

Page 1
IM679
Май, 2000
INVERTEC
Безопасность зависит от Вас.
Оборудование для сварки и резки
компании Линкольн Электрик
спроектировано и изготовлено с
учетом требований безопасной
работы на нем. Однако, уровень
безопасности может быть повышен
при соблюдении известных правил
установки оборудования... и при
грамотной его эксплуатации.
Не выполняйте установку,
подключение или ремонт, а так же
не эксплуатируйте это
оборудование без прочтения
настоящего
соблюдения изложенных в нем
требований безопасности.
руководства и без
™
V350-PRO
Для машин с Кодовыми Номерами: 10651, 10669 и 10670
Дата заказа :
Серийный номер :
Кодовый номер :
Модель:
Дистрибьютор :
World’s Leader in Welding and Cutting Products Premier Manufacturer of Industrial Motors
IEC 974-1
IP23S
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Sales and Services through Subsidiaries and Distributors Worldwide
22801 St. Clair Ave. Cleveland, Ohio 44117-1199 U.S.A. Tel. (216) 481-8100
Page 2
БЕЗОПАСНОСТЬ
! ВНИМАНИЕ !
ЗАЩИЩАЙТЕ СЕБЯ И ОКРУЖАЮЩИХ ОТ ВОЗМОЖНЫХ ТРАВМ. НЕ ДОПУСКАЙТЕ ДЕТЕЙ НА РАБОЧЕЕ МЕСТО.
РАБОТНИК, ИМЕЮЩИЙ СТИМУЛЯТОР СЕРДЦА ДОЛЖЕН ПРОКОНСУЛЬТИРОВАТЬСЯ У ВРАЧА ПЕРЕД
ВЫПОЛНЕНИЕМ РАБОТ.
Прочтите и осознайте следующие ниже рекомендации по безопасности. Для получения дополнительной информации
настоятельно рекомендуем приобрести копию стандарта ANSI Z49.1 - Safety in Welding and Cutting (Безопасность при
сварке и резке), издаваемого Американским Сварочным Обществом (AWS) или копию документа, оговаривающего
требования по безопасности, принятого в стране использования настоящего оборудования. Так же, Вы можете получить
брошюру Е205, Arc Welding Safety (Безопасность при дуговой электросварки), издаваемую компанией Линкольн
Электрик.
ПРОСЛЕДИТЕ ЗА ТЕМ, ЧТОБЫ УСТАНОВКА ОБОРУДОВАНИЯ, ЕГО ЭКСПЛУАТАЦИЯ, ОБСЛУЖИВАНИЕ И РЕМОНТ
ВЫПОЛНЯЛИСЬ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ.
СВАРОЧНЫЕ РАБОТЫ могут быть опасными
ii
ЭЛЕКТРИЧЕСКИЙ ШОК
опасен для жизни
1.а Во время работы сварочного оборудования кабели электрододержателя и
зажима на деталь находятся под напряжением. Не прикасайтесь к
оголенным концам кабелей или к подсоединенным к ним элементам
сварочного контура частями тела или мокрой одеждой. Работайте только в
сухих, неповрежденных рукавицах.
1.б Обеспечьте надежную изоляцию своего тела от свариваемой детали.
Убедитесь, что средства изоляции достаточны для укрытия всей рабочей
зоны физического контакта со свариваемой деталью и землей.
В качестве дополнительных мер предосторожности в том случае если
сварочные работы выполняются в представляющих опасность
поражения электрическим током условиях (зоны повышенной
влажности или случаи работы в мокрой одежде; строительство
крупных металлоконструкций, таких как каркасы зданий или леса;
работа в стесненных условиях - сидя, стоя на коленях или лежа;
случаи неизбежного или высоко-вероятного контакта со свариваемой
деталью или землей), - используйте следующее сварочное
оборудование:
1.в При выполнении автоматической или полуавтоматической сварки
сварочная проволока, бобина, сварочная головка, контактный наконечник
или полуавтоматическая сварочная горелка так же находятся под
напряжением, т.е. являются “электрически горячими”.
1.г Всегда следите за надежностью соединения сварочного кабеля “на деталь”
и свариваемой детали. Место соединения должно быть как можно ближе к
зоне наложения швов.
1.д Выполните надежное заземление свариваемой детали.
1.е Поддерживайте электрододержатель, зажим на деталь, сварочные кабели
и источник питания в надлежащем техническом состоянии. Немедленно
восстановите поврежденную изоляцию.
1.ж Никогда не погружайте сварочный электрод в воду с целью его охлаждения.
1.з Никогда не дотрагивайтесь одновременно находящихся под напряжением
электрододержателей или их частей, подсоединенных к разным источникам
питания. Напряжение между двумя источниками может равняться сумме
напряжений холостого хода каждого в отдельности.
1.и При работе на высоте используйте страховочный ремень, который
предотвратит падение в случае электрошока.
1.к Так же, см. пункты 4.в и 6.
• выпрямители с жесткой характеристикой для
полуавтоматической сварки,
• выпрямители для сварки штучными электродами,
• источники питания для сварки на переменном токе на
пониженных напряжениях.
ИЗЛУЧЕНИЕ ДУГИ
опасно
2.а Пользуйтесь защитной маской с фильтром подходящей выполняемому
процессу степени затемнения для защиты глаз от брызг и излучения дуги
при выполнении или наблюдении за сварочными работами. Сварочные
маски и фильтры должны соответствовать стандарту ANSI Z87.1.
2.б Пользуйтесь приемлемой одеждой, изготовленной из плотного пламястойкого материала, для эффективной защиты поверхности тела от
излучения сварочной дуги.
3.в Позаботьтесь о соответствующей защите работающего по близости
персонала путем установки плотных пламя-стойких экранов и/или
предупредите их о необходимости самостоятельно укрыться от излучения
сварочной дуги и возможного разбрызгивания.
СВАРОЧНЫЕ ГАЗЫ И
АЭРОЗОЛИ опасны для
здоровья
3.а В процессе сварки образуются газы и аэрозоли, представляющие опасность
для здоровья. Избегайте вдыхания этих газов и аэрозолей. Во время сварки
избегайте попадания органов дыхания в зону присутствия газов.
Пользуйтесь вентиляцией или специальными системами отсоса вредных
газов из зоны сварки. При сварке электродами, требующими
специальной вентиляции, такими как материалы для
нержавеющих сталей и наплавки (см. Сертификат безопасности
материала - MSDS, или данные на оригинальной упаковке), при сварке
сталей со свинцовыми и кадмиевыми покрытиями или при работе с
иными металлами или покрытиями, образующими высокотоксичные
газы, применяйте локальные вытяжки или системы механической
вентиляции для снижения концентрации вредных примесей в воздухе
рабочей зоны и недопущения
допустимых уровней. При работе в стесненных условиях или при
определенных обстоятельствах может потребоваться ношение
респиратора в процессе выполнения работы. Дополнительные меры
предосторожности так же необходимы при сварке сталей с
гальваническими покрытиями.
3.б Не производите сварочные работы вблизи источников испарений
хлористого углеводорода (выделяется при некоторых видах
обезжиривания, химической чистки и обработки). Тепловое и световое
излучение дуги способно вступать во взаимодействие с этими испарениями
с образованием крайне токсичного газа фозгена и других продуктов,
раздражающих органы дыхания.
3.в Защитные газы, используемые при сварке, способны вытеснять воздух из
зоны дыхания оператора и влечь серьезные расстройства системы
дыхания. Во всех случаях обеспечьте достаточно мощную вентиляцию
рабочей зоны, особенно в труднодоступных местах, для обеспечения
достаточного количества кислорода в рабочей зоне.
3.г Прочтите и уясните инструкции производителя по работе с данным
оборудованием и материалами, включая Сертификат безопасности
материала (MSDS), и следуйте правилам соблюдения безопасности работ,
принятым на вашем предприятии. Сертификаты безопасности можно
получить у авторизованного дистрибьютора данной продукции или
непосредственно у производителя.
3.д Так же, см. пункт 7.б.
сварки
превышения концентрации предельно
РАЗБРЫЗГИВАНИЕ ПРИ
СВАРКЕ может повлечь
возгорания или взрыв
4.а Уберите все взрывоопасные предметы из зоны работ. Если это
невозможно, надежно укройте их от попадания сварочных брызг и
предотвращения воспламенения. Помните, что брызги и раскаленные
частицы могут свободно проникать через небольшие щели во
взрывоопасные участки. Избегайте выполнения работ вблизи
гидравлических линий. Позаботьтесь о наличии в месте проведения работ и
исправном техническом состоянии огнетушителя.
4.б Необходимо применять специальные меры предосторожности для
избежания опасных ситуаций при выполнении работ с применением сжатых
газов. Обратитесь к стандарту “Безопасность при сварке и резке” (ANSI
Z49.1) и к руководству эксплуатации соответствующего оборудования.
4.в Во время перерывов в сварочных работах убедитесь в том что никакая
часть контура электрододержателя не касается свариваемой детали или
земли. Случайный контакт может привести к перегреву сварочного
оборудования и создать опасность воспламенения.
4.г Не выполняйте подогрев, резку или сварку цистерн, бочек или иных
емкостей до тех пор пока не предприняты шаги, предотвращающие
возможность выбросов возгораемых или токсичных газов, возникающих от
веществ, находившихся внутри емкости. Такие испарения могут быть
взрывоопасными даже в случае, если они были “очищены”. За
информацией обратитесь к брошюре “Рекомендованные
безопасности при подготовке к сварке и резке емкостей и трубопроводов,
содержавших взрывоопасные вещества” (AWS F4.1).
4.д Продуйте перед подогревом, сваркой или резкой полые отливки, грузовые
емкости и подобные им изделия.
меры
Page 3
БЕЗОПАСНОСТЬ
iii
4.е Сварочная дуга является источником выброса брызг и раскаленных частиц.
При выполнении сварочных работ используйте непромасляную защитную
одежду, такую как кожаные перчатки, рабочую спецовку, брюки без
отворотов, высокие рабочие ботинки и головной убор. При сварке во всех
пространственных положениях или в стесненных условиях используйте
беруши. Всегда при нахождении в зоне выполнения сварочных работ
носите защитные очки с боковыми экранами.
4.ж Подключайте сварочный кабель к свариваемой детали на доступном ее
участке, максимально приближенном к выполняемым швам. Сварочные
кабели, подключенные к каркасу здания или другим конструкциям вдали от
участка выполнения сварки, повышают вероятность распространения
сварочного тока через различные побочные приспособления (подъемные
цепи, крановые канаты и др.). Это создает опасность разогрева этих
элементов и выхода их из строя.
4.з Так же, см. пункт 7.в.
ГАЗОВЫЕ БАЛЛОНЫ
взрывоопасны при
повреждениях
5.а Используйте только защитные газы, рекомендованные для выполняемого
сварочного процесса. Регуляторы давления газа должны быть
рекомендованы изготовителем для использования с тем или иным
защитным газом, а так же нормированы на давление в баллоне. Все
шланги, соединения и иные аксессуары должны соответствовать своему
применению и содержаться в надлежащем состоянии.
5.б Баллон всегда должен находиться в вертикальном положении. В рабочем
состоянии его необходимо надежно закрепить цепью к транспортировочной
тележке сварочного полуавтомата или стационарного основания.
5.в Необходимо расположить баллон:
• вдали от участков, где они могут подвергнуться механическому
• на достаточном удалении от участков сварки и резки, а так же от любых
5.г Не допускайте касания баллона электродом, электрододержателем или
иным предметом, находящимся под напряжением.
5.д При открывании вентиля баллона оберегайте голову и лицо.
5.е Защитный колпак всегда должен быть установлен на баллон, за
исключением случаев, когда баллон находится в работе.
повреждению;
других технологических процессов, являющихся источником высокой
температуры, открытого пламени или брызг расплавленного металла.
Относительно
ЭЛЕКТРО-ОБОРУДОВАНИЯ
6.а Перед проведением ремонта или технического обслуживания отключите
питание на цеховом щитке.
6.б Производите установку оборудования в соответствии с Национальными
Требованиями к электрооборудованию США (US National Electrical Code),
всеми местными требованиями и рекомендациями производителя.
6.в Произведите заземление оборудования в соответствие с упомянутыми в
п.6.б Требованиями и рекомендациями производителя.
7.д В некоторых случаях бывает необходимо удалить защитные кожухи
для проведения необходимых ремонтных работ. Делайте это только
при необходимости и сразу после выполнения необходимых работ
установите кожух на место. Всегда соблюдайте повышенную
осторожность при работе с подвижными частями.
7.е Не допускайте попадания рук в зону действия вентилятора. Не
пытайтесь вмешиваться в работу устройства управления частотой
вращения вала двигателя путем нажатия на тяги заслонки во время его
работы.
7.ж Для предотвращения несанкционированного запуска бензинового двигателя
при вращении вала или ротора генератора в процессе сервисных работ отсоедините провода от свеч зажигания, провод крышки распределителя
или (в зависимости от модели двигателя) провод магнито.
7.з Не снимайте крышку радиатора не охладив двигателя. Это
может привести к выплеску горячей охлаждающей жидкости.
ЭЛЕКТРОМАГНИТНЫЕ
ПОЛЯ опасны
8.а Электрический ток, протекающий по любому проводнику, создает
локальное электромагнитное поле. Сварочный ток становится причиной
возникновения электромагнитных полей вокруг сварочных кабелей и
сварочного источника.
8.б Наличие электромагнитного поля может неблагоприятным образом
сказываться на работе стимуляторов сердца. Работник, имеющий такой
стимулятор, должен посоветоваться со своим врачом перед выполнением
работ.
