

Page 1

CHAPTER 7
PACKING METHODS
page
Introduction 7-2
Glossary of terms 7 - 2
Drypack for moisture sensitive SMDs 7 - 3
Survey of IC packing methods 7 - 5
Packing methods in exploded view 7 - 6
Packing quantities, box dimensions and carrier shapes 7 - 13
Page 2
Philips Semiconductors IC packages
Packing methods Chapter 7
INTRODUCTION
The chapter contains a survey of the packing methods
most frequently used by Philips Semiconductors. It
includes information that may be important to customers
when making their purchasing decisions, for example the
main dimensions, shapes, and packing quantities.
Standardization
For semiconductors, packing serves two important
functions. The firstand most obvious function isprotection
duringstorageand transport to customers. This, ofcourse,
applies to all products, not just semiconductors.
The second is to act as a delivery medium for automatic
placement machines during equipment manufacture.
To do this effectively, the reels, trays and tubes that
components are packed in must meet recognized
standards.In this respect, PhilipsSemiconductors actively
cooperateswith standardization authorities throughout the
world.
In addition, its packing methods meet all major
international standards, including those of IEC
(International Electrotechnical Commission), JEDEC
(Joint Electron Device Engineering Council, USA) and
NEDA (National Electronic Distributor Association, USA).
Environmental care
Nowadays, an important issue is environmental impact.
Component and equipment manufacturers are
continuously working to improve the environment
friendliness of their products and packing, and have
devoted much effort to eliminating the use of toxic
materials and to looking at ways in which materials can be
recycled.
In these respects, Philips Semiconductors has taken
several important steps on the packing front. These
include:
• Reducingtheamountofpacking material by switching to
‘onepiece’boxes(insteadofboxeswithupperandlower
parts)
• Changing to ‘mono material’ to aid recycling.
For example, from aluminium-lined boxes to
carbon-coated boxes.
• Changing from white boxes to natural brown boxes to
eliminate the use of bleach (chlorine) in their
manufacture.
The aim is minimum waste and minimum environmental
impact. We have already gone a long way towards this in
the development of our packing methods. And future
developments will take us even further along this route.
For more information relating to environmental issues,
refer to Chapter 8 - Environmental data on ICs.
GLOSSARY OF TERMS
Through-hole mounted onto a PCB by insertion of leads into holes
Surface mount mounted on the surface of a PCB
Package container with terminals for an IC chip (also known as an envelope or outline)
Carrier plastic tube, tray or tape with cavities, which can contain semiconductor products
Packing method combination of a carrier and a box to protect products during transport and storage
Pin rigid plastic pin that closes a tube for DIPs by insertion through holes in its end
Plug flexible plastic plug that closes a tube for PLCCs or SILs by insertion into its end
Turnlock rigid plastic pin that closes a tube for SOs by insertion into its end and turning to lock in place
SPQ Smallest Packing Quantity, in one carrier
PQ Packing Quantity, in a box containing one or more SPQs
For a full definition ofIC package abbreviations and their suffixes, refer to
2000 May 11 7 - 2
Chapter 2 - IC Package range and dimensions
.
Page 3
Philips Semiconductors IC packages
Packing methods Chapter 7
DRYPACK FOR MOISTURE SENSITIVE SMDs
If packed or stored incorrectly, moisture-sensitive plastic
SMDs can easily be damaged after a prolonged exposure
to the high temperatures associated with certain soldering
methods. If any moisture is present in the plastic package
during soldering, it may turn into steam and expand
rapidly. Under certain circumstances, the force exerted by
this expansion can cause internal delamination or, in the
most severe cases, may result in internal or external
package cracks (the popcorn effect). This effect is more
prominentwithinfrared and vapour-phase reflow soldering
methods when soldering temperatures can reach severe
levels.
To avoid this problem, and ensure trouble-free soldering,
we deliver moisture-sensitive ICs in a resealable
moisture-resistant plastic packing called a DRYPACK.
Moisture sensitivity level
Not all plastic packages are equally sensitive to moisture.
To differentiate between types, we assign each IC
package a moisturesensitivity level (MSL). The MSLof an
IC’s package is influenced by:
• chip area and size of the die-pad
• package body size
• package material properties
• moisture content of the package
• temperature and duration of the soldering process.
Determining MSL
We determine moisture sensitivity levels by testing
batches of each package according to a detailed
specification, which includes moisturizing and
infrared-reflowsoldering.Thissoldering method is used as
infrared radiation is readily absorbed by the black IC
packages and therefore is the most critical soldering
process when testing for the popcorn effect.
After moisturizing to predetermined levels, the packages
pass through an oven where they are first preheated, then
heated to a soldering temperature, and finally cooled. The
convection solder reflow requirements are given in
Table 1.
Although the profile has a low maximum temperature, the
packagesare exposed to 183 °Candabove for a relatively
long time. If this maximum temperature is higher than that
givenin Table 1, the effect ofsolderingwill be more severe
compared with the test on which the MSL ofthe specific IC
package is based. If, however, the package is soldered
well within its specified floor life limit (see Table 2), a
higher soldering temperature can be used as the
package’s moisture content will be much less.
Table 1 Convection solder reflow requirements
PROFILE PARAMETER REQUIREMENTS
Ramp-up rate (183 °C to peak) 3 K/s max.
Preheat temperature
(125 °C ± 25 °C)
Temperature maintained above
183 °C
Time within 5 °C of actual peak
temperature
Peak temperature range
Ramp down rate 6 K/s max.
Time from 25 °C to peak
temperature
Notes
1. Alltemperaturesrefertothe top side of thepackageas
measured on the centre of the plastic body surface.
2. Peak temperature requirements:
a) Packages with a thickness ≥ 2.5 mm and all BGA
packages: peak temp. 220 °C +5/ −0 °C.
b) Packages with a thickness < 2.5 mm and all with a
package volume ≥ 350mm3: peak temp. 220 °C
+5 /−0 °C.
c) Packages with a thickness < 2.5 mm and all with a
package volume < 350mm3: 235 °C +5/−0 °C.
(Packagevolume is defined asbody-height× width
× length, but excludes external leads and
non-integral heatsinks).
(2)
120 s max.
60 to 150 s
10 to 20 s
220 °C +5/−0 °C or
235 °C +5/−0 °C
6 minutes. max.
(1)
To reduce any moisture-related stresses within the
packages, they are first preheated to around 125 °C to
allow them to dry before they reach their maximum
temperature. The longer this preheating time, therefore,
thesmallerthe chance of packages being damagedduring
the high temperatures associated with soldering.
2000 May 11 7 - 3
Page 4

