

Page 1
Kn 6875
Made in Germany
Gebrauchsanleitung .............. Seite
Operating Instructions........... page
Mode d’emploi ......................page
Gebruiksaanwijzing .........bladzijde
Istruzioni d’uso ................... pagina
Instrucciones de manejo .... página
Instruções de serviço ......... página
Bruksanvisning ....................... sida
Käyttöohje ...............................sivu
Bruksanvisning ....................... side
Betjeningsvejledning .............. side
5
9
13
17
21
25
29
33
37
41
45
Instrukcja obłsugi ................ strona
Οδηγίεσ χρήσεωσ .............Σελίδα
Használati útmutató .............. oldal
170 26 8350 - 0108
49
53
58
Page 2
Kn 6875
13
M Nm (inlbs) 6 (53)
2
2
2
2
B
B
r
St
Al
P
1
P
2
h
0
h
1
min
400 N/mm
mm
600 N/mm
800 N/mm
mm
250 N/mm
W550
W300
-1
min
(spm)
-1
min
(spm)
mm (in)
m kg (lbs) 2,1 (4.6)
/K
a
h
L
pA/KpA
L
WA/KWA
2
m/s
dB(A) 85 / 3
dB(A) 96 / 3
3000
1800
3
4 (
/16“)
4,0 / 1,5
2,0
1,5
1,0
2,5
B
St
B
Al
EN 60745
98/37/EG (➛28.12.09), 2006/42/EG (29.12.09➛), 2004/108/EG
Erhard Krauß, Geschäftsführung
© 2008 Metabowerke GmbH, 72622 Nürtingen, Germany
2
USA: 14 Gauge Nibbler
Tensile strength
tons/sq.in
-
25
38
50
2.0 mm - SWG 14
1.5 mm - SWG 16
1.0 mm - SWG 19
- 18.5 2.5 mm - SWG 12
Page 3
12
3
3
4
5
6
7
8
9
Page 4
4
Page 5
DEUTSCH
D
Gebrauchsanleitung
Sehr geehrter Kunde,
vielen Dank für das Vertrauen, das Sie uns beim Kauf Ihres neuen Metabo Elektrowerkzeugs
entgegengebracht haben. Jedes Metabo Elektrowerkzeug wird sorgfältig getestet und unterliegt den
strengen Qualitätskontrollen der Metabo Qualitätssicherung. Die Lebensdauer eines Elektrowerkzeugs
hängt aber in starkem Maße von Ihnen ab. Beachten Sie bitte die Informationen dieser
Gebrauchsanleitung und der beiliegenden Dokumente. Je sorgsamer Sie Ihr Metabo Elektrowerkzeug
behandeln, umso länger wird es zuverlässig seinen Dienst erfüllen.
Inhalt
1 Konformitätserklärung
2 Bestimmungsgemäße Verwendung
3 Allgemeine Sicherheitshinweise
4 Spezielle Sicherheitshinweise
5Überblick
6 Besondere Produkteigenschaften
7 Inbetriebnahme
8 Benutzung
8.1 Schnittrichtung
8.2 Eintauchtiefe des Stempels
8.3 Ein-/Ausschalten
8.4 Schneidvorgang
8.5 Schnitte nach einer auf das
Werkstück aufgespannten Schablone
9 Wartung
9.1 Nachschärfen und Auswechseln des
Stempels
9.2 Auswechseln der Matrize
9.3 Abschaltkohlebürsten
10 Zubehör
11 Reparatur
12 Umweltschutz
13 Technische Daten
Für Schäden durch nicht bestimmungsgemäßen
Gebrauch haftet allein der Benutzer.
Allgemein anerkannte Unfallverhütungsvorschriften und beigelegte Sicherheitshinweise
müssen beachtet werden.
3 Allgemeine
Sicherheitshinweise
WARNUNG
Verletzungsrisikos Betriebsanleitung
lesen.
WARNUNG Lesen Sie alle Sicherheitshinweise und Anweisungen. Versäumnisse
bei der Einhaltung der Sicherheitshinweise und
Anweisungen können elektrischen Schlag, Brand
und/oder schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und
Anweisungen für die Zukunft auf.
Lesen Sie vor der Benutzung des Elektrowerkzeugs die beiliegenden Sicherheitshinweise
und die Gebrauchsanleitung aufmerksam und
vollständig durch. Bewahren Sie alle beiliegenden
Dokumente auf und geben Sie Ihr Elektrowerkzeug
nur zusammen mit diesen Dokumenten weiter.
– Zur Verringerung eines
4Spezielle
Sicherheitshinweise
1 Konformitätserklärung
Wir erklären in alleiniger Verantwortlichkeit, dass
dieses Produkt mit den auf Seite 2 angegebenen
Normen und Richtlinien übereinstimmt.
2 Bestimmungsgemäße
Verwendung
Die Maschine ist zum grat- und verwindungsfreien
Trennen, Ausklinken und Ausschneiden von
beliebigen Formen in Blechen sowie zum
Schneiden von stanzfähigen Kunststoffen
(entsprechender Dicke) bestimmt.
Beachten Sie die mit diesem Symbol
gekennzeichneten Textstellen zu Ihrem
eigenen Schutz und zum Schutz Ihres
Elektrowerkzeugs!
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung oder Wartung
vorgenommen wird.
Vermeiden Sie unbeabsichtigtes Anlaufen: stets
Maschine ausschalten, wenn der Stecker aus der
Steckdose gezogen wird, oder wenn eine
Stromunterbrechung eingetreten ist.
Tragen Sie Gehörschutz. Die Einwirkung von Lärm
kann Gehörverlust bewirken.
5
Page 6
D
Tragen Sie stets Schutzbrille, Arbeitshandschuhe
und festes Schuhwerk beim Arbeiten mit Ihrer
Maschine!
Das Werkstück sichern, z.B. mit Hilfe von
Spannvorrichtungen.
Kommen Sie mit Ihren Händen nicht in den
Schnittbereich.
Die Maschine nur eingeschaltet an das Werkstück
heranführen.
DEUTSCH
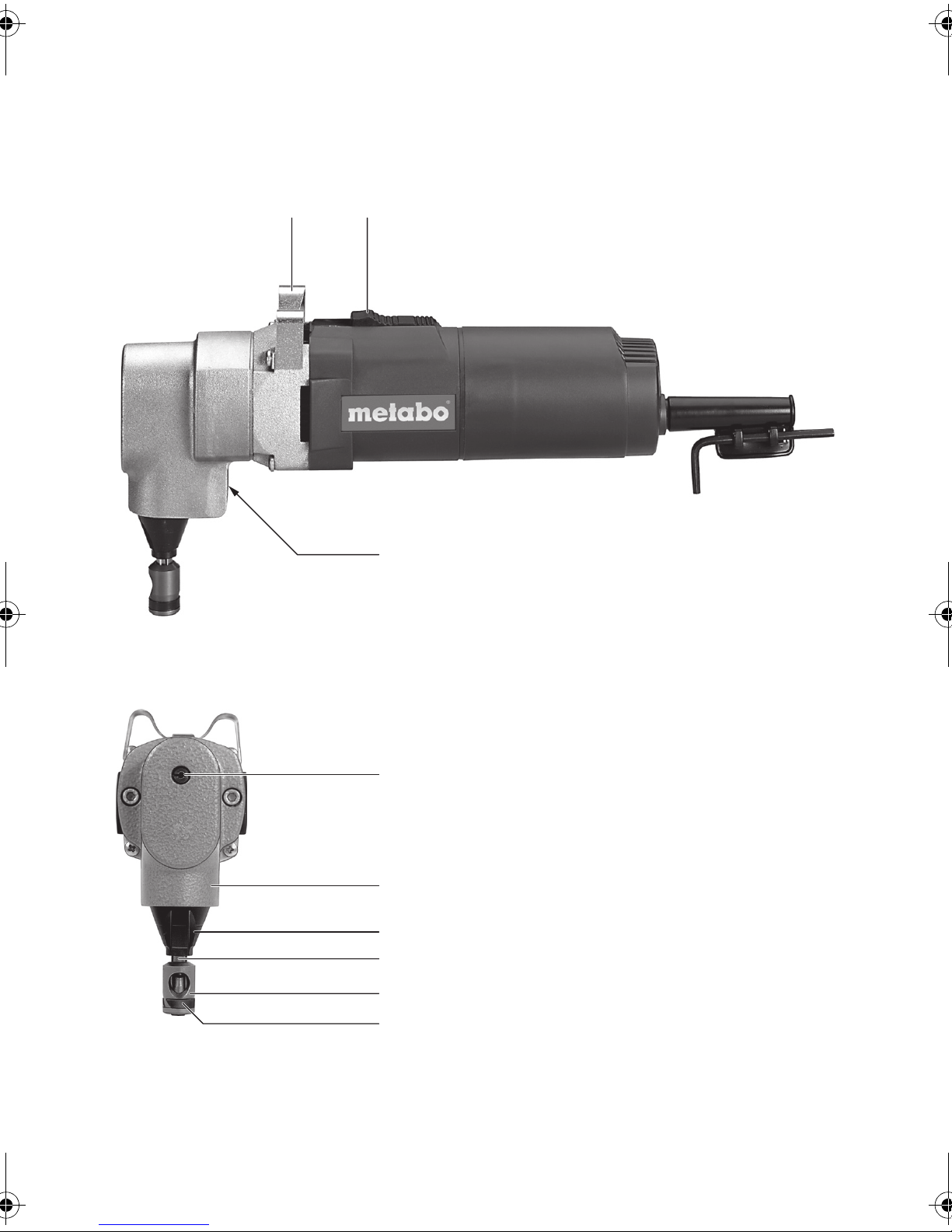
5 Überblick
Siehe Seite 3 (bitte ausklappen).
1 Ablagebügel
2 Schaltschieber
3 Gewindestift (Fixierung der Stempelführung)
4 Schlitz im Zapfen der Exzenterwelle
(zum manuellen Auf- und Abwärtsbewegen
des Stempels)
5 Gehäuse
6 Stempelführung
7Stempel
8Matrize
9 Feder
8 Benutzung
Siehe Seite 3 (bitte ausklappen).
8.1 Schnittrichtung
In der Normalstellung der Matrize (8) befindet sich
ihre Auswurföffnung vorn.
Für Schnitte nach der Seite (nach links oder rechts)
kann die Stempelführung (6) (mit der Matrize (8))
nach Lösen des Gewindestiftes (3) nach beiden
Seiten um 90° gedreht werden.
Nach dem Drehen der Stempelführung (und
Matrize) den Gewindestift (3) so eindrehen, dass er
mit seiner Spitze in die dafür vorgesehene
Ansenkung im oberen (zylindrischen) Teil der
Stempelführung (6) eingreift.
8.2 Eintauchtiefe des Stempels
Durch Drehen an dem Zapfen der Exzenterwelle
(Schraubendreher in den Schlitz (4) des Zapfens
einsetzen) kann man den Stempel (7) auf- und
abwärts bewegen.
Korrekte Eintauchtiefe:
In seiner untersten Stellung sollte der Stempel (7)
möglichst weit in die Matrize (8) eintauchen.
In der obersten Stellung darf er nicht über das
untere Ende der Stempelführung (6) hervorstehen.
6 Besondere
Produkteigenschaften
• Unbegrenzte Kurvenfähigkeit
• Zum grat- und verwindungsfreien Schneiden
von Blechen
• Fein einstellbare Schnittrichtung
• Lange Lebensdauer der Werkzeuge und hohe
Schnittgüte
• Abschaltkohlebürsten
• Praktischer Ablagebügel
7 Inbetriebnahme
Vergleichen Sie vor Inbetriebnahme, ob die
auf dem Typenschild angegebene
Netzspannung und Netzfrequenz mit den Daten
Ihres Stromnetzes übereinstimmen.
Eintauchtiefe ggf. einstellen:
- Den Gewindestift (3) an der Rückseite des
Gehäuses (5) Iösen.
- Die Stempelführung (6) drehen (nur ganze
Umdrehungen). Wenn die Eintauchtiefe zu gering
ist: entgegen dem Uhrzeigersinn drehen.
Erklärung: Durch das Drehen der
Stempelführung (6) wird der Stempel (7) mehr
oder weniger tief in den im Inneren des
Gehäuses (5) sitzenden Pleuelbolzen
eingeschraubt.
- Den Gewindestift (3) wieder so eindrehen, dass
seine Spitze in die Ansenkung der
Stempelführung (6) eingreift.
8.3 Ein-/Ausschalten
Einschalten:
Schaltschieber (2) nach vorn schieben, bis er
einrastet. Es erscheint dann hinter dem
Schaltschieber das Zeichen „
Ausschalten:
Das hintere, in der Einschaltstellung hoch
stehende Ende des Schaltschiebers (2)
herunterdrücken (Schaltstellung „
Vermeiden Sie unbeabsichtigtes Anlaufen:
stets Maschine ausschalten, wenn der
Stecker aus der Steckdose gezogen wird, oder
wenn eine Stromunterbrechung eingetreten ist.
I
“.
0
“).
6
Page 7
DEUTSCH
D
8.4 Schneidvorgang
Die Maschine nur eingeschaltet an das
Werkstück heranführen.
Die Schneidspur muss beim Bearbeiten von
Stahlblech mit Öl und beim Schneiden von
Aluminiumblech mit Petroleum bestrichen werden.
Der Stempel (7) hinterlässt beim Schneiden im
Material eine Schneidspur von etwa 8 mm Breite.
Die Maschine kann mit ihrem Schneidkopf beim
Arbeiten auf der Stelle um 360° im Material gedreht
werden. Dadurch ist es möglich, Außenkonturen
eckig (mit Radius 0 mm) zu schneiden. Bei
Innenausschnitten beträgt der kleinste Radius
4mm.
8.5 Schnitte nach einer auf das Werkstück
aufgespannten Schablone
Die Schablone soll so dick sein, dass die
Gesamtdicke von Werkstück + Schablone
4-5,5 mm beträgt.
Die Schablone muss im Abstand von 2,5 mm von
der auszuschneidenden Kontur aufgespannt
werden.
Die Maschine so führen, dass die Stempelführung
(6) mit ihrem Bund immer an der Schablone
anliegt.
9 Wartung
Stecker aus der Steckdose ziehen, bevor
irgendeine Einstellung oder Wartung
vorgenommen wird.
9.1 Nachschärfen und Auswechseln des
Stempels
Zum Ausbau des Stempels (7) den Gewindestift (3)
Iösen, die Stempelführung (6) aus dem Gehäuse
(5) herausziehen und den Stempel (7) aus dem
Pleuelbolzen herausdrehen.
Zum Nachschärfen den Stempel (7) an der
Stirnseite ebenschleifen (Schleifstelle gut kühlen!).
Die Schneidkante leicht mit einem Ölstein
abziehen.
Stempel als Ersatz siehe Kapitel 10 (Zubehör).
Den Stempel (7) in den Pleuelbolzen einschrauben
(so dass sich der Pleuelbolzen noch leicht im
Pleuel bewegen Iäßt). Die Stempelführung (6) über
den Stempel (7) in das Gehäuse (5) einschieben.
Die Eintauchtiefe des Stempels (7) kontrollieren
(siehe Kapitel 8.2). und ggf. die Eintauchtiefe
einstellen (siehe Kapitel 8.2).
Mit dem Gewindestift (3) sichern
9.2 Auswechseln der Matrize
Wenn die Matrize (8) stumpf geworden ist, muss
sie ausgewechselt werden.
Die Feder (9) etwas aufweiten und abnehmen. Den
Zylinderstift, mit dem die Matrize (8) befestigt ist,
ausbauen und die Matrize (8) abziehen.
Matrizen als Ersatz siehe Kapitel 10 (Zubehör).
Die neue Matrize mit dem mitgelieferten neuen
Zylinderstift befestigen. Die Feder (9) wieder
aufsetzen und so drehen, dass sie den Zylinderstift
abdeckt.
9.3 Abschaltkohlebürsten
Bei vollständig abgenutzten Kohlebürsten schaltet
die Maschine automatisch ab. Dadurch wird eine
Beschädigung des Motors verhindert.
Die Kohlebürsten im Herstellerwerk oder einer
entsprechend eingerichteten Fachwerkstatt
auswechseln lassen. Siehe Kapitel 11 (Reparatur).
10 Zubehör
Verwenden Sie nur original Metabo Zubehör.
Wenn Sie Zubehör benötigen, wenden Sie sich
bitte an Ihren Händler.
Zur Auswahl des richtigen Zubehörs teilen Sie dem
Händler bitte den genauen Typ Ihres
Elektrowerkzeugs mit.
A Stempel als Ersatz
Best.-Nr. 6.30202
B Matrize als Ersatz
Best.-Nr. 6.30203
CMatrize
Best.-Nr. 6.30204
Mit der Matrize 6.30204 ist die Maschine
auch zum Schneiden von Wellblech
(bis 1,25 mm Dicke) geeignet.
Zubehör-Komplettprogramm siehe
www.metabo.com oder Hauptkatalog.
11 Reparatur
Reparaturen an Elektrowerkzeugen dürfen nur
durch eine Elektrofachkraft ausgeführt werden!
Reparaturbedürftige Metabo Elektrowerkzeuge
können an die auf der Ersatzteilliste angegebenen
Adressen eingesandt werden.
Bitte beschreiben Sie bei der Einsendung zur
Reparatur den festgestellten Fehler.
7
Page 8
D
DEUTSCH
12 Umweltschutz
Metaboverpackungen sind 100% recyclingfähig.
Ausgediente Elektrowerkzeuge und Zubehör
enthalten große Mengen wertvoller Roh- und
Kunststoffe, die ebenfalls einem Recyclingprozess
zugeführt werden können.
Diese Gebrauchsanleitung ist auf chlorfrei
gebleichtem Papier gedruckt.
Nur für EU-Länder: Werfen Sie Elektrowerkzeuge nicht in den Hausmüll! Gemäß Euro-
päischer Richtlinie 2002/96/EG über
Elektro- und Elektronik-Altgeräte und Umsetzung
in nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
13 Technische Daten
Für eine genaue Abschätzung der
Schwingungsbelastung sollten auch die Zeiten
berücksichtigt werden, in denen das Gerät
abgeschaltet ist oder zwar läuft, aber nicht
tatsächlich im Einsatz ist. Dies kann die
Schwingungsbelastung über den gesamten
Arbeitszeitraum deutlich reduzieren.
Legen Sie zusätzliche Sicherheitsmaßnahmen
zum Schutz des Bedieners vor der Wirkung von
Schwingungen fest wie zum Beispiel: Wartung von
Elektrowerkzeug und Einsatzwerkzeugen,
Warmhalten der Hände, Organisation der
Arbeitsabläufe.
Typische A-bewertete Schallpegel:
L
pA
L
WA
K
pA
= Schalldruckpegel
= Schallleistungspegel
, KWA= Unsicherheit (Schallpegel)
Beim Arbeiten kann der Geräuschpegel 85 dB(A)
überschreiten.
Gehörschutz tragen!
Erläuterungen zu den Angaben auf Seite 2.
Änderungen im Sinne des technischen Fortschritts
vorbehalten.
M = Drehmoment
B
= Größte zu schneidende Blechdicke
St
(Stahlblech)
B
= Größte zu schneidende Blechdicke
Al
(Aluminium)
P
= Nennaufnahmeleistung
1
P
= Abgabeleistung
2
h
= Hubzahl bei Leerlauf
0
h
= Hubzahl bei Nennlast
1
r
= kleinster Kurvenradius
min
m = Gewicht ohne Netzkabel
Schwingungsgesamtwert (Vektorsumme dreier
Richtungen) ermittelt entsprechend EN 60745:
a
= Schwingungsemissionswert
h
(Blech schneiden)
K = Unsicherheit (Schwingung)
Der in diesen Anweisungen angegebene
Schwingungspegel ist entsprechend einem in
EN 60745 genormten Messverfahren gemessen
worden und kann für den Vergleich von
Elektrowerkzeugen miteinander verwendet
werden. Er eignet sich auch für eine vorläufige
Einschätzung der Schwingungsbelastung.
Der angegebene Schwingungspegel repräsentiert
die hauptsächlichen Anwendungen des
Elektrowerkzeugs. Wenn allerdings das
Elektrowerkzeug für andere Anwendungen, mit
abweichenden Einsatzwerkzeugen oder
ungenügender Wartung eingesetzt wird, kann der
Schwingungspegel abweichen. Dies kann die
Schwingungsbelastung über den gesamten
Arbeitszeitraum deutlich erhöhen.
Messwerte ermittelt gemäß EN 60745.
Die angegebenen technischen Daten sind
toleranzbehaftet (entsprechend den jeweils
gültigen Standards).
8
Page 9
ENGLISH
ENG
Operating Instructions
Dear Customer,
Thank you for the trust you have placed in us by buying a Metabo power tool. Each Metabo power tool
is carefully tested and subject to strict quality controls by Metabo's quality assurance. Nevertheless, the
service life of a power tool depends to a great extent on you. Please observe the information contained
in these instructions and the enclosed documentation. The more carefully you treat your Metabo power
tool, the longer it will provide dependable service.
Generally accepted accident prevention regula-
Contents
1 Conformity Declaration
2 Specified Use
3 General Safety Instructions
4 Special Safety Instructions
5Overview
6 Special Product Features
7 Commissioning
8Use
8.1 Cutting Direction
8.2 Dipping Depth of the Punch
8.3 Switching On and Off
8.4 Cutting Operation
8.5 Cuts to a Template Fixed on the
Workpiece
9 Maintenance
9.1 Re-sharpening and Replacing the
Punch
9.2 Replacing the Die
9.3 Carbon Brushes
10 Accessories
11 Repairs
12 Environmental Protection
13 Technical Specifications
1 Conformity Declaration
We, being solely responsible, hereby declare that
this product conforms to the standards and directives specified on page 2.
2 Specified Use
The machine is suitable for burr-free parting,
notching and recessing of all types of sheet metal
without deformation of the material, and for
punching plastics suitable for this purpose
(appropriate thickness).
The user bears sole responsibility for damage
caused by improper use.
tions and the enclosed safety information must be
observed.
3 General Safety Instructions
WARNING
instructions will reduce the risk of injury.
WARNING Read all safety warnings and
instructions. Failure to follow all safety
warnings and instructions may result in electric
shock, fire and/or serious injury.
Keep all safety instructions and information for
future reference.
Before using the power tool, carefully read through
and familiarise yourself with all the enclosed safety
information and the Operating Instructions. Keep
all enclosed documentation for future reference,
and pass on your power tool only together with this
documentation.
– Reading the operating
4 Special Safety Instructions
For your own protection and for the
protection of your power tool pay attention to all parts of the text that are
marked with this symbol!
Pull the plug out of the plug socket before any
adjustments or servicing are performed.
Avoid inadvertent starts: always switch the tool off
when the plug is removed from the mains socket or
if there has been a power cut.
Wear ear protectors. Exposure to noise can cause
loss of hearing.
Always wear protective goggles, gloves, and sturdy
shoes when working with this tool.
Secure the workpiece, e.g. using clamps.
Keep hands away from the cutting area.
Always switch on the machine before offering up to
the workpiece.
9
Page 10
ENG
SYMBOLS ON THE TOOL:
V...............volts
A...............amperes
Hz.............hertz
W..............watt
.............Stroke rate at idle speed
n
0
min ...........minutes
spm ..........Stroke rate per minute
~
..............alternating current
max. GA...maximum material thickness
ENGLISH
...........Class II Construction
5Overview
See page 3 (please unfold).
1 Support bracket
2 Sliding switch
3 Grub screw (for fixing the punch guide)
4 Slot in the spigot on the eccentric shaft
(for moving the punch up and down manually)
5 Housing
6 Punch guide
7 Punch
8Die
9Spring
6 Special Product Features
• Unlimited manoeuvrability
• For cutting sheet metal without deformation of
the material
• Fine adjustment of the cutting direction
• Long service life of tool and high cutting quality
• Carbon brushes
• Practical support bracket
7 Commissioning
Before plugging in, check to see that the
rated mains voltage and mains frequency,
as stated on the rating label, match your power
supply.
8Use
See page 3 (please unfold).
8.1 Cutting direction
The discharge opening faces forwards when the
die (8) is in normal position.
When making cuts to one side (left or right), the
punch guide (6) (and the die (8)) can be turned 90°
to either side by loosening the grub screw (3).
After turning the punch guide (and die), screw in
the grub screw (3) until the tip engages in the counterbore in the top (cylindrical) section of the punch
guide (6).
8.2 Dipping depth of the punch
You can move the punch (7) up and down
by turning the spigot on the eccentric shaft
(insert the screwdriver in the slot (4) on the spigot).
Correct dipping depth:
The punch (7) should dip into the die (8) as far as
possible when in the lowest position.
When in the highest position, the punch should
not protrude beyond the lower end of the punch
guide (6).
Adjust the dipping depth, if necessary:
- Unscrew the grub screw (3) on the back of the
housing (5).
- Turn the punch guide (6) (only full turns). If the
dipping depth is insufficient: turn anticlockwise.
Explanation: Turning the punch guide (6) inserts
the punch (7) deep into the conrod bolt inside the
housing (5).
- Screw in the grub screw (3) so that the tip
engages in the counterbore on the punch
guide (6).
8.3 Switching On and Off
Switching on:
Push the sliding switch (2) forwards until it latches
into position. The symbol "I" then appears from
behind the sliding switch.
Switching off:
When the switch is set to on, press down the
raised rear end of the sliding switch (2)
(switch position "0").
Avoid inadvertent starts: always switch the
tool off when the plug is removed from the
mains socket or if there has been a power cut.
10
8.4 Cutting operation
Always switch on the machine before offering
up to the workpiece.
Page 11
ENGLISH
ENG
Apply a coating of oil to the cutting mark when
machining sheet steel and apply petroleum
when cutting sheet aluminium.
The punch (7) leaves behind a groove in the mate-
rial about 8 mm (5/16“) wide. With the cutting
head, you can rotate the machine 360° in the
material at any position, which makes it possible to
cut right-angled exterior contours (with a radius of
0 mm). The smallest radius for interior cut-outs is
4mm
(3/16“).
8.5 Cuts to a template fixed on the
workpiece
Ensure that the template is thick enough for the
overall thickness of workpiece + template to reach
4-5.5 mm (.16 to .22 inches).
The template must be clamped at a distance of
2.5 mm (.10 inches) from the contour you wish to
cut.
Guide the machine with the edge of the punch
guide (6) always resting on the template.
9 Maintenance
Pull the plug out of the plug socket before
any adjustments or servicing are performed.
9.1 Re-sharpening and replacing the punch
To remove the punch (7), loosen the grub screw
(3), pull the punch guide (6) from the housing (5)
and unscrew the punch (7) from the conrod bolt.
To re-sharpen the punch (7), grind the end face of
the punch flat (allow the grinding surface to cool!).
Whet the cutting edge slightly using an oil stone.
Replacing the punch, see Section 10 (Accessories).
Screw the punch (7) into the conrod bolt (so that
the conrod bolt can still be moved slightly in the
conrod). Slide the punch guide (6) over the punch
(7) and into the housing (5).
Check the dipping depth of the punch (7)
(see Section 8.2). and adjust if necessary
(see Section 8.2).
Secure by tightening the grub screw (3)
Secure the die with the new straight pin supplied.
Place the spring (9) back in position and turn so
that it covers the straight pin.
9.3 Carbon brushes
If the brushes are completely worn, the machine
switches off automatically. This prevents damage
to the motor.
The carbon brushes should be replaced by the
manufacturer or a suitable specialist workshop.
See Section 11 (Repairs).
10 Accessories
Use only genuine Metabo accessories.
If you need any accessories, check with your
dealer.
For dealers to select the correct accessory, they
need to know the exact model designation of your
power tool.
A Replacement punch
Order no. 6.30202
B Replacement die
Order no. 6.30203
CDie
Order no. 6.30204
When fitted with die 6.30204, the machine is
also suitable for cutting corrugated sheets
(up to 1.25 mm thick).
For a complete range of accessories, see
www.metabo.com or the main catalogue.
11 Repairs
Repairs to electrical tools must be carried out by
qualified electricians ONLY!
Any Metabo power tool in need of repair can be
sent to one of the addresses listed in the spare
parts list.
Please enclose a description of the fault with the
power tool.
12 Environmental Protection
9.2 Replacing the die
Replace the die (8) if it becomes blunt.
Open up the spring (9) slightly and remove.
Remove the straight pin that secures the die (8)
and pull out the die (8).
Replacing the die, see Section 10 (Accessories).
Metabo's packaging can be 100% recycled.
Scrap power tools and accessories contain large
amounts of valuable resources and plastics that
can be recycled.
These instructions are printed on chlorine-free
bleached paper.
11
Page 12
ENG
ENGLISH
Only for EU countries: Never dispose of
power tools in your household waste! In
accordance with European Guideline
2002/96/EC on used electronic and electric
equipment and its implementation in national
legal systems, used power tools must be collected
separately and handed in for environmentally
compatible recycling.
13 Technical Specifications
Explanatory notes on the specifications on page 2.
Changes due to technological progress reserved.
M=Torque
B
= Maximum sheet thickness (sheet steel)
St
B
= Maximum sheet thickness (aluminium)
Al
P
= Nominal power input
1
P2 = Power output
h
= Stroke rate at idle speed
0
h
= Stroke rate at rated load
1
r
= Smallest curve radius
min
m = Weight without mains cable
During operation the noise level can exceed
85 dB(A).
Wear ear protectors!
Measured values determined in conformity with
EN 60745.
The technical specifications quoted are subject to
tolerances (in compliance with the relevant valid
standards).
Vibration total value (vector sum of three
directions) determined in accordance with
EN 60745
a
= Typical estimated acceleration
h
in the hand/arm area
(cutting sheet metal)
K = Uncertainty (vibration)
The vibration emission level given in this informa-
tion sheet has been measured in accordance with
a standardised test given in EN 60745 and may be
used to compare one tool with another. It may be
used for a preliminary assessment of exposure.
The declared vibration emission level represents
the main applications of the tool. However if the tool
is used for different applications, with different
accessories or poorly maintained, the vibration
emission may differ. This may significantly increase
the exposure level over the total working period.
An estimation of the level of exposure to vibration
should also take into account the times when the
tool is switched off or when it is running but not
actually doing the job. This may significantly reduce
the exposure level over the total working period.
Identify additional safety measures to protect the
operator from the effects of vibration such as:
maintain the tool and the accessories, keep the
hands warm, organisation of work patterns.
Typical A-effective perceived sound levels:
LpA = Sound pressure level
L
WA
K
pA
= Acoustic power level
, KWA= Unsafe (noise level)
12
Page 13
FRANÇAIS
F
Mode d'emploi
Cher client,
merci de la confiance que vous nous avez témoignée en achetant un outil électrique Metabo. Tous les
outils électriques Metabo sont testés avec soin et font l'objet de contrôles qualité très stricts effectués
par le Service Qualité Metabo. Mais c'est vous qui avez la plus grande influence sur la durée de vie de
votre outil électrique. Veuillez respecter les informations contenues dans ces instructions d'utilisation et
dans les documents ci-joints. En prenant grand soin de votre outil électrique Metabo, vous en augmenterez la durée de vie et en garantirez le bon fonctionnement.
L'utilisateur sera entièrement responsable de tous
Sommaire
1 Déclaration de conformité
2 Utilisation conforme à la destination
3 Consignes générales de sécurité
4 Consignes de sécurité particulières
5Vue d'ensemble
6 Particularités du produit
7 Mise en service
8 Utilisation
8.1 Direction de la coupe
8.2 Profondeur de plongée du poinçon
8.3 Marche/arrêt
8.4 Opération de coupe
8.5 Coupes selon un gabarit fixé sur la
pièce
9 Maintenance
9.1 Réaffûtage et remplacement du poin-
çon
9.2 Remplacement de la matrice
9.3 Balais autorupteurs
10 Accessoires
11 Réparations
12 Protection de l'environnement
13 Caractéristiques techniques
dommages résultant d'une utilisation non
conforme à la destination de la machine.
Il est impératif de respecter les consignes générales de protection contre les accidents ainsi que
les consignes de sécurité ci-jointes.
3 Consignes générales de
sécurité
AVERTISSEMENT
d'utilisation afin d'éviter tout risque
de blessure.
AVERTISSEMENT Lire toutes les
consignes de sécurité et instructions.
Le non-respect des consignes de sécurité et des
instructions peut être à l'origine d'un choc
électrique, d'un incendie et/ou de blessures
graves.
Conserver toutes les consignes de sécurité et
instructions.
Avant d'utiliser l'outil électrique, lire attentivement
et entièrement les instructions de sécurité ainsi
que le mode d'emploi ci-joints. Conserver les
documents ci-joints et veiller à les remettre
obligatoirement avec l'appareil à tout utilisateur
concerné.
– Lire la notice
1 Déclaration de conformité
Nous déclarons sous notre propre responsabilité
que ce produit est conforme aux normes et directives indiquées page 2.
2 Utilisation conforme à la
destination
La machine est conçue pour sectionner, grignoter
et découper des tôles sans bavure ni déformation
et avec des contours en toute liberté, ainsi que
pour la découpe de matières plastiques prévues
pour l'estampage (d'une épaisseur convenable).
4 Consignes de sécurité
particulières
Dans l'intérêt de votre propre sécurité et
afin de protéger votre outil électrique,
respectez les passages de texte
marqués de ce symbole !
Débrancher le cordon d'alimentation de la prise de
courant avant toute opération de réglage ou de
maintenance.
Eviter les démarrages intempestifs : l'outil doit
toujours être arrêté lorsque l'on retire le connecteur
de la prise ou après une coupure de courant.
Porter une protection auditive. Le bruit est susceptible de provoquer une perte de capacité auditive.
13
Page 14
F
Portez toujours des lunettes de protection, des
gants de travail et des chaussures de sécurité
lorsque vous travaillez avec cet outil !
Bien fixer la pièce, par exemple par des brides de
serrage.
N'introduisez jamais vos mains dans la zone de
coupe.
La machine ne doit être engagée dans la pièce
qu'après avoir été mise en route.
SYMBOLES SUR L'OUTIL :
V...............Volt
A...............Ampère
Hz.............Hertz
W..............Watt
.............Nombre de coups en marche à vide
n
0
min ...........minutes
spm ..........Nombre de coups/minute
~
..............Courant alternatif
max. GA ...Epaisseur maximale du matériau
FRANÇAIS
...........Construction classe II
5Vue d'ensemble
Voir page 3 (à déplier).
1Support
2 Interrupteur coulissant
3 Vis sans tête (fixation du guidage du poinçon)
4 Fente dans le tourillon de l'arbre à excentrique
(permet de monter et de descendre le poinçon
manuellement)
5Corps
6 Guidage du poinçon
7 Poinçon
8Matrice
9 Ressort
7 Mise en service
Avant la mise en service, comparez si tension
secteur et la fréquence secteur indiquées sur
la plaque signalétique correspondent aux caractéristiques de votre réseau de courant.
8 Utilisation
Voir page 3 (à déplier).
8.1 Direction de la coupe
Lorsque la matrice (8) est dans sa position
normale, son orifice d'éjection est dirigé vers
l'avant.
Pour effectuer des coupes sur le côté (vers la droite
ou la gauche), il est possible d'orienter le guidage
du poinçon (6) (ensemble avec la matrice (8)) vers
le côté voulu en tournant à 90°. Desserrer auparavant la vis sans tête (3).
Après avoir tourné le guidage du poinçon
(ensemble avec la matrice), visser la vis sans tête
(3) de telle manière que sa pointe s'engage dans
le lamage prévu à cet effet situé dans la partie
supérieure (cylindrique) du guidage du poinçon (6).
8.2 Profondeur de plongée du poinçon
En tournant le tourillon de l'arbre à excentrique
(avec un tournevis engagé dans la fente (4) du
tourillon), on peut déplacer le poinçon (7) vers le
haut ou vers le bas.
Profondeur de plongée bien réglée :
Dans sa position la plus basse, le poinçon (7) devra
plonger aussi loin que possible dans la matrice (8).
Dans sa position la plus haute, il ne devra pas
dépasser le bord inférieur du guidage du poinçon
(6).
6 Particularités du produit
• Coupes sinueuses en toute liberté
• Pour une découpe de tôles sans bavures ni
déformations
• Direction de coupe réglable avec précision
• Grande durabilité des outils et excellente qualité
des découpes
• Balais autorupteurs
• Support pratique
14
Réglage de la profondeur de plongée si
nécessaire :
- Desserrer la vis sans tête (3) située à l'arrière du
corps (5).
- Tourner le guidage du poinçon (6) (par tours
complets uniquement). Lorsque la profondeur de
plongée est trop faible : tourner dans le sens
inverse horaire. Explication : en tournant le
guidage du poinçon (6), le poinçon (7) est vissé
plus ou moins profondément dans l'axe de bielle
situé à l'intérieur du corps (5).
- Revisser la vis sans tête (3) de manière que sa
pointe s'engage dans le lamage du guidage du
poinçon (6).
Page 15
FRANÇAIS
F
8.3 Marche/arrêt
Marche :
Pousser l'interrupteur coulissant (2) vers l'avant
I
jusqu'au cran. Maintenant, le symbole "
visible derrière l'interrupteur coulissant.
Arrêt :
Appuyer sur l'arrière de l'interrupteur coulissant
(2), qui est relevé en position de marche, en le
poussant vers le bas (position "0“).
Eviter les démarrages intempestifs : l'outil
doit toujours être arrêté lorsque l'on retire le
connecteur de la prise ou après une coupure de
courant.
8.4 Opération de coupe
La machine ne doit être engagée dans la
pièce qu'après avoir été mise en route.
Le tracé de la coupe doit être lubrifié à l'huile
(pour le travail des tôles d'acier) ou au pétrole
(pour découper des tôles d'aluminium).
Le poinçon (7) consommera env. 8 mm de largeur
du matériau au titre du tracé de coupe. En travaillant sans mouvement, il est possible de retourner
la machine à 360° autour de sa tête de coupe tout
en restant plongé dans le matériau. Grâce à cette
caractéristique, on peut produire des contours
extérieurs à angle vif (soit un rayon de 0 mm). Le
rayon minimum pour les découpes intérieures est
de 4 mm.
8.5 Coupes selon un gabarit fixé sur la
pièce
Le gabarit devra avoir une épaisseur portant
l'épaisseur totale de la pièce + gabarit à 4-5,5 mm.
Le gabarit sera fixé à une distance de 2,5 mm du
contour à découper.
Guider la machine de sorte que le guidage du
poinçon (6) reste constamment en appui sur le
gabarit par son collet.
“ doit être
l'usinage. Affûter légèrement le bord de coupe à
l'aide d'une pierre à huile.
Pour les poinçons de rechange voir le chapitre 10
(Accessoires).
Visser le poinçon (7) dans l'axe de bielle de
manière que l'axe reste facile à déplacer à
l'intérieur de la bielle. Introduire le guidage du
poinçon (6) dans le corps (7) en passant pardessus le poinçon (5).
Contrôler la profondeur de plongée du poinçon (7)
(voir chapitre 8.2) et si nécessaire, faire un réglage
de la profondeur de plongée (voir chapitre 8.2).
Freiner le montage par la vis sans tête (3).
9.2 Remplacement de la matrice
Lorsque la matrice (8) sera émoussée, elle devra
être remplacée.
Agrandir doucement le ressort (9) et le retirer.
Déposer la tige cylindrique servant à fixer la
matrice (8) et retirer la matrice (8).
Pour les matrices de rechange voir le chapitre 10
(Accessoires).
Fixer la nouvelle matrice à l'aide de la tige
cylindrique neuve fournie. Remettre en place le
ressort (9) et le tourner de sorte qu'il recouvre la
tige cylindrique.
9.3 Balais autorupteurs
Lorsque les balais seront complètement usés,
la machine s'arrêtera automatiquement afin
d'empêcher tout endommagement du moteur.
S'adresser à l'usine ou à un atelier spécialisé
disposant des équipements nécessaires pour
faire remplacer les balais. Voir chapitre 11
(Réparations).
10 Accessoires
9 Maintenance
Débrancher le cordon d'alimentation de la
prise de courant avant toute opération de
réglage ou de maintenance.
9.1 Réaffûtage et remplacement
du poinçon
Pour déposer le poinçon (7), desserrer la vis sans
tête (3), retirer le guidage du poinçon (6) du corps
(5) et dévisser le poinçon (7) de l'axe de bielle.
Pour réaffûter, rectifier la face frontale du poinçon
(7) (surfaçage) en veillant à bien refroidir pendant
Utilisez uniquement du matériel Metabo.
S'il vous faut des accessoires, veuillez vous
adresser à votre revendeur.
Pour pouvoir sélectionner les accessoires appro-
priés, veuillez indiquer le type exact de votre outil
électrique au distributeur.
A Poinçon de rechange
Réf. de cde 6.30202
B Matrice de rechange
Réf. de cde 6.30203
CMatrice
Réf. de cde 6.30204
Equipée de la matrice 6.30204, la machine
permettra également la découpe de tôles
ondulées (jusqu'à 1,25 mm d'épaisseur).
15
Page 16
F
FRANÇAIS
Voir programme complet des accessoires sur
www.metabo.com ou dans le catalogue principal.
11 Réparations
Les travaux de réparation sur les outils électriques
ne peuvent être effectués que par un spécialiste !
Les outils Metabo qui sont à réparer peuvent être
expédiés à l'une des adresses indiquées sur la liste
des pièces de rechange.
Prière de joindre à l'outil expédié une description
du défaut constaté.
12 Protection de
l'environnement
Les emballages Metabo sont recyclables à 100 %.
Les outils et accessoires électriques qui ne sont
plus utilisés contiennent de grandes quantités de
matières premières et de matières plastiques de
grande qualité pouvant être également recyclées.
Ce mode d'emploi est imprimé sur du papier
blanchi sans chlore.
Pour les pays européens uniquement : Ne
pas jeter les appareils électriques dans les
ordures ménagères ! Conformément à la
directive européenne 2002/96/CE relative aux
déchets d'équipements électriques ou électroniques (DEEE), et à sa transposition dans la législation nationale, les appareils électriques doivent
être collectés à part et être soumis à un recyclage
respectueux de l’environnement.
Valeurs totales de vibration (somme vectorielle
triaxiale) déterminées conformément à la
EN 60745 :
a
= Accélération type évaluée au
h
niveau du bras et de la main
(Découpe de tôle)
K = Incertitude (oscillation)
Le niveau d'oscillation indiqué dans les présentes
instructions est mesuré selon un procédé conforme
à la norme EN 60745 et peut servir à comparer les
différents outils électriques. Il est également
approprié pour réaliser une estimation provisoire
de l'amplitude d'oscillation.
Le niveau d'oscillation indiqué correspond aux
applications principales de l'outil électrique. Par
ailleurs, le niveau d'oscillation peut dévier si l'outil
électrique est utilisé dans d'autres applications,
avec des outils de travail différents ou avec une
maintenance insuffisante. Cela peut entraîner une
augmentation sensible de l'amplitude d'oscillation
sur la durée totale de travail.
Pour estimer de manière exacte l'amplitude
d'oscillation, il faut également tenir compte des
temps d'arrêt ou de marche à vide de l'outil.
Cela peut entraîner une réduction sensible de
l'amplitude d'oscillation sur la durée totale de
travail.
Définir les mesures de sécurité supplémentaires
relatives à la protection de l'utilisateur contre les
effets des oscillations, telles que : maintenance de
l'outil électrique et outils de travail, maintien des
mains au chaud, organisation du travail.
Niveaux sonores types évalués
L
pA
L
WA
K
pA
= Niveau de pression acoustique
= Niveau de puissance sonore
, KWA= Incertitude (niveaux sonores)
13 Caractéristiques
techniques
Commentaires sur les indications de la page 2.
Sous réserve de modifications allant dans le sens
du progrès technique.
M=Couple
= Epaisseur de tôle maximale
B
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = Poids sans cordon d'alimentation
16
(tôle d'acier)
= Epaisseur de tôle maximale
(aluminium)
= Puissance absorbée
= Puissance débitée
= Vitesse en marche à vide
= Vitesse en charge nominale
= Rayon de découpage minimum
Pendant le fonctionnement, il se peut que le niveau
sonore dépasse les 85 db(A).
Porter un casque antibruit !
Valeurs de mesure calculées selon EN 60745.
Les caractéristiques indiquées sont soumises
à tolérance (selon les normes en vigueur
correspondantes).
Page 17
NEDERLANDS
NL
Gebruiksaanwijzing
Geachte klant,
Hartelijk dank voor het vertrouwen dat u ons heeft geschonken bij de aankoop van uw nieuw elektrisch
gereedschap van Metabo. Elektrisch gereedschap van Metabo wordt zorgvuldig getest en moet beantwoorden aan de strenge kwaliteitsnormen en controles van Metabo. De levensduur van elektrisch gereedschap hangt echter in hoge mate van u af. Wij verzoeken u aandacht te schenken aan de informatie in
deze gebruiksaanwijzing en de bijgevoegde documenten. Hoe zorgvuldiger u het elektrisch gereedschap
van Metabo behandelt, des te langer zal het betrouwbaar blijven functioneren.
Voor schade door oneigenlijk gebruik is alleen de
Inhoud
1 Conformiteitsverklaring
2 Gebruik volgens de voorschriften
3 Algemene veiligheidsvoorschriften
4 Speciale veiligheidsvoorschriften
5Overzicht
6 Bijzondere productkenmerken
7 Inbedrijfstelling
8Gebruik
8.1 Snijrichting
8.2 Invaldiepte van de stempel
8.3 In-/uitschakelen
8.4 Snijproces
8.5 Snedes volgens een op het werkstuk
opgespannen sjabloon
9 Onderhoud
9.1 Bijscherpen en wisselen van de stempel
9.2 Wisselen van de matrijs
9.3 Uitschakelkoolborstels
10 Toebehoren
11 Reparatie
12 Milieubescherming
13 Technische gegevens
1 Conformiteitsverklaring
Wij verklaren op eigen en uitsluitende verantwoording, dat dit product voldoet aan de op pagina 2
genoemde normen en richtlijnen.
2 Gebruik volgens de
voorschriften
De machine is bestemd voor het braamvrij en
zonder verdraaiing scheiden, inkepen en uitsnijden
van willekeurige vormen in metalen platen, en voor
het snijden van kunststof stansmateriaal (van overeenkomstige dikte).
gebruiker aansprakelijk.
De algemeen erkende veiligheidsvoorschriften en
de bijgevoegde veiligheidsinstructies dienen te
worden nageleefd.
3 Algemene
veiligheidsvoorschriften
WAARSCHUWING
vermindering van het risico van letsel
de handleiding.
WAARSCHUWING Lees alle veiligheidsvoorschriften en aanwijzingen. Worden de
veiligheidsvoorschriften en aanwijzingen niet in
acht genomen, dan kan dit een elektrische schok,
brand en/of ernstig letsel tot gevolg hebben.
Bewaar alle veiligheidsvoorschriften en
aanwijzingen goed met het oog op toekomstig
gebruik.
Lees vóór het in gebruik nemen de bij de machine
behorende veiligheidsinstructies en de gebruiksaanwijzing aandachtig en volledig door. Bewaar
zorgvuldig alle documenten die bij de machine
horen en geef de machine alleen samen met deze
documenten door.
– Lees ter
4 Speciale
veiligheidsvoorschriften
Let voor uw veiligheid en die van de
machine op de met dit symbool
aangegeven passages!
Stekker uit het stopcontact trekken, voordat enige
instelling of onderhoudswerkzaamheden uitgevoerd worden.
Voorkom dat de machine onbedoeld wordt gestart:
schakel de machine altijd uit wanneer de stekker uit
het stopcontact wordt getrokken of wanneer er een
stroomonderbreking optreedt.
Draag oordoppen. Lawaai kan leiden tot gehoorverlies.
17
Page 18

