

Page 1
Installation and Maintenance Manual IM 672-8
Vision™ Air Handler
Models CAC/CAH 003G – 090G
Group: Applied Air Systems
Part Number: IM 672
Date: November 2011
© 2011 McQuay International
Page 2

Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
General Information . . . . . . . . . . . . . . . . . . . . . . . . . .3
Receiving and Handling . . . . . . . . . . . . . . . . . . . . . . . 3
Nomenclature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Unit Storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Mechanical Installation . . . . . . . . . . . . . . . . . . . . . . . .5
Service Clearances . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Rigging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Unit Leveling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Assembling Sections . . . . . . . . . . . . . . . . . . . . . . . . .7
External Section-to-Section Mounting . . . . . . . . . . . .7
Horizontal Airflow Section Mounting . . . . . . . . . . . . . .7
Vertical Inverted Airflow Section Mounting . . . . . . . . . 8
Extended Coil Section Mounting . . . . . . . . . . . . . . . . 8
Side-by-Side Heatwheel Section Joining . . . . . . . . . .9
Internal Section-to-Section Mounting . . . . . . . . . . . .10
Ceiling Hung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Panels, Frame Channels, and Doors . . . . . . . . . . . . 11
Panel Removal . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Frame Channel Removal . . . . . . . . . . . . . . . . . . . . . 11
Fan Section Doors . . . . . . . . . . . . . . . . . . . . . . . . . .12
Injected-Foam Insulated Panels . . . . . . . . . . . . . . . . 12
Field Mounting Junction Boxes and
Other Components . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Face and Bypass Section Mounting . . . . . . . . . . . . 13
Bypass Into a Vertical Fan Section . . . . . . . . . . . . . 13
External Face and Bypass Duct Assembly
(Sizes 040 to 090) . . . . . . . . . . . . . . . . . . . . . . . . . .14
Multizone Assembly . . . . . . . . . . . . . . . . . . . . . . . . . 15
Multizone Damper Assembly . . . . . . . . . . . . . . . . . .15
Duct Connections . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Multizone Damper Adjustment . . . . . . . . . . . . . . . . . 17
Multizone, Mixing Box and Economizer
Damper Torque Requirements . . . . . . . . . . . . . . . . . 17
Mounting Actuators . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Face Bypass Damper Torque Requirements . . . . . . 18
Isolation Dampers for Multiple Fans . . . . . . . . . . . . .18
Piping and Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Water Cooling Coils . . . . . . . . . . . . . . . . . . . . . . . . . 18
Direct Expansion Coils . . . . . . . . . . . . . . . . . . . . . . .18
Steam Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Water Heating Coils . . . . . . . . . . . . . . . . . . . . . . . . .21
Drain Pan Traps . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Internal Isolation Assembly Adjustment . . . . . . . . 21
Electrical Installation . . . . . . . . . . . . . . . . . . . . . . . . 24
Wiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Control Wiring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Startup Checks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Before Starting the Unit . . . . . . . . . . . . . . . . . . . . . . 25
VFD Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Fan Startup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Fan Wheel Alignment . . . . . . . . . . . . . . . . . . . . . . . . 26
Operating Limits . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Fan Vibration Levels . . . . . . . . . . . . . . . . . . . . . . . . 30
Vibration Causes . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Periodic Maintenance . . . . . . . . . . . . . . . . . . . . . . . 31
Ball Bearing Lubrication . . . . . . . . . . . . . . . . . . . . . 31
Motor Bearings . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Fan Shaft Bearings . . . . . . . . . . . . . . . . . . . . . . . . . 31
Fan Drive Adjustments . . . . . . . . . . . . . . . . . . . . . . 32
VM/VP Variable Pitch Key Type Sheaves . . . . . . . . 32
LVP Variable Speed Sheaves . . . . . . . . . . . . . . . . . 33
MVP Variable Speed Sheaves . . . . . . . . . . . . . . . . 34
Fan Drive Belt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Front Load Filter Option . . . . . . . . . . . . . . . . . . . . . 36
Filter Gauges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Coils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Winterizing Water Coils . . . . . . . . . . . . . . . . . . . . . . 37
Removing and Replacing Components . . . . . . . . . 37
Removing a Side or Top Panel . . . . . . . . . . . . . . . . 37
Removing a Frame Channel . . . . . . . . . . . . . . . . . . 38
Removing the Fan Section . . . . . . . . . . . . . . . . . . . 38
Removing and Replacing the Coil . . . . . . . . . . . . . . 38
Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Replacement Parts . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Service and Warranty Procedure . . . . . . . . . . . . . . 41
Warranty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Warranty Return Material Procedure . . . . . . . . . . . 41
Check, Test, and Start Procedure Form . . . . . . . . . 42
Quality Assurance Survey Report . . . . . . . . . . . . . 44
2 McQuay IM 672-8
Page 3
Introduction
CAH 003 G D A C
Model
CAH = Custom modular air handler
CAC = Custom modular component
Nominal unit size
(cataloged size—nominal square foot of coil)
003, 004, 006, 008, 010, 012, 014, 017,
021, 025, 030, 035, 040, 050, 065, 080, 085, 090
Vintage of McQua y air ha nd lin g unit
Unit cross section
C = Standard unit cross section
M = Custom size cross section
Motor location
A = Motor along side of fan housing
D = Motor down stream of belt-drive
plenum fan
F = Motor on inline fan
G = Motor downstream of direct-drive
plenum fan
H = Motor downstream of fan array
T = Motor behind twin fan housing
Unit type/coil position
B = Blow-through cooling coil location
D = Draw-through cooling coil location
H = Heating only
V = Vent only
M = Multizone
General Information
Introduction
Receiving and Handling
VisionTM air handlers are not designed to be weather resistant.
Do not install them outdoors.
The system design and installation must follow accepted industry
practice as described in the ASHRAE Handbook, the National
Electric Code, and other applicable standards. This equipment
must be installed in accordance with regulations of authorities
having jurisdiction and all applicable codes.
Installation and maintenance must be performed by qualified
personnel familiar with applicable codes and regulations and
experienced with this type of equipment. Sheet metal parts,
self-tapping screws, clips, and such items inherently have
sharp edges; the installer should exercise caution.
CAUTION
Sharp edges and coil surfaces are a potential injury hazard.
Avoid contact with them.
ATTENTION
Les bords tranchants et les surfaces des bobines sont un
risque de blessure. Ne les touchez pas.
1 Carefully check items against the bills of lading to verify
all crates and cartons have been received. Carefully inspect
all units for shipping damage. Report damage immediately
to the carrier and file a claim.
2 Vision air handler units are constructed of galvanized or
painted steel and are inspected thoroughly before leaving
the factory . Take care during installation to prevent damage
to units.
3 Take special care when handling the blower section. All
fans are dynamically balanced before leaving the factory .
Rough handling can cause misalignment or a damaged
bearings or shaft. Carefully inspect fans and shaft before
unit installation to verify this has not happened.
4 Handle the zone damper of the multi-zone units with
special care. Zone dampers are set and inspected before
leaving the factory, but should be checked on arrival to the
job to verify the bell arm and connecting rod set screws did
not become loose in shipment.
Note: Screws, bolts, etc., for assembling sections are
supplied in a bag attached to each section. All
necessary gasketing is applied in the factory for
section-to-section mounting.
Nomenclature
McQuay IM 672-8 3
Page 4