8.в Воздействие электромагнитного поля на организм человека может
проявляться в иных влияниях, не изученных наукой.
8.г Все сварщики должны придерживаться следующих правил для
минимизации негатовного воздействия электромагнитных полей:
8.г.1 сварочные кабели на изделие и электрододержатель необходимо
8.г.2 никогда не располагать кабель электрододержателя вокруг своего
8.г.3 не размещать тело между двумя сварочными кабелями. Если
8.г.4 зажим на деталь должен быть поставлен максимально близко к
8.г.5 не работать вблизи сварочного источника.
разместить максимально близко друг к другу или связать их вместе
посредством изоляционной ленты;
тела;
электрододержатель находится в правой руке и кабель расположен
справа от тела, - кабель на деталь должен быть так же размещен
справа от тела;
выполняемому сварному шву;
Относительно
ОБОРУДОВАНИЯ С ПРИВОДОМ ОТ
7.а Перед выполнением ремонта или технического обслуживания остановите
ДВИГАТЕЛЕЙ
двигатель, за исключением случаев, когда наличие работающего двигателя
требуется для выполнения работы.
7.б Эксплуатируйте приводное оборудование в хорошо
вентилируемом помещении или применяйте специальные
вытяжки для удаления выхлопных газов за пределы
помещения.
7.в Не выполняйте долив топлива в бак агрегата поблизости с
выполняемым сварочным процессом или во время работы
двигателя. Остановите двигатель и охладите его перед
заливкой топлива для исключения воспламенения или
активного испарения случайно пролитого на разогретые
части двигателя топлива.
7.г Все защитные экраны, крышки и кожухи, установленные
изготовителем, должны быть на своих местах и в
надлежащем техническом состоянии. При работе с
приводными ремнями, шестернями, вентиляторами и иным
подобным оборудованием опасайтесь повреждения рук и
попадания в зону работы этих устройств волос, одежды и
инструмента.
Page 4
ОГЛАВЛЕНИЕ
Стр.
Установка Раздел А
Техническая спецификация – Invertec V350-Pro А-1
Установка А-2
Установка входного напряжения А-2
Подключение сетевого кабеля А-2
Подключение механизмов подачи к Invertec V350-Pro А-2
Эксплуатация Раздел Б
Общее описание машины Б-1
Продолжительность включения Б-1
Назначение и функционирование органов управления Б-1
Выходные разъемы Б-4
Основные особенности и преимущества Б-5
Аксессуары Раздел В
Дополнительные аксессуары В-1
Обслуживание Раздел Г
Требования по безопасности Г-1
Процедура разрядки входных конденсаторов Г-1
Визуальная проверка Г-1
Постоянное обслуживание Г-1
Периодическое обслуживание Г-1
Устранение неисправностей Раздел Д
Как пользоваться руководством по устранению неисправностей Д-1
Поиск и устранение неисправностей Д-2
Коды возможных ошибок Д-4
Схемы и диаграммы Раздел Е
iv
Page 5
Раздел А УСТАНОВКА А-1
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ – INVERTEC V350-PRO
НОМИНАЛЬНАЯ ВЫХОДНАЯ МОЩНОСТЬ
Модель Номер по каталогу
Invertec
V350-PRO
60/50 Гц
К1728-1
Универсальная
модель
К1728-2
Упрощенная
модель
К1728-3
“CE”
модель
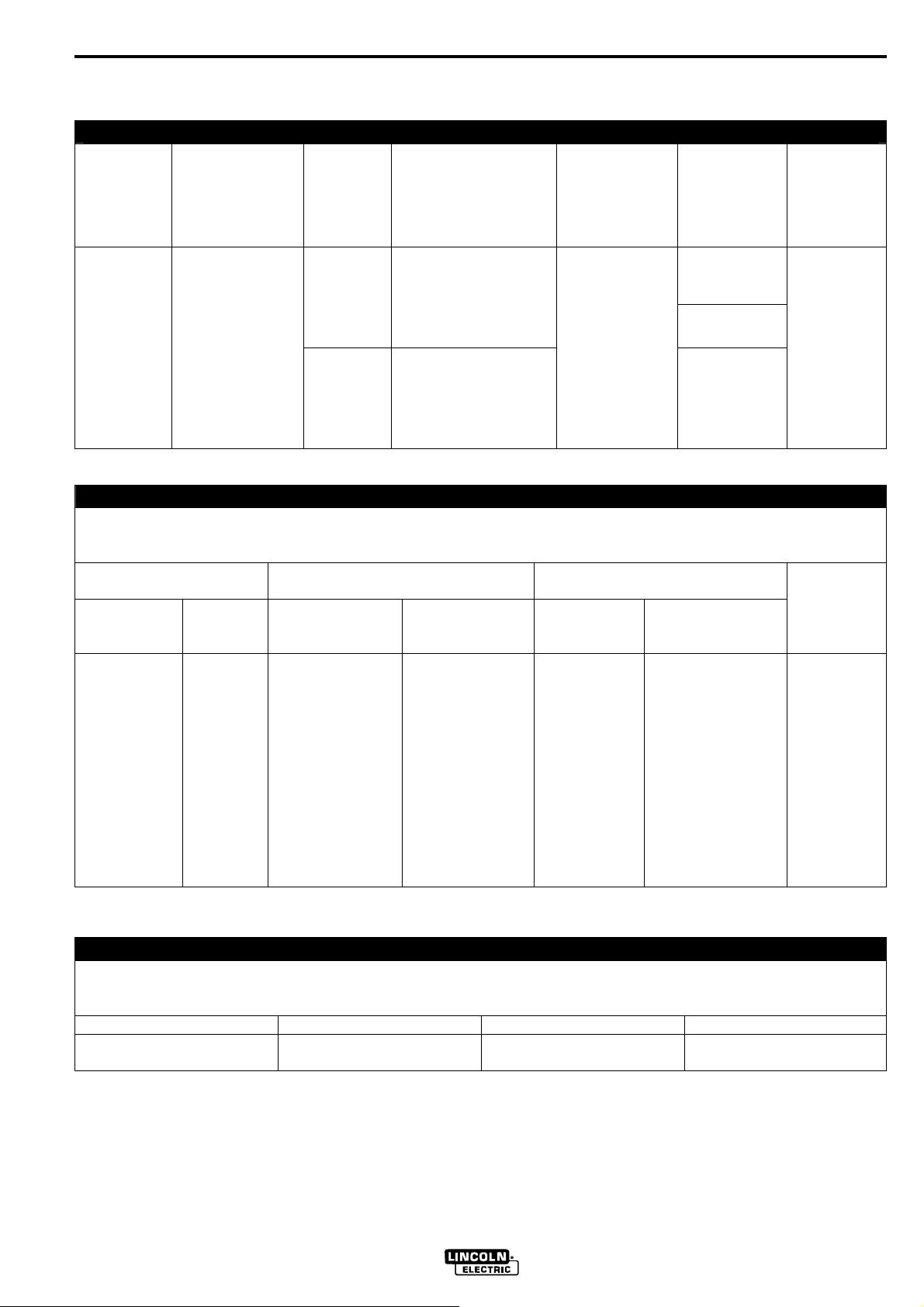
Размеры предохранителей выбраны на основе требований Американского Национального
Стандарта на электрооборудование (U.S. National Electrical Code) и максимальной выходной
мощности сварочного источника
Сеть питания – 50/60 Гц Номинальная выходная
Напряжение Фазы 275А/31В/100% 350А/34В/60% Сечение
208
230
415
460
575
200
208
230
380
400
415
460
575
1. Провода сетевого кабеля должны иметь сечение #6 AWG (13,3 мм2) или больше при данной входной мощности.
1
1
1
1
1
3
3
3
3
3
3
3
3
СЕЧЕНИЕ ВЫХОДНЫХ СВАРОЧНЫХ КАБЕЛЕЙ
Поперечное сечение выходного сварочного кабеля выберите на основе данной таблицы.
В таблице указана суммарная длина кабеля, включающая длины кабелей на электрод и изделие.
ПВ Сварочный ток Кабель длиною до 61 м Кабель длиною 61-76 м
100%
60%
Сеть
питания
200-230/
380-415/
460-480/
575 В
3 фазы
60/50 Гц
208-230/
415/
460-480/
575
1фаза
60/50 Гц
70
62
38
34
27
37
36
31
21
20
19
17
14
275 А
350 А
Номинальная
выходная мощность
Сварочный ток /
Напряжение дуги /
ПВ
350 А / 34 В / 60%
275 А / 31 В / 100%
350 А / 34 В / 60%
275 А / 31 В / 100%
ТОК СЕТИ ПИТАНИЯ
мощность
94
85
54
42
37
50
50
42
28
27
26
23
18
1/0 AWG (53,5 мм2)
1/0 AWG (53,5 мм
Диапазон
регулировки
сварочного тока
5 – 425 А
(с сетевым
Рекомендуемые размеры
Размер
сетевого
предохранителя
кабеля
#2 (33,6мм2)
#4 (21,1мм
#6 (13,3мм
#8 (8,4 мм
#8 (8,4 мм
#6 (13,3мм
#8 (8,4 мм
#8 (8,4 мм
#8 (8,4 мм
#8 (8,4 мм
#8 (8,4 мм
#8 (8,4 мм
#8 (8,4 мм
2
2
2
)
2
)
2
2
)
2
)
2
)
2
)
2
)
2
)
2
)
)
)
)
2
)
125 А
125 А
80 А
70 А
50 А
80 А
80 А
70 А
50 А
50 А
50 А
50 А
35 А
Вес
кабелем)
37,4 кг
36,9 кг
37,4 кг
Габаритные
(Высота х
Ширина х
373 х 318 х
* Вместе с
Замечание
1/0 AWG (53,5 мм
2/0 AWG (67,4 мм
размеры
Длина)
706 мм
ручками
№1
№1
№1
№1
№1
2
)
2
)
*
V350-PRO
Page 6
Раздел А УСТАНОВКА А-2
УСТАНОВКА
! ВНИМАНИЕ !
ЭЛЕКТРИЧЕСКИЙ ШОК опасен для
жизни.
• ПЕРЕД ПОДКЛЮЧЕНИЕМ СЕТЕВОГО
КАБЕЛЯ ИЛИ СВАРОЧНЫХ И КОНТРОЛЬНЫХ
КАБЕЛЕЙ ОТКЛЮЧИТЕ СВАРОЧНЫЙ
ИСТОЧНИК ОТ СЕТИ ПИТАНИЯ.
• Подключение сварочного источника
должен осуществлять только
квалифицированный персонал.
• В соответствии с Американским
Национальным Стандартом на
электротехническое оборудование провод
зеленого цвета сетевого кабеля
подсоедините к заземлению.
УСТАНОВКА ВХОДНОГО НАПРЯЖЕНИЯ
1. Подключение источника к сети питания
должен осуществлять только
квалифицированный персонал. Установку
следует производить в соответствии с
Американским Национальным стандартом на
электротехническое оборудование или
другими действующими стандартами.
2. В состоянии поставки сварочный источник
Invertec V350-PRO установлен для
подключения к сети питания с напряжением
460 В. В связи с этим, установка входного
напряжения не производится
напряжение питающей сети – 460 В.
3. Если напряжение сети питания составляет
200 – 415 В или 575 В, то требуется его
установка на панели установки входного
напряжения.
• На задней стенке сварочного источника
откройте отсек панели установки входного
напряжения.
• Для напряжения 200 – 230 В: Установите
переключатель входного напряжения в
положение 200-230 В.
Для более высокого напряжения:
переключатель входного напряжения в
позицию 380-375В.
• Таким же образом установите перемычку “А” в
нужное положение.
, если
Установите
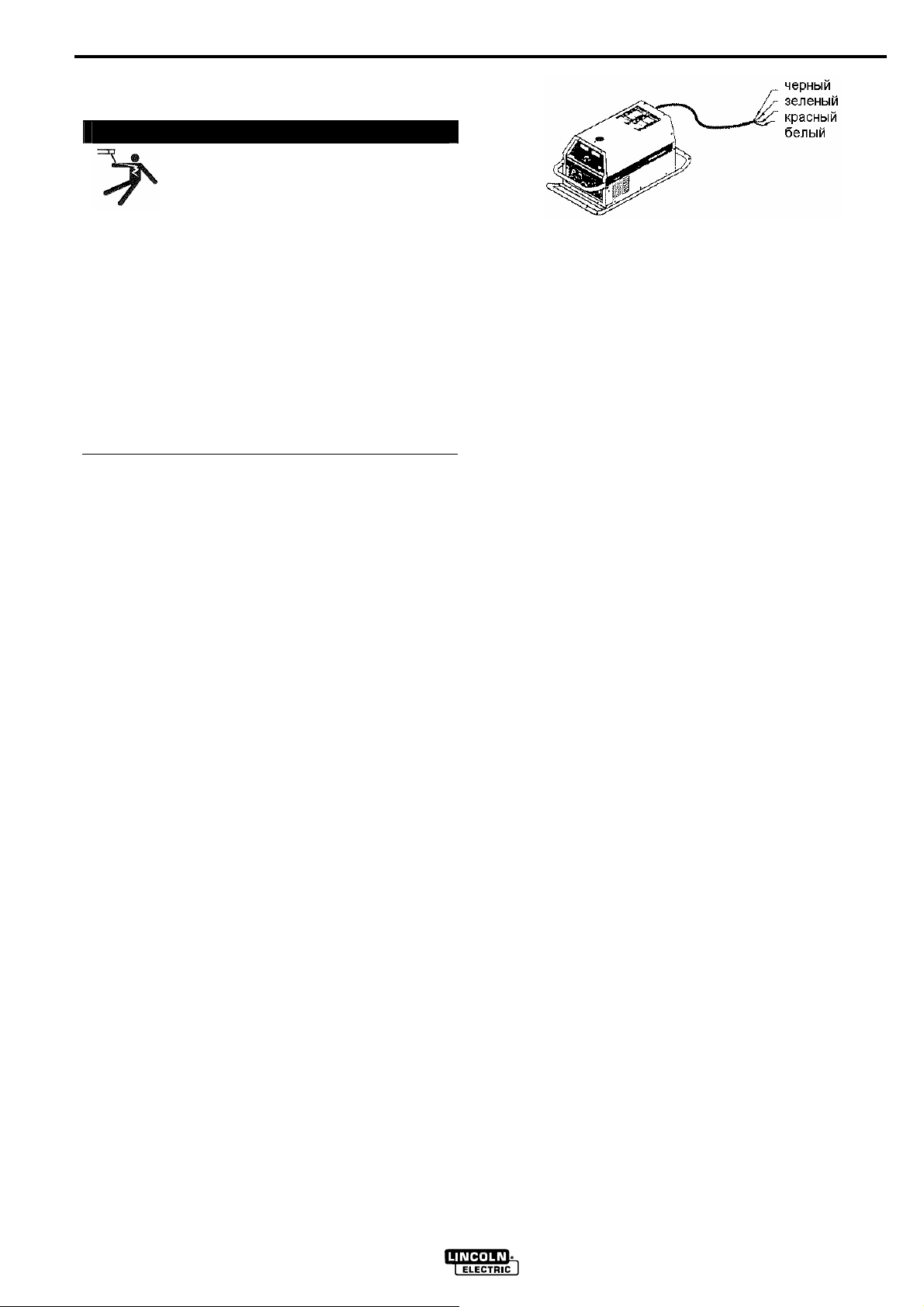
ПОДКЛЮЧЕНИЕ СЕТЕВОГО КАБЕЛЯ
Сварочный источник Invertec V350-PRO
поставляется с подключенным сетевым кабелем.
Ниже представлены рекомендации по
подключению сетевого кабеля к щитку сети
питания (сетевой вилки). Неправильное
подсоединение сетевого кабеля может привести к
повреждению оборудования.
V350-PRO
Однофазная сеть питания
1. Провод зеленого цвета подсоедините к
заземлению.
2. Черный и белый провод подсоедините к
фазам.
3. Изолируйте красной провод изоляционной
лентой, рассчитанной на напряжение 600 В.
Трехфазная сеть питания
1. Провод зеленого цвета подсоедините к
заземлению.
2. Красный, черный и белый провод
подсоедините к фазам. Подключение сетевого
кабеля должно производиться в
с действующими стандартами на
электротехническое оборудование.
соответствии
ПОДКЛЮЧЕНИЕ МЕХАНИЗМОВ
ПОДАЧИ К INVERTEC V350-PRO
Инструкция по подключению механизма
подачи LN-25 к сварочному источнику Invertec
V350-PRO
1. Отключите сварочный источник.
2. Подсоедините сварочный кабель на электрод
к выходному терминалу источника в
соответствии с выбранной полярностью. К
другому терминалу подключите кабель на
деталь.
3. Для универсальной и “СЕ” модели Invertec
V350-PRO существует возможность
подключения дистанционного управления
механизмом подачи LN-25. Комплекты блока
дистанционного управления
подключаются к 6-ти и 14-ти контактным
разъемам соответственно. Блок
дистанционного управления К624-1 может
быть подключен к 24/42 вольтовому разъему
источника с помощью комплекта контрольного
кабеля К627-[ ]. Механизмы подачи LN-25 с
пультом дистанционного управления К431-1,
оборудованного кабелем К432, подключаются
непосредственно к 6-ти контактному разъему
на передней панели сварочного источника.
Кроме
К876 с кабелем К432 (См. схему подключения
S19899) возможно подключение
вышеуказанного пульта дистанционного
управления к 14-ти контактному разъему на
задней панели источника. Универсальный
адаптер К867 также позволяет подключить
пульт К431-1 к 14-ти контактному разъему с
помощью модифицирования кабеля К432 (См.
схему подключения S19405).
Инструкции по подключению механизма
подачи LN-7
V350-PRO
этого, при использовании адаптера
к сварочному источнику Invertec
К444-1 и К444-2
Page 7
Раздел А УСТАНОВКА А-3
Механизм подачи LN-7 может быть подключен
только к универсальной и “СЕ” модели Invertec
V350-PRO.
1. Отключите сварочный источник.
2. Подсоедините контрольный кабель К480 к
механизму подачи LN-7 и 14-ти контактному
разъему на 115 В сварочного источника.
Разъем расположен на задней панели
источника Invertec V350-PRO.
3. Подсоедините к выходному терминалу
сварочного источника кабель на электрод,
соблюдая выбранную полярность. Кабель на
деталь подключите к другому терминалу.
4. Тумблер полярности вольтметра,
расположенный на передней панели
сварочного источника, установите в
положение “+” или “-”, в зависимости от
полярности поданной на механизм подачи
(сварочную горелку). В этом случае цифровой
дисплей на механизме подачи будет
отображать напряжение дуги.
5. В случае отсутствия контрольного кабеля
К480, подключение механизма подачи LN-7
возможно с помощью контрольных кабелей
К291 или К404 и универсального адаптера
К867. См. схему подключения S19404.
Инструкции по подключению механизма
подачи LN-10 к сварочному источнику Invertec
V350-PRO
Механизм подачи LN-10 может быть подключен
только к универсальной и “СЕ” модели Invertec
V350-PRO.
1. Отключите сварочный источник.
2. Подсоедините контрольный кабель К1505 к
механизму подачи LN-10 и 14-ти контактному
разъему на
24/42 В сварочного источника.
Разъем расположен на задней панели
источника.
3. Подсоедините к выходному терминалу
сварочного источника кабель на электрод,
соблюдая выбранную полярность. Кабель на
деталь подключите к другому терминалу.
4. Тумблер полярности вольтметра,
расположенный на передней панели
сварочного источника, установите в
положение “+” или “-”, в зависимости от
полярности поданной на механизм подачи
(сварочную горелку).
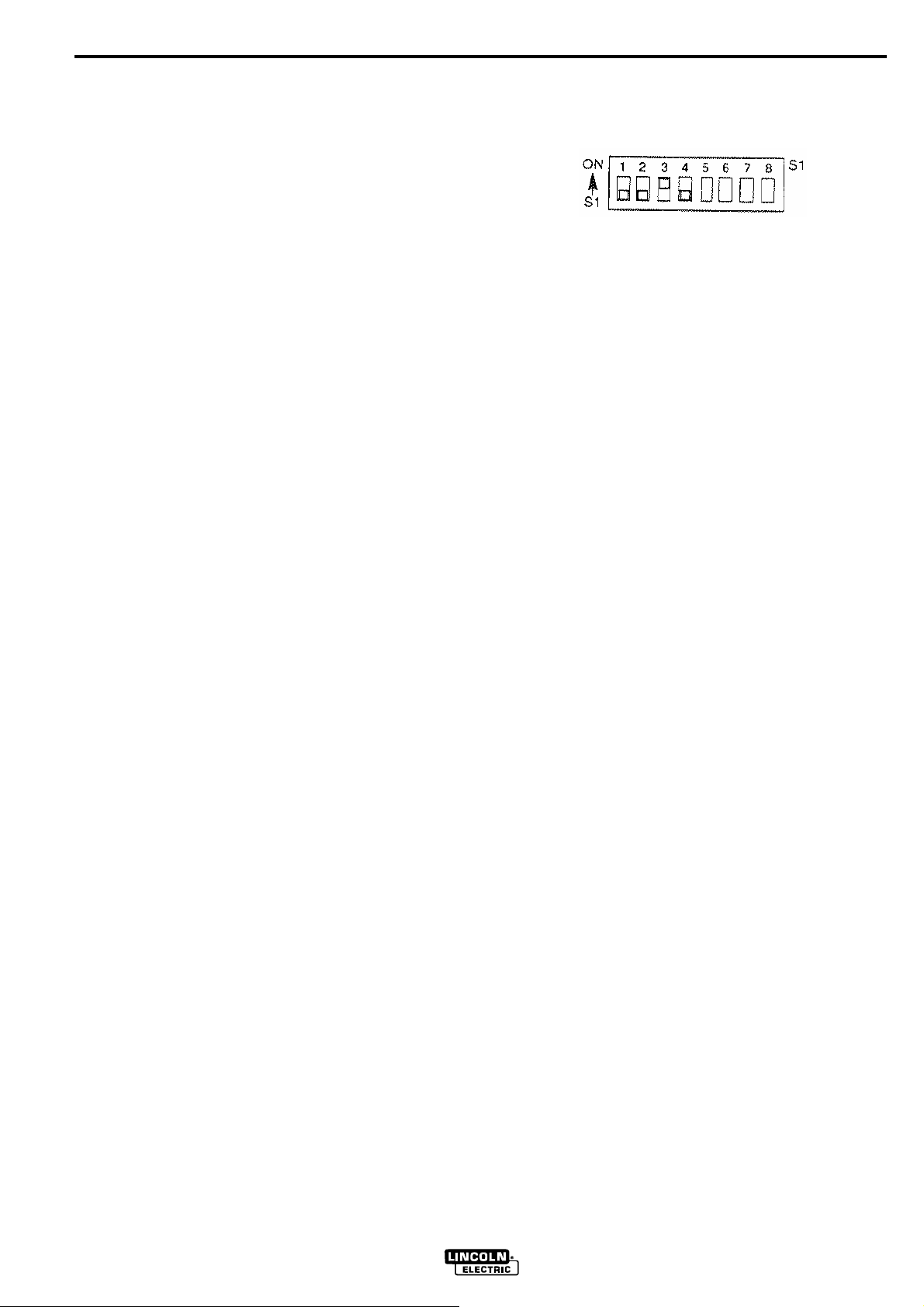
5. Найдите на механизме подачи LN-10
контрольную панель микропереключателей.
6. Для работы со сварочным источником Invertec
V350-PRO необходимо выставить
микропереключатели согласно рисунку,
представленному ниже.
7. На блоке управления механизма подачи LN10 установите требуемое напряжение дуги. На
величину напряжения, отображаемую на
цифровом дисплее источника, не следует
обращать внимания. В данном случае
контроль напряжения осуществляется
только
на блоке управления механизма подачи LN-
10.
V350, CV-655 (установка микропереключателей
при поставке сварочного источника)
Инструкции по подключению механизма
подачи LN-742 к сварочному источнику Invertec
V350-PRO
Механизм подачи LN-742 может быть подключен
только к универсальной и “СЕ” модели Invertec
V350-PRO.
1. Отключите сварочный источник.
2. Для подключения механизма подачи LN-742 к
сварочному источнику Invertec V350-PRO
могут использоваться контрольные кабели
К591 или К593.
3. Подсоедините контрольный кабель к
механизму подачи LN-742 и 14-ти контактному
разъему на 24/42 В
, расположенному на
задней панели сварочного источника.
4. Подсоедините к выходному терминалу
сварочного источника кабель на электрод,
соблюдая выбранную полярность. Кабель на
деталь подключите к другому терминалу.
5. Тумблер полярности вольтметра,
расположенный на передней панели
сварочного источника, установите в
положение “+” или “-”, в зависимости от
полярности поданной на механизм подачи
(сварочную горелку). В
этом случае цифровой
дисплей на механизме подачи будет
отображать напряжение дуги.
6. Если используется пульт дистанционного
управления К857, то его можно подключить
непосредственно к 6-ти контактному разъему
на передней панели сварочного источника или
используя адаптер К864, подключить его к 14ти контактному разъему на 24/42 В, к которому
подключается и контрольный кабель.
Инструкции по подключению механизма
подачи LN-23P к сварочному источнику Invertec
V350-PRO
Механизм подачи LN-23Р может быть подключен
только к универсальной и “СЕ” модели Invertec
V350-PRO.
1. Отключите сварочный источник.
2. Отвинтите четыре винта, крепящие крышку
адаптера К350-1. Снимите крышку.
3. Найдите колодку, к которой подсоединен 10ти жильный кабель адаптера.
4. Отсоедините провод #21 кабеля адаптера от
колодки и
изолируйте его конец.
5. На месте отсоединенного провода закрепите
дистанционный кабель контроля напряжения.
В качестве дистанционного кабеля контроля
напряжения может быть выбран любой гибкий
медный кабель сечением #12 по AWG (2,0
2
мм
) или более. Этот кабель необходимо
V350-PRO
Page 8

