

Page 1
LINCOLN ELECTRIC
INSTRUCTION MANUAL
MANUALE DI ISTRUZIONI
PC40 SINGLE PHASE
PC60 THREE PHASE
PC100 THREE PHASE
LINCOLN ELECTRIC ITALIA S.r.l.
16010 SERRA RICCO' (GE)
Via Fratelli Canepa, 8
ITALY
July 2003
REV7.0
1
Page 2

ENGLISH INDEX
INSTRUCTIONS FOR ELECTROMAGNETIC COMPATIBILITY ...................................................................................... 3
SAFETY NORMS FOR THE OPERATOR.......................................................................................................................... 5
INSTRUCTION NOTES. ................................................................................................................................................... 8
TECHNICAL DATA ....................................................................................................................................................... 11
INDICE ITALIANO
ISTRUZIONI SULLA COMPATIBILITÀ ELETTROMAGNETICA ................................................................................... 15
NORME DI SICUREZZA PER L'OPERATORE ................................................................................................................ 17
ISTRUZIONI GENERALI................................................................................................................................................ 20
DATI TECNICI............................................................................................................................................................... 23
SPARE PARTS LIST - ELENCO RICAMBI...................................................................................................................... 27
ELECTRIC DIAGRAMS - SCHEMI ELETTRICI.............................................................................................................. 33
2
Page 3

WARNING!
THIS PLASMA CUTTING MACHINE
MUST BE USED BY TRAINED OPERATORS ONLY.
READ THIS MANUAL CAREFULLY BEFORE ATTEMPTING TO USE
THE CUTTING MACHINE.
INSTRUCTIONS FOR ELECTROMAGNETIC COMPATIBILITY
The user is responsible for installing and using the equipment according to the manufacturers instructions. If
electromagnetic disturbances are detected then it shall be the responsibility of the user of the equipment to resolve the
situation with the technical assistance of the manufacturer. In some cases this remedial action may be as simple as
earthing the welding circuit. In other cases it could involve constructing an electromagnetic screen enclosing the power
source and the work complete with associated input filters. In all cases electromagnetic disturbances must be reduced to
the point where they are no longer troublesome.
Note - The welding circuit may or may not be earthed for safety reasons. Changing the earthing arrangements should
only be authorized by a person who is competent to asses whether the changes increase the risk of injury, e.g. by
allowing parallel welding current return paths which may damage the earth circuits of other equipment.
Assessment of area
Before installing the equipment the user shall make an assessment of potential electromagnetic problems in the
surrounding area. The following shall be taken into account:
a) other supply cables, control cables, signaling and telephone cables; above, below and adjacent to the equipment;
b) radio and television transmitters and receivers;
c) computer and other control equipment;
d) safety critical equipment, e.g. guarding of industrial equipment;
e) the health of the people around, e.g. the use of pacemakers and hearing aids;
f) equipment used for calibration or measurement;
g) the immunity of other equipment in the environment. The user shall ensure that other equipment being used in the
environment is compatible. This may require additional protection measures;
h) the time of the day that welding or other activities are to be carried out.
The size of the surrounding area to be considered will depend on the structure of the building and other activities that
are taking place. The surrounding area may extend beyond the boundaries of the premises.
METHODS OF REDUCING EMISSIONS
Mains supply
Cutting equipment should be connected to the mains supply according to the manufacturers recommendations. If
interference occurs, it may be necessary to take additional precautions such as filtering of the mains supply.
Consideration should be given to shielding the supply cable of permanently installed equipment, in metallic conduit or
equivalent. Shielding should be electrically continuous throughout its length. The shielding should be connected to the
power source so that good electrical contact is maintained between the conduit and the power source enclosure.
Maintenance of the equipment
The equipment should be routinely maintained according to the manufacturers recommendations. All access and service
doors and covers should be closed and properly fastened when the equipment is in operation. The equipment should not
be modified in any way except for those changes and adjustments covered in the manufacturers instructions. In
particular, the spark gaps of arc striking and stabilizing devices should be adjusted and maintained according to the
manufacturers recommendations.
Cables
The cables should be kept as short as possible and should be positioned close together, running at or close to the floor
level.
3
Page 4

Equipotential bonding
Bonding of all metallic components in the installation and adjacent to it should be considered. However, metallic
components bonded to the work piece will increase the risk that the operator could receive a shock by touching these
metallic components and the electrode at the same time. The operator should be insulated from all such bonded metallic
components.
Earthing of the workpiece
Where the workpiece is not bonded to hearth for electrical safety, nor connected to earth because of its size and
position, e.g. ships hull or building steelwork, a connection bonding the workpiece to earth should be made by a direct
connection to the workpiece, but in some countries where direct connection is not permitted, the bonding should be
achieved by suitable capacitance, selected according to national regulations.
Screening and shielding
Selective screening and shielding of other cables and equipment in the surrounding area may alleviate problems of
interference. Screening of entire equipment installation may be considered for special applications.
INTRODUCTION
The machine you have purchased has been designed, manufactured and tested to comply with the latest European
Community regulations.
The working frequency (30 kHz) eliminates the characteristic noise of older electronic power supplies.
Variations of mains within the working limits set forth in this manual will not cause any variation in the cutting current.
LINCOLN ELECTRIC, beyond using oversized and highly selected components, submits to bench test every single
power supply simulating particularly heavy working conditions as in this way it is possible to spot any possibly
defective component.
LINCOLN ELECTRIC has compiled this manual with the intention to furnish the instructions for operation of the
plasma cutting machine PC40, PC60, PC100.
The arc cutting machine, if used correctly, can be operated in very safe conditions while if the prescribed safety norms
are not observed it could cause serious damages to people and objects.
4
Page 5

SAFETY NORMS FOR THE OPERATOR.
PREVENTION OF BURNS.
The electric arc is a source of intense visible light and heat emissions as well as very damaging invisible ultra red and
ultraviolet radiation.
To avoid any possible damages, the operator must use adequate protective garments such as:
1) insulating gloves,
2) leather apron,
3) gaiters,
4) protective shoes,
5) welding mask provided with safety lenses of adequate DIN grade selected according to the welding being capable
of filtering the radiation and reducing the bright light intensity.
The safety lenses must always be kept clean and must be quickly replaced in case of damage.
Since incandescent spray products generated during the cutting or welding operations may be deposited on the safety
lenses thus reducing the visual field, the use of a protective transparent lens in front of the safety lens is strongly
recommended.
Never look at the electric arc without adequate protections for the eyes.
Protect the working area in order to prevent that other working people in the vicinity could be affected by the radiation
from the electric arc.
Pay attention in handling the pieces being worked on, using adequate tools to avoid burns that can be caused by the
overheating of the piece during the operations of welding and/or cutting.
PREVENTION OF ELECTRIC SHOCK
Electric PLASMA CUTTING machine is a power source of high intensity and therefore special care must be used
when operating or maintaining this machine.
Mains cables:
Connect the mains cable to a plug equipped with fused switch.
Verify the conditions of the mains cable and replace it in case it results damaged.
Grounding:
Make sure that the mains supply line is adequately grounded and
Check that all connections are firmly made in order to avoid poor contacts and overheating.
Work side:
The ground from the power supply must be connected to the part being cut making sure of a good contact; the working
bench must also be adequately earthed.
Operators protections:
The clothes of the operator must be dry.
Don't climb or lean on the parts being worked on when the power supply is in use.
Don't work in damp or wet environments, unless adequate protecting clothing is used in order to prevent electric shock.
Check that the welding cables and the mains cable do not have areas with exposed bare wires otherwise replace them
immediately.
Disconnect the mains line before any intervention on the torch, on the power supply or on the welding cables.
Do not place the welding electrode holder or the torch directly on the working bench or on any metallic surface
connected to the ground of the power supply in order to avoid any risk of accidental short-circuit or lighting of the arc.
WARNING: the electromagnetic fields generated by the high currents could cause malfunctions of electronic vital
apparatuses.
PREVENTION OF TOXIC SMOKES.
These precautions must be adopted in order to prevent exposure of the operator or other people to the toxic smokes
generated during the welding process.
Avoid to perform welding or cutting operations on painted or oil or grease dirty surfaces.
Some chlorinated solvents can break down during the process and generate harmful gases such as phosgene gas.
It is therefore important to make sure that such solvents are not present on the parts being worked on and in case they
are present it is necessary to remove them before the operating the machine.
It is furthermore necessary to make sure that such solvents or other degrading agents are not in the immediate proximity
of the working area.
5
Page 6

Metal parts coated with or containing lead, graphite, cadmium, zinc, mercury beryllium and chrome could cause
harmful concentrations of toxic smokes and must not be subjected to welding or cutting operations unless:
1) the coating is removed before starting to weld,
2) the working area is adequately ventilated.
3) the operator uses an adequate smoke filtering system.
Don't work in a space be missing adequate ventilation.
PREVENTION AGAINST FIRE.
During the process metal gets overheated and sparks and slag may be spread around. Adequate precautions must be
taken in order to prevent fires and/or explosions.
Avoid of operate in areas where are containers of flammable substances.
All fuels and/or combustible products must be kept away from the working area.
Fireproof devices must be in the immediate proximity.
Particular precautions must be taken for welding or cutting operations performed on barrels that have contained
inflammable substances or inside metallic containers or places with scarce ventilation.
These operations must be always performed in presence of qualified personnel that could lend the necessary assistance.
DON'T ever operate in an environment whose atmosphere is filled with flammable gases, vapors or combustible liquids
(such as. gasoline or his vapors).
USE OF INERT GAS CYLINDERS.
When compressed air systems or gas cylinders are used it is necessary to comply with all the prescribed requirements.
Pressure regulators.
All pressure regulators used in the equipment must be in good working conditions.
These devices, if not kept in optimal conditions, could cause damages to the machine or to the operator. In case of
damage replace the device immediately.
NEVER use regulators intended for a gas different from the one used with the machine.
In no case use regulators that are visibly damaged.
Don't lubricate the regulators with oil or grease.
Gas cylinders:
Cylinders containing compressed gas are to be used according to the prescriptions of the relevant regulations.
Never use a cylinder that is broken or visibly damaged.
Don't use cylinders that are not positioned in their holding bin.
Don't move or transport a cylinder without the prescribed protection.
Don't use the gas of the cylinders for applications different from the originally intended for.
Don't lubricate the valves of the cylinders with oil or grease.
Don't allow electric contact between the cylinders and the machine.
Don't expose the cylinders to excessive heat, sparks, slag or flames ever.
NEVER try to repair a defective cylinder but send it back to the gas supplier.
Pipelines
The pipelines used for the various gases have the following color codes:
Green = Oxygen
Black = Inert gas and Air
NEVER use green pipes for gases other than oxygen.
REPLACE any pipe that is damaged from cuts or that shows scorch marks.
Don't allow any crease or folds that could reduce the pressure or the delivery of the line.
Examine periodically the pipelines seeking for possible leaks, wearing or defective connections.
PROTECTION FROM NOISE
On the subject of noise the prescriptions of the directive n86/ 188/ C.E.E. are to be applied.
The electronic apparatuses used in electric arc welding or plasma cutting do not cause in normal conditions noise levels
above 80 dB.
In connection with the working procedure being and with the relative conditions of use (values of the welding
parameters or distance between piece and cutting torch, closed or open environment) one could verify noise levels
higher than this limit.
It is therefore necessary for the operator to apply the precautions foreseen by the relevant regulations.
6
Page 7
SAFETY DEVICES
The power supplies are equipped with appropriate safety devices to prevent damages to the machine and the operator.
Never tamper with the safety devices by short circuiting or opening the connecting terminals. Never try to use the
power supply without the protection circuits and/or devices installed and in perfect working conditions as this could be
extremely risky for the operator and any nearby person.
All electric connections must be shielded by the appropriate insulating material.
WARNING: The safety devices must be checked periodically and whenever found defective must be replaced
immediately.
DANGER SIGNALS
Inside or outside the power supply are danger signals warning against possible risks.
The meaning of these signals is the following:
READ THE INSTRUCTIONS MANUAL ATTENTIVELY.
GENERAL WARNING: this symbol points out a danger of any nature that could cause damages to
people or belongings.
WARNING!: In this spot contact wounds could occur (such as electric shock).
DANGER Of DEATH: maximum attention must be paid whenever this signal is exposed!
Never touch, for any reason whatsoever, the area so labeled as there exists a serious risk of deadly
accident.
DANGER Of FIRE: where this sign is exposed there exists a risk of fire.
EXPLOSIVE SUBSTANCES OR DANGER OF EXPLOSION.
RADIATION DANGER: when this signal is exposed, safety lenses must be worn to avoid serious eye
damages.
7
Page 8