NL
Draag altijd een veiligheidsbril, werkhandschoenen
en stevig schoeisel wanneer u met de machine
werkt!
Het werkstuk beveiligen, bijv. met behulp van
spaninrichtingen.
Kom met uw handen niet binnen het snijbereik.
De machine alleen ingeschakeld met het werkstuk
in contact brengen.
NEDERLANDS
5Overzicht
Zie pagina 3 (uitklappen a.u.b.).
1 Steunbeugel
2 Schakelschuiver
3 Schroefdraadpen (fixeren van de
stempelgeleiding)
4 Uitsparing in de tap van de excenteras
(voor het handmatig op en neer bewegen
van de stempel)
5 Behuizing
6 Stempelgeleiding
7Stempel
8Matrijs
9Veer
6Bijzondere
productkenmerken
• Onbegrensde wendbaarheid
• Voor het braamvrij en zonder vervorming snijden
van metalen platen
• Fijn instelbare snijrichting
• Lange levensduur van de gereedschappen en
zeer zuivere snede
• Uitschakelkoolborstels
• Praktische steunbeugel
8Gebruik
Zie pagina 3 (uitklappen a.u.b.).
8.1 Snijrichting
In de normale stand van de matrijs (8) bevindt de
uitstootopening zich aan de voorkant.
Voor zijwaartse snedes (naar links of rechts) kan
de stempelgeleiding (6) (met de matrijs (8)) na het
losdraaien van de schroefdraadpen (3) naar beide
kanten 90° worden gedraaid.
Na het draaien van de stempelgeleiding (en
matrijs) de schroefdraadpen (3) zo indraaien dat
deze met de punt in de daarvoor bestemde
uitsparing in het bovenste (cilindrische) deel
van de stempelgeleiding (6) grijpt.
8.2 Invaldiepte van de stempel
Door aan de tap van de excenteras te draaien
(schroevendraaier in de uitsparing (4) van de tap
steken) kan men de stempel (7) op en neer
bewegen.
Correcte invaldiepte:
In de laagste stand moet de stempel (7) zo ver
mogelijk in de matrijs (8) invallen.
In de hoogste stand mag hij niet boven het
onderste uiteinde van de stempelgeleiding (6)
uitsteken.
Invaldiepte indien nodig instellen:
- De schroefdraadpen (3) aan de achterkant van
de behuizing (5) Iosdraaien.
- Aan de stempelgeleiding (6) draaien (alleen hele
omwentelingen). Wanneer de invaldiepte te
gering is: tegen de klok indraaien. Toelichting:
Door aan de stempelgeleiding (6) te draaien
wordt de stempel (7) meer of minder diep in de
drijfstangbout geschroefd, die zich binnen in de
behuizing (5) bevindt.
- De schroefdraadpen (3) weer zo indraaien dat
de punt ervan in de uitsparing van de stempelgeleiding (6) grijpt.
7 Inbedrijfstelling
Controleer, voordat de machine in gebruik
wordt genomen, of de op het typeplaatje
aangegeven spanning overeenkomt met de
netspanning.
18
8.3 In-/uitschakelen
Inschakelen:
S
chakelschuiver (2) naar voren schuiven tot hij
inklikt. Achter de schakelschuiver verschijnt dan
het teken „
Uitschakelen:
Het achterste uiteinde van de schakelschuiver (2),
dat in de inschakelstand omhoog staat, naar
beneden drukken (schakelstand „
de stekker uit het stopcontact wordt getrokken of
wanneer er een stroomonderbreking optreedt.
I
“.
0
“).
Voorkom dat de machine onbedoeld wordt
gestart: schakel de machine altijd uit wanneer
Page 19
NEDERLANDS
NL
8.4 Snijproces
De machine alleen ingeschakeld met het
werkstuk in contact brengen.
Het snijspoor moet bij het bewerken van
plaatstaal met olie en bij het snijden van
aluminiumplaat met petroleum bestreken worden.
De stempel (7) laat bij het snijden in het materiaal
een snijspoor van ca. 8 mm breedte achter. De
machine kan met haar snijkop bij het werken ter
plekke met 360° in het materiaal gedraaid worden.
Daardoor is het mogelijk buitencontouren hoekig
(met radius 0 mm) te snijden. Bij binnenuitsnijdingen bedraagt de kleinste radius 4 mm.
8.5 Snedes volgens een op het werkstuk
opgespannen sjabloon
De sjabloon dient zo dik te zijn dat de totale dikte
van werkstuk + sjabloon 4-5,5 mm bedraagt.
De sjabloon moet op een afstand van 2,5 mm van
de uit te snijden contour opgespannen worden.
De machine zo leiden dat de stempelgeleiding (6)
met de kraag steeds tegen de sjabloon ligt.
9.2 Wisselen van de matrijs
Wanneer de matrijs (8) stomp is geworden, dient
deze verwisseld te worden.
De veer (9) enigszins uitbuigen en wegnemen.
De cilinderstift, waarmee de matrijs (8) bevestigd
is, demonteren en de matrijs (8) er af trekken.
Matrijs als reserve zie hoofdstuk 10 (Accessoires).
De nieuwe matrijs met de meegeleverde nieuwe
cilinderstift bevestigen. De veer (9) weer terugplaatsen en zo draaien dat deze de cilinderstift afdekt.
9.3 Uitschakelkoolborstels
Bij volledig versleten koolborstels stopt de machine
automatisch. Daardoor wordt beschadiging van de
motor voorkomen.
De koolborstels in de fabriek of een vergelijkbaar
ingerichte gespecialiseerde werkplaats laten
verwisselen. Zie hoofdstuk 11 (Reparatie).
10 Accessoires
9 Onderhoud
Stekker uit het stopcontact trekken, voordat
enige instelling of onderhoudswerkzaam-
heden uitgevoerd worden.
9.1 Bijscherpen en wisselen van de
stempel
Voor de uitbouw van de stempel (7) de schroefdraadpen (3) Iosdraaien, de stempelgeleiding (6)
uit de behuizing (5) trekken en de stempel (7) uit de
drijfstangbout draaien.
Voor het bijscherpen de stempel (7) aan de kopse
kant vlakslijpen (slijpvlak goed koelen!). De snijkant
licht met een oliesteen wetten.
Stempel als reserve zie hoofdstuk 10
(Accessoires).
De stempel (7) in de drijfstangbout schroeven
(zodat de drijfstangbout nog gemakkelijk in de
drijfstang kan worden bewogen). De stempelgeleiding (6) via de stempel (7) in de behuizing (5)
schuiven.
De invaldiepte van de stempel (7) controleren (zie
hoofdstuk 8.2). en zo nodig de invaldiepte instellen
(zie hoofdstuk 8.2).
Borgen met de schroefdraadpen (3)
Gebruik uitsluitend originele Metabo toebehoren.
Als u toebehoren wilt aanschaffen, doet u dat dan
bij uw leverancier.
Geef het type van uw machine door aan uw
leverancier om de juiste accessoires te krijgen.
A Stempel als reserve
Bestelnr. 6.30202
B Matrijs als reserve
Bestelnr. 6.30203
CMatrijs
Bestelnr. 6.30204
Met de matrijs 6.30204 is de machine
ook voor het snijden van gegolfd plaatstaal
(tot 1,25 mm dikte) geschikt.
Compleet toebehorenprogramma zie
www.metabo.com of hoofdcatalogus.
11 Reparatie
Reparaties aan elektrische gereedschappen
mogen uitsluitend door een erkende vakman
worden uitgevoerd!
Defecte Metabo gereedschappen kunnen naar de
op de onderdelenlijst vermelde adressen worden
gestuurd.
Geef bij inzending voor reparatie een omschrijving
van het vastgestelde defect.
19
Page 20
NL
NEDERLANDS
12 Milieubescherming
Metabo verpakkingen zijn 100% recycleerbaar.
Afgedankte elektronische machines en acces-
soires bevatten grote hoeveelheden waardevolle
grond- en kunststoffen die eveneens gerecycleerd
kunnen worden.
Deze gebruiksaanwijzing is op chloorvrij, gebleekt
papier gedrukt.
Alleen voor EU-landen: Geef uw elektrogereedschap nooit met het huisvuil mee!
Volgens de Europese richtlijn 2002/96/EG
inzake gebruikte elektrische en elektronische
apparaten en de vertaling hiervan in de nationale
wetgeving dienen oude elektroapparaten
gescheiden te worden ingezameld en op milieuvriendelijke wijze te worden afgevoerd.
13 Technische gegevens
afwijken. Hierdoor kan de trillingsbelasting voor de
hele werkruimte aanmerkelijk worden verhoogd.
Voor een precieze beoordeling van de trillingsbelasting dienen ook de tijden in aanmerking te worden
genomen waarin het apparaat uitgeschakeld is of
weliswaar loopt, maar niet in gebruik is. Hierdoor
kan de trillingsbelasting voor de hele werkruimte
aanmerkelijk worden verlaagd.
Stel extra veiligheidsmaatregelen vast voor de
beveiliging van de gebruiker tegen het effect van
trillingen, zoals bijvoorbeeld: onderhoud van
elektrisch en inzetgereedschap, het warmhouden
van de handen en de organisatie van arbeidsprocessen.
Karakteristiek A-gekwalificeerd geluidsniveau:
L
pA
L
WA
K
pA
= geluidsdrukniveau
= geluidsvermogensniveau
, KWA= onzekerheid (geluidsniveau)
Tijdens het werken kan het geluidsniveau de
85 dB(A) overschrijden.
Draag oorbeschermers!
Toelichting bij de gegevens van pagina 2.
Wijzigingen en technische verbeteringen
voorbehouden.
M = draaimoment
B
= maximaal te snijden plaatdikte
St
(plaatstaal)
B
= maximaal te snijden plaatdikte
Al
(aluminium)
P
= nominaal vermogen
1
P
= afgegeven vermogen
2
h
= aantal slagen bij nullast
0
h
= aantal slagen bij nominale belasting
1
r
= kleinste boogstraal
min
m = gewicht zonder netsnoer
Totale trillingswaarde (vectorsom van drie
richtingen) bepaald volgens EN 60745:
= karakteristiek gekwalificeerde
a
h
versnelling in hand-arm-bereik
(Metalen plaat snijden)
K = onzekerheid (trilling)
Het trillingsniveau dat in deze aanwijzingen wordt
aangegeven is gemeten in overeenstemming met
een volgens EN 60745 genormeerde meetmethode en kan worden gebruikt om elektrische
gereedschappen met elkaar te vergelijken. Het is
ook geschikt voor een voorlopige inschatting van
de trillingsbelasting.
Het aangegeven trillingsniveau geldt voor de
belangrijkste toepassingen van het elektrisch
gereedschap. Wanneer het elektrisch gereedschap echter voor andere toepassingen wordt
gebruikt, met afwijkend inzetgereedschap of
onvoldoende onderhoud, kan het trillingsniveau
Meetgegevens volgens de norm EN 60745.
De vermelde technische gegevens zijn
tolerantiewaarden (overeenkomstig de
toepasselijke norm).
20
Page 21

