

Page 1

Elektrowerkzeuge
®
D
GB
F
NL
I
E
S
DK
N
SF
GR
Fräs-Einrichtung
für den Fräs- und Schleifmotor 6955 + 6990 E
Bedienungsanleitung
Router equipment
for routing and grinding motor 6955 + 6990 E
Operating Instructions
Mortaiseuse
pour le bloc moteur de fraisage et de meulage 6955 + 6990 E
Mode d’emploi
Frees-inrichting
voor de frees- en schuurmotor 6955 + 6990 E
Gebruiksaanwijzing
Dispositivo
per il motore di fresatura e rettifica 6955 + 6990 E
Manuale di servizio
Mecanismo de fresado
para la fresadora-lijadora a motor 6955 + 6990 E
Instrucciones de servicio
Fräs-utrustning
för fräs- och slipmotor 6955 + 6990 E
Bruksanvisning
Fræse-anordning
til fræse- og slibemotor 6955 + 6990 E
Betjeningsvejledning
Fresestativ
for frese- og slipemotor 6955 + 6990 E
Bruksanvisning
Jyrsintälaite
jyrsintä- ja hiontamoottoreille 6955 + 6990 E
Käyttöohje
Σύστηµα φρεζαρίσµατοσ
για την ίσια φρέζα και λειαντήρα 6955 + 6990 E
Oδηγίεσ χρήσησ
FE 6962
45312/0407 TC / Gedruckt auf chlorfrei gebleichtem Papier
Page 2

Page 3

Page 4

Page 5

Deutsch
Technische Daten
Spannhalsaufnahme mm P 43
Länge mm 250
Breite mm 116
Höhe mm 158
Verwendung
Diese Fräseinrichtung ist die ideale Ergänzung zu Ihrem
hochtourigen Fräs- und Schleifmotor. Sekundenschnell
wird aus dem Fräs- und Schleifmotor eine Oberfräse.
Sicherheitshinweise und Unfallschutz
Bevor Sie die Maschine in Betrieb nehmen, lesen Sie die
Bedienungsanleitung vollständig durch, befolgen Sie die
Sicherheitshinweise in dieser Anleitung sowie die Allge-
meinen Sicherheitshinweise für Elektrowerkzeuge im
beigelegten Heft.
1. Vor allen Arbeiten an der Fräse Netzstecker ziehen.
Das gilt vor allem beim Einspannen der Fräser und
bei Service-Arbeiten.
2. Fräse stets an beiden Haltegriffen führen.
3.Die Oberfräse darf nicht als Tischoberfräse ver-
wendet werden.
4. Vor Arbeitsbeginn Werkstück gegen Verrutschen
gut sichern.
5. Vorschubrichtung der Fräse stets gegen die Um-
laufrichtung des Fräsers wählen (Gegenlauffräsen).
Wichtig beim Fräsen an Kanten.
6. Achten Sie darauf, daß die Fräswerkzeuge scharf
sind. Stumpfe Werkzeuge bringen unsaubere Fräs-
arbeiten und führen zu einer unnötigen Überlastung
des Motors.
7. Gleichmäßiger und nicht zu starker Vorschub verlängert die Standzeit des Fräsers, verhindert Brandflecke am Holz und schützt den Motor vor Überla-
stung.
8. Nach Beendigung des Fräsvorgangs Fräser zum
Schutz des Benutzers und des Werkstücks in die
Ausgangsstellung zurückschwenken (Feststell-
knopf lösen).
9. Achtung! Nicht in den Bereich des Fräsers greifen!
10.Achten Sie beim Ablegen der Fräse darauf, daß das
Gerät ausgeschaltet ist.
11. Zum Schutz vor unbeabsichtigter Inbetriebnahme bei
längerer Arbeitsunterbrechung Netzstecker ziehen!
Bevor Sie das Gerät in Betrieb nehmen, montieren Sie bitte
die mitgelieferten Teile unter Zuhilfenahme der Ersatzteil-
zeichnung, die Ihnen die genaue Positionierung zeigt.
Das gilt auch für die Sonderzubehörteile Parallelanschlag
und Feineinstellung.
könnte Schaden nehmen. Zudem könnte auch die Spindel-
arretierung nicht betätigt werden.
Frästiefeneinstellung
Die Frästiefe kann mit dem Frästiefenanschlag und dem
Revolvertiefenanschlag eingestellt werden. Dazu ist
zunächst der Feststellknopf (7) zu lösen. Die Maschine
wird nun bei ausgeschaltetem Motor so weit nach unten
gedrückt, daß der Fräser das zu bearbeitende Werkstück
berührt. Feststellknopf (7) wieder festdrehen. Feststell-
schraube (8) des Tiefenanschlags (9) lösen. Der Tiefenan-
schlag fällt nun auf eine der drei Stellschrauben des Revolvertiefenanschlags (10). Wird nun auf der Skala z.B. Stel-
lung des Tiefenanschlags bei 40 mm abgelesen, so bedeutet ein Anheben des Tiefenanschlags auf 30 mm eine Fräs-
tiefe von 10 mm. Die Feststellschraube (8) ist in dieser
Stellung festzudrehen. Die Frästiefe ist exakt eingestellt.
Feststellknopf (7) lösen. Das Gerät ist betriebsbereit.
Die Einstellung von drei verschiedenen Frästiefen, mit de-
nen bei einem Werkstück evtl. abwechselnd gearbeitet
werden soll, ist mit dem Revolvertiefenanschlag (10) mög-
lich. Achten Sie darauf, daß die Kontermuttern an den
Stellschrauben des Revolvertiefenanschlags genügend
fest angezogen sind (Gabelschlüssel SW 8). Dadurch wird
ein unbeabsichtigtes Lösen der Stellschrauben, das zu ungenauen Ergebnissen führen könnte, verhindert.
Die vorgewählte Frästiefe kann durch Festziehen des Feststellknopfes (7) fixiert werden. Das ist bei vielen Fräsarbei-
ten (z.B. Kanten fräsen, Umleimer abfräsen usw.) von Vor-
teil. Lösen des Feststellknopfes bewirkt, daß der Fräser in
die Ausgangsstellung zurückschwenkt. Das Gerät kann
ohne Gefahr für den Benutzer und das Werkstück abge-
stellt werden.
Achtung!
Auch nach dem Ausschalten des Motors nicht in den
Bereich des Fräsers greifen. Die Fräserspindel könnte
sich noch drehen. Verletzungsgefahr!
Arbeiten mit der Oberfräse
Die Oberfräse wird beim Fräsen mit beiden Händen ge-
führt. Zum Eintauchen des Fräswerkzeugs in das Werkstück wird der Feststellknopf (7) gelöst und die Fräse an
den Haltegriffen nach unten gedrückt.
Die Vorschubrichtung der Maschine ist stets gegen die
Umlaufrichtung des Fräsers zu wählen (Gegenlauf).
Gegenlauf
1
Die Funktion Ihres Fräs- und Schleifmotors, das Einspan-
nen der Werkzeuge und der Spannzangenwechsel sind in
der Bedienungsanleitung zum Fräs- und Schleifmotor be-
schrieben. Durch Betätigen des Schaltbolzens (1) am Mo-
torträger (2) kann die Spindelarretierung des Fräs- und
Schleifmotors betätigt werden.
Montage des Fräs- und Schleifmotors
Der Fräs- und Schleifmotor (3) wird mit dem Spannhals in
die Aufnahme (4) des Motorträgers (2) eingesetzt und mit
der Feststellmutter (5) festgeklemmt.
Montage genau nach Abbildung, da sonst die Lüftungs-
schlitze (6) des Motors (3) verdeckt sind. Die Kühlluft
könnte nicht ungehindert abgeführt werden. Der Motor
Gleichlauf
Achtung!
Vermeiden Sie unbedingt das Verschieben des Geräts
im Gleichlauf!
2
Parallelanschlag mit Feineinstellung und umsteckbaren
Gleitkufen
(Sonderzubehör)
Für Fräsarbeiten, die parallel zu einer gerade verlaufenden
Außenkante erfolgen, verwenden Sie den Parallelanschlag,
wobei Sie mit Hilfe der schnellverstellbaren Feineinstellung
Page 6

