

Page 1

Инструкция по эксплуатации токарного станка HDM 1000
Elektra-Beckum AG, Daimlerstrasse 1, D-49703 Meppen
Электра-Беккум АГ, Даймлерстрассе 1, Германия-49703 Меппен
Сделано в Германии.
Внимание! Пожалуйста, внимательно и до конца прочитайте эту
инструкцию по установке и вводу в эксплуатацию токарного
станка.
Область применения
В лице токарного станка фирмы Elektra Beckum Вы купили
высококачественную, хорошо сконструированную
деревообрабатывающую машину.
• Практичная конструкция и обширная программа
принадлежностей обеспечивают оптимальные результаты
работы.
• Токарный станок HDM 1000 разработан для точения всех
видов дерева.
• С помощью этой машины нельзя работать по металлу.
• Правильно выбирайте скорость вращения и не превышайте ее. (раздел 18)
• Обязательно соблюдайте правила по технике безопасности и указания к работе данной инструкции по
эксплуатации. Только таким образом можно избежать несчастных случаев.
Ответственность за качество изделия/гарантия
Обратите, пожалуйста, внимание, что срок гарантии отсчитывается со дня покупки и подтверждается
документом о покупке.
Повреждения, возникшие в результате естественного износа, перегрузки, неправильного обращения или
невыполнения работ по техническому обслуживанию, гарантией не защищаются.
Претензии принимаются только в том случае, если Вы отправите своему поставщику не разобранное,
полностью комплектное, устройство со всеми принадлежностям, а также гарантийный талон.
1. Технические данные
Мощность привода 0,55 кВ
Рабочее напряжение 230 Вольт/50 Гц
Число оборотов мотора 2800 в мин
Число оборотов шпинделя 700/1100/1600/2200 в мин
Длина центра, макс. 1000 мм
Высота центров 190 мм
Диаметр обточки, макс. 380 мм
Резьба шпинделя М 20*1,5
Конус пиноли конус Морзе, размер 3
Длина хода пиноли 50 мм
Вес заготовки, макс. 9 кг
Вес машины 34 кг
Звуковая эмиссия на рабочем месте на холостом ходу 75 дБ
2. Комплектация
Торцовый поводок
Плоская шайба, Д=150 мм
Вращающийся центр
Стальная опора
Инструменты для монтажа
Инструкция по эксплуатации
Page 2
3. Ввод в эксплуатацию
Если Вы не монтируете станок на оригинальную нижнюю подставку от
Elektra Beckum, выберите другую надежную опорную поверхность (например
верстак). По причинам транспортировки опорная поверхность для заготовок
упакована отдельно. Опорная поверхность для заготовок вместе с ее
стальным держателем прикручивается к станине машины.
4. Присоединение к сети/выключатель
Станок можно использовать только с однофазным переменным током 230
Вольт/50 Гц. Розетка должна быть защищена предохранительным
выключателем в 10 А или плавким предохранителем gL 10 A. Диаметр
удлинительного кабеля должен быть не меньше 3*1 мм2. Машина
включается нажатием зеленой кнопки, и выключается нажатием красной.
Встроенное в выключатель реле предотвращает повторное включение
машины после перерыва в подаче тока.
5. Указания по безопасности
5.1Средства личной защиты
Во время работы токарным станком необходимо носить средства личной защиты.
• Для предотвращения ранений глаз надевайте подходящие защитные очки.
• Заготовки с трещинами от усушки могут расколоться во время обработки и обусловить серьезные ранения
головы. Носите подходящий защитный шлем. Если у Вас длинные волосы, носите специальную сетку для
волос.
• Для защиты дыхательных путей надевайте защитную маску. Древесная пыль бука и дуба может оказывать
канцерогенное действие.
• Носите тесно прилегающую одежду. Вращающаяся заготовка может захватить детали одежды.
5.2 Предписания по предотвращению несчастных случаев
• Не применяйте деревянные заготовки с трещинами от усушки, так как возникает высокая опасность
раскалывания заготовки за счет центробежной силы.
• Применяйте только такую древесину, волокна которой проходят вдоль оси точения.
• Станок можно использовать только с закрытым защитным кожухом (поз. 5 в разделе 6)
• К вставленному с левой стороны станка сетевому штекеру всегда должен быть свободен доступ.
Соблюдайте достаточное расстояние до стен, предметов.
• Стальная опора должна быть установлена близко к заготовке (5-10 мм)
• Во время точения не стойте в окружности возможного отброса заготовки.
• Установив новую заготовку, начинайте работу с низкого числа оборотов шпинделя.
• При работе между центрами токарного станка нанесите центрирующие отверстия диаметром не менее 5
мм.
• 3-4-х кулачковые патроны применяйте только с использованием защитного приспособления.
5.3 Принадлежности и запчасти
Применяйте только оригинальные принадлежности и запчасти Elektra Beckum.
