


Betriebsanleitung - Diamaster WhisperCut
User manual - Diamaster WhisperCut
Manuale d´uso - Diamaster WhisperCut
Mode d’emploi - Diamaster WhisperCut
Instrucciones de servicio - Diamaster WhisperCut
Instruções de utilização - Diamaster WhisperCut
Руководство по эксплуатации - Diamaster WhisperCut
使用手册-金刚石静音修边铣刀
取扱説明書−ダイヤマスターウィスパーカット
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
中文
104/2012 ID.524571 V2.0
日本語
1 Allgemeiner Teil
DeutschEnglish
Das Werkzeug entspricht den Anforderungen gemäß EN 847-1.
Vor Inbetriebnahme des Werkzeuges ist die Betriebsanleitung zu beachten!
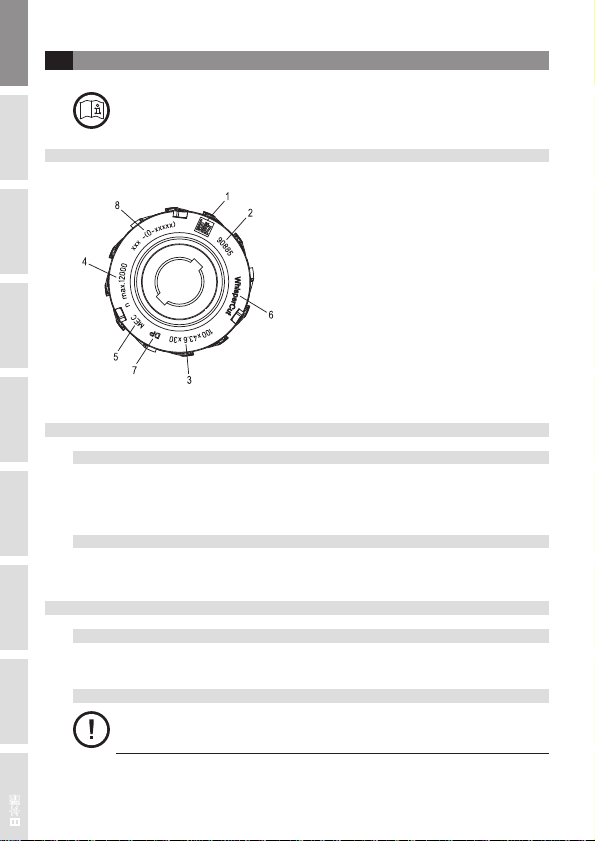
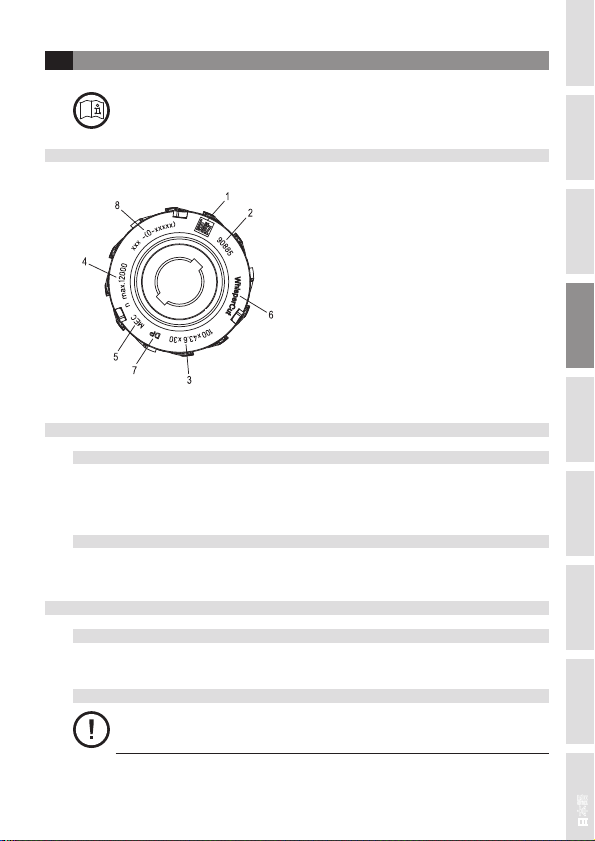
1.1 Kennzeichnung
ItalianoFrançaiseEspañolPortuguêsРусский
1.2 Schneidstoffe und Bestellangaben
1.2.1 Schneidstoffe
SP = Werkzeugstahl, legiert HL = Werkzeugstahl, hochlegiert
HS = Schnellarbeitsstahl, hochlegiert ST = Stellit
HW = Hartmetall, unbeschichtet HC = Hartmetall, beschichtet
DP = Polykristalliner Diamant DM = Monokristalliner Diamant
1.2.2
Bestellangaben
Artikelbezeichnung
Ident-Nummer
1.3 Bestimmungsgemäßer Gebrauch
1.3.1 Drehzahl n / n max.
Der auf dem Werkzeug angegebene Drehzahlbereich “n“ muss eingehalten werden bzw.
die angegebene Höchstdrehzahl “n max.“darf nicht überschritten werden!
1.3.2 Verwendungsart und Arbeitsweise
Die Vorgaben des Maschinenherstellers bezüglich der Eignung des Werkzeuges sind zu
中文
beachten.
1. Hersteller
2. Ident-Nr.
3. Maximale Abmessung (D
4. Maximale Betriebsdrehzahl (n max)
5. Vorschubart
6. Werkzeugbezeichnung
7. Schneidstoff
8. Weitere Kennzeichnung des Herstellers
Bei Verwendung mehrerer Werkzeuge auf einer
Welle bzw. einem Fräsdorn, gilt der kleinste Wert
“n max.” als Betriebsdrehzahl.
Abmessungen
Schneidenzahl
Vorschubart
Drehzahl
x SB
x BO)
max
max
2 04/2012 ID.524571 V2.0
日本語