(Sonderzubehör) eine besondere Meßgenauigkeit errei-
chen.
Feineinstellstange (11) in die Gewindebohrung (12) der
Grundplatte (13) einschrauben und mit der Sechskantmut-
ter (14) kontern. Feineinstellmutter (15) auf Einstell-
schraube (16) aufgeschraubt in den Schlitz (17) einlegen,
Führungsstangen (18) in die dafür vorgesehenen Bohrun-
gen (19) der Grundplatte (13) und Feineinstellstange in
Bohrung der Feineinstellschraube (16) einbringen, Klemmschrauben (20) und (21) festziehen.
Feineinstellung des Fräsabstandes durch Drehen der Fein-
einstellmutter (15).
Bündigfräsen von ein- oder zweiseitig beschichteten
Platten
Hier wird bei dünneren Platten und gerade verlaufenden
Kanten das Umstecken der Gleitkufen notwendig, wodurch
ein Führen des Parallelanschlags zwischen den überste-
henden Beschichtungen ermöglicht wird.
Kunststoffgleitwinkel (26) von Parallelanschlag (23) ab-
schrauben und so befestigen, daß der lange Schenkel des
Winkels (26) vom Anschlag absteht.
Beim Bündigfräsen nicht gerade verlaufender Kanten wird
der Bündigfräser mit Anlauflager verwendet, der selbstverständlich auch dort eingesetzt wird, wo bei gerade verlau-
fenden Kanten auf den Parallelanschlag verzichtet werden
kann.
3
Kurvenführung (Sonderzubehör)
Für Fräsarbeiten, die mit gleichbleibendem Abstand zu ei-
ner beliebigen kurvenförmig verlaufenden Außenkante erfolgen, ist die Kurvenführung mit Kugellager-Laufrolle zu
verwenden.
Kurvenführung (22) unten am Parallelanschlag (23) bis zum
Anschlag einführen, Flachrundschraube mit Vierkantansatz
(24) von oben einlegen und von unten Klemmutter (25)
festziehen.
Abstandseinstellung erfolgt über Parallelanschlag.
spitze (30) zur Fräsermitte (31) messen, einstellen und
Stangenzirkel (29) mit der Feststellschraube (20) fixieren.
Die Zentrierspitze (30) des Stangenzirkels (29) ist höhen-
verstellbar. Damit ist eine exakte Führung stets gewährleistet. Kontermutter festziehen.
Reinigung und Pflege
Die Führungssäulen der Grundplatte sind von Zeit zu Zeit
zu reinigen und mit etwas Öl zu schmieren. Auch gelegent-
liches leichtes Einölen der Führungsstangen des Parallel-
anschlags ist zu empfehlen.
Sonderzubehör
Parallelanschlag
Feineinstellung für Parallelanschlag
Kurvenführung
Stangenzirkel
Führungshülse 24 mm P
Adapter für Staubsaugeranschluß P 35 mm
Umweltschutz
Kress nimmt ausgesonderte Maschinen zurück zum
ressourcenschonenden Recycling. Durch ihre modulare
Bauweise können Kress-Maschinen sehr einfach in ihre
wiederverwertbaren Werkstoffe zerlegt werden.
Geben Sie Ihre ausgesonderte Kress-Maschine beim Handel ab oder schicken Sie sie direkt an Kress.
Änderungen vorbehalten.
4
Fräsen nach Schablone
Beim Fräsen nach Schablone wird die Führungshülse (27)
24 mm Außen-P (Sonderzubehör) in die Grundplatte ein-
gesetzt und mit zwei Senkschrauben (28) befestigt.
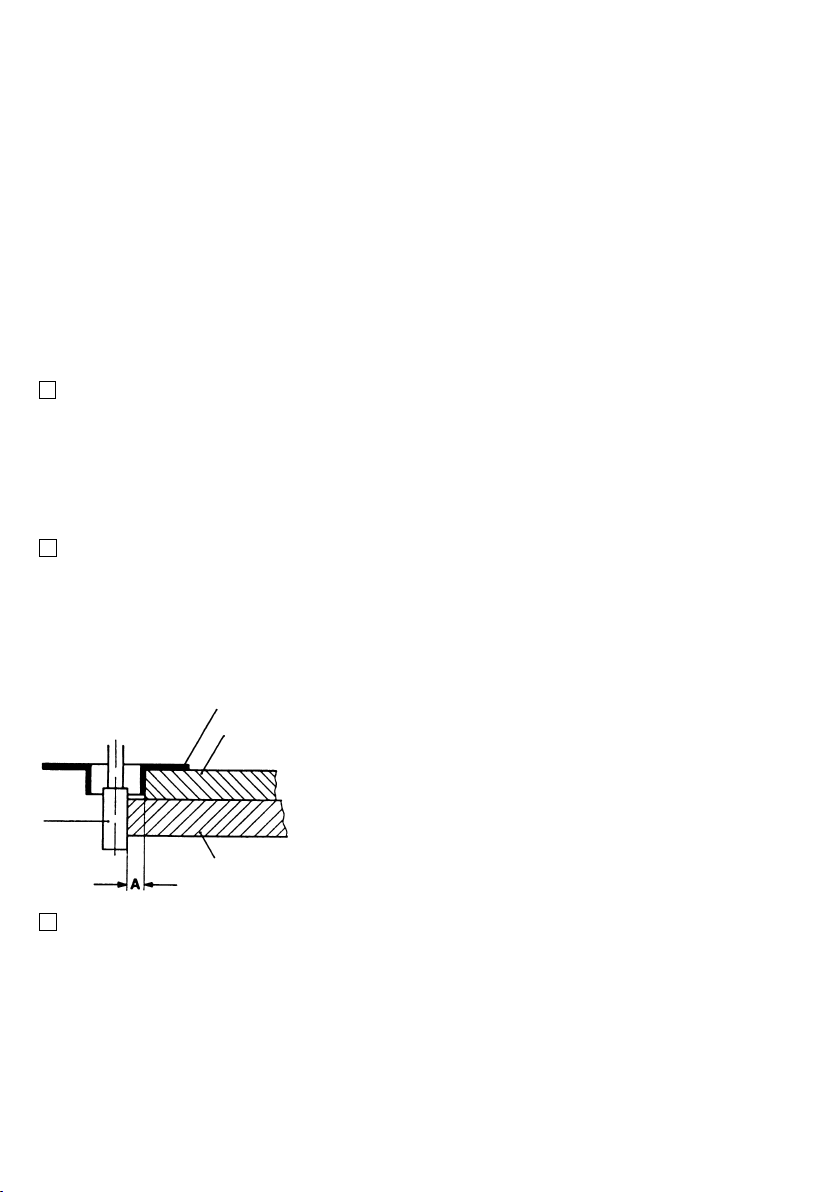
Beachten Sie bitte: Die Schablone muß bei Außenkonturen
um das Maß A kleiner, bei Innenkonturen um das Maß A
größer sein als das Werkstückmaß.
Führungshülse
Schablone
Fräser
Werkstück
5
Fräsen mit dem Stangenzirkel (Sonderzubehör)
Ornament- und Kreisfräsen ist mit dem Stangenzirkel (29)
möglich.
Stangenzirkel (29) in eine der Aufnahmen für den Parallel-
anschlag (23) schieben, Radius diagonal von der Zentrier-
Page 7