Раздел А УСТАНОВКА А-4
удлинить до свариваемого изделия и
закрепить его на нем. Чтобы кабель не
мешался в процессе работы его можно
пропустить вдоль сварочного кабеля на
деталь и закрепить по длине на нем.
6. Найдите на адаптере колодку с названием
“Feeder B”.
7. Подсоедините провода контрольного кабеля
механизма подачи LN-23P к соответствующим
терминалам на данной колодке.
8. Установите
С помощью четырех винтов закрепите ее.
9. Подсоедините кабель адаптера к 14-ти
контактному разъему на 115 В,
расположенному на задней панели
сварочного источника Invertec V350-PRO.
10. Сварочный кабель на электрод, идущий от
механизма подачи LN-23P, подсоедините к
отрицательному терминалу Invertec V350-
PRO.
11. Сварочный кабель на деталь подсоедините к
отрицательному терминалу сварочного
источника.
12. Тумблер полярности вольтметра,
расположенный на передней панели
сварочного источника, установите в
положение “-”.
Инструкции по подключению механизма
подачи Cobramatic к сварочному источнику
Invertec V350-PRO
Механизм подачи Cobramatic может быть
подключен только к универсальной и “СЕ” модели
Invertec V350-PRO.
1. Отключите сварочный источник.
2. Подсоедините контрольный кабель к
механизму подачи LN-742 и 14-ти контактному
разъему на 24/42 В, расположенному на
задней панели сварочного источника.
3. Подсоедините к выходному терминалу
сварочного источника кабель на электрод,
соблюдая выбранную полярность. Кабель на
деталь подключите к другому терминалу.
4. Тумблер полярности вольтметра,
расположенный на передней панели
сварочного источника, установите в
положение “+” или “-”, в зависимости от
полярности поданной на механизм подачи
(сварочную горелку).
5. Если используется пульт
управления К857, то его можно подключить
непосредственно к 6-ти контактному разъему
на передней панели сварочного источника или
используя адаптер К864, подключить его к 14ти контактному разъему на 24/42 В, к которому
подключается и контрольный кабель.
Инструкции по подключению модуля для
аргонодуговой сварки к источнику Invertec
V350-PRO
Для подключения модуля для аргонодуговой
сварки к универсальной или “CE” модели Invertec
крышку адаптера К350-1 на место.
дистанционного
V350-PRO используется контрольный кабель
К936-1. Он подсоединяется к 14-ти контактному
разъему на 115 В, расположенному на задней
панели сварочного источника.
Возможно подключение модуля к упрощенной
модели Invertec V350-PRO. Для этого требуется
контрольный кабель К936-4 для подачи на модуль
питающего напряжения (115 В) от внешнего
источника.
Основные рекомендации по подключению
механизмов
Invertec V350-PRO
К сварочному источнику могут быть подключены
любые механизмы подачи с напряжением питания
24, 42 или 115 В при условии, что их потребляемая
мощность не превышает мощности подаваемой
Invertec V350-PRO. Для их подключения следует
использовать универсальный адаптер К867.
Подключение к сварочному источнику Invertec
V350-PRO пульта дистанционного управления
При ручной дуговой сварки штучными
электродами для дистанционного управления
сварочным током используется пульт К857,
подключаемый к 6-ти контактному разъему на
передней панели сварочного источника. Для
аргонодуговой сварки используются пульты
дистанционного управления ручного (К963) и
педального типа (К870).
Параллельная работа
Параллельная работа источников Invertec V350PRO возможна на режимах с крутопадающей
вольтамперной характеристикой. Для самого
наилучшего результата необходимо,
сварочные токи параллельно включенных машин
были равны. К примеру, если в цепь параллельно
включены два источника, то чтобы выставить ток в
400 Ампер, необходимо установить на каждой
машине по 200 Ампер, а не 300 Ампер на одной и
100 Ампер на другой. Это позволит снизить
вероятность блокировки и отключения источников.
В основном, параллельное
двух источников не эффективно, это обусловлено
требованиями по напряжению в данном диапазоне
мощности.
Перед началом работы установите регуляторы
выходной мощности “OUTPUT” и рукоятки
настройки функции индуктивности сварочного
контура “ARC CONTROL” в одинаковое положение
на обоих источниках. Для регулировки баланса
величин сварочных токов источников и
поддержания требуемого значения напряжения
дуги или тока
“OUTPUT”. Регуляторы “ARC CONTROL” должны
находится на обеих машинах в одинаковом
положении.
подачи к сварочному источнику
чтобы
включенных более
используются только регуляторы
V350-PRO
Page 9
Раздел А УСТАНОВКА А-5
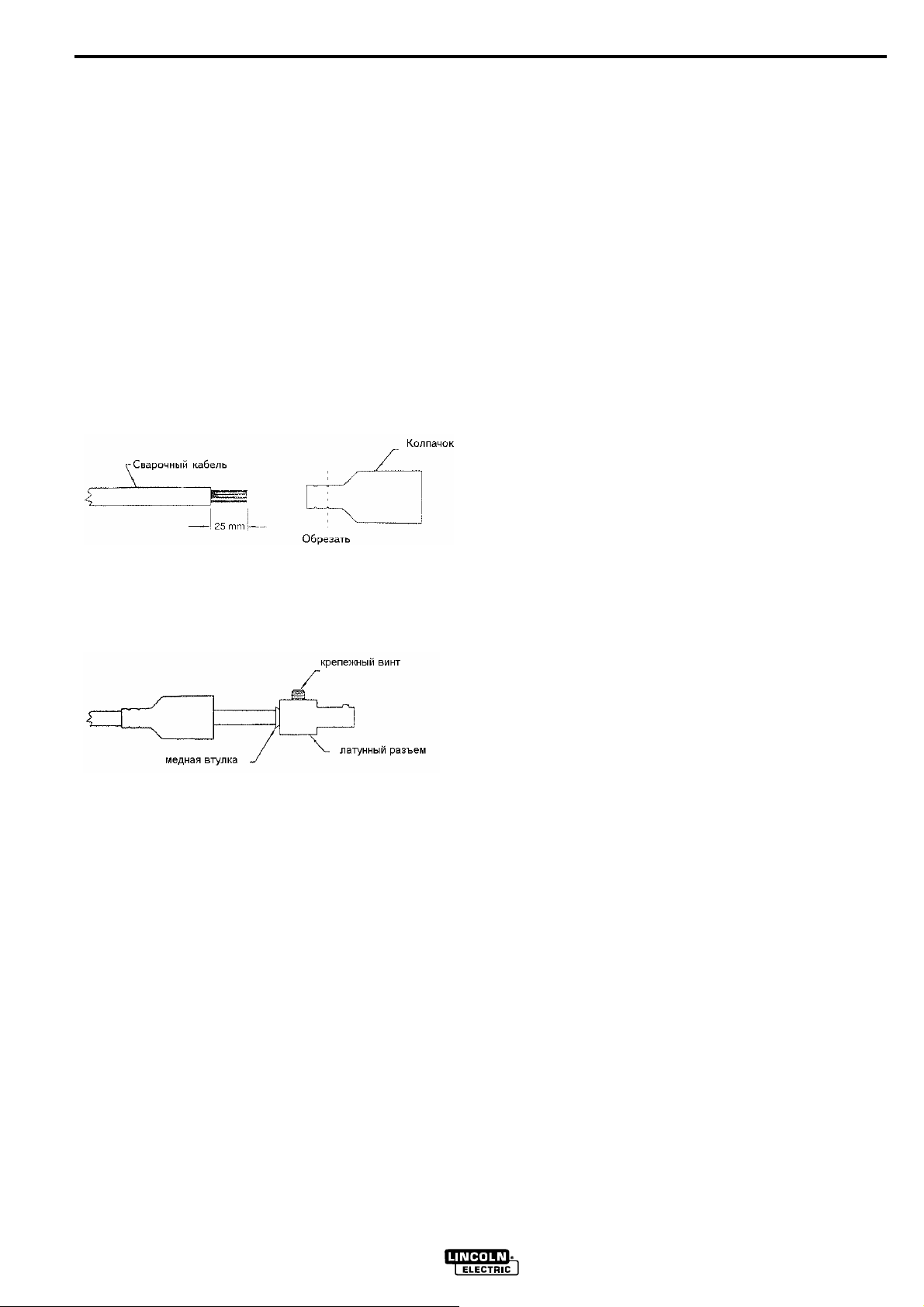
Быстросъемные разъемы типа Twist-Mate
Быстросъемные разъемы типа Twist-Mate
используются для подключения сварочных
кабелей к выходным терминалам аппарата.
Разъемы, включаемые в комплект поставки
Invertec V350-PRO, предназначены для
подключения сварочного кабеля сечением # 1/0 -
2/0 AWG (53,5 – 67,4 мм
1. Удалите изоляцию с концевого участка
сварочного кабеля длиной порядка 25 мм.
2. С помощью мыла или другого смазочного
вещества натяните колпачок на зачищенный
конец кабеля. Торец колпачка может быть
обрезан, чтобы облегчить насадку колпачка
на сварочный кабель того или иного
диаметра.
2
).
3. Вставьте медную трубку в латунный штекер.
4. Вставьте оголенный конец кабеля в медную
трубку.
5. Затяните крепежный винт так чтобы
сдеформировать медную трубку в штекере.
Винт должен обеспечить необходимое усилие
для крепкого закрепления сварочного кабеля.
В затянутом положении винт должен быть
полностью утоплен в корпусе латунного
штекера.
6. Натяните резиновый колпачок на латунный
штекер. Колпачок должен полностью
закрывать все токопроводящие поверхности.
Только после этого штекер
подсоединяется к
выходному терминалу источника питания.
V350-PRO
Page 10
Раздел
ЭКСПЛУАТАЦИЯ Б-1
Б
ЭКСПЛУАТАЦИЯ
! ВНИМАНИЕ !
Электрический шок опасен для
жизни
• Не касайтесь оголенных
ОБЩЕЕ ОПИСАНИЕ МАШИНЫ
СВАРОЧНЫЙ ИСТОЧНИК
INVERTEC V350-PRO
Invertec V350-PRO – универсальный инверторный
сварочный источник. Он обладает жесткой и
крутопадающей вольтамперной характеристикой.
Аппарат обеспечивает 350 А и 34 В при ПВ 60%.
Источник исполнен в трех модификациях,
удовлетворяющих требованиям американского,
европейского и ряда других стандартов на
электротехническое оборудование. Модификации
отличаются друг от друга напряжением сети
питания. Кроме того, модель “СЕ” оснащена
сетевым фильтром.
Упрощенная
подключения контрольных кабелей и контуров
частей, находящихся под
напряжением, таких как
выходные контакты или
внутренняя проводка.
• Оборудование должно быть
изолированно и заземлено.
• Всегда работайте в сухих
изолирующих перчатках.
Газы и аэрозоли опасны для
здоровья
• Не допускайте ситуаций, при
которых органы дыхания
располагаются в области
распространения сварочных
газов.
• Применяйте вентиляцию или
вытяжку для удаления газов и
аэрозолей из зоны дыхания.
Искры могут вызвать
возгорание или привести к
взрыву.
• Уберите из рабочей зоны все
пожароопасные материалы.
• Не проводите сварку на
резервуарах, содержащих
взрывоопасные вещества.
Излучение дуги опасно.
• Используйте средства защиты
глаз и тела.
модель не имеет разъемов для
вспомогательной мощности для питания
механизмов подачи. К универсальной и “СЕ”
модели возможно подключение механизмов
подачи. Они оборудованы соответствующими
разъемами и обеспечивают механизм подачи
требуемым напряжением питания.
ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ
Источник питания Invertec V350-PRO нормирован
на ток 350 Ампер при ПВ=60%. Так же, аппарат
обеспечивает сварочный ток не менее 275 Ампер
при работе на ПВ=100%. Базовый цикл при замере
показателя ПВ - 10 минут.
НАЗНАЧЕНИЕ И ФУНКЦИОНИРОВАНИЕ
ОРГАНОВ УПРАВЛЕНИЯ
ПАНЕЛЬ УПРАВЛЕНИЯ
1. ЦИФРОВОЙ АМПЕРМЕТР (“Amps”)
• Перед началом ручной дуговой сварки
штучным электродом или аргонодуговой
сварки неплавящимся электродом цифровой
амперметр отображает предварительно
установленную величину сварочного тока с
точностью +/- 2 А на токах до 100 А или +/- 3%
на токах свыше 100 А (3 А при 100 А).
• Перед началом полуавтоматической сварки
на жесткой характеристике на амперметре
высвечиваются только
предварительная установка сварочного тока
не производится.
• В процессе сварки амперметр отображает
действующее значение сварочного тока.
• После окончания сварочного процесса
амперметр в течение 5 с продолжает
высвечивать последнее действовавшее
значение сварочного тока. В этом режиме
амперметр будет мигать.
2. ЦИФРОВОЙ ВОЛЬТМЕТР (“Volts”)
• Перед началом полуавтоматической сварки
на
жесткой вольтамперной характеристике
цифровой вольтметр отображает
предварительно установленное значение
напряжения дуги с точностью +/- 0,5 В.
• Перед началом ручной дуговой сварки
штучными электродами или аргонодуговой
сварки неплавящимся электродом вольтметр
отображает напряжение холостого хода
источника или высвечивает только точки, если
сварочные терминалы Invertec V350-PRO
отключены.
• В процессе сварки вольтметр отображает
действующее напряжение дуги.
•
После окончания сварки вольтметр в течение
5 с высвечивает последнее действовавшее
значение напряжения дуги. При этом дисплей
будет мигать.
точки, показывая, что
V350-PRO
Page 11