Das hier beschriebene Werkzeug darf nur entsprechend der Kennzeichnung der
Vorschubart verwendet werden.
MEC (Mechanischer Vorschub)
Mit „MEC“ gekennzeichnete Werkzeuge dürfen nur auf Maschinen mit mechanischem
Vorschub verwendet werden!
1.3.3 Bearbeitungsart
1.3.4 Zu bearbeitende Werkstoffe
Holz, Holzwerkstoffe sowie Werkstoffe mit vergleichbaren Zerspanungseigenschaften,
gemäß Katalogangaben.
Spezielle Anwendungszwecke nach Freigabe durch den Hersteller.
1.4 Sicherer Umgang
1.4.1 Verwendung
Das Werkzeug darf nur wie in Abschnitt „Bestimmungsgemäßer Gebrauch“ beschrieben,
eingesetzt werden!
Es sind die jeweils gültigen nationalen Unfallverhütungs- und Arbeitsschutzvorschriften
einzuhalten - insbesondere die sicherheitstechnischen Anforderungen nach EN 847.
1.4.2 Transport
Schutzhandschuhe tragen!
Verletzungsgefahr durch scharfe Schneiden!
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
Transport nur in geeigneter Verpackung!
Beim Ein-/ Auspacken ist äußerste Sorgfalt anzuwenden!
Beschädigungsgefahr!
中文
304/2012 ID.524571 V2.0
日本語