Philips Semiconductors IC packages
Packing methods Chapter 7
Table 2 Floor life versus moisture sensitivity levels
MSL CONDITIONS FLOOR LIFE
130°C / 90% RH unlimited
230°C / 60% RH 1 year
2a 30 °C / 60% RH 4 weeks
330°C / 60% RH 168 hours
430°C / 60% RH 72 hours
530°C / 60% RH 48 hours
5a 30 °C / 60% RH 24 hours
(2)
6
Notes
1. Packages that are not sensitive to moisture do not
require DRYPACK.
2. MSL 6 packages must be baked before use, after
which they have a 6-hour floor life.
No problems are associated with wave soldering as the
components are only exposed to high temperatures for a
short time.
AllPhilipstestcentresperform these MSL investigations to
the same rigorous specification, and classify the moisture
sensitivity of packages into levels ranging from 1 (not
sensitive to moisture) to 6 (very sensitive to moisture).
In addition, and as part of our Reliability Monitoring
Program,we conduct regular stress testsonourSMDs. As
part of these tests, the packages are exposed to a
simulated moisturizing and soldering run to reproduce a
typical production process, then they are checked both
visuallyand electronically for anysignsof deterioration. As
a result, we guarantee that if the packages are stored
correctly, IC reliability will not be affected after soldering.
Philips DRYPACK
The Philips DRYPACK is a laminated plastic packing that
prevents the moisture content of the IC plastic packages
rising above 0.1% by weight for up to one year. The
DRYPACK must be stored at normal room temperature
(between 10 °C and 30 °C), and in an atmosphere of less
than 60% relative humidity (RH).
30 °C / 60% RH 6 hours
(1)
The DRYPACK contains a desiccant and a humidity
indicator, used to monitor the moisture content when the
bag is opened.
Using ICs from a DRYPACK
Before using ICs from a DRYPACK, it's essential that the
humidity indicator is checked. If it shows that the RH has
remained below 20% (the colour of the 20% dot is blue),
the ICs are ready for use.
As soon as the ICs are removed for the DRYPACK,
however, they are immediately exposed to moisture in the
atmosphere. To prevent them absorbing excessive
moisture, they must be soldered onto the PCB within the
specified floor life period given in Table 2. These times are
related to the MSL of the package.
If the humidity indicator in a DRYPACK shows an RH of
more than 20% (the colour of the 20% dot has changed
from blue to pink), the DRYPACK has been damaged,
opened, or stored incorrectly. To prevent the popcorn
effect in such a situation, the ICs that were in the
DRYPACK must first be dried before soldering.
For example, the minimum drying time to reduce the
moisture content of an IC package from an initial level of
0.3% by weight to around 0.05% by weight, is given by:
Drying time (hours) = 5 × package thickness (mm) at a
drying temperature of 125 °C ± 5 °C.
Note:Hightemperaturesmaydeterioratesolderability.Itis
strongly recommended to dry at a maximum 125 °C ±
5 °C, and not to dry longer than required.
Resealing a DRYPACK
If some ICs from an opened DRYPACK are not used, the
desiccant and the humidity indicator should be reinserted
intotheDRYPACK and the DRYPACK resealed withinhalf
an hour after opening using commercially available
heat-sealing equipment
The time aresealed DRYPACK can be storeddepends on
thetime since it wasoriginally packed, and howlong it was
open before being resealed.
2000 May 11 7 - 4
Page 5
Philips Semiconductors IC packages
Packing methods Chapter 7
SURVEY OF IC PACKING METHODS
PACKAGE NAME
TUBE TAPE/REEL TRAY
BGA − XX
DBS X −−
DIP X −−
HBCC − XX
HBGA − XX
HDIP X −−
HLQFP − XX
HQFP − XX
HSOP X X −
HSQFP −−X
HTQFP − XX
HTSSOP X X −
LFBGA − XX
LQFP − XX
MSQFP −−X
PLCC X X −
PMFP − X −
QFP − XX
RBS X −−
SDIP X −−
SIL X −−
SMS X X −
SO X X −
SOJ X X −
SQFP −−X
SSOP X X −
TBS X −−
TFBGA − XX
TO − X −
TQFP − XX
TSSOP X X −
VSO X X −
CARRIER TYPE
2000 May 11 7 - 5
Page 6
Philips Semiconductors IC packages
Packing methods Chapter 7
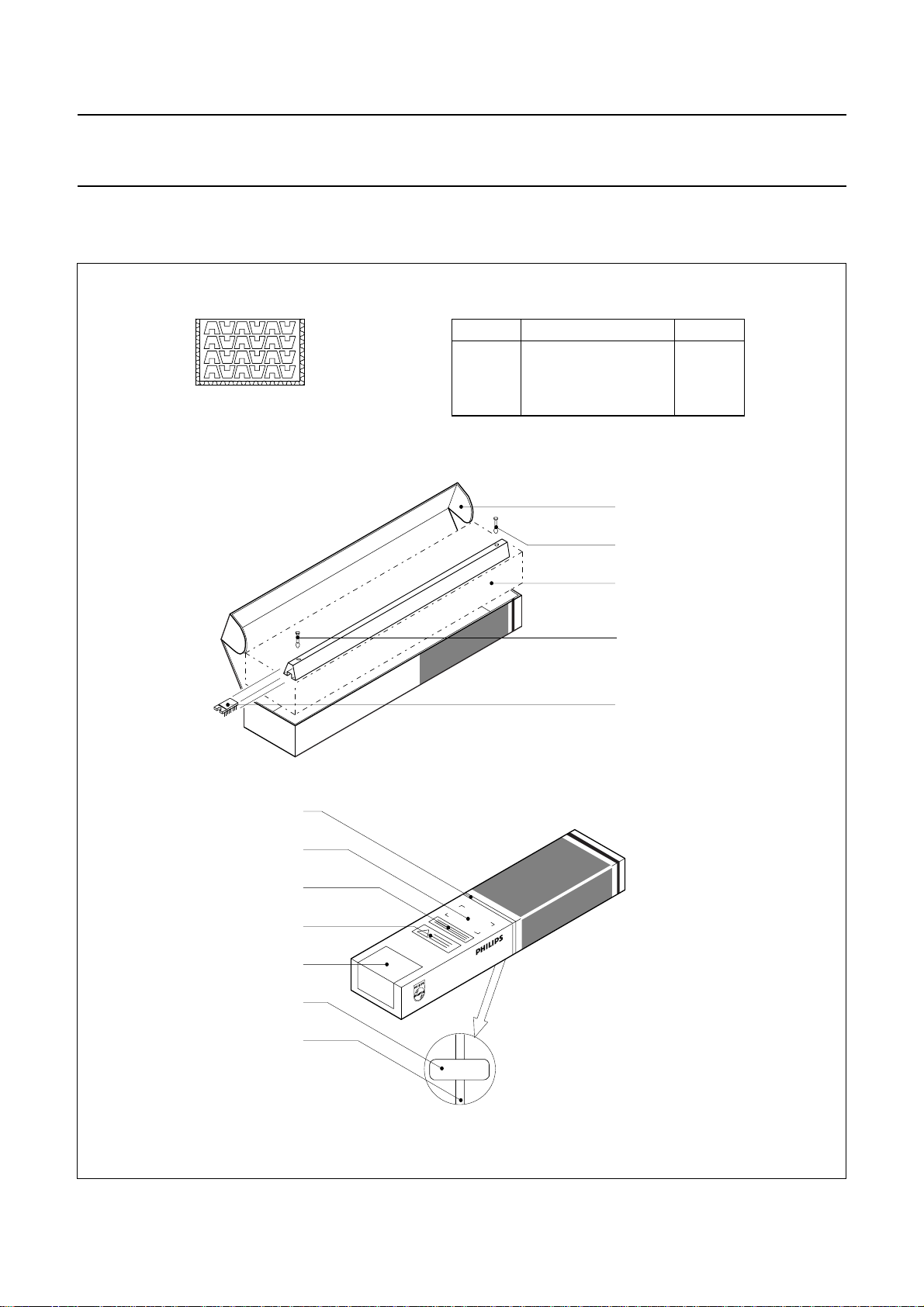
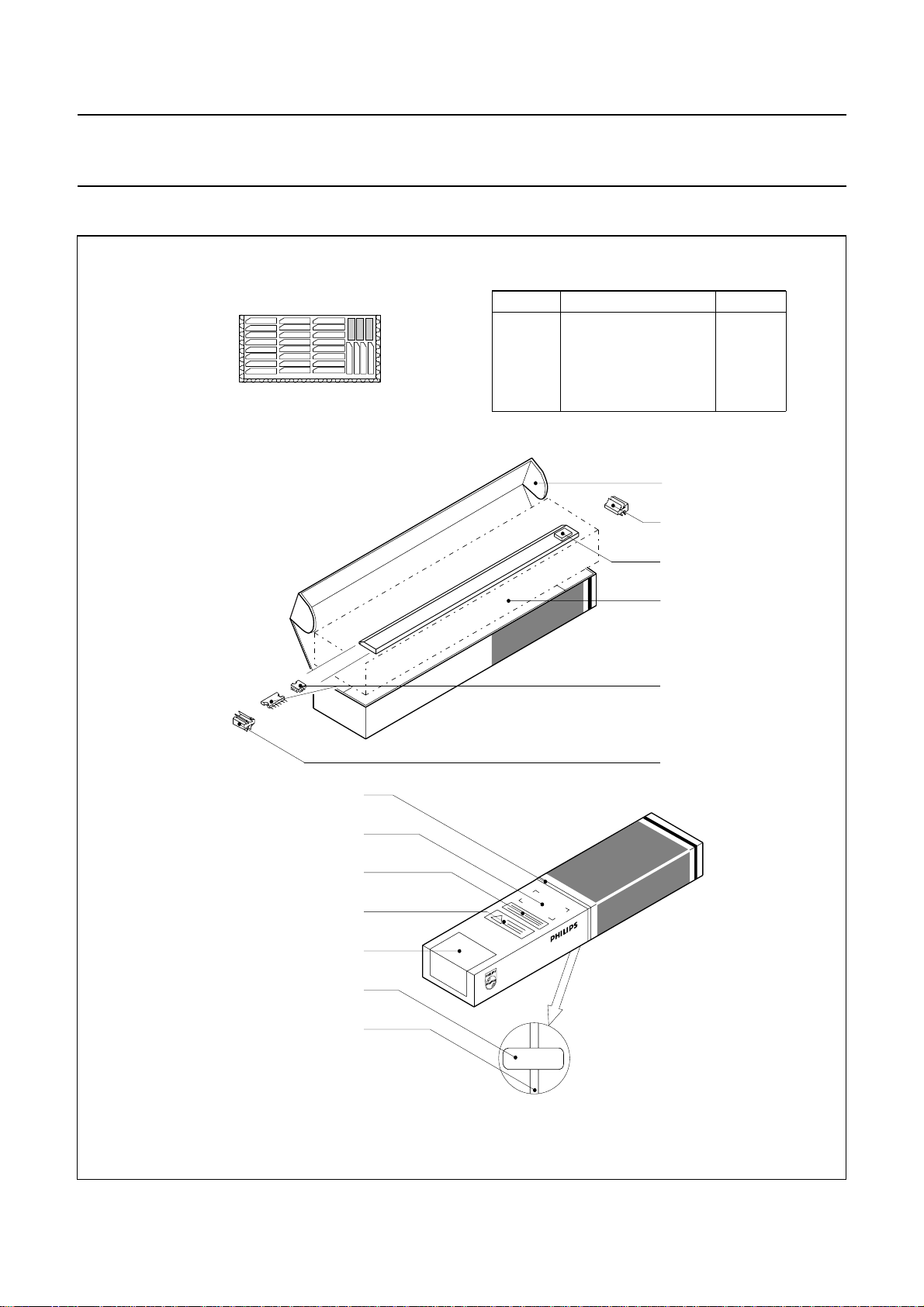
PACKING METHODS IN EXPLODED VIEW
Packing for DIP (tube/pin)
handbook, full pagewidth
Stacking method
Item
Box
Seal
Labels
Endstops
Tubes
Strap
Material
Cardboard carbon coated
Acrylate
Paper
Polyvinylchloride
Polyvinylchloride
Polypropylene
(1)
For DIP,row pitch 0.6"
Printed plano box
Endplug (white)
Stacked tubes
Endplug (green)
Product orientation in tube
(pin 1 towards this side,
this is label side of box)
Weight
145
0.2
1.65
5.6
840
0.7
(1)
(g)
Strap
Space for additional label
Preprinted Hyatt patent
Preprinted ESD warning
Barcode label
QA seal
Strap
Fig.1 Packing for DIP (tube/pin).
2000 May 11 7 - 6
MSC042
Page 7
Philips Semiconductors IC packages
Packing methods Chapter 7
Packing for PLCC/SIL (tube/plug)
handbook, full pagewidth
Stacking method
Item
Box
Seal
Labels
Endstops
Tubes
Strap
Foam
Foam
Material
Cardboard carbon coated
Acrylate
Paper
Polyvinylchloride soft
Polyvinylchloride
Polypropylene
Polyethylene
Ethylenevinylacetate
Printed plano box
Endplug (white)
Foam (optional)
Stacked tubes
Product orientation in tube
(Pin 1 towards this side,
this is label side of box)
Weight
145
0.2
1.65
115
1190
0.7
9
1
(1)
For PLCC84
(1)
(g)
Strap
Space for additional label
Preprinted Hyatt patent
Preprinted ESD warning
Barcode label
QA seal
Strap
Fig.2 Packing for PLCC/SIL (tube/plug).
2000 May 11 7 - 7
Endplug (green)
MSC043
Page 8
Philips Semiconductors IC packages
Packing methods Chapter 7
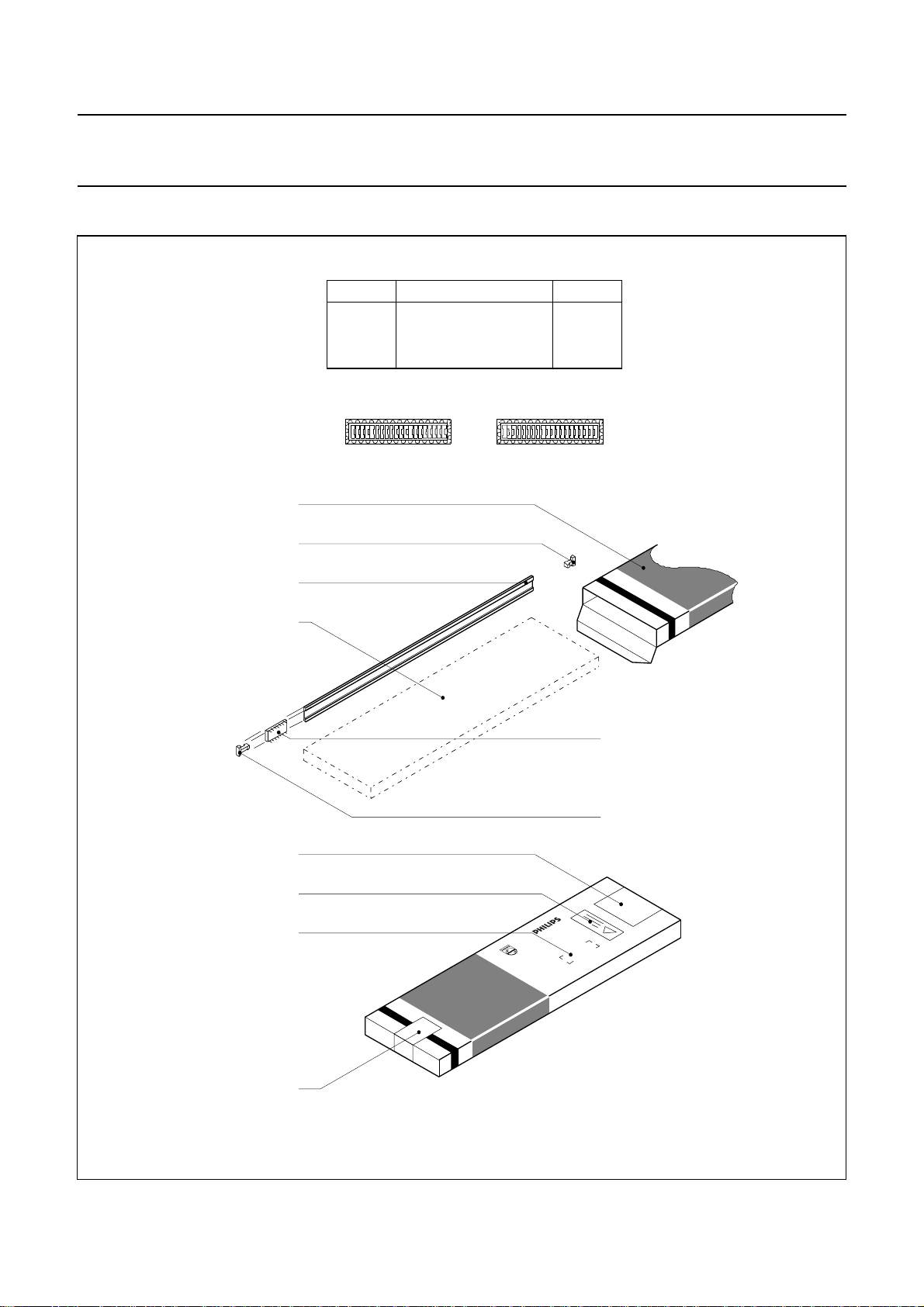
Packing for SO (tube/turnlock)
handbook, full pagewidth
Printed plano box
Turnlock (white)
Tube
Stacked tubes
Item
Box
Seal
Labels
Endstops
Tubes
Material
Cardboard carbon coated
Acrylate
Paper
Polyvinylchloride
Polyvinylchloride
(1)
For SO, row pitch 0.15"
or
Stacking method
Weight
61
0.2
1.65
4
164
(1)
(g)
Barcode label
Preprinted ESD warning
Space for additional label
QA seal
MSC044
Fig.3 Packing for SO (tube/turnlock).
Product orientation in tube
(pin 1 towards this side).
Turnlock (green)
2000 May 11 7 - 8
Page 9

