

Page 1

Invertec®V350-PRO
CV
CC
DC
1
3
PHASE
60
50
Hz
Designed Smart. Built Tough.
The Invertec®V350-PRO is a versatile, multi-purpose, multi-process
power source that’s lightweight and portable. Available in Construction,
Factory, Factory (Tweco®), and Advanced Process models, the
V350-PRO is capable of doing virtually any job, whether in the shop or
on the construction site. The V350-PRO is capable of stick, DC TIG,
MIG, Pulsed MIG
most versatile inverter power source in its class. And it’s built
tough to handle the rigors of harsh environments.
(1)
, flux-cored and arc gouging, making it the
ENGINE DRIVEN WELDERS
MULTI-PROCESS WELDERS
Output
Input
Processes
Stick, DC TIG, MIG, Pulsed
(1)
, Flux-Cored, Gouging
Advantage Lincoln
• Choose the Construction Model for economy and lightweight portability, the Factory Model for full remote capabilities, and the Advanced
Process Model for pulsed MIG applications.
• All input voltages and frequencies are both single and three phase
rated—no output derating necessary on single phase.
• 5-425 amp output range for all recommended processes from DC TIG
to arc gouging.
• Input voltage from 208-575 and 50 and 60 Hz operation—this one
machine is capable of running on virtually any input power supply.
• Touch-StartTIG
• Low power consumption for energy savings—88% efficiency.
• Advanced Process model includes Pulsed MIG, Pulse-On-Pulse
and Power Mode®for best-in-class welding performance.
• Parallel two units for 700A carbon arc gouging.
®
for contamination-free starts.
®
Note: Plugs not included with Tweco®model.
• The K1728-5, -6, -7, -8, Invertec
Cable Plugs (K852-70, quantity 2) for easy, tool-less cable connection.
The K1728-13 Invertec
®
Tweco
cable receptacles. Tweco®plugs are not included.
®
®
V350-PRO includes Twist-Mate
V350-PRO Factory (Tweco®) model includes
™
• Bright, large digital amp and volt meters are easy to monitor—even in
sunlight—and presettable for precise procedure control.
• Rugged skid and tube handles for convenience and added protection.
• Manufactured under a quality system certified to ISO 9001
requirements and ISO 14001 environmental standards.
• Three-year warranty on parts and labor. Two-year extended warranty
available in the U.S.
(1)
Advanced Process Panel only.
TECHNICAL SPECIFICATIONS
Product Product Current/ Input Current @ Output H x W x D Weight
Name Number Model Input Power Voltage/Duty Cycle Rated Output Range inches (mm) lbs.(kg)
K1728-5 Construction
K1728-6 Factory
®
Invertec
V350-PRO K1728-13 Factory (Tweco
Tweco®is a registered trademark of Thermadyne.
K1728-7 Advanced Process
K1728-8 CE 200-220/380-400/ 350A/34V/60% (3ph) 3ph: 48/28-27/26-24 86.5
200-208/230/380-415/
460/575/1/3/50/60
208/230/415/ 300A/32V/100% 3ph: 41-39/36/23-22/19/16
®
)
460/575/1/3/50/60 1ph: 76/69/41/36/31
415-440/1/3/50/60 320A/33V/60% (1ph) 1ph: not rec’d - 82/55-50/48-45 (37.4)
Rated Output Dimensions Net
350A/34V/60% 3ph: 50/42/28-26/23/18 5-425A 14.8 x 13.3 x 27.8 81
300A/32V/100% (3ph) 3ph: 41-37/28-22/22-21
275A/31V/100% (1ph) 1ph: not rec’d-64/44-43/38-35
1ph: 94/85/54/42/37 Max OCV: (376 x 338 x 709) (36.7)
80V DC
Publication E5.91 11/07
www.lincolnelectric.com
Page 2

A CLOSER LOOK
PERFORMANCE
Exceptional Multi-Process Fabrication Welding
The Lincoln Invertec®V350-PRO inverter welder enables strong
multi-process welding performance with optimized arc
characteristics for each process.