Introduction
Unit Storage
• Store on a level surface in a clean, dry location where
temperature can be controlled if possible.
• Pack fan and motor bearings (unless motor bearings are
sealed) with compatible grease with the shaft stationary.
After grease has been installed, rotate shaft about 10
rotations.
• Isolate unit from shock and vibration.
• Once a month, rotate shaft a minimum of 10 revolutions.
Insure the stopped position is different than the original
position.
• Coat shafts with lubricant as needed to prevent corrosion.
• A descant bag may be hung in the interior of the unit to
minimize corrosion in humid storage environments.
• Do not clean galvanized steel surfaces with oil dissolving
chemicals. This may remove the protective coating and
accelerate corrosion.
• Do not allow coverings to trap moisture on galvanized
surfaces.
Belt-Driven fans:
• Reduce belt tension by at least 50% or remove the belts.
Remove belts if they will be subjected to temperatures
exceeding 85° F to avoid deterioration.
• Remove belt guard when adjusting belts
• Reduce belt tension prior to removing or installing belts.
Removing or installing tensioned belts may cause personal injury and damage to the sheaves, belts, bearings or
shafts.
• Adjustable sheaves should be opened as wide as possible
and the adjustment threads lubricated so they do not corrode.
Be careful not to put lubricant on the belt running surface
Prior to start up:
• Set screws on bearings, fan wheels, and sheaves need to be
checked for proper torque. Also check bolt torque for any
taper lock hubs either on the wheel or sheaves.
• Check sheaves for corrosion. Significant corrosion can cause
belt or sheave failure.
• Purge old grease from fan bearings while rotating the shaft
to distribute the new grease evenly and prevent bearing seal
failure.
• Correctly align and tension belts. See General Rules of
T ensioning‚ page 35.
4 McQuay IM 672-8
Page 5
Mechanical Installation
4 . 0 0 " b a s e r a i l e x t e n s i o n
W i d t h
3 0 . 0 0 "
4 . 0 0 "
W i d t h o f c o i l s e c t i o n
W i d t h o f
f a n s e c t i o n
3 0 . 0 0 "
H e i g h t
5 4 "
1 2 "
Mechanical Installation
Service Clearances
In addition to providing adequate space around the unit for
piping coils and drains, access to at least one side of the unit is
always required to allow for regular service and routine
maintenance, which includes filter replacement, drain pan
inspection and cleaning, fan bearing lubrication, and belt
adjustment. Provide sufficient space—at least equal to the
length of the coil—on the side of the unit for shaft removal and
coil removal. Space, at least equal to the length of the side coil,
is required for coil removal. Space, at least equal to the fin
height, is required for top coil removal. See Figure 1 for
servicing space requirements.
For routine maintenance purposes, access normally is obtained
through the access doors or by removing panels. Fan and filter
sections are always provided with a service door on one side of
the unit. If requested, doors can be provided on both sides of
the unit. Optional service doors are available for most section
types and are provided based on customer request.
If component replacement is required, the top panel also can
be removed. If necessary, the unit can be disassembled.
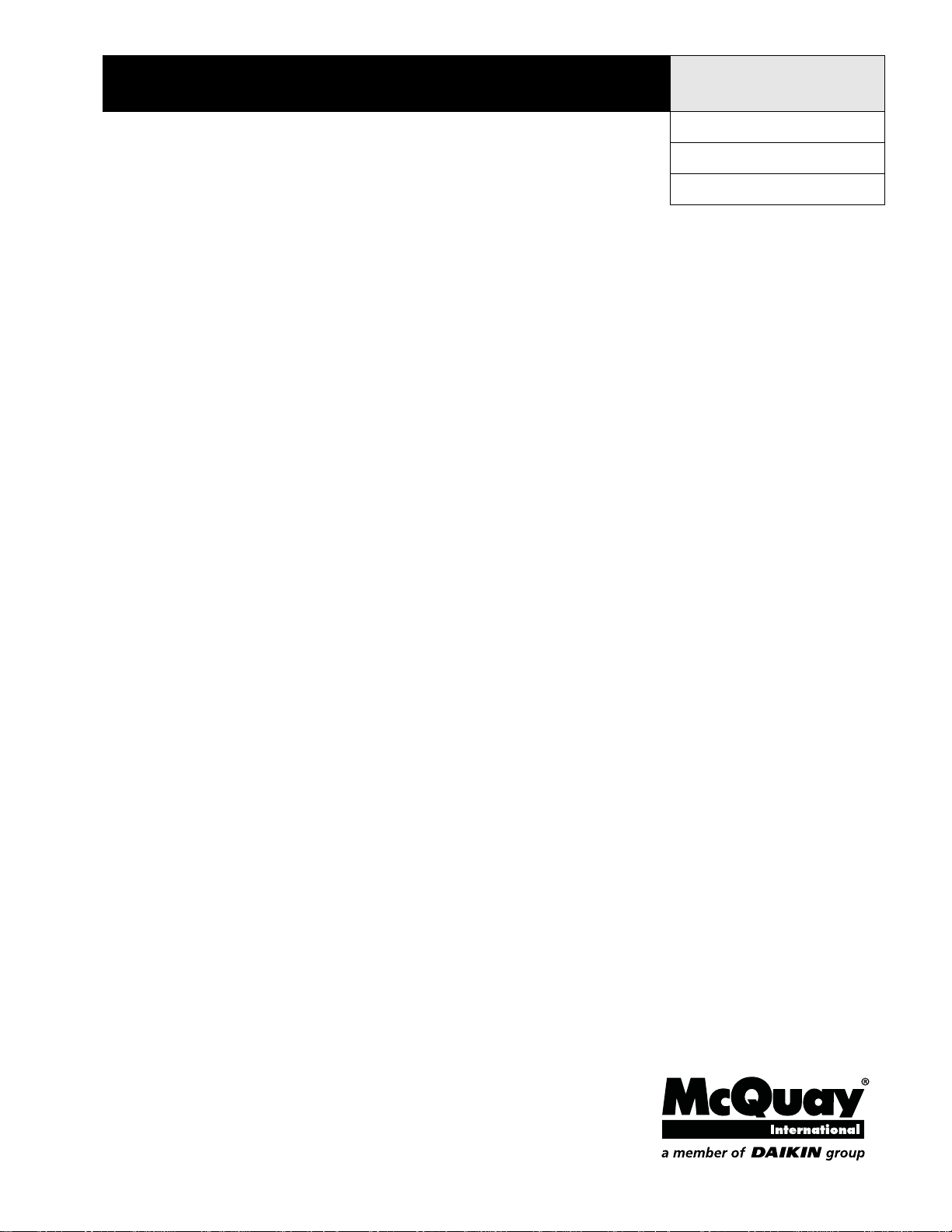
Maintain at least 54" of clearance in front of electrical power
devices (starters, VFDs, disconnect switches and combination
devices). Electrical power devices that are mounted on the side
of the unit typically are up to 12" deep (Figure 2). Fan sections
with multiple fans have motor control boxes up to 16" deep
when supplied with VFDs.
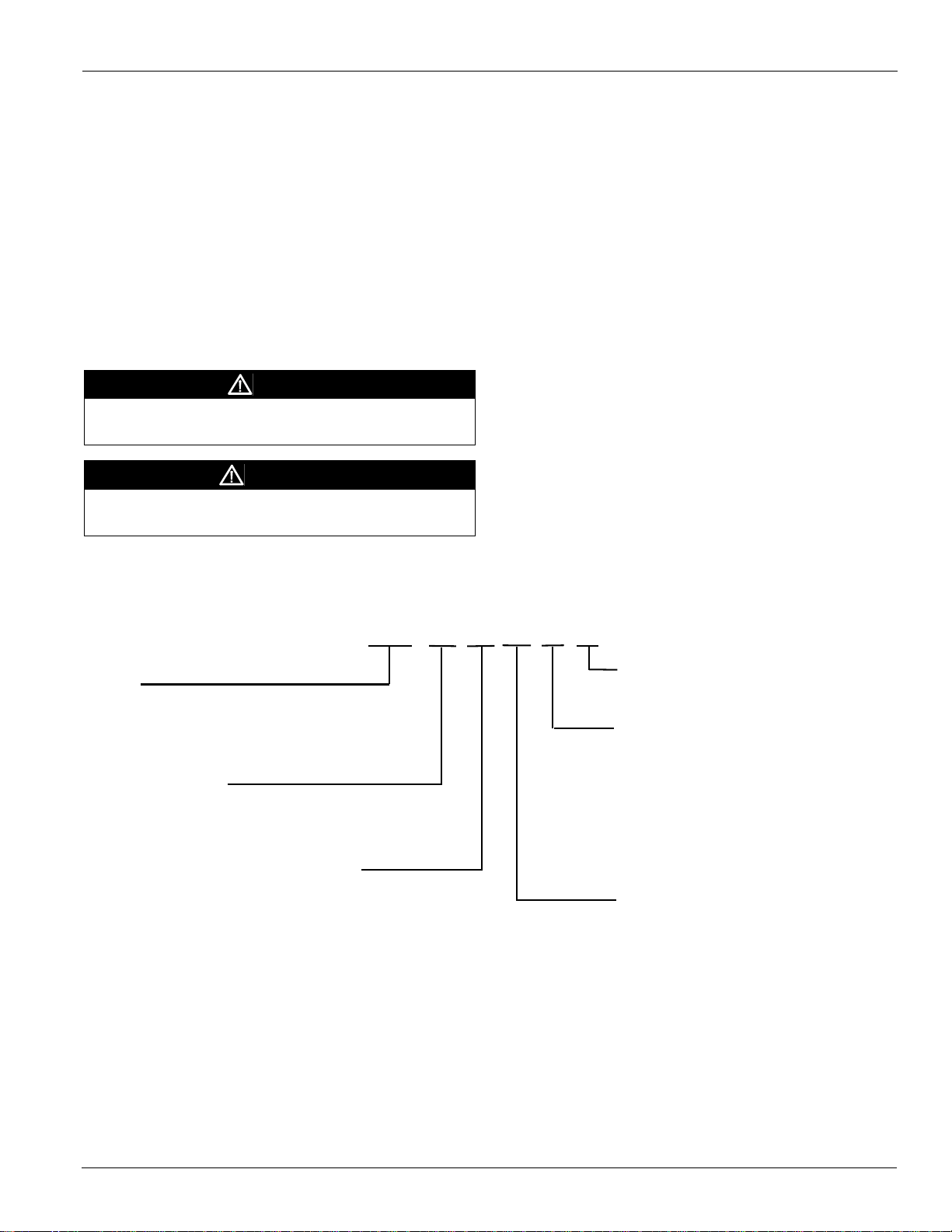
Figure 1: Servicing Space Requirements
Figure 2: Service Clearance for Electrical Power Devices
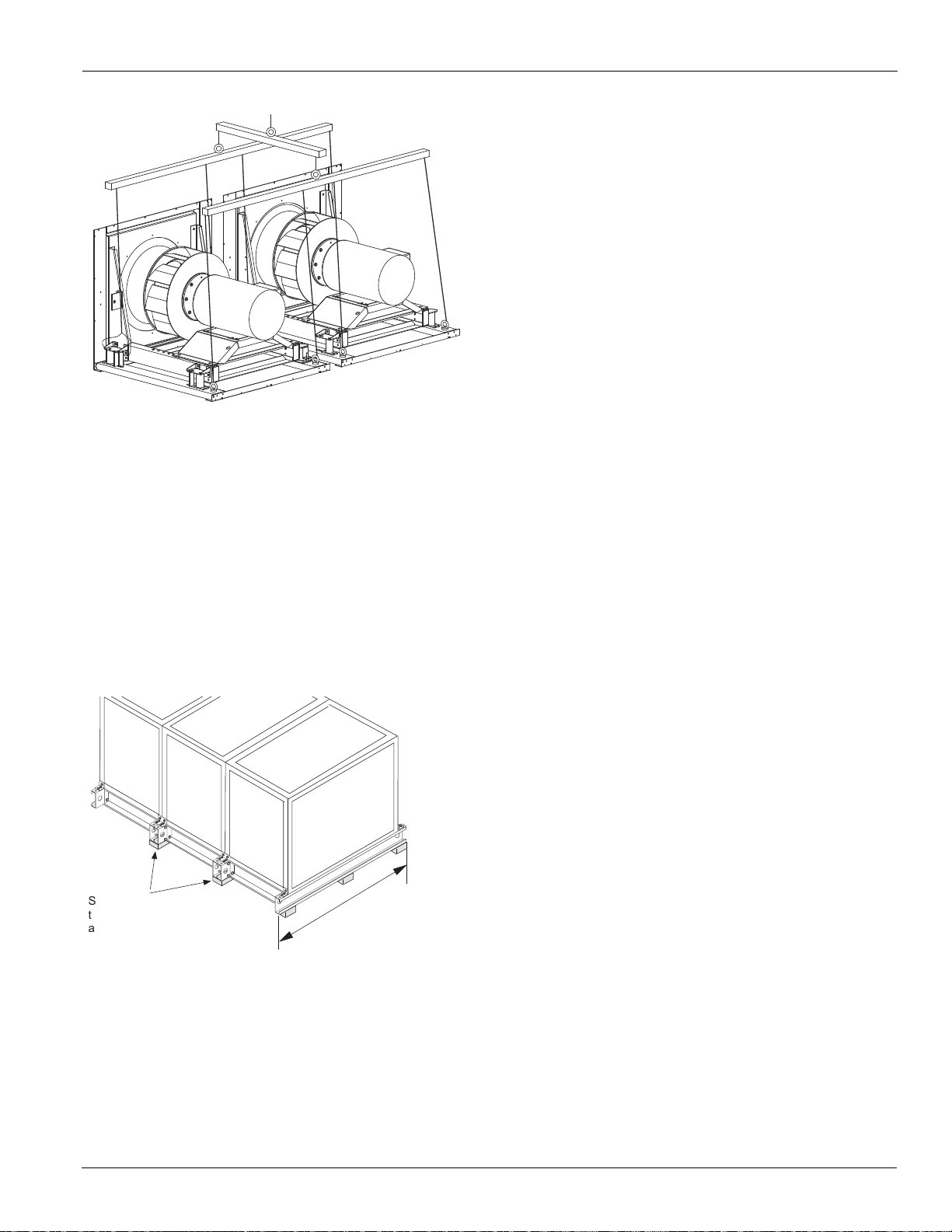
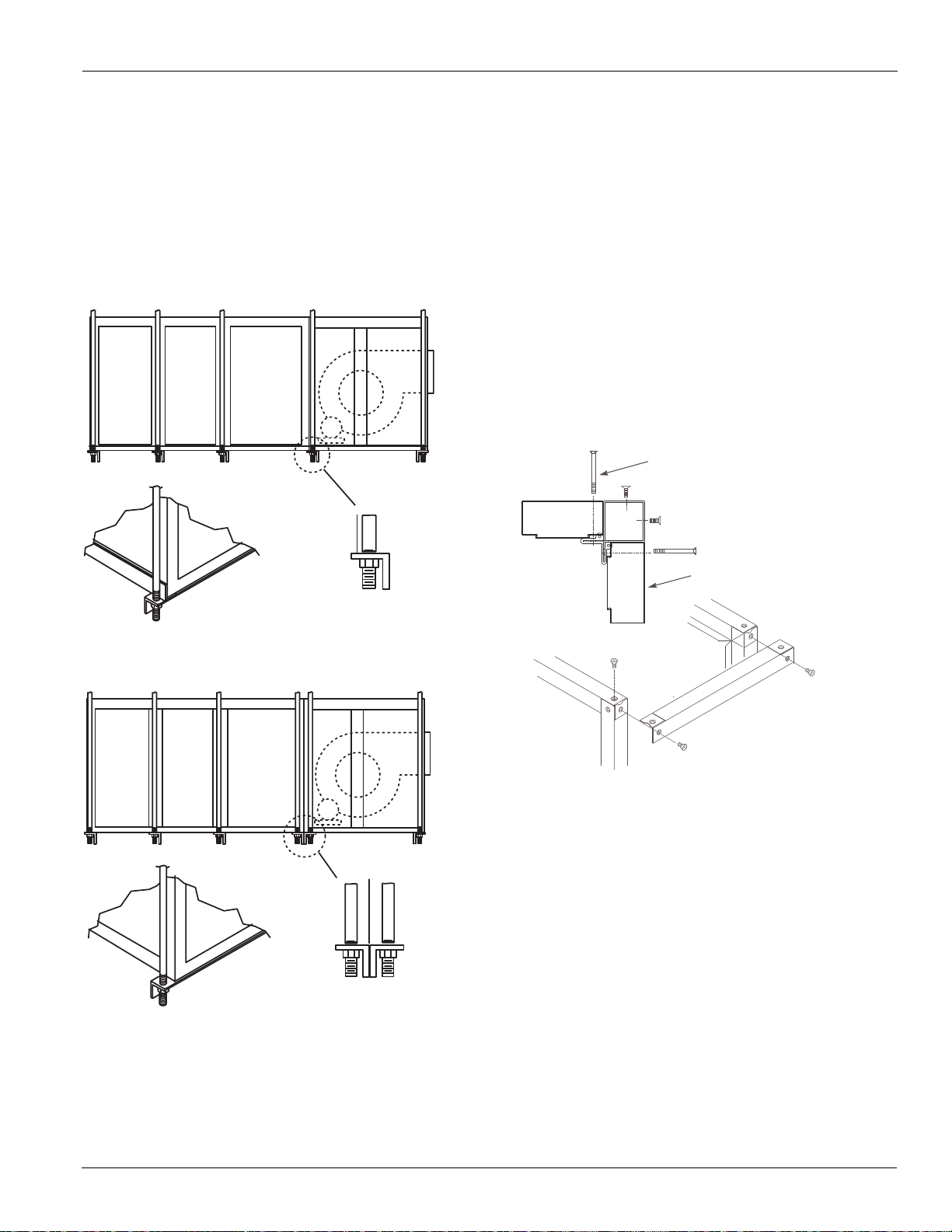
Rigging
Vision air handlers ship as separate sections, completely
assembled, or in modules of assembled sections. The unit
must be rigged as it ships from the factory. Do not rig units
after assembly. When a unit is provided with a
factory-installed base rail, it can be lifted using the 2" diameter
lifting holes located in the corners of each shipping section
(Figure 3). If a unit does not have a base rail, rig it using straps
or a sling. Fasten the strapping under the skid that ships with
the section (Figure 4).
To prevent damage to the unit cabinetry, use spreader bars.
Position spreader bars to prevent cables from rubbing the
frame or panels. Before hoisting into position, test lift for
stability and balance. Avoid twisting or uneven lifting of the
unit.
Figure 3: Units on Base Rails
McQuay IM 672-8 5
Page 6
Mechanical Installation
R e m o v e
l i f t i n g
b r a c k e t s ( 4 )
I n s t a l l p a n e l s ( 4 )
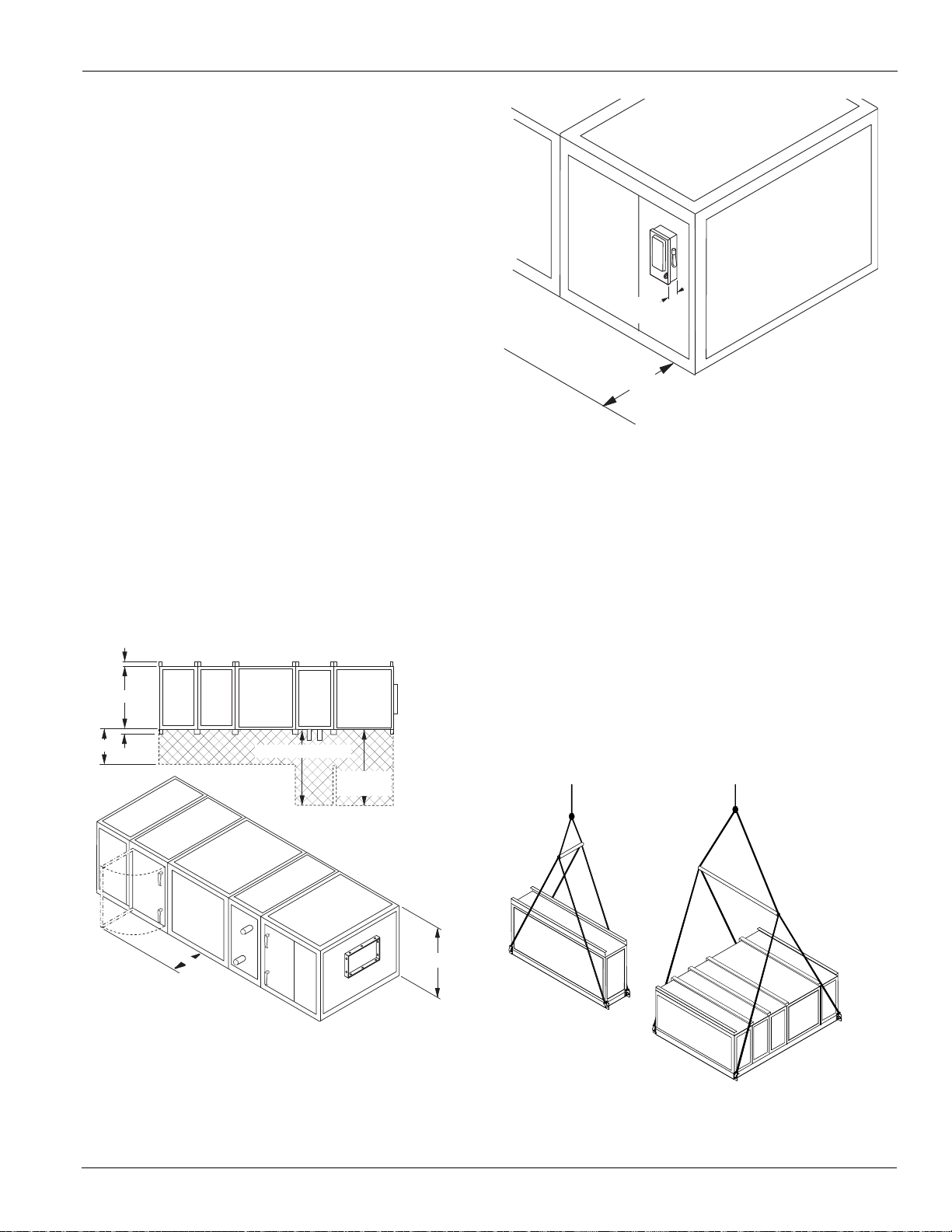
Figure 4: Units on Skids
Fan sections greater than 108" wide that are stacked on another
section that are not Class II plenum fans are constructed with
internal fan support frames that have integral lifting brackets
(Figure 5). After the fan section is placed in position, remove
and discard the lifting brackets. Install the small panels
provided to complete the unit cabinet areas where the lifting
brackets were located.
Class II plenum fans that are stacked on another section may
be lifted using the methods shown in the following figures.
The shipping brackets must remain in place and be tight in
order to lift using this method. Figure 6 shows a belt-drive fan
with field supplied eye bolts that are screwed into factory
installed hex AVK fasteners in the main channels supporting
the fan. Figure 7 shows a direct-drive fan with field supplied
eye bolts on the motor end and straps around the spring
bracket on the inlet end. When factory installed hex AVK
fasteners are installed, they should be used for lifting. When
they are not installed, it is acceptable to lift from the shipping
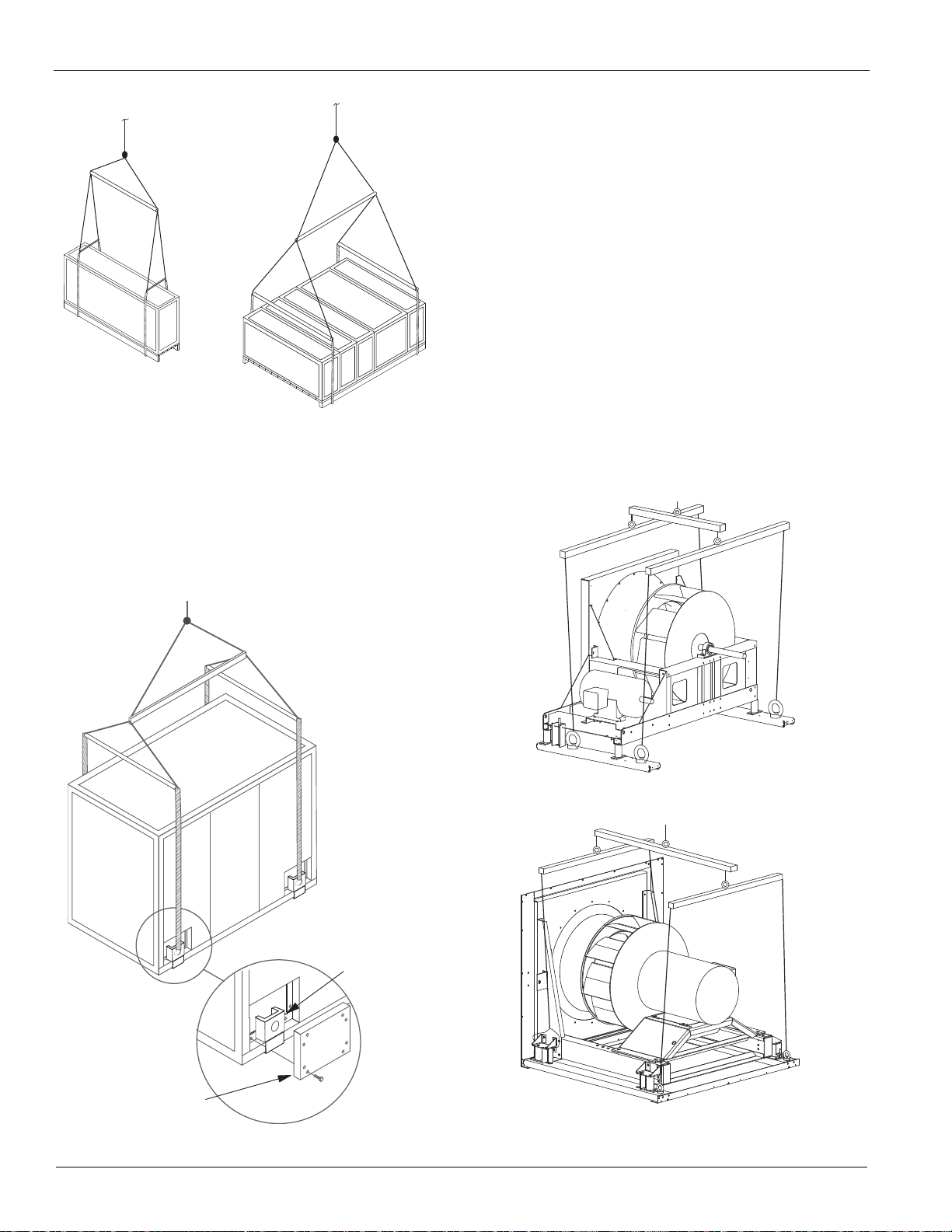
brackets on the fan. Figure 8 shows dual fans being lifted in a
similar manner as the single direct-drive fan. An eight point
lift must be used for dual fans to make sure both fans are
supported properly and the cabinet structure does not become
overloaded along the center.
If the fan section is connected to another section such as a
plenum or access section, then do NOT attempt to lift both
sections using just the fan section. The other section(s) must
be supported separately using straps.
Figure 6: Belt-Drive Class II Plenum Fan Stacked Unit
Figure 5: Large Fan Sections Stacked on Top of a Lower
Section
Figure 7: Direct-Drive Class II Plenum Fan Stacked Unit
6 McQuay IM 672-8
Page 7
Mechanical Installation
S h i m t o p r e v e n t
d i s t o r t i o n i f w i d t h
i s o v e r 1 0 8 "
S h i m s e c t i o n s u n t i l
t h e y a r e s t r a i g h t
a n d l e v e l
Figure 8: Direct-Drive Class II Dual Plenum Fan Stacked
Unit
Unit Leveling
Place the equipment on a flat and level surface. Where the
surface irregularities could cause the equipment to distort, use
a shim so the base of the unit is a straight line. Uneven or
distorted sections cause misfit or binding of the doors and
panels and improper draining of drain pans.
Units that are over 108" wide must rest on a flat surface for the
entire width of the base rails or must be shimmed at one or
more points along the length of the rails to prevent distortion
or sagging of the support rails (Figure 9).
Figure 9: Leveling the Unit
Assembling Sections
External Section-to-Section Mounting
Vision air handling units can ship fully assembled or as
separate shipping sections. Rig units that require field
assembly of shipping sections into position first. Shipping
sections are provided with a connection splice joint attached
on the leaving air side of the shipping section. The splice joint
is insulated and provides an air-tight seal between two sections
once they are assembled together. If the splice joint was bent
during shipping or rigging, restore it to its original position.
(Figure 19, page 10).
Horizontal Airflow Section Mounting
1 Rig the unit into position and lineup shipping sections in
the direction of air flow. Pull sections together to fasten.
Use a furniture clamp or straps and a ratchet to help pull the
sections together securely (Figure 10).
2 If the unit has a factory-installed base rail, first fasten base
rails together using the 3/8"-16 × 5" bolts located in the
splice kit provided with the unit.
a To fasten two shipping sections together, four bolts are
needed (two on each side of the unit). The bolts are run
from one base rail into the other and fastened with a nut.
Complete each section bottom and top before attaching
additional sections.
3 If no base rail is provided, fasten the unit in the same
manner on the bottom and top frame channels.
4 Once the sections are positioned together, remove the
fastener in each of the channel corners (on the mating edges
in the channel piece).
5 Place a flat section joining plate (found in the splice kit)
over the two coned holes in the channels, so that the plate
spans the two sections.
6 Replace the fasteners in their original position, through the
joining plate.
7 For certain Vision Plus units, use the provided section
joining plates to fasten sections together. Space them as
shown in Figure 11. Using the provided ¼"-14 x 1" self
tapping screws, drill screw the joining plates into the frame
channel on each section, keeping unit sections tight
together. Follow instruction drawing included in the
assembly kit.
McQuay IM 672-8 7
Page 8
Mechanical Installation
T o p
B o t t o m w i t h b a s e r a i l
R e p l a c e m e n t s c r e w
. 3 1 2 - 1 8
x 1 0 0 b o l t
. 2 5 x 1 0 0 d r i l l s c r e w
A
B
B
A
Figure 10: Horizontal Joining Sections
Figure 11: Frame Channel Stiffener Plates (Vision Plus
Units Only)
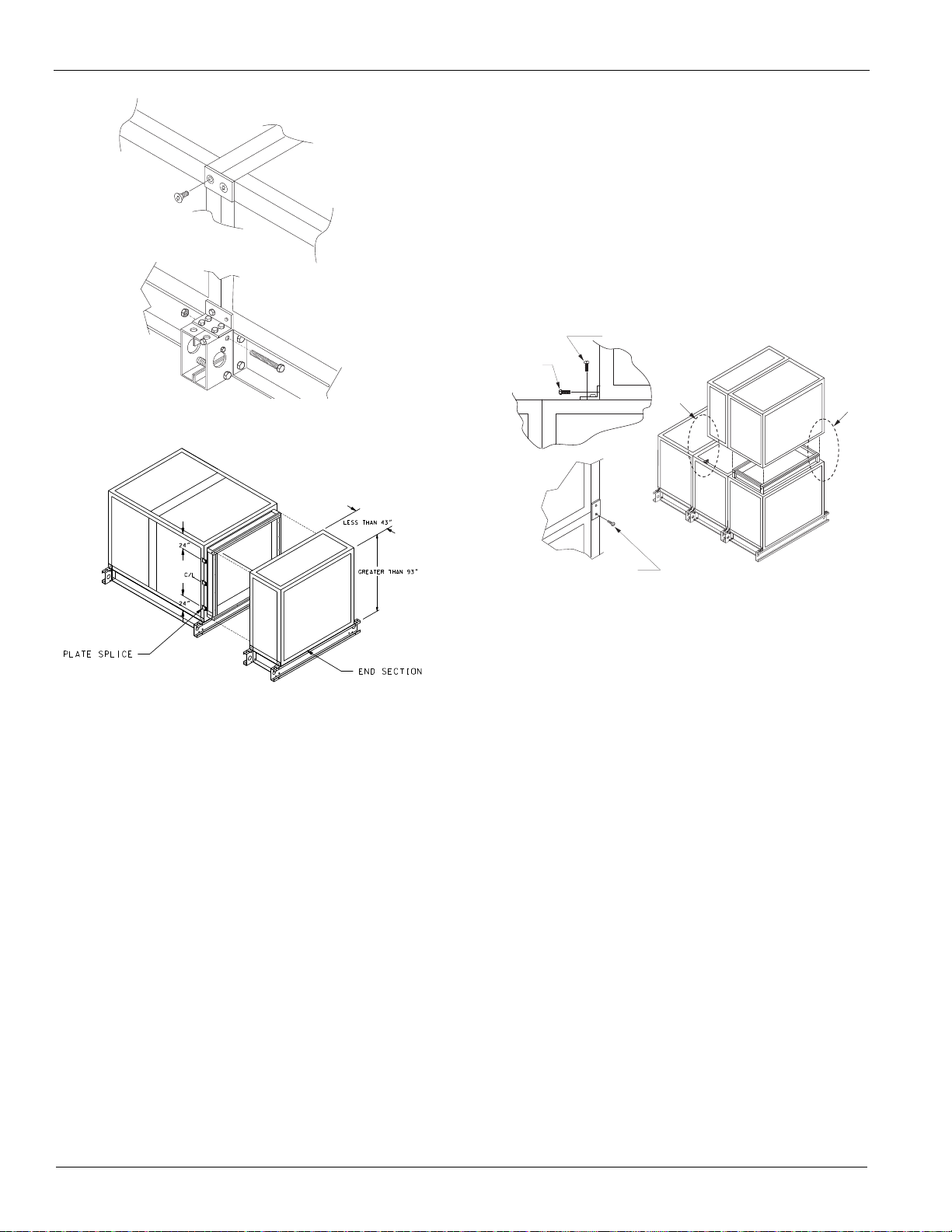
3 Cover the coned holes with a flat joining plate and replace
the flat head fasteners in the holes to secure the joining
plate to both sections (Figure 12).
4 When one section is deeper than the other, secure the two
sections using an L-shaped joining plate. To secure the
L-shaped bracket, remove the flat head fastener from the
corner, position the bracket over the hole, and replace the
flathead fastener with a 5/16"-18 × 1" bolt. Once the bolt is
in place, secure the bracket to the adjoining section with a
1/4 × 1" drill screw. Repeat the same procedure on both
corners of the unit (Figure 12).
Figure 12: Vertical/I nv erte d J oin in g Sections
Vertical Inverted Airflow Section Mounting
For vertical or inverted arrangements, before lifting any top
mounting sections into place, rig into place and fasten together
the bottom tier of sections. Once bottom level sections are in
place and secured, lift stacked components and fasten using
the following procedure:
Note: See Face and Bypass Section Mounting‚ page 13 for the
exception to this procedure.
1 The vertical/inverted section has a splice joint extending
out the top of the bottom joining section. Lower the section
that is to be positioned over the opening over the splice
joint to seal the connection between the two sections.
2 The two sections are fastened together at the four bottom
corners of the mating edge. T o fasten the corners located on
the end of the unit (where bottom section and top section
walls are flush with each other), remove the flat head
fasteners in the corners of both sections.
Extended Coil Section Mounting
The extended coil section is 6" wider than all other sections of
the same unit size. The extension is always located on the coil
connection side of the unit. Because the extended coil section
is wider than other sections, it always ships as a separate
shipping section, and must be joined to other sections in the
field. To join an extended coil section to other components,
first follow the Horizontal Airflow Section Mounting‚ page 7
steps to secure the opposite connection side. To fasten the
connection side, use the following procedure:
1 If the unit has a factory-installed base rail, the extended coil
section base rail is also 6" wider than the adjoining base
rail. Extended coil section base rails on the connection side
are fastened together using the 3/8"-16 by 3" bolts located
in splice kit provided with the unit (Figure 13).
2 If no base rail is provided, the section is fastened in the
same manner on the bottom and top. Once the sections are
positioned together, remove the fastener in the corner of the
channel piece of the section mating to the extended coil
section (Figure 13).
3 Place an L-shaped section joining plate (located in the
splice kit) over the coned hole in the channel.
4 Replace the flat head fastener originally used in the corner
with a 5/16"-18 1" bolt and fasten it through the L-shaped
joining plate.
8 McQuay IM 672-8
Page 9
Mechanical Installation
V i e w A
B o t t o m
w i t h b a s e r a i l
A
T o p
( 2 ) 1 / 4 x 1
D r i l l S c r e w s
5 Position the L-shaped joining plate so it butts up against the
extended coil section frame channel. To secure the plate to
the extended coil section, run two 1/4" × 1" drill screws
through the joining plate and into the frame channel.
Figure 13: Extended Coil Section Joining
Side-by-Side Heatwheel Section Joining
The side-by-side heatwheel will have two individual sections
parallel in the direction of airflow to be attached to either side.
Each section will attach to the heatwheel section and then to
the other parallel section.
1 Rig the unit into position and line shipping sections up in
direction of air flow. Sections must be pulled together to
fasten using a furniture clamp or straps.
