HH
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden,
Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2
2
Оглавление
3.0 Предупреждения об опасности .......................................................................................................................... 3
4.0 Введение .............................................................................................................................................................. 6
5.0 Технические характеристики .............................................................................................................................. 6
6.0 Распаковка ........................................................................................................................................................... 7
6.1 Содержимое транспортировочного контейнера ........................................................................................... 7
7.0 Сборка .................................................................................................................................................................. 8
7.1 Установка упора заготовки ............................................................................................................................. 8
7.2 Консоль переключателя .................................................................................................................................. 9
7.3 Вытяжной штуцер ............................................................................................................................................ 9
8.0 Инструкции по заземлению ................................................................................................................................ 9
8.1 Преобразование напряжения ....................................................................................................................... 10
9.0 Регулировка ....................................................................................................................................................... 10
9.1 Натяжение приводного ремня ...................................................................................................................... 10
9.2 Установка высоты разгрузочного стола....................................................................................................... 11
9.3 Установка высоты подающего стола (Глубина резания) ........................................................................... 12
9.4 Замена и установка ножей (для ножевого вала с прямым расположением ножей) ................................ 13
9.5 Замена ножей (для ножевого вала со спиральным расположением ножей) ........................................... 14
9.6 Регулировка упора ......................................................................................................................................... 15
9.7 Натяжение защиты ножевого вала .............................................................................................................. 17
10.0 Органы управления ......................................................................................................................................... 17
11.0 Указания по работе на станке ........................................................................................................................ 17
11.1 Положение рук ............................................................................................................................................. 18
11.2 Торцевое фугование ................................................................................................................................... 18
11.3 Фугование плоскости ................................................................................................................................... 18
11.4 Изготовление шпунта .................................................................................................................................. 19
11.5 Фугование изогнутых поверхностей ........................................................................................................... 19
11.6 Фугование коротких и тонких заготовок ..................................................................................................... 20
11.7 Направление волокон древесины .............................................................................................................. 20
11.8 Срез кромок .................................................................................................................................................. 20
12.0 Техническое обслуживание ............................................................................................................................ 20
12.1 Смазка .......................................................................................................................................................... 21
12.2 Замена ножевого вала ................................................................................................................................ 21
12.3 Режущие элементы (Ножевой вал со спиральным расположением ножей) .......................................... 22
12.4 Правка ножей (Ножевой вал с прямым расположением ножей) ............................................................. 23
13.0 Устранение неисправностей фуговального станка модели 1285 ............................................................... 25
13.1 Неисправности в эксплуатации .................................................................................................................. 25
13.2 Механические и электрические неполадки ............................................................................................... 26
14.0 Дополнительные принадлежности ................................................................................................................. 28
15.0 Запасные детали ............................................................................................................................................. 28
15.1.1 Stand Assembly – Parts List ..................................................................................................................... 29
15.1.2 Stand Assembly – Exploded View ............................................................................................................. 30
15.2.1 Table Assembly – Parts List ...................................................................................................................... 30
15.2.2 Table Assembly – Exploded View ............................................................................................................. 32
15.3.1 Motor Pulley Assembly – Parts List ........................................................................................................... 33
15.3.2 Motor Pulley Assembly – Exploded View .................................................................................................. 33
15.4.1 Cutterhead Guard Assembly – Parts List .................................................................................................. 34
15.4.2 Cutterhead Guard Assembly – Exploded View ......................................................................................... 34
15.5.1 Straight Cutterhead Assembly – Parts List ................................................................................................ 35
15.5.2 Straight Cutterhead Assembly – Exploded View ....................................................................................... 36
15.6.1 Helical Cutterhead Assembly – Parts List ................................................................................................. 37
15.6.2 Helical Cutterhead Assembly – Exploded View ........................................................................................ 38
15.7.1 Fence Assembly – Parts List ..................................................................................................................... 39
15.7.2 Fence Assembly – Exploded View ............................................................................................................ 40
16.0 Подключение к электросети фуговального станка модели 1285 ................................................................ 41
16.1.1 Схема электроподключения для 3-фазной сети .................................................................................... 41
Page 3

3
3.0 Предупреждения об опасности
Перед началом сборочных операций или эксплуатации станка полностью прочтите и уясните руководство
пользователя.
1. Прочтите и уясните предупреждения об опасности, размещенные на станке и в данном руководстве.
Несоблюдение данных предупреждений может стать причиной серьезных травм.
2. Замените предупредительные надписи, если они были удалены или стали неразборчивыми.
3. Данный фуговальный станок предназначен для эксплуатации только должным образом обученным и
опытным персоналом. Если Вы не знакомы с надлежащей и безопасной эксплуатацией станка, не
работайте на нем до приобретения соответствующих знаний и подготовки.
4. Используйте фуговальный станок только в целях, для которых он предназначен. В случае использования
станка в иных целях, компания Powermatic отказывается от действительной и подразумеваемой гарантии
и снимает с себя ответственность за любые травмы, которые могут быть получены в результате
подобной эксплуатации.
5. Всегда используйте соответствующие средства защиты глаз/лица во временя работы на станке.
(Повседневные очки имеют только ударопрочные линзы; они не являются защитными очками.)
6. Перед эксплуатацией станка снимите галстук, кольца, наручные часы и другие украшения, а также
закатайте рукава выше локтей. Снимите свободную одежду и спрячьте длинные волосы. Рекомендуется
использовать обувь с нескользящей подошвой или противоскользящий коврик. Не работайте в
перчатках.
7. В течение длительных периодов работы используйте средства защиты органов слуха (беруши или
защитные наушники).
8. Некоторые виды пыли, образующейся в результате механической шлифовки, резания, полировки,
сверления и других операций, содержат химические вещества, способные вызывать рак, врожденные
пороки развития и влиять на репродуктивное здоровье. Некоторые виды подобных химических веществ:
• Свинец, содержащийся в краске на свинцовой основе.
• Кристаллический кварц, содержащийся в кирпичах, цементе и других материалах строительной
промышленности.
• Мышьяк и хром, содержащийся в химически обработанной древесине.
Риск, которому Вы подвергаетесь, зависит от того, как часто Вы производите данный вид работ. Для уменьшения
влияния данных химических веществ работайте в хорошо проветриваемом помещении, используя
соответствующие средства защиты, такие как маски или респираторы, разработанные специально для
микроскопических частиц.
9. Не производите работы на станке, если устали или находитесь под действием наркотических
препаратов, алкоголя или медикаментов.
10. Перед подключением станка к источнику питания убедитесь, что переключатель находится в положении
OFF (ВЫКЛ.).
11. Удостоверьтесь, что станок правильно заземлен.
12. Перед проведением работ по регулировке или техническому обслуживанию станка отключите его от
источника питания.
13. Уберите регулировочный инструмент и гаечные ключи. Перед включением станка возьмите за правило
проверять, убран ли со станка регулировочный инструмент и ключи.
14. Во время эксплуатации станка защитные заграждения должны всегда находиться на своих местах.
Исключение могут составлять специальные операции, такие как изготовление шпунтов, при
осуществлении которых требуется снять защитные заграждения. Если они были сняты для проведения
технического обслуживания или производства специальных операций, будьте особенно осторожны.
После завершения технического обслуживания или операции немедленно установите заграждения.
15. Проверяйте детали станка на предмет повреждения. Перед дальнейшей эксплуатацией станка защитное
заграждение или другую поврежденную деталь следует тщательно проверить на предмет нормальной
работы и выполнения предусмотренных функций. Проверьте расположение подвижных частей станка,
Page 4