ITALIANO
IT
Istruzioni d'uso
Gentile Cliente,
innanzitutto desideriamo esprimere la nostra gratitudine per aver scelto ed acquistato uno degli elettroutensili Metabo. Ogni elettroutensile Metabo viene accuratamente collaudato in conformità ai più severi
requisiti del programma di assicurazione della qualità nell'ambito di Metabo stessa. Si deve, comunque,
tenere presente che la durata dell'elettroutensile dipende largamente dal comportamento dell'utilizzatore.
Pertanto, raccomandiamo di prestare molta attenzione a quanto contenuto nel presente manuale, nonché
nei documenti ad esso allegati. Maggiore sarà l'accortezza con cui utilizzerà il Suo elettroutensile Metabo,
più questo sarà duraturo e affidabile.
Dei danni derivanti da un uso improprio dell'elet-
Indice
1 Dichiarazione di conformità
2 Utilizzo conforme alle disposizioni
3 Avvertenze generali di sicurezza
4 Avvertenze specifiche di sicurezza
5 Panoramica generale
6 Caratteristiche specifiche del prodotto
7 Messa in funzione
8 Utilizzo
8.1 Direzione di taglio
8.2 Profondità del punzone
8.3 Attivazione/disattivazione
8.4 Procedimento di taglio
8.5 Tagli eseguiti secondo una dima fissa-
ta sul pezzo in lavorazione
9 Manutenzione
9.1 Affilatura e sostituzione del punzone
9.2 Sostituzione della matrice
9.3 Spazzole di arresto
10 Accessori
11 Riparazione
12 Tutela dell'ambiente
13 Dati tecnici
troutensile è responsabile esclusivamente l'operatore.
È obbligatorio rispettare le prescrizioni generali per
prevenire eventuali infortuni, nonché le avvertenze
di sicurezza allegate.
3 Avvertenze generali di
sicurezza
ATTENZIONE
di lesioni leggere le istruzioni per l'uso.
ATTENZIONE - Leggere tutte le
avvertenze sulla sicurezza e le relative
istruzioni.
delle avvertenze di sicurezza e delle istruzioni
potranno causare scosse elettriche, incendi
e/o lesioni gravi.
Conservare tutte le avvertenze di sicurezza e le
istruzioni per un uso futuro.
Prima di utilizzare l'utensile elettrico, leggere
attentamente e per intero le avvertenze sulla
sicurezza e le istruzioni per l'uso fornite in
dotazione. Conservare tutta la documentazione
allegata e, nel caso di cessione dell'utensile
elettrico a terzi, consegnare la documentazione
assieme ad esso.
Eventuali omissioni nell’adempimento
– Al fine di ridurre il rischio
1 Dichiarazione di conformità
Dichiariamo sotto la nostra completa responsabilità che questo prodotto è conforme alle norme e
direttive riportate a pagina 2.
2 Utilizzo conforme alle
disposizioni
La macchina è ideata per tranciare, intagliare e
ritagliare, senza bave e svergolamenti, forme a
discrezione in lamiere, nonché per tagliare materie
plastiche che possono essere sottoposte a punzonatura (di spessore corrispondente).
4 Avvertenze specifiche di
sicurezza
Per proteggere la propria persona e per
una migliore cura dell'elettroutensile
stesso, attenersi alle parti di testo
contrassegnate con questo simbolo!
Prima di eseguire qualsiasi lavoro di regolazione
o manutenzione estrarre la spina elettrica dalla
presa.
Evitare l'avviamento accidentale: disinserire
sempre la macchina, se la spina viene staccata
dalla presa, o se c'è stata un'interruzione di
corrente.
21
Page 22

IT
Indossare protezioni acustiche. Il rumore può
provocare la perdita dell'udito.
Quando si lavora con la macchina, indossare
sempre occhiali protettivi, guanti da lavoro e calzature antinfortunistiche rigide!
Fissare il pezzo in lavorazione, ad esempio con
l'ausilio degli appositi dispositivi di bloccaggio.
Non introdurre le mani all'interno della zona di
taglio.
Accostare la macchina al pezzo in lavorazione solo
quando è in funzione.
ITALIANO
5 Panoramica generale
Vedere pagina 3 (si prega di aprire).
1 Staffa di appoggio
2 Selettore
3 Perno filettato (fissaggio della guida del
punzone)
4 Intaglio nel perno dell'albero a eccentrici
(per lo spostamento manuale avanti ed
indietro del punzone)
5Corpo
6 Guida del punzone
7 Punzone
8Matrice
9 Molla
6 Caratteristiche specifiche
del prodotto
• Capacità di tagli curvi illimitata
• Per tagliare senza bave e svergolamenti le
lamiere
• Direzioni di taglio con regolazione fine
• Lunga durata degli utensili ed elevata qualità
di taglio
• Spazzole di arresto
• Pratica staffa di appoggio
7 Messa in funzione
Prima della messa in funzione verificare
che la tensione di alimentazione elettrica
disponibile corrisponda ai dati elettrici riportati
sulla targhetta del modello.
8 Utilizzo
Vedere pagina 3 (si prega di aprire).
8.1 Direzione di taglio
Nella posizione normale della matrice (8) l'apertura
di estrazione si trova davanti.
Per tagli lungo il lato (verso sinistra o verso destra)
la guida del punzone (6) (con la matrice (8)) può
essere ruotata di 90° verso entrambi i lati dopo
aver allentato il perno filettato (3).
Dopo la rotazione della guida punzone (e della
matrice) avvitare il perno filettato (3) in modo tale
che la sua punta arrivi nella svasatura corrispondente nella parte superiore (cilindrica) della guida
punzone (6).
8.2 Profondità del punzone
Avvitando il perno dell'albero a eccentrici
(introdurre un cacciavite nell'intaglio (4) del perno)
è possibile spostare il punzone (7) verso l'alto
e verso il basso.
Profondità corretta:
nella sua posizione inferiore il punzone (7) deve
"affondare" nella matrice (8) quanto più possibile.
Nella posizione superiore il punzone non deve
sporgere oltre l'estremità inferiore della guida
punzone (6).
Eventuale regolazione della profondità:
- Allentare il perno filettato (3) nella parte
posteriore del corpo (5).
- Ruotare la guida punzone (6) (solo giri completi).
Se la profondità non è sufficiente, la rotazione
dovrà essere eseguita in senso antiorario.
Spiegazione: ruotando la guida punzone (6) il
punzone (7) viene avvitato più o meno in profondità nel perno della biella presente all'interno del
corpo (5).
- Serrare nuovamente il perno filettato (3) in modo
che la sua punta giunga nella svasatura della
guida punzone (6).
8.3 Attivazione/disattivazione
Attivazione:
Far scorrere il selettore (2) in avanti, finché non si
innesta in posizione. Sarà a questo punto visibile
dietro il selettore il simbolo "
Disattivazione:
Premere verso il basso la parte posteriore del
selettore (2) che, in posizione di attivazione,
rimane esposta verso l'alto (posizione di
commutazione "
0
").
I
".
22
Page 23

ITALIANO
IT
Evitare l'avviamento accidentale: disinserire
sempre la macchina quando la spina viene
staccata dalla presa oppure se si è verificata
un'interruzione di corrente.
8.4 Procedimento di taglio
Accostare la macchina al pezzo in lavora-
zione solo quando è in funzione.
Durante la lavorazione di lamiere d'acciaio la
traccia per il taglio dev'essere lubrificata con
olio ed in occasione del taglio di lamiere d'alluminio con del petrolio.
Durante l'operazione di taglio, il punzone (7) lascia
dietro di sé, nel materiale, una traccia del taglio
della larghezza di circa 8 mm. Durante la lavorazione la macchina, con la sua testa di taglio, può
essere ruotata sul posto di 360° all'interno del
materiale. In tal modo è possibile tagliare profili
esterni angolari (con raggio pari a 0 mm). Nel caso
di intagli interni, il raggio minimo è pari a 4 mm.
8.5 Tagli eseguiti secondo una dima fissata
sul pezzo in lavorazione
La dima deve avere uno spessore tale che la quota
complessiva del pezzo in lavorazione + dima sia
pari a 4-5,5 mm.
La dima deve essere fissata ad una distanza
di 2,5 mm dal profilo da ritagliare.
Condurre la macchina in modo tale che la guida
punzone (6) appoggi sempre con il suo collare
sulla dima.
Controllare la profondità del punzone (7) (vedere
capitolo 8.2). e, se necessario, regolare la profondità (vedere capitolo 8.2).
Bloccare con il perno filettato (3)
9.2 Sostituzione della matrice
Quando ormai la matrice (8) non è più affilata,
dev'essere sostituita.
Allargare leggermente la molla (9) e rimuoverla.
Smontare il perno cilindrico con il quale è fissata la
matrice (8) e quindi estrarre la matrice stessa (8).
Matrice di ricambio, vedere capitolo 10 (Accessori).
Fissare la nuova matrice con il perno cilindrico
fornito in dotazione. Introdurre nuovamente la
molla (9) e ruotarla in modo che vada a coprire il
perno cilindrico.
9.3 Spazzole di arresto
Qualora le spazzole di carbone siano completamente consumate, la macchina si arresterà automaticamente. In questo modo si evitano potenziali
danneggiamenti del motore.
Fare sostituire le spazzole di carbone dal costruttore o da un'officina specializzata specificamente
attrezzata allo scopo. Vedere capitolo 11
(Riparazioni).
10 Accessori
9 Manutenzione
Prima di eseguire qualsiasi lavoro di
regolazione o manutenzione estrarre
la spina elettrica dalla presa.
9.1 Affilatura e sostituzione del punzone
Per smontare il punzone (7), svitare il perno
filettato (3), estrarre la guida punzone (6) dal corpo
(5) e svitare il punzone (7) dal perno della biella.
Per riaffilare il punzone (7) molare la parte frontale
(raffreddare bene il punto in cui viene eseguita la
molatura!). Eliminare il bordo di taglio agendo
lievemente con una pietra per affilare a olio.
Punzone di ricambio, vedere capitolo 10
(Accessori).
Avvitare il punzone (7) nel perno della biella (in
modo tale che il perno stesso possa ancora
muoversi leggermente nella biella). Introdurre
la guida punzone (6) sopra il punzone (7) nel
corpo (5).
Utilizzare esclusivamente gli accessori originali
Metabo.
In caso di necessità, rivolgersi al rivenditore per
l'acquisto di accessori.
Per la selezione corretta degli accessori, è essenziale indicare al rivenditore il modello esatto
dell'elettroutensile.
A Punzone di ricambio
Cod. d'ordinaz. 6.30202
B Matrice di ricambio
Cod. d'ordinaz. 6.30203
CMatrice
Cod. d'ordinaz. 6.30204
Con la matrice 6.30204 la macchina è
equipaggiata anche per il taglio di lamiere
ondulate (fino ad uno spessore di 1,25 mm).
Il programma completo degli accessori si trova su
www.metabo.com oppure nel catalogo principale.
23
Page 24

IT
ITALIANO
11 Riparazione
Le eventuali riparazioni degli elettroutensili devono
essere eseguite esclusivamente da tecnici / elettricisti specializzati!
Gli elettroutensili Metabo da riparare possono
essere inviati agli indirizzi riportati nell'elenco
ricambi.
Nello spedire un prodotto Metabo a scopo di riparazione, descrivere il guasto accertato.
12 Tutela dell'ambiente
Gli imballaggi usati dalla Metabo sono riciclabili
al 100%.
Gli elettroutensili inutilizzabili e i relativi accessori
comprendono una grande quantità di materie
plastiche e materie prime riciclabili.
Le presenti istruzioni per l'uso sono stampate su
carta sbiancata senza cloro.
Solo per i Paesi UE: non smaltire gli elettroutensili con i rifiuti domestici! Secondo la
Direttiva europea 2002/96/CE sugli utensili
elettrici ed elettronici usati e l'applicazione nel
diritto nazionale, gli elettroutensili usati devono
essere smaltiti separatamente e sottoposti ad un
sistema di riciclaggio ecologico.
Il livello di vibrazioni indicato nelle presenti istruzioni è stato rilevato seguendo una procedura di
misurazione conforme alla norma EN 60745 e può
essere utilizzato per mettere a confronto gli utensili
elettrici. Lo stesso è idoneo anche per una
valutazione temporanea della sollecitazione da
vibrazioni.
Il livello di vibrazioni indicato rappresenta gli
impieghi principali dell'utensile elettrico. Qualora
l'utensile elettrico venisse utilizzato per altri
impieghi, con accessori differenti oppure con
manutenzione insufficiente, il livello di vibrazioni
può differire. Questo può aumentare sensibilmente
la sollecitazione da vibrazioni per l'intero periodo
di tempo operativo.
Per una valutazione precisa della sollecitazione da
vibrazioni bisognerebbe considerare anche i tempi
in cui l'apparecchio è spento oppure è acceso
senza però essere utilizzato. Questo può ridurre
sensibilmente la sollecitazione da vibrazioni per
l'intero periodo di tempo operativo.
Adottare misure di sicurezza supplementari per
proteggere l'utilizzatore dall'effetto delle vibrazioni, come ad esempio: manutenzione dell'utensile
elettrico e degli accessori, mani calde,
organizzazione
dello svolgimento del lavoro.
Livello sonoro classe A tipico:
L
pA
L
WA
K
pA
= Livello di pressione acustica
= Livello di potenza acustica
, KWA= Incertezza (livello sonoro)
13 Dati tecnici
Spiegazioni relative ai dati riportati a pagina 2.
Ci riserviamo il diritto di apportare modifiche per il
miglioramento tecnologico.
M = Coppia di serraggio
B
= Massimo spessore di lamiera
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = Peso senza cavo di alimentazione
Valore complessivo delle vibrazioni (somma
vettoriale delle tre direzioni) calcolato secondo la
norma EN 60745:
a
h
K = Incertezza (vibrazioni)
(acciaio) da tagliare
= Massimo spessore di lamiera
(alluminio) da tagliare
= Assorbimento nominale di potenza
= Potenza erogata
= Numero di corse in caso di funziona-
mento a vuoto
= Numero di corse con carico nominale
= Raggio minimo di curva
= Accelerazione tipica valutata
nell'area mano-braccio
(taglio di lamiera)
Durante il lavoro è possibile che venga superato il
livello di rumorosità di 85 dB(A).
Indossare protezioni acustiche.
Valori di misura rilevati secondo EN 60745.
I suddetti dati tecnici sono soggetti a tolleranze
(in funzione dei rispettivi standard validi).
24
Page 25

ESPAÑOL
ES
Instrucciones de manejo
Estimado cliente,
le agradecemos la confianza depositada en nosotros al comprar una herramienta eléctrica Metabo. Cada
herramienta Metabo ha sido probada cuidadosamente y ha superado los estrictos controles de calidad
de Metabo. Sin embargo, la vida útil de una herramienta eléctrica depende en gran medida de usted. Le
rogamos que tenga en cuenta la información contenida en estas instrucciones y en los documentos
adjuntos. Una mejor conservación de su herramienta eléctrica de Metabo, repercute en un servicio eficaz
durante más tiempo.
Es responsabilidad exclusiva del usuario cualquier
Contenido
1 Declaración de conformidad
2 Aplicación de acuerdo a la finalidad
3 Instrucciones generales de seguridad
4 Instrucciones especiales de seguridad
5 Descripción general
6 Características especiales del producto
7 Puesta en marcha
8Manejo
8.1 Sentido de corte
8.2 Profundidad de inserción del punzón
8.3 Conexión y desconexión
8.4 Proceso de corte
8.5 Cómo realizar cortes siguiendo una
plantilla sujetada sobre la pieza de
trabajo
9 Mantenimiento
9.1 Reafilado y cambio del punzón
9.2 Cambio de la matriz
9.3 Escobillas autodesconectables
10 Accesorios
11 Reparación
12 Protección ecológica
13 Especificaciones técnicas
daño causado por el uso incorrecto de las mismas.
Deben observarse las normas para prevención de
accidentes aceptadas generalmente y la información sobre seguridad incluida.
3 Instrucciones generales de
seguridad
AVISO
lea el manual de instrucciones.
AVISO Lea íntegramente las indicaciones
e instrucciones de seguridad. La no
observancia de las instrucciones de seguridad
siguientes puede dar lugar a descargas eléctricas,
incendios y/o lesiones graves.
Guarde estas instrucciones en un lugar seguro.
Antes de utilizar la herramienta eléctrica, lea
detenidamente las instrucciones de seguridad y las
instrucciones de manejo que se incluyen. Guarde
todos los documentos para referencia en el futuro,
y solamente entregue su herramienta junto con
estos documentos.
: para reducir el riesgo de lesiones,
4 Instrucciones especiales
de seguridad
1 Declaración de
conformidad
Declaramos, bajo nuestra exclusiva responsabilidad, que este producto cumple con las normas y
las directrices mencionadas en la página 2.
2 Aplicación de acuerdo a la
finalidad
Esta herramienta está diseñada para tronzar, entallar y recortar todo tipo de formas sin rebabas ni
torsiones a partir de chapas, así como para cortar
plásticos (según el grosor).
¡Para su propia protección y la de su
herramienta eléctrica, observe las
partes marcadas con este símbolo
Desenchufe el equipo antes de llevar a cabo
cualquier ajuste o mantenimiento.
Evite que la máquina se ponga en funcionamiento
por error: desconéctela siempre cuando saque el
enchufe de la toma de corriente o cuando se haya
producido un corte de corriente.
Utilice cascos protectores para los oídos. El efecto
del ruido puede provocar pérdida auditiva.
Lleve siempre puestas gafas protectoras, guantes
de trabajo y calzado firme cuando trabaje con la
herramienta.
25
Page 26

