

Page 1
三菱 通用 变频器
功能说明书
FR-A740-0.4K~500K-CA1
卷取控制功能
700
Page 2

Page 3
─目 录─
1要 概1
2.1 专用规格一览表 .....................................................................................................................................
2.2 系统构成举例 .........................................................................................................................................
2.3 控制块概略图 .........................................................................................................................................
2.4 专用输入输出信号 ..................................................................................................................................
2.4.1 输入信号一览表 .....................................................................................................................................
2.4.2 输出信号一览表 .......................................................................................................................................
3.1 设置要领 ..............................................................................................................................................
3.2 对于实际动作的增益调整 .....................................................................................................................
3.2.1 速度控制 P/I 增益调整(矢量控制)....................................................................................................
3.2.2 浮动辊 PID 增益调整 ...........................................................................................................................
4.1 浮动辊控制功能 / 卷径补偿功能参数一览表.........................................................................................
4.2 浮动辊控制 .............................................................................................................................................
4.2.1 PID 设置(Pr.128 ~ Pr.130、Pr .134 ~ Pr.137、Pr.709、Pr.710)......................................................
4.2.2 浮动辊目标位置(Pr.133、Pr.702)...................................................................................................
4.2.3 目标位置输入的调整(Pr.708、C13、C15) .........................................................................................
4.2.4 测量值的上限和下限检测信号(Pr.131、Pr.132) ..............................
4.2.5 PID 增益切换(Pr.138、Pr.270 ~ Pr. 278、Pr.464 ~Pr.481、X89 信号、X90 信号)
4.2.6 速度补偿(Pr.706、Pr.798).............................................................................................................
....................................................
............................
4.3 卷径计算功能 ......................................................................................................................................
4.3.1 卷径计算功能和卷径补偿功能 ..............................................................................................................
4.3.2 线速度输入设置(Pr.763 ~ Pr.768).................................................................................................
4.3.3 传动轴的设置(Pr.762、Pr.773、Pr.774、X56 信号).........................................................................
4.3.4 材料厚度和卷径的最大值、最小值设置(Pr.720 ~ Pr. 727、Pr.752 ~Pr.755、
X53 信号、X54 信号)
4.3.5 卷径计算值有效开始旋转速度(Pr.797)............................................................................................
4.3.6 卷径计算结果的保存和清除(Pr.781 ~Pr.783、X55 信号).................................................................
4.3.7 卷径计算取样和卷径计算的增加量限制(Pr.707、Pr. 771、Pr.772、Pr.786)........................................
4.3.8 主速修正旋转速度滤波器处理(Pr.769、Pr.770)................................................................................
4.3.9 始动时的初始卷径计算(Pr.133、Pr. 712、Pr.790 ~ Pr.797)..............................................................
4.3.10 收卷 / 放卷长度的保存和清除(Pr.279 ~ Pr.281、X86 信号、Y53 信号)...............................................
.....................................................................................................................
4.4 主速设置 ..............................................................................................................................................
4.4.1 主速指令的输入方法 ..............................................................................................................................
4.4.2 模拟量输入的主速指令 ...........................................................................................................................
4.4.3 端子 JOG 脉冲串输入的主速指令(Pr.384 ~Pr.386、Pr.703、Pr.704)................................................
4.4.4 加减速时间的设置(Pr.756 ~ Pr.761、X51 信号、X52 信号)..............................................................
4.4.5 根据卷径计算结果选择速度控制比例增益(Pr.777 ~ Pr.780)..............................................................
4.4.6 达到卷径信号(Pr.750、Y52 信号)...................................................................................................
4.5 专用监视器功能 ..................................................................................................................................
4.5.1 专用监视器一览表 .................................................................................................................................
4.5.2 端子 1 输入电压监视器 ................................................
4.5.3 卷径值监视器 .....................................................................................................................................
..........................................................................
11
12
16
16
18
20
20
20
22
23
23
24
25
26
27
28
29
29
30
33
34
34
35
36
37
38
39
40
40
41
41
2专用规格2
2
3
3
4
4
5
目
录
6浮动辊控制功能参数设置要领3
6
9
9
21浮动辊控制功能 / 卷径补偿功能参数4
I
Page 4
4.5.4 复数监视器(Pr.52)........................................................................................................................
4.5.5 张力设置用模拟量输出信号功能(Pr.718、Pr.719、Pr.785、Pr.787 ~ Pr.789)....................................
4.6 再生回避功能 (Pr.882) .......................................................................................................................
4.7 运行指令权和速度指令权 (Pr.338、339) .............................................................................................
41
42
44
44
64用途举例5
5.1 为印刷机设计的带卷径计算功能的浮动辊控制 ...................................................................................
5.2 为拉线机设计的带卷径计算功能浮动辊控制 .......................................................................................
6.1 配用的内藏选购件 ...............................................................................................................................
6.2 与标准变频器的功能差异 ....................................................................................................................
6.3 不同控制模式对应的参数(功能)表和命令代码一览表 ......................................................................
46
47
84 附 录6
48
48
49
II
Page 5
1 概 要
为了用于收/放卷机械,本功能说明书中对FREQROL-A700系列标准变频器添加了下述专用规格。关于本规格书中未记载的
功能,请参见使用说明书。
对于使用浮动辊的收卷机械,如果卷径比的范围取得比较宽,或者要提高进给速度等,本产品是有效的。
最适合用于拉线机和印刷机的纸收卷等用途。
(1) 浮动辊控制功能
(2) 卷径补偿功能
浮动辊控制功能和卷径修正功能在V/F控制、先进磁通矢量控制、无传感器矢量控制(速度控制)和矢量控制
(速度控制)中有效。
先进磁通矢量
V/F控制
浮动辊控制功能
ダンサ制御機能○○○×○××
卷径计算功能
巻き径演算機能 ○
对于带浮动辊控制功能和卷径补偿功能的变频器,在型号名的末尾添加「- CA1」。
[例]
FR-A740-1.5K- CA1
控制
○
无传感器矢量
控制
速度 转矩 速度 转矩 位置
○
带浮动辊功能和卷径补偿的变频器
(适用于各种不同功率规格)
×××
○
矢量控制
○:有效、×:无效
1
概
要
1
Page 6
?用仕?一?
2 专用规格
2.1 专用规格一览表
项目
浮动辊控制
卷径补偿
通用
项目 内容
控制方式
浮动辊位置设置
浮动辊位置检测信号
主速加减速功能
附加功能
线速度恒定控制
卷径计算
线速度检测
减速比设置
最大卷径/最小卷径的设置
速度控制比例增益修正功能
卷径的保存
专用输入信号
专用输出信号
专用监控器
可选择PID控制、PI控制、P控制、PD控制。
可根据浮动辊位置进行增益切换,可以用外部端子输入进行增益切换。
用参数进行1点设置。
模拟量电压 ±10V(端子1)。
有,可以用外部触点信号选择3种形式。
断线检测功能。
可以。
可选择根据线速度检测和驱动电动机的旋转速度进行计算或者材料厚度和驱动电动
机的转速进行计算。
可选择脉冲串输入(A・B相、单相)和模拟量输入。
可设置。
有,可以用外部触点信号选择4种规格。
可设置,可对卷径进行直线插补(3个折点)。
有。
浮动辊控制选择、卷径修正选择、PID增益切换、PID积分复位(P控制
选择)、速度补偿增益选择、主速加减速选择、卷径选择、卷径的保存
和清除、收卷放卷选择。
上限信号、下限信号、浮动辊位置信号、断线检测、初始卷径运算结束、
卷
径达到、收卷/放卷结束、张力设置用模拟量输出。
目标值、测量值、偏差、主速、卷径、线速度、修正速度、收卷长度。
2
Page 7
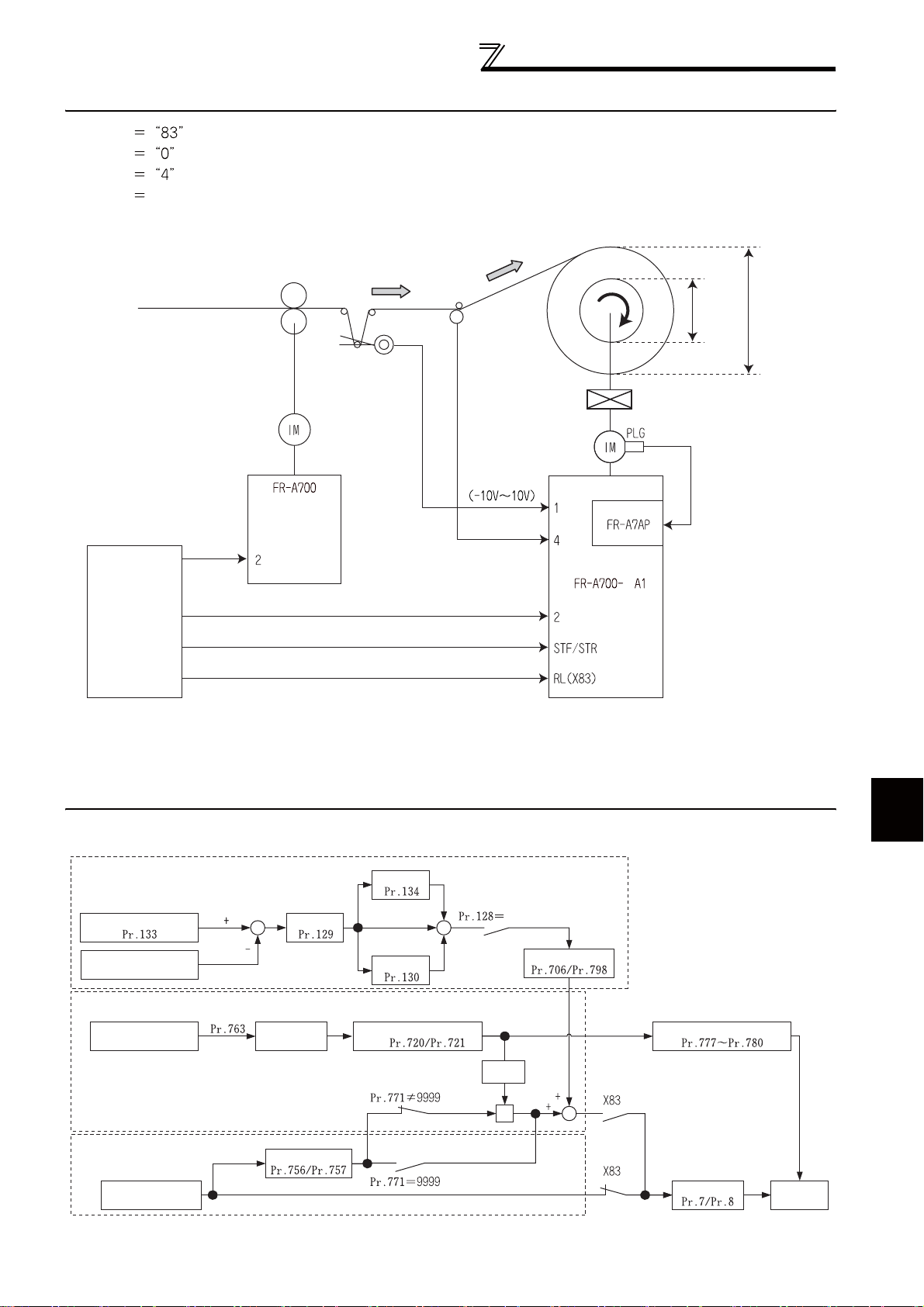
2.2 系统构成举例
Pr.180
・
Pr.762
・
Pr.763
・
Pr.267
・
・电压/电流输入切换开关1
=OFF
“1”或者“2”
系统构成举例
收巻
进给辊
可编程控制器
*请从线速度检测器中读取线速度。
线速度
浮动辊
(电位器)
线速度
检测器
浮动辊
位置
线速度*
主速度设置
起动信号
浮动辊控制选择(X83)
减速器
C
最小直径
矢量控制
最大直径
2.3 控制块概略图
浮动辊控制
浮动辊目标值
浮动辊位置检测
端子1输入
卷径修正
线速度检测 卷径计算
主速设置
速度设置
主速
比例带
加减速处理
微分時間
积分时间
最大/最小卷径值
“40或者41”
卷径D
齿轮传动比
÷
速度补偿增益
速度控制比例增益补偿
加减速处理
2
专
用
规
格
速度控制
3
Page 8
专用输入输出信号
2.4 专用输入输出信号
2.4.1 输入信号一览表
下表所示为本产品的主要专用输入输出信号。
触点输入信号分配给Pr.178∼189(选择输入功能端子)使用。
Pr.178~
种
类
模拟/脉冲
Pr.189
设置值
─
─
─
─
30
浮动辊目标位置
浮动辊位置检测
主速设置
线速度检测
PID积分项
复位输入
信号名称 内容
端子2等设置主速的线速度。
主速的设置方请参见34页上的内容。
输入线速度的检测信号,从下列方法中选择输入方法。
・与主速设置相同
─
・脉冲串输入(端子JOG、FR-A7AP)
・模拟量输入(端子2、端子4)
使X30信号变为ON,即可使积分项复位。
OFF: 不进行积分项的复位。
X30
ON : 进行积分项的复位。
无端子分配时,即使有MRS信号输入,也进行积分项的复位。
参见页
─用参数设置目标位置。─
─输入浮动辊的位置检测信号。1子端
─
─
─
PID微分项复位输入
32
33
变位偏置保存
34
积分项有无效的选择
速度补偿增益的
35
选择
51
加减速时间选择
52 X52
53
卷径最小/最大
值选择
54 X54
55
56
卷径保存值的清除
收卷/放卷的选择
触点输出
浮动辊控制/
卷径运算功能的
83
选择
使X32信号变为ON,即可使微分项复位。
OFF: 不进行微分项的复位。
X32
ON : 进行微分项的复位。
X33
将输入到端子1上的模拟值作为偏置值写入Pr.751 。
通过X34信号的ON/OFF,可以进行积分控制的有效/无效切换。
OFF: 积分项无效。
X34
ON: 积分项有效。
X34信号未作分配时,积分项有效。
用主速旋转速度指令选择修正时为ON。
OFF: 速度补偿增益与主速无关,不变化。
ON : 速度补偿增益随主速变化而变化。
X35
X35信号未作分配时,速度补偿增益随主速变化而变化。
X51
可切换主速用的加减速时间。
X53
进行卷径最大值/卷绕直径最小值的选择。
X55 进行卷径保存值的清除。
X56 进行收卷轴或放卷轴的选择。
进行浮动辊控制和卷径运算功能的选择。
OFF: 通常的运行动作。
ON: 浮动辊控制和卷径运算功能有效。
X83
X83信号未作分配时,为通常运行动作。
使用浮动辊控制和卷径运算功能时,必须进行设置。
─
─
─
22
37
26
28
25
16、23
选择卷径运算的有效/无效。X84信号变为ON,则卷径运算无效
84
卷径运算的选择
85
86
87
88 X88
89
90 X90
浮动辊控制的选择
清零收卷・放卷长度
模拟量输入
增益选择
PID增益
切换
X84
X85
X86 清除收卷/放卷的测长度。
X87
X89
(保持卷径不变)仅设为浮动辊控制。(需输入X83信号)
选择浮动辊控制的有效/无效。X85信号变为ON,则浮动辊控制无效,
仅设为卷径运算。
(必须输入X83信号)
可以切换主速设置的模拟量输入增益。
可以用外部输入端子切换PID增益。
16
23
33
35
20
4
Page 9