4
отсутствие заедания подвижных частей, повреждений деталей, крепления и другие условия, которые
Рис. А
могут повлиять на эксплуатацию станка. Защитное заграждение или другая поврежденная деталь
должна быть отремонтирована надлежащим образом или заменена.
16. Обеспечьте достаточное рабочее пространство вокруг станка, а также безбликовое верхнее освещение.
17. Поддерживайте пол вокруг станка чистым. Не допускайте скопления на нем отходов производства, масла
и смазочных материалов.
18. Посетителям следует находиться на безопасном расстоянии от рабочей зоны. Не допускайте в рабочую
зону детей.
19. Сделайте рабочую зону недоступной для детей с помощью навесных замков, центральных
выключателей или путем съема пусковой кнопки.
20. Сосредоточьте все внимание на работе. Отвлечение от работы, разговоры и баловство на рабочем
месте расцениваются как небрежное отношение к работе и могут стать причиной серьезных травм.
21. Всегда сохраняйте уравновешенную позу, чтобы не попасть под ленточную пилу или другие подвижные
части станка. Не перенапрягайтесь и не прилагайте чрезмерных усилий для выполнения каких-либо
операций.
22. Используйте подходящий инструмент при соответствующей скорости и подаче. Не применяйте
инструмент или другие приспособления для выполнения непредназначенных для них работ. Правильно
выбранный инструмент более эффективен и безопасен.
23. Используйте рекомендуемое дополнительное оборудование; неподходящее оборудование может быть
опасным.
24. Внимательно относитесь к проведению технического обслуживания инструмента. Для обеспечения
наилучшей эффективности и безопасной работы следите, чтобы ленточные пилы были острыми и
чистыми. Соблюдайте инструкции по смазке и замене комплектующих.
25. Перед очисткой станка выключите его. Для удаления опилок, обломков древесины используйте щетку
или сжатый воздух; не удаляйте мусор руками.
26. Не вставайте на станок. В случае опрокидывания станка могут быть нанесены серьезные травмы.
27. Никогда не оставляйте работающий станок без присмотра. Отключите питание и не оставляйте станок до
полной остановки ножевого вала.
28. Перед запуском станка уберите из рабочей зоны незакрепленные предметы и ненужные в работе
заготовки.
29. Всегда используйте прижим или толкатель при фуговании заготовки длиной менее 300 мм, шириной
менее 75 мм и толщиной менее 75 мм.
30. При обработке заготовки на фуговальном станке
соблюдайте правило трехдюймового радиуса (75
мм). Руки оператора никогда не должны
приближаться к ножевому валу на расстояние
менее 75 мм. См. Рис. А.
31. Уделите особое внимание размещению
фуговального станка в мастерской. Разместите
станок таким образом, чтобы потенциальный
отскок заготовки пришелся на стену и не
представлял опасности для находящихся в
рабочей зоне людей.
32. Никогда не давите на заготовку непосредственно
над ножевым валом. Это может привести к
врезанию ножевого вала как в заготовку, так и в
пальцы оператора. Соблюдайте правило 3
дюймов (75 мм). Руки не должны быть
расположены близко к торцам заготовки, двигать
заготовку необходимо плавно и равномерно.
33. «Отброс» и опасность отскока заготовки могут возникнуть, когда на заготовке есть сучки, отверстия или
инородные тела, например, гвозди. Также отскок может произойти при подаче заготовки против волокон
структуры древесины. Направление волокон древесины должно совпадать с направлением подачи
заготовки.
Page 5
5
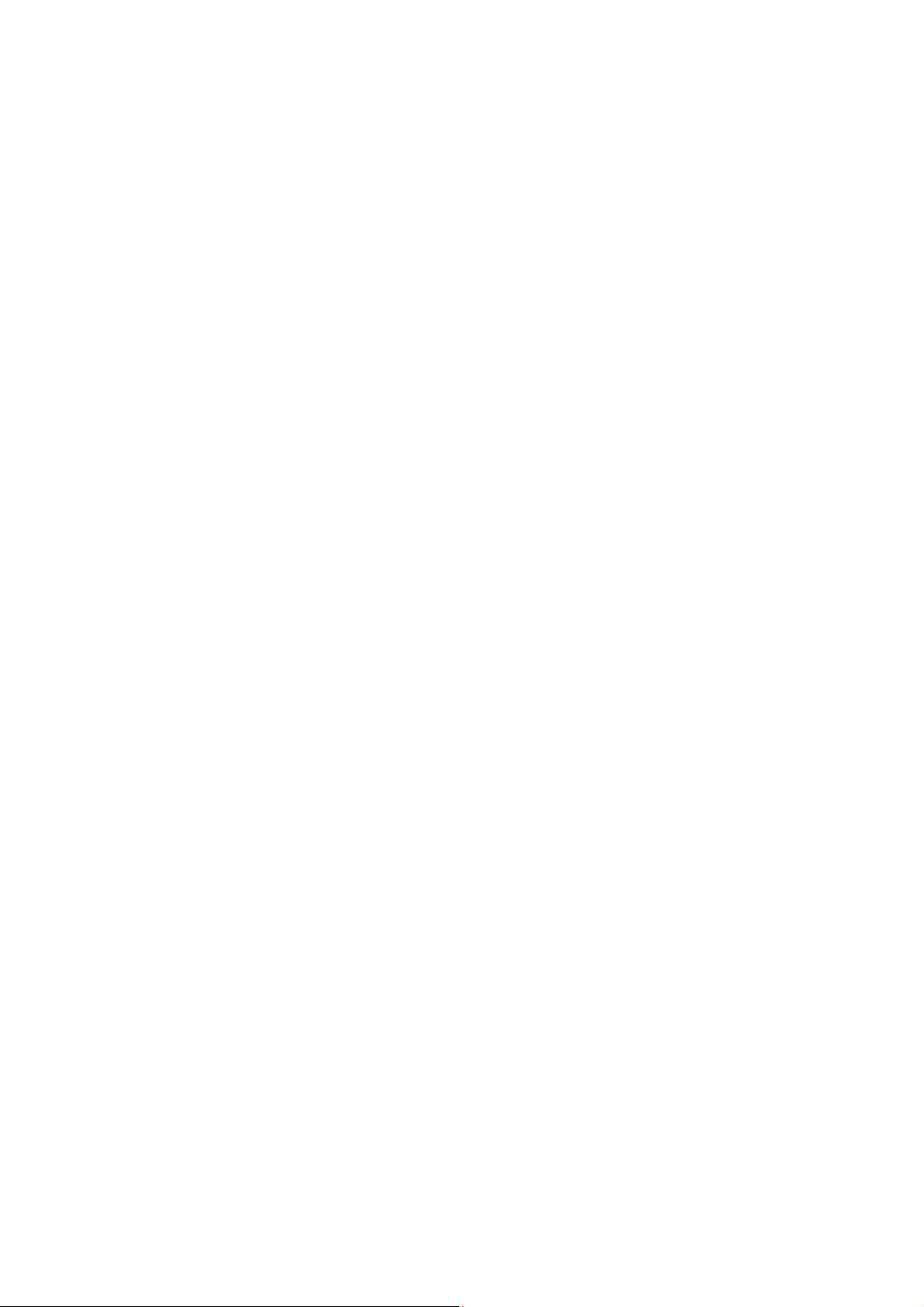
34. Умение правильно переставлять руки над опасной
зоной ножевого вала – хороший навык. Никогда не
проводите руками непосредственно над
строгальным ножом. При приближении руки к
строгальным ножам, переставьте ее в положение
за ножами, двигая рукой по дуге (Рис. В). Всегда
крепко держите заготовку.
35. Перед фугованием или строганием каждую
заготовку необходимо тщательно осмотреть со
всех сторон на предмет ее состояния и
направления волокон древесины. ПРИМЕЧАНИЕ: в
некоторых случаях может потребоваться обработка
против волокон древесины: при свилеватости
волокон или наличии наплывов. При обработке
древесины с данными пороками следует выбирать
меньшую глубину резания и более низкую подачу.
Ознакомьтесь со следующими предупреждениями об опасности, используемыми в данном руководстве:
Если предупреждения об опасности не были приняты во внимание, это может стать
причиной незначительных травм и/или возможного повреждения станка.
Если предупреждения об опасности не были приняты во внимание, это может стать
причиной серьезных травм или смерти.
- - Сохраните данные инструкции - -
Рис. B
Page 6

6
4.0 Введение
Руководство предоставлено компанией Powermatic и включает в себя описание процедур безопасной
работы и технического обслуживания для фуговального станка модели PJ-1285 производства
компании Powermatic. Руководство содержит инструкции по установке, меры предосторожности,
общие указания по работе на станке, инструкции по техническому обслуживанию и схемы
расположения узлов станка. При использовании в соответствии с инструкциями, приведенными в
руководстве, станок рассчитан на годы безотказной работы.
5.0 Технические характеристики
Модель ...................................................................................................................................................... PJ-1285
Артикул ............................................................................................................................................... 1791249-RU
Артикул.(с валом helical) ............................................................................................................. 1791308-RUHH
Электродвигатель (P2) .......................................................................................... 2,2 кВт, 3 фазы, 400 В, 50 Гц
Максимальная ширина строгания ............................................................................................................ 300 мм
Максимальная глубина строгания ............................................................................................................... 3 мм
Максимальная глубина шпунта/паза ......................................................................................................... 19 мм
Частота вращения ножевого вала (об/мин) ................................................................................................ 5000
Размер стола (ДxШ) ............................................................................................................... 2130 мм x 300 мм
Высота стола от пола ................................................................................................................................ 800 мм
Размер упора (ДхШ) ................................................................................................................ 1200 мм x 130 мм
Диапазон наклона упора (град.) ................................................................................... 90, 45 вправо, 45 влево
Ограничители (град.) ............................................................................................................................ +/- 45 и 90
Количество ножей – стандартный ножевой вал ............................................................................................... 3
Размер ножа – стандартный ножевой вал (ДхШхТ) ...................................................... 300 мм x 30 мм x 3 мм
Количество ножей – в ножевом валу со спиральным расположением ножей Helical…. ...... 42, из них 3 для
выборки шпунтов/пазов
Размер ножа – для ножевого вала со спиральным расположением ножей Helical (ДхШхТ) 30 мм x 12 мм x
1,5 мм
Минимальная производительность вытяжной системы (м
Диаметр вытяжного штуцера ................................................................................................................... 100 мм
Вес нетто (кг) ................................................................................................................................................... 346
Вес в упаковке (кг) ........................................................................................................................................... 400
Приведенные технические характеристики были актуальны на момент издания руководства по
эксплуатации. В соответствии с политикой постоянного улучшения качества, компания Powermatic
оставляет за собой право на изменение технических характеристик станка в любое время без
предварительного уведомления потребителя, не беря на себя никаких обязательств.
3
/мин) ................................................................. 23
Page 7

7
6.0 Распаковка
Откройте транспортировочный контейнер и
проверьте содержимое на предмет
повреждений при транспортировке. О любых
повреждениях следует немедленно сообщить
поставщику или в транспортную компанию.
Сравните содержимое контейнера со
следующим списком деталей и убедитесь в
их невредимости. О недостающих деталях,
если таковые имеются, следует сообщить
поставщику. Для проведения сборочных
операций, технического обслуживания и
безопасной работы на станке внимательно
прочтите инструкцию по эксплуатации.
ПРИМЕЧАНИЕ: гаечные ключи и шаблон для
установки ножей находятся внутри стенда
фуговального станка.
Перед Установкой или эксплуатацией станка полностью прочтите и уясните данную инструкцию!
Несоблюдение данного предписания может стать причиной получения
серьезных травм.
6.1 Содержимое
транспортировочного контейнера
1 Фуговальный станок
1 Упор заготовки в сборе
1 Вытяжной штуцер
1 Шаблон для установки ножа (только для
ножевых валов с прямым расположением
ножей)
5 Шестигранных ключей, 3 мм, 5 мм, 6 мм,
8 мм, 10 мм
3 Комбинированных гаечных ключа, 10-12
мм, 12-14 мм, 17-19 мм
2 Толкателя
1 Шестигранный ключ на 5 мм (длинный, L-
образный, только для ножевых валов со
спиральным расположением ножей)
3 Шестигранный ключ на 5 мм (T-образный,
только для ножевых валов со
спиральным расположением ножей)
7 Прижимных планок, гаек, винтов (только
для ножевых валов со спиральным
расположением ножей)
8 Двусторонних стандартных ножей
(только для ножевого вала со
спиральным расположением ножей)
2 Ножа для шпунтов (только для ножевого
вала со спиральным расположением
ножей)
1 Инструкция по эксплуатации
Page 8