• Fast arc response yields tight output control:
– More consistent bead appearance
– Smooth arc action
– Easy to follow puddle control
Five Welding Process Modes
1. CC-Stick Soft
Intended for low hydrogen stick applications.
Use to obtain outstanding E7018 performance for a variety of
construction and fabrication applications.
2. CC-Stick Crisp
Delivers a crisp shorting response optimized for cellulosic
(E6010) electrodes.
Stick
3. DC TIG GTAW
Standard Lincoln Touch-Start TIG
®
makes it easy to establish an arc.
Add the optional TIG Module for touch-less high frequency starting.
4. CV-Wire
Intended for use for most MIG, and gas-shielded flux-cored or metalcored applications.
The Invertec®V350-PRO features an exceptionally wide sweet spot
delivering the arc performance and finished weld quality every
operator appreciates:
• .030-1/16" (0.8-1.6 mm) solid wire
• .035-3/32" (0.9-2.4 mm) cored wire
Delivers outstanding performance with a wide variety of shielding gas
mixes, including 100% CO2, Ar/CO2or Ar/O shielding gas for carbon
steel as well as helium blends for stainless welding.
5. CV-Innershield®, Outershield®, Metalshield®and UltraCore
®
Features a wide voltage range and tight voltage control optimized for
Lincoln Innershield®self-shielded flux-cored applications and for gas
shielded flux-cored Lincoln®Outershield®procedures.
Arc Gouging
CV-Wire
6. Arc Gouging accessible from all Stick and CV Welding Modes
With a maximum 425 amps, the Invertec®V350-PRO has plenty of
power to handle a 5/16" (7.9 mm) carbon.
[2]
Stainless
Invertec®V350-PRO
www.lincolnelectric.com
Page 3
A CLOSER LOOK
TIME
WELDING CURRENT
Background
Peak
Ramp Up
Tail Out
Step Off
PULSE FREQUENCY
Low Heat
(Background)
High Heat
(Peak)
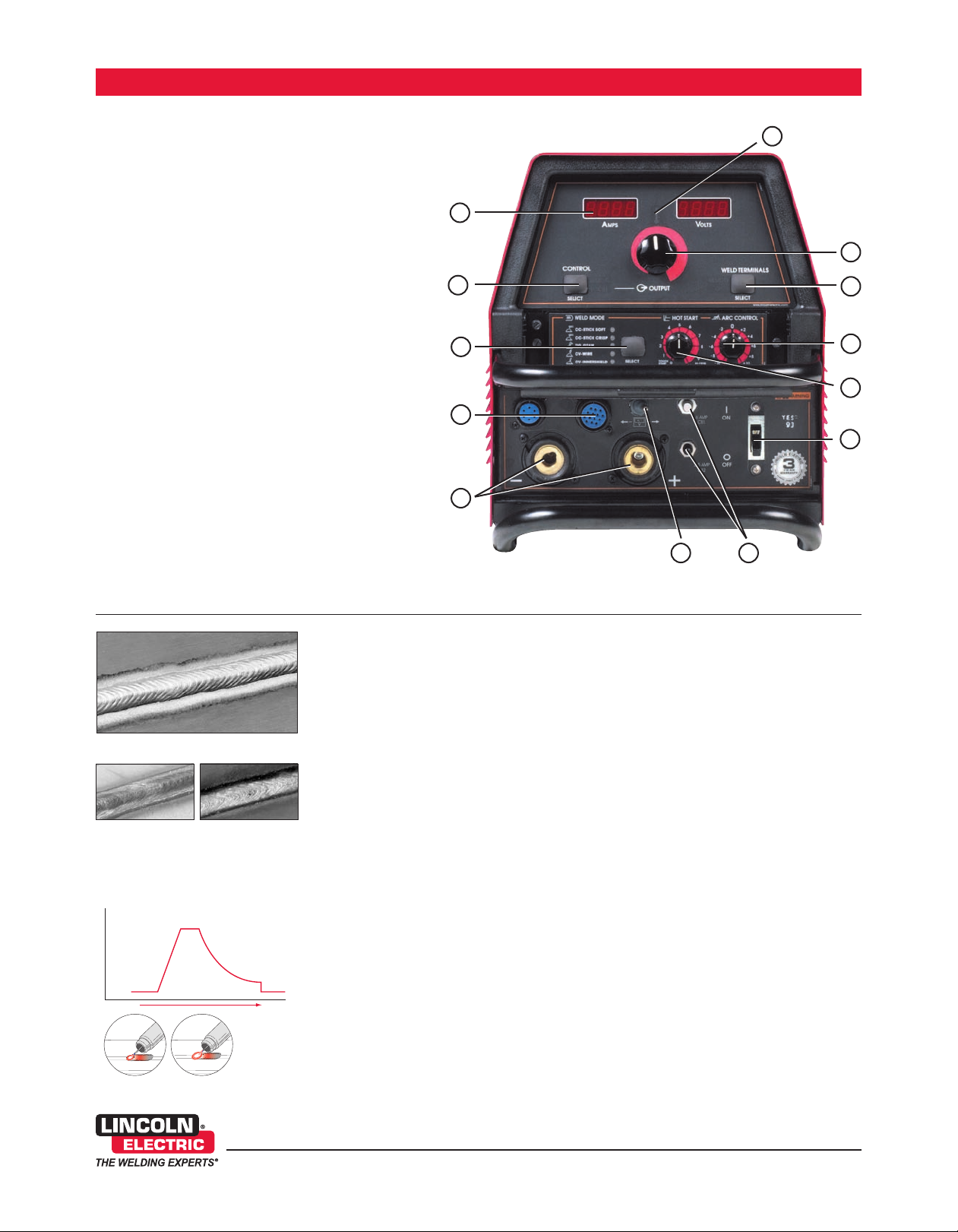
FEATURES
Key Controls
A) Large, bright, easy to read meters
B) Local/remote output control
C) Mode selection switch
D) Remote Output Control Receptacles—6- & 14-pin