2.4.2 输出信号一览表
输出信号分配给Pr.190∼Pr.196(输出功能端子的选择)使用。
Pr.190~Pr.196
设置值
正逻辑 负逻辑
14 114
信号名称 内容
浮动辊位置下降得比Pr.132 PID下限设置值低时输出。
PID下限
FDN
专用输入输出信号
参见页
20
15 115
50 150
51 151
52 152
53 153
54 154
PID上限
断线检测
卷径计算结束
卷径到达
收卷/
放卷结束
浮动辊位置的检测
浮动辊位置上升得比Pr.131 PID上限设置值高时输出。
FUP
Y50 浮动辊出现异常状态时输出。
Y51 始动时的卷径计算结束后输出。
收卷时,卷径大于Pr.750 设置值时输出。
Y52
放卷时、卷径小于Pr.750 设置值时输出。
Y53 收卷/放卷长度超过Pr.279 设置值时输出。
对于浮动辊位置指令,在Pr.702 设置范围内浮动辊位置信号输出,
Y54
即使变频器处于停止状态时也输出。
20
19
32
39
33
18
2
专
用
规
格
5
Page 10
設定要領
3 浮动辊控制功能参数的设置要领
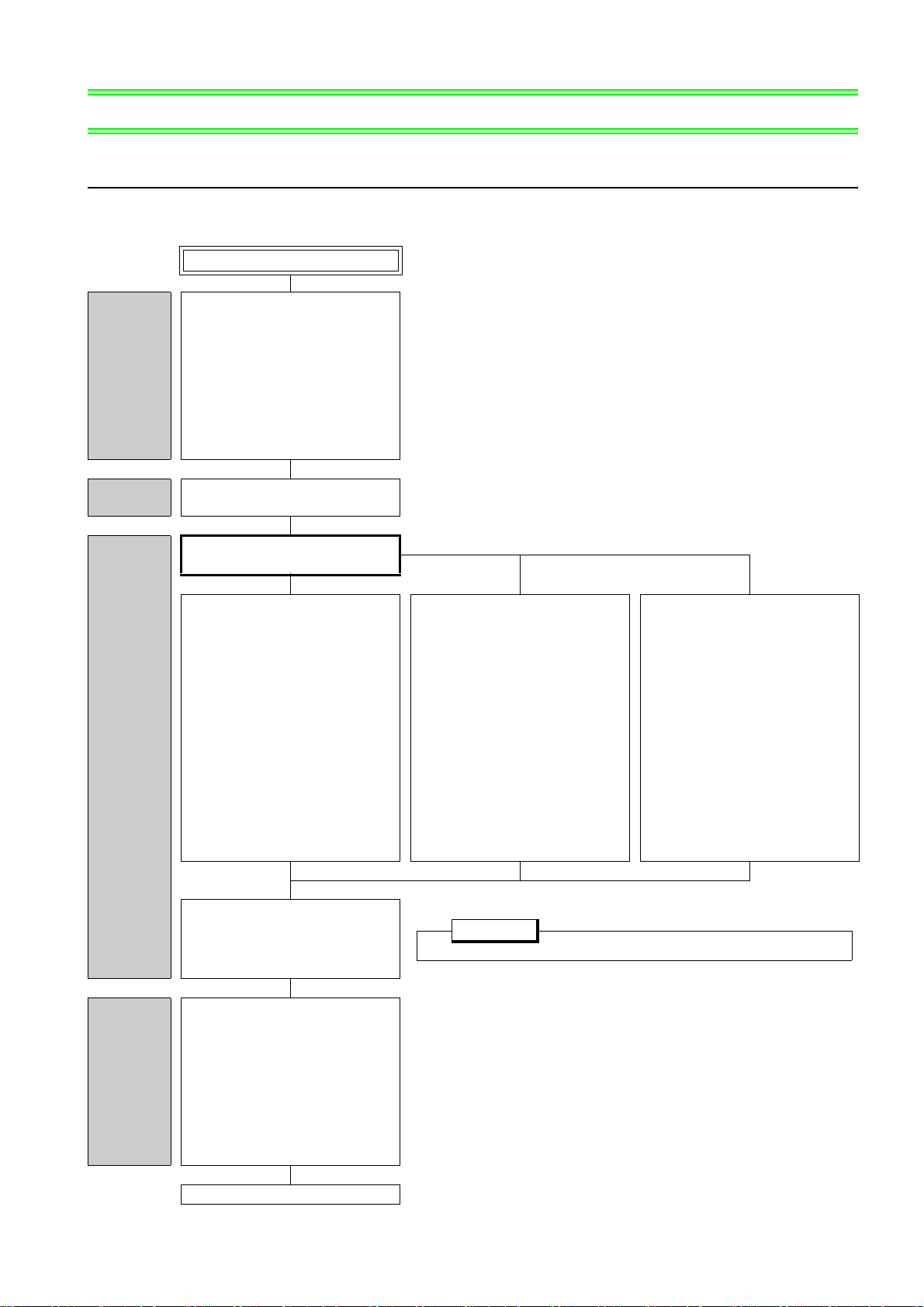
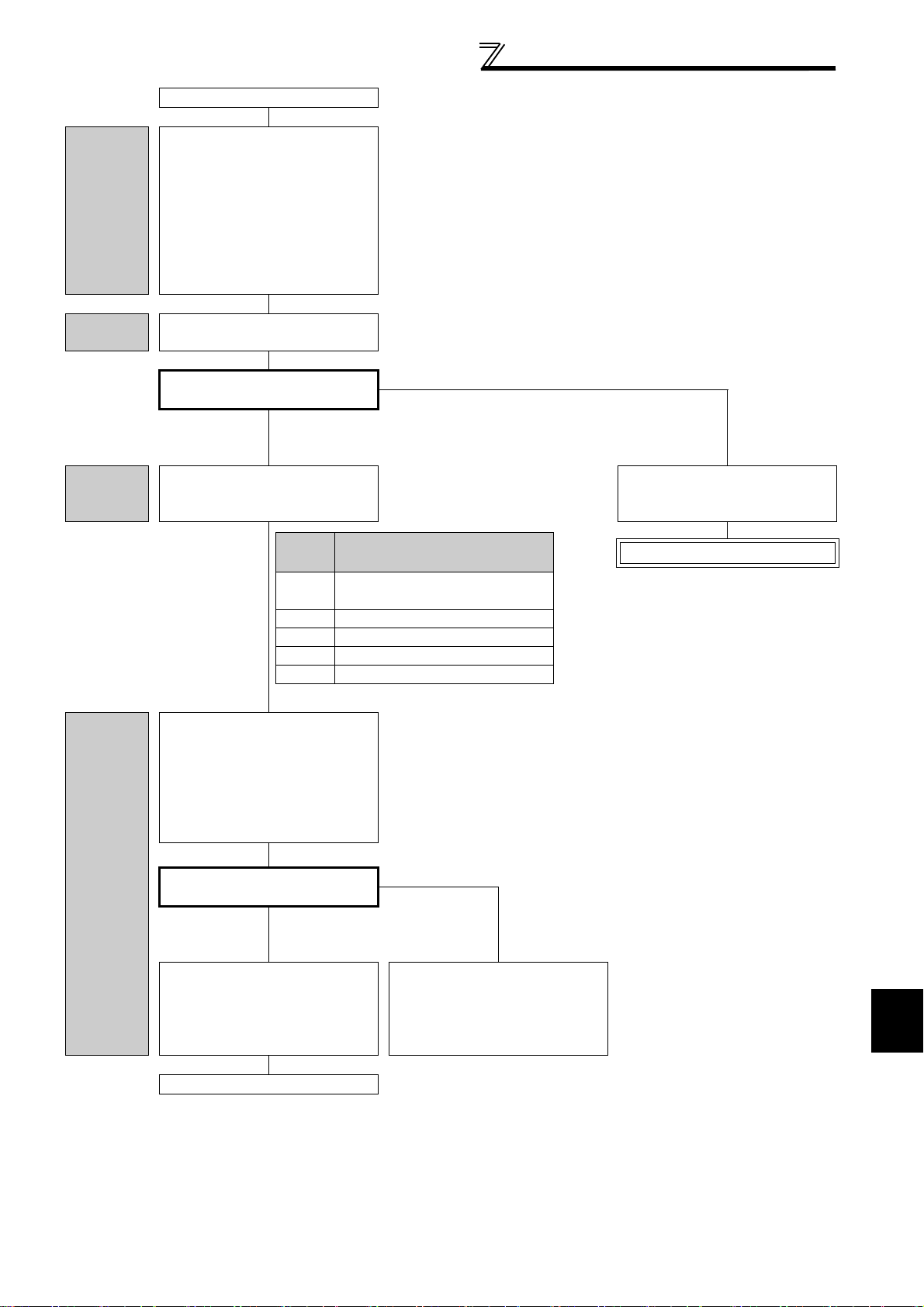
3.1 设置要领
进行浮动辊控制时,请按照下述要领进行参数设置。
起动
基本设置
速度控制增
益的调整
输入信号的
设置
根据用途和电动机选择控制方法。
・适用电动机的选择(Pr.71)
・电动机功率(Pr.80)
・电动机极数(Pr.81)
・控制方式的选择(Pr.800)
・PLG脉冲数(Pr.369)
进行速度控制增益的调整。
主速的设置
(参见第34页照)
●用模拟量电压输入进行设置
(端子2)
设置下列参数:
・ C2 端子2频率设置偏置频率
=“0r/分”
・ Pr.125 端子2频率设置增益频率
=“最高旋转速度”
・ C3 端子2频率设置偏置 =
“0%”
・ C4 端子2频率设置增益 =
“100%”
采用浮动辊控制进行收巻时,选择VF控制、先进磁通矢量控制、
无传感器矢量控制(速度控制)、矢量控制(速度控制)。
关于矢量控制时的速度控制增益的调整,请参见第9页 。
●采用脉冲串输入进行设置时
(端子JOG、FR-A7AP),
配合输入的脉冲频率设置下列参数:
・ Pr.384 输入脉冲分频倍率 ≠“0”
・ Pr.385 输入脉冲为零时的频率 =
“0r/分”
・ Pr.386 输入脉冲最高时的频率 =
“最高旋转速度”
・ Pr.703 最低输入脉冲数
=“0”
・ Pr.704 最高输入脉冲数 =“最高
脉冲数”
●用数字输入进行设置时(FR-A7AX),
配合BCD代码和二进制代码,设置下
列参数:
・ Pr.304 数字输入和模拟量
输入修正的可否选择。
・ Pr.300 BCD输入偏置。
・ Pr.301 BCD输入增益。
・ Pr.302 BIN输入偏置。
・ Pr.303 BIN输入增益。
・ Pr.305 读入时序动作选择。
・ Pr.329 数字输入单位选择。
浮动辊控制
功能的选择
6
选择输入端子功能(Pr.178∼Pr.189)
在其中之一上设置“83”,分配X83。
・用Pr.128 PID动作选择设置由浮动
辊位置检测信号(端子1输入)的
极性决定的动作。
(参见第16页)
・设置Pr.762 收卷/放卷的选择
(参见第25页)
收卷轴时:Pr.762 =“0”
放卷轴时:Pr.762 =“1”
接下页
要点
为了使浮动辊控制有效,需要预先使X83信号变为ON。
・ 浮动辊位置检测信号(端子1 输入)为负时要増速,则
设置Pr.128 = “40”。
・ 浮动辊位置检测信号(端子1 输入)为正时要増速,则
设置Pr.128 = “41”。
Page 11
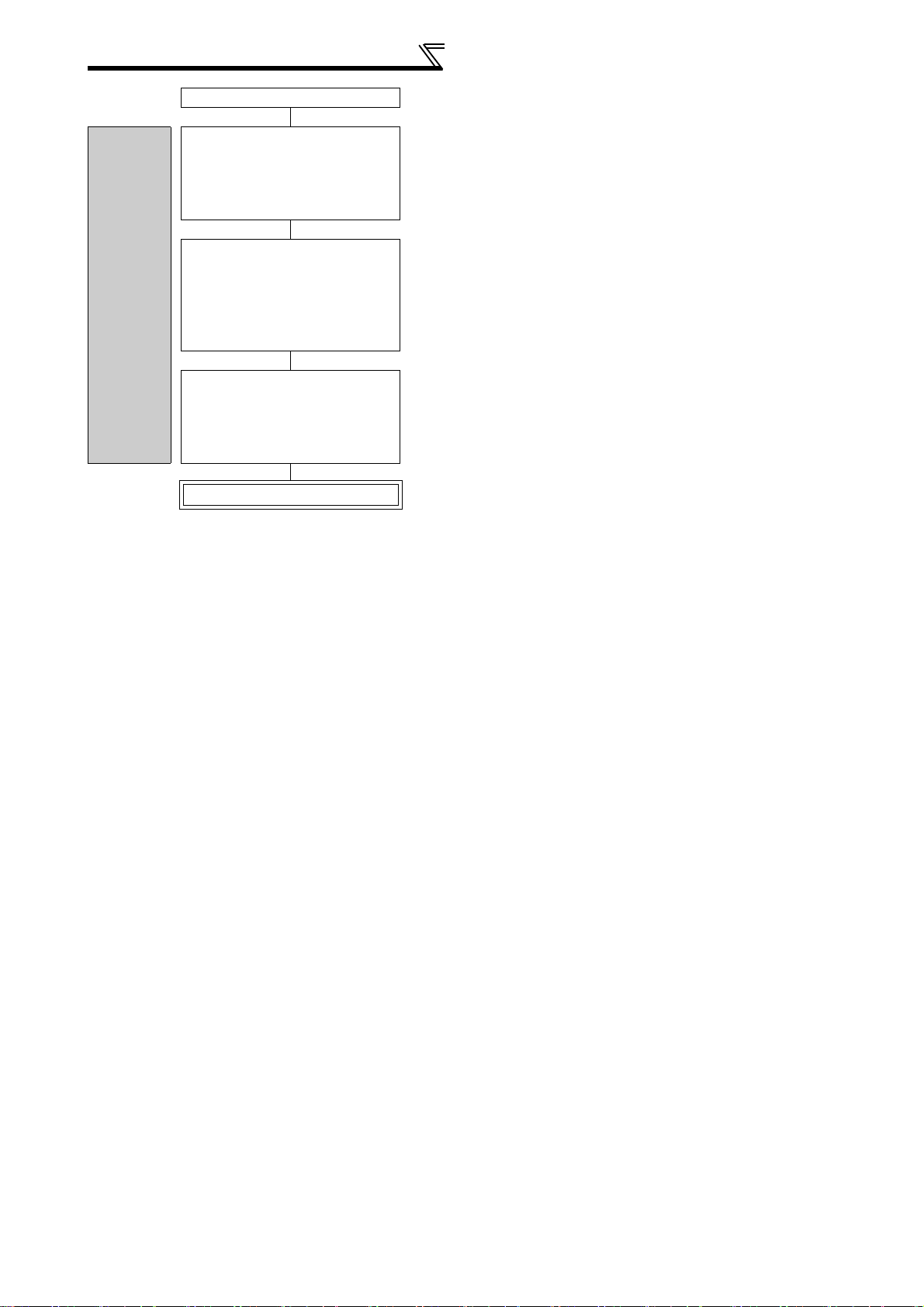
加减速时间
的设置
设置要领
接上页
加减速时间按照下列设置:
(参见第37页)
・ Pr.7 加速时间 =“0s”
・ Pr.8减速时间 =“0s”
・ Pr.756 主速用第1加速时间 =“线速度
加速时间”
・ Pr.757 主速用第1减速时间 =“ 线
速度减速时间”
实机动作
确认
卷径补偿
的设置
线速度
输入的校正
调整浮动辊控制(PID控制)的增益。
(参见第1 1页)
补偿卷绕直径
进行卷径补偿。
设置Pr.763 线速度输入选择。
(参照第24页)
Pr.763
设置值
无线速度输入信号
0
(主速设置为线速度。)
脉冲串输入(端子JOG)
1
脉冲串输入(FR-A7AP)
2
模拟量输入(端子2)
3
模拟量输入(端子4)
4
根据线速度的输入方法,对线速度
输入信号进行线速度校正。
主速的输入方法
模拟量电压
Pr.763 = “3、4”时
Pr.766 上设置的是线速度时,
输入至变频器的模拟量
电压按照Pr.765 线速度输入电
压基准进行设置。
(参见第24页)
关于浮动辊控制(PID控制)增益的调整,请参见第11页。
不进行卷径补偿。
Pr.771 r-r'极限值(直径) =
设置为“9999”,使卷径计算无效。
(参照第29页)
线速度输入信号
・ 卷筒轴与电动机输出轴之间有减 速机时,用Pr.773
减速比分子(驱动方)和Pr.774 减速比分母(从动
方)设置齿轮传动比。
(参见第25页)
・ 对 Pr.766 线速度基准 设置进给线速度的基准值。
(参见第24页)
・ Pr.767 线速度单位 要与Pr.766 的速度单位一致。
(参见第24页)
PLG等脉冲串
Pr.763 = “1、2”时
Pr.766上设置的是线速度时,
输入至变频器的脉冲频率
按照Pr.764 线速度输入脉冲基准
进行设置。
设置结束
浮
动
辊
控
制
功
能
参
数
设
置
要
领
3
接下页
7
Page 12
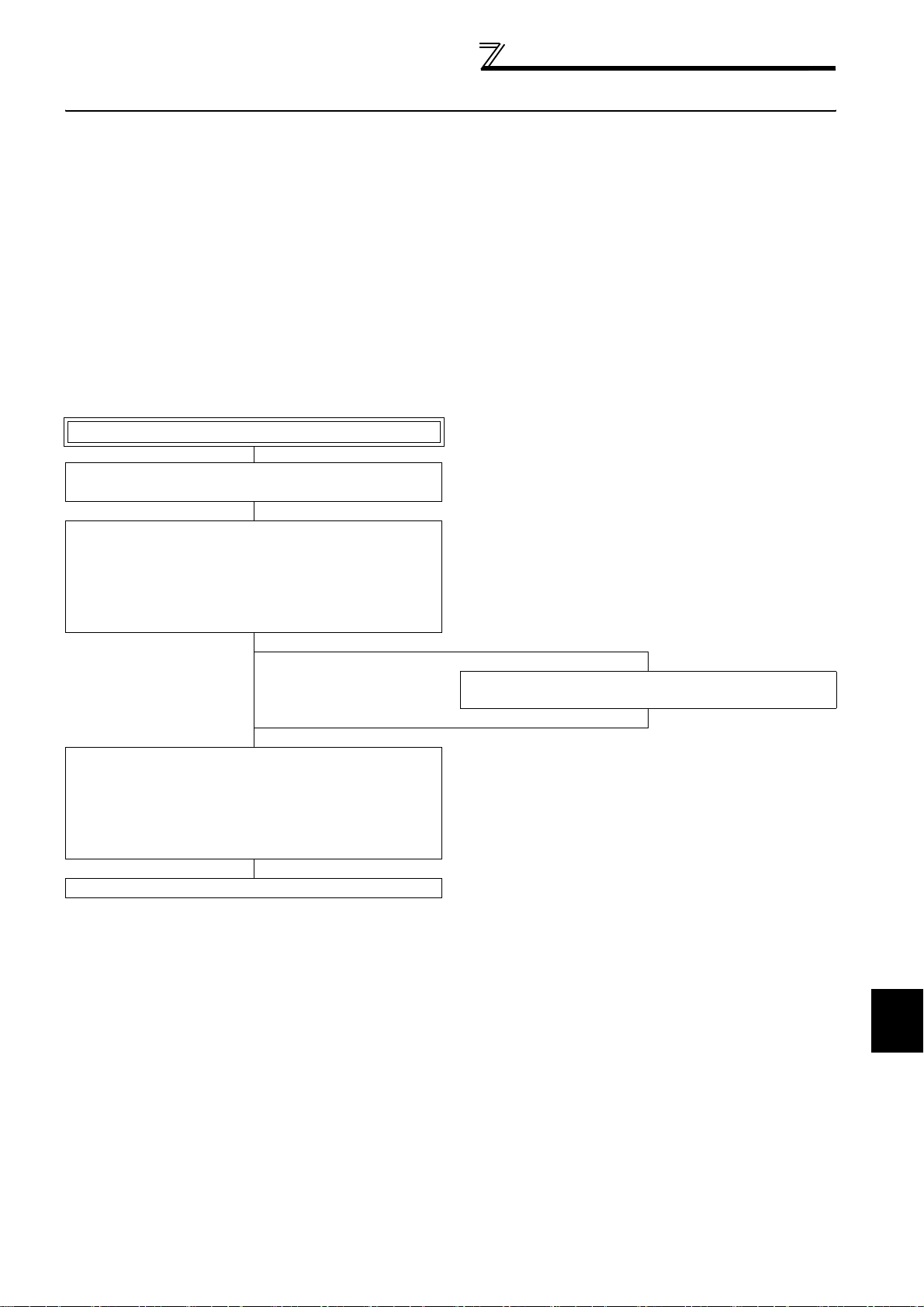
设置要领
接上页
进行卷径的设置。
Pr.720 卷径最大值1 =“最大卷径”
Pr.721 卷径最小值1 =“始管直径”
(参见第26页)
卷径补偿
的设置
设置卷径修正的取样。
Pr.707 卷径计算取样时间
=“100∼1000ms”
Pr.786 卷径计算平均化次数 =“4”
(参见第29页)
设置卷径计算结果每1个取样
变化量的限制值。
根据收卷材料设置Pr.771 r-r'
极限值(直径)。
(参见第29页)
试运行
如果延长取样时间,增加平均次数,
则卷径补偿的变动量变小。
8
Page 13
对于实际动作的增益调整
3.2 对于实际动作的增益调整
准备最小直径、中间直径、最大直径(如果无中间直径,请计算求出P/I增益。)
・请调整速度控制“P”增益、速度控制“I”增益(矢量控制)。
・请调整浮动辊“PID”增益。
3.2.1 速度控制P/I增益的调整(矢量控制)
对于来自浮动辊的指令,为了提高比例放大器的响应,调整时尽可能提高“P”增益、基本上不引入“I”增益。
在不通材料的状态下,对卷筒轴的各个钢辊逐个进行调整。
此时,至少要从最小直径到最大直径进行调整。
速度控制P/I增益调整流程:
起动
Pr.821 速度控制积分时间1 设置为“0”。
(初始值0.333s)
最小直径时的调整
逐步提高Pr.820 速度控制P增益1 ,每次增大10%。从最低转速至
最高转速,将速度控制P/I增益调整为振动和噪音发生前的设置值
×0.8∼0.9左右的值。
此时,要记录下Pr.820 速度控制P增益1 的设置值(A)。
最大直径时的调整
逐步提高Pr.820 速度控制P增益1 ,每次增大10%。从最低转速至
最高转速,将速度控制P/I增益调整为振动和噪音发生前的设置值
×0.8∼0.9左右的值。
此时,要记录下Pr.820 速度控制P增益1 的设置值(B)。
接下页
无最大直径时
实施“浮动辊PID增益的调整”(参见第11页),边调整Pr.820 速度
控制P增益1 边卷绕至最大直径。
浮
动
辊
控
制
功
能
参
数
设
置
要
领
3
9
Page 14
对于实际动作的增益调整
接上页
中间直径1时的调整
逐步提高Pr.820 速度控制P增益1 ,每次增大10%。从最低转速至
最高转速,将速度控制P/I增益调整为振动和噪音发生前的设置值
×0.8∼0.9左右的值。
此时,要记录下Pr.820 速度控制P增益1 的设置值(C)。
中间直径2时的调整
逐步提高Pr.820 速度控制P增益1 ,每次增大10%。从最低转速至
最高转速,将速度控制P/I增益调整为振动和噪音发生前的设置值
×0.8∼0.9左右的值。
此时,要记录下Pr.820 速度控制P增益1 的设置值(D)。
无中间直径时有中间直径时
用下列计算式求出Pr.778 的设置值(C)。
用下列计算式求出Pr.779的设置值(D)。
上述记录值“A”设置为Pr.777 速度控制比例项增益1 ,
“C” 设置为Pr.778 速度控制比例项增益2 ,“D” 设置为Pr.779 速
度控制比例项增益3 ,“B” 设置为Pr.780 速度控制比例项增益4。
进行中间直径的设置。
中间直径1
Pr.775 速度控制比例项适用直径1
=(中间直径1−最小直径)/(最大直径−最小直径)×100(%)
中间直径2
Pr.776 速度控制比例项适用直径2
=(中间直径2−最小直径)/(最大直径−最小直径)×100(%)
速度控制P/I增益调整结束
接着进行浮动辊控制PID增益调整
(11页)
求出Pr.778、Pr.779 的计算方法
Pr.778
Pr.779
但是、
α=
Pr.777
=α/5+
=8×α/15+
Pr.780 -Pr.777
Pr.777
最大直径最小直径
10
Page 15
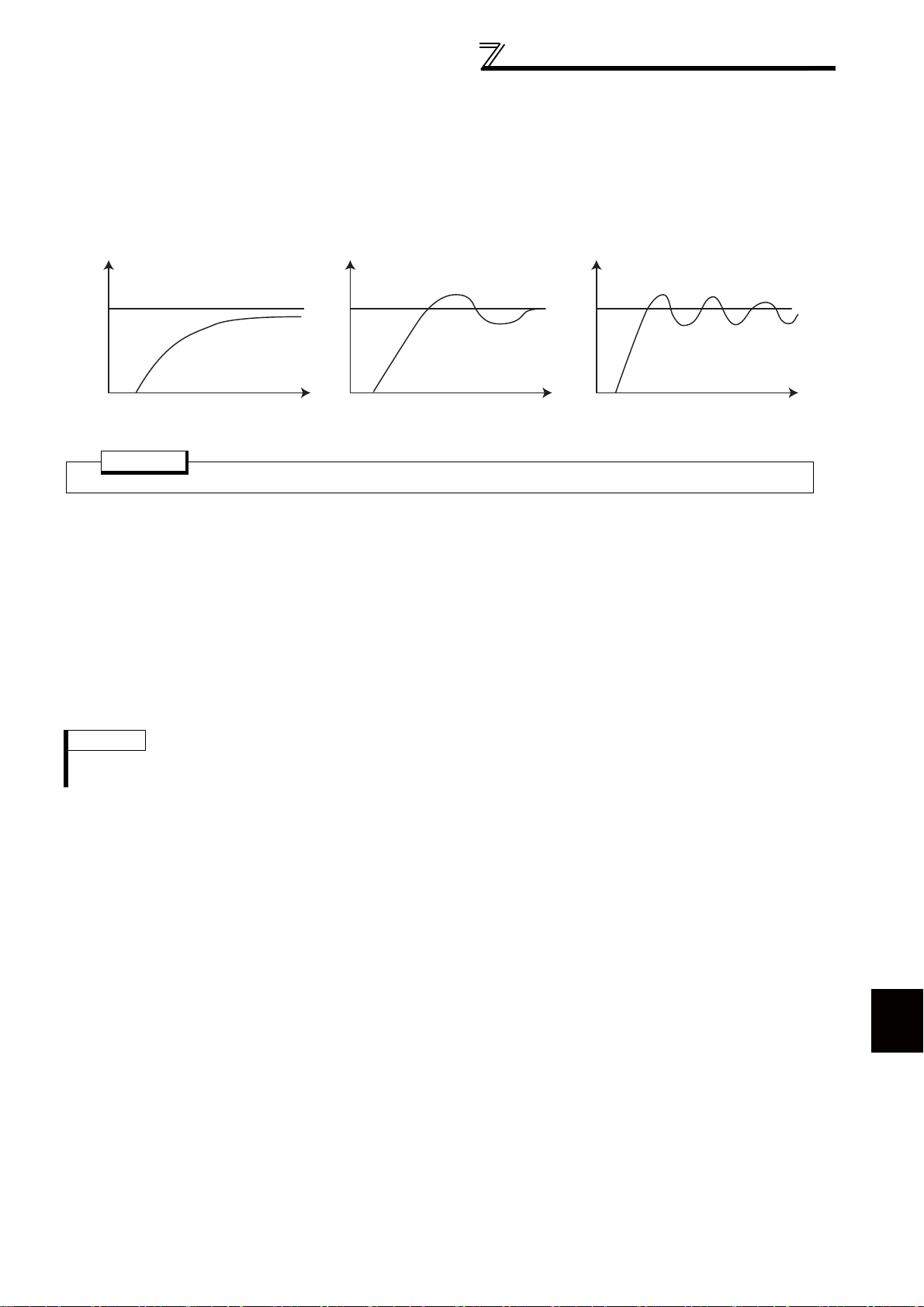
3.2.2 浮动辊PID增益的调整
按最小直径带材料进行,一边看着浮动辊的动作状态,一边慢慢地提高线速度。
此时,一边看着浮动卷筒的动作,一边进行调整,使呈②的状态。
要调整到加速时、匀速时、减速时和急减速时的状态均不出现问题。
要点在于调整使得最小直径时浮动辊PI增益处于尽可能高的状态。
通常,用Pr.129 PID比例带和Pr.130 PID积分时间进行调整。
对于实际动作的增益调整
①响应速度慢时
(浮动
要 点
如②所示,调整使得浮动辊超程1次左右即能够回到固定位置。
(1) 响应速度慢时(浮动辊的陷落大时)的调整方法
・ Pr.129 PID比例带每次下调10%。
・ Pr.130 PID积分时间每次上调0.1s %。
・ 从最小直径至最大直径,加速、匀速、减速、急减速时的各种状态下,反复进行如②所示的调整。
(2) 响应速度快时(振荡不收敛时)的调整方法
・ Pr.129 PID比例带10%每次上调10%。
・ Pr.130 PID积分时间每次上调0.1s %。
・ 从最小直径至最大直径,加速、匀速、减速、急减速时的各种状态下,反复进行如②所示的调整。
备 注
Pr.134 PID微分时间会成为引起振荡原因,所以请尽可能不引入。
但是,如果要采用干扰等方法使浮动辊的振幅快些收敛,则可引入少许Pr.134 PID微分时间进行调整。
辊
的陷落大时)
②响应速度适当时
③响应性速度快时
(振荡不收敛时)
浮
动
辊
控
制
功
能
参
数
设
置
要
领
11
3
Page 16
ダンサ制御機能/巻き径補正機能パラ
メータ一?
4 浮动辊控制功能/卷径补偿功能参数
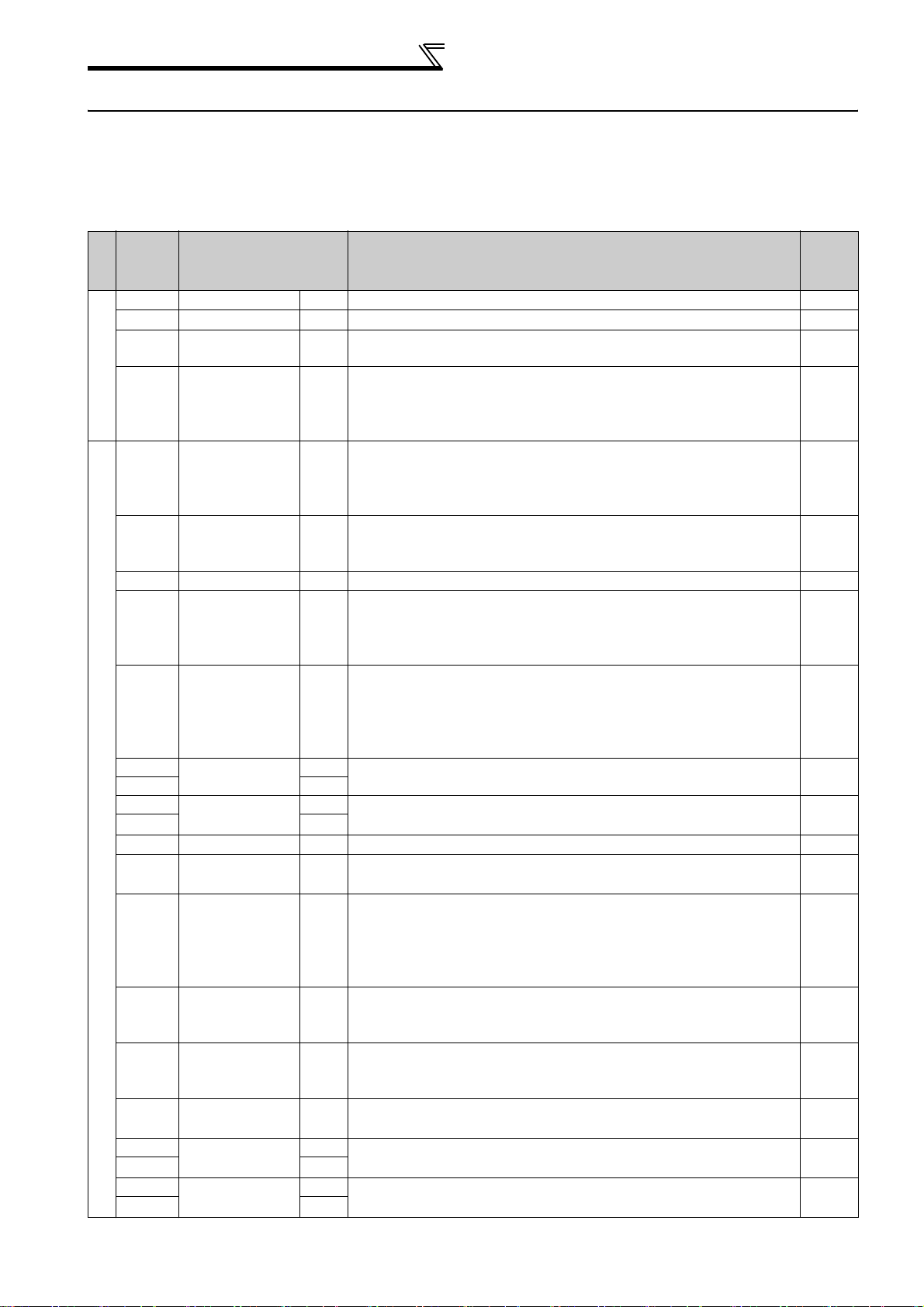
4.1 浮动辊控制功能/卷径补偿功能参数一览表
是从浮动辊控制、卷径补偿中使用的参数和FREQROL-A700系列到变更设置范围和初始值的参数一览表。
请根据负荷和运行规格进行必要参数设置。可以在操作屏(FR-DU07)上进行参数的设置、变更和确认。
备 注
・ 参数:即使Pr.77 参数写入选择 设置为“0”(初始值),运行中也可以变更设置值。
・ 关于各参数的通信用命令代码、参数清除、全清除、参数复制的可否,请参见第49页。
参数
52
54
71
128
129
130
131
132
133
134
135
136
137
138
158
178
179
180
181
182
183
184
名 称 设置范围
DU/PU主显示数据的选择。
FM端子功能的选择。
适用电动机。
PID动作选择。
PID比例带。
PID积分时间。
PID上限极限。
PID下限极限。
浮动辊目标位置。
PID微分时间。
下测量值PID比例带。
下测量值PID积分时间。
下测量值PID微分时间。
积分控制的有无。
AM端子功能的选择。
STF端子功能的选择。
STR端子功能的选择。
RL端子功能的选择。
RM端子功能的选择。
RH端子功能的选择。
RT端子功能的选择。
AU端子功能的选择。
最小设置
单位
0、5~14、17~20、
22~27、32~35、40~
45、52~57、100
1~3、5~14、17、18、
21、24、32~34、 39~
44
0、1、3~8、13~18、
20、23、24、30、33、
34、40、43、44、50、
53、54
10、11、40、41、50、
51、60、61
0.1~1000%、9999
0.1~3600s、9999 0.1s 1s
400~600%、9999 0.1% 9999
400~600%、9999 0.1% 9999
400%~600% 0.01% 500%
0.01~10.00s、9999 0.01s 9999
0.1~1000%、 9999 0.1% 9999
0.1~3600s、 9999 0.1s 9999
0.01~10s、 9999 0.01s 9999
1~3、5~14、17、18、
21、24、32~34、39~
44
0~14、16~18、20、
22~28、30、32~35、
42~44、51~56、60、
62、64~71、83~90、
9999
0~14、16~18、20、
22~28、30、32~35、
42~44、51~56、61、
62、64~71、83~90、
9999
0~14、16~18、20、
22~28、30、32~35、
42~44、51~56、62、
64~71、83~90、
9999
0~14、16~18、20、22
~28、30、32~35、42~
44、51~56、
83~90、9999
62~71、
1 0
11
1 0
110
0.1%
1 1
160
1 61
10
1 1
12
1 3
14
初始值
100%
013~0
参见页
40
40
─
16
16
16
20
20
30
17
17
17
17
21
40
4
4
4
4
4
4
4
客户
设置值
12
Page 17
浮动辊控制功能/卷径补偿功能
参数一览表
参数
185
186
187
188
189
190
191
192
193
194
195
196
名 称 设置范围
JOG端子功能的选择。
CS端子功能的选择。
MRS端子功能的选择。
STOP端子功能的选择。
RES端子功能的选择。
RUN端子功能的选择。
SU端子功能的选择。
IPF端子功能的选择。
OL端子功能的选择。
FU端子功能的选择。
ABC1端子功能选择。
ABC2端子功能选择。 1 9999
0~14、16~18、20、22
~28、30、32~35、42~
44
、51~56、62、64~
71、83~90、9999
0~8、10~16、25~
28、30~36、39、41~
47、50~54、64、70、
84、85、90~99、
100~108、110~116、
125~128、130~136、
139、
141~147、150~
154、164、170、184、
185、190~199、9999
0~8、10~16、25~
28、30~36、39、41~
47、50~54、64、70、
84、85、90、91、94~
99、
100~108、110~116、
125~128、130~136、
139、141~147、150
~154、164、170、
184、185、190、191、
194~199、9999
最小设置
单位
1 5
16
1 24
125
1 62
10
1 1
12
1 3
14
1 99
初始值
参见页
4
4
4
4
4
5
5
5
5
5
5
5
客户
设置值
252
253
270
271
272
273
274
275
276
277
278
279
280
281
292
384
385
386
464
465
466
467
468
469
470
471
472
473
474
475
476
477
过载偏置。 0~1000% 0.1% 50%
过载增益。 0~1000% 0.1% 150%
浮动辊位置A。
浮动辊位置B。
浮动辊位置C1。
浮动辊位置C2。
PID位置增益A。
PID位置增益B。
PID位置增益C1。
PID位置增益C2。
PID位置增益D。
收卷/放卷长度检测。
收卷/放卷长度单位。
收卷/放卷长度保存值。
自动加减速。
输入脉冲分频倍率。
输入脉冲为零时的频率。
输入脉冲最高时频率。
第2PID比例带。
第2PID积分时间。
第2PID微分时间。
第2下测量值PID比例带。
第2下测量值PID积分时间。
第2下测量值PID微分时间。
第3PID比例带。
第3PID积分时间。
第3PID微分时间。
第3下测量值PID比例带。
3下测量值PID积分时间。
第
第3下测量值PID微分时间。
第4PID比例带。
第4PID积分时间。
400.1%~600% 0.1% 600%
400%~599.9% 0.1% 400%
400.1%~599.9%、
9999
400.1%~599.9%、
9999
0.1~1000%、9999 0.1%
0.1~1000%、9999 0.1%
0.1~1000%、9999 0.1%
0.1~1000%、9999 0.1%
0.1~1000%、9999 0.1%
0、1、2、3 1 0
0、1、3、5、6、11 1 0
0~400Hz 0.01Hz 0
0~400Hz 0.01Hz 60Hz
0.1~1000%、9999 0.1%
0.1~3600s、9999 0.1s
0.01~10s、9999 0.01s
0.1~1000%、9999 0.1%
0.1~3600s、9999 0.1s
0.01~10s、9999 0.01s
0.1~1000%、9999 0.1%
0.1~3600s、9999 0.1s
0.01~10s、9999 0.01s
0.1~1000%、9999 0.1%
0.1~3600s、9999 0.1s
0.01~10s、9999 0.01s
0.1~1000%、9999 0.1%
0.1~3600s、9999 0.1s
0.1% 9999
0.1% 9999
9999
9999
9999
9999
9999
019999~0
01052~0
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
35
35
21
21
21
21
21
21
21
21
21
000119999~0
33
33
33
─
36
36
36
20
20
20
20
20
20
20
20
20
20
20
20
20
20
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
4
13
Page 18
浮动辊控制功能/卷径补偿功
能参数一览表
参数
478
479
480
481
575
702
703
704
706
707
708
709
710
711
712
718
719
720
721
722
723
724
725
726
727
728
729
730
750
751
752
753
754
755
756
757
758
759
760
761
762
763
764
765
766
767
768
769
770
771
772
773
774
775
776
777
778
779
名 称 设置范围
第4PID微分时间。
第4下测量值PID比例带。
第4下测量值PID积分时间。
第4下测量值PID微分时间。
输出中断检测时间。
浮动辊位置检测高度。
最低输入脉冲数。
最高输入脉冲数。
速度补偿增益。
卷径运算取样时间。
PID控制端子1输入滤波器时常数。
积分箝位(正极性)。
积分箝位(反极性)。
断线检测停滞时间。
初始卷径运算不感带2。
浮动辊张力设置偏置。
浮动辊张力设置增益。
卷径最大值1。
卷径最小值1。
卷径最大值2。
卷径最小值2。
卷径最大值3。
卷径最小值3。
卷径最大值4。
卷径最小值1。
主速度模拟量增益2。
主速度模拟量增益3。
主速度模拟量增益4。
达到卷径值。
端子1偏置调整。
材料厚度d1。
材料厚度d2。
材料厚度d3。
材料厚度d4。
主速用第1加速时间。
主速用第1减速时间。
主速用第2加速时间。
主速用第2减速时间。
主速用第3加速时间。
主速用第3减速时间。
收卷/
放卷的选择。
线速度输入的选择。
线速度输入脉冲基准。
线速度输入电压基准。
线速度基准。
线速度单位。
线速度输入滤波时间常数。
滤波器处理切换时间。
滤波时间常数。
r-r'极限值(直径)。
r-r'极限无效时间。
减速比分子(驱动方)。
减速比分母(从动方)。
速度控制比例项适用直径1。
速度控制比例项适用直径2。
速度控制比例项增益1。
速度控制比例项增益2。
速度控制比例项增益3。
最小设置
单位
0.01~10s、9999 0.01s 9999
0.1~1000%、9999 0.1% 9999
0.1~3600s、9999 0.1s 9999
0.01~10s、9999 0.01s 9999
0~3600s、9999 0.1s 9999
0~100% 0.1% 10%
0~100kpps 0.01kpps 0kpps
0~100kpps 0.01kpps 100kpps
0.01~1s、9999 0.01s 9999
0~100% 0.1% 9999
0~100s、9999 0.01s 9999
0~50%、9999 0.1% 9999
0~200% 0.1% 0%
1~6553mm 1mm 2mm
1~6553mm 1mm 1mm
1~6553mm 1mm 2mm
1~6553mm 1mm 1mm
1~6553mm 1mm 2mm
1~6553mm 1mm 1mm
1~6553mm 1mm 2mm
1~6553mm 1mm 1mm
0~400Hz、9999 0.01Hz 9999
0~400Hz、9999 0.01Hz 9999
0~400Hz、9999 0.01Hz 9999
1~6553mm 1mm 1mm
400~600% 0.01% 500%
0~20mm、9999 0.001mm 9999
0~20mm 0.001mm 1mm
0~20mm 0.001mm 1mm
0~20mm 0.001mm 1mm
0~3600s/0~360s 0.1s/0.01s 15s
0~3600s/0~360s 0.1s/0.01s 15s
0~3600s/0~360s 0.1s/0.01s 15s
0~3600s/0~360s 0.1s/0.01s 15s
0~3600s/0~360s 0.1s/0.01s 15s
0~3600s/0~360s 0.1s/0.01s 15s
0~4 1 0
0.01~200 0.01kpps 30kpps
0.1~100% 0.1% 50%
0、1、2、3 1 0
0~100s 0.01s 0s
0~9.998、9999 0.001mm 1mm
1~65534 1 1
0~100%、9999 1% 9999
0~100%、9999 1% 9999
0~1000%、9999 1% 9999
0~1000%、9999 1% 9999
0~1000%、9999 1% 9999
初始值
%0%1.0%002~0
s0s100.0s5~0
9999%1.0%001~0
%001%1.0%002~0
011、0
00011.04.3556~1
s0s10.0s001~0
s0s10.0s001~0
1143556~1
参见页
客户
设置值
20
20
20
20
─
18
36
36
22
29
18
17
17
19
31
42
42
26
26
26
26
26
26
26
26
35
35
35
39
4
26
26
26
26
37
37
37
37
37
37
25
24
24
24
24、40
24、40
s520.0s100.0s5~0
24
29
29
29
29
25
25
38
38
38
38
38
14
Page 19

