

Page 1

MITSUBISHI CNC
700 / 70 系列
NAVI LATHE 操作說明書
IB-1500881 (TWN)
Page 2

MELDAS 為日本三菱電機的登錄商標。
其他的製品名、公司名皆屬該公司的商標或登錄商標。
Page 3

前 言
本說明書是 NAVI LATHE for 700/70(以下稱為 NAVI LATHE)的使用說明書。
本說明書是介紹有關程式部分的使用,在裝置操作前請先閱讀本說明書。
為能安全使用本數值控制裝置,請熟讀下一頁的「關於安全的注意事項」一文。
關於本說明書的記載內容
注意
!
如果本說明書的“ 限制 "和“ 允許條件 "的說明與機器製造商的操作指南中說明有衝突,則以後
者的說明為準。
!
本說明書中未加說明的操作應當認為是不可能的。
!
本說明書是假定已附加了選配(Option)機能的情形來編寫的,在操作機器前請參考機器製造商所提供
的規格,確認您的機器可使用此機能。
!
關於工作機械的說明內容,請參考機械製造廠所發行的操作說明書。
!
不同的版本可能會造成有些畫面及功能的差異或有些功能不能使用,使用之前請先確認規格。
參考其它文件如下所示
M700/70 系列 操作說明書……………………………………………………................ IB-1500043(TWN)
M700/70 系列 設定說明書..……………………………………………………………... IB-1500124(TWN)
M700/70 系列 程式說明書(L 系)……………………………………….………...…. IB-1500058(TWN)
- i -
Page 4

!
!
!
!
!
!
關於安全的注意事項
在程式編寫之前請仔細閱讀機器製造商的規格說明、本使用說明書、有關的操作說明書和其他的輔助
文件。只有在您完全理解了 NAVI LATHE 的知識、安全情報以及注意事項之後才能使用 NC 機器。
本使用說明中把警示性的項目分為三個層次︰危險、警告和注意。
不適當的操作可能立即會危及操作者的生命,或使操作者受到嚴重的傷害。
危 險
警 告
不適當的操作可能立即會危及操作者的生命,或使操作者受到嚴重的傷害。
不適當的操作可能會傷害操作者,或損害他們的財產。
注 意
即使是以「注意」所標識的項目,在某些情況下也可能會引起嚴重的問題。所有這三種警示性的符號
包括很重要的一些因素,因此需要絕對認真地注意這些有關警示的注意事項。
本說明書沒有提供說明。
本說明書沒有提供說明。
危 險
警 告
注 意
1. 關於產品和操作說明書的注意事項
!
如果本說明書中關於“限制"和“允許條件"的說明與機器製造商的操作指南中的說明有衝突,
則以後者為準。
!
本說明書中未加說明的操作應當認為是不可能的。
!
本說明書是按假定您的機器是配備了全部選項的操作機能的情形來編寫的。在著手操作機器前,
請參考機器製造商所提供的規格,確認您的機器可使用的機能。
!
有關工作機械的說明,請參閱機械廠發行的說明書。
!
在某些型號的 NC 系統中,畫面上所出現的圖像可能會有不同,這樣機器的操作方式也就不同或者
某些機能就不能實現。
- ii -
[下一頁繼續]
Page 5

!
注 意
2. 關於設置組立事項
為了系統的安定動作,信號線請進行接地。又、為了與控制裝置本體、強電盤、機械有相同的電
位,請作接地動作。
3. 關於使用前的準備事項
!
請設定 NC 超程保護極限,如果沒有設定可能會造成碰撞到機械尾端。
!
輸出入裝置接線的插拔前務必在關閉電源後再進行。在電源開啟狀態下進行時可能會造成控制器或
輸出入裝置的故障。
4. 關於操作的事項
!
由於 NAVI LATHE 會執行 NC 加工程式,會使用到下列變數。
NC 程式的模式 NAVI LATHE 使用到的變數
使用者巨集模式 #150~#197
機械廠巨集模式 #450~#497
NC 程式的模式為使用者巨集模式時,請勿使用共變數(#150~#197)。如共變數被修改後將造成誤
動作。上述變數錯誤寫入時,請先確認安全再關閉 NC 電源。電源重新開啟後,系統會復原資料。
NC 程式的模式在環境設定畫面指定。
!
在各加工工程畫面,輸入「刀具登錄號碼」以及「加工方法」後,從刀具檔案畫面以及切削條件檔
案畫面的資料可以自動決定切削速度與進給速度。但是,變更刀具檔案畫面以及切削條件檔案畫
面的資料無法改變已經完成的各工程切削速度與進給速度。
5. 關於運轉的事項
於自動操作中請離開任何會移動的工作元件,旋轉中請保持手、腳、臉遠離主軸。
!
在實際加工之前請先執行機台空跑和確認加工程式,工具補正和工件座標補正系統。
!
途設定中途單節作為運轉開始位置啟動程式時,設定單節以前的程式不會被執行。設定單節以前如
果有座標系偏移指令或 M、S、T、B指令時,請利用MDI執行指令。如果沒有進行上述操
作,在啟動設定單節時可能會有機械干涉問題。
請在鏡像中心點作鏡像功能的開/關,如果此功能開/關時不再鏡像的中心點則鏡像中心點將會脫
離。
[下一頁繼續]
- iii -
Page 6

!
注 意
6. 關於故障、異常時的事項
!
發生電池電壓低下的警告時,請先使用輸出入裝置儲存加工程式、刀具資料、參數之後再進行電池
交換。如果電池警告發生時,加工程式、刀具資料、參數有損壞的可能。電池交換後請回存各項資
料。
!
發生軸過走或異音時,請按下緊急停止停止軸的移動。
7. 關於維護的事項
錯誤的連接會造成機器的損壞,電纜線請連接到固定的連接器。
請不要使用連接器規格外的電壓,可能會造成破裂、破損的原因。
通電中請不要進行線材的插拔。
通電中請不要進行各電路基板的插拔。
請不要以強拉線材的方式來拔離插槽。
請不要進行電池的短路、充電、過熱、燒毀及分解。
!
交換後的電池,請依法定處理辦法丟棄。
!
!
交換後的冷卻風扇,請依法定處理辦法丟棄。
!
通電中請不要交換控制單元。
!
通電中請不要交換操作盤分線 I/O 單元。
!
通電中請不要交換控制電源基板。
!
通電中請不要交換擴張基板。
!
通電中請不要交換記憶卡。
!
通電中請不要交換冷卻風扇。
!
通電中請不要交換電池。
!
請不要接觸記憶卡的金屬接觸部分。
!
通電中請不要交換交換高速程式伺服器單元。
- iv -
Page 7

目 錄
1. 概要.................................................................................................................................................1
1.1 系統概要.............................................................................................................................................1
1.2 輸入流程.............................................................................................................................................3
1.3 畫面構成.............................................................................................................................................4
1.4 開始操作 NAVI LATHE..................................................................................................................5
1.5 NAVI LATHE 的設定.......................................................................................................................6
2. 顯示區的機能 ..................................................................................................................................8
2.1 畫面一覽表區.....................................................................................................................................9
2.2 操作一覽表區...................................................................................................................................11
2.3 設定區...............................................................................................................................................12
2.4 訊息區...............................................................................................................................................12
2.5 菜單顯示區.......................................................................................................................................12
3. 基本操作........................................................................................................................................13
3.1 切換作用區.......................................................................................................................................13
3.2 畫面的切換.......................................................................................................................................13
3.3 資料的設定.......................................................................................................................................15
3.4 視窗的切換.......................................................................................................................................18
3.5 選擇頁籤的切換...............................................................................................................................18
3.6 演算輸入...........................................................................................................................................19
4. 畫面規格........................................................................................................................................21
4.1 NAVI LATHE 啟動.........................................................................................................................21
4.2 關於程式畫面...................................................................................................................................22
4.2.1 程式編輯畫面.......................................................................................................................22
4.3 工程編輯機能相關畫面...................................................................................................................26
4.3.1 工程一覽表畫面...................................................................................................................26
4.3.2 工程的操作...........................................................................................................................28
4.3.3 工程模式選擇畫面...............................................................................................................34
4.3.4 初期條件設定畫面...............................................................................................................38
4.3.5 車削工程...............................................................................................................................41
- i -
Page 8

4.3.6 複製工程...............................................................................................................................47
4.3.7 車牙加工畫面.......................................................................................................................50
4.3.8 溝槽加工畫面.......................................................................................................................54
4.3.9 梯形溝加工畫面...................................................................................................................58
4.3.10 圓孔畫面 ...............................................................................................................................61
4.3.11 EIA 畫面 ...............................................................................................................................63
4.3.12 銑削鑽孔加工畫面 ...............................................................................................................64
4.3.13 鍵溝加工畫面 .......................................................................................................................76
4.3.14 輪廓加工畫面 .......................................................................................................................82
4.4 檔案編輯畫面...................................................................................................................................91
4.4.1 車削加工用刀具檔案畫面...................................................................................................91
4.4.2 銑削加工用刀具檔案畫面...................................................................................................97
4.4.3 車削加工用切削條件檔案畫面...........................................................................................99
4.4.4 銑削加工用切削條件檔案畫面.........................................................................................102
4.5 參數畫面.........................................................................................................................................104
4.5.1 參數畫面.............................................................................................................................104
4.5.1.1 車削加工用參數..................................................................................................104
4.5.1.2 銑削加工用參數..................................................................................................108
4.5.2 環境設定畫面.....................................................................................................................111
4.6 版本畫面.........................................................................................................................................113
4.6.1 版本畫面.............................................................................................................................113
4.7 程式描繪畫面.................................................................................................................................114
4.8 教導機能.........................................................................................................................................123
4.8.1 刀具說明畫面.....................................................................................................................124
4.8.1.1 車削加工用刀具教導..........................................................................................124
4.8.1.2 銑削加工用刀具說明..........................................................................................127
5. 程式規格......................................................................................................................................128
5.1 NC 程式 ..........................................................................................................................................129
5.1.1 程式的輸出型式
.................................................................................................................129
5.1.2 限制事項.............................................................................................................................133
5.2 檔案程式.........................................................................................................................................135
5.3 參數程式.........................................................................................................................................135
- ii -
Page 9

5.4 巨集程式.........................................................................................................................................136
6. CNC 機能的規格限制 ..................................................................................................................137
7. 錯誤訊息......................................................................................................................................140
7.1 錯誤訊息.........................................................................................................................................140
7.2 操作訊息.........................................................................................................................................143
附錄 1. NAVI LATHE 使用的變數........................................................................................................147
附錄 2. 程式範例 1(車削) ................................................................................................................150
附錄 2.1 加工圖面.............................................................................................................................150
附錄 2.2 工程表.................................................................................................................................151
附錄 2.3 條件設定.............................................................................................................................152
附錄 2.4 程式製作.............................................................................................................................153
附錄 3. 程式範例 2(銑削) ................................................................................................................163
附錄 3.1 加工圖面.............................................................................................................................163
附錄 3.2 工程表.................................................................................................................................164
附錄 3.3 條件設定.............................................................................................................................165
附錄 3.4 程式製作.............................................................................................................................166
- iii -
Page 10

Page 11

1. 概要
1. 概要
1.1 系統概要
本說明書是介紹 NAVI LATHE for 700/70(以下簡稱 NAVI LATHE)的操作說明書。
NAVI LATHE 可以做成車床使用的加工程式。
NAVI LATHE 支援車削加工機能與銑削加工機能
(1) 可以編輯以下的加工工程。
1.1 系統概要
車削加工工程
• 車削 (外徑、內徑、端面)
• 複製 (外徑、內徑、端面)
• 車牙 (外徑、內徑、端面)
• 溝槽 (外徑、內徑、端面)
• 梯形溝 (外徑、內徑、端面)
• 圓孔 (鑽孔、啄鑽、搪孔、攻牙)
• EIA
銑削加工工程
• 銑削鑚孔 (鑚孔、深孔、搪孔、攻牙)
• 鍵溝 (端面、圓周、側面)
• 輪廓 (端面、圓周、側面)
(註) 銑削加工工程的編輯需要有銑削補間規格。
1
Page 12

的功
1. 概要
1.1 系統概要
(2) 有刀具檔案、切削條件檔案,可以自動決定各工程的切削條件。
(3) 操作畫面由畫面一覽表與操作一覽表構成。畫面一覽表可以顯示完整的加工工程。操作一覽表
則可以簡單的輸入各項資料。
畫面一覽表
[
選擇
能
。
]
NAVI LATHE
操作一覽表
[
顯示畫面一覽表選擇功能的畫面
]
。
自動決定切削條件
[
輸入刀具號碼後可從刀具檔
案、切削條件檔案自動決定
各工程的切削條件
]
。
求助顯示
[
教導圖
[
菜單鍵
[
]
]
]
(4) 程式圖型核對功能可描繪加工程式的加工形狀。因此,若有輸入錯誤的資料可以早期發覺。
(5) 教導機能可提供操作上錯誤修正的情報。
(6) 加工程式是以巨集程式為基礎的 NC 程式,可以在三菱 CNC 700/70 系列的標準編輯畫面追加工
程之間的指令。
(7) 上述的巨集程式可由機械廠商自行撰寫。
2
Page 13

1. 概要
1.2 輸入流程
NAVI LATHE 的輸入流程如下所示。
:NAVI LATHE 的畫面操作
1.2 輸入流程
補充
開始
檔案編輯
刀具檔案
切削條件檔案
參數設定
參數檔案
(參數的設定即使在 NC 程式編輯後
的設定也有效。)
NC 程式的選擇
新檔作成
呼叫
工程的編輯:
初期條件
工程模式選擇
工程資料輸入
車削、複製、車牙、
溝槽、梯形溝、圓孔
EIA
銑削孔
鍵溝、輪廓
刀具檔案
(刀具登錄號碼 101 ~)
99
1
刀具長補正號碼
刀具長補正號碼
刀具徑補正號碼
刀具長補正號碼
.
主軸旋轉方向
刀具徑補正號碼
主軸旋轉方向
切削條件檔案
(工件登錄號碼 1 ~ 8)
素材名
刀具的適用
:
素材名
旋轉比率
刀具的適用
旋轉比率
:
:
參數設定
M0 輸出、最大主軸轉速、切削量、刀具復歸位置。
車牙工程的共通參數
溝槽工程的共通參數
鑽孔工程的共通參數
工程的編輯
8
1
:
程式核對
使用程式圖型核對
程式核對
(註) 刀具補正量、工件座標系補正設
定、進行程式核對。本程式核對
使用 700/70 系列的程式核對機
能。
NC 程式運轉
結束
3
Page 14

1. 概要
1.3 畫面構成
NAVI LATHE 的畫面構成與畫面如下所示。
1.3 畫面構成
程式
工程
程式編輯
畫面
工程一覽
表畫面
初期條件
設定畫面
工程模式
選擇畫面
新增時,選擇工
程模式。
車削加工
畫面
複製加工
畫面
車牙加工
畫面
溝槽加工
畫面
梯形溝加
工畫面
孔畫面
EIA畫面
銑削圓孔畫
面
加工樣式
畫面
加工樣式
畫面
檔案
參數
程式核對
刀具檔案
畫面
切削條件
檔案畫面
參數畫面
版本畫面版本
鍵溝畫面
輪廓畫面
環境設定
畫面
加工樣式
畫面
4
Page 15

1. 概要
1.4 開始操作 NAVI LATHE
畫面名稱 內容
程式編輯畫面 進行 NC 程式的新增,呼叫的畫面。
工程列表畫面 顯示 NC 程式每個工程的刀具情報、切削條件等一覽表畫面。
加工模式選擇畫面 選擇加工模式(車削加工工程等)的畫面。
初期條件設定畫面 輸入 NC 程式的初期條件的畫面。
車牙加工畫面 輸入車削工程參數的畫面。
車削加工樣式畫面 輸入車削工程加工樣式的畫面。
複製加工畫面 輸入複製工程參數的畫面。
複製加工樣式畫面 輸入複製工程加工樣式的畫面。
車牙加工畫面 輸入車牙工程參數的畫面。
溝槽加工畫面 輸入溝槽工程參數的畫面。
梯形溝加工畫面 輸入梯形溝工程參數的畫面。
圓孔畫面 輸入圓孔工程參數的畫面。
EIA 畫面 輸入 EIA 工程的畫面。
銑削鑚孔加工畫面 輸入銑削鑚孔工程的各種參數畫面。
銑削鑚孔加工式樣畫面 輸入銑削鑚孔工程的加工式樣畫面。
鍵溝加工畫面 輸入鍵溝工程的各種參數畫面。
輪廓加工畫面 輸入輪廓加工工程的各種參數畫面。
輪廓加工式樣畫面 輸入輪廓加工工程的加工式樣畫面。
刀具檔案畫面 登錄刀具資料的畫面。
切削條件檔案 針對刀刃材質登錄工程的切削條件(切削速度、進給速度)以及針對工件材質登錄工
程的切削條件(速度比率)畫面。
參數畫面 輸入 NC 程式參數的畫面。
環境設定畫面 系統設定畫面。
版本畫面 顯示 NAVI LATHE 的版本情報畫面。
程式描繪 圖形描繪 NC 程式加工形狀的畫面。
1.4 開始操作 NAVI LATHE
選擇
另外、送電後第一次顯示的是為程式編輯畫面,之後顯示的是上一次 NAVI LATHE 選擇的畫面。
功能鍵後、選擇 NAVI 菜單、即顯示 NAVI LATHE 畫面。
EDIT
5
Page 16