English
Technical data
Clamping neck mount diam. mm P 43
Length mm 250
Width mm 116
Height mm 158
Employment
This router equipment is the ideal supplementary equipment for your high-speed routing and grinding motor. Just
a few seconds are required to convert the routing and
grinding motor into a perfect router.
Safety instructions and prevention of accidents
Before operating the machine, please read through the
operating instructions completely, follow the Safety
Instructions in this manual as well as the general Safety
Instructions for Power Tools in the accompanying
booklet.
1. Pull mains plug prior to working on router. This applies above all for clamping of routing cutter and
during service jobs.
2. Always guide router with both handles.
3.The plunge router may not be used with a router
table.
4. Prior to starting, secure work well against slipping.
5. Always select router feed against direction of rotation of cutter (upcutting). Important when working
on edges.
6. Make sure that the cutting tools are always sharp.
Blunt tools result in poor cutting and unnecessary
overload of motor.
7. A uniform and not too excessive feed will extend
the life of the cutter, prevent burns on wood and
protect the motor against overloads.
8. Upon completion of cutting operation, swivel cutter
back into its starting position (by loosening holding
knob) to protect the operator and the work.
9. Attention! Do not move fingers into range of cutter!
10.When laying down the router, make sure that the
tool is switched off.
11. Pull mains plug as a protection against unauthorized operation whenever the work is interrupted for
extended periods!
Before putting the machine into operation, please fit the
parts supplied in the exact positions indicated on the spare
parts diagram.
Use the same diagram to fit special attachments for paral-
lel stop and fine adjustment.
Cooling air cannot be vented off unchecked. The motor
could be damaged. In addition, the spindle lock cannot be
activated.
Adjustment of cutting depth
The cutting depth is adjusted by means of the cutting depth
stop and the turret depth stop. Loosen holding knob (7)
first. With the motor switched off, push machine down-
wards until the cutter touches the work about to be machin-
ed. Retighten holding knob (7). Loosen holding screw (8)
of depth stop (9). The depth stop will now drop on one of
the three adjusting screws of the turret depth stop (10).
If the graduated scale shows e.g. position of depth stop at
40 mm, raising the depth stop to 30 mm indicates a cutting
depth of 10 mm. Tighten holding screw (8) in this position.
The cutting depth is now accurately set.
Loosen holding knob (7). The tool is now ready for opera-
tion.
The turret depth stop (10) permits adjustment to three dif-
ferent cutting depths for alternate machining of one workpiece. Make sure that the counternuts on the adjusting
screws of the turret depth stop are tightened well (opened
wrench SW 8). This will prevent any unintentional loosening of adjusting screws, which may in turn lead to inaccurrate results.
The preselected cutting depth can be fixed by tightening
the holding knob (7). This will be of advantage for many
cutting jobs (e.g. edge cutting, lip trimming etc.). Loosen-
ing the holding knob will cause the cutter to swivel back
into its starting position. The tool can now be put down
without endangering the operator or the work.
Attention!
Do not reach into the range of cutter, even after swit-
ching off the motor. The cutter spindle may still rotate.
Danger of injury!
Operation of router
Guide router with both hands while cutting. For inserting
routing cutter into work, loosen holding knob (7) and push
router down with handles.
Always feed machine against direction of router (up-cut-
ting).
Up-cutting
Down-cutting
1
The performance of your milling and grinding motor, the
loading of the tools and changing the collet chuck are described in the operating manual for the roting and grinding
motor. The spindle lock on the milling and grinding motor
can be activated by using the indexing pin (1) on the motor
frame (2).
Assembly of the milling and grinding motor
The milling and grinding motor (3) is placed into the recei-
ver (4) of the motor frame (2) with the collar and clamped
tight with the locking nut (5).
Assemble exactly according to the illustration, otherwise
the ventilation slits (6) of the motor (3) become obstructed.
Attention!
Never employ down-cutting for feeding machine!
2
Parallel stop with precise adjustment and changeable
slide guides
(optional accessory)
For milling work running parallel to a straight edge, use the
parallel stop, thereby obtaining a very high degree of measuring accuracy by means of the quickly adjustable pre-
cision adjustment mechanism (optional accessory).
Screw the precision adjustment rod (11) into the thread
bore (12) of the mounting base (13) and secure with the
Page 8
hexagon nut (14). Place the precision adjustment nut (15),
which has been screwed onto the precision adjustment
screw (16), into the slot (17), introduce the guide rods (18)
into the bores provided (19) at the mounting base (13),
place the precision adjustment rod into the bore of the pre-
cision adjustment screw (16) and tighten the clamping
screws (20) and (21).
Precision adjustment of milling distance by turning the pre-
cision adjustment nut (15).
Cutting bores laminated on one or both sides flush with
each other
Thin boards and straight edges require replugging of skids
to permit guiding of parallel stop between the projecting la-
minations.
Unscrew plastic sliding angle stop (26) from parallel stop
(23) and attach in such a manner that the long leg of the
angle (26) projects from the stop.
For flush-cutting edges which are not straight, use flushing
cutter with guide bearing which is, of course, also used where
straight edges make use of the parallel stop unnecessary.
3
Curved path guide (optional accessory)
For milling work to be carried out at equal distance from
any cam profile outer edge, use the curved path guide with
ball bearing roller.
Push curved path guide (22) below the parallel stop (23) as
far as possible, insert the cup square bolt (24) from above
and tighten underneath with the clamping nut (25).
Adjust the distance as required with the parallel stop.
4
Cutting according to template
When cutting acording to template, insert guide sleve (27)
24 mm OD (optional accessory) into base plate and fasten
with two countersunk screws (28).
Note: For outside contours the template should be smaller
than the work by dimension A, for inside contours larger
than the work by dimension A.
Optional accessories
Parallel stop
Precision adjustment mechanism for parallel stop
Curved path guide
Beam compass
Guide sleeve 24 mm P
Adaptor for vacuum cleaner P 35 mm
Environmental protection
Kress takes back worn-out machines for the purpose of re-
source-saving recycling. As a result of their modular con-
struction, Kress machines can be very easily dismantled
into their reusable materials.
Give your worn-out Kress machine to your dealer or send it
directly to Kress.
Subject to change without notice.
Guide sleeve
Template
Router
Work piece
5
Cutting with beam compass (optional accessory)
The beam compass (29) makes ornamental and circular
cuts possible.
Slip beam compass (29) into one of the mounts for the parallel stop (23), measure radius diagonally from center point
(30)to center of cutter (31), adjust and locate beam com-
pass (29) by means of holding screw (20).
The center tip (30) of the beam compass (29) can be ad-
justed in height. This guarantees accurate guiding. Tighten
counternut.
Cleaning and care
Clean guide columns of base plate regularly and lubricate
slightly with oil. Occasional light lubrication of guide rods
for parallel stop is also recommended.
Page 9

Français
Caractéristiques techniques
Logement du collier de serrage mm P 43
Longueur mm 250
Largeur mm 116
Hauteur mm 158
Utilisation
Cette mortaiseuse est un accessoire idéal à rapporter sur
votre moteur de fraisage et de meulage à haute vitesse.
Votre moteur de fraisage et de meulage est transformé en
quelques secondes en une mortaiseuse.
Consignes de sécurité et protection contre les acci-
dents
Parcourir entièrement la notice d’utilisation avant de mettre
la machine en service, suivre les consignes de sécurité
de cette notice, de même que les consignes de sécurité
générales relatives aux outils électriques dispensées dans
la brochure fournie avec la notice.
1. Avant toute intervention sur la défonceuse, débran-
cher la prise au secteur. Cette instruction s’appli-
que tout particulièrement lors du serrage de la
fraise et des travaux d’entretien.
2. Guider toujours la défonceuse au niveau des deux
poignées.
3.La défonceuse ne doit pas être montée sur une
table.
4. Avant de débuter les travaux, bloquer la pièce à usiner afin qu’elle ne puisse pas glisser.
5. Faire toujours avancer la défonceuse dans le sens
contraire à la rotation de la fraise (fraisage en
avalant). Ce point est important pour le fraisage sur
chants.
6. Veiller à ce que les outils de fraisage soient affûtés.
Des outils émoussés entraînent des fraisages insa-
tisfaisants et une surcharge inutile du moteur.
7. Une avance régulière et modérée augmente la lon-
gévité de la fraise, évite des marques de brûlure sur
le bois et protège le moteur contre d’éventuelles
surcharges.
8. Au terme de l’opération de fraisage, replacer la
fraise en position initiale (desserrer le bouton de
blocage) afin de protéger l’utilisateur et la pièce à
usiner.
9. Attention ! Ne pas approcher ses doigts à proximité
de la fraise !
10.Avant de poser la défonceuse, s’assurer qu’elle est
à l’arrêt.
11. Afin d’éviter une mise en service involontaire,
débrancher la prise au secteur lors d’interruptions
de travail prolongées !
Avant de mettre l’appareil en service, monter les pièces
fournies à l’aide du dessin des pièces de rechange indiquant le positionnement exact.
Il en va de même pour les accessoires spéciaux tels que la
butée parallèle et le dispositif de réglage de précision.
Montage du moteur de fraisage et de meulage
Le moteur de fraisage et de meulage (3) est monté avec le
collier de serrage dans le logement (4) du support du mo-
teur (2), et bloqué au moyen de l’écrou d’arrêt (5).
Procéder au montage exactement suivant l’illustration,
sans quoi les fentes d’aération (6) du moteur (3) seront
couvertes. Dans un tel cas, l’évacuation de l’air de refroi-
dissement serait entravée et le moteur risquerait d’être endommagé. Il serait en outre impossible d’actionner le dispositif d’arrêt de la broche.
Réglage de la profondeur de fraisage
La profondeur de fraisage peut être réglée au moyen de la
butée de profondeur de fraisage et de la butée revolver de
profondeur. A cet effet, desserrer dans un premier temps
le bouton de blocage (7). Alors que le moteur est à l’arrêt,
la machine est alors poussée vers le bas jusqu’à ce que la
fraise entre en contact avec la pièce à usiner. Resserrer le
bouton de blocage (7). Desserrer la vis d’arrêt (8) de la
butée de profondeur (9). La butée de profondeur tombe
alors sur l’une des trois vis de réglage de la butée revolver
de profondeur (10). Lorsque l’échelle graduée indique par
ex. la position de la butée de profondeur à 40 mm, la profondeur de fraisage est de 10 mm si la butée de profondeur est relevée à 30 mm. Serrer fortement la vis d’arrêt (8)
dans cette position. La profondeur de fraisage est réglée
avec précision.
Desserrer le bouton de blocage (7). L’appareil est prêt à
fonctionner.
La butée revolver de profondeur (10) permet de régler trois
profondeurs de fraisage différentes éventuellement requi-
ses pour l’usinage d’une pièce. Veiller à ce que les contre-
écrous soient suffisamment serrés au niveau des vis de
réglage de la butée revolver de profondeur (clé à fourche
d’une ouverture de 8). Cette précaution permet d’éviter un
desserrage involontaire des vis de réglage susceptible de
conduire à des résultats imprécis.
La profondeur de fraisage présélectionnée peut être fixée
en serrant le bouton de blocage (7). Ce réglage présente
un avantage dans le cas de nombreux travaux de fraisage
(par ex. fraisage de chants ou de bordures etc.). Lorsque le
bouton de blocage est desserré, la fraise se replace en po-
sition initiale. L’appareil peut alors être déposé sans ris-
ques pour l’utilisateur et la pièce à usiner.
Attention !
Ne pas approcher ses doigts à proximité de la fraise
même après l’arrêt du moteur. La broche de la fraise
est susceptible de continuer à tourner. Risques de
blessure !
Travaux avec la défonceuse
Au cours du fraisage, la défonceuse doit être guidée avec
les deux mains. Pour enfoncer l’outil de fraisage dans la
pièce à usiner, desserrer le bouton de blocage (7) et pous-
ser la défonceuse vers le bas au niveau des poignées.
Faire toujours avancer la machine dans le sens contraire à
la rotation de la fraiseuse (fraisage en avalant).
1
Le fonctionnement du moteur de fraisage et de meulage, le
serrage des outils et le remplacement de la pince de ser-
rage sont décrits dans la notice d’utilisation du moteur de
fraisage et de meulage. L’actionnement du boulon de mise
au point (1) au niveau du support de moteur (2) permet de
manoeuvrer le dispositif d’arrêt de la broche du moteur de
fraisage et de meulage.
Fraisage
en avalant
Fraisage en sens direct
Page 10