浮动辊控制功能/卷径补偿功能参数
一览表
参数
(917)
(918)
780
781
782
783
785
786
787
788
789
790
791
792
793
794
795
796
797
798
799
882
C13
C15
名 称 设置范围
速度控制比例项增益4。
卷径保存的有无选择。
卷径保存值(直径)。
卷径保存的使用时间。
端子4功能的选择。
卷径计算平均化次数。
锥度设置。
锥度开始卷径。
浮动辊张力的设置。
浮动辊下限位置。
初始卷径计算不感带。
累积量。
始动时的速度控制P增益。
始动时的速度控制I增益。
始动时的积分项极限值。
始动时的PID项极限值。
卷径运算值有效开始旋转速度。
速度补偿偏置。
卷径监控基准。
再生回避动作的选择。
端子1偏置(速度)。 %0%1.0%003~0
端子1增益(速度)。 0~300% 0.1% 100%
0~1000%、9999 1% 9999
0、1 1 0
0~100s 0.01s 0s
0~10 1 4
0~100%、9999 0.1% 100%
1~6553mm、9999 1mm 9999
400%~600% 0.01% 400%
1~5000mm、8888、
9999
0~20s 0.001s 2s
0~100% 0.1% 2.5%
0~400Hz 0.01Hz 3Hz
0~200% 0.1% 60%
0~3 1 0
最小设置
单位
1mm 160mm
初始值
%1%1.0%05~0
参见页
38
28
mm1mm13556~1
999919999、2、1
0011.0001~1
%06%1%0001~0
%5.2%1.0%001~0
mm0001mm13556~1
28
28
35、42
29
42
42
42
30
31
30
31
31
32
32
27
22
40
44
20
20
客户
设置值
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
15
4
Page 20