Philips Semiconductors IC packages
Packing methods Chapter 7
Packing for SO/PLCC/QFP (tape/reel)
handbook, full pagewidth
Cover tape
Carrier tape
Tape
Barcode label
Guard band
Item
Box
Reel
Cover tape
Carrier tape
Seals
Tape
Labels
Material
Cardboard carbon coated
Polystyrene
Polyester
Polystyrene
Acrylate
Paper
(1)
For SO large 8/16 pins
Weight
165
310
10
73
0.2
0.15
1.77Paper
(1)
(g)
Reel assembly
Printed plano box
Space for additional label
Preprinted ESD warning
Barcode label
MSC046
Fig.4 Packing for SO/PLCC/QFP (tape/reel).
2000 May 11 7 - 9
Preprinted Hyatt patent
Printed plano box
QA seal
Page 10
Philips Semiconductors IC packages
Packing methods Chapter 7
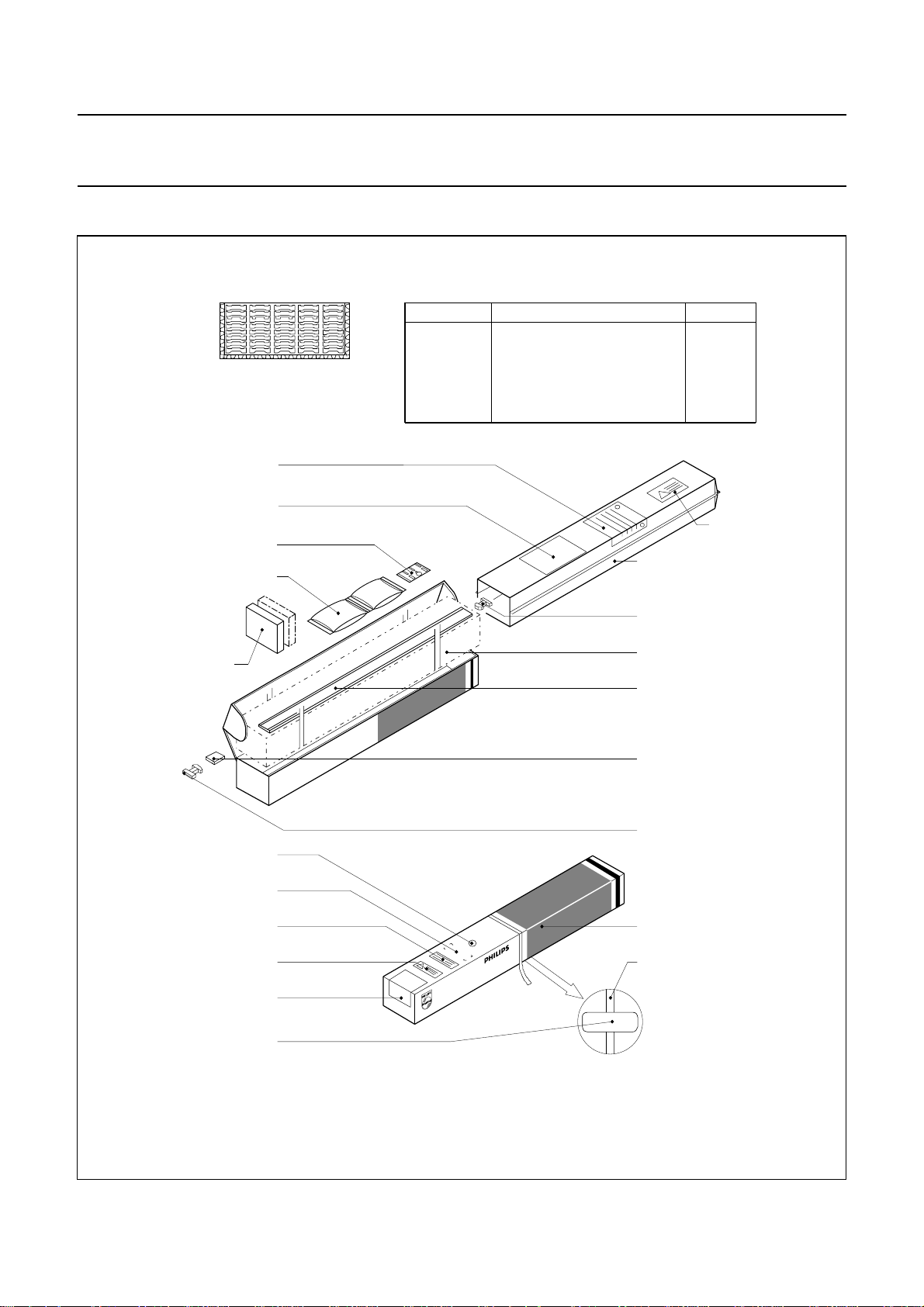
Drypack for tube-packing
handbook, full pagewidth
Moisture caution print
Relative humidity indicator
Barcode label
Fill up plate
material
Stacking method
Dry-agent
Item
Box
Tubes
Endstops
Bag
Strap
Foam
Labels
Dry-Agent
Rel. Hum. Ind.
Material
Cardboard
Polyvinylchloride
Polyvinylchloride
Aluminium/Polyethylene/Polyolefine
Polypropylene
Polyethylene
Paper
Amorphous Silicic Acid
Paper+CoCl
2
(1)
For SO large, row pitch 0.3"
Bag
Turnlock (white)
Stacked tubes
Tube
Weight
112
724
10
38
0.6
2
2.8
88
1.15
(1)
(g)
ESD print
Drypack ID sticker
Space for additional label
Preprinted Hyatt patent
Preprinted ESD warning
Barcode label
QA seal
Fig.5 Drypack for tube-packing.
2000 May 11 7 - 10
Product orientation in tube
(Pin 1 towards this side,
this is label side of box)
Turnlock (green)
Printed plano box
Strap
MSC045
Page 11
Philips Semiconductors IC packages
Packing methods Chapter 7
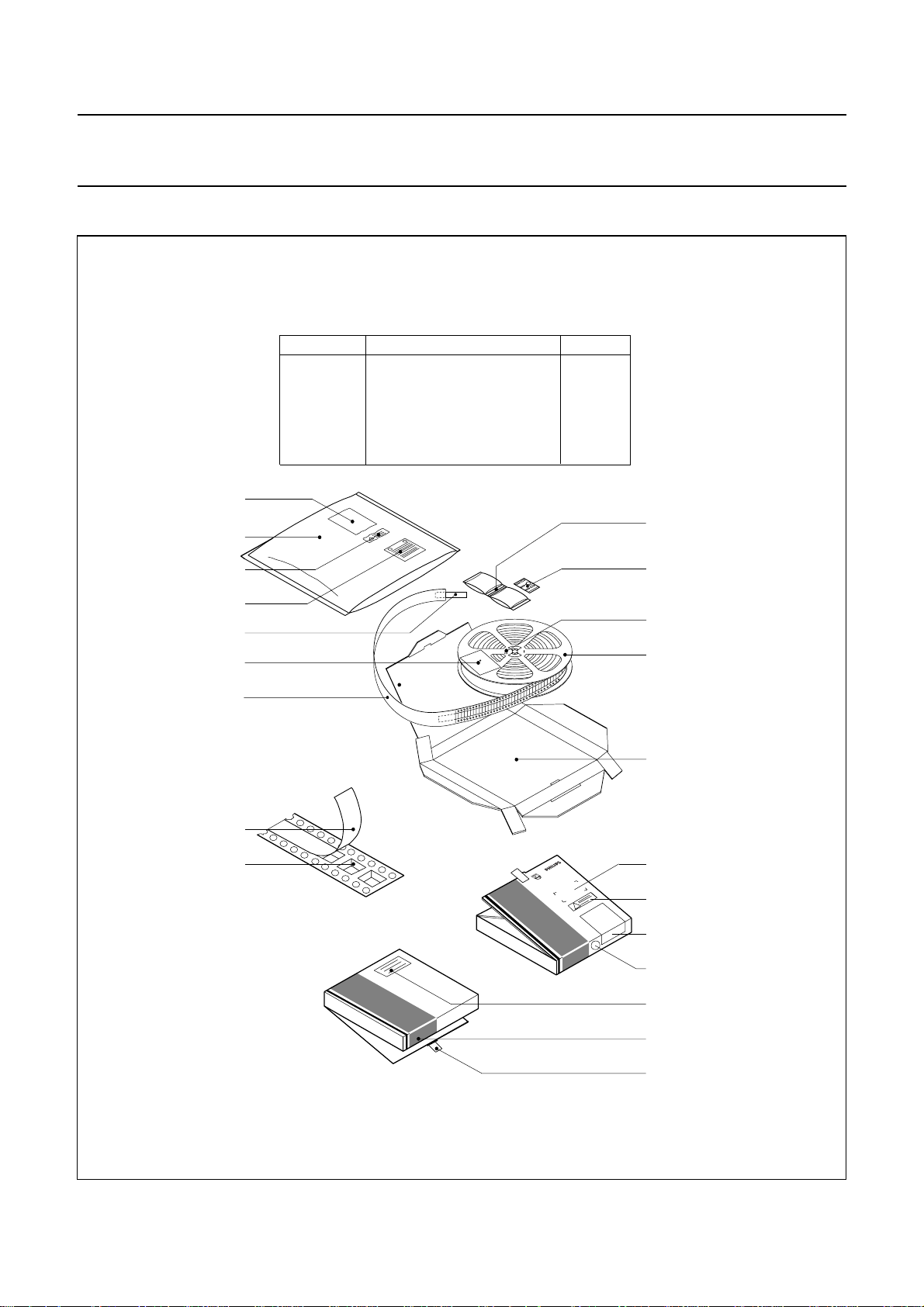
Drypack for tape/reel-packing
handbook, full pagewidth
Barcode label
Moisture caution
Barcode label
Bag
ESD print
print
Tape
Guard band
Item
Box
Reel
Cover tape
Carrier tape
Seals
Tape
Labels
Bag
Dry-Agent
Rel. Hum. Ind.
Material
Cardboard
Polystyrene
Polyester
Polystyrene
Acrylate
Paper
Paper
Aluminium/Polyethylene/Polyolefine
Amorphous Silicic Acid
Paper+CoCl
2
(1)
For TSSOP24, for example
Weight
203
288
16
177
0.2
0.15
3.66
94
88
1.15
(1)
(g)
Dry-agent
Relative humidity
indicator
ESD embossed
Reel assembly
Printed plano box
Cover tape
Carrier tape
MSC047
Fig.6 Drypack for tape/reel-packing.
2000 May 11 7 - 11
Space for additional
label
Preprinted ESD
warning
Barcode label
Drypack ID sticker
Preprinted Hyatt patent
Printed plano box
QA seal
Page 12

