

Page 1
Инструкция по эксплуатации комбинированного фуговально-рейсмусового пропускного станка НС 320/НС 410
Elektra-Beckum AG, Daimlerstrasse 1, D-49703 Meppen
Электра-Беккум АГ, Даймлерстрассе 1, Германия-49703 Меппен
Сделано в Германии.
Внимание! Внимательно и до конца прочитайте эту инструкцию, прежде чем начинать работу по установке и
вводу станка в эксплуатацию.
Содержание
1. Технические характеристики
2. Ответственность за качество продукции/гарантия
3. Комплект поставки
4. Специальные принадлежности
5. Область применения/назначение
6. Указания по транспортировке
7. Ввод в эксплуатацию
8. Указания по безопасности
9. Габариты обрабатываемого материала
10. Опасные производственные операции
11. Вспомогательные устройства для подачи обрабатываемого материала
12. Органы управления
13. Указания по выполнению рабочих операций
14. Ежедневная перепроверка защитных устройств
15. Снятие/установка, регулировка строгального ножа
16. Общие работы по очистке и техническому уходу
17. Монтаж цифрового индикатора
18. Электрическая схема
19. Список запасных деталей
1. Технические характеристики
Полная длина плиты при фуговании: 1600 мм 1600 мм 1700 мм
Ширина плиты при фуговании, макс.: 320 мм 320 мм 410 мм
Глубина снятия стружки при
фуговании:
Упор, поворотный:
Длина стола для строгания 670 мм 670 мм 670 мм
Ширина при пропуске на заданную
толщину материала:
Высота при пропуске на заданную
толщину материала:
Глубина снятия стружки при пропуске
на заданную толщину материала:
Скорость подачи заготовки: 7 м/мин 7 м/мин 7 м/мин
Число оборотов ножевого вала: 5500 мин-1 5500 мин-1 5500 мин-1
Число рабочих ножей, шт.: 3 3 3
Мощность двигателя: 3,1 кВт 4,2 кВт 5,5 кВт
Рабочее напряжение: АС 1~230 В/50
Управляющее напряжение: АС 230 В АС 230 В АС 230 В
Общая потребляемая мощность: 3,6 кВА 5,5 кВА 7 кВА
Электрические предохранители: 1х16Т 16А 3х16Т 16А 3х16Т 16А
Вес, примерно: 250 кг 250 кг 270 кг
Занимаемая площадь, примерно: 1650х710 мм
Рабочая высота при фуговании: 900 мм 900 мм 900 мм
Уровень излучаемого шума Lр на месте оператора станка в соответствии с методикой DIN 45635, часть 1651, измеренный
в режиме холостого хода станка:
Требуемое пониженное давление в
системе отсоса опилок:
Фугование: 73,8 дБ(А) 73,8 дБ(А) 84,0 дБ(А)
Пропуск на заданную толщину
материала
HC 320W HC 320D HC 410D
0-5 мм 0-5 мм 0-5 мм
90°-45° 90°-45° 90°-45°
315 мм 315 мм 405 мм
230 мм 230 мм 230 мм
5 мм 5 мм 5 мм
АС 3~400 В/50
Гц
900 Па
78,2 дБ(А) 78,2 дБ(А) 87,3 дБ(А)
Гц
1650х710 мм 1740х800 мм
АС 3~400
В/50 Гц
1
Page 2
2. Ответственность за качество продукции/гарантия
Любая другая работа или область применения возможны только с письменного разрешения фирмы Electra Beckum AG,
Postfach 1352, D-49703 Meppen. Каждый станок и каждая принадлежность к станку сопровождаются гарантийной картой.
Для сохранения Ваших прав на гарантию и в интересах сохранения изделия, позаботьтесь, пожалуйста, чтобы при покупке
машины был правильно заполнен гарантийный талон.
Пожалуйста, обращайтесь с гарантийным заявлением совместно с Вашим поставщиком.
Работы по гарантийному обслуживанию, в основном, проводятся фирмой Elektra Beckum или на авторизованной фирмой
станции обслуживания. После гарантийного срока Вы можете проводить ремонт машины в любой специализированной
фирме.Пожалуйста, сохраните счёт за ремонтные работы! Фирма оставляет за собой право вводить технические
изменения!
3. Комплект поставки
Дополнительно к фуговально-рейсмусовому пропускному станку должны прилагаться упаковки:
- Защитное устройство с кожухом для ножевого вала длиной 320 мм или 410 мм.