Раздел
Б
ЭКСПЛУАТАЦИЯ Б-1
3. РЕГУЛЯТОР ВЫХОДНОЙ МОЩНОСТИ
(“OUTPUT”)
• Регулировка выходной мощности (сварочного
тока или напряжения дуги) производится с
помощью только одного потенциометра.
• Установленное значение сварочного
параметра отображается либо на
амперметре, либо на вольтметре.
• В режиме аргонодуговой сварки регулятор
устанавливает максимальный сварочный ток
в требуемом диапазоне управления.
Регулировка тока от минимального значения
до максимального производится пультом
дистанционного управления Amptrol
педального или ручного типа.
4. КНОПКА УПРАВЛЕНИЯ СВАРОЧНЫМИ
ТЕРМИНАЛАМИ (“WELD TERMINALS”)
• При установке кнопки в позицию “ON”
(“Включены”) на выходных сварочных
терминалах источника всегда присутствует
напряжение (в основном устанавливается для
ручной дуговой сварки).
• При установке кнопки в позицию “REMOTE”
(“Дистанционное управление”) напряжение на
выходных сварочных
отсутствует. Только при нажатии кнопки
“Старт/Стоп” сварочной горелки на выходные
терминалы будет подано напряжение.
• При включении сварочного источника Invertec
V350-PRO происходит автоматическая
установка режима работы сварочных
терминалов:
для Упрощенной модели кнопка всегда
находится в положении “ON” (“Включены”);
для Универсальной и “CE” модели кнопка
находится:
при ручной дуговой сварке - в положении
(“Включены”)
терминалах источника
“ON”
V350-PRO
при полуавтоматической и аргонодуговой
сварке - в положении “REMOTE”
(“Дистанционное управление”) или “ON”
(“Включены”) в зависимости от того,
подключен или нет контрольный кабель.
При использовании любой модели сварочного
источника кнопка управления сварочными
терминалами может быть установлена в любое
положение. Источник запоминает выбранное
положение и сохраняет его до момента
выключения.
5. ИНДИКАТОР
ЗАЩИТЫ
• Индикатор загорается при нарушении
температурного режима функционирования
сварочного источника. Если кнопка
управления сварочными терминалами
источника находится в положении “ON”, то она
начинает мигать. Это процесс продолжается
до тех пор, пока источник не охладится до
приемлемой температуры.
• Если в процессе сварки кнопка управления
сварочными терминалами установлена в
положение “REMOTE”,
индикатора термостатической защиты
необходимо отжать кнопку “Старт/Стоп”
сварочной горелки. Когда источник
охладиться, установиться нормальная
температура и индикатор погаснет, нажмите
кнопку “Старт/Стоп” горелки и продолжите
сварку.
6. КНОПКА УСТАНОВКИ РЕЖИМА
УПРАВЛЕНИЯ ВЫХОДНОЙ МОЩНОСТЬЮ
(“CONTROL”)
• Двух позиционная кнопка, отображающая
режим управления выходной мощностью
сварочного источника. Режим автоматически
определяется
ТЕРМОСТАТИЧЕСКОЙ
при срабатывании
источником при включении.
Page 12

