

Page 1
KFM 15-10 F
KFMPB 15-10 F
KFM 16-15 F
de Originalbetriebsanleitung 5
en Original Instructions 13
fr Notice originale 20
nl Originele gebruiksaanwijzing 28
it Istruzioni per l'uso originali 36
es Manual original 44
pt Manual de instruções original 52
sv Originalbruksanvisning 60
fi Alkuperäisen käyttöohjeen käännös 67
no Original bruksanvisning 74
da Original brugsanvisning 81
pl Oryginalna instrukcja obsługi 88
el Πρωτότυπο οδηγιών λειτουργίας 96
hu Eredeti használati utasítás 105
ru Оригинальное руководство по
эксплуатации 113
www.metabo.com Made in Germany
Page 2
KFM 15-10 F
KFMPB 15-10 F
13
7
6
8
9
12
11
10
17 18
14
15
16
16
1
1.
2.
2345
212019
A
2
Page 3
0
I
10
KFM 15-10 F
KFMPB 15-10 F
KFM 16-15 F
26
25
24
23
22
27
0
I
B
C
3
Page 4
15.
n min
P
1
P
2
h
max(45°)
h
max(30°)
b
max(45°)
a °
d
min
m kg (lbs)
ah/K
h
LpA/K
pA
LWA/K
WA
-1
(rpm)
W
W
mm (in)
mm (in)
mm (in)
mm (in)
2
m/s
dB(A)
dB(A)
a
bmax
KFM 15-10 F
*1) Serial Number: 01752..
KFMPB 15-10 F
*1) Serial Number: 01755..
KFM 16-15 F
*1) Serial Number: 01753..
7800 - 12200 12500 12000
1500 1550 1600
990 840 900
10 (3/8) 10 (3/8) 15 (19/32)
13 (1/2) 13 (1/2) 20 (25/32)
14 (9/16) 14 (9/16) 21 (13/16)
0 - 90° 0 - 90° 0 - 90°
75 (2 15/16) 75 (2 15/16) 100 (3 15/16)
4,9 (10.8) 5,1 (11.2) 6,9 (15.2)
< 2,5 / 1,5 < 2,5 / 1,5 < 2,5 / 1,5
92 / 3 91 / 3 93 / 3
103 / 3 102 / 3 104 / 3
rmax
hmax
*2) 2014/30/EU, 2006/42/EC, 2011/65/EU
*3) EN 60745-1:2009+A11:2010, EN ISO 12100:2010, EN 50581:2012
2018-05-16, Bernd Fleischmann
Direktor Produktentstehung & Qualität (Vice President Product Engineering & Quality)
*4) Metabowerke GmbH - Metabo-Allee 1 - 72622 Nuertingen, Germany
4
Page 5

Originalbetriebsanleitung
1. Konformitätserklärung
Wir erklären in alleiniger Verantwortlichkeit: Diese
Kantenfräser, identifiziert durch Type und
Seriennummer *1), entsprechen allen
einschlägigen Bestimmungen der Richtlinien *2)
und Normen *3). Technische Unterlagen bei *4) siehe Seite 4.
2. Bestimmungsgemäße
Verwendung
Die Kantenfräse ist bestimmt zum Fräsen von
Kanten von Stahl, Edelstahl, Aluminium und
Aluminiumlegierungen im professionellen Bereich.
Zum Bearbeiten von Aluminium,
Aluminiumlegierungen und Edelstahl muss ein
geeignetes Schmiermittel (Best.-Nr.: 6.23443)
verwendet werden.
Auch beim Bearbeiten von Stahl ist dieses
Schmiermittel zu empfehlen, da sich dadurch die
Werkzeugstandzeit verlängert und die Maschine
leichter über das Werkstück gleitet.
Für Schäden durch nicht bestimmungsgemäßen
Gebrauch haftet allein der Benutzer.
Allgemein anerkannte Unfallverhütungsvorschriften
und beigelegte Sicherheitshinweise müssen
beachtet werden.
3. Allgemeine
Sicherheitshinweise
Beachten Sie die mit diesem Symbol
gekennzeichneten Textstellen zu Ihrem
eigenen Schutz und zum Schutz Ihres
Elektrowerkzeugs!
WARNUNG – Zur Verringerung eines
Verletzungsrisikos Betriebsanleitung lesen.
WARNUNG Lesen Sie alle Sicherheitshinweise und Anweisungen. Versäumnisse
bei der Einhaltung der Sicherheitshinweise und
Anweisungen können elektrischen Schlag, Brand
und/oder schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und
Anweisungen für die Zukunft auf.
Geben Sie Ihr Elektrowerkzeug nur zusammen
mit diesen Dokumenten weiter.
4. Spezielle Sicherheitshinweise
a) Verwenden Sie kein Zubehör, das vom
Hersteller nicht speziell für dieses
Elektrowerkzeug vorgesehen und empfohlen
wurde. Nur weil Sie das Zubehör an Ihrem
Elektrowerkzeug befestigen können, garantiert das
keine sichere Verwendung.
b) Verwenden Sie keine beschädigten
Einsatzwerkzeuge. Kontrollieren Sie vor jeder
Verwendung die Wendeschneidplatten auf
Absplitterungen, Risse, Verschleiß oder starke
Abnutzung. Wenn das Elektrowerkzeug oder
das Einsatzwerkzeug herunterfällt, überprüfen
Sie, ob es beschädigt ist, oder verwenden Sie
ein unbeschädigtes Einsatzwerkzeug.
c) Tragen Sie persönliche Schutzausrüstung.
Verwenden Sie je nach Anwendung
Vollgesichtsschutz, Augenschutz oder
Schutzbrille. Soweit angemessen, tragen Sie
Staubmaske, Gehörschutz, Schutzhandschuhe
oder Spezialschürze, die kleine
Materialpartikel von Ihnen fernhält. Die Augen
sollen vor herumfliegenden Fremdkörpern
geschützt werden, die bei verschiedenen
Anwendungen entstehen. Staub- oder
Atemschutzmaske müssen den bei der Anwendung
entstehenden Staub filtern. Wenn Sie lange lautem
Lärm ausgesetzt sind, können Sie einen Hörverlust
erleiden.
d) Achten Sie bei anderen Personen auf
sicheren Abstand zu Ihrem Arbeitsbereich.
Jeder, der den Arbeitsbereich betritt, muss
persönliche Schutzausrüstung tragen.
Bruchstücke des Werkstücks oder gebrochener
Einsatzwerkzeuge können wegfliegen und
Verletzungen auch außerhalb des direkten
Arbeitsbereichs verursachen.
e) Halten Sie das Elektrowerkzeug beim Starten
stets gut fest. Beim Hochlaufen auf die volle
Drehzahl kann das Reaktionsmoment des Motors
dazu führen, dass sich das Elektrowerkzeug
verdreht.
f) Wenn möglich, verwenden Sie Zwingen, um
das Werkstück zu fixieren. Halten Sie niemals
ein kleines Werkstück in der einen Hand und
das Elektrowerkzeug in der anderen, während
Sie es benützen. Durch das Festspannen kleiner
Werkstücke haben Sie beide Hände zur besseren
Kontrolle des Elektrowerkzeugs frei.
g) Legen Sie das Elektrowerkzeug niemals ab,
bevor das Einsatzwerkzeug völlig zum
Stillstand gekommen ist. Das sich drehende
Einsatzwerkzeug kann in Kontakt mit der
Ablagefläche geraten, wodurch Sie die Kontrolle
über das Elektrowerkzeug verlieren können.
h) Lassen Sie das Elektrowerkzeug nicht
laufen, während Sie es tragen. Ihre Kleidung
kann durch zufälligen Kontakt mit dem sich
drehenden Einsatzwerkzeug erfasst werden, und
das Einsatzwerkzeug sich in Ihren Körper bohren.
i) Reinigen Sie regelmäßig die Lüftungsschlitze
lhres Elektrowerkzeugs. Das Motorgebläse zieht
Staub in das Gehäuse, und eine starke
Ansammlung von Metallstaub kann elektrische
Gefahren verursachen.
j) Verwenden Sie das Elektrowerkzeug nicht in
der Nähe brennbarer Materialien. Funken und
heiße Späne können diese Materialien entzünden.
k) Verwenden Sie keine Einsatzwerkzeuge, die
flüssige Kühlmittel erfordern. Die Verwendung
DEUTSCH de
5
Page 6
DEUTSCHde
von Wasser oder anderen flüssigen Kühlmitteln
kann zu einem elektrischen Schlag führen.
4.1 Rückschlag und entsprechende
Sicherheitshinweise
Rückschlag ist die plötzliche Reaktion infolge eines
hakenden oder blockierten drehenden
Einsatzwerkzeugs. Verhaken oder Blockieren führt
zu einem abrupten Stopp des rotierenden
Einsatzwerkzeugs. Dadurch wird ein
unkontrolliertes Elektrowerkzeug gegen die
Drehrichtung des Einsatzwerkzeugs an der
Blockierstelle beschleunigt.
Wenn eine Wendeschneidplatte im Werkstück hakt
oder blockiert, kann sich die Kante der
Wendeschneidplatte, die in das Werkstück
eintaucht, verfangen und dadurch die
Wendeschneidplatte ausbrechen oder einen
Rückschlag verursachen. Der
Wendeschneidplatten-Halter bewegt sich dann auf
die Bedienperson zu oder von ihr weg, je nach
Drehrichtung des Wendeschneidplatten-Halters an
der Blockierstelle. Hierbei können
Wendeschneidplatten auch brechen.
Ein Rückschlag ist die Folge eines falschen oder
fehlerhaften Gebrauchs des Elektrowerkzeugs. Er
kann durch geeignete Vorsichtsmaßnahmen, wie
nachfolgend beschrieben, verhindert werden.
a)Halten Sie das Elektrowerkzeug gut fest und
bringen Sie Ihren Körper und Ihre Arme in eine
Position, in der Sie die Rückschlagkräfte
abfangen können. Die Bedienperson kann durch
geeignete Vorsichtsmaßnahmen die
Rückschlagkräfte beherrschen.
b) Arbeiten Sie besonders vorsichtig im
Bereich von Ecken, scharfen Kanten usw.
Verhindern Sie, dass Einsatzwerkzeuge vom
Werkstück zurückprallen und verklemmen. Das
rotierende Einsatzwerkzeug neigt bei Ecken,
scharfen Kanten oder wenn es abprallt dazu, sich
zu verklemmen. Dies verursacht einen
Kontrollverlust oder Rückschlag.
c) Führen Sie das Einsatzwerkzeug stets in der
gleichen Richtung in das Material, in der die
Schneidkante das Material verlässt (entspricht
der gleichen Richtung, in der die Späne ausgeworfen werden). Führen des Elektrowerkzeugs
in die falsche Richtung bewirkt ein Ausbrechen der
Schneidkante des Einsatzwerkzeuges aus dem
Werkstück, wodurch das Elektrowerkzeug in diese
Vorschubrichtung gezogen wird.
d) Vermeiden Sie ein Blockieren der
Wendeschneidplatte oder zu hohen
Anpressdruck. Stellen Sie keine größere als
die maximal zulässige Fasenhöhe ein. Eine
Überlastung der Wendeschneidplatten erhöht
deren Beanspruchung und die Anfälligkeit zum
Verkanten oder Blockieren und damit die
Möglichkeit eines Rückschlags oder
Wendeschneidplattenbruchs.
e) Meiden Sie mit Ihrer Hand den Bereich vor
und hinter der rotierenden
Wendeschneidplatte. Wenn Sie die
Wendeschneidplatte im Werkstück von sich
6
wegbewegen, kann im Falle eines Rückschlags das
Elektrowerkzeug mit der sich drehenden
Wendeschneidplatte direkt auf Sie zugeschleudert
werden.
f) Drehen bzw. ersetzen Sie stumpf gewordene
Wendeschneidplatten oder solche bei denen
die Beschichtung abgenützt ist, rechtzeitig.
Stumpfe Wendeschneidplatten erhöhen die
Gefahr, dass die Maschine hängenbleibt und
ausbricht.
4.2 Weitere Sicherheitshinweise:
Halten Sie das Elektrowerkzeug nur an den
isolierten Griffflächen, da der Fräser das
eigene Netzkabel treffen kann. Der Kontakt mit
einer spannungsführenden Leitung kann auch
metallene Geräteteile unter Spannung setzen und
zu einem elektrischen Schlag führen.
Halten Sie Ihren Arbeitsbereich sauber und gut
beleuchtet. Unordnung oder unbeleuchtete
Arbeitsbereiche können zu Unfällen führen.
WARNUNG – Tragen Sie immer eine
Schutzbrille.
Tragen Sie Gehörschutz.
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung, Umrüstung, Wartung
oder Reinigung vorgenommen wird.
Tragen Sie geeignete Schutzkleidung.
Achten Sie darauf, dass niemand durch
weggeschleuderte Fremdkörper verletzt
wird.
Halten Sie in der Nähe stehende Personen
und Haustiere auf sicherem Abstand zum
Gerät.
Haare, lockere Kleidung, Finger und andere
Körperteile fernhalten. Sie könnten erfasst
und eingezogen werden. Bei langen Haaren
ein Haarnetz benutzen.
Warnung vor rotierendem Werkzeug
Tragen Sie stets Schutzbrille, Arbeitshandschuhe,
und festes Schuhwerk beim Arbeiten mit Ihrer
Maschine.
Verletzungsgefahr durch scharfe Kanten. Tragen
Sie Schutzhandschuhe.
Wendeschneidplatten, WendeschneidplattenHalter, Werkstück und Späne können nach dem
Arbeiten heiß sein. Tragen Sie Schutzhandschuhe.
Ein beschädigter oder rissiger Zusatzgriff ist zu
ersetzen. Maschine mit defektem Zusatzgriff nicht
betreiben.
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung, Umrüstung, Wartung oder
Reinigung vorgenommen wird.
Es wird empfohlen, eine stationäre Absauganlage
einzusetzen. Schalten Sie immer einen FISchutzschalter (RCD) mit einem max.
Page 7
Auslösestrom von 30 mA vor. Bei Abschaltung der
Maschine durch den FI-Schutzschalter muss sie
überprüft und gereinigt werden. Siehe Kapitel 10.
Reinigung.
Bei Arbeiten über einen längeren Zeitraum
Gehörschutz tragen. Längere Einwirkung hoher
Lärmpegel kann zu Gehörschäden führen.
Nur scharfe, unbeschädigte Wendeschneidplatten
verwenden.
Das Werkstück muss fest aufliegen und gegen
Verrutschen gesichert sein, z.B. mit Hilfe von
Spannvorrichtungen. Große Werkstücke müssen
ausreichend abgestützt werden.
Sorgen Sie dafür, dass beim Gebrauch
entstehende Funken und heiße Späne keine
Gefahr hervorrufen, z.B. den Anwender oder
andere Personen treffen oder entflammbare
Substanzen entzünden. Gefährdete Bereiche sind
mit schwer entflammbaren Decken zu schützen.
Halten Sie in feuergefährdeten Bereichen ein
geeignetes Löschmittel bereit.
Die Maschine immer mit beiden Händen an den
vorgesehenen Handgriffen festhalten, einen
sicheren Stand einnehmen und konzentriert
arbeiten.
Halten Sie Ihre Hände vom Fräsbereich und vom
Einsatzwerkzeug fern.
Nicht an das sich drehende Einsatzwerkzeug
fassen! Späne und Ähnliches nur bei Stillstand der
Maschine entfernen. Netzstecker aus der
Steckdose ziehen.
Beschädigte, unrunde bzw. vibrierende
Einsatzwerkzeug dürfen nicht verwendet werden.
Nicht über Kopf arbeiten.
Niemals eine unvollständige Maschine benutzen
oder eine, an der eine unerlaubte Änderung
vorgenommen wurde.
Staubbelastung reduzieren:
Partikel, die beim Arbeiten mit dieser
Maschine entstehen, können Stoffe enthalten,
die Krebs, allergische Reaktionen,
Atemwegserkrankungen, Geburtsfehler oder
andere Fortpflanzungsschäden verursachen
können. Einige Beispiele dieser Stoffe sind: Blei (in
bleihaltigem Anstrich), mineralischer Staub (aus
Mauersteinen, Beton o. ä.), Zusatzstoffe zur
Holzbehandlung (Chromat, Holzschutzmittel),
einige Holzarten (wie Eichen- oder Buchenstaub),
Metalle, Asbest.
Das Risiko ist abhängig davon, wie lange der
Benutzer oder in der Nähe befindliche Personen
der Belastung ausgesetzt sind.
Lassen Sie Partikel nicht in den Körper gelangen.
Um die Belastung mit diesen Stoffen zu reduzieren:
Sorgen Sie für gute Belüftung des Arbeitsplatzes
und tragen Sie geeignete Schutzausrüstung, wie
z.B. Atemschutzmasken, die in der Lage sind, die
mikroskopisch kleinen Partikel zu filtern.
Beachten Sie die für Ihr Material, Personal,
Anwendungsfall und Einsatzort geltenden
Richtlinien (z.B. Arbeitsschutzbestimmungen,
Entsorgung).
DEUTSCH de
Erfassen Sie die entstehenden Partikel am
Entstehungsort, vermeiden Sie Ablagerungen im
Umfeld.
Verringern Sie die Staubbelastung in dem Sie:
- die austretenden Partikel und den Abluftstrom der
Maschine nicht auf sich, oder in der Nähe
befindliche Personen oder auf abgelagerten
Staub richten,
- eine Absauganlage und/oder einen Luftreiniger
einsetzen,
- den Arbeitsplatz gut lüften und durch saugen
sauber halten. Fegen oder blasen wirbelt Staub
auf.
- Saugen oder waschen Sie Schutzkleidung. Nicht
ausblasen, schlagen oder bürsten.
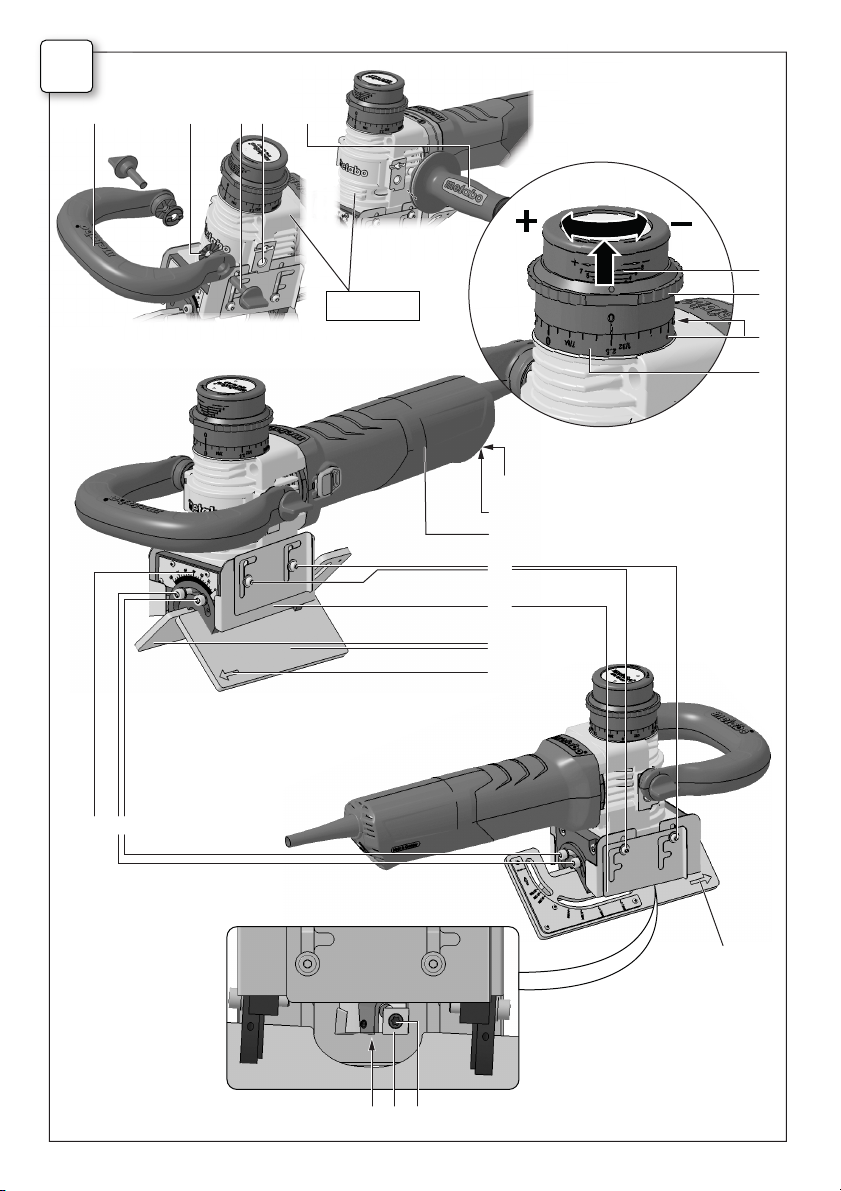
5. Überblick
Siehe Seite 2 und 3.
1Bügelhandgriff
2Rastscheiben
3 Flügelschrauben
4 Gewindebohrungen am Getriebegehäuse
5 Seitenhandgriff *
6 Skala (Fasenhöhe)
7 Einstellring (Fasenhöhe)
8 Klemmschrauben des Skalenrings
9 Skalenring (Fasenhöhe)
10 Stellrad zur Drehzahleinstellung *
11 Elektronik-Signal-Anzeige *
12 Handgriff
13 Schrauben der Späneschutzbleche
14 Späneschutzbleche
15 Führungsschiene
16 Pfeil = vorgeschriebene Arbeitsrichtung
17 Skala (Fasenwinkel)
18 Schrauben (Fasenwinkel)
19 Wendeschneidplatten-Halter / Fräskopf
20 Wendeschneidplatte
21 Befestigungsschraube der
Wendeschneidplatte
22 Schaltschieber *
23
Paddle-Schalte
24 Sperre *
25 Schalterdrücker *
26 Führungsrolle
27 Skala (Rohrdurchmesser)
*
ausstattungsabhängig
r *
6. Inbetriebnahme
Vergleichen Sie vor Inbetriebnahme, ob die
auf dem Typenschild angegebene
Netzspannung und Netzfrequenz mit den Daten
Ihres Stromnetzes übereinstimmen.
Schalten Sie immer einen FI-Schutzschalter
(RCD) mit einem max. Auslösestrom von
30 mA vor.
7
Page 8
DEUTSCHde
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6.1 Zusatzhandgriff anbringen
Nur mit angebrachtem Bügelhandgriff (1) oder
Seitenhandgriff (5) (austattungsabhängig)
arbeiten! Den Handgriff wie gezeigt anbringen
(Siehe Seite 2, Abb. A).
Bügelhandgriff (1) anbringen
- Rastscheiben (2) links und rechts auf den
Handgriff (1) stecken.
- Handgriff (1) mit den Rastscheiben (2) von vorne
auf das Getriebegehäuse schieben.
- Flügelschrauben (3) links und rechts in den
Handgriff (1) einstecken und leicht einschrauben.
- Gewünschten Winkel des Handgriffs (1)
einstellen.
- Flügelschrauben (3) links und rechts von Hand
kräftig festziehen.
Seitenhandgriff (5) anbringen
(ausstattungsabhängig, nur bei KFM 15-10 F,
KFMPB 15-10 F):
Beim Kantenfräsen von kleinen Winkeln
(Einstellung < 30°) kann es, je nach
Arbeitsbedingungen, vorteilhaft sein, den
Seitenhandgriff (5) anstelle des Bügelhandgriffs (1)
zu verwenden. Bei größeren Winkeln immer den
Bügelhandgriff (1) verwenden, um die Maschine
sicher halten zu können.
- Den Seitenhandgriff (5) auf der rechten oder
linken Maschinenseite fest einschrauben.
7. Einstellen
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung, Umrüstung, Wartung
oder Reinigung vorgenommen wird.
Wendeschneidplatten,
Wendeschneidplatten-Halter, Werkstück und
Späne können nach dem Arbeiten heiß sein.
Tragen Sie Schutzhandschuhe.
Quetschgefahr! Tragen Sie
Schutzhandschuhe.
7.1 Fasenwinkel einstellen
1. Den eingestellten Fasenwink el an der Skala (17)
ablesen.
2. Schrauben (13) lösen und beide
Späneschutzbleche (14) (links und rechts der
Maschine) nach oben schieben.
3. Schrauben (18) (vorne und hinten) lösen, und
Fasenwinkel durch Verdrehen der
Führungsschiene (15) auf den gewünschten
Winkel einstellen. Eingestellten Fasenwinkel an
Skala (17) ablesen.
4. Schrauben (18) (vorne und hinten) kräftig
festziehen.
5. Beide Späneschutzbleche (14) (links und rechts
der Maschine) ganz nach unten schieben.
Schrauben (13) (links und rechts der Maschine)
festziehen.
6. Durch Verändern des Fasenwinkels, verändert
sich auch die Fasenhöhe (bauartbedingt).
Stellen Sie daher nach jedem Verstellen des
Fasenwinkels auch die Fasenhöhe neu ein.
Siehe Kapitel 7.2
8
7.2 Fasenhöhe einstellen
Zuerst den Fasenwinkel einstellen:
1. Überprüfen Sie zuerst, ob der gewünschte
Fasenwinkel eingestellt ist: Eingestellten
Fasenwinkel an der Skala (17) ablesen. Ggf.
einstellen. Siehe Kapitel 7.1
Einstellwert ermitteln:
Hinweis: Große Fasenhöhen immer in mehreren
Fräsvorgängen (mindestens 3) herstellen. Harte
Materialien erfordern noch mehr Fräsvorgänge. Es
ergeben sich dadurch folgende Vorteile: höhere
Wendeschneidplatten-Standzeit, höhere
Oberflächenqualität des Arbeitsergebnisses,
angenehmeres Arbeiten.
Die unten angegebene „maximale Fasenhöhe
pro Fräsvorgang“ nicht überschreiten.
KFM 15...(bei 45°):
1. Fräsvorgang: max. 6 mm
2.+3. Fräsvorgang: max. 2 mm
KFM 17...:(bei 45°)
1. Fräsvorgang: max. 9 mm
2.+3. Fräsvorgang: max. 3 mm
Die maximal zulässige Fasenhöhe (h
überschreiten (siehe Kapitel Technische Daten).
Für eine optimale Oberflächenqualität ist es
empfehlenswert, beim letzten Fräsvorgang nur
noch wenig Material abzutragen.
2. Wählen Sie das für Ihre Maschine gültige
Diagramm aus (siehe Rückseite).
3. Wählen Sie die für den eingestellten
Fasenwinkel gültige Linie aus (siehe Rückseite).
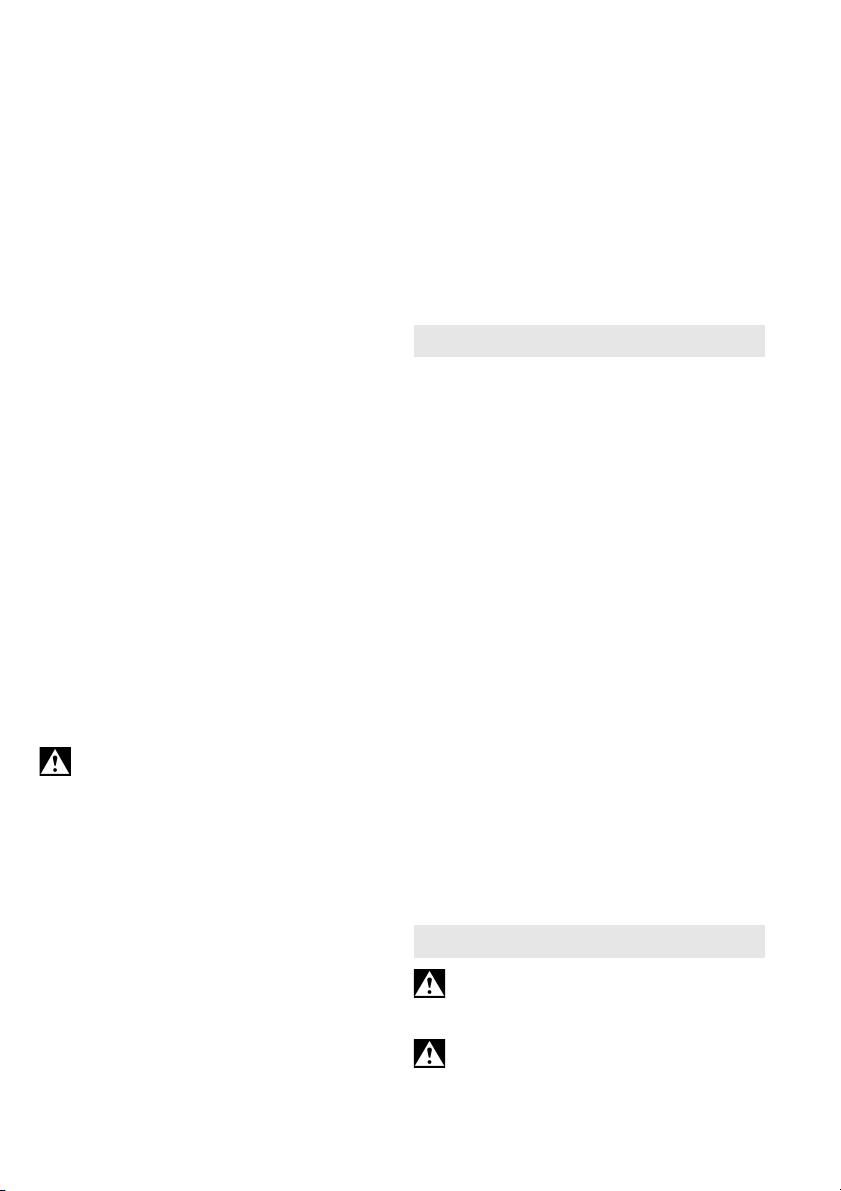
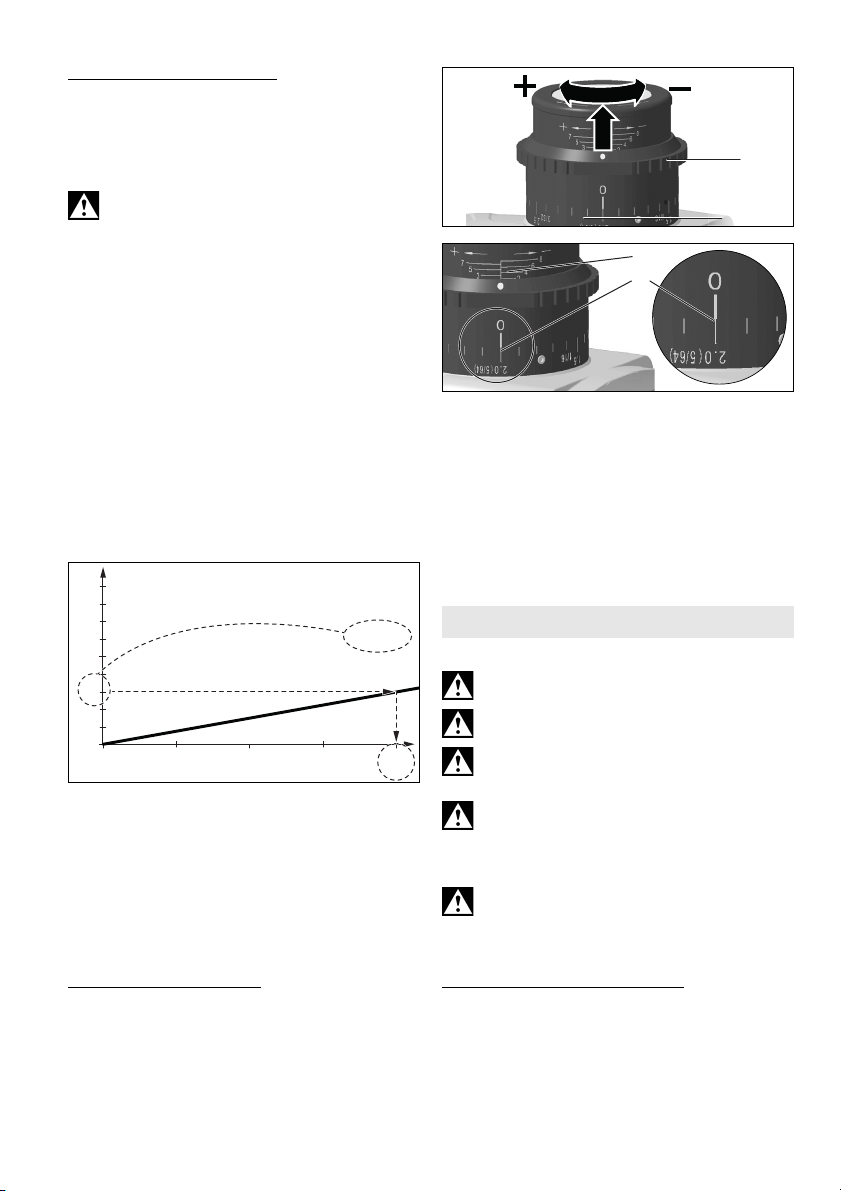
4. Beispiel für einen Fasenwinkel von 45° und
einer gewünschten Fasenhöhe von 3 mm (siehe
Abb. unten). Ergebnis: Einstellwert = 2,0.
Wählen Sie an der Y-Achse die Fasenhöhe die
Sie einstellen möchten. Ziehen Sie eine
waagerechte Linie bis zum Schnittpunkt mit der
Linie. Ziehen Sie von diesem Schnittpunkt eine
senkrechte Linie bis zur X-Achse. Lesen Sie den
Wert an der X-Achse ab. Diesen Wert „X“
müssen Sie nun folgendermaßen an der
Maschine einstellen.
Hinweis: Das Diagramm bezieht sich auf
scharfkantige Werkstücke. Bei Werkstücken mit
abgerundeten Kanten muss dies beim Einstellen
der Fasenhöhe berücksichtigt werden.
max
) nicht
Page 9
Die Fasenhöhe einstellen:
6
8
1.
2.
8
5
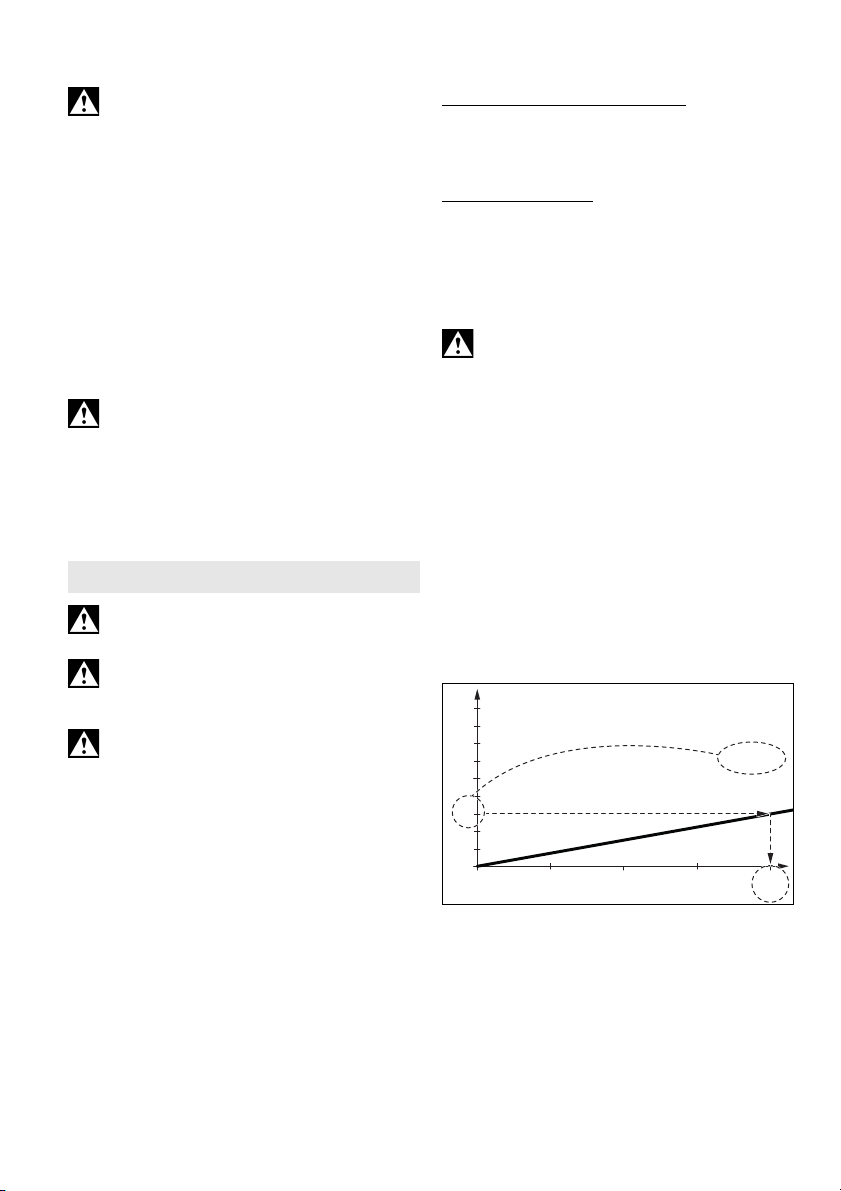
5. Den Einstellring (7) nach oben ziehen und so
verdrehen, dass an Skala (9) der Wert „X“ aus
dem Diagramm eingestellt ist. Siehe Abbildung
(unten): Eingestellter Wert „X“ = 2,0.
(Eine Umdrehung entspricht „X“=3. Für größere
X-Werte: mehrere Umdrehungen durchführen.
Die Skala (6) dient zur groben Orientierung beim
Einstellen).
DEUTSCH de
nach dem Ausschalten erst dann ablegen, wenn
der Motor zum Stillstand gekommen ist.
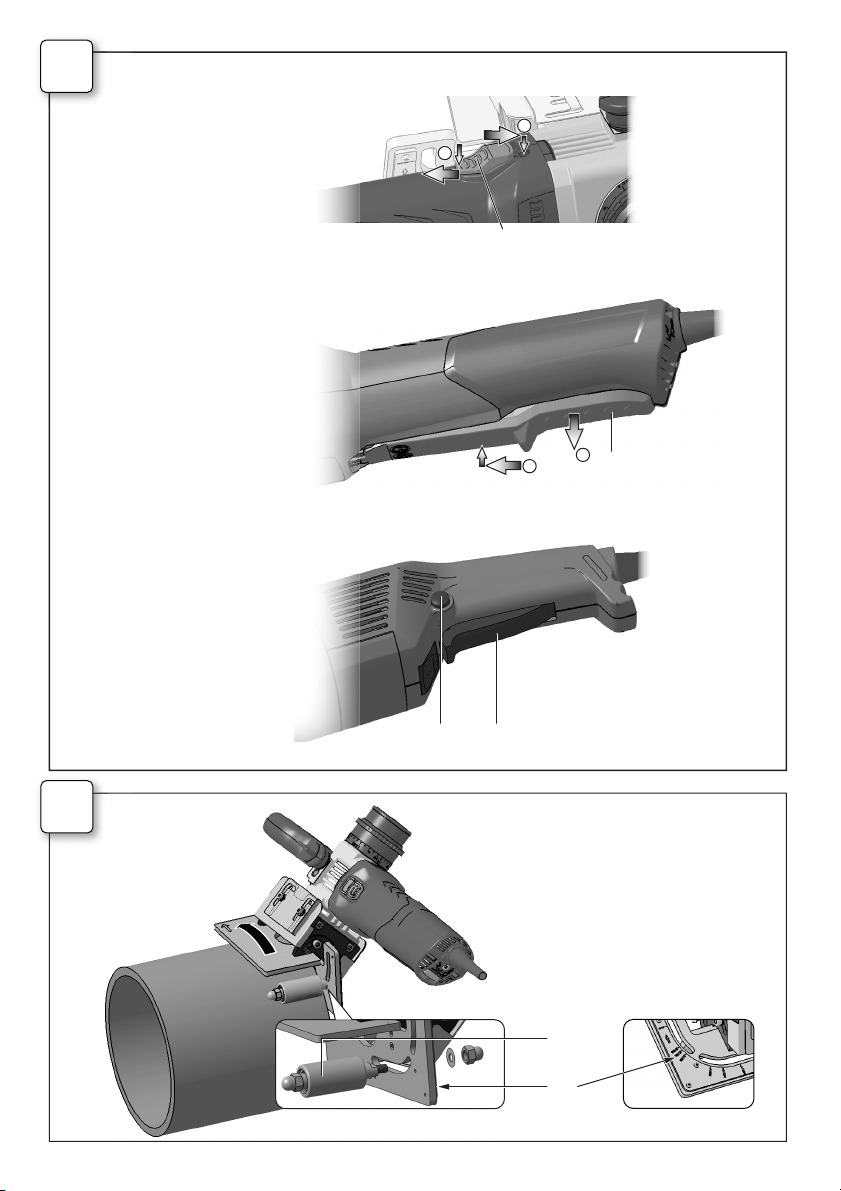
KFM 15-10 F
Einschalten: Schaltschieber (22) nach vorn
schieben. Zur Dauereinschaltung dann nach unten
kippen bis er einrastet.
Ausschalten: Auf das hintere Ende des
Schaltschiebers (22) drücken und loslassen.
(Siehe Seite 3, Abb. B):
6. Probefräsung durchführen.
7. Soll für den letzten Fräsvorgang die Fasenhöhe
sehr exakt eingestellt werden, dann gehen Sie
wie folgt vor:
Eine Probefräsung durchführen. Die gefräste
Fasenhöhe messen und bei Bedarf durch
Verdrehen des Einstellrings (7) um einen
Skalenstrich anpassen: Drehung im
Uhrzeigersinn = größere Fasenhöhe. Drehung
gegen den Uhrzeigersinn = geringere
Fasenhöhe. Führen sie eine weitere
Probefräsung durch. Gegebenenfalls diesen
Schritt wiederholen.
8. Benutzung
8.1 Ein-/Ausschalten
Maschine immer mit beiden Händen führen.
Erst einschalten, dann das
das Werkstück bringen.
Vermeiden Sie unbeabsichtigtes Anlaufen:
stets Maschine ausschalten, wenn der
Stecker aus der Steckdose gezogen wird oder
wenn eine Stromunterbrechung eingetreten ist.
Bei Dauereinschaltung läuft die Maschine
weiter, wenn sie aus der Hand gerissen wird.
Daher die Maschine immer mit beiden Händen an
den vorgesehenen Handgriffen festhalten, einen
sicheren Stand einnehmen und konzentriert
arbeiten.
Vermeiden Sie, dass die Maschine Staub und
Späne aufwirbelt oder einsaugt. Maschine
Einsatzwerkzeug an
KFMPB 15-10 F
Einschalten: Paddle-Schalter (23) in Pfeilrichtung
schieben und dann Paddle-Schalter (23)
drücken.
Ausschalten: Paddle-Schalter (23) loslassen.
KFM 16-15 F
Momenteinschaltung:
Einschalten: Sperre (24) eindrücken und dann
Schalterdrücker (25) drücken. Sperre (24)
loslassen.
Ausschalten: Schalterdrücker (25) loslassen.
Dauereinschaltung:
Einschalten: Sperre (24) eindrücken und gedrückt
halten. Schalterdrücker (25) drücken und
gedrückt halten. Maschine ist nun
eingeschaltet. Jetzt Sperre (24) ein weiteres
Mal eindrücken um Schalterdrücker (25) zu
arretieren (Dauereinschaltung).
Ausschalten: Schalterdrücker (25) drücken und
loslassen.
8.2 Drehzahl einstellen (KFM 15-10 F)
Mit dem Stellrad (10) kann die Drehzahl vorgewählt
und stufenlos verändert werden.
Die Stellungen 1-6 entsprechen etwa folgenden
Leerlaufdrehzahlen:
1 ........ 7800 / min 4 ....... 10200 / min
2 ........ 8600 / min 5 ....... 11100 / min
3 ........ 9400 / min 6 ....... 12200 / min
Die VTC-Elektronik ermöglicht materialgerechtes
Arbeiten und eine nahezu konstante Drehzahl auch
bei Belastung.
Drehzahlempfehlungen für unterschiedliche
Materialien:
Aluminium, Kupfer, Messing.......................... 4-6
Stahl bis 400 N/mm
Stahl bis 600 N/mm2......................................3-5
Stahl bis 900 N/mm2......................................2-4
Edelstahl........................................................ 1-3
Die optimale Einstellung ist am besten durch einen
praktischen Versuch zu ermitteln.
8.3 Generelle Arbeitshinweise
1. Wendeschneidplatten (20) überprüfen.
Beschädigte oder verschlissene
Wendeschneidplatten wechseln.
2. Werkstück vibrationsfrei mit
Spannvorrichtungen fixieren.
(Siehe Seite 3, Abb. B):
(Siehe Seite 3, Abb. B):
2
......................................4-6
9
Page 10
DEUTSCHde
A
B
3. Beim Bearbeiten von Rohren Kapitel 8.4
beachten.
4. Fasenwinkel einstellen (Siehe Kapitel 7.1).
5. Fasenhöhe einstellen (Siehe Kapitel 7.2).
6. Die Maschine immer mit beiden Händen an den
vorgesehenen Handgriffen festhalten, einen
sicheren Stand einnehmen und konzentriert
arbeiten.
7. Die Wendeschneidplatten (20) berühren das
Werkstück nicht. Erst einschalten, dann die
Maschine mit der Führungsschiene (15) auf das
Werkstück auflegen und erst dann das
Einsatzwerkzeug
bringen.
8. Die Maschine nur in die, auf der Maschine durch
einen Pfeil (16) angegebene, Richtung
schieben.
Maschine nur in Pfeilrichtung (16)
schieben. Sonst besteht die Gefahr, eines
Rückschlags. Mit mäßigem, dem zu
bearbeitenden Material angepasstem Vorschub
arbeiten. Nicht verkanten, nicht drücken, nicht
schwingen.
9. Die Maschine so führen, dass die
Führungsschiene (15) am Werkstück anliegt.
10.
Arbeit beenden: Einsatzwerkzeug
wegführen, Maschine ausschalten. Motor zum
Stillstand kommen lassen, Maschine ablegen.
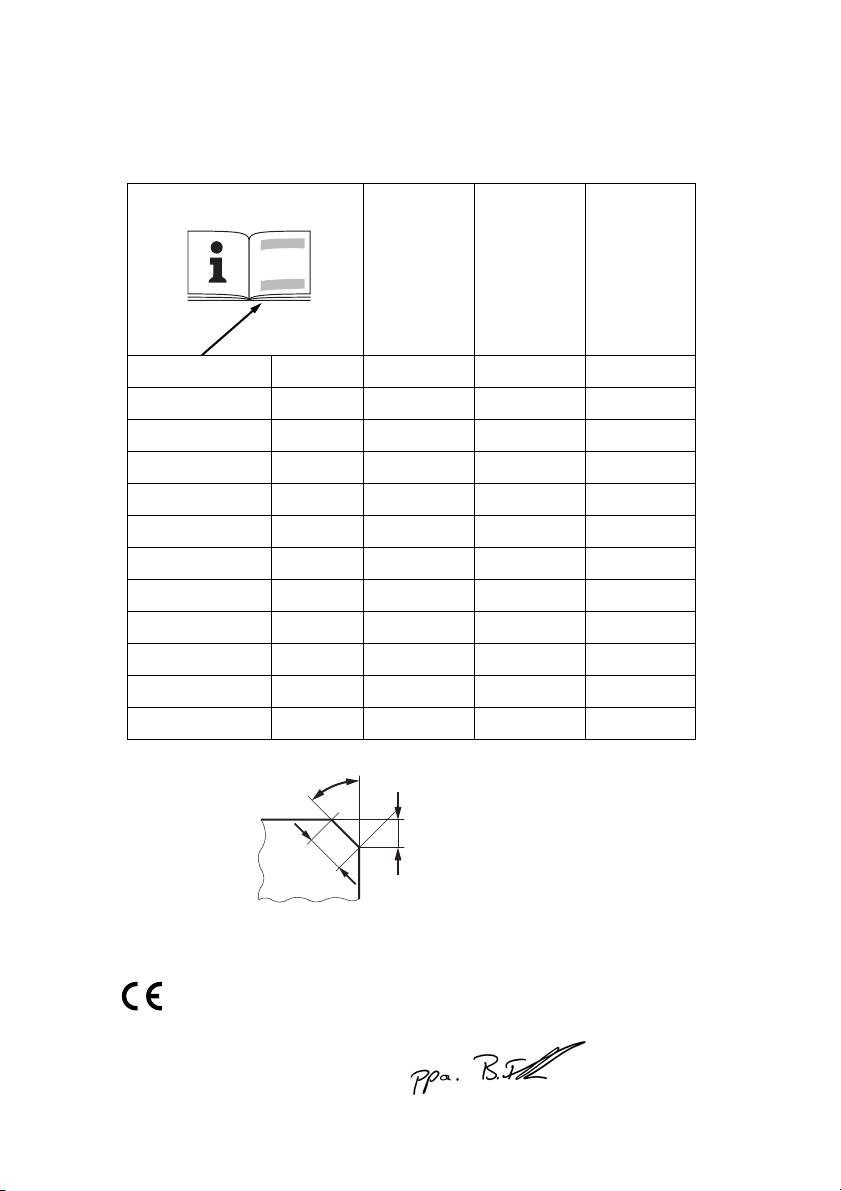
8.4 Rohre bearbeiten am Außenrand
1. Rohrdurchmesser des zu bearbeitenden
Rohres ermitteln.
2. Siehe Seite 3, Abb. C: Führungsrolle (26) wie
gezeigt an der Führungsschiene (15) anbringen.
Führungsrolle (26) verschieben und an Skala
(27) auf den Rohrdurchmesser einstellen. Die
Mutter der Führungsrolle mit einem
Maulschlüssel festziehen und so die
Führungsrolle befestigen.
3. Die generellen Arbeitshinweise (Kapitel 8.3)
beachten.
4. Die Maschine immer mit beiden Händen an den
vorgesehenen Handgriffen festhalten, einen
sicheren Stand einnehmen und konzentriert
arbeiten.
5. Die Maschine mit der Führungsrolle (26) auf die
Außenfläche des Rohres auflegen. Dann die
Führungsschiene auf die Fläche des RohrEndes auflegen.
6. Die Wendeschneidplatten (20) berühren das
Werkstück noch nicht. Erst einschalten, dann
die Maschine um die Führungsrolle (26)
langsam kippen und so den Fräskopf
Werkstück bringen.
7. Die generellen Arbeitshinweise (Kapitel 8.3)
beachten.
8.5 KFM 16-15 F: Möglichkeit zum Drehen
der Führungsschiene (15)
Bei der KFM 16-15 ist die Führungsschiene (15)
quer eingebaut. Bei den allermeisten
Arbeitsaufgaben können dadurch hohe Kräfte
besser aufgefangen und ein ermüdungsarmes
Arbeiten ermöglicht werden.
Falls Sie für spezielle Arbeitsaufgaben die
Führungsschiene (15) lieber längs einbauen
10
langsam
an das Werkstück
vom Werkstück
an das
möchten, stellt Ihnen der Metabo-Kundendienst auf
Anfrage eine Umbauanleitung zur Verfügung.
9. Wartung
9.1 Wendeschneidplatten wechseln
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung, Umrüstung, Wartung
oder Reinigung vorgenommen wird.
Wendeschneidplatten,
Wendeschneidplatten-Halter, Werkstück und
Späne können nach dem Arbeiten heiß sein.
Tragen Sie Schutzhandschuhe.
Regelmäßig den Wendeschneidplatten-Halter (19)
überprüfen. Beschädigte oder verschlissenen
Wendeschneidplatten-Halter reparieren/erneuern
lassen.
Regelmäßig alle Wendeschneidplatten (20)
überprüfen. Beschädigte oder verschlissene
Wendeschneidplatten wechseln.
Drehen bzw. ersetzen Sie stumpf gewordene
Wendeschneidplatten oder solche bei denen
die Beschichtung abgenützt ist, rechtzeitig.
Stumpfe Wendeschneidplatten erhöhen die
Gefahr, dass die Maschine hängen bleibt und
ausbricht oder dass der WendeschneidplattenHalter (19) beschädigt wird.
Stark abgenutzte oder defekte
Wendeschneidplatten nicht weiter
verwenden.
Immer alle Wendeschneidplatten drehen oder
ersetzen.
Nur von Metabo freigegebene
Wendeschneidplatten verwenden. Siehe
Kapitel Zubehör.
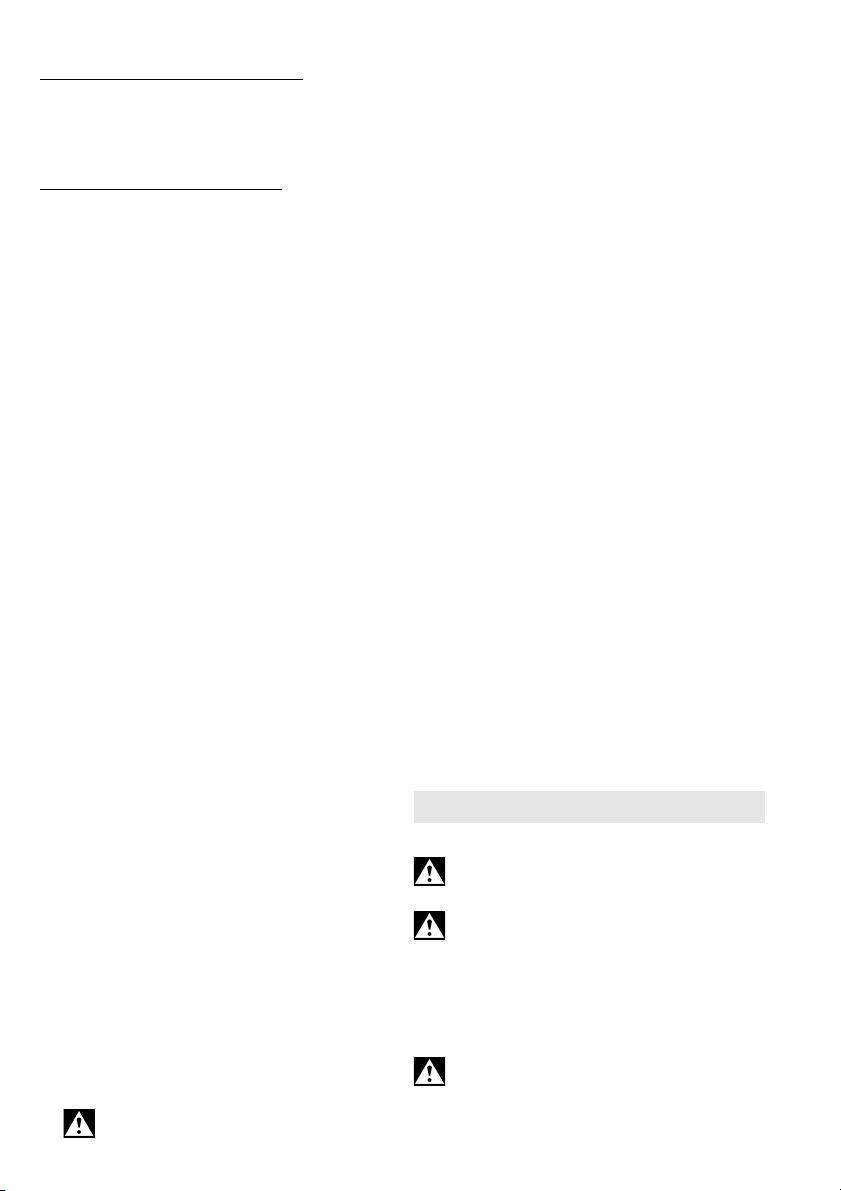
Bild A: normale Abnutzung: Wendeschneidplatte
drehen / ersetzen.
Bild B: Abnutzung beim Bearbeiten von harten
Materialien: Wendeplatte drehen / ersetzen. Bei
stärkerer Abnutzung Wendeschneidplatte nicht
weiterverwenden sondern ersetzen.
1. Schrauben (13) lösen und ein
Späneschutzblech (14) nach oben schieben.
2. Bei Bedarf den Wendeschneidplatten-Halter
(19) von Hand drehen.
3. Befestigungsschraube (21) herausschrauben
und Wendeschneidplatte (20) entnehmen.
4. Wendeschneidplatte (20) und Spannflächen am
Wendeschneidplatten-Halter (19) reinigen.
5. Wendeschneidplatte drehen oder, wenn alle
Schneiden stumpf sind, neue
Wendeschneidplatte einsetzen.
Page 11
6. Wendeschneidplatte (20) mit
Befestigungsschraube (21) wieder
festschrauben. Drehmoment: 3,5 Nm.
7. Späneschutzblech (14) ganz nach unten
schieben. Schrauben (13) festziehen.
Hinweis: Ursachen für Wendeschneidplatten mit
ausgebrochener Ecke oder im Extremfall für
zerbrochene Wendeschneidplatten können sein:
- Schläge auf die Wendeschneidplatte aufgrund
falscher Arbeitsweise: Beachten sie Kapitel 8.3.
- Vibrationen des Werkstücks: Werkstück
vibrationsfrei mit Spannvorrichtungen fixieren.
- Wendeschneidplatte nicht richtig befestigt:
Spannflächen immer reinigen und Drehmoment
beachten.
- Wendeschneidplatte nicht richtig befestigt: stark
abgenutzte Wendeschneidplatten besitzen keine
ausreichende Auflageflächen und können
deshalb nicht ausreichend befestigt werden.
Ersetzen sie stark abgenutzte
Wendeschneidplatten.
10. Reinigung
Netzstecker aus der Steckdose ziehen.
Späne und Partikel können sich am Fräskopf (19)
absetzen. Dies kann zum Blockieren des
Fräskopfes führen. Regelmäßig den Fräskopf und
seine Umgebung reinigen und Späne und Partikeln
entfernen.
Bei der Bearbeitung können sich Partikel im Innern
des Elektrowerkzeugs absetzen. Das beeinträchtigt
die Kühlung des Elektrowerkzeugs. Leitfähige
Ablagerungen können die Schutzisolierung des
Elektrowerkzeugs beeinträchtigen und elektrische
Gefahren verursachen.
Elektrowerkzeug regelmäßig, häufig und gründlich
durch alle vorderen und hinteren Luftschlitze
aussaugen. Trennen Sie vorher das
Elektrowerkzeug von der Energieversorgung und
tragen Sie dabei Schutzbrille und Staubmaske.
11. Störungsbeseitigung
KFM 15-10 F, KFMPB 15-10 F:
Die Elektronik-Signal-Anzeige (11)
leuchtet und die Lastdrehzahl nimmt ab.
Die Belastung der Maschine ist zu hoch!
Maschine im Leerlauf laufen lassen, bis die
Elektronik-Signal-Anzeige erlischt.
-Die Maschine läuft nicht. Die Elektronik-
Signal-Anzeige (11) (ausstattungs-
abhängig) blinkt. Der Wiederanlaufschutz
hat angesprochen. Wird der Netzstecker bei
eingeschalteter Maschine eingesteckt oder ist die
Stromversorgung nach einer Unterbrechung wieder
DEUTSCH de
hergestellt, läuft die Maschine nicht an. Die
Maschine aus- und wieder einschalten.
KFM 16-15 F:
- Wiederanlaufschutz: Wird der Netzstecker bei
eingeschalteter Maschine eingesteckt oder ist die
Stromversorgung nach einer Unterbrechung
wieder hergestellt, läuft die Maschine nicht an. Die
Maschine aus- und wieder einschalten.
- Überlastschutz: Die Lastdrehzahl nimmt ab.
Die Wicklungstemperatur ist zu hoch!
Maschine im Leerlauf laufen lassen, bis die
Maschine abgekühlt ist.
- Einschaltvorgänge erzeugen kurzzeitige
Spannungsabsenkungen. Bei ungünstigen
Netzbedingungen können Beeinträchtigungen
anderer Geräte auftreten. Bei Netzimpedanzen
kleiner als 0,4 Ohm sind keine Störungen zu
erwarten.
12. Zubehör
Verwenden Sie nur original Metabo Zubehör.
Verwenden Sie nur Zubehör, das die in dieser
Betriebsanleitung angegebenen Anforderungen
und Kenndaten erfüllt.
Zubehör sicher anbringen. Wird die Maschine in
einem Halter betrieben: Die Maschine sicher
befestigen. Der Verlust der Kontrolle kann zu
Verletzungen führen.
A 10 HM-Wendeplatten Universal ........ 6.23564
B Befestigungsschraube für
Wendeplatten.................................... 6.23566
C Kühlschmierstift................................. 6.23443
Zubehör-Komplettprogramm siehe
www.metabo.com oder Katalog.
13. Reparatur
Reparaturen an Elektrowerkzeugen dürfen
nur durch eine Elektrofachkraft ausgeführt
werden!
Mit reparaturbedürftigen Metabo Elektrowerk-
zeugen wenden Sie sich bitte an Ihre MetaboVertretung. Adressen siehe www.metabo.com.
Ersatzteillisten können Sie unter www.metabo.com
herunterladen.
14. Umweltschutz
Befolgen Sie nationale Vorschriften zu
umweltgerechter Entsorgung und zum Recycling
ausgedienter Maschinen, Verpackungen und
Zubehör.
Nur für EU-Länder: Werfen Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß Euro-
päischer Richtlinie 2012/19/EU über Elektround Elektronik-Altgeräte und Umsetzung in nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
11
Page 12
DEUTSCHde
15. Technische Daten
Erläuterungen zu den Angaben auf Seite 4.
Änderungen im Sinne des technischen Fortschritts
vorbehalten.
n =Leerlaufdrehzahl (Höchstdrehzahl)
P
=Nennaufnahmeleistung
1
P
=Abgabeleistung
2
h
=Max. Fasenhöhe
max
b
=Max. Fasenbreite
max
a = Fasenwinkel
d
=kleinstmöglicher Rohrdurchmesser
min
m =Gewicht ohne Netzkabel
Messwerte ermittelt gemäß EN 60745.
Maschine der Schutzklasse II
~ Wechselstrom
Die angegebenen technischen Daten sind
toleranzbehaftet (entsprechend den jeweils
gültigen Standards).
Emissionswerte
Diese Werte ermöglichen die Abschätzung
der Emissionen des Elektrowerkzeugs und den
Vergleich verschiedener Elektrowerkzeuge. Je
nach Einsatzbedingung, Zustand des
Elektrowerkzeuges oder der Einsatzwerkzeuge
kann die tatsächliche Belastung höher oder
geringer ausfallen. Berücksichtigen Sie zur
Abschätzung Arbeitspausen und Phasen
geringerer Belastung. Legen Sie aufgrund
entsprechend angepasster Schätzwerte
Schutzmaßnahmen für den Anwender fest, z.B.
organisatorische Maßnahmen.
Schwingungsgesamtwert
Richtungen) ermittelt entsprechend EN 60745:
a
=Schwingungsemissionswert
h, SG
K
=Unsicherheit (Schwingung)
h,SG
Typische A-bewertete Schallpegel
L
=Schalldruckpegel
pA
L
=Schallleistungspegel
WA
KpA, KWA= Unsicherheit
Beim Arbeiten kann der Geräuschpegel 80 dB(A)
überschreiten.
Gehörschutz tragen!
(Vektorsumme dreier
:
Elektromagnetische Störungen:
Unter Einwirkung extremer elektromagnetischer
Störungen von außen, können im Einzelfall
vorübergehende Drehzahlschwankungen auftreten
oder der Wiederanlaufschutz ansprechen. In
diesem Fall die Maschine aus- und wieder
einschalten.
12
Page 13