INSTRUCTION NOTES.
This part of the manual is important for a correct use of the of the arc power supply; it doesn't contain particular
instructions for maintenance as these power supply don't require any ordinary maintenance.
The unique precautions to be taken are those typical for any electric machine with metallic frame and cover.
It is in fact recommended to avoid hitting, rubbing and in any way expose the machine to drippings, sources of
excessive heat, or however anomalous situations.
In case of transportation and/or storage the machine should not be exposed to a temperature outside the range of:
- 25 to + 55 °C
If extraordinary maintenance is required, and only if the necessary technical expertise and tools are available, it is
possible to follow the instructions provided for by the relevant technical assistance manual otherwise it is recommended
to approach the nearest technical assistance center or directly the manufacturer.
Maintenance or repairs performed by technical assistance centers not authorized by LINCOLN ELECTRIC will
immediately render null and void the manufacturer warranty.
START-UP PROCEDURE
READ CAREFULLY THE INSTRUCTION MANUAL BEFORE ATTEMPTING TO CONNECT THE
POWER SUPPLY TO THE LINE AND TO USE IT.
Following the instructions you will avoid a wrong installation of the machine that could also cause irreversible
damages.
The damages caused by a wrong use of the power supply will not be covered by the manufacturer warranty.
This arc machine is a power unit designed for professional applications that must be used by trained personnel only.
The power supply can perform in environments where conditions are particularly harsh and with outside temperature
between- 20 and +40 °C, with a dampness level of:
max. 50% up to +40° C
max. 90% up to +20° C
1. Do not place the unit close to walls or in positions where the flow of air through the cooling air slots is obstructed or
limited in any way (avoid therefore to cover the power supply with rags, sheets of paper, plastic covers, etc.).
2. Make sure that the room temperature is lower than 40 °C and that the working area is not subject to any damaging
pollution, such as:
a) damp air with dust mixed with acids or salts.
b) air with high concentrations of iron or metallic dust.
3. Verify that the value of the main line voltage is conforming to the value indicated for the power supply
4. Verify that the value of the available main line power is adequate to the requirements of the power supply. If in
doubt, consult the table under the heading TECHNICAL DATA.
5. The degree of protection from external agents of these generators is IP 23, which means that the cover of the power
supply protects it from external bodies having a diameter larger than 12 mm and from water spray up to 60 degrees
from the vertical. Therefore avoid to:
• dip the power supply in liquid of any kind.
• place it on muddy and damp surfaces.
• insert foreign in or around the cooling air slots.
6. Don't use the power supply without his mantle; this could prove to be harmful for the machine and for the operator.
DESCRIPTION OF FRONT PANEL
Led indicators.
• Led 1: lit with "POWER" on.
• Led 2: lit when the output terminals of the power source are energized.
• Led 3: lit when the value of the cutting torch air pressure falls below the minimum level required.
• Led 4: lit when the power supply goes in thermal block caused by the triggering of the protections or by the main
line voltage that at that time has gone above the allowed threshold.
• Led 5: lit during cutting.
Controls on which the operator can act.
M1 To set the value of the current required by the cutting process.
I1 This switch enables the air stream from the torch without any cutting current being present; this feature is very
useful to blow the work piece, to cool the torch or to simply check the availability of air in the torch circuit.
I2 Switch to set the remote control CN1 on and off (on the PC100 power source only).
CN1 Connector for the remote control unit.
8
Page 9
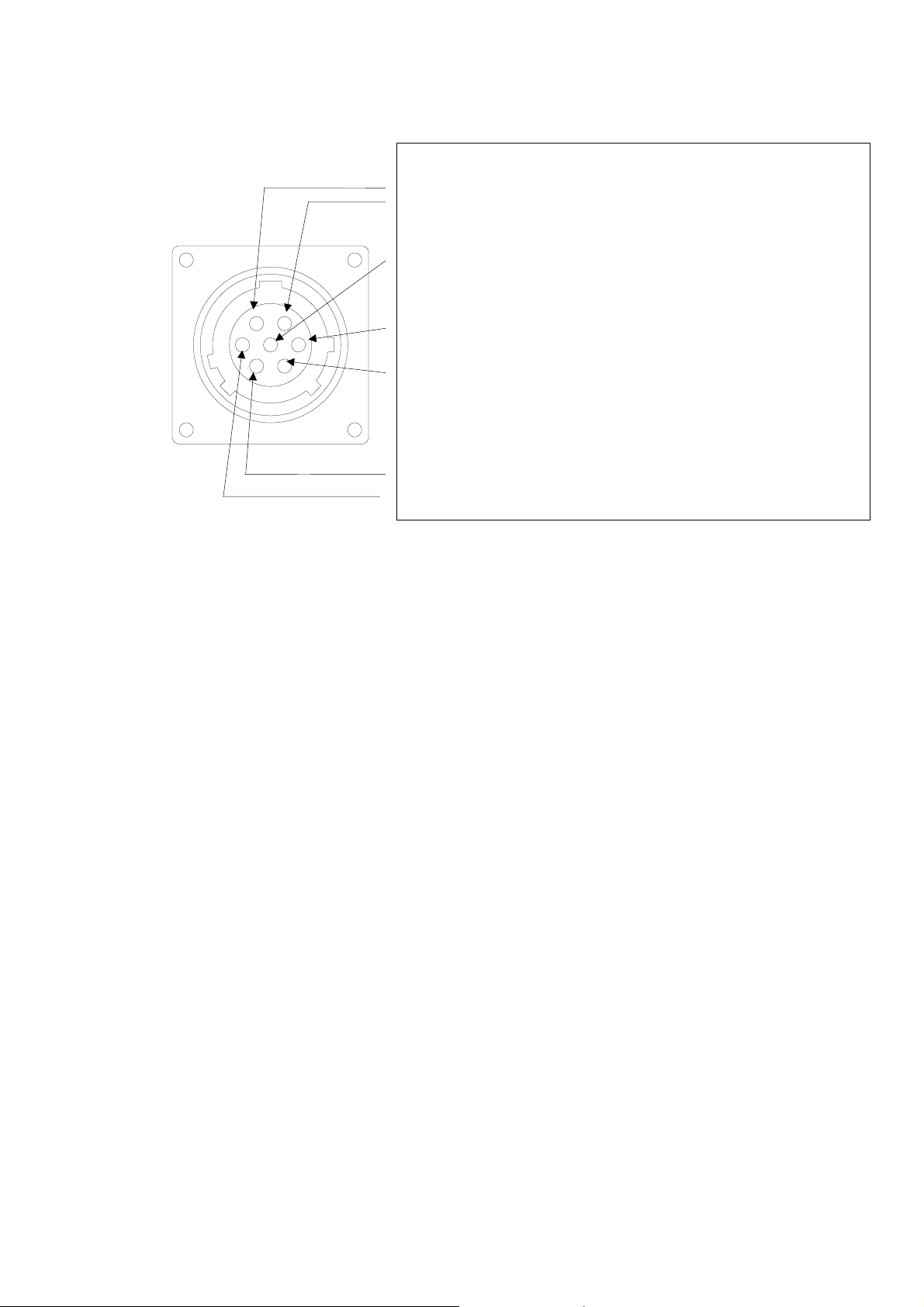
The functions related to each pin of the CN1 connector are as follows:
DIRECTION FUNCTION
OUTPUT (120VAC,1A MAX) N.O. Switch closed when the Arc
FRONT VIEW
OUTPUT (12VDC, @20mA Max.) Auxiliary supply
INPUT (0 - 5 VDC*) Output Current Regulation
INPUT Start power source
GROUND
TORCH CONNECTION
is transferred to the work
active connecting to GROUND
The torch connection to the power source is very easy as it is performed via a quick-connector carrying the torch
switch, the gas line and the torch power cable.
Shift the plastic safety sleeve on the torch cable, over the torch connector. Insert the torch connector to the
corresponding on front panel. Shift down the safety sleeve till the front panel and fix it by using the three supplied
screws
As far as the ground connection is concerned this is to be connected to the work piece and a "DINSE" connector on the
front of the power source.
CUTTING GAS CIRCUIT
The air plasma cutting process uses air as primary cutting gas and as torch cooling gas. The air circuit includes a
pressure regulator set at 5 bar, settings above 7,5 bar could damage the torch.
The pilot arc is assured energizing a first electrovalve.
When the cutting arc is activated a second electrovalve is energized allowing the flow of the primary air. This valve
allows the air flow only when driven by the electronic logic devices during the pre-flow, post-flow and cutting phases
or if the GAS-TEST switch on the front panel is turned on.
CONNECTION TO THE MAIN LINE
Three phase model.
Before connecting to the main line make sure that the line voltage is between 340 and 460 VAC. In case of voltage
higher than this limit the power supply turns into "blocked conditions"; and the persistence of this condition could
damage the power source; higher values could cause damages to the rectifier block and/ or to the main line filter.
2V model.
Before connecting to the main line make sure that the line voltage is between 200 and 255 VAC. with the voltage
selector positioned on 230 VAC. With a voltage of 255 Vac the power supply turns into "blocked conditions"; and the
persistence of this condition could damage the power source; higher values could damage the rectifier block and/ or the
main line filter.
If the power supply is used with the voltage selector positioned on 400 VAC then the main line voltage must be
between 340 and 460 VAC.
IT IS COMPULSORY TO HAVE A GROUND CONNECTION
9
Page 10