1. 概要
1.5 NAVI LATHE 的設定
1.5 NAVI LATHE 的設定
因為NAVI LATHE輸出的加工程式是以巨集程式為基礎的NC程式,所以必須將巨集程式登錄在 NC
系統內。
NC 程式的儲存位置、NAVI LATHE 所使用到的各種檔案的保存位置以及資料的輸入單位,在操作
NAVI LATHE 之前必須先行指定。
NAVI LATHE 的設定項目
項目
路徑
程式
路徑
參數
巨集 巨集程式的模式
單位 資料輸入單位
儲存 NC 程式的路徑 MEM:/
刀具檔案、切削條件以及參數檔案的儲存路徑 700 系列:
1:使用者巨集模式
2:機械製造廠巨集模式
1:inch
2:mm
內容 標準值
D:/ NCFILE/NAVI
70 系列:
MEM:/
1 (使用者巨集模式)
2 (mm)
6
Page 17

1. 概要
NAVI LATHE 的設定流程
(1) 開啟參數畫面。
(2) 輸入 “ 999 維護 ” 為 1。 顯示 [環境設定] 菜單。
1.5 NAVI LATHE 的設定
(3) 按下 [環境設定] 菜單。
(4) 選擇巨集型式。
(1
:使用者巨集模式 2:機械製造廠巨集模式)
(5) 按下 [巨集登錄] 菜單。 顯示 「OK?(Y/N)」 的訊息。
(6) 按下 [Y] 鍵。 登錄巨集程式到 NC 系統內。
(7) 輸入程式路徑。
(8) 輸入參數路徑。
顯示環境設定畫面。
(9) 選擇單位。
(1:inch、2:mm)
變更單位時,需重新開機。
(補充)
• 進行 NAVI LATHE 設定或切換巨集型式時,請務必進行巨集程式的登錄操作。
• 「程式路徑」、「參數路徑」在必要時變更。
• 變更「單位」時,請重新開機。
• 開機時「參數路徑」的資料夾內如果沒有刀具檔案、切削條件以及參數檔案存在的話,系統會自
動做成刀具檔案、切削條件以及參數檔案。
7
Page 18

菜單區
2. 顯示區的機能
2. 顯示區的機能
NAVI LATHE 的畫面由 5 個部分構成。
(1) 畫面一覽表區 (請參考「2.1 畫面一覽表區」)
(2) 操作一覽表區 (請參考「2.2 操作一覽表區」)
(3) 設定區 (請參考「2.3 設定區」)
(4) 訊息區 (請參考「2.4 訊息區」)
(5) 菜單區 (請參考「2.5 菜單區」)
(1) 畫面一覽表區
(2) 操作一覽表區
<畫面範例>
(5)
(4) 訊息區
(3) 設定區
8
Page 19

2. 顯示區的機能
2.1 畫面一覽表區
畫面一覽表區。
(1)
(2)
(3)
2.1 畫面一覽表區
區域
功能
游標
(1) 區域
畫面一覽表區有效時,反白顯示。
(2) 功能
顯示可選擇的功能項目。功能為主功能時,會顯示該內容的詳細子功能。各功能內容如下表所
示。
主功能 子功能 內容
程式 無 進行 NC 程式的新開檔案、呼叫、刪除等。
加工工程 0 初期設定
1 鑽孔
:
檔案
參數 無 顯示或變更刀具選項、各工程使用的輔助參數。
版本 無 顯示 NAVI LATHE 的版本情報。
刀具 顯示或變更刀具檔案。
銑削刀具 顯示銑削加工用刀具檔案或進行變更。
切削條件 針對每個工程使用的刀片材質或工件材料顯示或修改切削條件。
銑削切削條件 顯示銑削加工用每個工程使用刀片材質的切削條件或每個工程使用工件材
顯示編輯中的程式工程一覽表。
顯示或變更選擇中的工程設定內容。
(註) 有銑削補間規格時有效。
質的切削條件或變更。
(註) 有銑削補間規格時有效。
(註) 當登錄的工程數很多,無法顯示所有的功能項目時,畫面上會出現捲軸。此時,按上下鍵或換
頁鍵,可切換顯示。
9
Page 20

2. 顯示區的機能
(3) 游標
在畫面一覽表區有效狀態下,移動游標可切換顯示選擇中的操作一覽表區及菜單顯示區。
<有關游標的移動>
游標的移動可使用方向鍵或游標裝置。
[↑] 方向鍵 與主功能、子功能無關。游標往上移動。
[↓] 方向鍵 與主功能、子功能無關。游標往下移動。
[←] 方向鍵
[→] 方向鍵
[Page Up] 鍵 顯示的資料移動到表格開頭。
[Page Down] 鍵 顯示的資料移動到表尾。
游標裝置
2.1 畫面一覽表區
按鍵類別 游標的動作
但是,當游標已移動到最上方時,按下↑方向鍵,移標則不動作。
但是,當游標已移動到最下方時,按下↓方向鍵,移標則不動作。
當游標在子功能時,游標可往上一層的主功能移動。
當游標在子功能時,游標可往下一層的主功能移動。
往游標裝置雙擊的位置移動游標。但是,雙擊無法選擇的功能時,游標則
不移動。
10
Page 21

2. 顯示區的機能
2.2 操作一覽表區
進行各種資料的顯示。依選擇的畫面一覽表,可切換操作一覽表區的顯示內容。
區域
(1)
求助顯示
(2)
教導圖
(3)
子游標
(4)
(1) 區域
操作一覽表區有效時,會反白顯示。
顯示編輯中的程式名稱。
2.2 操作一覽表區
(2) 求助顯示
顯示設定項目的相關說明。
(3) 教導圖
工程編輯時,顯示編輯中的加工模式對照圖。
(4) 子游標
按鍵類別 游標的動作
[↑] 方向鍵 游標往上移動。
但是,當游標已移動到最上方時,按下↑方向鍵,移標則不動作。
[↓] 方向鍵 游標往下移動。
但是,當游標已移動到最下方時,按下↓方向鍵,移標則不動作。
[Page Up] 鍵 顯示的資料移動到表格開頭。
[Page Down] 鍵 顯示的資料移動到表尾。
11
Page 22

2. 顯示區的機能
2.3 設定區
輸入各種資料的設定值。
2.4 訊息區
顯示操作時的錯誤訊息、操作訊息等。
2.3 設定區
2.5 菜單顯示區
進行畫面操作的選擇、畫面的切換。
在每個畫面顯示的菜單都不同。(請參考第 4 章)
12
Page 23

3. 基本操作
3.1 切換作用區
3. 基本操作
3.1 切換作用區
進行 NAVI LATHE 畫面一覽表區與操作一覽表區的切換。當區域作用反白時,可進行按鍵輸入。要
進行作用區切換時,可使用菜單鍵 [←]、[→] 或游標裝置。
3.2 畫面的切換
在畫面一覽表區選擇功能後可切換畫面 (操作一覽表區的內容)。
(參考 2.1 畫面一覽表區)
但是,操作一覽表區在有效狀態下無法進行切換。
此時,可按下 [←] 菜單鍵、游標裝置雙擊畫面一覽表區可使畫面一覽表區作用。
操作範例
(1) 顯示中的程式編輯畫面。
(2) 按下 [←] 菜單鍵。
操作一覽表區作用中。
切換回畫面一覽表區。
13
Page 24

3. 基本操作
3.2 畫面的切換
(3) 用方向鍵選擇功能。
(4) 按下 [修正] 菜單鍵。
選擇的功能畫面會對應到操作一覽表區。
切換到操作一覽表區。
14
Page 25

3. 基本操作
3.3 資料的設定
3.3 資料的設定
移動子游標,在設定部輸入資料後按下 [INPUT] 鍵,可設定資料。(子游標只在操作一覽表區有效
時顯示。)
子游標
操作方法
以下為鑽孔畫面的資料設定例。
(1) 選擇畫面
從畫面一覽表選擇變更的工程,按下 [工程
變更] 菜單鍵。
(2) 選擇設定項目
用方向鍵移動游標。
切換成操作一覽表區有效。
(參考 3.2 畫面的切換)
在鑽孔畫面移動子游標的範例。
設定區
15
Page 26

3. 基本操作
(3) 輸入資料鍵。
3.3 資料的設定
數字鍵、字母鍵等,設定資料。
[1] [8] [.] [0] [0] [0]
(4) 輸入 [INPUT] 鍵。
按下 [INPUT] 鍵。
在資料設定區設定資料。
18.000
在選擇中的設定項目設定資料。
子游標往下一個位置移動。
(註 1) 在按下 [INPUT] 鍵之前,資料設定區的內容只做顯示,當切換畫面後隨即無效。在按下
[INPUT] 鍵時,會在選擇中的設定項目設定資料。
(註 2) 設定不正確的資料時,按下 [INPUT] 後會產生錯誤。請再度輸入正確設定資料。
16
Page 27

3. 基本操作
有關資料設定區內的操作
按鍵的輸入,是顯示游標所在位置。當游標未顯示時,按鍵輸入無效。
按鍵輸入後,在游標位置上顯示資料,游標會往右側移動一個文字。
■ [→] [←] 方向鍵:游標往右/左移動一個文字。
(1) 游標在右圖的位置。
(2) 按下 [→] 方向鍵。 游標會往右側移動一個文字。
1 2 3 7 7 7 | 4 5 6
1 2 3 7 7 7 4 | 5 6
3.3 資料的設定
■ [DELETE] 鍵:刪除游標位置之前的一個文字。
(1) 移動游標到刪除資料的位置。 資料設定區內移動游標。
(2) 按下 [DELETE] 鍵。 刪除游標位置之前的一個文字。
1 2 3 4 | 5 6
1 2 3 | 5 6
17
Page 28

3. 基本操作
3.4 視窗的切換
鍵盤上的快捷按鍵可顯示各個視窗。
按鍵 用途
LIST
?
顯示刀具教導視窗
顯示訊息教導視窗
顯示圖形核對視窗
3.4 視窗的切換
3.5 選擇頁籤的切換
選單頁籤
從鍵盤上的頁籤鍵可切換畫面一覽表與圖形核對的視窗。
按鍵 用途
選擇左側頁籤
選擇右側頁籤
(註) 因鍵盤規格的不同,可能無頁籤鍵。
18
Page 29

3. 基本操作
3.6 演算輸入
3.6 演算輸入
針對特定的資料設定,可以選擇直接數值的輸入方式或採用四則運算、函數運算等演算功能輸入。
輸入方式
資料設定區內,可設定數值、函數符號、運算子、括弧 ( ) 等組合。
按下 [INPUT] 鍵後,可顯示運算結果。再次按下 [INPUT] 鍵,將設定在選擇中的設定項目內。資
料設定區內的內容則消失。
運算子的設定範例與結果 函數符號、設定範例與結果
運算 設定範例 運算結果 函數 函數符號 設定範例 運算結果
加法 =100+50 150.000 絕對值 ABS =ABS(50-60) 10.000
減法 =100-50 50.000 平方根 SQRT =SQRT(3) 1.732
乘法 =12.3*4 49.200 正弦 SIN =SIN(30) 0.500
除法 =100/3 33.333 餘弦 COS =COS(15) 0.966
5.400
圓週率 PAI =PAI*10 31.415
英吋 INCH =INCH/10 2.540
正接 TAN =TAN(45) 1.000函數 =1.2*(2.5+SQRT(4))
逆正接 ATAN =ATAN(1.3) 52.431
操作範例
(1) 如以下設定,按下 [INPUT] 鍵。 資料設定區內顯示運算結果。
=12*20 [INPUT]
(2) 再次按下 [INPUT] 鍵。 在選擇中的設定項目內設定資料。
240 |
游標往下一個位置移動。
19
Page 30

3. 基本操作
使用運算子或函數時的注意事項
除法 :除以 0 時,會產生錯誤。
平方根 :括弧 ( ) 內的數值為負數時,會產生錯誤。
三角函數:角度θ的單位為°(度)。
逆正接 :-90 < 運算結果 < 90。
限制事項
3.6 演算輸入
• 第一個文字,必須使用“="。
• 以下的文字,請勿使用在第二文字或最後文字。
第二文字不可使用:*, /, )
最後文字不可使用:*, /, (, +, -
• 請注意左括弧與右括弧的個數必須相等。
• 沒有角度 360°的限制。SIN(500)等同視為 SIN(140)。
20
Page 31

4. 畫面規格
4. 畫面規格
4.1 NAVI LATHE 啟動
NAVI LATHE 啟動後顯示程式編輯畫面。
畫面構成
4.1 NAVI LATHE 啟動
第一次啟動 NAVI LATHE 時,游標顯示在畫面一覽表區的 [程式] 位置,操作一覽表區內顯示程式
編輯畫面。
畫面一覽表區為有效狀態。
工程程式為未選擇的狀態。
21
Page 32

4. 畫面規格
4.2 關於程式畫面
4.2.1 程式編輯畫面
進行 NC 程式的開新檔案、呼叫等畫面。
在畫面一覽表區選擇 [程式] 時顯示。
畫面構成
4.2 關於程式畫面
畫面一覽表區顯示選擇中程式的工程一覽表。
22
Page 33

4. 畫面規格
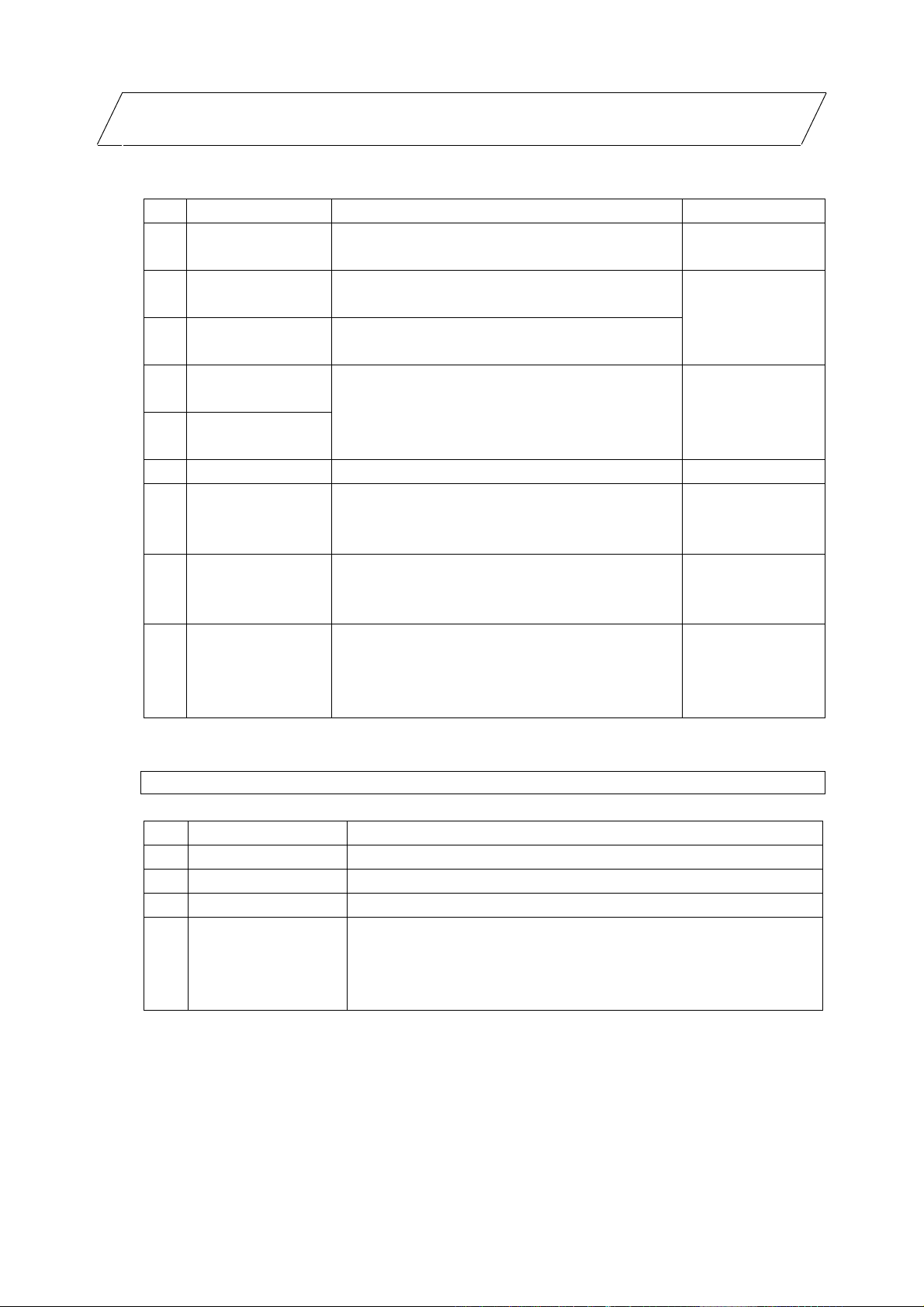
<車削的工程一覽表的顯示內容>
工程名稱 顯示文字 備註
車削 外徑 開放 TURN-OUT ?
外徑 中途 TURN-OUT ?
內徑 開放 TURN-IN ?
內徑 中途 TURN-IN ?
端面 開放 TURN-FACE ?
端面 中途 TURN-FACE ?
複製 外徑 COPY OUT ?
內徑 COPY-IN ?
車牙 外徑 THD-OUT ?
內徑 THD-IN ?
端面 THD-FACE ?
溝槽 外徑 GRV-OUT
內徑 GRV-IN
端面 GRV-FACE
梯形溝 外徑 TGRV-OUT ?
內徑 TGRV-IN ?
端面 TGRV-FACE ?
圓孔 鑽孔 DR
啄鑽 PECK
搪孔 BORE
攻牙 TAP
EIA EIA
4.2 關於程式畫面
? 為加工種類 (粗加工・精加工) 的附加表示記號。
・粗加工 :R
・精加工 :F
? 為加工種類 (粗加工・精加工) 的附加表示記號。
・粗加工 :R
・精加工 :F
? 為加工種類 (粗加工・精加工) 的附加表示記號。
・粗加工 :R
・精加工 :F
? 為加工種類 (粗加工・精加工) 的附加表示記號。
・粗加工 :R
・精加工 :F
<銑削加工的工程一覽表的顯示內容>
工程名稱 顯示文字 備註
銑削圓孔 鑚孔 M DR-****
深孔 M PECK-****
步進 M STEP-****
攻牙 M TAP-****
鍵溝 端面 K WAY-FACE ?
外周 K WAY-OUT ?
側面 K WAY-SIDE ?
輪廓 端面 CONT-FACE ?
外周 CONT-OUT ?
側面 CONT-SIDE ?
****為加工部位 (端面/外周/側面) 的顯示圖示。
・端面 FACE
・外周 OUT
・側面 SIDE
? 為加工種類 (粗加工・精加工) 的附加表示記號。
・粗加工 :R
・精加工 :F
23
Page 34