- 3 полосковых строгальных ножа, собранные
- 4 опоры, установочные
- Патрубки системы отсоса опилок, установочный комплект
- Штекер для присоединения к электрической сети 230/400 В
- Пазовый упор, разобран
- Комплект монтажного инструмента
- Инструкция по эксплуатации, гарантийная карта
- Транспортные петли
4. Специальные принадлежности
Название Номер для заказа
Твёрдосплавный полосковый нож 320 х 25 мм 091 105 0382
Твёрдосплавный полосковый нож 410 х 25 мм 091 105 0390
Устройство для фрезерования продольного паза 091 101 4211
Зубчатый венец устройства для фрезерования продольного паза 091 101 5131
Цифровой индикатор для режима пропуска на заданную высоту
материала
Механизм перемещения для НС 320 091 101 4190
Механизм перемещения для НС 410 091 101 4203
Нож для строгания-установочный шаблон 091 101 3991
Устройство для установки ножей 091 101 6397
Нажимной вал обрезиненный для НС 320 091 101 6265
091 101 3983
5. Область применения/назначение
Комбинированный фуговально-рейсмусовый пропускной станок НС 320/НС 410 служит для строгания материалов из
дерева*, имеющих прямоугольное или квадратное поперечное сечение. Заготовки круглого сечения или заготовки,
которые невозможно надёжно закрепить на рабочем столе станка, или невозможно надёжно зажать устройством защиты
от обратного удара (например, рейки треугольного сечения), на этом станке обрабатываться не должны.
*) Под материалами из дерева понимаются материалы, содержащие древесины не менее 90%.
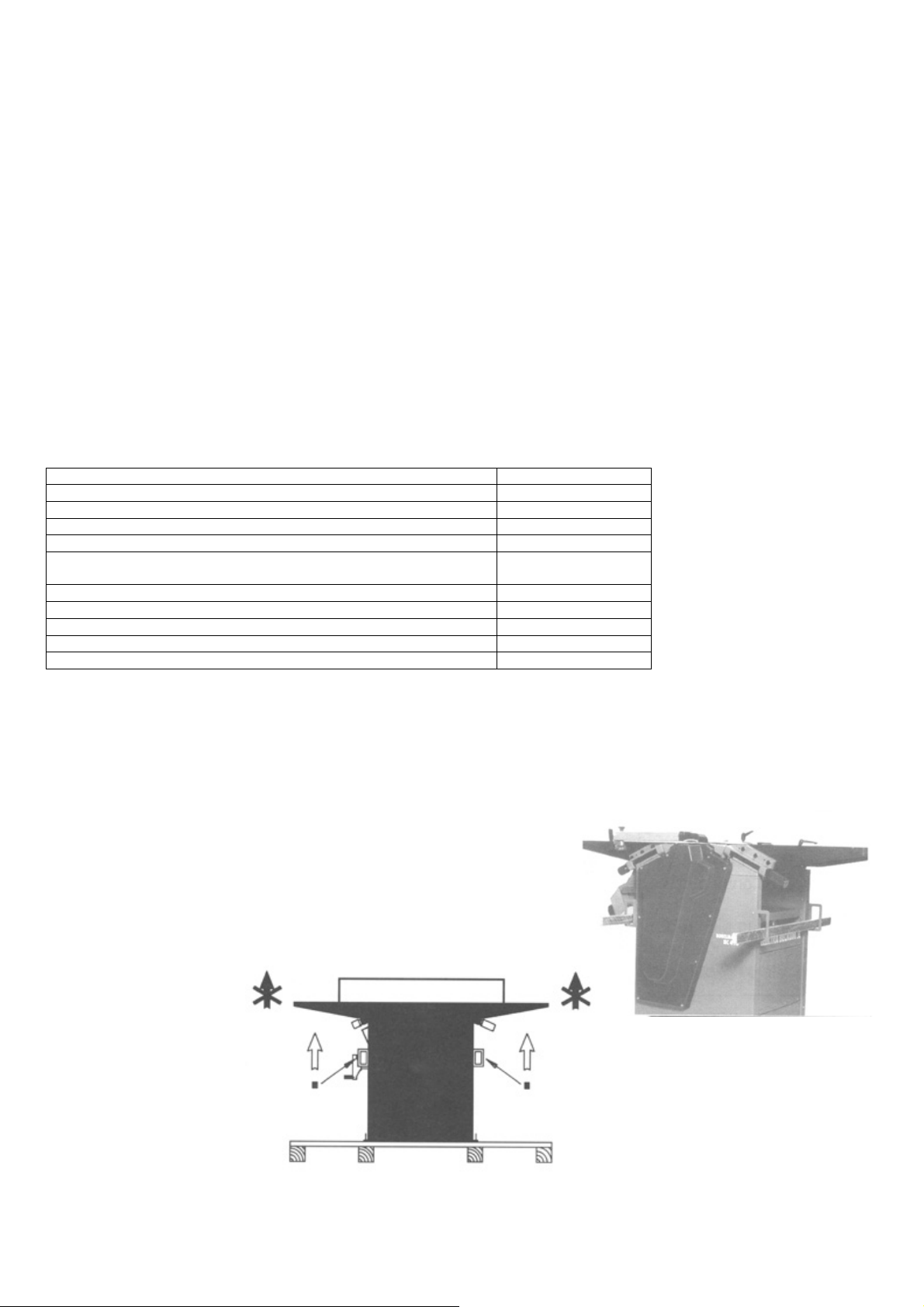
6. Указания по транспортировке
Для подъёма поддона и для транспортировки станка предусмотрены 4
съёмные транспортные петли. Для подъёма и транспортировки станка через
эти петли можно продеть рейки, трубы и т. д. После окончательной
установки станка эти петли следует демонтировать.