浮动辊控制
4.2 浮动辊控制
要点
为了要使用浮动辊控制和卷径计算功能,请先使X83信号变为ON。
X83信号为OFF时,不能进行浮动辊的控制和卷径计算功能的运用。
卷径运算功能设置为无效(卷径保持)、仅进行浮动辊控制时,请使X83信号和X84信号都变为ON。
对于X83、X84信号,请在Pr.178∼Pr.189(选择输入端子功能)上设置“83(X83)”或者“84(X84)”,分配功能。
4.2.1 PID设置(Pr.128~Pr.130、Pr.134~Pr.137、Pr.709、Pr.710)
(1) PID动作选择
根据控制对象进行反向动作和正向动作的设置。
下表所示为浮动辊控制功能(Pr.128 = 40、41)的目标值、测量值和主速旋转速度指令。
。
Pr.128
设置值 动作的正反向 目标值 测量值 主速旋转速度指令
40 反向动作
41 正向动作
(2) PID控制比例带
如果比例带狭窄(参数设置值小),则测量值的微小变化即能引起操作量的大变化。
PID控制式: G・Kp(1+
增益Kp=1/比例带
增益G=PID增益选择功能: 参见第21页
(3) PID控制积分时间
因为单有积分(I)动作,所以,为获得与比例(P)动作相同的操作量所需时间为Ti。
随着积分时间变短,达到目标值所需时间也变短。
Pr.130
G・Kp(1+
の
(Pr.128)
Pr.133 端子1 与通常运行旋转速度选择相同的旋转速度指令。
(Pr.129)
1
Ti・S
+Td・S)
(Pr.130)
(PID控制积分时间) 即花费在PID控制式
1
+Td・S)
1
Ti・S
Ti・S
的S上
16
Page 21

浮动辊控制
(4) 积分箝位正极性(Pr.709)/积分箝位反极性(Pr.710)
可以用参数将PID积分动作的限制水平设置为0∼100%。
另外,即使Pr.710上未设置积分箝位(反极性),如果Pr.709上设置了积分箝位(正极性),Pr.709上的设置值就变成为正反积分箝位值。
Pr.709 Pr.710
9999 9999以外 100%
9999以外 9999
9999以外 9999以外
积分箝位(正极性) 积分箝位(反极性)
%001%00199999999
Pr.710
设置值
Pr.709
Pr.709
设置值
设置值
Pr.709
Pr.710
设置值
设置值
(5) PID控制微分时间 (Pr.134)
设置微分(D)动作的微分时间。为获得与比例(P)动作相同的操作量所需的时间为Td。随着微分时间变大,
对偏差变化的反应也变大。
(6) 下测量值PID增益设置(Pr.135∼137)
参数编号 名称 设置范围 设置单位 初始值 备注
135 下测量值PID比例带
136 下测量值PID积分时间
137 下测量值PID微分时间
浮动辊位置信号(端子1)对目标值的偏差为负时,可以在Pr.135∼137 上单个设置PID增益。9999设置时,与偏差的正负
无关,为Pr.129、130、134 。
0.1~1000%、 9999 0.1% 9999 9999设置时
0.1~3600s、 9999 0.1s 9999 9999设置时
0.01~10s、 9999 0.01s 9999 9999设置时
Pr.129
Pr.130
Pr.134
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
17
4
Page 22

浮动辊控制
4.2.2 浮动辊目标位置(Pr.133、Pr.702)
(1) PID目标值(Pr.133)
用参数设置目标值(%)。
浮动辊的目标位置(中心位置)设置在Pr.133 上。
Pr.133
设置值 目标值
%001+%006
%0%005
%001-%004
如果上限位置时的浮动辊位置信号(端子1输入)为10V、下限位置时为-10V、中心位置(目标位置) 时为0V,
Pr.133 上设置500%。
另外,如果中心位置(目标位置)为-5V,则在Pr.133 上设置450%。
端子1上可输入-10V∼10V电压。
浮动辊对目标位置处于Pr.702的设置范围内时,Y54信号变为ON。
浮动辊位置信号
辊
(Pr.133(浮动
中心位置))
浮动
辊
下限位置
辊
中心位置
浮动
上限位置
(2) 浮动辊位置检测(Pr.702)
如果浮动辊处于用Pr. 702对目标位置设置的范围内,则输出浮动辊位置检测信号Y54。对于Y54信号,
请在Pr.190∼196(选择输出功能端子)上设置“54(正逻辑)或者154(负逻辑)”,在输出端子上分配功能。
参数编号 名 称 设置范围 设置单位 初始值 备 注
702 浮动辊位置检测
上限
%01%1.0%001~0
18
中心位置
(目标位置)
浮动辊检测高度
浮动
辊
Y54变为ON。
处于该范围内时
下限
Page 23