Attention !
Eviter impérativement de déplacer l’appareil en sens
direct !
2
Butée parallèle à réglage précis et patins démontables
(accessoire spécial)
Pour les travaux de fraisage réalisés parallèlement à un
chant extérieur droit, utiliser la butée parallèle. La précision
de mesure obtenue au moyen du dispositif de réglage de
précision à ajustage rapide (accessoire spécial) est parti-
culièrement élevée .
Visser la barre de réglage de précision (11) dans le trou ta-
raudé (12) de la plaque d’assise (13) et la bloquer à l’aide de
l’écrou hexagonal (14). Loger l’écrou de réglage de précision
(15) vissé sur la vis de réglage (16) dans la rainure (17), introduire les barres de guidage (18) dans les orifices (19) prévus
à cet effet dans la plaque d’assise (13) ainsi que la barre de
réglage de précision dans l’orifice de la vis de réglage de
précision (16). Serrer les vis de blocage (20) et (21).
Procéder au réglage de précision de la distance de frai-
sage en tournant l’écrou de réglage de précision (15).
Fraisage affleuré de panneaux plaqués sur un côté ou
sur les deux côtés
Dans le cas de cette opération, il convient de changer les
patins pour les panneaux minces et les chants droits. Cela
permet de guider la butée parallèle entre les feuilles de plaquage qui dépassent.
Dévisser l’angle de glissement en matière plastique (26) de
la butée parallèle (23) et la fixer de sorte que le long côté
de l’angle (26) s’écarte de la butée.
Pour le fraisage affleuré de chants qui ne sont pas droits,
utiliser la fraise à affleurer avec un support d’avancement.
Bien évidemment, cette dernière peut également être utilisée dans le cas de chants droits, lorsque l’utilisation
d’une butée parallèle est inutile.
3
Guidage courbe (accessoire spécial)
Pour les opérations de fraisage réalisées à une distance
constante d’un chant extérieur quelconque de forme
courbe, utiliser le guidage courbe à galet de guidage avec
roulement à billes.
Introduire le dispositif de guidage courbe (22) au bas de la
butée parallèle (23) jusqu’à la butée. Poser la vis à tête
bombée à téton carré (24) par le haut et serrer l’écrou de
blocage (25) par le bas.
Le réglage de l’écartement est réalisé au moyen de la
butée parallèle.
4
Fraisage suivant un gabarit
Lors du fraisage suivant un gabarit, loger la douille de gui-
dage (27) de 24 mm de diamètre extérieur P (accessoire
spécial) dans la plaque d’assise et la fixer au moyen de
deux vis à tête hexagonale (28).
Point à observer : le gabarit doit être inférieur de la cote A
aux dimensions de la pièce à usiner pour les contours ex-
térieurs et supérieur de la cote A à ces mêmes dimensions
pour les contours intérieurs.
Douille de guidage
Gabarit
Fraise
Pièce à usiner
5
Fraisage avec le compas à verge (accessoire spécial)
Le fraisage d’ornements et de cercles est possible au
moyen du compas à verge (29).
Introduire le compas à verge (29) dans l’un des logements
de la butée parallèle (23). Mesurer et régler le rayon en diagonale entre la pointe de centrage (30) et le centre de la
fraise (31), puis fixer le compas à verge (29) à l’aide de la
vis d’arrêt (20).
La pointe de centrage (30) du compas à verge (29) peut
être réglée en hauteur. Ce réglage garantit toujours un guidage exact. Serrer le contre-écrou.
Nettoyage et entretien
Nettoyer de temps en temps les montants de guidage de
la plaque d’assise et les lubrifier avec un peu d’huile. Il est
également recommandé d’huiler de temps à autre les barres de guidage de la butée parallèle.
Accessoires spéciaux
Butée parallèle
Réglage de précision pour la butée parallèle
Guidage courbe
Compas à verge
Douille de guidage 24 mm P
Adaptateur pour le raccordement d’un dépoussiéreur
P 35 mm
Protection de l’environnement
Kress reprend les machines rebutées afin que les différen-
tes pièces dont elles sont constituées alimentent un pro-
cessus de récupération des matières premières. Grâce à
leur conception modulaire, la séparation des éléments ré-
cupérables des machines Kress peut s’effectuer dans de
bonnes conditions.
A l’occasion de la mise au rebut d’une machine Kress
usagée, apporter la machine au revendeur. Il est également possible à l’utilisateur de nous l’envoyer directement.
Sous réserves de modifications techniques.
Page 11

Nederlands
Technische gegevens
Opname van de spanhuls mm P 43
Lenge mm 250
Breedte mm 116
Hoogte mm 158
Gebruik
Deze freesinrichting is de ideale aanvulling op uw frees- en
schuurmotor met een hoog toerental. In enkele seconden
maakt u van uw frees- en schuurmotor een bovenfrees.
Veiligheidsrichtlijnen en ongevallenpreventie
Lees voor u de machine in bedrijf stelt de gebruiksaan-
wijzing helemaal door. Neem de veiligheidsrichtlijnen in
deze gebruiksaanwijzing in acht alsook de algemene
veiligheidsvoorschriften voor elektrisch gereedschap in
het hierbij ingesloten boekje.
1. Trek voor alle werkzaamheden, die u aan de frees
wilt verrichten, eerst de stekker uit het stopcontact.
Dat geldt vooral voor het inspannen van de frezen
en voor service-werkzaamheden.
2. De frees steeds aan beide handgrepen vasthouden.
3.De bovenfrees mag niet als stationaire bovenfrees
worden gebruikt.
4. Voor begin van de werkzaamheden het werkstuk
tegen verschuiven goed vastzetten.
5. De voedingsrichting van de frees moet altijd tegen-
gesteld zijn aan de draairichting van de frees (te-
genlopend frezen). Belangrijk voor het frezen langs
kanten.
6. Let erop, dat het freesgereedschap scherp is. Bot
gereedschap levert slechte freesresultaten op en
leidt tot een onnodige overbelasting van de motor.
7. Gelijjkmatige en niet te sterke voeding verlengt de
levensduur van de frees, voorkomt brandvlekken op
het hout en beschermt de motor tegen overbelasting.
8. Na afloop van het frezen de frees ter bescherming
van de gebruiker en van het werkstuk in de uit-
gangspositie terugdraaien (vastzetknop losdraaien).
9. Opgelet! Niet met uw handen in het bereik van de
frees komen!
10.Let er tijdens het neerleggen van de frees op, dat
het apparaat uitgeschakeld is.
11. Om te voorkomen dat de frees per ongeluk ingeschakeld wordt, tijdens langere werkonderbrekingen de stekker uit het stopcontact trekken!
Voordat u het apparaat in gebruik neemt, monteert u a.u.b.
de meegeleverde delen met behulp van de tekening met
reserve-onderdelen, die de precieze plaats aangeeft.
Dat geldt ook voor de speciale accessoires; parallelgelei-
der en fijne instelinrichting.
zou ook de asvergrendeling niet in werking gezet kunnen
worden.
Instelling van de freesdiepte
De freesdiepte kan met de freesdiepte-aanslag en de
revolverdiepte-aanslag ingesteld worden. Daarvoor moet
eerst de vastzetknop (7) losgedraaid worden. De machine
wordt nu met uitgeschakelde motor zo ver naar beneden
gedrukt, totdat de frees het te bewerken werkstuk aanraakt. Vastzetknop (7) weer vastdraaien. Vastzetbout (8)
van de diepte-aanslag (9) losdraaien. De diepte-aanslag
valt nu op een van de drie stelbouten van de revolver-
diepte-aanslag (10). Wordt nu op de schaal b.v. stand van
de diepteaanslag op 40 mm afgelezen, dan betekent een
optillen van de diepteaanslag op 30 mm een freesdiepte
van 10 mm. De vastzetbout (8) moet in deze stand vastge-
draaid worden. De freesdiepte is exact ingesteld.
Vastzetknop (7) losdraaien. Het apparaat is klaar voor
gebruik.
Als een werkstuk met drie verschillende freesdiepten be-
werkt moet worden, kan dit met behulp van de revolver-
diepte-aanslag (10) worden ingesteld. Let erop, dat de
contra-moeren op de stelbouten van de revolverdiepte-
aanslag stevig genoeg vastgedraaid zijn (steeksleutel sleu-
telgrootte 8). Daardoor wordt het per ongeluk losdraaien
van de stelbouten, dat tot onnauwkeurige resultaten zou
kunnen leiden, voorkomen.
De ingestelde freesdiepte kan door vastdraaien van de vast-
zetknop (7) vastgezet worden. Dat is bij veel freeswerkzaamheden (b.v. kanten frezen, kantlijsten affrezen enz.) gunstig.
Door het losdraaien van de vastzetknop draait de frees in de
uitgangspositie terug. De machine kan nu zonder gevaar
voor de gebruiker en het werkstuk neergezet worden.
Opgelet!
Ook na het uitschakelen van de motor niet met de han-
den in het bereik van de frees komen. De freesas zou
nog kunnen draaien. Gevaar voor verwondingen!
Werken met de bovenfrees
De bovenfrees wordt tijdens het frezen met beide handen
geleid. Voor het induiken van het freesgereedschap in het
werkstuk wordt de vastzetknop (7) losgedraaid en de frees
aan de handvaten naar beneden gedrukt.
De voedingsrichting van de machine moet altijd tegenge-
steld zijn aan de draairichting van de frees (tegenloop).
Tegenloop
1
De functie van uw frees- en schuurmotor, het inspannen
van het gereedschap en het wisselen van de spantang
staan in de ge-bruiksaanwijzing van de frees- en schuur-
motor beschreven. Door indrukken van de schakelpen (1)
op de motorsteun (2) kan de asvergrendeling van de freesen schuurmotor in werking gezet worden.
Montage van de frees- en schuurmotor
De frees- en schuurmotor (3) wordt met de spanhals in de
opname (4) van de motorsteun (2) gezet en met de vastzetmoer (5) vastgeklemd.
Montage precies volgens de afbeelding, aangezien anders
de ventilatiesleuven (6) van de motor (3) afgedekt zijn. De
koellucht zou dan niet ongehinderd afgevoerd kunnen worden. De motor zou beschadigd kunnen worden. Bovendien
Meeloop
Opgelet!
Voorkom beslist het verschuiven van de machine tij-
dens meelopend frezen!
2
Parallelgeleider met fijne instelinrichting en verwissel-
bare sleden
(speciale accessoires)
Voor freeswerkzaamheden, die parallel aan een recht lo-
pende buitenkant geschieden, gebruikt u de parallelgelei-
Page 12