8
7.0 Сборка
Инструменты, необходимые для сборки:
10 мм шестигранный ключ (прилагается)
10-12 мм комбинированный гаечный ключ
(прилагается)
Вилочный погрузчик или подъемное
устройство со стропами
Крестовая отвертка
1. Снимите крышку и боковые стенки
транспортировочного контейнера.
2. Уберите с поддона вытяжной штуцер и
упор заготовки. Открутите винты,
крепящие станок к поддону.
3. Снимите станок с поддона с помощью
строп. Грузоподъемность строп должна
составлять не менее 346 кг. Стропы
следует провести под основаниями
столов, как показано на Рис. 1. Не
устанавливайте стропы под столами.
4. Фуговальный станок должен быть
установлен на твердом, ровном полу в
сухом помещении с достаточным
освещением и вентиляцией. Оставьте
достаточно места вокруг станка для
подачи и разгрузки заготовки, а также для
проведения регулярного технического
обслуживания. В дальнейшем станок
можно закрепить, прикрутив к полу с
помощью фиксирующих винтов через
отверстия с внутренней стороны стенда.
5. Станок оснащен шумоподавляющими
губками ножевого отверстия стола.
Однако, отражение звука от стен,
потолков и другого оборудования в
рабочем помещении должно быть
сведено к минимуму.
6. Открытые металлические части станка,
такие как стол и упор заготовки, на
заводе-изготовителе были покрыты
защитным слоем смазки, который
необходимо удалить с помощью мягкой
ветоши, смоченной в растворителе
(например, в керосине или уайт-спирите).
Не используйте для удаления защитного
покрытия ацетон, бензин или
разбавитель лака, а также абразивный
материал. Не допускайте попадания
растворителя на пластмассовые части
станка, так как он может их повредить.
Рис.1
7.1 Установка упора заготовки
1. Для установки упора на стол
воспользуйтесь помощью других
сотрудников. Отверстия в упоре следует
совместить с отверстиями в основании
Рис. 2
Page 9
9
стола, как показано на Рис. 2
2. Возьмите 2 винта с внутр.
шестигранником и 2 контршайбы (см.
Рис. 2) и надежно затяните винты с
помощью 10 мм шестигранного ключа.
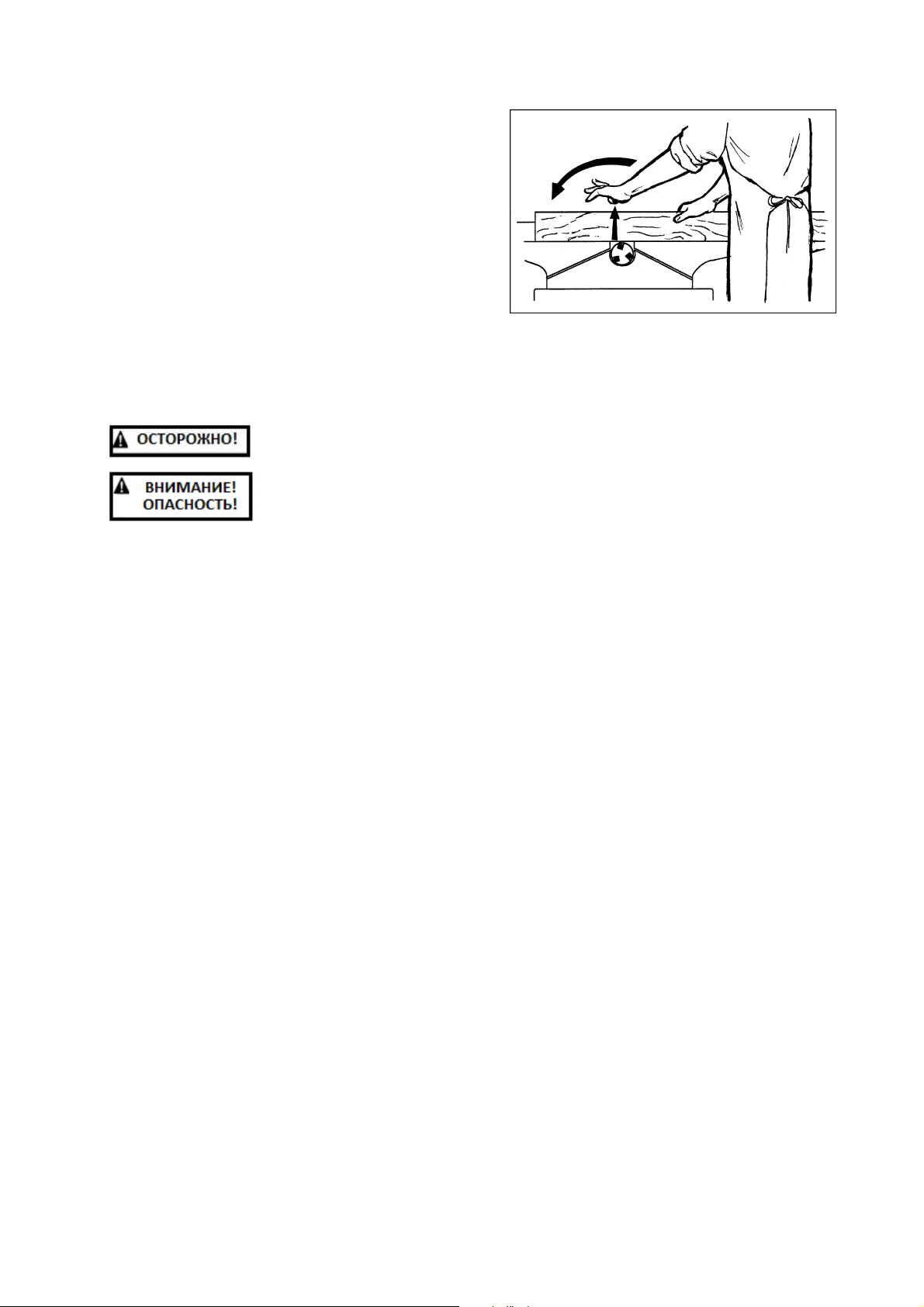
7.2 Консоль переключателя
Консоль (Рис. 3), на которой расположена
кнопка включения/выключения, в целях
транспортировки установлен в нижнее
положение. Консоль необходимо повернуть в
верхнее положение, как показано на рисунке.
Затяните два винта с помощью 10 мм ключа.
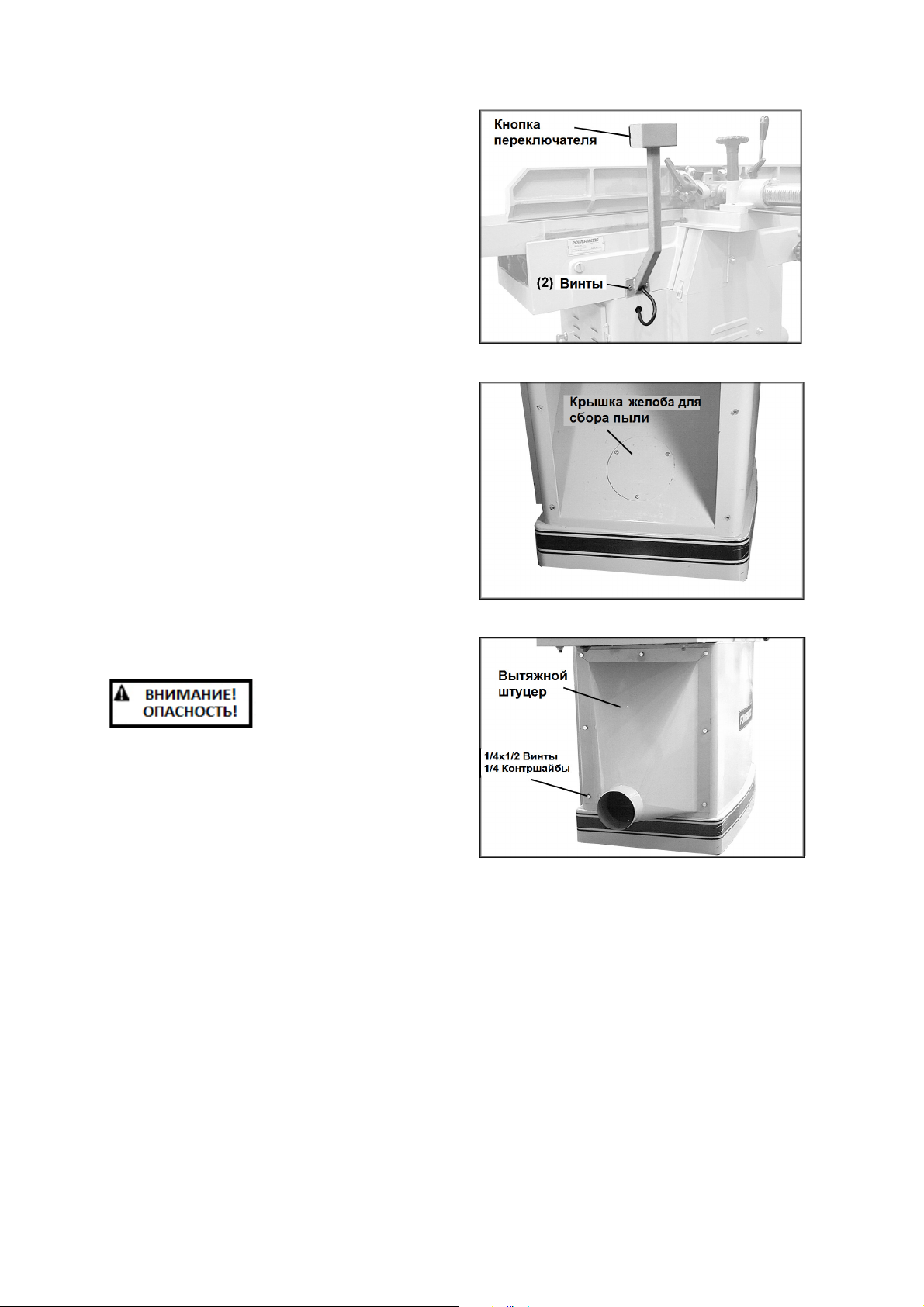
7.3 Вытяжной штуцер
Перед присоединением вытяжного штуцера
убедитесь, что отверстие лотка для сбора
пыли закрыто крышкой, как показано на Рис.
4.
Прикрутите вытяжной штуцер к стенду
фуговального станка с помощью семи
1/4”х1/2” винтов с внутр. шестигранником и
семи 1/4” контршайб (Рис. 5).
Рекомендуется подключить к
пылевыпускному отверстию вытяжную
систему с производительностью как минимум
3
23 м
/мин через шланг диаметром 101,5 мм.
Рис. 3
Рис. 4
8.0 Инструкции по заземлению
Подключение к
электросети должно
производиться
квалифицированным
электриком с соблюдением всех
соответствующих правил. Станок следует
должным образом заземлить во
избежание поражения электрическим
током и получения смертельных травм.
Станок должен быть заземлен. В случае
неисправной работы или поломки станка
заземление создает линию наименьшего
сопротивления для тока, что уменьшает риск
поражения электрическим током.
Убедитесь, что напряжение источника
питания соответствует техническим
характеристикам, приведенным на табличке
электродвигателя фуговального станка.
Фуговальный станок модели 1285 может
быть оснащен соответствующей
штепсельной вилкой или подключаться к
электрическому щиту напрямую через
кабель. Если станок подключен к
электрическому щиту через кабель,
убедитесь, что оператор может отключить
станок от сети.
В процессе подключения станка через кабель
Рис. 5
Page 10