Philips Semiconductors IC packages
Packing methods Chapter 7
Drypack for tray-packing
handbook, full pagewidth
Moisture caution
ESD warning
print
Bag
Chamfer
Pin 1
Item
Box
Tray Bakeable
Seal
Strap
Labels
Bag
Dry-Agent
Rel. Hum. Ind.
Material
Cardboard
Polyethersulfone (PES)
Acrylate
Polypropylene
Paper
Aluminium/Polyether/Polyolefine
Amorphous Silicic Acid
Paper + CoCl
2
(1)
For QFP 14 × 20 mm body
Weight
113
654
0.15
2.2
2.55
47
88
1.15
(1)
(g)
Barcode label
Strap
Dry-agent
Relative humidity
indicator
Tray
Printed plano box
Product orientation
in tray
Chamfer
Pin 1
Preprinted ESD
warning
QA seal
Preprinted Hyatt
Patent
Fig.7 Drypack for tray-packing.
2000 May 11 7 - 12
Printed plano box
Space for additional
label
Barcode label
Drypack ID sticker
MSC048
Page 13

2000 May 11 7 - 13
PACKING QUANTITIES, BOX DIMENSIONS AND CARRIER SHAPES
Tube - through hole devices
Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
OUTER BOX
DIMENSIONS
L × W × H
(mm)
DBS9MPF SOT111 501 turnlock 22 34 748 530 × 136 × 65
SIL9MP SOT142 501 turnlock 22 34 748 530 × 136 × 65
SIL9MPF SOT110 501 turnlock 22 34 748 530 × 136 × 65
RBS9MPF SOT352 501 turnlock 22 42 924 530 × 136 × 65
DBS7P SOT524 501 turnlock 36 24 864 530 × 136 × 65
DBS9P SOT523 501 turnlock 36 24 864 530 × 136 × 65
CARRIER PROFILE
7.25
11.6
22
32.2
MBL176
5.2
15.4
± 0.2
MSC054
5.4
MSC055
5.1
11.7
28
Page 14

2000 May 11 7 - 14
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
OUTER BOX
DIMENSIONS
DBS9P SOT157 575 plug 23 24 552 595 × 137 × 68
SMS9P SOT354 575 plug 23 24 552 595 × 137 × 68
RDBS13P SOT462 575 plug 23 24 552 595 × 137 × 68
RDBS13P SOT528 575 plug 23 24 552 595 × 137 × 68
DBS13P SOT141 575 plug 23 24 552 595 × 137 × 68
TBS13 SOT578 575 plug 23 24 552 595 × 137 × 68
DBS17P SOT243 575 plug 23 24 552 595 × 137 × 68
DBS17P SOT475 575 plug 23 24 552 595 × 137 × 68
RDBS17P SOT577 575 plug 23 24 552 595 × 137 × 68
DBS23P SOT411 575 plug 18 24 432 595 × 137 × 68
DBS27P SOT521 575 plug 18 24 432 595 × 137 × 68
SIL9P SOT131 575 plug 23 24 552 595 × 137 × 68
SIL13P SOT193 575 plug 23 24 552 595 × 137 × 68
L × W × H
(mm)
CARRIER PROFILE
MSC064
8.5
33.2
14.6
6.7
Philips Semiconductors IC packages
Packing methods Chapter 7
12.2
DIP8 SOT97 501 pin 50 40 2000 532 × 142 × 63
12.25
36
8.4
15.25
MSC052
MSC051
Page 15