1.4.3 Montage auf der Maschine
DeutschEnglish
Das Werkzeug ist gemäß den Vorgaben des Maschinenherstellers auf der Maschine zu
befestigen, zu sichern und in Betrieb zu nehmen.
Das Anlaufen der Werkzeugmaschine während des Werkzeugwechsels ist
auszuschließen (siehe Betriebsanleitung der Maschine).
Schutzhandschuhe tragen!
Verletzungsgefahr durch scharfe Schneiden!
ItalianoFrançaiseEspañolPortuguêsРусский
中文
4 04/2012 ID.524571 V2.0
日本語
Vor Inbetriebnahme des Werkzeuges Schneidteile, Spannschrauben und Spannelemente
auf richtigen und festen Sitz überprüfen.
Verletzungsgefahr durch wegfliegende Teile!
Die vom Maschinenhersteller vorgegebenen Höchstwerte für die Werkzeugmasse, durchmesser und Auskraglänge müssen eingehalten werden.
Maschineneinstellungen, insbesondere Drehzahl und Drehrichtung, kontrollieren!
Gefahr des Lösens des Werkzeuges!
Unsachgemäßes Abbremsen des Werkzeuges, z.B. durch seitliches Andrücken, ist
nicht zulässig.
Bei der Montage muss sichergestellt werden, dass das Werkzeug sowie alle Schneidenund Einbauteile auf den dafür vorgesehenen Spannflächen gespannt sind.
Bei aufeinander gesetzten Werkzeugen überprüfen, dass sich die Schneiden nicht
gegenseitig berühren.
Alle Spannflächen müssen frei von Verschmutzungen, Fett, Öl oder Wasser sein.
Die Schneiden dürfen nicht mit Befestigungsmitteln oder Maschinenteilen in Berührung
kommen.
Spannschrauben und -muttern mit dem zugehörigen Montagewerkzeug bzw. mit dem
vorgegebenen Drehmoment anziehen.
Das Verlängern von Spann-Schlüsseln oder die Verwendung von
Schlagwerkzeugen ist verboten!
1.4.4 Vorsichtsmaßnahmen

Schneidteile, Spannelemente, Schrauben und Werkzeug-Grundkörper regelmäßig auf
mögliche Beschädigungen überprüfen – insbesondere nach einer Kollision des
Werkzeuges mit Maschinenteilen z.B. Maschinentisch, Werkstückspannelementen,
Absaughauben.
Beschädigte oder verschlissene Schneidteile, Spannelemente oder Schrauben müssen
sofort satzweise gegen Originalteile ausgetauscht werden.
Beschädigte Werkzeuge sind von einem Fachmann zu überprüfen.
Verletzungsgefahr durch wegfliegende Teile!
Werkzeuge mit gerissenen Grundkörpern oder deformierten Schneidenaufnahmen
müssen ausgemustert werden. Das Reparieren solcher Werkzeuge ist nicht erlaubt!
DeutschEnglish
Gefahr des Werkzeugbruchs.
Ein deformiertes Werkzeug darf nicht eingesetzt werden.
1.5 Reinigung und Pflege
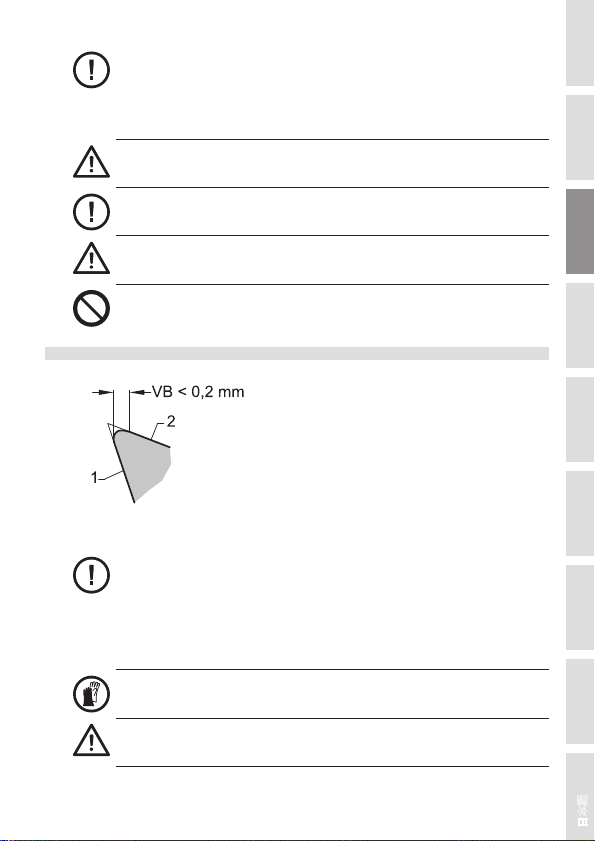
1 Spanfläche
2 Freifläche
Aus Gründen der Arbeitssicherheit sind die Schneidplatten / Schneiden instand zu setzen
(siehe Abschnitt „Schärfen, Instandsetzen, Ändern“), spätestens wenn:
- die Verschleißmarkenbreite VB an den Schneiden größer 0,2 mm beträgt - besonders
die Hauptverschleißzonen beachten.
- Schneidenausbrüche erkennbar sind.
- die Stromaufnahme der Maschine merklich ansteigt.
Schutzhandschuhe tragen!
Verletzungsgefahr durch scharfe Schneiden!
ItalianoFrançaiseEspañolPortuguêsРусский
中文
504/2012 ID.524571 V2.0
日本語