a If the heatwheel section width is greater than 143”, then
rig the section into position using the 2 removable
lifting channels. After section is properly placed,
remove cotter pin and bolts from lifting channel and
discard as seen in Figure 14.
Figure 14: Cotter Pin and Bolt Detail
3 If the unit has a factory installed base rail, fasten the base
rails together using the 3/8”-16 x 5” bolts located in the
splice kit provided with the unit.
a To fasten two shipping sections together, two bolts are
required on the one side. The bolts are run from one
base rail into the other and fastened with a nut.
Complete each section bottom and top before attaching
additional sections.
4 Assemble the center base plates as show in Figure 15,
leaving a 5/16” space between each plate to slide onto
section base channels to center point of section width.
Figure 15: Base Plate Detail
5 Once the sections are positioned together, remove the
fastener in each of the channel corners (on the mating edges
in the channel piece).
6 Place a flat section joining plate (found in the splice kit)
over the two coned holes in the channels, so the plate spans
the two sections.
7 7 Replace the fasteners in their original position, through
the joining plate.
8 8 Assemble the next section parallel to the assembled
section by following steps 1 – 7 above.
9 9 Using the 3/8”-16 x 1” bolts provided, fasten the two
parallel sections’ bases together as seen in Figure 16.
Figure 16: Base Section Detail
If included, remove center base plates that are attached to
2
the base channels and save for step 4.
McQuay IM 672-8 9
Page 10
Mechanical Installation
V i e w A
A
S p l i c e C o l l a r
m u s t b e a l i g n e d
t o s e a l t o g a s k e t .
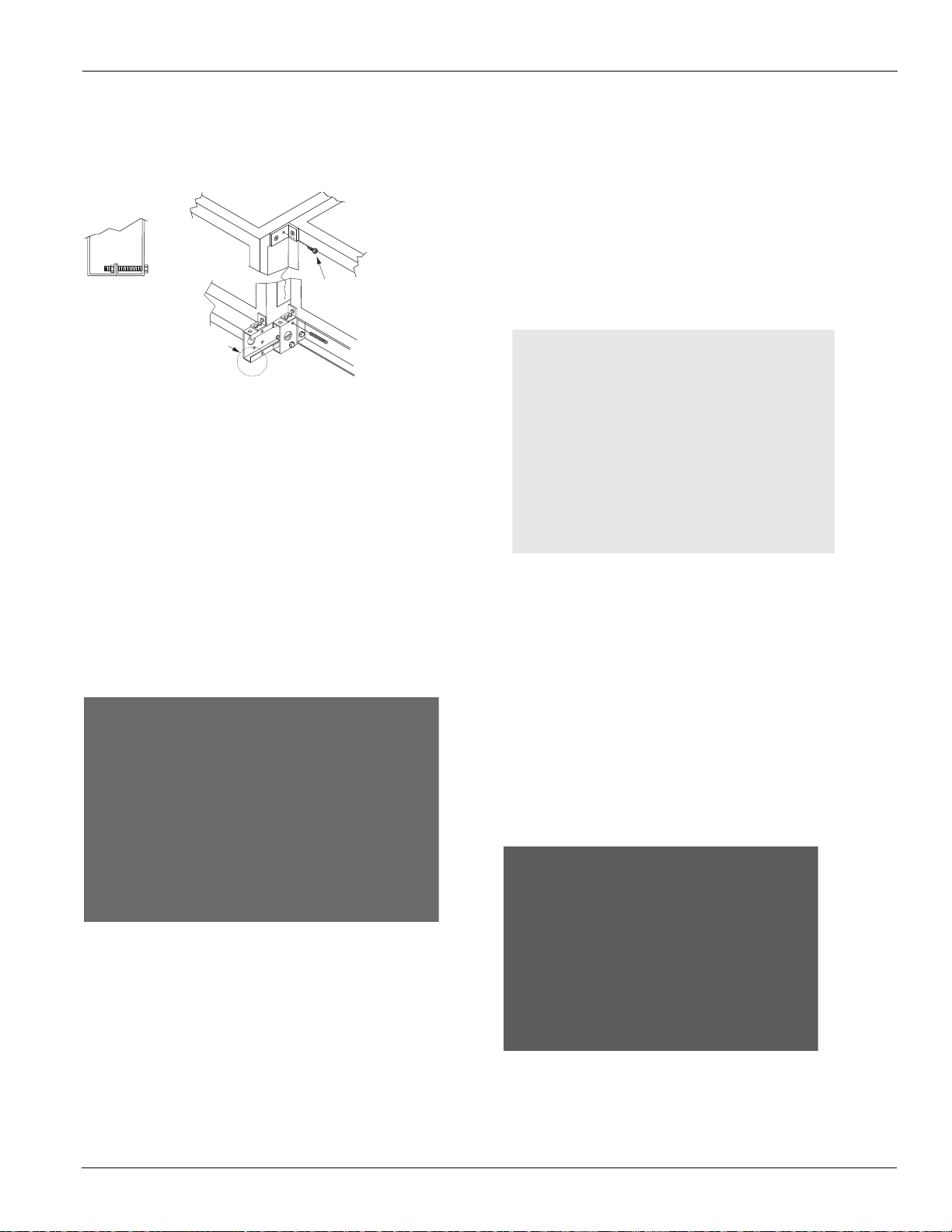
10 Using appropriate safety equipment if necessary, remove
the fastener in each of the channel corners on the top
between the two parallel sections and discard.
11 Use the 2 x 2 holed splice plate with 2 x 5/16”-18 x 1”
screws and 2 x ¼” drill screws. The 2 x 5/16”-18 x 1”
screws will go into the frame channel holes and the 2 x ¼”
drill screws will go into the heatwheel frame channel as
show in Figure 17.
Figure 17: Frame Channel Detail
Internal Section-to-Section Mounting
If desired, shipping sections can be fastened together
internally. To fasten internally, run field-provided #10 sheet
metal screws or drill screws (4" long maximum) through the
interior frame channel of one unit into the splice joint of the
neighboring section.
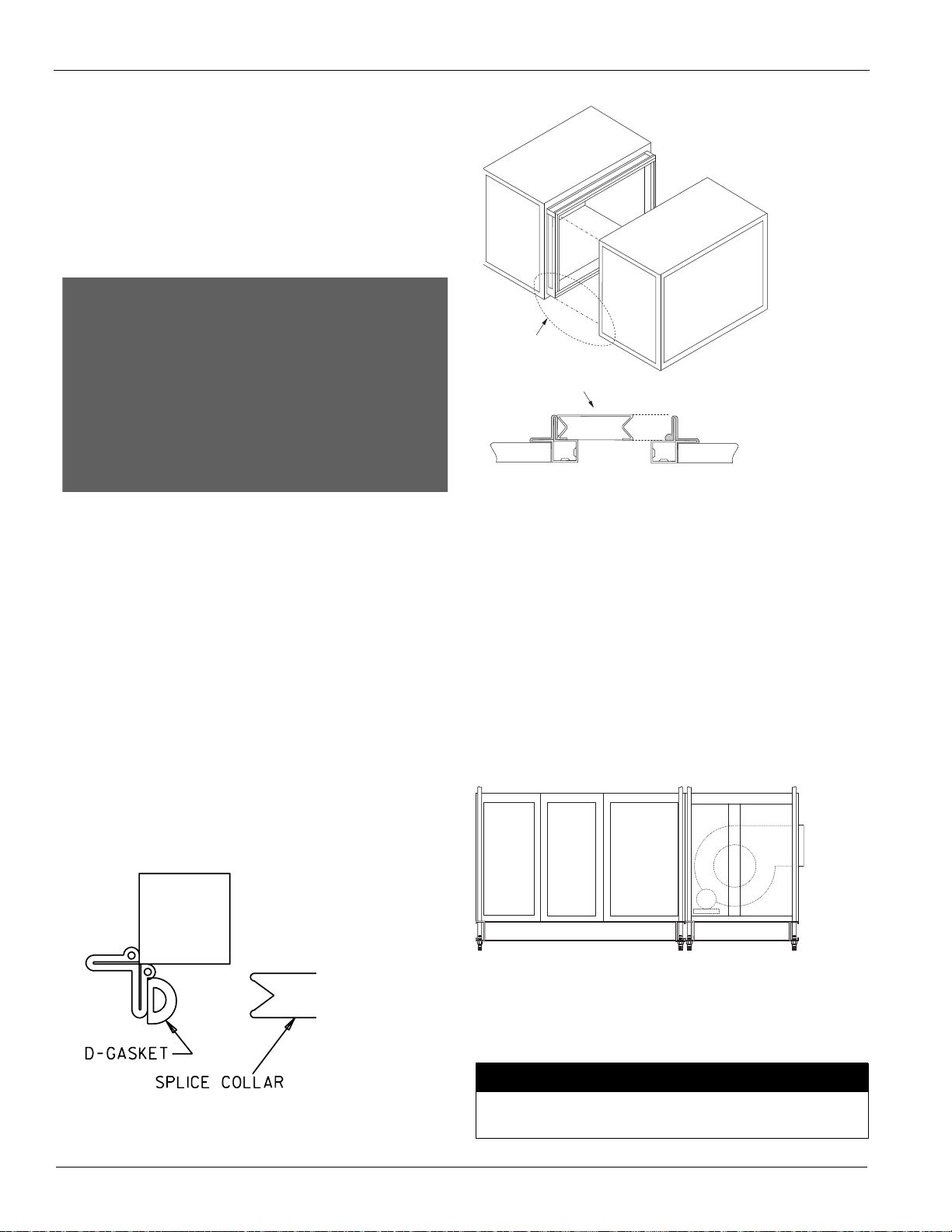
The section-to-section splice joint is always provided on the
leaving air side of a shipping section and seals against the
frame channel on the entering-air side of the adjoining section.
Align the splice joint to seat into the mating gasket to provide
an air seal. If the splice joint was bent during shipping or
rigging, restore it to its original position (Figure 19).
Figure 19: Internal Fastening
Ceiling Hung
When a unit is ceiling hung, support it with a base rail, angle iron,
or channel. The Vision air handler is not designed to be suspended
from the top of the unit. Before hanging, rig and completely
assemble the unit. See Assembling Sections‚ page 7.
Ceiling Hung Using Base Rail
The optional base rail provided by the factory has 5/8" diameter
holes in each corner to run hanger rods through. To properly
support the unit and maintain unit integrity, support each
shipping section with hanger rods in each corner (Figure 20).
For Vision Plus units, ensure that the D-gasket is attached to
Figure 20: Ceiling Suspended with Base Rail
the entering air side frame channel (Figure 18). If it has
dislodged during shipping, restore to original location.
Figure 18: D-Gasket Placement Detail (Vision Plus Units
only)
Ceiling Hung Using Angle Iron Channel
Install field-provided angle iron or channels per SMACNA
guidelines. When a unit is unitized (ships in one piece), channel
support each component under the unit width (Figure 21).
10 McQuay IM 672-8
The supporting angle iron must fully support the 2" frame
channel at each section joint.
NOTE
Page 11
Mechanical Installation
Remove panel
to remove frame
Remove any
panel screws that
engage frame
When a unit is sectionalized (ships in multiple sections), channel
support each component under the unit width and provide support
under the full length of the unit base (Figure 22). Locate hanger
rods so they do not interfere with access into the unit.
Ceiling suspension using the unit base rails is limited to
unit cabinet widths less than 108". Support units with
cabinets 108" wide and greater with structural members
designed to support the unit at the ends and at intermediate
points along the base rails.
Figure 21: Ceiling Suspended w/o Base Rail—Unitized
Construction
Panels, Frame Channels, and Doors
Panel Removal
To remove a side or top panel, remove the flat head Torx 30
fasteners along the sides of the panel. Lift off the panel after
removing all fasteners.
Frame Channel Removal
Frame channels that run the length of the unit along the top can
be removed to allow access to both the side and top of the unit.
To remove the frame channel, first remove the side panel(s).
Once the side panel is off, remove the flat head Torx 30
fasteners in the corner of the frame channels. Then pull the
frame channel out the side. Remove any panel screws that are
within one inch of the of the frame since they are engaged into
the gasketed flange of the frame (Figure 23).
Figure 23: Removing Panel Screws
Figure 22: Ceiling Suspended w/o Base Rail—Modular
Construction
McQuay IM 672-8 11
Page 12
Mechanical Installation
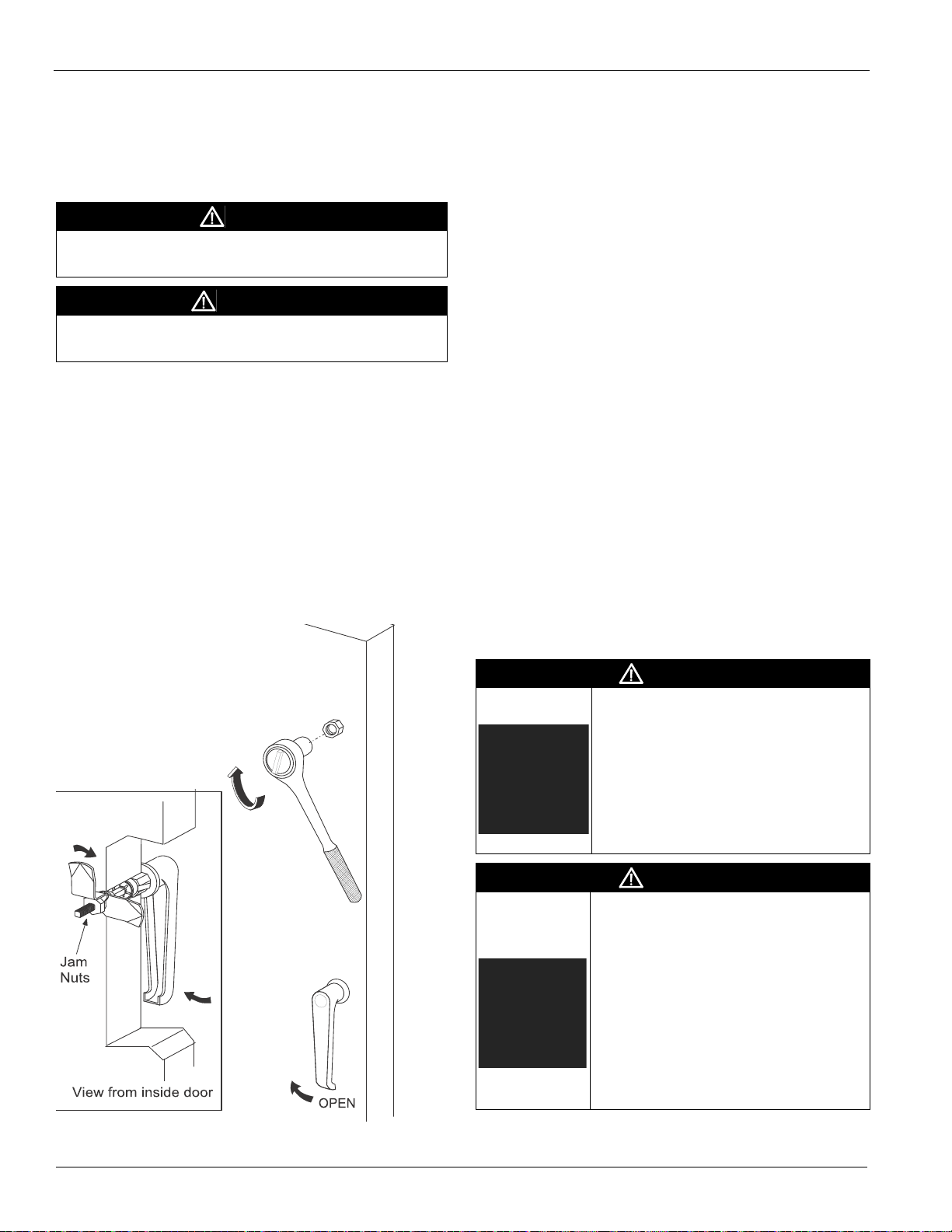
Fan Section Doors
Note: Opening fan section doors requires using a 1/2" socket
wrench (Figure 24), which satisfies ANSI standards and
other codes that require the “use of tools” to access
compartments containing moving parts or electrical
wiring.
CAUTION
Sharp edges and coil surfaces are a potential injury hazard.
Avoid contact with them.
ATTENTION
Les bords tranchants et les surfaces des bobines sont un
risque de blessure. Ne les touchez pas.
1
Insert 1/2" socket and rotate 1/4 turn clockwise as shown in
Figure 24. If the handle is on the left side of the door, rotate
1/4 turn counterclockwise.
2 Rotate the door handle 1/4 turn clockwise and then 1/4 turn
counterclockwise to release any internal pressure or
vacuum and open the door. If the handle is on the left side
of the door, rotate the door handle 1/4 turn
counterclockwise and then 1/4 turn clockwise.
3 T o prevent air leakage, tighten the door panels by adjusting
the jam nuts.
Figure 24: Opening Fan Section Door
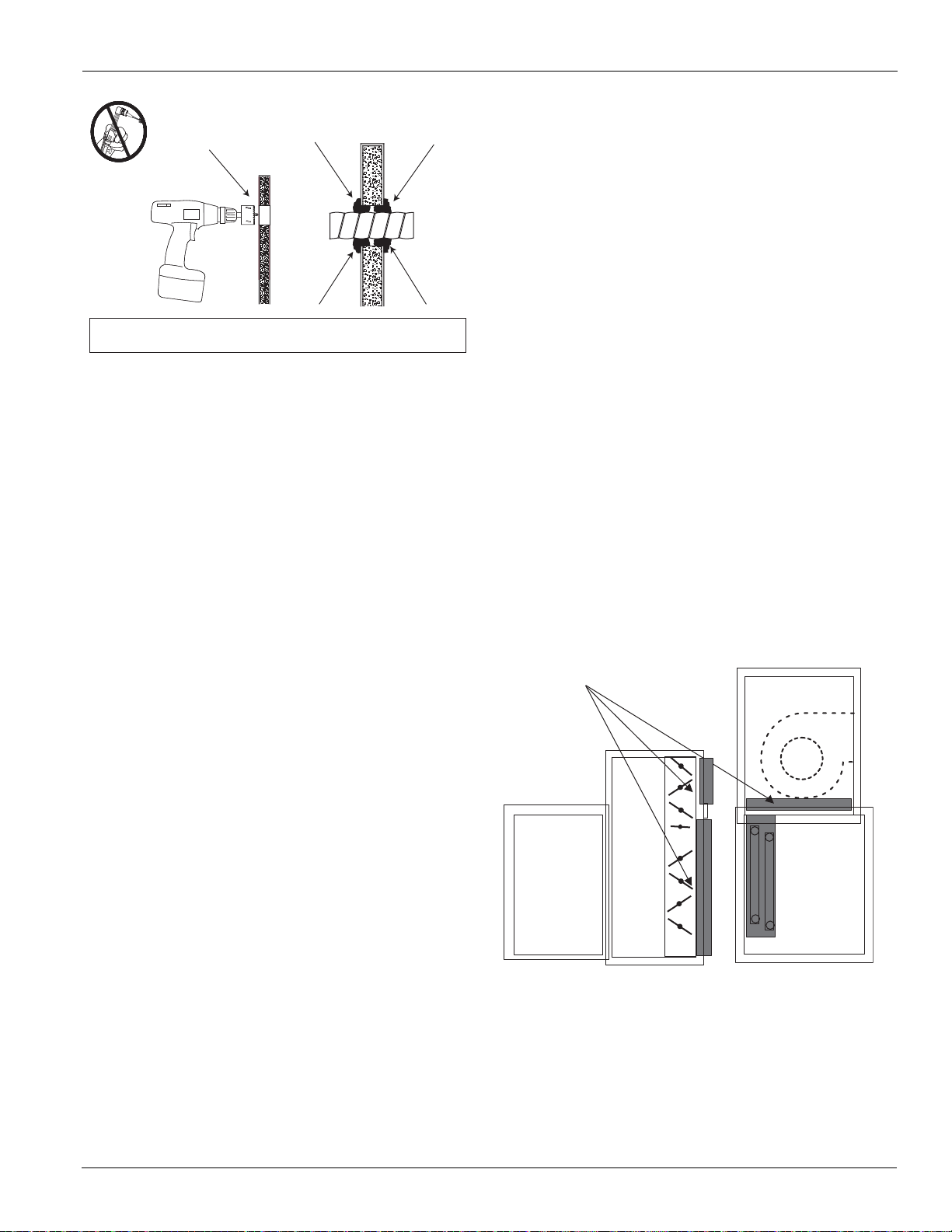
Injected-Foam Insulated Panels
Vision air handlers are furnished with double-wall, injectedfoam insulated panels. Foam panels are stronger, more rigid,
and lighter than panels with fiberglass insulation. The
insulation R-value is improved to 13. However, foam
insulation can burn when exposed to flame or other ignition
sources and release toxic fumes. Take care in cutting and
sealing all field-cut openings in these panels.
Panel Cutting Procedure
1 Determine the number and location of holes required for
electrical conduit, piping, and control wiring as follows
(also refer to Figure 25):
a Check that adequate space is available inside the unit
for conduit or pipe routing.
b Do not locate holes in a panel that provides access to
key maintenance components such as filters and fan
assemblies.
c Do not locate where the conduit or piping blocks
airflow or obstructs hinged access doors.
2 Once a proper location is determined, drill a small pilot
hole completely through the panel. Then use a sharp hole
saw or a saber saw and cut from each side of the panel.
3 Seal the double-wall panel on each side with an industrial/
commercial grade silicone sealant or duct seal compound.
It is extremely important to seal each panel hole or
penetration securely so that it is airtight, watertight, and
that there is no exposed foam insulation.
WARNING
Flame and smoke can cause eq uipment
damage, severe personal injury, or
death.
Before operating unit, seal all piping and
wiring holes on both inner and outer panels
with an industrial grade silicone sealant or
duct seal compound. Do not use a cutting
torch or expose panel to fire. Panel
damage can occur.
WARNING
La fumée et les flammes peuvent
endommager le matériel et causesr des
blessures graves ou la mort.
Avant d’utiliser le dispositif, obturer tous les
trous de passage de tubulures et de fils
ménagés dans les panneaux intérieurs et
extérieurs au moyen d’une pâte à base de
silicone ou d’un mastic d’étanchéite â
conduits de qualité industrielle.
Ne pas se servir d’un chalumeau coupeur ni
exposer les pannequx à une flamme nue
pour ne pas risquer de les endommager.
12 McQuay IM 672-8
Page 13
Mechanical Installation
Cut hole from both sides of panel
Seal completely with silicone
sealant or duct seal compound
Prop 65—Substances in fuel or from fuel combustion can cause personal injury or death,
and are known to the State of California to cause cancer, birth defects or other reproductive harm.
Figure 25: Cutting/Sealing Injected-Fo a m Insulated panels
Field Mounting Junction Boxes and Other Components
For field mounting 4" × 4" or smaller junction boxes to the
standard panel exterior, use a minimum quantity of four, 3/16"
diameter pop rivets. Do NOT use self-tapping drill screws.
They will not tighten nor secure properly and panel
damage can occur.
If larger, heavier components require mounting on unit panels,
use through-bolts with flat washers through both outer and
inner panels. To maintain panel integrity, seal both ends with
an industrial/commercial grade silicone sealant or duct seal
compound.
The unit frame channel is another excellent location for
securing heavier components; self-tapping screws are not
acceptable. Ensure that the location permits the full operation
of all access doors and panels and does not interfere with other
vital components.
Bypass Into a Vertical Fan Section
Vertical coil sections and the top mounted fan section always
ship separately and must be mounted together at the job site.
The vertical coil section and the bypass duct each has a joining
collar mounted on the leaving air side of the section and duct,
respectively (Figure 26). The mounting collar fits into the side
(bypass) and bottom (vertical coil section) openings in the fan
section. To correctly position the collars in the fan openings,
assemble the fan and coil section first. Use the steps below for
assembly.
1 Place the vertical coil section in position. If an access
section is positioned downstream from the coil section and
not already assembled to the coil section, secure the two
sections together.
2 Lift the fan section on top of the vertical coil section, taking
care to line up the joining collar in the bottom of the fan
section.
3 For sizes 003 to 035, the bypass duct is integral to the unit
construction and does not requ ire attachment to the bypass
section. For sizes 040 to 090, position and assemble the
bypass duct to the bypass section before joining to the fan.
4 Once the fan is positioned on top of the vertical coil section
and the bypass duct and bypass section are assembled,
position the two assemblies and line up the joining collars
with the openings in the fan and vertical coil section.
5 Once the sections are lined up and in position, secure the
unit together by fastening joining plates to the unit.
Figure 26: Assembly of Fan Coil Sections
Joining
collar
Face and Bypass Section Mounting
Internal face and bypass, and external face and bypass for sizes
003 to 035 are mounted together using the instructions for
horizontal components and do not require additional
instruction.
For all size units that bypass directly into a vertical fan section
and for sizes 040 to 090 with external face and bypass, use the
following instructions.
McQuay IM 672-8 13
Page 14
Mechanical Installation
J o i n i n g C o l l a r
J o i n i n g C o l l a r
J o i n i n g C o l l a r
External Face and Bypass Duct Assembly (Sizes 040 to 090)
When unit sizes 040 to 090 are ordered with external face and
bypass, the bypass duct ships separately and must be attached
to the unit in the field. The joining of the bypass duct to the unit
must be done after the unit is assembled. Also, if the bypass
duct is over 90" long, the duct does not ship in one piece and
must be field assembled. The field assembly of the bypass duct
to the unit requires the following steps (also refer to Figure 27).
1 Position the unit shipping sections together and assemble in
the equipment room.
2 After the unit is assembled, lift the duct into position over
the unit. Joining collars are shipped factory assembled to
the unit and duct. There is a joining collar located in the top
Figure 27: Assembly of Bypass Duct to Unit
of the bypass opening and in the leaving air side of the
bypass duct. These joining collars are used to provide air
seals. Line up the duct with the top openings in the unit.
3 If the bypass duct is longer than 90", the duct ships in more
than one piece and must be field assembled. Place the piece
of duct that has the joining collar on the bottom on top of
the unit first. Once it is in place, position the other piece of
duct. Take care to fit the splice collar into the first piece of
duct and then lower the other end into the bypass opening.
4 Once the duct is positioned correctly, fasten the duct pieces
together with the joining plate provided. To do this, remove
the fasteners in the corners of the duct assemblies, place the
plate over the holes in the corners, and then replace the
fasteners (Figure 10, page 8).
14 McQuay IM 672-8
Page 15