Раздел
ЭКСПЛУАТАЦИЯ Б-2
Б
• Если управление выходной мощностью
осуществляется непосредственно с панели
управления источника, то высвечивается
надпись “LOCAL” (“Местная регулировка”).
• Если регулировка выходной мощности
производится с пульта дистанционного
управления или с панели механизма подачи,
то высвечивается надпись :REMOTE”
(“Дистанционное управление”).
Режим управления выходной мощностью можно
установить и в ручную, нажимая данную кнопку.
Источник запоминает
сохраняет его до момента выключения.
Скрытая панель управления
Скрытая съемная панель управления находится в
средней части лицевой панели. С целью защиты
установленных на нее органов управления панель
закрыта крышкой.
7. КНОПКА ВЫБОРА СВАРОЧНОГО
ПРОЦЕССА (“WELD MODE”)
Кнопка позволяет выбрать требуемый сварочный
процесс. При этом источник формирует
необходимую для данного процесса выходную
вольтамперную характеристику. С помощью
кнопки можно установить следующие процессы
сварки
РУЧНАЯ ДУГОВАЯ СВАРКА ШТУЧНЫМ
ЭЛЕКТРОДОМ НА КРУТОПАДАЮЩЕЙ
ХАРАКТЕРИСТИКЕ (“CC-STICK SOFT”): При этом
обеспечивается плавная регулировка сварочного
тока в диапазоне от 5 до 425 А. Данная
вольтамперная характеристика применяется в
основном для ручной дуговой сварки электродами
с основным видом покрытия и дуговой строжки
угольным электродом.
• Дуговая строжка угольным электродом:
• Регулятор “Горячий старт” (“HOT START”)
• В данном режиме регулятор “Индуктивности
:
сварочный ток регулируется до 425
величина определяется в зависимости от
диаметра угольного электрода.
Рекомендуемый максимальный диаметр
угольного электрода – 5/16” (8,0 мм).
управляет стартовым током в момент
зажигания дуги. Диапазон регулировки
стартового тока от “0” – минимума (в момент
зажигания дуги действует установленная
величина сварочного тока) до “10” –
максимума (в момент зажигания дуги
действует удвоенная установленная
сварочного тока).
выходного сварочного контура” (“ARC
CONTROL”) управляет током короткого
замыкания. При установке регулятора в
позицию “-10” сварочная дуга становится
более “мягкой” и снижается уровень
разбрызгивания. Максимальное значение – “+
выбранное положение и
А. Его
величина
V350-PRO
10” приводит к более “жесткой” дуге и
позволяет избежать залипания электрода.
РУЧНАЯ ДУГОВАЯ СВАРКА ШТУЧНЫМ
ЭЛЕКТРОДОМ НА ПОЛОГОПАДАЮЩЕЙ
ХАРАКТЕРИСТИКЕ (“CC-STICK CRISP”): При
этом обеспечивается плавная регулировка
сварочного тока в диапазоне от 5 до 425 А. Данная
вольтамперная характеристика рекомендуется для
ручной дуговой сварки электродами с
целлюлозным видом покрытия и в первую
очередь для сварки трубопроводов.
• Регулятор “Горячий старт” (“HOT START”)
управляет стартовым током в момент
зажигания дуги. Стартовый ток увеличивается
до 25 % от предварительно
величины сварочного тока. При установке
регулятора в позицию “5” стартовый ток равен
предварительно установленной величине
сварочного тока.
• “Индуктивность выходного сварочного
контура” (“ARC CONTROL”) регулирует угол
наклона вольтамперной характеристики.
Наклон характеристики влияет на силу
давления дуги. Особое значение это имеет
при сварке корневого шва с зазором. При
установке максимального значения
индуктивности – “ – 10 ” наклон статической
вольтамперной характеристики в рабочей
точке – максимальный. При сварке
заполняющих и облицовочных слоев, когда
сварщик совершает поперечные и
продольные колебания электродом,
необходимо обеспечить минимальное
изменение сварочного тока для равномерного
проплавления кромок. В данном режиме
происходит стабилизация сварочного тока. Он
незначительно меняется при изменении
длины дуги. В положении “ + 10 ” наклон
статической вольтамперной характеристики
рабочей точке – минимальный. Напряжение
холостого хода уменьшается. При этом
обеспечивается максимальный контроль над
сварочной дугой. Изменение длины дуги
приведет к изменению величины сварочного
тока. Данный режим рекомендуется при
сварке корневого шва с зазором, когда
сварщику необходимо компенсировать все
неточности сборки стыка – смещение кромок,
изменение зазора и притупления по длине
стыка
и обеспечить гарантированный провар.
При сварке корневого шва трубы с зазором на
спуск регулятор “ARC CONTROL”
устанавливается в положение “+8” – “+10”.
• Во время сварки специальный контур
восстановления дуги увеличивает
напряжение, не давая дуге оборваться. Он
функционирует только при горении дуги и его
работа не зависит от напряжения холостого
хода источника.
установленной
в
Page 13