2000 May 11 7 - 15
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
OUTER BOX
DIMENSIONS
DIP14 SOT27 501 pin 25 40 1000 532 × 142 × 63
DIP16 SOT38-1 501 pin 22 40 880 532 × 142 × 63
DIP16 SOT38-4 501 pin 25 40 1000 532 × 142 × 63
DIP18 SOT102-1 501 pin 22 40 880 532 × 142 × 63
DIP18 SOT102-2 501 pin 20 40 800 532 × 142 × 63
DIP18 SOT102-4 501 pin 20 40 800 532 × 142 × 63
HDIP18 SOT398 501 pin 22 40 880 532 × 142 × 63
DIP20 SOT146 501 pin 18 40 720 532 × 142 × 63
DIP22 SOT116 501 pin 17 32 544 530 × 136 × 65
SDIP24 SOT234 501 pin 21 32 672 532 × 142 × 63
SDIP32 SOT232 501 pin 16 32 512 532 × 142 × 63
L × W × H
(mm)
Philips Semiconductors IC packages
Packing methods Chapter 7
CARRIER PROFILE
8.8
13.45
MSC058
15.25
11.0
13.5
DIP24 SOT101 501 pin 15 24 360 532 × 142 × 63
DIP24 SOT222 501 pin 15 40 600 532 × 142 × 63
DIP24 SOT248 501 pin 15 32 480 530 × 136 × 65
DIP28 SOT117 501 pin 13 24 312 532 × 142 × 63
DIP32 SOT201 501 pin 11 24 264 532 × 142 × 63
DIP40 SOT129 501 pin 9 24 216 532 × 142 × 63
SDIP42 SOT270 501 pin 12 24 288 532 × 142 × 63
DIP48 SOT240 501 pin 7 24 168 532 × 142 × 63
SDIP52 SOT247 501 pin 10 24 240 532 × 142 × 63
SDIP56 SOT400 501 pin 9 24 216 532 × 142 × 63
13.5
18.5
19.3
22.8
MSD502
MSC059
Page 16

2000 May 11 7 - 16
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
OUTER BOX
DIMENSIONS
SDIP64 SOT274 501 pin 8 20 160 532 × 142 × 63
L × W × H
(mm)
Philips Semiconductors IC packages
Packing methods Chapter 7
CARRIER PROFILE
22
12.8
DIP14 SOT27 575 pin 28 40 1120 595 × 137 × 68
DIP16 SOT38-1 575 pin 25 40 1000 595 × 137 × 68
DIP16 SOT38-4 575 pin 28 40 1120 595 × 137 × 68
DIP18 SOT102-1 575 pin 25 40 1000 595 × 137 × 68
HDIP18 SOT398 575 pin 25 40 1000 595 × 137 × 68
DIP20 SOT146 575 pin 20 40 800 595 × 137 × 68
DIP22 SOT116 575 pin 21 40 840 595 × 137 × 68
SDIP24 SOT234 575 pin 25 40 1000 595 × 137 × 68
DIP24 SOT101 575 pin 17 30 510 595 × 137 × 68
DIP28 SOT117 575 pin 15 30 450 595 × 137 × 68
DIP32 SOT201 575 pin 13 30 390 595 × 137 × 68
SDIP32 SOT232 575 pin 19 40 760 595 × 137 × 68
DIP40 SOT129 575 pin 10 30 300 595 × 137 × 68
SDIP42 SOT270 575 pin 14 30 420 595 × 137 × 68
SDIP52 SOT247 575 pin 11 30 330 595 × 137 × 68
13.5
13.5
13.45
26.8
8.8
15.25
11.0
18.5
19.3
22.8
MBL177
MSC058
MSD502
MSC059
Note
1. If only a package type code is given, the data supplied is applicable to all its outline versions.
Page 17

2000 May 11 7 - 17
M
Tube - surface mount devices
OUTER BOX DIMENSIONS
L × W × H
NON-DRYPACK
(mm)
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
SMS13P SOT517 575 plug 23 24 552 − 595 × 137 × 68
SO8 SOT96 515 turnlock 100 20 2000 525 × 83 × 15 528 × 101 × 23
SO14 SOT108 515 turnlock 57 20 1140 525 × 83 × 15 528 × 101 × 23
SO16 SOT109 515 turnlock 50 20 1000 525 × 83 × 15 528 × 101 × 23
SO8 SOT176 515 turnlock 64 40 2560 551 × 90 × 46 572 × 94 × 54
SO16 SOT162 515 turnlock 48 40 1920 551 × 90 × 46 572 × 94 × 54
SO20 SOT163 515 turnlock 38 40 1520 551 × 90 × 46 572 × 94 × 54
SO24 SOT137 515 turnlock 30 40 1200 551 × 90 × 46 572 × 94 × 54
SO28 SOT136 515 turnlock 27 40 1080 551 × 90 × 46 572 × 94 × 54
SO32 SOT287 515 turnlock 24 40 960 551 × 90 × 46 572 × 94 × 54
VSO40 SOT158 515 turnlock 31 40 1240 551 × 90 × 46 572 × 94 × 54
HSOP20 SOT397 515 turnlock 30 24 720 551 × 90 × 46 572 × 94 × 54
HSOP20 SOT418 515 turnlock 30 24 720 551 × 90 × 46 572 × 94 × 54
DRYPACK
(mm)
CARRIER PROFILE
(mm)
8.5
36
3.8
7.9
5.1
15.4
6.4
Philips Semiconductors IC packages
Packing methods Chapter 7
MSC056
MSC053
VSO56 SOT190 495 turnlock 22 28 616 551 × 90 × 46 572 × 94 × 54
5.55
19.5
21.5
MBL178
MSC060
Page 18

2000 May 11 7 - 18
OUTER BOX DIMENSIONS
L × W × H
NON-DRYPACK
(mm)
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
SSOP16 SOT369 511 turnlock 93 18 1674 525 × 83 × 20 530 × 103 × 29
SSOP20 SOT266 511 turnlock 75 18 1350 525 × 83 × 20 530 × 103 × 29
SSOP14 SOT337 508 turnlock 78 14 1092 525 × 83 × 20 530 × 103 × 29
SSOP16 SOT338 508 turnlock 78 14 1092 525 × 83 × 20 530 × 103 × 29
SSOP20 SOT339 508 turnlock 66 14 924 525 × 83 × 20 530 × 103 × 29
SSOP24 SOT340 508 turnlock 59 14 826 525 × 83 × 20 530 × 103 × 29
SSOP28 SOT341 508 turnlock 47 14 658 525 × 83 × 20 530 × 103 × 29
SSOP16 SOT519 515 turnlock 100 20 2000 525 × 83 × 15 530 × 101 × 23
SSOP24 SOT556 515 turnlock 57 20 1140 525 × 83 × 15 530 × 101 × 23
SSOP48 SOT370 515 turnlock 31 51 1581 551 × 90 × 46 572 × 94 × 54
SSOP56 SOT371 515 turnlock 26 51 1326 551 × 90 × 46 572 × 94 × 54
DRYPACK
(mm)
CARRIER PROFILE
(mm)
3.45
8.8
MSC049
4.0
MSD504
10.6
3.8
MSC056
7.9
5.0
MSC562
13.7
Philips Semiconductors IC packages
Packing methods Chapter 7
TSSOP14 SOT402 510 plug 96 25 2400 525 × 83 × 15 528 × 101 × 23
TSSOP16 SOT403 510 plug 96 25 2400 525 × 83 × 15 528 × 101 × 23
TSSOP20 SOT360 510 plug 75 25 1875 525 × 83 × 15 528 × 101 × 23
HTSSOP20 SOT527 510 plug 75 25 1875 525 × 83 × 15 528 × 101 × 23
TSSOP24 SOT355 510 plug 63 25 1575 525 × 83 × 15 528 × 101 × 23
TSSOP28 SOT361 510 plug 51 25 1275 525 × 83 × 15 528 × 101 × 23
TSSOP30 SOT607 510 plug 63 25 1575 525 × 83 × 15 528 × 101 × 23
TSSOP38 SOT510 510 plug 51 25 1275 525 × 83 × 15 528 × 101 × 23
3.05
7.83
MSC563
Page 19

2000 May 11 7 - 19
C
OUTER BOX DIMENSIONS
L × W × H
NON-DRYPACK
(mm)
PACKAGE
NAME
PHILIPS
PACKAGE
TYPE/OUTLINE
(1)
CODE
CARRIER
LENGTH
(mm)
END
STOP
SPQ
CARRIERS
PER BOX
PQ
TSSOP32 SOT487 510 plug 44 25 1100 525 × 83 × 15 528 × 101 × 23
HTSSOP32 SOT549 510 plug 44 25 1100 525 × 83 × 15 528 × 101 × 23
TSSOP48 SOT362 510 plug 39 25 975 525 × 83 × 15 528 × 101 × 23
TSSOP56 SOT364 510 plug 35 25 875 525 × 83 × 15 528 × 101 × 23
PLCC28 SOT261 491 plug 34 64 2176 530 × 136 × 65 554 × 136 × 81
PLCC44 SOT187 491 plug 26 50 1300 530 × 136 × 65 554 × 136 × 81
PLCC44 SOT187 491 plug 26 48 1248 530 × 136 × 65 554 × 136 × 81
DRYPACK
(mm)
CARRIER PROFILE
(mm)
3.05
9.58
MSC564
7.1
MSC062
15
7.1
Philips Semiconductors IC packages
Packing methods Chapter 7
PLCC52 SOT238 491 plug 23 44 1012 − 554 × 136 × 81
PLCC68 SOT188 491 plug 18 36 648 530 × 136 × 65 554 × 136 × 81
PLCC84 SOT189 491 plug 15 28 420 530 × 136 × 65 554 × 136 × 81
Note
1. If only a package type code is given, the data supplied is applicable to all its outline versions.
7.1
7.1
20.1
22.6
7.1
27.7
32.8
MSD503
MBL175
MSC057
MS
Page 20