Mechanical Installation
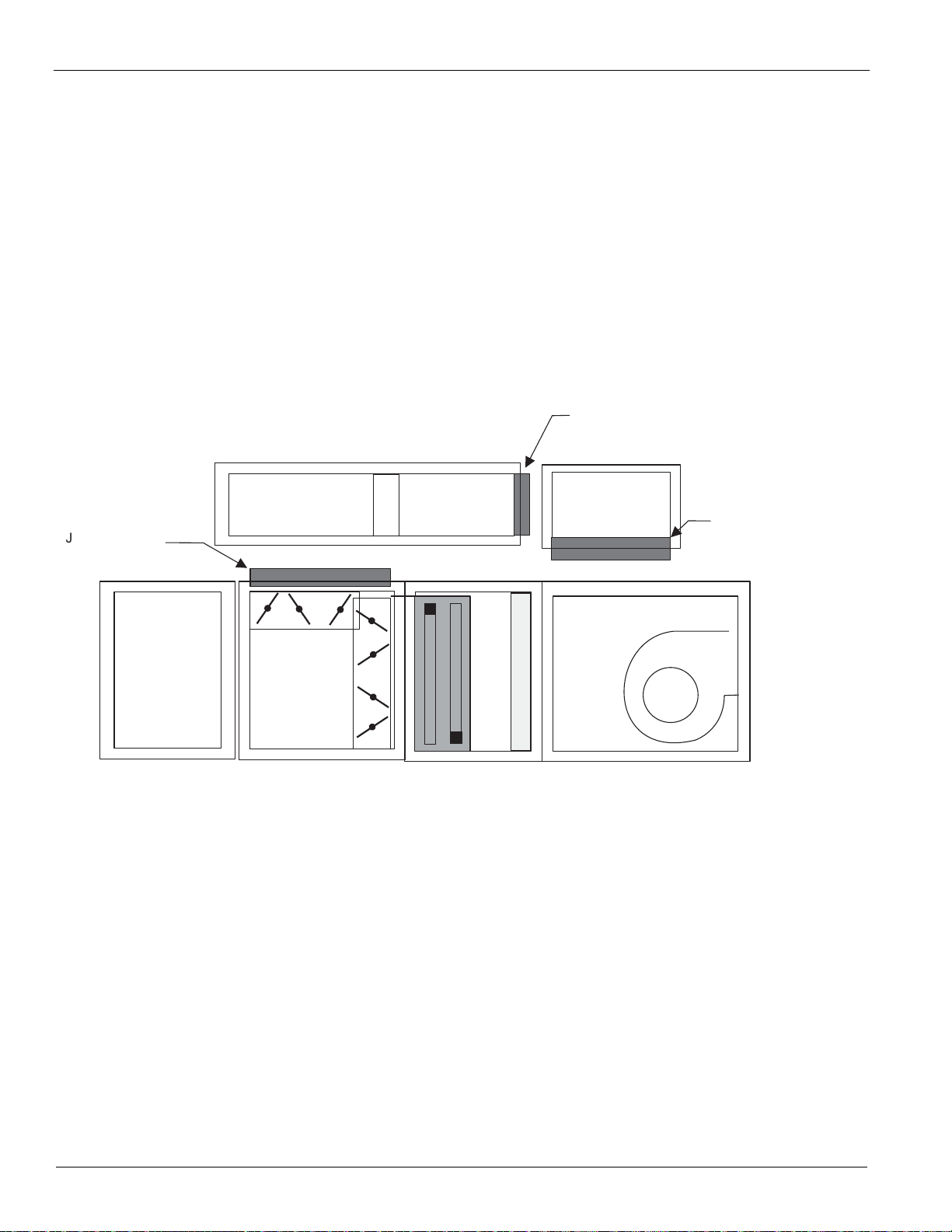
Multizone Assembly
The multizone section may ship completely assembled or it
may ship in numerous pieces. Whether the section ships in a
single piece or multiple pieces depends on customer
requirements and the unit size. When a multizone section is
over 90" high or 90" wide, split it into sections for shipping.
The unit may ship in 1, 2, 3, 4, or 5 separate pieces. Typically,
the multizone damper assembly ships separately (see
Multizone Damper Assembly in the next column and
Figure 29) and must be attached at the job site. Attach the
damper after the other components are assembled. Use the
instructions below for assembling the multizone section (also
refer to Figure 28).
1 If the diffuser and the cold deck section ship separately,
join them together first. The joining collar mounted in the
diffuser fits into the entering air side of the coil section.
Line up the two sections and fasten together.
2 Once the diffuser and cold deck sections are joined, lift the
hot deck and bypass sections in place on top of the diffuser/
cold deck section. If possible, assemble the hot deck and
bypass section (if there is one) together before lifting on
top. There always is a joining collar in the diffuser. The
joining collar provides the seal between the sections joints.
It is important to line up and fit the collar in the hot deck
and bypass section. For vertical applications, the cold deck
also has a joining collar in the discharge opening. This
collar fits in the bottom of the vertical bypass section.
3 After the components in the multizone are fitted together,
fasten the joining plates to the corners in the unit exterior.
4 If a damper was ordered, assemble it to the section (see
Multizone Damper Assembly in the next column and
Figure 29).
Note: Verify that the joining collars are aligned to seat into the
gasket. Straighten any collars distorted from shipping or
from rigging.
Multizone Damper Assembly
When a multizone unit is ordered with dampers, depending on
the multizone configuration and size, the damper assembly
may ship separately (all horizontal and units with a total height
over 90").
When the dampers are not factory assembled to the unit, they
ship to the job site on a skid. An assembly kit with screws and
an instruction drawing are included with the damper for field
assembly to the unit.
To assemble:
1 First remove the side plate that encloses insulation from
both sides of the damper assembly.
2 Lift the damper assembly into position (Figure 29).
3 Fasten the assembly to the frame channels within the
multizone openings.
4 Use caulking to seal up the areas around the unit frame
channel to prevent any air leakage.
5 After caulking, put the side plates back in place and secure.
Damper shaft extensions are provided on both ends of the
damper assembly for actuation. The dampers are linked
together by a linkage bar on both ends of the damper. The
linkage bar is cut at the time of installation to divide the
damper into the required number of zones (refer to Multizone
Damper Adjustment‚ page 17).
McQuay IM 672-8 15
Page 16