4. 畫面規格
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 程式一覽表 顯示可以呼叫的 NC 程式號碼及註解。 -
畫面顯示項目
No. 菜單 內容
1
2 新增 新增 NC 程式。(註 1)
3 開啟 呼叫 NC 程式。(註 1) (註 2)
-
³
切換為畫面一覽表作用。
<按下菜單時,設定區的顯示>
O( ) 註解( )
<按下菜單時,設定區的顯示>
O( )
按下菜單鍵後,在程式一覽表會顯示游標。設定區是空白的情況下,可使用
方向鍵選擇程式,按下 [INPUT] 鍵可呼叫程式。
4.2 關於程式畫面
游標
4 複製 將 NC 程式複製為其他程式。(註 1)
<按下菜單時,設定區的顯示>
O( ) -> O( )
5 註解 編輯 NC 程式的註解。(註 1)
<按下菜單時,設定區的顯示>
O( ) 註解( )
6 更名 將 NC 程式更名。(註 1)
<按下菜單時,設定區的顯示>
O( ) -> O( )
7 刪除 刪除 NC 程式。
<按下菜單時,設定區的顯示>
O( ) ~ O( )
8 一覽表更新 更新一覽表的顯示。
(註 1) 可使用的 O 號碼為 1~7999 及 10000~99999999。註解為英數字,18 個文字以內。
(註 2) NC 程式的模式有使用者巨集模式與機械製造廠巨集模式 2 種。(模式可在環境設定畫面指
定。) 使用者巨集模式有效下,開啟機械製造廠巨集模式作成的程式時,NC 程式會自動轉換
為使用者巨集模式。反之,機械製造廠巨集模式有效下,開啟使用者巨集模式作成的程式
時,NC 程式會自動轉換為機械製造廠巨集模式。
24
Page 35

4. 畫面規格
操作方法(開啟 NC 程式)
4.2 關於程式畫面
(1) 在畫面一覽表選擇 [程式]。
(2) 按下 [開啟] 菜單鍵,輸入開啟的 NC 程式
號碼。
顯示程式編輯畫面。
顯示可以呼叫的 NC 程式一覽表。
[開啟] 菜單反白,顯示設定區。
(3) 按下 [INPUT] 鍵。
25
解除 [開啟] 菜單的反白狀態,設定區消失。
在畫面一覽表顯示呼叫的 NC 程式工程一覽表。
在操作一覽表區的區域部分顯示 NC 號碼。
Page 36

4. 畫面規格
4.3 工程編輯機能相關畫面
4.3 工程編輯機能相關畫面
4.3.1 工程一覽表畫面
顯示各工程的刀具情報、切削條件一覽表畫面。在畫面一覽表選擇 [加工工程] 後顯示。
在未選擇 NC 程式的情況下,本畫面不顯示。
畫面構成
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 工程名稱 顯示工程名稱。
(註) 與畫面一覽表顯示的名稱相同。
2 刀具名稱 顯示刀具名稱。 3 刀具號碼 顯示刀具號碼及補正號碼。
可變更刀具號碼。
4 切削速度 顯示切削速度。
可變更切削速度。
5 進給速度 顯示進給速度。
可變更進給速度。
顯示攻牙工程及車牙工程的牙距(mm/rev)。
-
0~99999999
1~9999 m/min
1~9999feet/min
0.0001~
999.9999 mm/rev
0.00001~
99.99999 inch/rev
26
Page 37

4. 畫面規格
菜單
No. 菜單 內容
1
2 儲存 儲存工程一覽表的變更內容。
-
³
畫面一覽表區有效。
4.3 工程編輯機能相關畫面
27
Page 38

4. 畫面規格
4.3 工程編輯機能相關畫面
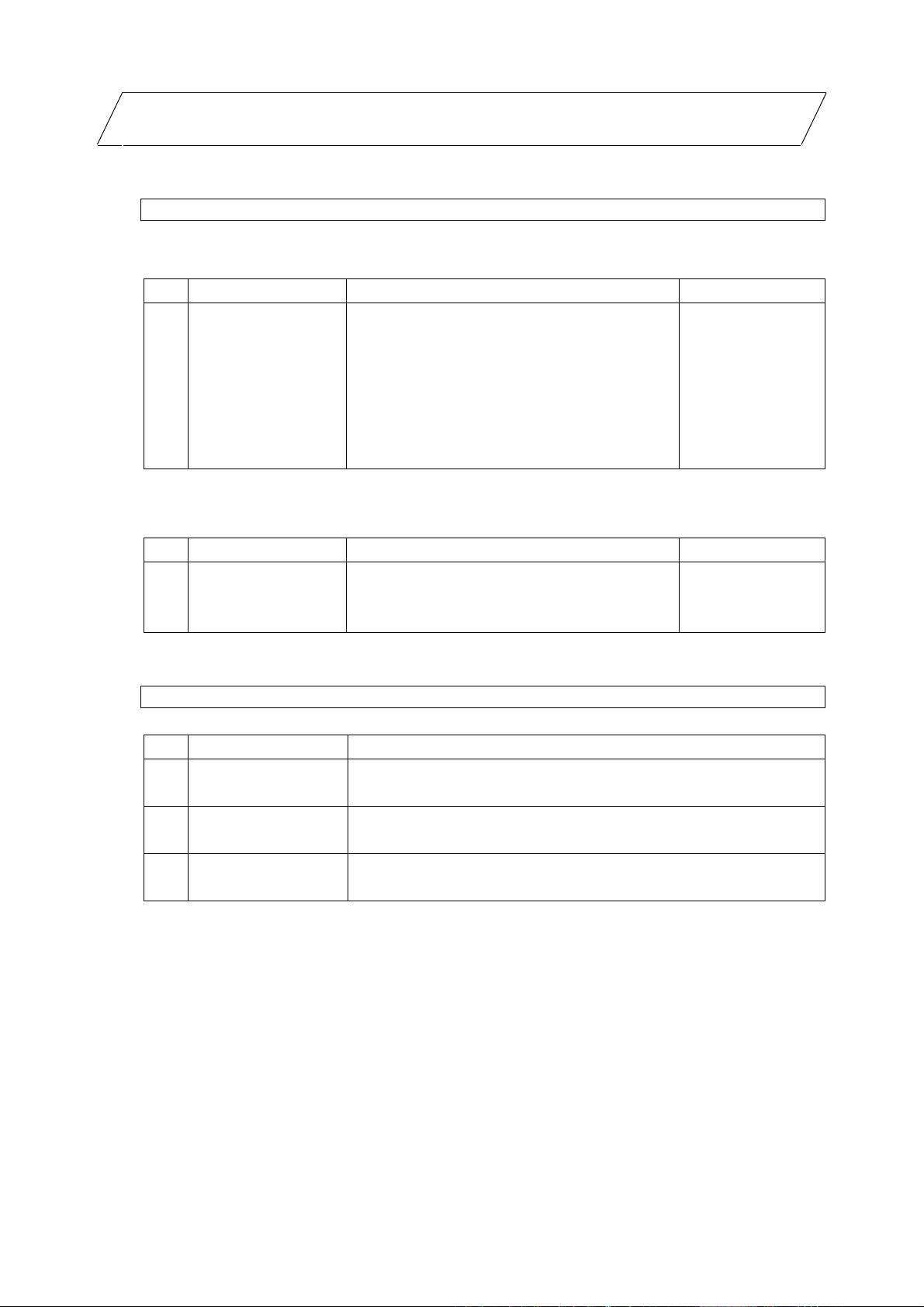
4.3.2 工程的操作
使用游標在操作一覽表區移動工程下的子功能時,會顯示工程編輯用的菜單,可進行工程的操作。
畫面構成
菜單
No. 菜單 內容
1 修正 切換操作一覽表區有效,可進行工程參數的變更。
2 新增 追加新工程。
在游標位置插入新工程。
3 移動 變更工程位置。
4 刪除 刪除游標位置上的工程。
刪除後,刪除工程下方的工程會往上移動。
5 複製 複製游標位置上的工程。
複製的工程會插入在游標位置之下。
28
Page 39

4. 畫面規格
操作方法(工程的選擇)
4.3 工程編輯機能相關畫面
(1) 畫面一覽表區有效時,移動方向鍵選擇工
程。
(2) 按下 [修正] 菜單鍵。
操作一覽表區的內容由選擇的工程來切換
切換為操作一覽表區有效。
29
Page 40

4. 畫面規格
操作方法(工程的刪除)
4.3 工程編輯機能相關畫面
(1) 畫面一覽表區有效時,移動方向鍵選擇工
程。
(2) 按下 [刪除] 菜單鍵。
操作一覽表區的內容由選擇的工程來切換。
[刪除] 菜單顯示反白,顯示確認刪除的訊息。
(3) 按下 [Y] 鍵。
不想刪除時,請按下 [N] 鍵。
解除 [刪除] 菜單的反白,刪除游標位置的工程。刪除
工程下方的工程會往上移動。
操作一覽表區的內容會切換為游標位置的工程內容。
30
Page 41

4. 畫面規格
操作方法(工程的複製)
4.3 工程編輯機能相關畫面
(1) 畫面一覽表區有效時,移動方向鍵選擇工
程。
(2) 按下 [複製] 菜單鍵。
操作一覽表區的內容由選擇的工程來切換。
複製的工程會插入在游標位置之下。
31
Page 42
4. 畫面規格
操作方法(工程的移動)
4.3 工程編輯機能相關畫面
(1) 畫面一覽表區有效時,移動方向鍵選擇工
程。
(2) 按下 [移動] 菜單鍵。
操作一覽表區的內容由選擇的工程來切換。
[移動] 菜單會反白顯示。
移動工程的左側會顯示「M」符號。
(3) 用方向鍵選擇移動後的位置。
32
Page 43

4. 畫面規格
4.3 工程編輯機能相關畫面
(4) 按下 [INPUT] 鍵。
在移動操作中再次按下 [移動] 菜單鍵後,
會取消移動操作。
(5) 按下 [Y] 鍵。
不想移動時,請按下 [N] 鍵。
顯示移動的確認訊息。
移動工程到游標位置之下。
解除 [移動] 菜單的反白顯示。
(註) 關於 [新增] 菜單的動作,請參考下一章。
33
Page 44

4. 畫面規格
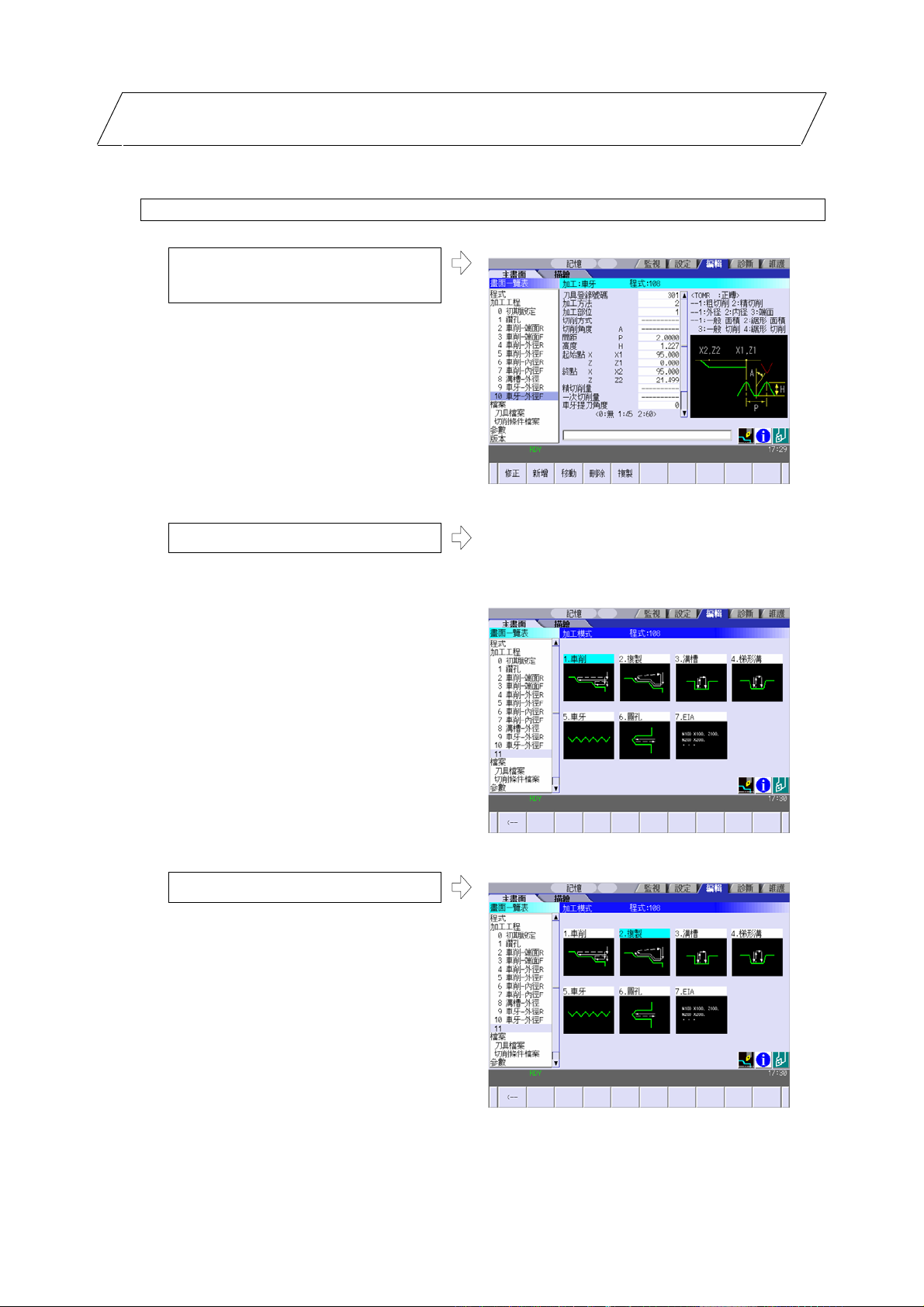
4.3.3 工程模式選擇畫面
追加新工程時,選擇工程模式的畫面。
畫面構成
4.3 工程編輯機能相關畫面
[銑削加工工程]
(註) 使用銑削加工工程需要有銑削補間規格時才可選擇。
34
Page 45
4. 畫面規格
畫面顯示項目
• 旋削加工工程
No. 顯示項目 內容 設定範圍
1 工程模式 顯示可選擇的工程模式。
• 銑削加工工程
4.3 工程編輯機能相關畫面
可使用子游標移動或輸入數字來選擇工程模式。
1:車削
2:複製
3:溝槽
4:梯形溝
5:車牙
6:圓孔
7:EIA
No. 顯示項目 內容 設定範圍
1 工程模式 顯示可選擇的銑削加工工程模式。
可使用子游標移動或輸入數字來選擇工程模式。
1:鑽孔
2:鍵溝
3:輪廓
菜單
No. 菜單 內容
-
1
³
2 車削加工 顯示車削加工用的工程模式。
3 銑削加工 顯示銑削加工用的工程模式。
取消工程的新增。
取消後畫面一覽表區為有效狀態。
(註) 有銑削補間規格時有效。
(註) 有銑削補間規格時有效。
35
Page 46
4. 畫面規格
操作方法(新增工程的追加)
(1) 畫面一覽表區有效時,移動方向鍵選擇工
程追加位置。
4.3 工程編輯機能相關畫面
(2) 按下 [新增] 菜單鍵。
由 [車削加工]、[銑削加工] 菜單來選擇車
削加工模式或銑削加工模式。
(3) 使用方向鍵或輸入數值來選擇工程模式。
游標位置插入新工程。
操作一覽表區顯示工程模式選擇畫面,切換成操作一
覽表區有效。
36
Page 47
4. 畫面規格
4.3 工程編輯機能相關畫面
(4) 按下 [INPUT] 鍵。
操作一覽表區的內容由選擇的工程模式來切換。
畫面一覽表區的游標位置顯示選擇的工程模式。
(註) 工程追加操作的途中按下 [←] 菜單鍵後,畫面返回到 [新增] 菜單鍵按下之前的狀態。((1)的
狀態)
37
Page 48

4. 畫面規格
4.3.4 初期條件設定畫面
輸入程式的初期條件畫面。選擇畫面一覽表區 [初期設定] 後顯示。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 工件登錄號碼 輸入切削工件材質的登錄號碼。
指定登錄在切削條件檔案的號碼。
(顯示在切削條件檔案畫面設定的素材名稱一覽表。請參考一覽
表輸入對應的號碼。)
2 工件原點 輸入工件原點。
選擇工件原點,決定程式座標系。
1:尾座為原點
2:夾頭為原點
1~8
1~2
38
Page 49