Никогда не поднимайте
станок за края
фуговочного стола.
2
Page 3
А Б
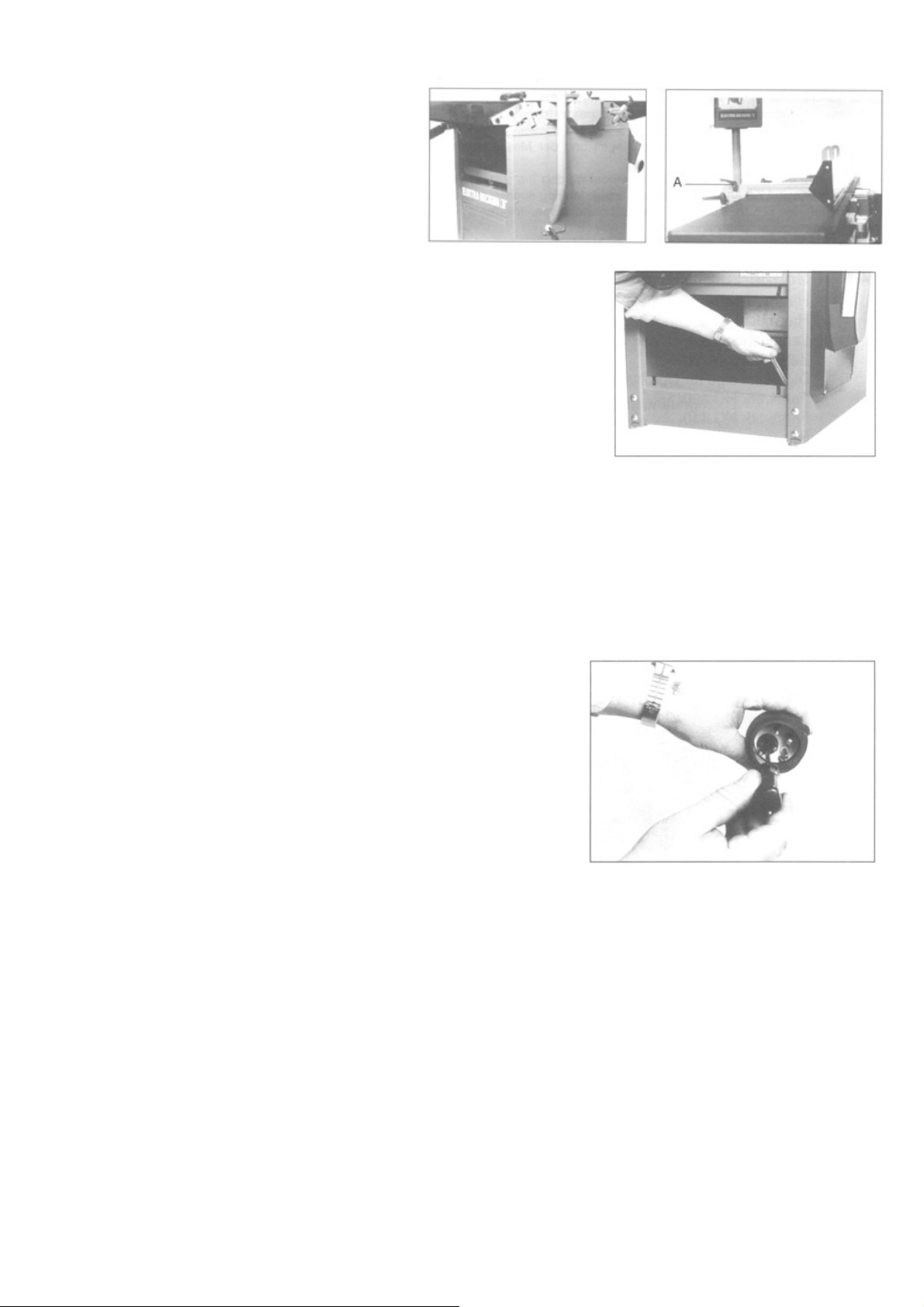
7. Ввод в эксплуатацию
7.1 Первый монтаж
Из транспортировочной упаковки станок извлекается
со снятым упором и сдвинутым в сторону
терминалом.