浮动辊控制
(3) 浮动辊位置异常检测(断线检测)
浮动辊因为断线而下落时,靠浮动辊控制防止电动机转速升高。
参数编号 名 称 设置范围 设置单位 初始值 备 注
131 PID上限极限
132 PID下限极限
711 断线检测停滞时间
・ 如果浮动辊位置停滞在上限极限值或者下限极限值上的时间超过Pr.711 断线检测停滞时间上
设置的时间,则判定为浮动辊位置异常( 断线) , PID控制的修正值设为0 。如果下列的两个条件
同时成立,则重新开始浮动辊控制(PID运算)。
1.电动机停止、或者输出断开。
2.始动信号变为OFF。
・ 检测到浮动辊异常 (断线检测) 时,可以输出Y50信号。
对于Y50信号,请在Pr.190∼ 196(选择输出功能端子)上设置“50(正逻辑)或者150(负逻辑)” ,
在输出端子上分配功能。
400~600%、9999 0.1% 9999
400~600%、9999 0.1% 9999
0~100s、9999 0.01s 9999 9999: 无断线检测
400%→ -100%
500%→ 0%
600%→ 100%
Pr.190~Pr.196设置值
正逻辑 负逻辑
50 150 Y50
卷径补偿量
始动指令
信号名 功能 机能概要
浮动辊位置检测到异常时输出。
通常动作
浮动辊
断线检测
浮动辊下落至下限位置
浮动辊中心位置
Pr.513(断线停滞时间)
Y50信号的解除条件即下列2项条件同时成立。
1. 电动机停止、或者输出切断时断路。
2. 始动信号变为OFF。
浮动辊下限位置
PID补偿量=0
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
断线检测
断线时的输出旋转速度
电动机旋转停止,
始动指令OFF时
变为OFF。
4
19
Page 24

浮动辊控制
4.2.3 目标位置输入的调整(Pr.708、C13、C15)
参数编号 名称 设置范围 设置单位 初始值
708 PID控制端子1输入滤波时间常数
C13(917) 端子1偏置(速度)
C15(918) 端子1增益(速度)
0~300% 0.1% 0%
0~300% 0.1% 100%
s0s100.0s5~0
进行Pr.708的设置,可以对浮动辊的位置信号(端子1输入电压)进行滤波。
设置1次延迟滤波器的时间常数。想使对速度指令的跟踪延迟、或者发生模拟量输入电压不稳定等情况时,
要设置比较大的时间常数。
另外,可使用C13、C15进行端子1的校正。
4.2.4 测量值的上限、下限检测信号(Pr.131、Pr.132)
测量值超过上限值(Pr.131)时和低于PID上限极限(FUP)信号或下限值(Pr.132)时,可以使PID下限极限(FDN)信号
输出。请将各极限值设置为参数。
在Pr.190∼196(选择输出功能端子)上分配“14、114(FDN)”或者“15、115(FUP)”使用输出信号。
Pr.131、Pr.132
设置值 极限值
%001+%006
%0 %005
%001-%004
4.2.5 PID增益的切换(Pr.138、Pr.270∼Pr.278、Pr.464∼Pr.481、X89信号、X90信号)
(1) 第2∼第4PID增益切换
通过X89信号和X90信号的ON/OFF,可以切换PID增益。
对于X89、X90信号,请在Pr.178∼189(选择输入功能端子)上设置“89(X89)”或者“90(X90)”,进行功能分配。
X89 X90 PID增益切换 选择的参数 备 注
OFF OFF (第1)PID增益 Pr.129、130、134~137
设置值为9999时,选择第1PID增益。ON OFF 第2PID增益 Pr.464~469
OFF ON 第3PID增益 Pr.470~475
ON ON 第4PID增益 Pr.476~481
参数
参数编号 名称 设置范围 设置单位 初始值 备 注
464 第2PID比例带
465 第2PID积分时间
466 第2PID微分时间
467 第2下测量值PID比例带
468 第2下测量值PID积分时间
469 第2下测量值PID微分时间
470 第3PID比例带
471 第3PID积分时间
472 第3PID微分时间
473 第3下测量值PID比例带
474 第3下测量值PID积分时间
475 第3下测量值PID微分时间
476 第4PID比例带
477 第4PID积分时间
478 第4PID微分时间
479 第4下测量值PID比例带
480 第4下测量值PID积分时间
481 第4下测量值PID微分时间
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1~1000%、9999
0.1~3600s、9999
0.01~10s、9999
0.1%
0.1s
0.01s
0.1%
0.1s
0.01s
0.1%
0.1s
0.01s
0.1%
0.1s
0.01s
0.1%
0.1s
0.01s
0.1%
0.1s
0.01s
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
9999
20
Page 25

(2) PID位置增益切换(Pr.138、Pr.270∼Pr.278)
可以根据浮动辊位置信号(端子1输入)与目标值的偏差值进行增益切换。
参数编号 名称 设置范围 设置单位 初始值 备 注
138 积分控制的有无
270 浮动辊位置A
271 浮动辊位置B
272 浮动辊位置C1
273 浮动辊位置C2
274 PID位置增益A
275 PID位置增益B
276 PID位置增益C1
277 PID位置增益C2
278 PID位置增益D
增益G
增益A
增益B
增益C1
400.1%~600% 0.1% 600
400%~599.9% 0.1% 400
400.1%~599.9%、9999 0.1% 9999
400.1%~599.9%、9999 0.1% 9999
0.1~1000%、9999 0.1% 9999
0.1~1000%、9999 0.1% 9999
0.1~1000%、9999 0.1% 9999
0.1~1000%、9999 0.1% 9999
0.1~1000%、9999 0.1% 9999
013~0
400% → -100%
500% → 0%
600% → 100%
浮动辊控制
增益C2
增益D
偏差A 偏差C1 偏差C2 偏差B
G・Kp(1+
可以用PID控制输入的偏差值切换上式中的G值。
增益A、B、C1、C2、D在9999设置时,作为100%动作。
偏差C1和C2中有一个为9999时,设置即为无效,增益A、B、C1、C2、D即作为9999动作。
偏差的设置值为9999以外的值时,设置时要满足A>C1≧C2>B的条件。如果不满足该条件,即作为写入出错。
C1=C2时,增益C1和增益C2中,以大者为有效。
・积分控制选择
偏差在C1-C2之间时,可以用Pr.138 选择是否进行积分控制。
如果选择不积分,则保持之前的积分值。
Pr.138
0
1
2
3
1
Ti・S
+Td・S)
C1-C2间 A以上、B以下
有
无
有
无
有
有
无
无
偏差输入
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
21
4
Page 26

浮动辊控制
4.2.6 速度补偿(Pr.706、Pr.798)
对PID计算结果进行速度补偿。
参数编号 名 称 设置范围 设置单位 初始值 备注
706 速度补偿增益
798 速度补偿偏置
0~200% 0.1% 0%
0~200% 0.1% 60%
・ 如果使X35信号变为ON,可以用主速旋转速度指令进行修正。
对于X35信号,请在Pr.178∼ Pr.189(选择输入端子功能)上设置“3”,分配功能。
设置值为0%时Pr.798和
X35无效。
Pr.178~Pr.189
设置值
35 X35
信号名 功能 功能概要
OFF:速度补偿增益与主速无关,不变化。
选择速度补偿增益
ON:速度补偿增益随主速变化。
X35信号未作分配时,速度补偿增益随主速变化。
(1) Pr.706 = 0%设置时(初始值):
与X35信号的ON/OFF无关,速度补偿增益=100%。Pr.798 的设置值无效。
速度指令值= PID运算结果[%]×\u36895X度补偿增益[%]+主速
= PID运算结果+主速
(2) Pr.706 = 0%以外的值时:
X35为ON时:
主速0%时PID操作量0%
速度指令值= PID计算结果[%]×\u36895X度补偿增益[%]+主速
= PID计算结果[%]×\u65371X(Pr.706 [%]−Pr.798 [%])×\u20027X速[%]+Pr.798 [%]}+主速
X35为OFF时:
速度指令值= PID运算结果[%]×\u36895X度补偿增益[%]+主速
= PID运算结果[%]×Pr.706 [%]+主速
X35为ON时
PID操作量
PID操作量随速度指令的比例而变化。
22
主速设置
主速设置
X35为OFF时
(X35端子未作分配时)
PID操作量
主速设置
主速设置
PID操作量与速度指令无关。
(注)Pr.73有极性可逆设置时,操作量也向反转
方向输出。
Page 27

4.3 卷径计算功能
要点
为了使用浮动辊控制和卷径计算功能,要使X83信号变为ON。
X83信号为OFF时,不进行浮动辊控制和卷径计算功能的运行。
要使浮动辊控制无效、仅进行卷径计算功能的运行时,请使X83信号和X85信号都变为ON。
对于X83和X85信号,请在Pr.178∼Pr.189(选择输入端子功能)上设置“83(X83)”或者“85(X85)”,分配功能。
4.3.1 卷径计算和卷径补偿功能
(1) 卷径运算
①根据线速度进行卷径运算
根据输入的线速度v和主速(实际速度)计算出卷径D:
π・D・ωfb・z=v v :线速度
D=
(例)线速度v=409.9m/min的旋转速度时ωfb=659.0r/min,齿轮传动比z=0.396时的卷径D的运算式如下:
v
π・ωfb・z z :减速比
ωfb :实际转速
卷径计算功能
D=
②通过材料厚度累加运算计算出卷径
根据收卷(放卷)材料厚度d计算出卷径D:
D=D1+2・d・N・z D1 :初始直径
(2) 线速度目标值
根据主速设置值ω*和初始直径计算出希望保持匀速运动的线速度目标值V*:
V*=π・D1・ω*・z ω* :主速设置[r/min]
(3) 主速修正量的计算
通过卷径计算求得的直径(或者卷径保存值)D和希望保持匀速运动的线速度目标值V*计算出主速修正量:
ω=
ω :主速补偿
D :卷径计算值(卷径保存值)
v* :希望保持匀速运动的线速度
z :减速比
v
π・ωfb・z π×659.0[r/min]×0.396
v*
π・D・z
=
409.9[m/min]×1000
d :材料厚度
N :卷筒转速
z :减速比
D1 :初始直径
z :减速比
= 499.97[mm]
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
23
4
Page 28

卷径计算功能
4.3.2 线速度输入设置(Pr.763∼Pr.768)
(1) 线速度输入选择(Pr.763)
选择卷径计算使用的线速度指令输入端子。
用Pr.752 材料厚度d1 设置材料厚度(Pr.752 ≠“9999”)时,不是根据线速度,而是根据材料厚度和滚筒的旋转
次数之积计算出卷径(26页参照)。
Pr.763 线速度输入选择
0(初始值) ──(用主速计算线速度)
1
2
3
*1 DC0∼5V、DC0∼10V、0?20mA的切换靠Pr.73 的设置和电压/电流输入切换开关来进行(详见使用说明书)。
*2 0∼20mA、DC0∼5V、DC0∼10V的切换靠Pr.267的设置和电压/电流输入切换开关来进行(详见使用说明书)。
(2) 转换成线速度单位
(Pr.764、Pr.765、Pr.766、Pr.767)
输入单位 线速度输入端子
端子JOG单相脉冲串输入
脉冲[kpps]
电压[V]/电流[mA]
FR-A7AP连接: PLG脉冲输入
(开路集电极24V/差动5V(A、B相))
端子2输入(模拟值 0∼100%) *1
端子4输入(模拟值 0∼100%) *24
将用“选择Pr.763 线速度输入”选择的脉冲输入单位(kpps)、或者模拟量输入单位(%)转换成为线速度单位(mm(m)/分(秒))。
参数编号 名 称 设置范围 设置单位 初始值 备 注
764
765
766 线速度基准
767 线速度单位
线速度输入脉冲基准
线速度输入电压基准
0.01~200kpps 0.01kpps 30kpps
0.1~100% 0.1% 50%
1.0~6553.4 0.1 1000.0
0:m/min
0、1、2、310
1:m/sec
2:mm/min
3:mm/sec
(3) 输入滤波器
(Pr.768)
设置1次延迟滤波器的时间常数。想使对速度指令的跟踪延迟、或者发生模拟量输入电压不稳定等情况时,要设置比较
大的时间常数。
可以用Pr.768 线速度输入滤波时间常数 对Pr.763 =1、2的脉冲输入值加装滤波器。
选择Pr.763 =3、4时,可以用Pr.74 的输入滤波时间常数对模拟量输入值加装滤波器。
参数编号 名 称 设置范围 设置单位 初始值 备 注
768
线速度输入滤波时间常数
无滤波器:0s520.0s100.0s5~0
24
Page 29

卷径计算功能
4.3.3 驱动轴的设置(Pr.762、Pr.773、Pr.774、X56信号)
(1) 用参数选择收卷/放卷(Pr.762)
选择放卷轴或收卷轴作为驱动的卷筒。
(收卷轴的初始卷径为最小值,放卷轴的初始卷径为最大值)
Pr.762
(选择收卷/放卷) 收卷/放卷
收卷0
放卷1
(2) 用外部端子输入选择收卷/放卷(X56信号)
X56信号被分配到输入端子(Pr.178~Pr.189中的一个端子) 上时,Pr.762 的设置值即为无效,根据输入端子的ON/OFF状态
选择放卷轴或者收卷轴。
X56信号 收卷/放卷
收卷NO
放卷FFO
(3) 齿轮传动比运算
驱动轴与电动机轴之间有减速机时设置齿轮传动比。
参数编号 名 称 设置范围 设置单位 初始值 备 注
773 减速比分子(驱动方)
774 减速比分母(从动方)
齿轮传动比计算
(Pr.773、774)
齿轮传动比z=
1143556~1
1143556~1
Pr.773
Pr.774
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
25
4
Page 30

卷径计算功能
4.3.4 材料厚度和卷径最大值、最小值的设置(Pr.720∼Pr.727、Pr.752∼Pr.755、
X53信号、X54信号)
(1) 通过材料厚度累加进行卷径计算的设置
(Pr.752~Pr.755)
在Pr.752 上设置9999以外的值时,根据材料厚度与卷筒旋转次数之积计算出卷径。
选择该方式时,请使用选购件FR-A7AP输入带Z相的PLG脉冲。
另外,可以通过外部输入端子X53/X54的ON/OFF选择材料厚度。(26页 参照)
参数编号 名 称 设置范围 设置单位 初始值 备 注
752 材料厚度d1
753~755 材料厚度d2∼材料厚度d4
(2) 卷径最小值/卷径最大值选择
(Pr.720~Pr.727)
0~20mm、9999 0.001mm 9999
0~20mm 0.001mm 1mm
对于卷径运算值,用最小直径(Pr.721)或者最大直径(Pr.720)箝位。
参数编号 名 称 设置范围 设置单位 初始值 备 注
720 卷径最大值1
721 卷径最小值1
1~6553mm 1 2mm
1~6553mm 1 1mm
备 注
Pr.720 上设置的值要大于Pr.721 上设置的值。
设置为Pr.721 ≧Pr.720 时,卷径补偿即为无效。
最大直径
最小直径
卷径计算的结果值
(3) 用外部输入端子选择卷径最小值、卷径最大值和材料厚度(Pr.722 ~ Pr.727、X53 信号、X54信号)。
可以通过X53信号和X54信号的ON/OFF选择轴直径最小值和轴直径最大值。
对于X53/X54信号,在Pr.178~Pr.189(选择输入端子功能)上设置“53(X53)/54(X54)”,分配功能。
不分配X53/X54信号时的最大直径为Pr.720的值,最小直径为Pr.721的值。
另外,选择根据材料厚度计算卷径的运算方式时,也可以用X53/X54信号切换材料厚度1~4的选择。
外部输入信号
X53 X54
OFF OFF 卷径最大值1 Pr.720/卷径最小值1 Pr.721
ON OFF 卷径最大值2 Pr.722/卷径最小值2 Pr.723 材料厚度d2
OFF ON 卷径最大值3 Pr.724/卷径最小值3 Pr.725 材料厚度d3
ON ON 卷径最大值4 Pr.726/卷径最小值4 Pr.727 材料厚度d4
卷径最大值/卷径最小值 材料厚度
材料厚度d1
Pr.752
Pr.753
Pr.754
Pr.755
26
Page 31

4.3.5 卷径计算值有效的开始旋转速度(Pr.797)
电动机旋转速度超过卷径计算值有效的开始旋转速度(Pr.797)时,实施卷径计算,更新卷径计算结果。
电动机旋转速度比卷径计算值的有效开始旋转速度(Pr.797)低时,不实施卷径计算,保持卷径值不变。
主速旋转速度高于Pr.797 时实施卷径计算。
主速旋转速度低于Pr.797 时保持卷径计算。
旋转速度
Pr.797
卷径计算值
有效的开始旋转速度
电动机旋转速度
卷径计算功能
时间
卷径值
保持卷径 保持卷径实施卷径
计算
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
27
4
Page 32