E) Negative and Positive Twist-Mate®or Tweco
Output Teminals
F) Wire Feeder Voltmeter Polarity Switch
G) Circuit Breaker Reset Buttons
H) On/Off Switch
I)Hot Start Control
J ) Arc Control Knob
K) Weld Terminals on or remotely controlled
L) Preset Output Amps and Voltage Control
M) Thermal Overload Indicator Light
®
M
A
L
B
C
K
J
I
D
H
E
Shown:
Invertec®V350-PRO
Factory Model
F
G
Power Mode
spatter and improves
bead appearance,
even for low voltage
Pulse-On-Pulse®on 3mm Aluminum
®
reduces
procedures on
stainless.
Power Mode
bead wetting
and penetration
on aluminum.
Pulse-On-Pulse
®
• Uses a sequence of varying pulse wave shapes to produce a TIG-like bead appearance and
excellent weld properties when MIG welding aluminum.
• Pulse-On-Pulse®controls arc length and heat input together, making it easier to achieve good
penetration.
For more information see Nextweld®Document NX-2.10
Power Mode
®
• Uses high-speed regulation of output power to deliver extremely fast response to changes in the
arc, for example, when using a whip technique.
®
aids
• Improved MIG welding performance, including low spatter, very uniform, consistent bead wetting
and controlled penetration.
• Great for low voltage applications on thin steel and stainless steel material less than 20 gauge
(0.7 mm).
• Delivers excellent arc characteristics on aluminum and other alloys such as silicon bronze and
nickel alloys.
For more information see Nextweld®Document NX-2.60
Pulsed MIG
• Varies weld current between peak (high heat) and background (low heat) current to provide
better control of heat input.
• Reduces warping and burnthrough on thin materials.
• Enables in-the-flat, horizontal, vertical up, or overhead welding without a slag system. Great for
hard automation, robotic, and high production semiautomatic applications.
• Optimized GMAW-P waveforms are available to use on aluminum, carbon steel, high strength
low alloy steel, stainless steel, and nickel alloys.