Mechanical Installation
S e a l w i t h c a u l k
o n b o t h s i d e s .
A i r f l o w
R i g h t h a n d c o i l
R e m o v e a s s e m b l y
i n s u l a t i o n p a n e l
c o v e r f r o m d a m p e r
t o a l l o w c a u l k i n g .
D r i l l s c r e w i n t o
c a b i n e t f r a m e
w i t h # 1 0 A B x . 5 0
d r i l l s c r e w .
1 / 4 A B x . 5 0
O p e n d a m p e r b l a d e s
t o a l l o w f a s t e n i n g .
I f a i r f l o w b a l a n c e p l a t e s
a r e p r e s e n t , t h e n i n s t a l l
d a m p e r s s o t h a t t h e b a l a n c e
p l a t e s a r e o n t h e b o t t o m
o f e a c h z o n e .
D a m p e r b l a d e s
b r o k e n o u t t o
s h o w a i r f l o w
b a l a n c e p l a t e s
b e h i n d t h e m .
Figure 28: Multizone Sections Assembly
Joining
collars
Cooling coilCooling coilDiffuser
Zone
damper
assembly
Upper unit—heating
(and optional bypass)
Figure 29: Multizone Damper Assembly
16 McQuay IM 672-8
Page 17

Mechanical Installation
D u c t w o r k
D u c t c l i p
Z o n e d i v i d e r
4 5 °
4 5 °
C o n n . l i n k
B e l l a r m
Z o n e d a m p e r l i n k a g e
4 5 °
4 5 °
B e l l a r m
I n s t a l l a t i o n m o d i f i c a t i o n f o r m u l t i p l e z o n e s
To divide the damper section into multiple zones, cut and remove sufficient
connecting link to allow adjacent zones to operate independently.
Note: The damper blades on two-deck dampers seal through several degrees
of shaft rotation.The damper blades can rot ate 360° and do not engage a st op.
The hot deck blades are mounted at a 90° to the cold deck blades. Before
installing the zone duct, set up linkages and dampers and adjust. If adjustment
is required and access to the blades is restricted, observe the cold deck blade
position by removing the cabinet panel on the coil section.
Duct Connections
Use flexible connectors on the outlet and inlet duct
connections of all units. Each zone divider has a W-shaped
duct clip. Insert ductwork into this clip (Figure 30).
Figure 30: Duct Connectors
Note: Before connecting to ductwork, refer to Multizone
Damper Adjustment below.
Multizone Damper Adjustment
The installer must clear the damper assemblies of construction
dirt and debris. These materials result in higher torque
requirements and may bend or damage damper components.
Before you begin:
1 Verify that dampers are square and operating smoothly
before ducting.
2 Install duct access panels on the downstream damper for
inspection and maintenance.
Figure 31: Bell Arms at 45° Angle to Vertical Center
If multizone dampers do not close properly, adjust the blades
as follows:
1 Loosen set screws in bell arms for all zones.
2 Close all cold deck dampers tightly.
3 Move bell arms so they are at a 45° angle to the vertical
center when viewing the zone dampers from the cold deck
end of the damper section (Figure 31).
a Two-deck zone dampers—The cold deck closes when
the bell arms are 45° from the vertical center. The hot
deck closes when the bell arms are 45° clockwise from
the vertical center.
b Three-deck zone dampers—The cold deck closes when
the bell arms are 45° clockwise from the vertical center.
The hot deck closes when the bell arms are 45°
counterclockwise from the vertical center.
4 Tighten set screws on bell arms while holding the dampers
closed.
5 All zone damper blades should close properly. If one or a
few zones do not close completely, repeat the procedure for
these zones.
Multizone, Mixing Box and Economizer Damper Torque Requirements
On multizone units, the actuator must drive the connection link
for proper damper actuation. Do not activate multiple dampers
must from the shaft extension opposite the connection link.
Mounting Actuators
The installing contractor is responsible for the mounting of all
field-installed actuators. No provisions are made for the
location of these actuators due to the number of options and
arrangements available and the variety of specific applications.
Typically, actuators are mounted inside the cabinet. Provide
proper support for the actuator to avoid excessive stress in the
cabinet, linkage, or damper shafts.
Fresh air and return air dampers can be linked together and
driven from the same actuator if the dampers are the same size.
If the dampers are different sizes, they must be driven by
separate actuators and controlled appropriately. Exhaust
dampers are always driven by a separate actuator.
McQuay IM 672-8 17
Page 18

Mechanical Installation
A typical rotary electric actuator can handle up to 40 sq. ft. of
damper. For pneumatic actuators, allow 5 in-lb per square foot
of damper area.
CAUTION
Maximum damper rotation is 70°.
Maximum shaft torque is 205 inches/pound.
Greater rotation or torque can cause equipment damage.
ATTENTION
La rotation maximale des volets est de 70°.
Le couple (torque) maximum de l’arbre est de 205 po/lb.
Une plus grande rotation (ou torque) peut endommager
l’équipement.
Face Bypass Damper Torque Requirements
Face and bypass dampers may or may not be linked together.
When dampers are placed before a single bank of coils, they
always are linked together and require a single actuator. When
dampers bypass a stacked or staggered coil, the dampers are
not linked and require multiple actuators. Unit sizes 040 to 090
provided with external face and bypass require three actuators.
Other arrangements with stacked or staggered coils require
two actuators. A damper shaft extension is provided.
Normally, the shaft extension is located on the drive side of the
unit, but it can be moved to the other side.
Face and bypass dampers have a torque requirement of
10 in-lbs per square foot of damper face area.
Isolation Dampers for Multiple Fans
Water Cooling Coils
• Water supply, water return, drain, and vent connections
extend through the end panel of the coil section. All
connections are labeled on the end panel.
• Water supply and water return connections are typically
male NPT iron pipe.
• When installing couplings, do not apply undue stress to the
connection extending through unit panel. Use a backup
pipe wrench to avoid breaking the weld between coil
connection and header.
• Follow recommendations of the control manufacturer
regarding types, sizing, and installation of controls.
Direct Expansion Coils
• The coil distributor and suction connection extend through
the end panel of the coil section.
• Check nozzle in distributor for proper tonnage.
• When a field supplied thermostatic expansion valve is used,
it is located outside the unit and connected directly to the
distributor. Do not apply heat to the body of the expansion
valve.
• The thermostatic expansion valve must be of the external
equalizer tube type. Connect the 1/4-inch diameter external
equalizer tube provided on the coil to connection on
expansion valve.
• Use care when piping the system to see that all joints are
tight and all lines are dry and free of foreign material. For
typical refrigerant piping, see condensing unit product
manual.
Optional isolation dampers can be provided on multiple fans to
prevent backflow through a fan that is turned off for service.
These isolation dampers are not intended to be used to control
flow through the fan. The isolation damper for a fan that is
going to be started must be positioned in the full open position
before the fan is started. Do not start a fan with the damper
located at the inlet with the damper fully or partially closed.
This can cause airflow, vibration, and sound problems that can
lead to failure.
Isolation dampers can be provided with actuators that are
mounted in the airstream. Actuator sizing for the isolation
dampers should be based on 9 in-lb per square foot of damper.
Piping and Coils
When designing and installing piping:
• Follow applicable piping design, sizing, and installation
information in ASHRAE handbooks.
• Observe all local codes and industry standards.
• Do not apply undue stress at the connection to coil headers;
always use a backup pipe wrench.
• Support pipework independently of the coils.
Steam Coils
Piping (see Figure 32)
• All steam coils in units are pitched toward return connection.
• Steam supply and steam return connections typically are
male NPT iron pipe and are labeled on the end panel of coil
section. Connections extend through the coil section end
panel.
• When installing couplings, do not apply undue stress to the
connection extending through unit panel. Use a backup
pipe wrench to avoid breaking the weld between coil
connection and header.
• Support piping independently of coils and provide adequate
piping flexibility. Stresses resulting from expansion of
closely coupled piping can cause serious damage.
• Do not reduce pipe size at the coil return connection. Carry
return connection size through the dirt pocket, making the
reduction at the branch leading to the trap.
18 McQuay IM 672-8
Page 19

Mechanical Installation
Coils
• Install vacuum breakers on all application to prevent
retaining condensate in the coil. Generally, the vacuum
breaker is connected between the coil inlet and the return
main. The vacuum breaker should be open to the
atmosphere, and the trap design should allow venting of
large quantities of air.
• Do not drip supply mains through the coil.
• Do not attempt to lift condensate when using modulating or
on/off control.
Traps
• Size traps in accordance with the manufacturers’
recommendations. Make sure that the required pressure
differential is always available. Do not undersize.
• Use float and thermostatic or bucket traps for low pressure
steam. On high pressure steam, use bucket traps. Use
thermostatic traps only for air venting.
• Use bucket traps for on/off control only.
• Locate traps at least 12 inches below the coil return
connection.
• Multiple coil installation
• Individually trap each coil or group of coils that is controlled individually trapped.
• Coils in series—use separate traps for each coil, or bank
of coils.
• Coils in parallel—a single trap can be used, but an individual trap for each coil is preferred.
• Do not attempt to lift condensate when using modulating
or on/off control.
• With coils arranged for series airflow, use a separate control
on each bank or coil in the direction of airflow.
• As additional protection against freeze-up, install the trap
sufficiently below the coil to provide an adequate hydrostatic head to remove condensate during an interruption in
the steam pressure. Estimate three feet for each 1 psi of
trap differential required.
• On startup, admit steam to coil ten minutes before admitting outdoor air.
• Close fresh air dampers if steam supply pressure falls
below the minimum specified.
Valves
• Do not use modulating steam valves on high pressure
systems.
• Properly size modulating valves. Do not undersize.
• Freezing conditions (entering air temperatures below 35°F).
• McQuay strongly recommends 5JA, 8JA, 5RA and 8RA
coils.
• Supply 5 psi steam to coils at all times.
• Do not use modulating valves. Provide control by face and
bypass dampers.
• Consider using two or three coils in series with two position steam control valves on the coil or coils that handle
35°F or colder air. Use a modulating valve on the downstream coil to provide the desired degree of control.
• Thoroughly mix fresh air and return air before it enters the
coil. Also, to obtain true air mixture temperatures, properly locate temperature control elements.
McQuay IM 672-8 19
Page 20

Mechanical Installation
Chec k Valve Strainer Gate V alve
Control valve
modulating
two position
Float and
thermostatic trap
High Pressure (over 25 psi)
Low Pressure (to 25 psi)
5GA or 8GA coils. Note that the
addition of a vacuum breaker to
permit the coil to drain during
shutdown.
5TA, 8TA, or 5HA coils. Condensate is lifted to overhead return
main
5JA or 8JA coil. Installed in series.
Note that each coil must have a
separate control valve and trap.
5RA, 8RA, or 5SA coils. Banked two
high, individual trapping of each coil as
shown is preferred.
5RA, 8RA, or 5SA coils. Installed
5J, 5G, 8J or 8G coils.
Figure 32: Piping Arrangements
20 McQuay IM 672-8
Page 21

Mechanical Installation
Pressure (P)
at the drain pan
2P
2P
Water Heating Coils
CAUTION
Improper installation, use, or maintenance of water heating
coils can cause equipment damage.
Read and follow instructions carefully.
ATTENTION
Si l’installation, l’utilisation ou l’entretien des
serpentins de chauffage à eau sont inadéquats,
ceci endommagera l’équipement.
Lire et suivre attentivement les instructions.
• Water supply and water return connections extend throu gh
the end panel of the coil section. All connections are labeled
on the end panel.
• Water supply and water return connections are male NPT
iron pipe.
• When installing couplings, do not apply undue stress to the
connection extending through unit panel. Use a backup pipe
wrench to avoid breaking the weld between the coil
connection and header.
• Follow recommendations of the control manufacturer
regarding types, sizes, and installation of controls.
• Do not use hot water coils with entering air below 40°F.
• If fresh air and return air are to be heated by a hot water coil,
carefully design the system to provide thorough mixing
before air enters the coil.
• T o prepare coils for winter operation, see Winterizing Water
Coils‚ page 37.
Drain Pan Traps
Run drain lines and traps full size from the drain pan
connection. Install drain pan trap to allow condensate to drain
freely. On both blow-thro ugh and draw-through units, the trap
depth and the distance between the trap outlet and the drain
pan outlet must be twice the static pressure in the drain pan
section under normal operation so the trap remains sealed
(Figure 33).
Figure 33: Allow Adequate Distance Between Trap Outlet
and Drain Pan Outlet
Internal Isolation Assembly Adjustment
On units with internally isolated fan and motor assemblies, the
assemblies are secured for shipment.
Before Operating the Unit:
Remove the shipping brackets and tie-down bolts (refer to
Figure 35, Figure 36 and Figure 37) and discard. The shipping
brackets located on the opposite drive side of the unit are
difficult to access from the drive side of the unit. Either
remove them before the unit is assembled, or remove the panel
on the opposite drive side to gain access.
The spring isolators under the four corners of the fan and
motor assembly are factory adjusted while the fan was not
running. With the unit operating at normal cfm and static
pressure, all the isolators should be at the same height opening
(Table 1 through Table 5). If adjustments are required, loosen
the 1/2" cap screw on top of the isolator and turn the adjusting
bolt to lower or raise the fan and motor base. Retighten the cap
screw when adjustments are completed.
Table 1: Motor Beside Fan Spring Mount Adjustments
Spring mount adjustment at rest
Isolator
position
1 3.75 3.75 4.25
2 4.25 3.75 4.25
3 4.25 3.75 4.25
4 3.75 3.75 4.25
1 6.00 6.00 6.50
2 6.50 6.00 6.50
3 6.50 6.00 6.50
4 6.00 6.00 6.50
Table 2: Motor Behind Fan Spring Mount Adjustments
Isolator
position
1 6.75 6.75 6.75
2 6.75 6.75 6.75
3 6.75 6.75 6.75
4 6.75 6.75 6.75
1 6.75 6.75 6.75
2 6.75 6.75 6.75
3 6.75 6.75 6.75
4 6.75 6.75 6.75
Top or bottom
horz. H
Unit sizes 003 – 035
Unit sizes 040 – 090
Spring mount adjustment at rest
Top or bottom
horz. H
Unit sizes 003 – 035
Unit sizes 040 – 090
Downblast
H
Downblast
H
Upblast
H
Upblast
H
McQuay IM 672-8 21
Page 22

Mechanical Installation
Adjusting bolt
6"
Unit sizes 006 - 090
For models 040 through 090 with housed fans, the isolators
should be at equal height (6") during fan operation. Center the
fan outlet in the outlet panel opening. If adjustment is required,
loosen the bolt on top of the isolator assembly (Figure 37).
Turn the adjustment nut below the fan frame to lower or raise
the fan motor and frame assembly. Retighten the bolt on top of
the isolator assembly.
Table 3: Class II Belt-Drive Plenum Fan Spring Height
Fan Size Isolator Type Operating Height
Table 4: Class III Plenum Fan Spring Height
Cabinet Width Isolator Type Operating Height
Width < 108" All 4.0"
Width >= 108" All 6.75"
Table 5: Class II Direct-Drive Plenum Fan Spring Height
Fan Size Isolator Type Operating Height
Figure 34: Adjusting Large Spring Mount Assembly
Figure 35: Removing “Motor Behind” Shipping Brackets
13–16 Standard 2" Deflection 4.5"
18–36 Standard 2" Deflection 4.0"
13–36 Seismic 4.0"
40–60 All 6.75"
11–36 All 4.0"
40–44 All 6.75"
22 McQuay IM 672-8
Page 23

Figure 36: Removing “Motor Beside” Shipping Brackets
Unit sizes 006 - 090
Shipping hold-down nut and bolt
Remove and discard - 4 places
Shipping bracket Remove and discard - 4 places
Figure 37: Plenum Fan Typical Shipping Brackets
Mechanical Installation
McQuay IM 672-8 23
Page 24