Die regelmäßige Reinigung der Schneiden von Harz und Leim (Aufbauschneiden) erhöht
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
die Standzeit und die Betriebssicherheit.
Beim Reinigen Hand- und Augenschutz tragen.
Reinigungsmittel können Haut, Augen angreifen und das Werkzeug oder
Spannzeug beschädigen.
Nur Reinigungsmittel verwenden, die das Material nicht angreifen, z.B. Sur-Tec 194 für
Stahl bzw. Sur-Tec 143 für Aluminium und Stahl.
Reinigungs- und Pflegemittel können beim Werkzeughersteller bezogen werden.
Hinweise des Reinigungsmittelherstellers sind zu beachten.
Holzbearbeitungswerkzeuge und Spannzeuge sind zum Vermeiden von Korrosion vor
Feuchtigkeit zu schützen.
Geeignete Pflegemittel: Universalöle, z.B. WD 40 oder Ballistol
1.6 Instandsetzen, Ändern, Schärfen
1.6.1 Allgemeine Forderungen
Instandsetzungsarbeiten und Änderungen dürfen nur vom Hersteller oder von
autorisierten Fachwerkstätten durchgeführt werden.
Gefahr des Werkzeugbruchs.
Es dürfen nur Ersatzteile verwendet werden, die mit den Vorgaben für Originalersatzteile
des Werkzeugherstellers übereinstimmen.
Toleranzen, die ein einwandfreies Spannen sicherstellen, müssen eingehalten werden.
Das Schärfen, Instandsetzen oder Ändern von Werkzeugen darf nur von Fachleuten mit
entsprechender Erfahrung gemäß den Anweisungen des Herstellers durchgeführt
werden.
Die Fachleute müssen vertraut sein mit:
- dem Stand der Technik bezüglich der Konstruktion und Gestaltung
- den nationalen Vorschriften sowie mit
- den einschlägigen Sicherheitsbestimmungen und -normen
- und über die normalen Mittel und die Fähigkeiten für diese Arbeiten verfügen.
Nach jedem Schärfen, Instandsetzen oder Ändern muss sichergestellt sein, dass das
Werkzeug die Anforderungen der Europäischen Norm EN 847-1 erfüllt.
Bei Auswirkung der Änderung/ Neubestückung auf die Angaben der
Werkzeugkennzeichnung sind diese zu aktualisieren. Der Name / Logo des der Änderung/
Neubestückung durchführenden Unternehmens ist hinzuzufügen.
Schärfanleitung
1.6.2
中文
Die Schärfanweisung beim Werkzeughersteller anfordern.
6 04/2012 ID.524571 V2.0
日本語

1 General information
The tool corresponds to the requirements according to EN 847-1.Follow the instruction
manual before using the tool!
1.1 Marking
1.2 Cutting materials and ordering details
1.2.1 Cutting Materials
SP = Alloyed tool steel HL = High alloyed tool steel
HS = High speed steel ST = Cast cobalt-based alloys, e.g. stellite
HW = Carbide, uncoated HC = Carbide, coated
DP = Polycrystalline diamond DM = Monocrystalline diamond
1.2.2
Ordering details
Product name
ID-No.
1.3 Intended use
1.3.1 RPM n / n max.
The RPM range marked “n“ on the tool has to be kept, resp. the specified max. RPM “n
max.“ is not allowed to be exceeded!
1.3.2 Usage category and working method
Please pay attention to the specifications of the machine manufacturer concerning the
applicability of the tool.
The specified tool is only allowed to be used for the type of feed marked on the tool.
Dimensions
Number of cutting edges
1. Manufacturer
2. ID-No.
3. Max. dimensions (D
4. Maximum operating RPM’s (n max.)
5. Type of feed
6. Tool description
7. Cutting material
8. Other manufacturer markings
For the application of several tools on a long
planerhead or on a cutter arbour, the smallest
value “n max.” is valid as RPM.
. x SB
max
Type of feed
RPM
x BO)
max.
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
中文
704/2012 ID.524571 V2.0
日本語