А) Болты фланцевой пластины ослабляются,
терминал устанавливается вертикально и болты
вновь затягиваются.
Б) Зажимная рукоятка (А) ослабляется и упор для фугования вдвигается.
7.2 Установка
Станок должен быть установлен на ровной и прочной поверхности.
Регулировкой положения четырёх опор достигается горизонтальная установка
станка. Все опоры должны касаться пола.
7.3 Подсоединение к электрической сети
Исполнение для однофазного переменного тока (Тип HC 320W)
Подсоединение к электрической сети осуществляется с помощью Schukoштекера и в соответствии с требованиями VDE 0100. Штекерная розетка, к
которой будет подключаться станок, должна быть соответствующим образом
заземлена или соединёна с нулевым проводом электрической сети.
Подсоединение розетки с электрической сети должно производиться через устройство защиты по току с разбросом тока
срабатывания этого устройства не более 30 мА. Напряжение в электрической сети должно составлять 230 В/50 Гц ± 5%.
Станок должен подсоединяться к сети через электрический предохранитель на 16 А (инерционный). Сечение подводящих
проводов должно быть не менее 3 х 2,5 мм
Исполнение для трёхфазного тока (Тип НС 320 D/HC 410 D)
Подсоединение к электрической сети осуществляется с помощью CЕЕ-штекера 16 А. Штекерная розетка, к которой будет
подключаться станок, должна пятижильным кабелем (L1, L2, L3, N и PE) соединяться с устройством защиты по току с
разбросом тока срабатывания этого устройства не более 30 мА. Напряжение в электрической сети должно составлять 3 х
400 В/50 Гц ± 5%. Станок должен подсоединяться к сети через электрические предохранители 3 х 16 А (инерционные).
Сечение подводящих проводов должно быть не менее 5 х 2,5 мм
2
.
2
.
7.4 Направление вращения
Направление вращения однофазного двигателя (230 В переменного тока)
задаётся на заводе-изготовителе. Направление вращения двигателя
трёхфазного тока (3 х 400 В переменного тока) контролируется при
кратковременном включении станка. Изменение направления вращения
осуществляется изменением расположения контактных штифтов в СЕЕштекере.
7.5 Отсос стружек
Если станок должен работать в закрытом помещении более 30 минут,
необходимо использовать устройство отсоса стружек (древесная пыль пород
дуба или бука может вызвать рак). Устройство отсоса стружек, к которому
будет подсоединён станок, должно обеспечивать скорость отсасывающего
потока воздуха на входе отсасывающего патрубка не менее 16 м/с.
Номинальный диаметр отсасывающего патрубка станка 100 мм.
7.6 Автоматическое включение устройства отсоса стружек
Электрическое подсоединение станка должно быть выполнено таким образом, чтобы при включении станка
автоматически включалось устройство отсоса стружек. Выключение устройства отсоса должно происходить
автоматически через 20 секунд после выключения станка.
8. Указания по безопасности
- Соблюдайте указания настоящей инструкции, особенно указания по безопасности.
- Перед началом любых работ по очистке или техническому уходу выньте вилку кабеля электропитания станка из розетки
электрической сети.
- Ежедневно перепроверяйте защитные устройства в соответствии с разделом 14 настоящей инструкции.
- При включённом станке никогда не прикасайтесь к разрывам в плёночном покрытии обрабатываемого материала.
Непременно выполняйте указания наклеек на станке с изображением перечёркнутой руки (см. изображение в начале этого
раздела).
- Указания о порядке выполнения операций, особенно по установке и регулировке упора для фугования и защитного
устройства для ножевого вала должны безусловно выполняться (разделы 12.4 и 12.6 настоящей инструкции).
- Не используйте ножи для строгания, ширина которых менее 22 мм.
- Станок должен быть подсоединён к устройству отсоса стружки в соответствии с разделом 7.5 настоящей инструкции.
- Максимальные размеры обрабатываемого материала, указанные в разделе 9 настоящей инструкции, должны
3
Page 4

безусловно соблюдаться.
- Никогда не работайте без защитного устройства для ножевого вала
- Установленные защитные устройства и упор для фугования должны соответствовать рабочему заданию.
- Повреждённые детали и защитные устройства должны немедленно заменяться на оригинальные изделия фирмы Electra
Beckum.
- Лица моложе 16 лет не должны обслуживать этот станок.
- Прежде чем приступить к устранению неисправности, дождитесь полной остановки ножевого вала.
- Постоянно носите прилегающую одежду и перед работой на станке снимайте кольца, браслеты, часы.