For more information see Nextweld®Document NX-2.70
[3]
Invertec®V350-PRO
www.lincolnelectric.com
Page 4

SYSTEM SELECTION
INVERTEC®V350-PRO MODELS
Construction Model
(K1728-5)
Our lightest, most portable model at a
value price for conventional MIG, cored,
stick, arc gouging and non-remote output
control DC TIG applications.
Great For:
• Construction, maintenance or shop
welding.
Compatible with:
• LN-25-PRO or LN-15 Across-the-Arc
model wire feeders.
• 6-pin and 14-pin MS connector not
included.
(K1728-6 with Twist-Mate®Cable
Receptacles)
(K1728-13 with Tweco®Cable
Receptacles)
• Adds full remote capabilities and autodetect local/remote override control.
• Versatile multi-process machine for
MIG, cored, stick, TIG and arc gouging
applications.
• Optional Advanced Process Panel adds:
– Pulsed MIG
– Lincoln’s®Power Mode
– Lincoln’s®Pulse-on-Pulse
®
®
Great For:
• Construction or large-scale production
factory applications.
Advanced Process Model
(K1728-7)
• Standard Advanced Process Panel adds:
– Pulsed MIG
– Lincoln’s®Power Mode
– Lincoln’s®Pulse-on-Pulse
• Standard full remote capabilities and
auto-detect local/remote override
control.
• Advanced multi-process machine for
pulsed MIG, cored, stick, TIG and arc
gouging applications.
Great For:
• High-end pulsed MIG applications.
Compatible with:
• LF-72, LF-74, LN-10, DH-10, LN-15,
Compatible with:
• LF-72, LF-74, LN-10, DH-10, LN-15,
and LN-25-PRO wire feeders.
• 6-pin and 14-pin MS-type connectors.
and LN-25-PRO wire feeders.
• 6-pin and 14-pin MS-type connectors.
Factory Model
V350-PRO INVERTER RACKS
• An ideal system to group several inverter power sources in an industrial portable package. Entire system
meets National Electric Code (NEC) Standards.
• Includes Invertec®V350-PRO Factory (Tweco®) Model (K1728-13). This special rack version has all the
same features as the factory model with added IP23S rating for outdoor use and Tweco®cable
receptacles.
®
®
Order:
K2667-1 4-Pack Inverter Rack with 4 Invertec®V350-PRO Factory (Tweco®) Power Sources
K2667-2 6-Pack Inverter Rack with 6 Invertec®V350-PRO Factory (Tweco®) Power Sources
[4]
Invertec®V350-PRO
www.lincolnelectric.com
Page 5

SYSTEM SELECTION
READY-PAK®PACKAGES
Fully assembled and ready to weld—just add wire and gas. Select
a Ready-Pak®and use one order number on your order form.
V350-PRO Factory Model / LF-72 Heavy Duty Wire Feeder
(for non-pulsed MIG Welding)
Order K2437-1
• V350-PRO Factory Model
• LF-72 Heavy Duty Wire Feeder
• Work and Wire Feeder 2/0 Welding Cable Package
• Harris®Flowmeter Regulator and Hose
• Heavy Duty Inverter and Wire Feeder Cart
V350-PRO Advanced Process Model / LF-72 Heavy Duty
Wire Feeder (for MIG and pulsed MIG Welding)
Order K2438-1
• V350-PRO Advanced Process Model
• LF-72 Heavy Duty Wire Feeder
• Work and Wire Feeder 2/0 Welding Cable Package
• Harris®Flowmeter Regulator and Hose
• Heavy Duty Inverter and Wire Feeder Cart
LF-72 Heavy Duty Wire Feeder Ready-Pak
TYPICAL V350-PRO CONSTRUCTION MODEL SYSTEMS
For specific welding applications, assemble the products listed to
best suit your needs.
V350-PRO Construction Model / LN-25 Wire Feeder
(for Innershield®Welding)
• V350-PRO Construction Model K1728-5
• LN-25 PRO K2613-1
• .068"-3/32" (1.8-2.4 mm) Drive Roll KP653-3/32
• Work and Wire Feeder 2/0 Welding Cable Package K1803-1
• Magnum®Flux-Cored Gun, 15 ft. (4.5 m), 350 Amps K126-2
QUALITY AND RELIABILITY
Robust Design
Safety, reliability and serviceability are built into Lincoln’s inverter design.