Original Instructions
1. Declaration of Conformity
We hereby declare that these bevellers, identified
by type and serial number *1), meet all relevant
requirements of directives *2) and standards *3).
Technical documents for *4) - see page 4.
2. Specified Use
The beveller is intended for the milling of edges of
steel, stainless steel, aluminium and aluminium
alloys in the professional sector.
For processing aluminium, aluminium alloys and
stainless steel, a suitable lubricant (item no.:
6.23443) must be used.
This lubricant is also recommended when
processing steel as it extends the tool life and the
machine glides more easily over the workpiece.
The user bears sole responsibility for any damage
caused by inappropriate use.
Generally accepted accident prevention
regulations and the enclosed safety information
must be observed.
3. General Safety Instructions
For your own protection and for the
protection of your power tool, pay
attention to all parts of the text that are
marked with this symbol!
WARNING – Reading the operating
instructions will reduce the risk of injury.
WARNING Read all safety warnings and
instructions. Failure to follow all safety
warnings and instructions may result in electric
shock, fire and/or serious injury.
Keep all safety instructions and information for
future reference.
Pass on your power tool only together
with these documents.
4. Special Safety Instructions
a) Do not use accessories that are not
specifically designed and recommended for
this power tool by the manufacturer. Just
because the accessory can be attached to your
power tool, it does not assure safe operation.
b) Do not use damaged power tools. Before
use, check the indexable inserts for chipping,
cracks or signs of severe wear and tear. If a
power tool or accessory is dropped, inspect for
damage or install an undamaged accessory.
c) Wear personal protective equipment. Use a
face shield, safety goggles or safety goggles
depending on the application. As appropriate,
wear a dust mask, hearing protectors, gloves
and a workshop apron capable of stopping
small abrasive or workpiece fragments. The eye
ENGLISH en
protection must be capable of stopping flying debris
generated by various operations. The dust mask or
respirator must be capable of filtering particles
generated by your operation. Prolonged exposure
to high intensity noise may cause hearing loss.
d) Keep bystanders a safe distance away from
work area. Anyone entering the work area must
wear personal protective equipment. Fragments
of a workpiece or broken accessory may fly away
and cause injury beyond the immediate area of
operation.
e) Always hold the tool firmly in your hands
during the start-up. The reaction torque of the
motor as it accelerates to full speed can cause the
tool to twist.
f) Use clamps to support the workpiece
whenever practical. Never hold a small
workpiece in one hand and the tool in the other
hand while in use. Clamping a small workpiece
allows you to use your hands to control the tool.
g) Never lay the power tool down until the
accessory has come to a complete stop. The
rotating accessory may grab the surface and pull
the power tool out of your control.
h) Do not run the power tool while carrying it at
your side. Accidental contact with the rotating
accessory could snag your clothing, pulling the
accessory into your body.
i) Regularly clean the power tool’s air vents.
motor’s fan will draw the dust inside the housing and
excessive accumulation of powdered metal may
cause electrical hazards.
j) Do not operate the power tool near flammable
materials. Sparks and hot chips can ignite these
materials.
k) Do not use accessories that require liquid
coolants. Using water or other liquid coolants may
result in electrocution or shock.
4.1 Kickback and related warnings
Kickback is the sudden response to an accessory
pinching or jamming while rotating. Pinching or
snagging causes rapid stalling of the rotating
accessory. This causes the uncontrolled power tool
to be forced in the direction opposite of the
accessory’s rotation at the point of the binding.
For example, if an indexable insert is snagged or
pinched by the workpiece, the edge of the insert that
is entering into the pinch point can dig into the
surface of the material causing the insert to climb
out or kick out. The indexable insert may either jump
towards or away from the operator depending on
direction of the indexable insert holder at the point
of pinching. Indexable inserts may also break under
these conditions.
Kickback is the result of power tool misuse and/or
incorrect operating procedures or conditions. It can
be prevented if suitable precautionary measures
are taken as described below.
The
13
Page 14
ENGLISHen
a) Maintain a firm grip on the power tool and
position your body and arm to allow you to
resist kickback forces. The operator can control
kickback forces if proper precautions are taken.
b) Use special care when working in corners,
on sharp edges etc. Avoid bouncing and
snagging the accessory. Corners, sharp edges or
bouncing have a tendency to snag the rotating
accessory and cause loss of control or kickback.
c) Always feed the accessory into the material
in the same direction as the cutting edge is
exiting from the material (which is the same
direction as the chips are thrown). Feeding the
power tool in the wrong direction causes the cutting
edge of the accessory to move out of the workpiece
and pull the tool in the direction of this feed.
d) Prevent any jamming of the indexing insert
or excessive pressure. Do not set the chamfer
height greater than the permitted maximum.
Overstressing the indexable insert increases the
loading and susceptibility to twisting or binding of
the disc in the cut and the possibility of kickback or
breakage of the indexable insert.
e) Do not position your hand in line with and
behind the indexable insert. When the indexable
insert is moving away from your body at the point of
operation, the possible kickback may propel the
rotating indexable insert and the power tool directly
at you.
Turn/replace blunt indexable inserts or inserts
where the coating is worn in due time. Blunt
indexable inserts increase the risk of the machine
getting jammed and breaking.
4.2 Additional safety instructions:
Hold the power tool by the insulated gripping
surfaces because the milling cutter may hit its
own cord. Contact with a live lead may also make
metal power tool parts "live" and lead to an electric
shock.
Keep the work area clean and well lit. Cluttered or
dark areas invite accidents.
WARNING – Always wear protective
goggles.
Wear ear protectors.
Pull the plug out of the socket before making
any adjustments, changing tools, carrying
out maintenance or cleaning.
Wear suitable work clothes.
Ensure that nobody gets injured by
catapulted foreign bodies.
Keep persons nearby and pets at a safe
distance to the device.
Keep away hair, loose clothing, fingers and
other body parts. They can get caught and
14
sucked in. Use a hair net for long hair.
Warning of rotating tools
Always wear protective goggles, gloves and sturdy
shoes when working with this tool.
Danger of injury from sharp edges. Wear protective
gloves.
Indexable inserts, holders for indexable inserts, the
workpiece and chips can be hot after work. Wear
protective gloves.
A damaged or cracked additional handle must be
replaced. Never operate the machine with a
defective additional handle.
Pull the plug out of the socket before making any
adjustments, changing tools, carrying out
maintenance or cleaning.
Use of a fixed extractor system is recommended.
Always install an RCD with a maximum trip current
of 30 mA upstream. When the machine is shut down
by the RCD, it must be checked and cleaned. See
chapter 10. Cleaning.
Wear ear protectors when working for long
periods of time. High noise levels over a
prolonged period of time may damage your hearing.
Use only sharp, undamaged indexable blades.
The workpiece must lay flat and be secured against
slipping, e.g. using clamps. Large workpieces must
be sufficiently supported.
Ensure that sparks produced during work do not
constitute a risk to the user or others and are not
able to ignite flammable substances. Areas at risk
must be protected with flame-resistant covers.
Always keep a fire extinguisher on hand when
working in areas prone to fire risk.
Always hold the machine with both hands on the
designated handles, take a secure stance and
concentrate on the work.
Keep your hands away from the milling area and
from the tool.
Do not touch the rotating accessory! Remove chips
and similar material only with the machine at a
standstill. Pull the mains plug out of the socket.
Damaged, eccentric or vibrating tools must not be
used.
Do not work overhead.
Never use an incomplete tool or one on which an
unauthorised modification has been made.
Reducing dust exposure:
Some dust created by using this power tool
may contain chemicals known to cause
cancer, allergic reaction, respiratory disease, birth
defects or other reproductive harm. Some of these
substances include: lead (in paint containing lead),
mineral dust (from bricks, concrete etc.), additives
used for wood treatment (chromate, wood
preservatives), some wood types (such as oak or
beech dust), metals, asbestos.
The risk from exposure to such substances will
depend on how long you or people nearby are
exposed to them.
Do not let particles enter the body.
Page 15
Do the following to reduce exposure to these
substances: ensure good ventilation of the
workplace and wear appropriate protective
equipment, such as respirators able to filter
microscopically small particles.
Observe the relevant guidelines for your material,
staff, application and place of application (e.g.
occupational health and safety regulations,
disposal).
Collect the generated particles at the source, avoid
deposits in the surrounding area.
Reduce dust exposure with the following measures:
- Do not direct the escaping particles and the
exhaust air stream at yourself or nearby persons
or on dust deposits.
- Use an extraction unit and/or air purifiers
- Ensure good ventilation of the workplace and
keep clean using a vacuum cleaner Sweeping or
blowing stirs up dust
- Vacuum or wash protective clothing Do not blow,
beat or brush.
5. Overview
See pages 2 and 3.
1Bow handle
2 Locking discs
3Thumb screws
4 Threaded holes on gear housing
5 Side handle *
6 Scale (chamfer height)
7 Adjusting ring (chamfer height)
8 Clamping screws on scale ring
9 Scale ring (chamfer height)
10
Speed adjustment wheel
11 Electronic signal indicator *
12 Handle
13 Chip protection plate screws
14 Chip protection plates
15 Guide rail
16 Arrow = prescribed working direction
17 Scale (chamfer angle)
18 Screws (chamfer angle)
19 Indexable insert holder / milling head
20 Indexable insert
21 Fastening screw for indexable insert
22 Slide switch *
23 Paddle switch *
24 Lock *
25 Trigger*
26 Guide roller
27 Scale (pipe diameter)
*equipment-specific
*
6. Commissioning
Before commissioning, check that the rated
mains voltage and mains frequency, as stated
on the type plate match your power supply.
Always install an RCD with a maximum trip
current of 30 mA upstream.
ENGLISH en
6.1 Attaching the additional handle
Only work with attached bow handle (1) or side
handle (5) (depending on equipment)! Attach
the handle as shown (see page 2, Fig. A).
Attach bow handle (1)
- Fit locking discs (2) to the left and right of the
handle (1).
- Move the handle (1) with the locking discs (2) from
the front to the gear housing.
- Insert the thumb screws (3) to the left and right of
the handle (1) and turn gently.
- Adjust the handle (1) to the required angle.
- Firmly tighten the thumb screws (3) to the left and
right manually.
Attach side handle (5) (depending on
equipment, only for KFM 15-10 F, KFMPB 15-10
F):
When milling edges of small angles (setting
< 30°) depending on the working conditions it
may be advantageous to use the side handle (5)
rather than the bow handle (1). For larger angles,
always use the bow handle (1) so that you can hold
the machine securely.
- Attach the side handle (5) on the right or left side
of the machine and secure.
7. Setting
Pull the plug out of the socket before making
any adjustments, changing tools, carrying out
maintenance or cleaning.
Indexable inserts, holders for indexable
inserts, the workpiece and chips can be hot
after work. Wear protective gloves.
Danger of crushing! Wear protective gloves.
7.1 Setting the chamfer angle
1. Read the set angle on the scale (17).
2. Loosen the screws (13) and slide both chip
protection plates (14) (on the left and right of the
machine) upwards.
3. Loosen the screws (18) (front and back) and set
the chamfer angle to the desired angle by
turning the guide rail (15). Read the set chamfer
angle on the scale (17).
4. Firmly tighten the screws (18) (front and back).
5. Slide both chip protection plates (14) (on the left
and right of the machine) all the way down.
Tighten the screws (13) (on the left and right of
the machine).
6. Changing the chamfer angle also changes the
chamfer height (due to the design). Therefore,
also set the chamfer height again every time you
adjust the chamfer angle. See chapter 7.2
7.2 Setting the chamfer height
Set the chamfer angle first:
1. First check that the desired chamfer angle is set:
read the set chamfer angle on the scale (17).
Adjust if necessary. See chapter 7.1
15
Page 16
ENGLISHen
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
Determining the setting value:
Note: always produce large chamfer heights in
several milling operations (at least 3). Hard
materials require more milling operations. This has
the following advantages: a higher indexable insert
service life, work results with a higher surface
quality, more pleasant working conditions.
Do not exceed the "maximum chamfer height
per milling operation" specified below.
KFM 15...(at 45°):
1st milling operation: max. 6 mm
2nd +3rd milling operation: max. 2 mm
KFM 17...:(at 45°)
1st milling operation: max. 9 mm
2nd +3rd milling operation: max. 3 mm
Do not exceed the maximum permitted chamfer
height (h
chapter).
It is recommended that very little material is
removed during the last milling operation to ensure
an optimum surface quality.
2. Select the diagram that applies to your machine
(see back).
3. Select the line that applies to the set chamfer
angle (see back).
4. Example for a chamfer angle of 45° and a
desired chamfer height of 3 mm (see figure
below). Result: setting value = 2.0.
) (see the Technical Specifications
max
6. Carry out a trial cut.
7. Proceed as follows if the chamfer height should
be set very accurately for the last milling
operation:
Carry out a trial cut. Measure the cut chamfer
height and adjust it by one scale mark if
necessary by turning the adjusting ring (7):
clockwise rotation = larger chamfer height.
Anticlockwise rotation = lower chamfer height.
Carry out another trial cut. Repeat this step if
necessary.
8. Use
Select the chamfer height that you want to set on
the Y-axis. Draw a horizontal line to the
intersection with the line. Draw a vertical line
from this intersection to the X-axis. Read the
value on the X-axis. You must now set this "X"
value as follows on the machine.
Note: The diagram is based on sharp-edged
workpieces. For workpieces with rounded
edges, the milling height must be taken into
account during setting.
Setting the chamfer height:
5. Pull the adjusting ring (7) upwards and turn it so
that the "X" value from the diagram is set on the
scale (9). See figure (below): set "X" value = 2.0.
(One revolution corresponds to "X"=3. For large
X values: perform several revolutions. The scale
(6) is used for rough orientation during the
setting process).
16
8.1 Switching on and off
Always guide the machine with both hands.
Switch on first, then guide the accessory
towards the workpiece.
Avoid inadvertent starts: always switch the
tool off when the plug is removed from the
mains socket or if there has been a power cut.
In continuous operation, the machine
continues running if it is forced out of your
hands. Therefore, always hold the machine with
both hands using the handles provided, stand
securely and concentrate.
Avoid the machine swirling up or taking in dust
and chips. After switching off the machine,
only place it down when the motor has come to a
standstill.
KFM 15-10 F
Switching on: push the sliding switch (22)
forwards. For continuous operation, now tilt it
downwards until it engages.
Switching off: press the rear end of the slide switch
(22) and release it.
(see page 3, Fig. B):
Page 17
KFMPB 15-10 F (see page 3, Fig. B):
Switching on: slide the paddle switch (23) in the
direction of the arrow and then press the
paddle switch (23).
Switching off: release the paddle switch (23).
KFM 16-15 F
(see page 3, Fig. B):
Torque activation:
Switching on: press in the lock (24) and then press
the trigger switch (25). Release the lock (24).
Switching off: release the trigger switch (25).
Continuous operation:
Switching on: press in the lock (24) and hold it in
place. Press and hold in the trigger switch
(25). The machine is now switched on. Now
press in the lock (24) once more to lock the
trigger (25) (continuous operation).
Switching off: press the trigger switch (25) and
release.
8.2 Setting speed (KFM 15-10 F)
The speed can be preset via the s
(10) and is infinitely variable.
wheel
Positions 1-6 correspond approximately to the
following no-load speeds:
peed adjustment
1.........7800 / min 4 .......10200 / min
2.........8600 / min 5 .......11100 / min
3.........9400 / min 6 .......12200 / min
The VTC electronics make material-compatible
work possible and an almost constant speed, even
under load.
Speed recommendations for different materials:
Aluminium, copper, brass ..............................4-6
Steel up to 400 N/mm
Steel up to 600 N/mm2...................................3-5
Steel up to 900 N/mm
Stainless steel................................................1-3
The best way to determine the ideal setting is
through a practical trial.
2
...................................4-6
2
...................................2-4
ENGLISH en
of kickback. Guide the machine evenly at a
speed suitable for the material being processed.
Do not tilt, apply excessive force or sway from
side to side.
9. Guide the machine in such a way that the guide
rail (15) is in contact with the workpiece.
10.Finishing the work: remove the tool from the
workpiece, switch off machine. Let motor come
to a stop, put down machine.
8.4 Working on the outer edge of pipes
1. Determine the diameter of the pipe to be worked
on.
2. See page 3, Fig. C: attach the guide roller (26) to
the guide rail (15) as shown. Move the guide
roller (26) and adjust on the scale (27) on the
pipe diameter. Tighten the guide roller nut with a
spanner and thus tighten the guide roller.
3. Pay attention to the general working instructions
(chapter 8.3).
4. Always hold the machine with both hands on the
designated handles, take a secure stance and
concentrate on the work.
5. Place the machine with the guide roller (26) on
the outer surface of the pipe. Then place the
guide rail on the surface of the pipe end.
6. The indexable inserts (20) do not yet touch the
workpiece. First switch on, then slowly tilt the
machine around the guide roller (26) to move the
milling head close to the workpiece.
7. Pay attention to the general working instructions
(chapter 8.3).
8.5 KFM 16-15 F: Possibility for rotating the
guide rail (15)
The guide rail (15) of the KFM 16-15 is installed
transversely. This permits better absorption of high
forces and permits low-fatigue working for most
tasks.
If you prefer to install the guide rail (15) in a
longitudinal manner, the Metabo customer service
will provide you with conversion instructions on
request.
8.3 General working instructions
1. Check the indexable inserts (20). Change
damaged or worn indexable inserts.
2. Fix workpiece without vibrations using clamping
devices.
3. Pay attention to chapter 8.4 when working on
pipes.
4. Set the chamfer angle (see chapter 7.1).
5. Set the chamfer height (see chapter 7.2).
6. Always hold the machine with both hands on the
designated handles, take a secure stance and
concentrate on the work.
7. The indexable inserts (20) do not touch the
workpiece. First switch on, then place the
machine with the guide rail (15) onto the
workpiece and only then put the tool close to the
workpiece.
8. Slide the machine only in the direction specified
by an arrow on the machine (16).
Slide the machine only in the direction of
the arrow (16). Otherwise there is the risk
9. Maintenance
9.1 Changing indexable inserts
Pull the plug out of the socket before making
any adjustments, changing tools, carrying out
maintenance or cleaning.
Indexable inserts, holders for indexable
inserts, the workpiece and chips can be hot
after work. Wear protective gloves.
Regularly check the indexable insert holder (19).
Repair/replace damaged or worn holders for the
indexable inserts.
Regularly check all indexable inserts (20). Change
damaged or worn indexable inserts.
Turn/replace blunt indexable inserts or inserts
where the coating is worn in due time. Blunt
indexable inserts increase the risk that the machine
will catch and breaks loose or that the indexable
insert plate holder (19) is damaged.
17
Page 18
ENGLISHen
A
B
Do not use heavily worn or defective indexable
insert plates.
Always turn or replace all indexable inserts.
Use only indexable inserts approved by
Metabo. See the Accessories Section.
Regularly clean the milling head and its
surroundings and remove chips and particles.
It is possible that particles deposit inside the power
tool during operation. This impairs the cooling of the
power tool. Conductive build-up can impair the
protective insulation of the power tool and cause
electrical hazards.
The power tool should be cleaned regularly, often
and thoroughly through all front and rear air vents
using a vacuum cleaner. Prior to this operation,
separate the power tool from the power source and
wear protective goggles and a dust mask.
Figure A: Normal wear: turn / replace indexable
insert.
Figure B: Wear after working on hard materials: turn
/ replace turning plate. In the event of heavier wear,
do not use the indexable insert plate and instead
replace.
1. Loosen the screws (13) and slide one chip
protection plate (14) upwards.
2. Turn the indexable insert holder (19) manually if
necessary.
3. Unscrew the fastening screw (21) and remove
the indexable insert (20).
4. Clean indexable insert (20) and clamping
surfaces on the indexable insert holder (19).
5. Turn the indexable insert or, if all blades are
blunt, replace the indexable inserts.
6. Fix again the indexable insert (20) with a
fastening screw (21). Torque: 3.5 Nm.
7. Slide the chip protection plate (14) all the way
down. Tighten the screws (13).
Note: Causes for indexable inserts with broken
corners or, in extreme cases, for broken indexable
inserts, can include:
- Impacts on the indexable insert due to incorrect
use: See chapter 8.3.
- Workpiece vibrations: Fix workpiece without
vibrations using clamping devices.
- Indexable insert not correctly fastened: Always
clean clamping surfaces and note torque.
- Indexable insert not correctly fastened: Strongly
worn Indexable inserts do not have sufficient
contact surfaces and therefore may not be
fastened sufficiently. Replace the strongly worn
indexable inserts.
10. Cleaning
Pull the mains plug out of the socket.
Chips and particles can deposit at the milling head
(19). This can lead to blockage of the milling head.
18
11. Troubleshooting
KFM 15-10 F, KFMPB 15-10 F:
The electronic signal indicator (11) lights
up and the load speed decreases. There is
too much load on the machine! Run the
machine in idling until the electronic signal indicator
switches off.
-The machine does not start. The
electronic signal indicator (11) flashes
(depending on the model). The restart
protection is active. If the mains plug is inserted with
the machine switched on or if the power supply is
restored following an interruption, the machine
does not start up. Switch the machine off and on
again.
KFM 16-15 F:
- Restart protection: if the mains plug is inserted
with the machine switched on or if the power
supply is restored following an interruption, the
machine does not start up. Switch the machine off
and on again.
- Overload protection: there is a reduction in
load speed. The coil temperature is too high!
Allow the machine to run at idle speed until it has
cooled down.
- Switching on the machine briefly reduces the
voltage. Unfavourable mains power conditions
may have a detrimental effect on other machines.
Power impedances less than 0.4 ohm should not
cause malfunctions.
12. Accessories
Use only genuine Metabo accessories.
Use only accessories that fulfil the requirements
and specifications listed in these operating
instructions.
Fit accessories securely. If the machine is operated
in a holder: secure the machine well. Loss of control
can cause personal injury.
A 10 HM universal inserts......................6.23564
B Fastening screw for inserts ................6.23566
C Cooling lubrication stick .....................6.23443
For a complete range of accessories, see
www.metabo.com or the catalogue.
Page 19
13. Repairs
Repairs to power tools must only be carried
out by qualified electricians!
Contact your local Metabo representative if you
have Metabo power tools requiring repairs. See
www.metabo.com for addresses.
You can download a list of spare parts from
www.metabo.com.
14. Environmental Protection
Observe national regulations on environmentally
compatible disposal and on the recycling of disused
tools, packaging and accessories.
Only for EU countries: never dispose of
power tools in your household waste! Used
power tools must be collected separately and
handed in for environmentally compatible recycling
in accordance with European Directive 2012/19/EU
on waste electrical and electronic equipment and its
implementation in national legal systems.
15. Technical Specifications
Explanatory notes regarding the specifications on
page 4. Subject to change in accordance with
technical progress.
n =No-load speed (maximum speed)
P
=Rated input power
1
P
=Power output
2
h
=Max. chamfer height
max
b
=Max. chamfer width
max
a = Chamfer angle
d
=Minimum pipe diameter
min
m =Weight without mains cable
Measured values determined in conformity with
EN 60745.
Machine in protection class II
~ AC power
The technical specifications quoted are subject to
tolerances (in compliance with the relevant valid
standards).
Emission values
These values make it possible to assess the
emissions from the power tool and to compare
different power tools. The actual load may be higher
or lower depending on the operating conditions, the
condition of the power tool or the accessories.
Please allow for breaks and periods when the load
is lower for assessment purposes. Arrange
protective measures for the user, such as
organisational measures based on the adjusted
estimates.
Vibration total value
determined in accordance with EN 60745:
a
=Vibration emission value
h, SG
K
=Uncertainty (vibration)
h,SG
Typical A-weighted sound levels
L
=Sound pressure level
pA
L
=Acoustic power level
WA
KpA, KWA=Uncertainty
(vector sum of three directions)
:
ENGLISH en
The noise level can exceed 80 dB(A) during
operation.
Wear ear protectors!
Electromagnetic disturbances:
In individual cases, the speed may fluctuate
temporarily if the machine is exposed to extreme
external electromagnetic disturbances or the
electronic restart protection may respond. In this
case, switch the machine off and on again.
19
Page 20

FRANÇAISfr
Notice originale
1. Déclaration de conformité
Nous déclarons sous notre seule responsabilité
que ces affleureuses, identifiées par le type et le
numéro de série *1), sont conformes à toutes les
prescriptions applicables des directives *2) et
normes *3). Documents techniques pour *4) - voir
page 4.
2. Utilisation conforme
L'affleureuse est conçue pour fraiser des arêtes sur
de l'acier, de l'acier inoxydable, de l'aluminium et
des alliages d'aluminium dans le domaine
professionnel.
Pour travailler l'aluminium, les alliages d'aluminium
et l'acier inoxydable, un lubrifiant adéquat (réf. :
6.23443) doit être utilisé.
Il est également recommandé d'utiliser ce lubrifiant
lors du traitement de l'acier, dans la mesure où il
permet de prolonger la durée de vie de l'outil et où
la machine glisse ainsi plus facilement sur la pièce
à usiner.
L'utilisateur est entièrement responsable de tous
les dommages résultant d'une utilisation non
conforme.
Il est impératif de respecter les consignes
générales de prévention contre les accidents ainsi
que les consignes de sécurité ci-jointes.
3. Consignes générales de
sécurité
Dans l'intérêt de votre propre sécurité et
afin de protéger votre outil électrique,
respecter les passages de texte marqués
de ce symbole !
AVERTISSEMENT – Lire la notice
d'utilisation afin d'éviter tout risque de
blessure.
AVERTISSEMENT – Lire toutes les
consignes de sécurité et les instructions.
Le non-respect des consignes de sécurité et des
instructions peut être à l'origine d'une électrocution,
d'un incendie et/ou de blessures graves.
Conserver toutes les consignes de sécurité et
instructions pour une utilisation ultérieure.
Remettre uniquement l'outil électrique
accompagné de ces documents.
4. Consignes de sécurité
particulières
a) Ne pas utiliser d’accessoires non conçus
spécifiquement et recommandés par le
fabricant d’outils électriques. Le fait qu’un
accessoire puisse être fixé sur votre outil électrique
ne suffit pas à assurer un fonctionnement en toute
sécurité.
20
b) Ne pas utiliser d’accessoires endommagés.
Vérifier avant chaque utilisation si les
plaquettes amovibles ne présentent pas
d'éclats, de fissures, d'abrasion ou de forte
usure. Si l’outil électrique ou l’accessoire a
subi une chute, examiner les dommages
éventuels ou installer un accessoire non
endommagé.
c) Porter un équipement de protection
individuelle. En fonction de l’application,
utiliser un écran facial, des lunettes de sécurité
ou des lunettes de protection. Si nécessaire,
porter un masque antipoussière, une
protection auditive, des gants et un tablier
spécial capables d’arrêter les petits fragments
de matériau. Les lunettes de sécurité doivent
pouvoir arrêter les débris expulsés au cours des
différentes opérations. Le masque antipoussière ou
le respirateur doit pouvoir filtrer les particules
générées lors des applications. Une exposition
prolongée à des bruits de forte intensité peut être à
l’origine d’une perte auditive.
d) Veiller à ce que les autres personnes se
trouvent à une distance suffisante de la zone
de travail. Toute personne entrant dans la zone
de travail doit porter un équipement de
protection individuelle. Des fragments provenant
de la pièce à usiner ou d’un accessoire
endommagé peuvent être expulsés et causer des
blessures au-delà de la zone immédiate de travail.
e) Bien tenir l'outil électrique au démarrage.
Lors de l'augmentation vers la vitesse de rotation
maximale, le couple de réaction du moteur peut
conduire à une torsion de l'outil électrique.
f) Si possible, utiliser des pinces de serrage
pour fixer la pièce. Ne maintenir en aucun cas
une petite pièce à usiner dans une main et
l'outil électrique dans l'autre, pendant son
utilisation. En fixant les petites pièces, vos deux
mains seront libres afin de mieux contrôler l'outil
électrique.
g) Ne jamais reposer l’outil électrique avant
l’arrêt complet de l’accessoire. En tournant,
l'accessoire peut agripper la surface et rendre l’outil
électrique incontrôlable.
h) Ne pas faire fonctionner l’outil électrique en
le transportant. Un contact accidentel avec
l’accessoire rotatif pourrait accrocher vos
vêtements et l'accessoire risque de percer votre
corps.
i) Nettoyer régulièrement les fentes d’aération
de l’outil électrique. Le ventilateur du moteur
attirera les poussières à l’intérieur du boîtier et une
accumulation excessive de poussière métallique
peut provoquer des dangers électriques.
j) Ne pas faire fonctionner l’outil électrique à
proximité de matériaux inflammables. Des
étincelles et des copeaux chauds risquent
d'enflammer ces matériaux.
k) Ne pas utiliser d’accessoires nécessitant
des réfrigérants fluides. L’utilisation d’eau ou
Page 21
d’autres réfrigérants fluides peut entraîner une
électrocution ou un choc électrique.
4.1 Rebonds et consignes de sécurité
correspondantes
Le rebond est une réaction soudaine à l’accrochag e
ou au blocage d’un accessoire. L’accrochage ou le
blocage provoque un décrochage rapide de
l'accessoire en rotation. L’outil électrique hors de
contrôle accélère alors dans le sens de rotation
opposé de l’accessoire au point du blocage.
Par exemple, si une plaquette amovible s'accroche
ou se bloque dans la pièce à usiner, le bord de la
plaquette amovible qui entre la pièce à usiner peut
y être bloqué provoquant l’éjection de la plaquette
amovible ou un rebond. Le support de plaquette
amovible peut sauter en direction de l’opérateur ou
s'en éloigner, selon le sens du mouvement de la
plaquette amovible au point de blocage. Dans de
telles conditions, les plaquettes amovibles peuvent
aussi se casser.
Le phénomène de rebond est le résultat d’une
utilisation inadéquate de l’outil et/ou de procédures
ou de conditions de fonctionnement incorrectes. Il
peut être évité en prenant les précautions
appropriées indiquées ci-dessous.
a) Maintenir fermement l’outil électrique et
placer votre corps et vos bras dans une
position qui vous permet de résister aux forces
d'un rebond. L’opérateur peut maîtriser les forces
de rebond en prenant les précautions qui
s'imposent.
b) Travailler avec une prudence particulière
dans les coins, sur les arêtes vives, etc. Éviter
que les accessoires ne rebondissent sur la
pièce et ne se coincent. Les coins, les arêtes
vives ou les rebondissements ont tendance à
accrocher l’accessoire en rotation. et à provoquer
une perte de contrôle ou un rebond.
c) Guider toujours l'outil électrique dans le
matériau dans la direction dans laquelle l'arête
de coupe quitte le matériau (correspond au
sens d'éjection des copeaux). Le guidage de
l'outil électrique dans la mauvaise direction
provoque un dérapage de l'arête de coupe de
l'accessoire, tirant l'outil électrique dans ce sens
d'avance.
d) Éviter un blocage de la plaquette amovible
ou une pression trop forte. Ne pas régler une
hauteur de chanfrein supérieure à la hauteur
maximale autorisée. Une surcharge de la
plaquette amovible augmente la charge et le risque
d'accrochage ou de blocage de la plaquette
amovible et la possibilité de rebond ou de cassure
de la plaquette amovible.
e) Ne pas mettre les mains dans la zone se
trouvant devant et derrière la plaquette
amovible en rotation. Lorsque vous éloignez la
plaquette amovible de vous, l'outil électrique avec la
plaquette amovible en rotation peut être propulsé
vers vous en cas de rebond de l'outil électrique.
Retourner ou remplacer à temps les plaquettes
amovibles émoussées ou dont le revêtement
est usé. Les plaquettes amovibles émoussées
FRANÇAIS fr
augmentent le risque que la machine se bloque ou
s'échappe.
4.2 Autres consignes de sécurité :
tenir l'outil électrique uniquement avec les
poignées isolées, car la fraise risque de
rencontrer son câble d'alimentation. Le contact
avec un câble électrique sous tension peut
également mettre les parties métalliques de l'outil
sous tension et provoquer un choc électrique.
Veiller à ce que la zone de travail soit propre et bien
éclairée. Les zones en désordre ou sombres sont
propices aux accidents.
AVERTISSEMENT – Toujours porter des
lunettes de protection.
Porter une protection auditive.
Débrancher le cordon d'alimentation de la
prise de courant avant toute opération de
réglage, de changement d'accessoire, de
maintenance ou de nettoyage.
Porter des vêtements de protection adaptés.
Veiller à ce que personne ne soit blessé par
des corps étrangers projetés.
Maintenir votre appareil à une distance de
sécurité des personnes et des animaux
domestiques qui se trouvent à proximité.
Tenir les cheveux, les vêtements amples, les
doigts et d'autres parties du corps éloignés
de la machine. Ils pourraient être aspirés et
happés. Utiliser un filet à cheveux pour les cheveux
longs.
Avertissement concernant les outils rotatifs
Porter toujours des lunettes de protection, des
gants de travail et des chaussures de sécurité
lorsque vous travaillez avec votre machine.
Risque de blessure par les bords tranchants. Porter
des gants de protection.
Les plaquettes amovibles, les supports de
plaquette amovible, la pièce à usiner et les copeaux
peuvent être chauds après le travail. Porter des
gants de protection.
Une poignée supplémentaire endommagée ou
craquelée doit être remplacée. Ne pas utiliser la
machine si la poignée supplémentaire est
défectueuse.
Débrancher le cordon d'alimentation de la prise de
courant avant toute opération de réglage, de
changement d'accessoire, de maintenance ou de
nettoyage.
Il est recommandé d'utiliser un syst ème d'aspiration
stationnaire. Monter toujours un interrupteur de
protection contre les courants de court-circuit
(RCD) avec un courant de déclenchement max. de
30 mA en amont. Lorsque la machine est arrêtée
21
Page 22
FRANÇAISfr
par son interrupteur de protection contre les
courants de court-circuit, elle doit être contrôlée et
nettoyée. Voir chapitre 10. Nettoyage.
Pour des travaux de longue durée, le port de
protège-oreilles est nécessaire. Des nuisances
acoustiques intenses et prolongées peuvent
provoquer une perte d'audition.
Utiliser uniquement des plaquettes amovibles
intactes et bien aiguisées.
La pièce à usiner doit être fermement fixée de façon
à ne pas glisser, par exemple à l'aide de dispositifs
de serrage. Les pièces à usiner de grande taille
doivent être suffisamment soutenues.
Veiller à ce que les étincelles et les copeaux chauds
produits lors de l'utilisation ne provoquent aucun
risque, par ex. celui d'atteindre l'utilisateur ou
d'autres personnes ou d'enflammer des substances
inflammables. Toute zone à risque doit être
protégée par des couvertures ignifugées. Tenir un
moyen d'extinction adéquat à votre disposition si
vous travaillez dans une zone à risque d'incendie.
Toujours tenir la machine avec les deux mains au
niveau des poignées, adopter une position stable et
travailler de manière concentrée.
Tenir vos mains éloignées de l a zone de fraisage et
de l'accessoire.
Ne pas toucher l'accessoire pendant qu'il tourne !
Éliminer uniquement les sciures de bois et autres
lorsque la machine est à l'arrêt. Débrancher la fiche
secteur de la prise de courant.
Ne jamais utiliser un accessoire endommagé,
présentant des faux-ronds ou des vibrations.
Ne pas travailler avec les bras au-dessus de la tête.
Ne jamais utiliser une machine incomplète ou une
machine sur laquelle aurait été effectuée une
modification non autorisée.
Réduction de la pollution due aux poussières :
Certaines poussières produites par le
ponçage électrique, le sciage, le meulage, le
perçage et d’autres activités de construction
contiennent des agents chimiques qui causent des
cancers, des anomalies congénitales ou d’autres
dangers pour la reproduction. Parmi ces
substances on trouve : le plomb (dans les enduits
contenant du plomb), la poussière minérale (dans
les briques, le béton, etc.), les additifs pour le
traitement du bois (chromate, produits de
protection du bois), quelques variétés de bois
(comme la poussière de chêne et de hêtre), les
métaux, l'amiante.
Les conséquences de telles expositions varient en
fonction de la fréquence à laquelle vous faites ce
type de travail.
Il est souhaitable que le corps n'absorbe pas ces
particules.
Afin de réduire la pollution due à ces substances :
veiller à une bonne aération du lieu de travail et
porter un équipement de protection adapté comme
des masques antipoussière capables de filtrer les
particules microscopiques.
Respecter les directives applicables au matériau,
au personnel, à l'application et au lieu d'utilisation
22
(par exemple directives en matière de protection au
travail, élimination des déchets).
Collecter les particules émises sur le lieu d'émission
et éviter les dépôts dans l'environnement.
Réduire la pollution due aux poussières en :
- évitant d'orienter les particules sortantes et l'air
d'échappement de la machine vers vous ou vers
des personnes se trouvant à proximité ou vers des
dépôts de poussière,
- utilisant un système d'aspiration et/ou un
purificateur d'air,
- aérant convenablement le lieu de travail et en
l'aspirant pour le maintenir propre. Balayer ou
souffler les poussières les fait tourbillonner.
- Aspirer ou laver les vêtements de protection. Ne
pas les souffler, les battre ni les brosser.
5. Vue d'ensemble
Voir pages 2 et 3.
1 Poignée étrier
2Disques d'arrêt
3 Vis papillon
4 Alésage fileté dans le boîtier du moteur
5 Poignée latérale*
6 Échelle graduée (hauteur de chanfrein)
7 Anneau de réglage (hauteur de chanfrein)
8 Vis de serrage de l'anneau gradué
9 Anneau gradué (hauteur de chanfrein)
10
Molette de réglage de la vitesse
11 Témoin électronique *
12 Poignée
13 Vis des tôles de protection contre les copeaux
14 Tôles de protection contre les copeaux
15 Rail de guidage
16 Flèche = direction de travail prescrite
17 Échelle graduée (angle de chanfrein)
18 Vis (angle de chanfrein)
19 Support de plaquette amovible / tête de
fraisage
20 Plaquette amovible
21 Vis de fixation de la plaquette amovible
22 Interrupteur coulissant *
23 Interrupteur Paddle *
24 Sécurité *
25 Bouton-poussoir *
26 Cylindre de guidage
27 Échelle graduée (diamètre de tube)
*en fonction de l'équipement
*
6. Mise en service
Avant la mise en service, comparer si la
tension secteur et la fréquence secteur
indiquées sur la plaque signalétique correspondent
aux caractéristiques du réseau de courant.
Monter toujours un interrupteur de protection
contre les courants de court-circuit (RCD)
avec un courant de déclenchement max. de 30 mA
en amont.
Page 23
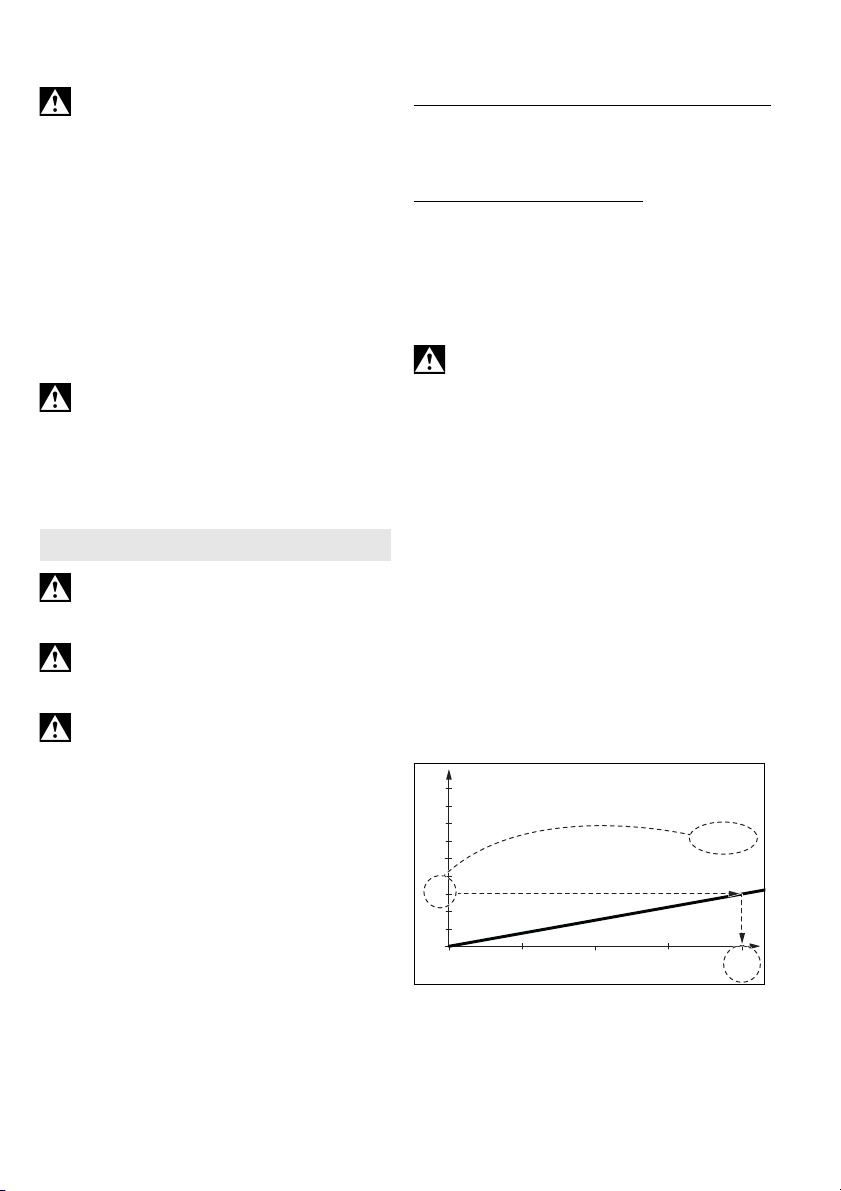
6.1 Pose de la poignée supplémentaire
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
Travailler uniquement avec la poignée étrier
(1) posée ou la poignée latérale (5) (suivant
équipement) ! Poser la poignée comme illustré (voir
page 2, fig. A).
Pose de la poignée étrier (1)
- Placer les disques d'arrêt (2) à gauche et à droite
sur la poignée (1).
- Pousser la poignée (1) avec les disques d'arrêt (2)
par l'avant sur le boîtier du moteur.
- Insérer les vis papillon (3) à gauche et à droite
dans la poignée (1) et les serrer légèrement.
- Régler l'angle souhaité de la poignée (1).
- Serrer fermement à la main les vis papillon (3) à
gauche et à droite.
Pose de la poignée latérale (5) (suivant
équipement, uniquement pour KFM 15-10 F,
KFMPB 15-10 F) :
En cas d'affleurage de petits angles (réglage <
30°), il peut s'avérer favorable, en fonction des
conditions de travail, d'utiliser la poignée latérale (5)
à la place de la poignée étrier (1). En cas d'angles
plus grands, utiliser toujours la poignée étrier (1)
pour pouvoir retenir la machine.
- Visser fermement la poignée latérale (5) sur le
côté gauche ou droit de la machine.
7. Réglage
Débrancher le cordon d'alimentation de la
prise de courant avant toute opération de
réglage, de changement d'accessoire, de
maintenance ou de nettoyage.
Les plaquettes amovibles, les supports de
plaquette amovible, la pièce à usiner et les
copeaux peuvent être chauds après le travail.
Porter des gants de protection.
Risque de coincement ! Porter des gants de
protection.
7.1 Régler l'angle de chanfrein
1. Lire l'angle de chanfrein réglé sur l'échelle
graduée (17).
2. Dévisser les vis (13) et glisser vers le haut les
deux tôles de protection contre les copeaux (14)
(à gauche et à droite de la machine).
3. Dévisser les vis (18) (à l'avant et à l'arrière) et
régler l'angle de chanfrein en tournant le rail de
guidage (15) à l'angle souhaité. Lire l'angle de
chanfrein réglé sur l'échelle graduée (17).
4. Serrer fermement les vis (18) (à l'avant et à
l'arrière).
5. Pousser complètement vers le bas les tôles de
protection contre les copeaux (14) (à gauche et
à droite de la machine). Serrer les vis (13) (à
gauche et à droite de la machine).
6. La modification de l'angle de chanfrein entraîne
également la modification de la hauteur de
chanfrein (en fonction du type de construction).
Par conséquent, régler aussi la hauteur de
chanfrein après avoir réglé l'angle de chanfrein.
Voir chapitre 7.2
FRANÇAIS fr
7.2 Régler la hauteur de chanfrein
Régler dans un premier temps l'angle de chanfrein :
1. Contrôler d'abord si l'angle de chanfrein
souhaité est bien réglé : lire l'angle de chanfrein
réglé sur l'échelle graduée (17). Le cas échéant,
régler. Voir chapitre 7.1
Déterminer la valeur de réglage :
Remarque : réaliser toujours de grandes hauteurs
de chanfrein en plusieurs procédures de chanfrein
(au moins 3). En cas de matériaux durs, les
procédures de fraisage à effectuer sont encore plus
nombreuses. Les avantages sont les suivants :
durée de vie des plaquettes amovibles plus longue,
qualité supérieure des surfaces du résultat de
travail, travail plus agréable.
Ne pas dépasser la « hauteur de chanfrein
maximale par processus de fraisage »
indiquée ci-dessous.
KFM 15...(avec un angle de 45°) :
1. Processus de fraisage : max. 6 mm
2.+3. Processus de fraisage : max. 2 mm
KFM 17... : (avec un angle de 45°)
1. Processus de fraisage : max. 9 mm
2.+3. Processus de fraisage : max. 3 mm
Ne pas dépasser la hauteur de chanfrein maximale
autorisée (h
techniques).
Pour obtenir une qualité optimale de la surface, il
est recommandé de ne décaper qu'une petite
quantité de matériau lors du dernier processus de
fraisage.
2. Sélectionner le diagramme correspondant à
votre machine (voir verso).
3. Sélectionner la ligne correspondant à l'angle de
chanfrein réglé (voir verso).
4. Exemple : pour un angle de chanfrein de 45 ° et
une hauteur de chanfrein souhaitée de 3 mm
(voir fig. ci-dessous). Résultat : valeur de
réglage = 2,0.
Sélectionner sur l'axe Y la hauteur de chanfrein
que vous souhaitez régler. Tirer une ligne
horizontale jusqu'au point d'intersection avec la
ligne. À partir de ce point d'intersection, tirer une
ligne verticale jusqu'à l'axe X. Lire la valeur sur
l'axe X. Régler ensuite cette valeur « X » sur la
machine comme suit.
Note : le diagramme se réfère aux pièces à
usiner tranchantes. En cas de pièces à usiner à
) (voir chapitre caractéristiques
max
23
Page 24
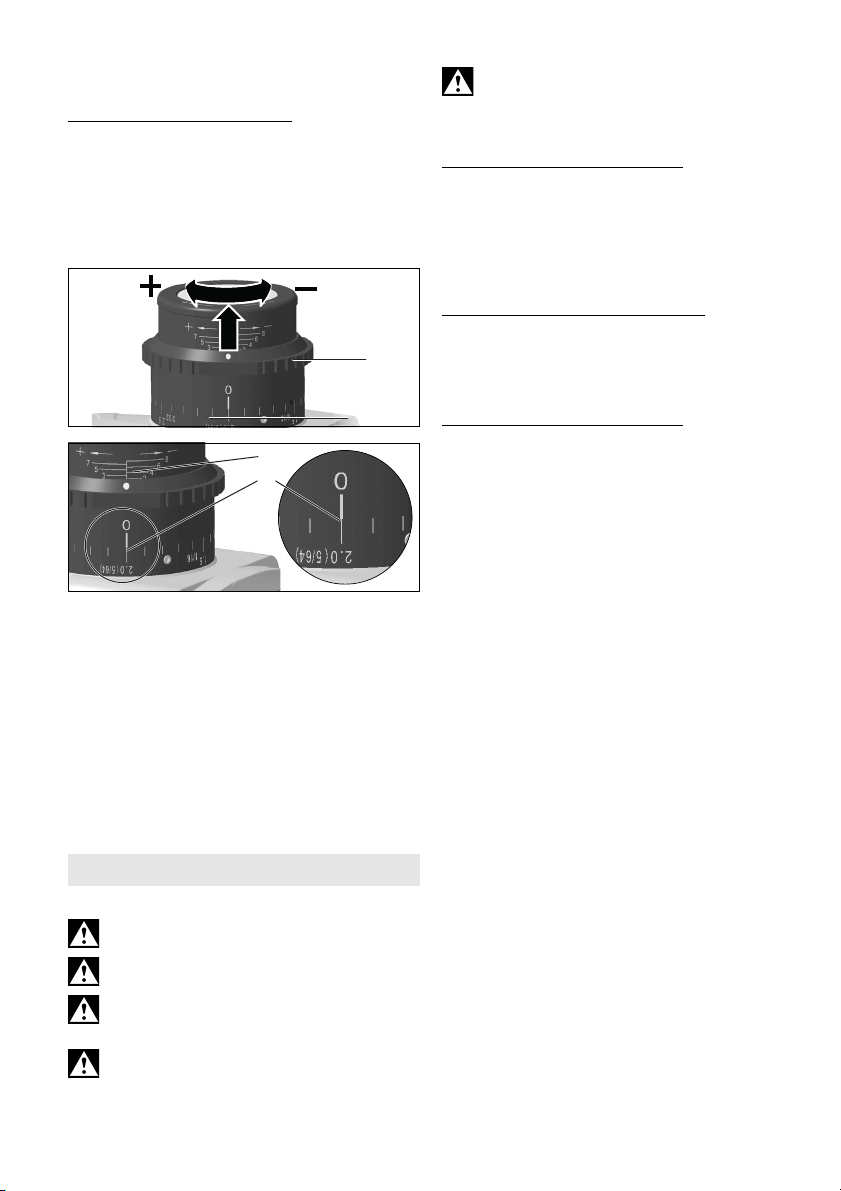
FRANÇAISfr
6
8
1.
2.
8
5
bords arrondis, cela doit être pris en compte lors
du réglage de la hauteur du chanfrein.
Régler la hauteur de chanfrein :
5. Tirer l'anneau de réglage (7) vers le haut et le
tourner de sorte de régler (9) la valeur « X » du
diagramme sur l'échelle graduée. Voir image (cidessous) : valeur « X » réglée = 2,0.
(Une rotation correspond à « X » = 3. Pour des
valeurs X supérieures : réaliser un plus grand
nombre de rotations. L'échelle graduée (6) sert
d'orientation approximative lors du réglage.
Éviter que la machine ne fasse tourbillonner
ou n'aspire de la poussière et des sciures.
Après l'avoir arrêtée, ne poser la machine qu'une
fois que le moteur a cessé de tourner.
KFM 15-10 F
Mise en marche : glisser l'interrupteur coulissant
(22) vers l'avant. Pour un fonctionnement en
continu, le basculer vers l'arrière jusqu'à ce qu'il
s'encliquète.
Arrêt : appuyer sur l'arrière de l'interrupteur
coulissant (22), puis relâcher.
(voir page 3, fig. B) :
6. Réaliser un chanfrein d'essai.
7. Si lors du dernier processus de fraisage, la
hauteur de chanfrein doit être réglée très
exactement, procéder comme suit :
Réaliser un chanfrein d'essai. Mesurer la
hauteur de chanfrein fraisée et si besoin,
adapter la graduation d'échelle en tournant
l'anneau de réglage (7) : tourner dans le sens
des aiguilles d'une montre = hauteur de
chanfrein supérieure. tourner dans le sens
contraire des aiguilles d'une montre = hauteur
de chanfrein inférieure. Réaliser un autre
chanfrein d'essai. Le cas échéant, répéter cette
étape.
8. Utilisation
8.1 Marche/arrêt
Toujours guider la machine des deux mains.
Mettre la machine sous tension avant de
positionner la machine sur la pièce à usiner.
Éviter les démarrages intempestifs : toujours
éteindre l'outil avant de retirer la fiche de la
prise ou en cas de coupure de courant.
Lorsque la machine est en position de
fonctionnement en continu, elle continuera de
tourner si elle vous échappe des mains. Afin d'éviter
tout comportement inattendu de l'outil, le tenir avec
les deux mains au niveau des poignées, veiller à un
bon équilibre et travailler de manière concentrée.
24
KFMPB 15-10 F
Mise en marche : pousser l'interrupteur Paddle
(23) dans le sens de la flèche et appuyer sur
l'interrupteur Paddle (23).
Arrêt : relâcher l'interrupteur Paddle (23).
KFM 16-15 F
Fonctionnement momentané :
Mise en marche : enfoncer la sécurité (24), puis
appuyer sur la gâchette (25). Relâcher la
sécurité (24).
Arrêt : relâcher la gâchette (25).
Fonctionnement en continu :
Mise en marche : enfoncer la sécurité (24) et la
maintenir enfoncée. Appuyer sur la gâchette
(25) et la maintenir enfoncée. La machine
est activée. Enfoncer à présent une nouvelle
fois la sécurité (24) pour bloquer la gâchette
(25) (marche continue).
Arrêt : appuyer sur la gâchette (25) puis la relâcher.
8.2 Réglage de la vitesse (KFM 15-10 F)
La mollette (10) permet de présélectionner la
vitesse en continu.
Les positions de 1-6 correspondent
approximativement aux régimes à vide suivants :
1 ........ 7800 tr/min. 4........10200 tr/min.
2 ........ 8600 tr/min. 5........1100 tr/min.
3 ........ 9400 tr/min. 6........12200 tr/min.
Le système électronique VTC permet d'adapter le
fonctionnement au matériau, avec une vitesse
quasiment constante même en charge.
Vitesses de rotation conseillées pour différents
matériaux :
Aluminium, cuivre, laiton ............................... 4-6
Acier jusqu’à 400 N/mm
Acier jusqu’à 600 N/mm
Acier jusqu’à 900 N/mm2............................... 2-4
Acier inoxydable............................................ 1-3
Pour savoir quel réglage sera optimal, le mieux est
de faire un essai pratique.
8.3 Consignes générales de travail
1. Contrôler les plaquettes amovibles (20).
Remplacer les plaquettes amovibles
endommagées ou usées.
(voir page 3, fig. B) :
(voir page 3, fig. B) :
2
............................... 4-6
2
............................... 3-5
Page 25
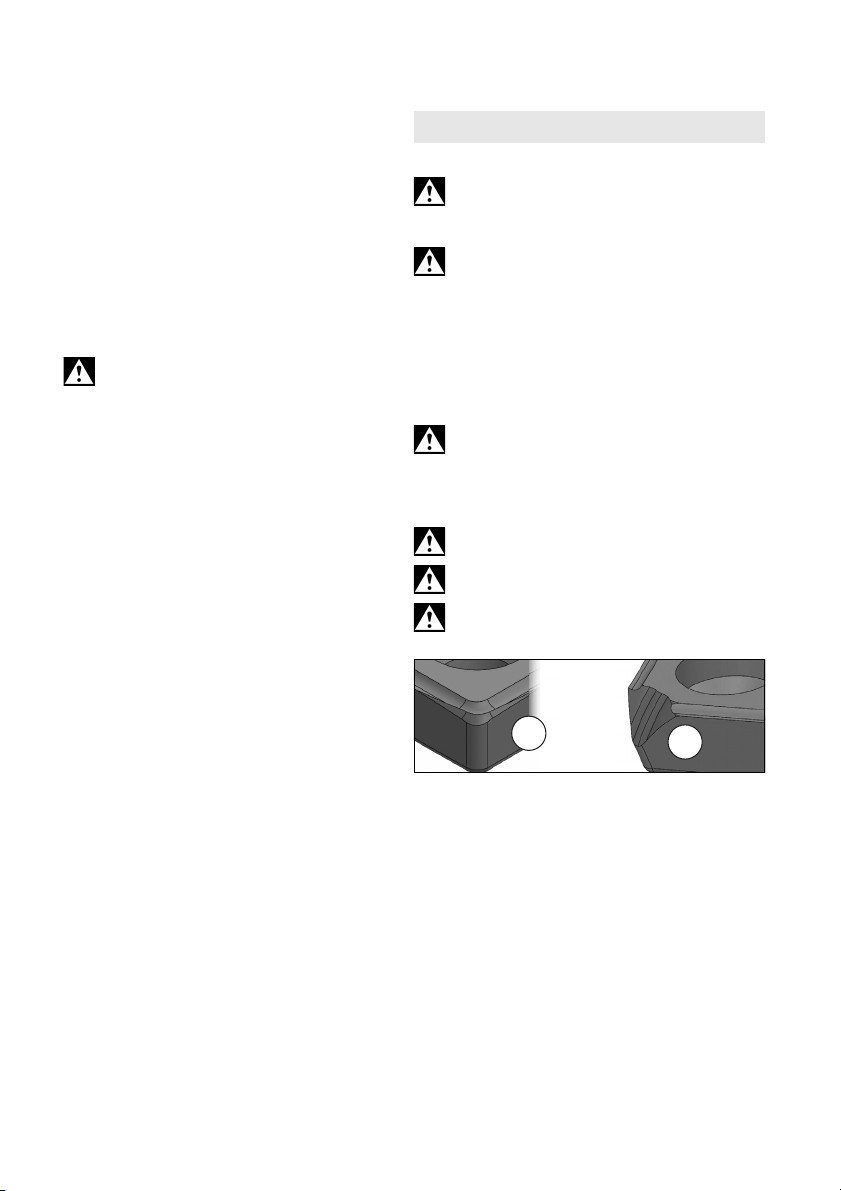
2. Fixer la pièce à usiner sans vibration à l'aide de
A
B
dispositifs de serrage.
3. Pour travailler sur des tuyaux, consulter le
chapitre 8.4.
4. Régler l'angle de chanfrein (voir chapitre 7.1).
5. Régler la hauteur de chanfrein (voir
chapitre 7.2).
6. Toujours tenir la machine avec les deux mains
au niveau des poignées, adopter une position
stable et travailler de manière concentrée.
7. Les plaquettes amovibles (20) ne touchent pas
la pièce à usiner. Mettre la machine en marche
av ant de la p oser a vec le rai l de gu idage (15) s ur
la pièce à usiner et ensuite seulement,
approcher lentement l'accessoire de la pièce à
usiner.
8. Pousser la machine uniquement dans le sens de
la flèche (16) indiqué sur la machine.
Pousser la machine uniquement dans le
sens de la flèche (16). Dans le cas
contraire, il y a un risque de rebond. Toujours
travailler avec une avance mesurée, adaptée au
matériau à usiner. Ne pas positionner la
machine de travers, ne pas l'appuyer ni la faire
osciller.
9. Guider la machine de manière à ce que le rail de
guidage (15) se trouve contre la pièce à usiner.
10.Terminer le travail : éloigner l'accessoire de la
pièce à usiner, arrêter la machine. Attendre
l'arrêt complet du moteur, déposer la machine.
8.4 Traiter des tuyaux sur le bord extérieur
1. Déterminer le diamètre du tuyau à traiter.
2. Voir page 3, fig. C. : poser le cylindre de guidage
(26) sur le rail de guidage (15) comme illustré.
Déplacer le cylindre de guidage (26) et régler le
diamètre du tuyau sur l'échelle graduée (27).
Desserrer l'écrou du cylindre de guidage avec
une clé plate et fixer le cylindre de guidage dans
cette position.
3. Respecter les consignes générales de travail
(voir chapitre 8.3).
4. Toujours tenir la machine avec les deux mains
au niveau des poignées, adopter une position
stable et travailler de manière concentrée.
5. Poser la machine avec le cylindre de guidage
(26) sur la surface extérieure du tuyau. Puis
poser le rail de guidage sur la surface de
l'extrémité du tuyau.
6. Les plaquettes amovibles (20) ne touchent pas
encore la pièce à usiner. Mettre la machine sous
tension avant de la basculer lentement autour du
cylindre de guidage (26), puis approcher la tête
de fraisage de la pièce à usiner.
7. Respecter les consignes générales de travail
(voir chapitre 8.3).
8.5 KFM 16-15 F : possibilité de retourner le
rail de guidage (15)
Sur l’affleureuse KFM 16-15, le rail de guidage (15)
est installé de manière transversale. Pour la plupart
des travaux cela permet de mieux absorber les
forces importantes et donc de travailler sans se
fatiguer.
Si vous préférez utiliser le rail de guidage (15) de
manière longitudinale pour certains travaux, vous
FRANÇAIS fr
pouvez demander les instructions nécessaires au
changement au service après-vente Metabo.
9. Maintenance
9.1 Remplacement des plaquettes amovibles
Débrancher le cordon d'alimentation de la
prise de courant avant toute opération de
réglage, de changement d'accessoire, de
maintenance ou de nettoyage.
Les plaquettes amovibles, les supports de
plaquette amovible, la pièce à usiner et les
copeaux peuvent être chauds après le travail.
Porter des gants de protection.
Contrôler régulièrement le support de plaquette
amovible (19). Faire réparer/remplacer les supports
de plaquette amovible endommagés ou usés.
Contrôler régulièrement toutes les plaquettes
amovibles (20). Remplacer les plaquettes
amovibles endommagées ou usées.
Retourner ou remplacer à temps les
plaquettes amovibles émoussées ou dont le
revêtement est usé. Les plaquettes amovibles
émoussées augmentent le risque que la machine
reste accrochée et explose ou que le support de
plaquette amovible (19) soit endommagé.
Ne jamais réutiliser les plaquettes amovibles
usées ou défectueuses.
Toujours retourner ou remplacer toutes les
plaquettes amovibles.
Utiliser uniquement des plaquettes amovibles
autorisées par Metabo. Voir chapitre
Accessoires.
Image A : usure normale : retourner/remplacer la
plaquette amovible.
Image B : usure cas de traitement de matériaux
durs : tourner/remplacer la plaque réversible. En
cas d'usure plus importante, ne pas réutiliser la
plaquette amovible, mais la remplacer.
1. Dévisser les vis (13) et pousser vers le haut une
tôle de protection contre les copeaux (14).
2. Si besoin, tourner manuellement le support de
plaquette amovible (19).
3. Dévisser la vis de fixation (21) et retirer la
plaquette amovible (20).
4. Nettoyer la plaquette amovible (20) et les
surfaces de serrage sur le support de plaquette
amovible (19).
5. Tourner la plaquette amovible ou, si tous les
bords sont émoussés, installer une nouvelle
plaquette amovible.
6. Revisser la plaquette amovible (20) à l'aide de la
vis de fixation (21). Couple de serrage : 3,5 Nm.
25
Page 26
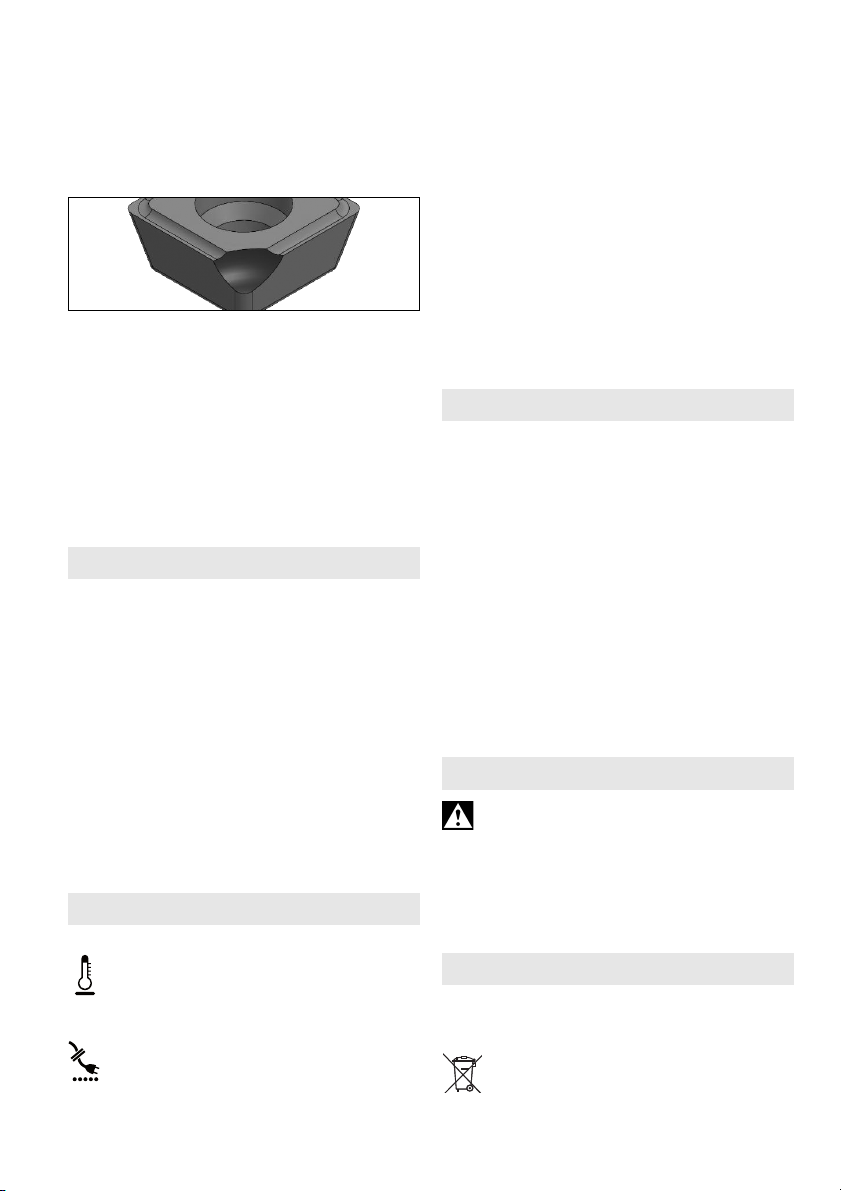
FRANÇAISfr
7. Pousser complètement vers le bas la tôle de
protection contre les copeaux (14). Serrer les vis
(13).
Note : pour les plaquettes amovibles dont l'angle
est cassé ou dans des cas extrêmes, pour les
plaquettes amovibles brisées, les conséquences
peuvent être les suivantes :
- coups sur la plaquette amovible suite à une
utilisation incorrecte : respecter le chapitre 8.3.
- Vibrations de la pièce à usiner : fixer la pièce à
usiner sans vibration à l'aide des dispositifs de
serrage.
- Plaquette amovible mal fixée : toujours nettoyer
les surfaces de serrage et respecter le couple de
serrage.
- Plaquette amovible mal fixée : les plaquettes
amovibles trop usées ne possèdent pas une
surface d'appui suffisante et ne peuvent donc pas
être suffisamment fixées. Remplacer les
plaquettes amovibles trop usées.
10. Nettoyage
Débrancher la fiche secteur de la prise de courant.
Les copeaux et les particules peuvent se déposer
sur la tête de fraisage (19). Cela peut entraîner le
blocage de la tête de fraisage. Nettoyer
régulièrement la tête de fraisage et la zone
attenante et éliminer les copeaux et les particules.
Lors du travail, des particules peuvent se déposer à
l'intérieur de l'outil électrique. Cela entrave le
refroidissement de l'outil électrique. Les dépôts de
particules conductrices peuvent endommager
l'isolation de protection de l'outil électrique et
entraîner un risque d'électrocution.
Aspirer régulièrement, souvent et soigneusement
l'outil électrique à travers toutes les fentes
d'aération avant et arrière. Débrancher au préalable
l'outil électrique du courant et porter des lunettes de
protection et un masque antipoussière.
11. Dépannage
KFM 15-10 F, KFMPB 15-10 F :
Le témoin électronique (11) s'allume et la
vitesse en charge diminue. La machine est
en surcharge ! Laisser fonctionner la machine
à vide jusqu'à ce que le témoin électronique
s'éteigne.
-La machine ne fonctionne pas. Le témoin
électronique (11) (en fonction de
l'équipement) clignote. La protection contre
le redémarrage s'est déclenchée. Si le cordon
d'alimentation est branché alors que la machine est
sur « Marche », ou si l'alimentation revient après
26
une coupure de courant, la machine ne démarre
pas. Éteindre la machine et la remettre en marche.
KFM 16-15 F :
- Protection contre le redémarrage : si le cordon
d'alimentation est branché alors que la machine
est sur « Marche », ou si l'alimentation revient
après une coupure de courant, la machine ne
démarre pas. Éteindre la machine et la remettre
en marche.
- Protection contre la surcharge : la vitesse en
charge diminue. Le bobinage chauffe trop !
Laisser fonctionner la machine à vide jusqu'à ce
que la machine soit refroidie.
- Le démarrage de la machine provoque des
baisses de tension momentanées. Dans certaines
situations, cela peut affecter d'autres appareils. Si
l'impédance est inférieure à 0,4 Ohm, de petites
perturbations sont prévisibles.
12. Accessoires
Utiliser uniquement des accessoires originaux
Metabo.
Utiliser exclusivement des accessoires, qui sont
conformes aux exigences et aux données
caractéristiques indiquées dans la présente notice
d'utilisation.
Monter correctement les access oires. Si la machine
est utilisée dans un support : fixer la machine de
manière sûre. En cas de perte de contrôle, il y a un
risque de blessures.
A Plaquettes amovibles
10 HM Universal ...............................6.23564
BVis de fixation pour
plaquettes amovibles ........................6.23566
C Bâton de lubrifiant de
refroidissement ..................................6.23443
Gamme d'accessoires complète, voir
www.metabo.com ou le catalogue.
13. Réparations
Les travaux de réparation sur les outils
électriques peuvent uniquement être
effectués par un électricien !
Pour toute réparation sur un outil Metabo, contacter
le représentant Metabo. Voir les adresses sur
www.metabo.com.
Les listes des pièces détachées peuvent être
téléchargées sur www.metabo.com.
14. Protection de l'environnement
Suivre les réglementations nationales concernant
l'élimination écologique et le recyclage des
machines, des emballages et des accessoires.
Uniquement pour les pays de l'UE : ne pas
jeter les appareils électriques dans les
ordures ménagères ! Conformément à la
directive européenne 2012/19/EU relative aux
déchets d'équipements électriques ou électroniques (DEEE), et à sa transposition dans la législa-
Page 27
tion nationale, les appareils électriques doivent être
collectés séparément et soumis à un recyclage
respectueux de l’environnement.
15. Caractéristiques techniques
Commentaires sur les indications de la page 4.
Sous réserve de modifications allant dans le sens
du progrès technique.
n =vitesse à vide (vitesse maximale)
P
=puissance absorbée
1
P
=puissance débitée
2
h
=hauteur max. de chanfrein
max
=largeur max. de chanfrein
b
max
a=angle de chanfrein
d
=diamètre minimal du tuyau
min
m =poids sans câble d'alimentation
Valeurs de mesure calculées selon EN 60745.
Machine de classe de protection II
~ courant alternatif
Les caractéristiques techniques indiquées sont
soumises à tolérance (selon les normes en vigueur
correspondantes).
Valeurs d'émission
Ces valeurs permettent l'estimation des
émissions de l'outil électrique et la comparaison
entre différents outils électriques. Selon les
conditions d'utilisation, l'état de l'outil électrique ou
les accessoires utilisés, la sollicitation réelle peut
plus ou moins varier. Pour l'estimation, tenir compte
des pauses de travail et des phases de sollicitation
moindres. Définir des mesures de protection pour
l'utilisateur sur la base des valeurs estimatives
adaptées en conséquence, p. ex. mesures
organisationnelles.
Valeur totale de vibration
trois directions) définie selon la norme EN 60745 :
a
=valeur d'émission vibratoire
h, SG
K
=incertitude (vibration)
h,SG
Niveaux sonores types A évalués :
L
=niveau de pression acoustique
pA
L
=niveau de puissance acoustique
WA
K
, KWA=incertitude
pA
Pendant le fonctionnement, il se peut que le niveau
sonore dépasse les 80 dB(A).
Porter des protège-oreilles !
(somme des vecteurs des
FRANÇAIS fr
Dérangements électromagnétiques :
Des dérangements électromagnétiques extrêmes
provenant de l'extérieur peuvent dans certains cas
entraîner des fluctuations momentanées de la
vitesse de rotation ou déclencher la protection
contre le redémarrage. Dans ce cas, arrêter et
remettre en marche la machine.
27
Page 28