Раздел
ЭКСПЛУАТАЦИЯ Б-3
Б
АРГОНОДУГОВАЯ СВАРКА (“TIG GTAW”):
Диапазон регулировки сварочного тока в режиме
аргонодуговой сварки составляет 5 - 425 А.
Возбуждение дуги возможно точечным касанием
или с помощью осциллятора, установленного на
TIG модуле.
• С помощью регулятора “Горячий старт” (“HOT
START”) выбираются наиболее
благоприятные условия для возбуждения дуги
тем или иным способом. Для возбуждения
дуги точечным касанием регулятор
устанавливают
этом напряжение холостого хода
регулируется до 10 В, а ток короткого
замыкания поддерживается на уровне 25 А
независимо от установленного рабочего
значения сварочного тока. После плавного
отрыва неплавящегося электрода от
поверхности изделия возбуждается дуга, и
сварочный ток выходит на рабочее значение.
В диапазоне от “0” до “5” регулятор “Горячий
Старт
” управляет величиной стартового тока в
момент зажигания дуги.
• Для возбуждения дуги с помощью
осциллятора регулятор ”Горячий старт”
устанавливается в положение от “5” до “10”. В
этом режиме напряжение холостого хода
регулируется в пределах от 50 до 70 В. При
использовании источника Invertec V-350 PRO
с TIG модулем К930-1 регулятор
устанавливают в положение “10”,
обеспечивающее максимальное напряжение
холостого хода.
• Регулятор “ARC CONTROL” не используется.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СПЛОШНОЙ
ПРОВОЛОКОЙ В ЗАЩИТНОМ ГАЗЕ (“CV-WIRE”):
Регулировка напряжения дуги осуществляется в
диапазоне от 10 до 40 В. Режим предназначен для
полуавтоматической сварки проволокой
сплошного сечения, порошковой проволокой и
проволокой, содержащей металлический порошок.
• Регулятор “HOT START” в данном случае не
используется.
• Регулятор “ARC CONTROL” (“Регулировка
индуктивности сварочного контура”)
управляет
регулятора в положение “-10”
устанавливается максимальная
индуктивность выходного сварочного контура
и снижается влияние Пинч-эффекта.
Изменение длины дуги практически не влияет
на величину сварочного тока. Для
полуавтоматической сварки проволокой
сплошного сечения с использованием смесей
на основе инертных газов рекомендуется
устанавливать регулятор “ARC CONTROL” на
низкие значения. Установка регулятора в
позицию
влияние Пинч-эффекта и более “жесткую”
дугу. Это рекомендуется для
“+10” обеспечивает максимальное
на отметку не выше “5”. При
Пинч-эффектом. При установке
полуавтоматической сварки порошковой
проволокой и сварки сплошной проволокой в
среде углекислого газа.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
САМОЗАЩИТНОЙ ПОРОШКОВОЙ
ПРОВОЛОКОЙ (“CV-FLUX CORED”): Данный
режим обеспечивает регулировку напряжения дуги
в пределах от 10 до 45 В. Он специально
разработан для полуавтоматической сварки
самозащитной порошковой проволокой
требует жесткий контроль напряжения дуги.
• Регулятор “HOT START” в режиме “CV-FLUX
CORED” не используется.
• Регулятор “ARC CONTROL” управляет Пинч эффектом. В позиции - “-10” устанавливается
максимальная индуктивность выходного
сварочного контура и снижается влияние Пинч
- эффекта. Изменение длины дуги
практически не влияет на величину
сварочного тока. Установка регулятора в
позицию “+10” обеспечивает максимальное
влияние Пинч дугу. Для большинства самозащитных
порошковых проволок рекомендуется
устанавливать “ARC CONTROL” в позицию
“5”.
8. РЕГУЛЯТОРЫ “HOT START” (“ГОРЯЧИЙ
СТАРТ”) И “ARC CONTROL” (“РЕГУЛЯТОР
ИНДУКТИВНОСТИ СВАРОЧНОГО
КОНТУРА”): В зависимости от выбранного
способа сварки эти регуляторы выполняют
различные функции, которые были
представлены в позиции #7.
9. ВЫХОДНЫЕ СВАРОЧНЫЕ ТЕРМИНАЛЫ:
Выходные сварочные терминалы выполнены
виде быстросъемных разъемов типа Twist-
в
Mate.
• При установке газового клапана
отрицательный терминал подключается к
системе подачи газа.
10. СЕТЕВОЙ ВЫКЛЮЧАТЕЛЬ (“ON/OFF”):
Выключатель оборудован трехфазным
предохранителем на 100 А для каждой фазы.
11. ТУМБЛЕР ПОЛЯРНОСТИ ВОЛЬТМЕТРА
МЕХАНИЗМА ПОДАЧИ: Тумблер
обеспечивает правильное чтение напряжение
дуги вольтметром механизма подачи.
Установка тумблера в позицию “-“
соответствует
обратной. Тумблер не изменяет полярность
при сварке.
12. 6-ТИ КОНТАКТНЫЙ РАЗЪЕМ ДЛЯ
ПОДКЛЮЧЕНИЯ ПУЛЬТА
ДИСТАНЦИОННОГО УПРАВЛЕНИЯ.
эффекта и более “жесткую”
прямой полярности, а в “+” –
, которая
V350-PRO
Page 14

Раздел
ЭКСПЛУАТАЦИЯ Б-4
Б
ВЫХОДНЫЕ РАЗЪЕМЫ
Сварочный источник Invertec V-350 Pro
автоматически распознает подключение пульта
дистанционного управления к 6-ти контактному
разъему или контрольного кабеля к одному из 14ти контактных разъемов и устанавливает аппарат
в режим дистанционного управления. Если при
подключении или отключении кабелей от
указанных разъемов сварочный источник не
переходит в режим дистанционного или местного
управления, то сварщик может
“CONTROL” и “WELDING TERMINALS” установить
необходимый ему режим.
Жесткая вольтамперная характеристика –
режимы: “CV-FLUX CORED” и “CV-WIRE”
• Дистанционное управление сварочным
напряжением от 14-ти контактного разъема
возможно, если одновременно подключены
пульт дистанционного управления к 6-ти
контактному разъему и контрольный кабель
механизма подачи к одному из 14-ти
контактных разъемов. Одновременно только к
одному
подключаться контрольный кабель. Если ни к
одному из 14-ти контактных разъемов не
подключен контрольный кабель, то
дистанционное управление напряжением
может осуществляться пультом,
подсоединенным к 6-ти контактному разъему.
• Если к одному указанных разъемов
подключен контрольный кабель, то кнопка
“WELDING TERMINALS” автоматически
устанавливается в режим “REMOTE”
(“Дистанционное управление выходными
сварочными терминалами”). Если к разъемам
ничего не подключено, то кнопка “WELDING
TERMINALS” находится в состоянии “ON”
(“Включены”).
Аргонодуговая сварка- режим: “TIG GTAW”
• Дистанционное управление сварочным током
от 6-ти контактного разъема возможно, если
одновременно подключены пульт
дистанционного управления к 6-ти
контактному разъему и контрольный кабель к
одному из 14-ти контактных разъемов. Если к
6-ти контактному разъему ничего не
подключено, то дистанционное управление
сварочным током выполняется через один из
14-ти контактных разъемов.
• Если к одному указанных разъемов
подключен контрольный кабель, то кнопка
“WELDING TERMINALS” автоматически
устанавливается в режим “REMOTE”
(“Дистанционное управление выходными
сварочными терминалами”). Если к разъемам
ничего не подключено, то кнопка “WELDING
TERMINALS” находится в
(“Включены”).
из 14-ти контактных разъемов может
с помощью кнопок
состоянии “ON”
V350-PRO
Крутопадающая вольтамперная
характеристика- режимы: “CC-STICK SOFT” и
“CC-STICK CRISP”
• Дистанционное управление сварочным током
осуществляется с помощью пульта,
подключенного к 6-ти контактному разъему.
• Независимо от того, подключен или нет к
источнику пульт дистанционного управления,
кнопка “WELDING TERMINALS” всегда
находится в состоянии “ON” (“Включены”).
Регулировка выходной мощности
• Регулировка выходной мощности INVERTEC
V-350 Pro осуществляется
потенциометра “OUTPUT”, подключенного к
проводами ## 75, 76 и 77. Контакт #76 –
скользящий. С контактов проводов #76 и 75
снимается постоянное напряжение - 0 ÷ 10 В.
• Контрольный кабель механизма подачи
подключается к одному из 14-ти контактных
разъемов. На этих разъемах контакт провода
#75 обозначен буквой G, #76 – F, а #77 – E.
• Пульт дистанционного управления выходной
мощностью подключается к 6-ти контактному
разъему. На
#75 обозначен буквой C, #76 – B, а #77 – A.
Потенциометр для регулировки выходной
мощности
• Сопротивление потенциометра измеряется от
2000 Ом до 10,000 Ом.
• Потенциометр подключается к контактам
проводов ##75, 76 и 77. Контакт провода #76 –
скользящий. Выходная мощность источника
снижается при приближении контакта #76 к
контакту #75. Максимальная мощность
достигается, когда скользящий контакт #76
располагается у контакта #77.
Дистанционное управление сварочным током
•
осуществляется с помощью пультов: К857 –
пульт дистанционного управления для ручной
дуговой сварки штучными электродами; К812
– пульт дистанционного управления для
аргонодуговой сварки ручного типа и К870 –
пульт дистанционного управления для
аргонодуговой сварки педального типа.
Регулировочное напряжение
• Регулировочное напряжение, подаваемое на
потенциометр, изменяется от 0 до 10 В. 0 В
подается на контакт #76 при минимальной
выходной мощности и 10 В при максимальной.
Дистанционное управление выходными
сварочными терминалами
• Сварочные терминалы Invertec V350-Pro
могут управляться через 6-ти контактный и
оба 14-ти контактных разъема. На контур
управления выходными терминалами
подается постоянное напряжение холостого
хода равное 15 В. Сопротивление между
данном разъеме контакт провода
с помощью
Page 15