der, waarbij u met behulp van de snel verstelbare fijne instelinrichting (speciale accessoires) een bijzondere meetnauwkeurigheid bereiken.
Fijne instelstang (11) in de boring met schroefdraad (12)
van de grondplaat (13) schroeven en met de zeskantmoer
(14) vast-draaien. Fijne instelmoer (15) op instelbout (16)
geschroefd in de sleuf (17) leggen, geleidingsstangen (18)
in de daarvoor bestemde boringen (19) van de grondplaat
(13) en fijne instelstang in boring van de fijne instellbout
(16) aanbrengen, klembouten (20) en (21) vastdraaien.
Fijne instelling van de freesafstand door draaien van de
fijne instelmoer (15) verrichten.
Afkanten van aan één of twee kanten gecoate platen
Bij dunne platen en rechte kanten moeten de sleden ver-
wisseld worden, waardoor de parallelgeleider tussen de
uitstekende fineerlagen geleid kan worden.
Kunststof glijhaak (26) van parallelgeleider (23) afschroeven
en met het korte been van de haak (26) op de geleider
schroeven.
Tijdens het afkanten van niet rechte kanten wordt de
afkantfrees met aanlooplager gebruikt, die natuurlijk ook
daar gebruikt wordt, waar bij rechte kanten van de parallelgeleider afgezien kan worden.
3
Bochtgeleiding (speciale accessoires)
Voor freeswerkzaamheden, die met gelijkblijvende afstand
t.o.v. een willekeurig bochtvormig verlopende buitenkant
geschieden, moet de bochtgeleiding met op kogellagers
gelagerde looprol gebruikt worden.
Bochtgeleiding (22) beneden in de parallelgeleider (23) tot
aan de aanslag erin schuiven, slotbout met vierkante kop
(24) van boven inzetten en van beneden klemmoer (25)
vastdraaien.
Afstandsinstelling geschiedt met de parallelgeleider.
4
Frezen langs sjablonen
Tijdens het frezen langs sjablonen wordt de geleidingshuls
(27) 24 mm buiten-P (speciale accessoires) in de grondplaat gezet en met twee platverzonken bouten (28) beves-
tigd.
Daarbij moet rekening gehouden worden met de maat A;
bij het frezen aan de buitenkant moet de maat A kleiner, en
bij het frezen aan de binnenkant moet de maat A groter zijn
dan de afmeting van het werkstuk.
De centerpunt (30) van de cirkelgeleider (29) is in hoogte
verstelbaar. Daardoor is een exacte geleiding steeds gega-
randeerd. Contramoer vastdraaien.
Reiniging en onderhoud
De geleidingskolommen van de grondplaat moeten af en
toe gereinigd worden en met een beetje olie ingesmeerd
worden. Ook af en toe met een beetje olie insmeren van de
geleidingsstangen van de parallelgeleider is aan te beve-
len.
Speciale accessoires
Parallelgeledier
Fijne instelinrichting voor parallelgeleider
Bochtgeleiding
Cirkelgeleider
Geleidingshuls 24 mm P
Adapter voor stofzuigeraansluiting P 35 mm
Milieubescherming
Kress neemt onbruikbaar geworden machines terug om
deze te recyclen, zodat met grondstoffen zuinig wordt omgegaan. Door hun modulaire constructie kunnen machines
van Kress zeer eenvoudig uit elkaar worden gehaald in ma-
terialen die opnieuw kunnen worden gebruikt.
Geef onbruikbaar geworden machines af bij de vakhandel
of stuur deze rechtstreeks naar Kress.
Wijzigingen voorbehouden.
Geleidingshuls
Sjabloon
Frees
Werkstuk
5
Frezen met de cirkelgeleider (speciale accessoires)
Frezen van ornamenten en cirkels is met de cirkelgeleider
(29) mogelijk.
Cirkelgeleider (29) in één van de opnamen voor de parallel-
geleider (23) schuiven, radius diagonaal van de centerpunt
(30) tot midden van de frees (31) meten, instellen en cirkelgeleider (29) met de vastzetbout (20) vastzetten.
Page 13

Italiano
Dati tecnici
P attacco pinza mm43
Lunghezza mm 250
Larghezza mm 116
Altezza mm 158
Impiego
Questo dispositivo è il completamento ideale del motore
veloce di fresatura e smerigliatura. In pochi secondi tale
motore si trasforma in una fresatrice verticale.
Indicazioni di sicurezza e prevenzione degli infortuni
Prima di mettere in funzione la macchina si prega di
leggere attentamente le istruzioni per l’uso, di seguire le
indicazioni di sicurezza presenti in queste istruzioni e le
generali indicazioni di sicurezza per utensili elettrici nel
manualetto allegato.
1. Prima di tutti i lavori sulla fresatrice staccare la
spina dell’alimentazione. Questa norma vale parti-
colarmente per l’operazione di serraggio della fresa
e per i lavori di manutenzione.
2. Guidare la fresatrice sempre con entrambe le impugnature di sostegno.
3.La fresatrice verticale non può essere utilizzata
come fresatrice vertisale da banco.
4. Prima di iniziare a lavorare fissare il pezzo per evi-
tare che scivoli.
5. La direzione di avanzamento della fresatrice deve
essere sempre opposta alla direzione di rotazione
dell’utensile (fresatura discorde). Questa scelta
della direzione è molto importante per la fresatura
sugli spigoli.
6. Assicurarsi che le frese siano affilate. Con utensili
smussati si ottengono lavori irregolari e il motore
viene inutilmente sovraccaricato.
7. Un avanzamento regolare e non eccessivo allunga
la durata utile della fresa, impedisce il formarsi di
macchie di bruciato sul legno e protegge il motore
dal sovraccarico.
8. Terminata la fase di fresatura, riportare la fresa
nella posizione di partenza (allentare la manopola di
fermo) per proteggere l’operatore e l’utensile medesimo.
9. Attenzione! Non intervenire nel raggio d’azione
della fresa!
10.Riponendo la fresatrice, assicurarsi che sia spenta.
11. Per impedire che l’apparecchio venga inavvertitamente rimesso in funzione durante un’interruzione
prolungata del lavoro, staccare la spina dalla presa
di corrente!
Prima di mettere in funzione la macchina, occorre montare
i pezzi in dotazione con l’ausilio dello schema delle parti di
ricambio che indica la corretta posizione di ogni pezzo.
Questo vale anche per gli accessori speciali, l’arresto pa-
rallelo e la regolazione di precisione.
Effettuare il montaggio esattamente come indicato nella fi-
gura, per evitare di occludere le fessure di ventilazione (6)
del motore (3). Se le fessure vengono occluse, l’aria di raffreddamento non può fuoriuscire liberamente. Il motore
può venire danneggiato. Inoltre, l’arresto del mandrino non
può essere azionato.
Regolazione della profondità di fresatura
La profondità di fresatura può essere regolata con l’appo-
sito arresto e con l’arresto a revolver. Inoltre, deve essere
allentata la manopola di fermo (7). La macchina, con il mo-
tore spento, viene ora premuta verso il basso fino a
quando la fresa viene a contatto con il pezzo da lavorare.
Avvitare di nuovo saldamente la manopola di fermo (7). Al-
lentare la vite di bloccaggio (8) dell’arresto di profondità (9).
L’arresto di profondità cade ora su una delle tre viti di re-
golazione dell’arresto di profondità a revolver (10). Se sulla
scala viene letta, ad esempio, una posizione dell’arresto di
profondità di 40 mm, un sollevamento dell’arresto di
30 mm significa un’effettiva profondità di fresatura di
10 mm. Stringere saldamente la vite di bloccaggio (8) in
questa posizione. La profondità di fresatura è regolata in
modo preciso.
Allentare la manopola di fermo (7). La macchina è pronta
per il funzionamento.
La regolazione di tre profondità di fresatura differenti alternativamente sullo stesso pezzo in lavorazione è resa possibile dall’arresto a revolver (10). Assicurarsi che i controdadi
delle viti di regolazione dell’arresto a revolver siano suffi-
cientemente stretti (chiave fissa SW 8). In questo modo si
evita un eventuale allentamento delle viti di regolazione
che avrebbe per conseguenza lavori poco precisi.
La profondità di fresatura scelta può essere fissata strin-
gendo la manopola di fermo (7). Questa regolazione costituisce un vantaggio per molti tipi di lavori (per es. per la
fresatura di bordi, la fresatura di listelli incollati, ecc.). L’allentamento della manopola di fermo provoca il ritorno della
fresa nella sua posizione di partenza. La macchina può essere riposta senza pericolo per l’operatore e per il pezzo.
Attenzione!
Anche dopo aver spento il motore non intervenire nel
raggio d’azione della fresa. Il mandrino della fresa po-
trebbe ancora girare. Pericolo di ferimento!
Lavori con la fresatrice verticale
La fresatrice verticale viene guidata con entrambe le mani.
La manopola di fermo (7) viene allentata e la fresatrice
viene spinta verso il basso, tenendola per le impugnature
di sostegno, per consentire alla fresa di penetrare nel
pezzo.
La direzione di avanzamento della macchina deve essere
sempre contraria alla direzione di rotazione della fresa (fre-
satura discorde).
1
Il funzionamento del motore di fresatura e rettifica, il fis-
saggio degli utensili e la sostituzione della pinza sono de-
scritti nel manuale di servizio di questo motore. Azionando
il bullone di connessione (1) del supporto del motore (2)
può essere attivato l’arresto del mandrino del motore di
fresatura.
Montaggio del motore di fresatura e rettifica
Il motore di fresatura e rettifica (3) viene introdotto nell’al-
loggiamento (4) del supporto (2) con l’aiuto di una pinza e
fissato con un controdado (5).
Fresatura discorde
Fresatura concorde
Page 14