- Во время работы станка область ножевого вала должна быть постоянно полностью прикрыта угловым упором, защитной
крышкой ножевого вала и обрабатываемым материалом.
- Во время работы на станке носите индивидуальные средства защиты слуха. Уровень шумового давления на рабочем
месте может достигать 87 дБ(А).
- Перед обработкой на станке тщательно осмотрите материал на отсутствие изъянов, таких, например, как посторонние
включения, сучки, горбыли и утолщения, трещины, кривизна.
- Соблюдайте рекомендованное в разделе 15.3 значение вращательного момента при затяжке натяжного болта ножевого
вала.
- При работе с включённым механизмом подачи рабочего материала станок должен быть надёжно закреплён
установочными болтами (защита от опрокидывания станка).
9. Габариты обрабатываемого материала
9.1 НС 320
Фугование: Максимальные размеры обрабатываемого материала 1600 х 320 мм. Если должны обрабатываться более
длинные заготовки, необходимо использовать дополнительные опоры для заготовок (например, роликовые стойки).
Никогда не должен нарушаться минимальный размер обрабатываемой заготовки 300 х 40 х 20 мм. Небольшие заготовки
должны направляться в зону действия ножевого вала не рукой, а с помощью дополнительного толкателя.
Пропуск на заданную толщину материала: Максимальные размеры обрабатываемого материала 1600 х 315 х 230 мм.
Если должны обрабатываться более длинные заготовки, необходимо использовать дополнительные опоры для заготовок
(например, роликовые стойки). Никогда не должен нарушаться минимальный размер обрабатываемой заготовки 250 х 15 х
5 мм.
9.2 НС 410
Фугование: Максимальные размеры обрабатываемого материала 1700 х 410 мм. Если должны обрабатываться более
длинные заготовки, необходимо использовать дополнительные опоры для заготовок (например, роликовые стойки).
Никогда не должен нарушаться минимальный размер обрабатываемой заготовки 300 х 40 х 20 мм. Небольшие заготовки
должны направляться в зону действия ножевого вала не рукой, а с помощью дополнительного толкателя (см. раздел 11
настоящей инструкции).
Пропуск на заданную толщину материала: Максимальные размеры обрабатываемого материала 1700 х 405 х 230 мм.
Если должны обрабатываться более длинные заготовки, необходимо использовать дополнительные опоры для заготовок
(например, роликовые стойки). Никогда не должен нарушаться минимальный размер обрабатываемой заготовки 250 х 15 х
5 мм.
9.3 Обрабатываемая заготовка - предварительный осмотр
Подлежащие обработке заготовки перед установкой на станок должны быть тщательно осмотрены на их пригодность к
обработке и на наличие возможных изъянов (например, посторонних включений, извилин, срастаний).
Внимание! Заготовки со свободно перемещающимися или свободно выпадающими сучками обрабатываться на станке не
должны.
- Выломанные в процессе обработки сучки могут с силой разбрасываться вокруг и нанести травму оператору или
повредить станок.
10. Опасные технологические операции
- На комбинированном фуговально-рейсмусовом пропускном станке никакие работы, т. е. фугование или пропуск
материала под заданную толщину, не должны начинаться до того, как заготовка будет надёжно закреплена по всей своей
длине.
- Никогда не следует даже пытаться отфуговать сильно искривлённую заготовку без полной уверенности в том, что эта
заготовка надёжно закреплена на рабочем столе станка.
11. Вспомогательные устройства для подачи обрабатываемого материала
11.1 Фугование
1) Рукоятку толкателя следует ставить на деревянный нагель или на клей,
чтобы исключить возможность соприкосновения ножевого вала с
металлом.
2) На нижнюю поверхность толкателя следует наклеить наждачную
бумагу, чтобы улучшить сцепление толкателя с заготовкой и исключить
возможность соскальзывания заготовки в сторону.
3) На нижнюю поверхность толкателя для небольших тонких заготовок
наклейте в паз полоску твёрдой древесины, как это показано на рисунке.
4
Page 5

12. Органы управления
Д
рису
12.1 Терминал/электрическое оборудование
Встроенный в поворотный
терминал переключатель можно
развернуть в сторону рабочего
места оператора станка.
Включение станка производится
поворотом ручки переключателя
вправо, а выключение станка
производится поворотом ручки
переключателя влево. Для
защиты от несанкционированного
включения, переключатель
можно запереть висячим замком.