PROTECTIONS
The power supply has a range of different inside protections that assure always a correct operation:
• Protection for the maximum value of the main voltage,
• Protections against overheating,
• Inside fuse.
Maximum value of main line voltage.
The power supply is protected against irregularities of voltage that could be caused by anomalies in the main line; in
this case the power supply will turn into "blocked conditions" and this situation will be visualized by LED 4, on the
front panel.
It will remain in this state until the main line voltage goes back within the pre-set values after which the unlocking will
be automatic.
Overheating protections.
If the temperature climbs above the pre-set value or if the duty cycle goes beyond the expected limits, appropriate heat
sensors, placed inside the power supply, will stop the operation with consequent lighting of LED 4 indicator; as soon as
the conditions return to the expected ones, the power supply will resume functioning.
Inside fuse
The power supply is provided with an inside fuse for the protection of some circuits. The rating of such fuse is 0,5A
and can be found on the input boards.
NOTE: The blowing of the fuse means a possible problem within the power source and therefore it is necessary to
require the technical assistance of the nearest Center or address directly the manufacturer.
TORCH SAFETY
The torch delivered with the power source is equipped with a safety device that prevents the operator from getting in
touch accidentally with parts under tension.
ATTENTION
INSERT BOTH TORCH AND PROTECTION SLEEVE INTO THE TORCH-CONNECTOR OTHERWISE
THE POWER SOURCE CAN’T WORK
A SETTED PRESSURE ABOVE 7,5 BAR COULD DAMAGE THE TORCH
TURN ALWAYS OFF THE POWER SOURCE WHEN WORKING ON THE TORCH
USE INSTRUCTIONS
Start-up
Rotate the main line switch on the back of the power supply on the position "I" or on the value of the main line voltage
selected depending upon the power supply model being used; the led indicator "POWER" (Led 1) placed on the front
panel will turn on.
After one second past the switching on of the power supply a "click" from the starter relay will be heard after which the
unit will be ready to operate.
Adjustments for cutting.
The concept which is at the basis of these power sources design is to have available a constant current according to the
set value, independently from the length of the plasma arc.
After having connected the torch and having turned on the power source, make sure that the primary air is available
through the I1 switch.
The working pressure will be set at 5 bar
It will then be possible to set the desired current value through the M1 knob (from 15 to 40A max. for PC40, from 20 to
60A max. for PC60 and from 20 to 100A for PC100)
To start the cutting process it is sufficient to press the torch button making sure not to aim the torch air blow towards
foreign objects.
During the cutting process it is possible to hold the torch away from the work piece for an extended period of time.
Avoid to touch the work piece directly with the torch, when you haven’t the specifically nozzles.
The arc length should not be higher than 6-7mm.
Once the cutting process is terminated letting off the torch button will cause the plasma arc to be turned off; the air flow
will continue for approximately 30 sec. (post-flow) to allow the cooling down of the torch.
10
Page 11
TECHNICAL DATA
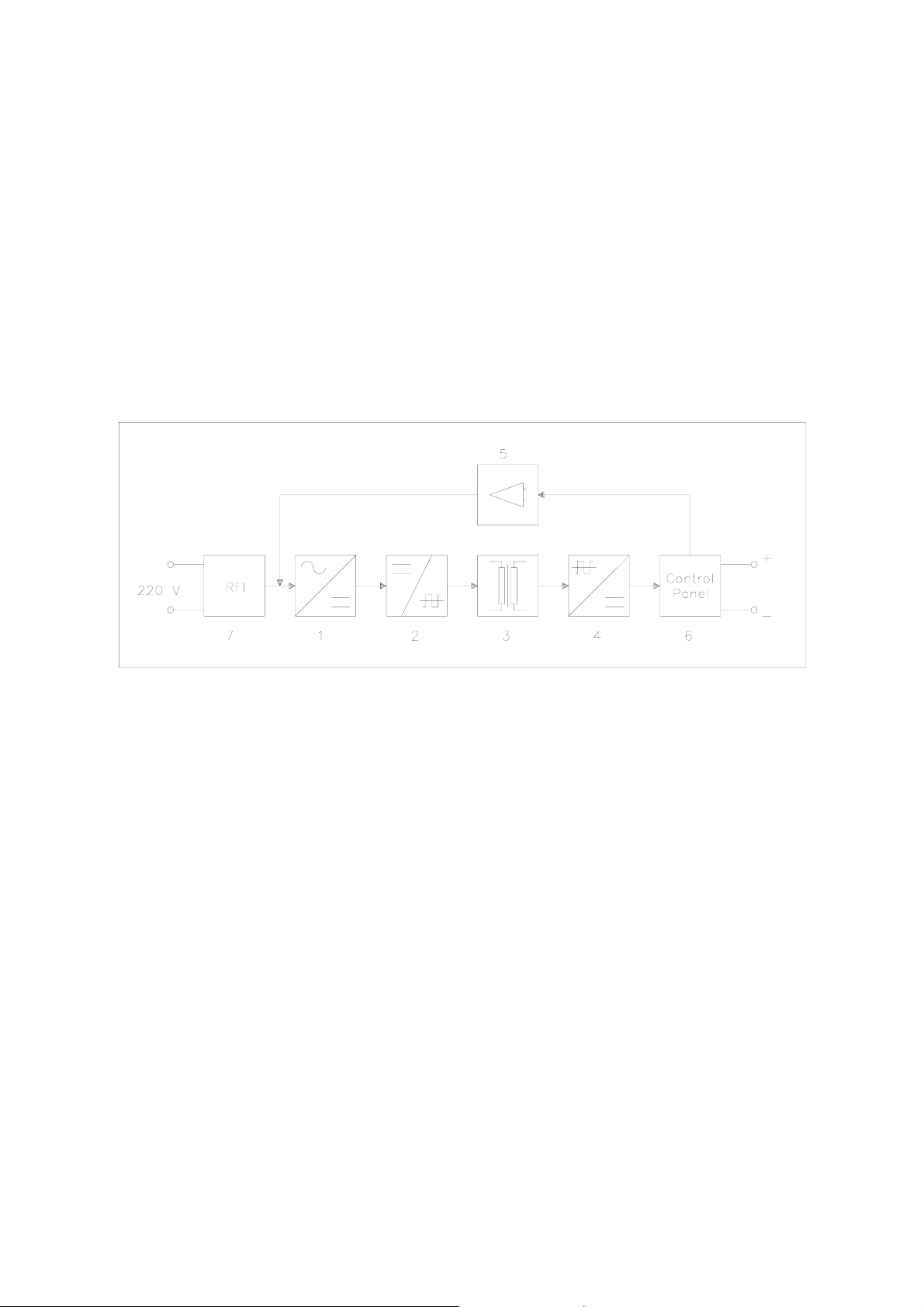
BLOCK DIAGRAM
Before describing the block diagram, we would like to introduce some general concepts upon which the construction of
our generator is based. The equipment “hart”, the most technically advanced part is the inverter, is built using top
quality electronic components, in order to obtain high reliability during heavy-duty operation.
The inverter is a particular oscillating circuit which, fed by a DC source, supplies an AC voltage at the desired
frequency. Advantages can be obtained by increasing the frequency, e.g.:
• It is possible to use smaller and lighter transformers and obtain the same transferred power.
• It is possible to have instantaneous output variation (cutting current). This allows the current to be adjusted
continuously, thereby adapting it to the requirements of the process.
• The application of such frequencies eliminates well-known and troublesome noises that are generally met when
using electro-mechanical equipment.
Functional description of Block Diagram
a) The main supply voltage is rectified and filtered by rectification and filtering block (1)
b) The obtained DC voltage is converted by the inverter (2) to AC high frequency voltage.
c) AC voltage is then applied to the transformer’s (3) primary which galvanically insulates the output connectors
from the main supply.
d) The output of the transformer provides a high frequency voltage which is rectified and filtered by block (4).
e) The control board (5) disables the power source if the voltage of the mains supply is not within the preset limits
(nominal value +/- 10%)
f) The control panel (6) allows the following settings and controls:
• knob to set the cutting current
• warning lights to check the power source working conditions
• switch to check the air flow.
Only for PC100:
• switch to move control functions from the front panel to the remote controller
• remote control connector
11
Page 12
TECHNICAL DATA
Main Power Supply:
PC40 PC60 PC100
Main supply voltage 230/400V Single phase 400 V 400 V
Frequency 50/60 Hz 50/60 Hz 50/60 Hz
Max. primary current 30/17A 13 A 24 A
Max. absorbed power 7 KVA 9 KVA 16 KVA
Power factor 0,9 0,9 0,9
Efficiency 0,85 0,85 0,85
Cutting:
PC40 PC60 PC100
Cutting current regulation range 15/40A 20/60 A 20/100 A
Pilot arc current 15A 20 A 20 A
Duty cycle ED 35% 60 A 100 A
Duty cycle ED 50 40A
Duty cycle ED 60% 45 A 75 A
Duty cycle ED 100% 30A 30 A 50 A
Dimensions (d x l x h) 51,5x19,5x28 cm. 51,5x19,5x28 cm. 615x235x33 cm.
Weight 16kg 16 Kg 26 Kg
protection class IP23 IP23 IP23
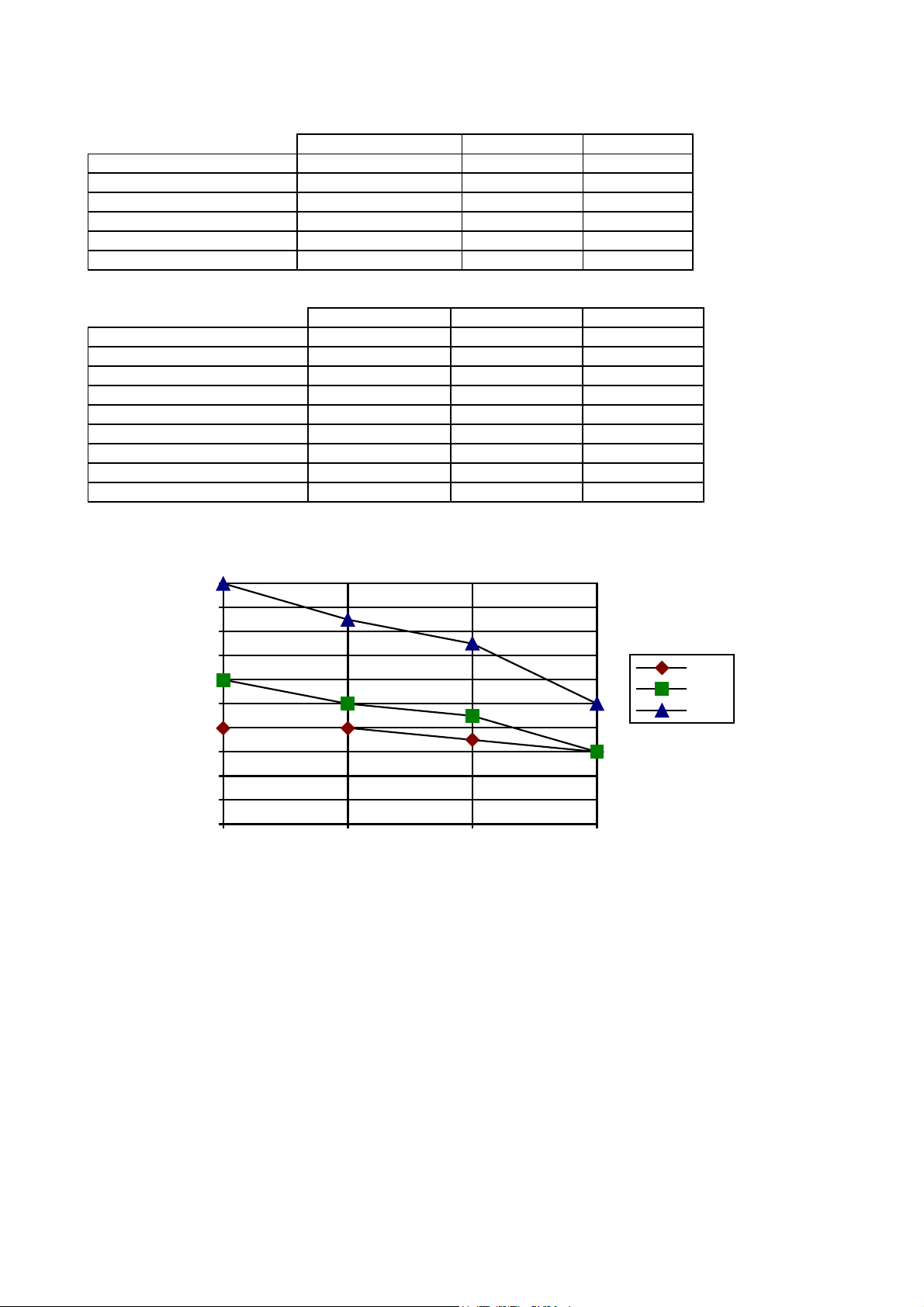
DUTY CYCLE:
Iout
100
90
80
70
60
50
40
30
20
10
0
35% 50% 60% 100%
PC40
PC60
PC100
The graph shows the cutting current (in Amps.) on the Y axis and the percentage of working time calculated on a total
time of 10 minutes on X axis.
12
Page 13