®
• Invertec
and are capable of operating from a universal 3 phase input
voltage (208 to 575 volts).
• Thermostatically protected.
• Electronic output over-current protection and electronic input
over-voltage protection.
• Operating Temperature Range: -20ºC to +40ºC (-4ºF to 104ºF).
• Fan-as-Needed™ (F.A.N.) minimizes thermal cycling of internal
machine components, minimizes internal contamination when not
welding, and saves on electricity costs.
inverter models operate at a high efficiency (88-90%)
Invertec®V350-PRO Factory Model/
Shown:
®
• Storage Temperature Range: -40ºC to +40ºC (-40ºF to 104ºF).
• Double insulation and varnish on main transformer.
• Designed to the IEC/EN 60974-1 standard. Meets tough NEMA
EW 1, CSA NRTL/C standards.
• Meets rigorous IP21S or IP23S environmental rating.
[5]
Invertec®V350-PRO
www.lincolnelectric.com
Page 6

RECOMMENDED OPTIONS
GENERAL OPTIONS
Advanced Process Panel
Includes Pulsed MIG, Pulse-On-
®
and Power Mode
Pulse
capabilities. Alpha-numeric
display for accurate setting. For
V350-PRO Factory Model only.
Order K1763-1
Deluxe Adjustable Gas
Regulator & Hose Kit
Accommodates CO
or Argon-blend gas cylinders.
Includes a cylinder pressure
gauge, dual scale flow gauge
and 4.3 ft. (1.3 m) gas hose.
Order K586-1
Work and Wire Feeder 2/0
Weld Cable Package
Includes Twist-Mate
work clamps, 15 ft. (4.5 m) work
cable and 10 ft. (3.0 m) electrode
cable. Rated 350 amps, 60%
duty cycle.
Order K1803-1
™
Twist-Mate
Cable Plug
For connecting welding cable to
output terminal receptacles. For
1/0-2/0 (50-70 mm
Order K852-70
™
Twist-Mate
Cable Plug
For connecting welding cable to
output terminal receptacles. For
2/0-3/0 (70-95 mm2) cable.
Order K852-95
™
Twist-Mate
For connecting welding cable to
Twist-Mate
Cable Receptacle
™
Cable Plug.
Order K1759-70 for 1/0-2/0
(50-70 mm2) cable
Order K1759-95 for 2/0-3/0
(70-95mm2) cable
™
Twist-Mate
to Lug Adapter
For connection of lugged cable
to Twist-Mate™connectors. 18"
(457 mm) long.
Order K2176-1
Inverter and Wire Feeder Cart
Rear-wheeled cart includes front
casters and no-lift gas bottle platform. Convenient handles allow
for easy cable storage while full
length side trays store parts and
tools. Shipped fully assembled.
Small footprint fits through 30"
(762 mm) door.
Order K1764-1
®
, Argon,
2
™
connectors,
2
) cable.
Dual Cylinder Kit
Permits side-by-side mounting of
two full size gas cylinders, with
easy loading. For use with
K1764-1 cart.
Order K1702-1
Valet Style Undercarriage
Offers a unique pull-out handle. It
provides cable storage and the
ultimate in portability.
Order K1838-1
STICK OPTIONS
Accessory Kit
For stick welding. Includes 35 ft.
(10.7 m) 2/0 electrode cable with
lug, 30 ft. (9.1 m) 2/0 work cable
with lugs, headshield, filter plate,
cover plate, work clamp and electrode holder. 400 amp capacity.
Order K704
Accessory Kit
For stick welding. Includes 20 ft.
(6.1 m) #6 electrode cable with
lug, 15 ft. (4.6 m) #6 work cable
with lugs, headshield, work
clamp, electrode holder and
sample pack of mild steel
electrode. 200 amp capacity.