12.2 Реле минимального напряжения/выключатель защиты двигателя
Пока станок не подсоединён к электрической сети, включение переключателя невозможно. При внезапном пропадании
напряжения в электрической сети встроенное в переключатель реле минимального напряжения отключит переключатель,
т. е. при появлении напряжения в сети станок самопроизвольно включиться не может. Чтобы включить станок,
необходимо снова повернуть переключатель на терминале. Если двигатель станка будет перегружен, встроенное реле
защиты двигателя отключит двигатель. Чтобы снова включить двигатель, необходимо дать ему остыть примерно 10 минут
и затем снова повернуть переключатель на терминале.
12.3 Торможение двигателя
Двигатель привода станка имеет электромеханическую систему торможения. Максимальное время торможения, т. е.
время от выключения станка до полной остановки двигателя примерно 10 с. Если это время превышает 10 с, тормоза
двигателя следует заменить. Число включений станка в течение часа не должно превышать 10.
12.4 Регулировка положения упора для фугования
Три концевых выключателя
защиты предусмотрены в
отдельной цепи управления (АС
230 В). (АС - цепь переменного
тока - прим. перев.). Сама цепь
управления защищена встроенным в переключатель электрическим предохра-нителем с
малым током срабатывания (5).
Данные цепи этого предохранителя: 250 В, 32 мА
(инерционный).
Расположенные под кожухом
механизма привода три
встроенных концевых выключателя защиты исключают возможность самопроизвольного включения станка, если он ещё не
подготовлен к режиму фугования
или пропуска материала под
заданную толщину. Встроенные
концевые выключатели защиты
также выключают станок, если:
- обрабатываемая в режиме
фугования плита начнёт подпрыгивать под действием вращающегося ножевого вала,
- или патрубок отсоса стружки
будет забит стружкой в режиме
пропуска под заданную толщину
После освобождения зажимной
рукоятки (А) держатель упора
можно передвинуть в
горизонтальном направлении.
После освобождения двух
зажимных рукояток (В) линейку
упора можно повернуть из
положения в 90° в положение
45°.
ля переналадки станка из
режима фугования в режим
пропуска под заданную толщину
материала, необходимо линейку
упора защёлкнуть в верхнем
положении, как это показано на
нке.
5
Page 6

12.5 Юстировка линейки упора
Внимание! Линейка упора должна быть
всегда установлена таким образом, чтобы её
нижний край касался поверхности приёмного
стола станка, как это показано стрелкой на
рисунке.
Юстировка
Положение линейки упора под 90° к
поверхности стола можно отъюстировать
вращением юстировочного болта (С), как это
показано на рисунке.
12.6 Установка защитного устройства ножевого вала
А) Проходная высота защитного кожуха ножевого вала регулируется вращением влево или вправо установочного болта
(А).
Б) Ширина отверстия для упорного профиля может быть установлена после защёлкивания в верхнем положении рукоятки
(В).
В) Перед укладкой на поверхность рабочего стола подлежащей фугованию плиты, необходимо опустить вниз до упора
защитный кожух ножевого вала. Для опускания защитного кожуха освободите рукоятку (С) и затем вновь её прижмите.
А Б В
12.7 Установка глубины съёма стружки/отсчёт по шкале
А) Перед установкой подлежащей фугованию плиты, ослабьте примерно на 1/2 оборота зажимную скобу (А).
Б) Вращением фасонной рукоятки (В) можно подлежащую фугованию плиту приподнять или опустить.
В) Установленную глубину съёма стружки можно прочесть по нониусной шкале. После установки глубины съёма стружки
туго снова затяните зажимную скобу. Если единица на основной шкале стоит против единицы на нониусной шкале,
глубина съёма стружки равна 1 мм. Если двойка на основной шкале стоит против двойки на нониусной шкале, глубина
съёма стружки равна 2 мм и т. д.
А Б В
12.8 Переналадка станка на режим пропуска под заданную толщину материала
А) Откиньте в сторону защитное устройство ножевого вала.
Б) Ослабьте обе зажимные скобы и откиньте их в стороны.
В) Линейку упора в соответствии с разделом 12.4 защёлкните в верхнем положении и туго затяните.
Г) Приподнимите заднюю часть рабочего стола.
Д) После закрепления в верхнем положении задней части рабочего стола, проверьте функционирование защитного
6
Page 7

рычага.
Е) Закрепите в верхнем положении патрубок системы отсоса стружки.
Внимание! Перед опусканием задней части рабочего стола защитный рычаг отклоните вверх.
А Б В
Г Д Е
12.9 Регулировка стола для пропуска материала на заданную толщину
А) Перед установкой положения стола для пропуска материала под заданную толщину освободите зажимную рукоятку.
Б) Установка вертикального положение стола осуществляется вращением маховичка.
При вращении против часовой стрелки стол поднимается.
При вращении по часовой стрелке стол опускается.
В) Установленную толщину материала можно прочесть на шкале. После установки положения стола снова туго затяните
зажимной болт.