10
убедитесь, что предохранители сняты и
выключатели отключены в той цепи, куда
подключается станок.
Повесьте предупредительную табличку на
патрон предохранителя или на выключатель
во избежание включения во время работ с
проводкой станка. При проведении работ с
проводкой станка всегда соблюдайте
правила блокировки и маркировки
оборудования.
8.1 Преобразование напряжения
Электрическая проводка фуговального
станка модели 1285 рассчитана на 3-фазную
сеть напряжением 400 В.
9.0 Регулировка
Перед регулировкой
станка отключите его
от источника питания.
9.1 Натяжение приводного ремня
Чтобы проверить натяжение приводного
ремня:
1. Открутите три колпачковые гайки и
плоские шайбы на крышке шкива с
помощью 14 мм гаечного ключа. Снимите
крышку, чтобы открыть ремни и шкивы.
См. Рис. 9.
ПРИМЕЧАНИЕ: шестигранные гайки и
плоские шайбы на шпильках (А, Рис. 9)
следует оставить на месте; они не дают
крышке шкива изгибаться при затягивании
колпачковых гаек.
2. При умеренном надавливании на ремень
пальцами посередине между шкивами он
должен иметь небольшой прогиб (Рис.
10).
3. Если натяжение ремня необходимо
увеличить, ослабьте нижнюю
шестигранную гайку (Рис. 11, А) на
основании двигателя с помощью 19 мм
гаечного ключа.
Рис. 9
Рис. 10
Рис. 11
4. Поворачивайте верхнюю шестигранную
гайку (В, Рис. 11) по часовой стрелке до
тех пор, пока не будет достигнуто нужное
натяжение ремня.
5. Снова затяните нижнюю шестигранную
гайку (А, Рис. 11).
ПРИМЕЧАНИЕ: После первых нескольких
рабочих операций ремни следует снова
проверить, так как они могут незначительно
растянуться в процессе приработки.
Рис. 12
Page 11

11
9.2 Установка высоты
разгрузочного стола
Для обеспечения точности при выполнении
большинства операций фугования
разгрузочный стол должен быть установлен
точно на одном уровне с режущей кромкой
ножа в самой верхней точке его вращения.
На заводе-изготовителе разгрузочный стол
фуговального станка модели 1285 был
установлен на необходимую высоту по
отношению к ножевому валу. Однако,
уровень разгрузочного стола следует
проверить, так как в процессе
транспортировки настройка могла
нарушиться. После переустановки или
замены ножей высоту разгрузочного стола
также следует проверить.
1. Разгрузочный стол имеет стопорный
винт (А, Рис. 12), который при
касании края стола, как показано на
рисунке, обеспечивает его
надлежащую высоту. Ослабьте
маховик (С, Рис. 12) и поднимайте
регулировочный рычаг (D, Рис. 12) до
тех пор, пока стопорный винт (А, Рис.
12) не коснется края стола.
Рис. 13
Рис. 14
2. Положите на разгрузочный стол
поверочную линейку так, чтобы она
проходила над ножевым валом (Рис.
13).
3. Слегка покачайте ножевой вал, чтобы
режущая кромка ножа коснулась
линейки. Если нож касается
поверочной линейки, не сдвигая ее,
значит, разгрузочный стол
установлен на верную высоту. Если
нож приподнимает линейку –
разгрузочный стол установлен
слишком низко. Если нож не касается
линейки – разгрузочный стол
установлен слишком высоко.
4. Чтобы поднять разгрузочный стол,
ослабьте шестигранную гайку (В, Рис.
12) и закручивайте стопорный винт
(А, Рис. 12) по часовой стрелке.
Чтобы опустить разгрузочный стол,
откручивайте стопорный винт (А, Рис.
12) против часовой стрелки.
5. Когда разгрузочный стол будет
установлен на одном уровне с
ножами, затяните шестигранную
гайку (В, Рис. 12) и плотно затяните
маховик (С, Рис. 12).
После установки разгрузочного стола на
Рис. 15
Рис. 16
Page 12

12
нужную высоту, ее не нужно изменять, кроме
случаев, когда требуется выполнить
специальные операции.
В качестве итоговой проверки правильности
установки разгрузочного стола включите
станок и медленно прострогайте деревянную
заготовку длиной 150-200 мм; она должна
твердо лежать на обоих столах, как показано
на Рис. 14, под обработанной поверхностью
не должно быть зазоров.
Если разгрузочный стол установлен слишком
высоко, фугованная поверхность заготовки
получится изогнутой (Рис. 15).
Если разгрузочный стол установлен слишком
низко, в конце обработанной поверхности
заготовка будет иметь скол (Рис. 16).
При необходимости закручивайте или
откручивайте стопорный винт, чтобы
выставить разгрузочный стол на одном
уровне с ножами.
9.3 Установка высоты подающего
стола (Глубина резания)
1. Для установки глубины резания ослабьте
маховик (А, Рис. 17), поворачивая его
против часовой стрелки.
2. Поднимайте или опускайте
регулировочный рычаг (В, Рис. 17), чтобы
увеличить или уменьшить высоту
подающего стола. Указатель (С, Рис. 17)
показывает глубину резания на
расположенной рядом шкале.
3. Плотно затяните маховик (А, Рис. 17).
Стопорный винт (D, Рис. 17) подающего
стола должен быть установлен таким
образом, чтобы подающий стол был точно
выровнен с ножами (указатель шкалы
должен быть на нулевой отметке), когда винт
касается стола. Стопорный винт был
отрегулирован на заводе-изготовителе, но
оператору следует проверить регулировку
перед началом использования фуговального
станка. По мере эксплуатации станка
регулировку винта следует периодически
проверять.
Рис. 17
Регулировка высоты подающего стола
осуществляется по тому же принципу, что и
регулировка разгрузочного стола. Установите
поверочную линейку так, чтобы она
проходила через разгрузочный стол, ножевой
вал и подающий стол. Ослабьте
шестигранную гайку (Е, Рис. 17) и при
необходимости отрегулируйте стопорный
винт (D, Рис. 17). По завершении затяните
шестигранную гайку (Е, Рис. 17).
Если подающий стол выровнен с ножами, но
Рис. 18
Page 13

13
указатель шкалы (С, Рис. 17) выходит за ее
пределы, ослабьте указатель с помощью
отвертки и установите его на нулевую
отметку. Затем снова затяните винт.
9.4 Замена и установка ножей (для
ножевого вала с прямым
расположением ножей)
Ножи фуговального
станка очень
острые. При работе
с ножевым валом или возле него
соблюдайте осторожность и не
торопитесь.
После некоторого времени эксплуатации
изношенные ножи следует отправить на
переточку или заменить. Снимите крышку
шкива в задней части станка – это позволит
вам проворачивать ножевой вал с помощью
ремней.
Чтобы снять нож, выполните следующие
действия:
1. Отключите станок от источника
питания.
2. Отведите упор от ножевого вала
назад насколько это возможно.
Опустите подающий и разгрузочный
стол.
3. Открутите шесть винтов (Рис. 18) в
прижимных планках с помощью 10 мм
гаечного ключа. После ослабления
давления прижимов две пружины в
ножевом валу вытолкнут нож.
4. Аккуратно выньте нож из ножевого
вала.
5. При замене ножей рекомендуется
очищать пазы, в которых они
размещаются. Выньте прижимную
планку вместе с винтом, а также две
пружины. Очистите паз от пыли и
опилок, которые могут помешать
правильному размещению ножа.
Также очистите прижимную планку,
винты и пружины. Внимательно
осмотрите винты: если резьба
изношена или сорвана, или если
головки винтов становятся
скругленными, замените их.
6. Установите на место пружины и
прижимную планку.
7. Установите новый или переточенный
нож в паз, как показано на Рис. 18.
Убедитесь, что соблюдено
правильное направление ножа.
8. Установите на ножевой вал шаблон
Рис. 19
Page 14

14
для установки ножей и отцентруйте
его по ножу, как показано на Рис. 19.
Убедитесь, что подошва шаблона
плотно сидит на валу, а его ручка
параллельна ножевому валу. В этом
положении шаблон фиксирует нож на
нужной глубине.
9. При установленном шаблоне
затяните восемь винтов
регулировочных планок ровно
настолько, чтобы удерживать нож на
месте. Начинайте с
10. центральных винтов, постепенно
двигаясь к крайним.
11. Повторите шаги 3-9 для остальных
двух ножей в ножевом валу.
Затягивайте винты ровно настолько,
чтобы удерживать ножи в нужном
положении.
12. После установки всех трех ножей на
валу, их следует постепенно и
равномерно затягивать во избежание
изгибания или перекашивания
ножевого вала. Выполните
следующие действия:
13. Проворачивайте ножевой вал,
понемногу затягивая винты на
каждом ноже по очереди (винты
следует затягивать от центра к
краям). Проделайте это как минимум
дважды; при последнем
проворачивании вала плотно
затяните все
винты.
После замены ножей
дважды проверьте
правильность их
установки. Убедитесь, что ножи
направлены правильно, а все винты
надежно затянуты. Ослабленные винты
могут привести к вылету ножа из
ножевого вала, создав серьезное
повреждение станка и опасность
серьезного травмирования оператора и
окружающих.
9.5 Замена ножей (для ножевого
вала со спиральным
расположением ножей)
Ножи фуговального
станка очень острые.
При работе с
ножевым валом или возле него
соблюдайте осторожность и не
торопитесь.
Page 15

15
Ножевой вал со спиральным расположением
ножей выполнен из качественной стали,
имеет 39 двусторонних ножа и 3 ножа для
шпунтов на наружных концах вала. Замена
ножей осуществляется простыми
действиями, ножи устанавливаются в
посадочных местах, не требуя регулировки
шаблоном.
После некоторого времени эксплуатации
изношенные ножи необходимо перевернуть.
Если изношены обе кромки ножа, его следует
заменить.
1. Ослабьте винт прижимной планки (А,
Рис. 20).
2. Извлеките нож (В, Рис. 20) вместе с
прижимной планкой (С, Рис. 20) из паза.
3. Убедитесь, что паз (D, Рис. 20) очищен от
пыли и опилок, которые могут помешать
правильному размещению ножа. При
необходимости очистите паз и протрите
его растворителем.
4. Переверните нож на 180° и установите
его на два штифта прижимной планки.
Убедитесь, что соблюдено правильное
направление режущей кромки ножа (Рис.
21).
5. Вставьте прижимную планку в паз.
6. Плотно затяните винт прижимной планки
(А, Рис. 20).
ПРИМЕЧАНИЕ: для обеспечения
оптимального качества строгания все ножи
надо переворачивать одновременно. Если
нож поврежден или на нем образовалась
трещина, его можно перевернуть или
заменить отдельно от остальных ножей.
После установки одного ножа убедитесь, что
винт прижимной планки затянут, и только
потом приступайте к установке следующего.
Рис. 20
Рис. 21
Убедитесь, что ножи
направлены правильно, а все винты
надежно затянуты. Ослабленные винты
могут привести к вылету ножа из
ножевого вала, создав серьезное
повреждение станка и опасность
серьезного травмирования оператора и
окружающих.
9.6 Регулировка упора
Упор заготовки (А, Рис. 22) имеет
возможность наклона назад и вперед на 45°.
На упоре установлены ограничители для
углов 90° (В, Рис. 22) и 45° (С, Рис. 22).
Page 16