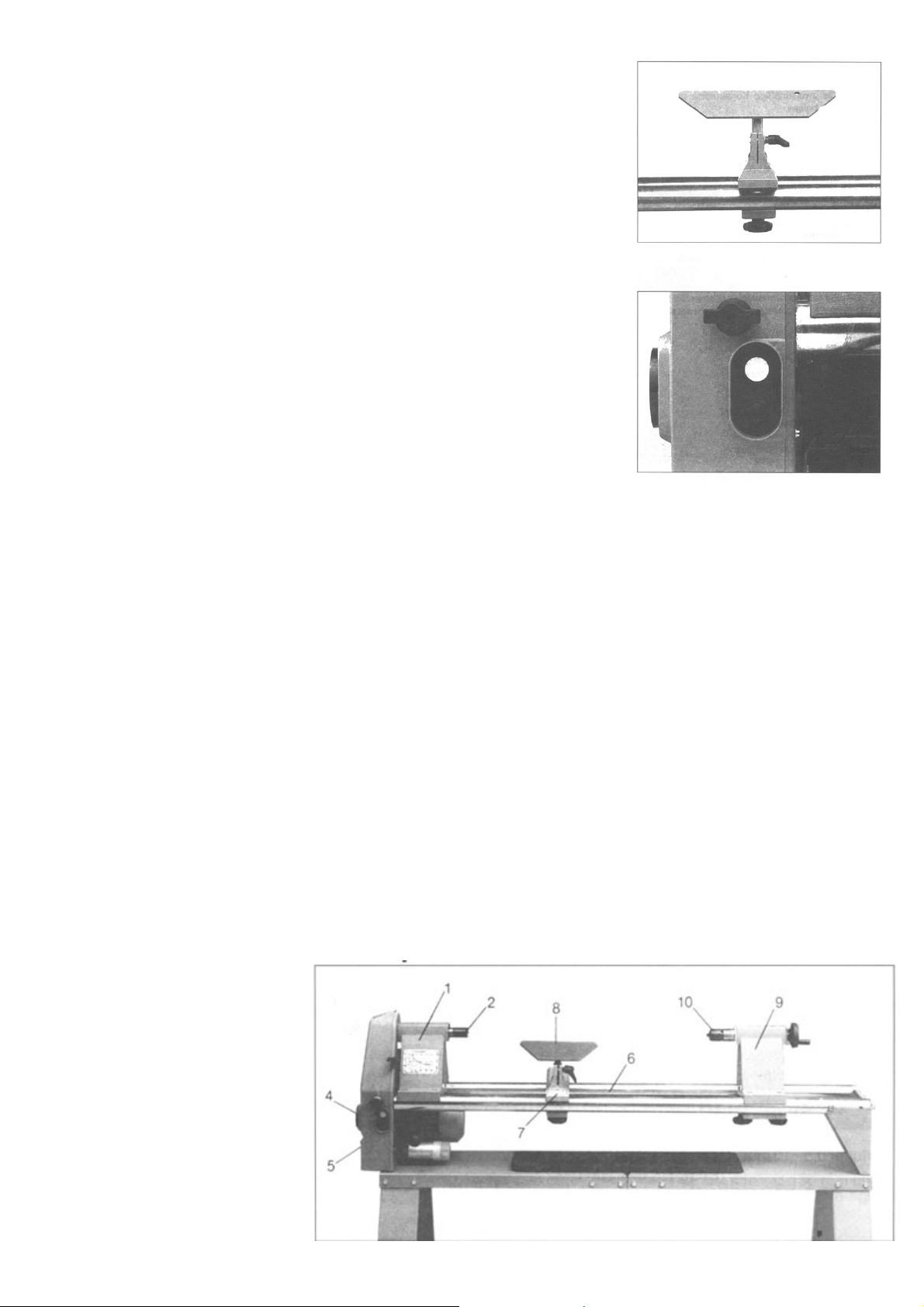
6. Элементы станка
1. Передняя бабка
2. Шпиндель
4 Выключатель
5 Защитный кожух
6 Станина станка
7 Держатель стальной опоры
8 Стальная опора
9 Задняя бабка
10 Вращающийся центр
Page 3
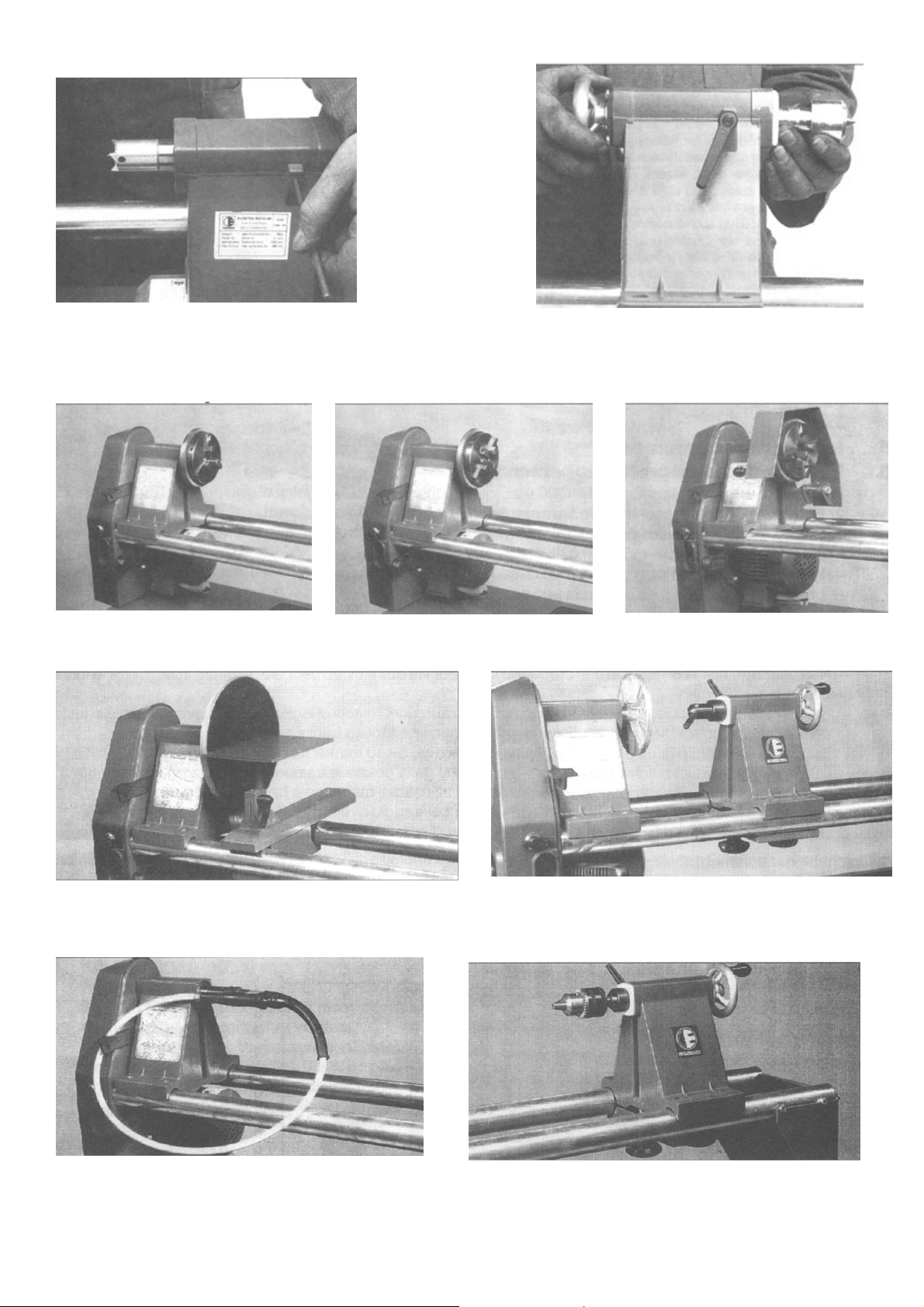
7. Задняя бабка/Передняя бабка
Для фиксации шпинделя в поперечное отверстие Поворотом маховика влево можно выдавить
шпинделя вставляется входящий в комплектацию штырь. находящиеся в пиноли инструменты.