Attenzione!
Evitare in ogni caso un avanzamento uniforme al senso
di rotazione della fresa!
2
Arresto parallelo con regolazione di precisione e pattini
scorrevoli intercambiabili
(accessori speciali)
Per lavori di fresatura con andamento parallelo ad un
bordo esterno diritto, usare l’arresto parallelo che con
l’ausilio di una regolazione di precisione facilmente spostabile (accessorio speciale) permette un’elevata precisione di
misurazione.
Avvitare l’asta di regolazione (11) nel foro filettato (12) della
piastra di base (13) e fissarla con il dado esagonale (14).
Avvitare il dado di regolazione (15) sulla vite di regolazione
(16) e inserirli nel foro (17), inserire le aste di guida (18)
negli appositi fori (19) della piastra di base (13) e quella per
la regolazione di precisione nel foro della vite di regola-
zione fine (16) e serrare le viti di fissaggio (20) e (21).
La regolazione della distanza avviene ruotando il dado per
la regolazione di precisione (15).
Fresatura a raso di pannelli stratificati da una o da en-
trambe le parti
Per pannelli sottili e con bordi diritti è necessario cambiare
la posizione dei pattini scorrevoli. In questo modo è possi-
bile la guida dell’arresto parallelo fra i bordi sporgenti delle
stratificazioni.
Svitare l’angolo scorrevole in materiale sintetico (26)
dell’arresto parallelo (23) e fissarlo in modo che il lato lungo
dell’angolo (26) sporga dall’arresto.
Per lavori di fresatura a raso di bordi non diritti viene usata
una fresa con supporto di avvicinamento che può essere
usata anche per pezzi con bordi diritti, quando non sia in-
dispensabile l’impiego dell’arresto parallelo.
3
Guida per curve (accessorio speciale)
Per fresature che avvengono parallelamente a bordi esterni
curvi deve essere usata la guida per curve con cuscinetto
scorrevole.
Inserire la guida per curve (22) da sotto nell’arresto paral-
lelo (23) fino all’arresto della guida stessa, introdurre
dall’alto la vite con testa a calotta piatta con lo spalla-
mento quadro (24) e il dado di fissaggio dal basso (25).
La regolazione della distanza avviene mediante l’arresto
parallelo.
4
Fresatura su sagoma
Per la fresatura a sagoma viene introdotta nella piastra di
base e fissata con due viti a testa svasata (28) una bussola
di guida (27) del diametro esterno di 24 mm (accessorio
speciale).
Attenzione: la sagoma deve essere per profili esterni mi-
nore e per profili interni maggiore della quota A rispetto alla
misura del pezzo.
Bussola di guida
Sagoma
Fresa
Pezzo
5
Fresatura con il compasso a regolo
(accessorio speciale)
La fresatura ornamentale o circolare è resa possibile dal
compasso a regolo (29).
Inserire il compasso (29) in uno degli alloggiamenti previsti
per l’arresto parallelo (23), misurare diagonalmente il rag-
gio dalla punta di centratura (30) al centro della fresa (31),
regolare e fissare il compasso (29) con l’ausilio della vite di
bloccaggio (20).
L’altezza della punta di centratura (30) del compasso (29)
può essere regolata. In questo modo viene sempre garantita una guida precisa. Serrare il controdado.
Pulizia e manutenzione
Le colonnine di guida della piastra di base ogni tanto de-
vono essere pulite e lubrificate con un po’ di olio. Occasio-
nalmente è consigliabile oliare leggermente le aste dell’arresto parallelo.
Accessori speciali
Arresto parallelo
Registrazione di precisione dell’arresto parallelo
Guida per curve
Compasso a regolo
Bussola di guida di 24 mm P
Adattatore per il collegamento dell’aspirapolvere P 35 mm
Misure ecologiche
La Kress riprende indietro le macchine fuori uso al fine di
realizzare un tipo di smaltimento volto ad un riciclaggio
massimo delle risorse. Grazie al sistema costruttivo modulare, le macchine della Kress possono essere separate fa-
cilmente secondo i diversi tipi di materiali riciclabili.
Quando la Vostra macchina Kress sarà fuori uso, riconseg-
natela al Vostro Rivenditore oppure speditela direttamente
alla Kress.
Con riserva di modifiche.
Page 15

Español
Datos técnicos
Diámetro del alojamiento
del cuello tensor en mm 43
Largo mm 250
Ancho mm 116
Alto mm 158
Utilización
Este dispositivo de fresado es el complemento ideal para
su fresadora-lijadora a motor que, en tan sólo unos segun-
dos, se transformará en una fresadora superior.
Normas de seguridad y medidas para la prevención de
accidentes
Lea dentenidamente el manual de instrucciones antes de
poner en servicio la máquina, siga las normas de seguri-
dad de estas instrucciones y las normas de seguridad
generales para herramientas eléctricas que encontrará
en el folleto adjunto.
1. Desenchufe el cable de alimentación de la toma de
corriente antes de realizar cualquier trabajo en la
fresadora. Téngalo en cuenta sobre todo al tensar
las fresas y durante los trabajos de asistencia técnica.
2. Guíe la fresa siempre cogida por ambos mangos.
3. La fresadora de superficie no deberá emplearse
como fresadora de mesa.
4. Antes de comenzar el trabajo, sujete bien la pieza
para que no se deslice.
5. Recuerde que el sentido de avance de la fresadora
debe ser siempre contrario al sentido de rotación
de la fresa (fresado en contrasentido). ¡Importante
para fresar cantos!
6. Asegúrese de que las herramientas fresadoras
están siempre bien afiladas. Las herramientas em-
botadas hacen que los resultados no sean limpios y
sobrecargan el motor de forma innecesaria.
7. El avance uniforme y no demasiado fuerte de las
piezas alarga la durabilidad de la fresa, impide que
se formen quemaduras en la madera y protege el
motor de las sobrecargas.
8. Una vez concluida la operación de fresado, suelte
el botón de retención para que la fresa retorne a
su posición básica y protegerse tanto a sí mismo
como la pieza.
9. ¡Atención! ¡Mantenga las manos alejadas del radio
de acción de la fresa!
10.Antes de depósitar la máquina, asegúrese de que el
motor está apagado.
11. Desenchufe el cable de alimentación siempre que
vaya a hacer una pausa larga para evitar que la máquina se ponga en marcha de forma accidental.
Antes de poner la máquina en funcionamiento, monte los
accesorios suministrados con ayuda del plano que le in-
dica la posición exacta de las piezas.
Téngalo también en cuenta para montar el limitador para-
lelo y el dispositivo de ajuste fino.
1
El funcionamiento de la fresadora-lijadora a motor así
como el montaje de las herramientas y el cambio de la
pinza tensora se hallan descritos en el manual de la máquina. El bloqueo del husillo se acciona con el perno de
conexión (1) que hay en el soporte del motor (2).
Montaje de la fresadora-lijadora a motor
La fresadora-lijadora a motor (3) se inserta con el cuello
en la toma (4) del soporte (2) y se sujeta con la tuerca de
retención (5).
Realice el montaje tal y como se indica en el plano pues,
de lo contrario, pueden quedar tapadas las ranuras de
ventilación (6) de la máquina (3) y el aire frío no saldría li-
bremente. En dicho caso, la máquina corre el riesgo de
sufrir daños y, además, no se puede accionar el bloqueo
del husillo.
Ajustar la profundidad de fresado
La profundidad de fresado se ajusta con el limitador de
profundidad de la fresa y el limitador de profundidad del
revólver. En primer lugar, suelte el botón de retención (7).
Con el motor apagado, presione la máquina hacia abajo,
hasta que la fresa toque la pieza que se va a trabajar. A
continuación, apriete el botón de retención (7) y suelte el
tornillo de retención (8) del limitador (9). El limitador de profundidad cae en uno de los tres tornillos de ajuste del limitador del revólver (10). Si en la escala aparece la posición
del limitador marcada, por ejemplo, en 40 mm, eso significa que levantando el limitador de profundidad a 30 mm
se obtendrá una profundidad de fresado de 10 mm.
Apriete el tornillo de retención (8) en esa posición. La pro-
fundidad de fresado queda ajustada con toda exactitud.
Suelte el botón de retención (7). La máquina está lista para
funcionar.
Con el limitador del revólver (10) se pueden ajustar hasta
tres profundidades de fresado diferentes que se alternarán
al trabajar la pieza. Asegúrese de que las contratuercas de
los tornillos de ajuste están bien apretadas (llave de horquilla con una apertura del 8) a fin de evitar que los torni-
llos se aflojen y los resultados sean inexactos.
La profundidad de fresado seleccionada se fija apretando
el botón de retención (7), lo cual es una gran ventaja para
muchos tipos de trabajo (p. ej. fresado de cantos, fresado
de los bordes de encolado, etc.). Suelte el botón de retención si desea que la fresa retorne a su posición básica. La
máquina se puede depositar sin peligro alguno para el
operario ni para la pieza.
¡Atención!
Mantenga las manos alejadas del radio de acción de la
fresa, incluso después de apagar el motor, pues puede
ser que el husillo aún se esté moviendo. ¡Peligro de
sufrir lesiones!
Trabajar con la fresadora superior
La fresadora superior se guía con ambas manos. Para penetrar con la fresa en la pieza, suelte el botón de retención
(7) y presione la máquina hacia abajo, sujetándola por am-
bos mangos.
Seleccione siempre un dispositivo de avance que se mue-
va en dirección contraria al sentido de rotación de la fresa
(contrasentido).
Contrasentido
Sentido de avance
Page 16