16
Для наклона упора вперед
:
1. Ослабьте фиксирующую ручку (D, Рис.
22) и с помощью ручки (Е, Рис. 22)
наклоните упор вперед. ПРИМЕЧАНИЕ:
во избежание появления царапин на
поверхности стола слегка приподнимите
упор во время наклона.
2. Затяните фиксирующую ручку (D, Рис.
22).
Для наклона упора назад:
1. Ослабьте фиксирующую ручку (D, Рис.
22) и отверните ограничитель (F, Рис. 22)
в сторону.
2. С помощью ручки (Е, Рис. 22) установите
угол наклона упора. ПРИМЕЧАНИЕ: во
избежание появления царапин на
поверхности стола слегка приподнимите
упор во время наклона.
3. Затяните фиксирующую ручку (D, Рис.
22).
Для смещения упора вперед или назад:
1. Ослабьте фиксирующую ручку (G, Рис.
22) и поворачивайте маховик (Н, Рис. 22)
против часовой стрелки для смещения
упора вперед, по часовой стрелке для
смещения упора назад.
2. Когда упор займет нужное положение,
надежно затяните фиксирующую ручку
(G, Рис. 22).
Для проверки и регулировки
ограничителя 90
1. Ослабьте фиксирующую ручку (D, Рис.
23) и наклоняйте упор до тех пор, пока
стопорный винт (В, Рис. 23) не коснется
ограничителя (F, Рис. 23).
2. Положите угольник или транспортир (не
прилагается) на стол вровень с
поверхностью упора. См. Рис. 23.
:
°
Рис. 22
3. Если необходима регулировка, ослабьте
шестигранную гайку на стопорном винте
(В, Рис. 23) и откручивайте или
закручивайте винт, пока упор не встанет
вровень с угольником.
4. Снова затяните шестигранную гайку.
Для проверки и регулировки
ограничителя 45
1. Ослабьте фиксирующую ручку (Рис. 22,
D) и наклоняйте упор до тех пор, пока он
не коснется ограничителя для угла 45°
(С, Рис. 22).
2. Положите транспортир или подобное
устройство, установленное на 45° на стол
:
°
Рис. 23
Page 17

17
вплотную к упору.
3. Если необходима регулировка, ослабьте
шестигранную гайку на стопорном винте
(С, Рис. 22) и откручивайте или
закручивайте винт, пока упор не встанет
вровень с транспортиром.
4. Снова затяните шестигранную гайку.
9.7 Натяжение защиты ножевого
вала
Натяжение защиты (Рис. 24) всегда должно
быть достаточным в процессе фугования,
чтобы незадействованная в работе часть
ножевого вала была закрыта, а также для
того, чтобы защита возвращалась в исходное
положение после прохождения заготовкой
ножевого вала. Чтобы отрегулировать
натяжение защиты, выполните следующие
шаги:
1. Ослабьте ручку, показанную на Рис. 24, и
поверните ее по часовой, чтобы
увеличить натяжение защиты; или против
часовой, чтобы его уменьшить.
2. Затяните ручку в выбранном положении.
10.0 Органы управления
Рис. 24
Кнопки переключателя Вкл./Выкл. удобно
расположенны над столом (Рис. 25). Не
снимайте прозрачную пластмассовую
крышку, так как она защищает
переключатель от попадания древесной
пыли.
11.0 Указания по работе на станке
Перед эксплуатацией
фуговального станка
модели 1285
убедитесь, что ножи
затянуты надлежащим образом. На
ножевых валах со спиральным
расположением ножей проверьте, чтобы
каждый нож был затянут надлежащим
образом.
ПРИМЕЧАНИЕ: если у Вас недостаточно
опыта работы на фуговальном станке,
используйте отбракованные деревянные
заготовки для проверки настроек станка и
для того, чтобы освоить выполнение
различных операций перед тем, как
приступать к выполнению основных работ.
Всегда используйте
защитные
заграждения, когда
это возможно, и не
держите руки вблизи ножевого вала.
Несоблюдение данного предписания
Рис. 25
Page 18

18
может стать причиной серьезных травм.
Предпочтительно сдвинуть упор вперед (к
передней части станка), чтобы открытой
оставалась только та часть ножевого вала,
которая задействована в работе.
СОВЕТ: если на станке постоянно
обрабатываются заготовки одного размера,
оператор может периодически сдвигать упор
вперед или назад с целью предотвращения
износа ножей только с одной стороны вала.
11.1 Положение рук
В начале работы левой рукой крепко
прижимайте заготовку к подающему столу и
упору, а правой рукой двигайте заготовку к
ножевому валу. После того, как заготовка
пройдет ножевой вал, ее обработанная
поверхность твердо ляжет на разгрузочный
стол. Левой рукой придавите заготовку на
разгрузочном столе, одновременно
прижимая ее к упору. Правая рука двигает
заготовку, но прежде чем она достигнет
ножевого вала, ее надо переместить на
поверхность заготовки на разгрузочном
столе. Затем заготовка двигается далее для
завершения реза. Соблюдайте правило 75
мм (см. стр. 4). Никогда не проводите руками
непосредственно над ножевым валом.
Рис. 26
11.2 Торцевое фугование
Торцевое фугование является самой
распространенной операцией, выполняемой
на фуговальном станке. Установите упор
заготовки на ограничитель 90°,
перпендикулярно поверхности стола.
Глубина фугования должна быть
минимальной, но достаточной для получения
прямого торца. Не снимайте больше 3 мм
материала за один проход. Плотно прижмите
заготовку к упору ее самой гладкой и прямой
стороной по всей длине. См. Рис. 26.
11.3 Фугование плоскости
Операция обработки плоской поверхности
заготовки показана на Рис. 27. Установите
подающий стол на требуемую глубину
фугования. За один проход рекомендуется
снимать приблизительно 1,5 мм материала,
так как это позволяет лучше контролировать
качество фугования. Для фугования
заготовки на желаемую глубину следует
выполнить несколько проходов.
При фуговании
коротких заготовок
или заготовок
толщиной менее 75
Рис. 27
Page 19

19
мм всегда используйте прижим или
толкатель. На Рис. 27 показан толкатель,
используемый для фугования плоскости.
11.4 Изготовление шпунта
Шпунт представляет собой канавку,
прорезанную вдоль торца заготовки. См. Рис.
28. Ширина и толщина заготовки,
предназначенной для изготовления шпунта,
зависит от ширины и длины самого шпунта.
Однако, запрещается изготовление шпунта
на заготовке длиной менее 300 мм.
Для изготовления
шпунта необходимо
снять со станка
защиту ножевого
вала. Будьте особенно внимательны и не
держите руки вблизи ножевого вала.
После завершения операции по
изготовлению шпунта незамедлительно
установите защиту ножевого вала на
место.
По возможности используйте толкатели при
изготовлении шпунтов. Максимальная
глубина шпунта составляет 19 мм.
1. Отключите станок от источника
питания.
2. Установите упор на желаемую
ширину шпунта.
Рис. 28
3. Проверьте ширину шпунта путем
измерения расстояния от края ножа в
ножевом валу до упора.
4. Подключите станок к источнику
питания. Опускайте подающий стол
на 0,80 мм за один проход.
Продолжайте работу до тех пор, пока
не будет получен шпунт нужной
глубины. См. Рис. 28. ПРИМЕЧАНИЕ:
проще и безопаснее выполнить
несколько проходов с малой глубиной
резания.
11.5 Фугование изогнутых
поверхностей
Если заготовка имеет вогнутую или выпуклую
поверхность, ее следует выровнять с
помощью проходов с небольшой глубиной
фугования. Не прижимайте подобные
заготовки сильно к столу; чрезмерное
давление приведет к прогибу заготовки при
прохождении ножей, и после завершения
фугования она выгнется обратно и останется
изогнутой.
Page 20

20
11.6 Фугование коротких и тонких
заготовок
При фуговании коротких и тонких заготовок
используйте толкатель, чтобы избежать
опасности повреждения рук. Два толкателя
поставляются в комплекте со станком,
дополнительные толкатели можно
приобрести в большинстве магазинов
хозтоваров или магазинов с инструментами.
Также вы можете изготовить прижимы и
толкатели из отходов древесины. Три
наиболее распространенных вида
толкателей показаны на Рис. 29.
11.7 Направление волокон
древесины
Не допускайте подачу заготовки в
фуговальный станок против направления
волокон древесины. Это приведет к
откалыванию или расщеплению кромок. См.
Рис. 30. Для получения ровной и гладкой
поверхности осуществляйте подачу в
соответствии с направлением волокон
древесины, как показано на Рис. 31.
11.8 Срез кромок
Для среза кромки зафиксируйте упор на
нужный угол и продвигайте заготовку к
ножам, крепко прижимая ее к столам и упору.
Для получения желаемого результата может
понадобиться выполнение нескольких
проходов.
Так как упор при срезе кромок может быть
наклонен внутрь или наружу, при
выполнении наклонного реза из соображений
безопасности рекомендуется по возможности
наклонять упор вовнутрь к оператору.
12.0 Техническое
обслуживание
Перед проведением
технического
обслуживания
отключите станок от источника питания.
Несоблюдение данного предписания
может стать причиной серьезных травм.
Периодически проверяйте все винты и
другие крепёжные элементы: они должны
быть плотно затянуты.
Рис. 29
Рис. 30
Проверяйте провода; изношенный или
поврежденный провод следует немедленно
заменить.
Для эффективной работы следите, чтобы
поверхности стола и упора были чистыми,
Рис. 31
Page 21