Philips Semiconductors IC packages
Packing methods Chapter 7
Tape and reel - surface mount devices
PACKAGE
NAME
PHILIPS PACKAGE
TYPE/OUTLINE CODE
)
DIMENSIONS
(1
CARRIER
D × W
(mm)
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
HBCC
HBCC24 SOT564 330 × 12 3500 341 × 338 × 30 341 × 338 × 39
HBCC32 SOT560 330 × 12 3500 341 × 338 × 30 341 × 338 × 39
LFBGA
LFBGA56 SOT516 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
LFBGA64 SOT534 330 × 16 t.b.d. 341 × 338 × 30 341 × 338 × 39
LFBGA84 SOT518 330 × 16 t.b.d. 341 × 338 × 30 341 × 338 × 39
LFBGA96 SOT536 330 × 24 3500 341 × 338 × 39 341 × 338 × 49
LFBGA114 SOT537 330 × 24 3500 341 × 338 × 39 341 × 338 × 49
LFBGA156 SOT472 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
TFBGA
TFBGA56 SOT542 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TFBGA64 SOT543 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TFBGA80 SOT557 330 × 16 t.b.d. 341 × 338 × 30 341 × 338 × 39
PLCC
PLCC28 SOT261 180 × 24 300 191 × 188 × 39 209 × 206 × 48
PLCC28 SOT261 330 × 24 750 341 × 338 × 39 341 × 338 × 49
PLCC44 SOT187 330 × 32 500 341 × 338 × 49 341 × 338 × 68
PLCC52 SOT238 330 × 32 500 341 × 338 × 49 341 × 338 × 61
PLCC68 SOT188 330 × 44 250 341 × 338 × 61 341 × 338 × 68
PLCC84 SOT189 330 × 44 250 341 × 338 × 61 341 × 338 × 68
PMFP
PMFP8 SOT144 180 × 8 (2 reels) 10000 185 × 185 × 32 −
QFP
QFP44 SOT307 330 × 24 1500 341 × 338 × 39 341 × 338 × 49
QFP44 SOT205 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
QFP52 SOT379 330 × 24 600 n.a. 341 × 338 × 49
QFP64 SOT319 330 × 44 500 341 × 338 × 61 341 × 338 × 68
QFP64 SOT393 330 × 32 600 341 × 338 × 49 341 × 338 × 61
QFP80 SOT310 330 × 44 500 341 × 338 × 61 341 × 338 × 68
QFP80 SOT318 330 × 44 500 341 × 338 × 61 341 × 338 × 68
QFP80 SOT496 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
QFP100 SOT317 330 × 44 500 341 × 338 × 61 341 × 338 × 68
QFP100 SOT382 330 × 44 500 341 × 338 × 61 341 × 338 × 68
2000 May 11 7 - 20
Page 21

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
PHILIPS PACKAGE
TYPE/OUTLINE CODE
)
DIMENSIONS
(1
CARRIER
D × W
(mm)
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
LQFP
LQFP32 SOT358 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
LQFP32 SOT401 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
LQFP44 SOT389 330 × 24 1500 341 × 338 × 39 341 × 338 × 49
LQFP48 SOT313 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
LQFP64 SOT314 330 × 24 1500 341 × 338 × 39 341 × 338 × 49
LQFP64 SOT414 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
LQFP80 SOT315 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
LQFP100 SOT407 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
LQFP128 SOT420 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
LQFP144 SOT486 330 × 44 1750 341 × 338 × 61 341 × 338 × 68
HLQFP
HLQFP100 SOT470 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
TQFP
TQFP44 SOT376 330 × 24 1500 341 × 338 × 39 341 × 338 × 49
TQFP80 SOT375 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
HTQFP
HTQFP32 SOT547 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
HTQFP48 SOT545 330 × 16 2500 341 × 338 × 39 341 × 338 × 49
HTQFP80 SOT513 330 × 24 t.b.d. 341 × 338 × 39 341 × 338 × 49
SMS (SIL power)
SMS13P SOT517 330 × 44 500 − 341 × 338 × 68
SO
SO4 SOT223 330 × 12 4000 341 × 338 × 26 341 × 338 × 39
SO8 SOT96 180 × 12 1000 191 × 188 × 26 209 × 206 × 36
SO8 SOT96 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
SO8 SOT176 180 × 16 500 191 × 188 × 30 209 × 206 × 40
SO8 SOT176 330 × 16 1000 341 × 338 × 30 341 × 338 × 39
SO14 SOT108 180 × 16 1000 191 × 188 × 30 209 × 206 × 40
SO14 SOT108 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
SO16 SOT109 180 × 16 1000 191 × 188 × 30 209 × 206 × 40
SO16 SOT109 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
SO16 SOT162 180 × 16 500 191 × 188 × 30 209 × 206 × 40
SO16 SOT162 330 × 16 1000 341 × 338 × 30 341 × 338 × 39
SO20 SOT163 180 × 24 500 191 × 188 × 39 209 × 206 × 48
SO20 SOT163 330 × 24 2000 341 × 338 × 39 341 × 338 × 49
SO24 SOT137 180 × 24 500 191 × 188 × 39 209 × 206 × 48
2000 May 11 7 - 21
Page 22

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
PHILIPS PACKAGE
TYPE/OUTLINE CODE
)
DIMENSIONS
(1
CARRIER
D × W
(mm)
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
SO24 SOT137 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
SO28 SOT136 180 × 24 500 191 × 188 × 39 209 × 206 × 48
SO28 SOT136 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
SO32 SOT287 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
SOJ
SOJ40 SOT449 330 × 44 750 − 341 × 338 × 68
VSO
VSO40 SOT158 180 × 24 300 191 × 188 × 39 209 × 206 × 48
VSO40 SOT158 330 × 24 500 341 × 338 × 39 341 × 338 × 49
VSO56 SOT190 330 × 32 500 341 × 338 × 49 341 × 338 × 61
SSOP
SSOP14 SOT337 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
SSOP16 SOT338 330 × 16 2000 341 × 338 × 30 341 × 338 × 39
SSOP16 SOT369/SOT519 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
SSOP20 SOT266 180 × 16 1000 191 × 188 × 30 209 × 206 × 40
SSOP20 SOT266 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
SSOP20 SOT339 330 × 16 1000 341 × 338 × 30 341 × 338 × 39
SSOP24 SOT340 330 × 16 1000 341 × 338 × 30 341 × 338 × 39
SSOP24 SOT556 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
SSOP28 SOT341 330 × 24 1000 341 × 338 × 39 341 × 338 × 49
SSOP36 SOT378 330 × 24 1000 − 341 × 338 × 49
SSOP48 SOT370 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
SSOP56 SOT371 330 × 32 1000 341 × 338 × 49 341 × 338 × 61
HSSOP
HSSOP20 SOT397/SOT418 330 × 24 500 341 × 338 × 39 341 × 338 × 49
TSSOP
TSSOP8 SOT505 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TSSOP10 SOT552 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TSSOP14 SOT402 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TSSOP16 SOT403 330 × 12 2500 341 × 338 × 26 341 × 338 × 39
TSSOP20 SOT360 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
TSSOP24 SOT355 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
TSSOP28 SOT361 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
TSSOP30 SOT607 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
TSSOP32 SOT487 330 × 24 2000 341 × 338 × 39 341 × 338 × 49
TSSOP48 SOT362 330 × 24 2000 341 × 338 × 39 341 × 338 × 49
TSSOP56 SOT364 330 × 24 2000 341 × 338 × 39 341 × 338 × 49
2000 May 11 7 - 22
Page 23

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
HTSSOP
HTSSOP20 SOT527 330 × 16 2500 341 × 338 × 30 341 × 338 × 39
HTSSOP32 SOT549 330 × 24 2000 341 × 338 × 39 341 × 338 × 49
TO
TO-92 SOT465 Ammo pack 2000 341 × 260 × 30 −
Note
1. If only a package type code is given, the data supplied is applicable to all its outline versions.
PHILIPS PACKAGE
TYPE/OUTLINE CODE
)
(1
CARRIER
DIMENSIONS
D × W
(mm)
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
2000 May 11 7 - 23
Page 24