ES
ESPAÑOL
Asegure la pieza de trabajo, p. ej., con ayuda de
dispositivos de sujeción.
No introduzca las manos en la zona de corte.
No trabaje nunca la pieza de trabajo con la herra-
mienta desconectada.
SÍMBOLOS DE LA HERRAMIENTA:
...........Diseño clase II
V...............voltios
A...............amperios
Hz.............hercios
W..............vatios
.............Número de carreras en vacío
n
0
min ...........minutos
spm ..........Número de carreras por minuto
~
..............corriente alterna
max. GA ...máximo grosor de material
5 Descripción general
Véase la página 3 (desplegarla).
1 Estribo de apoyo para depositar la
herramienta
2 Relé neumático
3 Tornillo prisionero (fijación de la guía del
punzón)
4 Ranura en la espiga del eje de la excéntrica
(para el retroceso y el avance del punzón)
5 Carcasa
6 Guía del punzón
7 Punzón
8Matriz
9Resorte
6 Características especiales
del producto
• Capacidad ilimitada para realizar curvas
• Para cortar chapas sin rebabas ni torsiones
• Ajuste preciso del sentido de corte
• Larga vida útil de las herramientas y elevada
calidad de corte
• Escobillas autodesconectables
• Práctico estribo de apoyo para depositar la
herramienta
7 Puesta en marcha
Antes de enchufar la herramienta,
compruebe que la tensión y la frecuencia de
red indicadas en la placa de identificación se
corresponden con las características de la red
eléctrica.
8 Manejo
Véase la página 3 (desplegarla).
8.1 Sentido de corte
En la posición normal de la matriz (8), el orificio de
salida de ésta se encuentra en la parte delantera.
Para cortar hacia un lado (hacia la izquierda o
hacia la derecha), la guía del punzón (6) (con la
matriz (8)) puede girarse 90° hacia ambos lados
una vez aflojado el tornillo prisionero (3).
Después de girar la guía del punzón (y la matriz),
gire el tornillo prisionero (3) de manera que encaje
con la punta en la concavidad prevista para ello
en la pieza (cilíndrica) superior de la guía del
punzón (6).
8.2 Profundidad de inserción del punzón
Girando la espiga del eje de la excéntrica
(introducir el destornillador en la ranura (4) de la
espiga) el punzón (7)puede moverse hacia delante
y hacia atrás.
Profundidad de inserción correcta:
En su posición más inferior, gran parte del punzón
debe poder (7)hundirse en la matriz (8).
En la posición más superior, el punzón no debe
sobresalir por el extremo inferior de la guía del
punzón (6).
En caso necesario, ajustar la profundidad de
inserción:
- Aflojar el tornillo prisionero (3) por la parte
trasera de la carcasa (5).
- Girar la guía del punzón (6) (vuelta completa). Si
la profundidad de inserción es demasiado baja,
girar la guía del punzón en el sentido contrario al
de las agujas del reloj. Aclaración: girando la guía
del punzón (6), el punzón se enroscará (7)con
mayor o menor presión en el perno de biela
situado en el interior de la carcasa (5).
- Volver a enroscar el tornillo prisionero (3) de
manera que su punta encaje en la concavidad de
la guía del punzón (6).
8.3 Conexión y desconexión
Conexión:
desplazar el relé neumático (2) hacia delante hasta
que encaje. A continuación, aparece el símbolo "I"
detrás del relé neumático.
Desconexión:
presionar hacia abajo el extremo posterior del relé
neumático que se encuentra en la parte superior
26
Page 27

ESPAÑOL
ES
de la posición de conexión (2)(posición de
conexión "
cuando saque el enchufe de la toma de corriente
o cuando se haya producido un corte de corriente.
8.4 Proceso de corte
querosena al cortar chapa de aluminio.
Al cortar, el punzón (7) deja una marca de corte en
el material de unos 8 mm. La herramienta puede
girarse 360° con su cabezal cortador mientras se
trabaja sobre un punto determinado del material.
De esta manera es posible recortar contornos
exteriores en ángulo (con un radio de 0 mm).
Para recortes interiores, el radio más pequeño
es de 4 mm.
8.5 Cómo realizar cortes siguiendo una
La plantilla tiene que poseer un grosor tal que el
grosor total de la pieza de trabajo + la plantilla sea
de 4-5,5 mm.
La plantilla debe sujetarse a una distancia de
2,5 mm del contorno a recortar.
Desplazar la herramienta de manera que el
reborde de la guía del punzón esté en contacto (6)
con la plantilla.
0
").
Evite que la máquina se ponga en funcionamiento por error: desconéctela siempre
No trabajar nunca la pieza de trabajo con la
herramienta desconectada.
La marca de corte debe cubrirse de aceite al
realizar trabajos en chapa de acero y de
plantilla sujetada sobre la pieza de
trabajo
9 Mantenimiento
Desenchufe el equipo antes de llevar a cabo
cualquier ajuste o mantenimiento.
9.1 Reafilado y cambio del punzón
Para desmontar el punzón (7), aflojar el tornillo
prisionero (3), extraer la guía del punzón (6)de la
carcasa (5) y desenroscar el punzón (7) del perno
de biela.
Para reafilar el punzón (7), lijar el lado frontal para
que quede liso (enfriar bien el punto de lijado).
Repasar el filo cortante con una piedra de aceite.
Punzón (recambio), véase el capítulo 10
(accesorios).
Enroscar el punzón (7)en el perno de biela (de
manera que el perno de biela pueda moverse
fácilmente en la biela). Insertar la guía del punzón
(6) a través del punzón (7) en la carcasa (5).
Controlar la profundidad de inserción del punzón
(7) (véase el capítulo 8.2) y, en caso necesario,
ajustarla profundidad de inserción (véase el
capítulo 8.2).
Asegurar la guía del punzón con el tornillo
prisionero (3)
9.2 Cambio de la matriz
Si la matriz (8) está desgastada debe cambiarla.
Ensanchar un poco (9)el resorte y retirarlo.
Desmontar el pasador cilíndrico con el cual (8) se
ha fijado la matriz y extraer la matriz (8).
Matrices (recambio), véase el capítulo 10 (accesorios).
Fijar la matriz nueva con el pasador cilíndrico
nuevo suministrado. Volver a colocar el resorte (9)
y girarlo de manera que cubra el pasador cilíndrico.
9.3 Escobillas autodesconectables
Si las escobillas están gastadas del todo, la herramienta se desconecta automáticamente. De esta
manera se evita que el motor se dañe.
Encargue el cambio de las escobillas en la planta
del fabricante o en un taller especializado
equipado con las herramientas adecuadas. Véase
el capítulo 11 (reparación).
10 Accesorios
Use solamente accesorios originales Metabo.
Si necesita accesorios, consulte a su proveedor.
Para que el proveedor pueda seleccionar el acce-
sorio correcto, necesita saber la designación
exacta del modelo de su herramienta.
A Punzón (recambio)
N.º de pedido 6.30202
B Matriz (recambio)
N.º de pedido 6.30203
CMatriz
N.º de pedido 6.30204
Con la matriz 6.30204, la herramienta también
resulta adecuada para cortar chapa ondulada
(con un grosor de hasta 1,25 mm).
Programa completo de accesorios disponible en
www.metabo.com o en el catálogo principal.
27
Page 28

ES
ESPAÑOL
11 Reparación
Las reparaciones de herramientas eléctricas
SOLAMENTE deben ser efectuadas por electricistas especializados
Cualquier herramienta Metabo, que requiera reparación, se puede enviar a una de las direcciones
indicadas en la lista de piezas de repuesto.
Sírvase incluir a la herramienta eléctrica enviada
para su reparación una descripción de la anomalía
determinada.
12 Protección ecológica
Los envases Metabo son 100% reciclables.
Las herramientas eléctricas y sus accesorios fuera
de uso contienen grandes cantidades de materia
prima y plásticos que también pueden ser
reciclados.
Estas instrucciones están impresas en papel
blanqueado sin cloro.
Sólo para países de la UE. No tire las herramientas eléctricas en la basura. Según la
Directiva europea 2002/96/CE sobre
residuos de aparatos eléctricos y electrónicos y
aplicable por ley en cada país, las herramientas
eléctricas usadas se deben recoger por separado
y posteriormente llevar a cabo un reciclaje acorde
con el medio ambiente.
El nivel de vibración que se especifica en las
instrucciones se ha medido conforme al protocolo
de medición establecido en la norma EN 60745 y
puede utilizarse para comparar distintas herramientas eléctricas. También es útil para realizar un
análisis provisional de la carga de vibraciones.
El nivel de vibración indicado es específico para
las aplicaciones principales de la herramienta
eléctrica. El nivel de vibración puede, no obstante,
registrar variaciones si la herramienta eléctrica se
emplea para otras aplicaciones, con herramientas
de inserción distintas o si se ha efectuado un
mantenimiento de la herramienta insuficiente.
En estos casos, la carga de vibraciones podría
aumentar considerablemente durante toda la
sesión de trabajo.
A fin de obtener un análisis preciso de la carga de
vibraciones también debe tenerse en cuenta los
períodos en los que la herramienta está desconectada o conectada, pero no realmente en uso. En
este caso, la carga de vibraciones podría reducirse
considerablemente durante un período de tiempo.
Adopte las medidas de seguridad adicionales para
proteger al usuario del efecto de las vibraciones,
como por ejemplo: mantenimiento de herramientas eléctricas y herramientas de inserción,
manos calientes, organización de los procesos de
trabajo.
Niveles acústicos típicos compensados A:
L
pA
L
WA
K
pA
= Nivel de intensidad acústica
= Nivel de potencia acústica
, KWA= Inseguridad (nivel acústico)
13 Especificaciones técnicas
Notas explicativas sobre la información de la
página 2.
Nos reservamos el derecho a efectuar modificaciones conforme al avance técnico.
M = Par de giro
B
= El grosor de chapa máximo que puede
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = Peso sin cable a la red
Valor total de vibraciones (suma de vectores de las
tres direcciones) determinado según EN 60745:
a
h
K = Inseguridad (vibración)
cortarse (chapa de acero)
= El grosor de chapa máximo que puede
cortarse (aluminio)
= Potencia de entrada nominal
= Potencia suministrada
= Número de carreras en vacío
= Número de carreras en carga nominal
= Radio de curvatura más pequeño
= Aceleración compensada
en el sector mano y brazo
(Corte de chapa)
Al trabajar, el nivel de ruido puede superar los
85 dB(A).
¡Utilice auriculares protectores!
Valores de medición establecidos de acuerdo con
EN 60745.
Las especificaciones técnicas aquí indicadas se
entienden dentro de determinadas tolerancias
(conformes a las normas que rigen actualmente).
28
Page 29

PORTUGUÊS
PT
Instruções de serviço
Caro Cliente,
agradecemos-lhe a confiança que deposita em nós ao comprar-nos esta ferramenta eléctrica Metabo.
Cada ferramenta Metabo é cuidadosamente testada e sujeita a controlos de qualidade exaustivos antes
de ser entregue. No entanto a vida útil de um equipamento deste tipo depende em grande parte do uso
e dos cuidados que lhe dão. Cumpra pois todas as indicações incluídas neste manual. Quanto mais
cuidadosamente tratar a sua ferramenta Metabo, maior será a longevidade que poderá esperar dela.
Índice
1 Declaração de conformidade
2 Utilização autorizada
3 Recomendações gerais de segurança
4 Notas de segurança especiais
5Vista geral
6 Características especiais do produto
7 Colocação em operação
8 Utilização
8.1 Sentido de corte
8.2 Profundidade de ataque da punção
8.3 Ligar/desligar
8.4 Processo de corte
8.5 Corte conforme um molde fixo à peça
a ser trabalhada
9 Manutenção
9.1 Reafiar e substituir a punção
9.2 Substituir a matriz
9.3 Escovas de carvão auto-stop
10 Acessórios
11 Reparações
12 Protecção do meio ambiente
13 Dados técnicos
O utilizador é inteiramente responsável por qualquer dano que seja fruto de um uso indevido.
Deve sempre cumprir-se toda a regulamentação
aplicável à prevenção de acidentes, assim como a
informação sobre segurança que aqui se incluí.
3 Recomendações gerais de
segurança
AVISO
para reduzir um risco de ferimentos e
lesões.
AVISO Leia todas as regras de segurança
e instruções.
mento das regras de segurança e das instruções
podem haver choque eléctrico, incêndio e/ou
graves lesões.
Guarde todas as regras de segurança e
instruções para futuras consultas.
Favor ler atentamente e por completo as indicações de segurança e as Instruções de Serviço
incluídas antes de utilizar a ferramenta eléctrica.
Mantenha todos os manuais e folhetos para futura
consulta e, se emprestar ou vender a ferramenta,
faça-a sempre acompanhar dessa documentação.
– Leia as Instruções de Serviço
A um descuido no cumpri-
1 Declaração de
conformidade
Declaramos, sob nossa responsabilidade, que
este produto está de acordo com as normas e
directrizes referidas na página 2.
2 Utilização autorizada
A ferramenta é adequada para corte limpo de
chapas sem deformação do material, para escatelar e recortar formas opcionais em chapas, bem
como para cortes em plásticos (espessura correspondente) para estampagens.
4 Notas de segurança
especiais
Para sua própria protecção, e para
proteger a sua ferramenta, cumpra
muito em especial todas as referências
marcadas com o símbolo!
Antes de iniciar qualquer manutenção ou ajuste,
puxe a ficha da tomada da rede.
Evitar o arranque involuntário: sempre desligue a
máquina aquando a ficha for retirada da tomada ou
no caso de falta de energia eléctrica.
Utilize protecção auditiva. As influências do
barulho podem afectar a audição.
Use óculos de protecção, luvas de trabalho e
sapatos firmes aquando usar a sua ferramenta!
Proteja a peça a ser trabalhada, p.ex. mediante
dispositivos de fixação.
29
Page 30

PT
Jamais chegue com as mãos na área de corte.
Aproxime a ferramenta sempre ligada à peça a ser
trabalhada.
SÍMBOLOS NA FERRAMENTA:
PORTUGUÊS
8 Utilização
Ver página 3 (desdobrar a página).
...........Classe de construção II
V...............volts
A...............ampères
Hz.............hertz
W..............watts
n
.............número de cursos em vazio
0
min ...........minutos
spm .......... número de cursos por minuto
~
..............corrente alternada
max. GA ...espessura máx. do material
5Vista geral
Ver página 3 (desdobrar a página).
1 Estribo para suporte
2 Interruptor corrediço
3 Cavilha roscada (fixação da guia da punção)
4 Fenda no munhão do veio excêntrico
(para deslocamento manual de subida
e descida da punção)
5Caixa
6 Guia da punção
7 Punção
8 Matrizes
9 Mola
6 Características especiais
do produto
• Capacidade ilimitada no acesso a curvas
• Para corte limpo de chapas sem deformação
do material
• Direcção de corte regulável com precisão
• Longa durabilidade das ferramentas e elevada
precisão de corte
• Escovas de carvão auto-stop
• Prático estribo para suporte da ferramenta
7 Colocação em operação
Antes de ligar o cabo de alimentação, veri-
fique se a voltagem e a frequência da rede de
alimentação se adequam aos valores inscritos na
placa técnica da ferramenta.
8.1 Sentido de corte
Estando a matriz (8) na posição normal, a sua
abertura de ejecção encontra-se à frente.
Para os corte laterais (para a esquerda ou direita),
a guia da punção (6) (com a matriz (8)) pode ser
rodada por 90° para ambos os lados, depois de
soltar a cavilha roscada (3).
Depois de rodar a guia da punção (e a matriz), rode
a cavilha roscada (3) de modo a que engate com
sua ponta no rebaixamento previsto da parte
superior (cilíndrica) da guia da punção (6).
8.2 Profundidade de ataque da punção
Rodando no munhão do veio excêntrico (aplicar a
chave de parafusos na fenda (4) do munhão), é
possível deslocar a punção (7) para cima e para
baixo.
Profundidade de ataque correcta:
Na sua posição inferior, a punção (7) deve
mergulhar o quanto possível na matriz (8).
Na posição superior ela não deve sobressair além
da extremidade inferior da guia da punção (6).
Caso necessário, ajustar a profundidade de
ataque:
- Soltar a cavilha roscada (3) do lado posterior da
caixa (5).
- Rodar a guia da punção (6) (voltas completas).
Se a profundidade de ataque for demasiado
curta: Rodar no sentido anti-horário. Nota:
Rodando a guia da punção (6), a punção (7) é
aparafusada mais ou menos para dentro do
perno de biela que se encontra no interior da
caixa (5).
- Aparafusar a cavilha roscada (3) de modo a que
a sua ponta ataca no rebaixamento da guia da
punção (6).
8.3 Ligar/desligar
Ligamento:
Empurrar o interruptor corrediço (2) para frente
até seu engate. Atrás do interruptor aparece o
símbolo „
Desligamento:
Premir para baixo a parte posterior erguida na
posição de ligamento do interruptor corrediço (2)
(posição do interruptor „
retirada da tomada ou no caso de falta de energia
eléctrica.
I
“.
0
“).
Evitar o arranque involuntário: Sempre
desligue a máquina aquando a ficha for
30
Page 31

PORTUGUÊS
PT
8.4 Processo de corte
Aproxime a ferramenta sempre ligada à peça
a ser trabalhada.
A via de corte deve ser revestida com óleo
no caso de chapa de aço e com petróleo, no
caso de chapas de alumínio.
Durante o corte no material, a punção (7) deixa
uma via de corte com uma largura de cerca de
8 mm. Durante a operação, a ferramenta com sua
cabeça de corte, pode ser virada por 360° na sua
posição dentro do material. Com isso possibilita
o corte de cantos em contornos exteriores
(com raio de 0 mm). No corte interior, o menor
raio é de 4 mm.
8.5 Cortes conforme um molde fixo à peça
a ser trabalhada
O molde deve ter a espessura adequada de modo
que a espessura total da peça a ser trabalhada + o
molde apresente 4-5,5 mm.
Fixar o molde a uma distância de 2,5 mm do
contorno a ser recortado.
Guiar a ferramenta de modo a que a guia da
punção (6) sempre encoste com o seu colar no
molde.
9 Manutenção
Antes de iniciar qualquer manutenção ou
ajuste, puxe a ficha da tomada da rede.
9.1 Reafiar e substituir a punção
Para desmontar a punção (7), solte a cavilha
roscada (3), puxe a guia da punção (6) para fora da
caixa (5) e desenrosque a punção (7) do perno de
biela.
Para reafiar a punção (7), afiar no lado de topo
(arrefecer muito bem o local de afiação!). Passar
uma pedra de óleo na aresta de corte.
Punções para substituição, veja capítulo 10
(Acessórios).
Enroscar a punção (7) no perno de biela (de modo
a que o perno ainda possa ser ligeiramente deslocado dentro da biela). Inserir a guia da punção (6)
por cima da punção (7) na caixa (5).
Controlar a profundidade de ataque da punção (7)
(veja capítulo 8.2). e caso necessário, ajustar a
profundidade de ataque (veja capítulo 8.2).
Fixar com a cavilha roscada (3)
9.2 Substituir a matriz
Depois de embotada, a matriz (8) deve ser substituída.
Abrir a mola (9) e retirá-la. Desmontar o cilindro
pelo qual é fixa a matriz (8) e retirar a matriz (8).
Matrizes para substituição, veja capítulo 10
(Acessórios).
Fixar a nova matriz com o novo pino cilíndrico
fornecido juntamente com a matriz. Montar a mola
(9) e rodá-la de modo a que cobre o pino cilíndrico.
9.3 Escovas de carvão auto-stop
Assim que as escovas ficarem completamente
gastas a máquina é automaticamente desligada.
Com isso evita-se uma danificação do motor.
Mandar trocar as escovas de carvão na fábrica da
ferramenta ou junto a uma oficina técnica com
instalações correspondentes. Veja capítulo 11
(Reparações).
10 Acessórios
Use apenas acessórios Metabo genuínos.
Se precisar de acessórios consulte o seu
distribuidor.
Para que o distribuidor possa seleccionar o aces-
sório adequado, tem de saber o modelo exacto da
sua ferramenta.
A Punções para substituição
N.º de encom. 6.30202
B Matrizes para substituição
N.º de encom. 6.30203
CMatrizes
N.º de encom. 6.30204
Com as matrizes 6.30204, a ferramenta
também pode ser utilizada para cortar chapas
onduladas (até uma espessura de 1,25 mm).
Programa completo de acessórios, consultar
www.metabo.com ou o catálogo principal.
11 Reparações
As reparações do equipamento deste tipo
APENAS podem ser efectuadas por pessoal
qualificado!
Qualquer ferramenta eléctrica da Metabo que
necessite de reparação pode ser enviada para um
dos endereços que se incluem na lista de peças
sobressalentes.
Favor descrever o defeito constatado antes de
enviar a peça para reparação.
31
Page 32

PT
PORTUGUÊS
12 Protecção do meio
ambiente
As embalagens da Metabo são 100% recicláveis.
Ferramentas eléctricas sem possibilidade de repa-
ração e acessórios contém uma apreciável quantidade de matéria-prima e plásticos que também
podem ser incluídos em um processo de reciclagem.
Estas instruções foram impressas em papel
reciclado.
Só para países da UE: Não deitar as ferramentas eléctricas no lixo doméstico! De
acordo com a directriz europeia 2002/96/CE
sobre equipamentos eléctricos e electrónicos
usados e na conversão ao direito nacional, as
ferramentas eléctricas usadas devem ser recolhidas em separado e entregues a uma reciclagem
ecologicamente correcta.
13 Dados técnicos
velmente o impacto de vibrações durante todo
o período de operação.
Para uma avaliação exacta do impacto de
vibrações também deverá considerar-se os
tempos em que o aparelho fica desligado ou
aquando ligado, porém não em operação. Isto
pode reduzir nitidamente o impacto de vibrações
durante todo o período de operação.
Determine medidas de segurança adicionais para
proteger o operador diante das acções de
vibrações, como por exemplo: Manutenção da
ferramenta eléctrica e dos acessórios acopláveis,
manter quente as mãos, organização de sequências de operação.
Valores típicos e ponderados pela escala
A para o ruído:
L
pA
L
WA
K
pA
= Nível de pressão sonora
= Nível de energia sonora
, KWA= Insegurança (ruído)
Durante o trabalho o nível de ruído pode passar de
85 dB(A).
Utilizar protecções auriculares.
Há mais notas explicativas na página 2.
Reserva-se o direito de proceder a alterações
devidas ao progresso tecnológico.
M = Binário
B
= Maior espessura de chapa para cortes
St
(chapa de aço)
B
= Maior espessura de chapa para cortes
Al
(chapa de alumínio)
P
= Consumo de potência nominal
1
P
= Potência de saída
2
h
= Número de cursos em vazio
0
h
= Número de cursos com carga nominal
1
r
= Menor raio de curva
min
m = Peso sem cabo de rede
Valor total de vibrações (soma vectorial de três
direcções) averiguado conforme norma EN 60745:
a
= Acelerações típicas avaliadas
h
na área da mão/braço
(cortar chapa)
K = Insegurança (vibração)
O nível de vibrações indicado nestas instruções foi
medido de acordo com um processo de medição
padronizado na norma EN 60745, podendo ser
utilizado para a comparação de ferramentas
eléctricas. O mesmo adequa-se também para uma
avaliação provisória do impacto de vibrações.
O nível de vibrações indicado representa as aplicações principais da ferramenta eléctrica. Porém,
se a ferramenta eléctrica for aplicada para outros
fins, com outros acessórios acopláveis ou com
insuficiente manutenção, o nível de vibração pode
variar. O mesmo pode aumentar considera-
Valores medidos de acordo com a norma
EN 60745.
Os dados técnicos indicados são tolerantes
(de acordo com os padrões válidos individuais).
32
Page 33

SVENSKA
SV
Bruksanvisning
Tack!
för att du har valt ett elverktyg från Metabo. Alla våra elverktyg testas noggrant och uppfyller de högt
ställda kraven i Metabos kvalitetssäkringskontroll. Livslängden på ett elverktyg beror emellertid i stor
utsträckning på hur det används. Följ noga anvisningarna i bruksanvisningen och övrig dokumentation.
Hantera Metabo-elverktyget på rätt sätt, så kan du använda det under lång tid framöver.
Innehåll
1 Överensstämmelsedeklaration
2 Avsedd användning
3 Allmänna säkerhetsanvisningar
4Särskilda säkerhetsanvisningar
5Översikt
6 Särskilda produktegenskaper
7Driftstart
8Användning
8.1 Klippriktning
8.2 Stämpelns insticksdjup
8.3 Start/avstängning
8.4 Klippning
8.5 Klippa efter fastspänd mall på
arbetsstycket
9 Underhåll
9.1 Skärpa och byta stämpel
9.2 Byta matris
9.3 Avstängningskolborstar
10 Tillbehör
11 Reparationer
12 Miljövård
13 Tekniska data
1 Överensstämmelsedeklaration
Vi ansvarar för att den här produkten uppfyller
kraven i de bestämmelser och riktlinjer som anges
på sidan 2.
2 Avsedd användning
Maskinen är avsedd för grad- och vridningsfri
kapning, urklippning och håltagning av godtycklig
form i plåt samt klippning av stanstålig plast
(i motsvarande tjocklek).
Användaren ansvarar för skador som uppstår pga.
ej avsedd användning.
Följ de allmänna föreskrifterna om skadeprevention samt de bifogade säkerhetsanvisningarna.
3 Allmänna
säkerhetsanvisningar
VARNING!
risken mindre för skador.
VARNING! Läs alla säkerhetsanvisningar
och anvisningar. Följer du inte säkerhetsan-
visningar och anvisningar kan det leda till elstötar,
brand och/eller svåra skador.
Spara säkerhetsanvisningar och anvisningar
för framtida bruk.
Läs alla säkerhets- och bruksanvisningar
noga innan du använder elverktyget. Spara all
dokumentation och om elverktyget säljs vidare,
se till att all dokumentation följer med.
– Läs bruksanvisningen, så är
4 Särskilda
säkerhetsanvisningar
Beakta de ställen i texten som markerats med denna symbol för din egen
säkerhet och för att skydda elverktyget!
Dra ut elkontakten ur nätuttaget innan du påbörar
någon form av inställningar eller underhåll.
Förhindra oavsiktlig start: stäng alltid av maskinen
när kontakten dras ur, eller vid strömavbrott.
Använd hörselskydd. Buller kan ge hörselskador.
Använd alltid skyddsglasögon, arbetshandskar
och kraftiga skor när du arbetar med maskinen!
Säkra arbetsstycket, t.ex. med spänntving.
Håll händerna borta från klippdelen.
För inte an maskinen mot arbetsstycket förrän den
är på.
33
Page 34