21
без ржавчины. Некоторые пользователи
предпочитают наносить восковое покрытие.
Либо можно покрывать тальком, нанесенным
губкой энергичными движениями. Он
заполнит поры поверхности и создаст
водоотталкивающий барьер. Данный метод
делает гладкой поверхность стола, а также
удаляет пятна ржавчины. Важен тот фактор,
что тальк не «засалит» и не испортит
поверхность древесины, в отличие от воска.
12.1 Смазка
Ножевой вал вращается в двух однорядных
герметизированных шариковых подшипниках
закрытого типа, которые смазаны на заводеизготовителе на весь срок службы и не
требуют какого-либо технического
обслуживания.
Периодически наносите высококачественный
негустой смазочный материал на те узлы
станка, где может возникнуть трение,
например, механизмы подъёма/опускания
столов.
12.2 Замена ножевого вала
Весь узел ножевого вала можно снять для
замены подшипников или другого
технического обслуживания. Порядок замены
ножевых валов со спиральным и с прямым
расположением ножей аналогичен.
Чтобы снять ножевой вал, выполните
следующие шаги:
1. Отключите станок от источника
питания.
2. Снимите упор и выступ для
изготовления шпунта.
3. Опустите подающий и разгрузочный
столы так, чтобы они не мешали
извлечению ножевого вала.
4. Снимите ремни.
5. Открутите два винта с
шестигранными головками и
контршайбы, которые крепят ножевой
вал к станине. Они находятся с
внутренней стороны подшипниковых
опор, как показано на Рис. 32.
Перед тем, как снять
ножевой вал,
обмотайте его
несколькими слоями
ткани во избежание получения травм.
6. Выдвиньте ножевой вал со стороны
выступа для изготовления шпунтов.
7. Ослабьте винт с шестигранной
Рис. 32
Page 22

22
головкой (А, Рис. 33), снимите шкив
(В, Рис. 33) и шпонку (С, Рис. 33).
8. Открутите винты (D, Рис. 33) с обеих
сторон и снимите крышки
подшипников (Е, Рис. 33).
ПРИМЕЧАНИЕ: На Рис. 33 изображена
сторона ножевого вала со шкивом.
Противоположная сторона ножевого вала в
разобранном состоянии имеет похожий вид,
детали приведены на сборочном чертеже на
стр. 38.
ВАЖНО: Если подшипники (G, Рис. 33)
необходимо заменить, компания Powermatic
настоятельно рекомендует воспользоваться
услугами квалифицированного специалиста
по ремонту. Подшипники установлены с
запрессовкой и должны быть извлечены с
помощью съемника.
9. Чтобы установить ножевой вал на
место, выполните вышеприведенные
шаги в обратном порядке.
ПРИМЕЧАНИЕ: для прочной и
правильной установки перед
монтажом ножевого вала убедитесь,
что посадочные места деталей в
станине станка очищены от грязи,
пыли и смазочных материалов.
12.3 Режущие элементы (Ножевой
вал со спиральным
расположением ножей)
Когда режущие элементы становятся
недостаточно острыми, и это становится
заметно при фуговании, их следует
перевернуть или полностью заменить.
Острый нож работает легче, а срок его
службы увеличивается. Использование
изношенных ножей приведет к уменьшению
срока их службы, а также к более сильному
износу всех деталей станка.
Преимущество ножевого вала со спиральным
расположением ножей заключается в том,
что при образовании трещин на режущих
элементах, их можно перевернуть или
заменить без необходимости замены
остальных ножей. Порядок замены ножей
смотрите в разделе «Замена ножей (для
ножевого вала со спиральным
расположением ножей)».
Если фуговальный станок часто
используется, рекомендуется иметь в запасе
запасной набор твёрдосплавных режущих
сегментов. Ножи (артикул 6400013) можно
заказать у официального поставщика
продукции компании JET и Powermatic.
Древесная смола, скапливающаяся на
режущих элементах, приводит к чрезмерному
Рис. 33
Page 23

23
трению в процессе фугования, что в свою
очередь является причиной перегрева
ножей, менее эффективного фугования и, как
следствие, сокращения срока службы ножей.
При очистке ножей используйте средство для
удаления древесной смолы или средство для
чистки духовых шкафов.
Ножи фуговального
станка очень острые.
При работе с
ножевым валом или возле него
соблюдайте осторожность и не
торопитесь.
12.4 Правка ножей (Ножевой вал с
прямым расположением ножей)
Когда режущие элементы становятся
недостаточно острыми, и это становится
заметно при фуговании, их следует
перевернуть или полностью заменить.
Острый нож работает легче, а срок его
службы увеличивается. Использование
изношенных ножей приведет к уменьшению
срока их службы, а также к более сильному
износу всех деталей станка.
Ножи фуговального
станка очень острые.
При работе с
ножевым валом или возле него
соблюдайте осторожность и не
торопитесь.
Рис. 34
1. Отключите станок от источника питания.
2. Снимите крышку шкива, таким образом,
вы сможете проворачивать ножевой вал
с помощью ремней.
3. Используйте мелкозернистый
карборундный точильный камень. Во
избежание появления следов от камня на
столе, обмотайте его бумагой, как
показано на Рис. 34.
4. Положите камень на подающий стол.
Регулируйте стол и поворачивайте
ножевой вал, пока камень не будет ровно
лежать на кромке ножа и на подающем
столе.
5. Удерживая ножевой вал от
проворачивания, заточите кромку ножа,
двигаясь в продольном направлении, при
этом ведите камень поперек стола назад
и вперед. Заточите каждый из трех ножей
одинаковым количеством проходов.
6. По завершении установите ножи
параллельно разгрузочному столу.
Смотрите раздел «Установка ножей (для
ножевого вала с прямым расположением
ножей)».
Page 24

24
Если ножи невозможно выправить
надлежащим образом, используя
приведенное выше описание, их нужно
переточить или подвергнуть
механообработке для получения новой
режущей кромки. Найдите компанию по
заточке инструмента. Возможно,
целесообразно будет приобрести новый
набор ножей. Если фуговальный станок
часто используется, рекомендуется иметь в
запасе запасной набор ножей.
Древесная смола, скапливающаяся на
режущих элементах, приводит к чрезмерному
трению в процессе фугования, что в свою
очередь является причиной перегрева
ножей, менее эффективного фугования и, как
следствие, сокращения срока службы ножей.
При очистке ножей используйте средство для
удаления древесной смолы или средство для
чистки духовых шкафов.
Page 25

25
13.0 Устранение неисправностей фуговального станка модели 1285
Неисправность
Возможная причина
Метод
устранения
13.1 Неисправности в эксплуатации
Поверхность детали
получается вогнутой
на конце.
Поверхность детали
получается вогнутой
в начале.
Поверхность детали
получается вогнутой
в середине.
Толщина детали на
концах меньше, чем
посередине.
Режущая кромка ножа выше, чем
разгрузочный стол.
Разгрузочный стол выше, чем
режущая кромка ножа.
У обоих столов есть наклон на
концах.
Концы стола подняты выше, чем
середина.
Поднимите разгрузочный стол, чтобы
он оказался на одном уровне с
кромкой ножа. (См. раздел 9.2)
Опустите разгрузочный стол, чтобы
он оказался на одном уровне с
кромкой ножа. (См. раздел 9.2)
Поднимите концы столов с помощью
регулировочных винтов под столами
(см. Рис. 35 ниже).
Рис. 35
Опустите оба конца стола с помощью
регулировочных винтов под столами.
См. Рис. 35.
Расщепление
древесины.
Шероховатая
поверхность
В процессе резания
ножевой вал
замедляется.
Фугование против направления
волокон древесины.
Износились ножи. Заточите или замените ножи.
Слишком быстрая подача
заготовки.
Слишком большая глубина
резания.
Наросты и другие пороки
древесины.
Древесина слишком влажная. Дайте древесине просохнуть или
Износились ножи. Заточите или замените ножи.
Слишком быстрая подача заготовки
или приложение к ней слишком
большого давления.
По возможности производите
обработку в направлении волокон
древесины.
Уменьшите подачу.
Уменьшите глубину резания.
Тщательно осмотрите заготовку на
предмет недостатков; при
необходимости используйте другую
заготовку.
используйте другую заготовку.
Уменьшите подачу, не давите сильно
на заготовку.
Page 26

26
Неисправность
Возможная причина
Метод
устранения
Следы вибраций на
Неисправность
Возможная причина
Метод устранения
заготовке.
Неправильно установлены ножи. Установите ножи надлежащим
образом, используя прилагаемый
шаблон (только для ножевого вала с
прямым расположением ножей – см.
раздел 9.4). Проверьте, чтобы пазы
для установки ножей были очищены
от пыли и опилок (для ножевого вала
со спиральным расположением
ножей).
Слишком быстрая подача
заготовки.
Неравномерные
следы от ножей на
заготовке.
Ножи повреждены или не
выровнены.
13.2 Механические и электрические неполадки
Станок не
запускается/перезапускается
или систематически
срабатывает
автоматический
выключатель цепи или
плавятся предохранители.
Нет питания.
Устройство автоматического
выключателя при перегрузке не
возвратилось в исходное
положение.
Фуговальный станок часто
отключается.
Подавайте заготовку медленно и
равномерно.
Замените поврежденные ножи;
выровняйте ножи надлежащим
образом с помощью шаблона (только
для ножевого вала с прямым
расположением ножей).
Проверьте, подключен ли станок
к источнику питания и полностью
ли нажата кнопка включения.
Когда фуговальный станок
перегружен, автоматический
выключатель, встроенный в
пусковое устройство двигателя,
выключает станок. Перед
перезапуском требуется
некоторое время, чтобы станок
остыл. Дайте станку достаточно
времени остыть перед новым
запуском. Если проблема
сохраняется, проверьте
настройки силы тока на пусковом
устройстве электродвигателя
внутри электрического шкафа.
Одной из причин отключения
станка при перегрузке
неэлектрического характера
является слишком тяжелый рез.
Решение проблемы – снизить
давление при подаче заготовки
на ножевой вал. Если проблема
в другом, проверьте настройки
силы тока на реле защиты от
перегрузки. Сравните данное
значение с силой тока при
полной загрузке, указанной на
табличке электродвигателя.
Если настройки силы тока
верные, тогда, вероятно,
проблема в ослабленном
электрическом проводе.
Проверьте настройки силы тока
на пусковом устройстве
двигателя.
Page 27