¡Atención!
¡No frese nunca en el sentido de avance!
2
Limitador paralelo con ajuste fino y patines deslizantes
intercambiables
(accesorios especiales)
Para realizar trabajos de fresado paralelos a un borde ex-
terior, le recomendamos utilizar el limitador paralelo. El
dispositivo de ajuste fino (accesorio especial) le ayudará a
conseguir una precisión insuperable.
Atornille la barra de ajuste (11) en el orificio roscado (12) de
la placa de base (13) y sujétela con la tuerca hexagonal
(14); introduzca la tuerca de ajuste fino (15) en la ranura
(17) colocada en el tornillo (16); inserte las barras guía (18)
en los orificios (19) de la placa de base (13) y la barra de
ajuste en el orificio del tornillo de ajuste fino (16); final-
mente, apriete los tornillos de sujeción (20) y (21).
Realice el ajuste fino de la distancia de fresado girando la
tuerca (15).
Fresado al ras de planchas apiladas de una o dos ca-
ras
Si las planchas son muy delgadas y los bordes son rectos
se hace necesario cambiar la posición de los patines lo
que permite guiar el limitador paralelo entre las capas que
sobresalen.
Afloje el ángulo de plástico (26) del limitador paralelo (23) y
colóquelo de manera que el lado más largo del ángulo (26)
quede perpendicular al limitador.
En el fresado al ras de cantos que no son rectos se em-
plea la fresa con cojinete de empuje que, naturalmente,
también se usa en aquellos casos en los que se puede trabajar sin limitador paralelo aunque los cantos sean rectos.
3
Guía curvada (accesorio especial)
La guía curvada con rodillo de bolas se emplea para rea-
lizar tareas de fresado que discurren con una distancia
constante con respecto a un canto exterior que tenga
forma de arco.
Introduzca la guía curvada (22) por debajo del limitador
paralelo (23) hasta que llegue al tope; meta por arriba el
tornillo de cabeza semirredonda con la arandela cuadrada
(24) y apriete la tuerca de sujeción (25) por debajo.
La distancia se ajusta en el limitador paralelo.
5
Fresado con compás de varas (accesorio especial)
Para el fresado ornamental y circular se emplea el compás
de varas (29).
Inserte el compás de varas (29) en uno de los alojamientos
para el limitador paralelo (23); mida el radio en diagonal
desde la punta (30) hasta el centro de la fresa (31), ajústelo
y fije el compás (29) con el tornillo de retención (20).
La punta (30) del compás (29) se puede regular en la altura
para así garantizar una guía exacta. Apriete la contra-
tuerca.
Cuidado y limpieza
Limpie de vez en cuando las columnas guía de la placa de
base y aplique un poco de aceite. También se recomienda
engrasar en alguna ocasión las barras guía del limitador
paralelo.
Accesorios especiales
Limitador paralelo
Dispositivo de ajuste fino para el limitador paralelo
Guía curvada
Compás de varas
Casquillo guía de 24 mm de diámetro
Adaptador para aspirador P 35 mm
Protección del medio ambiente
Kress se hace cargo de las máquinas desechadas para su
reciclaje y conservación de las materias primas. Por su
construcción modular, las máquinas Kress pueden desmontarse de manera muy simple y descomponerse en ma-
teriales reutilizables.
Entregue la máquina Kress desechada a un lugar de venta
o envíela a Kress directamente.
Reservado el derecho a modificaciones.
4
Fresado con plantilla
Para fresar con plantilla se introduce el casquillo guía (27)
de 24 mm de diámetro exterior (accesorio especial) en la
placa de base y se sujeta con dos tornillos hexagonales
(28).
Observación: En los contornos exteriores, la plantilla tiene
que ser para la distancia A menor que la pieza y en los
contornos interiores mayor.
Casquillo guía
Plantilla
Fresa
Pieza
Page 17

Svenska
Tekniska data
Spännhals mm P 43
Längd mm 250
Bredd mm 116
Höjd mm 158
Användning
Denna fräsutrustning är en ideal komplettering till Er fräs-
och slipmotor. På ett par sekunder blir det en överfräs av
fräs- och slipmotorn.
Säkerhetsanvisningar och olycksfallsskydd
Innan maskinen tas i drift skall hela driftsinstruktionen
läsas igenom. Följ säkerhetsanvisningarna i instruktionen
samt de allmänna säkerhetsanvisningarna för el-verktyg
i bifogat häfte.
1. Drag ut stickkontakten före alla arbeten på fräsen.
Det gäller framför allt vid inspänning av fräs och vid
servicearbeten.
2. För alltid fräsen med båda handtagen.
3. Överfräsen får inte användas som bordsöverfräs.
4. Säkra arbetsstyckena ordentligt mot att halka iväg.
5. Välj alltid fräsens matningsriktning motsatt mot frä-
sens omloppsriktning (fräsning motströms). Viktigt
vid fräsning vid kanter.
6. Se till att fräsverktygen är vassa. Trubbiga verktyg
medför orena fräsarbeten och för till en onödig belastning av motorn.
7. Jämn och inte för kraftig matning förlänger fräsens
livslängd, förhindrar brännmärken i trä och skyddar
motorn mot överbelastning.
8. Sväng tillbaka fräsen till utgångsställning när fräsningen avslutats för att skydda användaren och ar-
betsstycket (lossa låsknappen).
9. Observera! Grip inte in i fräsens område!
10.Se till att apparaten är frånkopplad när fräsen läggs
ned.
11. Drag ur el-kontaken vid ett längre arbetsavbrott för
att skydda mot oavsiktligt idrifttagande!
Montera de medlevererade delarna med hjälp av reserv-
delsritningen, som visar exakt position, innan apparaten
tas i drift.
Det gäller även för specialtillbehörsdelarna parallellanslag
och fininställning.
1
Funktionen hos Er fräs- och slipmotor, inspänning av verk-
tyg och byte av spänntång är beskrivna i driftsinstruktionen
för fräs- och slipmotorn. Genom manövrering av brytarbul-
ten (1) på motorfästet (2) kan fräs- och slipmotorns spin-
delarretering manövreras.
Montage av fräs- och slipmotorn
Fräs- och slipmotorn (3) sätts in i motorfästets (2) upptag-
ning (4) med spännhalsen och fästs med fästmuttern (5).
Montera exakt efter bilden då motorns (3) ventilationsslit-
sar (6) annars täcks över. Kylluften skulle inte kunna föras
bort obehindrat. Motorn skulle kunna skadas. Dessutom
kan inte heller spindelarreteringen manövreras.
Fräsdjupinställning
Fräsdjupet kan ställas in med fräsdjupanslaget och revol-
verdjupanslaget. Därtill skall först låsknappen (7) lossas.
Maskinen trycks nu med frånkopplad motor så långt nedåt,
att fräsen berör arbetsstycket som skall bearbetas. Drag åt
låsknappen (7) igen. Lossa djupanslagets (9) fästskruv (8).
Djupanslaget faller nu ned på en av revolverdjupanslagets
(10) tre ställskruvar. Avläses nu på skalan t ex 40 mm för
djupanslaget läge, betyder en höjning av djupanslaget till
30 mm ett fräsdjup på 10 mm. Låsskruven (8) skall skruvas
fast i detta läge. Fräsdjupet är exakt inställt.
Lossa låsknappen (7). Apparaten är driftsklar.
Med revolverdjupanslaget (10) är det möjligt att ställa in tre
olika fräsdjup med vilka man ev omväxlande skall arbeta
med på ett arbetsstycke. Se till att kontermuttern på revolverdjupanslagets ställskruvar är tillräckligt hårt åtdragna
(gaffelnyckel NV 8). Därigenom förhindras en oavsiktlig
lossning av ställskruvarna, som kan medföra icke önsk-
värda resultat.
Det förvalda fräsdjupet kan fixeras genom åtdragning av
låsknappen (7). Det är fördelaktig vid många fräsarbeten
(t ex fräsning av kanter, avfräsning av omlimare osv). Lossning av låsknappen medför att fräsen svänger tillbaka till
utgångsläget. Apparaten kan frånkopplas utan risk för användaren och arbetsstycket.
Observera!
Grip, inte heller efter frånkoppling av motorn, in i området för fräsen. Frässpindeln kan fortfarande rotera.
Skaderisk!
Arbete med överfräsen
Överfräsen förs med båda händerna under fräsning. För in-
stickning av fräsverktyget i arbetsstycket lossas låsknap-
pen (7) och fräsen trycks nedåt med handtagen.
Maskinens matningsriktning är alltid mot fräsens omlopps-
riktning (motströms).
Motströms
(rotationsriktning ≠ matningsriktning)
(rotationsriktning = matningsriktning)
Observera!
Undvik ovillkorligen förskjutning medströms (rotationsriktning = matningsriktning) av apparaten!
Medströms
2
Parallellanslag med fininställning och omställningsbara
glidmedar
(specialtillbehör)
För fräsarbeten som löper parallellt med en rak ytterkant
skall parallellanslaget användas, varvid Ni får en särskilt
exakt mätning med hjälp av den snabbinställbara fininställningen (specialtillbehör).
Skruva in fininställningsstången (11) i fotplattans (13) hål
(12) och kontra med sexkantmuttern (14). Lägg in fininställningsmuttern (15) påskruvad på ställskruven (16) i slitsen
(17), placera styrstängerna (18) i därför avsedda hål (19) i
fotplattan (13) och fininställningsstången i hålet på finin-
ställningsskruven (16), drag åt fästskruvarna (20) och (21).
Fininställning av fräsavståndet genom vridnig av fininställ-
ningsmuttern (15).
Slätfräsning av en- eller tvåsidigt belagda plattor
Här erfordras, vid tunnare plattor och raka kanter, omställning av glidmedarna, varigenom en styrning av parallellan-
slaget mellan de överskjutande beläggningarna möjliggörs.
Skruva loss plastglidvinkel (26) från parallellanslaget (23)
Page 18