Установку толщины материала и отсчёт с точностью 1/10 мм можно выполнить с помощью цифрового индикатора,
поставляемого в качестве специальных принадлежностей (Номер для заказа 091 101 3983).
А Б В
12.10 Юстировка шкалы установки стола для пропуска материала под заданную толщину
После освобождения трёх крепёжных винтов шкалу можно сдвинуть в
удлинённых отверстиях
7
Page 8

12.11 Отключение подачи заготовки
Отклонением вниз рычага управления подачей заготовки отключается вал
подачи заготовки.
Важное указание
Комбинированный фуговально-рейсмусовый пропускной станок HC 320 W
(Исполнение для однофазного переменного тока) следует включать только при
отключённом механизме подачи заготовки. Включение механизма подачи
заготовки следует производить только после того, как ножевой вал станка
наберёт полное число оборотов.
13 Указания по выполнению рабочих операций
13.1 Пропуск материала под заданную толщину
А) Станок налажен для работы в этом режиме в соответствии с разделом 12.8 настоящей инструкции и отводящий шланг
для системы отсоса стружки установлен.
Б) Установлена необходимая толщина материала.
В) Станок включён и включен механизм подачи заготовки.
А Б В
Заготовка укладывается на рабочий стол отфугованной стороной вниз и продвигается вперёд до захвата валом
механизма подачи.
Теперь заготовка будет автоматически подаваться вперёд, а оператор должен стоять с другой стороны станка и
принимать обработанную заготовку. Если длина заготовки более 1,6 или 1,7 м, то необходимо использовать для заготовки
дополнительную опору.
13.2 Фугование плоских заготовок
Станок налаживается для
комбинированной работы в режиме
фугования и пропуска материала под
заданную толщину. Защитное устройство
ножевого вала отклоняется в сторону и
устанавливается шланг системы отсоса
стружки.
Продвижением вперёд упора для
фугования ножевой вал должен при- крываться настолько, чтобы свободной оставалась только его часть,
необходимая для обработки конкретной заготовки.
А) Кожух ножевого вала (Шибер) сдвигается до линейки упора и туго затягивается. Расстояние между кожухом ножевого
вала и линейкой упора не должно превышать 8 мм.
Б) Вращением установочного болта кожух ножевого вала устанавливается на высоту, равную толщине обрабатываемой
заготовки. Заготовки толщиной до 60 мм принципиально должны продвигаться только под кожухом ножевого вала.
В) Руки оператора при продвижении заготовки вперёд должны скользить над кожухом ножевого вала.
А Б В
8
Page 9

13.3 Фугование узких сторон
А) Кожух ножевого вала опускается на поверхность обрабатываемой плиты.
Б) Кожух ножевого вала (Шибер) устанавливается на ширину обрабатываемой плиты. Допуск на точность установки ± 4
мм.
В) Во время этой установки оператор не должен проносить свои руки над ножевым валом.
А Б В
- Левая рука должна постоянно находиться позади ножевого вала.
- Правая рука продвигает заготовку вперёд, но, прежде чем достигнет зоны действия ножевого вала, отводится назад.
14.Ежедневная проверка защитных устройств
Внимание! Перед началом любых работ по техническому обслуживанию или регулировке станка выньте вилку кабеля
электропитания станка из розетки электрической сети.
А Б В
А) Задняя часть рабочего стола должна быть установлена точно на высоте траектории режущей поверхности ножевого
вала. Если задняя часть рабочего стола будет установлена слишком высоко, заготовка будет ударяться о кромку задней
части рабочего стола. Если задняя часть рабочего стола будет установлена слишком низко, тело ножа может коснуться
заготовки и выбросить её (повышенная опасность обратного удара за счёт трения).
Б) Защитные устройства (Кожух ножевого вала) должны устанавливаться без значительных усилий. Направляющие
поверхности защитных устройств должны регулярно смазываться. Повреждённые детали защитных устройств должны
немедленно заменяться. Шибер кожуха ножевого вала в запертом положении не может быть сдвинут руками. Если
запирающий механизм изношен, его необходимо немедленно заменить.
В) Захват устройства защиты от обратного удара должен под действием собственной тяжести падать вниз. Этот
процесс должен проверяться при соответствующих работах по очистке станка. Рабочая поверхность захвата должна быть
всегда острой и поддерживаться в хорошем состоянии.
15. Снятие/установка, регулировка строгального ножа
Внимание! Перед началом любых работ по регулировке станка выньте вилку
кабеля электропитания станка из розетки электрической сети.
После освобождения внутреннего контрящего болта (А) можно вращением этой
рукоятки вправо или влево установить высоту задней части рабочего стола в
соответствии с высотой ножевого вала.
Внимание! Строгальный нож должен иметь ширину не менее 22 мм.