Раздел
ЭКСПЛУАТАЦИЯ Б-5
Б
контактами контура управления в указанных
разъемах должно быть не менее 100 Ом.
• На 14-ти контактных разъемах контакты
контура управления выходными терминалами
обозначены буквами C (провод #2) и D
(провод #4). Контакт С – положительный.
• На 6-ти контактном разъеме контакты контура
управления выходными терминалами
обозначены буквами D (провод #2) и E
(провод #4). Контакт D – положительный.
ОСНОВНЫЕ ОСОБЕННОСТИ И
ПРЕИМУЩЕСТВА
• Invertec V350-Pro – универсальный
инверторный сварочный источник с
диапазоном регулировки сварочного тока от 5
до 425 А.
• Возможность предварительной установки
сварочных параметров.
• Компенсация колебаний напряжения
питающей сети в пределах +
• Высокий коэффициент мощности и отличные
сварочно-технологические характеристики.
• Компактный и легкий.
• Микропроцессорное управление сварочными
параметрами.
• Электронная и термостатическая защита от
превышения тока и перегрева со
светодиодным индикатором.
• Ручной переключатель входного напряжения,
позволяющий быстро установить требуемое
напряжение сети питания.
• Вспомогательные контура на 42 и 115В
переменного
механизмов. Каждый контур имеет
предохранитель релейного типа.
• Автоматическая установка режима работы
выходных сварочных терминалов и
регулировки выходной мощности аппарата
(местный или дистанционный) при
подключении пульта дистанционного
управления или контрольного кабеля.
• Модульная система сборки.
• Индикаторы состояния сварочного источника
для быстрого поиска неисправностей.
• Предохранитель
• Специальный вентилятор, автоматически
включающийся при необходимости
охлаждения. Тем самым, он уменьшает
количество пыли, попадающей в источник, и
снижает расход электроэнергии.
• Надежная конструкция. Прочный корпус с
защитными приспособлениями,
предотвращающими повреждения при
транспортировке.
• Источник спроектирован в соответствии со
стандартом IEC 974-1.
тока для питания подающих
входного контура.
10%.
• Класс защиты – IP23S.
• В комплект источника входит сетевой
длиной 3 м.
Вспомогательные контура питания
• Два 14-ти контактных разъема,
расположенные на задней панели сварочного
источника, имеют выходы вспомогательных
контуров питания на 24, 42 и 115 В
переменного тока. (Упрощенная модель
К1728-2 сварочного источника Invertec V350Pro не имеет 14-ти контактных разъемов). Эти
контура подают питающее напряжение на
электродвигатель механизма подачи или TIG
модуль.
•
Ток 115 В контура составляет 2 А. Контур
защищен предохранителем на 2,5 А.
• Ток 42 В контура равен 5,5 А. Контур защищен
предохранителем на 6 А.
• Ток в 24 В контура составляет 5,5 А. Контур
защищен предохранителем на 6 А.
Ограничения
• Invertec V350-Pro не рекомендуются для
процессов не представленных в данном
Руководстве.
• Рекомендуемое оборудование и аксессуары
представлены
Рекомендуемые процессы сварки
• Ручная дуговая сварка штучным электродом.
• Электродуговая строжка угольным
электродом.
• Полуавтоматическая сварка сплошной и
порошковой проволокой в среде защитного
газа.
• Полуавтоматическая сварка самозащитной
порошковой проволокой.
• Аргонодуговая сварка.
в данном Руководстве.
кабель
V350-PRO
Page 16

Раздел
АКСЕССУАРЫ В-1
В
ДОПОЛНИТЕЛЬНЫЕ
АКСЕССУАРЫ
Рекомендуемые аксессуары для упрощенной
модели Invertec V350-Pro – K1728-2
• Для всех сварочных процессов регулировка
выходной мощности осуществляется на
панели управления Invertec V350-Pro с
помощью регулятора “OUTPUT”. На выходных
сварочных терминалах всегда присутствует
напряжение.
К930-1 TIG Модуль
К428, К446, К449 Механизм подачи LN-25
Рекомендуемые аксессуары для
универсальной модели Invertec V350-Pro –
K1728-1
• В отличие от упрощенной модели
универсальная модель Invertec V350-Pro
оснащена
контрольного кабеля механизма подачи.
• Данная модель обеспечивает питающее
напряжение для электродвигателей
механизмов подачи: 24, 42 и 115 В.
К857 Пульт дистанционного
К814 Кнопка “Старт / Стоп”
К812 Пульт дистанционного
блоком для подключения
управления для ручной
дуговой сварки штучными
электродами
горелки для аргонодуговой
сварки
управления ручного типа
для аргонодуговой сварки
К870 Пульт дистанционного
управления педального
для аргонодуговой сварки
К930-1 TIG Модуль
К428, К446, К449 Механизм подачи LN-25
К316L Механизм подачи LN-23P
К617,К618(-1или–2) Механизм подачи LN-742
К440(-1), К567-1 Механизм подачи LN-7 GMA
К1559-1, К1564-1 Механизм подачи LN-10
К1499-1, К1521-1 Механизм подачи DH-10
“CE” Модель – К1728-3
• Модель “CE” – это универсальная модель
Invertec V350-Pro оборудованная сетевым
фильтром в соответствии с требованиями
Европейского стандарта EMC.
На универсальную и “CE” модель могут быть
•
дополнительно установлены следующие
аксессуары:
К1762-1 Комплект газового соленоида
для аргонодуговой сварки
К1763-1 Панель выбора процесса сварки
Для всех моделей Invertec V350-Pro
К1764-1 Тележка
типа
V350-PRO
Page 17

Раздел Г ОБСЛУЖИВАНИЕ Г-1
ТРЕБОВАНИЯ ПО
БЕЗОПАСНОСТИ
! ВНИМАНИЕ !
Электрический шок опасен для
• Не касайтесь оголенных
ПРОЦЕДУРА РАЗРЯДКИ ВХОДНЫХ
КОНДЕНСАТОРОВ
1. Подберите резистор с сопротивлением 25 Ом
мощностью 25 Ватт.
2. Проводя разрядку конденсатора, работайте в
перчатках, обеспечивающих изоляцию от
токопроводящих элементов. НЕ
ДОТРАГИВАЙТЕСЬ ДО ТЕРМИНАЛОВ
КОНДЕНСАТОРА. Замкните резистором две
шестигранные головки терминалов
конденсатора, как показано на рисунке.
Держите резистор в данном положении в
течение одной секунды. Повторите процедуру
для второго конденсатора на другой стороне
машины.
3. Используя вольтметр постоянного тока,
проверьте отсутствие напряжения на
выходных терминалах каждого конденсатора.
частей, находящихся под
напряжением, таких как
выходные контакты или
внутренняя проводка.
• Оборудование должно быть
изолированно и заземлено.
• Всегда работайте в сухих
изолирующих перчатках.
Взрыв может привести к
несчастному случаю
• Неисправные элементы могут
привести к взрыву или
послужить причиной взрыва
других элементов, когда
оборудование подключено к
сети питания.
• Проводя сервисное
обслуживание, всегда
работайте в защитной маске и
одежде с длинными рукавами.
V350-PRO
ВИЗУАЛЬНАЯ ПРОВЕРКА
Снимите крышку корпуса и очистите от грязи и
пыли внутренние компоненты машины, используя
поток воздуха низкого давления. Затем проведите
визуальную инспекцию всех элементов машины.
Обратите особое внимание на проявления
перегрева компонентов, убедитесь в отсутствии
обрывов в электропроводке. Тщательная
визуальная проверка машины может выявить
многие проблемы.
ПОСТОЯННОЕ ОБСЛУЖИВАНИЕ
1. Каждые шесть месяцев источник следует
прочищать от пыли и грязи потоком воздуха
низкого давления. Сохраняя машину чистой,
вы повышаете ее надежность и
обеспечиваете нормальную
функционирование системы охлаждения.
Особое внимание уделите чистоте
следующих элементов:
• все печатные платы;
• тумблер включения “Сеть”;
• основной трансформатор;
• входной выпрямитель (расположенный перед
вентилятором);
• ребра радиатора.
2. Постоянно проверяйте корпус машины на
предмет наличия повреждений. При
необходимости проведите ремонт. Следите
за состоянием корпуса, чтобы гарантировать,
что элементы источника, находящиеся под
высоким напряжением, защищены и
соблюдается допустимое расстояние от них
до стенок корпуса. Все наружные винты,
крепящие корпус, должны быть на своих
местах, чтобы
непрерывность контура заземления.
обеспечить его прочность и
ПЕРИОДИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Контур защиты от перегрузок
Invertec V350-Pro имеет контур защиты от
повышенных выходных токов. Если выходное
значение тока превысит 430 Ампер, электронный
защитный контур автоматически понизит ток до
уровня 100 Ампер. После этого машина будет
продолжать работать на пониженном токе до тех
пор, пока защитный контур не переустановится.
Переустановка происходит только после снятия
выходной нагрузки.
Защита от перегрева
Машина снабжена термостатической защитой от
превышения рабочих температур. Причинами
повышенных температур могут явится: недостаток
охлаждающего воздуха, превышение ПВ и
выходной нагрузки в процессе работы машины.
Page 18

Раздел Г ОБСЛУЖИВАНИЕ Г-2
Если произойдет недопустимое повышение
рабочей температуры, то термостат отключит
выходное напряжение или ток. При этом цифровой
индикатор на источнике останется в рабочем
состоянии.
Термостаты самовосстанавливаются в процессе
охлаждения машины. Если термостаты сработали
в результате чрезмерной выходной нагрузки или
превышения ПВ, а вентилятор работает
нормально, то тумблер “Сеть” можно оставить
включенным.
произойдет в течение 15 минут. В случае, если
При этом включение машины
вентилятор перестал работать по причине
неисправности или воздухозаборные каналы не
обеспечивают свободного прохождения
охлаждающего воздуха, необходимо отключить
машину тумблером “Сеть” примерно на 15 минут
для того, чтобы термостаты переустановились.
Следует, так же, устранить причины остановки
вентилятора или засорения воздухозаборных
каналов.
V350-PRO
Page 19

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-1
КАК ПОЛЬЗОВАТЬСЯ РУКОВОДСТВОМ
ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ
! ВНИМАНИЕ !
Сервисное обслуживание и ремонт следует проводить только с использованием персонала,
подготовленного на фирме “Lincoln Electric”. Несанкционированный ремонт этого оборудования
может представлять опасность для персонала его выполняющего, а также делает
недействительной заводскую гарантию на ваш агрегат. Для вашей безопасности и для избежания
поражения электрическим током, пожалуйста, ознакомьтесь со всеми требованиями по
безопасности и
Это рекомендации по устранению неисправностей
представлено в данном Руководстве, чтобы
помочь вам найти и устранить возможную
неисправность в агрегате. Ознакомьтесь с тремя
этапами процедуры представленной ниже.
Этап 1. Выявите проблему (симптом)
Взгляните на колонку под названием “Проблема
(Симптом)”. В этой колонке описываются
возможные симптомы, которые может проявить
неисправный агрегат. Найдите описание
наилучшим образом характеризует данный
симптом. Симптомы сгруппированы по следующим
категориям: проблемы с двигателем, проблемы
функционирования агрегата и проблемы с
выходной мощностью.
Если по каким-либо причинам вы не поняли процедуры тестирования или не можете
самостоятельно выполнить тест или ремонт, - обратитесь к местной Авторизованной Службе
Технического Обслуживания компании Lincoln Electric за рекомендациями и пояснениями к
изложенным в данном Разделе процедурам.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
предупреждениями, представленными в настоящем Руководстве.
Этап 2. Внешнее тестирование
Вторая колонка под названием “Возможные
причины” представляет список обычных причин,
которые могут привести к соответствующим
симптомам неисправностей агрегата. Выполните
приведенные тесты/проверки, указанные в списке
В основном эти тесты могут быть проведены без
удаления крышки корпуса агрегата.
Этап 3. Рекомендуемые действия
Если вы исчерпали все возможности исправить
, которое
возникшую неисправность, изложенные на втором
этапе, свяжитесь с вашей местной
Авторизованной Службой Технического
Обслуживания компании Lincoln Electric.
! ОСТОРОЖНО !
V350-PRO
.
Page 20

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-2
ПРОБЛЕМА
(СИМПТОМ)
ВОЗМОЖНЫЕ
ПРИЧИНЫ
1. Явные механические
или электрические
повреждения,
обнаруженные при
снятии корпуса
сварочного источника
1. Перегорел плавкий
сетевой
предохранитель или
сработало входное
предохранительное
реле источника.
1. Сварочный источник не
включается.
Если по каким-либо причинам вы не поняли процедуры тестирования или не можете
самостоятельно выполнить тест или ремонт, - обратитесь к местной Авторизованной Службе
Технического Обслуживания компании Lincoln Electric за рекомендациями и пояснениями к
изложенным в данном Разделе процедурам.
1. Обратитесь к местной
Авторизованной Службе Технического
Обслуживания компании Lincoln
Electric за помощью в устранении
технической неисправности.
1. Убедитесь, что допустимый ток
сетевого предохранителя и входного
предохранительного реле источника
соответствует рекомендуемой
величине. В разделе “УСТАНОВКА”
представлены рекомендуемые
размеры предохранителей.
2. Высокое значение сварочного тока
или ПВ. Снизьте величину сварочного
тока и ПВ.
3. Внутреннее повреждение сварочного
источника. Обратитесь к
Авторизованной Службе Технического
Обслуживания компании Lincoln
Electric за помощью в устранении
технической неисправности.
1. Убедитесь, что сетевой выключатель
находится в положении “ON”
(“Включено”).
2. Сработало предохранительное реле
на панели установки входного
напряжения. Переустановите реле.
Проверьте правильность подключения
входного напряжения.
3. На панели установки входного
напряжения неправильно выбрано
сетевое напряжение. В соответствии
со схемой, представленной на крышке
отсека панели установки входного
напряжения,
выбора сетевого напряжения.
! ОСТОРОЖНО !
ПРОБЛЕМА
(СИМПТОМ)
ВОЗМОЖНЫЕ
ПРИЧИНЫ
местной
проверьте правильность
РЕКОМЕНДУЕМЫЕ
ДЕЙСТВИЯ
1. Если указанные
рекомендации ни к чему не
привели, то следует
обратиться к местной
Авторизованной Службе
Технического Обслуживания
компании Lincoln Electric за
помощью в устранении
технической неисправности.
РЕКОМЕНДУЕМЫЕ
ДЕЙСТВИЯ
V350-PRO
Page 21