SV
SVENSKA
5Översikt
Se sid. 3 (fäll ut sidan).
1 Upphängningsbygel
2 Skjutreglage
3 Gängstift (fixerar stämpelstyrningen)
4 Slits i excenteraxeltappen (kan föra stämpeln
manuellt upp- och nedåt)
5 Hölje
6 Stämpelstyrning
7Stämpel
8Matris
9 Fjäder
8.2 Stämpelns insticksdjup
Vrider du på excenteraxeltappen (sätt en skruvmejsel i slitsen (4) på tappen), så kan du röra stämpeln
(7) upp- och nedåt.
Rätt insticksdjup:
I sitt undre läge ska stämpeln (7) sticka in så långt
det går i matrisen (8).
I det övre läget får den inte gå över stämpelstyrningens (6) nedre ände.
Ställa in ev. insticksdjup:
- Lossa gängstiftet (3) på baksidan av höljet (5).
- Vrid stämpelstyrningen (6) (alltid hela varv). Om
insticksdjupet är för litet: vrid moturs. Förklaring:
När du vrider stämpelstyrningen (6), skruvar du in
stämpeln (7) mer eller mindre djupt på vevstaksgängan i höljet (5).
- Dra åt gängstiftet (3) igen, så att spetsen greppar
i försänkningen i stämpelstyrningen (6).
6Särskilda
produktegenskaper
• Obegränsad figurklippning
• Ger grad- och vridningsfri plåtklippning
• Klippriktning med fininställning
• Maskinen har lång livslängd och hög
klippkvalitet
• Avstängningskolborstar
• Praktisk upphängningsbygel
7Driftstart
Kontrollera före driftstart att angiven
spänning och frekvens på märkskylten
överensstämmer med nätspänningen och
nätfrekvensen.
8Användning
Se sid. 3 (fäll ut sidan).
8.1 Klippriktning
I normalläget har matrisen (8) utkastöppningen
framåt.
Vid klippning åt sidan (åt vänster eller höger) går
det att vrida stämpelstyrningen (6) 90° åt båda håll
(med matrisen (8)) om du lossar gängstiftet (3).
När du vridit stämpelstyrningen (och matrisen),
vrid gängstiftet (3) så att spetsen greppar i
försänkningen i övre, cylindriska delen av
stämpelstyrningen (6).
8.3 Start/stopp
Slå PÅ:
För skjutreglaget (2) framåt tills det snäpper fast.
Du kommer då att se "
laget.
Slå AV:
Tryck ned den bakre änden på skjutreglaget (2)
som sticker upp när maskinen är PÅ
(brytarläge "
Förhindra oavsiktlig start: stäng alltid av
maskinen när kontakten dras ur, eller vid
strömavbrott.
8.4 Klippning
För inte an maskinen mot arbetsstycket
förrän den är på.
Du måste stryka olja på klippspåret när
du bearbetar stålplåt och fotogen när du
bearbetar aluminiumplåt.
Stämpeln (7) ger ett 8 mm brett klippspår när den
klipper materialet. Det går att vrida maskinens
klipphuvud 360° i materialet när du jobbar. Det
innebär att du kan klippa kantiga ytterkonturer
(med 0 mm-radie). Vid invändiga urtag är minsta
radien 4 mm.
8.5 Klippa efter fastspänd mall
Mallen ska vara så tjock att totaltjockleken för
arbetsstycke + mall blir 4-5,5 mm.
Mallen måste sitta fastspänd 2,5 mm från den
kontur som du ska klippa ut.
För maskinen, så att änden på stämpelstyrningen
(6) hela tiden ligger an mot mallen.
0
").
på arbetsstycket
I
" som var bakom skjutreg-
34
Page 35

9 Underhåll 10 Tillbehör
SVENSKA
SV
Dra ut elkontakten ur nätuttaget innan du
påbörar någon form av inställningar eller
underhåll.
9.1 Skärpa och byta stämpel
Demontera stämpeln (7) genom att lossa gängstiftet (3), dra ut stämpelstyrningen (6) ur höljet (5)
vrid bort stämpeln (7) från vevstaksgängan.
Skärp stämpeln (7) genom att slipa gavelsidan
jämn (kyl slipstället väl!). Dra av eggen lätt med
oljebryne.
Reservdelsstämpel, se kapitel 10 (tillbehör).
Skruva i stämpeln (7) i vevstaksgängan (så gängan
fortfarande går lätt i vestaken). Skjut stämpelstyrningen (6) över stämpeln (7) och in i höljet (5).
Kontrollera stämpelns (7) insticksdjup
(se kapitel 8.2). och ställ ev. in insticksdjupet
(se kapitel 8.2).
Säkra med gängstiftet (3)
9.2 Byta matris
Om matrisen (8) blivit slö, måste du byta den.
Vidga fjädern (9) något och ta av den. Ta bort
cylinderstiftet som fäster matrisen (8) och dra av
den (8).
Reservdelsmatris, se kapitel 10 (tillbehör).
Fäst den nya matrisen med det nya, medföljande
cylinderstiftet. Sätt på fjädern (9) igen och vrid den,
så att den täcker cylinderstiftet.
9.3 Avstängningskolborstar
Vid helt nerslitna motorkol stannar maskinen
automatiskt. Ser till så att motorn inte blir skadad.
Låt tillverkaren eller godkänt serviceställe byta
kolborstarna. Se kapitlet 11(reparationer).
Använd bara Metabos originaltillbehör.
Kontakta leverantören vid behov av tillbehör.
Det är viktigt att ange exakt typbeteckning på
maskinen vid beställning av tillbehör.
A Reservdelsstämpel
Best.nr 6.30202
B Reservdelsmatris
Best.nr 6.30203
CMatris
Best.nr 6.30204
Med matris 6.30204 är maskinen även avsedd
för klippning av korrugerad plåt (upp till
1,25 mm tjocklek).
Det kompletta tillbehörssortimentet hittar du på
www.metabo.com eller i huvudkatalogen.
11 Reparation
Elverktyg får bara repareras av behörig elektriker!
Metabo elverktyg som behöver repareras kan
skickas till någon av de adresser som anges
på reservedelslistan.
Beskriv felen när du skickar in verktyget för
reparation.
12 Miljöskydd
Metaboförpackningarna är 100% återvinningsbara.
Uttjänta elverktyg och tillbehör innehåller stora
mängder värdefullt material som också kan
återvinnas.
Den här bruksanvisningen är tryckt på klorfritt
papper.
Gäller bara EU-länder: Släng inte uttjänta
elverktyg i hushållssoporna! Enligt EU-
direktiv 2002/96/EG om uttjänta el- och
elektronikprodukter samt enligt harmoniserad
nationell lag ska uttjänta elverktyg källsorteras för
miljövänlig återvinning.
35
Page 36

SV
SVENSKA
13 Tekniska data
Förklaringar till uppgifterna på sid. 2.
Vi förbehåller oss rätten till tekniska förändringar.
M = Vridmoment
B
= Max. plåttjocklek som går att klippa
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = Vikt utan nätsladd
Totalvibrationsvärde (vektorsumma i tre led)
beräknad enligt EN 60745:
a
h
K = Onoggrannhet (vibrationer)
De angivna vibrationsnivåerna i anvisningen är
uppmätta enligt standardmätmetoderna i
EN 60745 och går att använda för att jämföra
elverktyg med varandra. De går även att använda
för att uppskatta vibrationsbelastningen.
Den angivna vibrationsnivån avser elverktygets
huvudsakliga användningsområde. Vibrationsnivån kan avvika om elverktyget blir använt för
andra användningsområden, med andra verktyg
eller otillräckligt underhåll. Det kan öka vibrationsbelastningen avsevärt under hela arbetsintervallet.
Vill du ha en noggrann uppskattning av vibrationsbelastningen, bör du även ta med tiden maskinen
är av eller igång utan belastning i beräkningen. Det
kan sänka vibrationsbelastningen avsevärt under
hela arbetsintervallet.
Lägg även in extra säkerhetsåtgärder för att
skydda användaren från vibrationspåverkan som
t.ex.: Underhåll av elverktyg och verktyg, handvärmning, organiserade arbetsmetoder.
(stålplåt)
= Max. plåttjocklek som går att klippa
(aluminium)
= Nominell effektförbrukning
= Avgiven effekt
= Slagfrekvens obelastad
= Slagfrekvens vid märklast
= Min. kurvradie
= Typisk uppskattad acceleration
i hand-arm-delen
(plåtklippning)
Typisk A-viktad ljudnivå:
L
pA
L
WA
K
pA
= Ljudtrycksnivå
= Ljudeffektsnivå
, KWA= Onoggrannhet (ljudnivå)
Vid arbete kan ljudnivån överskrida 85 dB(A).
Använd hörselskydd!
Mätvärden är fastställda enligt EN 60745.
I tekniska data ovan tas även hänsyn till gällande
toleranser (motsvarande respektive gällande
standard).
36
Page 37

SUOMI
FIN
Käyttöopas
Arvoisa asiakas,
kiitos luottamuksesta, jota olet osoittanut ostamalla uuden Metabo-sähkötyökalun. Jokaista Metabosähkötyökalua on testattu huolellisesti ja se on läpikäynyt tiukat Metabo-laatuvarmistuksen tarkastukset.
Sähkötyökalun käyttöikä riippuu kuitenkin suuressa määrin käyttäjästä. Ole hyvä ja huomioi tämän käyttöoppaan sekä siihen liitettyjen asiakirjojen ohjeet. Mitä huolellisemmin käsittelet Metabo-sähkötyökalua,
sitä pidempään voit sitä käyttää.
Käyttäjä vastaa kaikista määräysten vastaisesta
Sisältö
1 Vaatimustenmukaisuusvakuutus
2Määräystenmukainen käyttö
3 Yleiset turvallisuusohjeet
4 Erityiset turvallisuusohjeet
5 Yleiskuva
6 Tuotteen erityisominaisuudet
7 Käyttöönotto
8 Käyttö
8.1 Leikkuusuunta
8.2 Meistin upotussyvyys
8.3 Päälle-/poiskytkeminen
8.4 Leikkaaminen
8.5 Leikkaaminen työkappaleen päälle
asetetun mallilevyn mukaan
9Huolto
9.1 Meistin teroittaminen ja vaihto
9.2 Matriisin vaihto
9.3 Itselaukeavat hiiliharjat
10 Lisätarvikkeet
11 Korjaus
12 Ympäristönsuojelu
13 Tekniset tiedot
käytöstä johtuvista vaurioista.
Yleisiä tapaturmantorjuntaohjeita ja mukana
toimitettuja turvallisuusohjeita on noudatettava.
3 Yleiset turvallisuusohjeet
VAROITUS
pienennettyä loukkaantumisvaaraa.
VAROITUS Lue kaikki turvallisuusohjeet ja
neuvot. Turvallisuusohjeiden ja neuvojen
noudattamatta jättäminen saattaa aiheuttaa
sähköiskun, tulipalon ja/tai vakavia vammoja.
Säilytä kaikki turvallisuusohjeet ja neuvot
huolellisesti tulevaa käyttöä varten.
Lue ennen sähkötyökalun käyttöä oheiset
turvallisuusohjeet ja käyttöopas huolellisesti ja
kokonaisuudessaan läpi. Säilytä kaikki liitteenä
olevat asiakirjat ja anna sähkötyökalu ainoastaan
yhdessä näiden asiakirjojen kanssa eteenpäin.
– lue käyttöohjeet, jotta saat
4 Erityiset turvallisuusohjeet
Huomioi tällä symbolilla merkityt
tekstikohdat suojataksesi itseäsi ja
sähkötyökaluasi!
1 Vaatimustenmukaisuusvakuu
tus
Vakuutamme vastaavamme siitä, että tämä tuote
vastaa sivulla 2 mainittuja standardeja ja määräyksiä.
2 Määräystenmukainen
käyttö
Kone on tarkoitettu käytettäväksi erimuotoisten
peltilevyjen jäysteettömään ja vääntämättömään
katkaisemiseen, loveamiseen ja leikkaamiseen
sekä meistettävissä olevien muovien leikkuuseen
(jos vahvuudeltaan riittävä).
Vedä pistoke irti pistorasiasta ennen säätöjen tai
huoltotöiden suorittamista.
Estä tahaton käynnistyminen: Kytke kone aina pois
päältä, jos pistoke vedetään irti pistorasiasta tai
sähkökatkoksen yhteydessä.
Käytä kuulosuojaimia. Melu voi aiheuttaa kuulovammoja.
Käytä koneella työskennellessäsi aina suojalaseja,
työkäsineitä ja tukevia jalkineita.
Kiinnitä työkappale esim. puristimilla.
Älä laita käsiä leikkuualueelle.
Ohjaa kone vain päällekytkettynä työkappaleelle.
37
Page 38

FIN
SUOMI
5Yleiskuva
Katso sivu 3 (käännä ulos).
1Tukisanka
2 Työntökytkin
3 Kierretappi (meistiohjaimen kiinnitys)
4 Epäkeskoakselin tapissa oleva lovi
(meistin manuaalista ylös- ja alaspäin
liikuttamista varten)
5 Runko
6 Meistiohjain
7Meisti
8Matriisi
9 Jousi
8.2 Meistin upotussyvyys
Epäkeskoakselin tappia kääntämällä (aseta
ruuvitaltta tapin loveen (4)) voit liikuttaa meistiä (7)
ylös- ja alaspäin.
Oikea upotussyvyys:
Alimmassa asennossaan meistin (7) tulisi upota
mahdollisimman syvälle matriisiin (8).
Ylimmässä asennossa se ei saa pistää esiin
meistiohjaimen (6) alemman päästä.
Säädä tarvittaessa upotussyvyys:
- Avaa kierretappi (3) rungon (5) taustapuolelta.
- Käännä meistiohjainta (6) (vain täysiä kierroksia).
Kun upotussyvyys on liian vähäinen: käännä
vastapäivään. Selitys: Käännettäessä meistiohjainta (6) meisti (7) ruuvautuu sisään- tai ulospäin
rungon (5) sisällä olevassa kiertokangen tapissa.
- Käännä kierretappia (3) jälleen niin, että sen kärki
tarttuu meistiohjaimen (6) upotukseen.
6 Tuotteen
erityisominaisuudet
• Rajattomat mahdollisuudet kurvien tekoon
• Peltilevyjen jäysteettömään ja vääntämättömään leikkuuseen
• Hienosäädettävä leikkuusuunta
• Pitkäikäiset terät ja korkeatasoinen leikkuulaatu
• Itselaukeavat hiiliharjat
• Käytännöllinen tukisanka
7 Käyttöönotto
Ennen käyttöönottoa on verrattava, vastaako
konekilvessä ilmoitettu verkkojännite ja
verkkotaajuus paikallisen sähköverkon arvoja.
8 Käyttö
Katso sivu 3 (käännä ulos).
8.1 Leikkuusuunta
Matriisin (8) normaaliasennossa sen poistoaukko
on edessä.
Sivulle tehtävissä leikkuissa (vasemmalle tai
oikealle) meistiohjainta (6) (matriisilla (8)) voidaan
kääntää kierretapin (3) avaamisen jälkeen
molempiin suuntiin 90° verran.
Käännä meistiohjaimen (ja matriisin) kääntämisen
jälkeen kierretappi (3) sellaiseen asentoon, että se
tarttuu kärjellään asiaankuuluvaan upotukseen
meistiohjaimen (6) (lieriömäisessä) yläosassa.
8.3 Päälle-/poiskytkeminen
Päällekytkentä:
Työnnä työntökytkin (2) eteenpäin, kunnes se
lukkiutuu paikalleen. Tällöin työntökytkimen
taakse tulee tunnus "
Poiskytkentä:
Paina taempi, päällekytketyssä asennossa
korkealla oleva työntökytkimen (2) pää alas
(kytkentäasento "
Estä tahaton käynnistyminen: Kytke kone
aina pois päältä, jos pistoke vedetään irti
pistorasiasta tai sähkökatkoksen yhteydessä.
8.4 Leikkaaminen
Ohjaa kone vain päällekytkettynä
työkappaleelle.
Leikkuu-ura täytyy sivellä teräspeltiä
työstettäessä öljyllä ja alumiinipeltiä
leikattaessa petrolilla.
Meisti (7) jättää leikattaessa materiaaliin noin 8 mm
levyisen leikkuu-uran. Kone voidaan kääntää
leikkuupäällään paikallaan työstettävässä
materiaalissa 360° verran. Siten on mahdollista
leikata ulkoreunat kulmikkaiksi (säde 0 mm).
Sisäleikkauksissa pienin säde on 4 mm.
8.5 Leikkaaminen työkappaleen päälle
asetetun mallilevyn mukaan
Mallilevyn tulee olla niin paksu, että työkappaleen
ja mallilevyn yhteisvahvuus on 4-5,5 mm.
Mallilevy täytyy kiinnittää 2,5 mm etäisyydelle
irtileikkausreunasta.
Ohjaa konetta niin, että meistiohjaimen (6) vaste
on aina kiinni mallilevyssä.
I
".
0
").
38
Page 39

9Huolto 10 Lisätarvikkeet
SUOMI
FIN
Vedä pistoke irti pistorasiasta ennen säätöjen
tai huoltotöiden suorittamista.
9.1 Meistin teroittaminen ja vaihto
Avaa meistin (7) irrottamiseksi kierretappi (3), vedä
meistiohjain (6) ulos rungosta (5) ja kierrä meisti (7)
irti kiertokangen tapista.
Teroita meisti (7) hiomalla se tasaisesti päätysivultaan (jäähdytä hiontakohtaa hyvin!). Viimeistele
leikkuusärmä kevyesti öljykovasimella.
Varaosameisti ks. luku 10 (lisätarvikkeet).
Ruuvaa meisti (7) kiertokangen tappiin (niin että
kiertokangen tappia pystyy vielä helposti
liikuttamaan kiertokangessa). Työnnä meistiohjain
(6) meistin (7) yli runkoon (5).
Tarkasta meistin (7) upotussyvyys (ks. luku 8.2) ja
säädä tarvittaessa upotussyvyys (ks. luku 8.2).
Lukitse kierretapilla (3)
9.2 Matriisin vaihto
Kun matriisi (8) on kulunut loppuun, se täytyy
vaihtaa uuteen.
Levitä jousta (9) hieman ja ota pois. Irrota lieriötappi, jolla matriisi (8) on kiinnitetty, ja vedä matriisi
(8) irti.
Varaosamatriisit ks. luku 10 (lisätarvikkeet).
Kiinnitä uusi matriisi oheisella uudella lieriötapilla.
Aseta jousi (9) taas paikalleen ja käännä sitä niin,
että se peittää lieriötapin.
Käytä ainoastaan alkuperäisiä Metabo-lisätarvikkeita.
Mikäli tarvitset lisätarvikkeita, käänny jälleenmyyjäsi puoleen.
Ilmoita jälleenmyyjälle oikeiden lisätarvikkeiden
löytämiseksi sähkötyökalun tarkat tiedot.
A Varasosameisti
tilausnumero 6.30202
B Varaosamatriisi
tilausnumero 6.30203
CMatriisi
tilausnumero 6.30204
Matriisilla 6.30204 koneella voidaan leikata
myös aaltopeltiä (enintään 1,25 mm
vahvuista).
Lisätarvikkeiden täydellinen valikoima katso
www.metabo.com tai pääluettelo.
11 Korjaus
Sähkötyökalujen korjaustöitä saavat suorittaa
ainoastaan sähköalan ammattilaiset!
Korjauksen tarpeessa olevat Metabo-sähkötyökalut voidaan lähettää varaosalistassa mainittuun
osoitteeseen.
Kuvaile havaitsemasi vika, kun lähetät laitteen
korjattavaksi.
12 Ympäristönsuojelu
9.3 Itselaukeavat hiiliharjat
Kun hiiliharjat ovat kuluneet täysin loppuun, kone
kytkeytyy automaattisesti pois päältä. Näin
saadaan estettyä koneen vaurioituminen.
Vaihdata hiiliharjat valmistajatehtaassa tai asiantuntevassa ammattikorjaamossa. Katso luku 11
(korjaus).
Metabo-pakkaukset ovat 100 %:sti kierrätyskelpoisia.
Loppuun käytetyt sähkötyökalut ja tarvikkeet sisältävät paljon arvokkaita raaka-aineita ja muoveja,
jotka voidaan niin ikään ohjata kierrätysprosessiin.
Tämä käyttöopas on painettu ilman klooria
valkaistulle paperille.
Vain EU-maille: Älä hävitä sähkötyökalua
kotitalousjätteen mukana! Käytettyjä sähkö-
ja elektroniikkalaitteita koskevan EUdirektiivin 2002/96/EY ja paikallisen määräysten
mukaan on loppuun käytetyt sähkötyökalut kerättävä erikseen talteen ja ohjattava ympäristöä
säästävään kierrätykseen.
39
Page 40

FIN
SUOMI
13 Tekniset tiedot
Käytössä melutaso voi ylittää 85 dB(A).
Käytä kuulonsuojaimia!
Selityksiä sivulla 2 oleville tiedoille.
Pidätämme oikeuden muutoksiin.
M = vääntömomentti
B
= leikattavan peltilevyn enimmäisvahvuus
St
(teräspelti)
B
= leikattavan peltilevyn enimmäisvahvuus
Al
(alumiini)
P
= nimellisottoteho
1
P
=antoteho
2
h
= iskuluku kuormittamattomana
0
h
= iskuluku nimelliskuormalla
1
r
= pienin kurvin säde
min
m = paino ilman verkkojohtoa
Värähtelyn kokonaisarvo (kolmen suunnan
vektorisumma), määritetty EN 60745 mukaan:
a
= tyypillisesti arvioitu kiihtyvyys
h
käsi-käsivarsi-alueelle
(Peltilevyn leikkaus)
K = epävarmuus (värähtely)
Tässä ohjekirjassa ilmoitettu värähtelytaso
on mitattu normin EN 60745 mukaisella
mittausmenetelmällä ja sitä voidaan käyttää
sähkötyökalujen keskinäiseen vertailuun. Se
soveltuu myös värähtelykuormituksen alustavaan
arviointiin.
Ilmoitettu värähtelytaso edustaa sähkötyökalun
pääasiallisia käyttösovelluksia. Värähtelytaso voi
kuitenkin poiketa tästä, jos sähkötyökalua käytetään muihin sovelluksiin, toisenlaisilla käyttöterillä
tai sen huoltotoimenpiteitä laiminlyödään. Tämä
voi nostaa värähtelykuormitusta huomattavasti
koko työskentelyajan puitteissa.
Värähtelykuormituksen tarkaksi arvioimiseksi on
huomioitava myös ne ajat, joina kone on kytketty
pois päältä tai on kylläkin toiminnassa, mutta
ilman todellista työkäyttöä. Tämä voi vähentää
värähtelykuormitusta huomattavasti koko
työskentelyajan puitteissa.
Määritä vaadittavat lisävarotoimenpiteet käyttäjän
suojaamiseksi värähtelyjen haittavaikutuksilta,
esimerkiksi: Sähkötyökalun ja käyttöterien huolto,
käsien pitäminen lämpiminä, työtoimenpiteiden
organisointi.
Mittausarvot ilmoitettu EN 60745 mukaan.
Annetut tekniset tiedot ovat toleranssien mukaisia
(vastaavat kyseisiä voimassa olevia standardeja).
Tyypillinen Apainotettu äänitaso:
L
pA
L
WA
K
pA
= äänenpainetaso
= äänen tehotaso
, KWA= epävarmuus (äänitaso)
40
Page 41

NORSK
NO
Bruksanvisning
Kjære kunde
Tusen takk for tilliten du viser oss ved anskaffelsen av det nye elektroverktøyet fra Metabo. Hvert elektroverktøy fra Metabo blir omhyggelig testet og underkastes den strenge kvalitetskontrollen i Metabos kvalitetssikring. Levetiden for et elektroverktøy er allikevel i stor grad avhengig av deg. Vennligst les nøye
gjennom informasjonene i denne bruksanvisningen og i vedlagte dokumenter. Jo bedre du behandler
elektroverktøyet fra Metabo, desto lenger vil det kunne tjene sitt formål.
Innhold
1 Samsvarserklæring
2 Hensiktsmessig bruk
3 Generelle sikkerhetshenvisninger
4 Spesielle sikkerhetshenvisninger
5Oversikt
6 Spesielle produktegenskaper
7Før bruk
8Bruk
8.1 Skjæreretning
8.2 Nedsenkingsdybde for stempelet
8.3 Slå på og av
8.4 Skjæreprosess
8.5 Skjæring etter sjablon festet til emnet
9Vedlikehold
9.1 Sliping og bytte av stempel
9.2 Bytte av matrise
9.3 Selvbrytende kullbørster
10 Tilbehør
11 Reparasjon
12 Miljøvern
13 Tekniske data
3 Generelle
sikkerhetshenvisninger
ADVARSEL
minimere skaderisikoen.
ADVARSEL Les gjennom all sikkerhetsinformasjon og alle anvisninger.
sikkerhetsinformasjonen og anvisningene ikke
overholdes, kan det medføre elektrisk støt, brann
og/eller alvorlige skader.
Oppbevar all sikkerhetsinformasjon og alle
anvisninger for fremtidig bruk.
Les nøye gjennom de vedlagte sikkerhetsanvisningene og bruksanvisningen før du tar i bruk elektroverktøyet. Ta vare på alle vedlagte dokumenter og
overlat elektroverktøyet kun sammen med disse til
andre.
– Les bruksanvisningen for å
Dersom
4Spesielle
sikkerhetshenvisninger
For din egen sikkerhet og for å beskytte
elektroverktøyet, ta hensyn til tekst som
er merket med dette symbolet!
1 Samsvarserklæring
Vi erklærer under eget ansvar at dette produktet er
i samsvar med normene eller normdokumentene
som er oppført på side 2.
2 Hensiktsmessig bruk
Maskinen er beregnet på grad- og vridningsfri
skjæring, utsparing og utskjæring av alle slags
former i blikkplater i tillegg til skjæring av
stansedyktig plast (tilsvarende tykkelse).
Brukeren er alene ansvarlig for skader som oppstår
pga. uhensiktsmessig bruk.
Alminnelige verneforskrifter og vedlagte
sikkerhetshenvisninger må overholdes.
Trekk støpselet ut av stikkontakten før alle former
for innstilling og vedlikehold.
Unngå utilsiktet start: Koble alltid ut maskinen når
støpslet tas ut av stikkontakten eller ved strømbrudd.
Bruk hørselvern. Eksponering for støy kan føre til
hørselstap.
Bruk alltid vernebriller, arbeidshansker og
vernesko ved arbeid med maskinen.
Sikre emnet, for eksempel ved hjelp av en tvinge.
Ikke før hendene inn i skjæreområdet.
Før maskinen mot emnet kun når den er slått på.
41
Page 42