8. Дополнительные принадлежности
трехкулачковый-токарный патрон, четырехкулачковый-токарный патрон, защитный кожух токарного
диаметр 125 мм 091 200 3620 диаметр 125 мм 091 200 3639 патрона 091 200 3647
приспособление для тарельчатого шлифования, внутренний расточный резец, макс. глубина сверления
тарелка диаметром 250 мм, шлифовальный стол 100 мм, диаметр сверления макс. 80 мм 091 200 3752
150*220 мм 091 200 3680
Приемный элемент сверлильного патрона + Сверлильный сверлильный патрон с зубчатым венцом 3-16 мм с
патрон с зубчатым венцом 0,5-10 мм 091 200 3710 конической оправкой МК 3 091 200 0982
Гибкий вал 1200 мм общая длина со сверлильным патроном 0,5-8 м 721 003 9249
Page 4
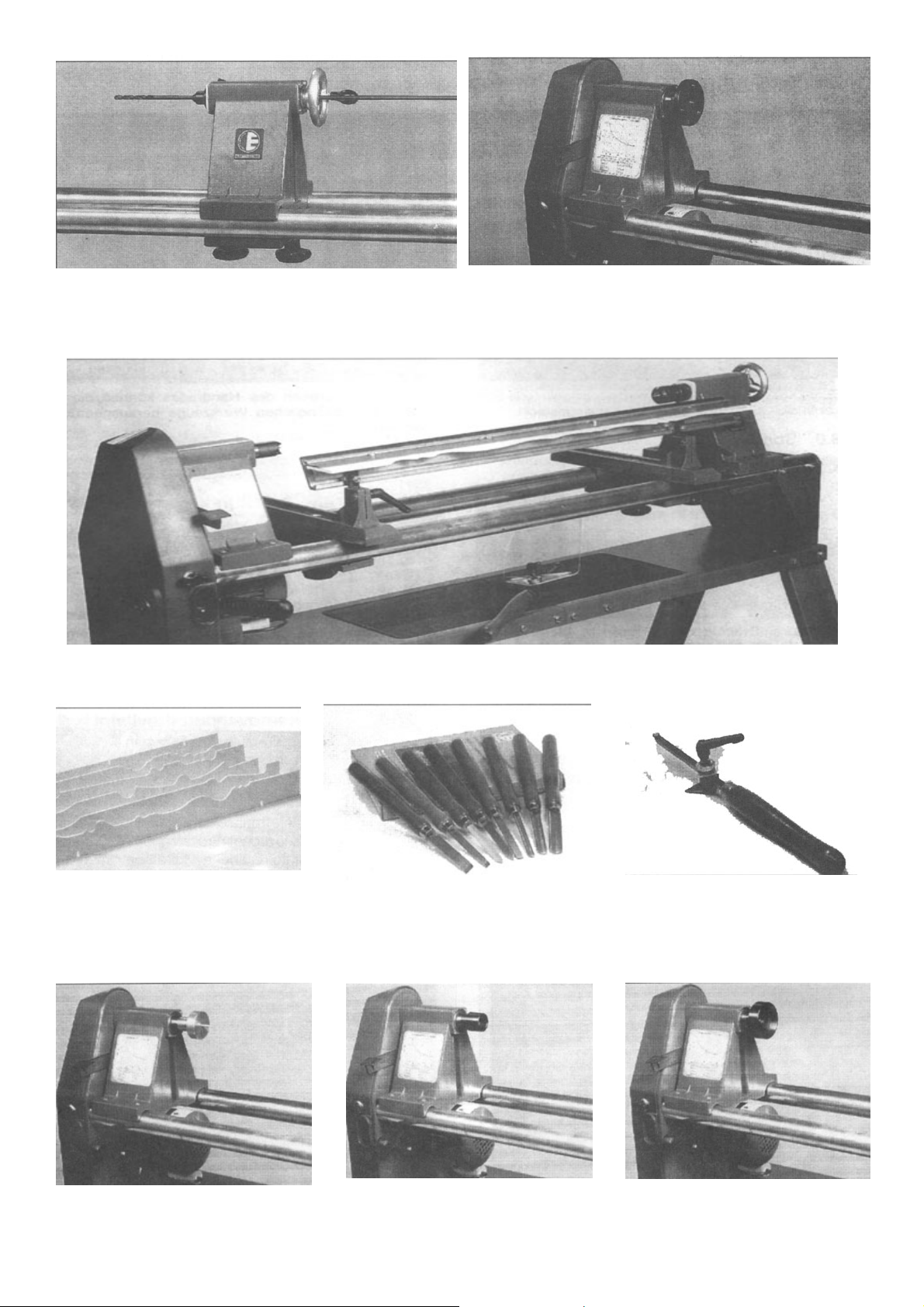
просверленный наконечник задней бабки со большой наконечник поводка, Д=80 мм 091 200 3760
сверлом 8*900 мм: 091 200 3744
(для сверления отверстий в ножках светильников
для прокладывания кабеля)
Копировальная шина со специальным копировальным долотом. Идеальна для производства серии маленьких
деталей. 091 200 3655
Ассортимент копировальных шаб- Ассортимент токарных стамесок, Универсальная стамеска, с заменяемой
лонов, 7 шт. применяется в комбинации 8 шт. 091 200 3698 режущей пластиной и защитным
с копировальной шиной. 091 200 3663 диском. 091 200 3671
Запасные режущие пластины,
1 пара 091 200 0966
Набор патронов 1: из 3 частей: шпиндельный патрон д=40 мм, шпиндельный патрон д=80 мм, резьбовой
патрон д=64 мм 091 200 3728
Набор патронов 2 из 3 частей: шпиндельные патроны д=100 мм, 130 мм, 150 мм. 091 200 3736
Page 5
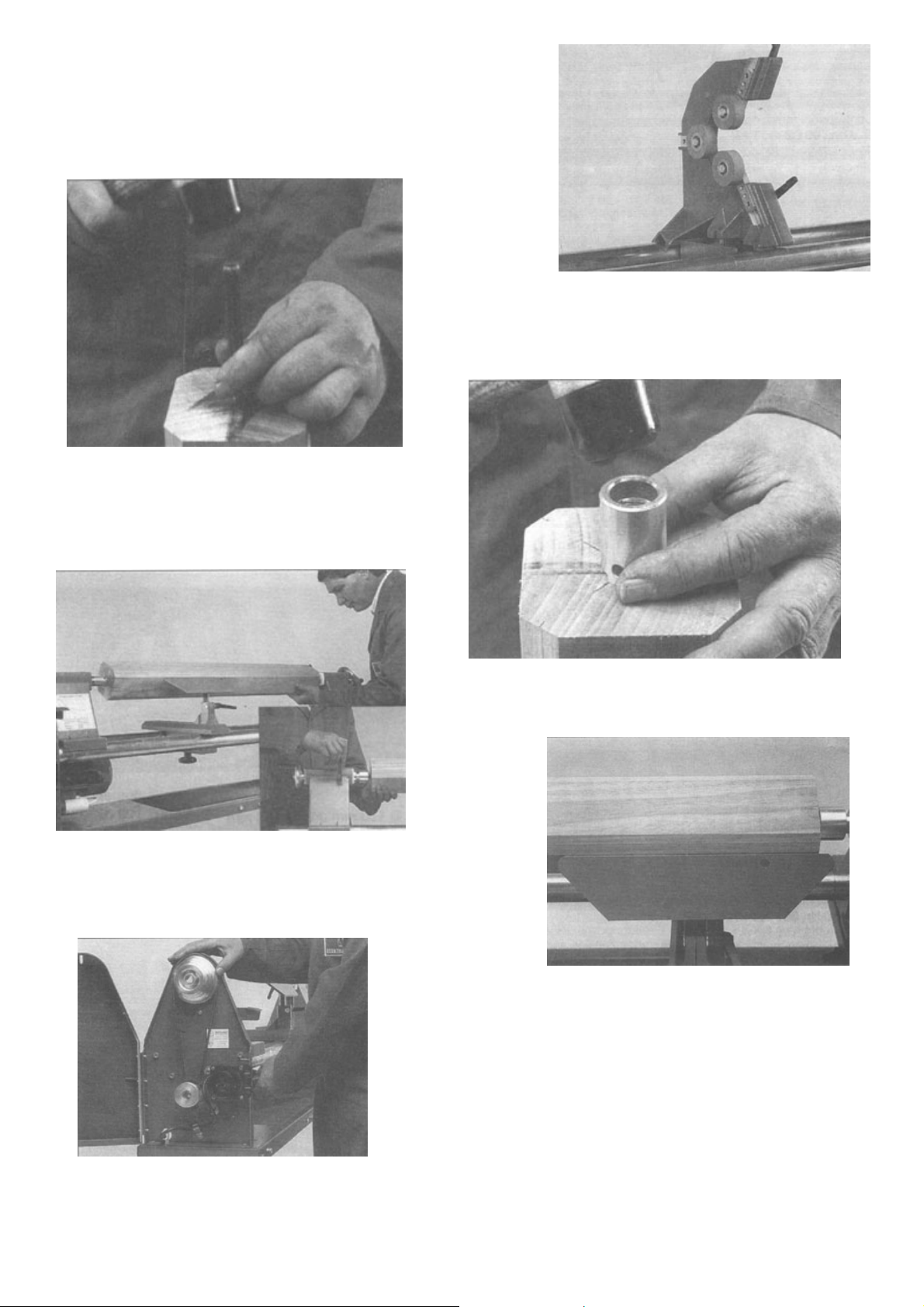
Люнет
Макс. диаметр точения 125 мм
Мин. диаметр точения 10 мм
Диаметр роликов 58 мм
№ заказа 091 200 5070
Отметьте на обрабатываемой Вами заготовке с обеих сторон