Philips Semiconductors IC packages
Packing methods Chapter 7
Carrier tape dimensions - surface mount devices
PACKAGE
NAME
HBCC
HBCC24 SOT564 4.4 4.4 1.1 8 12 A
HBCC32 SOT560 5.4 5.4 1.1 8 12 A
BGA
BGA156 SOT472 15.3 15.3 2.2 20 24 A
LFBGA
LFBGA56 SOT516 6.5 6.5 1.7 8 12 A
LFBGA64 SOT534 t.b.d. t.b.d. t.b.d. 12 16 A
LFBGA84 SOT518 7.3 7.3 2.3 12 16 A
LFBGA96 SOT536 5.9 13.9 2.2 8 24 A
LFBGA114 SOT537 5.9 16.4 2.2 8 24 A
TFBGA
TFBGA56 SOT542 6.5 6.5 1.7 8 12 A
TFBGA64 SOT543 6.5 6.5 1.7 8 12 A
TFBGA80 SOT557 7.3 7.3 2.3 12 16 A
PLCC
PLCC28 SOT261 13.0 13.0 4.9 16 24 A
PLCC44 SOT187 18.0 18.0 5.7 24 32 B
PLCC52 SOT238 20.5 20.5 5.3 24 32 B
PLCC68 SOT188 25.6 25.6 5.8 32 44 B
PLCC84 SOT189 30.7 30.7 5.8 36 44 B
PMFP
PMFP8 SOT144 specific taping
QFP
QFP44 SOT307 13.1 13.1 2.8 24 24 A
QFP52 SOT379 14.2 14.2 2.8 24 24 A
QFP44 SOT205 19.2 19.2 3.0 24 32 B
QFP64 SOT319 19.0 25.0 3.7 32 44 B
QFP64 SOT393 18.0 18.0 3.6 24 32 B
QFP80 SOT310 19.0 25.0 3.7 32 44 B
QFP80 SOT318 19.0 25.0 3.7 32 44 B
QFP80 SOT496 19.2 19.2 3.0 24 32 B
QFP100 SOT317 19.0 25.0 3.7 32 44 B
QFP100 SOT382 19.0 25.0 3.7 32 44 B
LQFP
LQFP32 SOT358 9.6 9.6 2.2 12 16 A
LQFP32 SOT401 7.4 7.4 1.75 12 16 A
PHILIPS PACKAGE
TYPE/OUTLINE CODE
(1)
A0 B0 K0 P1 W TYPE
CARRIER TAPE DIMENSIONS IN mm (see Fig.8)
2000 May 11 7 - 24
Page 25

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
LQFP44 SOT389 12.35 12.35 2.2 16 24 A
LQFP48 SOT313 9.6 9.6 2.2 12 16 A
LQFP64 SOT314 12.35 12.35 2.2 16 24 A
LQFP64 SOT414 9.6 9.6 2.2 12 16 A
LQFP80 SOT315 14.4 14.4 2.1 20 24 A
LQFP100 SOT407 16.5 16.5 1.9 20 24 A
LQFP128 SOT420 16.5 16.5 1.9 20 24 A
LQFP144 SOT486 22.6 22.6 2.15 32 44 B
HLQFP
HLQFP100 SOT470 16.5 16.5 1.9 20 24 A
TQFP
TQFP44 SOT376 12.35 12.35 1.85 16 24 A
TQFP48 SOT545 9.3 9.3 1.8 12 26 A
TQFP80 SOT375 14.4 14.4 2.1 20 24 A
SMS (SIL power)
SMS13P SOT517 20.0 24.5 5.2 24 44 B
SO
SO4 SOT223 7.0 7.4 1.9 8 12 A
SO8 SOT96 6.65 5.4 1.8 8 12 A
SO8 SOT176 10.5 8.0 3.0 12 16 A
SO14 SOT108 6.65 9.65 1.8 8 16 A
SO16 SOT109 6.65 10.45 1.8 8 16 A
SO16 SOT162 11.1 10.95 2.7 12 16 A
SO20 SOT163 11.1 13.5 2.7 12 24 A
SO24 SOT137 11.1 16.1 2.7 12 24 A
SO28 SOT136 11.1 18.5 2.7 12 24 A
SO32 SOT287 10.9 21.2 3.1 16 32 B
SOJ
SOJ40 SOT449 11.6 26.55 4.4 16 44 B
VSO
VSO40 SOT158 12.8 16.3 3.0 16 24 A
VSO56 SOT190 16.0 22.3 3.15 20 32 B
SSOP
SSOP14 SOT337 8.2 6.6 2.5 12 16 A
SSOP16 SOT338 8.2 6.6 2.5 12 16 A
SSOP16 SOT369 6.9 5.4 2.0 8 12 A
SSOP20 SOT266 7.1 7.2 2.0 12 16 A
SSOP20 SOT339 8.2 7.5 2.5 12 16 A
PHILIPS PACKAGE
TYPE/OUTLINE CODE
(1)
A0 B0 K0 P1 W TYPE
CARRIER TAPE DIMENSIONS IN mm (see Fig.8)
2000 May 11 7 - 25
Page 26

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
SSOP24 SOT340 8.2 8.8 2.5 12 16 A
SSOP24 SOT556 6.65 9.65 1.8 8 16 A
SSOP28 SOT341 8.4 10.9 2.4 12 24 A
SSOP36 SOT378 11.1 16.1 2.7 12 24 A
SSOP48 SOT370 12.0 16.2 3.2 16 32 B
SSOP56 SOT371 12.0 18.7 3.2 16 32 B
HSSOP
HSSOP20 SOT397 14.7 16.4 4.0 20 32 B
HSSOP20 SOT418 14.7 16.4 4.0 20 32 B
TSSOP
TSSOP8 SOT505 5.2 3.3 1.6 8 12 A
TSSOP10 SOT552 5.2 3.3 1.6 8 12 A
TSSOP14 SOT402 6.95 5.6 1.6 8 12 A
TSSOP16 SOT403 6.95 5.6 1.6 8 12 A
TSSOP20 SOT360 6.95 7.1 1.6 8 16 A
TSSOP24 SOT355 6.95 8.3 1.6 8 16 A
TSSOP28 SOT361 6.8 10.2 1.6 8 16 A
TSSOP30 SOT607 6.95 8.3 1.6 8 16 A
TSSOP32 SOT487 8.6 11.5 1.5 12 24 A
TSSOP48 SOT362 8.35 13.0 1.6 16 24 A
TSSOP56 SOT364 8.6 14.5 1.8 12 24 A
HTSSOP
HTSSOP20 SOT527 6.95 7.1 1.6 8 16 A
HTSSOP32 SOT549 8.6 11.5 1.5 12 24 A
PHILIPS PACKAGE
TYPE/OUTLINE CODE
(1)
A0 B0 K0 P1 W TYPE
CARRIER TAPE DIMENSIONS IN mm (see Fig.8)
Note
1. If only a package type code is given, the data supplied is applicable to all its outline versions.
2000 May 11 7 - 26
Page 27

Philips Semiconductors IC packages
Packing methods Chapter 7
handbook, full pagewidth
W
B0
W
elongated
sprocked hole
4
B0
P1
Type A
4
Type B
A0
direction of feed
A0
P1
direction of feed
K0
Fig.8 Carrier tape (dimensions in mm).
K0
MLC338
handbook, full pagewidth
pin 1
SO4
pin 1
pin 1
1
SO SOPLCC QFP QFP
3
enlongated
BGA
bare die
pin 1 in quadrant 1circular
pin 1
2
4
direction of feed
Fig.9 Product orientation in tape.
2000 May 11 7 - 27
product orientation ONLY for turned
products with 12NC ending 128
pin 1
pin 1
MBL180
Page 28

Philips Semiconductors IC packages
Packing methods Chapter 7
JEDEC tray dimensions - surface mount devices (see Fig.10)
BODY SIZE
(mm)
POCKETS COLUMNS ROWS
COLUMN DIMENSIONS (mm) ROW DIMENSIONS (mm)
C
m
C
s
R
m
R
s
QFP trays
40 × 40 12 2 6 77.46 29.22 50.56 31.10
32 × 32 24 3 8 41.38 26.57 37.82 25.13
28 × 28 24 3 8 37.02 30.93 37.02 27.93
24 × 24 40 4 10 31.50 20.70 30.40 20.70
20 × 20 60 5 12 25.20 17.55 25.40 17.80
14 × 20 66 6 11 21.00 15.45 27.00 22.50
14 × 20 72 6 12 21.00 15.45 25.40 17.80
14 × 14 84 6 14 21.00 15.45 21.50 17.75
14 × 14 90 6 15 21.00 15.45 20.30 15.40
12 × 12 119 7 17 18.00 13.95 17.90 14.30
10 × 10 96 6 16 19.86 18.30 18.70 17.25
10 × 10 160 8 20 15.70 13.00 15.20 13.10
7 × 7 250 10 25 12.60 11.25 12.60 11.10
5 × 5 360 12 30 10.50 10.20 10.10 11.05
BGA trays
35 × 35 24 3 8 38.00 29.95 38.00 29.95
27 × 27 40 4 10 29.20 24.15 29.20 26.10
16 × 16 84 6 14 21.40 14.45 22.00 14.50
15 × 15 126 7 18 17.20 16.35 17.20 11.30
10 × 10 184 8 23 13.15 21.92 12.40 21.10
5.5 × 16 240 15 16 t.b.d. t.b.d. t.b.d. t.b.d.
5.5 × 13.5 285 15 19 t.b.d. t.b.d. t.b.d. t.b.d.
8 × 8 348 12 29 t.b.d. t.b.d. t.b.d. t.b.d.
7 × 7 416 13 32 9.40 11.55 9.40 11.80
6 × 6 429 13 33 8.75 15.45 8.85 15.90
5.5 × 5.5 570 15 38 t.b.d. t.b.d. t.b.d. t.b.d.
5 × 5 640 16 40 t.b.d. t.b.d. t.b.d. t.b.d.
4 × 4 810 18 45 6.50 12.70 6.50 14.50
2000 May 11 7 - 28
Page 29

Philips Semiconductors IC packages
Packing methods Chapter 7
handbook, full pagewidth
C
C
6.35
322.6
315
m
s
R
s
R
m
135.9
MLC339
Fig.10 Tray (dimensions in mm).
2000 May 11 7 - 29
Page 30