CUTTING SPEED
The cutting speed is a function of:
a. thickness and kind of material to be cut.
b. value of set current. The current setting has an influence over the quality of the cut edge.
c. geometrical shape of the cut (wether straight or curbe line).
In order to have an indication of the ideal setting, the following table has been established; the best results however can
only be achieved with direct experience by the operator in the actual working conditions.
MILD STEEL ALUMINIUM STAINLESS STEEL
Thickness
(mm)
4 40 8,60 8 40 6,10 4 40 7,40
6 40 7,20 15 40 3,8 6 40 6,10
15 40 3,80 6,0 60(80) 1,12(1,15) 15 40 3,30
6,0 60(80) 1,5(2,40) 12,0 60(100) 0,45(0,76) 6,0 60(80) 1,20(2,00)
12,0 60(80) 0,60(1,00) 18,0 60(100) 0,15(0,25) 12,0 60(100) 0,45(0,76)
18,0 100 0,5 25,0 100 0,125 18,0 60(100) 0,23(0,38)
25,0 100 0,25 25,0 100 0,25
32,0 100 0,125 25,0 100 0,25
Current
(Amp)
Speed
(m/min.)
Thickness
(mm)
Current
(Amp)
Speed
(m/min.)
Thickness
(mm)
Current
(Amp)
Speed
(m/min.)
13
Page 14

LED1
LED2
LED3
LED4
M1
SAFETY
SLEEVE
TORCH
CONNECTOR
I1
GROUND
LED3
LED1
LED2
M1
SAFETY
SLEEVE
TORCH
CONNECTOR
I2
LED5
LED4
CN1
I1
GROUND
14
Page 15

AVVERTENZA!
QUESTA MACCHINA PER IL TAGLIO AL PLASMA
DEVE ESSERE UTILIZZATA ESCLUSIVAMENTE DA PERSONALE ADDESTRATO
LEGGERE ATTENTAMENTE QUESTO MANUALE PRIMA DI PROVARE AD USARE
LA MACCHINA PER IL TAGLIO
ISTRUZIONI SULLA COMPATIBILITÀ ELETTROMAGNETICA
L’utilizzatore è tenuto ad installare ed usare l‘attrezzatura secondo le istruzioni del costruttore. Se venissero rilevate
interferenze elettromagnetiche l’utilizzatore ha il dovere di porre in atto contromisure per eliminare il problema,
avvalendosi dell’assistenza tecnica del costruttore. In certi casi le contromisure possono consistere nella semplice messa
a terra del circuito di saldatura. In altri casi potrebbero comprendere la costruzione di uno schermo elettromagnetico
che racchiuda il generatore e il pezzo con i relativi filtri sull’alimentazione In ogni caso i disturbi elettromagnetici
vanno ridotti fino a che non danno più origine a difficoltà.
Nota: La messa a terra del circuito di saldatura può essere richiesta o sconsigliata da motivi di sicurezza. La modifica
del sistema di messa a terra deve essere autorizzata unicamente da persona che possieda la competenza necessaria a
stabilire se le modifiche possano aumentare i rischi di incidenti alle persone, come ad es. permettendo dei percorsi di
ritorno paralleli alla corrente di saldatura che potrebbero danneggiare la messa a terra di altre attrezzature.
Controllo dell’area di lavoro.
Prima di installare il generatore l’utilizzatore deve valutare i possibili problemi elettromagnetici nell’area circostante.
Ne diamo qui di seguito un elenco:
a) altri cavi di alimentazione, cavi di controllo, cavi di sistemi di trasmissione e telefonici che passino sopra, sotto o
nelle adiacenze del generatore.
b) trasmettitori e ricevitori radio o televisivi.
c) computer o apparati di controllo.
d) apparecchiature di sicurezza critici, ad es. di controllo di impianti industriali.
e) apparecchi medicali individuali delle persone operanti nelle vicinanze (ad es. Pacemaker o amplificatori acustici).
f) strumentazione di calibrazione e misura.
g) controllare il livello di immunità elettromagnetica delle apparecchiature operanti nell’area. L’operatore deve
assicurarsi che gli altri apparati siano elettromagneticamente compatibili. Tale operazione può richiedere
l’introduzione di misure protettive addizionali.
h) alcuni problemi possono essere risolti compiendo le operazioni di saldatura e taglio in orari in cui le altre
apparecchiature non siano in funzione.
Le dimensioni dell’area da considerare dipendono dalla struttura dell’edificio a da quali attività sono in corso. L’area in
questione potrebbe anche estendersi oltre il confine della proprietà.
METODI PER LA RIDUZIONI DELLE EMISSIONI
Alimentazione
L’apparato di taglio deve essere connesso alla rete seguendo le raccomandazioni del costruttore. All’insorgere di
problemi di interferenza, potrebbe rendersi necessaria l’adozione di ulteriori misure, come ad esempio l’aggiunta di
filtri sull’alimentazione. Nel caso di installazione permanente dell’apparecchiatura si può prendere in considerazione la
schermatura metallica dei cavi di alimentazione. La schermatura deve essere connessa al generatore in modo che vi sia
un buon contatto elettrico tra di essa e il mantello del generatore stesso.
Manutenzione dell’attrezzatura
L’attrezzatura deve essere periodicamente sottoposta a manutenzione secondo le indicazioni del costruttore. Il mantello
e tutti gli eventuali accessi all’interno del generatore devono essere correttamente chiusi e bloccati durante il
funzionamento. Il generatore non deve essere assolutamente modificato in alcuna sua parte ad eccezione di modifiche
previste e autorizzate dal costruttore. In particolare il distanziamento degli spinterometri di accensione e stabilizzazione
deve essere regolato e sottoposto a manutenzione secondo le raccomandazioni del costruttore.
15
Page 16

Cavi
I cavi devono essere tenuti più corti possibile, vicini tra loro e fatti passare sul, o vicini al, pavimento.
Collegamento equipotenziale
Deve essere preso in considerazione un collegamento di tutti i componenti metallici dell’impianto o prossimi a questo.
Comunque il collegamento di componenti metallici al pezzo in lavorazione aumenta il rischio di possibili scosse
elettriche all’operatore qualora tocchi contemporaneamente queste parti metalliche e l’elettrodo. L’operatore deve
restare isolato da tutti tali componenti intercollegati.
Messa a terra del pezzo in lavorazione
Ove il pezzo non sia collegato a una rete di terra per motivi di sicurezza elettrica, né possa esserlo per motivi di
dimensioni o posizione, ad es. scafi di navi o strutture di edifici, la messa a terra deve essere eseguita con una
connessione diretta tra il pezzo e la terra, mentre nei Paesi dove ciò non è permesso, la connessione deve essere
eseguita utilizzando un condensatore in accordo con la normativa del paese.
Schermature
Schermature dei cavi e delle apparecchiature presenti nell’area di lavoro possono attenuare le interferenze. La
schermatura dell’intera installazione può essere presa in considerazione per applicazioni speciali.
INTRODUZIONE
La macchina da Voi acquistata è stata progettata, fabbricata e collaudata in modo da soddisfare la più recente normativa
Europea.
La frequenza di funzionamento di 30 kHz elimina il caratteristico rumore dei vecchi generatori elettronici.
Eventuali variazioni della tensione di alimentazione entro i limiti di funzionamento precisati in questo manuale non
provocano variazioni nella corrente di taglio.
La LINCOLN ELECTRIC, oltre ad impiegare componenti sovradimensionati e selezionati con cura, sottopone a prove
al banco ogni singolo generatore, simulando così condizioni di lavoro particolarmente gravose in quanto in questo
modo è possibile individuare eventuali componenti difettosi.
La LINCOLN ELECTRIC ha redatto questo manuale con l'intenzione di fornire all'utilizzatore le istruzioni per l'uso
dei generatori di taglio al plasma PC40, PC60, PC100.
Se usata correttamente, la macchina per taglio al plasma risulta molto sicura, mentre se non si osservano le prescritte
norme di sicurezza può provocare gravi danni alle persone ed alle cose.
16
Page 17