DeutschEnglish
1.3.3 Working method
ItalianoFrançaiseEspañolPortuguêsРусский
1.3.4 Material to be machined
1.4 Safe handling
1.4.1 Application
1.4.2 Transport
MEC (mechanical feed)
Tools marked with “MEC“ shall only be used on machines with mechanical feed!
Wood, wood-based material, as well as material with comparable cutting properties as per
catalogue details. Special applications only after release by the manufacturer.
The tool is only allowed to be used as described in the section “Intended use”.
The valid national rules for accident prevention and safety at work regulations have to be
observed - especially the safety requirements according to EN 847.
Wear safety gloves!
Danger of injury by sharp cutting edges!
Transport only with suitable packaging.
Be very careful when packing / unpacking!
Danger of damage!
中文
1.4.3 Mounting on the machine
8 04/2012 ID.524571 V2.0
日本語

The tool has to be mounted, locked and started up on the machine as per the instructions
of the machine manufacturer.
Starting the machine during the tool change is not allowed (see handling instructions of
the machine).
Wear safety gloves!
Danger of injury by sharp cutting edges!
DeutschEnglish
Before using the tool check the cutting parts, clamping screws and clamping elements for
correct and tight seating.
Danger of injuring from parts flying off.
The limits for the tool weight, -diameter and projection length recommended by the
machine manufacturer have to been observed.
Check the machine data, especially RPM and direction of rotation!
Danger of loosening of the tool.
Unproper stopping of the tool, e.g. by lateral pressing, is not allowed.
During mounting take care, that tool and all cutting and spare parts are mounted on
correct clamping devices.
When using stacked tooling ensure that the cutting parts are not in contact with each
other.
All clamping surfaces have to be free of dirt, grease, oil or water.
Cutting parts shall not come in contact with clamping elements or machine parts.
Tighten clamping screws and nuts by using appropriate mounting tool and the
recommended torque.
The extension of wrenches or the use of hammer blows is not permitted!
1.4.4 Precautions
Check the cutting edges, clamping elements, screws and tool bodies regularly for
potential damages – especially after collision of the tool with parts of the machine e.g.
machine table, work piece clamping elements, dust hood.
Damaged or worn cutting parts, clamping elements or screws have to be set-wise
immediately replaced with original replacement parts.
ItalianoFrançaiseEspañolPortuguêsРусский
中文
904/2012 ID.524571 V2.0
日本語

DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
Damaged tools have to be checked by an expert.
Danger of injuring from parts flying off.
Tools with cracked bodies or deformed seating of the cutting parts have to be taken out of
service. Repairing such tools is not allowed!
Danger of tool breakage.
Do not use a deformed tool.
1.5 Cleaning and Maintenance
1 chip area
2 Clearance face
For reasons of working safety, the cutting tip / cutting edges (see section “Servicing,
modifying, sharpening”) at the latest have to be serviced when:
- the wear mark width VB on the cutting edges amounts to more than 0,2 mm – pay
special attention to the main wear zones.
- break outs of the cutting edge are visible.
- the power consumption of the machine increases noticably.
Wear safety gloves!
Danger of injury by sharp cutting edges!
The cutting edges have to be regularly cleaned from resin and glue (built-up edges) – this
中文
10 04/2012 ID.524571 V2.0
日本語
increases the performance time and the operational safety.
Protect hands and eyes while cleaning.