Philips Semiconductors IC packages
Packing methods Chapter 7
Trays - surface mount devices
PACKAGE
NAME
BGA156 SOT472 15 × 15 mm 1 126 325 × 145 × 22 352 × 183 × 27
BGA256 SOT466 27 × 27 mm 1 40 325 × 145 × 22 352 × 183 × 27
BGA256 SOT471 27 × 27 mm 1 40 325 × 145 × 22 352 × 183 × 27
BGA292 SOT489 27 × 27 mm 1 40 325 × 145 × 22 352 × 183 × 27
BGA304 SOT550 35 × 35 mm 1 24 325 × 145 × 22 352 × 183 × 27
BGA316 SOT531 35 × 35 mm 1 24 325 × 145 × 22 352 × 183 × 27
BGA388 SOT532 35 × 35 mm 1 24 325 × 145 × 22 352 × 183 × 27
BGA492 SOT514 35 × 35 mm 1 24 325 × 145 × 22 352 × 183 × 27
HBCC24 SOT564 4 × 4 mm 1 810 325 × 145 × 22 352 × 183 × 27
HBCC32 SOT560 5 × 5 mm 1 640 325 × 145 × 22 352 × 183 × 27
HBCC292 SOT553 27 × 27 mm 1 40 325 × 145 × 22 352 × 183 × 27
HBCC352 SOT546 35 × 35 mm 1 24 325 × 145 × 22 352 × 183 × 27
HLQFP100 SOT470 14 × 14 mm 1 90 325 × 145 × 22 352 × 183 × 27
HSQFP208 SOT431 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
HSQFP240 SOT464 32 × 32 mm 1 24 325 × 145 × 22 352 × 183 × 27
HTQFP32 SOT547 5 × 5 mm 1 360 325 × 145 × 22 352 × 183 × 27
HTQFP48 SOT545 7 × 7 mm 1 250 325 × 145 × 22 352 × 183 × 27
HTQFP80 SOT513 14 × 14 mm 1 90 325 × 145 × 22 352 × 183 × 27
LFBGA56 SOT516 6 × 6 mm 1 429 325 × 145 × 22 352 × 183 × 27
PHILIPSPACKAGE
TYPE/OUTLINE
CODE
(1)
PACKAGE
BODY
CARRIERS
PER BOX
5 630 348 × 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 4050 348× 148 × 47 356 × 161 × 56
5 3200 348× 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 450 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 1800 348× 148 × 47 356 × 161 × 56
5 1250 348× 148 × 47 356 × 161 × 56
5 450 348 × 148 × 47 356 × 161 × 56
5 2145 348× 148 × 47 356 × 161 × 56
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
2000 May 11 7 - 30
Page 31

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
LFBGA64 SOT534 8 × 8 mm 1 348 325 × 145 × 22 352 × 183 × 27
LFBGA84 SOT518 7 × 7 mm 1 416 325 × 145 × 22 352 × 183 × 27
LFBGA96 SOT536 5.5 × 13.5 mm 1 285 325 × 145 × 22 352 × 183 × 27
LFBGA114 SOT537 5.5 × 16 mm 1 240 325 × 145 × 22 352 × 183 × 27
LFBGA324 SOT571 16 × 16 mm 1 84 325 × 145 × 22 352 × 183 × 27
LQFP32 SOT358 7 × 7 mm 1 250 325 × 145 × 22 352 × 183 × 27
LQFP32 SOT401 5 × 5 mm 1 360 325 × 145 × 22 352 × 183 × 27
LQFP44 SOT389 10 × 10 mm 1 160 325 × 145 × 22 352 × 183 × 27
LQFP48 SOT313 7 × 7 mm 1 250 325 × 145 × 22 352 × 183 × 27
LQFP64 SOT314 10 × 10 mm 1 160 325 × 145 × 22 352 × 183 × 27
LQFP64 SOT414 7 × 7 mm 1 250 325 × 145 × 22 352 × 183 × 27
LQFP80 SOT315 12 × 12 mm 1 119 325 × 145 × 22 352 × 183 × 27
LQFP100 SOT407 14 × 14 mm 1 90 325 × 145 × 22 352 × 183 × 27
LQFP128 SOT420 14 × 14 mm 1 90 325 × 145 × 22 352 × 183 × 27
LQFP128 SOT425 14 × 20 mm 1 72 325 × 145 × 22 352 × 183 × 27
LQFP144 SOT486 20 × 20 mm 1 60 325 × 145 × 22 352 × 183 × 27
LQFP160 SOT435 24 × 24 mm 1 40 325 × 145 × 22 352 × 183 × 27
LQFP176 SOT506 24 × 24 mm 1 40 325 × 145 × 22 352 × 183 × 27
LQFP208 SOT459 28 × 28 mm 1 36 325 × 145 × 22 352 × 183 × 27
PHILIPSPACKAGE
TYPE/OUTLINE
CODE
(1)
PACKAGE
BODY
CARRIERS
PER BOX
5 1740 348× 148 × 47 356 × 161 × 56
5 2080 348× 148 × 47 356 × 161 × 56
5 1425 348× 148 × 47 356 × 161 × 56
5 1200 348× 148 × 47 356 × 161 × 56
5 420 348 × 148 × 47 356 × 161 × 56
5 1250 348× 148 × 47 356 × 161 × 56
5 1800 348× 148 × 47 356 × 161 × 56
5 800 348 × 148 × 47 356 × 161 × 56
5 1250 348× 148 × 47 356 × 161 × 56
5 800 348 × 148 × 47 356 × 161 × 56
5 1250 348× 148 × 47 356 × 161 × 56
5 595 348 × 148 × 47 356 × 161 × 56
5 450 348 × 148 × 47 356 × 161 × 56
5 450 348 × 148 × 47 356 × 161 × 56
5 360 348 × 148 × 47 356 × 161 × 56
5 300 348 × 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 200 348 × 148 × 47 356 × 161 × 56
5 180 348 × 148 × 47 356 × 161 × 56
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
2000 May 11 7 - 31
Page 32

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
MSQFP240 SOT474 32 × 32 mm 1 24 325 × 145 × 22 352 × 183 × 27
QFP44 SOT205 14 × 14 mm 1 84 325 × 145 × 22 352 × 183 × 27
QFP44 SOT307 10 × 10 mm 1 96 325 × 145 × 22 352 × 183 × 27
QFP52 SOT379 10 × 10 mm 5 480 348 × 148 × 47 356 × 161 × 56
QFP64 SOT319 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
QFP64 SOT393 14 × 14 mm 1 84 325 × 145 × 22 352 × 183 × 27
QFP80 SOT310 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
QFP80 SOT318 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
QFP80 SOT496 14 × 14 mm 1 84 325 × 145 × 22 352 × 183 × 27
QFP100 SOT317 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
QFP100 SOT382 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
QFP120 SOT349 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
QFP128 SOT320 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
QFP144 SOT573 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
QFP160 SOT322 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
SQFP128 SOT387 14 × 20 mm 1 66 325 × 145 × 22 352 × 183 × 27
SQFP208 SOT316 28 × 28 mm 1 24 325 × 145 × 22 352 × 183 × 27
SQFP240 SOT334 32 × 32 mm 1 24 325 × 145 × 22 352 × 183 × 27
SQFP304 SOT575 40 × 40 mm 1 12 325 × 145 × 22 352 × 183 × 27
TFBGA56 SOT542 6 × 6 mm 1 429 325 × 145 × 22 352 × 183 × 27
PHILIPSPACKAGE
TYPE/OUTLINE
CODE
(1)
PACKAGE
BODY
CARRIERS
PER BOX
5 120 348 × 148 × 47 356 × 161 × 56
5 420 348 × 148 × 47 356 × 161 × 56
5 480 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 420 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 420 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 330 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 120 348 × 148 × 47 356 × 161 × 56
5 60 348 × 148 × 47 356 × 161 × 56
5 2145 348× 148 × 47 356 × 161 × 56
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
2000 May 11 7 - 32
Page 33

Philips Semiconductors IC packages
Packing methods Chapter 7
PACKAGE
NAME
TFBGA64 SOT543 6 × 6 mm 1 429 325 × 145 × 22 352 × 183 × 27
TFBGA80 SOT557 7 × 7 mm 1 416 325 × 145 × 22 352 × 183 × 27
TQFP44 SOT376 10 × 10 mm 1 160 325 × 145 × 22 352 × 183 × 27
TQFP64 SOT357 10 × 10 mm 1 160 325 × 145 × 22 352 × 183 × 27
TQFP80 SOT375 12 × 12 mm 1 119 325 × 145 × 22 352 × 183 × 27
TQFP100 SOT386 14 × 14 mm 1 90 325 × 145 × 22 352 × 183 × 27
Note
1. If only a package type code is given, the data supplied is applicable to all its outline versions.
PHILIPSPACKAGE
TYPE/OUTLINE
CODE
(1)
PACKAGE
BODY
CARRIERS
PER BOX
5 2145 348× 148 × 47 356 × 161 × 56
5 2580 348× 148 × 47 356 × 161 × 56
5 800 348 × 148 × 47 356 × 161 × 56
5 800 348 × 148 × 47 356 × 161 × 56
5 595 348 × 148 × 47 356 × 161 × 56
5 450 348 × 148 × 47 356 × 161 × 56
SPQ
AND
PQ
OUTER BOX DIMENSIONS L × W × H
NON-DRYPACK
(mm)
DRYPACK
(mm)
2000 May 11 7 - 33
Page 34

Philips Semiconductors IC packages
Packing methods Chapter 7
2000 May 11 7 - 34
 Loading...
Loading...