середину, и с помощью кернера и центрирующего сверла
сделайте центрирующее отверстие диаметром 5 мм.
Заготовки с длиной края более 10 см нужно отстрогать в
форме восьмиугольника.
На противоположной торцовой поверхности заготовки
вбейте снятый торцовый поводок с помощью
резинового или деревянного молотка. После этого
снова прикрутите торцовый поводок на шпиндель.
Подготовленную таким образом заготовку закрепите между
центрами станка. Хорошо зафиксируйте пиноль задней
бабки с помощью зажимного рычага, чтобы она не
ослабилась.
Опорную поверхность установите близко к заготовке
(расстояние 5-10 мм), на середину оси.
Перед началом работы проверните заготовку рукой и проверьте
все крепежные винты на прочность посадки.
Предварительно выберите число оборотов шпинделя с помощью
перекидывания приводного ремня. По причинам безопасности
всегда начинайте с самого низкого числа оборотов. Для
перекидывания ремня грибковая ручка должна быть отпущена, а
мотор приподнят. При натяжении приводного ремня обращайте
внимание на указательный щит в ящике для ремня.
Page 6

Только после того как машина была соответствующим образом
настроена, проверенна надежность установки заготовки и крепежных
винтов, можно включить мотор.
• Всегда работайте справа налево
• По мере того как заготовка становится тоньше, корректируйте
положение стальной опоры.
10 Точение с помощью планшайбы
Заготовку, которая будет подвергаться дальнейшей обработке,
нужно предварительно раскроить с помощью ленточной пилы
или лобзика.
• Заготовку нужно тщательно осмотреть на наличие трещин.
• Заготовки с трещинами использовать нельзя!
Возникающая центробежная сила может привести к разрыву
заготовки.
Место посадки планшайбы нужно пометить с помощью циркуля.
Планшайба должна быть прикручена к заготовке не меньше, чем 4
винтами по дереву.