Order K875
Remote Output Control
Consists of a control box with
choice of two cable lengths.
Permits remote adjustment of
output.
Order K857 for 25 ft. (7.6 m)
Order K857-1 for 100 ft. (30 m)
TIG OPTIONS
Pro-Torch™ TIG Torches
A full line of air-cooled and watercooled torches available.
Request Lincoln publication
E12.150
TIG Module
Portable, high frequency unit with
gas valve for TIG welding. Rated
at 300 amps/60% duty cycle.
Requires TIG Module Control
Cable.
Order K930-2
[6]
Invertec®V350-PRO
www.lincolnelectric.com
Page 7

RECOMMENDED OPTIONS
TIG OPTIONS, CONʼT.
TIG Module Control Cable
(For Factory and Advanced
Process Models only)
9-pin connector at the TIG
Module to 14-pin MS type
connector at the power source.
(Contains input power, remote
control, contactor control, and
ground circuits). For machines
having a 14-pin remote control
and power receptacle.
Order K936-1
TIG Module Control Cable
(For Construction Model only)
9-pin connector at the TIG
Module to a grounded 115V plug.
(Contains input power, and
ground circuits). For machines
having no remote control
capability.
Order K936-4
Hand Amptrol
Provides 25 ft. (7.6 m) of remote
current control for TIG welding.
(6-pin plug connection)
Order K963-3
Foot Amptrol
Provides 25 ft. (7.6 m) of remote
current control for TIG welding.
(6-pin plug connection).
Order K870
®
®
TIG OPTIONS, CONʼT.
Twist-Mate™Torch Adapter
For connection of Pro-Torch™ TIG
torches (1 piece cable) to power
sources with gas passing through
the Twist-Mate
use with K1762-2.
Order K1622-1 For air-cooled
PTA-9 or PTA-17 torches.
Order K1622-3 For air-cooled
PTA-26 torches.
Order K1622-2 For water-cooled
torches.
Twist-Mate
For connection of PTA-9 or
PTA-17V torches (1 piece cable)
to power sources without gas
passing through the Twist-Mate
connection.
Order K960-1
TIG-Mate
TIG Torch Starter Pack
Get everything you need for TIG
welding in one complete easy-toorder kit packaged in its own
portable carrying case. Includes:
PTA-17V torch, parts kit, Harris
flowmeter/regulator, 10 ft. (3.0 m)
gas hose, and work clamp and
cable. Order K2265-1
™
connection. For
™
Torch Adapter
™
17V Air-Cooled
™
®
Arc Start Switch
May be used in place of the Foot
or Hand Amptrol
®
. Comes with a
25 ft. (7.6 m) cable. Attaches to
the TIG torch for convenient finger
control to start and stop the weld
cycle at the current set on the
machine.
Order K814
®
Invertec
TIG Solenoid Kit
Mounts inside the back of the
V350-PRO. Switches gas flow in
the V350-PRO through the Twist-
™
connector. Includes gas
Mate
hose and solenoid. [Not compatible with construction and factory
®
) models)].
(Tweco
Order K1762-2
[7]
™
TIG-Mate
17 Air-Cooled
TIG Torch Starter Pack
Get everything you need for TIG
welding in one complete easy-toorder kit packaged in its own
portable carrying case. Includes:
PTA-17 torch, parts kit, Harris
®
flowmeter/regulator, 10 ft. (3.0 m)
gas hose, Twist-mate™adapter,
and work clamp and cable.
Order K2266-1
™
TIG-Mate
20 Water-Cooled
TIG Torch Starter Pack
Get everything you need for TIG
welding in one complete easy-toorder kit packaged in its own
portable carrying case. Includes:
PTW-20 torch, parts kit, Harris
®
flowmeter/regulator, 10 ft. (3.0 m)
gas hose, Twist-Mate™adapter,
work clamp and cable and 10 ft.
(3.0 m) water hose.