卷径计算功能
4.3.6 卷径计算结果的保存和清除(Pr.781~Pr.783、X55信号)
可以将卷径计算结果保存在变频器中。
参数编号 名称 设置范围 设置单位 初始值 备注
781 卷径保存有/无选择
782 卷径保存值(直径)
783 卷径保存使用时间
1~6553 1mm 1mm
0.00~100.00s 0.01s 0s
011、0
(1) 卷径保存的选择
(Pr.781)
主电源为OFF时以及卷径运算功能为OFF时,可以用“Pr.781 卷径保存有/无选择” 选择是否保存算出的卷径。
Pr.781
设置值 是否保存卷径
0 不保存卷径。
1 保存卷径。
采用卷径最大值(Pr.720)或者卷径最小值(Pr.721)作为卷径
初始值。
采用变频器中保存的卷绕直径作为卷径初始值。
电源断路时或者卷径运算功能OFF时保存卷径。
电源开启时或者卷径运算功能变为ON时使用上次保存的卷径
作为初始值。
电源开启时和卷绕直径运算功能ON时的初始卷绕直径
始动指令(STF、STR)为OFF时,与Pr.781 设置值无关,一律保持卷径。
除了通过X83信号或Pr.771 的设置,还可以用JOG运行等优先功能进行卷径运算功能的ON/OFF切换。
卷径运算处理OFF时的卷径与以前保存的卷径之差≤±10mm时,不保存当前的卷径。
可以用X55信号清除卷径计算保存值。
(2) 卷径保存值的确认
(Pr.782)
可以用Pr.782 监视当前的卷径保存值。
另外,可以向Pr.782 写入任意值来变更卷径保存值。
(3) 卷径的保存使用时间
(Pr.783)
从始动指令ON起的Pr.783 设置时间内保持卷径。
(4) 卷径值的清除(X55信号)
X55信号从OFF变为ON时,清除卷径值。清除后的卷绕直径(初始卷径)根据Pr.762 收卷
/放卷选择 的设置和X53∼X56信号的ON/OFF,变成为下表中列出的值(参见25页)。
对于X55信号,在Pr.178∼Pr.189(输入端子功能的选择)上设置“55”,分配功能。
X55信号
OFF→ON
收卷・放卷的选择
Pr.762
(
(Pr.762 =“0”或者X56信号
(Pr.762 =“1”或者X56信号
、X56)
收卷
ON)
放卷
OFF)
最小值(Pr.721、723、725、727)
最大值(Pr.720、722、724、726)
卷径清除值
(X53/X54)
28
Page 33

卷径计算功能
4.3.7 卷径计算取样和卷径计算的增加量限制(Pr.707、Pr.771、Pr.772、Pr.786)
参数编号 名 称 设置范围 设置单位 初始值 备 注
707
771 r-r'极限值(直径)
772 r-r'极限无效时间
786 卷径计算平均化次数
在Pr.707 上设置卷径计算的取样时间。
设置以多长周期反映卷径运算结果。
为了防止卷径计算结果急剧变化,可以对Pr.771 设置1次取样变化量限制。另外,
为了开始卷绕,可以用Pr.772 设置使Pr.771 的限制值无效的时间带。
速度有波动时,可以通过增加卷径计算平均化次数Pr.786 来减轻影响。
卷径计算取样时间
0.01~1s、9999 0.01s 9999 9999时约10ms
0~9.998、9999 0.001mm 1mm
0~100s 0.01s 0s
0~10 1 4
9999时无卷径运算
4.3.8 主速补偿旋转速度滤波器处理(Pr.769、Pr.770)
可以用卷径计算对主速修正旋转速度加以滤波。
参数编号 名 称 设置范围 设置单位 初始值 备 注
769 滤波处理切换时间
770 滤波时间常数
・ 在 Pr.769 上设置从起动后至对卷径计算得出的主速补偿转速开始一次延迟滤波的时间。
・ 在 Pr.770 上设置对卷径运算得出的主速补偿旋转速度进行一次延迟滤波的滤波时间常数。
如果设置为“0”,即为无滤波。
主速修正运算
0~100s 0.01s 0s
0~100s 0.01s 0s
Pr.770(滤波时间常数)
Pr.769
(滤波处理切换时间)
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
29
4
Page 34

卷径计算功能
4.3.9 始动时的初始卷径计算(Pr.133、Pr.712、Pr.790~Pr.797)
始动时使浮动辊从下限位置移动至目标位置时,进行当前卷径的计算。
参数编号 名 称 设置范围 设置单位 初始值 备 注
133
712
790
791
792 累加量
793
794
795
796
797
浮动辊目标位置
初始卷径运算死区2
浮动
辊下限位置
初始卷径运算死区
始动时的速度控制P增益
始动时的速度控制I增益
始动时的积分项极限值
始动时的PID项极限值
卷径运算值有效的开始转
速
(1) 计算始动时的初始卷径
根据始动时浮动辊从下限位置移动至浮动辊中心位置时的累加量L计算初始卷径D。
400%~600% 0.01% 500%
0~50%、9999 0.1% 9999
400%~600% 0.01% 400%
0~50% 0.1% 1%
1~5000mm、8888、
9999
0~1000% 1% 60%
0~20s 0.001s 2s
0~100% 0.1% 2.5%
0~100% 0.1% 2.5%
0~400Hz 0.01Hz 3Hz
1mm 160mm
D=
2・L
π・n・z
L :累加量
n :电动机旋转次数
z :减速比
其中的电动机旋转次数n,当电动机附装有PLG时(矢量控制时),是根据PLG脉冲数来计算的。
当电动机不附装有PLG时(V/F控制、先进磁通矢量控制、无传感器矢量控制),对输出频率f
进行积分计算出电动机旋转次数n。
120・f
n= ∫
・dt P :电动机极数
P
累积量(Pr.792 )=8888时,是使用始动时的PI增益进行浮动辊的卷绕动作的,不进行初始卷径计算。
累积量(Pr.792 )=9999时,不进行卷径计算,运行时继续使用之前一直使用的卷径。
此时,计算卷径时,不是使用速度控制的PI增益,而是使用通常的速度控制增益。
注 意
使用初始卷径功能时请不要使用Pr.78 防止反转选择 。
(2) 浮动辊下限位置(Pr.790)累加量(Pr.792)
为了进行始动时卷径计算,为了求出浮动辊的移动量和此时的收卷量,请设置浮动辊的下限位置
Pr.790和此时的累积量Pr.792。
30
目标位置
下限位置
累积量=2×L
Page 35

(3) 初始卷径计算不感带(Pr.791)和初始卷径运算不感带2(Pr.712)
进行初始卷径的计算时,可以对浮动辊位置设置卷径计算的不感带。
减轻超程对于起动时的浮动辊振荡和目标位置的影响。
不感带2
不感带宽度=(目标位置-下限位置)×Pr.712/100
目标位置
在该距离范围内进行卷径运算。
下限位置
Pr.712=9999时等于Pr.791的值。
不感带
不感带宽度=(目标位置-下限位置)×Pr.791/100
卷径计算功能
(4) 始动时的速度控制比例/积分时间 (
矢量控制和无传感器矢量控制时,在进行始动时的卷径计算时,可以单个设置卷径计算中的变频器速度控制
比例增益和积分时间。
卷径计算结束后,返回通常速度控制增益。
参数编号 名 称 设置范围 设置单位 初始值 备注
793 始动时的速度控制P增益
794 始动时的速度控制I增益
浮动辊目标位置
浮动辊位置
始动信号
速度控制
比例增益
速度控制
积分时间
不感带
Pr.793(张力ON时的速度控制P增益)
Pr.794(张力ON时的速度控制积分时间)
Pr.793、Pr.794
0~1000% 1% 60%
不感带
)
0~20s 0.001s 2.000s
Pr.820 速度控制比例增益
Pr.821 速度控制积分增益
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
卷径计算
结果
卷径值
4
31
Page 36

卷径计算功能
(5) 始动时的积分项极限值(Pr.795)和PID项极限值(Pr.796)
在实施始动时的初始卷径计算时间内,为了防止电动机旋转速度增速过快,可以对浮动辊的PID控制操作量设置操
作量限制器。
用Pr.795对 PID控制的积分动作设置限制器,用Pr.796 对PID控制的操作量设置限制器。
PID计算值= kp(1+
偏差
1
Ti・S
+Td・S)
1
(张力ON时的积分项极限)
+
+
(张力ON时的
PID项极限)
操作量
(6) 始动时的卷径计算结束信号的输出(Y51信号)
始动时的卷径计算结束后,可以输出Y51信号。使用始动时卷径计算功能时,可以用Y51信号确认
卷径计算是否已结束。
Y51信号变为ON后,增大主速设置使线速度加速。
STF=OFF、浮动辊低于下限位置时,使输出变为OFF。
对于Y51信号,请在Pr.190∼196(选择输出功能端子)上设置“51(正逻辑)或者151(负逻辑)”,在输出端子上分配功能。
Pr.190~Pr.196设置值
正逻辑 负逻辑
51 151 Y51 卷径计算结束
信号名 功能 功能概要
备 注
复位中的Y51信号为OFF状态。
浮动辊目标位置
浮动辊位置
始动信号
卷径计算结果
卷径计算结束信号
卷径值
始动时的卷径计算结束时进行输出。
不感带
32
主速设置
Page 37

4.3.10 收卷/放卷长度的保存和清零(Pr.279∼Pr.281、X86信号、Y53信号)
选择线速度输入时(Pr.763 = 1∼4),可以显示收卷(放卷)长度。
线速度检测用PLG
电源
始动信号
浮动辊控制选择(X83)
主速设置
卷径计算功能
浮动
辊
位置检测
收卷/放卷结束信号
线速度检测
*
* 线速度检测使用PLG时,单相时使用端子JOG。
参数编号 名称 设置范围 单位 初始值 备注
279 收卷/放卷长度检测
280 收卷/放卷长度单位
281 收卷/放卷长度保存值
(1) 卷径保存的选择
通过将Pr.781 卷径保存的有无选择 设置为 “1”(有),收卷(放卷)长度值得到保存。
保存收卷(放卷)长度的时序与保存卷径的时序相同(关于卷径的保存,请参见第28页)。
(2) 收卷/放卷长度保存值的确认
可以用Pr.281监视当前的收卷/放卷长度值。
另外,可以通过对Pr.281 写入任意值来变更收卷/放卷长度保存值。
(Pr.781)
(Pr.281)
0、1、2、3 1 0
000119999~0
019999~0
(3) 收卷/放卷长度值的清零(X86信号)
单位用Pr.280 进行切换。
0:1m
1:10m
2:100m
3:1km
单位用Pr.280 进行切换。
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
使X86信号变为ON,可以清除收卷/放卷长度值。
对于X86信号,请在Pr.178?Pr.189(选择输入端子功能)上设置“86”,分配功能。
(收卷/放卷长度不能用“卷径值清零(X55信号输入)”来进行清零)。
(4) 收卷/放卷长度检测(Y53信号)
如果材料的收卷(放卷)长度超过在Pr.279 收卷/放卷长检测 上设置的长度,则进行收卷/放卷,
结束信号Y53变为ON。
对于Y53信号,请在Pr.190∼196(输出功能端子选择)上设置“53(正逻辑)或者153(负逻辑)”
在输出端子上分配功能。
4
33
Page 38

主速设置
4.4 主速设置
4.4.1 主速指令的输入方法
主速设置与通常运行时的选择方法相同。
运行模式 旋转速度的选择
脉冲输入 端子JOG(脉冲串输入)+端子4
外部运行
外部/PU并用运行(模式1)
PU/外部并用运行(模式2)
网络运行
(Pr.339=“0”网络)
链接运行
(Pr.339=“1”外部)
PU运行
数字输入 FR-A7AX(数字输入)+端子4
多级速度+端子4(修正)
模拟量输入(端子2+端子4)
多级速度+端子4(修正)
PU转速+端子4(修正)
PU运行(转速设置) +端子4(修正)
链接运行(端子)+端子4(修正)
链接运行(旋转速度设置) +端子4(修正)
脉冲输入 端子JOG(脉冲串输入)+端子4
数字输入 FR-A7AX(数字输入) +端子4
多级速度+端子4(修正)
模拟量输入(端子2+端子4)
PU运行(转速设置) +端子4(修正)
・ 主速随上表中列出的优先次序而变化。
但是,不能与用线速度指定的相同输入方法进行输入。
・ 即使输入多段速度,也不能中止浮动辊控制。
但是,如果输入JOG运行(JOG信号),浮动辊控制和卷径计算功能即中止。
・ “选择主速旋转速度”功能仅Pr.128 =“40、41”时有效。
・ “补偿端子4输入”功能当Pr.785 =“1”设置时有效。
・ 通常运行时端子1作为频率修正输入使用。因此,切换使用浮动辊控制与通常运行时,
用模拟量输入进行通常运行时,为了使端子1的修正无效,请将Pr.868 端子1功能分配
设置为“9999” (无功能)。
・ 切换使用浮动辊控制与通常运行时,如下图所示,要确保浮动辊控制/卷径补偿
值的初始化时间大于等于20ms。
通常控制 浮动辊控制 通常控制
浮动辊控制/卷径计算选择
起动信号
输出频率
运行中
~~
~
~
34
Page 39

4.4.2 用模拟量输入选择主速指令
浮动辊控制/卷径运算功能时的端子1、端子2和端子4的功能如下表所示:
端子 功能 备 注
1 浮动辊位置测量值
主速输入2
补偿输入4
(1) 选择模拟量输入增益(Pr.728∼Pr.730、X87信号、X88信号)
可以用X87信号和X88信号切换主速设置的模拟量输入增益。
对于X87信号,请在Pr.178∼Pr.189(输入端子功能选择)上设置“87”,分配功能。
对于X88信号,请在Pr.178∼Pr.189(输入端子功能选择)上设置“88”,分配功能。
用Pr.785 端子4功能选择 选择补偿输入。
主速设置
端子输入
X87 X88
OFF OFF 端子2频率增益频率(Pr.125)/ 端子4频率增益频率(Pr.126)
ON OFF 主速度模拟量增益2(Pr.728)
OFF ON 主速度模拟量增益3(Pr.729)
ON ON 主速度模拟量增益4(Pr.730)
(Pr.73)
0
1
2
3
4
5
6
7
10
11
12
13
14
15
16
范围外
(Pr.785)
比例 极性可逆
×
(2) 用端子4进行补偿输入
参数编号 名 称 设置范围 设置单位 初始值 备 注
785 端子4功能选择
设置为Pr.785=“1”(端子4修正输入)时,可以进行主速旋转速度的修正。
用端子4对全部主速旋转速度指令进行修正。
端子4的功能选择
(Pr.785)
9999 -
1
2 - - - 锥度设置模拟量输入信号
模拟量输入
选择
模拟量输入增益
1、2、9999 1 9999
功能
无功能
叠加补偿指令频率
×
比例信号○
叠加补偿指令频率×
○
比例信号○
叠加补偿指令频率×17
端子4功能
1:修正输入
2:锥度设置模拟量
输入信号
9999:端子4无效
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
(3) 比例偏置/增益
(Pr.252、Pr.253)
可以扩展设置用“Pr.73 选择模拟量输入”选择比例时的补偿范围。
参数编号 名 称 设置范围 设置单位 初始值 备注
252 比例偏置
253 比例增益
0~1000% 0.1% 50%
0~1000% 0.1% 150%
4
35
Page 40

主速设置
4.4.3 用端子JOG脉冲串输入选择主速指令(Pr.384~Pr.386、Pr.703、Pr.704)
端子JOG输入(脉冲输入)时,端子JOG输入转换为主速旋转频率(Hz)。
脉冲输入单位(kpps)→主速旋转频率单位(Hz)转换
下表所示为转换为对端子JOG进行脉冲输入时的旋转速度的方法。
请设置为Pr.384 输入脉冲分周倍率 =“1”。
参数编号 名称 设置范围 设置单位 初始值 备注
384 输入脉冲分周倍率
385 输入脉冲为零时的频率
386 输入脉冲最高时的频率
703 最低输入脉冲数
704 最高输入脉冲数
① < < ② > <
0~250 1 0
0~400Hz 0.01Hz 0Hz
0~400Hz 0.01Hz 60Hz
0~100kpps 0.01kpps 0kpps
0~100kpps 0.01kpps 100kpps
Pr.386(输入脉冲
最高时的速度)
Pr.385(输入脉冲为
零时的速度)
③ < > ④ > >
频率
频率
(最小输入
脉冲数)
(最大输入
脉冲数)
输入脉冲
Pr.385(输入脉冲
为零时的速度)
Pr.386(输入脉冲
最高时的速度)
频率
频率
(最小输入
脉冲数)
输入脉冲
(最大输入
脉冲数)
Pr.386(输入脉冲
最高时的速度)
Pr.385(输入脉冲为
零时的速度)
36
(最大输入
脉冲数)
(最小输入
脉冲数)
Pr.385(输入脉冲为
零时的速度)
输入脉冲
Pr.386(输入脉冲
最高时的速度)
(最大输入
脉冲数)
输入脉冲
(最小输入
脉冲数)
Page 41