В качестве альтернативы, заготовку можно приклеить к
планшайбе жидким клеем. Планшайба должна быть абсолютно
свободна от следов жира, масла, пыли. Поверхность, к которой
будет приклеиваться планшайба, нужно плоско отстрогать. После
высыхания жидкого клея можно проверить прочность посадки
заготовки, слегка потянув за нее. Заготовку можно снова снять,
нагрев планшайбу.
Планшайбу вместе с заготовкой накрутите на шпиндель,
подвиньте заднюю бабку вперед и закрепите с помощью
вращающегося центра. Плотно подвиньте опору для заготовок (510 мм) и установите ее на середину оси. Проверните заготовку
рукой и проверьте все зажимные винты на прочность посадки.
Выберите число оборотов шпинделя путем перекидывания
приводного ремня. По причинам безопасности начинайте всегда
с самого низкого числа оборотов.
Page 7
Только после того как машина была соответствующим образом
настроена, проверенна надежность установки заготовки и
крепежных винтов, можно включить мотор.
• Сначала обтачивается внешняя сторона заготовки
вкруговую.
После перестановки опоры заготовки плоско оттачивается
торцовая сторона заготовки.
Только после того как заготовка прошла предварительную
обточку, и было достигнуто свободное круговое вращение,
задняя бабка отдвигается назад.
• Теперь заготовку можно обточить, придав нужную форму.
11. Точение со шпунтовым патроном
Подготовьте заготовку как описано в разделе 9, и закрепите
между центрами станка. Максимальная длина заготовки не
должна превышать 100 мм. Максимальный диаметр заготовки не
должен превышать 125 % диаметра шпунтового патрона. (больше
на 25 %)
Итак, шпунт прикручен к заготовке. Он должен выступать на 0,5
мм, чтобы возникла плотная подгонка.
Вкрученный в заготовку шпунт вставляется в шпунтовой патрон,
затем прикручивается к заготовке диаметром не меньше 80 мм с
помощью винтов по дереву.
Опора должна быть плотно подвинута к заготовке (около 5 мм)
• Перед началом работы проверните заготовку рукой и
проверьте все крепежные винты на прочность посадки.
Page 8
Только после того как машина была соответствующим образом
настроена, проверенна надежность установки заготовки и
крепежных винтов, можно включить мотор.
• По мере того как заготовка становится тоньше, корректируйте
положение стальной опоры.
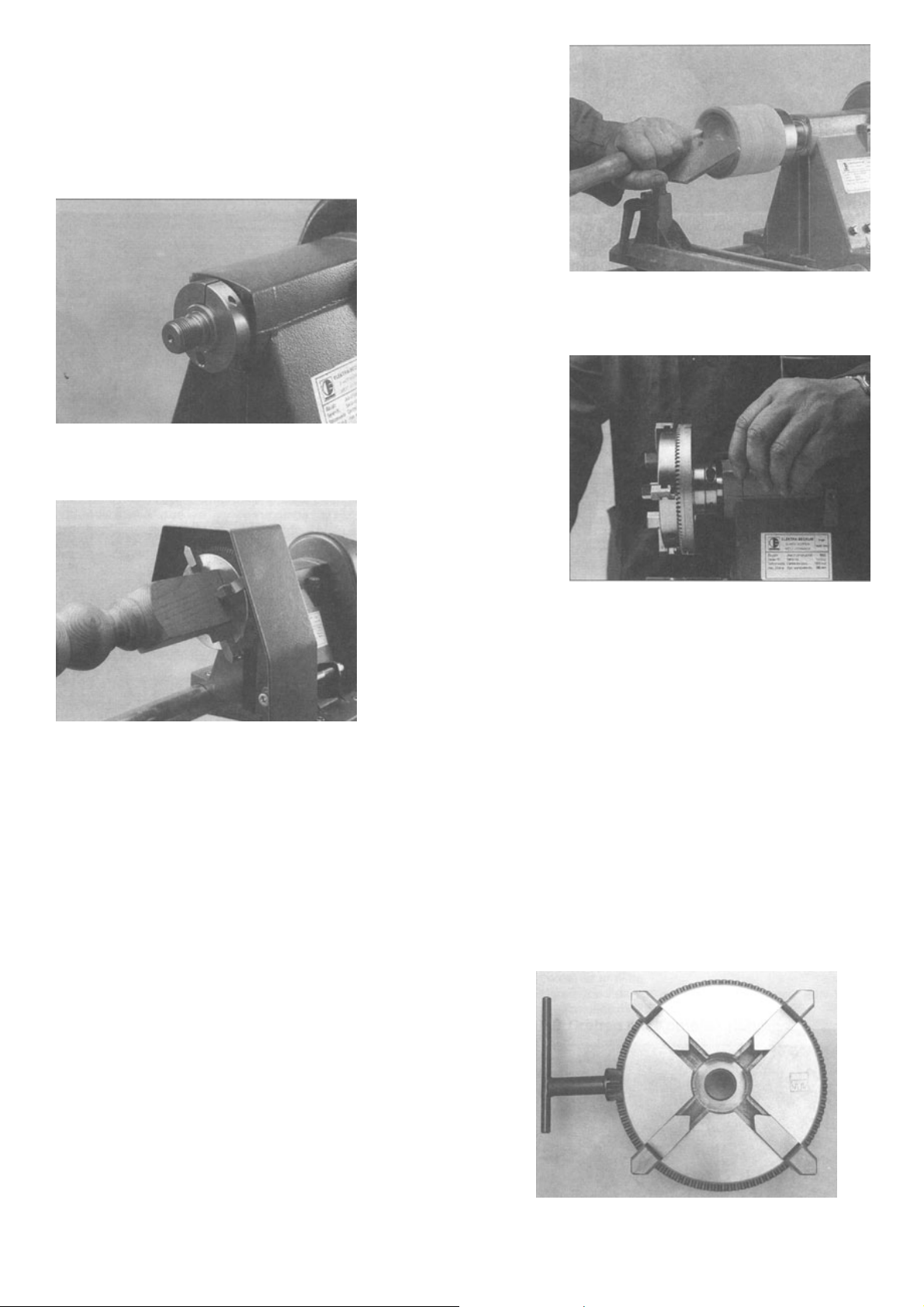
12. Точение с 3-4-х кулачковыми патронами
В качестве альтернативы заготовки можно также фиксировать с
помощью 3-4-х кулачковых патронов.