Electrical Installation
Electrical Installation
Wiring
DANGER
Capacitor Hazardous Voltage! Failure to disconnect power
and discharge capacitors before servicing will result in serious
injury or death.
Disconnect all electric power (including remote disconnects)
before servicing. Perform lockout/tagout procedures to ensure
that power can not be energized. For variable frequency drives,
or other energy storing components that have been furnished
and mounted by either McQuay, or by others, refer to the
specific manufacturer’s literature for allowable waiting periods
for discharge of capacitors. Verify capacitors have been
discharged using an appropriate voltmeter.
ADVERTISSEMENT
Voltage De Condesateur À Risquee De Danger! À défaut de
débrancher la puissance électrique et de décharger le
condensateur avant de faire le service, il peut en résulter des
blessures sérieuses et même la mort.
Débranchez toute puissance électrique (incluant les
sectionneurs à distance) avant de faire du service. Assurezvous de procéder au cadenassage et à la pose d’avis assurant
que la puissance ne peut être rétablie .
Pour le variateur de fréquence variable ou tout autre
composante pouvant accumuler de l’énergie qui auraient été
fournis et installés par McQuay ou autres, se référer à la
littérature spécifique du manufacturier donnant les périodes
spécifiques d’attente nécessaires pour la décharge du
condensateur. Vérifier que le condensateur est totalement
déchargé avec les voltmètres appropriés.
CAUTION
Use copper conductors only! Failure to use copper
conductors can result in equipment damage.
ATTENTION
Utiliser du fil de cuivre seulement. La non utilisation de fil de
cuivre peut causer des dommages à l’équipement.
• Electrical service to each fan must correspond to the rated
voltage on the motor or electrical panel nameplate and
conform to the National Electric Code and local restrictions.
• Connect each fan section metal frame to the building
electrical ground.
• A door electrical interlock is not provided as standard.
• Thermal motor protection is external to the unit. Unless the
unit is provided with a variable frequency drive (VFD) or a
unit mounted starter, thermal protection and a disconnect
switch provision per electric codes are provided by others.
• When the unit is factory provided with a disconnect switch,
starter or a variable frequency drive (VFD), the components
are mounted on the outside of the unit cabinet. Factory
wiring is provided from the device to the unit internal motor.
• All electrical components must be grounded to the building
central ground. Suitable ground wires and/or (bonding) lugs
are provided for all motors, disconnect switches, starters,
and variable frequency drives. Provide dedicated ground
(bonding) copper conductors in accordance with local and
national codes.
• For units provided with a motor only or with an external
junction box, wire connections are made with suitable wire
nuts or connectors for the gauge wires provided.
• For units provided with a disconnect switch or starter, field
wiring will be terminated to lugs. Wire size and lug torque
requirements are shown on the unit electrical schematic
provided in the component print pocket. All power supply
wire connections must be torqued as shown.
• When the unit is provided with a VFD only, refer to the VFD
manual for wire size and torque requirements. For instances
where multiple motors are being driven by a single VFD, be
sure to set up the VFD and size the wiring according to the
power requirements of all motors that are being driven by
that VFD.
• When not being serviced, close and secure electrical panel
doors to prevent ingress of moisture and airborne
contaminants.
Control Wiring
• Access to the VFD is through the fan cabinet access door for
single fans. Provide shielded cable only as described in the
provided VFD manual. Route wire through the panel so that
it does not interfere with an other components or access
doors. Do not drill through drip pans or drain pans. Refer to
the provided VFD installatio n man ual for detailed control
wiring instructions.
• For multiple fans in parallel, the VFD(s) are mounted inside
of the electrical enclosure, which is mounted on the exterior
of the fan section. When multiple fan sections are provided
with multiple VFDs, they must be set up so that the fans
always start simultaneously and are set to ramp up and down
together. Do not attempt to run fans in parallel at different
speeds as this can result in uneven airflow that can cause
performance, sound, and vibration problems that can lead to
failure. Provided that the fan is capable of running fast
enough and the motor is sized appropriately, VFDs may be
operated up to a maximum recommended frequency of 90
Hertz for 1800 RPM and slower motors. Motors that are
3600 RPM may be operated up to a maximum speed of 4000
RPM or 66.7 Hertz provided the fan is rated that high.
Operation above 4000 RPM can damage motor bearings and
is not recommended.
24 McQuay IM 672-8
Page 25

Operation
Startup Checks
When performing startup and service, always take thorough
safety precautions. Only trained, experienced personnel should
perform these functions.
WARNING
ROTATING FAN
Can cause severe injury or death. Before servicing fans,
lockout and tag out power.
Operation
ATTENTION
Risques de dommages dans le moteur du ventilateur
électrique. Si Ia température de l'air a proximité du
ventilateurest élevée, le moteurdu ventilateur électrique peut
chauffer et brûler. Sur les transmetteurs d'’air à circulation
transversale ou les transmetteurs dont le ventilateur est en
aval de l'’unité de chauffage, régler la température de l'’air
sortant de l'’unité de chauffage à 40°C (104°F).
AVERTISSEMENT
VENTILATEUR EN ROTATION
Peut causer des blessures sévères ou même la mort.
Avant d’effectuer l’entretien des ventilateurs,
bloquer et couper la tension.
WARNING
FIRE/ELECTRIC SHOCK HAZARD.
Can cause property damage, personal injury or death.
Wire fan power supply and ground motor frame in accordance
with local electric codes.
AVERTISSEMENT
Risques d´incendie et d’électrocution pouvant causer des
dommages matériels, des blessures et même la mort.
L’alimentation électrique du moteur du ventilateur de même
que la mise à la terre du chàssis du moteur doivent être faits
conformément aux codes d’nstallations électriques en vigueur.
WARNING
Fan motor requires overload protection.
Failure to provide motor overload protection can result in fire,
property damage, electric shock, personal injury, or death.
Connect motor to an overload protective device rated in
compliance with local electric codes.
Before Starting the Unit
Before entering fan section, make sure that fan electrical
power source is disconnected and locked in the OFF position.
1 Check that the unit is completely and properly installed
with ductwork connected.
2 Check that all construction debris is removed and filters are
clean.
3 Check that all electrical work is complete and properly
terminated.
4 Check that all electrical connections are tight and that the
proper voltage is connected. Phase imbalance must not
exceed 2%.
5 Do not grease ball bearings on the fan shaft and motor
before startup. They are prelubricated.
6 Check tightness of setscrews in bearings and fan wheel(s).
If retightening is needed, position the fan wheel(s) per
Table 6, page 26 through Table 9 and Table 11 through
Table 13, page 28. Torque set screws per Table 10 and
Table 14, page 28.
CAUTION
Equipment damage due to loose fasteners represents
improper start-up and equipment abuse. It is not covered by
the warranty.
AVERTISSEMENT
Risques d’incendie et d’électrocution pouvant causer des
dommages matériels, des blessures et même la mort.
Connecter au moteur du ventilateur électrique un dispositif de
protection contre les surcharges conforme aux codes
d'’installations électriques en vigueur.
Les dommages dus à des attaches installées de façon
inappropriée représentent un démarrage inadéquat et un
abus d’équipement. Ceci n’est pas couvert par la garantie.
7 Check alignment of fan and motor sheaves and belt tension.
Adjust if necessary . Check tightness of sheave setscrews
AVERTISSEMENT
and/or capscrews (refer to Table14, page 28).
CAUTION
DO NOT OVERHEAT FAN MOTOR
High air temperatures in the fan section can cause the fan
motor to burnout. On draw-through air handlers or air handlers
with the fan section down the air stream from the heating
section, the discharge air temperature of the heating section
must not exceed 104°F (40°C).
McQuay IM 672-8 25
8 Leak test the thermal system to verify that connections are
tight.
9 Check that the condensate drain is trapped.
Page 26

Operation
A
A
B
E q u a l s p a c i n g
a l l a r o u n d
I n l e t
F u n n e l
W h e e l
C
C
I n l e t
F u n n e l
10 Rotate the shaft by ha nd to be sure it is free.
11 If multiple fans are suppl ied with a block off plate and it is
installed on one of the fans, make sure to only start the fans
without the block off plate. Do not start any fan that has the
block off plate installed on it.
12 If multiple fans are supplied with isolation dampers, make
sure the isolation dampers are fully open before starting the
fans.
VFD Setup
Fans ordered with VFDs that were factory installed are setup
and tested prior to shipment. Prior to starting the fan(s),
double check the VFD settings according to the
recommendations in the VFD manual.
Once the correct VFD settings are verified, the fans should be
run through a sweep of the full range of operating speeds that
are expected to check for any vibration issues. If any areas of
concern are located, it is recommended to lock out those
frequencies using the VFD (see lock out frequencies or skip
frequencies in the VFD manual). This will ensure that the fans
will never operate continuously at those points, but will rather
pass through them to get to the desired points of operation.
Fan Startup
Start and run fan. See Figure 42 for proper fan rotation.
Observe the rotation. If the fan operates backward, reverse two
legs of the three-phase supply power.
Note: Variable pitch fan drives usually are provided for
operation in the mid-speed adjustment range. However,
the drives usually ship with the adjustment opened up for
minimum fan speed. Adjust the drives for the proper
airflow. See Fan Drive Adjustments‚ page 32.
Fan Wheel Alignment
Figure 38: Wheel-to-Inlet Funnel Relationship—Fan Wheels
(Housed)
Table 6: Wheel-to-Inlet Funnel Relationship—Fan Wheels
(Housed)
1
Airfoil
Unit sizes 003 to 035 Unit sizes 040 to 090
A2
A2
B3
Dia.
(in)
(mm)
13.22 4.56 116 0.21 5.33 20.00 7.19 183 0.31 7.87
14.56 5.06 129 0.21 5.33 22.25 7.69 195 0.33 8.38
16.18 5.62 143 0.21 5.33 24.50 8.56 217 0.31 7.87
17.69 6.90 175 0.22 5.59 27.00 9.47 241 0.63 16.00
21.56 7.59 193 0.24 6.10 30.00 10.47 266 0.39 9.91
24.00 8.45 215 0.23 5.84 33.00 11.75 298 0.38 9.65
Note: 1To obtain rated air performance, dimensional relationship must be held.
2
To obtain dimension A, loosen setscrews in wheel hub(s), shifting
wheel(s) axial as needed, retightening setscrews.
3
To obtain dimension B, loosen screw and washer fasteners around
periphery of funnel(s), shifting funnel radially as required, re-torquing
fasteners.
(in)
B3
(mm)
36.50 12.78 325 0.38 9.65
40.25 14.31 363 0.50 12.70
Figure 39: Wheel-to-Inlet Funnel Relationship—Forward
Curved Fan Wheels
Dia.
A2
(in)
A2
(mm)
B3
(in)
B3
(mm)
After 48 Hours of Operation
WARNING
ROTATING FAN
Can cause severe injury or death. Before servicing fans,
lockout and tag out power.
AVERTISSEMENT
VENTILATEUR EN ROTATION
Peut causer des blessures sévères ou même la mort. Avant
d’effectuer l’entretien des ventilateurs, bloquer et couper la tension.
1 Disconnect and lock electrical power source.
2 Check tightness of all bearing, wheel, and sheave setscrews
(or capscrews). Refer to Table 10.
3 Recheck belt tension and adjust if necessary. Belts
tensioned sufficiently to slip one to two seconds at startup
will perform satisfactorily, extending life and reducing
vibration. If retensioning is necessary, be certain to retain
sheave alignment.
Table 7: Wheel-to-Inlet Funnel Relationship—Forward
Curved Fan Wheels
Forward curved
Unit sizes 003 to 035 Unit sizes 040 to 090
C2
Diameter (in)
9 x 4 0.25 6.35 20 (Class 1 & 2) 0.24 6.10
9 x 7 0.13 3.30 22.38 (Class 1 & 2) 0.41 10.41
9 x 9 0.25 6.35 25 (Class 1 & 2) 0.47 1 1.94
10 0.22 5.59 27.62 (Class 1 & 2) 0.47 11.94
12 0.35 8.89 30 (Class 1 & 2) 0.47 11.94
15 0.44 11.18 33 (Class 1 & 2) 0.50 12.70
18 0.25 6.35 36 (Class 1 & 2) 0.75 19.05
20 (Class 1 & 2) 0.73 8.54
22 1/2 (Class 1 & 2) 0.59 14.99
24 1/2 (Class 1 & 2) 0.56 14.22
Note: 1To obtain rated air performance, dimensional relationship must be
held.
2
Adjust dimension C by loosening wheel hub setscrews, shifting
wheel(s) axial as needed, and retightening setscrews.
(in)
C2
(mm)
1
Diameter (in)
26 McQuay IM 672-8
C
(in)
2
C2
(mm)
Page 27

Operation
Cross Section Reference
C
AROUND DIAMETER
EQUALLY SPACED
B
A
FROM FUNNEL END TO
FANWHEEL OPENING END
Cross Section Reference
B
C
A
FUNNEL END TO FAN
WHEEL OPENING
EQUALLY
SPACED AROUND
DIAMETER
Figure 40: Wheel-to-Inlet Funnel Relationship—13 to 36
Belt-Drive Plenum Fans
Table 8: Wheel-to-Inlet Funnel Relationship—13 to 36 BeltDrive Plenum Fan
Wheel-Funnel Parameters
Size A B C
13 0.25 0.91 3.50
15 0.25 0.91 3.50
16 0.25 0.91 3.50
18 0.38 0.86 3.88
20 0.42 1.11 3.88
22 0.45 1.11 3.88
24 0.51 1.11 3.88
27 0.55 1.36 4.50
30 0.62 1.36 4.50
33 0.55 1.50 5.00
36 0.63 1.50 5.00
Figure 41: Wheel-to-Inlet Funnel Relation s hip —4 0 to 60
Belt-Drive Plenum Fans
Table 9: Wheel-to-Inlet Funnel Relationship—40 to 60 BeltDrive Plenum Fan
Wheel-Funnel Parameters
Size A B C
40 0.82 2.00 4.88
44 0.91 2.25 5.50
49 1.00 2.50 5.50
54 1.10 2.50 5.50
60 1.23 3.00 5.50
Setscrews on MPQ fan wheels must be installed using a
calibrated torque wrench to the value listed below, ±5%.The
fasteners must be periodically checked to satisfy agency
requirements for components on rotating machinery.
Figure 42: Fan Wheel Rotation
McQuay IM 672-8 27
Page 28

Operation
Overlap
Table 10: Se tscrew T orque Specification s—Class II Plenum
Fans Only
Fan Size Setscrew Size
11/12/13 3/8 19.2 N/A
15 3/8 19.2 N/A
16 3/8 19.2 N/A
18 3/8 19.2 N/A
20 3/8 19.2 N/A
22 3/8 19.2 N/A
24 3/8 19.2 N/A
27 3/8 19.2 22
30 1/2 41.7 55
33 1/2 41.7 55
36 1/2 41.7 55
40 1/2 41.7 55
44 1/2 41.7 55
49 1/2 41.7 55
54 1/2 41.7 55
60 3/4 115 150
Torque (ft.-lb)
Aluminum Steel
Figure 43: Wheel-to-Inlet Funnel Relationship—Inline Fans
Table 11: Wheel-to-Inlet Funnel Relationshi p—Inline Fans
Wheel—funnel overlap
Size Overlap
150 .375
165 .438
182 .562
200 .625
222 .688
245 .750
270 .812
300 .875
330 1.000
365 1.125
402 1.250
445 1.375
Table 12: Wheel to In le t Funnel Relationship—Direct-Drive
Class II fans
Fan Size Overlap (in.)
11 0.25
12 0.25
15 0.25
16 0.38
18 0.38
20 0.41
22 0.45
24 0.50
27 0.55
30 0.61
33 0.67
36 0.75
40 0.82
44 0.91
Table 13: Wheel to In le t Funnel Relationship—Direct-Drive
Class III fans
Fan Size Overlap (in.)
13 0.12
15 0.19
16 0.25
18 0.31
20 0.38
22 0.44
24 0.50
27 0.56
30 0.62
33 0.75
36 0.81
40 0.88
44 0.94
49 1.0
54 1.06
60 1.12
Table 14: Bearing Collar and Wheel Hub Set Screw Torque
(All Fans Except Class II Plenum Fans)
Set screw Minimum torque
Diameter (in) ft/lbs kg/m.
1/4 5.5 0.76
1/16 10.5 1.45
3/8 19.0 2.63
7/16 29.0 4.01
1/2 42.0 5.81
5/8 92.0 12.72
28 McQuay IM 672-8
Page 29

Operation
Operating Limits
Do not exceed the operating limits in Table 15 through
Table 19. A fan wheel operated beyo nd the rpm and
temperature limits shown can suffer permanent distortion or
fracture. The resulting unbalance can cause severe unit
vibration.
Table 16: Unit Sizes 040–090
Fan operating limits
Forward curved—housed
Dia. 20 22.38 25 27.62 30.25 33 36
Max. rpm Class I 1010 930 790 690 650 600 560
Max. rpm Class Il 1281 1178 1011 910 835 763 715
Airfoil—housed
Diameter 20 22.25 24.5 27 30 33 36.5
Max. rpm Class I 2077 1875 1691 1479 1328 1209 1073
Max. rpm Class Il 2703 2413 2199 1928 1730 1579 1401
Table 15: Unit Sizes 003 to 035
Fan operating limits
Forward curved—housed
Dia. 9 × 4 9 × 7 9 × 9 10.62 12.62 15 18 20 22.25 24.50
Max. rpm
Class I
Max. rpm
Class Il
Airfoil—housed
Dia. 13.22 14.56 16.19 19.69 21.56 24.00
Max. rpm
Class I
Max. rpm
Class Il
N/A 2189 2223 1934 1614 1328 1155 1050 944 858
2244 2854 2896 2518 2091 1725 1450 1200 1030 910
3000 3000 2300 2000 1700 1500
4335 3918 3457 2858 2427 2255
Table 17: Operating Limi ts—Belt-Drive Plenum Fans
Fan operating limits
Belt-Drive Plenum fans
Size 13 15 16 18 20 22 24 27 30 33 36 40 44 49 54 60
Max. rpm Class II 3909 3468 2820 2930 2674 2403 2183 1860 1783 1620 1465 1329 1202 1091 986 891
Max, rpm Class III 4000 4000 3887 3735 3409 3065 2780 2423 2182 1984 1759 1598 1447 1314 1178 1071
Table 18: Operating Limits—Direct-Drive Plenum Fans
Fan operating limits
Direct-Drive Plenum fans
Size
Max. rpm Class II
Max, rpm Class III
11 12
4000 4000 — 3909 3650 3650 2674 2403 2183 1981 1783 1620 1465 1329 1202 — — —
— — 4000 4000 3887 3735 3409 3065 2780 2423 2182 1984 1759 1598 1447 1314 1178 1071
13 15 16 18 20 22 24 27 30 33 36 40 44 49 54 60
Table 19: Operating Limits—Inline Fans, Twin Fans
Fan operating limits
Inline fans/Twin fans
Diameter 18.25 20 22.25 24.5 27 30 33 36.5 40.25 44.50 49 54.25
Max. rpm Class I 2727 2488 2236 2041 1835 1665 1476 1330 1208 1072 973 880
Max. rpm Class II 3409 3111 2796 2551 2294 2082 1846 1662 1510 1340 1216 1100
Twin fans
Dia. 9 x 9 10.62 12.62 15 18. 12 20
Max. rpm 2575 2400 2000 1700 1400 1200
Max. hp 10 15 15 30 40 40
McQuay IM 672-8 29
Page 30