4. 畫面規格
No. 顯示項目 內容 設定範圍
3 外徑 輸入工件的外徑。 0.001~
4 內徑 輸入工件的內徑。 0.000~
5 +Z 輸入從程式原點開始的工件正面位置。 -99999.999~
6 -Z 輸入從程式原點開始的工件背面位置。 -9999.9999~
7 工件座標 指定使用的工件座標系。
8 冷卻液 選擇冷卻液有效/無效。
9 刀具交換位置 選擇刀具交換位置。
10 刀具終了復歸型式 程式結束後,選擇刀具復歸型式。
54:G54
:
59:G59
P1:G54.1 P1
:
P48:G54.1 P48
0:冷卻液無效
1:冷卻液有效
1:X 軸-參考位置、Z 軸-刀具旋回切削位置
2:X 軸、Z 軸-刀具旋回切削位置
3:X 軸、Z 軸-刀具固定點復歸位置
1:參考點
2:加工結束位置
3:指定位置
4.3 工程編輯機能相關畫面
99999.999mm
0.0001~
9999.9999inch
99999.999mm
0.0000~
9999.9999inch
99999.999mm
9999.9999inch
54~59
P1~P48
0~1
1~3
1~3
39
Page 50

4. 畫面規格
No. 顯示項目 內容 設定範圍
11 刀具終了復歸位置 X -99999.999~
12 刀具終了復歸位置 Z
13 刀具終了 M 碼 程式結束時,選擇輸出的 M 指令。
菜單
No. 菜單 內容
1
2 儲存 儲存初期條件的變更內容。
程式結束後,輸入機械座標系的刀具復歸位置。
在刀具結束復歸型式設定為 3 時有效。
1:M30
2:M02
3:M99
-
³
畫面一覽表區有效。
4.3 工程編輯機能相關畫面
99999.999mm
-9999.9999~
9999.9999inch
1~3
40
Page 51

4. 畫面規格
4.3.5 車削工程
(1) 車削工程畫面
車削工程的參數輸入畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀
具登錄的號碼。
2 加工方法 輸入加工方法。
<1:粗切削>
針對切削區域進行逐步切削。
在切削形狀上,餘留精切削量。
<2:精切削>
對切削形狀,做一次加工。
101~150
601~650
1,2
41
Page 52

4. 畫面規格
No. 顯示項目 內容 設定範圍
3 加工部位 輸入加工部位。
[開放型]
<1:外徑開放>
從工件的正面開始做外徑部份加工。
<2:外徑中途>
從工件的中途開始做外徑部份加工。
<3:內徑開放>
從工件的正面開始做內徑部份加工。
<4:內徑中途>
從工件的途中開始做內徑部份加工。
<5:端面開放>
加工工件的端面。
<6:端面中途>
從工件的中途開始加工端面。
Pe(切削形狀結束點)
4.3 工程編輯機能相關畫面
1~6
接近點
切削開始點
[中途型]
Pe(切削形狀結束點)
接近點
Pe(切削形狀開始點)
切削開始點
切削形狀非單調增加或單調減少時,選擇中途型。
4 接近位置 X 輸入接近位置。
加工完成後,刀具回到接近位置。
-99999.999~
99999.999mm
5 接近位置 Z -9999.9999~
9999.9999inch
6 精切削量 X (FX) 輸入粗切削時的精切削量。
以半徑值輸入 FX,FZ。
0.000~
99999.999mm
7 精切削量 Z (FZ) 0.0000~
9999.9999inch
8 一次切削量 輸入粗切削時的一次切削量。 0.001~
99.999mm
9 逃離量 輸入粗切削時的逃離量。 0.0001~
9.9999inch
42
Page 53

切削開始點
4. 畫面規格
No. 顯示項目 內容 設定範圍
10 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號
11 切削速度 V 輸入切削速度。
12 進給速度 F 輸入進給速度。
(補充) 粗加工時,刀具的路徑如下拉起。
4.3 工程編輯機能相關畫面
碼。
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會
自動設定。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條
件的內容自動設定切削速度。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條
件的內容自動設定進給速度。
0~99999999
1~9999 m/min
1~9999 feet/min
0.0001~
999.9999 mm/rev
0.00001~
99.99999 inch/rev
[開放型] [中途型]
刀具路徑針對切削形狀以 45°的角度拉起。
接近點
切削開始點
刀具路徑如切削形狀拉起。
接近點
(註) 刀具路徑並未考慮刀具形狀(刀鼻角度、前端刃角)。因此,切削形狀無單調增加或單調減少
時,請考慮刀具形狀後再輸入切削形狀。
菜單
No. 菜單 內容
-
1
³
畫面一覽表區有效。
2 樣式 顯示加工樣式的選擇畫面。
3 描繪 顯示描繪畫面。核對設定的資料時選擇。
4 儲存 儲存工程的變更內容。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內的
參數不正確時,會顯示畫面名稱與異警。
43
Page 54

4. 畫面規格
(2) 車削樣式畫面
輸入車削工程的切削形狀畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 No. 形狀號碼。 1~50
2 形狀
(M)
輸入形狀。
<1>
進行直線(G01)加工。
<2>
進行 CW 圓弧(G02)加工。
<3>
進行 CCW 圓弧(G03)加工。
(註) 無法省略。
1~3
44
Page 55

4. 畫面規格
No. 顯示項目 內容 設定範圍
3 折彎
(D)
輸入前形狀終點,向量左折彎或右折彎。
1:左折彎 2:右折彎
(註 1) 未輸入時,視為切線。
(註 2) 當前方終點 X,Z 不明時,請務必輸入。
4.3 工程編輯機能相關畫面
1,2
4 座標 X
(X)
座標 Z
(Z)
5 半徑/角度
(R/A)
左折彎 切線 右折彎
輸入 No.1 第一行的形狀開始點,No.2 之後各形狀的終點。
指定程式座標系的直徑值,Z 為半徑值。
X
Z
X
註 1) 最後一行請務必輸入座標。除 No.1 的第一行及最後一行
(
之外,可以省略。
註 2) 前一行有輸入轉角形狀尺寸時,請務必輸入。
(
・形狀為圓弧時,輸入圓弧半徑。
正值:180 度以下的圓弧指令
負值:超過 180 度的圓弧指令
・形狀為直線時,輸入角度。
135°
-99999.999
99999.999mm
-9999.9999
9999.9999inch
半徑:
0.001
999999.999mm
-999999.999
-0.001mm
角度:
-359.999
360.000
~
~
~
~
~
°
、
註 1) 形狀為圓弧時,請務必輸入。
(
註 2) 形狀為直線,座標 X,Z 且向量 I,K 輸入時為無效資料。
(
45
Page 56

X
4. 畫面規格
No. 顯示項目 內容 設定範圍
6 中心/向量 I
(I)
中心/向量 K
(K)
・形狀為圓弧時,輸入圓弧中心座標。
・形狀為直線時,輸入傾斜度(向量)。
I = 40.
K = 60.
80
80
I = 40.
K = 40.
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
9999.9999inch
~
~
7 轉角形狀尺寸
(C)
40
Z
註 1) 形狀為圓弧時,只要輸入 I,K其中之一,另一方則視為 0。
(
註 2) 形狀為直線,輸入座標 X,Z 或角度時,資料為無效。
(
輸入轉角尺寸。
正值:轉角 R、負值:轉角 C
4060
R
(
註 1) 指定轉角尺寸時,則下一行原則上請輸入終點 X,Y。
40
Z
C
2060
-99999.999
99999.999mm
-9999.9999
9999.9999inch
~
~
菜單
No. 菜單 內容
1 插入 在游標位置前插入形狀資料。
註) No.1(加工開始點)時無法操作。
(
2 刪除 在游標位置刪除形狀資料。
註) No.1(加工開始點)時無法操作。
(
3 複製 複製游標位置前行的資料。
4 +輸入 針對游標位置的資料,再加上上一行的資料後輸入。
註) 只在座標 X,Z 輸入時有效。
(
5 清除 清除游標位置的資料。
6 返回 返回車削加工畫面。
46
Page 57

4. 畫面規格
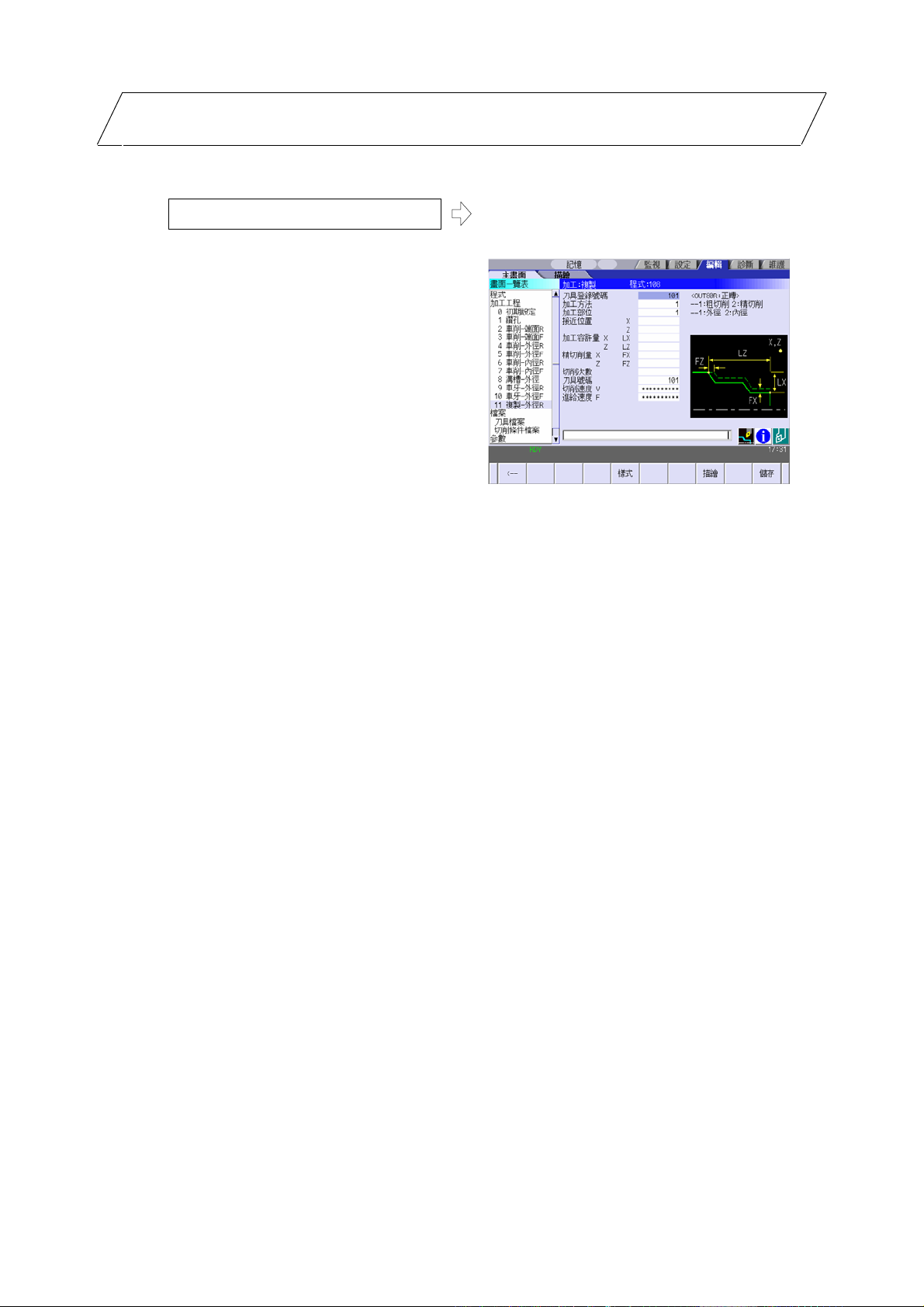
4.3.6 複製工程
(1) 複製加工畫面
輸入複製工程的參數畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀具
號碼。
2 加工方法 輸入加工方法。
:粗切削>
<1
針對切削區域進行逐步切削。
在切削形狀上,餘留精切削量。
:精切削>
<2
對切削形狀,做一次加工。
3 加工部位 輸入加工部位。
:外徑>
<1
加工工件的外徑部份。
:內徑>
<2
加工工件的內徑部份。
4 接近位置 X 輸入接近位置。
加工完成後,刀具回到接近位置。
101
~150
~650
601
1,2
1
~2
-99999.999
99999.999mm
~
47
Page 58
4. 畫面規格
No. 顯示項目 內容 設定範圍
5 接近位置 Z -9999.9999~
6 加工容許量 X (LX) 以半徑值輸入粗切削時的 X 軸方向加工容許量。 0.001~
7 加工容許量 Z (LZ) 輸入粗切削時的 Z 軸方向加工容許量。 0.0001~
8 精切削量 X (FX) 0.000~
9 精切削量 FZ (FZ)
10 切削次數 輸入粗切削時的切削次數。 1~99 次
11 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號碼。
12 切削速度 V 輸入切削速度。
13 進給速度 F 輸入進給速度。
4.3 工程編輯機能相關畫面
輸入粗切削時的精切削量。
以半徑值輸入 FX,FZ。
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會自
動設定。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件
的
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件
的
內容自動設定切削速度。
內容自動設定進給速度。
9999.9999inch
99999.999mm
9999.9999inch
99999.999mm
0.0000~
9999.9999inch
~999999
1
~9999 m/min
1
~9999 feet/min
1
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
菜單
No. 菜單 內容
-
1
³
畫面一覽表區有效。
2 樣式 顯示加工樣式的選擇畫面。
3 描繪 顯示描繪畫面。核對設定的資料時選擇。
4 儲存 儲存工程的變更內容。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內
的參數不正確時,會顯示畫面名稱與異警。
48
Page 59