NEDERLANDSnl
Originele gebruiksaanwijzing
1. Conformiteitsverklaring
Wij verklaren op eigen en uitsluitende
verantwoording dat: deze kantenfrezen,
geïdentificeerd door type en serienummer *1),
voldoen aan alle relevante bepalingen van de
richtlijnen *2) en normen *3). Technische
documentatie bij *4) - zie pagina 4.
2. Beoogd gebruik
De kantenfrees is bedoeld voor het frezen van
randen van staal, edelstaal, aluminium en
aluminiumlegeringen op professioneel gebied.
Voor het bewerken van aluminium,
aluminiumlegeringen en edelstaal moet een
geschikt smeermiddel (best.nr.: 6.23443) worden
gebruikt.
Ook bij het bewerken van staal is dit smeermiddel
aan te raden, aangezien hierdoor de levensduur
van het gereedschap toeneemt en de machine
eenvoudiger over het werkstuk glijdt.
Alleen de gebruiker is aansprakelijk voor schade
door oneigenlijk gebruik.
De algemeen erkende
ongevallenpreventievoorschriften en de
bijgevoegde veiligheidsinstructies moeten in acht
worden genomen.
3. Algemene
veiligheidsinstructies
Let voor uw veiligheid en die van het
elektrisch gereedschap op de passages
die zijn voorzien van dit symbool!
WAARSCHUWING – Lees de
gebruiksaanwijzing om het risico van letsel
te verminderen.
WAARSCHUWING Lees alle
veiligheidsinstructies en aanwijzingen. Als
de veiligheidsinstructies en aanwijzingen niet in
acht worden genomen, kan dit een elektrische
schok, brand en/of ernstig letsel tot gevolg hebben.
Bewaar alle veiligheidsinstructies en
aanwijzingen goed met het oog op toekomstig
gebruik.
Geef uw elektrisch gereedschap alleen
met deze documenten aan anderen door.
4. Speciale veiligheidsinstructies
a) Gebruik geen accessoires die door de
fabrikant niet speciaal voor dit elektrisch
gereedschap bestemd en aanbevolen zijn.
Wanneer u de toebehoren aan uw elektrisch
gereedschap kunt bevestigen, is dat nog geen
garantie voor veilig gebruik.
b) Gebruik geen beschadigd
inzetgereedschap. Controleer de wisselplaten
28
vóór gebruik altijd op splinters, scheuren,
geringe of sterke slijtage. Wanneer het
elektrisch gereedschap of het
inzetgereedschap valt, controleer dan of het
beschadigd is, of ga over op onbeschadigd
inzetgereedschap.
c) Draag persoonlijke beschermingsmiddelen.
Draag afhankelijk van de toepassing volledige
gezichtsbescherming, oogbescherming of een
veiligheidsbril. Draag zo nodig een stofmasker,
gehoorbescherming,
veiligheidshandschoenen of een speciale
schort, die u bescherming biedt tegen kleine
materiaaldeeltjes. Uw ogen dienen tegen
rondvliegende deeltjes, die bij verschillende
toepassingen ontstaan, beschermd te worden.
Stof- of adembeschermingsmaskers dienen het
stof dat bij de toepassing ontstaat te filteren.
Wanneer u lang aan hard geluid wordt blootgesteld,
kan uw gehoor beschadigd raken.
d) Let erop dat andere personen zich op een
veilige afstand van uw werkgebied bevinden.
Iedereen die het werkgebied betreedt, dient
persoonlijke beschermingsmiddelen te
dragen. Brokstukken van het werkstuk of gebroken
inzetgereedschap kunnen wegvliegen en ook
buiten het directe werkgebied letsel veroorzaken.
e) Houd het elektrisch gereedschap bij het
starten steeds goed vast. Tijdens het aanlopen
naar het volledige toerental kan het elektrisch
gereedschap door het reactiemoment van de motor
verdraaien.
f) Gebruik, indien mogelijk, schroefklemmen
om het werkstuk te bevestigen. Werk nooit met
een klein werkstuk in de ene hand en het
elektrisch gereedschap in de andere. Door het
vastspannen van kleine werkstukken heeft u beide
handen vrij voor een betere controle van het
elektrisch gereedschap.
g) Leg het elektrisch gereedschap nooit weg
voordat het inzetgereedschap volledig tot
stilstand is gekomen. Het draaiende
inzetgereedschap kan in contact komen met de
ondergrond waardoor u mogelijk de controle over
het elektrisch gereedschap kunt verliezen.
h) Laat het elektrisch gereedschap niet draaien
wanneer u het draagt. Door toevallig contact met
het draaiende inzetgereedschap kan uw kleding
worden gegrepen en kan het inzetgereedschap
zich in uw lichaam boren.
i) Reinig regelmatig de ventilatiesleuven van
uw elektrisch gereedschap. De motorventilator
trekt stof in de behuizing, en een sterke ophoping
van metaalstof kan elektrische gevaren
veroorzaken.
j) Gebruik het elektrisch gereedschap niet in de
buurt van brandbaar materiaal. Vonken en hete
spaanders kunnen deze materialen ontsteken.
k) Gebruik geen inzetgereedschap waarvoor
vloeibare koelmedia nodig zijn. Het gebruik van
Page 29
water of andere vloeibare koelmedia kan leiden tot
een elektrische schok.
4.1 Veiligheidsinstructies met het oog op
terugslag
Terugslag is de plotselinge reactie als gevolg van
draaiend inzetgereedschap dat blijft haken of
blokkeert. Indien het draaiende inzetgereedschap
blokkeert of blijft haken, komt het onmiddellijk tot
stilstand. Hierdoor wordt een ongecontroleerd
elektrisch gereedschap tegen de draairichting van
het inzetgereedschap in op de plaats van de
blokkering versneld.
Wanneer een wisselplaat in het werkstuk blijft
haken of blokkeert, kan de rand van de wisselplaat,
die invalt in het werkstuk, vastraken, met het
uitbreken van de wisselplaat of een terugslag als
mogelijk gevolg. De wisselplaathouder beweegt
zich dan naar of weg van de bediener, afhankelijk
van de draairichting van de wisselplaathouder op
de plaats van de blokkering. Hierbij kunnen
wisselplaten ook breken.
Een terugslag is het gevolg van een verkeerd of
onjuist gebruik van het elektrisch gereedschap. Dit
kan worden voorkomen door passende
veiligheidsmaatregelen te nemen, zoals hieronder
beschreven.
a)Houd het elektrisch gereedschap goed vast
en breng uw lichaam en uw armen in een
dergelijke positie dat u de terugslagkrachten
kunt opvangen. De gebruiker kan door geschikte
veiligheidsmaatregelen te nemen de
terugslagkrachten beheersen.
b) Werk bijzonder voorzichtig bij hoeken,
scherpe randen, enz. Zorg ervoor dat het
inzetgereedschap niet van het werkstuk
terugspringt en klem komt te zitten. Het
roterende inzetgereedschap heeft de neiging om bij
hoeken, scherpe randen of wanneer het
terugspringt klem te raken. Dit leidt tot verlies van
controle of een terugslag.
c) Geleid het inzetgereedschap altijd in
dezelfde richting in het materiaal als waarin het
snijgereedschap het materiaal verlaat (komt
overeen met dezelfde richting waarin de
spanen worden uitgeworpen). Wordt het
elektrisch gereedschap in de verkeerde richting
geleid, dan kan de snijkant van het
inzetgereedschap uit het werkstuk breken,
waardoor het elektrisch gereedschap in deze
aanzetrichting wordt getrokken.
d) Voorkom een te hoge aandrukkracht of een
blokkering van de wisselplaat. Stel geen
hogere dan de maximaal toegestane
geleiderandhoogte in. Bij een overbelasting van
de wisselplaat worden ook de belasting en de
neiging tot schuin wegdraaien of blokkeren
verhoogd, en daarmee de kans op een terugslag of
breuk de wisselplaat.
e) Mijd met uw hand het gebied voor en achter
de roterende wisselplaat. Wanneer u de
wisselplaat in het werkstuk van u af beweegt, kan
ingeval van een terugslag het elektrisch
gereedschap met de draaiende wisselplaat direct
naar u toe worden geslingerd.
NEDERLANDS nl
Draai resp. vervang bot geworden wisselplaten
of dergelijke waarvan de coating is versleten
op tijd. Botte wisselplaten verhogen het gevaar dat
de machine blijft steken en niet meer te bedienen is.
4.2 Overige veiligheidsinstructies:
Houd het elektrisch gereedschap alleen vast
aan de geïsoleerde greepvlakken, omdat de
frees het eigen netsnoer kan raken. Door het
contact met een spanningsgeleidend snoer kunnen
ook metalen onderdelen van de machine onder
spanning worden gezet, met een elektrische schok
als gevolg.
Houd uw werkomgeving schoon en goed verlicht.
Een rommelige of onverlichte werkomgeving kan tot
ongevallen leiden.
WAARSCHUWING – Draag altijd een
veiligheidsbril.
Draag gehoorbescherming.
Trek de stekker uit het stopcontact voordat u
het apparaat instelt, ombouwt, reinigt of er
onderhoud aan pleegt.
Draag geschikte veiligheidskleding.
Let erop dat niemand gewond raakt door
weggeslingerde voorwerpen.
Houd zich in de buurt bevindende personen
en huisdieren op een veilige afstand ten
opzichte van het apparaat.
Houd haren, los zittende kleding, vingers en
andere lichaamsdelen uit de buurt. Zij
kunnen vastgegrepen worden en hierdoor
erin worden getrokken. Gebruik een haarnet indien
u lange haren heeft.
Waarschuwing voor draaiend gereedschap
Draag altijd een veiligheidsbril, werkhandschoenen
en stevig schoeisel wanneer u met de machine
werkt.
Gevaar voor letsel door scherpe randen. Draag
veiligheidshandschoenen.
Wisselplaten, wisselplaathouder, werkstuk en
spaanders kunnen heet zijn na het werken. Draag
veiligheidshandschoenen.
Een beschadigde of gebarsten extra greep dient te
worden vervangen. Indien de extra greep defect is,
de machine niet gebruiken.
Trek de stekker uit het stopcontact voordat u het
apparaat instelt, ombouwt, reinigt of er onderhoud
aan pleegt.
Het gebruik van een stationaire afzuiginrichting
wordt aanbevolen. Schakel altijd een
aardlekschakelaar (RCD) met een max.
aanspreekstroom van 30 mA voor de machine.
Wanneer de machine door de FIveiligheidsschakelaar wordt uitgeschakeld, dient hij
29
Page 30
NEDERLANDSnl
gecontroleerd en gereinigd te worden. Zie
hoofdstuk 10. Reiniging.
Draag gehoorbescherming als gedurende
lange tijd met de machine gewerkt wordt.
Langdurige blootstelling aan een hoger
geluidsniveau kan tot beschadiging van het gehoor
leiden.
Alleen scherpe, onbeschadigde wisselplaten
gebruiken.
Het werkstuk dient stevig te liggen en beveiligd te
zijn tegen wegglijden, bijv. met behulp van
spaninrichtingen. Grote werkstukken dienen
voldoende te worden ondersteund.
Zorg ervoor dat vonken en hete spaanders die
tijdens het gebruik ontstaan, geen gevaar
veroorzaken, bijv. de gebruiker of andere personen
raken of ontvlambare substanties doen vlam vatten.
Gevaarlijke gebieden moeten met moeilijk
ontvlambare dekens afgedekt worden. Houd in
brandgevaarlijke bereiken een geschikt blusmiddel
bij de hand.
Houd de machine altijd met beide handen aan de
hiervoor bestemde handgrepen vast, zorg ervoor
dat u stevig staat en werk geconcentreerd.
Houd uw handen uit de buurt van het freesgedeelte
en het inzetgereedschap.
Het draaiende gereedschap niet aanraken!
Verwijder spaanders en dergelijke uitsluitend bij
een uitgeschakelde en stilstaande machine.
Stekker uit het stopcontact halen.
Beschadigd, onrond resp. trillend
inzetgereedschap mag niet gebruikt worden.
Niet boven uw hoofd werken.
Gebruik nooit een incomplete machine of een
machine waaraan niet-geoorloofde wijzigingen zijn
aangebracht.
De stofbelasting verminderen:
Stofdeeltjes die tijdens het werken met deze
machine ontstaan, kunnen stoffen bevatten
die kanker, allergische reacties, aandoeningen aan
de luchtwegen, aangeboren afwijkingen of andere
voortplantingsproblemen kunnen veroorzaken.
Enkele voorbeelden van dergelijke stoffen zijn: lood
(in loodhoudende verf), mineraal stof (uit
bakstenen, beton e.d.), additieven voor de
behandeling van hout (chromaat,
houtverduurzamingsmiddelen), enkele houtsoorten
(zoals eiken- of beukenstof), metalen, asbest.
Het risico is afhankelijk van het feit hoe lang de
gebruiker of in de buurt aanwezige personen aan de
stofbelasting worden blootgesteld.
Deze stofdeeltjes mogen niet in het lichaam
terechtkomen.
Om de belasting met deze stoffen te verminderen:
zorg voor een goede ventilatie van de werkplek en
draag een geschikte veiligheidsbescherming, zoals
bijv. ademmaskers die in staat zijn om de
microscopische kleine stofdeeltjes uit de lucht te
filteren.
Neem de voor uw materiaal, personeel,
toepassingsgeval en locatie geldende richtlijnen in
acht (bijv. arbeidsveiligheidsbepalingen,
afvalbehandeling).
30
Verzamel de ontstane stofdeeltjes op de plaats
waar deze ontstaan, voorkom dat ze neerslaan in
de omgeving.
Verminder de stofbelasting door:
- de vrijkomende stofdeeltjes en de af te voeren
luchtstroom van de machine niet op de gebruiker
zelf of in de buurt aanwezige personen of op
neergeslagen stof te richten,
- een afzuiginstallatie en/of een luchtfilter te
gebruiken,
- de werkplek goed te ventileren en door te
stofzuigen schoon te houden. Vegen of blazen
wervelt het stof op.
- Zuig of was de beschermende kleding. Niet
uitblazen, uitslaan of uitborstelen.
5. Overzicht
Zie pag. 2, en 3.
1Beugelhandgreep
2 Vergrendelschijven
3Vleugelschroeven
4 Schroefgaten van de aandrijfkast
5 Zijdelingse handgreep *
6 Schaal (geleiderandhoogte)
7 Instelring (geleiderandhoogte)
8 Klemschroeven van de schaalring
9 Schaalring (geleiderandhoogte)
10
Stelknop voor de toerentalinstelling
11 Elektronische signaalindicatie *
12 Handgreep
13 Schroeven van de spaanderbeschermplaten
14 Spaanderbeschermplaten
15 Geleideplaat
16 Pijl = voorgeschreven werkrichting
17 Schaal (geleiderandhoek)
18 Schroeven (geleiderandhoek)
19 Wisselplatenhouder / freeskop
20 Wisselplaat
21 Bevestigingsschroef van de wisselplaat
22 Schakelschuif *
23 Paddle-schakelaar *
24 Blokkering *
25 Drukschakelaar *
26 Geleiderol
27 Schaal (buisdiameter)
*afhankelijk van de uitvoering
*
6. Ingebruikname
Vergelijk voor de ingebruikname, of de op het
typeplaatje aangegeven spanning en
frequentie overeenkomen met de gegevens van uw
stroomnet.
Schakel altijd een aardlekschakelaar (RCD)
met een max. aanspreekstroom van 30 mA
voor de machine.
6.1 Extra handgreep aanbrengen
Alleen met een gemonteerde
beugelhandgreep (1) of zijdelingse handgreep
Page 31

(5) (afhankelijk van de uitvoering) werken! De
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
handgreep zoals getoond aanbrengen (zie pagina
2, afb. A).
Beugelhandgreep (1) aanbrengen
- Vergrendelschijven (2) links en rechts op de
handgreep (1) plaatsen.
- Handgreep (1) met de vergrendelschijven (2) van
voren op de motorbehuizing schuiven.
- Vleugelschroeven (3) links en rechts in de
handgreep (1) steken en licht vastschroeven.
- Gewenste hoek van de handgreep (1) instellen.
- Vleugelschroeven (3) links en rechts stevig met
de hand vastdraaien.
Zijdelingse greep (5) aanbringen (afhankelijk
van de uitvoering, alleen bij KFM 15-10 F,
KFMPB 15-10 F):
Bij het kantfrezen van kleine hoeken (instelling
< 30°) kan het, afhankelijk van de
werkomstandigheden, van voordeel zijn, de
zijdelingse greep (5) in plaats van de
beugelhandgreep (1) te gebruiken. Bij grotere
hoeken altijd de beugelhandgreep (1) gebruiken,
om de machine veilig vast te kunnen houden.
- De zijdelingse greep (5) aan de rechter of linker
kant van de machine vast schroeven.
7. Instellen
Trek de stekker uit het stopcontact voordat u
het apparaat instelt, ombouwt, reinigt of er
onderhoud aan pleegt.
Wisselplaten, wisselplaathouder, werkstuk en
spaanders kunnen heet zijn na het werken.
Draag veiligheidshandschoenen.
Klemgevaar! Draag
veiligheidshandschoenen.
7.1 Geleiderandhoek instellen
1. De ingestelde geleiderandhoek aflezen aan de
schaal (17).
2. Schroeven (13) losdraaien en beide
spaanderbeschermplaten (14) (links en rechts
van de machine) naar boven schuiven.
3. Schroeven (18) (voor en achter) losmaken en de
geleiderandhoek door het draaien van de
geleideplaat (15) instellen op de gewenste hoek.
Ingestelde geleiderandhoek aflezen aan de
schaal (17).
4. Schroeven (18) (voor en achter) stevig
vastdraaien.
5. Beide spaanderbeschermplaten (14) (links en
rechts van de machine) helemaal naar beneden
schuiven. Schroeven (13) (links en rech ts van de
machine) vastdraaien.
6. Door het veranderen van de geleiderandhoek
verandert ook de geleiderandhoogte
(afhankelijk van het model). Stel daarom na
iedere keer dat de geleiderandhoek werd
ingesteld, ook de geleiderandhoogte opnieuw
in. Zie hoofdstuk 7.2
NEDERLANDS nl
7.2 Geleiderandhoogte instellen
Eerst de geleiderandhoek instellen:
1. Controleer eerst, of de gewenste
geleiderandhoek is ingesteld. Ingestelde
geleiderandhoek aflezen aan de schaal (17).
Indien nodig instellen. Zie hoofdstuk 7.1
Instelwaarde vaststellen:
Aanwijzing: grote geleiderandhoogtes altijd in
meerdere keren frezen (tenminste 3) tot stand
brengen. Harde materialen moeten nog vaker
worden gefreesd. Hierdoor ontstaan de volgende
voordelen: hogere levensduur van de wisselplaten,
een grotere oppervlaktekwaliteit van het
werkresultaat, prettiger werken.
De beneden vermelde "maximale
geleiderandhoogte per freesbeurt" niet
overschrijden.
KFM 15...(bij 45°):
1e freesbeurt: max. 6 mm
2e+3e freesbeurt: max. 2 mm
KFM 17...:(bij 45°)
1e freesbeurt: max. 9 mm
2e+3e freesbeurt: max. 3 mm
De maximaal toegestane geleiderandhoogte (h
niet overschrijden (zie hoofdstuk Technische
gegevens).
Voor een optimale oppervlaktekwaliteit is het aan te
bevelen, tijdens de laatste freesbeurt slechts nog
maar een beetje materiaal af te schuren.
2. Kies het voor uw machine geldige diagram uit
(zie achterzijde).
3. Kies de voor de ingestelde geleiderandhoek
geldige lijn uit (zie achterzijde).
4. Voorbeeld voor een geleiderandhoek van 45°
en een gewenste geleiderandhoogte van 3 mm
(zie afb. beneden). Resultaat: instelwaarde =
2,0.
Kies langs de Y-as de geleiderandhoogte die u
wilt instellen. Trek een horizontale lijn tot aan het
kruispunt met de lijn. Trek vanaf dit kruispunt een
verticale lijn tot aan de X-as. Lees de waarde van
de X-as af. Deze waarde "X" moet u nu op de
volgende manier instellen aan de machine.
Opmerking: het diagram heeft betrekking op
scherpe werkstukken. Bij werkstukken met een
afgeronde rand moet hiermee rekening worden
gehouden tijdens het instellen van de
freeshoogte.
max
)
31
Page 32

NEDERLANDSnl
6
8
1.
2.
8
5
De geleiderandhoogte instellen:
5. De instelring (7) naar boven trekken en zo
draaien, dat aan de schaal (9) de waarde "X" uit
het diagram is ingesteld. Zie afbeelding
(beneden): ingestelde waarde "X" = 2,0.
(Een omdraaiing komt overeen met "X"=3. Voor
een grotere X-waarde: meerdere omdraaiingen
uitvoeren. De schaal (6) dient als grove
oriëntatie tijdens het instellen).
na het uitschakelen pas wegleggen wanneer de
motor tot stilstand is gekomen.
KFM 15-10 F
Inschakelen: schakelschuif (22) naar voren
schuiven. Voor een langdurige inschakeling
vervolgens naar beneden klappen tot hij vast klikt.
Uitschakelen: op het achterste uiteinde van de
schakelschuif (22) drukken en loslaten.
(zie pagina 3, afb. B):
6. Test de frees.
7. Als voor de laatste freesbeurt de
geleiderandhoogte zeer nauwkeurig moet
worden ingesteld, gaat u als volgt te werk:
Voer een test uit. De gefreesde
geleiderandhoogte meten en indien nodig door
het draaien van de instelring (7) met slechts een
streep van de schaal aanpassen: draaiing
rechtsom = grotere geleiderandhoogte. Draaiing
linksom = geringere geleiderandhoogte. Voer
nog een test uit. Indien nodig herhaalt u deze
stap.
8. Gebruik
8.1 In-/uitschakelen
De machine altijd met beide handen geleiden.
Eerst inschakelen, dan het inzetgereedschap
naar het werkstuk bewegen.
Voorkom onverhoeds starten: de machine
altijd uitschakelen wanneer de stekker uit het
stopcontact wordt gehaald of wanneer sprake is
geweest van een stroomonderbreking.
Bij continue inschakeling draait de machine
verder wanneer hij uit de hand wordt
getrokken. Houd de machine daarom altijd met
beide handen aan de hiervoor bestemde
handgrepen vast, zorg ervoor dat u stevig staat en
werk geconcentreerd.
Voorkom dat de machine stof en spaanders
op wervelt of naar binnen zuigt. De machine
32
KFMPB 15-10 F
Inschakelen: paddle-schakelaar (23) in de richting
van de pijl schuiven en vervolgens de
paddle-schakelaar (23) drukken.
Uitschakelen: paddle-schakelaar (23) loslaten.
KFM 16-15 F
Momentinschakeling:
Inschakelen: de blokkering (24) indrukken en
vervolgens op de drukschakelaar (25)
drukken. Laat de blokkering (24) los.
Uitschakelen: laat de drukschakelaar (25) los.
Continue inschakeling:
Inschakelen: de blokkering (24) indrukken en
ingedrukt houden. De drukschakelaar (25)
indrukken en ingedrukt houden. De machine
is nu ingeschakeld. Nu de blokkering (24)
nogmaals indrukken om de drukschakelaar
(25) te vergrendelen (continue
inschakeling).
Uitschakelen: de drukschakelaar (25) indrukken
en loslaten.
8.2 Toerental instellen (KFM 15-10 F)
Met de stelknop (10) kan het toerental vooraf
worden ingesteld en traploos worden veranderd.
De standen 1-6 komen bij benadering overeen met
het volgende toerental bij nullast:
1 ........ 7800 / min 4........10200 / min
2 ........ 8600 / min 5........11100 / min
3 ........ 9400 / min 6........12200 / min
De VTC-elektronica maakt materiaalgericht werken
en een vrijwel constant toerental mogelijk, ook
onder belasting.
Toerentalaanbevelingen voor verschillende
materialen:
Aluminium, koper, messing ........................... 4-6
Staal tot 400 N/mm
Staal tot 600 N/mm2...................................... 3-5
Staal tot 900 N/mm
Edelstaal ....................................................... 1-3
De optimale instelling is het beste vast te stellen
door deze in de praktijk uit te proberen.
8.3 Algemene werkinstructies
1. Wisselplaten (20) controleren. Beschadigde of
versleten wisselplaten vervangen.
2. Werkstuk trillingsvrij met spaninrichtingen
fixeren.
(zie pagina 3, afb. B):
(zie pagina 3, afb. B):
2
...................................... 4-6
2
...................................... 2-4
Page 33

3. Bij het bewerken van buizen dient u hoofdstuk
A
B
8.4 in acht te nemen.
4. Geleiderandhoek instellen (zie hoofdstuk 7.1).
5. Geleiderandhoogte instellen (zie hoofdstuk 7.2).
6. Houd de machine altijd met beide handen aan
de hiervoor bestemde handgrepen vast, zorg
ervoor dat u stevig staat en werk
geconcentreerd.
7. De wisselplaten (20) raken het werkstuk niet
aan. Eerst inschakelen, dan de machine met de
geleideplaat (15) op het werkstuk plaatsen en
dan het inzetgereedschap langzaam in het
werkstuk leiden.
8. De machine alleen in de, op de machine door
een pijl (16) vermelde richting schuiven.
De machine alleen in de richting van de pijl
(16) schuiven. Anders bestaat het gevaar
op een terugslag. Werk met een matige, aan het
materiaal aangepaste voorwaartse beweging.
Niet schuin wegdraaien, niet drukken, niet
slingeren.
9. De machine zo sturen, dat de geleideplaat (15)
tegen het werkstuk ligt.
10.Het werk beëindigen: inzetgereedschap
wegbrengen van het werkstuk, de machine
uitschakelen. Motor tot stilstand laten komen,
machine weg leggen.
8.4 Buizen bewerken aan de buitenrand
1. Buisdiameter van de te bewerken buis
vaststellen.
2. Zie pagina 3, afb. C: geleiderol (26) zoals
weergegeven aanbrengen aan de geleideplaat
(15). Geleiderol (26) verschuiven en aan de
hand van de schaal (27) op de buisdiameter
instellen. De moer van de geleiderol met behulp
van een steeksleutel vast draaien en op deze
manier de geleiderol bevestigen.
3. De algemene werkinstructies (hoofdstuk 8.3) in
acht nemen.
4. Houd de machine altijd met beide handen aan
de hiervoor bestemde handgrepen vast, zorg
ervoor dat u stevig staat en werk
geconcentreerd.
5. De machine met de geleiderol (26) tegen de
buitenkant van de buis leggen. Dan de
geleideplaat tegen het vlak van het uiteinde van
de buis leggen.
6. De wisselplaten (20) raken het werkstuk nog niet
aan. Eerst inschakelen en vervolgens de
machine langzaam over de geleiderol (26)
kantelen en zo de freeskop naar het werkstuk
brengen.
7. De algemene werkinstructies (hoofdstuk 8.3) in
acht nemen.
8.5 KFM 16-15 F: Mogelijkheid om de
geleiding (15) te draaien
Bij de KFM 16-15 is de geleiding (15) dwars
ingebouwd. Bij het overgrote deel van de
werkzaamheden kunnen daardoor hoge krachten
beter opgevangen worden en wordt het werken
minder vermoeiend.
Mocht u voor speciale werkzaamheden de
geleiding (15) liever in de lengterichting willen
NEDERLANDS nl
monteren, dan stelt de Metabo-klantenservice u op
aanvraag een ombouwhandleiding ter beschikking.
9. Onderhoud
9.1 Wisselplaten vervangen
Trek de stekker uit het stopcontact voordat u
het apparaat instelt, ombouwt, reinigt of er
onderhoud aan pleegt.
Wisselplaten, wisselplaathouder, werkstuk en
spaanders kunnen heet zijn na het werken.
Draag veiligheidshandschoenen.
Controleer regelmatig de wisselplaathouder (19).
Beschadigde of versleten wisselplaathouders laten
repareren/vervangen.
Controleer regelmatig alle wisselplaten (20).
Beschadigde of versleten wisselplaten vervangen.
Draai resp. vervang bot geworden
wisselplaten of dergelijke waarvan de coating
is versleten op tijd. Botte wisselplaten verhogen het
gevaar, dat de machine blijft hangen en uitbreekt of
dat de wisselplaathouder (19) beschadigd raakt.
Ernstig versleten of defecte
wisselplaathouders mogen niet meer worden
gebruikt.
Altijd alle wisselplaten draaien of vervangen.
Alleen door Metabo toegestane wisselplaten
gebruiken. Zie het hoofdstuk Toebehoren.
Afbeelding A: normale slijtage: wisselplaat draaien/
vervangen.
Afbeelding B: slijtage tijdens het bewerken van
harde materialen: wisselplaats draaien/vervangen.
Bij ernstigere slijtage mag de wisselplaat niet meer
worden gebruikt en dient hij te worden vervangen.
1. Schroeven (13) los draaien en een
spaanderbeschermplaat (14) naar boven
schuiven.
2. Indien nodig de wisselplaathouder (19) met de
hand draaien.
3. Bevestigingsschroef (21) eruit draaien en de
wisselplaat (20) verwijderen.
4. Wisselplaat (20) en opspanvlakken bij de
wisselplaathouder (19) reinigen.
5. Wisselplaat draaien of, als alle messen bot zijn,
een nieuwe wisselplaat plaatsen.
6. Wisselplaat (20) weer vastdraaien met
bevestigingsschroef (21). Draaimoment: 3,5
Nm.
7. Spaanderbeschermplaat (14) helemaal naar
beneden schuiven. Schroeven (13) vast
draaien.
33
Page 34

NEDERLANDSnl
Opmerking: oorzaken voor een wisselplaat met
een afgebroken hoek of in extreme gevalen
gebroken wisselplaten kunnen zijn:
- slagen op de wisselplaat als gevolg van een
foutieve werkwijze: neem hoofdstuk 8.3 in acht.
- Trillingen van het werkstuk: werkstuk trillingsvrij
met spaninrichtingen fixeren.
- Wisselplaat niet correct bevestigd:
opspanvlakken altijd reinigen en rekening houden
met het juiste draaimoment.
- Wisselplaat niet correct bevestigd: ernstig
versleten wisselplaten hebben onvoldoende
ondersteuningsvlakken en kunnen daarom niet
voldoende worden bevestigd. Vervang ernstig
versleten wisselplaten.
10. Reiniging
Stekker uit het stopcontact halen.
Spaanders en deeltjes kunnen achterblijven op de
freeskop (19). Dit kan ertoe leiden, dat de freeskop
blokkeert. Reinig de freeskop en de omgeving
regelmatig en ontdoe hem van spaanders en
deeltjes.
Tijdens de bewerking kunnen stofdeeltjes in het
binnenste van het elektrisch gereedschap terecht
komen. Dit heeft invloed op de koeling van het
elektrisch gereedschap. Geleidende afzettingen
kunnen invloed hebben op de veiligheidsisolatie
van het elektrisch gereedschap en elektrische
gevaren veroorzaken.
Elektrisch gereedschap regelmatig, vaak en
grondig door alle voorste en achterste luchtsleuven
uitzuigen. Trek eerst de stekker van het elektrisch
gereedschap uit het stopcontact en draag tijdens
het schoonmaken veiligheidsbril en stofmasker.
11. Storingen verhelpen
KFM 15-10 F, KFMPB 15-10 F:
De elektronische signaalindicatie (11)
licht op en het belastingstoerental neemt
af. De machine wordt te zwaar belast! De
machine met het nullasttoerental laten lopen tot de
elektronische signaalindicatie uitgaat.
-De machine loopt niet. De elektronische
signaalindicatie (11) (afhankelijk van de
uitvoering) knippert. De herstartbeveiliging
is geactiveerd. Wordt de netstekker in het
stopcontact gestoken wanneer de machine
ingeschakeld is, of is de stroomtoevoer na een
onderbreking weer hersteld, dan loopt de machine
niet aan. De machine uit- en weer inschakelen.
KFM 16-15 F:
- Herstartbeveiliging: Wordt de netstekker in het
stopcontact gestoken wanneer de machine
ingeschakeld is, of is de stroomtoevoer na een
onderbreking weer hersteld, dan loopt de
machine niet aan. De machine uit- en weer
inschakelen.
- Overbelastingsbeveiliging: het belast
toerental neemt af. De wikkelingstemperatuur
is te hoog! De machine onbelast laten lopen tot
hij is afgekoeld.
- Inschakelingen genereren kortstondige
spanningsdips. Bij ongunstige
netomstandigheden kunnen andere apparaten
worden beïnvloed. Bij netimpedanties kleiner dan
0,4 Ohm worden geen storingen verwacht.
12. Toebehoren
Gebruik alleen origineel Metabo toebehoor.
Gebruik alleen toebehoor dat voldoet aan de in
deze gebruikershandleiding genoemde eisen en
kenmerken.
Toebehoor stevig aanbrengen. Als de machine
wordt gebruikt in een houder: de machine veilig
bevestigen. Verlies van controle kan tot letsel
leiden.
A 10 HM-wisselplaten universeel ..........6.23564
BBevestigingsschroef voor
wisselplaten ......................................6.23566
C Koelsmeerstift ....................................6.23443
Compleet toebehorenprogramma, zie
www.metabo.com of de catalogus.
13. Reparatie
Reparaties aan elektrisch gereedschap
mogen uitsluitend door een erkende
elektricien worden uitgevoerd!
Neem voor elektrisch gereedschap van Metabo dat
gerepareerd dient te worden contact op met uw
Metabo-vertegenwoordiging. Zie voor adressen
www.metabo.com.
Lijsten met reserveonderdelen kunt u via
www.metabo.com downloaden.
14. Milieubescherming
Neem de nationale voorschriften in acht voor een
milieuvriendelijke verwijdering en de recycling van
afgedankte machines, verpakkingen en
toebehoren.
Uitsluitend voor EU-landen: geef uw elektrisch gereedschap nooit met het huisvuil
mee! Volgens de Europese richtlijn 2012/19/
EU inzake gebruikte elektrische en elektronische
apparaten en de vertaling hiervan in de nationale
wetgeving dienen oud elektrisch gereedschap
gescheiden te worden ingezameld en op milieuvriendelijke wijze te worden afgevoerd.
34
Page 35

15. Technische gegevens
Toelichting op de gegevens van pagina 4.
Wijzigingen in het kader van technische
verbeteringen voorbehouden.
n =onbelast toerental (hoogste toerental)
P
=nominaal vermogen
1
P
=afgegeven vermogen
2
h
=max. geleiderandhoogte
max
b
=max. geleiderandbreedte
max
a= geleiderandhoek
d
=kleinst mogelijke buisdiameter
min
m =gewicht zonder netsnoer
Meetgegevens volgens de norm EN 60745.
Machine van beveiligingsklasse II
~ wisselstroom
De vermelde technische gegevens zijn
tolerantiewaarden (overeenkomstig de betreffende
geldige norm).
Emissiewaarden
Deze waarden maken een beoordeling van de
emissie van het elektrisch gereedschap en een
vergelijking van de verschillende elektrische
gereedschappen mogelijk. Afhankelijk van het
gebruik, de toestand van het elektrisch
gereedschap of het inzetgereedschap kan de
daadwerkelijke belasting hoger of lager uitvallen.
Neem voor de beoordeling pauzes en fasen met
een lagere belasting in aanmerking. Bepaal op
basis van de overeenkomstig aangepaste
taxatiewaarden maatregelen ter bescherming van
de gebruiker, bijv. organisatorische maatregelen.
Totale trillingswaarde
richtingen) vastgesteld conform EN 60745:
a
=trillingsemissiewaarde
h, SG
K
=onzekerheid (trilling)
h,SG
Typisch A-gekwalificeerd geluidsniveau
L
=geluidsdrukniveau
pA
L
=geluidsvermogensniveau
WA
KpA, KWA= onzekerheid
Tijdens het werken kan het geluidsniveau de
80 dB(A) overschrijden.
Draag gehoorbescherming!
(vectorsom van drie
:
NEDERLANDS nl
Elektromagnetische storingen:
Onder invloed van extreme elektromagnetische
storingen van buiten kunnen soms voorbijgaande
schommelingen van het toerental optreden of kan
de herstartbeveiliging worden geactiveerd. In dit
geval de machine uit- en weer inschakelen.
35
Page 36

ITALIANOit
Istruzioni per l'uso originali
1. Dichiarazione di conformità
Dichiariamo sotto la nostra completa responsabilità
che queste frese orlatrici, identificate dai modelli e
numeri di serie *1), sono conformi a tutte le
disposizioni pertinenti delle direttive *2) e delle
norme *3). Documentazione tecnica presso *4) vedere pagina 4.
2. Utilizzo conforme
La fresa orlatrice è destinata alla fresatura
professionale dei bordi di acciaio, acciaio inox,
alluminio e leghe di alluminio.
Per la lavorazione di alluminio, leghe di alluminio e
acciaio inox è necessario utilizzare un lubrificante
adeguato (n. ordine: 6.23443).
Questo lubrificante è ideale anche per la
lavorazione dell'acciaio, in quanto prolunga la
durata utile degli utensili e agevola lo scorrimento
della macchina sul pezzo.
Per eventuali danni derivanti da un uso improprio
dell'utensile è responsabile esclusivamente
l'utilizzatore.
È obbligatorio rispettare le prescrizioni generali per
la prevenzione degli infortuni nonché le avvertenze
di sicurezza allegate.
3. Avvertenze generali di
sicurezza
Per proteggere la propria persona e per
una migliore cura dell'elettroutensile,
attenersi alle parti di testo
contrassegnate con questo simbolo!
ATTENZIONE – Leggere le istruzioni per
l'uso al fine di ridurre il rischio di lesioni.
ATTENZIONE - Leggere tutte le avvertenze
di sicurezza e le relative istruzioni.
Eventuali omissioni nell’adempimento delle
avvertenze di sicurezza e delle istruzioni potranno
causare scosse elettriche, incendi e/o lesioni gravi.
Conservare tutte le avvertenze di sicurezza e le
istruzioni per un uso futuro.
L'elettroutensile andrà consegnato esclusivamente
insieme ai presenti documenti.
4. Avvertenze specifiche di
sicurezza
a) Non utilizzare alcun accessorio che non sia
stato specificamente previsto per questo
elettroutensile e non sia raccomandato dalla
casa costruttrice. Il semplice fatto che gli
accessori possano essere fissati all'elettroutensile
non garantisce un utilizzo sicuro dell'utensile
stesso.
36
b) Non utilizzare utensili accessori danneggiati.
Prima di ogni utilizzo, controllare che gli inserti
di taglio non presentino scheggiature, cricche,
deformazioni, usura o forte logoramento. Se
l'elettroutensile o l'utensile accessorio cade a
terra, verificare che non si sia danneggiato
oppure utilizzare un utensile integro.
c) Indossare l'equipaggiamento di protezione
personale. In base all'applicazione, indossare
una protezione integrale per il viso, una
protezione per gli occhi o occhiali protettivi. Se
necessario, indossare una mascherina
antipolvere, protezioni acustiche, guanti di
protezione o un grembiule protettivo che
impedisca alle piccole particelle di materiale di
raggiungere il corpo. Gli occhi devono essere
protetti da eventuali corpi estranei vaganti, prodotti
dalle diverse applicazioni. La mascherina
antipolvere e/o la protezione per le vie respiratorie
devono filtrare la polvere che si produce durante
l'impiego del dispositivo. L'esposizione prolungata
a un forte rumore può causare una perdita di udito.
d) Assicurarsi che le altre persone mantengano
una distanza di sicurezza dall'area di lavoro.
Tutte le persone che si trovano all'interno
dell'area di lavoro devono indossare
l'equipaggiamento di protezione personale.
Eventuali frammenti del pezzo in lavorazione o di
utensili accessori rotti potrebbero saltare via e
causare lesioni anche al di fuori dell'area di lavoro.
e) All'avvio, afferrare sempre saldamente
l'elettroutensile. Con l'incremento del numero di
giri fino alla velocità massima, è possibile che la
forza di reazione del motore faccia ruotare
l'elettroutensile.
f) Se possibile, utilizzare i morsetti per fissare il
pezzo in lavorazione. Durante l'utilizzo, non
tenere mai un pezzo in lavorazione di piccole
dimensioni in una mano e l'elettroutensile
nell'altra. Grazie al serraggio di pezzi di piccole
dimensioni, entrambe le mani sono libere per
garantire un miglior controllo dell'elettroutensile.
g) Non posare mai l'elettroutensile prima che
l'utensile accessorio si sia arrestato
completamente. L'utensile accessorio in rotazione
può entrare in contatto con la superficie di
appoggio, facendo perdere all'utilizzatore il
controllo dell'elettroutensile.
h) Non metter mai in funzione l'elettroutensile
durante il trasporto. Gli indumenti dell'utilizzatore
potrebbero entrare accidentalmente in contatto con
l'utensile accessorio in rotazione e ciò potrebbe
causare lesioni.
i) Pulire regolarmente le feritoie di ventilazione
dell'elettroutensile. La ventola del motore attira la
polvere nell'alloggiamento e un forte accumulo di
polvere di metallo può causare pericoli di natura
elettrica.
j) Non utilizzare l'elettroutensile in prossimità
di materiali infiammabili. Le scintille e le schegge
roventi possono infiammare questi materiali.
Page 37

p) Non utilizzare alcun utensile accessorio che
richieda l'uso di refrigerante liquido. L'impiego
di acqua o di altri refrigeranti liquidi può provocare
una scossa elettrica.
4.1 Contraccolpo e relative avvertenze di
sicurezza
Il contraccolpo è la reazione improvvisa che si
verifica quando l'utensile si inceppa o si blocca.
Quando l'utensile rimane inceppato o bloccato nel
materiale in lavorazione, si verifica un brusco
arresto della rotazione. In questo modo, nel punto di
bloccaggio, un elettroutensile privo di controllo
subisce un'accelerazione contraria al senso di
rotazione dell'utensile accessorio.
Se, ad esempio, un inserto di taglio resta bloccato o
inceppato nel pezzo in lavorazione, è possibile che
il bordo dell'inserto - che affonda nel materiale - resti
impigliato. Questo può causare la rottura
dell'inserto o un contraccolpo. Il portainserti si
sposta improvvisamente verso l'operatore o in
direzione opposta, a seconda del senso di
rotazione del portainserti al momento
dell'inceppamento. In questo contesto, è anche
possibile che gli inserti di taglio si rompano.
Il contraccolpo è la conseguenza di un utilizzo
errato o non conforme dell'elettroutensile. Può
essere evitato adottando le misure precauzionali
descritte di seguito.
a)Afferrare sempre saldamente
l'elettroutensile ed assumere una postura del
corpo e delle braccia che permetta di attutire le
eventuali forze di contraccolpo. L'utilizzatore
può dominare le forze di contraccolpo adottando
misure di sicurezza idonee.
b) Lavorare con particolare attenzione in
prossimità di angoli, spigoli vivi, ecc. Evitare
che l’utensile venga sbalzato via dal pezzo in
lavorazione e che si blocchi. L'utensile rotante si
inclina quando viene a contatto con angoli, spigoli
affilati, o quando viene sbalzato via in seguito a un
blocco. Questo provoca una perdita del controllo o
un contraccolpo.
c) Durante la lavorazione del materiale, guidare
sempre l'utensile nella stessa direzione in cui il
bordo di taglio lascia il materiale (cioè nella
stessa direzione in cui vengono espulsi i
trucioli). Condurre l'elettroutensile nella direzione
errata può far sì che il bordo di taglio dell'utensile si
stacchi dal pezzo in lavoraz ione, con il conseguente
trascinamento dell'elettroutensile stesso in questa
direzione di avanzamento.
d) Evitare che l'inserto di taglio si blocchi e non
esercitare una pressione d'appoggio
eccessiva. Non impostare un'altezza di
fresatura che superi il limite massimo
consentito. Un sovraccarico degli inserti di taglio
aumenta la sollecitazione degli stessi e incrementa
la probabilità di inceppamento o bloccaggio, di
conseguenza aumenta il rischio di contraccolpo o di
rottura degli inserti.
e) Evitare di invadere con la mano l’area
antistante e retrostante l'inserto di taglio. Se
l'utilizzatore allontana da sé l'inserto di taglio nel
pezzo in lavorazione, in caso di contraccolpo,
ITALIANO it
l'elettroutensile con l'inserto di taglio viene
proiettato direttamente verso l'utilizzatore.
Girare o sostituire per tempo gli inserti di taglio
non più affilati oppure con il rivestimento
usurato. Gli inserti di taglio non affilati aumentano il
pericolo d'inceppamento e rottura del dispositivo.
4.2 Ulteriori avvertenze di sicurezza:
Afferrare l'elettroutensile esclusivamente dalle
superfici di presa isolate, poiché la fresa
potrebbe venire a contatto con il cavo di rete. Il
contatto con un cavo sotto tensione può mettere
sotto tensione anche i componenti metallici del
dispositivo e provocare così una scossa elettrica.
Mantenere pulita e bene illuminata l'area di lavoro.
Il disordine o le zone di lavoro non illuminate
possono essere causa di incidenti.
AVVERTENZA – Indossare sempre gli
occhiali protettivi.
Indossare le protezioni acustiche.
Estrarre la spina dalla presa prima di
eseguire qualunque intervento di
regolazione, modifica, manutenzione o
pulizia.
Indossare indumenti da lavoro adeguati.
Assicurarsi che nessuno possa essere ferito
dalla proiezione di eventuali corpi estranei.
Tenere le persone e gli animali domestici a
debita distanza dal dispositivo.
Tenere lontano capelli, indumenti sciolti, dita
e altri parti del corpo. Potrebbero essere
catturati e trascinati. In caso di capelli lunghi,
indossare una retina.
Attenzione all'utensile rotante.
Quando si lavora con il dispositivo, indossare
sempre occhiali protettivi, guanti da lavoro e
calzature antinfortunistiche rigide!
Pericolo di lesioni per la presenza di bordi affilati.
Indossare i guanti di protezione.
Dopo il lavoro, gli inserti di taglio, i portainserti, il
pezzo e i trucioli possono essere roventi. Indossare
i guanti di protezione.
Un'impugnatura supplementare eventualmente
danneggiata o logora dev'essere sostituita. Non
mettere in funzione l'utensile se l'impugnatura
supplementare è difettosa.
Estrarre la spina dalla presa prima di eseguire
qualunque intervento di regolazione, modifica,
manutenzione o pulizia.
Si raccomanda di utilizzare un impianto di
aspirazione stazionario. Applicare sempre a monte
un interruttore di sicurezza FI (RCD) con corrente di
scatto max. di 30 mA. In caso di disattivazione
37
Page 38