Для монтажа патрона сначала нужно подвинуть вверх
предохранительное кольцо на шпинделе.
Патрон накручивается на шпиндель. Штифт патрона нужно ввести в
отверстие предохранительного кольца, и затянуть зажимной винт.
12.1 Зажим
Закрепляемые в 3-4-х кулачковый патрон заготовки должны быть
захвачены полностью (т. е. на всю находящуюся в распоряжении
ширину кулачка патрона).
12.2 Максимальный диаметр зажима
Максимальный диаметр зажима составляет в 3-х кулачковом
патроне 67 мм. С применяемыми кулачками патрона (раздел 12.3)
максимальный диаметр зажима составляет 125 мм.
Максимальное поперечное сечение в 4-х кулачковом патроне составляет 67*67 мм.
С применяемыми кулачками патрона (раздел 12.3) максимальное поперечное сечение зажима составляет
125*125 мм.
Внимание!
Максимальный диаметр (или поперечное сечение) зажима не должны превышаться. При превышении
диаметра зажима кулачки патрона не будут в достаточной степени удерживаться плоской спиралью, и за счет
центробежной силы вылетят из корпуса.
12.3 Замена кулачков патрона
Для расширения области зажима кулачки патрона можно повернуть. Перевернутые кулачки снова установите
в следующем порядке:
4-х кулачковый патрон:
1. кулачок № 4 в паз № 1
2. кулачок № 3 в паз № 2
3. кулачок № 2 в паз № 3
4. кулачок № 1 в паз № 4
Page 9

3-х кулачковый патрон:
1 кулачок № 3 в паз № 1
2 кулачок № 2 в паз № 2
3 кулачок № 1 в паз № 3
После замены кулачков патрона проверьте функцию патрона.
Кулачки патрона должны одновременно сойтись в центре. Ни
один кулачок не должен выступать вперед или назад.
13. Точение с внутренним расточным резцом
Для расточки с помощью внутреннего расточного резца заготовка
крепится в шпунтовый патрон или 3-х кулачковый патрон.
С помощью вставленного в пиноль патрона проводится
предварительное сверление заготовки. Диаметр этого
отверстия должен составлять 20 мм.
Внутренний расточный резец вставляется в пиноль, и
рассверливается предварительное отверстие на ½ ширины
лезвия.
Уже обработанная заготовка разделяется с помощью
отрезной стамески. По причинам безопасности канавка
должна иметь по крайней мере тройную толщину
стамески.
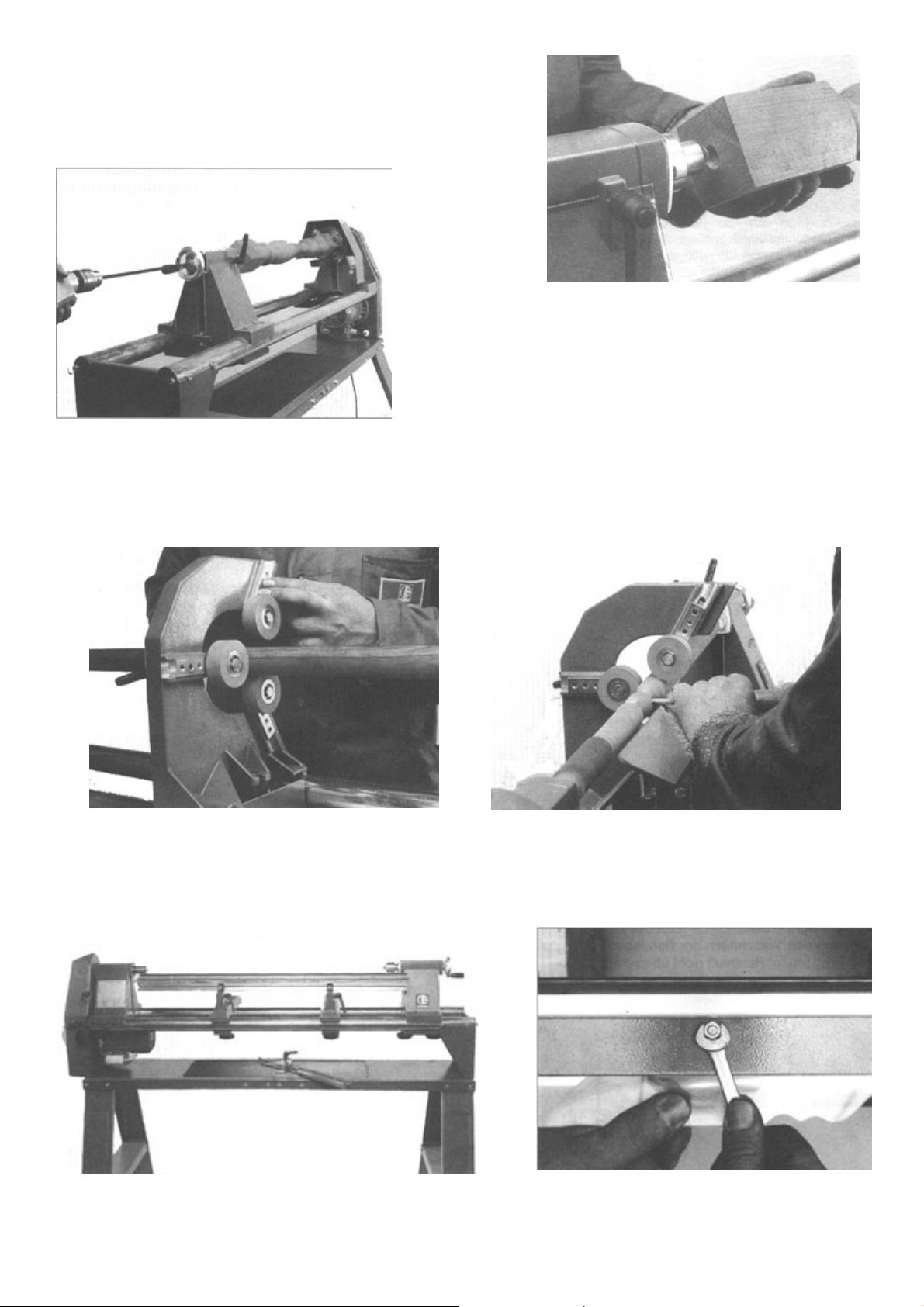
14. Просверливание заготовок насквозь
Для сквозного просверливания заготовок нужно сначала нанести
центровку (раздел 9), а потом рассверлить эту центровку с
помощью зенкера (60 градусов).