4. 畫面規格
(2) 複製樣式畫面
輸入車削工程切削形狀的畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
請參考「4.3.5 車削工程 (2) 車削加工樣式畫面」。
菜單
No. 菜單 內容
1 插入 在游標位置前插入形狀資料。
註) No.1(加工開始點)時無法操作。
(
2 刪除 在游標位置刪除形狀資料。
註) No.1(加工開始點)時無法操作。
(
3 複製 複製游標位置前行的資料。
4 +輸入 游標位置的前一行資料再加上設定值資料後輸入。
註) 只在座標 X,Z 輸入時有效。
(
5 清除 清除游標位置的資料。
6 返回 返回車削加工畫面。
49
Page 60
4. 畫面規格
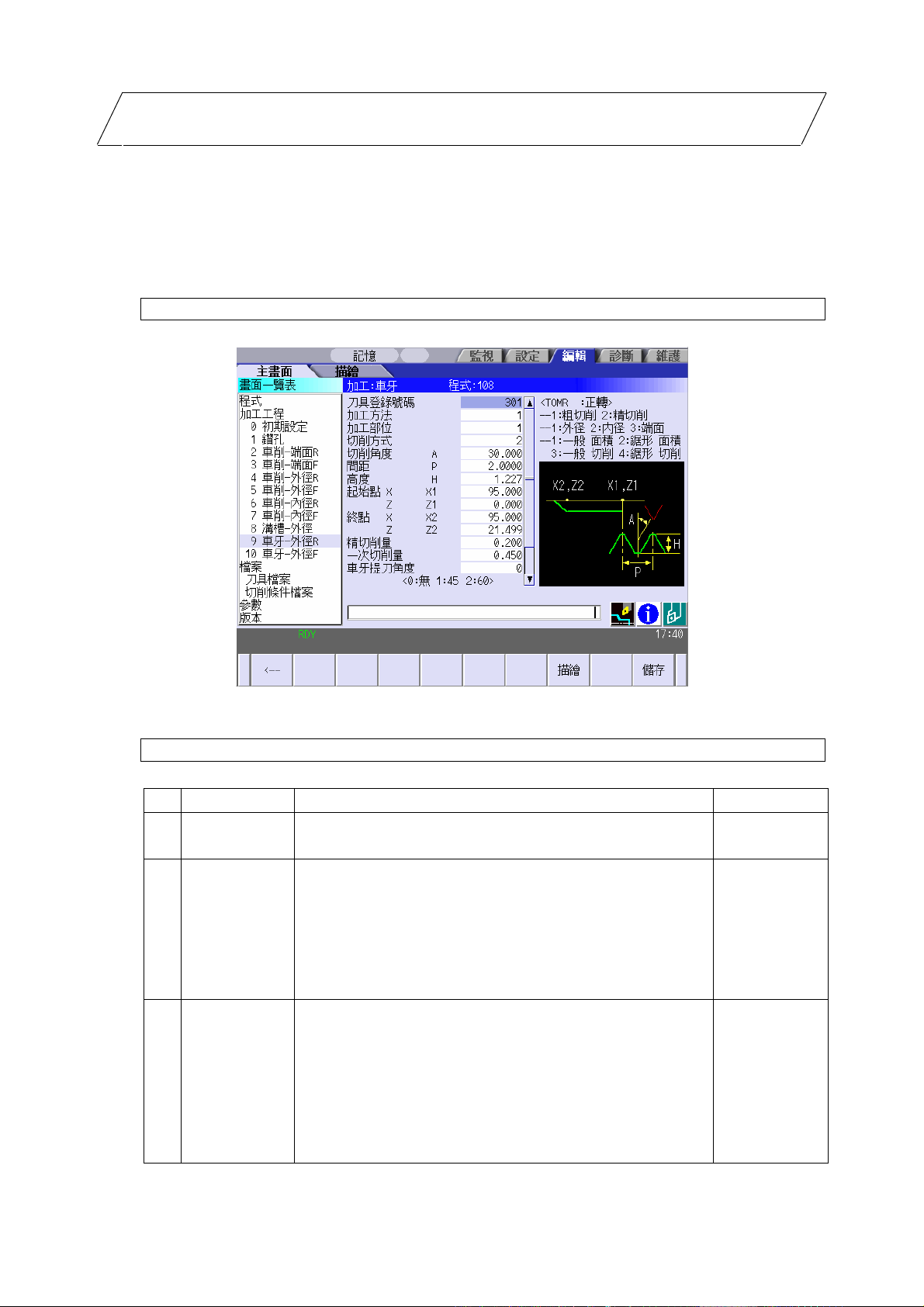
4.3.7 車牙加工畫面
輸入車牙工程的參數畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀具號碼。 301~350
2 加工方法 輸入加工方法。
:粗切削>
<1
針對車牙區域進行逐步切削。
在車牙形狀上,餘留精切削量。
:精切削>
<2
對車牙形狀,做一次加工。
3 加工部位 輸入加工部位。
:外徑>
<1
在工件的外徑部份做車牙加工。
:內徑>
<2
在工件的內徑部份做車牙加工。
:端面>
<3
在工件的端面部份做車牙加工。
1, 2
1~3
50
Page 61
4. 畫面規格
No. 顯示項目 內容 設定範圍
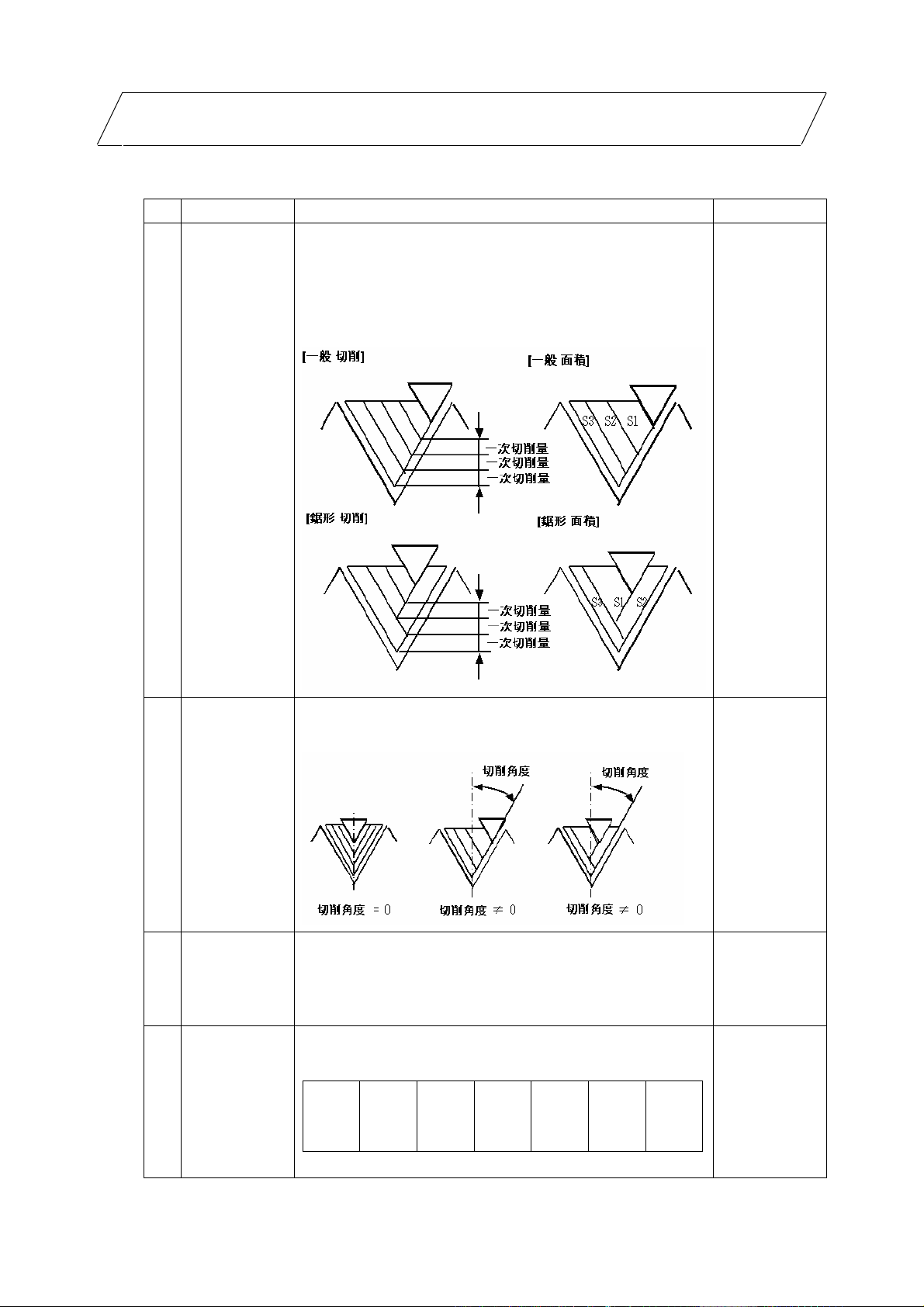
4 切削方式 選擇粗切削時,車牙的切削方式。
:一般 面積
1
:鋸形 面積
2
:一般 切削
3
:鋸形 切削
4
4.3 工程編輯機能相關畫面
~4
1
5 切削角度 (A) 輸入粗切削時的車牙切削角度。
切削角度=0 時,鋸形的切削方式無效。
0.000
60.000
~
°
6 間距 (P) 輸入車牙的間距。 0.0001~
999.9999mm
0.00001
99.99999inch
7 高度 (H) 輸入車牙的高度。
從菜單選擇車牙種類,從間距可自動輸入車牙高度。
M
MRTER
UN
UNIFY W WIT
PF PT
PS
管形
NPT
管形
TM
彎形 30°
TW
彎形 29°
0.001~
999.999mm
~
0.0001
9999.9999mm
~
51
Page 62

4. 畫面規格
No. 顯示項目 內容 設定範圍
8 起始點 X (X1) 以直徑值輸入車牙起始點的 X 座標。 -99999.999~
9 起始點 Z (Z1) 輸入車牙起始點的 Z 座標。 -9999.9999~
10 終點 X (X2) 以直徑值輸入車牙終點的 X 座標。 -99999.999~
11 終點 Z (Z2) 輸入車牙終點的 Z 座標。 -9999.9999~
12 精切削量 輸入粗切削時的車牙精切削量。
13 一次切削量 輸入粗切削時切削方式對應的切削量。
14 車牙提刀角度 輸入提刀角度。
15 車牙提刀量 輸入提刀量。
16 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號碼。
17 切削速度 V 輸入切削速度。
4.3 工程編輯機能相關畫面
提刀區域如同連續車牙般加工。
<切削一定方式>
輸入一回的最大切削量。
切削量以下列公式均等化計算。
切削次數 = ( (車牙高度-車牙精切削量)/切削量 )↑
↑:無條件進位。
實際切削量 = (車牙高度-車牙精切削量)/切削次數
<面積一定方式>
輸入第一次的切削量。
計算 N 次的切削量(dn)如下式所示。
dn = d1(
d1
:無提刀
0
:45°
1
:60°
2
以下的場合,不進行提刀。
車牙角度 + 提刀角度 > 90
提刀區域如同連續車牙般加工。
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會自動設定。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件的內容自動
設定切削速度。
√n - √(n-1) )
:第一次的切削量
99999.999mm
9999.9999inch
99999.999mm
9999.9999inch
0.000
~
99999.999mm
~
0.0000
9999.9999inch
0.001
~
99999.999mm
~
0.0001
9999.9999inch
~2
0
0.1
~9.9
山數)
(
1
~999999
~9999 m/min
1
~9999
1
feet/min
52
Page 63

4. 畫面規格
菜單
No. 菜單 內容
1
2 描繪 顯示描繪畫面。核對設定的資料時選擇。
3 儲存 儲存工程的變更內容。
-
³
畫面一覽表區有效。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內
的參數不正確時,會顯示畫面名稱與異警。
4.3 工程編輯機能相關畫面
53
Page 64

4. 畫面規格
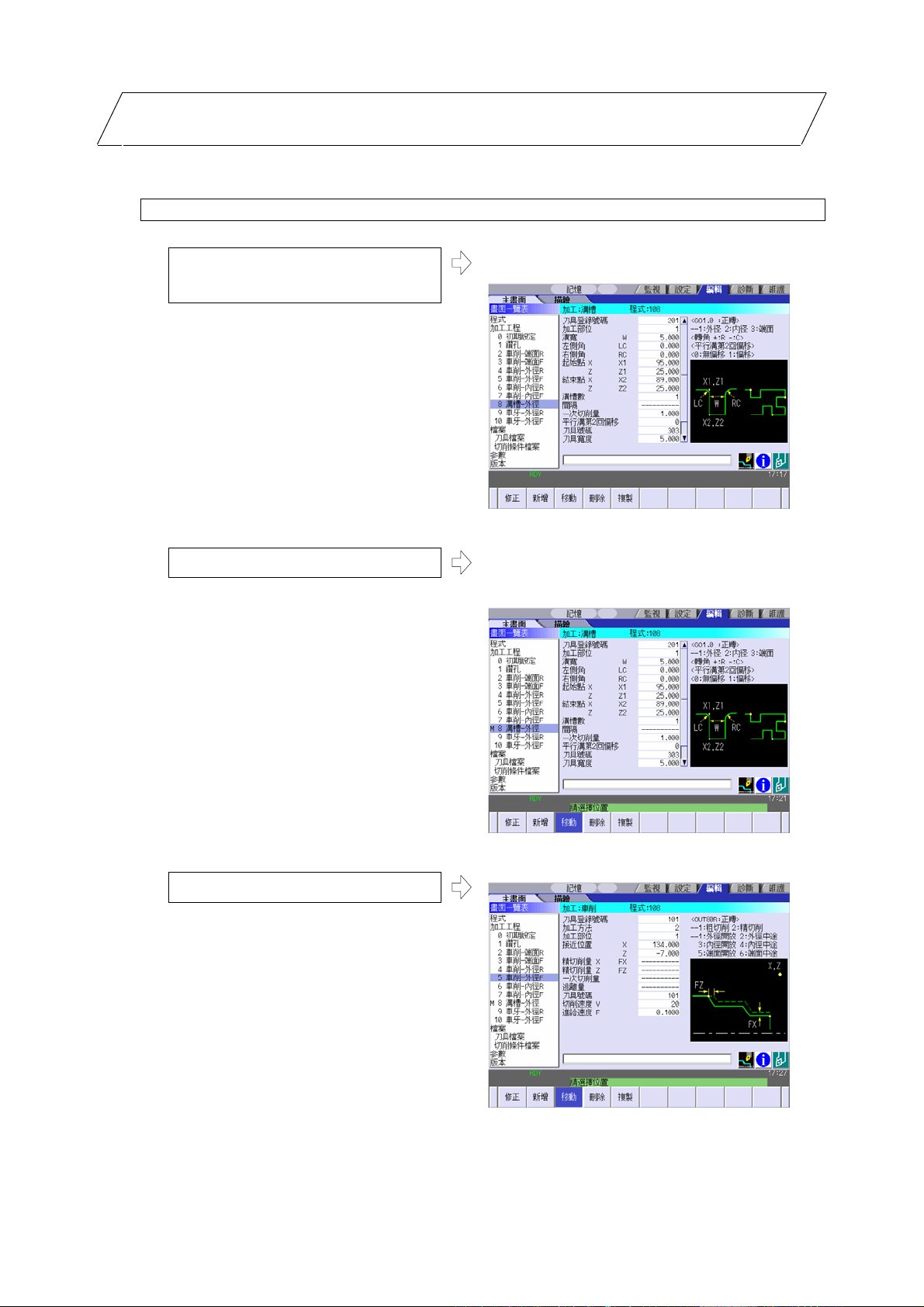
4.3.8 溝槽加工畫面
輸入溝槽工程的參數畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀具號碼。 201~250
2 加工部位 輸入加工部位。
:外徑>
<1
在工件的外徑部份做溝槽加工。
:內徑>
<2
在工件的內徑部份做溝槽加工。
:端面>
<3
在工件的端面部份做溝槽加工。
3 溝寬 (W) 輸入溝寬。 0.001~
1~3
99999.999mm
~
0.0001
9999.9999inch
54
Page 65

4. 畫面規格
No. 顯示項目 內容 設定範圍
4 左側角 (LC) 輸入溝槽左側的轉角尺寸。
5 右側角 (RC) 輸入溝槽右側的轉角尺寸。
6 起始點 X (X1) 以直徑值輸入溝槽起始點的 X 座標。 -99999.999~
7 起始點 Z (Z1) 輸入溝槽起始點的 Z 座標。 -9999.9999~
8 終點 X (X2) 以直徑值輸入溝槽終點的 X 座標。
9 終點 Z (Z2) 輸入溝槽終點的 Z 座標。
正值:轉角 R、負值:轉角 C
R
錐度溝槽無法指定轉角。
正值:轉角 R、負值:轉角 C
錐度溝槽無法指定轉角。
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
C
9999.9999inch
-99999.999~
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
9999.9999inch
~
~
~
10 溝槽數 輸入加工的溝槽個數。 1~99
55
Page 66

4. 畫面規格
No. 顯示項目 內容 設定範圍
11 間隔
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
9999.9999inch
~
~
12 一次切削量 輸入一次切削量。 0.001~
99999.999mm
0.0001
9999.9999inch
13 平行溝第 2 回偏
移
14 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號碼。
15 刀具寬度 輸入該刀具的刀具寬度。
16 切削速度 V 輸入切削速度。
17 進給速度 F 輸入進給速度。
指定第 2 次以後到達溝底,刀具向加工完成的方向要不要進行切
削位移。
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會自動設定。
指定刀具登錄號碼後,登錄在刀具檔案的刀具寬度會自動設定。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件的內容自
動設定切削速度。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件的內容自
動設定進給速度。
:不位移
0
:位移
1
0~1
1
~999999
0.001
~
999.999mm
0.0001
99.9999 inch
~9999 m/min
1
~9999 feet/min
1
0.0001
999.9999 mm/rev
0.00001
99.99999 inch/rev
~
~
~
~
56
Page 67

4. 畫面規格
菜單
No. 菜單 內容
1
2 描繪 顯示描繪畫面。核對設定的資料時選擇。
3 儲存 儲存工程的變更內容。
-
³
畫面一覽表區有效。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內
的參數不正確時,會顯示畫面名稱與異警。
4.3 工程編輯機能相關畫面
57
Page 68

4. 畫面規格
4.3.9 梯形溝加工畫面
輸入梯形溝工程的參數畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登入號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀具號碼。 201~250
2 加工方法 輸入加工方法。
:粗切削>
<1
針對梯形溝區域進行逐步切削。
在梯形溝形狀上,餘留精切削量。
:精切削>
<2
對梯形溝形狀,做一次加工。
3 加工部位 輸入加工部位。
:外徑>
<1
在工件的外徑部份做溝槽加工。
:內徑>
<2
在工件的內徑部份做溝槽加工。
:端面>
<3
在工件的端面部份做溝槽加工。
4 基準點 X 以直徑值輸入梯形溝的基準點(溝底的中心)X 座標。 -99999.999~
1, 2
1~3
99999.999mm
58
Page 69

4. 畫面規格
No. 顯示項目 內容 設定範圍
5 基準點 Z 以直徑值輸入梯形溝的基準點(溝底的中心)Z 座標。 -9999.9999~
6 溝寬 (W) 輸入溝寬。 0.001~
7 溝深 1 (H1) 輸入溝左側的深度。 0.0001~
8 溝深 2 (H2) 輸入溝右側的深度。
9 溝槽角度 1 (A1) 輸入溝底與溝左側邊的角度。 0.000~89.999°
10 溝槽角度 2 (A2) 輸入溝底與溝右側邊的角度。 0.000~89.999°
11 溝槽角度 3 (A3) 輸入溝左側與工件的角度。 -89.999~
12 溝槽角度 4 (A4) 輸入溝右側與工件的角度。
4.3 工程編輯機能相關畫面
A3 A4
9999.9999inch
99999.999mm
9999.9999inch
°
89.999
~
-89.999
°
89.999
E1 E2
A1 A2
H1 H2
X,Z
B1 B2
W
13 左角進入 (E1) 輸入梯形溝左側進入點的轉角導角量。
正值:轉角 R、負值:轉角 C
14 右角進入 (E2) 輸入梯形溝右側進入點的轉角導角量。
正值:轉角 R、負值:轉角 C
15 底部左側角 (B1) 輸入梯形溝底左側的轉角導角量。
正值:轉角 R、負值:轉角 C
16 底部右側角 (B2)
17 精切削量 輸入粗切削時,梯形溝的精切削量。 0.000~
18 一次切削量 輸入一次切削量。 0.001~
19 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號碼。
輸入梯形溝底右側的轉角導角量。
正值:轉角 R、負值:轉角 C
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會自動設定。
-99999.999
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
0.0000
9999.9999inch
99999.999mm
0.0001
9999.9999inch
1
~999999
~
~
~
~
59
Page 70

4. 畫面規格
No. 顯示項目 內容 設定範圍
20 刀具寬度 輸入該刀具的刀具寬度。
21
22
菜單
指定刀具登錄號碼後,登錄在刀具檔案的刀具寬度會自動設定。
切削速度 V 輸入切削速度。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件的內容
自動設定切削速度。
進給速度 F 輸入進給速度。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條件的內容
自動設定進給速度。
4.3 工程編輯機能相關畫面
0.001
~999.999mm
~
0.0001
99.9999 nch
~9999 m/min
1
~9999 feet/min
1
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
No. 菜單 內容
-
1
³
畫面一覽表區有效。
2 描繪 顯示描繪畫面。核對設定的資料時選擇。
3 儲存 儲存工程的變更內容。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內
的參數不正確時,會顯示畫面名稱與異警。
60
Page 71

4. 畫面規格
4.3.10 圓孔畫面
輸入圓孔工程的參數畫面。在圓孔畫面按下 [樣式] 後可顯示各式工程。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登錄號碼。指定登錄在刀具檔案的刀
具號碼。
2 圓孔方式 輸入圓孔加工循環的方式。
<1
<2
<3
<4
:鑽孔>(G83)
直接加工到孔底,在孔底暫停後再拉回的加工
循環。
:啄鑽>(G83)
加工到圓孔的中途,然後返回圓孔的上方,重
複這樣的動作到孔底為止的加工循環。
:搪孔>(G85)
加工到孔底,在孔底暫停後以切削進給的速度
將刀具拉回。
:攻牙> (G84,G84.1)
進行到孔底位置的攻牙,在孔底暫停後反轉拉
回刀具。
401
501
1~4
~450
~550
61
Page 72