ITALIANOit
tramite l'interruttore FI, controllare e pulire il
dispositivo. Vedere il capitolo 10. Pulizia.
Indossare le protezioni acustiche, qualora si
debba lavorare per lunghi periodi. L'effetto
prolungato di un'intensità acustica elevata può
danneggiare l'udito.
Utilizzare solamente inserti di taglio affilati e integri.
Il pezzo in lavorazione dev'essere saldamente
appoggiato e fissato in modo da non scivolare, ad
es. mediante appositi dispositivi di fissaggio. I pezzi
in lavorazione di grandi dimensioni devono essere
tenuti ben saldi.
Accertarsi che le scintille e i trucioli roventi prodotti
durante l'impiego dell'utensile non rappresentin o un
pericolo, ad esempio che non colpiscano l'utente o
altre persone o che non incendino sostanze
infiammabili. I luoghi a rischio devono essere
protetti con coperture ignifughe. Nelle zone a
rischio d'incendio, tenere sempre pronto un
estintore adeguato.
Afferrare sempre saldamente il dispositivo per le
impugnature previste usando entrambe le mani,
assumere una postura stabile e lavorare
concentrati.
Tenere le mani lontano dall'area della fresa e
dell'utensile accessorio.
Non afferrare l'utensile accessorio in rotazione!
Rimuovere trucioli e simili solo con il dispositivo
disinserito. Estrarre la spina dalla presa.
Gli utensili accessori danneggiati, ovalizzati e/o
vibranti non devono essere utilizzati.
Non lavorare a un livello al di sopra della testa.
Non utilizzare mai l'utensile se non è completo di
tutte le sue parti o se sull'utensile sono state
eseguite delle modifiche non autorizzate.
Ridurre la formazione di polvere:
Le particelle che si formano durante l'utilizzo di
questo dispositivo possono contenere
sostanze che potrebbero provocare tumori, reazioni
allergiche, malattie alle vie respiratorie, difetti alla
nascita o altre anomalie nella riproduzione. Ecco
alcuni esempi di queste sostanze: piombo (in
vernici contenenti piombo), polvere minerale
(mattoni, calcestruzzo e sim.), additivi per il
trattamento del legno (cromato, conservanti per
legno), alcuni tipi di legno (polvere di quercia o
faggio), metalli, amianto.
Il rischio dipende dalla durata di esposizione da
parte dell'utilizzatore o delle persone che si trovano
nelle vicinanze.
Impedire alle particelle di raggiungere il corpo.
Per ridurre l'esposizione a queste sostanze:
garantire una ventilazione sufficiente nel luogo di
lavoro e indossare un equipaggiamento di
protezione adeguato, come ad es. mascherine in
grado di filtrare le particelle microscopiche.
Osservare le direttive inerenti al materiale utilizzato,
al personale, al tipo e luogo di impiego (ad es.
disposizioni sulla sicurezza del lavoro,
smaltimento).
Raccogliere le particelle formatesi ed evitare che si
depositino nell'ambiente.
38
Ridurre la formazione di polvere procedendo come
segue:
- non indirizzare le particelle in uscita e la corrente
dell'aria di scarico del dispositivo su di sé o sulle
persone che si trovano nelle vicinanze, né sulla
polvere depositata;
- utilizzare un impianto di aspirazione e/o un
depuratore d'aria;
- ventilare bene il luogo di lavoro e tenerlo pulito
tramite aspirazione. Passando la scopa o
soffiando si provoca un movimento vorticoso della
polvere.
- Aspirare o lavare gli indumenti di protezione. Non
soffiare, scuotere o spazzolare.
5. Sintesi
Vedere le pagine 2 e 3.
1 Impugnatura a staffa
2 Disco di arresto
3 Viti ad alette
4 Fori filettati nella carcassa ingranaggi
5 Impugnatura laterale *
6 Scala (altezza di fase)
7 Anello di regolazione (altezza di fase)
8 Viti d'arresto dell'anello di scala
9 Anello di scala (altezza di fase)
10
Rotella di regolazione per l'impostazione del
numero di giri
11 Sistema elettronico di segnalazione *
12 Impugnatura
13 Viti delle lamiere di protezione trucioli
14 Lamiere di protezione trucioli
15 Binario di guida
16 Freccia = direzione di lavoro prescritta
17 Scala (angolo di fase)
18 Viti (angolo di fase)
19 Portainserti/testa della fresa
20 Inserto di taglio
21 Vite di fissaggio dell'inserto di taglio
22 Interruttore a cursore *
23 Interruttore paddle *
24 Blocco *
25 Pulsante interruttore *
26 Rullo di guida
27 Scala (diametro del tubo)
*in base alla dotazione
*
6. Messa in funzione
Prima della messa in funzione, verificare che
la frequenza e la tensione di alimentazione
corrispondano ai dati elettrici riportati sulla targhetta
del modello.
Applicare sempre a monte un interruttore di
sicurezza FI (RCD) con corrente di scatto
max. di 30 mA.
6.1 Montaggio dell'impugnatura
supplementare
Lavorare solo con l'impugnata a staffa (1) o
l'impugnatura laterale (5) montata (secondo la
Page 39

dotazione)! Applicare l'impugnatura come illustrato
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
(v. pagina 2 fig. A).
Applicazione dell'impugnatura a staffa (1)
- Applicare i dischi di arresto (2) a sinistra e a destra
sull'impugnatura (1).
- Spostare l'impugnatura (1) con i dischi di arresto
(2) in avanti, sulla carcassa ingranaggi.
- Inserire le viti ad alette (3) a sinistra e a destra
nell'impugnatura (1) e avvitare leggermente.
- Regolare l'impugnatura (1) sull'angolo desiderato.
- Avvitare a fondo, manualmente, le viti ad alette (3)
a sinistra e a destra.
Applicazione dell'impugnatura laterale (5)
(secondo la dotazione, solo per KFM 15-10 F,
KFMPB 15-10 F):
Per la fresatura dei bordi con angoli ridotti
(impostazione < 30°), secondo le condizioni di
lavoro, può essere vantaggioso utilizzare
l'impugnatura laterale (5), invece dell'impugnatura a
staffa (1). Per angoli maggiori, utilizzare sempre
l'impugnatura a staffa (1) per avere una presa
migliore sul dispositivo.
- Avvitare a fondo l'impugnatura laterale (5) sul lato
destro o sinistro del dispositivo.
7. Regolazione
Estrarre la spina dalla presa prima di eseguire
qualunque intervento di regolazione, modifica,
manutenzione o pulizia.
Dopo il lavoro, gli inserti di taglio, i portainserti,
il pezzo e i trucioli possono essere roventi.
Indossare i guanti di protezione.
Pericolo di schiacciamento! Indossare i guanti
di protezione.
7.1 Regolazione dell'angolo di fase
1. Leggere sulla scala (17) l'angolo di fase
impostato.
2. Svitare le viti (13) e sollevare le due lamiere di
protezione trucioli (14) (a sinistra e a destra della
macchina).
3. Svitare le viti (18) (davanti e dietro) e regolare
l'angolo di fase girando il binario di guida (15)
sull'angolo desiderato. Leggere sulla scala (17)
l'angolo impostato.
4. Serrare con forza le viti (18) (davanti e dietro).
5. Abbassare completamente le due lamiere di
protezione trucioli (14) (a sinistra e a destra della
macchina). Serrare le viti (13) (a sinistra e a
destra della macchina).
6. Modificando l'angolo di fase, cambia anche
l'altezza di fase (per motivi costruttivi). Pertanto,
dopo aver modificato l'angolo di fase, regolare
anche l'altezza di fase. Vedere il capitolo 7.2.
7.2 Regolazione dell'altezza di fase
Prima regolare l'angolo di fase:
1. innanzi tutto, verificare che sia impostato
l'angolo di fase desiderato. Leggere sulla scala
(17) l'angolo di fase impostato. Regolare
all'occorrenza. Vedere il capitolo 7.1.
ITALIANO it
Determinare il valore d'impostazione:
Nota: per realizzare grandi altezze di fase, eseguire
sempre diversi processi di fresatura (minimo 3). I
materiali duri richiedono più processi di fresatura. I
vantaggi sono i seguenti: maggiore durata utile
degli inserti di taglio, migliore risultato in termini di
qualità della superficie, lavoro più semplice.
Non superare la "massima altezza di fase per
ciascun processo di fresatura".
KFM 15...(con 45°):
1° processo di fresatura max. 6 mm
2° e 3° processo di fresatura max. 2 mm
KFM 17...:(con 45°)
1° processo di fresatura max. 9 mm
2° e 3° processo di fresatura max. 3 mm
Non superare la massima altezza di fase consentita
(h
) (vedere il capitolo Dati tecnici).
max
Per una qualità ottimale della superficie è
consigliabile asportare solo poco materiale durante
l'ultimo processo di fresatura.
2. Selezionare il diagramma valido per il proprio
dispositivo (vedere il lato posteriore).
3. Selezionare la linea valida per l'angolo di fase
impostato (vedere il lato posteriore).
4. Esempio per un angolo di fase di 45° e
un'altezza di fase desiderata di 3 mm (v. la figura
sotto). Risultato: valore d'impostazione = 2,0
Selezionare sull'asse Y l'altezza di fase che si
desidera impostare. Tracciare una linea
orizzontale fino al punto d'intersezione con la
linea. Dal punto d'intersezione, tracciare la
perpendicolare all'asse X. Leggere il valore
sull'asse X. Questo valore X va impostato sul
dispositivo nel modo seguente.
Nota: il diagramma è riferito a pezzi dai bordi
affilati. Se i pezzi hanno i bordi arrotondati,
questo va tenuto in considerazione per la
regolazione dell'altezza di fase.
Impostazione dell'altezza di fase:
5. Sollevare l'anello di regolazione (7) e girarlo in
modo che sulla scala (9) venga impostato il
valore X del diagramma. Vedere l'immagine
sottostante: valore impostato X = 2,0.
(Una rotazione corrisponde a X = 3. Per valori X
maggiori: procedere con più rotazioni. La scala
(6) serve come orientamento di massima per la
regolazione).
39
Page 40

ITALIANOit
6
8
1.
2.
8
5
KFMPB 15-10 F
Accensione: spostare l'interruttore paddle (23) in
direzione della freccia, quindi premere
l'interruttore paddle (23).
Spegnimento: rilasciare l'interruttore paddle (23).
(vedere pag. 3, fig. B):
6. Eseguire una fresatura di prova.
7. Se per l'ultimo processo di fresatura l'altezza di
fase va impostata con precisione, procedere
come segue:
eseguire una fresatura di prova. Misurare
l'altezza di fase fresata e regolarla all'occorrenza
facendo girare l'anello di regolazione (7) di una
tacca: rotazione in senso orario = altezza di fase
maggiore. Rotazione in senso antiorario =
altezza di fase minore. Eseguire un'altra
fresatura di prova. Ripetere la procedura
all'occorrenza.
8. Utilizzo
8.1 Attivazione/disattivazione
Tenere sempre il dispositivo con entrambe le
mani.
Mettere prima in funzione il dispositivo, quindi
avvicinare l'utensile accessorio al pezzo in
lavorazione.
Evitare l'avviamento accidentale: disinserire
sempre il dispositivo quando la spina viene
staccata dalla presa oppure se si verifica
un'interruzione di corrente.
In caso di funzionamento continuo, l'utensile
continua a funzionare anche se si lascia la
presa. Pertanto, tenere sempre saldamente il
dispositivo con entrambe le mani afferrandolo per le
apposite impugnature, assumere una postura
stabile e lavorare concentrati.
Evitare che il dispositivo aspiri la polvere e i
trucioli o ne provochi movimenti vorticosi.
Dopo lo spegnimento, riporre il dispositivo soltanto
dopo che il motore si è completamente arrestato.
KFM 15-10 F
Accensione: spingere l'interruttore a cursore (22)
in avanti. Per il funzionamento continuo, premerlo
verso il basso fino all'innesto.
Spegnimento: premere sull'estremità posteriore
dell'interruttore a cursore (22) e rilasciare.
40
(vedere pagina 3, fig. B):
KFM 16-15 F
Accensione temporanea:
Accensione: premere il blocco (24) e poi il
Spegnimento: rilasciare l'interruttore a pulsante
Funzionamento continuo:
Accensione: premere e tenera premuto l'arresto
Spegnimento: premere e rilasciare il pulsante
8.2 Impostazione del numero di giri
Con la rotellina di regolazione (10) è possibile
preimpostare il numero di giri e modificarlo in modo
continuo.
Le posizioni 1-6 corrispondono
approssimativamente ai seguenti numeri di giri al
minimo:
1 ........ 7800 / min 4........10200 / min
2 ........ 8600 / min 5........11100 / min
3 ........ 9400 / min 6........12200 / min
L'elettronica VTC consente di lavorare in funzione
del materiale e di mantenere un numero di giri
costante anche sotto carico.
Numero di giri al minimo raccomandato per diversi
materiali:
alluminio, rame, ottone.................................. 4-6
acciaio fino a 400 N/mm
acciaio fino a 600 N/mm
acciaio fino a 900 N/mm2.............................. 2-4
Acciaio inox................................................... 1-3
L'impostazione ottimale dovrà essere verificata con
una prova pratica.
8.3 Istruzioni di lavoro generali
1. Controllare gli inserti di taglio (20). Sostituire gli
inserti di taglio danneggiati o usurati.
2. Fissare il pezzo con gli appositi sistemi, in modo
che non vibri.
3. Durante la lavorazione dei tubi, osservare
quanto indicato nel capitolo 8.4.
4. Impostare l'angolo di fase (capitolo 7.1).
5. Impostare l'altezza di fase (capitolo 7.2).
6. Afferrare sempre saldamente il dispositivo per le
impugnature previste usando entrambe le mani,
assumere una postura stabile e lavorare
concentrati.
7. Gli inserti di taglio (20) non sono a contatto con
il pezzo. Prima accendere, poi posare il
(vedere pagina 3, fig. B):
pulsante interruttore (25). Rilasciare il blocco
(24).
(25).
(24). Premere e tenere premuto il pulsante
interruttore (25). Adesso il dispositivo è
acceso. Ora premere nuovamente il blocco
(24) per arrestare il pulsante interruttore (25)
(accensione permanente).
interruttore (25).
(KFM 15-10 F)
2
.............................. 4-6
2
.............................. 3-5
Page 41

dispositivo con il binario di guida (15) sul pezzo
A
B
e, infine, avvicinare lentamente l'utensile
accessorio al pezzo.
8. Spingere il dispositivo solo nella direzione
indicata con una freccia (16).
Spingere il dispositivo esclusivamente nel
senso della freccia (16). Altrimenti esiste il
pericolo di contraccolpo. Procedere con un
avanzamento regolare, adeguato al materiale in
lavorazione. Non angolare il disco, non
esercitare pressione, non oscillare.
9. Condurre l'utensile in modo che il binario di
guida (15) sia a contatto con il pezzo in
lavorazione.
10.Termine del lavoro: allontanare l'utensile
accessorio e spegnere il dispositivo. Attendere
l'arresto del motore e riporre il dispositivo.
8.4 Lavorazione di tubi sul bordo esterno
1. Determinare il diametro del tubo in lavorazione.
2. V ede re pa gin a 3, f ig. C. Ap plic are il ru llo di gu ida
(26) al binario di guida (15) come illustrato.
Spostare il rullo di guida (26) e procedere con
l'impostazione sulla scala (27) in base al
diametro del tubo. Serrare il dato del rullo di
guida, fissandolo con una chiave fissa.
3. Osservare le istruzioni di lavoro generali
(capitolo 8.3).
4. Afferrare sempre saldamente il dispositivo per le
impugnature previste usando entrambe le mani,
assumere una postura stabile e lavorare
concentrati.
5. Posare il dispos itivo con il rullo di guida (26) sulla
superficie esterna del tubo. Quindi, posare il
binario di guida sulla superficie dell'estremità del
tubo.
6. Gli inserti di taglio (20) non sono ancora a
contatto con il pezzo. Innanzi tutto accendere il
dispositivo, quindi inclinarlo lentamente intorno
al rullo di guida (26) e avvicinare al pezzo la testa
della fresa.
7. Osservare le istruzioni di lavoro generali
(capitolo 8.3).
8.5 KFM 16-15 F: possibilità di girare il
binario di guida (15)
Nel modello KFM 16-15 il binario di guida (15) è
installato in senso orizzontale. Nella maggior parte
dei lavori, questo consente un migliore
assorbimento delle forze, con conseguente
alleggerimento del lavoro.
Se però, per particolari lavori, si preferi sce installare
la guida (15) in senso verticale, il servizio di
assistenza clienti Metabo fornisce le istruzioni
specifiche su richiesta.
ITALIANO it
Controllare regolarmente il portainserti (19). Far
riparare/sostituire i portainserti danneggiato o
usurati.
Controllare regolarmente tutti gli inserti di taglio
(20). Sostituire gli inserti di taglio danneggiati o
usurati.
Girare o sostituire per tempo gli inserti di taglio
non più affilati oppure con il rivestimento
usurato. Gli inserti di taglio poco affilati aumentano
il pericolo che il dispositivo s'inceppi e si rompa o
che il portainserti (19) venga danneggiato.
Gli inserti di taglio molto usurati o difettosi non
devono più essere utilizzati.
Girare o sostituire sempre tutti gli inserti di
taglio.
Utilizzare solo gli inserti di taglio approvati da
Metabo. Vedere il capitolo Accessori.
Figura A: Usura normale: girare/sostituire l'inserto di
taglio.
Figura B: Usura per la lavorazione di materiali duri:
girare/sostituire gli inserti di taglio. In caso di forte
usura, non utilizzare l'inserto di taglio, ma sostituirlo.
1. Svitare le viti (13) e sollevare una lamiera di
protezione trucioli (14).
2. Se necessario, girare a mano il portainserti (19).
3. Svitare la vite di fissaggio (21) ed estrarre
l'inserto di taglio (20).
4. Pulire l'inserto di taglio (20) e le superfici di
serraggio del portainserti (19).
5. Girare l'inserto di taglio oppure, se tutte le lame
non sono più affilate, applicare un nuovo inserto.
6. Riavvitare l'inserto di taglio (20) con la vite di
fissaggio (21). Coppia: 3,5 Nm.
7. Abbassare completamente la lamiera di
protezione trucioli (14). Serrare le viti (13).
Nota:
la rottura degli angoli degli inserti di taglio o,
in casi estremi, la rottura degli interi completi, può
essere provocata da:
9. Manutenzione
9.1 Sostituzione degli inserti di taglio
Estrarre la spina dalla presa prima di eseguire
qualunque intervento di regolazione,
riattrezzamento, manutenzione o pulizia.
Dopo il lavoro, gli inserti di taglio, i portainserti,
il pezzo e i trucioli possono essere roventi.
Indossare i guanti di protezione.
- Colpi sull'inserto di taglio in seguito a procedure di
lavoro errate: vedere il capitolo 8.3.
- Vibrazioni del pezzo: fissare il pezzo con gli
appositi sistemi, in modo che non vibri.
- Inserto di taglio non fissato correttamente: pulire
sempre le superfici di serraggio e rispettare la
coppia.
41
Page 42

ITALIANOit
- Inserto di taglio non fissato correttamente: gli
inserti di taglio fortemente usurati non hanno
abbastanza superficie d'appoggio, pertanto non
possono essere fissati correttamente.
10. Pulizia
Estrarre la spina dalla presa.
I trucioli e le particelle si possono depositare sulla
testa della fresa (19). Questo può bloccare la testa
della fresa. Pulire regolarmente la testa della fresa e
l'ambiente di lavoro e rimuovere trucioli e particelle.
Durante la lavorazione possono depositarsi delle
particelle all'interno dell'elettroutensile. Questo
compromette il raffreddamento dell'elettroutensile. I
depositi conduttori possono compromettere
l'isolamento dell'elettroutensile e provocare pericoli
elettrici.
Aspirare aria dall'elettroutensile regolarmente,
spesso e a fondo, tramite le fenditure anteriori e
posteriori. Staccare prima l'utensile
dall'alimentazione elettrica e indossare occhiali
protettivi e mascherina antipolvere.
11. Eliminazione dei guasti
KFM 15-10 F, KFMPB 15-10 F:
Il sistema elettronico di segnalazione (11)
si illumina e la velocità sotto carico
diminuisce. Il carico del dispositivo è troppo
elevato! Fare funzionare il dispositivo al minimo
regime fino allo spegnimento del sistema
elettronico di segnalazione.
-Il dispositivo non entra in funzione. Il
sistema elettronico di segnalazione (11)
(secondo l'equipaggiamento) lampeggia.
La protezione contro il riavvio è scattata. Se la spina
viene inserita con il dispositivo acceso o viene
ripristinata la corrente dopo un'interruzione, il
dispositivo non si riavvia. Spegnere e riaccendere il
dispositivo.
KFM 16-15 F:
- Protezione contro il riavvio accidentale: se la
spina viene inserita con il dispositivo acceso o
viene ripristinata la corrente dopo un'interruzione,
il dispositivo non si riavvia. Spegnere e
riaccendere il dispositivo.
- Protezione contro i sovraccarichi: il numero
di giri sotto carico diminuisce. La
temperatura dell'avvolgimento è troppo
elevata! Far funzionare il dispositivo a vuoto fino
al raffreddamento.
- L'accensione produce un breve abbassamento
della tensione. In caso di condizioni di rete
anomale, sussiste il rischio di compromettere altri
apparecchi. Con impedenze di rete inferiori a
0,4 Ohm non si verificano anomalie.
12. Accessori
Utilizzare solo accessori originali Metabo.
42
Utilizzare esclusivamente accessori conformi ai
requisiti e ai parametri riportati nelle presenti
istruzioni per l'uso.
Applicare gli accessori in modo sicuro. Se il
dispositivo è applicato ad un supporto: fissare bene
il dispositivo. La perdita del controllo può provocare
lesioni.
A Inserti di taglio 10 HM universali ........6.23564
B Vite di fissaggio per inserti
di taglio .............................................6.23566
C Lubrorefrigerante ...............................6.23443
Il programma completo degli accessori è
disponibile all’indirizzo www.metabo.com oppure
nel catalogo.
13. Riparazione
Gli interventi di riparazione degli elettroutensili
sono riservati esclusivamente ai tecnici
elettricisti specializzati!
Nel caso di elettroutensili Metabo che necessitino di
riparazioni, rivolgersi al proprio rappresentante
Metabo di zona. Per gli indirizzi consultare il sito
www.metabo.com.
Gli elenchi delle parti di ricambio possono essere
scaricati dal sito www.metabo.com.
14. Tutela dell'ambiente
Attenersi alle norme nazionali riguardo allo
smaltimento eco-compatibile e al riciclaggio di
macchine fuori servizio, imballaggi e accessori.
Solo per i Paesi UE: non smaltire gli elettroutensili con i rifiuti domestici! Secondo la Diret-
tiva europea 2012/19/EU sugli utensili elettrici ed elettronici usati e l'applicazione nel diritto
nazionale, gli elettroutensili usati devono essere
smaltiti separatamente e sottoposti ad un sistema di
riciclaggio eco-compatibile.
15. Dati tecnici
Spiegazioni relative ai dati riportati a pagina 4. Ci
riserviamo il diritto di apportare modifiche
nell'ambito dello sviluppo tecnologico.
n =numero di giri a vuoto (massimo numero
P
P
h
b
a=angolo di fase
d
m=peso senza cavo di rete
Valori misurati a norma EN 60745.
di giri)
=assorbimento di potenza nominale
1
=potenza erogata
2
=max. altezza di fase
max
=max. larghezza di fase
max
=diametro minimo del tubo
min
Dispositivo di classe di protezione II
~ Corrente alternata
I dati tecnici sopra indicati sono soggetti a tolleranze
(secondo gli standard specifici vigenti).
Valori di emissione
Tali valori consentono di stimare le emissioni
dell'elettroutensile e di raffrontarle con altri
Page 43

elettroutensili. In base alle condizioni d'impiego, allo
stato dell'elettroutensile o degli utensili accessori, il
carico effettivo può risultare superiore o inferiore. Ai
fini di una corretta stima, considerare le pause di
lavoro e le fasi di carico ridotto. Basandosi su valori
stimati e opportunamente adattati, stabilire misure
di sicurezza idonee per l'utilizzatore, ad es. di
carattere organizzativo.
Valore complessivo delle vibrazioni
vettoriale delle tre direzioni) calcolato secondo la
norma EN 60745:
a
=valore di emissione vibrazione
h, SG
K
=incertezza (vibrazioni)
h,SG
Livello sonoro classe A tipico
=livello di pressione acustica
L
pA
L
=livello di potenza acustica
WA
K
, KWA=incertezza
pA
(somma
:
Durante il lavoro è possibile che venga superato il
livello di rumorosità di 80 dB(A).
Indossare le protezioni acustiche!
Disturbi elettromagnetici:
In caso di disturbi elettromagnetici esterni estremi
potrebbero verificarsi temporanee variazioni del
numero di giri oppure potrebbe attivarsi la
protezione contro il riavvio. In questo caso
spegnere e riaccendere il dispositivo.
ITALIANO it
43
Page 44

ESPAÑOLes
Manual original
1. Declaración de conformidad
Declaramos bajo nuestra exclusiva
responsabilidad que estas fresadoras de cantos,
identificadas por tipo y número de serie *1),
cumplen todas las disposiciones pertinentes de las
directivas *2) y normas *3). Documentaciones
técnicas en *4) - véase página 4.
2. Aplicación de acuerdo a la
finalidad
La fresadora de cantos está diseñada para fresar
cantos de acero, acero inoxidable, aluminio y
aleaciones de aluminio, en entornos profesionales.
Para trabajar el aluminio, las aleaciones de aluminio
y el acero inoxidable es preciso utilizar un producto
lubricante adecuado (ref.: 6.23443).
Al trabajar con aluminio también se recomienda
este producto lubricante, ya que de este modo se
prolonga la vida útil de la herramienta y la máquina
se desliza con mayor facilidad sobre la pieza de
trabajo.
Los posibles daños derivados de un uso
inadecuado son responsabilidad exclusiva del
usuario.
Se deberán respetar las normas sobre prevención
de accidentes generalmente aceptadas y las
indicaciones de seguridad aquí incluidas.
3. Indicaciones generales de
seguridad
Por favor, por su propia protección y la de
su herramienta eléctrica, preste especial
atención a las partes marcadas con este
símbolo.
ADVERTENCIA: lea el manual de
instrucciones para reducir el riesgo de
accidentes.
ADVERTENCIA: lea íntegramente las
indicaciones de seguridad e
instrucciones de manejo. La no observación de
las indicaciones de seguridad e instrucciones de
manejo siguientes puede dar lugar a descargas
eléctricas, incendios y/o lesiones graves.
Guarde estas indicaciones de seguridad e
instrucciones de manejo en un lugar seguro.
Si entrega su herramienta eléctrica a otra persona,
es imprescindible entregar también el presente
documento.
4. Indicaciones especiales de
seguridad
a) No utilice accesorios que no estén
especialmente diseñados y recomendados por
el fabricante para esta herramienta eléctrica en
particular. El hecho de poder montar el accesorio
44
en la herramienta no garantiza una utilización
segura.
b) No utilice herramientas de inserción
dañadas. Antes de cada uso, asegúrese de que
las plaquitas intercambiables no presentan
fisuras, deformaciones o un desgaste fuerte.
En el caso de que la herramienta eléctrica o la
de inserción caigan al suelo, compruebe si se
ha dañado, o bien utilice una herramienta sin
dañar.
c) Utilice el equipamiento personal de
protección. En función de la aplicación, utilice
mascarilla protectora, protector ocular o gafas
protectoras. Si procede, utilice una mascarilla
antipolvo, cascos protectores para los oídos,
guantes protectores o un delantal especial
para mantener alejadas las pequeñas
partículas de material desprendidas. Los ojos
deben quedar protegidos de los cuerpos extraños
suspendidos en el aire y producidos por las
diferentes aplicaciones. Las mascarillas
respiratorias y antipolvo deben filtrar el polvo que se
genera con la aplicación correspondiente. Si está
expuesto a un fuerte nivel de ruido durante un
período prolongado, su capacidad auditiva puede
verse afectada.
d) Compruebe que las demás personas se
mantienen a una distancia de seguridad de su
zona de trabajo. Cualquier persona que entre
en la zona de trabajo debe utilizar equipo de
protección personal. Fragmentos de la pieza de
trabajo o herramientas de inserción rotas pueden
salir disparadas y ocasionar lesiones incluso fuera
de la zona directa de trabajo.
e) Sujete siempre la herramienta con fuerza y
firmeza cuando vaya a ponerla en
funcionamiento. En el tiempo en el que la
máquina acelera hasta alcanzar las revoluciones
de trabajo, el par de reacción puede conllevar a que
la herramienta eléctrica se tuerza.
f) Siempre que sea posible, es recomendable
utilizar pinzas de apriete para fijar la
herramienta. Jamás sostenga una pieza
pequeña en una mano y una herramienta
eléctrica en la otra mientras está trabajando
con ésta. Al fijar piezas pequeñas con una pinza
tendrá las dos manos libres para ejercer un mejor
control de la herramienta eléctrica.
g) Nunca deposite la herramienta eléctrica
antes de que la herramienta de inserción se
haya detenido por completo. La herramienta de
inserción en movimiento puede entrar en contacto
con la superficie sobre la que se ha depositado, lo
que puede provocar una pérdida de control sobre la
herramienta eléctrica.
h) No deje la herramienta eléctrica en marcha
mientras la transporta. La ropa podría
engancharse involuntariamente en la herramienta
en movimiento y la herramienta podría perforar su
cuerpo.
i) Limpie regularmente la ranura de ventilación
de su herramienta eléctrica. El ventilador del
Page 45

motor introduce polvo en la carcasa, y una fuerte
acumulación de polvo de metal puede provocar
peligros eléctricos.
j) No utilice la herramienta eléctrica cerca de
materiales inflamables. Las chispas y virutas
calientes podrían prender en estos materiales.
k) No utilice ninguna herramienta de inserción
que precise refrigeración líquida. La utilización
de agua u otros refrigerantes líquidos puede
provocar una descarga eléctrica.
4.1 Contragolpe e indicaciones de seguridad
correspondientes
El contragolpe es la reacción súbita dada por una
herramienta rotatoria bloqueada o enganchada. El
enganchamiento o bloqueo conlleva a una parada
abrupta de la herramienta en rotación. A su vez se
genera una aceleración incontrolada de la
herramienta eléctrica en sentido contrario al de giro
de la herramienta de inserción en el punto de
bloqueo.
Si una plaquita se engancha o se bloquea en la
pieza de trabajo, el borde de la plaquita que se
introduce en la pieza de trabajo puede quedar
retenida y como consecuencia la plaquita puede
romperse o provocar un contragolpe. En ese caso,
el portaplaquitas podría desplazarse hacia el
usuario o en sentido opuesto, en función del
sentido de giro de la plaquita en el punto de
bloqueo. Esto puede ocasionar también la rotura de
las plaquitas intercambiables.
Un contragolpe es la consecuencia de un uso
inadecuado o indebido de la herramienta eléctrica.
Se puede evitar tomando las medidas apropiadas
como las que se describen a continuación.
a)Sujete bien la herramienta eléctrica y
mantenga el cuerpo y los brazos en una
posición en la que pueda absorber la fuerza del
contragolpe. El usuario puede controlar la fuerza
del contragolpe adoptando las medidas de
precaución apropiadas.
b) Trabaje con especial cuidado en el área de
esquinas, bordes afilados, etc. Evite que las
herramientas de inserción reboten en la pieza
de trabajo y se atasquen. La herramienta de
inserción en movimiento tiende a atascarse en las
esquinas, en los bordes afilados o cuando rebota.
Esto provoca una pérdida de control o un
contragolpe.
c) Dirija la herramienta de inserción hacia el
material siempre en la misma dirección en la
que sale el filo de corte del material (igual a la
dirección de salida de la viruta). En caso de
llevar la herramienta eléctrica en la dirección
incorrecta, el borde de corte de la herramienta de
inserción puede romperse y salir de la pieza de
trabajo con lo que la herramienta eléctrica se
desviaría hacia la dirección de avance.
d) Evite el bloqueo de la plaquita o una presión
excesiva. No ajuste una altura de chaflán
superior al límite máximo admisible. La
sobrecarga de las plaquitas intercambiables
aumenta la carga y la susceptibilidad a atascos o
ESPAÑOL es
bloqueos, y por lo tanto, la posibilidad de
contragolpe o rotura de una plaquita.
e) Evite tocar con la mano el área situada
delante y detrás de la plaquita mientras ésta se
encuentra en movimiento. Si está moviendo la
plaquita en la pieza de trabajo en dirección opuesta
a usted, en caso de contragolpe, la herramienta
eléctrica podría salir disparada hacia usted con la
plaquita en movimiento.
Sustituya o bien rectifique con antelación
suficiente las plaquitas desafiladas o aquellas
cuyo revestimiento esté desgastado. Las
plaquitas desafiladas aumentan el riesgo de que la
máquina se atasque y se rompa.
4.2 Otras indicaciones de seguridad:
Sujete la herramienta eléctrica únicamente en
las superficies aisladas de la empuñadura,
puesto que la fresadora puede cortar el propio
cable de alimentación. El contacto con un cable
conductor de corriente puede electrizar también las
partes metálicas de la herramienta y causar una
descarga eléctrica.
Mantenga limpio y bien iluminado su puesto de
trabajo. El desorden y una iluminación deficiente en
las áreas de trabajo pueden provocar accidentes.
ADVERTENCIA – Utilice siempre gafas
protectoras.
Lleve puestos cascos protectores.
Extraiga el enchufe de la toma de corriente
antes de realizar cualquier trabajo de ajuste,
reparación, reequipamiento o limpieza en la
herramienta.
Use ropa de protección adecuada.
Tenga cuidado de que nadie resulte herido
por la proyección de cuerpos extraños.
Mantenga a las personas y los animales
domésticos cercanos a usted a una
distancia segura del aparato.
Mantenga alejados de la máquina el pelo, la
ropa suelta, los dedos o cualquier otra parte
del cuerpo. Podrían quedar atrapados y ser
succionados hacia dentro. Utilice una redecilla en
caso de pelo largo.
Advertencia de herramienta en movimiento
Lleve siempre puestas gafas protectoras, guantes
de trabajo y calzado firme cuando trabaje con la
herramienta.
Peligro de lesiones por bordes afilados. Use
guantes protectores.
Las plaquitas intercambiables, el portaplaquitas, la
pieza de trabajo y las virutas pueden estar calientes
después de trabajar. Use guantes protectores.
45
Page 46

ESPAÑOLes
Las empuñaduras adicionales dañadas o
agrietadas deben cambiarse. No utilice
herramientas cuya empuñadura adicional esté
defectuosa.
Extraiga el enchufe de la toma de corriente antes de
realizar cualquier trabajo de ajuste, reparación,
reequipamiento o limpieza en la herramienta.
Se recomienda utilizar un sistema de aspiración
fijo. Preconecte siempre un dispositivo de corriente
residual FI (RCD) con una corriente de
desconexión máxima de 30 mA. Al desconectar la
máquina mediante el interruptor de protección FI,
ésta deberá revisarse y limpiarse. Véase el capítulo
10. Limpieza.
Si los trabajos duran un período de tiempo
prolongado, use protección para los oídos. La
exposición a niveles de ruido elevados durante
períodos prolongados puede causar daños en la
capacidad auditiva.
Utilizar únicamente plaquitas afiladas, que no
presenten daños.
La pieza de trabajo debe apoyarse firmemente y
estar asegurada para evitar que se deslice,
utilizando por ejemplo dispositivos de sujeción. Las
piezas de trabajo grandes deben estar
debidamente sujetas.
Cuide de que las chispas y las virutas calientes
generadas durante el trabajo no provoquen ningún
peligro, p. ej. que no alcancen al usuario, ni a otras
personas ni a sustancias inflamables. Las zonas
peligrosas deberán protegerse con mantas
ignífugas. Tenga un extintor adecuado al alcance
cuando trabaje cerca de zonas peligrosas.
Sujete siempre la herramienta por sus
empuñaduras con ambas manos, adopte una
postura segura y trabaje concentrado.
Mantenga sus manos lejos de la zona de fresado y
de la herramienta de inserción.
¡No toque la herramienta de inserción en rotación!
La máquina debe estar siempre detenida para
eliminar virutas y otros residuos similares. Extraiga
el enchufe de la toma de corriente.
No deben utilizarse herramientas de inserción
dañadas, descentradas o que vibren.
No trabajar por encima de la cabeza.
Nunca use la herramienta incompleta o modificada
sin autorización expresa.
Reducir la exposición al polvo:
Las partículas que se generan al trabajar con
está máquina pueden contener sustancias
susceptibles de provocar cáncer, reacciones
alérgicas, enfermedades respiratorias,
malformaciones fetales u otros daños
reproductivos. Algunos ejemplos de este tipo de
sustancias son: el plomo (en pinturas que
contengan plomo), el polvo mineral (de ladrillos,
bloques de hormigón, etc.), los aditivos para el
tratamiento de la madera (cromatos, conservantes
de la madera), algunos tipos de madera (como el
polvo de roble y de haya), los metales o el amianto.
El riesgo depende del tiempo de exposición del
usuario o de las personas próximas a él.
46
Evite que estas partículas entren en su cuerpo.
Para reducir la exposición a estas sustancias:
asegúrese de que el puesto de trabajo esté bien
ventilado y protéjase con el equipamiento de
protección adecuado, como por ejemplo,
mascarillas de protección respiratoria adecuadas
para filtrar este tipo de partículas microscópicas.
Respete las directivas (p. ej. normas de protección
laboral, de eliminación de residuos) aplicables a su
material, personal, uso y lugar de utilización.
Recoja las partículas resultantes en el mismo lugar
de emisión, evite que éstas se sedimenten en el
entorno.
Reduzca la exposición al polvo:
- evitando dirigir las partículas liberadas y la
corriente de la máquina hacia usted, hacia las
personas próximas a usted o hacia el polvo
acumulado,
- incorporando un sistema de aspiración y/o un
depurador de aire,
- ventilando bien el puesto de trabajo o
manteniéndolo limpio mediante sistemas de
aspiración. Barrer o soplar sólo hace que el polvo
se levante y arremoline.
- Lave la ropa de protección o límpiela mediante
aspiración. No utilice sistemas de soplado, ni la
golpee ni la cepille.
5. Descripción general
Véase página 2 y 3.
1Asa
2Disco de retención
3 Tornillo de ojeretas
4 Rosca en carcasa de engranaje
5 Mango lateral *
6 Escala (altura de chaflán)
7 Anillo de ajuste (altura de chaflán)
8 Tornillos prisioneros del anillo graduado
9 Anillo graduado (altura de chaflán)
10
Rotella di regolazione per l'impostazione del
numero di giri
11 Indicación de señal del sistema electrónico *
12 Empuñadura
13 Tornillos de las chapas de protección contra
virutas
14 Chapas de protección contra virutas
15 Carril guía
16 Flecha = dirección de trabajo prevista
17 Escala (ángulo del chaflán)
18 Tornillos (ángulo del chaflán)
19 Soporte de plaquita reversible / cabezal
fresador
20 Plaquita reversible
21 Tornillo de sujeción de la plaquita reversible
22 Relé neumático*
23 Interruptor "paddle" *
24 Bloqueo *
25 Interruptor *
26 Rodillo guía
27 Escala (diámetro del tubo)
*según la versión
*
Page 47

6. Puesta en marcha
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
Antes de conectar el aparato, compruebe que
la tensión y la frecuencia de red que se indican
en la placa de identificación corresponden a las
características de la red eléctrica.
Preconecte siempre un dispositivo de
corriente residual FI (RCD) con una corriente
de desconexión máxima de 30 mA.
6.1 Montaje del mango adicional
¡Trabajar únicamente con el asa (1) o el
mango lateral (5) (depende del modelo)
montado! Montar el mango tal y como se muestra
(véase la página 2, figura A).
Montaje del asa (1)
- Insertar los discos de retención (2) izquierdo y
derecho en el asa (1).
- Empujar el asa (1) con los discos de retención (2)
desde la parte delantera hasta encajar con la
carcasa.
- Insertar los tornillos de mariposa (3) a la derecha
y a la izquierda del asa (1) y apretar ligeramente.
- Ajustar el ángulo deseado para el asa (1).
- Atar con fuerza los tornillos de mariposa (3) a la
derecha y a la izquierda con la mano.
Montaje del mango lateral (5) (depende del
modelo, solo con KFM 15-10 F, KFMPB 15-10
F):
Cuando se están fresando bordes con
ángulos pequeños (ajuste < 30°),
dependiendo de las condiciones de trabajo, puede
resultar de ayuda utilizar el mango lateral (5) en
lugar del asa (1). Si los ángulos son grandes, utilizar
siempre el asa (1) para poder sujetar la herramienta
con seguridad.
- Enroscar el mango lateral (5) en el lado derecho
o izquierdo de la herramienta y apretar fuerte.
7. Ajuste
Extraiga el enchufe de la toma de corriente
antes de realizar cualquier trabajo de ajuste,
reparación, reequipamiento o limpieza en la
herramienta.
Las plaquitas intercambiables, el
portaplaquitas, la pieza de trabajo y las virutas
pueden estar calientes después de trabajar. Use
guantes protectores.
¡Peligro de aplastamiento! Use guantes
protectores.
7.1 Ajustar ángulo del chaflán
1. Leer el ángulo de chaflán ajustado en la escala
(17).
2. Soltar los tornillos (13) y desplazar hacia arriba
ambas chapas de protección contra virutas (14)
(a la izquierda y derecha de la máquina).
3. Soltar los tornillos (18) (delante y detrás) y
ajustar el ángulo del chaflán girando el carril guía
(15) al ángulo deseado. Leer el ángulo del
chaflán ajustado en la escala (17).
ESPAÑOL es
4. Apretar con fuerza los tornillos (18) (delante y
detrás).
5. Mover completamente hacia abajo ambas
chapas de protección contra virutas (14) (a la
izquierda y derecha de la máquina). Apretar los
tornillos (13) (a la izquierda y derecha de la
máquina).
6. Al modificar el ángulo del chaflán cambiará
también la altura de chaflán (dependiendo del
tipo de construcción). Por eso, después de cada
ajuste del ángulo del chaflán ajuste también la
altura del chaflán. véase capítulo 7.2
7.2 Ajuste de la altura de chaflán
Ajustar primero el ángulo del chaflán:
1. Compruebe primero si está ajustado el ángulo
del chaflán deseado: leer el ángulo de chaflán
ajustado en la escala (17). Ajustar si es
necesario. véase capítulo 7.1
Averiguar el valor de ajuste:
Nota: Establecer grandes alturas de chaflán en
varios procesos de fresado (al menos 3). Los
materiales duros requieren todavía más procesos
de fresado. Con ello se originan las siguientes
ventajas: mayor durabilidad de las plaquitas
reversibles, mayor calidad de superficie del
resultado del trabajo y un trabajo más agradable.
No debe sobrepasarse la "Altura máx. de
chaflán por proceso de fresado" indicada.
KFM 15...(en 45°):
1. Proceso de fresado: máx. 6 mm
2.+3. Proceso de fresado: máx. 2 mm
KFM 17...(en 45°)
1. Proceso de fresado: máx. 9 mm
2.+3. Proceso de fresado: máx. 3 mm
No está permitido sobrepasar la altura de chaflán
máxima admisible (h
técnicos").
Para una calidad de superficie óptima es
recomendable arrancar solamente un poco de
material durante el último proceso de fresado.
2. Seleccione el diagrama válido para su máquina
(véase la parte posterior).
3. Seleccione la línea válida para el ángulo de
chaflán ajustado (véase la parte posterior).
4. Ejemplo p ara un á ngul o de c haf lán d e 45 ° y un a
altura del chaflán deseada de 3 mm (véase la
fig. inferior). Resultado: valor de ajuste = 2,0.
) (véase el capítulo "Datos
max
47
Page 48

ESPAÑOLes
6
8
1.
2.
8
5
Seleccione en el eje Y la altura de chaflán que
desee ajustar. Trace una línea horizontal hasta
el punto de intersección con la línea. Trace
desde este punto de intersección una línea
vertical hasta el eje X. Lea el valor en el eje X.
Debe ajustar este valor "X" del siguiente modo a
la máquina.
Nota: el diagr ama se ref iere a piezas con bordes
afilados. En las piezas con bordes redondeados,
a la hora de hacer el ajuste es importante tener
en cuenta la altura del chaflán.
Ajustar la altura del chaflán:
5. Tirar del anillo de ajuste (7) hacia arriba y girar
de tal forma que en la escala (9) esté ajustado el
valor "X" a partir del diagrama. Véase la figura
(abajo): valor "X" ajustado = 2,0.
(una vuelta corresponde a "X" =3. Para valores
de X superiores: realizar varias vueltas. La
escala (6) se utiliza como guía aproximada para
el ajuste).
desconéctela siempre al extraer el enchufe de la
toma de corriente o cuando se haya producido un
corte de corriente.
En la posición de funcionamiento continuado,
la máquina seguirá funcionando en caso de
ser arrancada de la mano. Por este motivo deben
sujetarse las empuñaduras previstas siempre con
ambas manos, adoptar una buena postura y
trabajar concentrado.
Evite que la máquina aspire o levante polvo y
viruta. Una vez se ha desconectado la
herramienta, espere hasta que el motor esté parado
antes de depositarla.
KFM 15-10 F
Conexión: desplace el relé neumático (22) hacia
adelante. Para un funcionamiento continuado,
moverlo hacia abajo hasta que encaje.
Desconexión: presione sobre el extremo posterior
del interruptor deslizante (22) y suéltelo.
(véase la página 3, secc. B):
6. Realizar un fresado de prueba.
7. Si debe ajustarse la altura del chaflán con gran
exactitud para el último proceso de fresado,
proceda del siguiente modo:
Realizar un fresado de prueba. Medir la altura de
chaflán fresada y ajustar si es necesario girando
el anillo de ajuste (7) en un trazo de escala: giro
en el sentido horario = mayor altura de chaflán.
Giro en el sentido antihorario = menor altura de
chaflán. Realice otro fresado de prueba. Repetir
este paso si es necesario.
8. Manejo
8.1 Conexión/Desconexión (On/Off)
Sostenga siempre la herramienta con ambas
manos.
Conecte en primer lugar la herramienta de
inserción, y a continuación acérquela a la
pieza de trabajo.
Evite que la herramienta se ponga en
48
funcionamiento de forma involuntaria:
KFMPB 15-10 F
Conexión: desplace el interruptor "paddle" (23)
siguiendo la dirección de la flecha y después
presione el interruptor "paddle" (23).
Desconexión: suelte el interruptor "paddle" (23).
KFM 16-15 F
Funcionamiento instantáneo:
Conexión: pulse Bloqueo (24) y a continuación el
interruptor (25). Suelte el bloqueo (24).
Desconexión: suelte el interruptor (25).
Funcionamiento continuado:
Conexión: presione el bloqueo (24) y manténgalo
así. Presione la palanca de apriete (25) y
manténgala pulsada. Ahora la máquina está
conectada. Pulse ahora el bloqueo (24) una
vez más para fijar el interruptor (25)
(conexión constante).
Desconexión: presione el interruptor (25) y
suéltelo.
8.2 Impostazione del numero di giri
(KFM 15-10 F)
Con la rotellina di regolazione (10) è possibile
preimpostare il numero di giri e modificarlo in modo
continuo.
Le posizioni 1-6 corrispondono
approssimativamente ai seguenti numeri di giri al
minimo:
1 ........ 7800 / min 4........10200 / min
2 ........ 8600 / min 5........11100 / min
3 ........ 9400 / min 6........12200 / min
L'elettronica VTC consente di lavorare in funzione
del materiale e di mantenere un numero di giri
costante anche sotto carico.
Numero di giri al minimo raccomandato per diversi
materiali:
alluminio, rame, ottone.................................. 4-6
acciaio fino a 400 N/mm
(véase la página 3, secc. B):
(véase la página 3, secc. B):
2
.............................. 4-6
Page 49

acciaio fino a 600 N/mm2...............................3-5
A
B
acciaio fino a 900 N/mm2...............................2-4
Acciaio inox ...................................................1-3
L'impostazione ottimale dovrà essere verificata con
una prova pratica.
8.3 Instrucciones de trabajo generales
1. Revisar las plaquitas intercambiables (20).
Sustituir las plaquitas dañadas o desgastadas.
2. Fijar la pieza con los elementos de sujeción de
forma que quede libre de vibraciones.
3. Al trabajar con tubos observar el capítulo 8.4.
4. Ajustar el ángulo de chaflán (véase el capítulo
7.1).
5. Ajustar la altura de chaflán (véase el capítulo
7.2).
6. Sujete siempre la herramienta por sus
empuñaduras con ambas manos, adopte una
postura segura y trabaje concentrado.
7. Las plaquitas intercambiables (20) no tocan la
pieza de trabajo. Primeramente encender la
máquina, después colocarla con el carril guía
(15) sobre la pieza y solo entonces, empezar a
introducir lentamente la herramienta de
inserción en la pieza de trabajo.
8. Empujar la máquina solamente en el sentido
indicado en la máquina mediante una flecha
(16).
Empujar la máquina únicamente en el
sentido de la flecha (16). De lo contrario,
existe riesgo de contragolpe. Trabaje con un
avance moderado, adaptado al material sobre
el que se trabaja. No incline, presione ni
balancee la herramienta.
9. Desplazar la herramienta de tal manera que
carril guía (15) toque la pieza de trabajo.
10.Finalizar el trabajo: retirar la herramienta de
inserción de la pieza de trabajo, desconectar la
máquina. Dejar que el motor se detenga, antes
de retirar la máquina.
8.4 Mecanizado de tubos en el borde
exterior
1. Averiguar el diámetro del tubo que debe
mecanizarse.
2. Véase pág. 3, fig. C: colocar el rodillo guía (26)
como se indica en el carril guía (15). Desplazar
el rodillo guía (26) y ajustar en la escala (27) al
diámetro del tubo. Apretar la tuerca del rodillo
guía con una llave de boca y sujetar el rodillo
guía.
3. Observar las indicaciones de trabajo generales
(capítulo 8.3).
4. Sujete siempre la herramienta por sus
empuñaduras con ambas manos, adopte una
postura segura y trabaje concentrado.
5. Colocar la máquina con el rodillo guía (26) sobre
la superficie exterior del tubo. Colocar entonces
el carril guía sobre la superficie del extremo del
tubo.
6. Las plaquitas intercambiables (20) no tocan
todavía la pieza de trabajo. Conectar primero,
después volcar lentamente el rodillo guía (26) y
colocar con ello el cabezal fresador en la pieza
de trabajo.
ESPAÑOL es
7. Observar las indicaciones de trabajo generales
(capítulo 8.3).
8.5 KFM 16-15 F: posibilidad de girar el carril
guía (15)
En el modelo KFM 16-15 el carril guía (15) está
montado en sentido transversal. Esto facilita una
mejor absorción de las cargas altas en la mayoría
de los trabajos y, por consiguiente, reduce el
esfuerzo de trabajo necesario.
Si para determinadas tareas especiales prefiere
usted montar el carril guía (15) en sentido
longitudinal, contacte con el Servicio de Asistencia
de Metabo para que le faciliten las instrucciones de
montaje correspondientes.
9. Mantenimiento
9.1 Sustitución de las plaquitas
intercambiables
Extraiga el enchufe de la toma de corriente
antes de realizar cualquier trabajo de ajuste,
reparación, reequipamiento o limpieza en la
herramienta.
Las plaquitas intercambiables, el
portaplaquitas, la pieza de trabajo y las virutas
pueden estar calientes después de trabajar. Use
guantes protectores.
Revisar periódicamente el portaplaquitas (19).
Reparar o sustituir el portaplaquitas si está dañado
o desgastado.
Revisar periódicamente todas las plaquitas
intercambiables (20). Sustituir las plaquitas
dañadas o desgastadas.
Reemplazar o bien rectificar con antelación
suficiente las plaquitas desafiladas o aquellas
cuyo revestimiento esté desgastado. Si las
plaquitas intercambiables están desafiladas o
romas, aumenta el riesgo de que la herramienta
quede bloqueada y de que se parta o resulte
dañado el soporte portaplaquitas (19).
No seguir utilizando las plaquitas
intercambiables si se observa que están muy
desgastadas o defectuosas.
Dar siempre la vuelta o sustituir todas las
plaquitas intercambiables.
Utilizar únicamente plaquitas intercambiables
autorizadas por Metabo. Véase el capítulo
Accesorios.
Figura A: desgaste normal: dar la vuelta / sustituir la
plaquita intercambiable.
Figura B: desgaste producido cuando se trabaja
sobre materiales duros: dar la vuelta / sustituir la
plaquita intercambiable. No seguir utilizando una
49
Page 50

ESPAÑOLes
plaquita intercambiable si está muy desgastada,
deberá sustituirse por una nueva.
1. Aflojar los tornillos (13) y mover hacia arriba una
chapa de protección contra virutas (14).
2. Si es necesario, girar el soporte de plaquitas
intercambiables (19) manualmente.
3. Desenroscar el tornillo de fijación (21) y retirar la
plaquita intercambiable (20).
4. Limpiar la plaquita intercambiable (20) y las
superficies de sujeción del soporte
portaplaquitas (19).
5. Dar la vuelta a la plaquita intercambiable o si
todos los filos están desafilados, sustituirla por
una nueva.
6. Volver a apretar de nuevo la plaquita
intercambiable (20) con el tornillo de fijación
(21). Par de giro: 3,5 Nm.
7. Desplazar la chapa de protección contra virutas
(14) totalmente hacia abajo. Apretar los tornillos
(13).
Nota: si alguna de las esquinas de una plaquita
intercambiable está rota, o en caso extremo la
propia plaquita está partida puede ser debido a:
- golpes sobre la plaquita intercambiable porque se
está trabajando incorrectamente: tenga en cuenta
el capítulo 8.3,
- vibraciones en la pieza de trabajo: fijar la pieza de
trabajo correctamente con los elementos de
sujeción de modo que no vibre,
- plaquitas intercambiables que no están
correctamente fijadas: limpiar siempre las
superficies de sujeción y respetar el par de giro,
- plaquitas intercambiables que no están
correctamente fijadas: las superficies de contacto
de las plaquitas muy desgastadas resultan
insuficientes y puede ser la razón de que no
queden bien sujetas. Sustituya las plaquitas
intercambiables muy desgastadas.
10. Limpieza
Extraiga el enchufe de la toma de corriente.
Las virutas o las partículas de material desprendido
pueden sedimentarse en el cabezal fresador (19).
Esto puede llevar al bloqueo del cabezal. Limpiar
periódicamente el cabezal fresador y su entorno, y
retirar las virutas o partículas acumuladas.
Durante el mecanizado pueden liberarse partículas
en el interior de la herramienta eléctrica. Esto
interfiere en el enfriamiento de la herramienta
eléctrica. La sedimentación de partículas
conductoras puede deteriorar el aislamiento
protector de la herramienta eléctrica y provocar una
descarga eléctrica.
50
Por ello, es importante aspirar regularmente y con
esmero todas las ranuras de ventilación delanteras
y traseras. Desconectar antes la herramienta
eléctrica de la corriente y protegerse con gafas de
protección y mascarilla antipolvo.
11. Localización de averías
KFM 15-10 F, KFMPB 15-10 F:
El indicador de señal del sistema
electrónico (11) se ilumina y se reduce el
número de revoluciones bajo carga. La
carga de la máquina es demasiado alta. Deje
funcionar la máquina en ralentí hasta que se
apague el indicador de señal del sistema
electrónico.
-La máquina no funciona. El indicador de
señal del sistema electrónico (11) (según
la versión) parpadea. La protección contra
el rearranque se ha activado. Si el enchufe se
inserta con la máquina conectada o se restablece el
sumin istro de corriente tras un c orte, la máquina no
se pondrá en funcionamiento. Desconecte y vuelva
a conectar la herramienta.
KFM 16-15 F:
- Protección contra el rearranque: Si el enchufe
se inserta con la máquina conectada o se
re sta blec e el s umi nist ro d e cor rie nte t ras un co rte ,
la máquina no se pondrá en funcionamiento.
Desconecte y vuelva a conectar la herramienta.
- Protección contra sobrecarga: el número de
revoluciones bajo carga se reduce. La
temperatura de la bobina es demasiado alta.
Activar la máquina sin carga hasta que se haya
enfriado la máquina.
- Los procesos de conexión provocan bajadas de
tensión temporales. En condiciones de red poco
favorables pueden resultar dañadas otras
herramientas. Si la impedancia de red es inferior a
0,4 ohmios, no se producirán averías.
12. Accesorios
Utilice únicamente accesorios Metabo originales.
Utilice únicamente accesorios que cumplan los
requerimientos y los datos indicados en este
manual de instrucciones.
Monte los accesorios de manera segura. Si se
utiliza la herramienta con un soporte: fije la
herramienta firmemente. El usuario puede resultar
herido por la pérdida del control de la herramienta.
A 10 plaquitas de
metal duro Universal ..........................6.23564
B Tornillos de fijación para
plaquitas reversibles .........................6.23566
C Barra lubricante refrigeradora ............6.23443
Para consultar el programa completo de
accesorios, véase www.metabo.com o nuestro
catálogo.
Page 51

13. Reparación
Las reparaciones de herramientas eléctricas
solamente deben ser efectuadas por
electricistas especializados.
Si tiene necesidad de reparar alguna herramienta
eléctrica, diríjase por favor a su distribuidor de
Metabo. En la página www.metabo.com encontrará
las direcciones correspondientes.
En la página www.metabo.com puede usted
descargarse las listas de repuestos.
14. Protección medioambiental
Cumpla lo estipulado por las normativas nacionales
relativas a la gestión ecológica de los residuos y al
reciclaje de herramientas, embalaje y accesorios
usados.
Sólo para países de la UE: no tire las herramientas eléctricas a la basura doméstica.
Según la directiva europea 2012/19/EU
sobre residuos de aparatos eléctricos y electrónicos y las correspondientes legislaciones nacionales, las herramientas eléctricas usadas deben
recogerse por separado y reciclarse de modo
respetuoso con el medio ambiente.
15. Datos técnicos
Notas explicativas sobre la información de la
página 4. Nos reservamos el derecho a efectuar
modificaciones en función de las innovaciones
tecnológicas.
n =Número de revoluciones en ralentí
P
P
h
b
a = Ángulo del chaflán
d
m =Peso sin cable de red
(máximo)
=Potencia de entrada nominal
1
=Potencia suministrada
2
=Altura máx. de chaflán
max
=Anchura máx. de chaflán
max
=Menor diámetro posible del tubo
min
Valores de medición establecidos de acuerdo con
EN 60745.
Máquina de la clase de seguridad II
~ Corriente alterna
Las especificaciones técnicas aquí indicadas están
sujetas a rangos de tolerancia (conforme a las
normas vigentes).
Valores de emisión
Estos valores permiten evaluar las emisiones
de la herramienta eléctrica y compararlas con las
de otras herramientas eléctricas. Dependiendo de
las condiciones de uso, del estado de la
herramienta eléctrica o de las herramientas que se
utilicen, la carga real puede ser mayor o menor.
Para realizar la valoración tenga en cuenta las
pausas de trabajo y las fases de trabajo a carga
reducida. Determine, a partir de los valores
estimados, las medidas de seguridad para el
operador, p. ej. medidas organizativas.
Valor total de vibraciones
direcciones) determinado según EN 60745:
(suma vectorial de tres
ESPAÑOL es
=Valor de emisión de vibraciones
a
h, SG
K
=Inseguridad (vibración)
h,SG
Niveles acústicos típicos compensados A
L
=Nivel de intensidad acústica
pA
L
=Nivel de potencia acústica
WA
, KWA=Inseguridad
K
pA
Al trabajar, el nivel de ruido puede superar los
80 dB(A).
¡Use auriculares protectores!
Averías electromagnéticas:
En algunos casos, las averías electromagnéticas
graves ajenas a la herramienta pueden provocar
bajadas de tensión temporales o la activación de la
protección contra el rearranque. En este caso,
desconecte y vuelva a conectar la herramienta.
:
51
Page 52