NO
NORSK
5Oversikt
Se side 3 (vennligst brett ut).
1Festebøyle
2 Skyvebryter
3 Gjengestift (feste av stempelføringen)
4 Slisse i tappen på eksenterakselen
(til manuell opp- og nedoverbevegelse av
stempelet)
5 Motorhus
6Stempelføring
7Stempel
8Matrise
9Fjær
6 Spesielle
produktegenskaper
• Ubegrenset kurveføring
• Til grad- og vridningsfri skjæring av plater
• Finjusterbar skjæreretning
• Lang levetid på verktøyet og høy skjæregrad
• Selvbrytende kullbørster
• Praktisk festebøyle
7 Før bruk
8.2 Nedsenkingsdybde for stempelet
Ved å dreie på tappen på eksenterakselen
(skrutrekkeren settes inn i slissen (4) på tappen)
kan man bevege stempelet (7) oppover og
nedover.
Korrekt nedsenkingsdybde:
Stempelet (7) bør synke så langt ned som mulig i
matrisen (8) når det er i nederste stilling.
I øverste stilling skal det ikke gå frem over den
nederste delen av stempelføringen (6).
Juster ev. nedsenkingsdybden:
- Løsne gjengestiften (3) på baksiden av huset (5).
- Drei stempelføringen (6) (kun hele omdreininger).
Hvis nedsenkingsdybden er for lav: drei mot
klokka. Forklaring: Ved å dreie på stempelføringen (6) skrus stempelet (7) dypere inn i
eller lenger ut av stempelstangbolten som sitter i
det indre huset (5).
- Drei gjengestiften (3) slik at spissen går i inngrep
i forsenkningen i stempelføringen (6).
8.3 Start og stopp
Start:
Skyv
skyvebryteren (2) forover til den går i inngrep.
Bak skyvebryteren vises da tegnet "I".
Stopp:
Trykk ned den bakre enden (som står opp
i startinnstilling) av skyvebryteren (2)
(koblingsstilling "0").
Unngå utilsiktet start: Koble alltid ut maskinen
når støpslet tas ut av stikkontakten eller ved
strømbrudd.
Kontroller før bruk at nettspenningen og
nettfrekvensen på typeskiltet stemmer
overens med strømnettets spesifikasjoner.
8Bruk
Se side 3 (vennligst brett ut).
8.1 Skjæreretning
Utkaståpningen befinner seg foran når matrisen
står i normalinnstilling (8).
For skjæring til siden (mot høyre eller venstre) kan
stempelføringen (6) (med matrisen (8)) dreies 90°
i hver retning etter at gjengestiften (3) er løsnet.
Etter at stempelføringen (og matrisen) er dreid,
skrur du inn gjengestiften (3) slik at spissen går i
inngrep i den spesielle forsenkningen i den øvre
(sylindriske) delen av stempelføringen (6).
8.4 Skjæreprosess
Før kun maskinen mot emnet når den
er slått på.
Skjæresporet må smøres med olje ved
bearbeiding av stålplater og med petroleum
ved kutting av aluminiumsplater.
Stempelet (7) etterlater et skjærespor med
ca. 8 mm bredde ved skjæring i materialet.
Maskinen kan dreies 360° i materialet takket være
skjærehodet. Dermed er det mulig å skjære
kantede utvendige konturer (med en radius på
0 mm). Ved innvendige utskjæringer er minste
radius 4 mm.
8.5 Skjæring etter sjablon festet til emnet
Sjablonen skal være tykk nok til at samlet tykkelse
for emne og sjablon er 4-5,5 mm.
Sjablonen skal være festet til konturen som skal
skjæres med en avstand på 2,5 mm.
Før maskinen slik at stempelføringen (6) alltid
ligger inntil sjablonen med båndet.
42
Page 43

9 Vedlikehold 10 Tilbehør
NORSK
NO
Trekk støpselet ut av stikkontakten før alle
former for innstilling og vedlikehold.
9.1 Sliping og bytte av stempel
Ved avmontering av stempelet (7) løsner du gjengestiften (3), tar ut stempelføringen (6) av huset (5)
og dreier stempelet (7) ut av stempelstangbolten.
Ved ettersliping av stempelet (7) skal det slipes
jevnt på fremsiden (avkjøl slipestedet godt). Ta
kniveggen forsiktig av med en oljestein.
Stempel som reservedel, se kapittel 10 (tilbehør).
Skru inn stempelet (7) i stempelstangbolten (slik at
stempelstangbolten kan beveges lett i stempelstangen). Skyv inn stempelføringen (6) over
stempelet (7) i huset (5).
Kontroller nedsenkingsdybde for stempelet (7)
(se kapittel 8.2), og juster ev. nedsenkingsdybden
(se kapittel 8.2).
Sikre med gjengestiften (3)
9.2 Bytte av matrise
Hvis matrisen er (8) blitt sløv, må den byttes ut.
Vid ut fjærene (9) noe, og ta dem av. Ta av sylinder-
stiften som matrisen (8) er festet med, og trekk ut
matrisen (8).
Matrise som reservedel, se kapittel 10 (tilbehør).
Fest den nye matrisen med den nye sylinderstiften
som følger med. Sett på plass fjærene (9) igjen, og
drei dem slik at de dekker sylinderstiften.
9.3 Selvbrytende kullbørster
Maskinen stopper automatisk når kullbørstene er
slitt helt ned. Dermed reduseres faren for at det
oppstår skade på motoren.
Kullbørstene må byttes på fabrikken eller på
spesialverksted. Se kapittelet 11 (reparasjon).
Bruk kun originalt Metabo-tilbehør.
Kontakt din forhandler hvis du trenger tilbehør.
For valg av riktig tilbehør, gi forhandleren nøyaktig
informasjon om typen av ditt elektroverktøy.
A Stempel som reservedel
Best.nr. 6.30202
B Matrise som reservedel
Best.nr. 6.30203
CMatrise
Best.nr. 6.30204
Matrisen 6.30204 gjør maskinen også egnet til
skjæring av bølgeblikk (inntil 1,25 mm
tykkelse).
Se www.metabo.com eller hovedkatalogen for det
komplette tilbehørsprogrammet.
11 Reparasjon
Elektroverktøy må kun repareres av elektrofagfolk!
Metabo elektroverktøy som trenger reparasjon kan
sendes til adressene som er angitt på delelisten.
Ved innsending til reparasjon, vennligst vedlegg en
beskrivelse av oppdagede feil.
12 Miljøvern
Metabo-emballasje er 100 % egnet til gjenvinning.
Utslitt elektroverktøy og tilbehør inneholder store
mengder rå- og kunststoffer som også kan kjøres
gjennom en gjenvinningsprosess.
Denne bruksanvisning er trykt på papir som er
bleket uten klor.
Kun for EU-land: Kast aldri elektroverktøy i
husholdningsavfallet! I henhold til EU-
direktiv 2002/96/EF om kasserte elektriske
og elektroniske produkter og direktivets iverksetting i nasjonal rett, må elektroverktøy som ikke
lenger skal brukes, samles separat og returneres til
et miljøvennlig gjenvinningsanlegg.
43
Page 44

NO
NORSK
13 Tekniske data
Under arbeid kan lydnivået overskride 85 dB(A).
Bruk hørselsvern!
Forklaringer til opplysningene på side 2.
Med forbehold om endringer i hensikt av teknisk
forbedring.
M = Dreiemoment
B
= Største blikktykkelse som kan skjæres
St
(stålplater)
B
= Største blikktykkelse som kan skjæres
Al
(aluminium)
P
= Nominelt effektopptak
1
P
= Avgitt effekt
2
h
= Slagtall ved tomgang
0
h
= Slagtall ved nominell belastning
1
r
= Minste svingradius
min
m = Vekt uten nettkabel
Totalverdi for vibrasjon (vektorsum i tre retninger)
fastsatt iht. EN 60745:
a
= Typisk vurdert akselerasjon
h
i hånd-arm-området
(Plateskjæring)
K = Usikkerhet (vibrasjon)
Vibrasjonsnivået som er oppgitt i disse anvisnin-
gene er målt iht. normerte målemetoder i EN 60745
og kan brukes til sammenligning av forskjellige
elektroverktøy. Det målte vibrasjonsnivået er også
egnet til en foreløpig vurdering av vibrasjonsbelastningen.
Det oppgitte vibrasjonsnivået gjelder for hovedbruksområdene for elektroverktøyet. Hvis elektroverktøyet brukes til andre formål, med annet
innsatsverktøy eller uten tilstrekkelig vedlikehold,
kan det forekomme avvik i vibrasjonsnivået. Dette
kan øke belastningen betraktelig i løpet av totalt
arbeidstidsrom.
En nøyaktig vurdering av vibrasjonsbelastningen
får man bare hvis også den tiden maskinen er
avslått eller på, men ikke i bruk, regnes med. Dette
kan redusere vibrasjonsbelastningen betraktelig i
løpet av totalt arbeidstidsrom.
Innfør ekstra sikkerhetstiltak som skal beskytte
brukeren mot virkninger av vibrasjon, som for
eksempel: Vedlikehold av elektroverktøy og
innsatsverktøy, tiltak som sikrer at brukeren er
varm på hendene, organisering av arbeidsgangen.
Måleverdier iht. EN 60745.
Angitte tekniske data kan variere i henhold til de til
enhver tid gjeldende normer.
Typiske A-veide lydnivåer:
L
pA
L
WA
K
pA
= Lydtrykknivå
= Lydeffektnivå
, KWA= Usikkerhet (lydnivå)
44
Page 45

DANSK
DA
Betjeningsvejledning
Kære kunde,
mange tak for den tillid De har vist ved at købe dette nye Metabo el-værktøj. Hvert Metabo el-værktøj
afprøves omhyggeligt og underligger de strenge kvalitetskontroller af Metabos kvalitetsstyringssystem.
Et el-værktøjs levetid er dog i høj grad afhængig af Dem. Vær opmærksom på informationerne i denne
betjeningsvejledning og i de medfølgende dokumenter. Jo mere omhyggeligt De behandler Deres Metabo
el-værktøj, desto længere vil De nyde godt af det.
De generelle anvisninger for arbejdssikkerhed og
Indhold
1 Konformitetserklæring
2 Tiltænkt formål
3 Generelle sikkerhedsanvisninger
4 Særlige sikkerhedsanvisninger
5Oversigt
6 Særlige produktegenskaber
7Ibrugtagning
8Anvendelse
8.1 Skæreretning
8.2 Stemplets nedsænkningsdybde
8.3 Tænd/sluk
8.4 Skæreprocessen
8.5 Skæring efter skabelon opspændt på
emnet
9 Vedligeholdelse
9.1 Opslibning og udskiftning af stemplet
9.2 Udskiftning af matricen
9.3 Selvafbrydende motorkul
10 Tilbehør
11 Reparationer
12 Miljøbeskyttelse
13 Tekniske data
de her medfølgende sikkerhedsanvisninger skal
følges.
3 Generelle
sikkerhedsanvisninger
ADVARSEL
for at reducere faren for personskader.
ADVARSEL! Læs alle sikkerhedsanvisninger og andre anvisninger. Hvis
sikkerhedsanvisningerne og de andre anvisninger
ikke overholdes, er der risiko for at få elektrisk stød,
brandfare og/eller fare for alvorlige personskader.
Alle sikkerhedsanvisninger og andre
anvisninger bør opbevares for senere brug.
Læs sikkerhedsanvisningerne og betjeningsvejledningen godt og grundigt igennem, før
De tager el-værktøjet i brug. Opbevar alle
medfølgende dokumenter, og lad dem følge med,
når De engang skulle give maskinen videre til
andre personer.
– Læs betjeningsvejledningen
4 Særlige
sikkerhedsanvisninger
1 Konformitetserklæring
Vi erklærer under almindeligt ansvar, at dette
produkt er i overensstemmelse med de på side 2
angivne normer og direktiver.
2 Tiltænkt formål
Maskinen er beregnet til grat- og vridningsfri
skæring, udstansning og udskæring af forskellige
former i metalplader samt skæring af stansbare
plastmaterialer (tilsvarende tykkelse).
Brugeren hæfter fuldt ud for skader som følge af
brug til ikke tiltænkte formål.
Vær opmærksom på de tekststeder i
betjeningsvejledningen, der er markeret
med dette symbol, for Deres egen og
el-værktøjets sikkerhed!
Træk stikket ud af stikkontakten, før der foretages
nogle indstillinger.
Undgå utilsigtet start: Sluk altid for maskinen, når
stikket trækkes ud af stikdåsen, eller når der
opstår strømafbrydelse.
Brug høreværn. Støjpåvirkning kan føre til høretab.
Brug altid beskyttelsesbriller, arbejdshandsker og
kraftige sko under arbejdet med maskinen!
Sikr emnet, f.eks. ved hjælp af spændeanord-
ninger.
Hold hænderne væk fra skæreområdet.
Maskinen skal være tændt, når den føres ind mod
emnet.
45
Page 46

DA
DANSK
5Oversigt
Se side 3 (foldes ud).
1 Henstillingsbøjle
2Skydekontakt
3 Gevindtap (fastgørelse af stempelstyret)
4 Slids i tappen af excenterakslen
(til manuel op- og nedadbevægelse af
stemplet)
5Hus
6 Stempelstyr
7Stempel
8Matrice
9 Fjeder
6Særlige
produktegenskaber
• Ubegrænset kurveevne
• Til grat- og vridningsfri skæring af metalplader
• Finindstillelig skæreretning
• Lang levetid for værktøjet og høj snitkvalitet
• Selvafbrydende motorkul
• Praktisk henstillingsbøjle
7 Ibrugtagning
8.2 Stemplets nedsænkningsdybde
Ved at dreje tappen på excenterakslen (sæt en
skruetrækker i slidsen (4) på tappen) kan man
bevæge stemplet (7) op og ned.
Korrekt nedsænkningsdybde:
I nederste stilling skal stemplet (7) være sænket så
langt ned i matricen (8) som muligt.
I øverste stilling må stemplet ikke rage ud over den
nederste ende af stempelstyret (6).
Evt. indstilling af nedsænkningsdybden:
- Løsn gevindtappen (3) bag på huset (5).
- Drej stempelstyret (6) (kun hele omdrejninger).
Hvis nedsænkningsdybden er for lille: Drej mod
uret. Forklaring: Ved at dreje stempelstyret (6)
skrues stemplet (7) mere eller mindre dybt ind i
plejlbolten, som sidder inde i huset (5).
- Skru gevindtappen (3) sådan ind igen, at
dens spids griber ind i forsænkningen på
stempelstyret (6).
8.3 Tænd/sluk
Tænd:
Skub skydekontakten (2) frem, indtil den går i hak.
Bag skydekontakten ses tegnet „I“.
Sluk:
Tryk den bagerste, i tændt stilling højt stående
ende af skydekontakten (2) ned (kontaktstilling
„
0
“).
Undgå utilsigtet start: Sluk altid for
maskinen, når stikket trækkes ud af stik-
dåsen, eller når der opstår strømafbrydelse.
Før De tager maskinen i brug, bør De kontrol-
lere, at den på mærkepladen oplyste
netspænding og frekvens er i overensstemmelse
med den fra Deres strømforsyning.
8Anvendelse
Se side 3 (foldes ud).
8.1 Skæreretning
I matricens (8) normalstilling er udstødningsåbningen foran.
Ved skæring til siden (mod venstre eller højre) kan
stempelstyret (6) (med matricen (8)) drejes 90° til
begge sider ved at løsne gevindtappen (3).
Efter at have drejet stempelstyret (og matricen)
skal gevindtappen (3) skrues sådan ind, at dens
spids griber ind i den dertil beregnede forsænkning
i den øverste (cylindriske) del af stempelstyret (6).
8.4 Skæreprocessen
Maskinen skal være tændt, når den føres ind
mod emnet.
Skæresporet skal være smurt med olie ved
bearbejdning af stålplader og med petroleum
ved skæring af aluminiumplader.
Stemplet (7) efterlader et ca. 8 mm bredt skære-
spor ved skæring i materialet. Maskinen kan drejes
360° i materialet med skærehovedet. Således er
det muligt at skære kantede former udvendig (med
en radius på 0 mm). Indvendige udskæringer kan
skæres med en radius ned til 4 mm.
8.5 Skæring efter skabelon opspændt på
emnet
Skabelonen skal være så tyk, at emnets og
skabelonens samlede tykkelse er 4-5,5 mm.
Skabelonen skal opspændes i en afstand af
2,5 mm fra den kontur, der skal udskæres.
Før maskinen sådan, at stempelstyret (6) altid
ligger ind mod skabelonen forneden.
46
Page 47

9 Vedligeholdelse
Træk stikket ud af stikkontakten, før der
foretages nogle indstillinger.
9.1 Opslibning og udskiftning af stemplet
Løsn gevindtappen (3) for at afmontere stemplet
(7), træk stempelstyret (6) ud af huset (5), og skru
stemplet (7) ud af plejlbolten.
Slib enden af stemplet (7) jævnt (afkøl slibestedet
godt!). Slib skærekanten let med en oliesten.
Stempler som reserve, se kapitel 10 (Tilbehør).
Skru stemplet (7) ind i plejlbolten (så plejlbolten
stadig kan bevæge sig let i plejlstangen). Skub
stempelstyret (6) hen over stemplet (7) og ind i
huset (5).
Kontroller stemplets (7) nedsænkningsdybde
(se kapitel 8.2), og indstil evt. nedsænkningsdybden (se kapitel 8.2).
Sikr med gevindtappen (3).
9.2 Udskiftning af matricen
Hvis matricen (8) er blevet sløv, skal den udskiftes.
Udvid fjederen (9) lidt, og tag den af. Afmonter
cylinderstiften, som matricen (8) er fastgjort med,
og træk matricen (8) af.
Matricer som reserve, se kapitel 10 (Tilbehør).
Fastgør den nye matrice med den medleverede
nye cylinderstift. Sæt fjederen (9) på igen, og drej
den sådan, at den dækker cylinderstiften.
9.3 Selvafbrydende motorkul
Når motorkullene er fuldstændig nedslidte, kobler
maskinen automatisk fra. Således forhindres det,
at motoren beskadiges.
Få motorkullene udskiftet på fabrikken eller på et
tilsvarende udstyret specialværksted. Se
kapitel 11 (Reparationer).
DANSK
CMatrice
Bestill.nr. 6.30204
Med matricen 6.30204 kan maskinen
også anvendes til skæring af bølgeplader
(med en tykkelse op til 1,25 mm).
Det komplette tilbehørsprogram findes på
www.metabo.com eller i hovedkataloget.
DA
11 Reparationer
Reparationer på el-værktøjer må kun foretages af
faguddannede elektrikere!
Reparationsnødvendigt Metabo el-værktøj kan
indsendes til de adresser, der er angivet på
reservedelslisten.
Ved indsendelse til reparation skal den fastslåede
fejl beskrives.
12 Miljøbeskyttelse
Den af Metabo brugte emballage er 100% genanvendelig.
Brugt el-værktøj og tilbehør indeholder store
mængder værdifuldt råstof og plastmateriale, som
ligeledes kan genanvendes i en recyclingproces.
Denne betjeningsvejledning er trykt på papir, som
er bleget uden klor.
Kun for EU-lande: El-værktøj må ikke
smides i husholdningsaffaldet! I henhold til
det europæiske direktiv 2002/96/EF om
affald af elektrisk og elektronisk udstyr og omsættelsen til national lovgivning skal brugte el-værktøjer indsamles adskilt og genanvendes i en
recyclingproces.
13 Tekniske Data
Forklaringer til oplysningerne på side 2.
Forbeholdt ændringer som følge af tekniske
ændringer.
10 Tilbehør
Brug kun originalt Metabo tilbehør.
Hvis De har brug for tilbehør, henvend Dem
venligst til Deres forhandler.
For at De får det rigtige tilbehør, skal De meddele
forhandleren den nøjagtige type på Deres el-værktøj.
A Stempel som reserve
Bestill.nr. 6.30202
B Matrice som reserve
Bestill.nr. 6.30203
M = Drejningsmoment
B
= Største pladetykkelse (stålplade)
St
B
= Største pladetykkelse (aluminium)
Al
P
= Nom. optagen effekt
1
P
= Afgiven effekt
2
h
= Slagantal ved friløb
0
h
= Slagantal ved nominel belastning
1
r
= Mindste kurveradius
min
m = Vægt uden netkabel
47
Page 48

DA
DANSK
Vibrationer (vektorsum af tre retninger) målt i
overensstemmelse med EN 60745:
a
= Typisk vægtet acceleration for hænder/
h
arme
(Skæring af metalplader)
K = Usikkerhed (vibration)
Det vibrationsniveau, der er angivet i nærværende
anvisninger, er målt i henhold til en standardiseret
måleproces i EN 60745 og kan bruges til at
sammenligne el-værktøj med hinanden.
Vibrationsniveauet er også egnet til at foretage en
foreløbig vurdering af vibrationsbelastningen.
Det angivne vibrationsniveau er baseret på de
væsentligste anvendelser af el-værktøjet. Hvis
el-værktøjet anvendes til andre formål, med andet
værktøj eller utilstrækkelig vedligeholdelse, kan
vibrationsniveauet afvige fra den angivne værdi.
Det kan øge vibrationsbelastningen betydeligt over
hele arbejdsperioden.
For at kunne vurdere vibrationsbelastningen
nøjagtigt skal der også tages højde for de perioder,
hvor maskinen er slukket eller godt nok kører,
men ikke anvendes. Det kan reducere vibrationsbelastningen betydeligt over hele arbejdsperioden.
Træf ekstra sikkerhedsforanstaltninger til
beskyttelse af brugeren mod vibrationspåvirkninger som f.eks.: Vedligeholdelse af el-værktøj
og værktøj, holde hænderne varme, organisation af
arbejdsforløb.
Typiske A-vægtede lydniveauer:
L
pA
L
WA
K
pA
= Lydtryksniveau
= Lydeffektniveau
, KWA= Usikkerhed (lydniveau)
Ved arbejde kan støjniveauet overskride 85 dB(A).
Brug høreværn!
Måleværdier beregnet jf. EN 60745.
De angivne tekniske data er tolerancesat
(svarende til de pågældende gyldige standarder).
48
Page 49

POLSKI
POL
Instrukcja obsługi
Szanowni Państwo,
Dziękujemy bardzo za zaufanie, jakim obdarzyliście nas kupując nowe elektronarzędzie firmy Metabo.
Każde elektronarzędzie Metabo jest starannie testowane i podlega ścisłej kontroli jakości dokonywanej
przez dział kontroli jakości Metabo. Żywotność elektronarzędzia zależy jednak w dużej mierze od
Państwa. Proszę przestrzegać informacji zawartych w niniejszej instrukcji obsługi oraz w załączonych
dokumentach. Im większa jest staranność obsługi elektronarzędzia firmy Metabo, tym dłużej będzie ono
niezawodnie spełniało swoje zadania.
również do cięcia materiałów poddających się
Spis treści
1 Oświadczenie zgodności
2 Użycie zgodne z przeznaczeniem
3 Ogólne wskazówki dotyczące
bezpiecznego użytkowania
4 Specjalne wskazówki dotyczące
bezpiecznego użytkowania
5Przegląd
6 Szczególne cechy produktu
7Uruchomienie
8Użytkowanie
8.1 Kierunek cięcia
8.2 Wielkość zagłębiania stempla
8.3 Włączanie i wyłączanie
8.4 Proces cięcia
8.5 Cięcia według szablonu
przymocowanego do obrabianego
elementu
9Konserwacja
9.1 Ostrzenie i wymiana stempla
9.2 Wymiana matrycy
9.3 Wyłączane szczotki węglowe
10 Akcesoria
11 Naprawa
12 Ochrona środowiska
13 Dane techniczne
tłoczeniu (odpowiednia grubość).
Za szkody powstałe w wyniku użytkowania
niezgodnego z przeznaczeniem odpowiedzialność
ponosi wyłącznie użytkownik.
Należy przestrzegać ogólnie uznanych przepisów
zapobiegania wypadkom oraz załączonych
wskazówek bezpieczeństwa.
3 Ogólne wskazówki
dotyczące bezpiecznego
użytkowania
OSTRZEŻENIE
ryzyka odniesienia obrażeń należy
przeczytać instrukcję obsługi.
OSTRZEŻENIE Należy przeczytać
wszystkie zalecenia bezpieczeństwa i
instrukcje. Nieprzestrzeganie następujących
zaleceń bezpieczeństwa i instrukcji może
spowodować porażenie prądem, pożar i/lub
ciężkie obrażenia ciała.
Wszystkie zalecenia bezpieczeństwa i
instrukcje należy zachować na przyszłość.
Przed użyciem elektronarzędzia należy uważnie
przeczytać wszystkie załączone wskazówki BHP
oraz instrukcję obsługi. Należy zachować te
dokumenty i udostępniać elektronarzędzie
wyłącznie z kompletną dokumentacją.
– W celu zmniejszenia
1 Oświadczenie zgodności
Oświadczamy z pełną odpowiedzialnością, że ten
produkt spełnia normy i wytyczne podane na
stronie 2.
2 Użycie zgodne z
przeznaczeniem
Urządzenie przeznaczone jest do pozbawionego
zadziorów i odkształceń cięcia, przycinania i
wycinania dowolnych kształtów w blasze, jak
4 Specjalne wskazówki
dotyczące bezpiecznego
użytkowania
Należy zwracać uwagę na miejsca w
tekście oznaczone tym symbolem.
Służą one bezpieczeństwu osób
obsługujących jak i bezpieczeństwu
użytkowanego urządzenia!
Przed przystąpieniem do wykonywania
jakichkolwiek prac związanych z ustawianiem lub
konserwacją wyjąć wtyczkę z gniazdka.
Należy unikać niezamierzonego uruchomienia:
urządzenie należy zawsze wyłączać, gdy wtyczka
49
Page 50