NORME DI SICUREZZA PER L'OPERATORE
PREVENZIONE CONTRO LE BRUCIATURE
L'arco elettrico è una fonte intensa di luce e calore ed inoltre di radiazioni nella gamma spettrale dell’ultravioletto e
dell’infrarosso invisibili all'occhio umano, ma estremamente nocive per l'uomo.
Per evitare possibili danni, l’operatore deve utilizzare adeguati indumenti protettivi, quali:
1) guanti isolanti.
2) grembiule di cuoio.
3) ghette.
4) scarpe antinfortunistiche.
5) maschera di protezione da saldatore munita di vetri di protezione il cui grado DIN deve essere adeguato alle
operazioni di taglio effettuate, capaci di filtrare le radiazioni e di ridurre l'intensità luminosa (vetro inattinico).
I vetri devono essere sempre tenuti puliti e devono essere prontamente sostituiti se danneggiati.
Gli spruzzi incandescenti prodotti durante le operazioni di taglio o saldatura si depositano sui vetri riducendo il campo
visivo; si consiglia perciò vivamente di montare davanti al vetro inattinico un vetro trasparente da sostituire
frequentemente.
Per nessun motivo, si deve guardare l'arco elettrico senza protezioni per gli occhi.
Isolare l’area di lavoro con degli schermi per impedire che altre persone, operanti nelle vicinanze, possano essere
investite dalle radiazioni emesse dall'arco elettrico.
Prestare attenzione nella manipolazione dei pezzi appena tagliati, facendo uso di apposite pinze per la loro rimozione
per evitare ustioni causate dal surriscaldamento del pezzo durante le operazioni di taglio e/o saldatura.
PREVENZIONE CONTRO LO SHOCK ELETTRICO
Gli equipaggiamenti elettrici per TAGLIO PLASMA sono dei generatori di alta potenza e quindi occorre prestare una
particolare attenzione quando si opera con questo apparecchio o vi si fa manutenzione.
Connessioni di entrata:
Collegare il cavo di alimentazione ad una presa di corrente munita di interruttore provvisto di fusibili.
Verificare periodicamente lo stato del cavo di alimentazione e sostituirlo nel caso risulti danneggiato.
Messa a terra:
Assicurarsi che la linea di alimentazione sia messa a terra efficacemente.
Controllare che tutti i collegamenti siano ben stretti onde evitare cattivo contatto e surriscaldamento degli stessi.
Lato utilizzazione:
La messa a terra del generatore deve essere collegata al pezzo da tagliare assicurandosi che vi sia un buon contatto.
Pure il banco di lavoro deve essere messo a terra in modo efficace.
Protezioni personali dell’operatore:
I vestiti dell'operatore devono essere asciutti.
Non salire od appoggiarsi sui materiali da tagliare quando il generatore è in funzione.
Non lavorare in ambienti umidi o bagnati, se non con un vestiario di protezione adeguato onde prevenire shock elettrici.
Controllare che i cavi di uscita e il cavo di alimentazione elettrica non presentino zone con i conduttori scoperti; in tal
caso sostituirli immediatamente.
Disconnettere la linea di alimentazione prima di intervenire sulla torcia, sul generatore o sui cavi di uscita.
Non appoggiare mai la torcia, con o senza fondina, direttamente sul banco di lavoro o su superfici metalliche collegate
alla massa del generatore per evitare cortocircuiti o accensioni accidentali dell'arco.
AVVERTENZA: i campi elettromagnetici prodotti dalle forti correnti di taglio potrebbero causare malfunzionamento
di apparecchiature elettroniche vitali (Pacemakers ecc.).
PREVENZIONE CONTRO I FUMI TOSSICI
Queste precauzioni devono essere adottate onde prevenire l'esposizione dell'operatore o di altre persone ai fumi tossici
che vengano generati durante il procedimento di taglio/saldatura.
Evitare di eseguire operazione di taglio o saldatura su parti verniciate o sporche di grasso o olio.
Certi solventi clorurati possono decomporsi per effetto del procedimento e generare gas nocivi, come il fosgene.
Occorre perciò accertarsi che tali solventi non siano presenti sui materiali in lavorazione; nel caso siano presenti è
necessario asportarli prima di azionare la macchina.
17
Page 18

Occorre inoltre accertarsi che nelle immediate vicinanze del punto di lavoro non vi siano tali solventi od altri agenti
degradabili.
Metalli ricoperti di, o contenenti, piombo, grafite, cadmio, zinco, mercurio, berillio e cromo possono produrre
concentrazioni nocive di fumi tossici e non devono essere sottoposti ad operazioni di taglio a meno che:
1) il rivestimento venga rimosso prima di iniziare a saldare.
2) l'area di lavoro sia adeguatamente ventilata.
3) l'operatore usi un adeguato sistema di respirazione (maschera di filtraggio del fumo).
Non lavorare in uno spazio ove possa mancare un'adeguata ventilazione
PREVENZIONE CONTRO L'INCENDIO
Durante il procedimento di taglio il metallo si surriscalda e scintille e scorie possono spargersi all’intorno. Occorre
prendere tutte le precauzioni necessarie onde prevenire incendi e/o esplosioni.
Evitare di operare in zone dove vi siano contenitori di sostanze infiammabili.
Tutti i materiali combustibili devono essere tenuti lontani dall’area di lavoro.
Devono essere disponibili dei dispositivi antincendio nell'immediata vicinanza dell’area di lavoro.
Particolari accorgimenti devono essere presi per operazioni di saldatura/taglio su fusti che abbiano contenuto sostanze
infiammabili o per operare all'interno di recipienti metallici o di luoghi con scarsa ventilazione.
Queste operazioni devono essere eseguite sempre alla presenza di personale qualificato che possa prestare l'assistenza
necessaria.
NON operare mai in un ambiente la cui atmosfera sia satura di gas infiammabili, vapori o liquidi combustibili (ad es.
benzina o suoi vapori).
USO DI BOMBOLE DI GAS INERTE
Quando si usano sistemi ad aria compressa o bombole occorre osservare tutte le normative vigenti.
Regolatori di pressione
Tutti i regolatori di pressione impiegati devono essere in condizioni regolari.
Detti dispositivi, se non tenuti in condizioni ottimali, possono causare danni all'equipaggiamento o all'operatore. In caso
di avaria sostituire immediatamente il dispositivo.
NON usare mai regolatori destinati a gas differenti da quello in uso con la macchina.
NON usare in nessun caso regolatori che siano visibilmente danneggiati.
NON lubrificare mai i regolatori con olio o grassi.
Bombole:
Le bombole contenenti gas compressi vanno utilizzate e maneggiate secondo le prescrizioni dalle relative normative.
NON usare mai una bombola rotta o che sia visibilmente danneggiata.
NON usare mai bombole che non siano posizionate nel loro alloggiamento.
NON muovere o trasportare una bombola senza le protezioni prescritte.
NON usare il gas delle bombole per impieghi diversi da quello previsto.
NON lubrificare le valvole delle bombole con oli o grassi.
NON permettere contatti elettrici tra le bombole ed e la macchina.
NON esporre mai le bombole ad eccessivo calore, scintille, scorie o fiamme.
MAI cercare di riparare bombole difettose ma rinviarle al fornitore.
Tubazioni
Le tubazioni dei gas hanno la seguente codifica colori:
Verde = Ossigeno
Nero = Gas Inerte e Aria
NON impiegare MAI tubi verdi se non per l’Ossigeno.
SOSTITUIRE immediatamente tutti i tubi che siano danneggiati da tagli, o che presentino bruciature.
NON piegare i tubi, per prevenire strozzature che riducano la pressione o la portata degli stessi.
ESAMINARE periodicamente le tubazioni ricercando eventuali falle, logoramenti o connessioni difettose.
PROTEZIONE DAL RUMORE
Le apparecchiature elettroniche utilizzate nella saldatura ad arco e nel taglio al plasma non producono normalmente
rumori eccedenti gli 80 dbA.
In rapporto ai procedimenti usati e alle relative condizioni d'uso (intensità dei parametri di saldatura o taglio, distanza
pezzo-torcia, ambiente chiuso o aperto) possono verificarsi rumori superiori a tale limite.
Pertanto gli utilizzatori dovranno mettere in atto le precauzioni previste dalle normative vigenti.
18
Page 19

DISPOSITIVI DI SICUREZZA
I generatori sono provvisti di opportuni dispositivi di sicurezza per prevenire danni alla macchina ed all'operatore.
MAI manomettere i dispositivi di sicurezza mettendo in corto circuito o aprendone i terminali di collegamento.
NON tentare mai di utilizzare il generatore sprovvisto dei circuiti e/o dispositivi di protezione installati e se non è in
condizioni di funzionamento perfette, in quanto ciò è estremamente rischioso per l'operatore e qualsiasi altra persona
presente.
Tutte le connessioni elettriche devono essere ricoperte dagli appositi isolanti.
AVVERTENZA: I vari dispositivi di sicurezza devono essere periodicamente verificati e devono essere
IMMEDIATAMENTE SOSTITUITI se trovati non operativi
SEGNALAZIONI DI PERICOLO
All’interno o all’esterno della macchina si trovano dei segnali di pericolo che avvertono dei rischi che si possono
correre.
Il significato di questi segnali è il seguente:
LEGGERE ATTENTAMENTE IL MANUALE DI ISTRUZIONI.
AVVERTENZA GENERICA: questo simbolo indica un pericolo di qualsiasi natura che può
provocare danni sia alle persone che alle cose.
AVVERTENZA!: in questo punto possono verificarsi lesioni da contatto (ad es. Shock elettrico).
PERICOLO DI MORTE: prestare la massima attenzione in presenza di questa indicazione! non
toccare per nessun motivo la zona indicata da questo simbolo perché esiste il pericolo di incidente
mortale
PERICOLO DI INCENDIO: dove è esposto questo segnale esiste il rischio di incendio.
PERICOLO DI ESPLOSIONE: Sostanze esplosive o pericolo di esplosione.
RAGGI ACCECANTI: in presenza di questo segnale occorre munirsi di maschera con lenti protettive
per evitare seri danni alla vista.
19
Page 20