27
Неисправность
Возможная причина
Метод устранения
Срабатывает автоматический
запуском.
предохранитель или плавкий
предохранитель.
Неисправность в работе
двигателя.
Перегрев двигателя.
Убедитесь, что при подключении
станка использованы провода
подходящего сечения. Если
сечение проводов подобрано
правильно, тогда, вероятно,
проблема в ослабленном
электрическом проводе.
Проверьте настройки силы тока
на пусковом устройстве
двигателя.
Если у вас есть вольтметр, то
можно отличить неисправность в
работе пускового устройства от
неисправности в работе
электродвигателя, во-первых,
путем проверки входного
напряжения (230 +/- 20 В); вовторых, проверив напряжение
между пусковым устройством и
двигателем (230 +/- 20 В).
Несоответствующее входное
напряжение – проблема в
питании. Несоответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе пускового
устройства. Соответствующее
напряжение между пусковым
устройством и двигателем –
проблема в работе
электродвигателя.
Очистите двигатель от пыли и
обломков древесины, чтобы
воздух мог свободно
циркулировать. Дайте двигателю
остыть перед повторным
Не запускается двигатель.
Если проблема именно в
двигателе, есть два варианта
решения: воспользоваться
помощью квалифицированного
электрика для проверки
работоспособности двигателя,
либо снять двигатель и отдать
на проверку в ремонтную
мастерскую.
Page 28

28
Неисправность
Возможная причина
Метод устранения
Перепроверьте все
электрические соединения: все
провода должны быть
подключены правильно и
плотно. Вся электропроводка, за
исключением проводки
Неправильное подключение
станка к сети.
Не срабатывает переключатель
Вкл./Выкл.
двигателя, была смонтирована и
проверена на заводеизготовителе. Поэтому проводку
двигателя следует
перепроверить, так как именно
там велика вероятность ошибки.
Если проблема сохраняется,
перепроверьте заводскую
проводку.
Если проблема именно в
переключателе, есть два
варианта решения:
воспользоваться помощью
квалифицированного электрика
для проверки
работоспособности
переключателя, либо купить
новый переключатель Вкл./Выкл.
и установить его, если это
необходимо.
14.0 Дополнительные принадлежности
Ассортимент строгальных ножей и принадлежностей смотрите на сайте www.jettools.ru и в каталоге
15.0 Запасные детали
Запасные детали приведены на следующих страницах.
Page 29

29
15.1.1 Stand Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... PJ1285-101 .............Stand .......................................................... ......................................... 1
2 ............... TS-0680041 .............Flat Washer ................................................. 3/8” ................................... 4
3 ............... TS-0720091 .............Lock Washer ............................................... 3/8” ................................... 4
4 ............... TS-0060051 .............Hex Cap Screw ........................................... 3/8”-16x1” ......................... 4
5 ............... 6292491...................Cover, Dust Chute ....................................... ......................................... 1
6 ............... TS-081C022 ............Machine Screw, Pan Head, Phillips ............. #10-24x3/8” ...................... 5
7 ............... 6292493E ................Motor Assembly, Motor With Pulley.............. 3HP, 3PH ......................... 1
8 ............... 6292494A ................Plate, Switch ............................................... ......................................... 1
9 ............... PJ1285-109E ...........Contactor .................................................... 3PH, 400V ........................ 1
10 ............. PJ1285-110C ...........Clamp ......................................................... MG20A ............................. 3
15 ............. PJ1696-211 .............Switch ......................................................... ......................................... 1
16 ............. PJ1285-116 .............Hood, Dust .................................................. ......................................... 1
17 ............. TS-0720071 .............Lock Washer ............................................... 1/4” ................................... 9
18 ............. TS-0050011 .............Hex Cap Screw ........................................... 1/4”-20x1/2” ...................... 7
19 ............. 6292507...................Cover, Pulley ............................................... ......................................... 1
20 ............. 6292508...................Bolt.............................................................. ......................................... 3
22 ............. TS-0561031 .............Hex Nut ....................................................... 3/8”-16 .............................. 6
23 ............. TS-059303 ...............Cap Nut ....................................................... 3/8”-16 .............................. 3
24 ............. 6292510...................Door, Access ............................................... ......................................... 1
25 ............. 6292511...................Handle Assembly......................................... ......................................... 1
26 ............. PJ1285-126 .............Washer ........................................................ 3/8”x3/4 OD ...................... 1
27 ............. PJ1696-210 .............Switch Arm .................................................. ......................................... 1
28 ............. TS-1533052 .............Machine Screw, Pan Head, Phillips ............. M5x16 .............................. 2
29 ............. PJ1285-129E ...........Switch Cord ................................................. H05VV-F x 4C x 0.75mm .. 1
30 ............. PJ1285-130E ...........Motor Cord .................................................. H07RN-F x 4C x 1.5mm .... 1
31 ............. PJ1285-131E ...........Power Cord ................................................. H07RN-F x 4C x 1.5mm .... 1
32 ............. 3312341...................Powermatic Logo ......................................... ......................................... 1
34 ............. PJ1285-110A ...........Clamp ......................................................... PGB16 .............................. 1
36 ............. PJ1285-110B ...........Clamp ......................................................... MG25A ............................. 1
Page 30

30
15.1.2 Stand Assembly – Exploded View
Page 31

31
15.2.1 Table Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... 6292525...................Base ............................................................ ......................................... 1
2 ............... 6292526...................Bar, Table Raising Link ................................ ......................................... 2
3 ............... 6292527...................Bracket ........................................................ ......................................... 2
4 ............... TS-0680041 .............Lock Washer ............................................... 3/8” ................................... 8
5 ............... TS-0209051 .............Socket Head Cap Screw .............................. 3/8”-16x1” ......................... 4
6 ............... 6292530...................Bushing ....................................................... ......................................... 8
7 ............... 6292531...................Support ....................................................... ......................................... 8
8 ............... 6292532...................Bushing ....................................................... ......................................... 8
9 ............... 6292533...................Axis, Pivot ................................................... ......................................... 4
10 ............. 6292534...................Screw .......................................................... ......................................... 2
11 ............. TS-0680061 .............Flat Washer ................................................. 1/2” ................................... 2
12 ............. 6292536...................Handwheel .................................................. ......................................... 2
13 ............. 6292537...................Handle......................................................... ......................................... 2
14 ............. TS-0209061 .............Socket Head Cap Screw .............................. 3/8”-16x1-1/4” ................... 4
15 ............. TS-1490041 .............Hex Cap Screw ........................................... M8x25 .............................. 2
16 ............. TS-1540061 .............Hex Nut ....................................................... M8 .................................... 4
17 ............. 6292540...................Knob ........................................................... ......................................... 2
18 ............. 6292541...................Axis, Pivot ................................................... ......................................... 8
19 ............. TS-0208071 .............Socket Head Cap Screw .............................. 5/16”-18x1-1/4” ................. 8
20 ............. 6292543...................Bar,Table Raising Link ................................. ......................................... 2
21 ............. 6292544...................Axis, Pivot ................................................... ......................................... 4
22 ............. 6292545...................Screw .......................................................... ......................................... 8
23 ............. TS-0561031 .............Hex Nut ....................................................... 3/8”-16 ............................ 24
24 ............. 6292547...................Tube ............................................................ ......................................... 2
25 ............. 6292548...................Spring ......................................................... ......................................... 4
26 ............. PJ1696-509 .............Spring Holding Bolt ...................................... ......................................... 4
27 ............. 6292550...................Straight Cutterhead Assembly ..................... ......................................... 1
................. PJ1285-600 .............Helical Cutterhead Assembly ....................... ......................................... 1
28 ............. TS-1491041 .............Hex Cap Screw ........................................... M10x30 ............................ 2
29 ............. 6292551...................Infeed Table ................................................ ......................................... 1
30 ............. 6292552...................Lip, Table .................................................... ......................................... 1
31 ............. TS-1505061 .............Socket Head Cap Screw .............................. M10x40 ............................ 8
32 ............. 6292554...................Deflector, Dust ............................................. ......................................... 1
33 ............. TS-081C062 ............Machine Screw, Pan Head, Phillips ............. #10-24x1” ......................... 5
34 ............. TS-0680011 .............Flat Washer ................................................. 3/16” ................................. 5
35 ............. TS-0560071 .............Hex Nut ....................................................... #10-24 .............................. 5
36 ............. 6292558A ................Outfeed Table.............................................. ......................................... 1
37 ............. 6292559...................Lip,Table ..................................................... ......................................... 1
38 ............. 6292560...................Guard Assembly .......................................... ......................................... 1
39 ............. TS-2361101 .............Lock Washer ............................................... M10 .................................. 2
40 ............. PJ1285-240 .............Pointer......................................................... ......................................... 1
41 ............. PJ1285-241 .............Scale ........................................................... ......................................... 1
42 ............. TS-0680011 .............Flat Washer ................................................. 3/16” ................................. 1
43 ............. TS-081C022 ............Machine Screw, Pan Head, Phillips ............. #10-24x3/8” ...................... 1
44 ............. TS-0680041 .............Flat Washer ................................................. 3/8” ................................. 24
45 ............. TS-0271051 .............Socket Set Screw ........................................ 3/8”-16x1/2” ...................... 4
46 ............. TS-0271031 .............Socket Set Screw ........................................ 3/8”-16x3/8” ...................... 4
47 ............. TS-0561011 .............Hex Nut ....................................................... 1/4”-20 .............................. 6
48 ............. 6285917...................Push Block .................................................. ......................................... 2
49 ............. PJ1285-249 .............Set Screw .................................................... M8x35 .............................. 2
50 ............. PJ1285-250 .............Dust Deflector.............................................. ......................................... 1
51 ............. PJ1285-251 .............Steel Plate ................................................... ......................................... 1
52 ............. TS-1502051 .............Socket Head Cap Screw .............................. M5x20 .............................. 2
Page 32

32
15.2.2 Table Assembly – Exploded View
Page 33

33
15.3.1 Motor Pulley Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... 6292512E ................Motor ........................................................... 3HP 3PH .......................... 1
2 ............... 6292513E ................Pulley .......................................................... 50HZ ................................ 1
3 ............... TS-1525011 .............Socket Screw Screw .................................... M10x10 ............................ 1
4 ............... 6292515...................Bracket, Motor ............................................. ......................................... 1
5 ............... TS-0680041 .............Flat Washer ................................................. 3/8” ................................... 3
6 ............... TS-0720091 .............Lock Washer ............................................... 3/8” ................................... 6
7 ............... TS-0060081 .............Hex Cap Screw ........................................... 3/8”-16x1-3/4” ................... 3
8 ............... TS-0561031 .............Hex Nut ....................................................... 3/8”-16 .............................. 3
9 ............... 6292520...................Plate ............................................................ ......................................... 1
10 ............. 6292521...................Rod ............................................................. ......................................... 1
11 ............. TS-2360121 .............Flat Washer ................................................. M12 .................................. 2
12 ............. TS-1540081 .............Hex Nut ....................................................... M12 .................................. 8
13 ............. TS-1525021 .............Socket Set Screw ........................................ M10x12 ............................ 1
14 ............. 6295357E ................Belt.............................................................. 50HZ 3PH ......................... 2
15 ............. PJ1285-315 .............Key.............................................................. 8mmx 7mm x 55mm ......... 1
15.3.2 Motor Pulley Assembly – Exploded View
Page 34