POL
jest wyciągana z gniazda wtykowego lub w
przypadku przerwy w dopływie prądu.
Należy nosić ochronę słuchu. Oddziaływanie
hałasu może spowodować utratę słuchu.
Przy wykonywaniu pracy za pomocą urządzenia
zawsze należy nosić okulary ochronne, rękawice
robocze oraz obuwie robocze!
Zabezpieczyć obrabiany element, np. za pomocą
urządzeń mocujących.
Nie dosuwać rąk do strefy cięcia.
Dosuwać jedynie włączone urządzenie do
obrabianego elementu.
POLSKI
5Przegląd
Patrz strona 3 (proszę rozłożyć).
1 Pałąk odkładający
2 Przełącznik suwakowy
3Trzpień gwintowany
(mocowanie prowadnicy stempla)
4 Rowek w czopie wału mimośrodowego
(do ręcznego przemieszczania stempla
w górę i w dół)
5 Obudowa
6 Prowadnica stempla
7Stempel
8 Matryca
9Sprężyna
6 Szczególne cechy produktu
• Nieograniczona możliwość wycinania krzywych
• Do pozbawionego zadziorów i odkształceń
cięcia blach
• Dokładna regulacja kierunku cięcia
• Długi okres użytkowania narzędzi i wysoka
jakość cięcia
• Wyłączane szczotki węglowe
• Praktyczny pałąk odkładający
7Uruchomienie
Przed uruchomieniem urządzenia należy
sprawdzić, czy podane na tabliczce napięcie
sieciowe i częstotliwość sieciowa zgodne są z
cechami napięcia sieciowego w miejscu pracy.
8Użytkowanie
Patrz strona 3 (proszę rozłożyć).
8.1 Kierunek cięcia
Przy normalnym ustawieniu matrycy (8) jej otwór
wyrzutowy znajduje się z przodu.
Do cięć w bok (w lewo lub w prawo) prowadnica
stempla (6) (z matrycą (8)) po odkręceniu trzpienia
gwintowanego (3) może zostać przekręcona w
obie strony o 90°.
Po przekręceniu prowadnicy stempla (i matrycy)
należy wkręcić trzpień gwintowany (3) w taki
sposób, aby wszedł on wierzchołkiem w
przewidziane do tego obniżenie w górnej
(cylindrycznej) części prowadnicy stempla (6).
8.2 Wielkość zagłębiania stempla
Poprzez obrót czopem wału mimośrodowego
(włożyć śrubokręt w rowek (4) czopa) można
przemieszczać stempel (7) do góry i na dół.
Prawidłowa wielkość zagłębiania:
W najniższym położeniu stempel (7) powinien
możliwie głęboko wchodzić w matrycę (8).
W najwyższym położeniu nie może on wystawać
poza dolną krawędź prowadnicy stempla (6).
Ustawianie wielkości zagłębiania:
- Odkręcić trzpień gwintowany (3) z tyłu
obudowy (5).
- Przekręcić prowadnicę stempla (6) (tylko całe
obroty). Jeśli wielkość zagłębiania jest zbyt mała:
przekręcić w kierunku przeciwnym do ruchu
wskazówek zegara. Wyjaśnienie: Poprzez obrót
prowadnicy stempla (6) stempel (7) wkręcany
jest na mniejszą lub większą głębokość w trzpień
korbowodowy znajdujący się we wnętrzu
obudowy (5).
- Ponownie wkręcić trzpień gwintowany (3) w taki
sposób, aby jego wierzchołek wszedł w
obniżenie prowadnicy stempla (6).
8.3 Włączanie i wyłączanie
Włączanie:
Przesunąć przełącznik suwakowy (2) do przodu,
aż się zatrzaśnie. Wtedy za przełącznikiem
suwakowym pojawia się znak „
Wyłączanie:
Wcisnąć tylny, znajdujący się jeszcze w pozycji
włączenia, koniec przełącznika suwakowego (2)
(pozycja przełączenia „
Należy unikać niezamierzonego
uruchomienia: urządzenie należy zawsze
wyłączać, gdy wtyczka jest wyciągana z gniazda
wtykowego lub w przypadku przerwy w dopływie
prądu.
0
“).
I
“.
50
Page 51

POLSKI
POL
8.4 Proces cięcia
Dosuwać jedynie włączone urządzenie do
obrabianego elementu.
Podczas obróbki blachy stalowej linia cięcia
musi być zwilżana olejem, a przy cięciu
blachy aluminiowej naftą.
Przy cięciu stempel (7) pozostawia w materiale
linię cięcia o szerokości ok. 8 mm. Urządzenie
wraz z głowicą tnącą podczas pracy można
obracać w miejscu o 360° w materiale. Dzięki temu
możliwe jest wycinanie kanciastych konturów
zewnętrznych (o promieniu 0 mm). Przy
wycięciach wewnętrznych najmniejszy promień
wynosi 4 mm.
8.5 Cięcia według szablonu
przymocowanego do obrabianego
elementu
Szablon powinien być na tyle gruby, aby grubość
całkowita elementu obrabianego + szablon
wynosiła 4-5,5 mm.
Szablon musi być przymocowany w odległości
2,5 mm od wycinanego konturu.
Urządzenie należy prowadzić w taki sposób, aby
prowadnica stempla (6) zawsze przylegała
pierścieniem oporowym do szablonu.
9 Konserwacja
Przed przystąpieniem do wykonywania
jakichkolwiek prac związanych z
ustawianiem lub konserwacją wyjąć wtyczkę z
gniazdka.
9.1 Ostrzenie i wymiana stempla
W celu wymontowania stempla (7) odkręcić trzpień
gwintowany (3), wyciągnąć prowadnicę stempla
(6) z obudowy (5) i wykręcić stempel (7)
z trzpienia korbowodowego.
W celu naostrzenia stempla (7) przeszlifować na
płasko powierzchnię czołową (dobrze chłodzić
miejsce szlifowania!). Lekko obciągnąć krawędź
tnącą osełką.
Stempel jako część zamienna patrz rozdział 10
(Akcesoria).
Wkręcić stempel (7) w trzpień korbowodowy
(tak, aby trzpień korbowodowy lekko poruszał się
w korbowodzie). Wsunąć prowadnicę stempla (6)
nad stemplem (7) do obudowy (5).
Sprawdzić wielkość zagłębiania stempla (7) (patrz
rozdział 8.2). i w razie potrzeby ustawić wielkość
zagłębiania (patrz rozdział 8.2).
Zabezpieczyć trzpieniem gwintowanym (3)
9.2 Wymiana matrycy
Jeśli matryca (8) uległa stępieniu, trzeba ją
wymienić.
Nieco rozszerzyć sprężynę (9) i zdjąć.
Wymontować kołek walcowy, którym
przymocowana jest matryca (8) i ściągnąć
matrycę (8).
Matryce jako część zamienna patrz rozdział 10
(Akcesoria).
Przymocować nową matrycę dostarczonym
nowym kołkiem walcowym. Ponownie nałożyć
sprężynę (9) i przekręcić w taki sposób, aby
zakrywała kołek walcowy.
9.3 Wyłączane szczotki węglowe
W przypadku całkowicie zużytych szczotek
węglowych urządzenie wyłącza się samoczynnie.
Zapobiega to uszkodzeniu silnika.
Zlecić wymianę szczotek węglowych w zakładzie
produkcyjnym lub w odpowiednim warsztacie
wyspecjalizowanym. Patrz rozdział 11 (Naprawa).
10 Akcesoria
Stosować wyłącznie oryginalne akcesoria Metabo.
Jeśli potrzebują Państwo dodatkowych
akcesoriów, proszę zwrócić się do sklepu,
w którym zakupiliście Państwo swoje
elektronarzędzie.
By umożliwić wybór poprawnych akcesoriów
proszę podać sprzedawcy dokładny rodzaj
Państwa urządzenia.
A Stempel jako część zamienna
Nr zamów. 6.30202
B Matryca jako część zamienna
Nr zamów. 6.30203
C Matryca
Nr zamów. 6.30204
Przy zastosowaniu matrycy 6.30204
urządzenie nadaje się również do cięcia
blachy falistej (o grubości do 1,25 mm).
Pełny zestaw akcesoriów patrz www.metabo.com
lub katalog główny.
11 Naprawy
Wszelkie naprawy elektronarzędzi mogą być
dokonywane wyłącznie przez fachowca!
Elektronarzędzia Metabo wymagające naprawy
można przesłać na jeden z podanych na liście
części wymiennych adresów.
Proszę przy wysyłce do naprawy opisać
pojawiające się usterki.
51
Page 52

POL
POLSKI
12 Ochrona środowiska
Opakowania narzędzi Metabo w 100% podlegają
procesowi recyklingu.
Zużyte elektronarzędzia i osprzęt zawierają dużą
ilość cennych surowców i tworzyw sztucznych,
które też mogą zostać poddane procesowi
recyklingu.
Niniejsza instrukcja obsługi została wydrukowana
na papierze bielonym bez użycia chloru.
Dotyczy tylko ładowarek na terytorium Unii
Europejskiej: Elektronarzędzi nie wolno
wyrzucać do zwykłych odpadów
domowych! Zgodnie z wytyczną europejską
2002/96/EG o zużytych urządzeniach elektrycznych i elektronicznych oraz jej stosowaniu w
prawie państwowym zużyte elektronarzędzia
muszą być gromadzone osobno i podawane
odzyskowi surowców wtórnych zgodnemu
z przepisami o ochronie środowiska.
13 Dane techniczne
będzie użytkowane bez należytej konserwacji,
wówczas poziom drgań może się różnić od
podanego. Może to znacznie zwiększyć
obciążenie drganiami na przestrzeni całego czasu
pracy.
W celu dokładnego oszacowania obciążenia
drganiami należy uwzględnić również ten czas, w
którym urządzenie jest wyłączone albo wprawdzie
pracuje, ale nie jest faktyczne wykorzystywane.
Może to znacznie zmniejszyć obciążenie
drganiami na przestrzeni całego czasu pracy.
Należy podjąć dodatkowe czynności
zabezpieczające użytkownika przed skutkiem
drgań jak na przykład: konserwacja
elektronarzędzia i wierteł, rozgrzewka rąk,
właściwa organizacja przebiegu pracy.
Typowe mierzone poziomy hałasu wg Lw:
L
L
K
pA
WA
pA
= Ciśnienie akustyczne
= Poziom hałasu
, KWA= nieoznaczoność (poziom hałasu)
Podczas pracy poziom hałasu może przekroczyć
wartość 85 dB(A).
Nosić nauszniki ochronne!
Wyjaśnienia do informacji podanych na stronie 2.
Zastrzegamy sobie prawo do zmian
konstrukcyjnych.
M=Moment obrotowy
B
= Największa grubość ciętej blachy (blacha
St
stalowa)
B
= Największa grubość ciętej blachy
Al
(aluminium)
P
= Nominalny pobór mocy
1
P
= Moc wyjściowa
2
h
= Liczba suwów na biegu jałowym
0
h
= Liczba suwów przy obciążeniu
1
nominalnym
r
= Najmniejszy promień krzywej
min
m = Ciężar bez przewodu zasilającego
Całkowita wartość wibracji (suma wektorowa w
trzech kierunkach) ustalona według normy
EN 60745:
a
= Typowe mierzone przyspieszenie
h
na odcinku ręka-ramię
(cięcie blachy)
K = nieoznaczoność (wibracja)
Podany w tych instrukcjach poziom drgań
zmierzony został zgodnie z metodą pomiaru
ustaloną w normie EN 60745 i może zostać
wykorzystany przy porównywaniu elektronarzędzi.
Nadaje się również do tymczasowego
oszacowania obciążenia przez drgania.
Podany poziom drgań określony został dla
głównych zastosowań elektronarzędzia. Jeśli
jednak elektronarzędzie użyte zostanie do innych
zastosowań, z wykorzystaniem innych wierteł lub
Wartości pomiarów ustalone w oparciu o
EN 60745.
Podane dane techniczne są określone w granicach
tolerancji (odpowiednio do obowiązujących
standardów).
52
Page 53

ΕΛΛΗΝΙΚA
EL
Οδηγίες χρήσης
Αξιτιµε πελάτη,
σασ ευχαριστούµε για την εµπιστοσύνη που µασ δείξατε κατά την αγορά του καινούργιου σασ
ηλεκτρικού εργαλείου τησ Metabo. Κάθε ηλεκτρικ εργαλείο τησ Metabo δοκιµάζεται προσεκτικά
και υπάγεται στουσ αυστηρούσ ποιοτικούσ ελέγχουσ τησ Metabo, για τη διασφάλιση τησ
ποιτητασ. Η διάρκεια ζωήσ ενσ ηλεκτρικού εργαλείου εξαρτάται, πάντωσ, σε µεγάλο βαθµ απ
εσάσ τουσ ίδιουσ. Προσέξτε παρακαλώ τισ προκείµενεσ οδηγίεσ χρήσησ καθώσ και τα συνηµµένα
έγγραφα. Με σο µεγαλύτερη φροντίδα χειριστείτε το ηλεκτρικ σασ εργαλείο τησ Metabo, τσο
µεγαλύτερο θα είναι και το διάστηµα που θα σασ προσφέρει αξιπιστα τισ υπηρεσίεσ του.
κψιµο οποιονδήποτε µορφών σε λαµαρίνεσ
Περιεχµενα
1 ∆ήλωση πισττητασ
2 Χρήση σύµφωνα µε το σκοπ
προορισµού
3 Γενικέσ υποδείξεισ ασφαλείασ
4 Ειδικέσ υποδείξεισ ασφαλείασ
5 Επισκπηση
6 Ιδιαίτερεσ ιδιτητεσ του προϊντοσ
7 Θέση σε λειτουργία
8 Χρήση
8.1 Κατεύθυνση κοψίµατοσ
8.2 Βάθοσ βυθίσµατοσ του εµβλου
8.3 Ενεργοποίηση/Απενεργοποίηση
8.4 ∆ιαδικασία κοψίµατοσ
8.5 Κοψίµατα σύµφωνα µε ένα
πρτυπο τοποθετηµένο στο
επεξεργαζµενο κοµµάτι
9 Συντήρηση
9.1 Ξανατρχισµα και αντικατάσταση
του εµβλου
9.2 Αντικατάσταση τησ φωλιάσ
9.3 Ψήκτρεσ απενεργοποίησησ
10 Εξαρτήµατα
11 Επισκευή
12 Προστασία περιβάλλοντοσ
13 Τεχνικά στοιχεία
καθώσ και για το κψιµο ικανών για διάτρηση
συνθετικών υλικών (αντίστοιχο πάχοσ).
Για ζηµιέσ που ενδέχεται να προκύψουν απ τη
µη ενδεδειγµένη χρήση του εργαλείου την
αποκλειστική ευθύνη φέρει ο χρήστησ.
Θα πρέπει να ληφθούν υπψη οι γενικά
αναγνωρισµένοι κανονισµοί πρληψησ
ατυχηµάτων καθώσ και οι συνηµµένεσ
υποδείξεισ ασφαλείασ.
3 Γενικές υποδείξεις
ασφαλείας
ΠΡΟΕΙ∆ΟΠΟΙΗΣΗ
κινδύνου τραυµατισµού διαβάστε τισ
οδηγίεσ λειτουργίασ.
ΠΡΟΕΙ∆ΟΠΟΙΗΣΗ ∆ιαβάστε λες τις
υποδείξεις ασφαλείας και λες τις
οδηγίες.
υποδείξεων ασφαλείας και των οδηγιών
µπορεί να προκαλέσει ηλεκτροπληξία,
πυρκαγιά και/ή σοβαρούς τραυµατισµούς.
Φυλάγετε λες τις υποδείξεις ασφαλείας και
τις οδηγίες για µελλοντική χρήση.
Πριν τη χρήση του ηλεκτρικού εργαλείου
διαβάστε µε προσοχή λεσ τισ συνηµµένεσ
υποδείξεισ ασφαλείασ και τισ οδηγίεσ χρήσησ.
Φυλάξτε λα τα συνηµµένα έγγραφα και
παραχωρήστε σε άλλουσ το ηλεκτρικ
εργαλείο σασ µνο µαζί µε αυτά τα έγγραφα.
Η µη τήρηση των παρακάτω
– Για τη µείωση του
1 ∆ήλωση πισττητας
∆ηλώνουµε µε ιδία ευθύνη, τι το προϊν αυτ
αντιστοιχεί στισ προδιαγραφέσ και στισ
οδηγίεσ που αναφέρονται στη σελίδα 2.
2 Χρήση σύµφωνα µε το
σκοπ προορισµού
Το εργαλείο προορίζεται για το κψιµο χωρίσ
γρέζια και στρεβλώσεισ, για το χάραγµα και το
4 Ειδικές υποδείξεις
ασφαλείας
Προσέξτε για τη δική σασ προστασία
καθώσ και για την προστασία του
ηλεκτρικού σασ εργαλείου εκείνα τα
σηµεία του κειµένου, που
χαρακτηρίζονται µε αυτ το σύµβολο!
Προτού να πραγµατοποιήσετε µία
οποιαδήποτε ρύθµιση ή συντήρηση, τραβήξτε
το φισ απ την πρίζα.
53
Page 54

EL
Αποφεύγετε το ακούσιο ξεκίνηµα:
Απενεργοποιείτε πάντοτε το εργαλείο, ταν
αποµακρύνετε το φισ απ την πρίζα του
ρεύµατοσ ή ταν παρουσιαστεί µια διακοπή
ρεύµατοσ.
Χρησιµοποιείτε προστασία ακοήσ (ωτασπίδεσ).
Η επιβάρυνση του θορύβου µπορεί να
προκαλέσει απώλεια τησ ακοήσ.
Κατά την εργασία µε το εργαλείο σασ να
φοράτε πάντοτε προστατευτικά γυαλιά, γάντια
εργασίασ και σταθερά παπούτσια!
Ασφαλίζετε το επεξεργαζµενο κοµµάτι, π.χ.
µε τη βοήθεια σφιγκτήρων.
Μην απλώνετε τα χέρια σασ στην περιοχή τησ
τοµήσ.
Οδηγείτε το εργαλείο µνο ενεργοποιηµένο
στο επεξεργαζµενο κοµµάτι.
ΕΛΛΗΝΙΚά
5 Επισκπηση
Βλέπε σελίδα 3 (παρακαλώ ξεδιπλώστε).
1 Λαβή εναπθεσησ
2 Συρµενοσ διακπτησ
3 Ακέφαλη βίδα
(σταθεροποίηση του οδηγού του εµβλου)
4 Εγκοπή στον πείρο του έκκεντρου άξονα
(για τη χειροκίνητη κίνηση ανδου και
καθδου του εµβλου)
5 Περίβληµα
6 Οδηγσ εµβλου
7 Έµβολο
8Φωλιά
9Ελατήριο
6 Ιδιαίτερες ιδιτητες του
προϊντος
7 Θέση σε λειτουργία
Πριν τη θέση σε λειτουργία ελέγξτε, αν η
τάση και η συχντητα που αναφέρονται
στην πινακίδα τύπου ταυτίζονται µε τα
στοιχεία του ηλεκτρικού σασ δικτύου.
8Χρήση
Βλέπε σελίδα 3 (παρακαλώ ξεδιπλώστε).
8.1 Κατεύθυνση κοψίµατος
Στην κανονική θέση τησ φωλιάσ (8) το άνοιγµα
απρριψησ βρίσκεται τησ µπροστά.
Για πλευρικά κοψίµατα (προσ τα αριστερά ή
δεξιά) µπορεί ο οδηγσ του εµβλου (6) (µε τη
φωλιά (8)) µετά το λύσιµο τησ ακέφαλησ βίδασ
(3) να περιστραφεί κατά 90° και προσ τισ δύο
πλευρέσ.
Μετά την περιστροφή του οδηγού του
εµβλου (και τησ φωλιάσ) στρέψτε την
ακέφαλη βίδα (3) προσ τα µέσα έτσι, ώστε να
βρίσκεται µε τη µύτη τησ στο βαθούλωµα, που
προορίζεται για αυτ το σκοπ, στο επάνω
(κυλινδρικ) µέροσ του οδηγού του εµβλου
(6).
8.2 Βάθος βυθίσµατος του εµβλου
Με την περιστροφή του πείρου του έκκεντρου
άξονα (τοποθέτηση κατσαβιδιού στην εγκοπή
(4) του πείρου) µπορεί να κινηθεί το έµβολο (7)
προσ τα πάνω και προσ τα κάτω.
Σωστ βάθος βυθίσµατος:
Στην κατώτερη θέση του θα πρέπει το έµβολο
(7) να βυθίζεται σο είναι δυνατ περισστερο
µέσα στη φωλιά (8).
Στην ανώτερη θέση δεν επιτρέπεται να
βρίσκεται πάνω απ το κάτω άκρο του οδηγού
του εµβλου (6).
• Απεριριστη δυναττητα στισ καµπύλεσ
• Για το κψιµο λαµαρινών χωρίσ γρέζια και
χωρίσ στρέβλωση
• Ακριβήσ ρύθµιση τησ κατεύθυνσησ
κοψίµατοσ
• Μεγάλη διάρκεια ζωήσ των εξαρτηµάτων και
υψηλή ποιτητα κοψίµατοσ
• Ψήκτρεσ απενεργοποίησησ
• Πρακτική λαβή εναπθεσησ
54
Ρύθµιση ενδεχοµένως του βάθους
βυθίσµατος:
- Λύστε την ακέφαλη βίδα (3) στην πίσω
πλευρά του περιβλήµατοσ (5).
- Περιστρέψτε τον οδηγ του εµβλου (6)
(µνο ολκληρεσ περιστροφέσ). ταν το
βάθοσ βυθίσµατοσ είναι πολύ µικρ:
Περιστροφή ενάντια στη φορά των δεικτών
του ρολογιού. Εξήγηση: Λγω τησ
περιστροφήσ του οδηγού του εµβλου (6)
βιδώνεται το έµβολο (7) λιγτερο ή
περισστερο µέσα στον πείρο του διωστήρα
που βρίσκεται στο εσωτερικ του
περιβλήµατοσ (5).
- Περιστρέψτε την ακέφαλη βίδα (3) ξανά προσ
τα µέσα έτσι, ώστε η µύτη τησ να βρίσκεται
στο βαθούλωµα του οδηγού του εµβλου (6).
Page 55