4. 畫面規格
No. 顯示項目 內容 設定範圍
3 孔位上方位置 Z (ZF) 輸入圓孔上方表面的位置。 -99999.999~
4 圓孔深度 (H) 輸入從工件上方表面開始起算的圓孔深度。
5 刀鼻深度 (B) 輸入從工件上方表面開始起算的刀鼻深度。
6 基準點直徑 (D) 輸入基準點直徑。輸入基準點直徑後,圓孔深度與刀
7 一次切削量 選擇圓孔方式 C=2(啄鑽)時,輸入每次的切削量。 0.001~
8 暫停時間 輸入在孔底的暫停時間。 0.0~99.999sec
9 刀具號碼 輸入該刀具設定的刀塔號碼(或 ATC 號碼)或補正號
10 刀具寬度 輸入該刀具的刀具寬度。
11 切削速度 V 輸入切削速度。
12 進給速度 F 輸入進給速度。
4.3 工程編輯機能相關畫面
變更圓孔深度後,刀鼻深度會自動更新。
若計算出的刀鼻深度在 0 以下時,會顯示超出資料範
圍的異警。
變更刀鼻深度後,圓孔深度會自動更新。
鼻深度會自動更新。
碼。
指定刀具登錄號碼後,登錄在刀具檔案的刀具號碼會
自動設定。
指定刀具登錄號碼後,登錄在刀具檔案的刀具寬度會
自動設定。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條
件的
圓孔方式為攻牙時,顯示間距(mm/rev)。
指定刀具登錄號碼後,會從刀具檔案的內容與切削條
件的
內容自動設定切削速度。
內容自動設定進給速度。
99999.999mm
-99999.999~
99999.999mm
-9999.9999
9999.9999inch
0.001
99999.999mm
0.001
工具徑
99999.999mm
1~999999
0.001
0.0001
99.9999inch
~9999 m/min
1
~9999 feet/min
1
0.0001~
999.9999 mm/rev
0.00001
99.99999 inch/rev
~
~
~
~999.999mm
~
~
菜單
No. 菜單 內容
-
1
³
畫面一覽表區有效。
2 描繪 顯示描繪畫面。核對設定的資料時選擇。
3 儲存 儲存工程的變更內容。
儲存時,有不正確參數存在時,會顯示異警。
輸入不正確參數時,游標會移動到不正確參數的位置。當樣式輸入畫面內
的參數不正確時,會顯示畫面名稱與異警。
62
Page 73

4. 畫面規格
4.3.11 EIA 畫面
輸入 EIA 工程的畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 EIA 單節 顯示現在的 EIA 單節內容。
從設定區輸入 EIA 指令,進行 EIA 的登錄。但是,有
以下的限制。
<限制事項>
・EIA 單節最多為 50 個文字。
菜單
No. 菜單 內容
-
1
³
畫面一覽表區有效。
2 插入 在游標位置上插入空的單節。
3 刪除 刪除游標位置上的單節。
4 儲存 儲存工程的變更內容。
EIA
指令
最多 10 個單節
63
Page 74

圓周
4. 畫面規格
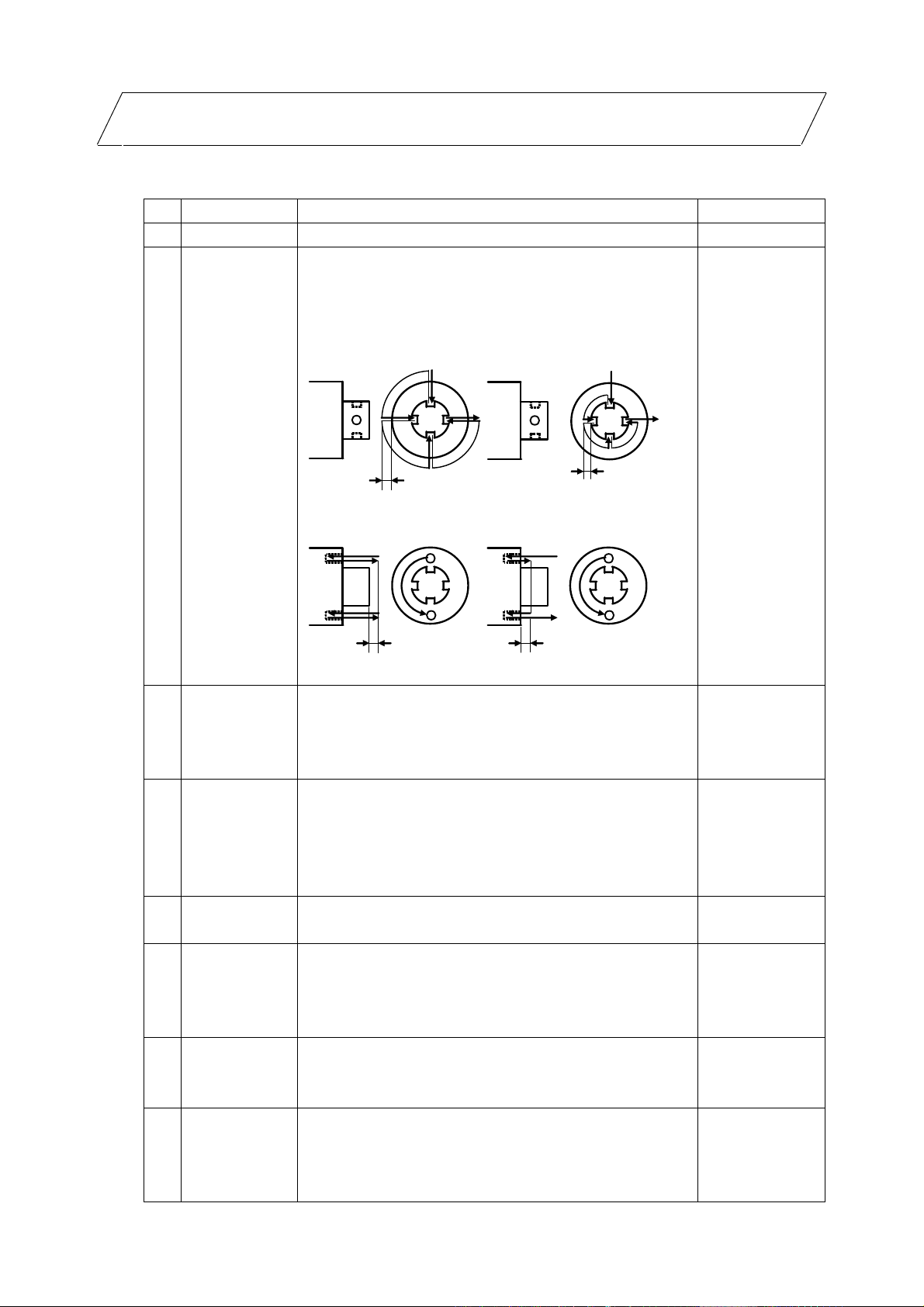
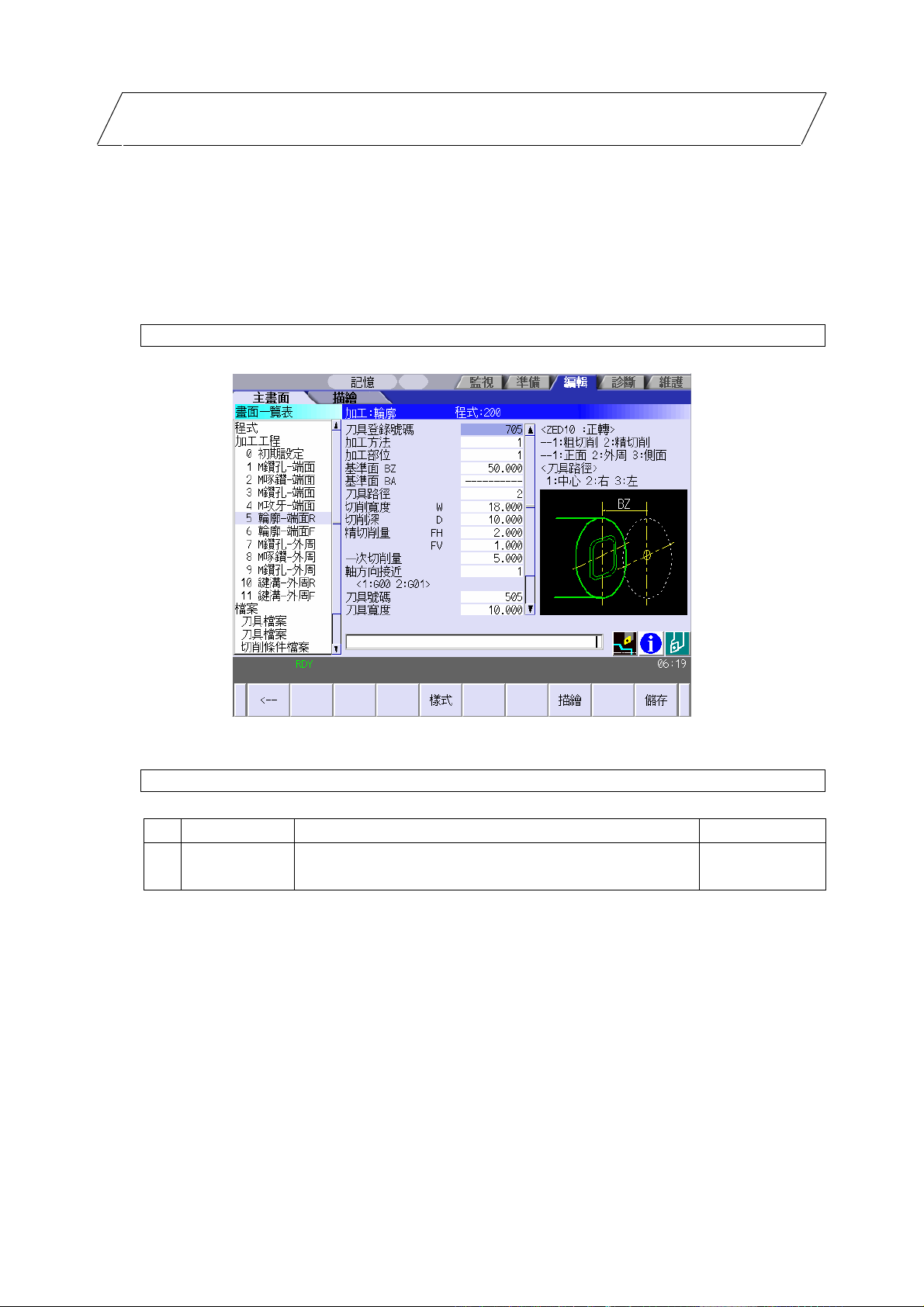
4.3.12 銑削鑽孔加工畫面
(1) 銑削鑚孔加工畫面
銑削鑚孔工程的參數輸入畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登入號碼。指定登錄在刀具檔案的號碼。 701~799
2 加工部位 輸入加工部位。
:端面> 在工件端面作孔加工。
<1
:外周> 在工件圓周作孔加工。
<2
:側面> 在工件側面作孔加工。
<3
側面加工須有 Y 軸規格。
側面
端面
1
~3
64
Page 75

4. 畫面規格
No. 顯示項目 內容 設定範圍
3 孔循環種類 輸入孔加工循環的種類。
4 基準面 BZ
5 圓孔深度 H 輸入從工件上面開始的圓孔深度。
6 刀鼻深度 B 輸入從工件上面開始的刀尖深度。
7 基準點直徑 D 輸入刀徑值。輸入刀徑後,圓孔深度與刀尖深度會自動更新。 0.001~
8 一次切削量 選擇孔循環種類 C=2(啄鑽)時,輸入一次的切削量。 0.001~
基準面 BR
基準面 BA
4.3 工程編輯機能相關畫面
:鑚孔>(G83,G87)
<1
一次加工到孔底位置,在孔底暫停後刀具上揚。
:啄鑽>(G83,G87)
<2
加工到圓孔的途中,會返回圓孔的上方位置,重複以上動
作直到加工到孔底。
:搪孔>(G85,G89)
<3
在孔底位置加工、暫停後刀具以切削進給速度上揚。
:攻牙> (G84,G84.1,G88,G88.1)
<4
進行到達孔底位置的攻牙加工,在孔底暫停後,刀具以逆
轉方式上揚。
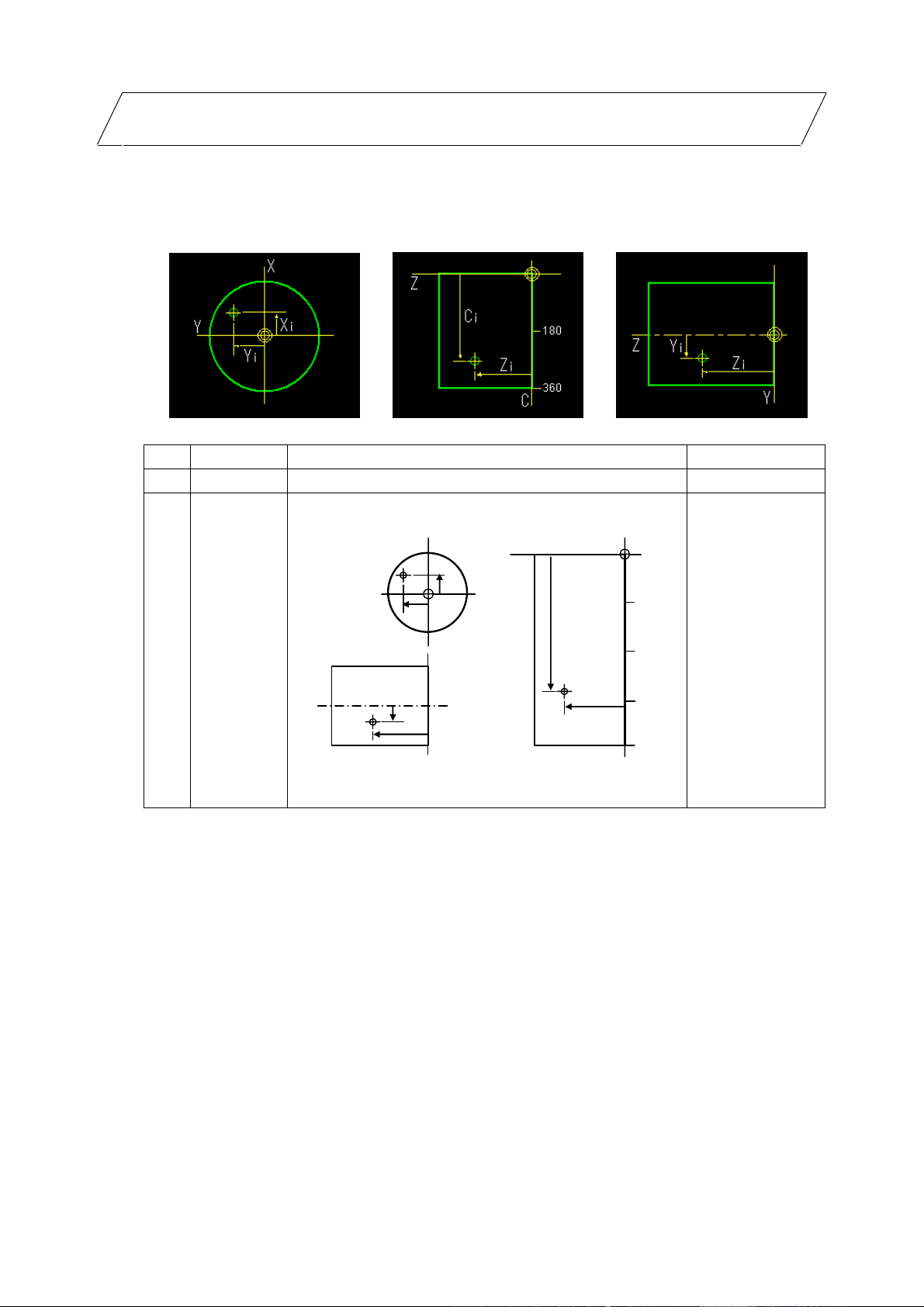
輸入加工部位圓孔上方位置。
[端面] [圓周]
[側面]
依加工部位的不同,可以切換基準面 BZ/基準面 BR。
基準面 BA 只限在側面加工時方可輸入。
變更圓孔深度後,刀尖深度也會自動更新。
但是,計算後的刀尖深度在 0 以下時,會產生超出資料範圍的
異警。
變更刀尖深度後,圓孔深度也會自動更新。
BZ
BA
X
Z
X
BR
Z
X
BR
Z
1
~4
基準面 BZ
-99999.999
99999.999mm
-9999.9999
9999.9999inch
基準面 BR
~
0.001
99999.999mm
~
0.0001
9999.9999inch
基準面 BA
-359.999
360.000
-99999.999
99999.999mm
-9999.9999
9999.9999inch
0.001
~
99999.999mm
~
0.0001
9999.9999inch
工具徑 mm
~
0.0001
工具徑 inch
99999.999mm
~
0.0001
9999.9999inch
~
~
~
°
~
~
65
Page 76
參考點復歸
參考點復歸
點復歸
點復歸
4. 畫面規格
No. 顯示項目 內容 設定範圍
9 暫停時間 輸入在孔底的暫停時間。 0.0~99.999sec
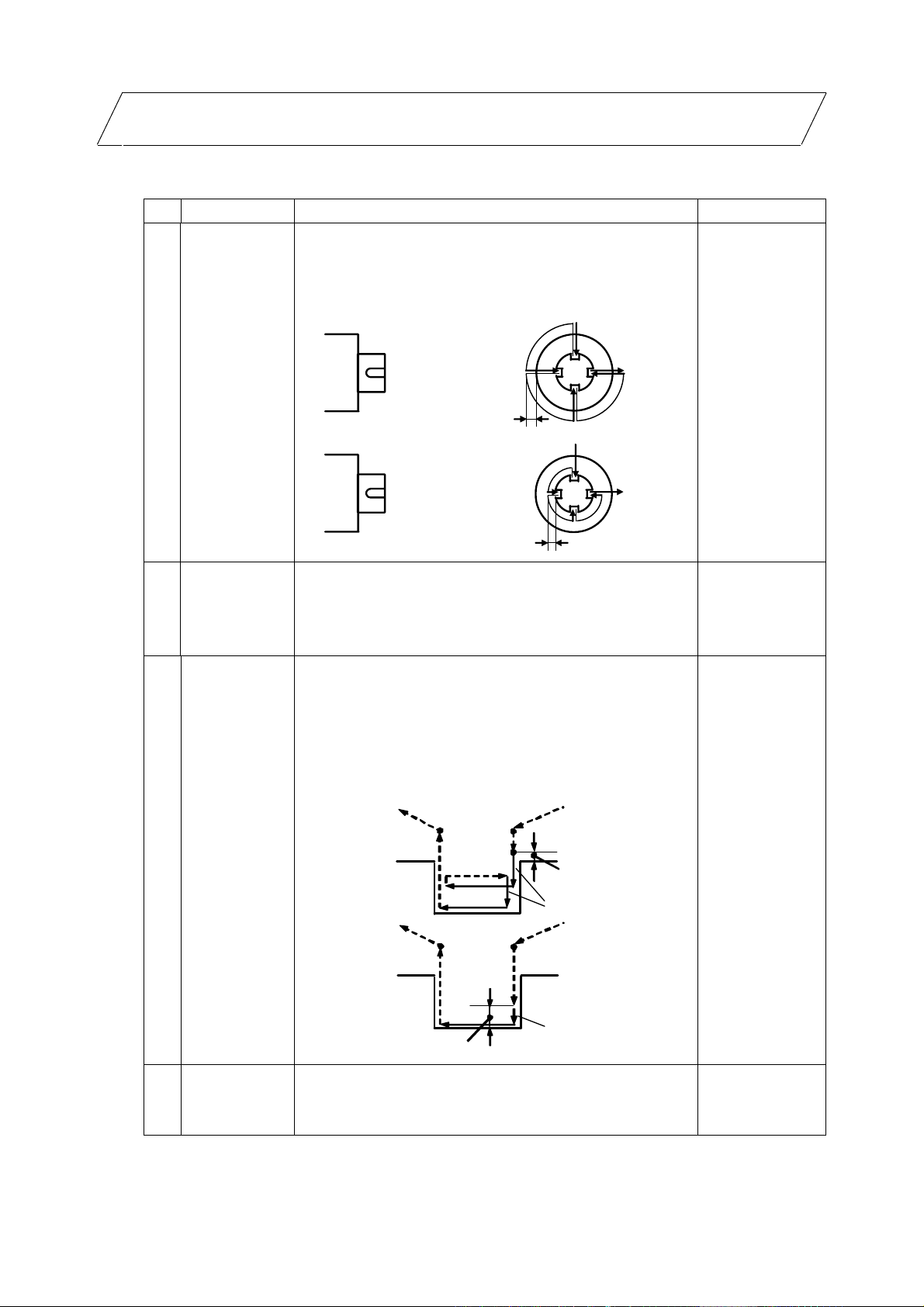
10 復歸位置 加工 2 個圓孔以上時,選擇移動到下一個圓孔位置的刀具移動
高度。
:參考點基準復歸
1
:R 點基準復歸
2
4.3 工程編輯機能相關畫面
1,2
安全輪廓清除量
-圓周-
安全輪廓清除量
-端面-
R
R
-圓周-
孔清除量
-端面-
孔清除量
11 C 軸箝制 選擇是否要箝制 C 軸加工。
高負荷加工時,請選擇 1。
:無
0
:有
1
12 加工樣式 顯示加工樣式。
任意 直線
圓弧 圓周
矩形 棋盤
變更加工式樣時,也會變更加工式樣的畫面。
13 刀具號碼 輸入設定使用刀具的刀塔號碼(ATC 號碼)或補正號碼。
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具號碼。
14 刀具徑 輸入使用刀具的刀具徑。
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具
徑。
15 切削速度 V 輸入切削速度。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定切削速度。
16 進給速度 F 輸入進給速度。
孔加工種類為攻牙時,則表示為牙距(mm/rev)。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定進給速度。
0,1
-
0
~99999999
~
0.001
999.999mm
~
0.0001
99.9999inch
~9999 m/min
1
~9999 feet/min
1
0.0001~
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
66
Page 77