Operation
Fan Vibration Levels
Each unit as shipped is trim balanced to operate smoothly. To
provide satisfactory operation after shipping and installation,
use the accepted industry guidelines for field balancing fans.
See Table 20.
Table 20: Vibration Levels
Fan speed (rpm) Vibration
800 or less 5 mils maximum displa cement
801 or greater 0.20 in/sec. maximum velocity
Note: Excessive vibration from any caus e co nt ri b ut es to premature fan and
motor bearing failure. Monitor overall vibration levels every six
months of operation. An increase in levels is an indicat ion of pot enti al
trouble.
Vibration Causes
1 Wheel imbalance.
a Dirt or debris on wheel blades.
b Loose set screws in wheel hub or bearing-to-shaft.
c Wheel distorted from overspeed.
2 Bent shaft.
3 Drive faulty.
a Variable pitch sheaves—Axial and radial runout of
flanges; uneven groove spacing; out of balance. Also
similar faults in driven sheave.
b Bad V-belts; lumpy, or mismatched; belt tension too
tight or too loose.
4 Bad bearings, loose bearing hold-down bolts.
5 Motor imbalance.
6 Fan section not supported evenly on foundation.
30 McQuay IM 672-8
Page 31

Maintenance
Maintenance
Periodic Maintenance
1 Check all moving parts for wear every six months.
2 Check bearing collar, sheave, and wheel hub setscrews,
sheave capscrews, and bearing hold-down bolts for
tightness every six months.
3 Annually check and snug all electrical connections. Inspect
for signs of water damage such as corrosion and repair if
necessary. Check ground conductor and connection
integrity and correct if needed.
Ball Bearing Lubrication
CAUTION
Bearing overheating potential. Can damage the equipment.
Do not over lubricate bearings. Use only a high grade mineral
grease with a 200°F safe operating temperature. See below for
specific recommended lubricants.
Motor Bearings
Supply and return fans—Supply and return fan motors
should have grease added after every 2000 hours of operation.
Using the following procedure, re-lubricate the bearings while
the motor is warm, but not running. Use one of the greases
shown in Table 21
Note: Direct-Drive Class II fans that are supplied with TECO
motors have double shielded bearings on frame sizes
140T-280T. These bearings are pre-packed with a long
life grease and are not regreaseable. Larger frame size
TECO motors are regreaseable and follow the same
lubrication recommendations as all other motors.
Table 21: Recommended Lubricants and Amounts for Fan
Motor Bearings
Mfr. Grease NEMA Size
56 to 140
Texaco, Polystar
or
Polyrex EM (Exxon Mobile)
Penzoil Pen 2 Lube
1
Remove and clean upper and lower grease plugs.
or
Rykon Premium #2
or
140
180
210
250 0.47
280 0.61
320 0.76
360 0.81
400 1.25
440 2.12
2 Insert a grease fitting into the upper hole and add clean
grease (Table 21) with a low pressure gun.
3 Run the motor for five minutes before replacing the plugs.
Note: Specific greasing instructions are located on a tag
attached to the motor. If special lubrication instructions
are on the motor, they supersede all other instructions.
Amount to Add
(oz.)
0.08
0.15
0.19
0.30
Fan Shaft Bearings
Any good quality lithium or lithium complex base grease,
using mineral oil, conforming to NLGI grade 2 consisten cy,
and an oil viscosity of 455-1135 SUS at 100°F (100-200 cSt at
40°C) may be used for re-lubrication.
Compatibility of grease is critical. Lubricatable bearings are
supplied with grease fittings or zerks for ease of lubrication
with hand or automatic grease guns. Always wipe the fitting
and grease nozzle clean.
CAUTION
For safety, stop rotating equipment. Add one half of the
recommended amount shown in Figure 24. Start bearing,
and run for a few minutes. Stop bearing and add the second
half of the recommended amount. A temperature rise,
sometimes 30°F (1°C), after lubrication is normal. Bearing
should operate at temperature less than 200°F (94°C) and
should not exceed 225°F (107°C) for intermittent operation.
For a lubrication schedule, see Table 22. For applications
that are not in the ranges of the table, contact McQuay.
CAUTION
The tables below state general lubrication
recommendations based on our experience and are
intended as suggested or starting points only. For best
results, specific applications should be monitored regularly
and lubrication intervals and amounts adjusted accordingly.
Table 22: Lubricat ion Inte rva ls
(Use NLGI #2 Lithium or Lithium Complex Grease)
Speed
100 rpm
500 rpm
1000 rpm
1500 rpm
Above 1500 rpm
Max
catalog rating
Bearing
Temperature
120°F
Up to
(50°C)
150°F
Up to
(65°C)
Up to
210°F
(100°C)
210°F
Over
(100°C) to
250°F (120°C)
150°F
Up to
(65°C)
150°F
Over
(65°C) to 250°F
(120°C)
Above
250°F
(120°C)
Cleanliness Lub. intervals
Clean 6 to 12 months
Clean 2 to 6 months
Clean
Clean Weekly
Dirty/wet 1 week to 1 month
Dirty/wet Daily to 2 weeks
2 weeks to 2
months
Contact Browning
McQuay IM 672-8 31
Page 32

Maintenance
Table 23: Recommended Lubricants for Fan Shaft Ball
Bearings
Name Temperature Base Thickener
Texaco,
Premium RB
Mobile, AW2
Mobile, SHC
100
Chevron,
Altiplex
Synthetic
Exxon, ronex MP40°
Note: Temperature ranges over 225°F are shown for lubricants only. High
temperature applications are not suitable for standard air handler
components.
30°
to
350°F
(34° to 177°C)
40°
to
437°F
(40° to 175°C)
68°
to
356°F
(50° to 180°C)
60°
to
450°F
(51° to 232°C)
to
300°F
(40° to 149°C)
Parafinic
mineral oil
Mineral oil Lithium 2
Synthetic Lithium 2
Synthetic Lithium 2
Mineral oil Lithium 2
Lithium 2
Table 24: Recommended Fan Lubrication Grease Charge
Shaft Size (in) OZ. Shaft Size Grams
1/2 to 3/4 0.03 20 mm 0.85
7/8 to 1-3/16 0.10 25-30 mm 2.84
1-1/4 to 1-1/2 0.15 35-40 mm 4.25
1-11/1 6 to 1-15/16 0.20 45-50 mm 5.67
2 to 2-7/16 0.30 55-60 mm 8.51
2-1/2 to 2-15/16 0.50 65-70 mm 15.59
3 to 3-7/16 0.85 75-80 mm 24.10
3-1/2 to 4 1.50 85-105 mm 42.53
NLGI
grade
Upon completion of the air balance, replace the variable
pitched motor sheave with a properly sized, fixed sheave. A
matching fixed sheave provides longer belt and bearing life
and minimizes vibration. Initially, it is best to have a variable
pitched motor sheave for the purpose of air balancing. Once
the balance is achieved, fixed sheaves maintain balancing and
alignment more effectively. Replace the adjustable sheaves
with fixed sheaves.
With the electrical power disconnected, locked and tagged out,
measure the diameter of the V-belt outer surface where it
passes around the sheave (pitch diameter). Calculate fan speed
from the motor nameplate rpm.
Fan rpm = motor rpm ×
Measured diameter at motor sheave
Measured diameter at fan sheave
VM/VP Variable Pitch Key Type Sheaves
Mounting:
1 Mount all sheaves on the motor or driving shaft with the
setscrews
2 Verify that both driving and driven sheaves are in
alignment and that shafts are parallel.
3 Fit internal key D between sheave and shaft and lock
setscrew
A toward the motor.
A securely in place.
Fan Drive Adjustments
WARNING
Before servicing fans, lock out and tag out all power to the unit.
Fans or belts can cause severe personal injury or death.
AVERTISSEMENT
Avant de faire le service sur les ventilateurs, couper et indiquer
que le courant est coupé. Les ventilateurs ou les courroies
peuvent causer des blessures personnelles graves ou
entraîner la mort.
WARNING
Do not open the hinged access door and screw-fastened
access panels while the unit is operating. Moving parts and
strong suction forces can cause severe personal injury or
death.
AVERTISSEMENT
Ne pas ouvrir les portes d’accès à charnières et les panneaux
à vis lorsque l’unité fonctionne. Les pièces mobiles et le niveau
de succion peuvent causer des blessures personnelles graves
ou même entraîner la mort.
Adjusting:
1 Loosen setscrews B and C in moving parts of sheave and
pull out external key
E. (This key projects a small amount
to provide a grip for removing.)
2 To adjust sheave pitch diameter for desired speed, open
moving parts by half or full turns from closed position. Do
not open more than five full turns for
turns for
3 Replace external key E and securely tighten setscrews B
over key and setscrews
B belts.
C into keyway in fixed half of the
A belts or six full
sheave.
4 Put on belts and adjust tension. Do not force belts over
grooves. See Fan Drive Belt‚ page 35.
5 Make future adjustments by loosening the belt tension and
increasing or decreasing the pitch diameter of the sheave by
half or full turns as required. Readjust belt tension before
starting drive.
6 To provide the same pitch diameter, adjust both halves of
the two-groove sheaves by the same number of turns from
closed position.
7 Verify that all keys are in place and that all se screws are
tight before starting drive. Check setscrews and belt tension
after 24 hours service.
32 McQuay IM 672-8
Page 33

Maintenance
Two Groove
C
A
B
B
D
E
C
A
B
E
D
C
Single Groove
Key E projects
to provide a grip
for removal.
Do not operate
sheeves with flange
projecting beyond
the hub end.
Figure 44: VP Type Sheave Adjustment
LVP Variable Speed Sheaves
Mounting:
1 Slide sheave on motor shaft so that the side of the sheave
with setscrew
the hub or barrel of the sheave.
2 When setscrew A is at an angle in the center flange B,
mount it away from the motor so that the outer locking ring
and flange can be removed to get to the setscrew.
3 T o remove the flange and locking ring:
a Loosen setscrews D.
b Loosen but do not remove capscrews E.
c Remove key F.
Note: This key projects a small amount to provide a grip for
d
Rotate the flange counterclockwise until it disengages
the threads on the sheave barrel.
4 Verify that the driving and driven sheaves are in alignment
and the shafts are parallel. When aligning two-groove
sheaves, allow room between the sheave and motor to
access capscrews
5 Insert key C between the sheave and the shaft and tighten
setscrew
A is next to the motor when setscrew A is in
removing.
E.
A securely.
6 If flange and locking ring have been removed, when
replacing them make sure that the inner and outer flanges
are open from the closed position by the same amount as
the other flange. Determine this by accurately measuring
the top width of the grooves.
7 Insert key F.
8 Tighten setscrews D and capscrews E.
9 Put on belts and adjust belt tension. Do not force belts
over grooves. See Fan Drive Belt‚ page 35.
10 Before starting the drive, ensure that all keys are in place
and all setscrews and all capscrews are tight. Check and
retighten all screws and retension belts after approximately
24 hours of service.
Adjusting:
1 Slack off belt tension if belts have been installed.
2 Loosen setscrews D.
3 Loosen but do not remove capscrews E.
4 Remove key F.
Note: This key projects a small amount providing a grip for
removing.
5 Adjust pitch diameter by opening or closing the movable
flanges by half or full turns.
Note: Two-groove sheaves are supplied with both grooves
set at the same pitch diameter. To provide the same
pitch diameter for satisfactory operation, move both
movable flanges the same number of turns. Do not
open sheaves more than five turns for A bel ts or six
turns for B belts.
6
Replace key F.
7 Tighten setscrews D and capscrews E
8 If belts have been installed, readjust belt tension. If belts
have not been installed, install them and adjust belt tension.
Do not force belts over grooves. See Fan Drive Belt‚ page
35.
9 Before starting the drive, ensure that all keys are in place
and all setscrews and all capscrews are tight. Check and
retighten all screws and retension belts after approximately
24 hours of operation.
10 Replace variable speed sheaves for 15 hp motors and
greater with a fixed pitch sheave after air balancing to
maintain fan balance integrity. Fixed sheaves furnished by
others.
McQuay IM 672-8 33
Page 34

Maintenance
Section A-A Section A-A
A
B
C
D
E
F
D
E
A
E
C
F
D
A
A
Figure 45: LVP Type Sheave Adjustment
MVP Variable Speed Sheaves
Mounting:
1 V erify both driving and driven sheaves are in alignment and
the shafts are parallel. The centerline of the driving sheave
must be in line with the centerline of the driven sheave
(Figure 46).
2 Verify that all setscrews are torqued to the values shown in
Table 25 before starting drive. Check setscrew torque and
belt tension after 24 hours of service.
Adjusting:
1 Adjust motor base forward to release belt tension. Remove
the belts for easier adjustment.
2 Loosen, but do not remove both of the locking setscrews
(A) in the outer locking ring by using a hex key or torque
wrench with a hex bit.
3 Adjust sheave to desired pitch diameter by turning the outer
locking ring, using a spanner wrench or drift inserted into
the three holes that are located 120° apart on the ring.
4 Any pitch diameter can be obtained within the sheave
range. One complete turn of the outer locking ring changes
the pitch diameter 0.233".
5 Do not open sheaves more than the following
a Do not open (B) sheaves more than 4 3/4 turns for the
(A) belts or 6 turns for the
(B) belts.
b Do not open (C) sheaves more than 9 1/2 turns.
c Do not open 5V sheaves more than 6 turns.
d Do not open 8V sheaves more than 8 turns.
6 Tighten BOTH locking screws (A) in the outer locking ring
before operating the drive. Use a torque wrench and tighten
to the value shown in Table 25.
7 Replace belts and adjust the motor base to tension the belts
properly. See Fan Drive Belt.
8 Do not loosen any screws other than the two locking screws
(A) in the outer locking ring when adjusting the sheave
pitch. Do not operate the drive until the locking screws
have been set to the torque specifications.
Table 25: Screw Torque Values
Socket head cap screws
Nominal screw size
(dia–-thds/in)
1/4–20NC 150 12.5 100 87 7.3 3/16 50
5/16–11NC 305 25.4 200 165 13.8 1/4 90
3/8–16NC 545 45.4 3 50 290 24.2 1/4, 5/16 150, 250
1/2–13NC 1300 108.3 N/A 620 51.7 N/A N/A
5/8–11NC N/A N/A N/A 1225 102.1 N/A N/A
Seating torque Seating torque Seating torque Seating torque Length (L) Seating torque
(in–lbs) (in–lbs) (in–lbs) (in–lbs) (in–lbs) (in) (in–lbs)
Flat head socket
screws
Lengths equal or greater than dia. For lengths (L)) less than dia.
Hollow head set screws only
34 McQuay IM 672-8
Page 35

Figure 46: MVP Sheave Adjustment
Capscrews
(Do Not Remove)
Split Taper
Bushing
Stationary
End-Flange
Adjustable
Center-Flange
Fixed
Center-Flange
Inner
Locking Ring
Outer
Locking Ring
Holes (3) for
Spanner
Wrench or Drift
Flathead Socket
Screws (Do Not
Remove)
Locking
Setscrews “A” (2)
Motor
Must be
parallel
Adjustable
Sheave
Center lines
must coincide
Bearing
Must be
parallel
B
el
t
s
pan
Deflection =
Belt
span
64
Maintenance
Fan Drive Belt
General Rules of Tensioning
1 The ideal tension is the lowest tension at which the belt
does not slip under peak load conditions.
2 Check tension frequently during the first 24 to 48 hours of
operation.
3 Over tensioning shortens belt and bearing life.
4 Keep belts free from foreign material that can cause
slippage.
5 Inspect V-drive on a periodic basis. Adjust tension if the
belt is slipping. Do not apply belt dressing. This can
damage the belt and cause early failure.
Tension Measure men t Proc ed ure
1 Measure the belt span (Figure 47).
2 Place belt tension checker squarely on one belt at the center
of the belt span. Apply force to the checker, perpendicular
to the belt span, until the belt deflection equals belt span
distance divided by 64. Determine the force applied while
in this position.
3 Compare this force to the values in Table 26.
Figure 47: Drive Belt Adjustment
WARNING
Moving belt and fan can cause severe personal injury or death.
During installation and filter maintenance:
• Verify that the belt and fan guards on plenum fan units are
always in place.
• Lock and tag out fans to prevent accidental start up.
• Do not enter the filter compartment until the fan is
completely stopped.
• Use approved equipment for reaching filters located above
normal reach. Do not step on filter frames or unit
components.
• Floor surfaces must be dry and free of oil or grease.
McQuay IM 672-8 35
Page 36

Maintenance
F i l t e r
F r a m e
R o t a t e
W i r e C l i p s
P r e f i l t e r
F i n a l
F i l t e r
WARNING
Pendant l’installation et où l’entretien des filtres, une courroie
en mouvement ou un ventilateur en opération peuvent causer
des blessures graves où même causer la mort.
• S’assurer que les gardes de courroie et de ventilateur sont
toujours en place.
• Verouiller les démarreurs des ventilateurs et afficher un avis
de mise-en-garde afin de prévenir tout accident ou
démarrage.
• Attendre que le ventilateur soit complètement arrêté avant
d’entrer dans l’unité.
• Utiliser seulement des équipements approuvé pour joindre
les bancs de filtres; ne pas mettre soit sur les cadres des
filtres ou même sur toutes composantes de l’unité.
• La surface des planchers doit être sec et libre de toute trace
d'huile et où de graisse.
Table 26: Belt Deflection Force (per Browning Specifications)
Number of belts (deflection force lbs)
Cross
section
A, AX
B, BX
5V, 5VX
Small sheave
diameter (in)
0.0 to 3.5 3.0 5.0 2.5 4.0 2.0 3.5
3.6 to 4.4
4.5 + 4.0 5.5 3.0 5.0 2.5 4.5
0.0 to 5.4 5.5 8.0 4.5 7.0 3.5 5.5
5.5 to 7.6
7.7 + 6.5 9.0 5.0 8.0 4.0 6.5
0.0 to 8.5
8.6 TO 12.0
12.1 +
1 2 3 +
min max min max min max
3.55.03.04.52.04.0
5.58.54.57.53.55.5
7.0 11.0 5.5 9.0 4.0 7.0
8.5 13.0 6.5 10.5 5.0 8.0
10.0 15.0 7.5 1 1.5 5.5 9.0
Front Load Filter Option
Front loaded filter options require that the filters be removed
and replaced from inside the unit.
To remove filters, rotate the wire clips. This releases both the
prefilter and the final filter. When installing clean filters, check
to verify the filters are fully seated in the frame (Figure 48).
Filter Gauges
Filter gauges indicate pressure drop for installed filters. If
prefilters are present, the gauge will indicate the pressure drop
for both pre- and final filters.
Table 27 shows the typical filter pressure drop for clean filters
at rated air flow. The tables also show a final pressure drop for
front loaded filters.
Figure 48: Frame and Filters with Holding Clips
Where a single filter gauge is used, the prefilters can be
removed to check the pressure drop of the final filters.
Figure 49: Filter Gauge
36 McQuay IM 672-8
Page 37