ΕΛΛΗΝΙΚA
EL
8.3 Ενεργοποίηση/Απενεργοποίηση
Ενεργοποίηση:
Σπρώξτε το συρµενο διακπτη (2) προσ τα
εµπρσ, ώσπου να ασφαλίσει. Εµφανίζεται
ττε πίσω απ το συρµενο διακπτη το
σύµβολο “
Απενεργοποίηση:
Πιέστε προσ τα κάτω το πίσω, στη θέση
ενεργοποίησησ υψηλά ευρισκµενο, τέλοσ του
συρµενου διακπτη (2) (θέση λειτουργίασ
“
0
”).
ταν αποµακρύνετε το φισ απ την πρίζα του
ρεύµατοσ ή ταν παρουσιαστεί µια διακοπή
ρεύµατοσ.
8.4 ∆ιαδικασία κοψίµατος
κοµµάτι.
αλειφτεί µε λάδι και κατά το κψιµο
αλουµινένιων λαµαρινών µε πετρέλαιο.
Το έµβολο (7) αφήνει κατά το κψιµο στο υλικ
ένα ίχνοσ κοψίµατοσ περίπου 8 mm πλάτοσ.
Το εργαλείο µε την κεφαλή κοπήσ µπορεί να
περιστραφεί κατά 360° στο υλικ κατά την
εργασία στην ίδια θέση. Έτσι είναι δυνατν, να
κοπούν τα γωνιακά εξωτερικά περιγράµµατα
(µε ακτίνα 0 mm). Σε περίπτωση εσωτερικών
ανοιγµάτων ανέρχεται η µικρτερη ακτίνα στα
4 mm.
8.5 Κοψίµατα σύµφωνα µε ένα πρτυπο
Το πρτυπο πρέπει να είναι τσο χοντρ, ώστε
το συνολικ πάχοσ του επεξεργαζµενου
κοµµατιού συν το πρτυπο να ανέρχεται στα
4 - 5,5 mm.
Το πρτυπο πρέπει να στερεωθεί σε µια
απσταση 2,5 mm απ το περίγραµµα που
προορίζεται για κψιµο.
Οδηγείτε το εργαλείο έτσι, ώστε ο οδηγσ του
εµβλου (6) να ακουµπά µε το περιλαίµι του
πάντοτε στο πρτυπο.
I
”.
Αποφεύγετε το ακούσιο ξεκίνηµα:
Απενεργοποιείτε πάντοτε το εργαλείο,
Οδηγείτε το εργαλείο µνο
ενεργοποιηµένο στο επεξεργαζµενο
Το ίχνοσ κοψίµατοσ πρέπει κατά την
επεξεργασία χαλύβδινησ λαµαρίνασ να
τοποθετηµένο στο επεξεργαζµενο
κοµµάτι
9.1 Ξανατρχισµα και αντικατάσταση του
εµβλου
Για την αφαίρεση του εµβλου (7) λύστε την
ακέφαλη βίδα (3), τραβήξτε έξω τον οδηγ του
εµβλου (6) απ το περίβληµα (5) και
ξεβιδώστε το έµβολο (7) απ τον πείρο του
διωστήρα.
Για ξανατρχισµα λειάνετε επίπεδα το έµβολο
(7) στη µετωπική πλευρά (ψύξτε καλά τη θέση
λείανσησ!). Λειάνετε την ακµή κοπήσ ελαφρά
µε µια ακονπετρα.
Έµβολο ωσ ανταλλακτικ, βλέπε στο κεφάλαιο
10 (Εξαρτήµατα).
Βιδώστε το έµβολο (7) στον πείρο του
διωστήρα (έτσι ώστε να κουνιέται ακµα
ελαφρά ο πείροσ του διωστήρα στο διωστήρα).
Σπρώξτε τον οδηγ του εµβλου (6) πάνω απ
το έµβολο (7) στο περίβληµα (5).
Ελέγξτε το βάθοσ βυθίσµατοσ του εµβλου (7)
(βλέπε στο κεφάλαιο 8.2) και ενδεχοµένωσ
ρυθµίστε το βάθοσ βυθίσµατοσ (βλέπε στο
κεφάλαιο 8.2).
Ασφαλίστε µε την ακέφαλη βίδα (3)
9.2 Αντικατάσταση της φωλιάς
ταν η φωλιά (8) έχει στοµώσει, πρέπει να
αντικατασταθεί.
Ανοίξτε λίγο το ελατήριο (9) και αφαιρέστε το.
Αφαιρέστε την κυλινδρική κοπίλια, µε την
οποία είναι στερεωµένη η φωλιά (8) και
αφαιρέστε τη φωλιά (8).
Φωλιέσ ωσ ανταλλακτικ, βλέπε στο κεφάλαιο
10 (Εξαρτήµατα).
Στερεώστε τη νέα φωλιά µε τη συνηµµένη νέα
κυλινδρική κοπίλια. Ξανατοποθετήστε το
ελατήριο (9) και στρέψτε το έτσι, ώστε να
καλύπτει την κυλινδρική κοπίλα.
9.3 Ψήκτρες απενεργοποίησης
ταν φθαρούν εντελώσ οι ψήκτρεσ, τίθεται το
εργαλείο αυτµατα εκτσ λειτουργίασ. Έτσι
αποφεύγεται µια ζηµιά του κινητήρα.
Αντικαταστήστε τισ ψήκτρεσ στο εργοστάσιο
κατασκευήσ ή σε ένα αντίστοιχα εξοπλισµένο
και εξειδικευµένο συνεργείο. Βλέπε στο
κεφάλαιο 11 (Επισκευή).
9Συντήρηση
Προτού να πραγµατοποιήσετε µία
οποιαδήποτε ρύθµιση ή συντήρηση,
τραβήξτε το φισ απ την πρίζα.
10 Εξαρτήµατα
Χρησιµοποιείτε αποκλειστικά γνήσια
εξαρτήµατα τησ Metabo.
ταν χρειάζεστε εξαρτήµατα, απευθυνθείτε
παρακαλώ στον προµηθευτή σασ.
55
Page 56

EL
ΕΛΛΗΝΙΚά
Για την επιλογή των σωστών εξαρτηµάτων
αναφέρετε παρακαλώ στον προµηθευτή σασ
τον ακριβή τύπο του ηλεκτρικού σασ
εργαλείου.
A Έµβολο ωσ ανταλλακτικ
Αριθ. παραγγελίασ 6.30202
B Φωλιά ωσ ανταλλακτικ
Αριθ. παραγγελίασ 6.30203
CΦωλιά
Αριθ. παραγγελίασ 6.30204
Με τη φωλιά 6.30204 είναι το εργαλείο
επίσησ κατάλληλο για το κψιµο
κυµατοειδούσ λαµαρίνασ (έωσ 1,25 mm
πάχοσ).
Πλήρεσ πργραµµα εξαρτηµάτων, βλέπε
www.metabo.com ή στον κύριο κατάλογο.
11 Επισκευή
Οι επισκευέσ των ηλεκτρικών εργαλείων
επιτρέπεται να διενεργούνται µνον απ
ηλεκτροτεχνίτεσ!
Τα ηλεκτρικά εργαλεία τησ Metabo που έχουν
ανάγκη επισκευήσ µπορούν να σταλθούν στη
διεύθυνση που αναφέρεται στον κατάλογο
ανταλλακτικών.
Σε περίπτωση αποστολήσ για επισκευή
περιγράψτε παρακαλώ το διαπιστωµένο
πρβληµα.
12 Προστασία περιβάλλοντος
Οι συσκευασίεσ τησ Metabo είναι 100%
ανακυκλώσιµεσ.
Τα άχρηστα ηλεκτρικά εργαλεία και
εξαρτήµατα περιέχουν µεγάλεσ ποστητεσ
πολύτιµων πρώτων υλών και συνθετικών
υλικών, που µπορούν να υποβληθούν επίσησ
σε ανακύκλωση.
Αυτέσ οι οδηγίεσ χρήσησ είναι τυπωµένεσ σε
χαρτί που δεν έχει επεξεργαστεί µε χλώριο.
Μνο για τισ χώρεσ τησ ΕΕ: Μην πετάτε
τα ηλεκτρικά εργαλεία στον κάδο
οικιακών απορριάτων! Σύµφωνα ε
την ευρωπαϊκή οδηγία 2002/96/ΕΚ περί
ηλεκτρικών και ηλεκτρονικών συσκευών και
την ενσωάτωσή τησ στο εθνικ δίκαιο, τα
ηλεκτρικά εργαλεία πρέπει να συλλέγονται
ξεχωριστά και να επιστρέφονται για
ανακύκλωση ε τρπο φιλικ προσ το
περιβάλλον.
13 Τεχνικά στοιχεία
∆ιευκρινίσεισ σχετικά µε τα στοιχεία στη
σελίδα 2.
∆ιατηρούµε το δικαίωµα για αλλαγέσ, που
εξυπηρετούν την τεχνική προδο.
M = Ροπή στρέψησ
B
= Μέγιστο πάχοσ λαµαρίνασ για κψιµο
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = Βάροσ χωρίσ καλώδιο σύνδεσησ στο
Συνολική τιµή κραδασµών (ανισµατικ
άθροισµα τριών κατευθύνσεων) υπολογισµένη
σύµφωνα µε το πρτυπο EN 60745:
a
h
K = Ανασφάλεια (ταλάντωση)
Η στάθµη ταλαντώσεων που αναφέρεται σε
αυτέσ τισ υποδείξεισ έχει µετρηθεί σύµφωνα
µε µια τυποποιηµένη στο πρτυπο EN 60745
µέθοδο µέτρησησ και µπορεί να
χρησιµοποιηθεί για τη σύγκριση των
ηλεκτρικών εργαλείων µεταξύ τουσ.
Η µέθοδοσ είναι επίσησ κατάλληλη για µια
προσωρινή εκτίµηση του φρτου των
ταλαντώσεων.
Η αναφερµενη στάθµη ταλαντώσεων
εκπροσωπεί τισ κύριεσ εφαρµογέσ του
ηλεκτρικού εργαλείου. ταν µωσ το
ηλεκτρικ εργαλείο χρησιµοποιηθεί για άλλεσ
εφαρµογέσ, µε αποκλίνοντα εξαρτήµατα
εργασίασ ή µε ανεπαρκή συντήρηση, µπορεί να
αποκλίνει η στάθµη των ταλαντώσεων. Αυτ
µπορεί να αυξήσει σηµαντικά το φρτο των
ταλαντώσεων για λο το χρονικ διάστηµα τησ
εργασίασ.
Για µια ακριβή εκτίµηση του φρτου των
ταλαντώσεων θα πρέπει να ληφθούν υπψη
επίσησ και οι χρνοι, στουσ οποίουσ το
εργαλείο είναι απενεργοποιηµένο ή
λειτουργεί, αλλά δεν είναι στην
πραγµατικτητα σε χρήση. Αυτ µπορεί να
µειώσει σηµαντικά το φρτο των ταλαντώσεων
για λο το χρονικ διάστηµα τησ εργασίασ.
Καθορίστε πρσθετα µέτρα ασφαλείασ για την
προστασία του χειριστή απ την επίδράση των
ταλαντώσεων, πωσ για παράδειγµα:
(χαλύβδινη λαµαρίνα)
= Μέγιστο πάχοσ λαµαρίνασ για κψιµο
(αλουµίνιο)
= Ονοµαστική ισχύσ
= Αποδιδµενη ισχύσ
= Αριθµσ παλινδροµήσεων χωρίσ
φορτίο
= Αριθµσ παλινδροµήσεων µε
ονοµαστικ φορτίο
= Ελάχιστη ακτίνα καµπυλτητασ
ρεύµα
= Τυπική αξιολογηµένη επιτάχυνση
στην περιοχή χεριού-βραχίονα
(Κψιµο λαµαρίνασ)
56
Page 57

Συντήρηση του ηλεκτρικού εργαλείου και των
εξαρτηµάτων εργασίασ, διατήρηση των χεριών
ζεστών, οργάνωση τησ πορείασ των εργασιών.
Τυπικέσ ηχητικέσ στάθµεσ Α:
L
L
K
pA
WA
pA
= Στάθµη ηχητικήσ πίεσησ
= Στάθµη ηχητικήσ ισχύοσ
, KWA= Ανασφάλεια (ηχητική στάθµη)
Κατά την εργασία µπορεί να υπάρξει υπέρβαση
τησ στάθµησ θορύβου των 85 dB(A).
Χρησιµοποιείτε προστασία ακοής
(ωτασπίδες)!
Οι τιµέσ µετρήθηκαν σύµφωνα µε το πρτυπο
EN 60745.
Τα αναφερµενα τεχνικά στοιχεία εννοούνται
µε ανοχέσ (σύµφωνα µε τισ εκάστοτε
ισχύουσεσ τεχνικέσ προδιαγραφέσ).
ΕΛΛΗΝΙΚA
EL
57
Page 58

HU
MAGYAR
Használati útmutató
Tisztelt Vásárlónk!
Köszönjük, hogy megtisztelt bennünket bizalmával és a Metabo elektromos kéziszerszámát választotta.
Minden egyes elektromos kéziszerszámunkat igen alapos minőségi ellenőrző vizsgálatnak vetünk alá,
ennek során meg kell felelniük a Metabo minőségbiztosító részlege által kidolgozott szigorú minőségi
követelményeknek. Az elektromos kéziszerszámának élettartama nagy mértékben függ attól, hogy milyen
gondosan bánik vele. Kérjük tehát, hogy figyelmesen olvassa el és tartsa be a jelen használati
útmutatóban és a mellékelt műszaki leírásokban foglaltakat. Minél gondosabban bánik a Metabo
elektromos kéziszerszámával, annál hosszabb ideig fogja az megbízhatóan szolgálni Önt.
A nem rendeltetésszerű használatból eredő
Ta r talo m
1 Megfelelőségi nyilatkozat
2 Rendeltetésszerű használat
3 Általános biztonsági szabályok
4 Különleges biztonsági szabályok
5 Áttekintés
6 Különleges termékjellemzők
7 Üzembe helyezés
8 Használat
8.1 Vágásirány
8.2 Bélyegző bemerülési mélység
8.3 Be-/kikapcsolás
8.4 Vágás folyamata
8.5 Munkadarabra felfogott sablon
szerinti vágás
9Karbantartás
9.1 Bélyegző utánélezése és kicserélése
9.2 Matrica kicserélése
9.3 Lekapcsoló szénkefék
10 Tartozékok
11 Javítás
12 Környezetvédelem
13 Műszaki adatok
mindennemű kárért a felelősség kizárólag a
felhasználót terheli.
Feltétlenül tartsa be az általánosan elfogadott
balesetvédelmi szabályokat, valamint a mellékelt
biztonsági útmutatóban foglaltakat.
3 Általános biztonsági
szabályok
FIGYELMEZTETÉS
csökkentése érdekében olvassa át a
kezelési útmutatót.
FIGYELMEZTETÉS Olvassa át az összes
biztonsági utasítást és előírást.
biztonsági utasítások betartásának elmulasztása
elektromos áramütéshez, tűzhöz és/vagy súlyos
testi sérülésekhez vezethet.
Kérjük, gondosan őrizzen meg valamennyi
biztonsági utasítást és előírást a jövőben.
Az elektromos kéziszerszám használata előtt
olvassa el a mellékelt biztonsági és használati
útmutatót figyelmesen és teljeskörűen. Őrizze meg
a mellékelt műszaki leírásokat, és csak ezekkel
együtt adja tovább másnak az elektromos
kéziszerszámot.
– A sérülésveszély
A
1 Megfelelőségi nyilatkozat
Kizárólagos felelősségünk tudatában igazoljuk,
hogy ez a termék mindenben megfelel a 2. oldalon
felsorolt szabványokban és irányelvekben foglalt
követelményeknek.
2 Rendeltetésszerű használat
A gépet sorja-, és csavarodásmentes darabolásra,
tetszés szerinti formák lemezből kistancolására és
kivágására, valamint stancképes (megfelelő
vastagságú) műanyagok vágására tervezték.
58
4 Különleges biztonsági
szabályok
Saját testi épsége és a berendezés
védelme érdekében tartsa be az adott
szimbólummal jelölt szövegrészekben
foglaltakat!
A hálózati dugót húzza ki a csatlakozó aljzatból,
mielőtt egy beállítást vagy karbantartást végez el.
Kerülje el a véletlenszerű indítást: mindig kapcsolja
ki a gépet, ha a csatlakozódugót kihúzza a
csatlakozóaljzatból, vagy ha áramszünet lép fel.
Viseljen fülvédőt. A zajhatás halláskárosodást
okozhat.
Page 59

MAGYAR
HU
Mindig viseljen védőszemüveget,
munkáskesztyűt, és erős védőcipőt, ha géppel
dolgozik!
Biztosítsa a munkadarabot, pl. befogó szerkezet
segítségével.
Ne nyúljon kézzel a vágási területbe.
A gépet csak bekapcsolt állapotban közelítse a
munkadarabhoz.
5Áttekintés
Lásd a 3. oldalt (kérjük, hajtsa ki).
1 Lerakó fogantyú
2 Tolókapcsoló
3 Menetes csap (bélyegzővezetés rögzítése)
4 Bemetszés az excentertengely csapjában
(a bélyegző kézi fel-, és lemozgatásához)
5Ház
6 Bélyegzővezetés
7Bélyegző
8 Matrica
9Rugó
6 Különleges
termékjellemzők
• Korlátlan ívképesség
• Lemezek sorja-, és csavarodásmentes
vágásához
• Finoman beállítható vágásirány
• Hosszú élettartamú szerszámok és magas
vágásminőség
• Lekapcsoló szénkefék
• Praktikus lerakó fogantyú
7 Üzembe helyezés
Az üzembe helyezés előtt ellenőrizze, hogy a
szerszám típustábláján megadott hálózati
feszültség és frekvencia megfelel-e az Ön által
használt hálózat adatainak.
8 Használat
Lásd a 3. oldalt (kérjük, hajtsa ki).
8.1 Vágásirány
A matrica (8) normál állásában a kidobó nyílás elől
található.
Oldalirányban (balra vagy jobbra) végzett
vágáshoz a menetes csap meglazítása után (3) a
bélyegzővezetés (6) mindkét oldal irányába 90°-kal
elfordítható (a matricával együtt (8)).
A bélyegzővezetés (és a matrica) elfordítása után
csavarja be úgy a menetes csapot (3), hogy az a
hegyével betaláljon a bélyegzővezetés (6) felső
(hengeres) részének erre a célra szolgáló
süllyesztékébe.
8.2 Bélyegző bemerülési mélység
Az excentertengely csapjának elfordításával
(ehhez helyezze be a csavarhúzót a csapon
található bemetszésbe (4)) a bélyegző (7) le-föl
mozgatható.
Helyes bemerülési mélység:
A legalsó állásában a bélyegző (7) a lehető
legmélyebbre nyúljon be a matricába (8).
A legfelső állásában a bélyegző ne nyúljon túl a
bélyegzővezetés (6) alsó végénél.
Bemerülési mélység beállítása - ha szükséges:
- Lazítsa meg a menetes csapot (3) a ház (5)
hátoldalán.
- Fordítsa el a bélyegzővezetést (6) (csak teljes
fordulatokat végezzen). Ha túl kicsi a bemerülési
mélység: fordítsa el az óramutató járásával
ellentétesen. Magyarázat: a bélyegzővezetés (6)
elfordításával a bélyegző (7) mélyebben vagy
kevésbé mélyen csavarozódik be a ház (5)
belsejében található hajtórúd csapszegbe.
- Csavarja be újra a menetes csapot (3) úgy, hogy
a hegye betaláljon a bélyegzővezetés (6)
süllyesztékébe.
8.3 Bekapcsolás - kikapcsolás
Bekapcsolás:
Tolja előre bekattanásig a tolókapcsolót (2). Ekkor
a tolókapcsoló mögött láthatóvá válik az „I“ jel.
Kikapcsolás:
Nyomja le a tolókapcsoló (2) hátsó, a végállásban
magasan álló végét (kapcsolóállás: „0“).
Kerülje el a véletlenszerű indítást: mindig
kapcsolja ki a gépet, ha a csatlakozódugót
kihúzza a csatlakozóaljzatból, vagy ha áramszünet
lép fel.
8.4 Vágás folyamata
A gépet csak bekapcsolt állapotban
közelítse a munkadarabhoz.
Kenje be a vágásnyomot olajjal, ha
acéllemezt munkál meg, vagy petróleummal,
ha alumíniumlemezt vág.
A bélyegző (7) vágás közben kb. 8 mm széles
vágási nyomot hagy hátra az anyagban.
Munkavégzés közben a gép a vágófejével együtt
360°-kal helyben elfordítható az anyagban. Ez
59
Page 60

HU
MAGYAR
lehetővé teszi a külső körvonalak sarkos
(sugár: 0 mm) vágását. A belső kivágások
legkisebb sugara 4 mm.
8.5 Munkadarabra felfogott sablon szerinti
vágás
A sablonnak olyan vastagságúnak kell lennie,
hogy a munkadarab + sablon teljes vastagsága
4-5,5 mm legyen.
A sablont a kivágandó körvonaltól 2,5 mm
távolságra kell felfogni.
A gépet úgy kell vezetni, hogy a bélyegzővezetés
(6) és a hevedere mindig a sablon szélére feküdjön.
9 Karbantartás
A hálózati dugót húzza ki a csatlakozó
aljzatból, mielőtt egy beállítást vagy
karbantartást végez el.
9.1 Bélyegző utánélezése és kicserélése
A bélyegző (7) kiszereléséhez lazítsa meg a
menetes csapot (3), húzza ki a bélyegzővezetést
(6) a házból (5),majd csavarja ki a bélyegzőt (7) a
hajtórúd csapszegéből.
A bélyegző (7) utánélezéséhez síkköszörülje a
homlokoldalt (a csiszolás helyét jól hűtse!).
A vágóélt húzza le kissé egy lehúzókővel.
Tartalék csiszolótalp: lásd a 10. fejezetet
(Tartozékok)
Csavarja be a bélyegzőt (7) a hajtórúd csapszegbe
(úgy, hogy a csapszeg még könnyen
mozoghasson a hajtórúdban). Tolja be a
bélyegzővezetést (6) a bélyegzőn (7) keresztül a
házba (5).
Ellenőrizze a bélyegző (7) bemerülési mélységét
(lásd a 8.2 fejezetet). és szükség esetén állítsa be
a bemerülési mélységet (lásd a 8.2 fejezetet).
Biztosítsa a menetes csappal (3)
9.3 Lekapcsoló szénkefék
Ha a szénkefék teljesen elkoptak, a szerszám
automatikusan kikapcsol. Ezzel
megakadályozható a motor sérülése.
A szénkeféket a gyártó műhelyében vagy
megfelelően felszerelt szervizben cseréltesse ki.
Lásd a 11. fejezetet (javítás).
10 Tartozékok
Csak eredeti Metabo tartozékokat használjon.
Ha valamilyen tartozékra van szüksége, forduljon a
kereskedőjéhez.
A megfelelő tartozék kiválasztásához adja meg a
kereskedőnek a szerszám pontos típusát.
ATartalék bélyegző
rendelési szám: 6.30202
B Tartalék matrica
rendelési szám: 6.30203
C Matrica
rendelési szám: 6.30204
A 6.30204 matricával a gépet (max. 1,25 mm
vastagságú) hullámlemez vágására is
használhatja.
A teljes tartozékprogramhoz lásd:
www.metabo.com vagy a főkatalógust.
11 Javítás
Elektromos kéziszerszámot csak villamos
szakember javíthat!
A meghibásodott Metabo elektromos
kéziszerszámot a pótalkatrész-jegyzékben
feltüntetett valamelyik javítóműhelybe lehet
beküldeni javításra.
Kérjük, hogy levelében röviden írja le az észlelt
hibát.
12 Környezetvédelem
9.2 Matrica kicserélése
Ha a matrica (8) életlenné válik, akkor ki kell
cserélni.
Tágítsa ki kissé a rugót (9) és vegye le. Szerelje ki
azt a hengeres csapot, ami a matricát (8) rögzíti,
majd húzza le a matricát (8).
Tartalék matrica: lásd a 10. fejezetet (Tartozékok)
Az új és a géppel együtt szállított hengeres
csappal rögzítse az új matricát. Helyezze fel ismét
a rugót (9) és fordítsa el annyira, hogy befedje a
hengeres csapot.
60
A Metabo szerszámok csomagolása 100%-ban
újra hasznosítható anyagokból készül.
A leselejtezett elektromos kéziszerszámok és azok
tartozékai sok értékes nyersanyagot és
műanyagot tartalmaznak, amelyek szintén újra
hasznosíthatók.
Ez a használati utasítás klórmentesen fehérített
papírra lett nyomtatva.
Page 61

MAGYAR
HU
Csak EU-tagországok esetében: elektromos kéziszerszámot soha ne dobjon
háztartási hulladék közé! Az elektromos és
elektronikus berendezések hulladékairól szóló
2002/96/EK irányelv és annak nemzeti jogi átvétele
értelmében a használt elektromos kéziszerszámokat szelektíven kell gyűjteni és lehetővé kell
tenni azok környezetkímélő újrahasznosítását.
13 Műszaki adatok
Az adatok értelmezését lásd a 2. oldalon.
A műszaki változtatás joga a továbbfejlesztés
érdekében fenntartva.
M = forgatónyomaték
B
= legnagyobb vágandó lemezvastagság
St
B
Al
P
1
P
2
h
0
h
1
r
min
m = súly elektromos csatlakozókábel nélkül
(acéllemez)
= legnagyobb vágandó lemezvastagság
(alumínium)
= névleges felvett teljesítmény
= leadott teljesítmény
= üresjárati löketszám
= löketszám névleges terhelésnél
= legkisebb ívsugár
Jellemző A-osztályú zajszint:
L
L
K
pA
WA
pA
= hangnyomás-szint
= Hangteljesítmény-szint
, KWA= Bizonytalanság (hangszint)
Munka közben a zajszint a 85 dB(A)-t túllépheti.
Hordjon zajtompító fülvédőt!
A mérési eredményeket az EN 60745 szabvány
szerint határoztuk meg.
A fenti adatoknak tűrése van (a mindenkor
érvényben levő szabványoknak megfelelően).
Eredő rezgés (a három különböző irányú rezgés
vektoriális összegének) meghatározása az
EN 60745 szerint:
a
= jellemzőnek értékelt gyorsulás
h
a kézen és a karon
(Lemezvágás)
K = bizonytalanság (rezgés)
Az ezen utasításokban megadott rezgésszintet az
EN 60745 szabványban rögzített mérési eljárásnak
megfelelően mérték, és felhasználható az
elektromos szerszámok egymással való
összehasonlítására. Alkalmas a vibrációs terhelés
előzetes becslésére is.
A megadott rezgésszint az elektromos szerszám
legfontosabb alkalmazásait reprezentálja. Ha
azonban az elektromos szerszámot más
alkalmazásokra, eltérő szerszámokkal vagy nem
elegendő karbantartási háttérrel használják, akkor
a vibrációs szint ettől eltérhet. Ez az egész
munkaidőre vonatkozó vibrációs terhelést
lényegesen megnövelheti.
A vibrációs terhelés pontos becsléséhez azokat az
időket is figyelembe kell venni, amikor a készülék
ki van kapcsolva, vagy bár működik, de
ténylegesen nem dolgoznak vele. Ez az egész
munkaidőre vonatkozó vibrációs terhelést
lényegesen megnövelheti.
Vezessen be kiegészítő biztonsági intézkedéseket
a rezgések hatása ellen a kezelő védelme
érdekében, mint pl. az elektromos szerszám és az
alkalmazott szerszámok karbantartása, a kezek
melegen tartása, a munkafolyamatok szervezése.
61
Page 62

Page 63

Page 64

Metabowerke GmbH,
72622 Nürtingen, Germany
www.metabo.com
 Loading...
Loading...