Detergents can irritate skin and eyes and damage the tool or clamping device.
Only use detergents, which do not corrode the material, e.g.Sur-Tec 194 for steel resp.
Sur-Tec 143 for aluminium and steel.
The appropriate detergents and care products can be obtained from the tool manufacturer
Follow the instructions of the detergent manufacturer.
Woodworking tools and clamping devices are to be protected against humidity in order to
avoid corrosion.Adequate detergents and care products: multi-purpose oil, e.g. WD 40 or
Ballistol
1.6 Servicing, modifying, sharpening
1.6.1 General instructions
Service and modifications are only allowed to be done by the manufacturer or by
authorized professional workshops.
Danger of tool breakage.
Only those replacement parts are allowed to be used, which match the requirements of
the original replacement parts of the tool manufacturer.
Tolerances, that guarantee a precise clamping, have to be kept.
Sharpening, repairing or modifying of tools is only allowed to be done by experienced
specialists as per the instructions of the manufacturer.
Specialists must have knowledge and experience of:
- up-to-date engineering standards in the design and construction of woodworking tools
- national rules and regulations
- relevant safety regulations and standards
- and have the necessary machinery and the required skills to undertake the task
After any sharpening, repairing or modifying, it shall be guaranteed, that the tool meets the
requirements of the European Standard EN 847-1.
Tool labellings, which have been affected by modification / re-tipping, have to be updated.
Name/ logo of the modifying / re-tipping company have to be added.
1.6.2 Sharpening instruction
Ask the tool manufacturer for the sharpening instruction.
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
中文
1104/2012 ID.524571 V2.0
日本語

1 Parte commune
DeutschEnglish
L’utensile corrisponde alle richieste della normativa europea EN 847-1.Prima di utilizzare
l’utensile, leggere attentamente il manuale d’uso!
1.1 Marcatura
1. Produttore
2. codice
3. Dimensioni massime (D
4. Numero di giri massimo al minuto (n max.)
5. Tipo di avanzamento
6. denominazione utensile
ItalianoFrançaiseEspañolPortuguêsРусский
7. Materiali da taglio
8. marcatura aggiuntiva del produttore
Utilizzando diversi utensili su un unico albero o su
un mandrino di fresatura, la velocità operativa è
uguale al valore minimo “n max”.
1.2 Materiali da taglio ed informazioni riguardanti l’ordine
1.2.1 Materiali da taglio
SP = acciaio per utensile legato HL = aacciaio per utensili altamente
HS = acciaio super rapido ST = stellite - legehe a base di cobalto
HW = metallo duro non rivestito HC = metallo duro rivestito
DP = diamante policristallino DM = diamante monocristallino
Informazioni riguardanti l’ordine
1.2.2
Denominazione del prodotto
codice
Dimensioni
Numero dei taglienti
1.3 Modo d’uso
1.3.1 numero di giri n / n massimo
Il numero di giri marcato sull’utensile con “n” è tassativamente da rispettare. Il numero di
giri indicato con “n max” non dev’essere superato!
1.3.2 Tipo di applicazione e modo di lavorazione
中文
Prestare attenzione alle specifiche del produttore macchina per quanto riguarda
l’applicabiltà dell’utensile.
legato
max. x BO)
max. x SB
Tipo di avanzamento
Numeri di giri al minuto
12 04/2012 ID.524571 V2.0
日本語

L’utensile descritto può essere impiegato solo con il tipo di avanzamento indicato
sull’utensile.
MEC ( avanzamento meccanico)
Gli utensili contrassegnati con “MEC” possono essere usati solo su macchinecon
avanzamento meccanico!
1.3.3 Modo di lavorazione
1.3.4 Materiali che possono essere trattati
Legno, materiale a base di legno, materiale con simili caratteristiche di truciolatura come
indicato nel catalogo.Applicazioni speciali solo dopo l’autorizzazione del produttore.
1.4 L’uso sicuro
1.4.1 Applicazione
L’utensile può essere usato solo come descritto nel capitolo “Modo d’uso”!
Sono da osservare i regolamenti sulla sicurezza sul lavoro e le normative
antinfortunistiche in vigore nel rispettivo paese - specialmente i requisiti di sicurezza
secondo la normativa europea EN 847.
1.4.2 Trasporto
Indossare obbligatoriamente guanti di sicurezza!
Pericolo di lesioni dovuto a taglienti affilati!
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
Trasporto deve avvenire esclusivamente con imballi idonei allo scopo!
Siate molto attenti quando imballate / disimballate!
Rischio di danni!
中文
1304/2012 ID.524571 V2.0
日本語