4.4.4 加减速时间的设置(Pr.756∼Pr.761、X51信号、X52信号)
主速设置
(1) 主速用加减速时间
对主速旋转速度设置加速时间(Pr.756、Pr.758、Pr.760)和?速时间(Pr.757、Pr.759、Pr.761),进行加家减速。
Pr.756、Pr.758、Pr.760、 Pr.757、Pr.759、Pr.761 的设置范围和最小设置单位因Pr.21 加减速时间单位的设置而变化。
Pr.21
设置值 加减速时间 最小设置单位 设置范围
(2) 选择主速用第2、第3加减速时间(X51信号、X52信号)
可以用X51信号和X52信号切换主速用加减速时间。
对于X51信号,在Pr.178∼Pr.189(输入端子功能选择)上设置“51”,分配功能。
对于X52信号,在Pr.178∼Pr.189(输入端子功能选择)上设置“52”,分配功能。
外部输入端子
X51 X52
OFF OFF 主速用第1加减速时间
ON OFF 主速用第2加减速时间
OFF ON 主速用第3加减速时间
ON ON 主速用第3加减速时间
(Pr.756~Pr.761)
Pr.758、Pr.759、
Pr.760、Pr.761
、757.rP、657.rP0
加减速时间
(Pr.756、Pr.757)
(Pr.758、Pr.759)
(Pr.760、Pr.761)
(Pr.760、Pr.761)
s0063~0s1.0
s063~0s10.01
备 注
通常的加减速时间(Pr.7、Pr.8、Pr.44、Pr.45、Pr.110、Pr.111)比主速用加减速时间(Pr.756∼Pr.761)的设置值长时,
主速用加减速时间(Pr.756∼Pr.761)即为无效。
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
37
4
Page 42

主速设置
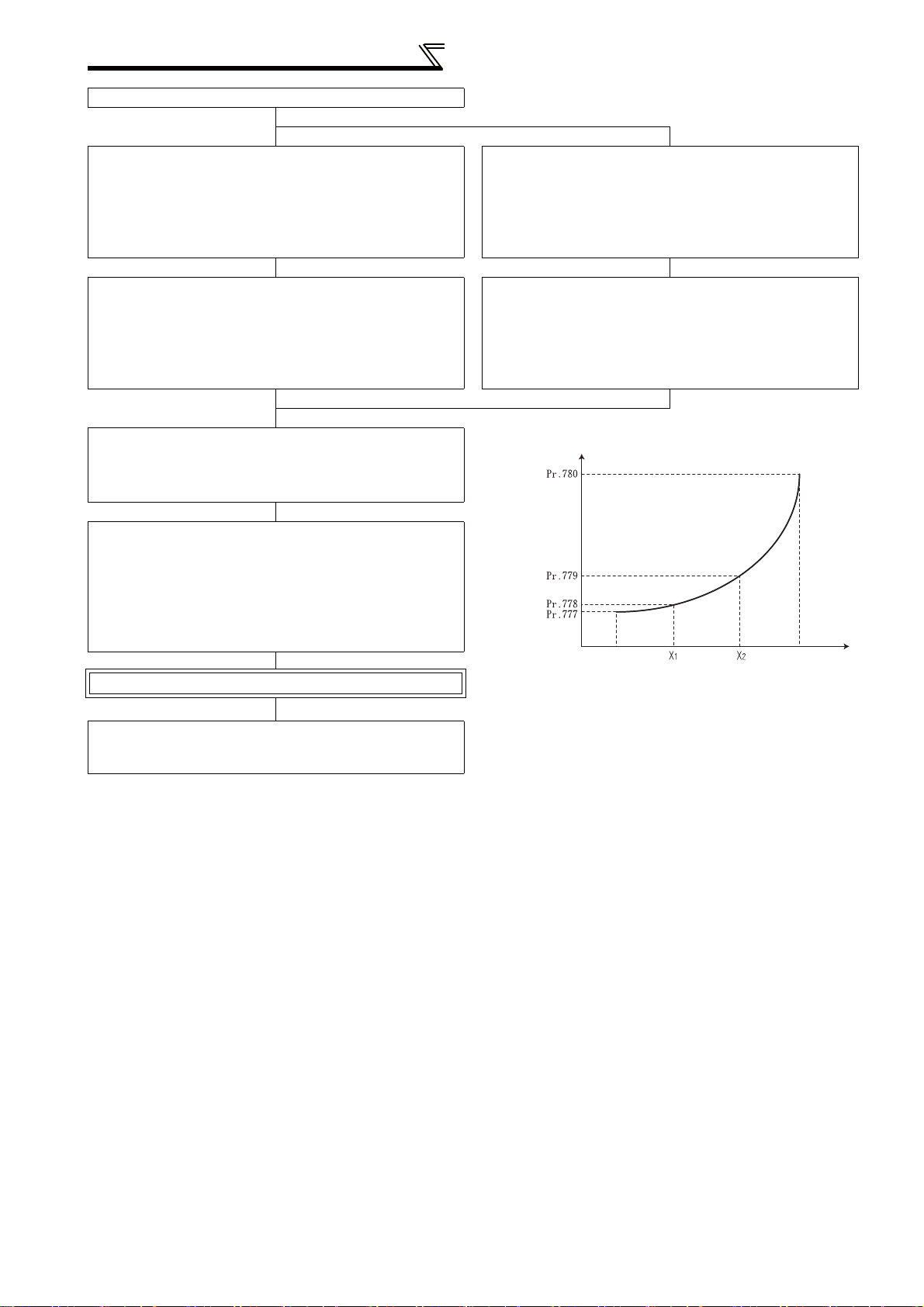
4.4.5 根据卷径计算结果选择速度控制比例增益(Pr.777~Pr.780)
根据卷径计算值使矢量控制和无传感器矢量控制时的速度控制比例项增益发生变化。
速度控制
比例(P)项
增益(%)
(比例增益4)
(比例增益3)
(比例增益2)
(比例增益1)
卷径[mm]
最小直径
空 满径中
最大直径
X1= ((最大卷径−最小卷径)×Pr.775/100)+最小卷径
X2= ((最大卷径−最小卷径)×Pr.776/100)+最小卷径
Pr. 777∼Pr. 780 (速度控制比例增益1∼4)
中的任意1个设置为2点或2点以上时即为有效。
如果未作2点设置,则与卷绕直径无关,RT信号OFF时,Pr. 820 速度控制P增益1 有效。RT信号为ON时,
Pr. 830 速度控制P增益2有效。
Pr.775 速度控制比例项适用直径1 =“9999”时33%、Pr.776 速度控制比例项适用直径2 =“9999”时即当作66%
动作。Pr.775 = Pr.776 时,比例增益3和比例增益4中,值大者有效。下图表示仅设置2点时的速度控制比例增益值。
速度控制
比例(P)项
增益(%)
(比例增益4)
38
(比例增益3)
卷径[mm]
最小直径 最大直径
空 满径中
Page 43

主速设置
4.4.6 卷径到达信号(Pr.750、Y52信号)
变频器内部计算的卷径值与“Pr.750 卷径达到值”上的设置值进行比较,收卷时大于设置值时和放卷时小于设置值时,
卷径达到信号Y52变为ON。
对于Y52信号,请在Pr.190∼196(选择输出功能端子)上设置“52(正逻辑)或者152(负逻辑)”,在输出端子上分配功能。
参数编号 名称 设置范围 单位 初始值 备注
750
卷径到达值
1~6553mm 1mm 1mm
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
39
4
Page 44

专用监视器功能
4.5 专用监视器功能
4.5.1 专用监视器一览表
(1) 监视器一览表
可选择下表所列项目作为控制用专用监视器。
No. 监视内容 单位
Pr.52
DU
设置值
PU
主监视器
Pr.54 (FM)
Pr.158 (AM)
设置值
FM、AM的全标度值
1 端子1输入电压
2 浮动辊张力指令
3 卷径值
4 主速
5 线速度
6 浮动辊补偿速度
7 卷径补偿速度
8 收卷/放卷长度
9 浮动辊目标值
10 浮动辊测量值
11 浮动辊位置偏差
0.01Hz 41 41
m/min、m/s
mm/min、mm/s
0.01Hz 43 43
0.01Hz 44 44
m、10m、
100m、km
42 42
45 - (单位用Pr.732 进行切换)
─62V1.0
─72%1.0
0404mm1.0
-
%00193--
Pr.799
(卷径监视基准)
Pr.55
Pr.766
(单位用Pr.767 进行切换)
Pr.55
Pr.55
-─25%1.0
-─35%1.0
-─45%1.0
(2) 监视基准
参数编号 名称 设置范围 设置单位 初始值 备注
766 线速度基准
767 线速度单位
799 卷径监视基准
1.0~6553.4 0.1 1000.0
0:m/min
0、1、2、310
1~6553 1mm 1000mm
1:m/sec
2:mm/min
3:mm/sec
下图所示为监视一览表中各参数的监视过程。
浮动
辊
控制
⑤
⑪
卷径计算
加减速处理
PID运算
④
卷径箝位
速度补偿增益
③
卷径
齿轮比
÷
⑥
⑦
加减速处理
速度控制
浮动辊目标值
浮动辊位置检测
1号端子输入
线速度
卷径补偿
主速设置
速度设置
⑨
⑩
主速
备 注
要使PU主监视器显示出各个监视器时,可在Pr.52 上设置各监视器的相应编号。此时,所选择的监视器不是显示在电压监视器上,
而是显示在PU上。
40
Page 45

4.5.2 端子1输入电压监视器
通过设置Pr.52 =26或者27,监视器上显示端子1上施加的电压(浮动卷筒位置)。
该监视器只能显示DU/PU主画面,不能向端子FM/端子AM进行输出。
专用监视器功能
端子1输入电压
Pr.52
(电压[V])
4.5.3 卷径值监视器
将变频器内部的卷径运算值向PU/DU监视器和端子FM、AM输出。
在PU/DU上采用的显示单位如下表所示:
在PU/DU上采用的显示单位如下表所示:
监视器显示 显示位数
通信 5位 0.1mm 0.1mm
备 注
浮动辊和卷径计算功能无效时显示0。
0~999.9 1000.0以上
监视值
显示单位
Pr.52
(百分比[%])
%9.994~004V1.001~V011V1.0-~V01-
%005V0V0
%006~1.005V01~V1.0V01~V1.0
mm1.0mm1.0位5UP
mm1mm1.0位4UD
4.5.4 复数监视器(Pr.52)
Pr.52 上设置的值大于等于100时,可同时选择2个调整用监视器。此时,4位的设置值中,与前2位编号对应的监视器
可以代替电流监视器显示所选择的监视内容。
Pr.52 的设置值
例)Pr.52 = 4042时
前2位40(卷径监视器)→不显示电流监视器,而显示卷径监视器。
下位2位 42(线速度监视器)→不显示电压监视器,显示线速度监视器。
FR-PU07的3级监视器上显示出用Pr.52选择的监视器。
○ ○ ○ ○
代替电压监视器显示。
代替电流监视器显示。
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
41
4
Page 46

专用监视器功能
4.5.5 张力设置用模拟量输出信号功能 (P r.718、Pr.719、Pr.785、Pr.787~Pr.789)
为了用气缸进行浮动辊的控制,用端子FM/AM输出进行气缸控制用模拟量张力设置输出。
控制图
端子4
浮动辊张力设置
T
浮动
辊
张力设置
偏置 增益
(锥度设置-100)・(r-Pr.788)
100・(卷径最大值-Pr.788)
+
+
参数编号 名称 设置范围 单位 初始值 备注
718 浮动辊张力的偏置设置
719 浮动辊张力的增益设置
785 选择端子4功能
787 锥度设置
788 锥度开始卷径
789 浮动辊张力设置
0~200% 0.1% 0%
0~200% 0.1% 100%
1、2、9999 1 9999
0~100%、9999 0.1% 100%
1~6553mm、9999 1mm 9999
0011.0001~1
1:修正输入
2:锥度设置模拟量
输入信号
9999:端子4无效
=9999:端子4
≠9999:Pr.787 设置值
9999:锥度开始从最
小直径起实施
Pr.787 = 9999时,可通过设置Pr.785 = 2用端子4进行锥度设置。
用端子4进行的张力设置仅当浮动辊控制(PID控制)时有效。
42
Page 47

Pr.54 =“39” 时张力指令输出至端子FM,Pr.158 =“ 39” 时输出至端子AM。
专用监视器功能
信号
种类
浮动辊张力指令
浮动辊张力偏置和增益的设置
T
(张力偏置)
最小
单位
―― ― 39 39
DU LED PU主监视器
Pr.52 Pr.54
(张力增益)
张力设置
参数设置值
端子FM
锥度控制
浮动辊张力设置用模拟量输出信号
T
(锥度开始转速)
端子AM
Pr.158
锥度率
设置
Pr.787
Pr.787=100%
设置时
卷径
卷径最大值卷径最小值
Pr.718 (张力偏置) 设置张力设置0%的值。
Pr.719 (张力增益) 设置张力设置100%的值。
用Pr.900端子进行FM的校正,用Pr.901进行端子AM的校正。
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
43
4
Page 48

再生回避功能 (Pr.882)
4.6 再生回避功能 (Pr.882)
可以通过检测再生状态、提高频率来回避再生状态。
参数编号 名称 设置范围 单位 初始值 备注
0:再生回避无效
882 选择再生回避动作
0~3 1 0
1:常时有效。
2:仅匀速时有效。
3:仅有起动信号时有效。
设置为Pr.882 =1∼3,再生回避功能即为有效。
通过选择设置值“3”,通常运行时可以使再生回避功能有效,减速停止时可使用再生制动装置并加快装置的停止。
4.7 运行指令权、速度指令权 (Pr.338、339)
下表所示为网络运行模式时,从外部端子和程序控制发出的指令。
(分配给变频器的信号因输入端子的功能选择而异。)
参数编号 名称 设置范围 单位 初始值 备注
338 通信运行指令权
339 通信速度指令权
操作部位选择
固定功能
(相当的端子功能)
设定值
功能选择
10 X10 变频器运行许可信号
11 X11 FR-HC连接 瞬时停电检测
12 X12 PU运行外部互动
Pr.178~Pr.189
13 X13 外部直流制动开始
14 X14 PID控制有效端子
16 X16 PU−外部运行切换
17 X17
18 X18 V/F切换
20 X20 S形加减速C切换
22 X22 定向指令
23 LX 预备励磁
0、110
0~210
Pr.338 通信运行指令权
Pr.339 通信速度指令权
通信运行频率
端子2
端子4
端子1(浮动辊位置检测)
0RL
1RM中速运行指令/远程设置的减速
2RH高速运行指令/远程设置的加速
3RT选择第2功能
4AU选择电流输入
5JOG选择JOG运行
6CS选择瞬停再起动
7OH外部热敏继电器输入
8 REX 15速选择
9X9第3功能选择
低速运行指令/远程设置的
清除
选择适用负载,正反转加速。
0:NET 1:外部
0:NET 1:外部 2:外部 0:NET 1:外部 2:外部
NET - NET NET - NET
-外部- -外部-
-外部-外部
外部*1
NET 外部 NET 外部
NET 外部 NET 外部
NET 外部 NET 外部
部外TEN
-并用-并用
部外-
外部
外部
NET 外部 NET 外部
部外TEN
外部
外部
外部
部外TEN
NET 外部 NET 外部
外部
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
0:指令权NET
1:指令权外部
0:指令权NET
1:指令权外部1
2:指令权外部2
备 考
Pr.59
(多级速度)
Pr.59
(远程)
Pr.59
(多级速度)
44
Page 49