PORTUGUÊSpt
Manual de instruções original
1. Declaração de conformidade
Declaramos, sob nossa responsabilidade: estas
fresadoras de arestas, identificadas por tipo e
número de série *1), estão em conformidade com
todas as disposições aplicáveis das Diretivas *2) e
Normas *3). Documentações técnicas no *4) - ver
página 4.
2. Utilização correta
A fresadora de arestas foi concebida para fresar
arestas em aço, aço inoxidável, alumínio e ligas de
alumínio a nível profissional.
Para trabalhar em alumínio, ligas de alumínio e aço
inoxidável deverá utilizar um lubrificante apropriado
(N.º de pedido: 6.23443).
Recomendamos também a utilização deste
lubrificante ao trabalhar com aço, uma vez que
através disso a durabilidade da ferramenta
aumenta e máquina desliza melhor sobre a peça de
trabalho.
O utilizador é inteiramente responsável por danos
que advenham de uma utilização indevida.
Respeitar as normas gerais de prevenção de
acidentes aplicáveis e as indicações de segurança
juntamente fornecidas.
3. Indicações gerais de
segurança
Para a sua própria proteção e para
proteção da sua ferramenta elétrica
respeite as partes do texto marcadas
com este símbolo!
AVISO – Ler o manual de instruções para
reduzir o risco de ferimentos.
AVISO Leia todas as indicações de
segurança e instruções. Caso as
indicações de segurança e das instruções não
sejam respeitadas podem ocorrer choques
elétricos, incêndios e/ou ferimentos graves.
Guarde todas as indicações de segurança e
instruções para futuras consultas.
Quando entregar esta ferramenta elétrica a outros,
faça-o
sempre acompanhado destes documentos.
4. Indicações especiais de
segurança
a) Nunca utilize acessórios não previstos e não
recomendados pelo fabricante em particular
para esta ferramenta elétrica. O simples facto de
conseguir fixar o acessório na sua ferramenta
elétrica, não garante uma utilização segura.
b) Não utilize ferramentas acopláveis
danificadas. Antes de qualquer utilização
52
deverá controlar as pastilhas reversíveis
quanto a fragmentações, fissuras,
deterioração ou desgaste excessivo. Caso a
ferramenta elétrica ou a ferramenta acoplável
caiam, verifique se estão danificadas ou utilize
uma ferramenta acoplável que não esteja
danificada.
c) Use equipamento de proteção pessoal.
Consoante a utilização use máscara integral de
proteção, proteção para os olhos ou óculos de
proteção. Sempre que necessário, use
máscara anti poeiras, proteção auditiva, luvas
de proteção ou aventais especiais para manter
afastadas pequenas partículas de material.
Proteger os olhos de objetos estranhos que são
projetados durante as diversas aplicações. As
máscaras anti poeiras ou de proteção respiratória
devem filtrar o pó que se forma durante a utilização.
Se permanecer exposto a ruídos fortes durante
muito tempo, pode perder capacidade auditiva.
d) Certifique-se de que as outras pessoas se
mantém a uma distância segura da sua área de
trabalho. Todos as pessoas que acedam à área
de trabalho devem usar equipamento de
proteção pessoal. Existe a possibilidade de
fragmentos da peça de trabalho ou ferramentas
acopláveis quebradas serem projetados e causar
ferimentos mesmo fora da própria área de trabalho.
e) Ao ligar a ferramenta elétrica, segure-a
sempre com firmeza. Ao acelerar para as
rotações máximas, o momento de reação do motor
poderá fazer com que a ferramenta elétrica se vire.
f) Se necessário, utilize braçadeiras para fixar a
peça de trabalho. Nunca segure uma peça de
trabalho pequena numa mão, enquanto utiliza
a ferramenta elétrica na outra
devidamente as peças de trabalho pequenas terá
ambas as mãos livres para poder controlar melhor
a ferramenta elétrica.
g) Nunca pouse a ferramenta elétrica, antes da
ferramenta acoplável ter parado por completo.
A ferramenta acoplável em rotação, pode entrar em
contacto com a superfície de alojamento,
provocando a perda de controlo sobre a ferramenta
elétrica.
h) Nunca deixe a ferramenta elétrica ligada
enquanto a está a transportar. Em caso de
contacto acidental com a ferramenta acoplável em
rotação, existe a possibilidade da sua roupa ficar
presa e a ferramenta acoplável furar o seu corpo.
i) Limpe regularmente as aberturas de
ventilação da sua ferramenta elétrica. A
ventoinha do motor puxa o pó para dentro da caixa
e a acumulação de pó de metal excessiva pode
provocar riscos a nível elétrico.
j) Não utilize a ferramenta elétrica nas
proximidades de materiais inflamáveis. As
faíscas e as aparas quentes podem incendiar estes
materiais.
k) Não utilize ferramentas acopláveis que
necessitem de agentes de refrigeração
. Se fixar
Page 53

líquidos. A u ti li za çã o d e á gu a o u o ut ros ag en te s d e
refrigeração líquidos pode causar choques
elétricos.
4.1 Contragolpes e respetivas indicações de
segurança
O contragolpe é uma reação repentina que ocorre
quando a ferramenta acoplável em rotação fica
presa ou bloqueada. O encravamento ou o
bloqueio provocam a paragem repentina da
ferramenta acoplável em rotação. Através disso, a
ferramenta elétrica descontrolada é acelerada na
zona de bloqueio, no sentido de rotação contrário
da ferramenta acoplável.
Se uma pastilha reversível prender ou bloquear na
peça de trabalho, a aresta da pastilha reversível
que entra na peça de trabalho, pode ficar presa e,
consequentemente, quebrar a pastilha reversível
ou provocar um contragolpe. Em seguida, o suporte
das pastilhas reversíveis aproxima-se ou afasta-se
do operador, consoante o sentido de rotação do
suporte das pastilhas reversíveis no local de
bloqueio. Desta forma as pastilhas reversíveis
também podem quebrar.
O contragolpe é a consequência de uma utilização
errada ou inapropriada da ferramenta elétrica.
Poderá evitar o contragolpe através de medidas de
precaução adequadas, conforme descrito em
seguida.
a) Segure bem a ferramenta elétrica e
posicione o seu corpo e braços numa posição,
na qual poderá amortecer as forças de
contragolpe. O operador poderá controlar as
forças de contragolpe através da aplicação de
medidas de precaução adequadas.
b) Trabalhe com especial atenção em zonas
com cantos, arestas vivas, etc. Evite que as
ferramentas acopláveis rebatam da peça de
trabalho e encravem. A ferramenta acoplável em
rotação tende a encravar em cantos, arestas vivas
ou quando rebate. Isto provoca a perda de controlo
ou contragolpes.
c) Guie a ferramenta acoplável sempre na
mesma direção, na qual a lâmina de corte sai
do material (o que corresponde à mesma
direção em que são expelidas as aparas). Caso
a ferramenta elétrica seja guiada no sentido errado,
fará com que a lâmina de corte da ferramenta
acoplável salte para fora da peça de trabalho,
puxando a ferramenta elétrica nesta direção de
avanço.
d) Evite o bloqueio da pastilha reversível ou
exercer demasiada pressão. Não ajuste uma
altura da chanfradura superior à altura máxima
permitida. A sobrecarga das pastilhas reversíveis
aumenta o seu desgaste e a tendência para
enviesar ou bloquear, e com isso a possibilidade de
um contragolpe ou quebra da pastilha reversível.
e) Evite que a sua mão toque na zona antes e
depois da pastilha reversível em rotação.
Quando afasta a pastilha reversível inserida na
pe ça d e t rab alh o de si, e m ca so de um c ontr ago lpe,
a ferramenta elétrica com a pastilha reversível em
rotação pode ser projetada diretamente para si.
PORTUGUÊS pt
Rodar ou substituir atempadamente as
pastilhas reversíveis rombas ou com o
revestimento desgastado. As pastilhas
reversíveis rombas aumentam o perigo da máquina
encravar e partir.
4.2 Indicações de segurança adicionais:
Segure a ferramenta elétrica apenas nas
superfícies isoladas do punho, uma vez que a
fresa poderá atingir o próprio cabo de rede. O
contacto com um cabo sob tensão pode também
colocar peças metálicas do aparelho sob tensão e
provocar um choque elétrico.
Mantenha a sua área de trabalho limpa e bem
iluminada. A desarrumação ou as áreas de trabalho
com pouca iluminação podem provocar acidentes.
AVISO – Use sempre óculos de proteção.
Use proteção auditiva.
Puxar a ficha da tomada antes de proceder a
qualquer ajuste, reequipamento,
manutenção ou limpeza.
Use vestuário de proteção apropriado.
Certifique-se de que ninguém é ferido
através da projeção de objetos estranhos.
Mantenha as pessoas e os animais de
estimação que se encontrem nas
proximidades a uma distância segura em
relação ao aparelho.
Manter cabelos, roupa larga, dedos e outras
partes do corpo afastados. Estes podem ser
agarrados e puxados. Em caso de cabelos
compridos, use uma rede para cabelo.
Aviso para ferramenta em rotação
Use sempre óculos de proteção, luvas de trabalho
e calçado firme ao trabalhar com a sua máquina.
Perigo de ferimentos devido a arestas vivas. Use
luvas de proteção.
As pastilhas, o suporte das pastilhas reversíveis, a
peça de trabalho e as aparas podem ficar quentes
após o trabalho. Use luvas de proteção.
Se o punho suplementar estiver danificado ou
rachado deverá ser substituído. Não operar a
máquina com o punho suplementar danificado.
Puxar a ficha da tomada antes de proceder a
qualquer ajuste, reequipamento, manutenção ou
limpeza.
Recomenda-se a utilização de um dispositivo de
aspiração estacionário. Ligar sempre previamente
um disjuntor de proteção FI (RCD) com uma
corrente de disparo máx. de 30 mA. Caso a
máquina seja desligada através do disjuntor de
proteção FI, deverá examinar e limpar a máquina.
Ver capítulo 10. Limpeza.
53
Page 54

PORTUGUÊSpt
Use proteção auditiva sempre que trabalhar
durante longos períodos de tempo. Uma
exposição prolongada a elevados níveis de ruído
pode provocar problemas de audição.
Utilizar apenas pastilhas reversíveis afiadas e que
não apresentem danos.
A peça de trabalho deve ficar bem apoiada e ser
protegida contra deslizes, por ex. através de
dispositivos de fixação. As peças de trabalho
grandes devem ser devidamente apoiadas.
Certifique-se de que as faíscas e as aparas
quentes, geradas durante a utilização, não
representam qualquer perigo, ou seja, que por ex.
não atingem o operador ou outras pessoas ou que
não incendeiam substâncias inflamáveis. As áreas
expostas ao perigo de incêndio devem ser
protegidas com coberturas ignífugas. Tenha
sempre um extintor pronto a ser utilizado nas áreas
expostas ao perigo de incêndio.
Segure a máquina sempre com ambas as mãos
nos punhos previstos, posicione-se de forma
segura e concentre-se no trabalho.
Mantenha as suas mãos afastadas da área a fresar
e da ferramenta acoplável.
Não pegar na ferramenta acoplável em rotação!
Remover as aparas e semelhantes apenas quando
a máquina estiver parada. Puxar a ficha de rede da
tomada.
Não utilizar ferramentas acopláveis danificadas,
empenadas ou que vibrem.
Não trabalhar acima da cabeça.
Nunca deverá usar uma máquina incompleta ou
uma, na qual foi realizada uma alteração não
permitida.
Reduzir os níveis de pó:
as partículas que se formam ao trabalhar com
esta máquina podem conter substâncias
cancerígenas e provocar reações alérgicas,
doenças respiratórias, malformações congénitas
ou outros problemas no sistema reprodutor. Alguns
exemplos destas substâncias são: chumbo (em
tintas à base de chumbo), pó mineral (de pedras de
paredes, betão ou semelhantes), aditivos para o
tratamento de madeira (cromo, agente de
preservação de madeira), alguns tipos de madeira
(como pó de carvalho ou faia), metais, amianto.
O risco depende do tempo a que o utilizador, ou as
pessoas que se encontram nas proximidades,
estão sujeitos à sobrecarga.
Não deixe que estas partículas entrem em contacto
com o seu corpo.
Para reduzir a sobrecarga destas substâncias:
areje bem o local de trabalho e use equipamento de
proteção adequado, como por ex. máscaras de
proteção respiratória que estejam em condições de
filtrar partículas microscópicas.
Respeite as diretivas (por ex. disposições relativas
à segurança no trabalho, eliminação) válidas para o
seu material, pessoal, caso de utilização e local de
utilização.
Apanhe as partículas geradas no local de formação
e evite deposições nas imediações.
54
Reduza os níveis de pó:
- direcionando as partículas expelidas e o fluxo de
ar de exaustão da máquina para longe de si, das
pessoas que se encontram nas proximidades ou
do pó acumulado,
- montando um dispositivo de aspiração e/ou um
purificador de ar,
- arejando bem o local de trabalho e aspirando-o
para o manter limpo. Varrer ou soprar por jato de
ar forma remoinhos de pó.
- Aspire ou lave o vestuário de proteção. Não
limpar soprando, batendo ou escovando.
5. Vista geral
Ver páginas 2 e 3.
1 Punho em forma de arco
2 Discos de encaixe
3 Parafusos de orelhas
4 Furos roscados na caixa de engrenagens
5 Punho lateral *
6 Escala (altura da chanfradura)
7 Anel de ajuste (altura da chanfradura)
8 Parafusos de aperto do anel com escala
9 Anel com escala (altura da chanfradura)
10
Roda de ajuste para regulação das rotações
11 Indicador de sinal eletrónico *
12 Punho
13 Parafusos das chapas de proteção das aparas
14 Chapas de proteção das aparas
15 Calha-guia
16 Seta = direção de trabalho prescrita
17 Escala (ângulo da chanfradura)
18 Parafusos (ângulo da chanfradura)
19 Suporte das pastilhas reversíveis / cabeçote de
fresar
20 Pastilha reversível
21 Parafuso de fixação da pastilha reversível
22 Interruptor corrediço *
23 Interruptor de alavanca *
24 Bloqueio *
25 Gatilho *
26 Rolete de guia
27 Escala (diâmetro do tubo)
*consoante o equipamento
*
6. Colocação em funcionamento
Antes de colocar em funcionamento, confirme
se os dados da sua rede elétrica coincidem
com a tensão de rede e a frequência de rede
indicadas na placa de caraterísticas.
Ligar sempre previamente um disjuntor de
proteção FI (RCD) com uma corrente de
disparo máx. de 30 mA.
6.1 Montar o punho adicional
Trabalhar apenas com o punho em forma de
arco (1) ou com o punho lateral (5) (consoante
o equipamento) montado! Montar o punho
conforme representado (ver página 2, fig. A).
Page 55

Montar o punho em forma de arco (1)
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
- Montar os discos de encaixe (2) à esquerda e à
direita, sobre o punho (1).
- Deslizar o punho (1) com os discos de encaixe (2)
a partir da frente sobre a caixa de engrenagens.
- Montar os parafusos de orelhas (3) à esquerda e
à direita no punho (1) e aparafusar ligeiramente.
- Ajustar o ângulo pretendido do punho (1).
- Apertar firmemente os parafusos de orelhas (3) à
esquerda e à direita, manualmente.
Montar o punho lateral (5) (consoante o
equipamento, apenas na KFM 15-10 F, KFMPB
15-10 F):
ao fresar arestas em ângulos pequenos
(ajuste < 30°), consoante as condições de
trabalho, poderá ser vantajoso utilizar o punho
lateral (5) na vez do punho em forma de arco (1). No
caso de ângulos maiores, utilizar sempre o punho
em forma de arco (1) de forma a conseguir segurar
na máquina com segurança.
- Aparafusar firmemente o punho lateral (5) no lado
direito ou esquerdo da máquina.
7. Ajustar
Puxar a ficha da tomada antes de proceder a
qualquer ajuste, reequipamento, manutenção
ou limpeza.
As pastilhas, o suporte das pastilhas
reversíveis, a peça de trabalho e as aparas
podem ficar quentes após o trabalho. Use luvas de
proteção.
Perigo de esmagamento! Use luvas de
proteção.
PORTUGUÊS pt
ângulo da chanfradura ajustado na escala (17).
Se necessário, ajustar. Ver capítulo 7.1
Determinar o valor a ajustar:
Nota: criar alturas da chanfradura grandes em
vários ciclos de fresagem (no mínimo 3). Materiais
duros requerem um maior número de ciclos de
fresagem. Isso resulta nas seguintes vantagens:
durabilidade mais longa das pastilhas reversíveis,
melhores resultados de trabalhos no que diz
respeito à qualidade da superfície, trabalho mais
agradável.
Não exceder a "altura da chanfradura
máxima" abaixo indicada por ciclo de
fresagem.
KFM 15...(a 45°):
1. Ciclo de fresagem: máx. 6 mm
2.+3. Ciclo de fresagem: máx. 2 mm
KFM 17...:(a 45°)
1. Ciclo de fresagem: máx. 9 mm
2.+3. Ciclo de fresagem: máx. 3 mm
Não exceder a altura da chanfradura (h
máxima permitida (ver capítulo Dados técnicos).
Para a qualidade perfeita da superfície
recomendamos que no último ciclo de fresagem
desbaste apenas pouco material.
2. Selecione o diagrama válido para a sua
máquina (ver verso).
3. Selecione a linha válida para o ângulo da
chanfradura ajustado (ver verso).
4. Exemplo para um ângulo da chanfradura de 45°
e uma altura da chanfradura pretendida de
3 mm (ver fig. em baixo). Resultado: valor a
ajustar = 2,0.
max
)
7.1 Ajustar o ângulo da chanfradura
1. Consultar o ângulo da chanfradura ajustado na
escala (17).
2. Soltar os parafusos (13) e deslocar ambas as
chapas de proteção das aparas (14) (à
esquerda e à direita da máquina) para cima.
3. Soltar os parafusos (18) (na frente e atrás) e
ajustar o ângulo da chanfradura para o ângulo
pretendido, rodando a calha-guia (15).
Consultar o ângulo da chanfradura ajustado na
escala (17).
4. Apertar os parafusos (18) (à frente e atrás) com
força.
5. Deslocar ambas as chapas de proteção das
aparas (14) (à esquerda e à direita da máquina)
completamente para baixo. Apertar firmemente
os parafusos (13) (à esquerda e à direita da
máquina).
6. Ao alterar o ângulo da chanfradura, a altura da
chanfradura é igualmente alterada (consoante o
modelo). Depois de qualquer ajuste do ângulo
da chanfradura deverá também voltar a ajustar a
altura da chanfradura. Ver capítulo 7.2
7.2 Ajustar a altura da chanfradura
Em primeiro lugar, ajustar o ângulo da chanfradura:
1. Verifique, em primeiro lugar, se está ajustado o
ângulo da chanfradura pretendido: consultar o
Selecione no eixo Y a altura da chanfradura que
pretende ajustar. Com a linha, puxe uma linha
horizontal até ao ponto de corte. Desde o ponto
de corte, puxe uma linha vertical até ao eixo X.
Leia o valor no eixo X. Agora deverá ajustar este
valor "X" na máquina, conforme descrito em
seguida.
Nota: o diagrama refere-se a peças de trabalho
de arestas afiadas. No caso de peças de
trabalho com arestas arredondadas, isso deverá
ser tido em conta ao ajustar a altura da
chanfradura.
Ajustar a altura da chanfradura:
5. Puxar o anel de ajuste (7) para cima e rodar, de
forma a que na escala (9) esteja ajustado o valor
55
Page 56

PORTUGUÊSpt
6
8
1.
2.
8
5
"X" do diagrama. Ver figura (em baixo): valor
ajustado "X" = 2,0.
(uma volta corresponde a "X"=3. Para valores X
maiores: realizar várias voltas. A escala (6)
serve para a orientação aproximada ao ajustar).
KFM 15-10 F
Ligar: deslocar o interruptor corrediço (22) para a
frente. Para o funcionamento contínuo, inclinar em
seguida para baixo até engatar.
Desligar: pressionar a extremidade traseira do
interruptor corrediço (22) e soltar.
(ver página 3, fig. B):
6. Proceder a uma fresagem de teste.
7. Se para o último ciclo de fresagem tiver de
ajustar a altura da chanfradura com muita
precisão deverá proceder conforme se segue:
Proceder a uma fresagem de teste. Medir a
altura da chanfradura fresada e, se necessário,
ajustar a escala uma linha, rodando o anel de
ajuste (7): rotação no sentido dos ponteiros do
relógio = altura da chanfradura maior. Rotação
no sentido contrário ao dos ponteiros do relógio
= altura da chanfradura menor. Efetue uma
fresagem de teste adicional. Se necessário,
repetir este passo.
8. Utilização
8.1 Ligar/desligar
Guiar a máquina sempre com ambas as
mãos.
Primeiro ligar e em seguida encostar a
ferramenta acoplável à peça de trabalho.
Evite o arranque involuntário: desligue
sempre a máquina quando a ficha for retirada
da tomada ou no caso de interrupção de energia
elétrica.
No funcionamento contínuo, a máquina
continua a trabalhar mesmo se for arrancada
da mão. Por este motivo, deverá segurar a máquina
sempre com ambas as mãos nos punhos previstos,
posicionar-se de forma segura e concentrar-se no
trabalho.
Evite que a máquina forme remoinhos ou
aspire pó e aparas. Depois de desligada,
pousar a máquina apenas quando o motor estiver
parado.
56
KFMPB 15-10 F
Ligar: deslocar o interruptor de alavanca (23) na
direção da seta e em seguida, pressionar o
interruptor de alavanca (23).
Desligar: soltar o interruptor de alavanca (23).
KFM 16-15 F
Ligação momentânea:
Ligar: pressionar o bloqueio (24) e em seguida
pressionar o gatilho (25). Soltar o bloqueio
(24).
Desligar: soltar o gatilho (25).
Funcionamento contínuo:
Ligar: pressionar o bloqueio (24) e mantê-lo
pressionado. Pressionar o gatilho (25) e
mantê-lo pressionado. A máquina está
agora ligada. Agora, pressionar novamente
o bloqueio (24) para a retenção do gatilho
(25) (funcionamento contínuo).
Desligar: pressionar o gatilho (25) e soltá-lo.
8.2 Ajustar as rotações (KFM 15-10 F)
Através da roda de ajuste (10) é possível selecionar
previamente as rotações e alterá-las
continuamente.
As posições 1-6 correspondem aproximadamente
às seguintes rotações em vazio:
1 ........ 7800 / min 4........10200 / min
2 ........ 8600 / min 5........11100 / min
3 ........ 9400 / min 6........12200 / min
O sistema eletrónico VTC permite trabalhar em
função do material com rotações quase constantes,
mesmo sob carga.
Rotações recomendadas para os diferentes
materiais:
Alumínio, cobre, latão.................................... 4-6
Aço até 400 N/mm
Aço até 600 N/mm2....................................... 3-5
Aço até 900 N/mm
Aço inoxidável............................................... 1-3
O ajuste otimizado deverá ser determinado através
de um teste prático.
8.3 Indicações de trabalho gerais
1. Verificar as pastilhas reversíveis (20). Substituir
as pastilhas reversíveis danificadas ou
desgastadas.
2. Fixar a peça de trabalho livre de vibrações com
dispositivos de fixação.
3. Ao trabalhar com tubos, respeitar o capítulo 8.4.
4. Ajustar o ângulo da chanfradura (ver capítulo
7.1).
(ver página 3, fig. B):
(ver página 3, fig. B):
2
....................................... 4-6
2
....................................... 2-4
Page 57

5. Ajustar a altura da chanfradura (ver capítulo
A
B
7.2).
6. Segure a máquina sempre com ambas as mãos
nos punhos previstos, posicione-se de forma
segura e concentre-se no trabalho.
7. As pastilhas reversíveis (20) não tocam na peça
de trabalho. Em primeiro lugar deverá ligar, em
seguida pousar a máquina com a calha-guia
(15) sobre a peça de trabalho e só depois
deslocar a ferramenta acoplável lentamente
para a peça de trabalho.
8. Deslocar a máquina apen as na direção indicada
na máquina através de uma seta (16).
Deslocar a máquina apenas no sentido da
seta (16). Caso contrário existe perigo de
um contragolpe. Trabalhar com avanço
moderado, adaptado ao material a trabalhar.
Não prender, não exercer pressão, não oscilar.
9. Conduzir a máquina de forma a que a calha-guia
(15) encoste na peça de trabalho.
10.Finalizar o trabalho: afastar a ferramenta
acoplável da peça de trabalho, desligar a
máquina. Deixar o motor parar por completo,
pousar a máquina.
8.4 Trabalhar tubos na margem exterior
1. Determinar o diâmetro do tubo a trabalhar.
2. Ver página 3, fig. C: Montar o rolete de guia (26)
na calha-guia (15) conforme representado.
Deslocar o rolete de guia (26) e ajustar na
escala (27) ao diâmetro do tubo. Apertar
firmemente a porca do rolete de guia com uma
chave de bocas e fixar assim o rolete de guia.
3. Respeitar as indicações de trabalho gerais
(capítulo 8.3).
4. Segure a máquina sempre com ambas as mãos
nos punhos previstos, posicione-se de forma
segura e concentre-se no trabalho.
5. Pousar a máquina com o rolete de guia (26)
sobre a superfície exterior do tubo. Em seguida
pousar a calha-guia na superfície da
extremidade do tubo.
6. As pastilhas reversíveis (20) ainda não tocam na
peça de trabalho. Em primeiro lugar ligar, em
seguida dobrar lentamente a máquina em volta
do rolete de guia (26) e desta forma, encostar o
cabeçote de fresar à peça de trabalho.
7. Respeitar as indicações de trabalho gerais
(capítulo 8.3).
8.5 KFM 16-15 F: possibilidade de rodar a
calha-guia (15)
Na KFM 16-15, a calha-guia (15) está montada
transversalmente. Na maioria dos trabalhos
permite absorver melhor forças elevadas e
trabalhar praticamente sem esforço.
Caso para trabalhos especiais prefira usar a calhaguia (15) na horizontal, a assistência técnica da
Metabo disponibiliza-lhe, sob pedido, um manual
de conversão.
PORTUGUÊS pt
9. Manutenção
9.1 Substituir as pastilhas reversíveis
Puxar a ficha da tomada antes de proceder a
qualquer ajuste, reequipamento, manutenção
ou limpeza.
As pastilhas, o suporte das pastilhas
reversíveis, a peça de trabalho e as aparas
podem ficar quentes após o trabalho. Use luvas de
proteção.
Verificar regularmente o suporte das pastilhas
reversíveis (19). Reparar/substituir os suportes das
pastilhas reversíveis danificados ou desgastados.
Verificar regularmente todas as pastilhas
reversíveis (20). Substituir as pastilhas reversíveis
danificadas ou desgastadas.
Rodar ou substituir atempadamente as
pastilhas reversíveis rombas ou com o
revestimento desgastado. As pastilhas reversíveis
rombas aumentam o perigo da máquina encravar e
partir ou do suporte das pastilhas reversíveis (19)
ficar danificado.
Não continuar a utilizar pastilhas reversíveis
fortemente desgastadas ou danificadas.
Rodar sempre todas as pastilhas reversíveis
ou substituir.
Utilizar apenas pastilhas reversíveis
aprovadas pela Metabo. Ver capítulo
Acessórios.
Figura A: desgaste normal: rodar / substituir a
pastilha reversível.
Figura B: desgaste ao trabalhar materiais duros:
rodar / substituir a pastilha reversível. Em caso de
desgaste excessivo, não continuar a utilizar a
pastilha reversível e substituir.
1. Soltar os parafusos (13) e deslocar uma chapa
de proteção das aparas (14) para cima.
2. Em caso de necessidade, rodar o suporte das
pastilhas reversíveis (19) manualmente.
3. Desaparafusar o parafuso de fixação (21) e
retirar a pastilha reversível (20).
4. L imp ar a past ilh a rev ersí vel (20) e as s upe rfíc ies
de fixação no suporte das pastilhas reversíveis
(19).
5. Rodar a pastilha reversível, ou caso todas as
lâminas estejam rombas, inserir uma pastilha
reversível nova.
6. Voltar a aparafusar firmemente a pastilha
reversível (20) com o parafuso de fixação (21).
Binário: 3,5 Nm.
7. Deslocar a chapa de proteção das aparas (14)
completamente para baixo. Apertar firmemente
os parafusos (13).
57
Page 58

PORTUGUÊSpt
Nota: as causas para pastilhas reversíveis com
cantos quebrados ou, em casos extremos, para
pastilhas reversíveis partidas podem ser:
- Pancadas na pastilha reversível devido a modo
de funcionamento incorreto: respeite o capítulo
8.3.
- Vibrações da peça de trabalho: fixar a peça de
trabalho livre de vibrações com dispositivos de
fixação.
- Pastilha reversível fixada incorretamente: limpar
sempre as superfícies de fixação e respeitar o
binário.
- Pastilha reversível fixada incorretamente: as
pastilhas reversíveis fortemente desgastadas não
dispõe de superfícies de fixação suficientes e não
podem, por esse motivo, ser fixadas
suficientemente. Substitua pastilhas reversíveis
fortemente desgastadas.
10. Limpeza
Puxar a ficha de rede da tomada.
As aparas e as partículas podem ficar agarradas ao
cabeçote de fresar (19). Isto pode provocar o
bloqueio do cabeçote de fresar. Limpar
regularmente o cabeçote de fresar e o espaço em
volta e remover as aparas e as partículas.
Durante o trabalho podem acumular-se partículas
no interior da ferramenta elétrica. Isto influencia a
refrigeração da ferramenta elétrica. As deposições
de substâncias condutoras podem danificar o
isolamento de proteção da ferramenta elétrica e
provocar riscos a nível elétrico.
Aspirar a ferramenta elétrica regularmente,
frequentemente e minuciosamente em todas as
ranhuras de ar dianteiras e traseiras. Antes disso,
desligue a ferramenta elétrica da alimentação de
corrente usando óculos de proteção e máscara anti
poeiras.
11. Eliminação de avarias
KFM 15-10 F, KFMPB 15-10 F:
O indicador de sinal eletrónico (11)
acende e as rotações sob carga
diminuem. A sobrecarga da máquina é
demasiado elevada! Deixe a máquina na marcha
em vazio até o indicador de sinal eletrónico apagar.
-A máquina não funciona. O indicador de
sinal eletrónico (11) (consoante o
equipamento) pisca. A proteção contra
rearranque involuntário reagiu. Caso a ficha de
rede seja inserida com a máquina ligada ou caso a
corrente elétrica seja restabelecida após uma
interrupção, a máquina não liga. Desligar e voltar a
ligar a máquina.
58
KFM 16-15 F:
- Proteção contra rearranque involuntário:
Caso a ficha de rede seja inserida com a máquina
ligada ou caso a corrente elétrica seja
restabelecida após uma interrupção, a máquina
não liga. Desligar e voltar a ligar a máquina.
- Proteção contra sobrecarga: as rotações sob
carga diminuem. A temperatura de
bobinamento está demasiado alta! Deixar a
máquina a funcionar na marcha em vazio até a
máquina arrefecer.
- Os ciclos de ligação geram breves reduções de
tensão. Em condições de rede desfavoráveis
podem surgir efeitos negativos em outros
aparelhos. No caso de impedâncias de rede
abaixo de 0,4 Ohm não são esperadas avarias.
12. Acessórios
Utilize apenas acessórios Metabo originais.
Utilize apenas acessórios que cumpram os
requisitos e dados caraterísticos indicados
presentes neste manual de instruções.
Montar os acessórios de forma segura. Caso a
máquina seja manuseada em cima de um suporte:
fixar devidamente a máquina. A perda de controlo
pode provocar ferimentos.
A 10 Pastilhas reversíveis em metal duro
universais ..........................................6.23564
B Parafuso de fixação das
pastilhas reversíveis ..........................6.23566
C Pino lubrificante de refrigeração ........6.23443
Poderá consultar o programa completo de
acessórios em www.metabo.com ou no catálogo.
13. Reparações
As reparações em ferramentas elétricas
apenas devem ser efetuadas por eletricistas!
Caso as ferramentas elétricas Metabo necessitem
de reparações, dirija-se ao seu representante
Metabo. Poderá consultar os endereços em
www.metabo.com
Para descarregar as listas de peças sobressalentes
visite www.metabo.com
14. Proteção do ambiente
Respeite as determinações nacionais sobre a
eliminação ecológica e sobre a reciclagem de
máquinas usadas, embalagens e acessórios.
Apenas para países da UE: não colocar as
ferramentas elétricas no lixo doméstico! De
acordo com a diretriz europeia 2012/19/EU
sobre equipamentos elétr icos e eletrónicos usados,
e na conversão ao direito nacional, as ferramentas
elétricas usadas devem ser recolhidas em separado, e entregues a uma reciclagem ecologicamente correta.
Page 59

15. Dados técnicos
Explicações sobre os dados na página 4.
Reservamo-nos o direito de proceder a alterações
relacionadas com o progresso tecnológico.
n =Rotações em vazio (rotações máximas)
P
=Potência nominal
1
P
=Potência de saída
2
h
=Altura máx. da chanfradura
max
b
=Largura máx. da chanfradura
max
a = Ângulo da chanfradura
d
=Diâmetro mínimo do tubo
min
m =Peso sem cabo de rede
Valores medidos determinados de acordo com a
EN 60745.
Máquina da classe de proteção II
~ Corrente alternada
Os dados técnicos indicados são tolerantes (de
acordo com os padrões individuais válidos).
Valores da emissão
Estes valores possibilitam a avaliação de
emissões da ferramenta elétrica e a comparação
com diversas ferramentas elétricas. Consoante as
condições de utilização, o estado da ferramenta
elétrica ou das ferramentas acopláveis, a
sobrecarga efetiva poderá ser superior ou inferior.
Para a avaliação, deve ainda considerar os
intervalos de trabalho e as fases com menores
sobrecargas. Com base nos respetivos valores
estimados adaptados deverá determinar a
aplicação de medidas de proteção para o utilizador,
por ex. medidas a nível de organização.
Valor total de vibrações
direções) determinado de acordo com a EN 60745:
a
=Valor da emissão de vibrações
h, SG
K
=Insegurança (vibração)
h,SG
Valores típicos e ponderados pela escala A para o
ruído:
L
=Nível sonoro
pA
L
=Nível de potência sonora
WA
KpA, KWA= Insegurança
Durante o trabalho, o nível de ruído poderá exceder
os 80 dB(A).
Usar proteção auditiva!
(soma vetorial de três
PORTUGUÊS pt
Avarias eletromagnéticas:
devido a influências de avarias eletromagnéticas
extremas, em determinados casos, podem ocorrer
ligeiras variações de rotações ou a proteção contra
rearranque involuntário poderá disparar. Neste
caso deverá desligar e voltar a ligar a máquina.
59
Page 60

SVENSKAsv
Originalbruksanvisning
1. Försäkran om
överensstämmelse
Vi försäkrar och tar ansvar för att: kantfräsarna med
typ- och serienummer *1) uppfyller kraven i
gällande direktiv *2) och standarder *3). Teknisk
dokumentation *4) - se sida 4.
2. Använd maskinen enligt
anvisningarna
Kantfräsarna ska användas yrkesmässigt till
fräsning av kanter i stål, rostfritt stål, aluminium och
aluminiumlegeringar.
Till bearbetning av aluminium, aluminiumlegeringar
och rostfritt stål måste lämpligt smörjmedel
(ordernr: 6.23443) användas.
Vi rekommenderar också att du använder det här
smörjmedlet vid stålbearbetning, eftersom
verktygens serviceliv förlängs och maskinen glider
smidigare över arbetsstycket.
Användaren ansvarar själv för skador som orsakas
av felaktig användning.
Allmänna föreskrifter om förhindrande av olycksfall
samt bifogade säkerhetsanvisningar måste följas.
3. Allmänna
säkerhetsanvisningar
Följ anvisningarna i textavsnitten med
den här symbolen, så förebygger du
personskador och skador på elverktyget!
VARNING – Läs igenom bruksanvisningen
för att minska risken för skador.
VARNING! Läs igenom alla
säkerhetsanvisningar och anvisningar.
Följer du inte säkerhetsanvisningar och anvisningar
kan det leda till elstötar, brand och/eller svåra
skador.
Spara säkerhetsanvisningar och anvisningar
för framtida bruk.
Elverktyget överlämnas tillsammans med
de här dokumenten.
4. Särskilda
säkerhetsanvisningar
a) Använd bara tillbehör som är avsedda för
elverktyget och rekommenderas av
tillverkaren. Att tillbehöret kan fästas på
elverktyget är ingen garanti för att verktyget
fungerar säkert.
b) Använd aldrig trasiga verktyg. Kontrollera att
vändskärplattan inte har kanturslag, är sliten
eller kraftigt nött före varje användning. Tappar
du maskin och verktyg, ska du kontrollera om
60
något är skadat och sätt i så fall på ett helt
verktyg.
c) Använd personlig skyddsutrustning.
Beroende på tillämpningen, använd visir,
ögonskydd eller skyddsglasögon. Om det
behövs, använd dammask, hörselskydd,
skyddshandskar eller skyddsförkläde som
skyddar mot avverkat material. Skydda ögonen
mot kringflygande skräp som uppstår vid
användningsområdena. Dammask och
andningsskydd ska klara att filtrera bort det damm
som bildas vid användning. Om du blir exponerad
för buller, kan du få hörselskador.
d) Se till att andra i närheten är på säkert
avstånd från arbetsområdet. Den som är inom
arbetsområdet ska bära personlig
skyddsutrustning. Delar av arbetsstycken eller
trasiga verktyg kan slungas iväg och orsaka
personskador utanför det aktuella arbetsområdet.
e) Håll elverktyget med ett fast grepp när du
sätter igång det. När maskinen varvar upp till fullt
varvtal kan motorns reaktionsmoment leda till att
elverktyget vrider sig.
f) Använd om möjligt tvingar för att fixera
arbetsstycket. Håll aldrig ett litet arbetsstycke i
ena handen och elverktyget i den andra under
användning. När du spänner fast arbetsstycket har
du båda händer fria för bättre kontroll av
elverktyget.
g) Lägg aldrig ifrån dig elverktyget förrän
roterande delar stannat helt. Roterande delar
kan komma i kontakt med underlaget, så att du
tappar kontrollen över elverktyget.
h) Elverktyget får aldrig vara igång när du bär
det. Kommer roterande delar i kontakt med
klädesplagg kan de haka fast och borra in sig i
kroppen.
i) Rengör ventilationsöppningarna på
elverktyget regelbundet. Motorfläkten suger in
damm i huset, för mycket avlagringar av
metalldamm kan ge elstötar.
j)
Använd inte elverktyg i närheten av
brännbara material. Materialet kan antändas av
gnistor eller varma spån.
k) Använd aldrig verktyg som kräver
skärvätska. Vatten och andra flytande kylmedel
kan ge elstötar.
4.1 Kast och motsvarande
säkerhetsanvisningar
Kast är en plötslig reaktion på grund av att verktyget
hakar fast eller nyper. Ihakningen eller nypet gör att
den roterande delen får ett abrupt stopp. Det
slungar elverktyget okontrollerat mot verktygets
rotationsriktning vid blockeringen.
Om t.ex. en vändskärplatta hakar fast eller nyper i
arbetsstycket, kan kanten på vändskärplattan som
sitter fast i arbetsstycket spräcka vändskärplattan
eller ge ett kast. Vändskärplattans hållare rör sig då
mot eller från användaren, allt beroende på
Page 61

hållarens rotationsriktning vid blockeringen. Det
kan även leda till att vändskärplatten spräcks.
Ett kast beror helt och hållet på felaktig användning
av elverktyget. Det kan förhindras med hjälp av
försiktighetsåtgärderna nedan.
a)Håll fast elverktyget ordentligt och inta en
kroppsställning som gör att du kan parera
kastrekylen med armarna. Genom att vidta
lämpliga försiktighetsåtgärder kan användaren ta
kommando över kastrekylerna.
b) Var extra försiktig i närheten av hörn, skarpa
kanter osv. Se till så att verktyget inte studsar
mot arbetsstycket och nyper. Roterande verktyg
har lätt att nypa om de studsar vid hörn och skarpa
kanter. Det kan få dig att tappa kontrollen eller ge
kast.
c) För alltid in verktyget åt samma håll, det håll
som skärkanten lämnar materialet åt (samma
riktning i vilken spånen kastas ut). Om man för
in elverktyget i fel riktning orsakar man ett brott i
verktygets skärkant på arbetsstycket, vilket gör att
elverktyget dras i denna matningsriktning.
d) Se till att vändskärplattan inte nyper eller får
för stor tryckkraft. Fashöjden får inte ställas in
så att högsta tillåtna fashöjd överskrids.
Överbelastar du vändskärplattan ökar belastningen
och risken för att plattan blir stukad eller nyper,
vilket kan ge kast eller skivbrott.
e) Undvik att föra in handen i området framför
och bakom en roterande vändskärplatta. När du
för vändskärplattan ifrån dig i arbetsstycket kan ett
kast slunga elverktyget och den roterande
vändskärplattan rakt emot dig.
Trubbiga vändskärplattor eller plattor där
beläggningen slitits ned måste roteras eller
bytas ut i god tid. Om trubbiga vändskärplattor
används ökar risken att maskinen hänger sig och
går sönder.
4.2 Övriga säkerhetsanvisningar:
Elverktyget får endast hållas i de isolerade
handtagen, eftersom fräsen kan komma i
kontakt med den egna nätkabeln. Kontakt med
strömförande ledning kan spänningssätta
maskinens metalldelar, så att du får en stöt.
Håll arbetsplatsen ren och se till att den är välbelyst.
Oordning eller dålig belysning på arbetsplatsen kan
leda till olyckor.
VARNING! – Använd alltid skyddsglasögon.
Använd hörselskydd.
Dra alltid ur kontakten före inställning,
omriggning, underhåll eller rengöring.
Använd rätt skyddskläder.
Se upp så att ingen skadas på grund av
främmande föremål som slungas iväg.
SVENSKA sv
Personer och husdjur som uppehåller sig i
närheten av maskinen måste hållas på
säkert avstånd.
Se till att hår, löst sittande kläder, fingrar och
övriga kroppsdelar hålls undan. Du kan
fastna och dras med. Om du har långt hår
ska du ha på dig hårnät.
Varning för roterande verktyg
Använd alltid skyddsglasögon, skyddshandskar
och skyddsskor vid arbete med maskiner.
Risk för personskador på grund av vassa kanter.
Använd skyddshandskar.
Efter arbetet slut kan vändskärplattor, hållare till
vändskärplattor, arbetstycken och spån vara
varma. Använd skyddshandskar.
Byt ut skadade eller spruckna stödhandtag. Använd
aldrig maskinen med trasigt stödhandtag.
Dra alltid ur kontakten före inställning, omriggning,
underhåll eller rengöring.
Vi rekommenderar att du använder stationärt utsug.
Förkoppla alltid en jordfelsbrytare (RCD) med en
max. aktiveringsström på 30 mA. Kontrollera och
rengör maskinen om jordfelsbrytaren stänger av
den. Se kapitlet 10. Rengöring.
Under längre arbetsperioder skall hörselskydd
användas. Längre påverkan av buller kan ge
hörselskador.
Använd bara vassa, oskadade vändskärplattor.
Säkra arbetsstycket så att det ligger stadigt och inte
glider, t.ex. med spänntving. Palla upp stora
arbetsstycken ordentligt.
Se till att gnistor och varma spån som uppstår under
arbetet inte utgör någon fara, t.ex. för användaren
eller andra personer, eller att lättantändliga ämnen
börjar brinna. Täck över riskutsatta områden med
svårantändliga skydd. Lämpligt släckningsmedel
ska finnas i områden som kan utsättas för
brandrisk.
Håll därför alltid maskinen i handtagen med båda
händerna, stå stadigt och koncentrera dig på
arbetet.
Håll undan händerna från fräsningsområdet och
från verktyget.
Ta aldrig i roterande delar på verktyget! Ta endast
bort spån och liknande när maskinen står stilla. Dra
ut kontakten ur uttaget.
Skadade, ej runda eller vibrerande verktyg får ej
användas.
Arbeta inte på höjder.
Använd aldrig en trasig eller modifierad maskin med
otillåtna ändringar.
Minska belastning genom damm:
Partiklar som uppstår vid arbeten med denna
maskin kan innehålla cancerframkallande
ämnen eller ämnen som orsakar allergiska
reaktioner, andningsbesvär, missbildningar och
andra fortplantningsstörningar. Exempel på sådana
ämnen: bly (i blyhaltig färg), mineraliskt damm (i
61
Page 62

SVENSKAsv
mursten, betong eller liknande.), tillsatser för
träbehandling (kromat, trädskyddsmedel), vissa
trätyper (som ek- eller bokdamm), metall, mursten.
Risken beror på hur längre användaren eller
personer som befinner sig i närheten exponeras för
dessa ämnen.
Dessa partiklar får inte hamna i din kropp.
Beakta följande anvisningar för att minska risken:
Se till att arbetsplatsen har god ventilation och bär
lämplig skyddsutrustning, t.ex. andningsmask som
filtrerar mikroskopiska partiklar.
Följ gällande bestämmelser för respektive material,
personal, arbete och användningsplats (t.ex. regler
för olycksförebyggande, avfallshantering).
Samla upp partiklarna på den plats där de uppstår,
undvik att de lagras i den omgivande miljön.
Minska dammbelastningen genom att vidta följande
åtgärder:
- Rikta inte partiklarna från maskinen eller
maskinens frånluftsflöde mot dig själv, mot
personer i närheten eller mot avlagrat damm.
- Använd en utsugsanordning och/eller en
luftrenare.
- Sörj för god ventilation på arbetsplatsen och
dammsug för att hålla rent. Sopning eller
luftblåsning kan göra så att damm virvlas upp.
- Dammsug eller tvätta skyddskläder. Kläder ska
inte blåsas, slås eller borstas rena.
5. Översikt
Se sida 2 och 3.
1 Bygelhandtag
2Låsbrickor
3 Vingskruvar
4 Växelhusgängor
5 Sidohandtag *
6 Skala (fashöjd)
7 Inställningsring (fashöjd)
8 Klämskruvar till skalring
9 Skalring (fashöjd)
10
Roda de ajuste para regulação das rotações
11 Elektronikindikering *
12 Handtag
13 Skruvar till spånskyddsplåtar
14 Spånskyddsplåtar
15 Styrskena
16 Pil = rekommenderad arbetsriktning
17 Skala (fasvinkel)
18 Skruvar (fasvinkel)
19 Hållare till vändskärplattor/fräshuvud
20 Vändskärplatta
21 Fästskruv till vändskärplattan
22 Skjutreglage *
23 Paddelbrytare *
24 Spärr *
25 Strömbrytare *
26 Styrrulle
27 Skala (rördiameter)
*beroende på utförande
62
6. Före användning
Kontrollera först att den spänning och
frekvens som anges på märkskylten
överensstämmer med den nätström du ska
använda.
Förkoppla alltid en jordfelsbrytare (RCD) med
en max. aktiveringsström på 30 mA.
6.1 Sätta på stödhandtaget
Arbeta endast med fastsatt bygelhandtag (1)
eller sidohandtag (5) (beroende på
utrustning)! Sätt fast handtaget enligt bilden (se
sida 2, fig. A).
Sätta fast bygelhandtag (1)
- Sätt fast låsbrickor (2) till vänster och höger om
handtaget (1).
- Skjut handtaget (1) med låsbrickor (2) framifrån
upp på växellådan.
- Stoppa in vingskruvar (3) till vänster och höger i
handtaget (1) och skruva in lätt.
- Ställ in önskad vinkel för handtaget (1).
- Dra åt vingskruvarna (3) på vänster och höger
sida ordentligt för hand.
Sätta på sidohandtag (5) (beroende på
utrustning bara på KFM 15-10 F, KFMPB 15-10
F):
Vid kantfräsning av små vinklar (inställning<
30°) kan det, beroende på arbetsvillkoren,
vara fördelaktigt att använda sidohandtaget (5) i
stället för bygelhandtaget (1). Vid större vinklar ska
bygelhandtaget (1) alltid användas så att maskinen
hålls så säkert som möjligt.
- Skruva fast sidohandtaget (5) på höger eller
vänster maskinsida.
7. Inställning
Dra alltid ur kontakten före inställning,
omriggning, underhåll eller rengöring.
*
Efter arbetet slut kan vändskärplattor, hållare
till vändskärplattor, arbetstycken och spån
vara varma. Använd skyddshandskar.
Klämrisk! Använd skyddshandskar.
7.1 Ställa in fasvinkel
1. Läs av den inställda fasvinkeln med hjälp av
skalan (17).
2. Lossa på skruvar (13) och tryck upp båda
spånskyddsplåtarna (14) (till vänster och höger
om maskinen).
3. Lossa på skruvar (18) (framtill och baktill) och
ställ in fasvinkel i önskad vinkel genom att vrida
på styrskenan (15). Läs av inställd fasvinkel med
hjälp av skalan (17)
4. Dra åt skruvar (18) (framtill och baktill) ordentligt.
5. Tryck ned båda spånskyddsplåtarna (14) (till
vänster och höger om maskinen) så långt det
går. Dra åt skruvar (13) (till vänster och hö ger om
maskinen).
6. När fasvinkeln ändras, ändras också fashöjden
(beroende på modell). Därför måste du alltid
Page 63

ställa in fashöjden när fasvinkeln har justerats.
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
Se kapitlet 7.2
7.2 Ställa in fashöjd
Börja med att ställa in fasvinkeln:
1. Börja med att kontrollera om önskad fasvinkel
ställts in: Läs av den inställda fasvinkeln med
hjälp av skalan (17). Ställ in vid behov. Se kapitel
7.1
Fastställa inställningsvärde:
Obs! Stora fashöjder måste alltid ställas in under
flera fräsningar (minst 3). För hårda material krävs
det ännu fler fräsningar. Det här arbetssättet har
följande fördelar: längre serviceliv för
vändskärplattorna, högre kvalitet på
arbetsresultatets yta, arbeten utförs bekvämare.
Den ”maximala fashöjden per fräsning” som
anges nedan får inte överskridas.
KFM 15 ...(på 45°):
1:a Fräsning: max. 6 mm
2:a + 3:e Fräsning: max. 2 mm
KFM 17...:(på 45°)
1:a Fräsning: max. 9 mm
2:a + 3:e Fräsning: max. 3 mm
Maximalt tillåten fashöjd (h
(se kapitlet Tekniska data).
Bästa ytkvalitet uppnår du om du bara tar bort lite
material under den sista fräsningen.
2. Välj det diagram som gäller för din maskin (se
baksida).
3. Välj den linje som gäller för den inställda
fasvinkeln (se baksida).
4. Exempel på en fasvinkel på 45° och önskad
fashöjd på 3 mm (se bild nedan). Resultat:
inställningsvärde = 2,0.
) får inte överskridas
max
SVENSKA sv
Ställa in fashöjden:
5. Dra upp inställningsringen (7) och vrid den så att
värdet ”X” ställs in på skalan (9) från
diagrammet. Se bild (nedan): inställt värde ”X” =
2,0.
(Ett varv motsvarar ”X”=3. För större X-värden:
genomför fler varv. Med hjälp av skalan (6) får
man en grov orientering vid inställningen).
6. Provfräs.
7. Om de sista fräsningarna kräver att fashöjden
ställs in mycket exakt går du tillväga på följande
sätt:
Provfräs. Mät den frästa fashöjden och anpassa
vid behov med en skalmarkering genom att vrida
på inställningsringen (7): vridning medurs =
större fashöjd. Vridning moturs = mindre
fashöjd. Provfräs en gång till. Upprepa det här
steget vid behov.
Välj den fasvinkel som du vill ställa in på Y-axeln.
Dra en vågrätt linje fram till linjens
skärningspunkt. Från den här skärningspunkten
drar du en lodrät linje fram till X-axeln. Läs av
värdet på X-axeln. Det här värdet ”X” måste du
nu ställa in på maskinen enligt följande.
Obs: Diagrammet avser arbetsstycken med
vassa kanter. På arbetsstycken med runda
kanter måste man beakta rundningen vid
inställning av fashöjden.
8. Användning
8.1 Start och stopp
Hantera alltid maskinen med två händer!
Slå på maskinen först, lägg sedan an
verktyget mot arbetsstycket.
Undvik oavsiktlig start: slå alltid av
strömbrytaren när du drar ut kontakten ur
uttaget eller om strömmen bryts.
Vid kontinuerlig användning fortsätter
maskinen att gå om du tappar den. Håll alltid
maskinen med båda händerna i handtagen, stå
stadigt och koncentrera dig på arbetet.
Undvik att maskinen virvlar upp eller suger in
damm eller spån. När du slår av maskinen,
lägg inte ifrån dig den förrän motorn stannat.
KFM 15-10 F
Start: Skjut skjutreglaget (22) framåt. Tippa ned
den tills den snäpper fast vid kontinuerlig
användning.
(Se sida 3, fig. B):
63
Page 64

SVENSKAsv
Stopp: Tryck på bakkanten av skjutreglaget (22) så
att det lossar.
KFMPB 15-10 F
Start: Dra paddelbrytaren (23) i pilens riktning och
tryck därefter på brytaren (23).
Stopp: Släpp upp paddelbrytaren (23).
KFM 16-15 F
Starta maskinen:
Start: Tryck in spärren (24) och tryck sedan på
strömbrytaren (25). Släpp spärren (24).
Stopp: Släpp upp strömbrytaren (25).
Kontinuerlig användning:
Start: Tryck in spärren (24) och håll den intryckt.
Tryck på strömbrytaren (25) och håll den
intryckt. Maskinen är PÅ. Tryck in spärren
(24) ytterligare en gång tills strömbrytaren
(25) låser (kontinuerlig användning).
Stopp: Tryck på strömbrytaren (25) och släpp.
8.2 Ajustar as rotações (KFM 15-10 F)
Através da roda de ajuste (10) é possível selecionar
previamente as rotações e alterá-las
continuamente.
As posições 1-6 correspondem aproximadamente
às seguintes rotações em vazio:
1 ........ 7800 / min 4....... 10200 / min
2 ........ 8600 / min 5....... 11100 / min
3 ........ 9400 / min 6....... 12200 / min
O sistema eletrónico VTC permite trabalhar em
função do material com rotações quase constantes,
mesmo sob carga.
Rotações recomendadas para os diferentes
materiais:
Alumínio, cobre, latão.................................... 4-6
Aço até 400 N/mm
Aço até 600 N/mm2....................................... 3-5
Aço até 900 N/mm2....................................... 2-4
Aço inoxidável ...............................................1-3
O ajuste otimizado deverá ser determinado através
de um teste prático.
8.3 Allmänna arbetsanvisningar
1. Kontrollera vändskärplattor (20). Byt ut skadade
eller slitna vändskärplattor.
2. Sätt fast arbetsstycket så att det inte vibrerar
med spännanordningar.
3. Beakta informationen i kapitel 8.4 vid
rörbearbetning.
4. Ställa in fasvinkel (se kapitel 7.1).
5. Ställa in fashöjd (se kapitel 7.2).
6. Håll därför alltid maskinen i handtagen med
båda händerna, stå stadigt och koncentrera dig
på arbetet.
7. Vändskärplattorna (20) kommer inte i kontakt
med arbetsstycket. Börja med att slå på
maskinen, lägg sedan maskinen med
styrskenan (15) mot arbetsstycket. Först
därefter får man långsamt föra verktyget mot
arbetsstycket.
64
(Se sida 3, fig. B):
(Se sida 3, fig. B):
2
....................................... 4-6
8. Maskinen får endast skjutas i den riktning som
anges på maskinen med hjälp av en pil (16).
Maskinen får bara skjutas i pilens riktning
(16). Annars finns risk för kast. Jobba med
lagom matning som är anpassad till materialet
du bearbetar. Kanta inte, tryck inte, sväng inte.
9. Styr maskinen så att styrskenan (15) ligger an
mot arbetsstycket.
10.Sluta jobba: För undan verktyget från
arbetsstycket, stäng av maskinen. Se till att
motorn stannar, ställ undan maskinen.
8.4 Rörbearbetning vid ytterkant
1. Fastställ rördiametern för det rör som ska
bearbetas.
2. Se sida 3, fig. C: Sätt fast styrvals (26) enligt
markeringen på styrskenan (15). Förflytta
styrrulle (26) och ställ in på rördiametern på
skalan (27). Dra åt styrvalsens mutter med hjälp
av en skruvnyckel och sätt fast styrvalsen.
3. Följ de allmänna arbetsanvisningarna (kapitel
8.3).
4. Håll därför alltid maskinen i handtagen med
båda händerna, stå stadigt och koncentrera dig
på arbetet.
5. Lägg an maskinen med styrrullen (26) mot rö rets
utsida. Lägg sedan an styrskenan mot ytan på
röränden.
6. Vändskärplattorna (20) kommer fortfarande inte
i kontakt med arbetsstycket. Börja med att
koppla på, tippa sedan maskinen försiktigt runt
styrrullen (26) och för på så sätt fräshuvudet mot
arbetsstycket.
7. Följ de allmänna arbetsanvisningarna (kapitel
8.3).
8.5 KFM 16-15 F: Möjlighet att rotera
styrskenan (15)
Styrskenan (15) är installerad på tvären på KFM 16-
15. Detta gör att starka krafter lättare kan fångas
upp och att arbetet underlättas för de flesta
arbetsuppgifter.
Om du föredrar att installera styrskenan (15) på
längden för särskilda arbetsuppgifter kan du
beställa en ombyggnadsanvisning från Metabos
kundtjänst.
9. Underhåll
9.1 Byta vändskärplatta
Dra alltid ur kontakten före inställning,
omriggning, underhåll eller rengöring.
Efter arbetet slut kan vändskärplattor, hållare
till vändskärplattor, arbetstycken och spån
vara varma. Använd skyddshandskar.
Kontrollera hållaren till vändskärplattan (19) med
jämna mellanrum. Skadade eller slitna hållare till
vändskärplattor måste lagas/bytas ut.
Kontrollera samtliga vändskärplattor (20) med
jämna mellanrum. Byt ut skadade eller slitna
vändskärplattor.
Trubbiga vändskärplattor eller plattor där
beläggningen slitits ned måste roteras eller
bytas ut i god tid. Med trubbiga vändskärplattor ökar
Page 65

risken att maskinen blir hängande och bryter ut eller
A
B
att vändskärplatt-fästet (19) skadas.
Fortsätt inte att använda kraftigt slitna eller
defekta vändskärplattor.
Samtliga vändskärplattor måste alltid roteras
eller bytas ut.
Använd endast vändskärplattor som godkänts
av Metabo. Läs mer i kapitlet Tillbehör.
Fig. A: normalt slitage: Vrid vändskärplatta/byt ut.
Fig. B: Slitage vid bearbetning av hårda material:
vrid/byt ut vändplatta. Vid kraftigare slitage av
vändskärplattan ska den inte fortsätta att användas
utan bytas ut.
1. Lossa på skruvar (13) och tryck upp en
spånskyddsplåt (14).
2. Vid behov vrider du för hand på
vändskärplattornas hållare (19).
3. Skruva ut fästskruv (21) och ta bort
vändskärplatta (20).
4. Rengör vändskärplatta (20) och spännytor på
vändskärplatt-fästet (19).
5. Vrid på vändskärplatta eller, om alla
skäranordningar är slöa, sätt in en ny
vändskärplatta.
6. Skruva tillbaka vändskärplatta (20) med
fästskruv (21). Vridmoment: 3,5 Nm.
7. Tryck ned spånskyddsplåten (14) så långt det
går. Dra åt skruvarna (13).
Obs: Orsaker till vändskärplattor med avbrutna
hörn eller i extremfallet trasiga vändskärplattor kan
vara:
SVENSKA sv
10. Rengöring
Dra ut kontakten ur uttaget.
Spån och partiklar kan lagras i fräshuvudet (19). Det
kan leda till att fräshuvudet täpps igen. Rengör
fräshuvudet och området runt omkring samt ta bort
spån och partiklar med jämna mellanrum.
Under bearbetning kan partiklar avlagras på insidan
av elverktyget. Detta påverkar kylningen av
verktyget negativt. Ledande avlagringar kan
påverka elverktygets skyddsisolering och orsaka
elektriska faror.
Sug ut ventilationsöppningarna på fram- och
baksidan av verktyget grundligt och med jämna
mellanrum. Koppla först elverktyget från strömmen
och bär skyddsglasögon och andningsmask.
11. Felåtgärder
KFM 15-10 F, KFMPB 15-10 F:
Elektronikindikeringen (11) tänds och
arbetsvarvtalet sjunker.
Maskinbelastningen är för hög! Låt maskinen
gå på tomgång tills indikeringen för elsignal
slocknar.
-Maskinen kör inte. Den elektriska
signalindikeringen (11) (beroende på
utrustning) blinkar. Återstartspärren har löst
ut. Om stickkontakten ansluts när maskinen är
tillkopplad eller om strömförsörjningen återställs
efter ett avbrott startar inte maskinen. Slå av och på
maskinen igen.
KFM 16-15 F:
- Återstartspärr: Om stickkontakten ansluts när
maskinen är tillkopplad eller om
strömförsörjningen återställs efter ett avbrott
startar inte maskinen. Slå av och på maskinen
igen.
- Överlastskydd: Lastvarvtalet sjunker.
Temperaturen på lindningarna är för hög! Kör
maskinen på tomgång tills den har svalnat.
- När du slår på maskinen kan den ge korta
spänningsfall. Om elanslutningen inte är så bra,
kan det påverka andra maskiner. Om
nätimpedansen är lägre än 0,4 Ω bör det inte vara
några problem.
- Slag mot vändskärplattan på grund av felaktigt
arbetssätt: Beakta kapitlet 8.3.
- Arbetsstycket vibrerar: Sätt fast arbetsstycket så
att det är vibrationsfritt med hjälp av
spännanordningar.
- Vändskärplatta fastsatt på fel sätt: Rengör alltid
spännytor och beakta vridmoment.
- Vändskärplatta fastsatt på fel sätt: på kraftigt nötta
vändskärplattor finns det inga tillräckligt stora
avställningsytor och kan därför inte sättas fast
tillräckligt mycket. Byt ut kraftigt nötta
vändskärplattor.
12. Tillbehör
Använd bara Metabo-originaltillbehör.
Använd endast tillbehör som uppfyller kraven och
specifikationerna i den här bruksanvisningen.
Montera tillbehör på ett säkert sätt. O maskinen
körs i en hållare: Se till att maskinen sitter fast
ordentligt. Du kan skada dig om du tappar
kontrollen över maskinen.
A 10 universal-HM-vändplattor ............. 6.23564
B Fästskruv till vändplattor.................... 6.23566
C Kylmedelssticka ................................ 6.23443
Det fullständiga tillbehörssortimentet hittar du på
www.metabo.com eller i katalogen.
65
Page 66