Maintenance
Table 27: Filter Pressure Drops
Bag filters—DriPak 2000
Efficiency 45% 65% 85% 95%
Rated velocity (fpm) 625 500 500 500
Initial pressure drop .20–.26 .21–30 .34–.48 .50–.70
Initial pressure drop 1.0 1.0 1.0 1.0
Cartridge filters—Varicel II MH, 4.25" deep
Efficiency 65% 85% 95% Efficiency
Rated velocity (fpm) 500 500 500 Rated velocity (fpm)
Initial pressure drop .43 .61 .70 Initial pressure drop
Final pressure drop 1.5 1.5 1.5 Final pressure drop
Cartridge filters—Varicel SH, 12" de ep
Efficiency 70%
Rated velocity (fpm) 500
Initial pressure drop .39
Final pressure drop 1.2
Pleated panel filters
Type Perfect pleat AMAir 300 4"
Efficiency 30% 30%
Rated Velocity (fpm) 500 625
Initial Pressure Drop .36 .36
Final Pressure Drop 1.0 1.0
5700 filters
Efficiency N/A
Rated velocity (fpm) 500
Initial pressure drop .25
Final pressure drop 1.0
Pleated 62 Plus filters
Size 2" 4"
Efficiency 70% 70%
Initial pressure drop .42 .37
Final pressure drop 1.0 1.0
Winterizing Water Coils
Coils can freeze due to air stratification or failure of outdoor
air dampers and/or preheat controls. Drain all coils as
thoroughly as possible and then treat in the following manner.
• Fill each coil independently with an antifreeze solution
using a small circulating pump and again thoroughly drain.
• Check freezing point of antifreeze before proceeding to next
coil. Due to a small amount of water always remaining in
each coil, there is a diluting effect. The small amount of
antifreeze solution remaining in the coil must always be
sufficient enough to prevent freeze-up.
Note: Carefully read instructions for mixing antifreeze solution
used. Some products have a higher freezing point in
their natural state when mixed with water. McQuay
International is not responsible for the freezing of
coils.
WARNING
Mold can cause personal injury. Clean drain pan regularly so
mold does not develop.
AVERTISSEMENT
La moisissure présente un danger respiratoire. Pour éviter la
moisissure, nettoyer régulièrement le bassin de drainage.
Removing and Replacing Components
WARNING
Before removing any component, lock out and tag out all
power to the unit. Fans and belts can cause severe personal
injury or death.
AVERTISSEMENT
Avant d’enlever toute composante, couper et indiquer que
Coils
1 To obtain maximum performance, the coil must be clean.
l’alimentation électrique à l’unité est coupée. Les ventilateurs
et les courroies peuvent entraîner des blessures personelles
graves ou même la mort.
Check once a year under normal operating conditions and,
if dirty , brush or vacuum clean. Use a chemical coil cleaner
on multiple row coils. Read and follow the chemical
cleaner’s instructions as some cleaners may contain harsh
chemicals. Take care not to damage fins while cleaning.
CAUTION—Fin edges are sharp.
2 Drain pans in any air conditioning unit may have some
Removing a Side or Top Panel
1 Remove the flat head fasteners located along the sides of
the panel.
2 Once all fasteners are removed, lift off the panel.
moisture. Algae, etc., can grow due to airborne spores and
bacteria. Periodic cleaning is necessary to prevent this
buildup from plugging the drain and causing the drain pan
to overflow. Also, keep the drain pans clean to prevent the
spread of disease. Cleaning should be performed by
qualified personnel.
3 Dirt and lint can clog the condensate drain, especially with
dirty filters. Inspect twice a year to help avoid overflow.
McQuay IM 672-8 37
Page 38

Maintenance
Removing a Frame Channel
Frame channels that run the length of the unit along the top can
be removed to allow access to both the side and top of the unit.
1 First remove any adjoining side and top panel(s).
2 Once the side panel is off, remove the flat head fasteners in
the corner of the frame channels.
3 Pull the frame channel out the side.
4 If any top panel fastens into the frame channel (when the
frame channel is 24" or wider in direction of air flow),
remove the fasteners in the top panel before pulling out the
channel.
Removing the Fan Section
The fan shaft, motor, and any drive components can be
removed and replaced through the access door opening. If
required, the side panel can be removed for additional access.
If fan replacement is required, the entire fan assembly can be
pulled out the side of the cabinet for housed fan assemblies.
The fan assembly includes the fan housing, the bearing
support, and the fan base.
1 Remove the side panels and any intermediate supports
(follow instructions for side panel removal).
2 Once the panels and any intermediate supports are
removed, disconnect the neoprene bulk head seal that is
attached to the fan discharge.
3 Remove the four discharge angles that hold the neoprene
canvas in place around the discharge opening.
4 Disconnect the fan sled from each of the corner mounts and
pull the entire assembly out the side of the unit.
5 After the fan sled is out, loosen the fan bearings and pull
out the shaft.
6 Disconnect the fan housing from the fan sled, and bearing
support by removing the attaching bolts.
7 Replace the new fan, reconnect the shaft and bearings and
put the fan assembly in the cabinet.
8 Replace panels and fasteners.
For plenum fan assemblies, the entire fan cabinet may need to
be removed to replace the entire fan assembly depending on
the length of the fan section. In some cases, the fan section is
not long enough for the assembly to fit out the side of the
cabinet. For those cases where it will fit, follow the above
steps except the neoprene seal is a D-gasket on the inlet side
that needs to be removed for plenum fans. Otherwise, the
entire fan cabinet must be removed from the other sections and
then the fan assembly can be removed out the discharge side of
the cabinet.
Removing and Replacing the Coil
The coil can be removed by the side, top, or a combination of
both. The size and configuration of the coil affects how the
coil can be removed. Single banks of coil are fastened only on
the connection side of the unit. Stacked and staggered coils are
fastened on both ends of the coil. See the instructions below
for details to remove each coil type.
Before removing the coil, disconnect all piping. The
instructions below assume the coil is mounted in a
sectionalized coil section where the frame channel can be
removed without affecting other components. If the coil
section is unitized with other components, removing the top
frame channel requires removing additional panels.
Removing Single Coils
Note: Single coils are bolted to the unit on the connection end.
The connection end is held in place with a clamp
1 Disconnect all piping and remove the brass plugs for the
vents and drains located in the connections.
2 Remove all screws and remove the access panel.
3 Remove the screws holding the coil in place.
4 Lift and pull the coil out the side.
Installing Single Coils
1 Slide the coil through the opening in the coil section onto
the bottom coil rests.
2 To prevent any air bypass around the coil, place coils up
against the coil bulkheads (refer to Figure 50).
3 Once the coil is in place, fasten the coil to the section.
4 Caulk the seams between the coil casings and bulkheads
(refer to Figure 50).
5 If this is an additional coil being installed and not a
replacement, locate the coil supply and return connections
dimensionally. Carefully drill holes in the end panels of the
unit.
6 Remove the brass plugs for the vents and drains on the
connections.
7 Slip the panel over the connections.
8 Replace the brass plugs and panel fasteners.
.
38 McQuay IM 672-8
Page 39

Maintenance
Coil
Connection
end
Coil
Opposite
connection
end
Figure 50: Single Coil Removal
4 Remove the steel plate and the drain trough that hold the
coils together.
5 Remove the bolts on both ends of the top coil holding it in
place and then lift and slide the coil out.
6 Remove the bolts on both ends of the bottom coil holding it
in place and then lift and slide the coil out.
Installing Stacked Coils
1 Slide the bottom coil through the opening in the coil section
onto the bottom coil rests.
2 Place the coil up against the coil bulkheads to prevent any
air bypass around the coil.
3 Once the coil is in place, bolt the coil to the section.
4 Caulk the mounting surface of the steel plate and install the
plate on the coils.
5 Caulk the mounting surface of the drain trough and install
the drain trough on the coils.
6 Caulk the seams between the coil casings and blockoffs.
7 Connect all piping and install the brass plugs for the vents
and drains located in the connections.
8 Install the access panel.
Removing Stacked Coils
Note: Top and bottom stacked coils are held together with steel
plate and screws on one side and drain trough and
screws on the other side. Remove the plate and trough
before removing the coils. The coils cannot be removed
attached together.
1
Disconnect all piping and remove the brass plugs for the
vents and drains located in the connections.
2 Remove all screws and remove the access panel.
3 Remove the bolts holding the coil in place and then lift and
pull out the coil from the side.
Removing and Installing Staggered Coils
Staggered coils have two banks of coils positioned a few
inches apart in the direction of airflow. Both coils are secured
to the unit on the connection and opposite connection end of
the unit.
1 Disconnect all piping and remove the brass plugs for the
vents and drains located in the connections.
2 To access bolts holding the coils in place, remove the
panels on both the connection and opposite connection end
of the coil section.
3 Each coil is held in place with bolts located in the corners
of the coil side plates. Remove the bolts and then lift and
pull the coil out the side.
4 The bottom coil is fastened to the air block off plate.
Remove the screws attaching this plate to the coil.
5 Once the fasteners holding the coil in place are removed,
pull out the coil from either side of the unit.
6 Install the coils in reverse order of removal.
McQuay IM 672-8 39
Page 40

Parts
Parts
Replacement Parts
When writing to McQuay for service or replacement parts,
refer to the model number and serial number of the unit
stamped on the serial plate attached to the unit. If replacement
parts are required, mention the date of installation of the unit
and date of failure, along with an explanation of the
malfunctions and a description of the replacement parts
required.
40 McQuay IM 672-8
Page 41

Service and Warranty Procedure
Service and Warranty Procedure
Warranty
Consult your local McQuay Representative for warranty
details. Refer to Form 933-43285Y. To find your local
McQuay Representative, go to www.mcquay.com.
Warranty Return Material Procedure
Defective material may not be returned without permission of
authorized factory service personnel of McQuay International
in Minneapolis, Minnesota, (763) 553-5330. A “Return
Goods” tag must be included with the returned material. Enter
the required information to expedite handling and prompt
issuance of credits. All parts must be returned to the
appropriate McQuay facility, designated on the “Return
Goods” tag. Transportation charges must be prepaid.
The return of the part does not constitute an order for
replacement. Therefore, a purchase order must be entered
through the nearest McQuay representative. The order should
include part number, model number, and serial number of the
unit involved.
Credit will be issued on customer's purchase order following
an inspection of the return part and upon determination that the
failure is due to faulty material or workmanship during the
warranty period.
McQuay IM 672-8 41
Page 42

Check, Test, and Start Procedure Form
Check, Test, and St art Procedure Form
To comply with the terms of McQuay Warranty, complete and return this form within 10
days to McQuay Warranty Department.
Check, test, and start procedure for McQuay Air Handling Units with or without heat recovery.
Job Name:________________________________________
Installation address: __________________________________________________________________________________________________
City: _____________________________________________________________________________ State: __________________________
Purchasing contractor: ________________________________________________________________________________________________
City:______________________________________________________________________________ State: __________________________
Name of Person doing start-up (print)____________________________________________________________________________________
Company name _____________________________________________________________________________________
Address ___________________________________________________________________________________________
City/State/Zip _______________________________________________________________________________________
Unit model number:_________________________________________________ Unit serial number:________________________________
SF VFD model number:_____________________________ Serial number: ___________________________________
RF VFD model number:_____________________________ N/A
Circle Yes or No. If not applicable to the type of unit, circle N/A.
I. INITIAL CHECK
A. Is any shipping damage visible?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
B. Are fan drives properly aligned and belts properly adjusted?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
C. Tightened all setscrews on pulleys, bearings and fans?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
D. Have the hold-down bolts been backed off on spring mounted fan isolators? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
E. With power off, do fans turn freely by hand? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
F. Electrical service corresponds to unit nameplate? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
Volts __________ Hertz __________ Phase __________
G. Is the main disconnect adequately fused and are fuses installed?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
H. Are all electrical power connections tight? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
I. Is the condensate drain trapped? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
J. Fill drain pan. Does water drain freely? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
K. Is the unit mounted level?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
II. FAN DATA
A. Check rotation of supply fan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
B. Voltage at supply fan motor: 1–2_________ V 2–3 _________ V 1–3 _________ V
C. Supply fan motor amp draw per phase: L1 ___________ L2 ___________ L3 ___________
D. Overload amp setting: ______________
E. What is the supply fan rpm? ______________
F. Check rotation of return fan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
G. Voltage at return fan motor: 1–2_________ V 2–3 _________ V 1–3 _________ V
H. Return fan motor amp draw per phase: L1___________ L2 ___________ L3 ___________
I. Overload amp setting: ______________
J. What is the return fan rpm? ______________
K. Record supply static pressure at unit discharge: ______ inches of H20
L. Record return static pressure at unit (with outside air dampers closed) ______________ inches of H20
III. DAMPERS
A. Are blades and seals present? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
B. Do dampers open smoothly and shut tight? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
IV. ELECTRIC HEAT
A. Electrical heat service corresponds to unit nameplate? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
_________ Volts _________ Hertz ________ Phase
B. Are there any signs of physical damage to the electric heat coils? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
C. Have all electrical terminals been tightened? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
D. Does sequence controller stage contactors properly? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
E. Electric heater voltage across each phase: L1–2 ________ V L2–3 ________ V L1–3 _______ V
F. Amp draw across each phase at each heating stage:
Stage 1 Stage 2 Stage 3 Stage 4 Stage 5 Stage 6
Phase L1: ___________ ____________ ____________ ___________ ___________ ____________
Phase L2: ___________ ____________ ____________ ___________ ___________ ____________
Phase L3 ___________ ____________ ____________ ___________ ___________ ____________
G. FLA: L1 ___________ L2____________ L3 ___________
H. Operate electric heat with fans off. Electric heat must cycle OFF on high limit control. . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
McQuay S.O. No.: _________________ McQuay G.O. No.: _________________
N/A
Serial number: ___________________________________
42 McQuay IM 672-8
Page 43

Check, Test, and Start Procedure Form
V. CHILLED WATER COIL
A. Pressure test okay? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
B. Drain pan draining okay? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
VI. HOT WATER COIL
A. Pressure test okay? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
VII. HEAT RECOVERY
A. Heat wheel rotates freely? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
B. Heat wheel VFD operates properly?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
C. Heat wheel VFD model #_____________________ serial #:_____________________ . . . . . . . . . . . . . . . . . . . . . . . N/A
D. Check for air bypass around heat wheel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
Yes No N/A
Yes No N/A
Signature: ______________________________________________________ Startup date:____________________________________
RETURN COMPLETED FORM WITHIN 10 DAYS OF START-UP TO:
McQuay International Warranty Department, 13600 Industrial Park Boulevard, Minneapolis, MN 55441
Please list any additional comments that could affect the operation of this unit; e.g., shipping damage, failed components, adverse installation
applications, etc., on a separate sheet and attach to this form.
McQuay IM 672-8 43
Page 44

Quality Assurance Survey Report
Quality Assurance Survey Report
Quality Assurance Survey Report
To whom it may concern:
Please review the items below upon receiving and installing our product. Mark N/A on any item that does not apply to the
product.
Job Name: _____________________________________________________ McQuay G.O. no. __________________
Installation Address: _____________________________________________________
City: __________________________________________________________ State: __________________
Purchasing Contractor: __________________________________________________
City:__________________________________________________________
Name of person doing start-up (print): _____________________________________________________
1. Is there any shipping damage visible? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Location on unit _____________________________________________________
2. How would you rate the overall appearance of the product; i.e., paint, fin damage, etc.?
Excellent Good Fair Poor
3. Did all sections of the unit fit together properly? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Did the cabinet have any air leakage? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Location on unit ___________________________________________________________________________
5. Were there any refrigerant leaks? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
Shipping Workmanship Design
6. Does the refrigerant piping have excessive vibration?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Location on unit ___________________________________________________________________________
7. Did all of the electrical controls function at start-up? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Comments _______________________________________________________________________________
8. Did the labeling and schematics provide adequate information?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes No N/A
9. How would you rate the serviceability of the product?
Excellent Good Fair Poor
10. How would you rate the overall quality of the product?
Excellent Good Fair Poor
11. How does the quality of McQuay products rank in relation to competitive products?
Excellent Good Fair Poor
Comments:
Please list any additional comments which could affect the operation of this unit; i.e., shipping damage, failed
components, adverse installation applications, etc. If additional comment space is needed, write the comment(s) on a
separate sheet, attach the sheet to this completed Quality Assurance Survey Report, and return it to the Warranty
Department with the completed preceding “Equipment Warranty Registration Form”.
State: __________________
Yes No N/A
Yes No N/A
Yes No N/A
Yes No N/A
Yes No N/A
44 McQuay IM 672-8
Page 45

Page 46

McQuay Training and Development
Now that you have made an investment in modern, efficien t McQuay equipment, its care should be a high priority.
For training information on all McQuay HVAC products, please visit us at www.mcquay.com and click on training,
or call 540-248-9646 and ask for the Training Department.
Warranty
All McQuay equipment is sold pursuant to its standard terms and conditions of sale, including Limited Product
Warranty. Consult your local McQuay Representative for warranty details. Refer to Form 933-430285Y. To find
your local McQuay Representative, go to www.mcquay.com.
Aftermarket Services
To find your local parts office, visit www.mcquay.com or call 800-37PARTS (800-377-2787). To find your local
service office, visit www.mcquay.com or call 800-432-1342.
This document contains the most current product info rm a tio n as of this pr int ing . Fo r th e mo st up - to- d ate pro d uc t
information, please go to www.mcquay.com.
© 2011 McQuay International • www.mcquay.com • 800-432-1342 11/11
 Loading...
Loading...