ISTRUZIONI GENERALI
Questa parte del manuale è importante per un uso corretto del generatore. Non contiene istruzioni particolari per la
manutenzione in quanto questi generatori non richiedono manutenzione corrente.
Le uniche precauzioni da prendere sono quelle relative a qualsiasi macchina elettrica con involucro metallico.
È bene infatti evitare urti, sfregamenti e, nella maniera più assoluta, esposizioni a stillicidi, fonti di calore eccessivo, o
comunque situazioni anomale.
In caso di trasporto e/o di stoccaggio in magazzino, la temperatura deve essere compresa tra:
- 25 e + 55 °C
Per gli eventuali interventi di manutenzione straordinaria, e solo nel caso si abbiano sia l'attrezzatura sia le conoscenze
tecniche necessarie si possono seguire le istruzioni fornite dall'apposito manuale di assistenza tecnica, altrimenti è
preferibile rivolgersi al più vicino punto di assistenza o direttamente al fabbricante.
Riparazioni o manutenzione eseguite da centri assistenza non autorizzati dalla LINCOLN ELECTRIC, comportano
l’immediata decadenza della garanzia del fabbricante.
PROCEDURE DI AVVIAMENTO
PRIMA DI PROVARE AD ALLACCIARE IL GENERATORE ALLA RETE E DI USARLO, LEGGERE
ATTENTAMENTE IL MANUALE DI ISTRUZIONE
Seguendo le istruzioni potrete evitare una errata installazione della macchina che potrebbe compromettere anche in
maniera irreversibile il funzionamento del generatore.
I danni dovuti ad un erroneo utilizzo del generatore non sono coperti dalla garanzia del fabbricante.
Questo generatore è progettato per USO PROFESSIONALE e riservato esclusivamente all’impiego da parte di
PERSONALE ADDESTRATO.
Il generatore può lavorare in ambienti dove le condizioni di utilizzo siano particolarmente gravose e con temperatura
ambiente compresa tra -20 e +40 °C, con umidità max. del:
50% sino a +40 °C
90% sino a +20 °C
1. Evitare di appoggiare il generatore a pareti o di porlo comunque in posizioni che ostruiscano o limitino il flusso
d'aria attraverso le feritoie di areazione (evitare quindi di coprire il generatore con teli, stracci, fogli di carta,
plastica, ecc.).
2. Assicurarsi che l'aria aspirata dalla macchina sia a temperature inferiori ai 40 °C e che l’ambiente di lavoro non sia
inquinato, ad es. non vi sia presenza di:
a) aria umida con presenza di polveri miste ad acidi o sali.
b) aria affetta da forte presenza di polveri ferrose o metalliche.
3. Verificare che il valore della tensione di rete sia conforme a quello indicato per il generatore usato
4. Accertarsi che il valore della potenza disponibile sulla rete sia adeguata alla potenza richiesta per il funzionamento
della macchina. Nel dubbio consultare le tabelle alla voce DATI TECNICI.
5. Il grado di protezione dagli agenti esterni di questi generatori è IP23, ovvero il mantello di copertura della macchina
protegge da corpi estranei con diametro maggiore di 12 mm. e contro spruzzi d’acqua fino a 60 gradi dalla verticale.
Quindi evitare di:
• immergere il generatore in liquidi di qualsiasi genere.
• posarlo su superfici fangose e umide.
• inserire corpi estranei nelle o intorno alle feritoie per l'aria.
6. Non usare il generatore senza il suo mantello. Ciò potrebbe rivelarsi dannoso sia per la macchina sia per l'operatore.
DESCRIZIONE PANNELLO FRONTALE DI COMANDO
Indicatori Led.
• Led 1: Acceso con macchina alimentata
• Led 2: Acceso quando ai morsetti di uscita della macchina è presente tensione.
• Led 3: Acceso indica che, alla torcia, la pressione dell'aria necessaria per il taglio è scesa a valori insufficienti .
• Led 4: Si accende quando il generatore va in blocco per entrata in funzione delle protezioni termiche, o per
sovratensione eccessiva sulla linea di alimentazione.
• Led 5: Si accende durante l'operazione di taglio.
20
Page 21

Comandi sui quali può agire l'operatore
M1 Agendo su tale manopola si imposta il valore di corrente desiderato per il procedimento di taglio.
I1 L’interruttore permette la fuoriuscita del getto d'aria dalla torcia in assenza d’arco; molto utile ad esempio per
soffiare sul pezzo, raffreddare la torcia, o solo verificare la presenza dell'aria nel circuito.
I2 Commutatore che seleziona/deseleziona i comandi sul comando a distanza CN1 ( Solo sul generatore PC100 )
CN1 Connettore per l’unità di comando a distanza.
A ciascun pin del connettore CN1 corrispondono le seguenti funzioni:
VISTA FRONTALE
ALLACCIAMENTO TORCIA
L'allacciamento della torcia al generatore è molto semplice perché si utilizza l'innesto rapido comprensivo di attacco
gas, del pulsante torcia, e dell'attacco dell’alimentazione elettrica per la torcia.
Far scorrere la protezione in plastica lungo il cavo torcia oltre il connettore, inserire il connettore della torcia
nell’apposito attacco presente sul pannello frontale, riportare indietro la protezione scorrevole fino al pannello frontale
e fissarla mediante le 3 viti apposite.
Per quanto riguarda la massa questa va collegata al pezzo da tagliare; sul pannello frontale troviamo un attacco
“DINSE” a cui verrà collegata la pinza.
DIREZIONE FUNZIONE
USCITA (120Vc.a.,1A Max.) Interruttore normalmente aperto, viene
chiuso al trasferimento dell’arco al
pezzo
USCITA (12Vc.c., @20mA Max.) Presa Ausiliaria
ENTRATA (0 - 5 V c.c.*) Regolazione Corrente in Uscita
ENTRATA Aziona il generatore
se chiuso a massa
MASSA
MASSA
CIRCUITO GAS DI TAGLIO
Il taglio al plasma utilizza aria compressa sia come gas primario per la generazione del plasma sostenuto dall’arco
elettrico sia per il raffreddamento della torcia.
Il circuito dell'aria comprende un regolatore di pressione tarato a 5 bar, regolazioni superiori a 7,5 bar possono
danneggiare la torcia.
L’innesco ed il mantenimento dell’arco pilota viene assicurato dall’azionamento di una prima elettrovalvola.
All'innesco dell'arco di taglio, si apre una seconda elettrovalvola che permette il passaggio dell’aria primaria.
Tale valvola permette il passaggio dell'aria solo se opportunamente pilotata dalla logica elettronica durante le fasi di
pre-gas, post-gas, e processo di taglio, oppure quando azionata direttamente dall'interruttore "GAS-TEST" del pannello
di controllo frontale.
ALLACCIAMENTO ALLA RETE
Versione trifase
Prima di effettuare l'allacciamento della macchina alla rete verificare che la tensione di alimentazione sia compresa tra
340 e 460 V c.a..
21
Page 22

Se la tensione supera 460 V c.a. il generatore va in blocco, il perdurare di tale condizione può provocare danni alla
macchina; valori superiori possono danneggiare la sezione di raddrizzamento e/o il filtro rete.
Versione 2V
Prima di effettuare l'allacciamento della macchina alla rete verificare che la tensione di rete sia compresa tra 200 e 255
V c.a., con il cambio-tensione posizionato su 230 V c.a..
Se la tensione raggiunge 255V c.a. il generatore va in blocco, il perdurare di tale condizione può provocare danni alla
macchina; valori superiori possono danneggiare la sezione di raddrizzamento e/o il filtro rete.
Se il generatore viene usato con il cambio tensione nella posizione 400 V c.a. la tensione di rete deve essere compresa
tra 340 e 460 V c.a..
È OBBLIGATORIO EFFETTUARE LA MESSA A TERRA.
PROTEZIONI
I generatori dispongono di diverse protezioni interne che assicurano sempre un corretto funzionamento:
• Protezione di massimo valore di tensione rete.
• Protezioni termiche contro surriscaldamenti.
• Fusibile interno.
Valore massimo per la tensione di alimentazione dalla rete
I generatori sono protetti contro le irregolarità di tensione che possono derivare da anomalie della rete di alimentazione
in questi casi la macchina entrerà in blocco e tale funzione verrà evidenziata dal LED 4 sul pannello frontale.
Rimarrà in questo stato fino a quando la rete non rientrerà nei valori previsti, dopo di che lo sblocco sarà automatico.
Protezioni termiche
Se la temperatura dovesse salire oltre i limiti prefissati od il fattore di utilizzo venisse oltrepassato, alcuni sensori
termici, posti all’interno del generatore, ne bloccano il funzionamento con conseguente accensione del LED 4.
Non appena le condizioni ritorneranno ad essere quelle previste il generatore riprenderà il funzionamento.
Fusibile interno
La macchina è munita di un fusibile interno che protegge alcuni circuiti. Il fusibile della macchina è da 0.5A ed è
situato sulla scheda di ingresso.
NOTA: La bruciatura del fusibile indica che può esservi un problema all’interno della macchina ed è pertanto
necessario richiedere l’assistenza del Centro più vicino o direttamente quella del produttore.
SICUREZZA TORCIA
La torcia con cui è equipaggiato il generatore è provvista di un dispositivo di sicurezza che impedisce all'operatore di
venire accidentalmente a contatto con parti sotto tensione.
ATTENZIONE
SE LA TORCIA E LA RELATIVA CUFFIA DI PROTEZIONE NON VENGONO INSERITE
NELL'APPOSITO CONNETTORE IL GENERATORE RIMANE INOPERANTE
IMPOSTANDO LA PRESSIONE SOPRA A 7,5 BAR SI PUO’ DANNEGGIARE LA TORCIA
SPEGNERE SEMPRE IL GENERATORE PER LAVORARE SULLA TORCIA
ISTRUZIONI OPERATIVE
Messa in marcia
Ruotare l'interruttore di linea posto sul retro del generatore sulla posizione "I", o sul valore di tensione di rete, a
seconda del tipo di generatore utilizzato; il LED "POWER" (LED 1) posto sul pannello frontale si accenderà.
Si udirà, dopo 1 secondo circa dall'accensione dell'interruttore, un "click" effettuato dal relè di avvio, dopo di che la
macchina sarà pronta ad operare.
Regolazioni per il taglio
Il concetto alla base del funzionamento di questi generatori è quello di fornire una corrente costante e pari al valore
impostato, indipendentemente dalla lunghezza dell'arco di plasma.
22
Page 23