SVENSKAsv
13. Reparationer
Reparation av elverktyg får endast utföras av
behörig elektriker!
Metabo-elverktyg som behöver repareras ska
skickas till din Metabo-återförsäljare. För adresser,
se www.metabo.com.
Du hittar reservdelslistor på www.metabo.com.
14. Miljöskydd
Följ nationella miljöföreskrifter för
omhändertagande och återvinning av uttjänta
maskiner, förpackningar och tillbehör.
Gäller endast för EU-länder: Släng inte
uttjänta elverktyg i hushållssoporna! Enligt
EU-direktiv 2012/19/EU om uttjänta el- och
elektronikprodukter samt enligt harmoniserad nationell lag ska uttjänta elverktyg källsorteras för miljövänlig återvinning.
15. Tekniska data
Förklaringar till uppgifterna finns på sida 4.
Förbehåll för tekniska ändringar.
n =tomgångsvarvtal (maxvarvtal)
P
=nominell effektförbrukning
1
P
=avgiven effekt
2
h
=max. fashöjd
max
b
=max. fasbredd
max
a= fasvinkel
d
=minsta möjliga rördiameter
min
m =vikt utan sladd
Mätvärdena är uppmätta enligt EN 60745.
Maskinen har skyddsklass II
~ Växelström
I de tekniska specifikationerna ovan tas även
hänsyn till toleranserna (i enlighet med gällande
standarder).
Utsläppsvärden
Dessa värden medger en bedömning av
elverktygets utsläpp samt jämförelse med andra
eldrivna verktyg. Beroende på förhållandena,
elverktygets skick och hur verktygen används kan
de faktiska värdena vara högre eller lägre. Räkna
även med pauser och perioder med lägre
belastning. Använd de uppskattade värdena för att
ta fram skyddsåtgärder för användaren, t.ex.
organisatoriska åtgärder.
Totalt vibrationsvärde
räknas fram enligt EN 60745:
a
=Vibrationsemissionsvärde
h, SG
K
=Onoggrannhet (vibrationer)
h,SG
Typisk A-värderad bullernivå
L
=Ljudtrycknivå
pA
L
=Ljudeffektnivå
WA
KpA, KWA= Onoggrannhet
Vid arbete kan ljudnivån överskrida 80 dB(A).
Använd hörselskydd!
(vektorsumma i tre riktningar)
:
Elektromagnetiska störningar:
Yttre elektromagnetiska störningar kan i vissa
extremfall ge övergående varvtalssvängningar eller
påverka återstartspärren. Slå i så fall av och på
maskinen igen.
66
Page 67

Alkuperäisen käyttöohjeen käännös
1. Vaatimustenmukaisuusvakuutus
Vakuutamme yksinomaisella vastuullamme, että
nämä reunajyrsimet, merkitty tyyppitunnuksella ja
sarjanumerolla *1), vastaavat direktiivien *2) ja
standardien *3) kaikkia asiaankuuluvia määräyksiä.
Tekniset asiakirjat, säilytyspaikka *4) – katso sivu 4.
2. Määräysten mukainen käyttö
Reunajyrsin on tarkoitettu teräksen, jaloteräksen,
alumiinin ja alumiiniseosten reunojen jyrsimiseen
ammattikäytössä.
Alumiinin, alumiiniseosten ja jaloteräksen työstös sä
on käytettävä soveltuvaa voiteluainetta (tilausnro:
6.23443).
Myös terästä työstettäessä on suositeltavaa käyttää
tätä voiteluainetta, koska se pidentää tarvikkeen
seisonta-aikaa ja antaa koneen liukua kevyemmin
työkappaleen pinnalla.
Määräysten vastaisesta käytöstä aiheutuvista
vaurioista vastaa ainoastaan käyttäjä.
Yleisesti hyväksyttyjä
tapaturmantorjuntamääräyksiä ja oheisia
turvallisuusohjeita on noudatettava.
3. Yleiset turvallisuusohjeet
Ota huomioon tällä symbolilla merkityt
tekstikohdat suojataksesi itsesi ja
sähkötyökalusi!
VAROITUS – Lue käyttöohjeet
loukkaantumisvaaran minimoimiseksi.
VAROITUS Lue kaikki turvallisuusohjeet ja
neuvot. Turvallisuusohjeiden ja muiden
ohjeiden noudattamatta jättäminen saattaa
aiheuttaa sähköiskun, tulipalon ja/tai vakavia
loukkaantumisia.
Säilytä kaikki turvallisuusohjeet ja muut ohjeet
huolellisesti tulevaa käyttöä varten.
Luovuta sähkötyökalu vain
yhdessä näiden asiakirjojen kanssa eteenpäin.
4. Erityiset turvallisuusohjeet
a) Älä käytä sellaisia lisävarusteita, joita
valmistaja ei ole nimenomaan tarkoittanut ja
suositellut tälle sähkötyökalulle. Se, että pystyt
kiinnittämään lisätarvikkeen sähkötyökaluun, ei
vielä takaa sen turvallista käyttöä.
b) Älä käytä vaurioituneita käyttötarvikkeita.
Tarkasta kääntöterät ennen jokaista
käyttökertaa lohkeamien, halkeamien ja
kulumien sekä loppuun kulumisen varalta. Jos
sähkötyökalu tai käyttötarvike pääsee
putoamaan lattialle, tarkasta se vaurioiden
varalta tai vaihda tilalle vahingoittumaton
käyttötarvike.
c) Käytä henkilökohtaisia suojavarusteita.
Käytä työtehtävästä riippuen kasvonsuojainta,
silmäsuojaimia tai suojalaseja. Käytä
tarvittaessa hengityssuojainta,
kuulonsuojaimia, suojakäsineitä tai
erikoissuojaesiliinaa, joka suojaa pieniltä
materiaalihiukkasilta. Silmät on suojattava
ympärille sinkoutuvilta epäpuhtauksilta, joita syntyy
eri käyttötavoissa. Pöly- tai hengityssuojaimien on
suodatettava käytön yhteydessä syntyvä pöly. Voit
saada kuulovammoja, jos olet pitkään
voimakkaassa melussa.
d) Huolehdi siitä, että muut henkilöt pysyvät
turvalliselle etäisyydellä työpisteestä.
Jokaisen työpisteeseen tulevan on käytettävä
henkilökohtaisia suojavarusteita.
Työstettävästä kappaleesta tai rikkoutuneesta
käyttötarvikkeesta murtuneet palat voivat sinkoutua
ympäriinsä ja aiheuttaa vammoja myös varsinaisen
työpisteen ulkopuolella.
e) Pidä sähkötyökalu aina tukevassa otteessa,
kun käynnistät moottorin. Täyteen nopeuteen
kiihtyessään moottorin reaktiomomentti voi
aiheuttaa sen, että sähkötyökalu pyrkii kiertymään
otteessa.
f) Mikäli mahdollista, käytä puristimia
työstettävän kappaleen kiinnittämiseen. Älä
missään tapauksessa käytä laitetta siten, että
pidät pientä työstettävää kappaletta yhdessä
kädessä ja sähkötyökalua toisessa kädessä.
Pienet työstettävä kappaleet kannattaa kiinnittää
paikolleen, jotta voit käyttää molempia käsiä
sähkötyökalun ohjaamiseen.
g) Älä missään tapauksessa laita
sähkötyökalua sivuun, ennen kuin
käyttötarvike on kokonaan pysähtynyt. Pyörivä
käyttötarvike voi koskettaa säilytystasoa, jolloin voit
menettää sähkötyökalun hallinnan.
h) Älä kanna sähkötyökalua sen käydessä.
Vaatteesi voivat satunnaisen kosketuksen vuoksi
takertua pyörivään käyttötarvikkeeseen, ja
käyttötarvike voi tällöin leikkautua kehoosi.
i) Puhdista sähkötyökalun tuuletusraot
säännöllisesti. Moottorin tuuletin imee pölyä
kotelon sisään, ja suurien metallipölymäärien
kertyminen voi aiheuttaa sähköön liittyviä vaaroja.
j) Älä käytä sähkötyökalua palonarkojen
materiaalien läheisyydessä. Kipinät ja kuumat
lastut voivat sytyttää kyseiset materiaalit.
k) Älä käytä käyttötarvikkeita, jotka edellyttävät
nestemäisten jäähdytysaineiden käyttöä.
Veden tai muiden nestemäisten jäähdytysaineiden
käyttö voi aiheuttaa sähköiskun.
4.1 Takaisku ja siihen liittyvät
turvallisuusohjeet
Takaisku on pyörivän käyttötarvikkeen
takertumisen tai kiinnijuuttumisen aiheuttama
äkillinen liikereaktio. Takertuminen tai jumittuminen
SUOMI fi
67
Page 68

SUOMIfi
johtaa käyttötarvikkeen yhtäkkiseen
pysähtymiseen. Tämä saa sähkötyökalun
tempaisemaan jumiutumiskohdassa
hallitsemattomasti käyttötarvikkeen
pyörimissuunnan vastaisesti.
Jos kääntöterä jumiutuu työstettävään
kappaleeseen, kääntöterän reuna voi kiilautua
työstettävään kappaleeseen, takertua siihen ja
aiheuttaa siten kääntöterän murtumisen tai
takaiskun. Teränpitimen liike on tällöin käyttäjän
suuntaan tai hänestä poispäin, riippuen
teränpitimen pyörimissuunnasta
jumiutumiskohdassa. Kääntöterät voivat tällöin
myös murtua.
Takaisku aiheutuu sähkötyökalun
epäasianmukaisesta tai virheellisestä käytöstä. Se
voidaan estää sopivilla, alla kuvatuilla
varotoimenpiteillä.
a)Pidä sähkötyökalusta tukevasti kiinni ja pidä
kehosi ja käsivartesi sellaisessa asennossa,
jossa pystyt hallitsemaan takaiskusta syntyviä
voimia. Käyttäjä voi hallita takaiskuvoimia, kun hän
noudattaa asianmukaisia varotoimenpiteitä.
b) Työskentele erityisen varovaisesti kulmien,
terävien reunojen yms. alueella. Estä
käyttövarusteen hallitsematon kimmahtaminen
ja jumiutuminen. Pyörivä käyttövaruste jumiutuu
herkästi kulmissa, terävissä reunoissa tai kun se
kimmahtaa hallitsemattomasti. Tämä aiheuttaa
hallinnan menettämisen tai takaiskun.
c) Ohjaa käyttötarvike aina siinä suunnassa
materiaaliin, josta teräsärmä poistuu
materiaalista (vastaa lastujen poistosuuntaa).
Jos ohjaat sähkötyökalua väärään suuntaan,
käyttövarusteen teräsärmä tempautuu pois
työstettävästä kappaleesta, mikä saa
sähkötyökalun vetämään tähän työntösuuntaan.
d) Vältä kääntöterän jumiutumista ja liian kovaa
painamista. Älä säädä viistekorkeutta sallittua
korkeutta suuremmaksi. Kääntöterän
ylikuormittaminen lisää sen rasittumista ja saa sen
kallistumaan tai jumiutumaan herkemmin lisäten
siten takaiskun tai kääntöterän rikkoutumisen
vaaraa.
e) Vältä käden pitämistä pyörivän kääntöterän
edessä tai takana. Jos liikutat kääntöterää
työstettävässä kappaleessa itsestäsi poispäin,
sähkötyökalu voi takaiskutapauksessa iskeytyä
pyörivän kääntöterän kanssa suoraan sinua kohti.
Teroita tai korvaa ajoissa tylsyneet kääntöterät
tai terät, joiden pinnoite on kulunut loppuun.
Tylsyneet kääntöterät lisäävät koneen takertumisen
ja rikkoutumisen vaaraa.
4.2 Lisäturvallisuusohjeet:
Pidä sähkötyökalusta kiinni vain sen
eristetyistä kahvapinnoista, koska jyrsinterä
voi koskettaa vahingossa koneen omaa
verkkojohtoa. Sähkövirtaa johtavan johdon
koskettaminen voi tehdä myös metalliosat
jännitteisiksi ja aiheuttaa sähköiskun.
Huolehdi työskentelyalueen siisteydestä ja hyvästä
valaistuksesta. Epäjärjestys tai valaisemattomat
työskentelyalueet voivat aiheuttaa tapaturmia.
68
VAROITUS – Käytä aina suojalaseja.
Käytä kuulonsuojaimia.
Vedä pistoke irti pistorasiasta ennen
säätöjen, muutostöiden, huoltotöiden tai
puhdistuksen suorittamista.
Käytä soveltuvaa suojavaatetusta.
Varmista, että kukaan ei voi loukkaantua
mahdollisesti mukana sinkoilevien
kappaleiden vuoksi.
Pidä läheisyydessä seisovat ihmiset ja
kotieläimet turvallisella etäisyydellä
laitteesta.
Pidä hiukset, löysät vaatteet, sormet ja muut
kehonosat turvallisella etäisyydellä
laitteesta. Ne voivat takertua laitteeseen.
Pitkät hiukset on peitettävä hiusverkolla.
Varoitus pyörivästä työkalusta
Käytä aina suojalaseja, työkäsineitä ja tukevia
jalkineita koneella työskennellessäsi.
Terävät reunat aiheuttavat loukkaantumisvaaran.
Käytä suojakäsineitä.
Kääntöterät, teränpidin, työstettävä kappale ja
lastut voivat olla kuumia. Käytä suojakäsineitä.
Vaurioitunut tai halkeillut lisäkahva on vaihdettava
uuteen. Älä käytä konetta, jonka lisäkahva on rikki.
Vedä pistoke irti pistorasiasta ennen säätöjen,
muutostöiden, huoltotöiden tai puhdistuksen
suorittamista.
Suosittelemme käyttämään kiinteää imuria. Kytke
aina ensin eteen FI-suojakytkin (RCD), jonka
maksimilaukeamisvirta on 30 mA. Jos kone
kytkeytyy pois päältä FI-suojakytkimen toimesta,
tarkasta se ja puhdista tarvittaessa. Katso luku 10.
Puhdistus.
Pitkään työskenneltäessä on käytettävä
kuulosuojaimia. Pitkään jatkuva korkea melutaso
saattaa aiheuttaa kuulovaurioita.
Käytä ainoastaan teräviä ja vaurioitumattomia
kääntöteriä.
Työstettävän kappaleen on oltava tukevasti
paikallaan ja varmistettu poisluiskahtamiselta,
esim. puristimilla. Isot työstettävät kappaleet on
tuettava riittävän hyvin.
Varmista, että käytössä syntyvä kipinöinti ja kuumat
lastut eivät aiheuta vaaraa, esim. osumalla
käyttäjään tai muihin henkilöihin tai sytyttämällä
tulenarkoja aineita. Suojaa vaaralle alttiit alueet
vaikeasti syttyvillä peitteillä. Pidä sopivat
sammutusvälineet valmiina palovaarallisissa
paikoissa.
Pidä aina kiinni koneen kahvoista molemmin käsin,
ota tukeva asento ja työskentele keskittyneesti.
Page 69

Pidä kätesi loitolla jyrsintäalueesta ja
käyttötarvikkeesta.
Älä koske pyörivään käyttötarvikkeeseen! Poista
lastut ja muut epäpuhtaudet ainoastaan koneen
ollessa pysähtyneenä. Irrota verkkopistoke
pistorasiasta.
Vahingoittuneita, epäkeskisiä tai täriseviä
käyttötarvikkeita ei saa käyttää.
Ei saa työstää siten, että laite on pään yläpuolella.
Älä koskaan käytä epätäydellistä konetta tai
konetta, johon on tehty luvattomia muutoksia.
Pölyrasituksen vähentäminen:
Tällä koneella työskenneltäessä muodostuvat
hiukkaset voivat sisältää aineita, jotka
aiheuttavat syöpää, allergisia reaktioita,
hengitystiesairauksia, syntymävaurioita tai muita
lisääntymisvaurioita. Joitakin esimerkkejä tällaisista
aineista: lyijy (lyijypitoinen maali), mineraalipöly
(tiilet, betoni yms.), puuntyöstön lisäaineet
(kromaatti, puunsuoja-aineet), jotkut puut (kuten
tammen tai pyökin pöly), metallit, asbesti.
Riski riippuu siitä, kuinka kauan käyttäjä tai
läheisyydessä olevat henkilöt ovat altistettu
vaaroille.
Älä anna hiukkasten päästä elimistöön.
Toimenpiteet näille aineille altistumisen
vähentämiseksi: huolehdi työpaikan hyvästä
tuuletuksesta ja käytä tarkoituksenmukaisia
suojavarusteita, kuten hengityssuojaimia, jotka
soveltuvat mikroskooppisen pienten hiukkasten
suodatukseen.
Ota huomioon myös materiaaleja, henkilöitä,
käyttökohdetta ja käyttöpaikkaa koskevat
määräykset (esim. työturvallisuusmääräykset,
hävittäminen).
Kerää muodostuvat hiukkaset niiden
muodostumispaikalla, älä levitä niitä ympäristöön.
Vähennä pölyn muodostumista seuraavasti:
- Älä suuntaa vapautuvia hiukkasia ja koneen
poistoilmaa itseäsi, lähellä olevia henkilöitä tai
kerääntynyttä pölyä päin.
- Käytä imuria ja/tai ilmanpuhdistinta.
- Tuuleta työpiste hyvin ja pidä puhtaana
imuroimalla. Lakaisu tai puhaltaminen levittää
pölyä.
- Imuroi tai pese suojavarusteet. Älä puhalla,
pudista tai harjaa niitä.
5. Yleiskuva
Katso sivu 2 ja 3.
1 Sankakahva
2 Lukkolevyt
3 Siipiruuvit
4 Kierrereiät vaihdekotelossa
5Sivukahva *
6 Asteikko (viistekorkeus)
7 Säätörengas (viistekorkeus)
8 Asteikkorenkaan kiinnitysruuvit
9 Asteikkorengas (viistekorkeus)
10
Kierrosluvun säätöpyörä
11 Elektroniikan merkkivalo *
*
SUOMI fi
12 Kahva
13 Lastusuojalevyjen ruuvit
14 Lastusuojalevyt
15 Ohjauskisko
16 Nuoli = määrätty työsuunta
17 Asteikko (viistekulma)
18 Ruuvit (viistekulma)
19 Teränpidin/jyrsinpää
20 Kääntöterä
21 Kääntöterän kiinnitysruuvi
22 Työntökytkin *
23 Paddle-kytkin*
24 Lukko *
25 Painokytkin
26 Tukirulla
27 Asteikko (putken halkaisija)
*riippuu varusteista
6. Käyttöönotto
Vertaa ennen käyttöönottoa, että
tyyppikilvessä ilmoitettu verkkojännite ja
verkkotaajuus vastaavat paikallisen sähköverkon
arvoja.
Kytke aina ensin eteen FI-suojakytkin (RCD),
jonka maksimilaukeamisvirta on 30 mA.
6.1 Lisäkahvan kiinnitys
Työskentele ainoastaan kiinnitetyllä
sankakahvalla (1) tai sivukahvalla (5)
(varustuksesta riippuvainen)! Kiinnitä kahva ohjeen
mukaan (katso sivu 2, kuva A).
Sankakahvan (1) kiinnitys
- Aseta lukkolevyt (2) kahvaan (1) sen vasemmalle
ja oikealle puolelle.
- Työnnä kahva (1) lukkolevyjen (2) kanssa edestä
vaihdelaatikkoon.
- Työnnä siipiruuvit (3) vasemmalta ja oikealta
kahvaan (1) ja ruuvaa kevyesti kiinni.
- Säädä kahva (1) halumaasi kulmaan.
- Kiristä siipiruuvit (3) vasemmalla ja oikealla käsin
pitävästi kiinni.
Sivukahvan (5) kiinnitys (varustuksesta
riippuvainen, vain malleissa KFM 15-10 F,
KFMPB 15-10 F):
Pienten kulmien jyrsinnässä (säätö < 30°) voi
olla suotuisaa, työolosuhteista riippuen,
käyttää sivukahvaa (5) sankakahvan (1) sijaan.
Isommissa kulmissa käytä aina sankakahvaa (1),
jotta voit pitää kiinni koneesta varmemmin.
- Ruuvaa sivukahva (5) paikalleen koneen
vasemmalle tai oikealle sivulle.
7. Säätö
Vedä pistoke irti pistorasiasta ennen säätöjen,
muutostöiden, huoltotöiden tai puhdistuksen
suorittamista.
Kääntöterät, teränpidin, työstettävä kappale ja
lastut voivat olla kuumia. Käytä suojakäsineitä.
69
Page 70

SUOMIfi
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
Ruhjoutumisvaara! Käytä suojakäsineitä.
7.1 Viistekulman säätö
1. Lue säädetty viistekulma asteikosta (17).
2. Irrota ruuvit (13) ja työnnä molemmat
lastusuojalevyt (14) (koneen vasemmalla ja
oikealla puolella) ylös.
3. Irrota ruuvit (18) (edessä ja takaa) ja säädä
viistekulma ohjauskiskoa (15) kääntämällä
haluttuun kulmaan. Lue säädetty viistekulma
asteikosta (17).
4. Kiristä ruuvit (18) (edessä ja takaa) tiukkaan.
5. Työnnä molemmat lastusuojalevyt (14) (koneen
vasemmalla ja oikealla puolella) täysin alas.
Kiristä ruuvit (13) (koneen vasemmalla ja
oikealla puolella).
6. Viistekulmaa muuttamalla muuttuu myös
viistekorkeus (rakenteen vuoksi). Säädä sen
vuoksi aina viistekulman säädön jälkeen myös
viistekorkeus uudelleen. Katso luku 7.2
7.2 Viistekorkeuden säätö
Säädä ensin viistekulma:
1. Tarkasta ensin, onko haluttu viistekulma
säädetty: Lue säädetty viistekulma asteikosta
(17). Säädä tarvittaessa. Katso luku 7.1
Määritä säätöarvo:
Huomautus: Luo korkeat viistekorkeudet aina
useammassa jyrsintävaiheessa (vähintään 3).
Kovat materiaalit vaativat vielä useamman
jyrsintäkerran. Tämä tuo seuraavia etuja: pidempi
kääntöterän seisonta-aika, parempi työstettävän
pinnan laatu, miellyttävämpi työskentely.
Älä ylitä alla mainittuja ”viisteiden
maksimikorkeuksia jyrsintäkertaa kohti”.
KFM 15...(kun 45°):
1. jyrsintäkerta: maks. 6 mm
2.+3. jyrsintäkerta: maks. 2 mm
KFM 17...(kun 45°)
1. jyrsintäkerta: maks. 9 mm
2.+3. jyrsintäkerta: maks. 3 mm
Viisteen sallittua enimmäiskorkeutta (h
ylittää (katso luku Tekniset tiedot).
Parhaimpaa pintalaatua varten on suositeltavaa
jyrsiä vain vähän materiaalia viimeisessä
jyrsintävaiheessa.
2. Valitse koneellesi oikea kaavio (katso takapuoli).
3. Valitse asetetulle viistekulmalle oikea viiva
(katso takapuoli).
4. Esimerkiksi 45° viistekulmalle ja halutulle
3 mm: n viistekorkeudelle (katso kuva alla).
Tulos: tsetusarvo = 2,0.
70
max
) ei saa
Valitse Y-akselilta haluamasi viistekorkeus.
Vedä vaakasuora viiva linjan
leikkauspisteeseen. Vedä tästä
leikkauspisteestä pystysuora viiva X-akselille.
Lue arvo X-akselilta. Tämän arvon ”X” sinun on
nyt säädettävä koneeseen.
Huomautus: Diagrammi viittaa teräväkulmaisiin
työstettäviin kappaleisiin. Työstettävissä
kappaleissa, joiden reunat on pyöristetty, on
tämä huomioitava ohjausreunan korkeutta
säädettäessä.
Viistekorkeuden asetus:
5. Vedä säätörengas (7) ylös ja käännä niin, että
asteikolle (9) on säädetty arvo ”X”. Katso kuva
(alla): säädetty arvo ”X” = 2,0.
(Yksi kierros vastaa ”X”=3. Suuremmille Xarvoille: suorita useampia kierroksia. Asteikkoa
(6) käytetään säädön karkeassa arvioinnissa).
6. Suorita koejyrsintä.
7. Jos viimeiseen jyrsintävaiheeseen halutaan
säätää erittäin tarkka viistekorkeus, toimi
seuraavasti:
Suorita koejyrsintä. Mittaa jyrsitty viistekorkeus
ja sovita se tarvittaessa yhden asteikkoviivan
verran säätöruuvia (7) kääntämällä: Käännös
myötäpäivään = korkeampi viistekorkeus.
Käännös vastapäivään = pienempi
viistekorkeus. Suorita uusi koejyrsintä. Toista
vaihe tarvittaessa.
Page 71

8. Käyttö
8.1 Päälle-/poiskytkeminen
Ohjaa konetta aina molemmin käsin.
Kytke kone ensin päälle ja vie vasta sitten
käyttötarvike työstettävään kappaleeseen.
Estä tahaton käynnistyminen: Kytke kone aina
pois päältä, jos vedät pistokkeen irti
pistorasiasta tai jos sähkönsyötössä on katkoksia.
Jatkuvassa kytkennässä kone käy edelleen,
vaikka se pääsisi riistäytymään käsistä. Sen
vuoksi laitteen kahvoista on aina pidettävä kiinni,
otettava tukeva asento ja työskenneltävä
keskittyneesti.
Huolehdi siitä, että kone ei levitä pölyä ja
lastuja tai ime niitä. Kun kytket koneen pois
päältä, laske kone kädestäsi vasta sitten, kun
koneen moottori on täysin pysähtynyt.
KFM 15-10 F
Päällekytkentä: Työnnä työntökytkin (22) eteen.
Paina sitten jatkuvaa käyttöä varten alas, niin että
se lukkiutuu paikalleen.
Poiskytkeminen: Paina työntökytkimen (22)
takaosaa ja päästä kytkimestä irti.
KFMPB 15-10 F
Päällekytkentä: Työnnä paddle-kytkintä (23)
Poiskytkeminen: Vapauta paddle-kytkin (23).
KFM 16-15 F
Hetkellinen päällekytkentä:
Päällekytkentä: Paina salpa (24) sisään ja paina
Poiskytkeminen: Vapauta liipaisin (25).
Jatkuvan käytön päällekytkentä:
Päällekytkentä: P aina lukko (24) sisään ja pidä sitä
Poiskytkeminen: Paina painokytkintä (25) ja
8.2 Kierrosluvun säätö (KFM 15-10 F)
Kierrosluku voidaan esivalita säätöpyörällä (10) ja
muuttaa sitä portaattomasti.
Asetukset 1-6 vastaavat suurin piirtein seuraavia
kuormittamattomia pyörimisnopeuksia:
1.........7800 / min 4 .......10200 / min
2.........8600 / min 5 .......11100 / min
3.........9400 / min 6 .......12200 / min
(katso sivu 3, kuva B):
(katso sivu 3, kuva B):
nuolen suuntaan ja paina sitten paddlekytkintä (23).
(katso sivu 3, kuva B):
painokytkintä (25). Vapauta lukko (24).
painettuna. Paina painokytkintä (25) ja pidä
painettuna. Sitten kone on kytketty
toimintaan. Paina salpa (24) sitten vielä
kerran sisään, jotta saat lukittua
painokytkimen (25) asentoonsa (jatkuva
kytkentä).
vapauta se.
SUOMI fi
VTC-elektroniikka mahdollistaa kulloisellekin
materiaalille sopivan työskentelyn ja lähestulkoon
vakiona pysyvän kierrosluvun myös kuormituksen
yhteydessä.
Kierroslukusuositukset eri materiaaleille:
Alumiini, kupari, messinki .............................. 4-6
Teräs maks. 400 N/mm
Teräs maks. 600 N/mm2................................3-5
Teräs maks. 900 N/mm2................................2-4
Ruostumaton teräs ........................................1-3
Optimaalisen säädön löytää parhaiten
kokeilemalla.
8.3 Yleiset työohjeet
1. Tarkasta kääntöterät (20). Vaihda
vahingoittuneet tai kuluneet kääntöterät.
2. Kiinnitä työstettävä kappale puristumilla
tärisemättömäksi.
3. Huomioi luku 8.4 putkia työstettäessä.
4. Säädä viistekulma (katso luku 7.1).
5. Säädä viistekorkeus (katso luku 7.2).
6. Pidä aina kiinni koneen kahvoista molemmin
käsin, ota tukeva asento ja työskentele
keskittyneesti.
7. Kääntöterät (20) eivät kosketa työkappaletta.
Kytke päälle vasta sitten, kun kone on
ohjauskiskon (15) kanssa työstettävän
kappaleen päällä ja vie vasta sen jälkeen
käyttötarvike hitaasti työstettävään
kappaleeseen.
8. Työnnä kone vain koneessa nuolella (16)
merkittyyn suuntaan.
Työnnä konetta vain nuolen (16)
suuntaisesti. Muutoin syntyy takaiskun
vaara. Työskentele rauhallisella, työstettävälle
materiaalille sopivalla etenemisvauhdilla. Älä
kallista, paina tai heiluta konetta.
9. Ohjaa konetta siten, että ohjauskisko (15) on
työstettävää kappaletta vasten.
10.Työn lopettaminen: Ohjaa käyttötarvike pois
työstettävästä kappaleesta, sammuta kone.
Anna moottorin pysähtyä, ennen kuin laitat
koneen sivuun.
8.4 Ulkoreunan putkien työstö
1. Määritä työstettävän putken halkaisija.
2. Katso sivu 3, kuva C: Kiinnitä tukirulla (26) kuvan
mukaisesti ohjauskiskoon (15). Siirrä tukirullaa
(26) ja säädä asteikossa (27) putken halkaisija.
Kiristä tukirullan mutteri kiintoavaimella ja
kiinnitä siten tukirulla.
3. Huomioi yleiset työohjeet (luku 8.3).
4. Pidä aina kiinni koneen kahvoista molemmin
käsin, ota tukeva asento ja työskentele
keskittyneesti.
5. Aseta kone tukirullan (26) kanssa putken
ulkopinnalle. Aseta tämän jälkeen ohjauskisko
putken pään pinnalle.
6. Kääntöterät (20) eivät vielä kosketa
työkappaletta. Kytke ensin päälle, käännä sitten
kone hitaasti tukirullan (26) ympäri ja siten aseta
jyrsinpää työkappaleelle.
7. Huomioi yleiset työohjeet (luku 8.3).
2
................................4-6
71
Page 72

SUOMIfi
A
B
8.5 KFM 16-15 F: Ohjauskiskon (15)
kääntämisen mahdollisuus
Mallissa KFM 16-15 ohjauskisko (15) on asennettu
poikittain. Useimmissa työtehtävissä se
vastaanottaa paremmin suuret voimat ja
mahdollistaa kevyemmän työskentelyn.
Jos haluat määrättyjä työtehtäviä varten
ohjauskiskon (15) mieluummin pitkittäin
asennettuna, Metabo-huoltopalvelu antaa
pyynnöstä käyttöösi muunto-ohjeen.
9. Huolto
9.1 Kääntöterien vaihtaminen
Vedä pistoke irti pistorasiasta ennen säätöjen,
muutostöiden, huoltotöiden tai puhdistuksen
suorittamista.
Kääntöterät, teränpidin, työstettävä kappale ja
lastut voivat olla kuumia. Käytä suojakäsineitä.
Tarkasta säännöllisesti teränpidin (19). Korjauta tai
vaihdata vaurioitunut tai kulunut teränpidin.
Tarkasta kaikki kääntöterät (20) säännöllisesti.
Vaihda vahingoittuneet tai kuluneet kääntöterät.
Teroita tai korvaa ajoissa tylsyneet kääntöterät
tai terät, joiden pinnoite on kulunut loppuun.
Tylsät kääntöterät kasvattavat riskiä, että kone jää
kiinni ja luisuu paikoiltaan, tai että teränpidin (19)
vaurioituu.
Älä käytä erittäin kuluneita tai viallisia
kääntöteriä.
Teroita tai vaihda aina kaikki kääntöterät.
Käytä vain Metabon hyväksymiä kääntöteriä.
Katso luku Lisätarvikkeet.
Huomautus: Syitä kääntöterien murtuneille
kulmille tai vakavimmissa tapauksissa täysin
rikkoutuneelle kääntöterälle voi olla:
- Iskut kääntöterään väärän työtavan vuoksi:
huomioi luku 8.3.
- Työstettävän kappaleen tärinä: kiinnitä
työstettävä kappale puristimilla.
- Kääntöterää ei ole kiinnitetty oikein: Puhdista aina
kiinnityspinnat ja huomioi vääntömomentti.
- Kääntöterää ei ole kiinnitetty oikein: liian
kuluneissa kääntöterissä ei ole enää riittävää
kiinnityspintaa, jonka vuoksi niitä ei saa enää
kiinnitettyä varmasti. Vaihda liiaksi kuluneet
kääntöterät.
10. Puhdistus
Irrota verkkopistoke pistorasiasta.
Lastut ja hiukkaset voivat takertua jyrsinpäähän
(19). Se voi aiheuttaa jyrsinpään jumittumisen.
Puhdista säännöllisesti jyrsinpäästä ja sen
ympäristöstä lastut ja hiukkaset.
Työskenneltäessä hiukkasia voi kertyä
sähkötyökalun sisälle. Se heikentää sähkötyökalun
jäähdytystä. Johtavat kerrostumat voivat heikentää
sähkötyökalun suojaeristystä ja aiheuttaa
sähkövaaroja.
Imuroi sähkötyökalun etu- ja takapuolella olevat
tuuletusraot säännöllisesti, usein ja huolellisesti.
Irrota sähkötyökalu ensin virtalähteestä ja käytä
suojalaseja ja hengityksensuojainta.
Kuva A: Normaali kuluminen: käännä/vaihda
kääntöterä.
Kuva B: Kuluminen kovia materiaaleja
käsiteltäessä: käännä/vaihda kääntöterä. Jos
kääntöterä on kulunut voimakkaammin, älä käytä
sitä enää vaan vaihda se uuteen.
1. Irrota ruuvit (13) ja työnnä lastusuojalevy (14)
ylös.
2. Käännä teränpidintä (19) tarvittaessa käsin.
3. Ruuvaa kiinnitysruuvi (21) ulos ja irrota
kääntöterä (20).
4. Puhdista kääntöterä (20) ja teränpitimen (19)
kiinnityspinnat.
5. Teroita kääntöterä tai, jos kaikki leikkuusärmät
ovat tylsyneet, vaihda uusi kääntöterä.
6. Ruuvaa kääntöterä (20) kiinnitysruuvilla (21)
takaisin paikalleen. Kiristysmomentti: 3,5 Nm.
7. Työnnä lastunsuojalevy (14) kokonaan alas.
Kiristä ruuvit (13) pitävästi paikoilleen.
72
11. Häiriöiden korjaus
KFM 15-10 F, KFMPB 15-10 F:
Elektroniikan merkkivalo (11) palaa ja
kuormituskierrosluku alenee. Koneen
kuormitus on liian korkea! Anna koneen käydä
kuormittumattomana, kunnes elektroniikan
merkkivalo sammuu.
-Kone ei toimi. Elektroniikan merkkivalo
(11) (riippuu varustuksesta) vilkkuu.
Uudelleenkäynnistyksen esto on lauennut.
Kun päällekytketyn koneen verkkopistoke liitetään
pistorasiaan tai virta on palannut sähkökatkoksen
jälkeen, kone ei käynnisty. Kytke kone pois päältä ja
sen jälkeen uudelleen päälle.
KFM 16-15 F:
- Uudelleenkäynnistyksen esto: Kun
päällekytketyn koneen verkkopistoke kytketään
virtalähteeseen tai virta on palannut
sähkökatkoksen jälkeen, kone ei käynnisty. Kytke
kone pois päältä ja sen jälkeen uudelleen päälle.
- Ylikuormitussuoja: Kuormituskierrosluku
laskee. Käämilämpötila on liian korkea! Anna
Page 73

koneen käydä kuormittamatta, kunnes kone on
jäähtynyt.
- Käynnistysten yhteydessä jännite voi laskea
tilapäisesti. Epäsuotuisissa verkko-olosuhteissa
verkon muissa laitteissa saattaa esiintyä häiriöitä.
Häiriöitä ei esiinny, mikäli impedanssi on alle 0,4
ohmia.
12. Lisävarusteet
Käytä ainoastaan alkuperäisiä Metabon
lisätarvikkeita.
Käytä vain sellaisia lisätarvikkeita, jotka täyttävät
tässä käyttöoppaassa ilmoitetut vaatimukset ja
ominaistiedot.
Kiinnitä lisävarusteet pitävästi paikoilleen. Jos
konetta käytetään telineessä: Kiinnitä kone
tukevasti. Hallinnan menetys voi aiheuttaa
loukkaantumisia.
A 10 kääntölevyä, kovametalli,
universaali .........................................6.23564
B Kiinnitysruuvi
kääntölevyille .................................... 6.23566
C Jäähdytyspuikko................................ 6.23443
Lisätarvikkeiden täydellinen valikoima, katso
www.metabo.com tai luettelo.
13. Korjaus
Sähkötyökalujen korjaustöitä saavat suorittaa
ainoastaan sähköalan ammattilaiset!
Jos Metabo-sähkötyökalusi tarvitsevat korjausta,
ota yhteyttä Metabo-edustajaan. Katso osoitteet
osoitteesta www.metabo.com.
Varaosalistat voit hakea osoitteesta
www.metabo.com.
14. Ympäristönsuojelu
Noudata käytöstä poistettujen koneiden,
pakkausten ja lisätarvikkeiden
ympäristöystävällistä hävittämistä ja kierrätystä
koskevia kansallisia määräyksiä.
Vain EU-maille: Älä hävitä sähkötyökaluja
kotitalousjätteiden mukana! Sähkö- ja elekt-
roniikkalaiteromua koskevan EU-direktiivin
2012/19/EU ja sen kansallisen täytäntöönpanon
mukaan käytetyt sähkötyökalut on kerättävä erikseen ja toimitettava ympäristöä säästävään kierrätykseen.
SUOMI fi
d
=pienin mahdollinen putken halkaisija
min
m =paino ilman verkkojohtoa
Mittausarvot ilmoitettu EN 60745 mukaan.
Suojausluokan II kone
~ Vaihtovirta
Annetut tekniset tiedot ovat toleranssien mukaisia
(vastaavat kyseisiä voimassa olevia standardeja).
Päästöarvot
Nämä arvot mahdollistavat sähkötyökalun
päästöjen arvioimisen ja erilaisten sähkötyökalujen
keskinäisen vertailun. Kulloisistakin
käyttöolosuhteista, sähkötyökalun kunnosta tai
käyttötarvikkeesta riippuen todellinen kuormitus voi
olla kyseisiä arvoja suurempi tai pienempi. Ota
arvioinnissa huomioon työtauot ja vähäisemmän
kuormituksen jaksot. Määritä nämä tekijät
huomioiden arvioitujen arvojen perusteella
käyttäjän suojaamiseen vaadittavat toimenpiteet
esim. työnjärjestelyyn liittyvät toimenpiteet.
Tärinän kokonaisarvo
summa), määritetty EN 60745 mukaan:
a
=värähtelyn päästöarvo
h, SG
K
=epävarmuus (värähtely)
h,SG
Tyypillinen A-painotettu äänitaso
=äänen painetaso
L
pA
L
=äänen tehotaso
WA
KpA, KWA=epävarmuus
Käytössä melutaso voi ylittää 80 dB (A).
Käytä kuulonsuojaimia!
Sähkömagneettiset häiriöt:
Erittäin voimakkaiden ulkoisten
sähkömagneettisten häiriöiden vaikutuksesta voi
joissakin tapauksissa ilmetä ohimeneviä
kierroslukuvaihteluita tai uudelleenkäynnistyksen
esto laueta. Kytke tässä tapauksessa kone pois
päältä ja sen jälkeen uudelleen päälle.
(kolmen suunnan vektorien
:
15. Tekniset tiedot
Selitykset sivulla 4 annetuille tiedoille. Pidätämme
oikeuden tehdä teknisen kehityksen vaatimia
muutoksia.
n =kierrosluku kuormittamattomana
P
P
h
b
a= viistekulma
(huippukierrosluku)
=nimellisottoteho
1
=antoteho
2
=maks. viistekorkeus
max
=maks. viisteleveys
max
73
Page 74

NORSKno
Original bruksanvisning
1. Samsvarserklæring
Vi erklærer på eget ansvar at Disse kantfreserne,
identifisert med type- og serienummer *1),
overholder alle relevante bestemmelser i
direktivene *2) og standardene *3). Teknisk
dokumentasjon ved *4) – se side 4.
2. Hensiktsmessig bruk
Kantfreseren skal brukes til fresing av kanter på
stål, rustfritt stål, aluminium og aluminiumlegeringer
for profesjonell bruk.
For bearbeidelse av aluminium,
aluminiumlegeringer og rustfritt stål må det brukes
et egnet smøremiddel (best. nr.: 6.23443).
Også under bearbeidelse av stål anbefales dette
smøremiddelet, for dermed forlenges verktøyets
levetid og maskinen glir lettere over arbeidsemnet.
Brukeren er alene ansvarlig for skader som måtte
oppstå pga. uhensiktsmessig bruk.
Generelt gjeldende arbeidsmiljøforskrifter og
vedlagte sikkerhetsinformasjon må overholdes.
3. Generell
sikkerhetsinformasjon
For din egen sikkerhet og for å beskytte
maskinen, er det viktig at du tar hensyn til
tekst som er merket med dette symbolet.
ADVARSEL – Les bruksanvisningen for å
minimere skaderisikoen.
ADVARSEL Les gjennom all
sikkerhetsinformasjon og alle
anvisninger. Dersom sikkerhetsinformasjonen og
anvisningene ikke overholdes, kan det medføre
elektrisk støt, brann og/eller alvorlige skader.
Oppbevar all sikkerhetsinformasjon og alle
anvisninger for fremtidig bruk.
Ditt elektroverktøy må kun gis videre sammen
med disse dokumentene.
4. Spesiell
sikkerhetsinformasjon
a) Bruk ikke tilbehør som ikke er laget av
produsenten eller spesielt anbefalt for denne
maskinen. Det at du kan feste tilbehør på
maskinen, garanterer ikke at tilbehøret er trygt å
bruke.
b) Ikke bruk verktøy som har skader. Kontroller
vende-skjæreplaten for sprekker, riss,
deformering, slitasje eller feil før hver bruk.
Hvis maskinen eller slipeskiven faller i bakken
skal du kontrollere nøye om den ble skadet;
bruk et uskadet verktøy til å teste med.
74
c) Bruk personlig verneutstyr. Etter behov må
du bruke heldekkende ansiktsvern,
øyebeskyttelse eller vernebriller. Dersom det
er nødvendig, må du bruke støvmaske,
hørselsvern, vernehansker eller spesialforkle
som beskytter deg mot fine materialpartikler.
Øynene må beskyttes mot fremmedlegemer som
kan slynges ut ved forskjellige typer bruk. Støv- eller
støvmaske må filtrere støvet som dannes under
bruk. Dersom du er utsatt for støy over tid, kan du få
hørselstap.
d) Se til at andre personer holder trygg avstand
til ditt arbeidsområde. Alle som kommer inn i
arbeidsområdet, må ha på seg personlig
verneutstyr. Deler av emnet eller verktøyet kan
slynges ut og føre til skader selv utenfor det direkte
arbeidsområdet.
e) Hold alltid elektroverktøyet godt fast når du
starter det opp. På vei opp til fullt turtall kan
motorens reaksjonsmoment føre til at
elektroverktøyet vrir seg.
f) Bruk tvinger til å feste emnet med om mulig.
Hold aldri et lite emne i den ene hånden og
elektroverktøyet i den andre mens det er i bruk.
Hvis du spenner fast små emner, har du begge
hendene fri til å holde kontroll over elektroverktøyet.
g)
Legg aldri fra deg maskinen før verktøyet har
stanset helt opp. Et verktøy som roterer, kan
komme i kontakt med underlaget. Da kan du miste
kontrollen over maskinen.
h) La ikke maskinen gå mens du bærer den.
Dersom klærne dine skulle komme i kontakt med et
verktøy som roterer, kan de sette seg fast og
verktøyet kan bore seg inn i kroppen din.
i) Rengjør ventilasjonsåpningene på maskinen
regelmessig. Motorviften trekker støv inn i
motorhuset. En sterk ansamling av støv kan føre til
elektriske risikosituasjoner.
j) Bruk ikke maskinen nær materialer som kan
ta fyr. Gnister og varm spon kan antenne disse
materialene.
k) Bruk ikke verktøy som krever flytende
kjølemiddel. Bruk av vann og andre flytende
kjølemidler kan føre til elektrisk støt.
4.1 Rekyl og sikkerhetsinformasjon
Rekyl er en plutselig reaksjon som skyldes at det
roterende innsatsverktøyet henger fast eller blir
blokkert. Fastklemming eller blokkering fører til brå
stopp av det roterende verktøyet. Maskinen vil raskt
og ukontrollert gå mot verktøyets dreieretning på
blokkeringsstedet.
Dersom f.eks. en vende-skjæreplate fester seg eller
blokkeres i emnet, kan kanten på vendeskjæreplaten som går inn i emnet, bli sittende fast.
Da kan vende-skjæreplaten løsne eller det kan
oppstå rekyl. Holderen til vende-skjæreplaten
beveger seg da i retning av brukeren eller bort fra
ham, alt etter hvilken rotasjonsretning holderen til
vende-skjæreplaten har i blokkeringspunktet.
Vende-skjæreplaten kan også komme til å brekke.
Page 75

Rekyl er følgen av feil eller ukyndig bruk av
maskinen. Dette kan forhindres gjennom egnede
tiltak slik det er beskrevet nedenfor.
a) Hold maskinen godt fast og plasser kroppen
og armene dine slik at du kan ta imot
rekylkreftene. Betjeningspersonen kan beherske
rekylkreftene gjennom egnede tiltak.
b) Arbeid særlig forsiktig på områder med
hjørner, skarpe kanter osv. Unngå at
innsatsverktøyet blir kastet tilbake fra emnet
eller setter seg fast. Verktøy som roterer kan lett
sette seg fast i hjørner og skarpe kanter. Det fører til
tap av kontroll eller rekyl.
c) Før alltid innsatsverktøyet i samme retning
inn i materialet som kuttekanten forlater
materialet (tilsvarer retningen hvor spon
kommer ut). Hvis du fører elektroverktøyet i feil
retning, kan kuttekanten til elektroverktøyet i emnet
brekke opp, slik at elektroverktøyet blir trukket i
denne retningen.
d) Unngå at vende-skjæreplaten blir blokkert.
Bruk ikke for mye makt. Ikke still inn en høyere
størrelse enn maksimal tillatt fasehøyde.
Overbelastning av vende-skjæreplaten gjør at den
har lettere for å sette seg fast eller blokkeres.
Dermed økes faren for rekyl eller brudd på vendeskjæreplaten.
e) Hold hendene på avstand fra området foran
og bak den roterende vende-skjæreplaten. Hvis
du beveger vende-skjæreplaten fra deg på emnet,
kan maskinen med den roterende vendeskjæreplaten bli kastet rett på deg dersom det
oppstår rekyl.
Vende-skjæreplater som er blitt stumpe, eller
hvor belegget er slitt, må vendes eller skiftes ut
i rett tid. Stumpe vende-skjæreplater øker faren for
at maskinen henger seg opp og bryter ut.
4.2 Andre sikkerhetsanvisninger:
Hold alltid elektroverktøyet i de isolerte
gripeflatene, fordi fresen kan treffe
strømledningen. Kontakt med spenningsførende
ledning kan sette metalldeler i maskinen under
spenning og føre til elektrisk støt.
Hold arbeidsplassen ren og ha tilstrekkelig
belysning. Rotete arbeidsområder og
arbeidsområder uten lys kan føre til ulykker.
ADVARSEL – Bruk alltid vernebriller.
Bruk hørselvern.
Trekk støpselet ut av stikkontakten før alle
former for innstilling, montering, vedlikehold
og rengjøring.
Bruk egnede verneklær.
Se til at ingen kan bli skadet pga.
fremmedlegemer som slynges ut.
NORSK no
Hold personer og husdyr som er i nærheten
av apparatet på sikker avstand.
Hår, løse klær, finger og andre kroppsdeler
må holdes unna. De kan henge fast og
trekkes inn. Bruk hårnett hvis du har langt
hår.
Fare mot roterende verktøy
Bruk alltid vernebriller, arbeidshansker og vernesko
ved arbeid med maskinen.
Fare for personskade på grunn av skarpe kanter.
Bruk vernehansker.
Vende-skjæreplater, vende-skjæreplate holder,
arbeidsemne og spon kan være svært varme etter
arbeidet. Bruk vernehansker.
Skift ut støttehåndtak som har sk ader eller sprekker.
Ikke bruk maskiner med defekt støttehåndtak.
Trekk støpselet ut av stikkontakten før alle former
for innstilling, montering, vedlikehold og rengjøring.
Vi anbefaler bruk av stasjonært avsug. Sett alltid inn
en jordfeilbryter (RCD) med maks. utløserstrøm på
30 mA. Ved utkobling av maskinen med
jordfeilbryter må den kontrolleres og rengjøres. Se
kapittel 10. Rengjøring.
Bruk hørselsvern ved lengre arbeidsøkter.
Lengre tids påvirkning av høye støynivåer kan føre
til hørselskader.
Bruk bare skarpe, uskadde vende-skjæreplater.
Emnet må ligge godt mot underlaget og sikres mot
at det sklir, for eksempel ved hjelp av en tvinge.
Store emner må støttes tilstrekkelig opp.
Sørg for at det ikke oppstår fare på grunn av gnister
eller varm spon, f. eks. ved at disse treffer brukeren
eller andre personer eller antenner brennbare
stoffer. Farlige områder må beskyttes med tungt
antennelige tepper. I brannfarlige områder må det
finnes egnede slukningsmidler i nærheten.
Hold alltid maskinen med begge hender i de to
håndtakene. Stå med god balanse og arbeid
konsentrert.
Hold hendene borte fra freseområdet og
innsatsverktøyet.
Ikke ta på roterende verktøy! Spon o.l. må kun
fjernes når maskinen er stoppet. Trekk støpselet ut
av stikkontakten.
Skadde, urunde eller vibrerende innsatsverktøy må
ikke brukes.
Ikke arbeid over hodehøyde.
Bruk aldri apparatet når det er ufullstendig eller hvis
det har blitt gjort ulovlige endringer på det.
Redusert støvbelastning:
Partikler som oppstår når maskinen er i bruk,
kan inneholde stoffer som fremkaller kreft,
allergier, luftveissykdommer, fødselsskader og
andre reproduksjonsskader. Noen typiske slike
stoffer er: Bly (i blyholdig maling), mineralstøv
(murstein, betong o .lign.), tre-impregnering
(kromat, trebeskyttelsesmidler), enkelte tresorter
75
Page 76

NORSKno
(som eik eller bøk), metall, asbest.
Risikoen avhenger av hvor lenge brukeren eller
andre personer i nærheten utsettes for
belastningen.
Slike partikler må ikke trenge inn i kroppen.
For å redusere belastningen av disse stoffene: Sørg
for god utluftning av arbeidsplassen og bruk egnet
vernerutstyr, som f.eks. støvmaske med filter for
mikroskopiske partikler.
Følg de rutinene som gjelder for omgang med
materialer, personale, bruksområde og -sted (f.eks.
arbeidsvernbestemmelser, deponering).
Samle løse partikler der de oppstår; unngå
nedfelling i omgivelsene.
Minimer støvbelastningen ved å:
- unngå å rette partikk elstrømmen / utblåsingsluften
fra maskinen mot deg selv eller andre, eller mot
nedfelt støv,
- bruke et avsug og/eller en luftrenser,
- holde arbeidsplassen ren og godt utluftet. Feiing
og blåsing virvler opp støvet.
- Beskyttelsesklær skal støvsuges eller vaskes.
Ikke blås dem ut, bank eller børst dem.
5. Oversikt
Se side 2 og 3.
1 Bøylehåndtak
2 Festeskiver
3 Vingeskruer
4 Gjengeboringer på motorhuset
5 Sidehåndtak *
6 Skala (fasehøyde)
7 Innstillingsring (fasehøyde)
8 Klemskruer til skalaring
9 Skalaring (fasehøyde)
10
Innstillingshjul til innstilling av turtall
11 Elektronisk signalindikator *
12 Håndtak
13 Skruer til sponbeskyttelsesplater
14 Sponbeskyttelsesplater
15 Føringsskinne
16 Pil = Foreskrevet arbeidsretning
17 Skala (fasevinkel)
18 Skruer (fasevinkel)
19 Vende-skjæreplateholder / fresehode
20 Vende-skjæreplate
21 Festeskrue til vende-skjæreplate
22 Skyvebryter *
23 Bryter*
24 Sperre *
25 Bryterknapp *
26 Føringsrull
27 Skala (rørdiameter)
*modellavhengig
*
6. Når maskinen tas i bruk
Kontroller før bruk at nettspenningen og
nettfrekvensen på typeskiltet stemmer
overens med strømnettets spesifikasjoner.
76
Sett alltid inn en jordfeilbryter (RCD) med
maks. utløserstrøm på 30 mA.
6.1 Montering av støttehåndtak
Ha alltid montert enten et bøylehåndtak (1)
eller et håndtak på siden (5) (modellavhengig)
når du arbeider! Plasser håndtaket slik
illustrasjonen viser (se s. 2, bilde. A).
Montere bøylehåndtak (1)
- Skyv låseskivene (2) inn høyre og venstre på
håndtaket (1).
- Skyv håndtaket (1) med låseskivene (2) forfra, inn
på girkassen.
- Stikk vingeskruene (3) venstre og høyre inn på
håndtaket (1) og skru lett til.
- Still inn ønsket vinkel på håndtaket (1).
- Trekk til vingeskruene (3) på høyre og venstre
side kraftig for hånd.
Monter håndtaket på siden (5)
(modellavhengig; kun på KFM 15-10 F,
KFMPB 15-10 F):
Ved kantfresing av små vinkler (innstilling <
30°) kan det eventuelt være lurt å bruke
sidehåndtaket (5) i stedet for bøylehåndtaket (1).
Bruk alltid bøylehåndtaket (1) ved større vinkler, da
holder du maskinen best.
- Skru fast sidehåndtaket (5) på høyre eller
venstre side av maskinen.
7. Innstilling
Trekk støpselet ut av stikkontakten før alle
former for innstilling, montering, vedlikehold
og rengjøring.
Vende-skjæreplater, vende-skjæreplate
holder, arbeidsemne og spon kan være svært
varme etter arbeidet. Bruk vernehansker.
Klemfare! Bruk vernehansker.
7.1 Stille inn fasevinkel
1. Innstilt fasevinkel leses av på skala (17) .
2. Skruene (13) løsnes og begge
sponbeskyttelsesplater (14) (venstre og høyre
side til maskinen) skyves oppover.
3. Skruene (18) (fremme og bak) løsnes, og
fasevinkelen stilles inn i ønsket vinkel ved å dreie
føringsskinnen (15) . Innstilt fasevinkel leses av
på skala (17) .
4. Skruene (18) (fremme og bak) trekkes kraftig til.
5. Begge sponbeskyttelsesplater (14) (venstre og
høyre side til maskinen) skyves helt ned.
Skruene (13) (venstre og høyre side til
maskinen) trekkes til.
6. Ved å endre fasevinkelen endres også
fasehøyden (avhengig av byggmåte). Still også
inn fasehøyden på nytt etter hver justering av
fasevinkelen. Se kapittel 7.2
7.2 Stille inn fasehøyde
Still først inn fasevinkel:
1. Først må du kontrollere om ønsket fasevinkel er
innstilt: Innstilt fasevinkel leses av på skala (17)
. Still ev. inn. Se kapittel 7.1
Page 77

Formidle innstillingsverdi:
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
Merk: Store fasehøyder opprettes alltid i flere
freseforløp (minst 3). Harde materialer krever enda
flere freseforløp. Dermed oppstår følgende fordeler:
Høyere levetid til vende-skjæreplatene, høyere
overflatekvalitet til arbeidsresultatet, mer behagelig
arbeid.
"Maksimal fasehøyde per freseforløp" som
angis nedenfor må ikke overskrides.
KFM 15...(ved 45°):
1. Freseforløp: Maks. 6 mm
2.+3. Freseforløp: Maks. 2 mm
KFM 17...: (ved 45°)
1. Freseforløp: Maks. 9 mm
2.+3. Freseforløp: Maks. 3 mm
Maksimal tillatt fasehøyde (h
overskrides (se kapittel Tekniske data).
For optimal overflatekvalitet anbefales det å kun
bruke litt material under siste freseforløp.
2. Velg det diagrammet som gjelder for din maskin
(se bakside).
3. Velg gyldig linje for innstilt fasevinkel (se
bakside).
4. Eksempel fo r en fasev inkel på 4 5° o g en øn ske t
fasehøyde på 3 mm (se bilde nedenfor).
Resultat: Innstillingsverdi = 2,0.
) må ikke
max
NORSK no
6. Prøvefresing gjennomføres.
7. Skal fasehøyden stilles inn svært nøyaktig for
siste freseforløp, går du frem på følgende måte:
Prøvefresing gjennomføres. Freset fasehøyde
måles og ved behov, gjennom dreining av
justeringsringen (7) , tilpasses det med en
skalastrek: Dreie med klokken = Større
fasehøyde. Dreie mot klokken = Lavere
fasehøyde. Nok en prøvefresing gjennomføres.
Eventuelt gjentas dette trinnet.
8. Bruk
Velg fasehøyden du ønsker å stille inn i Y-aksen.
Trekk en vannrett linje til snittpunktet med linjen.
Fra dette snittpunktet trekker du en loddrett linje
til X-aksen. Les verdien til X-aksen av. Denne
verdien "X" må du nå stille inn på maskinen.
Merk: Diagrammet gjelder for materialer med
rette kanter. Avrundede kanter på materialene
må tas hensyn til når fresehøyden stilles inn.
Stille inn fasehøyde:
5. Justeringsringen (7) trekkes oppover og dreies
slik at verdien "X" fra diagrammet er innstilt på
skalaen (9) . Se bilde (nedenfor): Innstilt verdi
"X“ = 2,0.
(En omdreining tilsvarer "X“=3. For større Xverdier: Flere omdreininger gjennomføres.
Skala (6) brukes til grov orientering under
innstilling).
8.1 Start og stopp
Før alltid maskinen med begge hender.
Slå maskinen på før du plasserer verktøyet på
arbeidsstykket.
Unngå utilsiktet oppstart av maskinen: Slå
alltid av maskinen når støpselet blir trukket ut
av kontakten eller ved strømbrudd.
Under vedvarende drift fortsetter maskinen å
gå selv om den blir revet ut av hendene dine.
Hold derfor alltid maskinen med begge hender i de
to håndtakene. Stå med god balanse og arbeid
konsentrert.
Unngå at maskinen virvler opp eller suger inn
støv og spon. Etter at maskinen er slått av, må
du først legge den fra deg når motoren er stanset.
KFM 15-10 F
Start: Skyv skyvebryteren (22) forover. Vipp den
nedover til den smekker på plass dersom du ønsker
kontinuerlig innkobling.
Slå av: Trykk på bakerste del av skyvebryteren
(22) og slipp opp.
KFMPB 15-10 F
Start: Skyv bryteren (23) slik pilen viser og trykk på
Slå av: Bryteren (23) slippes.
(se side 3, bilde B):
(se side 3, bilde B):
bryteren (23) .
77
Page 78