Page 10
Вращающийся центр заменяется просверленным центром
задней бабки. Центрирующее отверстие нужно смазать
несколькими каплями масла, и закрепить заготовку между
центрами.
Путем перекидывания приводного ремня устанавливается
самое низкое число оборотов, и включается станок. С
помощью установленного в ручную дрель сверла для
глубокого сверления (входит в комплектацию к
просверленному центру задней бабки) вращающаяся
заготовка просверливается насквозь. Вывод стружки будет
облегчен, если сверло периодически двигать в обратном
направлении.
Внимание!
Как HDM 1000, так и дрель должны быть включены. Если одна из машин не работает, сверло не
центрируется, и может, в зависимости от длины заготовки, выйти из нее. Сверло должно вращаться вправо.
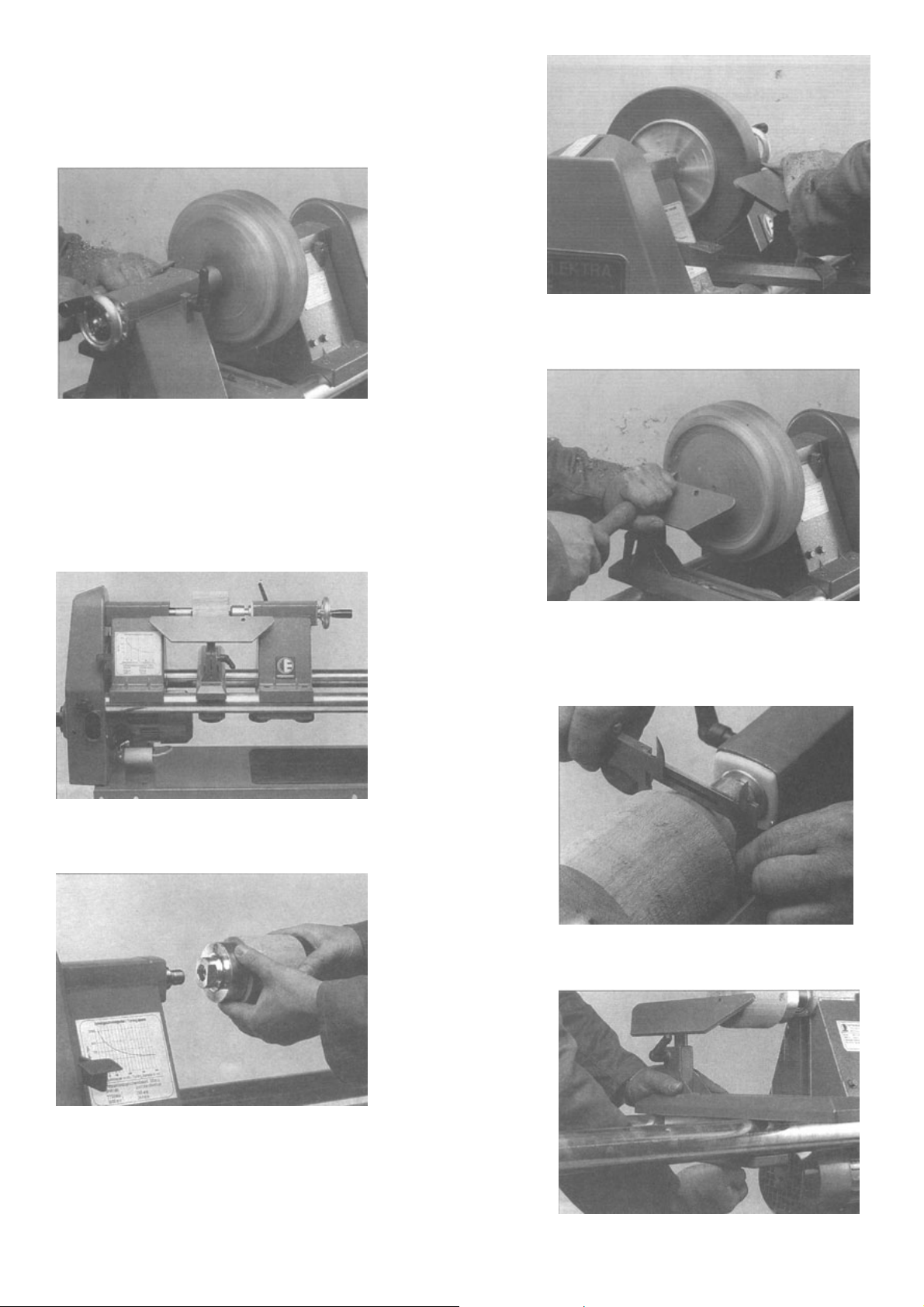
15. Обточка с люнетом
Во избежание вибраций длинные, тонкие заготовки должны быть поддержаны 3-х роликовым люнетом. Нужно
применять или уже круглую заготовку, или она должна быть предварительно обточена до размеров действия
люнета. После закрепления заготовки ролики по отдельности придвигаются к заготовке и прикручиваются к
ней. Нажим должен быть небольшим.
16. Обточка с копировальным устройством
Копировальная шина монтируется к станине станка с помощью 2-х держателей стальной опоры. Высота шины
устанавливается так, чтобы копировальный резец находился на середине оси. Нужный копировальный
шаблон прикручивается к копировальной шине с помощью напряженных жестяных полос.
Page 11
Копировальный резец двигается вперед под углом к
заготовке. Ограничение по глубине осуществляется с
помощью переставного упора глубины.