34
15.4.1 Cutterhead Guard Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... 6292581...................Ledge, Rabbet ............................................. ......................................... 1
2 ............... 6292582...................Guard .......................................................... ......................................... 1
3 ............... 6292583...................Shaft ........................................................... ......................................... 1
4 ............... 6292584...................Spring ......................................................... ......................................... 1
5 ............... 6292585...................Collar, Shaft ................................................ ......................................... 1
6 ............... TS-0271071 .............Socket Set Screw ........................................ 3/8”-16x3/4” ...................... 1
7 ............... TS-0267071 .............Socket Set Screw ........................................ 1/4”-20x3/4” ...................... 2
8 ............... TS-0561011 .............Hex Nut ....................................................... 1/4”-20 .............................. 2
9 ............... 6292589...................Knob ........................................................... ......................................... 1
10 ............. TS-0720091 .............Lock Washer ............................................... 3/8” ................................... 2
11 ............. TS-0209031 .............Socket Head Cap Screw .............................. 3/8”-16x3/4” ...................... 2
12 ............. TS-0680041 .............Flat Washer ................................................. 3/8” ................................... 2
13 ............. 60B-272 ...................Warning Label ............................................. ......................................... 1
15.4.2 Cutterhead Guard Assembly – Exploded View
Page 35

35
15.5.1 Straight Cutterhead Assembly – Parts List
Index No. Part No. Description Size Qty
................. 6292550...................Cutterhead Assembly (Items 1 thru 19)……… .........................................
1 ............... 6292561...................Cutterhead ................................................. ......................................... 1
2 ............... PJ1696-002 .............Left Bearing Housing ................................... ......................................... 1
3 ............... BB-6204ZZ ..............Bearing ....................................................... 6204ZZ ............................. 2
4 ............... PJ1696-005 .............Right Bearing Housing ................................. ......................................... 1
5 ............... BB-6206ZZ ..............Bearing ........................................................ 6206ZZ ............................. 2
6 ............... 6292566...................Bearing Washer ........................................... ......................................... 1
7 ............... 6292568...................Hex Cap Screw (LH Threads) ...................... M8x20 .............................. 1
8 ............... TS-1503051 .............Socket Head Cap Screw .............................. M6x20 .............................. 6
9 ............... 6292572...................Pulley .......................................................... ......................................... 1
10 ............. 6292573...................Key.............................................................. 8mmx8mmx60mm ............ 1
11 ............. 6292574...................Pulley Washer ............................................. ......................................... 1
12 ............. TS-2361101 .............Lock Washer ............................................... M10 .................................. 1
13 ............. 6292576...................Hex Cap Screw (LH Threads) ...................... M10x25 ............................ 1
14 ............. 6292577...................Spring ......................................................... ......................................... 6
15 ............. 6292535...................Knife (set of 3) ............................................. ......................................... 1
16 ............. 6292579...................Gib, Knife(set of 3) ....................................... ......................................... 1
17 ............. 6292580...................Gib Screw.................................................... ....................................... 18
18 ............. PJ1696-004 .............Left Bearing Cap Plate ................................. ......................................... 1
19 ............. PJ1696-006 .............Right Bearing Cap Plate .............................. ......................................... 1
................. PJ1285-KSGA .........Knife Setting Gauge Assembly (Items 20 thru 23) .................................. 1
20 ............. PJ1285-520 .............Handle......................................................... ......................................... 1
21 ............. PJ1285-521 .............Setting Gauge ............................................. ......................................... 2
22 ............. TS-1482051 .............Hex Cap Screw ........................................... M6x25 .............................. 2
23 ............. TS-2361061 .............Lock Washer ............................................... M6 .................................... 2
Page 36

36
15.5.2 Straight Cutterhead Assembly – Exploded View
Page 37

37
15.6.1 Helical Cutterhead Assembly – Parts List
Index No. Part No. Description Size Qty
................. PJ1285-600 .............Cutterhead Assembly (Items 1 thru 22)……… .........................................
1 ............... PJ1285-601 .............Cutterhead .................................................. ......................................... 1
2 ............... PJ1696-002 .............Left Bearing Housing ................................... ......................................... 1
3 ............... BB-6204ZZ ..............Ball Bearing ................................................. 6204ZZ ............................. 2
4 ............... 6292566...................Bearing Washer ........................................... ......................................... 1
6 ............... TS-1490031 .............Hex Cap Screw ........................................... M8x20 .............................. 1
7 ............... PJ1696-004 .............Left Bearing Cap Plate ................................. ......................................... 1
8 ............... TS-1503051 .............Socket Head Cap Screw .............................. M6x1.0Px20L.................... 6
9 ............... PJ1696-005 .............Right Bearing Housing ................................. ......................................... 1
10 ............. BB-6206ZZ ..............Bearing ........................................................ 6206ZZ ............................. 2
11 ............. PJ1696-006 .............Right Bearing Cap Plate .............................. ......................................... 1
12 ............. 6292573...................Key.............................................................. 8mm x 8mm x 60mm ....... 1
13 ............. 6292572...................Cutterhead Sheave ...................................... ......................................... 1
14 ............. 6292574...................Pulley Washer ............................................. ......................................... 1
15 ............. TS-2361101 .............Lock Washer ............................................... M10 .................................. 1
16 ............. TS-1491021 .............Hex Cap Screw ........................................... M10x20 ............................ 1
17 ............. PJ1696-010 .............Gib .............................................................. ....................................... 42
18 ............. PJ1696-011 .............Carbide Insert Knife-Rabbet (Sold in pkg of 2) ....................................... 3
19 ............. 6400013...................Carbide Insert Knife (Sold in pkg of 10) ........ ....................................... 39
20 ............. PJ1696-012 .............Gib Nut ........................................................ ....................................... 42
21 ............. PJ1696-013 .............Gib Screw.................................................... ....................................... 42
22 ............. PJ1696-015 .............Gib Pin ........................................................ Ø 2x 8 ............................. 84
Page 38

38
15.6.2 Helical Cutterhead Assembly – Exploded View
Page 39

39
15.7.1 Fence Assembly – Parts List
Index No. Part No. Description Size Qty
1 ............... 6292592...................Support, Fence ............................................ ......................................... 1
2 ............... 6292593...................Bracket ........................................................ ......................................... 1
3 ............... 6292594...................Column, Gear .............................................. ......................................... 1
4 ............... 6292595...................Guard .......................................................... ......................................... 1
5 ............... TS-1503031 .............Socket Head Cap Screw .............................. M6x12 .............................. 2
6 ............... TS-1550071 .............Flat Washer ................................................. M10 .................................. 4
7 ............... TS-2361101 .............Lock Washer ............................................... M10 .................................. 4
8 ............... TS-1491041 .............Hex Head Bolt ............................................. M10x30 ............................ 2
9 ............... TS-1505041 .............Socket Head Cap Screw .............................. M10x30 ........................... 2
10 ............. 6292601...................Shaft,Gear .................................................. ......................................... 1
11 ............. 6292602...................Handwheel .................................................. ......................................... 1
12 ............. 6292603...................Lock Handle ................................................ ......................................... 1
13 ............. 6295358...................Collar .......................................................... ......................................... 1
14 ............. 6292604...................Bolt ............................................................. ......................................... 1
15 ............. TS-0720111 .............Lock Washer ............................................... 1/2” ................................... 2
16 ............. 6295886...................Socket Head Cap Screw .............................. 1/2”-12NCx1-1/4” .............. 2
17 ............. 6292605...................Bracket, Fence ............................................ ......................................... 1
18 ............. 6292606...................Support ....................................................... ......................................... 1
19 ............. 6292607...................Pin............................................................... ......................................... 6
20 ............. TS-1523061 .............Socket Set Screw ........................................ M6x20 .............................. 2
21 ............. TS-1540061 .............Hex Nut ....................................................... M8 .................................... 4
22 ............. TS-1490031 .............Hex Cap Screw ........................................... M8x20 .............................. 2
23 ............. 6292611...................Bracket, Left ................................................ ......................................... 1
24 ............. 6292612...................Bracket, Right ............................................. ......................................... 1
25 ............. 6292613...................Shaft ........................................................... ......................................... 1
26 ............. TS-2360121 .............Flat Washer ................................................. M12 .................................. 2
27 ............. 6292615...................Lock Handle ................................................ ......................................... 1
28 ............. TS-2331121 .............Cap Nut ....................................................... M12 .................................. 1
29 ............. 6292823...................Spring Pin ................................................... Ø5x20............................... 1
30 ............. 6295359...................Clamp,Rear ................................................. ......................................... 2
31 ............. 6295360...................Fence .......................................................... ......................................... 1
32 ............. TS-1540081 .............Hex Nut ....................................................... M12 .................................. 1
33 ............. 6295362...................Rod ............................................................. ......................................... 1
34 ............. 6292540...................Knob ........................................................... ......................................... 1
35 ............. 6295364...................Block ........................................................... ......................................... 1
36 ............. 6295365...................Bushing ....................................................... ......................................... 1
37 ............. TS-2361081 .............Lock Washer ............................................... M8 .................................... 1
38 ............. TS-1490061 .............Hex Cap Screw ........................................... M8x35 .............................. 1
39 ............. PJ1285-739 .............Cover .......................................................... ......................................... 1
40 ............. PJ1696-105 .............Block ........................................................... ......................................... 1
41 ............. TS-1501051 .............Socket Head Cap Screw .............................. M4x16 .............................. 1
42 ............. TS-1523041 .............Socket Set Screw ........................................ M6x12 .............................. 1
43 ............. TS-1540071 .............Hex Nut ....................................................... M10 .................................. 1
44 ............. TS-1550061 .............Flat Washer ................................................. M8 .................................... 1
45 ............. TS-1490061 .............Hex Cap Screw ........................................... M8x35 .............................. 2
46 ............. TS-1505021 .............Socket Head Cap Screw .............................. M10x20 ............................ 4
Page 40

40
15.7.2 Fence Assembly – Exploded View
Page 41

41
16.0 Подключение к электросети фуговального станка модели PJ-1285
16.1.1 Схема электроподключения для 3-фазной сети
Page 42

42
427 New Sanford Road
LaVergne, Tennessee 37086
Phone: 800-274-6848
www.powermatic.com
 Loading...
Loading...