NORSKno
KFM 16-15 F (se side 3, bilde B):
Momentinnkobling:
Start: Trykk på sperren (24) og trykk deretter på
bryterknappen (25) . Slipp sperren (24) .
Slå av: Slipp bryterknappen (25) .
Kontinuerlig drift:
Start: Trykk på sperren (24) og holde den nede.
Trykk på bryteren (25) og hold den inne.
Maskinen er nå slått på. Trykk på sperren
(24)på nytt for å låse bryteren (25)
(permanentkobling).
Slå av: Trykk på bryterknappen (25) og slipp den.
8.2 Stille inn hastigheten (KFM 15-10 F)
Hastigheten velges trinnløst med justeringsrattet
(10).
Stillingene 1-6 svarer om lag til følgende
tomgangsturtall:
1 ........ 7800 / min 4....... 10200 / min
2 ........ 8600 / min 5....... 11100 / min
3 ........ 9400 / min 6....... 12200 / min
VTC-elektronikken muliggjør materialtilpasset
arbeid og så å si konstant hastighet også ved
belastning.
Anbefalt turtall for forskjellige typer materialer:
Aluminium, kobber, messing ......................... 4-6
Stål til 400 N/mm
Stål til 600 N/mm2.......................................... 3-5
Stål til 900 N/mm
Rustfritt stål 1-3
Den beste innstillingen finner du ofte lettest ved å
gjøre en praktisk test.
8.3 Generelle arbeidshenvisninger
1. Vende-skjæreplater (20) kontrolleres. Vendeskjæreplater med skade eller slitasje skiftes ut.
2. Fest arbeidsstykket vibrasjonsfritt med
materialfestene.
3. Ved bearbeidelse av rør må kapittel 8.4
observeres.
4. Still inn fasevinkel (se kapittel 7.1).
5. Still inn fasehøyde (se kapittel 7.2).
6. Hold alltid maskinen med begge hender i de to
håndtakene. Stå med god balanse og arbeid
konsentrert.
7. Vende-skjæreplatene (20) berører ikke
arbeidsemnet. Slå først på når maskinen ligger
med føringsskinnen (15) på arbeidsemnet og
først deretter føres innsatsverktøyet langsomt
mot arbeidsemnet.
8. Maskinen må kun skyves i den retningen som en
pil (16) på maskinen viser.
med moderat fremføringshastighet som passer
til materialet som skal bearbeides. Ikke tipp til
siden, ikke trykk, ikke pendle.
9. Maskinen må føres slik at føringsskinnen (15)
ligger mot arbeidsemnet.
10.Avslutte arbeidet: Innsatsverktøyet føres bort fra
arbeidsemnet, maskinen slås av. La motoren
stoppe, legg bort maskinen.
78
2
.......................................... 4-6
2
.......................................... 2-4
Maskinen skal alltid skyves i pilens retning
(16) . Ellers er det fare for rekyl. Arbeid
8.4 Bearbeide rør på ytre kant
1. Finn ut av rørdiameter til røret som skal
bearbeides.
2. Se side 3, bilde B. Føringsrull (26) monteres som
vist på føringsskinnen (15) . Føringsrullen (26)
forskyves og stilles inn på skala (27) på
rørdiameter. Mutteren til føringsrullen trekkes til
med en fastnøkkel og dermed festes
føringsrullen.
3. De generelle arbeidshenvisningene (kapittel
8.3) observeres.
4. Hold alltid maskinen med begge hender i de to
håndtakene. Stå med god balanse og arbeid
konsentrert.
5. Maskinen med føringsrullen (26) legges på den
ytre flaten til røret. Deretter legges
føringsskinnen på flaten til rørets ende.
6. Vende-skjæreplatene (20) berører ikke
arbeidsemnet ennå. Slå først på når maskinen
tippes langsomt rundt føringsrullen (26) og så
føres fresehodet mot arbeidsemnet.
7. De generelle arbeidshenvisningene (kapittel
8.3) observeres.
8.5 KFM 16-15 F: Her kan føreskinnen
(15)dreies
På KFM 16-15 er føreskinnen (15) montert på tvers.
I de fleste tilfeller fanger dette høyer krefter bedre
opp, så arbeidet blir lettere.
Hvi s du av noen årsak øn sker å ha føreskinnen (15)
montert på langs, kan du kontakte Metabo
kundeservice for en forklaring på hvordan du
bygger den om.
9. Vedlikehold
9.1 Skifte vendekniver
Trekk støpselet ut av stikkontakten før alle
former for innstilling, montering, vedlikehold
og rengjøring.
Vendekniver, vendeknivholdere,
arbeidsstykker og spon kan være svært varme
etter arbeidet. Bruk vernehansker.
Vendeknivholderne (19) kontrolleres regelmessig.
Vendeknivholdere med skader eller slitasje må
repareres/skiftes ut.
Vendeknivene (20) kontrolleres regelmessig.
Vendekniver med skade eller slitasje skiftes ut.
Vendekniver som er blitt sløve, eller hvor
belegget er slitt, må vendes eller skiftes ut i rett
tid. Sløve vendekniver øker faren for at maskinen
henger seg fast og glipper eller at
vendeknivholderen (19) skades.
Svært slitte eller defekte vendekniver skal tas
ut av bruk.
Alle vendeknivene må dreies eller skiftes ut
samtidig.
Bruk kun vendekniver som er godkjente av
Metabo. Se kapittel Tilbehør.
Page 79

Bilde A: Normal slitasje: vend eller bytt ut
A
B
vendekniven.
Bilde B: Slitasje ved bearbeiding av harde
materialer: vend eller bytt ut vendekniven Svært
slitte vendekniver skal ikke snus, men byttes ut.
1. Skruene (13) løsnes og en
sponbeskyttelsesplate (14) skyves oppover.
2. Ved behov dreies vendekniven (19) for hånd.
3. Festeskruen (21) skrus ut og vendekniven (20)
tas ut.
4. Rengjør vendekniven (20) og spennflatene på
vendeknivholderen (19).
5. Vendekniven dreies, eller dersom alle egger er
stumpe; sett inn ny vendekniv.
6. Vendekniven (20) skrus fast igjen med
festeskrue (21). Dreiemoment: 3,5 Nm.
7. Sponbeskyttelsesplaten (14) skyves helt ned.
Trekk til skruene (13).
Merk: Årsaken til at hjørnene brekker eller at hele
vendekniven ødelegges kan være:
- Slag på vendekniven som resultat av feil
arbeidsteknikk: Se anvisningene i kapittel 8.3.
- Vibrasjoner i arbeidsstykket: Sørg for
vibrasjonsfritt feste av arbeidsstykket.
- Vendekniven er ikke riktig festet: Hold
spennflatene rene og vær oppmerksom på
momentet.
- Vendekniven er ikke ordentlig festet: Svært slitte
vendekniver har ikke tilstrekkelig anleggsflate og
kan derfor ikke festes som de skal. Bytt ut svært
slitte vendekniver.
10. Rengjøring
Trekk støpselet ut av stikkontakten.
Spon og partikler kan sette seg fast på fresehodet
(19) . Dette kan føre til blokkering av fresehodet.
Fresehodet og omgivelsene må rengjøres
regelmessig, spon og partikler må fjernes.
Når den er i bruk kan det løsne partikler som trenger
inn i maskinen. Det kan påvirke kjølingen av
maskinen. Konduktive belegg kan påvirke
isoleringen av maskinen og forårsake elektriske
farer.
Derfor skal maskinen regelmessig støvsuges
gjennom alle luftåpningene, foran og bak. Før dette
NORSK no
gjøres skal strømmen kuttes til maskinen. Bruk
vernebriller og støvmaske.
11. Utbedring av feil
KFM 15-10 F, KFMPB 15-10 F:
Elektronikk-signalet (11) lyser og
hastigheten avtar. Maskinen belastes for
mye! La maskinen gå på tomgang til
signallyset slukker.
-Maskinen går ikke. Elektronikk-signal-
visning (11) (avhengig av utstyr) blinker.
Startsperren har slått inn. Hvis støpselet
settes inn mens maskinen er på, eller hvis
strømforsyningen gjenopprettes etter et
strømbrudd, starter ikke maskinen. Slå maskinen av
og deretter på igjen.
KFM 16-15 F:
- Gjeninnkoblingsvern: Hvis støpselet settes inn
mens maskinen er på, eller hvis strømforsyningen
gjenopprettes etter et strømbrudd, starter ikke
maskinen. Slå maskinen av og deretter på igjen.
- Overbelastningsbeskyttelse: Hastigheten
avtar. Viklingstemperaturen er for høy! La
maskinen gå på tomgang til den er avkjølt.
- Innkobling kan føre til kortvarig spenningsfall. Ved
ugunstige forhold i strømnettet kan det oppstå
redusert funksjon på andre apparater. Ved
nettimpedanser på mindre enn 0,4 ohm vil det
normalt ikke oppstå forstyrrelser.
12. Tilbehør
Bruk kun originalt Metabo-tilbehør.
Bruk kun tilbehør som oppfyller kravene og
spesifikasjonene som er nevnt i denne
bruksanvisningen.
Fest tilbehøret på en sikker måte. Når maskinen
brukes i en holder: Fest maskinen sikkert. Tap av
kontroll kan føre til skader.
A 10 HM-vendeplater universal .............6.23564
B Festeskrue for vendeplater ................6.23566
C Kjølemiddel penn ...............................6.23443
Det komplette tilbehørsprogrammet finner du på
www.metabo.com eller i katalogen.
13. Reparasjon
Elektriske maskiner skal kun repareres av
elektrofagfolk!
Hvis du har en Metabo-maskin som trenger
reparasjon, kan du ta kontakt med en representant
for Metabo. Adresser finner du på
www.metabo.com.
Du kan laste ned reservedelslister fra
www.metabo.com.
79
Page 80

NORSKno
14. Miljøvern
Følg nasjonale forskrifter for miljøvennlig kassering
og resirkulering av gamle maskiner, emballasje og
tilbehør.
Gjelder kun land i EU: Elektroverktøy skal
ikke kastes i husholdningsavfallet! Iht. EU-
direktiv 2012/19/EU om kasserte elektriske
og elektroniske produkter (EE-avfall) og iverksettelse iht. nasjonal rett må kassert elektroverktøy
samles atskilt og bringes til miljøvennlig gjenvinning.
15. Tekniske data
Forklaringer til opplysningene på side 4. Vi
forbeholder oss retten til å gjøre endringer som
følge av teknisk utvikling.
n =Tomgangsturtall (høyeste turtall)
P
=Nominelt effektopptak
1
P
=Utgangseffekt
2
h
=Maks. fasehøyde
max
=Maks. fasebredde
b
max
a = Fasevinkel
d
=Minst mulig rørdiameter
min
m=Vekt uten ledning
Måleverdier iht. EN 60745.
Maskin med beskyttelsesklasse II
~ Vekselstrøm
Angitte tekniske data kan variere (i henhold til de
gjeldende standardene).
Utslippsverdier
Disse verdiene gjør det mulig å anslå
emisjonen fra elektroverktøyet og å sammenlikne
ulike elektroverktøy. Avhengig av
bruksbetingelsene, tilstanden til maskinen og
verktøyet, kan den faktiske belastningen være
høyere eller lavere. Ta hensyn til arbeidspauser og
perioder med mindre belastning i vurderingen.
Fastsett sikkerhetstiltak for brukeren på grunn av
tilpassede vurderingsverdier, f.eks. organisatoriske
tiltak.
Total verdi svingning
formidlet tilsvarende EN 60745:
a
=Vibrasjonsemisjonsverdi
h, SG
K
=Usikkerhet (vibrasjon)
h,SG
Typiske A-veide lydnivåer
L
=Lydtrykknivå
pA
L
=Lydeffektnivå
WA
KpA, KWA= Usikkerhet
Under arbeid kan lydnivået overskride 80 dB(A).
Bruk hørselsvern!
(vektorsum tre retninger)
:
Elektromagnetiske forstyrrelser:
Ved ekstreme elektromagnetiske forstyrrelser
utenfra kan det forekomme forbigående variasjoner
i turtallet, eller gjeninnkoblingsvernet kan bli
aktivert. I slike tilfeller skal du slå maskinen av og
deretter på igjen.
80
Page 81

Original brugsanvisning
1. Overensstemmelseserklæring
Vi erklærer under almindeligt ansvar: Disse
kantfræsere, identificeret ved angivelse af type og
serienummer *1), opfylder alle relevante
bestemmelser i direktiverne *2) og standarderne
*3). Teknisk dossier ved *4) - se side 4.
2. Tiltænkt formål
Kantfræseren er beregnet til fræsning af kanter af
stål, rustfrit stål, aluminium og
aluminiumslegeringer inden for fagområder.
Til bearbejdning af aluminium,
aluminiumslegeringer og rustfrit stål skal et egnet
smøremiddel (best.nr. 6.23443) anvendes.
Dette smøremiddel anbefales også ved
bearbejdning af stål, da værktøjets standtid herved
forlænges, og maskinen glider lettere over
arbejdsemnet.
For skader på grund af anvendelse til andre formål
end de tiltænkte er brugeren alene ansvarlig.
Generelt anerkendte forskrifter om
ulykkesforebyggelse og vedlagte
sikkerhedsanvisninger skal overholdes.
3. Generelle
sikkerhedsanvisninger
Vær opmærksom på de tekststeder, der
er markeret med dette symbol, for din
egen og el-værktøjets sikkerhed!
ADVARSEL – læs brugsanvisningen for at
reducere faren for personskader.
ADVARSEL – læs alle
sikkerhedsanvisninger og andre
anvisninger. Hvis sikkerhedsanvisningerne og de
andre anvisninger ikke overholdes, er der risiko for
elektrisk stød, brand og/eller alvorlige
personskader.
Alle sikkerhedsanvisninger og andre
anvisninger skal opbevares til fremtidig brug.
Videregiv kun el-værktøjet sammen
med disse dokumenter.
4. Særlige
sikkerhedsanvisninger
a) Brug kun tilbehør, hvis det er beregnet til
dette el-værktøj og anbefalet af producenten.
At tilbehøret kan fastgøres på el-værktøjet,
garanterer ikke for en sikker anvendelse.
b) Brug ikke indsatsværktøj, som er
beskadiget. Kontroller altid vendepladerne for
afsplintringer, ridser, slid eller kraftig slitage
før brug. Hvis el-værktøjet eller
indsatsværktøjet tabes, skal det kontrolleres,
DANSK da
om det er beskadiget eller anvende et
indsatsværktøj, som ikke er beskadiget.
c) Bær personligt beskyttelsesudstyr. Brug
helmaske til ansigtet, øjeværn eller
beskyttelsesbriller, afhængigt af det udførte
arbejde. Brug afhængigt af arbejdets art
støvmaske, høreværn, beskyttelseshandsker
eller specialforklæde, som beskytter mod små
materialepartikler. Øjnene skal beskyttes mod
genstande, som flyver rundt i luften og som opstår i
forbindelse med forskelligt arbejde. Støv- eller
åndedrætsmaske skal filtrere det støv, der opstår
under arbejdet. Hvis du udsættes for kraftig støj i
længere tid, kan du miste hørelsen.
d) Sørg for, at der er tilstrækkelig afstand
mellem arbejdsområdet og andre personer.
Enhver, der betræder arbejdsområdet, skal
bruge personligt beskyttelsesudstyr.
Brudstykker af emnet eller brækkede
indsatsværktøjer kan flyve væk og føre til
personskader også uden for det direkte
arbejdsområde.
e) Hold altid el-værktøjet godt fast ved start.
Ved øgning til fuldt omdrejningstal kan motorens
reaktionsmoment føre til, at el-værktøjet forskyder
sig.
f) Hvis det er muligt, skal der anvendes
skruetvinger til at fastgøre emnet. Hold aldrig
et mindre emne i den ene hånd og el-værktøjet
i den anden, mens det bruges. Ved at
fastspænde små emner har du begge hænder fri til
bedre at kunne kontrollere el-værktøjet.
g) Læg aldrig el-værktøjet til side, før
indsatsværktøjet står helt stille. Det roterende
indsatsværktøj kan komme i kontakt med
fralægningsfladen, hvorved du kan miste kontrollen
over el-værktøjet.
h) Lad ikke el-værktøjet køre, mens du bærer
det. Dit tøj kan blive fanget ved en tilfældig kontakt
med det roterende indsatsværktøj og
indsatsværktøjet kan bore sig ind i din krop.
i) Rengør el-værktøjets ventilationsåbninger
regelmæssigt. Motorventilatoren trækker støv ind i
maskinens hus og ved store mængder metalstøv
kan der opstå elektriske farer.
j) Brug ikke el-værktøjet i nærheden af
brandbare materialer. Gnister og varme spåner
kan antænde disse materialer.
k) Brug ikke indsatsværktøj, der kræver
flydende kølemiddel. Brug af vand eller andre
flydende kølemidler kan medføre elektrisk stød.
4.1 Tilbageslag og tilsvarende
sikkerhedsanvisninger
Tilbageslag er en pludselig reaktion på et fastklemt
eller blokeret indsatsværktøj. Fastklemning eller
blokering medfører et abrupt stop af det roterende
indsatsværktøj. Derved accelereres et ukontrolleret
el-værktøj mod indsatsværktøjets
omdrejningsretning på blokeringsstedet.
81
Page 82

DANSKda
Hvis f.eks. en vendeplade sidder fast eller blokerer
i et emne, kan kanten på vendepladen, der dykker
ned i emnet, sætte sig fast, hvorved vendepladen
brækker af eller fører til et tilbageslag.
Vendepladens holder bevæger sig derefter hen
imod eller væk fra brugeren, afhængigt af
omdrejningsretningen af vendepladens holder på
blokeringsstedet. I denne forbindelse kan
vendeplader også brække.
Et tilbageslag er resultatet af en forkert og fejlagtig
brug af el-værktøjet. Det kan forhindres ved hjælp af
egnede sikkerhedsforanstaltninger, som beskrives
nedenfor.
a)Hold godt fast i el-værktøjet og sørg for at din
krop og arme befinder sig i en position, der kan
klare tilbageslagskræfterne. Brugeren kan
beherske tilbageslagskræfterne med egnede
forsigtighedsforanstaltninger.
b) Arbejd særlig forsigtigt i områder med
hjørner, skarpe kanter osv. Undgå at
indsatsværktøjet slår tilbage fra emnet og
sætter sig fast. Det roterende indsatsværktøj har
tendens til at sætte sig fast ved hjørner, skarpe
kanter eller hvis det springer tilbage. Dette medfører
et tilbageslag eller at man mister kontrollen.
c) Før altid indsatsværktøjet ind i materialet i
samme retning, som skærekanten forlader
materialet (svarer til den retning, hvor
spånerne kastes ud). Føres el-værktøjet i den
forkerte retning, forårsager det, at
indsatsværktøjets skærekant bryder ud af emnet,
hvorved el-værktøjet trækkes i
fremføringsretningen.
d) Undgå at vendepladen blokerer, og undgå et
for højt modtryk. Indstil ikke en fashøjde, som
er højere end den maksimalt tilladte. Hvis
vendepladen overbelastes, øges dennes
belastning og der er større tendens til, at pladen
sætter sig fast eller blokerer, hvilket forøger risikoen
for tilbageslag eller brud på vendepladen.
e) Hold hænderne væk fra området foran og
bag den roterende vendeplade. Hvis du
bevæger vendepladen i emnet væk fra dig selv, kan
el-værktøjets roterende vendeplade blive slynget
direkte mod dig ved et tilbageslag.
Drej eller udskift de stumpe vendeplader eller
lignende, hvor beklædningen er afskallet, i god
tid. Stumpe vendeplader øger risikoen for at
maskinen bliver hængende og brækker af.
4.2 Yderligere sikkerhedsanvisninger:
Hold el-værktøjet kun i de isolerede greb, da
fræseren kan komme i kontakt med elværktøjets eget kabel. Kontakt med en
spændingsførende ledning kan også gøre
maskinens metaldele spændingsførende og føre til
elektrisk stød.
Sørg for, at arbejdsområdet er rent og godt belyst.
Uorden og uoplyste arbejdsområder øger faren for
uheld.
ADVARSEL – brug altid beskyttelsesbriller.
82
Brug høreværn.
Træk stikket ud af stikdåsen, før maskinen
indstilles, omstilles, vedligeholdes eller
rengøres.
Bær egnet arbejdstøj.
Sørg for at ingen kommer til skade på grund
af udslyngede fremmedlegemer.
Hold personer og husdyr i nærheden på
sikker afstand af maskinen.
Hold hår, løse beklædningsdele, fingre og
andre kropsdele på afstand. De kan blive
opfanget og trukket ind. Benyt et hårnet ved
langt hår.
Advarsel om roterende værktøj
Brug altid beskyttelsesbriller, arbejdshandsker og
kraftige sko under arbejdet med maskinen!
Fare for kvæstelser som følge af skarpe kanter.
Brug beskyttelseshandsker.
Vendeplader, vendepladeholdere, emner og
spåner kan være varme efter arbejdet. Brug
beskyttelseshandsker.
Hvis et ekstra håndgreb er beskadiget eller revnet,
skal det udskiftes. Maskinen må ikke anvendes
med et defekt ekstra håndgreb.
Træk stikket ud af stikdåsen, før maskinen
indstilles, omstilles, vedligeholdes eller rengøres.
Det anbefales at bruge et stationært
udsugningsanlæg. Man skal altid forkoble en FIafbryder (RCD) med en maks. brydestrøm på
30 mA. Hvis maskinen slukkes på grund af FIafbryderen, skal den kontrolleres og rengøres. Se
kapitel 10. Rengøring.
Arbejdes der længere tid med el-værktøjet, bør
der anvendes høreværn. Længere påvirkning
med højt støjniveau kan medføre høreskader.
Brug kun skarpe, ubeskadigede vendeplader.
Emnet skal ligge fast og være sikret mod at kunne
skride, f.eks. ved hjælp af spændeanordninger.
Større emner skal støttes i tilstrækkeligt omfang.
Sørg for, at de gnister, der kan opstå i løbet af
arbejdet, samt varme spåner ikke kan bringe
brugeren eller andre personer i fare, ej heller kan
antænde let antændelige stoffer. Truede områder
skal beskyttes af svært antændelige afdækninger.
Hold altid en ildslukker i beredskab i områder, der
udsættes for brandfare.
Hold altid fast i maskinen med begge hænder i de
dertil beregnede greb, sørg for at stå stabilt, og
arbejd koncentreret.
Hold hænderne ude af fræseområdet og på afstand
af indsatsværktøjet.
Tag ikke om det roterende værktøj! Fjern først
spåner og lignende, når maskinen er i tilstand. Træk
netstikket ud af stikkontakten.
Page 83

Beskadiget, uafbalanceret eller vibrerende værktøj
må ikke anvendes.
Arbejd ikke over hovedhøjde.
Brug aldrig en ufuldstændig maskine eller en
maskine med ikke tilladte ændringer.
Reducering af støvbelastning:
Partikler, der opstår, når man arbejder med
denne maskine, kan indeholde stoffer, der kan
forårsage kræft, allergiske reaktioner,
luftvejssygdomme, fødselsdefekter eller anden
reproduktiv skade. Nogle eksempler på disse
stoffer er: Bly (i blyholdig maling), mineralsk støv
(fra mursten, betonblokke osv.), tilsætningsstoffer
til træbehandling (kromat, træbeskyttelsesmidler),
visse typer af træ (som ege- og bøgestøv), metaller,
asbest.
Risikoen afhænger af, hvor længe brugeren eller
personer, der befinder sig i nærheden, udsættes for
belastningen.
Partiklerne må ikke optages af kroppen.
Til reducering af belastningen med disse stoffer:
Sørg for god ventilation af arbejdspladsen og brug
egnet beskyttelsesudstyr som f.eks.
åndedrætsmasker, der er i stand til at filtrere de
mikroskopisk små partikler.
Overhold de gældende retningslinjer for materiel,
personale, anvendelsestilfælde og -sted (f.eks.
sundheds- og sikkerhedsregler, bortskaffelse).
Opfang partiklerne på oprindelsesstedet, undgå
aflejringer i omgivelserne.
Støvbelastningen kan reduceres på følgende
måde:
- Ret ikke partikler, der kommer ud, og maskinens
udluftningsstrøm mod dig selv eller personer, der
befinder sig i nærheden, eller på aflejret støv.
- Anvend et udsugningsanlæg og/eller en
luftrenser.
- Sørg for god ventilation på arbejdspladsen og
hold den ren vha. støvudsugning. Fejning eller
blæsning hvirvler støvet op.
- Støvsug eller vask beskyttelsestøj. Undgå
udblæsning, bankning eller børstning.
5. Oversigt
Se side 2 og 3.
1Bøjlegreb
2 Låseskiver
3 Vingeskruer
4 Gevindhuller på gearhuset
5Sidegreb *
6 Skala (fashøjde)
7 Indstillingsring (fashøjde)
8 Klemskruer på skaleringsring
9 Skaleringsring (fashøjde)
10
Indstillingshjul til indstilling af hastighed
11 Elektronisk signallampe *
12 Håndtag
13 Skruer på beskyttelsesskærmen til spåner
14 Beskyttelsesskærm til spåner
15 Føringsskinne
16 Pil = foreskrevet arbejdsretning
*
DANSK da
17 Skala (fasvinkel)
18 Skruer (fasvinkel)
19 Vendepladeholder/fræsehoved
20 Vendeplade
21 Låseskrue til vendepladen
22 Skydekontakt *
23 Paddle-kontakt *
24 Spærre *
25 Trykkontakt *
26 Styrerulle
27 Skala (rørdiameter)
*afhængig af udstyr
6. Ibrugtagning
Før du tager maskinen i brug, skal du
kontrollere, at den angivne netspænding og
frekvens på typeskiltet er i overensstemmelse med
data for din strømforsyning.
Man skal altid forkoble en FI-afbryder (RCD)
med en maks. brydestrøm på 30 mA.
6.1 Montering af ekstra greb
Arbejd kun med monteret bøjlegreb (1) eller
sidegreb (5) (afhængigt af udstyr)! Anbring
håndgrebet som vist (se side 2, ill. A).
Montering af bøjlegreb (1)
- Sæt låseskiverne (2) til venstre og højre på
håndgrebet (1).
- Skub håndgrebet (1) med låseskiverne (2) forfra
på gearhuset.
- Indsæt vingeskruerne (3) til højre og venstre i
håndgrebet (1) og skru dem let ind.
- Indstil den ønskede vinkel på håndgrebet (1).
- Spænd vingeskruerne (3) til venstre og højre
kraftigt med hånden.
Montering af sidegrebet (5) (afhængigt af
udstyr, kun ved KFM 15-10 F, KFMPB 15-10 F):
Ved kantfræsning af små vinkler (indstilling <
30°) kan det, alt efter arbejdsforhold, være en
fordel at anvende sidegrebet (5) i stedet for
bøjlegrebet (1). Ved større vinkler skal man altid
anvende bøjlegrebet (1) for at kunne holde
maskinen sikkert.
- Skru sidegrebet (5) fast på den højre eller
venstre side af maskinen.
7. Indstilling
Træk stikket ud af stikdåsen, før maskinen
indstilles, omstilles, vedligeholdes eller
rengøres.
Vendeplader, vendepladeholdere, emner og
spåner kan være varme efter arbejdet. Brug
beskyttelseshandsker.
Klemfare! Brug beskyttelseshandsker.
7.1 Indstilling af fasvinkel
1. Aflæs den indstillede fasvinkel på skalaen (17).
83
Page 84

DANSKda
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
2. Løsn skruerne (13) og skub de to
beskyttelsesskærme til spåner (14) (til venstre
og højre på maskinen) opad.
3. Løsn skruerne (18) (foran og bagpå), og indstil
fasvinklen ved at dreje føringsskinnen (15) til
den ønskede vinkel. Aflæs den indstillede
fasvinkel på skalaen (17).
4. Fastspænd skruerne (18) (foran og bagpå)
kraftigt.
5. Skub begge beskyttelsesskærme til spåner (14)
(til venstre og højre på maskinen) helt nedad.
Fastspænd skruerne (13) (til venstre og højre på
maskinen).
6. Ved ændring af fasvinklen ændres også
fashøjden (konstruktionsbetinget). Indstil derfor
også fashøjden efter hver justering af fasvinklen.
Se kapitel 7.2
7.2 Indstilling af fashøjde
Indstil først fasvinklen:
1. Kontrollér først, om den ønskede fasvinkel er
indstillet: Aflæs den indstillede fasvinkel på
skalaen (17). Indstil i givet fald. Se kapitel 7.1
Undersøg indstillingsværdi:
Henvisning: Opret altid store fashøjder i flere
fræsninger (mindst 3). Hårde materiale kræver
endnu flere fræsninger. Herved opnås følgende
fordele: Højere standtid på vendeplader, højere
overfladekvalitet på det færdige resultat, og mere
bekvemt arbejde.
Overskrid ikke den nedenfor angivne
"maksimale fashøjde pr. fræsning".
KFM 15...(ved 45°):
1. Fræsning: maks. 6 mm
2.+3. Fræsning: maks. 2 mm
KFM 17...:(ved 45°)
1. Fræsning: maks. 9 mm
2.+3. Fræsning: maks. 3 mm
Overskrid ikke den maksimalt tilladte fashøjde
(h
), (se kapitlet Tekniske data).
maks
For en maksimal overfladekvalitet anbefales det
kun at fjerne en smule materiale ved den sidste
fræsning.
2. Vælg det diagram, der gælder for din maskine
(se bagsiden).
3. Vælg den linje, der gælder for den indstillede
fasvinkel (se bagsiden).
4. Eksempel til en fasvinkel på 45° og en ønsket
fashøjde på 3 mm (se ill. nedenfor). Resultat:
Indstillingsværdi = 2,0.
Vælg den fashøjde, du gerne vil indstille, på Yaksen. Træk en vandret linje indtil
skæringspunktet med linjen. Træk en lodret linje
til X-aksen fra dette skæringspunkt. Aflæs
værdien på X-aksen. Nu skal du således indstille
denne værdi "X" på maskinen.
Bemærk: Diagrammet refererer til emner med
skarpe kanter. Ved emner med afrundede kanter
skal der tages hensyn til dette ved indstilling af
fashøjden.
Indstilling af fashøjden:
5. Træk indstillingsringen (7) opad og drej den
således at værdien "X" fra diagrammet indstilles
på skalaen (9). Se illustrationen (nedenfor):
Indstillet værdi "X" = 2,0.
(En omdrejning svarer til "X"=3. Til større Xværdier: Udfør flere omdrejninger. Skalaen (6)
bruges til grov orientering ved indstilling).
84
6. Udfør en prøvefræsning.
7. Hvis fashøjden skal indstilles meget præcist til
den sidste fræsning, skal du gøre som følger:
Gennemfør en prøvefræsning. Mål den fræsede
fashøjde, og tilpas om nødvendigt ved at dreje
indstillingsringen (7) med en streg på skalaen:
Drejning i urets retning = større fashøjde.
Drejning mod urets retning = lavere fashøjde.
Gennemfør endnu en prøvefræsning. Gentag i
givet fald dette trin.
Page 85

8. Anvendelse
8.1 Til-/frakobling
Maskinen skal altid betjenes med begge
hænder.
Tænd først, anbring derefter indsatsværktøjet
på emnet.
Undgå utilsigtet start: Sluk altid for maskinen,
når stikket trækkes ud af stikdåsen, eller når
strømmen afbrydes.
Ved fast tilkobling kører maskinen også
videre, hvis den rives ud af hånden. Hold
derfor altid fast i maskinen med begge hænder i de
dertil beregnede greb, sørg for at stå stabilt og
arbejd koncentreret.
Undgå, at maskinen hvirvler støv og spåner op
eller suger dem ind. Læg først den slukkede
maskine til side, når motoren står stille.
KFM 15-10 F
Tilkobling: Skub skydekontakten (22) frem. El-
værktøjet holdes tændt ved at trykke kontakten ned,
indtil den går i hak.
Frakobling: Tryk på den bagerste del af
skydekontakten (22) og giv slip.
KFMPB 15-10 F
Tilkobling: Skub Paddle-kontakten (23) i pilens
Frakobling: Slip Paddle-kontakten (23).
KFM 16-15 F
Midlertidig tilkobling:
Tilkobling: Tryk spærren (24) ind, og tryk så på
Frakobling: Slip afbrydergrebet (25).
Fast tilkobling:
Tilkobling: Tryk spærren (24) ind, og hold den
Frakobling: Tryk på afbryderen (25) og slip den.
8.2 Indstilling af hastighed (KFM 15-10 F)
Med stillehjulet (10) kan man forindstille
omdrejningstallet og ændre det trinløst.
Stillingerne 1-6 svarer nogenlunde til følgende
friløbshastigheder:
1.........7800 / min 4 .......10200 / min
2.........8600 / min 5 .......11100 / min
3.........9400 / min 6 .......12200 / min
VTC-elektronikken gør det muligt at arbejde
materialetilpasset og holde omdrejningstallet
nogenlunde konstant, også ved belastning.
Anbefalede omdrejningstal for forskellige
materialer:
Aluminium, kobber, messing..........................4-6
(Se side 3, ill. B):
(Se side 3, ill. B):
retning, og tryk så på Paddle-kontakten (23).
(Se side 3, ill. B):
afbryderen (25). Slip spærren (24).
inde. Tryk på afbryderen (25) og hold den
inde. Maskinen er nu tilkoblet. Tryk nu
spærren (24) ind igen for at fastlåse
afbryderen (25) (fast tilkobling).
2
DANSK da
Stål op til 400 N/mm
Stål op til 600 N/mm2.....................................3-5
Stål op til 900 N/mm
Rustfrit stål..................................................... 1-3
Den optimale indstilling findes bedst ved at prøve
sig frem.
8.3 Generelle arbejdsanvisninger
1. Kontroller vendeplader (20). Udskift
beskadigede eller slidte vendeplader.
2. Fikser emnet så det er fri for vibrationer med
fastspændingsanordninger.
3. Følg kapitel 8.4 ved bearbejdning af rør.
4. Indstil fasvinkel (se kapitel 7.1).
5. Indstil fashøjde (se kapitel 7.2).
6. Hold altid fast i maskinen med begge hænder i
de dertil beregnede greb, sørg for at stå stabilt,
og arbejd koncentreret.
7. Vendepladerne (20) berører ikke arbejdsemnet.
Tænd først, læg derefter maskinen med
føringsskinnen (15) på arbejdsemnet, og bring
først derefter indsatsværktøjet langsomt hen
mod arbejdsemnet.
8. Skub nu maskinen i den retning, der er angivet
med en pil (16) på maskinen.
Maskinen må kun skubbes i pilens retning
(16). Ellers er der risiko for tilbageslag.
Arbejd med jævn fremføring, der passer til det
materiale, som skal bearbejdes. Undgå at sidde
fast, tryk ikke, sving ikke.
9. Før maskinen således, at føringsskinnen (15)
ligger ved arbejdsemnet.
10.Afslutning af arbejdet: Før indsatsværktøjet væk
fra emnet, og sluk maskinen. Stands motoren
helt, og læg maskinen væk.
8.4 Bearbejd rør på yderkanten
1. Undersøg rørdiameteren på det rør, der skal
bearbejdes.
2. Se side 3, ill. C: Anbring styrerullen (26) som vist
på føringsskinnen (15). Forskyd styrerullen (26)
og indstill rørdiameteren på skalaen (27).
Spænd møtrikken på styrerullen med en
gaffelnøgle, og fastgør således styrerullen.
3. Følg de generelle arbejdsanvisninger (kapitel
8.3).
4. Hold altid fast i maskinen med begge hænder i
de dertil beregnede greb, sørg for at stå stabilt,
og arbejd koncentreret.
5. Læg maskinen med styrerullen (26) på rørets
udvendige flade. Læg derefter føringsskinnen
på rørets endeflade.
6. Vendepladerne (20) berører stadig ikke
arbejdsemnet. Tænd først, vip derefter langsomt
maskinen om styrerullen (26) og bring dermed
fræsehovedet hen ved arbejdsemnet.
7. Følg de generelle arbejdsanvisninger (kapitel
8.3).
8.5 KFM 16-15 F: Mulighed for drejning af
føringsskinnen (15)
Ved KFM 16-15 er føringsskinnen (15) monteret på
tværs. Ved de allerfleste arbejdsopgaver opfanges
høje kræfter dermed bedre, og arbejdet bliver
mindre trættende.
.....................................4-6
2
.....................................2-4
85
Page 86

DANSKda
A
B
Hvis du til specielle opgaver hellere vil montere
føringsskinnen (15) på langs, kan du få en
ombygningsvejledning hos Metabos kundeservice.
9. Vedligeholdelse
9.1 Udskiftning af vendeplader
Træk stikket ud af stikdåsen, før maskinen
indstilles, omstilles, vedligeholdes eller
rengøres.
Vendeplader, vendepladeholdere, emner og
spåner kan være varme efter arbejdet. Brug
beskyttelseshandsker.
Kontrollér vendepladeholderen (19) jævnligt.
Reparer/udskift beskadigede eller slidte
vendeplader.
Kontrollér alle vendeplader (20) regelmæssigt.
Udskift beskadigede eller slidte vendeplader.
Drej eller udskift de stumpe vendeplader eller
lignende, hvor beklædningen er afskallet, i
god tid. Stumpe vendeplader øger risikoen for at
maskinen bliver hængende og løsner sig eller at
vendepladeholderen (19) bliver beskadiget.
Stærkt slidte eller defekte vendeplader må
ikke længere anvendes.
Drej eller udskift altid alle vendeplader.
Anvend kun vendeplader, som er godkendt af
Metabo. Se kapitlet Tilbehør.
Billede A: Normalt slid: Drej(udskift vendepladen.
Billede B: Slid ved forarbejdning af hårde
materialer: Drej/udskift vendepladen. Ved stærkere
slid må vendepladen ikke længere anvendes, men
skal derimod udskiftes.
1. Løsn skruerne (13) og skub en
beskyttelsesskærm til spåner (14) opad.
2. Drej ved behov vendepladeholderen (19)
manuelt.
3. Skru låseskruen (21) ud og fjern vendepladen
(20).
4. Rengør vendepladen (20) og spændefladerne
på vendepladeholderen (19).
5. Drej vendepladen eller, hvis alle klinger er
stumpe, indsæt en ny vendeplade.
6. Skru igen vendepladen (20) fast sammen med
låseskruen (21). Drejningsmoment: 3,5 Nm.
7. Skub beskyttelsesskærmen til spåner (14) helt
nedad. Spænd skruerne (13).
86
Bemærk: Årsager til vendeplader med afbrudt kant
eller i ekstreme tilfælde til ødelagte vendeplader
kan være:
- Slag på vendepladen på grund af ukorrekte
arbejdsmetoder: Se kapitel 8.3.
-Vibration på emnet: Fiksér emnet, så det er fri for
vibrationer, med fastspændingsanordninger.
- Vendepladen er ikke fastgjort korrekt: Rengør
hele tiden spændefladerne og overhold
drejningsmomentet.
- Vendepladen er ikke fastgjort korrekt: Stærkt
slidte vendeplader har ingen tilstrækkelige
aflægningsflader og kan derfor ikke fastgøres
tilstrækkeligt. Udskift stærkt slidte vendeplader.
10. Rengøring
Træk netstikket ud af stikkontakten.
Spåner og partikler kan sætte sig på fræsehovedet
(19). Dette kan føre til en blokering af fræsehovedet.
Rengør fræsehovedet og dets omgivelser
regelmæssigt, og fjern spåner og partikler.
Ved bearbejdningen kan partikler aflejre sig i elværktøjets indre. Det hindrer kølingen af elværktøjet. Ledende aflejringer kan påvirke elværktøjets beskyttelsesisolering og forårsage
elektriske farer.
Støvsug el-værktøjet regelmæssigt, ofte og
grundigt gennem alle ventilationsåbninger foran og
bagpå. Afbryd el-værktøjet forinden fra
energiforsyningen og brug herved
beskyttelsesbriller og støvmaske.
11. Afhjælpning af fejl
KFM 15-10 F, KFMPB 15-10 F:
Den elektroniske signallampe (11) lyser
og hastigheden under belastning aftager.
Maskinbelastningen er for høj! Lad maskinen
køre i tomgang, indtil den elektroniske signallampe
slukker.
-Maskinen kører ikke. Signalindikatoren
for elektronik (11) blinker (afhængigt af
udstyr). Den elektriske beskyttelse mod
genindkobling er aktiveret. Hvis netstikket stikkes i,
mens maskinen er tændt, eller når
strømforsyningen etableres igen efter en
afbrydelse, kører maskinen ikke. Sluk og tænd igen
for maskinen.
KFM 16-15 F:
- Genstartssikring: Hvis netstikket stikkes i, mens
maskinen er tændt, eller når strømforsyningen
etableres igen efter en afbrydelse, kører maskinen
ikke. Sluk og tænd igen for maskinen.
Page 87

- Overbelastningssikring:
Belastningshastigheden aftager.
Viklingstemperaturen er for høj! Lad maskinen
køre i tomgang, indtil maskinen er kølet af.
- Når maskinen tændes, opstår der kortvarige
spændingsfald. Hvis nettet er meget belastet, kan
det påvirke driften af andre maskiner. Hvis
modstanden i nettet er mindre end 0,4 ohm,
opstår der ikke fejl.
12. Tilbehør
Brug kun originalt Metabo-tilbehør.
Brug kun tilbehør, der opfylder de krav og
specifikationer, som er angivet i denne
brugsanvisning.
Anbring tilbehøret sikkert. Hvis maskinen betjenes i
en holder: Sæt maskinen sikkert fast. Mistes
kontrollen over maskinen, er der risiko for skader.
A 10 HM-vendeplader Universal ...........6.23564
B Låseskrue til vendeplader.................. 6.23566
C Kølemiddelsmørestift......................... 6.23443
Det komplette tilbehørsprogram findes på
www.metabo.com eller i kataloget.
DANSK da
~ Vekselstrøm
De angivne tekniske data er tolerancesat (svarende
til de aktuelt gældende standarder).
Emissionsværdier
Disse værdier gør det muligt at bestemme elværktøjets emissioner og sammenligne forskellige
el-værktøjer med hinanden. Alt efter el-værktøjets
eller indsatsværktøjernes anvendelsesbetingelser
og tilstand kan den faktiske belastning være højere
eller lavere. Tag også højde for arbejdspauser og
perioder med lav belastning. Træf de nødvendige
beskyttelsesforanstaltninger for brugeren, f.eks.
organisatoriske foranstaltninger, på baggrund af de
anslåede værdier.
Samlet vibration
beregnet iht. EN 60745:
a
h, SG
=Usikkerhed (vibration)
K
h,SG
Typiske A-vægtede lydniveauer
L
pA
L
WA
K
, KWA= usikkerhed
pA
Ved arbejde kan støjniveauet overskride 80 dB(A).
Brug høreværn!
(vektorsum af tre retninger)
=vibrationsemission
=lydtryksniveau
=lydeffektniveau
:
13. Reparation
Reparationer på el-værktøjer må kun udføres
af en elektriker!
Henvend Dem til Deres Metabo forhandler, når De
skal have repareret Deres Metabo el-værktøj.
Adresser findes på www.metabo.com.
Reservedelslister kan downloades på
www.metabo.com.
14. Miljøbeskyttelse
Overhold de nationale regler om miljøvenlig
bortskaffelse og genbrug af udtjente maskiner,
emballage og tilbehør.
Kun for EF-lande: El-værktøj må ikke smides
i husholdningsaffaldet! I henhold til det euro-
pæiske direktiv 2012/19/EU om affald af
elektrisk og elektronisk udstyr og omsættelsen til
national lovgivning skal brugte el-værktøjer
indsamles adskilt og afleveres miljørigtigt til
genbrug.
15. Tekniske data
Forklaringer til oplysningerne på side 4. Forbeholdt
ændringer som følge af tekniske ændringer.
n =friløbshastighed (maksimal hastighed)
=nominel optagen effekt
P
1
P
=afgiven effekt
2
h
=Maks. fashøjde
maks
b
=Maks. fasbredde
maks
a = Fasvinkel
d
=mindst mulige rørdiameter
min
m=vægt uden netkabel
Måleværdier beregnet iht. EN 60745.
Klasse II maskine
Elektromagnetiske forstyrrelser:
Ved påvirkning fra ekstreme elektromagnetiske
forstyrrelser udefra kan der i enkelte tilfælde opstå
midlertidige hastighedsudsving, eller
genstartsikringen kan blive aktiveret. Sluk og tænd i
så fald for maskinen.
87
Page 88

POLSKIpl
Oryginalna instrukcja obsługi
1. Deklaracja zgodności
Oświadczamy z pełną odpowiedzialnością, że
frezarki krawędziowe oznaczone typem i numerem
seryjnym *1) spełniają wszystkie obowiązujące
przepisy dyrektyw *2) i norm *3). Dokumentacja
techniczna *4) - patrz strona 4.
2. Użytkowanie zgodne z
przeznaczeniem
Frezarka krawędziowa jest przeznaczona do
profesjonalnego frezowania krawędzi stalowych,
wykonanych ze stali szlachetnej, aluminium oraz
stopów aluminium.
Do obróbki aluminium, stopów aluminium oraz stali
szlachetnej bezwzględnie stosować odpowiedni
środek smarowy (nr kat.: 6.23443).
Także podczas obróbki stali zalecane jest
stosowanie tego środka smarowego, ponieważ
wyraźnie wydłuża on żywotność narzędzi, a
urządzenie łatwiej przesuwa się po obrabianym
elemencie.
Za szkody powstałe w wyniku użytkowania
niezgodnego z przeznaczeniem odpowiedzialność
ponosi wyłącznie użytkownik.
Przestrzegać ogólnie obowiązujących przepisów
BHP oraz dołączonych uwag dotyczących
bezpieczeństwa.
3. Ogólne uwagi dotyczące
bezpieczeństwa
Dla bezpieczeń
celu ochrony elektronarzędzia należy
zwrócić szczególną uwagę na miejsca w
tekście oznaczone tym symbolem!
OSTRZEŻENIE! W celu zminimalizowania
ryzyka obrażeń zapoznać się z treścią
instrukcji obsługi.
OSTRZEŻENIE! Przeczytać wszystkie
uwagi dotyczące bezpieczeństwa i
instrukcje. Nieprzestrzeganie uwag dotyczących
bezpieczeństwa i instrukcji może być przyczyną
porażenia prądem elektrycznym, pożaru i/lub
poważnych obrażeń ciała.
Wszystkie uwagi dotyczące bezpieczeństwa i
instrukcje starannie przechowywać, by móc z
nich skorzystać w przyszłości.
Przekazując elektronarzędzie innym osobom
należy
przekazać również dołączoną dokumentację.
4. Specjalne uwagi dotyczące
bezpieczeństwa
a) Nie stosować osprzętu ani wyposażenia,
którego producent nie przewidział i nie
dopuścił do współpracy z przedstawionym tu
88
elektronarzędziem. Sama możliwość
stwa użytkownika oraz w
zamocowania elementu wyposażenia do
elektronarzędzia nie zapewnia jego bezpiecznego
użytkowania.
b) Nie używać uszkodzonych narzędzi
roboczych. Przed każdym użyciem sprawdzić
wieloostrzowe płytki przestawne pod kątem
ubytków materiału, występowania pęknięć
oraz silnego zużycia. Jeśli elektronarzędzie lub
narzędzie robocze upadnie na podłogę,
sprawdzić, czy nie jest uszkodzone, lub użyć
nieuszkodzonego narzędzia roboczego.
c) Stosowa
Zależnie od rodzaju wykonywanych prac
stosować pełną ochronę twarzy, ochronę oczu
lub okulary ochronne. O ile zachodzi taka
potrzeba, stosować maskę przeciwpyłową,
ochronniki słuchu, rękawice ochronne lub
specjalny fartuch chroniący przed drobnymi
cząstkami materiału. Chronić oczy przed ciałami
obcymi odrzucanymi podczas wykonywania
różnych prac. Maska przeciwpyłowa i ochrona dróg
oddechowych muszą być w stanie odfiltrować pył
powstający podczas pracy. Długotrwałe narażenie
na znaczny hałas może spowodować utratę s łuchu.
d) Należy zwracać uwagę, aby inne osoby
zachowały bezpieczną odległość od strefy
roboczej. Każda osoba, która wchodzi do strefy
roboczej, musi stosowa
indywidualnej. Odłamki obrabianego elementu
lub pęknięte narzędzia robocze mogą zostać
wyrzucone i spowodować obrażenia również poza
bezpośrednią strefą roboczą.
e) Mocno trzymać elektronarzędzie w trakcie
jego uruchamiania. Przy rozruchu do pełnych
obrotów reakcja silnika może doprowadzić do
obrócenia elektronarzędzia.
f) W miarę możliwości używać zacisków
mocujących do przytwierdzenia obrabianego
elementu. Podczas pracy nie wolno trzymać
obrabianego elementu w jednej ręce, a
elektronarzędzia w drugiej. Dzięki zamocowaniu
niewielkich obrabianych elementów użytkownik ma
obie ręce wolne, co pozwala lepiej kontrolować
elektronarzędzie.
g) W żadnym wypadku nie wolno odkładać
elektronarz
całkowicie się nie zatrzyma. Obracające się
narzędzie robocze może zetknąć się z
powierzchnią, na którą zostanie odłożone, i w
konsekwencji spowodować utratę kontroli nad
elektronarzędziem.
h) Nie wolno przenosić pracującego
elektronarzędzia. Na skutek przypadkowego
kontaktu ubranie użytkownika może zostać
pochwycone przez narzędzie robocze, które może
wwiercić się w ciało.
i) W regularnych odstępach czasu czyścić
szczeliny wentylacyjne elektronarzędzia.
Wentylator silnika wciąga pył do obudowy, a duże
nagromadzenie pyłu metalowego może
powodować zagrożenia związane z prą
elektrycznym.
ć środki ochrony indywidualnej.
ć środki ochrony
ędzia, zanim narzędzie robocze
dem
Page 89

j) Nie używać elektronarzędzia w pobliżu
materiałów palnych. Iskry i gorące wióry mogą
spowodować zapłon tych materiałów.
k) Nie wolno używać żadnych narzędzi
roboczych wymagających stosowania ciekłych
chłodziw. Stosowanie wody lub innych ciekłych
chłodziw może doprowadzić do porażenia prądem
elektrycznym.
4.1 Odrzut i odpowiednie uwagi dotyczące
bezpieczeństwa
Odrzut jest gwałtowną reakcją spowodowaną
zahaczeniem lub zablokowaniem wirującego
narzędzia roboczego. Zahaczenie lub
zablokowanie powoduje nagłe zatrzymanie się
narzędzia roboczego. Wskutek tego
niekontrolowane elektronarzędzie uzyskuje
przyspieszenie w kierunku przeciwnym do kierunku
obrotów zablokowanego narzędzia roboczego.
Jeśli wieloostrzowa płytka przestawna ulegnie
zakleszczeniu lub zablokowaniu w obrabianym
materiale, zablokowana krawędź wieloostrzowej
płytki przestawnej zagłębiona w przedmiocie może
spowodować wyłamanie wieloostrzowej płytki
przestawnej lub odrzut. Uchwyt wieloostrzowej
płytki przestawnej przemieszcza się wtedy w
kierunku operatora lub przeciwnym, zależnie od
kierunku obrotów zablokowanej wieloostrzowej
płytki przestawnej. W takim przypadku może
również dojść do pęknięcia wieloostrzowej płytki
przestawnej.
Odrzut jest konsekwencją niewłaściwego lub
niezgodnego z przeznaczeniem użytkowania
elektronarzędzia. Podjęcie odpowiednich,
opisanych poniżej środków ostrożności pozwala
zapobiec temu zjawisku.
a) Mocno trzymać elektronarzędzie oraz
utrzymywać ciało i ramiona w pozycji, która
pozwoli zamortyzować siłę odrzutu. Stosując
odpowiednie środki ostrożności operator może
zapanować nad siłą odrzutu.
b) Szczególną ostrożność zachować podczas
pracy w strefie narożników, ostrych krawędzi
itp. Unikać sytuacji, w których narzędzia
robocze odskakują od elementu obrabianego
lub ulegają zakleszczeniu. W narożnikach, na
ostrych krawędziach lub w przypadku uderzenia
wirujące narzędzie robocze łatwo zakleszcza się w
obrabianym przedmiocie. Powoduje to utratę
kontroli lub odrzut.
c) Narzędzie robocze wprowadzać w obrabiany
materiał zawsze w tym samym kierunku, w
którym krawędź tnąca opuszcza obrabiany
materiał (odpowiada to temu samemu
kierunkowi, w którym następuje wyrzut
wiórów). Prowadzenie elektronarzędzia w
niewłaściwym kierunku powoduje wyłamanie
krawędzi tnącej narzędzia roboczego z przedmiotu
obróbki, przez co elektronarzędzie jest ściągane w
kierunku przesuwu.
d) Unika
przestawnej oraz zbyt dużego nacisku. Nie
ustawiać większej wysokości fazki niż
maksymalna wartość dopuszczalna.
Przeciążenie wieloostrzowych płytek przestawnych
ć blokowania wieloostrzowej płytki
POLSKI pl
zwiększa ich naprężenia i podatność na
zakleszczenie lub zablokowanie, a tym samym
możliwość odrzutu lub pęknięcia.
e) Unikać dotykania ręką strefy przed i za
obracającą się wieloostrzową płytką
przestawną. W przypadku odsunięcia
wieloostrzowej płytki przestawnej w obrabianym
elemencie od siebie, w razie odrzutu
elektronarzędzie z wirującą wieloostrzową płytką
przestawną zostanie wyrzucone bezpośrednio w
kierunku użytkownika.
W odpowiednim czasie obracać lub wymieniać
stępione wieloostrzowe pł
takie, których powłoka uległa zużyciu. Stępione
wieloostrzowe płytki przestawne zwiększają ryzyko
zakleszczenia i wyłamania urządzenia.
4.2 Dalsze uwagi dotyczące bezpieczeństwa:
Elektronarzędzie trzymać wyłącznie za
izolowane uchwyty, ponieważ frezarka może
natrafić na własny przewód zasilający.
Zetknięcie z przewodem znajdującym się pod
napięciem może spowodować wystąpienie
napięcia również na metalowych częściach
urządzenia i doprowadzić do porażenia prądem.
Miejsce pracy należy utrzymywać w czystości i
zapewnić jego dobre oświetlenie. Nieporządek i
brak oświetlenia miejsc pracy mogą doprowadzić
do wypadków.
OSTRZEŻENIE – Zawsze nosić okulary
ochronne.
Nosić ochronniki słuchu.
Przed przystąpieniem do regulacji ustawień,
przezbrajania, konserwacji lub czyszczenia
wyciągnąć wtyczkę z gniazda sieciowego.
Nosić odpowiednią odzież ochronną.
Uważać, aby nikt nie odniósł obrażeń
spowodowanych ciałem obcym
wyrzuconym przez urządzenie.
Ludzie i zwierzęta domowe muszą
przebywać w bezpiecznej odległości od
urządzenia.
Nie zbliżać do urządzenia włosów, luźnej
odzieży, palców i innych części ciała. Istnieje
ryzyko pochwycenia i wciągnięcia. W
przypadku długich włosów nosić siatkę na włosy.
Uwaga: obracające się narzędzie robocze.
Przy wykonywaniu pracy za pomocą urządzenia
zawsze nosić okulary ochronne, rękawice robocze
oraz obuwie robocze!
Niebezpieczeństwo zranieni a ostrymi krawędziami.
Używać ochronnych rękawic roboczych.
Wieloostrzowe płytki przestawne, uchwyt
wieloostrzowych płytek przestawnych, obrabiany
element i wióry mogą być gorące po zakończeniu
pracy. Używać ochronnych rękawic roboczych.
ytki przestawne oraz
89
Page 90

POLSKIpl
Uszkodzoną lub pękniętą rękojeść pomocniczą
należy wymienić. Nie wolno używać urządzenia z
uszkodzoną rękojeścią pomocniczą.
Przed przystąpieniem do regulacji ustawień,
przezbrajania, konserwacji lub czyszczenia
wyciągnąć wtyczkę z gniazda sieciowego.
Zaleca się stosowanie stacjonarnego urządzenia
odsysającego. Na zasilaniu elektrycznym
zainstalować wyłącznik różnicowoprądowy (RCD)
o maks. prądzie wyzwalającym 30 mA. W
przypadku wyłączenia urządzenia przez wyłącznik
różnicowoprądowy sprawdzić i oczyścić
urządzenie. Patrz rozdział 10. Czyszczenie.
W przypadku długotrwałej pracy stosować
ochronniki słuchu. Dłuższe oddziaływanie
wysokiego poziomu hałasu może spowodować
uszkodzenie słuchu.
Używać wyłącznie ostrych i nieuszkodzonych
wieloostrzowych płytek przestawnych.
Obrabiany element musi być mocno oparty i
zabezpieczony przed przesunięciem, np. za
pomocą urządzeń mocujących. Duże elementy
poddawane obróbce muszą być odpowiednio
podparte.
Uważać, aby iskry i gorące wióry powstające
podczas używania urządzenia nie stanowiły
bezpośredniego zagrożenia dla użytkownika lub
innych osób oraz nie spowodowały zapalenia
łatwopalnych substancji. Zagrożone obszary
chronić trudnopalnymi osłonami. W strefach
zagrożonych pożarem przechowywać odpowiednie
środki gaśnicze.
Urzą
dzenie zawsze trzymać oburącz za
przewidziane do tego celu rękojeści, przyjąć
bezpieczną postawę i skoncentrować uwagę na
wykonywanej pracy.
Utrzymywać dłonie w bezpiecznej odległości od
strefy frezowania i obracającego się narzędzia
roboczego.
Nie wolno dotykać obracającego się narzędzia
roboczego! Wióry i podobne zanieczyszczenia
usuwać wyłącznie po wyłączeniu urządzenia.
Wyciągnąć wtyczkę sieciową z gniazda.
Nie wolno używać uszkodzonych, nieokrągłych lub
wibrujących narzędzi roboczych.
Nie pracować trzymając urządzenie ponad głową.
W żadnym wypadku nie wolno korzystać z
urządzenia niekompletnego lub takiego, w którym
wprowadzono niedozwoloną
Redukcja zapylenia:
Cząstki uwalniane podczas używania
urządzenia mogą zawierać substancje
wywołujące raka, reakcje alergiczne, schorzenia
dróg oddechowych i wady wrodzone lub zaburzać
zdolność rozrodczą. Spośród tych substancji
można wymienić ołów (farby zawierające ołów), pył
mineralny (z kamienia, betonu itp.), domieszki
stosowane podczas obróbki drewna (chromiany,
środki ochronne do drewna), niektóre gatunki
drewna (pył z obróbki dębu lub buka), metale,
azbest.
Poziom ryzyka zależy od tego, przez jak długi czas
90
zmianę.
użytkownik lub znajdujące się w pobliżu osoby będą
narażone na działanie pyłu.
Wyeliminować możliwość przedostania się
cząsteczek pyłu do organizmu.
W celu zredukowania zagrożenia ze strony
wymienionych substancji należy zapewnić
wentylację w miejscu pracy i nosić odpowiednie
środki ochrony, na przykład maski przeciwpyłowe,
które są w stanie filtrować mikroskopijnie małe
cząstki.
Przestrzegać wytycznych dotyczących
obrabianego materiału, personelu, rodzaju
zastosowania i miejsca zastosowania (np.
przepisów o ochronie pracy, utylizacji).
Szkodliwe cząstki eliminować z powietrza w
miejscu ich emisji i zapobiegać ich odkładaniu się w
otoczeniu.
W celu zminimalizowania zagrożenia pyłem:
-Nie kierować uwalnianych cząstek i strumienia
powietrza wylotowego z urządzenia w stronę
samego siebie ani innych osób znajdujących się w
pobliżu, czy też na osiadły pył
-Używać systemów odpylania i/lub oczyszczaczy
powietrza.
-Zapewnić dobrą wentylację miejsca pracy i
czystość dzięki wyciągowi powietrza. Zamiatanie
lub nadmuch powoduje wzbijanie pyłu.
-Odzież
ochronną odkurzać lub prać. Nie
przedmuchiwać, nie trzepać, nie czyścić
szczotką.
dobrą
5. Elementy urządzenia
Patrz strona 2 i 3.
1Uchwyt pałąkowy
2Tarcze podziałowe ustalacza
3 Śruby skrzydełkowe
4 Gwintowane otwory na obudowie przekładni
5 Uchwyt boczny *
6Skala (wysokość fazki)
7Pierścień nastawczy (wysokość fazki)
8 Śruby blokujące pierścienia ze skalą
9Pierścień ze skalą (wysokość fazki)
10
Pokrętło nastawcze prędkości obrotowej
11 Elektroniczny wskaźnik sygnałowy *
12 Rękojeść
13 Śruby blaszanych osłon przed wiórami
14 Blaszane osłony przed wiórami
15 Szyna prowadząca
16 Strzałka = zadany kierunek pracy
17 Skala (kąt fazki)
18 Śruby (kąt fazki)
19 Uchwyt wieloostrzowej płytki przestawnej /
głowica frezowa
20 Wieloostrzowa płytka przestawna
21 Śruba mocująca wieloostrzowej płytki
przestawnej
22 Przełącznik suwakowy *
23 Wyłącznik skrzydełkowy *
24 Blokada *
25 Przycisk włącznika *
26 Rolka prowadząca
*
Page 91