1.4.3 Montaggio sulla macchina
DeutschEnglish
L’utensile deve essere montato, bloccato e utilizzato sulla macchina secondo le istruzioni
del costruttore macchina.
Non è permesso avviare la macchina durante il cambio d’utensile (vedi manuale d’uso).
Indossare obbligatoriamente guanti di sicurezza!
Pericolo di lesioni dovuto a taglienti affilati!
ItalianoFrançaiseEspañolPortuguêsРусский
中文
14 04/2012 ID.524571 V2.0
日本語
Prima di usare l’utensile controllate il corretto alloggiamento delle parti taglienti, delle viti e
degli elementi di bloccaggio.
Pericolo di lesioni a causa di pezzi proiettati via!
I limiti di peso, diametro e lunghezza dell’utensile raccomandati dal produttore macchina
sono da rispettare.
Controllare i dati forniti dal costruttore, specialmente il numero di giri ed il senso di
rotazione.
Pericolo di sblocco dell’utensile!
Un improprio arresto dell’utensile non è permesso, p.es. causato da pressioni
laterali .
Controllare durante il montaggio che utensile, parti taglienti e componenti da assemblare
siano ben bloccati nei loro appositi appoggi.
Quando impilate gli utensili assicuratevi che le parti taglienti non entrino in contatto tra di
loro.
Tutte le superfici di bloccaggio devono essere prive di polvere, grasso, olio ed acqua.
Le parti taglienti non devono venire a contatto con gli elementi di bloccaggio o parti della
macchina.
Serrare le viti e i dadi di bloccaggio con apposite chiavi e attenersi alle indicazione in
riguardo all’accoppiamento di serraggio.
E’ vietato usare chiavi di serraggio prolungate o martelli!
1.4.4 Precauzioni
Controllare regolarmente le parti taglienti, gli elementi di bloccaggio, le viti ed il corpo
dell’utensile per individuare eventuali difetti - specialmente dopo urti dell’utensile con parti
della macchina, p.es. tavolo, elementi di bloccaggio pezzo, cuffia di aspirazione
Parti taglienti, elementi di bloccaggio o viti consumati o danneggiati devono essere
sostituiti immediatamente con pezzi di ricambio originali.
Gli utensili danneggiati devono essere controllati da un esperto.
Pericolo di lesioni a causa di pezzi proiettati via!
Utensili con corpo incrinato o con deformazioni del piano di appoggio dei taglienti, devono
essere sostituiti. La riparazione di tali utensili non è permessa.
DeutschEnglish
Pericolo di rottura di utensile.
Non usate un utensile deformato.
1.5 Cura e manutenzione
1a spoglia superiore
2 spoglia inferiore
Per ragioni di sicurezza, le parti taglienti ( vedi capitolo “Servizio, modifica, affilatura”)
devono essere controllati/sostituiti:
- se l’usura segnata con VB sui taglienti è maggiore di 0,2 mm - osservare specialmente
le principali zone di usura.
- rotture di taglienti sono riscontrabili.
- l’assorbimento di corrente della macchina aumenta considerevolmente.
Indossare obbligatoriamente guanti di sicurezza!
Pericolo di lesioni dovuto a taglienti affilati!
ItalianoFrançaiseEspañolPortuguêsРусский
中文
1504/2012 ID.524571 V2.0
日本語