Более узкий нож невозможно надёжно зажать зажимным болтом. Зажимные болты
должны затягиваться моментом 9 Нм. Затяжка большим моментом может привести
к повреждению резьбы.
9
Page 10

Строгальный нож должен выступать не более чем на 1 мм.
15.1 Снятие строгального ножа
А) Перед снятием или установкой строгального ножа закрепите в верхнем положении заднюю часть рабочего стола.
Б) Рожковым ключом на 10 мм выверните 6 зажимных болтов, вращая их по часовой стрелке.
В) Строгальный нож и нажимную планку ножа теперь можно вынуть из ножевого вала.
А Б В
15.2 Проверка установленного строгального ножа
Наложите линейку или хорошо проструганную деревянную рейку на заднюю половину рабочего стола станка и проверните
рукой ножевой вал. Установленный строгальный нож должен протянуть за собой линейку или рейку на расстояние 5-10
мм. Проверка проводится с левой и с правой стороны каждого из трёх строгальных ножей ножевого вала (см. рисунок).
Чтобы провернуть ножевой вал,
удалите защитный колпачок и
вставьте торцевой гаечный ключ на
24 мм. Направление вращения вправо. Торцевой ключ в комплект
поставляемого инструмента не
входит.
16. Общие работы по очистке и техническому обслуживанию
16.1 Смазка
А) Направляющая колонна стола для пропуска под заданную толщину материала имеет для смазки специальные ниппели.
Смазку направляющей колонны через эти ниппели следует производить не реже 1 раза в год.
Б) Направляющие задней части рабочего стола и все другие подвижные части станка необходимо регулярно смазывать
несколькими каплями жидкого масла.
В) Подшипники вала подачи заготовки смазывать несколькими каплями жидкого масла по необходимости, но не реже 1
раза в год.
А Б В
10
Page 11

16.2 Натяжение/замена приводного ремня
А) Чтобы увеличить натяжение главного приводного ремня, необходимо сдвинуть плату крепления двигателя, шести
болтов (А).
Б) Чтобы увеличить натяжение приводного ремня узла подачи заготовки, можно сдвинуть плату привода этого узла ,
ослабив предварительно затяжку болтов В и С.
В) Прогиб главного приводного ремня под давлением 5 Нм должен быть примерно 20 мм. Прогиб приводного ремня узла
подачи заготовки под давлением 5 Нм должен быть примерно 20 мм.
А Б В
16.3 Замена захвата устройства защиты от обратного удара
А) Повреждённый или затупленный захват устройства защиты от обратного удара должен быть заменён оригинальным
захватом, изготовленным фирмой Electra Beckum. (Номер для заказа указан в списке запасных частей).
Для замены захвата необходимо снять защитный кожух.
Б) После удаления обоих крепёжных болтов можно вынуть подшипники вала с надвинутым на них захватом
В) Новый захват должен свободно надвигаться на подшипники вала. После установки нового захвата необходимо
проверить функционирование устройства защиты от обратного удара.
А Б В
16.4 Проверка концевого выключателя системы защиты/тормоз двигателя
Внимание! При неисправной электрической цепи концевого выключате-ля системы защиты ножевой вал может начать
вращаться. Проверка системы защиты в
этом случае должна проводиться
специалистом-электриком.
А) Передняя часть рабочего стола
защёлкивается в верхнем положении, и
ножевой вал прикрывается сдвигаемым
упором. В этих условиях станок не может
быть включён.
Б) Задняя часть рабочего стола
защёлкивается в верхнем положении, и
ножевой вал прикрывается сдвигаемым упором.
А Б
Время торможения двигателя должно проверяться не реже 1 раза в месяц. Это время должно быть не более 10 с. Если
время торможения двигателя превышает это значение, устройство торможения двигателя или весь двигатель в комплекте
необходимо заменить.
11
Page 12

16.5 Замена вала подачи заготовки
Снимите кожух устройства привода, приподнимите цепь
со звёздочки цепного привода и вытяните звёздочку
цепного привода на себя.
Снимите натяжную пружину в комплекте с натяжным
болтом. Теперь можно вал подачи заготовки вытянуть в
сторону.
16.6 Демонтаж ножевого вала
Снимите кожух устройства привода и приводной ремень.
Снимите защитную пластину и отверните три болта
крепления подшипников. Теперь ножевой вал можно
вытянуть в сторону.
17. Монтаж цифрового индикатора (специальная принадлежность)
Снимите маховичок и наденьте цифровой индикатор на
вал.
Вращением кольца с накаткой установите шкалу
индикации в миллиметрах и затем туго затяните
натяжной винт.
После этого установите обратно маховичок.
18. Электрическая схема
12
 Loading...
Loading...