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-3
1. Сварка – невозможна.
Источник не может
выдать требуемую
мощность.
1. Горит индикатор
термостатической
защиты.
1. Не работает механизм
подачи проволоки,
подключенный к
сварочному источнику.
Не подается питающее
напряжение на
механизм подачи.
Если по каким-либо причинам вы не поняли процедуры тестирования или не можете
самостоятельно выполнить тест или ремонт, - обратитесь к местной Авторизованной Службе
Технического Обслуживания компании Lincoln Electric за рекомендациями и пояснениями к
изложенным в данном Разделе процедурам.
Код
Описание Рекомендуемые
ошибки
31 Превышение допустимого Если с дисплея сварочного источника Выключите сварочный
1. На дисплее сварочного источника
отображается ошибка – “Err” “###”.
См. ниже таблицу “Коды возможных
ошибок”.
2. Дисплей сварочного источника не
светится по тем же причинам, что и в
предыдущем пункте – “Сварочный
источник не включается”.
3. Горит индикатор термостатической
защиты. Проверьте работу
вентилятора охлаждения. Убедитесь,
что вентиляционные
4. Если кнопка управления выходными
терминалами источника “WELD
TERMINALS” находится в режиме
“REMOTE”, то ее необходимо
перевести в положение “ON” и
проверить напряжение холостого
хода. Если напряжение присутствует,
то следует проверить подключение
контрольного кабеля к 14-ти
контактному разъему и работу
дистанционного управления.
1. Проверьте работу вентилятора
охлаждения.
2. Проверьте, не забиты ли
вентиляционные щели на корпусе
сварочного источника.
1. Проверьте предохранитель контура
питания механизма подачи, который
расположен на задней панели
сварочного источника.
Переустановите его.
2. Убедитесь в том, что контрольный
кабель механизма подачи подключен к
нужному 14-ти контактному разъему
сварочного источника. (На одном
14-ти контактных разъемов питающее
напряжение – 115В, на другом –
24/42В).
3. Проверьте на обрыв все провода и
разъемы контрольного кабеля,
соединяющего механизм подачи и
сварочный источник.
щели не забиты.
из
! ОСТОРОЖНО !
Коды возможных ошибок
V350-PRO
1. Если указанные
рекомендации ни к чему не
привели, то следует
обратиться к местной
Авторизованной Службе
Технического Обслуживания
компании Lincoln Electric за
помощью в устранении
технической
неисправности.
действия
Page 22

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-4
тока в первичном контуре
сварочного источника.
32 Низкое напряжение на
батареи “A” входных
конденсаторов.
33 Низкое напряжение на
батареи “B” входных
конденсаторов.
34 Высокое напряжение на
батареи “A” входных
конденсаторов.
35 Высокое напряжение на
батареи “B” входных
конденсаторов.
37 Не обеспечивается
плавная зарядка и
разрядка конденсаторных
батарей.
39 Прерывание работы
сварочного источника в
результате превышения
допустимого тока в его
первичном контуре;
возможно гудение
сварочного источника.
43 Разбалансированны
батареи входных
конденсаторов.
44 Проблемы с главным
микропроцессором.
Дисплей отображает
указанную проблему.
47 Проблема на тракте
прохождения сигнала
обратной связи
транзисторной платы.
48 Внезапное размыкание
входного контактора.
“bad
mode”
“####”
Выбранный способ сварки
не запрограммирован в
памяти машины.
Показание на дисплее Описание
“Бегающие черточки” Возникает при включении источника, когда идет его автоматическая
не исчез код ошибки, обратитесь к
местной Авторизованной Службе
Технического Обслуживания компании
Lincoln Electric за помощью в
устранении технической
неисправности.
Проверьте правильность выбора
сетевого напряжения на панели
установки входного напряжения.
Проверьте заземление сварочного
источника. Если проблема не исчезла,
обратитесь к местной Авторизованной
Службе Технического Обслуживания
компании Lincoln Electric за помощью в
устранении технической
неисправности.
Проверьте правильность выбора
сетевого напряжения на панели
установки входного напряжения.
Проверьте заземление сварочного
источника.
Если с дисплея сварочного источника
не исчез код ошибки, обратитесь к
местной Авторизованной Службе
Технического Обслуживания компании
Lincoln Electric за помощью в
устранении технической
неисправности.
Если с дисплея сварочного источника
не исчез код ошибки, обратитесь к
местной Авторизованной Службе
Технического Обслуживания компании
Lincoln Electric за помощью в
устранении технической
неисправности.
Если с дисплея сварочного источника
не исчез код ошибки, обратитесь к
местной Авторизованной Службе
Технического Обслуживания компании
Lincoln Electric за помощью в
устранении технической
неисправности.
источник, а затем снова
включите его.
После устранения
указанной причины на
дисплее сварочного
источника код ошибки
исчезнет.
Выключите сварочный
источник, а затем снова
включите его.
После устранения
указанной причины на
дисплее сварочного
источника код ошибки
исчезнет.
После устранения
указанной причины на
дисплее сварочного
источника код ошибки
исчезнет.
С помощью кнопки
выбора сварочного
процесса – “WELD
MODE” установите
другой способ сварки.
V350-PRO
Page 23

Раздел Д УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Д-5
настройка на выбранный режим работы.
“Err” “####” Отображение кода ошибки. Код первой возникшей ошибки будет
отображаться в течение трех секунд. После этого начнется отображение
кодов всех остальных возникших ошибок. Код каждой ошибки
отображается в течение 1 секунды.
“----“ “----“ Выбирается сварочный процесс
“----“ “####” Выбран сварочный процесс с жесткой вольтамперной характеристикой
(“CV-WIRE” или “CV-FLUX CORED”). На правом дисплее отображается
установленное напряжение дуги.
“####” “----“ Выбран сварочный процесс с крутопадающей вольтамперной
характеристикой (“CC-STICK SOFT”, “CC-STICK CRISP” или “TIG GTAW”).
На левом дисплее отображается установленная величина сварочного
тока.
“####” “####” (горят) Идет процесс сварки. На левом дисплее отображается действующая
величина сварочного тока, на правом – действующее напряжение дуги.
В отсутствии сварки дисплеи отображают установленные значения
сварочного тока (левый) или напряжения дуги (правый).
“####” “####” (мигают) Дисплеи в течение 5 секунд после окончания процесса сварки показывают
усредненные действовавшие значения сварочного тока и напряжения.
Если в течение этого периода регулировать сварочный ток или
напряжение, то дисплей начнет отображать устанавливаемое значение.
! ОСТОРОЖНО !
Если по каким-либо причинам вы не поняли процедуры тестирования или не можете
самостоятельно выполнить тест или ремонт, - обратитесь к местной Авторизованной Службой
Технического Обслуживания компании Lincoln Electric за рекомендациями и пояснениями к
изложенным в данном Разделе процедурам.
V350-PRO
Page 24

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-1
V350-PRO
Page 25

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-2
V350-PRO
Page 26

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-3
V350-PRO
Page 27

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-4
V350-PRO
Page 28

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-5
V350-PRO
Page 29

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-6
V350-PRO
Page 30

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-7
V350-PRO
Page 31

Раздел Е СХЕМЫ И ДИАГРАММЫ Е-8
V350-PRO
Page 32

ГАРАНТИЙНЫЕ ОБЯЗЯТЕЛЬСТВА ПРОИЗВОДИТЕЛЯ
Общие обязательства:
Продавец гарантирует Покупателю качество произведенного
им оборудования для дуговой сварки и плазменной резки,
сварочных электродов и флюсов (обобщенно называемых
“продукция”): продукция будет свободна от дефектов,
связанных с качеством сборки или качеством материалов.
Гарантийные обязательства теряют силу если Продавец или
его официальные сервисные службы обнаружат что
продукция была подвергнута неправильной сборке
установке, находилась в ненадлежащем содержании и
использовалась в ненормальных условиях.
Гарантийный период:
Продавец за свой счет обеспечит наличие необходимых
деталей или узлов, а так же персонал для устранения
дефектов материалов и сборки, выявленных во время
гарантийного периода. Гарантийный период назначается с
момента отгрузки продукции и устанавливается в следующих
пределах:
Семь лет:
силовые сварочные трансформаторы на всех низкочастотных
(не инверторных) источниках питания
Три года:
все источники питания, механизмы подачи проволоки и
системы плазменной резки за исключением обозначенных
ниже;
Два года:
Power Arc 4000
Power Arc 5000
Pro-Cut 25
Weldanpower 125
Качество всех двигателей и их аксессуаров гарантируется их
производителями и не включается в настоящие
обязательства
Один год:
AC-100
Handy MIG 101
Handy Core 100
Invertec V100-S
Invertec V130-S
Invertec V200-T
Все сварочные электроды, сварочная проволока и флюсы.
Роботы и соответствующие контроллеры для
резки.
Все оборудование для удаления сварочных газов и
аэрозолей, включая стационарные, мобильные модели и
аксессуары.
Все аксессуары для сварки и резки, включая системы
водяного охлаждения, модули для полуавтоматической
сварки, транспортировочные тележки, комплекты и модули,
устанавливаемые дополнительно, а так же аксессуары
Magnum.
90 дней:
Все сварочные горелки в сборе с
аргонодуговой сварки и горелка с приводом Spool Gun.
;
кабелем, горелки для
и
дуговой сварки и
30 дней:
Все расходные компоненты, используемые в системах удаления
сварочных газов и аэрозолей, включая шланги, фильтры, ремни
и шланговые адаптеры.
Все расходные детали, имеющие естественный износ в
процессе эксплуатации, включая контактные наконечники,
сопла, газовые диффузоры для сварочных горелок, а так же
сопла, электроды и другие сменные составляющие
плазматронов резаков систем для плазменной резки.
Для оказания гарантийных услуг:
Покупатель должен письменно уведомить Продавца или его
Официального Дистрибьютора об обнаружении любых
дефектов, устраняемых по гарантийному обслуживанию.
Определение объема и характера гарантийных работ будет
произведено Продавцом или его Официальным
Дистрибьютором.
Гарантийный ремонт:
Если наличие дефекта, устраняемого в соответствие с
гарантийными обязательствами Продавца, подтверждается
Продавцом или его Официальным Дистрибьютором, дефект
будет исправлен Продавцом посредством ремонта или заменой
дефектного изделия (на усмотрение Продавца).
Стоимость обслуживания:
Клиент несет расходы по транспортировке нуждающегося в
ремонте оборудования к месту расположения Сервисного
центра компании, а так же отремонтированного или замененного
оборудования обратно.
Ограничения гарантийных обязательств:
• Продавец не несет ответственности за ремонт его
продукции, выполненный без участия его авторизованной
службы.
• Финансовая ответственность Продавца в соответствие с
гарантийными обязательствами не должна превышать
объем затрат, необходимых для устранения дефекта.
• Продавец не несет ответственности за побочные потери
(упущенные деловые возможности или понижение
производительности), связанные или
дефектом или со временем его обнаружения.
• Настоящие гарантии являются единственными
гарантийными обязательствами, которые берет на себя
Продавец в отношении своей продукции. Гарантии, могущие
иметь силу в соответствие с законом, ограничиваются
действием настоящих обязательств.
не связанные с
THE LINCOLN ELECTRIC COMPANY
World’s Leader in Welding and Cutting Products. Premier Manufacturer of Industrial Motors.
Sales and Service through Subsidiaries and Distributors Worldwide.
Cleveland, Ohio 44117-1199 U.S.A.
 Loading...
Loading...