Dopo aver effettuato i collegamenti della torcia e accesa la macchina, è bene verificare la presenza dell'aria primaria
azionando l'interruttore I1.
La pressione aria andrà regolata a 5 bar.
Si può quindi impostare il valore di corrente desiderato tramite la manopola M1 (da 15 ad un massimo di 40 A per
PC40, da 20 ad un massimo di 60 A per PC60, e da 20 a 100 A. per PC100).
Per avviare il processo è sufficiente premere il pulsante facendo attenzione a non dirigere il getto della torcia contro
corpi estranei.
Durante il processo di taglio è possibile tenere la torcia sollevata dal pezzo per un tempo prolungato.
Evitare il contatto diretto della torcia col pezzo, a meno che non si disponga degli ugelli appositi.
La lunghezza dell'arco non deve superare 6 - 7 mm.
A taglio terminato rilasciare il pulsante con conseguente spegnimento dell'arco; il getto d'aria si manterrà per circa 30
secondi (post-gas) necessari per il raffreddamento della torcia.
DATI TECNICI
SCHEMA A BLOCCHI
Prima di passare alla descrizione dello schema a blocchi è bene introdurre alcuni concetti generali che sono alla base
dei criteri di progettazione del generatore. Il “cuore” di questo, cioè la sua parte tecnicamente più avanzata, è l’inverter,
costruito usando componenti elettronici della migliore qualità che ne permettono un’alta affidabilità con funzionamenti
gravosi.
L'inverter è un particolare circuito oscillante che, ricevendo in ingresso una corrente continua, fornisce una tensione
alternata alla frequenza voluta.
Al crescere della frequenza di lavoro si ottengono diversi vantaggi:
• E’ possibile usare trasformatori più piccoli e leggeri a pari trasferimento di potenza.
• Si possono ottenere variazioni istantanee sull’uscita, cioè sulla corrente di taglio. Questo permette la regolazione
della corrente istante per istante, adeguandola alle necessità del processo.
• Utilizzando tali frequenze si elimina il caratteristico fastidioso ronzio delle comuni apparecchiature
elettromeccaniche.
Descrizione funzionale dello schema a blocchi.
a) La tensione di alimentazione è raddrizzata e filtrata dal blocco di raddrizzamento e filtro (1)
b) La tensione continua cosi' ottenuta viene quindi convertita dall'inverter (2) in tensione alternata ad alta
frequenza.
c) Questa tensione alternata è applicata al primario del trasformatore (3) che ha il compito di isolare
galvanicamente dalla rete i morsetti di uscita.
d) L'uscita del trasformatore fornisce una tensione ad alta frequenza che è raddrizzata e filtrata dal blocco (4).
e) La scheda di controllo (5) impedisce il funzionamento se la tensione di rete non è nei limiti previsti (tensione
nominale +/- 10%).
f) Il pannello di controllo (6), permette le seguenti impostazioni e regolazioni:
• manopola per l'impostazione della corrente di taglio
• spie luminose per il controllo delle condizioni di funzionamento della macchina
23
Page 24

• interruttore per la prova erogazione aria
Solo per PC100:
• interruttore per il trasferimento dei comandi dal pannello frontale al comando a distanza
• connettore per il comando a distanza.
DATI TECNICI:
Alimentazione:
PC40 PC60 PC100
Tensione di alimentazione 230/400V Monofase 400 V 400 V
Frequenza 50/60 Hz 50/60 Hz 50/60 Hz
Corrente primaria max 30/17 A 13 A 24 A
Potenza max assorbita 7 KVA 9 KVA 16 KVA
Fattore di potenza 0,9 0,9 0,9
Rendimento 0,85 0,85 0,85
Taglio:
PC40 PC60 PC100
Regolazione corrente di taglio 15/40 A 20/60 A 20/100 A
Corrente arco pilota 15 A 20 A 20 A
Fattore utilizzo ED 35% 60 A 100 A
Fattore utilizzo ED 50% 40 A
Fattore utilizzo ED 60% 45 A 75 A
Fattore utilizzo ED 100% 30 A 30 A 50 A
Ingombro (p x l x h) 51,5x19,5x28 cm. 51,5x19,5x28 cm. 615x235x33 cm.
Peso 16 kg 16 kg 26 kg
Classe di protezione IP23 IP23 IP23
FATTORE DI UTILIZZO:
I (uscita)
100
90
80
70
60
50
40
30
20
10
0
35% 50% 60% 100%
Il grafico riporta in ordinate la corrente di taglio espressa in Ampere (I uscita), e in ascisse la percentuale di utilizzo
riferita a un periodo totale di 10 minuti.
PC40
PC60
PC100
24
Page 25

VELOCITÀ DI TAGLIO
La velocità alla quale va effettuato il taglio dipende da molti fattori:
a. spessore e composizione del materiale da tagliare.
b. corrente impostata. Il valore della corrente incide sul risultato nella rifinitura del taglio.
c. caratteristiche geometriche della linea di taglio (percorso rettilineo o tortuoso).
Per una indicazione di massima dell’impostazione ottimale è stata predisposta la tabella seguente Questi dati sono
puramente indicativi; l’operatore potrà trovare con l'esperienza le soluzioni più idonee nella sua situazione di lavoro.
ACCIAIO AL CARBONIO ALLUMINIO ACCIAIO INOX
Spessore
(mm)
Corrente
(A)
Velocità
(m/min)
Spessore
(mm)
Corrente
(A)
Velocità
(m/min)
Spessore
(mm)
Corrente
(A)
Velocità
(m/min)
4 40 8,60 8 40 6,10 4 40 7,40
6 40 7,20 15 40 3,8 6 40 6,10
15 40 3,80 6,0 60(80) 1,12(1,15) 15 40 3,30
6,0 60(80) 1,5(2,40) 12,0 60(100) 0,45(0,76) 6,0 60(80) 1,20(2,00)
12,0 60(80) 0,60(1,00) 18,0 60(100) 0,15(0,25) 12,0 60(100) 0,45(0,76)
18,0 100 0,5 25,0 100 0,125 18,0 60(100) 0,23(0,38)
25,0 100 0,25 25,0 100 0,25
32,0 100 0,125 25,0 100 0,25
25
Page 26

LED1
LED2
LED3
LED4
M1
PROTEZIONE
CAVO
CONNETTORE
TORCIA
I1
MASSA
LED3
LED1
LED2
M1
SAFETY
SLEEVE
CONNETTORE
TORCIA
I2
LED5
LED4
CN1
I1
MASSA
26
Page 27

SPARE PARTS LIST - ELENCO RICAMBI
ENGLISH
PC40
Ref. Code Description Q.ty
1 W7200004 FAN 120mmX38mm 1
2 W5894144 OUTPUT INDUCTOR 1
3 W5994147 OUTPUT TRANSFORMER 1
4 W85000F4 DRILLED ELECTROVALVE 12VDC 1
5 W8500004 ELECTROVALVE 12VDC 1
6 W050091B P.C.B. HIGH FREQUENCY HF91 1
7 W9200050 HANDLE 1
8 W7600025 OUTPUT SOCKET 1
9 W0594158R P.C.B. SUTP60 1
10 W9200003 SHOULDER STRAP 1
11 W0300118 QUICK TORCH CONNECTOR T70 1
12 W8700003 BLACK KNOB 36mm 1
13 W1820504 RESISTOR 50 OHM 80W 2
14 W8400044 PLASTIC SUPPORT 4
15 W4075120 DIODE 75A 1200V 2
16 W4050100 DIODE 50A 1000V 2
17 W9600090 THERMOSTAT 90°C N.O. 1
18 W9396429 REAR PANEL 1
19 W9300120 FAN GRID 1
20 W9315157 FILTER BOX 1
21 W8800018 PRESSURE METER 1
22 W9396419 COVER 1
23 W9396379 BOTTOM 1
24 W0514C32 P.C.B. INVERTER EW9002 1
25 W0594149R P.C.B. INPUT PI200-2V 1
26 W051C940 P.C.B. SCTP94 1
27 W0518400R P.C.B. FILTER 1
28 W7501601 SWITCH 1
29 W9316412 FRONT PANEL 1
30 W8800021 PRESSURE REGULATOR WITH FILTER 1
31 W7895190 MAIN SUPPLY CABLE 1
32 W5994036 AUXILIARY TRASFORMER 1
33 W7300500 TIME DELAY FUSE 6.3x32 0.5A 1
34 W5904113 TRANSFORMER FOR HF91 1
35 W5895019 INDUCTOR FOR HF91 1
36 W2002500 POTENTIOMETER 2.5 KOHM 1
37 W752E000 SWITCH 1
38 W0300162 TORCH SHROUD 1
39 W3427470 CAPACITOR 470uF 450V 8
40 W4100005 SINGLE PHASE BRIDGE 35A 1200V 1
41 W1701040 RESISTOR 10 OHM 10W 1
42 W2700470 VARISTOR 1
43 W7500001 MICROSWITCH 1
44 W9396216 MICROSWITCH SUPPORT 1
27
Page 28

PC60
Ref. Code Description Q.ty
1 W7200004 FAN 120mmX38mm 1
2 W5894144 OUTPUT INDUCTOR 1
3 W5994147 OUTPUT TRANSFORMER 1
4 W85000F4 DRILLED ELECTROVALVE 12VDC 1
5 W8500004 ELECTROVALVE 12VDC 1
6 W050091B P.C.B. HIGH FREQUENCY HF91 1
7 W9200050 HANDLE 1
8 W7600025 OUTPUT SOCKET 1
9 W0594158R P.C.B. SUTP60 1
10 W9200003 SHOULDER STRAP 1
11 W0300118 QUICK TORCH CONNECTOR T70 1
12 W8700003 BLACK KNOB 36mm 1
13 W1820504 RESISTOR 50 OHM 80W 2
14 W8400044 PLASTIC SUPPORT 4
15 W4075120 DIODE 75A 1200V 2
16 W4050100 DIODE 50A 1000V 2
17 W9600090 THERMOSTAT 90°C N.O. 1
18 W9396429 REAR PANEL 1
19 W9300120 FAN GRID 1
20 W9315157 FILTER BOX 1
21 W8800018 PRESSURE METER 1
22 W9396419 COVER 1
23 W9396379 BOTTOM 1
24 W0594C32 P.C.B. INVERTER EW9001 1
25 W0594034R P.C.B. INPUT PI200 1
26 W051C900 P.C.B. SCTP94 1
27 W0518500R P.C.B. FILTER 1
28 W7500203 SWITCH 10A 380VAC 1
29 W9396412 FRONT PANEL 1
30 W8800021 PRESSURE REGULATOR WITH FILTER 1
31 W7895191 MAIN SUPPLY CABLE 1
32 W5994036 AUXILIARY TRASFORMER 1
33 W7300500 TIME DELAY FUSE 6.3x32 0.5A 1
34 W5904113 TRANSFORMER FOR HF91 1
35 W5895019 INDUCTOR FOR HF91 1
36 W2002500 POTENTIOMETER 2.5 KOHM 1
37 W752E000 SWITCH 1
38 W0300162 TORCH SHROUD 1
39 W3427470 CAPACITOR 470Uf 450V 6
40 W4100006 THREE PHASE BRIDGE 35A 1200V 1
41 W1701040 RESISTOR 10 OHM 10W 1
42 W2700510 VARISTOR 1
43 W7500001 MICROSWITCH 1
44 W9396216 MICROSWITCH SUPPORT 1
28
Page 29