27 Skala (średnica rury)
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
* w zależności od wyposażenia
6. Uruchomienie
Przed uruchomieniem urządzenia sprawdzić,
czy napięcie i częstotliwość sieci podane na
tabliczce znamionowej są zgodne z parametrami
zasilania sieciowego w miejscu pracy.
Na zasilaniu elektrycznym zainstalować
wyłącznik różnicowoprądowy (RCD) o maks.
prądzie wyzwalającym 30 mA.
6.1 Zamocować uchwyt dodatkowy
Zawsze pracować z zamocowanym
uchwytem pałąkowym (1) albo uchwytem
bocznym (5) (zależnie od wyposażenia)!
Zamocować uchwyt zgodnie z ilustracją (patrz
strona 2, zdj. A).
Zamocować (1) uchwyt pałąkowy
-Nasadzić podkładki ustalające (2) z lewej i prawej
strony uchwytu (1).
-Wsunąć uchwyt (1) podkładkami ustalającymi (2)
z przodu na obudowę przekładni.
- Śruby skrzydełkowe (3) wetknąć z lewej i prawej
strony w uchwyt (1) i lekko przykręcić.
-Ustawić
-Mocno dociągnąć ręcznie śruby skrzydełkowe (3)
z lewej i prawej strony.
Przymocować uchwyt boczny (5) (zależnie od
wyposażenia, tylko dla modeli KFM 15-10 F,
KFMPB 15-10 F):
przydatne może się okazać stosowanie uchwytu
bocznego zamiast (5) uchwytu pałąkowego (1). Aby
pewnie trzymać urządzenie, przy większych kątach
zawsze używać uchwytu pałąkowego (1).
- Uchwyt boczny (5) mocno przykręcić z lewej lub
z prawej strony urządzenia.
żądany kąt uchwytu (1).
Przy frezowaniu krawędzi o niewielkich kątach
(ustawienie < 30°) zależnie od warunków
7. Ustawianie
Przed przystąpieniem do regulacji ustawień,
przezbrajania, konserwacji lub czyszczenia
wyciągnąć wtyczkę z gniazda sieciowego.
Wieloostrzowe płytki przestawne, uchwyt
wieloostrzowych płytek przestawnych,
obrabiany element i wióry mogą być gorące po
zakończeniu pracy. Używać ochronnych r
roboczych.
Niebezpieczeństwo zmiażdżenia! Używać
ochronnych rękawic roboczych.
7.1 Ustawianie kąta fazki
1. Odczytać na skali (17) ustawiony kąt fazki.
2. Odkręcić śruby (13) i przesunąć do góry obie
blaszane osłony przed wiórami (14) (po lewej i
prawej stronie urządzenia).
3. Odkręcić śruby (18) (przednią i tylną), a
następnie ustawić żądany kąt fazki obracając
ękawic
POLSKI pl
szynę prowadzącą (15). Odczytać na skali (17)
ustawiony kąt fazki.
4. Mocno dokręcić obie śruby (18) (przednią i
tylną).
5. Obie blaszane osłony przed wiórami (14) (po
lewej i prawej stronie urządzenia) przesunąć
całkowicie w dół. Dokręci
prawej stronie urządzenia).
6. Poprzez zmianę kąta fazki zmienia się też
wysokość fazki (w zależności od konstrukcji).
Dlatego po każdym przestawieniu kąta fazki
należy też na nowo ustawić wysokość fazki.
Patrz rozdział 7.2
7.2 Ustawianie wysokości fazki
Najpierw ustawić kąt fazki:
1. Najpierw sprawdzić, czy ustawiono żądany kąt
fazki: odczytać na skali (17) ustawiony kąt fazki.
Ew. ustawić. Patrz rozdział 7.1
Określenie wartości nastawczej:
Wskazówka: fazki o dużej wysokości należy
wykonywać zawsze w kilku frezowaniach
(przynajmniej 3). Twarde materiały wymagają
jeszcze więcej frezowań. Zaletami takiego sposobu
pracy są: dłuższa żywotność wieloostrzowej płytki
przestawnej, wyższa jakość powierzchni produktu i
przyjemniejsza praca.
Nie przekraczać podanej niżej „wartości
maksymalnej wysokości fazki na jedno
frezowanie”.
KFM 15...(przy 45°):
1. frezowanie: maks. 6 mm
2. i 3. frezowanie: maks. 2 mm
KFM 17...(przy 45°):
1. frezowanie: maks. 9 mm
2. i 3. frezowanie: maks. 3 mm
Nie przekraczać maksymalnej dopuszczalnej
wysokości fazki (h
techniczne).
W celu uzyskania optymalnej jakości powierzchni,
w ostatnim frezowaniu zalecane jest skrawanie
minimalnej ilości materiału.
2. Wybrać wykres właściwy dla danego urządzenia
(patrz strona tylna).
3. Wybrać właściwą linię dla ustawionego kąta
fazki (patrz strona tylna).
4. Przykład dla kąta fazki 45° i żądanej wysokości
fazki 3 mm (patrz il. poniżej). Wynik: wartość
nastawcza = 2,0.
max
ć śruby (13) (po lewej i
) (patrz rozdział Dane
91
Page 92

POLSKIpl
6
8
1.
2.
8
5
Na osi Y wybrać wysokość fazki, która ma zostać
ustawiona. Przeprowadzić poziomą linię aż do
punktu przecięcia z linią. Od tego punktu
przecięcia przeprowadzić pionową linię aż do osi
X. Odczytać wartość na osi X. Tę wartość „X”
należy teraz ustawić w urządzeniu w
następujący sposób.
Wskazówka: wykres odnosi się elementów
obrabianych o ostrych krawędziach.
Zaokrąglone krawędzie elementów obrabianych
trzeba uwzględnić ustawiając wysokości fazki.
Ustawianie wysokości fazki:
5. Pociągnąć do góry pierścień nastawczy (7) i
obrócić tak, aby na skali (9) była ustawiona
wartość „X” z wykresu. Patrz ilustracja (na dole):
ustawiona wartość „X” = 2,0.
(jeden obrót odpowiada „X”=3. Dla uzyskania
wyższych wartości X należy wykonać więcej
obrotów. Skala (6) służy do przybliżonej
orientacji podczas regulacji).
Najpierw włączyć urządzenie, a dopiero
potem przyłożyć narzędzie robocze do
obrabianego elementu.
Unikać niezamierzonego uruchomienia:
zawsze wyłączać urządzenie po wyciągnięciu
wtyczki z gniazda wtykowego lub w przypadku
przerwy w dopływie prądu.
Przy włączeniu trybu pracy ciągłej urządzenie
będzie pracować nadal, nawet jeżeli
wypadnie z ręki. Z tego względu urządzenie należy
zawsze trzymać oburącz za przewidziane do tego
celu rękojeści, przyjąć bezpieczną postawę i
skoncentrować uwag
Nie dopuszczać do wzbijania bądź zasysania
pyłu i wiórów przez urządzenie. Po wyłączeniu
urządzenie wolno odłożyć dopiero po całkowitym
zatrzymaniu silnika.
KFM 15-10 F
Włączanie: przesunąć przełącznik suwakowy (22)
do przodu. Następnie w celu włączenia trybu pracy
ciągłej wcisnąć przełącznik w dół do zablokowania.
Wyłączanie: nacisnąć na tylną końcówkę
przełącznika suwakowego (22) i zwolnić
przełącznik.
ę na wykonywanej pracy.
(patrz strona 3, il. B):
6. Przeprowadzić próbne frezowanie.
7. Jeżeli zachodzi konieczność bardzo
dokładnego ustawienia wysokości fazki dla
ostatniego frezowania, należy wykonać
następującą procedurę:
Wykonać frezowanie próbne. Zmierzyć
wysokość wyfrezowanej fazki i w razie potrzeby
dostosować poprzez obrócenie pierścienia
nastawczego (7) o jedną kreskę n a sk al i: obr ót w
kierunku zgodnym z kierunkiem ruchu
wskazówek zegara = większa wysokość fazki.
obrót w kierunku przeciwnym do kierunku ruchu
wskazówek zegara = mniejsza wysokość fazki.
Wykonać kolejne frezowanie próbne.
Ewentualnie powtórzyć
tę czynność.
8. Użytkowanie
8.1 Włączanie i wyłączanie
92
Urządzenie należy prowadzić zawsze obiema
rękami.
KFMPB 15-10 F
Włączanie: przesunąć wyłącznik skrzydełkowy
(23) w kierunku wskazywanym przez
strzałkę, a następnie nacisnąć wyłącznik
skrzydełkowy (23).
Wyłączanie: zwolnić wyłącznik skrzydełkowy (23).
KFM 16-15 F
Włączanie chwilowe:
Włączanie: wcisnąć blokadę (24), a następnie
nacisnąć przycisk włącznika (25). Zwolnić
blokadę (24).
Wyłączanie: zwolnić przycisk włącznika (25).
Włączanie pracy ciągłej:
Włączanie: wcisnąć i przytrzymać blokadę (24).
Nacisnąć przycisk (25) i przytrzymać.
Urządzenie jest włączone. Następnie
ponownie wcisnąć blokadę (24), aby
zablokować przycisk (25) (tryb ciągły).
Wyłączanie: nacisnąć, a następnie zwolnić
przycisk włącznika (25).
8.2 Ustawianie prędkości obrotowej
(KFM 15-10 F)
Pokrętłem nastawczym (10) można wstępnie
wybra
ć prędkość obrotową i bezstopniowo ją
zmieniać.
Ustawienia 1-6 odpowiadają w przybliżeniu
następującym prędkościom obrotowym biegu
luzem:
1 ........ 7800 obr./min 4........10200 obr./min
2 ........ 8600 obr./min 5........11100 obr./min
3 ........ 9400 obr./min 6........12200 obr./min
(patrz strona 3, il. B):
(patrz strona 3, il. B):
Page 93

Układ elektroniczny VTC umożliwia pracę w
zależności od rodzaju materiału i niemal stałą
prędkość obrotową niezależnie od obciążenia.
Prędkość obrotowa zalecana do różnych
materiałów:
Aluminium, miedź, mosiądz ........................... 4-6
Stal do 400 N/mm
Stal do 600 N/mm2.........................................3-5
Stal do 900 N/mm2.........................................2-4
Stal nierdzewna .............................................1-3
Optymalne ustawienie najlepiej jest ustalić na
podstawie prób.
8.3 Ogólne instrukcje robocze
1. Sprawdzić wieloostrzowe płytki przestawne
(20). Wymienić uszkodzone lub zużyte
wieloostrzowe płytki przestawne.
2. Element obrabiany zamocować w narzędziach
mocujących wykluczając jego drgania.
3. Podczas obróbki rur stosować się do informacji
podanych w rozdziale 8.4.
4. Ustawić wysokość fazki (patrz rozdział 7.1).
5. Ustawić wysokość fazki (patrz rozdział 7.2).
6. Urządzenie zawsze trzymać oburącz za
przewidziane do tego celu rękojeści, przyjąć
bezpieczną postawę i skoncentrować uwagę na
wykonywanej pracy.
7. Wieloostrzowe płytki przestawne (20) nie
stykają się z obrabianym elementem. Najpierw
włączyć urządzenie, następnie przyłożyć szynę
prowadzącą (15) do obrabianego elementu i
dopiero wtedy powoli dosunąć narzędzie
robocze do detalu.
8. Urządzenie przesuwać wyłącznie w kierunku
wskazywanym przez strzałkę (16) na
urządzeniu.
Przesuwać urządzenie tylko w kierunku
wskazywanym przez strzałkę (16). W
przeciwnym razie występuje ryzyko odbicia.
Pracować z umiarkowanym posuwem,
dostosowanym do obrabianego materiału. Nie
ustawiać pod skosem, nie naciskać, nie
kołysać.
9. Prowadzić urządzenie w taki sposób, żeby
szyna prowadząca (15) przylegała do
obrabianego elementu.
10.Zakończenie pracy: odsunąć narzędzie robocze
od obrabianego elementu, wyłączyć
urządzenie. Odczekać, aż silnik znajdzie się w
bezruchu, i odstawić urządzenie.
8.4 Obróbka zewnętrznych krawędzi rur
1. Okreś
2. Patrz strona 3, il. C. Zamocować rolkę
3. Przestrzegać ogólnych instrukcji roboczych
4. Urządzenie zawsze trzymać oburącz za
lić średnicę obrabianej rury.
prowadzącą (26) na szynie prowadzącej (15),
zgodnie z ilustracją. Przesunąć rolkę
prowadzącą (26) i ustawić średnicę r ury na skal i
(27). Dokręcić kluczem płaskim nakrętkę rolki
prowadzącej i w ten sposób zamocować rolkę
prowadzącą.
(rozdział 8.3).
przewidziane do tego celu rękojeści, przyjąć
2
.........................................4-6
POLSKI pl
bezpieczną postawę i skoncentrować uwagę na
wykonywanej pracy.
5. Ustawić urządzenie rolką prowadzącą (26) na
rurze. Następnie przyłożyć szynę prowadzącą
do powierzchni końca rury.
6. Wieloostrzowe płytki przestawne (20) nie
stykają się jeszcze z obrabianym elementem.
Najpierw włączyć maszynę, następnie
przechylić ją powoli wokół rolki prowadzącej
(26) i w ten sposób dostawić g łowicę frezową do
obrabianego elementu.
7. Przestrzegać ogólnych instrukcji roboczych
(rozdział 8.3).
8.5 KFM 16-15 F: możliwość obracania szyny
prowadzącej (15)
W przypadku KFM 16-15 szyna prowadząca (15)
jest zamontowana poprzecznie. Takie rozwiązanie
umożliwia podczas większości wykonywanych prac
lepszą absorpcję dużych sił i komfortową, mało
męczącą prac
Jeżeli do specjalnego rodzaju wykonywanych prac
potrzebne jest wzdłużne zamontowanie szyny
prowadzącej (15), serwis Metabo udostępnia na
życzenie odpowiednią instrukcję modyfikacji.
ę.
9. Konserwacja
9.1 Wymiana wieloostrzowych płytek
przestawnych
Przed przystąpieniem do regulacji ustawień,
przezbrajania, konserwacji lub czyszczenia
wyciągnąć wtyczkę z gniazda sieciowego.
Wieloostrzowe płytki przestawne, uchwyt
wieloostrzowych płytek przestawnych,
obrabiany element i wióry mogą być gorące po
zakończeniu pracy. Używać ochronnych rękawic
roboczych.
Regularnie sprawdzać uchwyt wieloostrzowych
płytek przestawnych (19). W przypadku
uszkodzenia lub zużycia uchwytu wieloostrzowych
płytek przestawnych zlecić naprawę/wymianę.
Regularnie sprawdzać wszystkie wieloostrzowe
płytki przestawne (20). Wymienić uszkodzone lub
zużyte wieloostrzowe płytki przestawne.
W odpowiednim czasie obracać lub
wymieniać stępione wieloostrzowe p
przestawne oraz takie, których powłoka uległa
zużyciu. Stępione wieloostrzowe płytki przestawne
zwiększają ryzyko zablokowania i wyrwania
urządzenia lub uszkodzenia uchwytu
wieloostrzowych płytek przestawnych (19).
Nie używać mocno zużytych lub
uszkodzonych wieloostrzowych płytek
przestawnych.
Zawsze obracać lub wymieniać wszystkie
wieloostrzowe płytki przestawne.
Stosować wyłącznie wieloostrzowe płytki
przestawne dopuszczone do użytku przez
Metabo. Patrz rozdział Akcesoria.
łytki
93
Page 94

POLSKIpl
A
B
Zdjęcie A: normalne zużycie: obrócić/wymienić
wieloostrzowe płytki przestawne.
Zdjęcie B: zużycie przy obróbce twardych
materiałów: płytkę przestawną obrócić/wymienić.
Mocno zużyte wieloostrzowe płytki przestawnych
wymienić, nie używać.
1. Odkręcić śruby (13) i przesunąć do góry
blaszaną osłonę przed wiórami (14).
2. W razie potrzeby ręcznie obrócić wieloostrzowej
płytki przestawnej (19).
3. Wykręcić śrubę mocującą (21) i wyjąć
wieloostrzową płytkę przestawną (20).
4. Oczyścić wieloostrzową płytkę przestawn
i powierzchnie mocowania na uchwycie
wieloostrzowych płytek skrawających (19).
5. Obrócić wieloostrzową płytkę przestawną lub
zamontować nową wieloostrzową płytkę
przestawną, jeżeli wszystkie ostrza są stępione.
6. Ponownie dokręcić wieloostrzową płytkę
przestawną (20) śrubą mocującą (21). Moment
dokręcania: 3,5 Nm.
7. Przesunąć całkowicie do dołu blaszaną osłonę
przed wiórami (14). Dokręcić śruby (13).
Wskazówka: przyczyny wyłamywania naroży lub w
skrajnych przypadkach pękania wieloostrzowych
płytek przestawnych:
- uderzenia w wieloostrzową płytk
spowodowanie niewłaściwą techniką pracy,
przestrzegać zapisów rozdziału 8.3.
- drgania elementu obrabianego: element
obrabiany zamocować w narzędziach
napinających wykluczając jego drgania.
-nieprawidłowy montaż wieloostrzowej płytki
przestawnej: zawsze czyścić powierzchnie
mocowania i przestrzegać momentu dokręcania.
-nieprawidłowy montaż wieloostrzowej płytki
przestawnej: mocno zużyte wieloostrzowe płytki
przestawne nie posiadają wystarczających
powierzchni kontaktu i są wystarczająco
mocowane. Mocno zużyte wieloostrzowe płytki
przestawne trzeba wymienić.
ę przestawną
10. Czyszczenie
Wyciągnąć wtyczkę sieciową z gniazda.
Na głowicy frezowej (19) mogą się osadzać wióry i
cząstki materiału. Moż
94
zablokowania głowicy frezowej. Regularnie czyścić
e to prowadzić do
ą (20)
głowicę frezową i jej otoczenie oraz usuwać wióry i
cząstki materiału.
Podczas obróbki drobiny zanieczyszczeń mogą się
osadzać wewnątrz elektronarzędzia. Ma to
negatywny wpływ na chłodzenie elektronarzędzia.
Przewodzące prąd osady mogą zaburzyć izolację
ochronną elektronarzędzia i nieść ze sobą ryzyko
porażenia prądem.
Należy regularnie, często i dokładnie odsysać z
elektronarzędzia zanieczyszczenia przez wszystkie
otwory wentylacyjne z przodu i z tyłu urządzenia.
Na czas czyszczenia odłączyć elektronarzędzie od
zasilania i nosić okulary ochronne oraz maskę
przeciwpył
ową.
11. Usuwanie usterek
KFM 15-10 F, KFMPB 15-10 F:
Świeci się elektroniczny wskaźnik
sygnałowy (11) i zmniejsza się prędkość
obrotowa pod obciążeniem. Obciążenie
urządzenia jest zbyt duże! Pozostawić urządzenie
na biegu jałowym do momentu, aż zgaśnie
elektroniczny wskaźnik sygnałowy.
-Urządzenie nie pracuje. Elektroniczny
wskaźnik sygnałowy (11) (zależnie od
wyposażenia) miga. Zadziałało
zabezpieczenie przed ponownym uruchomieniem.
W przypadku włożenia wtyczki przewodu
zasilającego do gniazda przy włączonym
urządzeniu lub przywróceniu zasilania po
wcześniejszym zaniku napięcia urządzenie nie
uruchomi się. Wyłączyć urządzenie i ponownie
włączyć.
KFM 16-15 F:
-
Zabezpieczenie przed ponownym
uruchomieniem: w przypadku włożenia wtyczki
przewodu zasilającego do gniazda przy
włączonym urządzeniu lub przywróceniu zasilania
po wcześniejszym zaniku napięcia urządzenie nie
uruchomi się. Wyłączyć urządzenie i ponownie
włączyć.
- Zabezpieczenie przed przeciążeniem:
prędkość obrotowa spada. Temperatura
uzwojenia jest zbyt wysoka! Pozostawić
urządzenie na biegu jałowym do momentu, aż
ostygnie.
-Procesy włączania powodują krótkotrwałe spadki
napięcia. Przy niekorzystnych warunkach
zasilania sieciowego mogą wystąpić niekorzystne
oddziaływania na inne urządzenia. Przy
impedancjach sieciowych mniejszych niż 0,4 oma
nie należy oczekiwać żadnych zakłóceń.
12. Akcesoria
Stosować wyłącznie oryginalne akcesoria Metabo.
Stosowa
wymagania i parametry określone w niniejszej
instrukcji obsługi.
Akcesoria należy bezpiecznie zamocować. Praca
urządzeniem w uchwycie: urządzenie bezpiecznie
ć wyłącznie akcesoria, które spełniają
Page 95

zamocować. Utrata kontroli nad urządzeniem może
stać się przyczyną obrażeń.
A Wieloostrzowe płytki przestawne 10 HM
uniwersalne .......................................6.23564
B Śruba mocująca wieloostrzowe
płytki przestawne............................... 6.23566
CTrzpień smarowy ...............................6.23443
Kompletny program akcesoriów można znaleźć na
stronie www.metabo.com lub w katalogu.
13. Naprawa
Wszelkie naprawy elektronarzędzi wolno
wykonywać wyłącznie elektrykom!
W sprawie naprawy elektronarzędzia należy się
zwrócić do przedstawiciela Metabo. Adresy są
dostępne na stronie www.metabo.com.
Wykazy części zamiennych można pobrać pod
adresem www.metabo.com.
14. Ochrona środowiska
Przestrzegać krajowych przepisów dotyczących
usuwania i recyklingu zużytych urządzeń,
opakowań i akcesoriów.
Dotyczy tylko państw UE: nie wolno
wyrzucać elektronarzędzi wraz z odpadami
komunalnymi! Zgodnie z dyrektywą europejską 2012/19/EU o zuż
trycznych i elektronicznych oraz jej implementacją
w prawodawstwie krajowym zużyte elektronarzę-
dzia muszą być segregowane i poddawane odzyskowi surowców wtórnych zgodnie z przepisami o
ochronie środowiska.
ytych urządzeniach elek-
POLSKI pl
należy uwzględnić przerwy w pracy i fazy
mniejszego obciążenia. Na podstawie odpowiednio
dopasowanych wartości szacunkowych określić
środki ochrony dla użytkownika, np. działania
organizacyjne.
Łączna wartość wibracji
trzech kierunków) określona zgodnie z normą
EN 60745:
a
=wartość emisji drgań
h, SG
K
=niepewność wyznaczenia (drgania)
h,SG
Typowe poziomy hałasu w ocenie A
=poziom ciśnienia akustycznego
L
pA
L
=poziom mocy akustycznej
WA
K
, KWA= niepewność wyznaczenia
pA
Podczas pracy poziom hałasu może przekraczać
wartość 80 dB(A).
Nosić ochronniki słuchu!
Zakłócenia elektromagnetyczne
W przypadku oddziaływania ekstremalnych,
zewnętrznych zakłóceń elektromagnetycznych
mogą się sporadycznie pojawić przejściowe
wahania prędkości obrotowej lub może zadziałać
zabezpieczenie przed ponownym rozruchem. W
takim przypadku wyłączyć i ponownie włączyć
urządzenie.
(suma wektorowa dla
:
15. Dane techniczne
Wyjaśnienia do informacji podanych na stronie 4.
Prawo do zmian związanych z postępem
technicznym zastrzeżone.
n=prędkość obrotowa biegu jałowego
P
P
h
b
a= kąt fazki
d
m=ciężar bez przewodu zasilającego
(maksymalna prędkość obrotowa)
=nominalny pobór mocy
1
=moc oddawana
2
=maks. wysokość fazki
max
=maks. szerokość fazki
max
=minimalna średnica rury
min
Wartości pomiarów ustalone w oparciu o EN 60745.
Urządzenie w klasie ochronności II
~ Prąd przemienny
Zamieszczone dane techniczne podlegają
tolerancji (odpowiednio do obowiązujących
standardów).
Wartości emisji
Wartości te umożliwiają oszacowanie emisji
elektronarzędzia i porównanie różnych
elektronarzędzi. W zależności od warunków
użytkowania, stanu elektronarzędzia lub narzędzi
roboczych rzeczywiste obciążenie może być
większe lub mniejsze. Podczas dokonywania oceny
95
Page 96

ΕΛΛΗΝΙΚΆel
Πρωτότυπο οδηγιών λειτουργίας
1. Δήλωση συμμόρφωσης
Δηλώνουμε με ιδία ευθύνη: Αυτές οι φρέζες
ακμών, που αναγνωρίζονται μέσω τύπου και
αριθμού σειράς *1), ανταποκρίνονται σε όλες τις
σχετικές διατάξεις των οδηγιών *2) και των
προτύπων *3). Τεχνικά έγγραφα στο *4) - βλέπε
σελίδα 4.
2. Χρήση σύμφωνα με τον
σκοπό προορισμού
Η φρέζα ακμών προβλέπεται για το φρεζάρισμα
ακμών χάλυβα, ανοξείδωτου χάλυβα, αλουμινίου
και κραμάτων αλουμινίου σε επαγγελματικές
εφαρμογές.
Για την
επεξεργασία αλουμινίου, κραμάτων
αλουμινίου και ανοξείδωτου χάλυβα πρέπει να
χρησιμοποιείται κατάλληλο λιπαντικό μέσο (αρ.
παραγγελίας: 6.23443).
Κατά την επεξεργασία χάλυβα, συνιστάται η
χρήση αυτού του λιπαντικού, καθώς παρατείνει τη
διάρκεια ζωής του εργαλείου και το μηχάνημα
ολισθαίνει ευκολότερα πάνω στο τεμάχιο
επεξεργασίας.
Για ζημιές που ενδέχεται να προκύψουν από τη μη
ενδεδειγμένη χρήση της συσκευής φέρει την
αποκλειστική ευθύνη ο χρήστης.
Πρέπει να τηρούνται οι γενικά αναγνωρισμένες
προδιαγραφές περί πρόληψης ατυχημάτων και οι
παραδιδόμενες υποδείξεις ασφαλείας.
3. Γενικές υποδείξεις
ασφαλείας
Προσέξτε για τη δική σας προστασία
καθώς και για την προστασία του
ηλεκτρικού σας εργαλείου εκείνα τα
χαρακτηρίζονται με αυτό το σύμβολο
οδηγίες. Η μη τήρηση των υποδείξεων
ασφαλείας και των οδηγιών μπορεί να προκαλέσει
ηλεκτροπληξία, πυρκαγιά και/ή σοβαρούς
τραυματισμούς.
Φυλάγετε όλες τις υποδείξεις ασφαλείας και
τις οδηγίες για μελλοντική χρήση
Παραδώστε σε άλλους το ηλεκτρικό σας εργαλείο
μόνο μαζί
με αυτά τα έγγραφα.
σημεία του κειμένου, που
ΠΡΟΕΙΔΟΠΟΙΗΣΗ - Για τη μείωση του
κινδύνου τραυματισμού διαβάστε τις
οδηγίες λειτουργίας.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ Διαβάστε όλες τις
υποδείξεις ασφαλείας και όλες τις
!
.
4. Ειδικές υποδείξεις
ασφαλείας
α) Μη χρησιμοποιείτε πρόσθετο εξοπλισμό, ο
96
οποίος δεν προβλέπεται και δεν συνιστάται
από τον κατασκευαστή ειδικά για αυτό το
ηλεκτρικό εργαλείο. Μόνο το γεγονός ότι
μπορείτε να στερεώσετε τον πρόσθετο εξοπλισμό
στο ηλεκτρικό σας εργαλείο, δεν εξασφαλίζει
καμία ασφαλή χρήση.
β) Μη χρησιμοποιείτε χαλασμένα
εξαρτήματα. Πριν από κάθε χρήση ελέγχετε
τις αναστρεφόμενες κοπτικές πλάκες για
σχισίματα, ρωγμές, γήρανση ή σοβαρές
φθορές. Όταν το ηλεκτρικό εργαλείο ή το
εξάρτημα πέσει κάτω, ελέγξτε, εάν έχει
υποστεί ζημιά ή χρησιμοποιήστε ένα άψογο
εργαλείο/εξάρτημα.
γ) Φοράτε τον προσωπικό εξοπλισμό
προστασίας.
χρήση πλήρη μάσκα προσώπου, προστασία
των ματιών ή προστατευτικά γυαλιά. Στον
βαθμό που είναι σκόπιμο, χρησιμοποιείτε
μάσκα προστασίας από τη σκόνη,
ωτοασπίδες, προστατευτικά γάντια ή ειδική
ποδιά, που συγκρατεί μακριά σας τα μικρά
σωματίδια του υλικού. Τα μάτια πρέπει να
προστατεύονται από τα εκτοξευόμενα ξένα
σώματα,
εφαρμογές. Η μάσκα προστασίας από τη σκόνη ή
η μάσκα προστασίας αναπνοής πρέπει να
φιλτράρουν τη σκόνη που δημιουργείται κατά την
εργασία. Όταν είστε εκτεθειμένοι για μεγαλύτερο
χρονικό διάστημα σε δυνατό θόρυβο, μπορείτε να
χάσετε την ακοή σας.
δ) Προσέξτε να παραμένουν τα άλλα άτομα
σε ασφαλή
εργασίας σας. Κάθε άτομο που περνά στην
περιοχή εργασίας, πρέπει να φέρει
προσωπικό εξοπλισμό προστασίας. Τμήματα
του τεμαχίου επεξεργασίας ή σπασμένα
εξαρτήματα μπορούν να εκσφενδονιστούν και να
προκαλέσουν τραυματισμούς σε άτομα που
βρίσκονται εκτός της άμεσης θέσης εργασίας.
ε) Κρατάτε το ηλεκτρικό εργαλείο κατά το
ξεκίνημα πάντοτε σταθερά. Κατά την
επιτάχυνση στον πλήρη αριθμό στροφών μπορεί η
ροπή αντίδρασης του κινητήρα να έχει ως
αποτέλεσμα, την περιστροφή του ηλεκτρικού
εργαλείου.
ζ) Όταν είναι δυνατό, χρησιμοποιείτε
σφιγκτήρες για να σταθεροποιήσετε το
επεξεργαζόμενο τεμάχιο. Μην κρατάτε ποτέ
ένα μικρό επεξεργαζόμενο τεμάχιο στο ένα
χέρι και το ηλεκτρικό
κατά τη διάρκεια της εργασίας σας. Με το
σφίξιμο μικρών επεξεργαζόμενων τεμαχίων,
έχετε ελεύθερα και τα δύο χέρια για τον καλύτερο
έλεγχο του ηλεκτρικού εργαλείου.
η) Μην εναποθέτετε το ηλεκτρικό εργαλείο
ποτέ, προτού ακινητοποιηθεί εντελώς το
εξάρτημα. Το περιστρεφόμενο εξάρτημα μπορεί
να έρθει σε επαφή με την
να χάσετε έτσι τον έλεγχο του ηλεκτρικού σας
εργαλείου.
θ) Ποτέ μην ενεργοποιείτε το ηλεκτρικό
εργαλείο κατά τη μεταφορά. Τα ρούχα σας
που δημιουργούνται στις διάφορες
Χρησιμοποιείτε, ανάλογα με τη
απόσταση από την περιοχή της
εργαλείο στο άλλο,
επιφάνεια απόθεσης και
Page 97

μπορούν κατά λάθος να έρθουν σε επαφή με το
περιστρεφόμενο εξάρτημα, να μαγκωθούν και το
εξάρτημα να σας τρυπήσει.
ι) Καθαρίζετε τακτικά τις σχισμές αερισμού
του ηλεκτρικού σας εργαλείου. Ο ανεμιστήρας
του κινητήρα τραβά σκόνη μέσα στο περίβλημα
και μια μεγάλη συγκέντρωση μεταλλικής σκόνης
μπορεί να προκαλέσει ηλεκτρικούς κινδύνους.
ια)
Ποτέ μη χρησιμοποιείτε το ηλεκτρικό
εργαλείο κοντά σε εύφλεκτα υλικά. Οι
σπινθήρες και οι θερμά ροκανίδια μπορούν να
προκαλέσουν ανάφλεξη αυτών των υλικών.
ιβ) Μη χρησιμοποιείτε εξαρτήματα που
απαιτούν ρευστά ψυκτικά μέσα. Η χρήση
νερού ή άλλων υγρών ψυκτικών μέσων μπορεί να
οδηγήσει σε ηλεκτροπληξία.
4.1 Ανάκρουση και αντίστοιχες υποδείξεις
ασφαλείας
Η ανάκρουση είναι η ξαφνική αντίδραση λόγω
μαγκώματος ή εμπλοκής του περιστρεφόμενου
εξαρτήματος. Το μάγκωμα ή η εμπλοκή οδηγούν
σε μια ξαφνική ακινητοποίηση του
περιστρεφόμενου εξαρτήματος. Έτσι ένα
ανεξέλεγκτο ηλεκτρικό εργαλείο κινείται ενάντια
στη φορά περιστροφής του εξαρτήματος στο
σημείο εμπλοκής.
Εάν μία αναστρεφόμενη κοπτική πλάκα σκαλώσει
ή μπλοκάρει μέσα στο
μπορεί η ακμή της αναστρεφόμενης κοπτικής
πλάκας, η οποία εισχωρεί στο επεξεργαζόμενο
τεμάχιο, να σκαλώσει με αποτέλεσμα να σπάσει η
πλάκα ή να προκαλέσει ανάκρουση. Η βάση της
αναστρεφόμενης κοπτικής πλάκας κινείται μετά
προς τον χειριστή ή απομακρύνεται από αυτόν,
ανάλογα με τη φορά περιστροφής της βάσης της
αναστρεφόμενης κοπτικής πλάκας στο σημείο
εμπλοκής. Σε αυτήν την περίπτωση μπορούν οι
αναστρεφόμενες κοπτικές πλάκες ακόμα και να
σπάσουν.
Μια ανάκρουση είναι η συνέπεια μιας εσφαλμένης
χρήσης του ηλεκτρικού εργαλείου. Μπορεί να
αποφευχθεί με τα κατάλληλα μέτρα προφύλαξης,
όπως περιγράφονται στη συνέχεια.
α)Κρατάτε το ηλεκτρικό εργαλείο σταθερά
και φέρτε το
θέση, στην οποία μπορείτε να
αντιμετωπίσετε τις δυνάμεις ανάκρουσης. Ο
χειριστής μπορεί με τα κατάλληλα μέτρα
προφύλαξης να ελέγξει τις δυνάμεις ανάκρουσης
και αντίδρασης.
β) Να εργάζεστε ιδιαίτερα προσεκτικά στην
περιοχή γωνιών, κοφτερών ακμών κτλ.
Εμποδίζετε, την απώθηση του εξαρτήματος
από το επεξεργαζόμενο
μάγκωμα. Το περιστρεφόμενο εξάρτημα μπορεί
να μαγκώσει αν συναντήσει γωνίες ή μυτερές
ακμές. Αυτό προκαλεί την απώλεια του ελέγχου ή
την ανάκρουση.
γ) Οδηγείτε το εξάρτημα πάντοτε προς την
ίδια κατεύθυνση στο υλικό, με την οποία
εγκαταλείπει η ακμή κοπής το υλικό
(αντιστοιχεί στην ίδια κατεύθυνση
οποία εκτινάζονται τα ροκανίδια). Η οδήγηση
επεξεργαζόμενο τεμάχιο,
σώμα και τα χέρια σας σε μια
τεμάχιο και το
, στην
ΕΛΛΗΝΙΚΆ el
του ηλεκτρικού εργαλείου στη λάθος
κατεύθυνση, έχει ως αποτέλεσμα να αποκλίνει η
ακμή κοπής του εξαρτήματος από το
επεξεργαζόμενο τεμάχιο, οπότε το ηλεκτρικό
εργαλείο τραβιέται προς αυτήν την κατεύθυνση
προώθησης.
δ) Αποφεύγετε το μπλοκάρισμα της
αναστρεφόμενης κοπτικής πλάκας ή την
πολύ μεγάλη δύναμη
ύψος λοξότμησης μεγαλύτερο από το
επιτρεπτό. Μια υπερφόρτωση της
αναστρεφόμενης κοπτικής πλάκας αυξάνει την
καταπόνηση και την τάση για μάγκωμα ή
μπλοκάρισμα και έτσι την πιθανότητα
ανάκρουσης ή θραύσης της.
ε) Αποφεύγετε με το χέρι σας την περιοχή
μπροστά και πίσω από την περιστρεφόμενη
αναστρεφόμενη κοπτική πλάκα
την αναστρεφόμενη κοπτική πλάκα στο τεμάχιο
επεξεργασίας, απομακρύνοντάς την από το σώμα
σας, μπορεί σε περίπτωση μιας ανάκρουσης να
τιναχτεί το ηλεκτρικό εργαλείο μαζί με την
περιστρεφόμενη αναστρεφόμενη κοπτική πλάκα
απευθείας πάνω σας.
Περιστρέψτε ή αντικαταστήστε εγκαίρως τις
αναστρεφόμενες κοπτικές πλάκες, όταν
έχουν στομώσει ή έχει φθαρεί η
τους. Στομωμένες αναστρεφόμενες κοπτικές
πλάκες αυξάνουν τον κίνδυνο να μπλοκάρει το
μηχάνημα και να εκτιναχτεί.
4.2 Περαιτέρω υποδείξεις ασφαλείας:
Κρατάτε το ηλεκτρικό εργαλείο μόνο από τις
μονωμένες επιφάνειες λαβής, επειδή η
φρέζα μπορεί να προξενήσει ζημιά στο
ηλεκτρικό καλώδιο του ίδιου του εργαλείου.
Η επαφή μ’ έναν ηλεκτροφόρο αγωγό
θέσει επίσης τα μεταλλικά μέρη του εργαλείου
υπό τάση και να προκαλέσει μια ηλεκτροπληξία.
Διατηρείτε την περιοχή εργασίας καθαρή και καλά
φωτισμένη. Η αταξία και οι μη φωτισμένες
περιοχές εργασίας μπορεί να οδηγήσουν σε
ατυχήματα.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ – Φοράτε πάντοτε
προστατευτικά γυαλιά.
Χρησιμοποιείτε προστασία ακοής.
Προτού πραγματοποιήσετε μία
οποιαδήποτε ρύθμιση,
συντήρηση ή καθαρισμό τραβήξτε το φις
από την πρίζα.
Χρησιμοποιείτε κατάλληλη ενδυμασία
προστασίας.
Προσέξτε ώστε να μην τραυματιστεί
κάποιος όταν εκσφενδονίζονται ξένα
σωματίδια.
Κρατάτε τα πλησίον ευρισκόμενα άτομα
και ζώα σε ασφαλή απόσταση από τη
συσκευή.
πίεσης. Μη ρυθμίζετε
. Όταν κινείτε
επίχρισή
μπορεί να
αλλαγή εξοπλισμού,
97
Page 98

ΕΛΛΗΝΙΚΆel
Κρατάτε τα μαλλιά, χαλαρά ρούχα,
δάχτυλα και άλλα μέρη του σώματος
μακριά από το μηχάνημα. Μπορεί να
πιαστούν και να παρασυρθούν. Αν έχετε μακριά
μαλλιά χρησιμοποιείτε ένα δίχτυ μαλλιών.
Προειδοποίηση από περιστρεφόμενα
εξαρτήματα
Κατά την εργασία με το εργαλείο σας να φοράτε
πάντοτε προστατευτικά γυαλιά, γάντια εργασίας
και σταθερά παπούτσια!
Κίνδυνος
Φοράτε προστατευτικά γάντια.
Οι αναστρεφόμενες κοπτικές πλάκες, η βάση
τους, το τεμάχιο επεξεργασίας και τα ροκανίδια,
μπορεί μετά τη δουλειά να είναι θερμά. Φοράτε
προστατευτικά γάντια.
Μια χαλασμένη ή ραγισμένη πρόσθετη λαβή
πρέπει να αντικατασταθεί. Μη χρησιμοποιείτε το
εργαλείο με ελαττωματική λαβή.
Προτού πραγματοποιήσετε μία οποιαδήποτε
ρύθμιση
καθαρισμό τραβήξτε το φις από την πρίζα.
Συνιστάται η χρήση μιας μόνιμης εγκατάστασης
αναρρόφησης. Συνδέετε πάντα προηγουμένως
ένα ρελέ διαρροής FI (RCD) με μέγ. ρεύμα
ενεργοποίησης 30 mA. Σε περίπτωση
απενεργοποίησης του εργαλείου μέσω του ρελέ
διαρροής πρέπει το εργαλείο να ελεγχθεί και να
καθαριστεί. Βλέπε στο κεφάλαιο 10. Καθαρισμός.
Σε
για μεγαλύτερο χρονικό διάστημα, φορέστε
οπωσδήποτε προστασία ακοής. Η επίδραση
για μεγαλύτερο χρονικό διάστημα υψηλής
ηχητικής στάθμης μπορεί να οδηγήσει σε βλάβη
της ακοής.
Χρησιμοποιείτε μόνο κοφτερές και άφθαρτες
αναστρεφόμενες κοπτικές πλάκες.
Το τεμάχιο επεξεργασίας πρέπει να ακουμπά
σταθερά και να είναι ασφαλισμένο, π.χ.
βοήθεια σφιγκτήρων. Τα μεγάλα τεμάχια
επεξεργασίας πρέπει να υποστηρίζονται
επαρκώς.
Φροντίστε ώστε οι σπινθήρες και τα θερμά
ροκανίδια που δημιουργούνται κατά τη χρήση να
μην προκαλέσουν κανένα κίνδυνο, να μην
εκτιναχτούν π.χ. επάνω στον χρήστη ή σε άλλα
άτομα ή να αναφλέξουν εύφλεκτες ουσίες.
Επικίνδυνες περιοχές πρέπει να
με δύσφλεκτα καλύμματα. Να έχετε πάντοτε
έτοιμο στις επικίνδυνες περιοχές ένα κατάλληλο
πυροσβεστικό μέσο.
Κρατάτε το εργαλείο πάντοτε καλά με τα δύο
χέρια από τις προβλεπόμενες χειρολαβές,
στέκεστε σταθερά και εργάζεστε
συγκεντρωμένοι.
Κρατάτε τα χέρια σας μακριά από την περιοχή
φρεζαρίσματος και από το χρησιμοποιούμενο
εξάρτημα.
Μην πιάνετε το
Απομακρύνετε τα πριονίδια και όμοια υλικά μόνον,
όταν το εργαλείο είναι ακινητοποιημένο.
98
Τραβήξτε το φις από την πρίζα του ρεύματος.
τραυματισμού από αιχμηρές ακμές.
, αλλαγή εξοπλισμού, συντήρηση ή
περίπτωση που πρόκειται να εργαστείτε
προστατεύονται
περιστρεφόμενο εξάρτημα!
με τη
Δεν επιτρέπεται η χρήση χαλασμένων, μη
στρογγυλών και δονούμενων εργαλείων.
Μην εργάζεστε με το μηχάνημα επάνω από το
κεφάλι σας.
Μη χρησιμοποιείτε ποτέ ένα ατελές εργαλείο ή
ένα εργαλείο
μετατροπή.
Μείωση επιβάρυνσης από σκόνη:
ενδέχεται να περιέχουν ουσίες, οι οποίες μπορεί
να προξενήσουν καρκίνο, αλλεργικές
αντιδράσεις, νοσήματα του αναπνευστικού
συστήματος, γενετικές ανωμαλίες ή άλλες
βλάβες της αναπαραγωγής. Ορισμένα
παραδείγματα αυτών των ουσιών
Μόλυβδος (σε μολυβδούχα επιχρίσματα), ορυκτή
σκόνη (από δομικούς λίθους, σκυρόδεμα και τα
παρόμοια), πρόσθετες ουσίες για την
επεξεργασία ξυλείας (χρωμικό, μέσα προστασίας
ξυλείας), ορισμένα είδη ξυλείας (όπως σκόνη
δρυός ή οξιάς), μέταλλα, αμίαντος.
Ο κίνδυνος εξαρτάται από τη διάρκεια, στην οποία
ο χρήστης ή άτομα που βρίσκονται κοντά
εκτίθενται στην επιβάρυνση.
Αυτά τα σωματίδια δεν πρέπει να εισχωρήσουν
στο σώμα.
Για να μειωθεί η επιβάρυνση από αυτές τις ουσίες:
Φροντίστε για καλό αερισμό του χώρου εργασίας
και φοράτε κατάλληλο εξοπλισμό προστασίας
όπως μάσκες προστασίας της αναπνοής, οι οποίες
μπορούν να φιλτράρουν μικροσκοπικά μικρά
σωματίδια.
Προσέξτε τις οδηγίες που
προσωπικό, την περίπτωση εφαρμογής και το
σημείο χρήσης (π.χ. κανονισμοί εργασιακής
ασφάλειας, απόρριψη).
Συλλέξτε τα σωματίδια που προκύπτουν στο
σημείο της δημιουργίας τους, αποφύγετε τις
συσσωρεύσεις στον περιβάλλοντα χώρο.
Μειώστε την επιβάρυνση από τη σκόνη με τους
εξής τρόπους:
- στρέφοντας τα εξερχόμενα σωματίδια και
σκόνη απαερίων του εργαλείου όχι πάνω σας ή
προς άτομα που βρίσκονται κοντά σας ή πάνω
σε συσσωρευμένη σκόνη,
- χρησιμοποιώντας μία εγκατάσταση
αναρρόφησης και/ή μία συσκευή καθαρισμού
του αέρα,
- αερίζοντας καλά τον χώρο εργασίας και
διατηρώντας τον καθαρό αναρροφώντας τους
ρύπους. Το σκούπισμα ή το ξεφύσημα
στροβιλίζει τη
- Αναρροφάτε ή πλένετε την ενδυμασία
προστασίας. Μην ξεφυσάτε, χτυπάτε ή
καθαρίζετε με βούρτσες.
, στο οποίο έγινε μια μη επιτρεπτή
Σωματίδια, τα οποία δημιουργούνται κατά
την εργασία με το παρόν εργαλείο,
είναι τα εξής:
,
ισχύουν για το υλικό, το
τη
σκόνη.
5. Επισκόπηση
Βλέπε σελίδα 2 και 3.
1 Κλειστή τοξωτή χειρολαβή
2 Οδοντωτές ροδέλες
3 Βίδες τύπου πεταλούδας
Page 99

4 Κοχλιοτομημένες οπές στο περίβλημα του
κιβωτίου μετάδοσης
5 Πλευρική χειρολαβή *
6 Κλίμακα (ύψος λοξότμησης)
7 Δακτύλιος ρύθμισης (ύψος λοξότμησης)
8 Βίδες σύσφιγξης του δακτυλίου κλίμακας
9 Δακτύλιος κλίμακας (ύψος λοξότμησης)
10 Ρυθμιστικός τροχός του αριθμού στροφών *
11 Ηλεκτρονική ενδεικτική λυχνία *
12 Χειρολαβή
13 Βίδες των ελασμάτων προστασίας από τα
ροκανίδια
14 Ελάσματα προστασίας από τα ροκανίδια
15 Ράγα
16 Βέλος = προβλεπόμενη κατεύθυνση εργασίας
17 Κλίμακα (γωνία λοξότμησης)
18 Βίδες (γωνία λοξότμησης)
19 Εξάρτημα συγκράτησης αναστρεφόμενης
20 Αναστρεφόμενη κοπτική πλάκα
21 Βίδα στερέωσης της αναστρεφόμενης κοπτικής
22 Συρόμενος διακόπτης *
23 Διακόπτης Paddle *
24 Κουμπί ασφάλισης *
25 Πληκτροδιακόπτης *
26 Ρολό οδήγησης
27 Κλίμακα (διάμετρος σωλήνων)
*ανάλογα του εξοπλισμού
οδήγησης
κοπτικής πλάκας / κεφαλή φρέζας
πλάκας
6. Θέση σε λειτουργία
Πριν τη θέση σε λειτουργία ελέγξτε αν η
τάση και η συχνότητα που αναφέρονται στην
πινακίδα τύπου ταυτίζονται με τα στοιχεία του
ηλεκτρικού σας δικτύου.
Συνδέετε πάντα προηγουμένως ένα ρελέ
διαρροής FI (RCD) με μέγ. ρεύμα
ενεργοποίησης 30 mA.
6.1 Τοποθέτηση της πρόσθετης
χειρολαβής
Εργάζεστε μόνο εφόσον έχει τοποθετηθεί η
κλειστή τοξωτή χειρολαβή
χειρολάβη (5) (αναλόγως του εξοπλισμού).
Τοποθετήστε τη χειρολαβή όπως εμφανίζεται
στην εικόνα (βλέπε σελίδα 2, εικ. Α).
Τοποθέτηση κλειστής τοξωτής χειρολαβής
(1)
- Τοποθετήστε τους δίσκους ασφάλισης (2) στα
αριστερά και στα δεξιά πάνω στη χειρολαβή (1).
- Ωθήστε τη χειρολαβή (1) μαζί με τους δίσκους
ασφάλισης (2) από μπροστά στο περίβλημα
μηχανισμού μετάδοσης κίνησης
- Τοποθετήστε τις πεταλούδες (3) αριστερά και
δεξιά στη χειρολαβή (1) και βιδώστε τις
ελαφρώς.
- Ρυθμίστε την επιθυμητή γωνία της χειρολαβής
(1).
- Σφίξτε δυνατά τις βίδες τύπου πεταλούδας (3)
αριστερά και δεξιά με το χέρι.
(1) ή η πλευρική
.
ΕΛΛΗΝΙΚΆ el
Τοποθέτηση πλευρικής χειρολαβής (5)
(αναλόγως του εξοπλισμού, μόνο στο KFM
15-10 F, KFMPB 15-10 F):
Κατά το φρεζάρισμα μικρών γωνιών
(ρύθμιση < 30°) ενδέχεται ανάλογα με
συνθήκες εργασίας να ενδείκνυται να
χρησιμοποιείτε την πλευρική χειρολαβή (5) αντί
της κλειστής τοξωτής χειρολαβής (1). Σε
μεγαλύτερες γωνίες χρησιμοποιείτε πάντοτε την
κλειστή τοξωτή χειρολαβή (1), για να μπορείτε να
κρατάτε το μηχάνημα σταθερά.
- Βιδώστε την πλευρική χειρολαβή (5) σταθερά
στη δεξιά ή την αριστερή πλευρά του
μηχανήματος.
τις
7. Ρύθμιση
Προτού πραγματοποιήσετε μία οποιαδήποτε
ρύθμιση
καθαρισμό τραβήξτε το φις από την πρίζα.
ροκανίδια, μπορεί μετά τη δουλειά να είναι θερμά.
Φοράτε προστατευτικά γάντια.
7.1 Ρύθμιση γωνίας λοξότμησης
1. Δείτε την ένδειξη για τη ρυθμισμένη γωνία
λοξότμησης
2. Αφαιρέστε τις βίδες (13) και ωθήστε προς τα
πάνω τα δύο ελάσματα προστασίας από τα
ροκανίδια (14) (στα αριστερά και στα δεξιά του
μηχανήματος).
3. Αφαιρέστε τις βίδες (18) (μπροστά και πίσω)
και ρυθμίστε τη γωνία λοξότμησης
περιστρέφοντας τη ράγα οδήγησης (15) έως
την επιθυμητή γωνία. Δείτε την ένδειξη για τη
ρυθμισμένη
(17).
4. Συσφίξτε με δύναμη τις βίδες (18) (μπροστά
και πίσω).
5. Ωθήστε μέχρι τέλους προς τα κάτω τα δύο
ελάσματα προστασίας από τα ροκανίδια (14)
(στα αριστερά και στα δεξιά του
μηχανήματος). Συσφίξτε τις βίδες (13) (στα
αριστερά και στα δεξιά του μηχανήματος).
6. Όταν αλλάζει η γωνία λοξότμησης, αλλάζει
το ύψος λοξότμησης (εκ του σχεδιασμού). Για
τον λόγο αυτό, κάθε φορά που προσαρμόζετε
τη γωνία λοξότμησης θα πρέπει να ρυθμίζετε
εκ νέου και το ύψος λοξότμησης. Βλέπε στο
κεφάλαιο 7.2
7.2 Ρύθμιση ύψους λοξότμησης
Ρυθμίζετε πρώτα τη γωνία λοξότμησης:
1. Ελέγχετε αρχικά αν έχει ρυθμιστεί η
επιθυμητή γωνία λοξότμησης: Δείτε την
ένδειξη για τη ρυθμισμένη γωνία λοξότμησης
στην κλίμακα (17). Προσαρμόστε την, αν
χρειάζεται. Βλέπε στο κεφάλαιο 7.1
, αλλαγή εξοπλισμού, συντήρηση ή
Οι αναστρεφόμενες κοπτικές πλάκες, η
βάση τους, το τεμάχιο επεξεργασίας και τα
Κίνδυνος σύνθλιψης! Φοράτε
προστατευτικά γάντια.
στην κλίμακα (17).
γωνία λοξότμησης στην κλίμακα
και
99
Page 100

ΕΛΛΗΝΙΚΆel
0
3
2,0
0,10
X
Y
h (mm)
a = 45°
6
8
1.
2.
8
5
Προσδιορισμός τιμής ρύθμισης:
Υπόδειξη: Ρυθμίζετε τα υψηλά ύψη λοξότμησης
πάντοτε σε πολλές διαδικασίες φρεζαρίσματος
(τουλάχιστον 3). Τα σκληρά υλικά απαιτούν ακόμη
περισσότερες διαδικασίες φρεζαρίσματος. Με
αυτόν τον τρόπο προκύπτουν τα ακόλουθα
πλεονεκτήματα: μεγαλύτερος χρόνος αντοχής
των αναστρεφόμενων κοπτικών πλακών,
υψηλότερη ποιότητα επιφάνειας στο υλικό που
τίθεται σε επεξεργασία, μεγαλύτερη άνεση κατά
την εργασία.
Μην
υπερβαίνετε το "μέγιστο ύψος
λοξότμησης ανά διαδικασία φρεζαρίσματος"
που αναγράφεται παρακάτω.
KFM 15...(στις 45°):
1. Διαδικασία φρεζαρίσματος: μεγ. 6 mm
2 +3 Διαδικασία φρεζαρίσματος: μεγ. 2 mm
KFM 17...(στις 45°)
1. Διαδικασία φρεζαρίσματος: μεγ. 9 mm
2 +3 Διαδικασία φρεζαρίσματος: μεγ. 3 mm
Μην υπερβαίνετε το μέγιστο επιτρεπόμενο ύψος
λοξότμησης (h
στοιχεία)
Για βέλτιστη ποιότητα επιφάνειας συνιστάται η
αφαίρεση μικρής ποσότητας υλικού κατά την
τελευταία διαδικασία φρεζαρίσματος.
2. Επιλέξτε το διάγραμμα που ισχύει για το
μηχάνημά σας (βλέπε οπίσθια όψη).
3. Επιλέξτε τη γραμμή που ισχύει για τη
ρυθμισμένη γωνία λοξότμησης (βλέπε οπίσθια
όψη).
4. Παράδειγμα για γωνία λοξότμησης 45° και
επιθυμητό ύψος λοξότμησης 3 mm (βλέπε
εικόνα παρακάτω). Αποτέλεσμα: Τιμή
ρύθμισης = 2,0.
) (βλέπε κεφάλαιο Τεχνικά
max
Ρύθμιση ύψους λοξότμησης:
5. Τραβήξτε προς τα πάνω τον δακτύλιο
ρύθμισης (7) και περιστρέψτε τον με τέτοιον
τρόπο, ώστε στην κλίμακα (9) να είναι
ρυθμισμένη η τιμή "Χ" από το διάγραμμα.
Βλέπε εικόνα (παρακάτω): Ρυθμισμένη τιμή
"Χ" = 2,0.
(Μία περιστροφή αντιστοιχεί σε "Χ"=3. Για
μεγαλύτερες τιμές Χ: πραγματοποιήστε
περισσότερες περιστροφές. Η κλίμακα (6)
χρησιμεύει στον κατά προσέγγιση
προσανατολισμό κατά τη ρύθμιση).
6. Πραγματοποιήστε δοκιμαστικό φρεζάρισμα.
7. Αν θέλετε να ρυθμίσετε με μεγάλη ακρίβεια το
ύψος λοξότμησης για την τελευταία διαδικασία
φρεζαρίσματος, ακολουθήστε την παρακάτω
διαδικασία:
Πραγματοποιήστε δοκιμαστικό φρεζάρισμα.
Μετρήστε το φρεζαρισμένο ύψος λοξότμησης
και αν χρειάζεται προσαρμόστε το
περιστρέφοντας τον δακτύλιο ρύθμισης (7)
κατά μία γραμμή κλίμακας: Δεξιόστροφη
περιστροφή = μεγαλύτερο
Αριστερόστροφη περιστροφή = μικρότερο
ύψος λοξότμησης. Πραγματοποιήστε ένα
επιπλέον δοκιμαστικό φρεζάρισμα.
Επαναλάβετε το βήμα αυτό, αν χρειάζεται.
ύψος λοξότμησης.
100
Επιλέξτε στον άξονα Y το ύψος λοξότμησης
που θέλετε να ρυθμίσετε. Τραβήξτε μια
οριζόντια γραμμή έως το σημείο τομής με τη
γραμμή. Από αυτό το σημείο τομής, τραβήξτε
μια κάθετη γραμμή έως τον άξονα Χ. Δείτε την
τιμή στον άξονα Χ. Αυτήν
τώρα να ρυθμίσετε με τον ακόλουθο τρόπο στο
μηχάνημα.
Υπόδειξη: Το διάγραμμα αναφέρεται σε
τεμάχια επεξεργασίας με έντονες γωνίες. Σε
τεμάχια επεξεργασίας με στρογγυλεμένες
γωνίες πρέπει αυτό να λαμβάνεται υπόψη κατά
τη ρύθμιση του ύψους της φάσας.
την τιμή "Χ" πρέπει
8. Χρήση
8.1 Ενεργοποίηση/Απενεργοποίηση
Οδηγείτε το εργαλείο πάντοτε με τα δύο
χέρια..
Πρώτα ενεργοποιείτε το εργαλείο και μετά
πλησιάζετε το εξάρτημα στο τεμάχιο
επεξεργασίας.
Αποφεύγετε το ακούσιο ξεκίνημα:
Απενεργοποιείτε πάντοτε το εργαλείο, όταν
απομακρύνετε
ή όταν παρουσιαστεί μια διακοπή ρεύματος.
Σε περίπτωση συνεχούς λειτουργίας το
εργαλείο εξακολουθεί να λειτουργεί, όταν
σας ξεφύγει από το χέρι. Γι’ αυτό να κρατάτε το
το φις από την πρίζα του ρεύματος
 Loading...
Loading...