运行指令权、速度指令权 (Pr.338、
339)
操作部位选择
24 MRS
25
26 MC 切换控制模式
27 TL 选择转矩限制
28 X28
30 X30
32 X32
33 X33
34 X34
35 X35
42 X42
43 X43
44 X44
51 X51
52 X52
53 X53
设定值
54 X54
55 X55
56 X56
功能选择
*1 不选择浮动滚筒控制时即为修正。
60 STF
61 STR
62 RES
Pr.178~Pr.189
63 PTC
64 X64
65 X65
66 X66
67 X67
68 NP
69 CLR
70 X70
71 X71
83 X83
84 X84
85 X85
86 X86
87 X87
88 X88
89 X89
90 X90
Pr.338 通信运行指令权
Pr.339 通信速度指令权
输出停止
PU运行互锁
STOP
选择起动自保持
起动时调谐开始的外部输入
PID积分项复位输入
PID微分项复位输入
端子1变位偏置
积分项有无选择
速度补偿增益选择
转矩偏置选择1
转矩偏置选择2
P/PI控制切换
加减速时间选择
加减速时间选择
卷径最大最小值选择
卷径最大最小值选择
清除卷径保存值
选择收卷・放卷
正转指令
反转指令
复位
选择PTC热敏电阻
切换PID正转动作
切换PU−NET运行
切换NET−外部运行
切换指令权
简易位置脉冲串符号
清除简易位置积存脉冲
许可直流供电运行
解除直流供电
选择浮动辊控制和卷径
计算功能
选择卷径运算
浮动辊控制选择
清除收卷・放卷长度
选择模拟量输入增益
选择模拟量输入增益
切换PID增益
切换PID增益
0:NET 1:外部
0:NET 1:外部 2:外部 0:NET 1:外部 2:外部
部外用并
外部
部外-
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
外部
外部
NET 外部 NET 外部
外部
外部
外部
外部
外部
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
部外TEN
备 注
Pr.79
Pr.79
未分配X12信号时
浮
动
辊
控
制
功
能
/
卷
径
补
偿
功
能
参
数
外部:仅外部端子信号的操作有效。
NET:仅网络信号的操作有效。
并用:外部端子信号和网络信号的操作均有效。
− : 外部端子信号和网络信号的操作均无效。
修正:多级速度输入补偿(Pr.28)=1时,仅外部端子信号的操作有效。
4
45
Page 50

5 用途举例
ライ
)
5.1 为印刷机设计的带卷径计算功能的浮动辊控制
适用于印刷机纸卷绕机构。
通过在变频器内部配置带卷径运算功能的浮动辊控制功能,可提高印刷机的纸卷绕速度和印刷品卷绕质量。
(1) 特点
该系统要求卷绕速度的高速化。
另外,由于要减少卷绕的印刷纸的松弛和卷绕不匀,必须使浮动辊的速度波动率控制在最小限度。
目的 适用点
防止松弛和卷绕不匀
高速化
低成本化
(2) 概要
用FREQROL-A700系列中间轴产品对印刷纸的整体线速度加以控制。靠浮动辊的作用使印刷纸张力一定,
由卷绕轴进行收卷。
对卷绕轴采用带浮动辊控制功能的FREQROL-A700-CA1系列产品,由于浮动辊控制的采用,能保持浮动辊位置一定,
从而以均匀不变的张力卷取印刷纸。
另外,卷径计算功能还能够保持卷绕时印刷纸的圆周速度均匀不变。
FREQROL-A700-CA1系列产品比FREQROL-A700系列产品新增加了下列功能:
速度波动率低
高速度响应性(内部响应300rad/s),带PLG矢量控制时。
内藏浮动辊控制器。
新增功能 功能概要
浮动辊控制功能
浮动辊控制用模拟量输出信号
卷径计算功能
控制卷绕轴的旋转速度,以保持浮动辊位置一定。
用模拟量信号输出浮动卷筒的加载指令。
计算出卷绕轴的卷绕直径,控制电动机旋转速度,使卷绕轴的圆周速度保持一定。
卷径计算功能能够减轻浮动辊控制的振荡。
不需要配置卷径计算器和PID运算器。
印刷部
线速度
(单相脉冲)
变位
主速设置
IM
(非接触式
电位计)
浮动辊位置
检测器
*2
选择浮动
辊
控制
IM
C
卷径监视器
线速度监视器
46
牵引轴 收卷轴
主速度
*1 因为主速度是匀速运行速度,所以,卷径越大收卷速度越慢。
FREQROL-A700-CA1系列产品根据卷径计算结果自动计算该速度。
*2 进行浮动辊控制(PID控制)、补偿频率,以保证变位检测器(非接触式电位计)的位置一定。
*3 为了稳定浮动辊位置,如果对响应速度与低速的速比以及速度精度(速度波动率小)有要求,
可采用FREQROL-A700系列+FR-A7AP(带PLG的矢量控制)。
Page 51

5.2 为拉线机设计的带卷径计算功能的浮动辊控制
适用于拉线机的卷绕机构。
通过带卷绕直径计算功能的浮动辊控制功能的内部配置,实现了高惯性负载的高速卷绕。
(1) 特点
该系统要求在浮动辊位置保持稳定的同时,能高速卷绕高惯性负载。
目的 适用点
稳定浮动辊
高负载惯性卷绕
降低成本
(2) 概要
拉线部控制速度为一定值,将线拉长拉细。浮动辊使卷线时的张力控制为一定值。
卷绕轴通过FREQROL-A700-CA1系列的浮动辊控制,使浮动辊的位置保持恒定,从而使张力保持为一定值。
另外,卷径计算功能能够使绕线轴的圆周速度保持为一定值。
FREQROL-A700-A1系列产品比FREQROL-A700系列产品新增加了下列功能:
新增功能 功能概要
浮动辊控制功能
卷径计算功能
速度波动率低。
高速度响应性(内部响应 300rad/s),带PLG矢量控制时。
内藏浮动辊的控制器。
控制卷绕轴的旋转速度,使浮动辊的位置保持一定。
计算卷绕轴的卷径,控制电动机的旋转速度,使卷绕轴的圆周速度保持一定。
卷径运算功能能够减轻浮动辊控制的振荡。
主速设置
浮动
辊
信号
IM IM IM
C
制动单元
制动电阻
制动单元 制动单元
制动电阻
浮动
信号
C
辊
制动电阻
变位
检测器
C
浮动辊控制选择
牵引轴 收卷轴
线速度
(单脉冲)
浮动辊位置
主速
IM
C
制动单元
制动电阻
用
途
举
例
5
47
Page 52

??内?オプション
6 附 录
6.1 可供选购的内藏配件
下表所示为可配用的内藏选购件:
名称 型式 名称 型式
矢量控制/定向控制/PLG反馈控制
LXA7A-RF16位数字输入
ONWORKS LN7A-RF信通
RA7A-RF继电器输出
6.2 与标准变频器的功能差异
与FR-A700系列标准变频器相比较,FR-A700-CA1系列变频器有以下的功能被去除或变更。
功能 FR-A700-CA1系列产品
V/F5点可调整
商用运行切换功能
瞬时停止控制和负载转矩高速频率控制
制动序列功能
简易位置控制
定向控制
节能监视器功能
停止选择
再起动的第1上升时间/电压
监视器
适用电动机
PID控制
Pr.100~Pr.109
Pr.139
无此功能。
Pr.135~Pr.138
Pr.270~Pr.276
Pr.282~Pr.284
Pr.278~Pr.281
Pr.419、Pr.482~Pr.494
Pr.464~Pr.481
无此功能。
变更为浮动辊控制功能用参数。
变更为浮动辊控制功能用参数。
无此功能。
变更为浮动辊控制功能用参数。
无此功能。
变更为浮动辊控制功能用参数。
Pr.350~Pr.358、Pr.360~Pr.366、Pr.393、Pr.396~Pr.399
Pr.891~Pr.899
Pr.250
无此功能。
Pr.163、Pr.164
Pr.52
新增设置范围
“26、27、40?45”,去除“50、51”。
Pr.54、Pr.158
“39?44”,去除“50、52、53” 。
Pr.71、Pr.450
去除
Pr.128
新增设置范围
“40、41”, 去除“20、21” 。
Pr.131~Pr.133
无此功能。
无此功能。
新增设置范围
去除设置范围
变更为设置范围
CN7A-RF信通kniL-CCPA7A-RF
PN7A-RF信通PD-SUBIFORPYA7A-RF数字输出/增设模拟量输出
无此功能。
Pr.575
变更为初始值“1s”
“9999”。
输入端子功能选择
输出端子功能选择
比例补偿
自动加减速
浮动辊控制和卷径计算功能
再生回避功能
设置范围:
新增“30、32∼35、51∼56、83?90”,去除“15、19、74”。
设置范围:
新增“50∼54”, 去除“17∼20、120”。
设置范围“0∼200%”
变更为“0∼1000%”。
Pr.292
设置范围
去除“7、8”。
新增
Pr.702~Pr.704、Pr.706~Pr.712、Pr.718~Pr.730、Pr.750~Pr.783、Pr.785~
Pr.799
Pr.882
设置范围
新增“3”。
备 注
除表中所列项目以外,均与FR-A700系列标准变频器相同。
关于一般规格,请参见FR-A700系列的产品目录样本或者使用说明书。
48
Page 53

不同控制模式对应的参数(功能)和
命令代码一览表
6.3 不同控制模式对应的参数(功能)和命令代码一览表
下面所示为不同控制模式对应的参数和命令代码一览表,其中的参数是由FREQROL-A700系列标准变频器的参数变更而来或者
新增加的参数。
关于与其它不同控制模式对应的参数和命令代码,请参见FREQROL-A700系列使用说明书 。
*1 是RS-485通信中使用三菱变频器协议进行参数的读出和写入时所使用的命令代码。
(关于RS-485通信,请参见FREQROL-A700系列产品的使用说明书。)
*2 表示各种不同控制模式的有效和无效。
○:可使用参数。
×:不可使用的参数。
△:仅通过参数设置选择位置控制时可使用的参数。
*3 「参数复制」、「参数清除」和「参数全清除」的“○”表示有效,“×”表示无效。
参数
下测量值PID比例带
135
下测量值PID积分时间
136
下测量值PID微分时间
137
积分控制的有无
138
浮动辊位置A
270
浮动辊位置B
271
浮动辊位置C1
272
浮动辊位置C2
273
PID位置增益A
274
PID位置增益B
275
PID位置增益C1
276
PID位置增益C2
277
PID位置增益D
278
收卷/放卷长度检测
279
收卷/放卷长度单位
280
收卷/放卷长度保存值
281
第2PID比例带
464
第2PID积分时间
465
第2PID微分时间
466
第2下测量值PID比例带
467
第2下测量值PID积分时间
468
第2下测量值PID微分时间
469
第3PID比例带
470
第3PID积分时间
471
第3PID微分时间
472
第3下测量值PID比例带
473
第3下测量值PID积分时间
474
第3下测量值PID微分时间
475
第4PID比例带
476
第4PID
477
478
479
480
481
702
703
704
706
积分时间
第4PID微分时间
第4下测量值PID比例带
第4下测量值PID积分时间
第4下测量值PID微分时间
浮动辊位置检测高度
最小输入脉冲数
最大输入脉冲数
速度补偿增益
名 称
命令代码
*1
读 写 扩
出 入 展
23 A3 1
24 A4 1
25 A5 1
26 A6 1
CE
4E
CF
4F
D0
50
D1
51
D2
52
D3
53
D4
54
D5
55
D6
56
D7
57
D8
58
D9
59
40 C0 4
41 C1 4
42 C2 4
43 C3 4
44 C4 4
45 C5 4
46 C6 4
47 C7 4
48 C8 4
49 C9 4
4A CA 4
4B CB 4
4C CC 4
4D CD 4
4E CE 4
4F CF 4
50 D0 4
51 D1 4
02 82 7
03 83 7
04 84 7
06 86 7
不同控制模式的对应表 *2
参数
参数
复制
V/F
控制
先进磁通
矢量控制
矢量控制
速度控制转矩控制位置
控制
○○○
○ ○ ○
○○○
○ ○ ○
2
○○○
2
○ ○ ○
2
○○○
2
○ ○ ○
2
○○○
2
○ ○ ○
2
○○○
2
○ ○ ○
2
○○○
2
○ ○ ○
2
○○○
2
○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
无传感器
矢量控制
速度控制转矩
控制
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
○
×
复制
*3
*3
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○
× ×
参数
全清除
*3
49
附
录
6
Page 54

不同控制模式对应的参数(功能)和
命令代码一览表
参数
卷径计算取样时间
707
PID控制端子1输入滤波器
708
时间常数
积分箝位(正极性)
709
积分箝位(反极性)
710
断线检测停滞时间
711
初始卷径计算不感带2
712
辊
张力的偏置设置
浮动
718
辊
张力的增益设置
浮动
719
卷径最大值1
720
卷径最小值1
721
卷径最大值2
722
卷径最小值2
723
卷径最大值3
724
卷径最小值3
725
卷径最大值4
726
卷径最小值1
727
主速度模拟量增益2
728
主速度模拟量增益3
729
主速度模拟量增益4
730
卷径达到值
750
端子1偏置调整
751
材料厚度d1
752
材料厚度d2
753
材料厚度d3
754
材料厚度d4
755
主速用第1加速时间
756
主速用第1减速时间
757
主速用第2加速时间
758
主速用第2减速时间
759
主速用第3加速时间
760
主速用第3减速时间
761
选择收卷/放卷
762
选择线速度输入
763
线速度输入脉冲基准
764
线速度输入电压基准
765
线速度基准
766
线速度单位
767
线速度输入滤波器
768
时间常数
滤波器处理切换时间
769
滤波时间常数
770
r-r'极限值(直径)
771
r-r'极限无效时间
772
减速比分子(驱动方)
773
减速比分母(从动方)
774
速度控制比例项适用直径1
775
速度控制比例项适用直径2
776
速度控制比例项增益1
777
速度控制比例项增益2
778
速度控制比例项增益3
779
名 称
命令代码
*1
读出写入扩展V/F
控制
07 87 7
08 88 7
09 89 7
0A 8A 7
0B 8B 7
0C 8C
12 92 7
13 93 7
14 94 7
15 95 7
16 96 7
17 97 7
18 98 7
19 99 7
1A 9A 7
1B 9B 7
1C 9C
1D 9D
1E 9E 7
32 B2 7
33 B3 7
34 B4 7
35 B5 7
36 B6 7
37 B7 7
38 B8 7
39 B9 7
3A BA 7
3B BB 7
3C BC
3D BD
3E BE 7
3F BF 7
40
41
42
43
44
45
46
47
48
49
4A
4B
4C
4D CD
4E
4F
C0
C1
C2
C3
C4
C5
C6
C7
C8
C9
CA
CB
CC
CE
CF
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
7
不同控制模式的对应表*2
先进磁通
矢量控制
矢量控制
速度控制转矩控制位置
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
○○ ○
○ ○ ○
控制
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
××
× ×
无传感器
矢量控制
速度控制转矩
控制
○
×
○
×
○
×
○
×
○
×○○○
○
×
○
×
○
× ○ ○ ○
○
×
○
×
○
×
○
× ○ ○ ○
○
×
○
×
○
×
○
×
○
×
○
× ○ ○ ○
○
×
○
×
○
×○○○
○
× ○ ○ ○
○
×
○
×
○
×○○○
○
× ○ ○ ○
○
×
○
×
○
×
○
×
○
×○○○
○
× ○ ○ ○
○
×
○
×
○
×
○
×
○
×
○
× ○ ○ ○
参数
参数
复制
清除
*3
○○○
○ ○ ○
○○○
○ ○ ○
○ ○ ○
○○○
○○○
○ ○ ○
○○○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
○ ○ ○
○○○
*3
参数
全清除
*3
○○ ○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○ ○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○ ○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○ ○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○ ○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○ ○××○×○○○
50
Page 55

不同控制模式对应的参数(功能)和
命令代码一览表
参数
780
速度控制比例项增益4
781
是否选择卷径保存
782
卷径保存值(直径)
783
卷径保存使用时间
785
选择端子4功能
卷径计算平均化次数
786
锥度设置
787
锥度开始卷径
788
浮动
789
790
791
792
793
794
795
796
797
798
799
辊张力设置
浮动
辊下限位置
初始卷径运算不感带
累积量
起动时的速度控制P增益
起动时的速度控制I增益
起动时的积分项极限值
起动时的PID项极限值
卷径计算值有效开始旋转
速度
速度补偿偏置
卷径监视基准
名 称
命令代码
*1
读出写入扩展V/F
控制
D0
50
51
52
53
55
56
57
58
59
5A
5B
5C DC
5D DD
5E
5F
60 E0 7
61 E1 7
62 E2 7
63 E3 7
D1
D2
D3
D5
D6
D7
D8
D9
DA
DB
DE
DF
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
7
○○○××○×○○○
7
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ × × ○ × ○ ○ ○
○○○××○×○○○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○
不同控制模式的对应表*2
先进磁通
矢量控制
速度控制转矩控制位置
矢量控制
控制
无传感器矢量
控制
速度控制转矩
控制
参数
复制
*3
参数
清除
*3
参数全
清除
*3
51
附
录
6
Page 56

52
Page 57

修订记录
*使用说明书的编号见本说明书封底左下角。
印刷日期
2008年3月 IB(名)-0600351-A 初版印刷
*
使用说明书编号
修 改 内 容
53
 Loading...
Loading...