4. 畫面規格
菜單
No. 菜單 內容
1
³
2 式樣 顯示加工式樣的輸入畫面。
3 描繪 顯示描繪畫面。描繪設定的資料時選擇。
4 儲存 儲存工程的變更內容。
(2) 鑽孔加工式樣畫面
關於鑽孔工程加工式樣的參數輸入畫面。按下鑽孔工程畫面的菜單鍵 [式樣] 後可顯示。
-
游標移動到選單一覽表。
儲存時,有不正確參數時,將顯示異警。
輸入參數不正確時,會移動游標到不正確參數的位置。
4.3 工程編輯機能相關畫面
畫面構成
67
Page 78

4. 畫面規格
加工部位與圓孔加工式樣
依據加工部位的不同,可選擇的圓孔加工式樣如下表所示。
4.3 工程編輯機能相關畫面
式樣
加工部位
端面 ○ ○ ○ ○ ○ ○
圓周 ○ ○ × × × ×
側面 ○ ○ ○ ○ ○ ○
任意 直線 圓弧 圓周 矩形 棋盤
○:可選擇、×:不可選擇
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 式樣 輸入圓孔加工式樣的種類。
:任意>
<1
加工點為任意點的加工式樣。
:直線>
<2
加工點為直線上等間格的加工式樣。
:圓弧>
<3
加工點為圓弧上等間格的加工式樣。
:圓周>
<4
加工點為圓周上等分割的加工式樣。
:矩形>
<5
加工點為四角形狀的加工式樣。
:棋盤>
<6
加工點為棋盤形狀的加工式樣。
註) 對應加工部位,輸入無法選擇的式樣時,會產生
(
「
E002 超出資料範圍」異警。
1
~6
(註) 因式樣設定的不同,No.2 以後的顯示項目也可能不同。
68
Page 79
4. 畫面規格
• 任意時的參數
4.3 工程編輯機能相關畫面
端面 外周 側面
No. 顯示項目 內容 設定範圍
2 No 圓孔號碼。 1~35
3 端面:
孔位置 X
孔位置 Y
外周:
孔位置 C
孔位置 Z
側面:
孔位置 Y
孔位置 Z
輸入圓孔位置。
[端面] [外周]
[側面]
Z
Y
X
Z
x
y
y
z
Y
90
c
180
z
270
360
C
X,Y,Z
:
-99999.999
99999.999mm
-9999.9999
9999.9999inch
:
C
-359.999
360.000
~
~
~
69
Page 80

4. 畫面規格
• 直線時的參數
No. 顯示項目 內容 設定範圍
2 端面:
3 角度 (A)
4 間距 (K) 輸入從加工點到下一個加工點的間格。 -99999.999~
5 孔個數 輸入圓孔個數。 2~999
6 忽略 1~4 指定刪除的圓孔號碼。
端面 外周 側面
基準位置 X
基準位置 Y
外周:
基準位置 C
基準位置 Z
側面:
基準位置 Y
基準位置 Z
間距角度 (A)
4.3 工程編輯機能相關畫面
輸入對應加工部位的第 1 個圓孔位置。 X,Y,Z:
-99999.999
99999.999mm
-9999.9999
9999.9999inch
:
C
-359.999
360.000
端面:輸入加工方向與 X 軸正方向的角度。
外周:輸入加工方向的間距。
側面:輸入加工方向與 Y 軸正方向的角度。
最大可指定的圓孔號碼為 127。
-359.999
360.000
99999.999mm
-9999.9999
9999.9999inch
1
~圓孔個數
~
~
°~
°
°~
°
~
70
Page 81

4. 畫面規格
• 圓弧時的參數
No. 顯示項目 內容 設定範圍
2 端面:
3 半徑 (R) 輸入圓弧半徑。 0.001~
4 開始角度 (A) 端面:輸入第一加工點與 X 軸正方向的角度。
5 間距角度 (K) 輸入上一個加工點到下一個加工點的角度。 -359.999°~
6 孔個數 輸入圓孔個數。 2~999
7 省略 1~4 指定刪除的圓孔號碼。
基準位置 X
基準位置 Y
側面:
基準位置 Y
基準位置 Z
端面 側面
輸入圓弧中心的位置。 X,Y,Z:
側面:輸入第一加工點與 Y 軸正方向的角度。
最大可指定的圓孔號碼為 127。
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
0.0001
9999.9999inch
-359.999
360.000
360.000
1
~圓孔個數
~
~
~
°~
°
°
71
Page 82

4. 畫面規格
• 圓周時的參數
No. 顯示項目 內容 設定範圍
2 端面:
3 直徑 (D) 輸入圓的直徑。 0.001~
4 開始角度 (A) 端面:輸入第一加工點與 X 軸正方向的角度。
5 孔個數 輸入圓孔個數。 1~999
6 省略 1~4 指定刪除的圓孔號碼。
基準位置 X
基準位置 Y
側面:
基準位置 Y
基準位置 Z
端面 側面
輸入圓中心的位置。 X,Y,Z:
側面:輸入第一加工點與 Y 軸正方向的角度。
最大可指定的圓孔號碼為 127。
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
0.0001
9999.9999inch
-359.999
360.000
1
~圓孔個數
~
~
~
°~
°
72
Page 83

4. 畫面規格
• 矩形時的參數
No. 顯示項目 內容 設定範圍
2
3
4
5
6
7
8
9
4.3 工程編輯機能相關畫面
端面 側面
端面:
基準位置 X
基準位置 Y
側面:
基準位置 Y
基準位置 Z
方向幅 (I) 輸入 X 軸方向加工點的寬度。 -99999.999~
X
孔個數 輸入 X 軸方向加工點的個數。 2~999
X
方向幅 (J) 輸入 Y軸方向加工點的寬度。 -99999.999~
Y
孔個數 輸入 Y 軸方向加工點的個數。 2~999
Y
角度 (A) 端面:輸入 X 軸與加工開始方向的角度。
角度 (B) 輸入內角。
省略 1~4 指定刪除的圓孔號碼。
輸入開始點的位置。 X,Y,Z:
-99999.999
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
-9999.9999
9999.9999inch
-359.999
側面:輸入 Y 軸與加工開始方向的角度。
初始值為 90°。
最大可指定的圓孔號碼為 127。
360.000
0.001
°~179.999°
1
~圓孔個數
~
~
~
~
°~
°
73
Page 84

4. 畫面規格
• 棋盤時的參數
No. 顯示項目 內容 設定範圍
2 端面:
3 X 方向幅 (I) 輸入 X 軸方向加工點的寬度。 -99999.999~
4 X 孔個數 輸入 X 軸方向加工點的個數。 2~999
5 Y 方向幅 (J) 輸入 Y 軸方向加工點的寬度。 -99999.999~
6 Y 孔個數 輸入 Y 軸方向加工點的個數。 2~999
7 角度 (A) 端面:輸入 X 軸與加工開始方向的角度。
8 角度 (B) 輸入內角。
9 省略 1~4 指定刪除的圓孔號碼。
基準位置 X
基準位置 Y
側面:
基準位置 Y
基準位置 Z
端面 側面
輸入加工開始點的位置。 X,Y,Z:
側面:輸入 Y 軸與加工開始方向的角度。
初始值為 90°。
最大可指定的圓孔號碼為 127。
4.3 工程編輯機能相關畫面
-99999.999
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
-9999.9999
9999.9999inch
99999.999mm
-9999.9999
9999.9999inch
-359.999
360.000
0.001
1
~圓孔個數
~
~
~
~
°~
°
°~179.999°
74
Page 85

4. 畫面規格
菜單
No. 菜單 內容
1 插入 1 行 在游標位置前插入圓孔位置。
2 刪除 1 行 在游標位置前刪除圓孔位置。
3 複製 游標位置前行的資料複製到設定部。
4 +輸入 游標位置前行的資料加上設定值後輸入到設定部。
5 返回 返回圓孔工程畫面。
4.3 工程編輯機能相關畫面
只限於任意式樣有效。
只限於任意式樣有效。
只限於任意式樣有效。
只限於任意式樣有效。
75
Page 86

4. 畫面規格
4.3.13 鍵溝加工畫面
(1) 鍵溝加工畫面
輸入鍵溝工程的參數輸入畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用刀具登錄號碼。指定登錄在刀具檔案的號碼。 701~799
76
Page 87

4. 畫面規格
No. 顯示項目 內容 設定範圍
2 加工方法 輸入加工方法。
:粗加工>
<1
依鍵溝形狀,依序進行加工。
依鍵溝形狀,留下精切削量。
:精加工>
<2
依鍵溝形狀一次加工。
[粗加工]
4.3 工程編輯機能相關畫面
1, 2
安全輪廓清除量位置
鍵溝清除量
精加工量
[精加工]
3 加工部位 輸入加工部位。
:端面> 在工件的端面作鍵溝加工。
<1
:外周> 在工件的外周作鍵溝加工。
<2
:側面> 在工件的側面作鍵溝加工。
<3
側面加工時須有 Y 軸規格。
外周
側面
安全輪廓清除量位置
鍵溝清除量+精加工量
1~3
端面
77
Page 88

4. 畫面規格
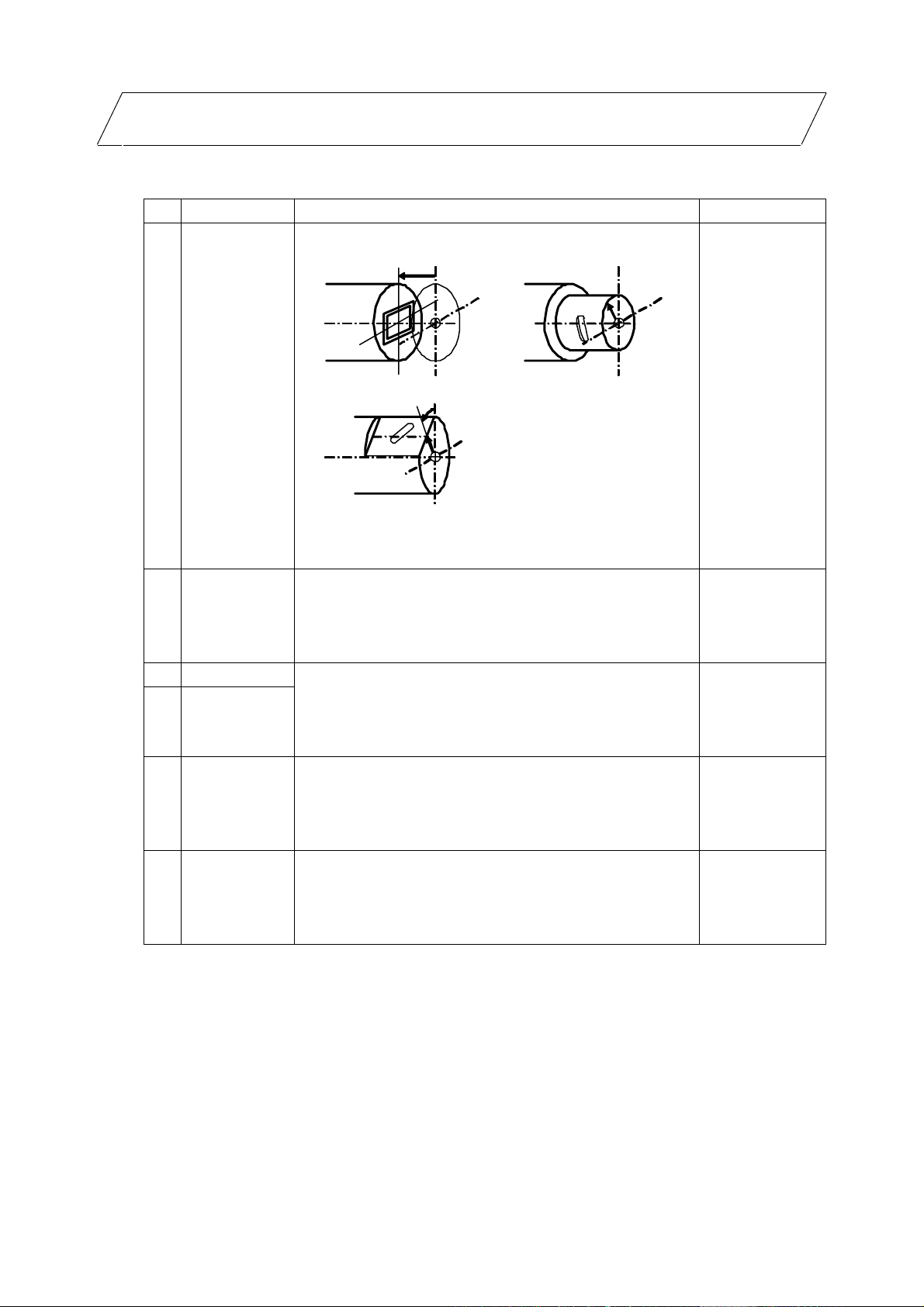
No. 顯示項目 內容 設定範圍
4 基準面 BZ
基準面 BR
基準面 BA
輸入加工部位的加工基準面。
[正面]
[外周]
[側面]
SZ
EZ
SZ
EZ
BZ
Z
Z
Z
4.3 工程編輯機能相關畫面
基準面 BZ
XX
SA
Y
SA
Y
BA
Y
ER
SR
XX
BR
XX
BR
SY
-99999.999
99999.999mm
-9999.9999
9999.9999inch
基準面 BR
0.001
99999.999mm
0.0001
9999.9999inch
基準面 BA
-359.999
360.000
~
~
~
~
~
°
依加工部位,可切換基準面 BZ/基準面 BR。
基準面 BA 限制在側面加工時輸入。
5 溝寬 (W)
6 溝深 (H)
7 精加工量 輸入鍵溝深度方向的精切削量。
輸入鍵溝的寬度與深度。
寬度 < 刀徑時,會產生異警。
依 Y 軸規格的有無,加工路徑說明如下。
有 Y 軸規格:寬度 > 刀徑時,靠 Y 軸側邊加工。
無 Y 軸規格:只能在溝的中心線上加工。
粗加工後在溝底所預留的精加工量。
寬度 深度
0.001
999.999mm
0.0001
99.9999inch
0.000
999.999mm
0.0000
99.9999inch
~
~
~
~
78
Page 89