Le parti taglienti devono essere regolarmente pulite da resina e colla, così si aumenta la
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
durata vita e la sicurezza dell’utensile.
Proteggete le mani e gli occhi mentre pulite.
I detergenti possono sia irritare la pelle e gli occhi che danneggiare l’utensile o il
sistema di bloccaggio.
Usare solo detergenti che non corrodono il materiale, p.es. Sur-Tec 194 per acciaio e Sur
Tec 143 per alluminio e acciaio.
Rivolgersi al costruttore di utensile per ottenere i prodotti idonei per la cura e la
manutenzione degli utensili.
Seguite le istruzioni del produttore del detergente.
Gli utensili e i sistemi di bloccaggio devono essere protetti contro l’umidità per evitare la
corrosione, utilizzando prodotti ed olii appropriati.
1.6 Servizio, modifica, affilatura
1.6.1 Istruzioni generali
Manutenzione e modifiche devono essere effettuate soltanto o dal produttore o da
un’officina autorizzata.
Pericolo di rottura di utensile.
Possono essere utilizzati solo pezzi di ricambio originali.
È da attenersi alle tolleranze che garantiscono un preciso bloccaggio.
L’affilatura, la manutenzione e la modifica dell’utensile devono essere eseguite solo da
persone qualificate seguendo le istruzioni del produttore.
Lo specialista dev’essere:
- all’avanguardia in riguardo a costruzione e design
- competente nelle norme e regolamenti nazionali
- conoscere i regolamenti e le norme antinfortunistiche
- Inpiù deve disporre di una formazione e facoltà idonee ad eseguire questi lavori
Dopo ogni affilatura, manutenzione e modifica, bisogna assicurarsi che l’utensile abbia i
requisiti richiesti dalla normativa europea EN 847-1.
I dati del codice dell’utensile sono da aggiornare se in seguito ad una modifica/riaffilatura
non siano più coerenti.Deve essere aggiunto il nome e il logo della ditta che ha eseguito la
modifica / la riaffilatura.
1.6.2 Istruzioni di affilatura
中文
Richiedere al produttore dell’utensile le istruzioni di affilatura.
16 04/2012 ID.524571 V2.0
日本語
1 Partie commune
L’outil répond aux exigences de la norme EN 847-1. Avant mise en route, lire attentivement
la notice.
1.1 Désignation
1. Fabricant
2. Code
3. Dimension maximale (D
4. Vitesse de rotation maxi (n max.)
5. Type d’avance
6. Désignation d’outil
7. Matériaux de coupe
8. Autre désignation du fabricant
Lors d’application de plusieurs outils sur un
même arbre, choisir la vitesse de rotation la
plus basse comme vitesse de rotation
effective d’utilisation.
1.2 Matériaux de coupe et spécifications de commande
1.2.1 Matériau de coupe
SP = Acier allié HL = Acier à haute teneur en alliage
HS = Acier rapide allié ST = Stellite
HW = Carbure HC = Carbure, revêtu
DP = Diamant polycristallin DM = Diamant monocristallin
Spécifications de commande
1.2.2
Désignation de l’article
Code
1.3 Utilisation conformément à l’usage
1.3.1 Vitesse de rotation n / n max.
Respecter la plage de vitesse de rotation “n”spécifiée sur l’outil et ne pas dépasser la
vitesse de rotation maximale “n max” indiquée !
1.3.2 Type d’utilisation et méthode de travail
Respecter les consignes du fabricant de machine concernant la capacité de l’outil.
L’outil décrit ici ne peut être utilisé que conformément au type d’avance.
Dimensions
Nombre de coupes
max. x BO)
max. x SB
Type d’avance
Vitesse de rotation
DeutschEnglish
ItalianoFrançaiseEspañolPortuguêsРусский
中文
1704/2012 ID.524571 V2.0
日本語

DeutschEnglish
MEC (avance mécanique)
Les outils marqués “MEC” ne peuvent être utilisés que sur des machines à avance
mécanique!
1.3.3 Type d’usinage
ItalianoFrançaiseEspañolPortuguêsРусский
1.3.4 Matériaux à usiner
Bois, dérivés du bois, de même que d’autres matériaux ayant des caractéristiques
d’usinage identiques, selon les données du catalogue. Modes d’usinages particuliers
uniquement après acceptation du fabricant.
1.4 Manipulation en toute sécurité
1.4.1 Utilisation
N’utiliser l’outil que dans les conditions décrites dans le paragraphe “Utilisation en fonction
de l’usage”.
Respecter les consignes de prévention des accidents et de protection des travailleurs
propres à chaque pays - en particulier les consignes de sécurité de la norme EN 847.
1.4.2 Transport
Porter des gants de sécurité!
Risque de blessure sur les coupes tranchantes!
Transport uniquement dans l’emballage approprié!
Emballer et déballer avec le plus grand soin!
Risque de détérioration!
中文
1.4.3 Montage sur la machine
18 04/2012 ID.524571 V2.0
日本語
 Loading...
Loading...