PC100
Ref. Code Description Q.ty
1 W0527900R P.C.B. INPUT PI400 1
2 W7501703 SWITCH 1
3 W7200006 FAN 150mm 1
4 W5894280 INDUCTOR 1
5 W5894241 OUTPUT INDUCTOR 1
6 W5994242 OUTPUT TRANSFORMER 1
7 W05246T1 P.C.B. SCTP96 CR-ST 1
8 W85000F6 DRILLED ELECTROVALVE 12VDC 1
9 W8500006 ELECTROVALVE 12VDC 1
10 W050091C P.C.B. HIGH FREQUENCY HF91 1
11 W5994238 HF TRANSFORMER 1
12 W9200226 HANDLE 1
13 W7600025 OUTPUT SOCKET 1
14 W051831R P.C.B. INVERTER EW18001 1
15 W0518600R P.C.B. FILTER 1
16 W052990KR P.C.B. DUX100 1
17 W8800018 PRESSURE METER 1
18 W0300118 QUICK TORCH CONNECTOR T70 1
19 W8700003 BLACK KNOB 36mm 1
20 W1820504 RESISTOR 50 OHM 80W 2
21 W8400044 PLASTIC SUPPORT 4
22 W4050100 DIODE 50A 1000V 4
23 W4075120 DIODE 75A 1200V 3
24 W9600090 THERMOSTAT 90°C N.O. 1
25 W1850S47 RESISTOR 47 OHM 50W 1
26 W3427470 CAPACITOR 470uF 450V 1
27 W9396407 FRAME 1
28 W9396430 CENTER PANEL 1
29 W9396409 COVER 1
30 W8800021 PRESSURE REGULATOR WITH FILTER 1
31 W7895192 MAIN SUPPLY CABLE 1
32 W0300162 TORCH SHROUD 1
33 W9394251 BOTTOM 1
34 W2002500 POTENTIOMETER 2.5 KOHM 1
35 W752E000 SWITCH 1
36 W5904113 TRANSFORMER FOR HF91 1
37 W5895019 INDUCTOR FOR HF91 1
38 W5994036 AUXILIARY TRASFORMER 1
39 W7300500 TIME DELAY FUSE 6.3x32 0.5A 1
40 W7500001 MICROSWITCH 1
41 W9396216 MICROSWITCH SUPPORT 1
29
Page 30

ITALIANO
PC40
Rif. Codice Descrizione Q.tà
1 W7200004 VENTOLA 120X38 1
2 W5894144 INDUTTANZA OUT 1
3 W5994147 TRASFORMATORE OUT 1
4 W85000F4 ELETTROVALVOLA FORATA 12VDC 1
5 W8500004 ELETTROVALVOLA 12VDC 1
6 W050091B SCHEDA ALTA FREQUENZA HF91 1
7 W9200050 MANIGLIA 1
8 W7600025 BOCCOLA USCITA 1
9 W0594158R SCHEDA DIODI OUT SUTP60 1
10 W9200003 CINGHIA + SPALLACCIO 1
11 W0300118 ATTACCO CENTRALIZZATO MACCHINA 5 PINS 1
12 W8700003 MANOPOLA NERA D=36mm 1
13 W1820504 RESISTENZA 50 OHM 80W 2
14 W8400044 PIEDINI IN PLASTICA 4
15 W4075120 DIODO 75A 1200V 2
16 W4050100 DIODO 50A 1000V 2
17 W9600090 MICROTER. 90°C N.A. 1
18 W9396429 PANNELLO POSTERIORE 1
19 W9300120 GRIGLIA PER VENTOLA 1
20 W9315157 CASSETTO PER FILTRO 1
21 W8800018 MANOMETRO 1
22 W9396419 MANTELLO 1
23 W9396379 FONDO 1
24 W0514C32 SCHEDA INVERTER EW9002 1
25 W0594149R SCHEDA INGRESSO PI200-2V 1
26 W051C940 SCHEDA SCTP94 1
27 W0518400R SCHEDA FILTRO RETE 1
28 W7501601 COMMUTATORE 1
29 W9316412 PANNELLO ANTERIORE 1
30 W8800021 REGOLATORE DI PRESSIONE CON FILTRO 1
31 W7895190 CAVO ALIMENTAZIONE 1
32 W5994036 TRASFORMATORE AUSILIARIO 1
33 W7300500 FUSIBILE RITARDATO 6.3x32 0.5A 1
34 W5904113 TRASFORMATORE PER HF91 1
35 W5895019 INDUTTANZA PER HF91 1
36 W2002500 POTENZIOMETRO 2.5 KOHM 1
37 W752E000 DEVIATORE A LEVETTA 1
38 W0300162 CUFFIA PER CONNETTORE TORCIA 1
39 W3427470 CONDENSATORE ELETTROLITICO RADIALE 470uF 450V 8
40 W4100005 PONTE MONOFASE 35A 1200V 1
41 W1701040 RESISTENZA 10 OHM 10W 1
42 W2700470 VARISTORE 1
43 W7500001 MICROINTERRUTTORE 1
44 W9396216 STAFFA PER MICROINTERRUTTORE 1
30
Page 31

PC60
Rif. Codice Descrizione Q.tà
1 W7200004 VENTOLA 120X38 1
2 W5894144 INDUTTANZA OUT 1
3 W5994147 TRASFORMATORE OUT 1
4 W85000F4 ELETTROVALVOLA FORATA 12VDC 1
5 W8500004 ELETTROVALVOLA 12VDC 1
6 W050091B SCHEDA ALTA FREQUENZA HF91 1
7 W9200050 MANIGLIA 1
8 W7600025 BOCCOLA USCITA 1
9 W0594158R SCHEDA DIODI OUT SUTP60 1
10 W9200003 CINGHIA + SPALLACCIO 1
11 W0300118 ATTACCO CENTRALIZZATO MACCHINA 5 PINS 1
12 W8700003 MANOPOLA NERA D=36mm 1
13 W1820504 RESISTENZA 50 OHM 80W 2
14 W8400044 PIEDINI IN PLASTICA 4
15 W4075120 DIODO 75A 1200V 2
16 W4050100 DIODO 50A 1000V 2
17 W9600090 MICROTER. 90°C N.A. 1
18 W9396429 PANNELLO POSTERIORE 1
19 W9300120 GRIGLIA PER VENTOLA 1
20 W9315157 CASSETTO PER FILTRO 1
21 W8800018 MANOMETRO 1
22 W9396419 MANTELLO 1
23 W9396379 FONDO 1
24 W0594C32 SCHEDA INVERTER EW9001 1
25 W0594034R SCHEDA INGRESSO PI200 1
26 W051C900 SCHEDA SCTP94 1
27 W0518500R SCHEDA FILTRO RETE 1
28 W7500203 INTERRUTTORE TRIPOLARE 10A 380Vac 1
29 W9396412 PANNELLO ANTERIORE 1
30 W8800021 REGOLATORE DI PRESSIONE CON FILTRO 1
31 W7895191 CAVO ALIMENTAZIONE 1
32 W5994036 TRASFORMATORE AUSILIARIO 1
33 W7300500 FUSIBILE RITARDATO 6.3x32 0.5A 1
34 W5904113 TRASFORMATORE PER HF91 1
35 W5895019 INDUTTANZA PER HF91 1
36 W2002500 POTENZIOMETRO 2.5 KOHM 1
37 W752E000 DEVIATORE A LEVETTA 1
38 W0300162 CUFFIA PER CONNETTORE TORCIA 1
39 W3427470 CONDENSATORE ELETTROLITICO RADIALE 470uF 450V 6
40 W4100006 PONTE TRIFASE 35A 1200V 1
41 W1701040 RESISTENZA 10 OHM 10W 1
42 W2700510 VARISTORE 1
43 W7500001 MICROINTERRUTTORE 1
44 W9396216 STAFFA PER MICROINTERRUTTORE 1
31
Page 32

PC100
Rif. Codice Descrizione Q.tà
1 W0527900R SCHEDA INGRESSO PI400 1
2 W7501703 INTERRUTTORE TRIPOLARE 20A 1
3 W7200006 VENTOLA 150mm 1
4 W5894280 INDUTTANZA IN ARIA 1
5 W5894241 INDUTTANZA OUT 1
6 W5994242 TRASFORMATORE OUT 1
7 W05246T1 SCHEDA SCTP96 CR-ST 1
8 W85000F6 ELETTROVALVOLA FORATA 12VDC 1
9 W8500006 ELETTROVALVOLA 12VDC 1
10 W050091C SCHEDA ALTA FREQUENZA HF91 1
11 W5994238 TRASFORMATORE HF 1
12 W9200226 MANIGLIA 1
13 W7600025 BOCCOLA USCITA 1
14 W051831R SCHEDA INVERTER EW18001 1
15 W0518600R SCHEDA FILTRO RETE 1
16 W052990KR SCHEDA DIODI OUT DUX100 1
17 W8800018 MANOMETRO 1
18 W0300118 ATTACCO CENTRALIZZATO MACCHINA 5 PINS 1
19 W8700003 MANOPOLA NERA D=36mm 1
20 W1820504 RESISTENZA 50 OHM 80W 2
21 W8400044 PIEDINI IN PLASTICA 4
22 W4050100 DIODO 50A 1000V 4
23 W4075120 DIODO 75A 1200V 3
24 W9600090 MICROTER. 90°C N.A. 1
25 W1850S47 RESISTENZA 47 OHM 50W 1
26 W3427470 CONDENSATORE ELETTROLITICO RADIALE 470uF 450V 1
27 W9396407 TELAIO 1
28 W9396430 TRAMEZZA 1
29 W9396409 MANTELLO 1
30 W8800021 REGOLATORE DI PRESSIONE CON FILTRO 1
31 W7895192 CAVO ALIMENTAZIONE 1
32 W0300162 CUFFIA PER CONNETTORE TORCIA 1
33 W9394251 FONDO PORTANTE 1
34 W2002500 POTENZIOMETRO 2.5 KOHM 1
35 W752E000 DEVIATORE A LEVETTA 1
36 W5904113 TRASFORMATORE PER HF91 1
37 W5895019 INDUTTANZA PER HF91 1
38 W5994036 TRASFORMATORE AUSILIARIO 1
39 W7300500 FUSIBILE RITARDATO 6.3x32 0.5A 1
40 W7500001 MICROINTERRUTTORE 1
41 W9396216 STAFFA PER MICROINTERRUTTORE 1
32
Page 33

ELECTRIC DIAGRAMS - SCHEMI ELETTRICI
33
Page 34

34
Page 35

5
0
0
V
0
5
.
A
35
Page 36

0
A
5
5
.
0
0
V
36
Page 37

²
37
 Loading...
Loading...