4. 畫面規格
No. 顯示項目 內容 設定範圍
8 切削量 粗加工時,輸入鍵溝深度方向的切削量。
9 始點角度 SA
10 始點半徑 SR
11 終點半徑 ER
12 溝個數 輸入溝個數。 1~9
13 溝間距 溝個數有 2 個以上時,請輸入溝的間距。 端面、圓周
位移位置 SY
始點位置 SZ
終點位置 EZ
4.3 工程編輯機能相關畫面
請參照基準面的圖。
依加工部位的不同,可切換始點角度 SA/位移位置 SY。
加工部位的不同,可切換始點半徑 SR/始點位置 SZ。
依加工部位的不同,可切換終點半徑 ER/終點位置 EZ。
0.001~
99999.999mm
~
0.0001
9999.9999inch
始點位置 BZ,終點
位置
EZ
-99999.999
99999.999mm
-9999.9999
9999.9999inch
始點半徑 SR,終點
半徑
位移位置 SY
0.001
99999.999mm
0.0001
9999.9999inch
始點角度 SA
-359.999
360.000
-359.999
360.000
側面
0.001
99999.999mm
0.0001
9999.9999inch
~
~
ER
~
~
~
°
~
°
~
~
79
Page 90
點復歸
4. 畫面規格
No. 顯示項目 內容 設定範圍
14 復歸位置 溝個數有 2個以上時,選擇移動到下一個加工位置的刀具高度。
:參考點基準復歸
1
:R 點基準復歸
2
參考點復歸
R
4.3 工程編輯機能相關畫面
1, 2
安全輪廓清除量
鍵溝清除量
15 C 軸箝制 選擇是否要箝制 C 軸加工。
高負荷加工時,請選擇 1。
:無
0
:有
1
16 軸方向接近 位置決定時,刀具到「鍵溝清除量」設定的位置為止,以「快速
進給」方式移動。
從這個位置開始到往軸方向的切削動作,可選擇使用「快速進
給」或「切削進給」。
:快速進給 (G00)
1
:切削進給 (G01)
2
[粗切削]
[精切削]
鍵溝清除量
軸方向接近 G0/G1
0, 1
1, 2
鍵溝清除量+精切削量
17 刀具號碼 輸入設定使用刀具的刀塔號碼(ATC 號碼)或補正號碼。
軸方向接近 G0/G1
0
~99999999
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具號
碼。
80
Page 91

4. 畫面規格
No. 顯示項目 內容 設定範圍
18 刀具徑 輸入使用刀具的刀具徑。
19 切削速度 V 輸入切削速度。
20 進給速度 F1 輸入溝寬度方向的進給率
21 進給速度 F2 輸入溝深度方向的進給率。
4.3 工程編輯機能相關畫面
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具
徑。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定切削速度。
指定刀具登入號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定進給速度。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定進給速度。
~
0.001
999.999mm
~
0.0001
99.9999inch
~9999 m/min
1
~9999 feet/min
1
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
菜單
No. 菜單 內容
-
1
³
游標移動到選單一覽表。
2 描繪 顯示描繪畫面。描繪設定的資料時選擇。
3 儲存 儲存工程的變更內容。
儲存時,有不正確參數時,將顯示異警。
輸入參數不正確時,會移動游標到不正確參數的位置。
81
Page 92
4. 畫面規格
4.3.14 輪廓加工畫面
(1) 輪廓加工畫面
輸入輪廓加工工程的參數畫面。
畫面構成
4.3 工程編輯機能相關畫面
畫面顯示項目
No. 顯示項目 內容 設定範圍
1 刀具登錄號碼 輸入使用的刀具登入號碼。指定登錄在刀具檔案的號碼。 701~799
82
Page 93
側面
4. 畫面規格
No. 顯示項目 內容 設定範圍
2 加工方法 輸入加工方法。
3 加工部位 輸入加工部位。
:粗加工>
<1
軸方向:留下精切削量 FV,切削加工。
徑方向:留下精切削量 FH,位移加工。
:精加工>
<2
以底面的精切削、側面的精切削順序加工。
側面精切削
FV
底面精切削
[底面的精切削]
軸方向:一次加工精切削量 FV。
徑方向:留下精切削量 FH,位移加工。
精切削量 FV 為 0 時,不進行底面的精切削。
[側面的精切削]
軸方向:切削加工。
徑方向:一次加工精切削量 FH。
精切削量 FH 為 0 時,不進行側面的精切削。
:端面> 在工件的端面作輪廓加工。
<1
:外周> 在工件的外周作輪廓加工。
<2
:側面> 在工件的側面作輪廓加工。
<3
側面加工時須有 Y 軸規格。
精切削量 FH
4.3 工程編輯機能相關畫面
1, 2
~3
1
端面
外周
83
Page 94
4. 畫面規格
No. 顯示項目 內容 設定範圍
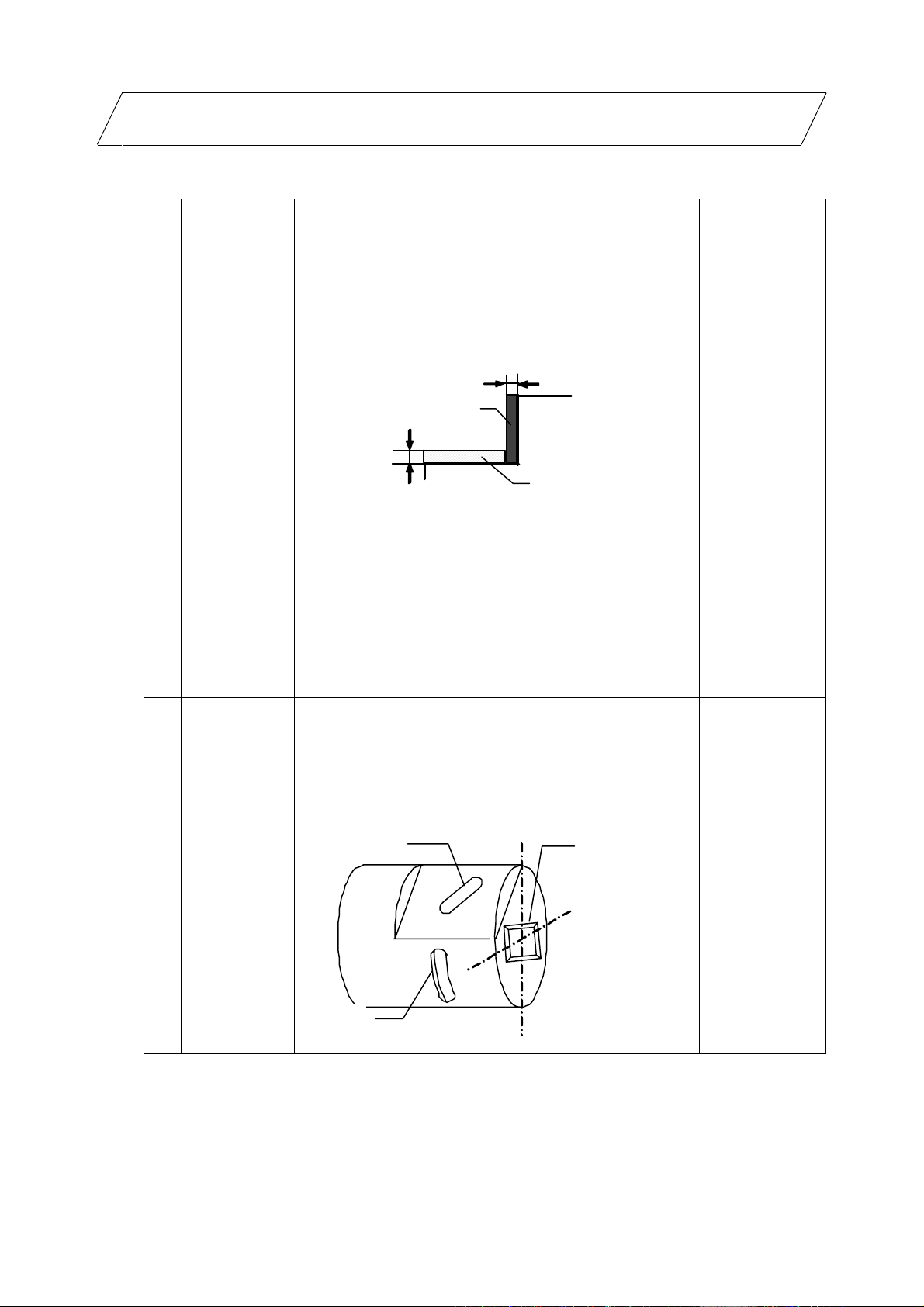
4 基準面 BZ
5 刀具路徑 輸入輪廓形狀的刀具路徑。
6 切削寬度 W
7 切削深 D
8 精切削量 FH
9 一次切削量 輸入工具軸方向的一次切削量。
基準面 BR
基準面 BA
軸 FV
輸入加工部位的加工基準面。
[端面] [外周]
[側面]
依加工部位,可切換基準面 BZ/基準面 BR。
基準面 BA 限制在側面加工時輸入。。
:中心> 加工輪廓形狀的中心。
<1
:右> 加工輪廓形狀的右側。
<2
:左> 加工輪廓形狀的左側。
<3
輸入輪廓形狀的切削寬度與深度。
切削寬度< 刀具寬度時,會產生異警。
切削寬度為刀具路徑中心時,無法輸入。
輸入刀具徑方向與刀具徑方向的精切削量。
精切削量 徑 FH 為刀具路徑中心時,無法輸入。
精切削加工為刀具路徑中心時,無法輸入。
BZ
BA
X
Z
X
BR
Z
4.3 工程編輯機能相關畫面
基準面 BZ
~
~
~
~
~
°
~
~
~
~
~
~
BR
X
Z
-99999.999
99999.999mm
-9999.9999
9999.9999inch
基準面 BR
0.001
99999.999mm
0.0001
9999.9999inch
基準面 BA
-359.999
360.000
1~3
0.001
999.999mm
0.0001
99.9999inch
0.000
999.999mm
0.0000
99.9999inch
0.001
99999.999mm
0.0001
9999.9999inch
84
Page 95

4. 畫面規格
No. 顯示項目 內容 設定範圍
10 軸方向接近 位置決定時,刀具到「輪廓清除量」設定的位置為止,以「快速
4.3 工程編輯機能相關畫面
進給」方式移動。
從這個位置開始到往軸方向的切削動作,可選擇使用「快速進
給」或「切削進給」。
:快速進給 (G00)
1
:切削進給 (G01)
2
[粗切削]
[精切削]
輪廓清除量
軸方向接近
G0/G1
1, 2
軸方向接近
輪廓清除量+精切削量
11 刀具號碼 輸入設定使用刀具的刀塔號碼(ATC 號碼)或補正號碼。
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具號
碼。
12 刀具徑 輸入使用刀具的刀具徑。
指定刀具登錄號碼後,會自動設定登錄在刀具檔案內的刀具
徑。
13 切削速度 V 輸入切削速度。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定切削速度。
14 進給速度 F1 輸入溝寬度方向的進給率
指定刀具登入號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定進給速度。
15 進給速度 F2 輸入溝深度方向的進給率。
指定刀具登錄號碼後,會自動從刀具檔案的內容與切削條件檔
案的內容設定進給速度。
G0/G1
~99999999
0
~
0.001
999.999mm
~
0.0001
99.9999inch
~9999 m/min
1
~9999 feet/min
1
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
~
0.0001
999.9999 mm/rev
~
0.00001
99.99999 inch/rev
85
Page 96

4. 畫面規格
菜單
No. 菜單 內容
1
³
2 樣式 顯示加工樣式的輸入畫面。
3 描繪 顯示描繪畫面。描繪設定的資料時選擇。
4 儲存 儲存工程的變更內容。
(2) 輪廓加工樣式畫面
輸入輪廓加工工程的加工樣式的畫面。在輪廓加工畫面,按下 [樣式] 菜單鍵後顯示。
-
游標移動到選單一覽表。
儲存時,有不正確參數時,將顯示異警。
輸入參數不正確時,會移動游標到不正確參數的位置。
4.3 工程編輯機能相關畫面
畫面構成
86
Page 97

4. 畫面規格
輪廓加工形狀的輸入座標系
加工部位 輸入座標系 備註
端面 X-Y
外周 C-Z、Y-Z 按下菜單鍵,可切換輸入座標系。
側面 Y-Z
[端面] [外周]
XX
4.3 工程編輯機能相關畫面
[側面]
x
y
y
z
BA
X
BR
Z
Z
z c
Z
87
Page 98

4. 畫面規格
畫面顯示項目
No. 顯示項目 內容 設定範圍
形狀 1~35
1
1 M 輸入形狀。
<1>
進行直線(G01)加工。
<2>
進行 CW 圓弧(G02)加工。
<3>
進行 CCW 圓弧(G03)加工。
註) 不能省略。
(
2 D 輸入前形狀終點,向量左折彎或右折彎。
:左折彎 2:右折彎
1
註 1) 未輸入時,視為切線。
(
註 2) 當前方終點 X,Z 不明時,請務必輸入。
(
4.3 工程編輯機能相關畫面
1
~3
1, 2
3
端面:
PX,PY
外周:
PC,PZ
PY,PZ
側面:
PY,PZ
左折灣 切線 右折灣
輸入加工終點位置。
[端面] [外周]
[側面]
Z
註 1) 以半徑值輸入終點位置 PX,PY,PZ。
(
註 2) 加工部位為外周時,可切換輸入座標系為 C-Z,Y-Z。
(
註 3) 最後一行時必須輸入。最後一行以外則可省略。
(
註 4) 前一行有輸入轉角形狀尺寸時,必須輸入。
(
Y
X
Z
x
y
y
z
Y
c
z
C
90
180
270
360
:
X,Y,Z
-99999.999
99999.999mm
-9999.9999
9999.9999inch
:
C
-99999.999
99999.000
~
~
°~
°
88
Page 99

4. 畫面規格
No. 顯示項目 內容 設定範圍
4 R/A ・ 形狀為圓弧時,輸入圓弧半徑。
正值:180 度以下的圓弧指令。
負值:超過 180 度的圓弧指令。
・ 形狀為直線時,輸入角度。
註 1) 形狀為圓弧時,必須輸入。
(
註 2) 形狀為直線時,位置 X,Y(C,Z/Y,Z)或向量 I,J
(
輸入時為無效。
註 3) 加工部位為外周時,半徑 R 以長度指定。
(
5 I
J
・形狀為直線時,輸入斜率(向量)。
行 n終點
行n-1 終點
4.3 工程編輯機能相關畫面
半徑:
-999999.999
-0.001mm
0.001
999999.999mm
-99999.9999inch
-0.0001inch
0.0001inch
99999.9999 inch
角度:
-359.999
-99999.999
X
30
10
99999.999mm
-9999.9999
9999.9999inch
~
、
~
~
、
~
~360.000
~
~
Y
60
20
・形狀為圓弧時,輸入圓弧中心位置。
中心
Y
25
行 n
X
18
(
註 1) 形狀為圓弧時,只要輸入 I,J 任一項,另一項
則視為
0。
註 2) 形狀為直線時,位置 X,Y (C,Z/Y,Z)或角度輸入
(
時視為無效資料。
89
Page 100

4. 畫面規格
No. 顯示項目 內容 設定範圍
6 C 輸入轉角尺寸。
4.3 工程編輯機能相關畫面
正值:R 角、負值:C 角
R
(
註 1) 指定轉角尺寸時,下一行原則上請輸入終點
X,Y (C,Z/Y,Z)。
C
-99999.999
99999.999mm
-9999.9999
9999.9999inch
~
~
(註) 因為第 1 點為加工開始點,所以可以只輸入 X,Y(C,Z/ Y,Z)。
菜單
No. 菜單 內容
1 插入 在游標位置前插入形狀資料。
註) No.1(加工開始點)時無法操作。
(
2 刪除 在游標位置刪除形狀資料。
註) No.1(加工開始點)時無法操作。
(
3 複製 複製游標位置前行的資料。
4 +輸入 游標位置的前一行資料再加上設定值資料後輸入。
註) 只在位置 X,Y(C,Z/ Y,Z)輸入時有效。
(
5 清除 清除游標位置的資料。
6 C-Z 輸入 切換輸入座標系為 C-Z。
輸入座標系為 C-Z 時,本菜單高亮度顯示。
只限加工部位為外周時有效。
7 Y-Z 輸入 切換輸入座標系為 Y-Z。
輸入座標系為 Y-Z 時,本菜單高亮度顯示。
只限加工部位為外周時有效。
8 返回 返回輪廓工程加工畫面。
90
 Loading...
Loading...