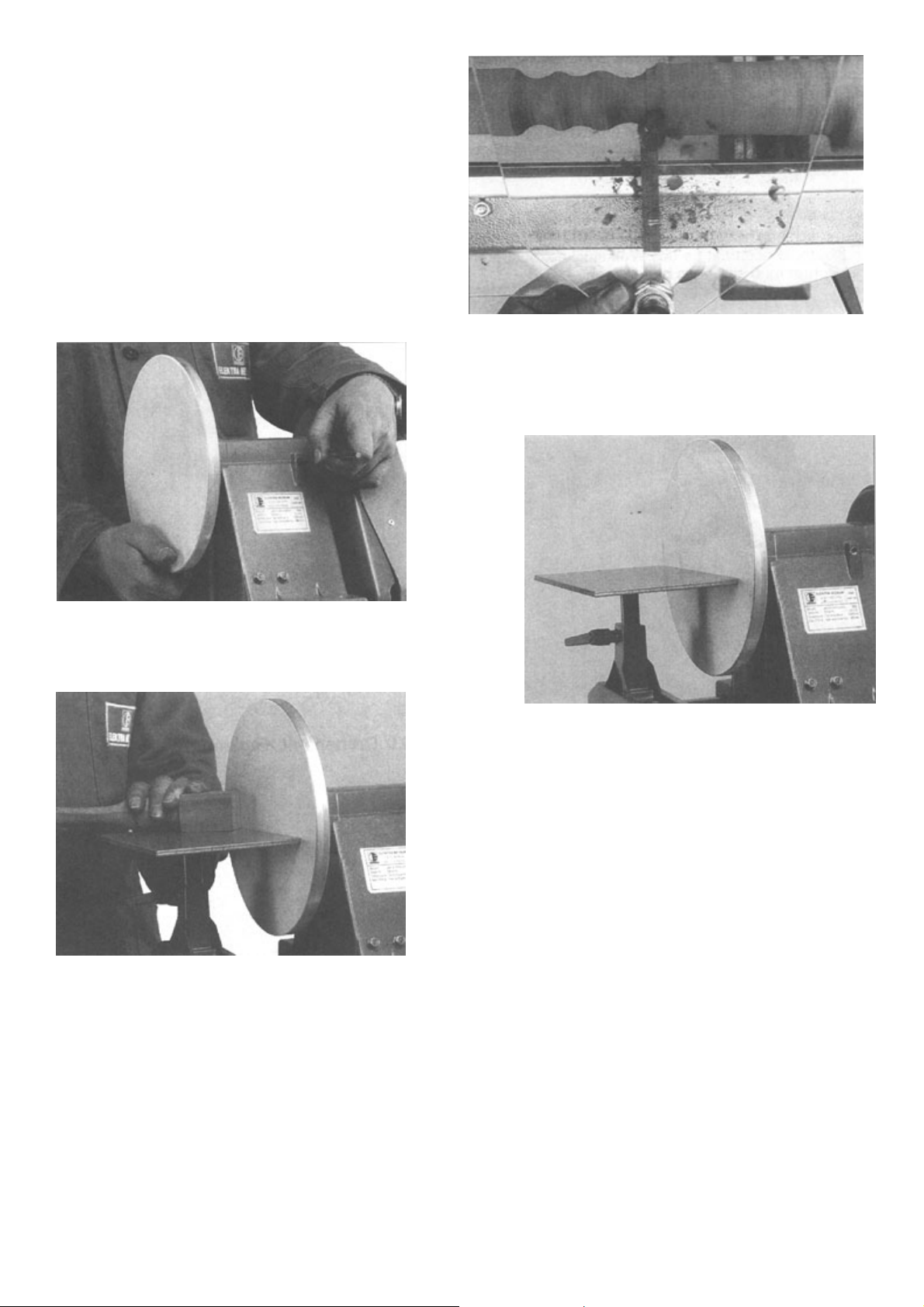
17. Шлифование с помощью приспособления для тарельчатого шлифования
Для монтажа шлифовальной тарелки шпиндель
удерживается в неподвижном состоянии с помощью
штекера, и шлифовальная тарелка навинчивается на
шпиндель.
Зажимной вал шлифовального стола крепится в держатель
опоры для заготовок и плотно приставляется к
шлифовальной тарелке (2-3 мм).
С помощью приспособления для тарельчатого шлифования
можно выполнять шлифовальные работы в небольших
объемах.
Шлифовальная пыль бука и дуба относится к канцерогенным
веществам!
Концентрация пыли в воздухе рабочего помещения по
предписаниям профессиональной организации по
деревообработке не должна превышать 2 мг на 1 м3.
17.1 Шлифовальные покрытия
После снятия защитной пленки на шлифовальную тарелку наклеивается и плотно прижимается
шлифовальное покрытие (сначала с тарелки удаляется шлифовальная пыль)
Новое шлифовальное покрытие наклеивается на уже имеющееся. Второе шлифовальное покрытие можно
легко снова снять и заменить.
18. Выбор скорости
При точении дерева выбор правильного числа оборотов зависит от многих факторов:
Основное правило гласит:
низкое число оборотов для:
• некруглых заготовок
• больших заготовок
• твердого дерева
Page 12

скорость пиления
устанавливаемое число
оборотов в мин
максимальный диаметр точения в мм
предельная окружная скорость 30 м/сек
19 Принадлежности
Оптимальных результатов работы можно добиться только с применением острых, хорошо заточенных
инструментов. После шлифования инструменты должны быть доведены с помощью абразивного камня.
20 Монтаж нижней подставки HDM
1. К основным пластинам (701) с внутренней части прикрутите 2 соединительные накладки (702) к (А).
2. Ножки (703) прикрутите к основным пластинам к (В).
3. Раскосы (704) прикрутите к ножкам к (С).
4. Резиновый мат (705) после снятия защитной пленки вклейте в углубление (Z) основных пластин.
Крепежный материал для первых четырех пунктов (на каждый):
• 1 шестигранный винт М 8*16
• 1 стопорная шайба с упругими зубцами, д=8,40
• 1 шестигранная гайка М 8
5. Прикрутите токарный станок HDM 1000 во внешние отверстия основной плиты.
6. Чтобы достичь высокой устойчивости, целесообразно применять жесткое крепление (например крепеж
дюбелями) При неровной поверхности для выравнивания пола применяйте подкладки.
Нижнюю подставку нельзя деформировать.
Page 13

 Loading...
Loading...