Order K2267-1
Invertec®V350-PRO
www.lincolnelectric.com
Page 8

INVERTEC®V350-PRO ORDER FORM
PRODUCT DESCRIPTION ORDER NUMBER QUANTITY PRICE
PRODUCT DESCRIPTION ORDER NUMBER QUANTITY PRICE
Invertec®V350-PRO – Construction Model K1728-5
Invertec®V350 PRO – Factory Model K1728-6
Invertec®V350-PRO – Advanced Process Model K1728-7
Invertec®V350-PRO – CE Model K1728-8
Invertec®V350-PRO – Factory (Tweco®) Rack Model K1728-13
Ready-Pak®Packages
Invertec®V350-PRO Factory Model / LF-72 HeavyDuty K2437-1
Invertec®V350-PRO Advanced Process Model / LF-72 Heavy Duty K2438-1
Invertec®V350-PRO Inverter Racks
4-Pack Inverter Rack (with 4 Invertec
6-Pack Inverter Rack (with 6 Invertec
®
V350-PRO Factory (Tweco®) Power Sources) K2667-1
®
V350-PRO Factory (Tweco®) Power Sources) K2667-2
Caster Kit for Inverter Racks K2665-1
Recommended General Options
Advanced Process Panel (Factory Model only) K1763-1
Deluxe Adjustable Gas Regulator & Hose Kit K586-1
Work and Wire Feeder 2/0 Welding Cable Package K1803-1
Twist-Mate™Cable Plug, 1/0 - 2/0 (50-70 mm2) K852-70
Twist-Mate™Cable Plug, 2/0 - 3/0 (70-95 mm2) K852-95
Twist-Mate™Cable Receptacle, 1/0 - 2/0 (50-70 mm2) K1759-70
Twist-Mate™Cable Receptacle, 2/0 - 3/0 (70-95 mm2) K1759-95
Twist-Mate™to Lug Adapter K2176-1
Inverter and Wire Feeder Cart K1764-1
Dual Cylinder Kit K1702-1
Valet Style Undercarriage K1838-1
Recommended Wire Feeder Options
LF-72 and LF-74 E8.11
LN-10 and DH-10 E8.200
LN-15 E8.60
LN-25 PRO E8.100
Recommended Stick Options
Accessory Kit: (400 Amps) / (200 Amps) K704 / K875
Remote Output Control: for 25 ft. (7.6 m) / for 100 ft. (30 m) K857 / K857-1
Recommended TIG Options
Pro-Torch™TIG Torches See Publication E12.150
TIG Module K930-2
TIG Module Control Cable (Factory/Advanced Process Models) K936-1
TIG Module Control Cable (Construction Model) K936-4
Hand Amptrol
Foot Amptrol
®
®
K963-3
K870
Arc Start Switch K814
Invertec®TIG Solenoid Kit K1762-2
Twist-Mate™Torch Adapter: for air-cooled PTA-9 or -17 Torches K1622-1
for air-cooled PTA-26 Torches K1622-3
for water-cooled Torches K1622-2
Twist-Mate™Torch Adapter (without gas pass through) K960-1
TIG-Mate™17V Air-Cooled TIG Torch Starter Pack K2265-1
TIG-Mate™17 Air-Cooled TIG Torch Starter Pack K2266-1
TIG-Mate™20 Water-Cooled TIG TorchStarter Pack K2267-1
TOTAL:
The business of The Lincoln Electric Company®is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of
our customers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or advice about their use of our products. Our employees respond to
inquiries to the best of their ability based on information provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not
in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment. Accordingly, Lincoln Electric does not warrant or guarantee or assume
any liability with respect to such information or advice. Moreover, the provision of such information or advice does not create, expand, or alter any warranty on our products. Any express or
implied warranty that might arise from the information or advice, including any implied warranty of merchantability or any warranty of fitness for any customers’ particular purpose is
specifically disclaimed.
Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the
customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to www.lincolnelectric.com for any updated information.
C U S T O M E R A S S I S T A N C E P O L I C Y
THE L INCO L N ELE C TRIC C OMPA NY
®
22801 St. Clair Ave., Cleveland, OH 44117-1199 • 216.481.8100 • www.lincolnelectric.com
 Loading...
Loading...