och fäst det så att vinkelns långa skänkel (26) står ut från
anslaget.
Vid slätfräsning av kanter som inte löper rakt används slät-
fräsaren med startlager som naturligtvis också används
där parallellanslaget inte behöver användas vid raka kan-
ter.
3
Kurvstyrning (specialtillbehör)
För fräsarbeten, som förlöper med samma avstånd till en
valfri kurvformad ytterkant, skall kurvstyrningen med kullager-löprulle användas.
För in kurvstyrningen (22) till anslag nedtill på parallellan-
slaget (23), lägg in den plana skruven med runt huvud med
fyrkantig ansats (24) uppifrån och drag åt nedifrån med
fästmuttern (25).
Avståndsinställningen genomförs via parallellanslaget.
4
Fräsning efter schablon
Vid fräsning efter schablon sätts styrhylsan (27) 24 mm ytter- P (specialtillbehör) in i fotplattan och fästs med två försänkta skruvar (28).
Var vänlig beakta: Schablonen måste vid ytterkonturer vara
mindre än arbetsstycket med måttet A, vid innerkonturer
större med måttet A.
Styrhylsa
Schablon
Fräs
Miljöskydd
Kress tar tillbaka gamla kasserade maskiner för miljövänlig
återvinning. Eftersom Kress-maskinerna är modulupp-
byggda är det mycket enkelt att plocka isär de olika mate-
rialen för återvinning.
Lämna in din gamla Kress-maskin till återförsäljaren eller
skicka den direkt till Kress.
Reservation för ändringar.
Arbetsstycke
5
Fräsning med stångcirkeln (specialtillbehör)
Ornament- och cirkelfräsning är möjligt med stångcirkeln
(29).
Skjut in stångcirkeln (29) i en av upptagningarna för parallellanslaget (23), mät radien diagonalt från centreringsspetsen (30) till fräsens mitt (31), ställ in och fixera stångcirkeln
(29) med låsskruven (20).
Stångcirkelns (29) centreringsspets (30) kan ställas in i
höjdled. På så sätt är en exakt styrning säkerställd. Drag åt
kontermuttern.
Rengöring och skötsel
Fotplattans styrpelare skall då och då rengöras och smörjas med lite olja. Vi rekommenderar även att parallellansla-
gets styrpelare oljas in då och då.
Specialtillbehör
Parallellanslag
Fininställning för parallellanslag
Kurvstyrning
Stångcirkel
Styrhylsa 24 mm P
Adapter för dammsugaranslutning P 35 mm
Page 19

Dansk
Tekniske data
Værktøjsopspænding mm P 43
Længde mm 250
Bredde mm 116
Højde mm 158
Anvendelse
Denne fræseanordning er en ideel udvidelse til Deres kraf-
tige fræse- og slibemotor. I løbet af få sekunder kan De
bygge fræse- og slibemotoren om til en overfræser.
Sikkerhedshenvisninger og forebyggelse af ulykker
Inden De tager maskinen i brug, skal de først læse hele
betjeningsvejledningen igennem. Følg sikkerhedshenvis-
ningerne i denne vejledning samt De generelle sikker-
hedshenvisninger for el-værktøj i vedlagte hæfte.
1. Træk netstikket ud, inden der arbejdes med maskinen. Det er især vigtigt ved fastspænding af fræsejernene og ved alle service-arbejder.
2. Hold altid fræseren fast på begge håndgreb.
3. Overfræseren må ikke benyttes som bordoverfræser.
4. Inden De påbegynder arbejdet, skal De sørge for at
sikre arbejdsemnet, så det ikke kan glide væk.
5. Vælg altid fræserens fremføringsretning modsat
fræserens omdrejningsretning (modløbsfræsning).
Vidtigt ved fræsning af kanter.
6. Sørg for at fræsejernene er skarpe. Sløve fræsejern
giver urene fræsearbejder og fører til unødig overbelastning af motoren.
7. Jævn og ikke for kraftig fremføring forlænger fræserens levetid, forhindrer brændmærker på træet
og beskytter motoren mod overbelastning.
8. For at beskytte brugeren og arbejdsemnet skal fræseren efter fræsningen svinges tilbage i udgangspositionen (løsn låseknappen).
9. Vigtigt! Grib ikke ind i fræserens område!
10.Sørg for at der er slukket for fræseren, når De læg-
ger den til side.
11. For at undgå, at der utilsigtet tændes for maskinen,
skal netstikket trækkes ud ved længere tids af-
brydelse af arbejdet!
get og revolverdybdeanslaget. Hertil skal De først løsne låseknappen (7). De skal nu trykke den slukkede maskine så
langt ned, at fræseren rører ved det arbejdsemne, som skal
bearbejdes. Drej låseknappen (7) fast igen. Løsn låse-
skruen (8) på dybdeanslaget (9). Dybdeanslaget falder så
ned på en af de tre stilleskruer på revolverdybdeanslaget
(10). Hvis der på skalaen nu kan aflæses at dybdeanslaget
har en position på f.eks. 40 mm, så giver det en fræse-
dybde på 10 mm, når dybdeanslaget løftes 30 mm. Låseskruen (8) skal spændes fast i denne stilling. Fræsedybden
er nu præcist indstillet.
Løsn låseknappen (7). Maskinen er nu klar til drift.
Det er muligt ved hjælp af revolverdybdeanslaget (10) at
indstille tre forskellige fræsedybder, hvormed man evt. kan
arbejde skiftevis på samme arbejdsemne. Sørg for, at stil-
leskruernes kontramøtrikker på revolverdybdeanslaget er
spændt ordentligt fast (gaffelnøgle SW 8). Derved undgås,
at stilleskruerne kan løsnes utilsigtet, hvilket ville kunne
føre til unøjtigheder i arbejdet.
Den forvalgte fræsedybde kan fikseres ved at spænde
låseknappen (7) fast. Det kan være en fordel ved mange
slags fræsearbejder (f.eks. fræsning af kanter, affræsning
af lim osv.). Når låseknappen løsnes vil fræseren svinge til-
bage i udgangspositionen. De kan nu uden risiko for bru-
geren eller arbejdsemnet ligge maskinen til side.
Vigtigt!
Også efter at der er slukket for maskinen, bør De ikke
gribe ind i fræserens område. Fræserspindlen kan stadig dreje rundt. Risiko for tilskadekomst!
Arbejdet med overfræseren
Overfræseren føres under fræsningen med begge hænder.
Når fræsejernet skal sættes ned i arbejdsemnet, skal låse-
knappen (7) løsnes og fræseren føres ned ved at trykke på
holdegrebene.
Vælg altid fræserens fremføringsretning modsat fræserens
omdrejningsretning (modløb).
Modløb
Inden idrifttagningen af maskinen skal De først montere de
medfølgende dele ved hjælp af reservedelstegningen, der
viser komponenternes præcise placering.
Dette gælder også for de specielle tilbehørsdele, parallel-
anslag og finindstilling.
1
Fræse- og slibemotorens funktion, fastspændingen af værk-
tøjet samt udskiftningen af spændetang er udførlig beskrevet
i betjeningsvejledningen til fræse- og slibemotoren. Ved at
aktivere kontaktbolten (1) på motorkonsolen (2) kan De akti-
vere spindellåsen på fræse- og slibemotoren.
Montering af fræse- og slibemotoren
Fræse- og slibemotoren (3) sættes med værktøjsholderen
ind i holderen (4) på motorkonsolen (2) og klemmes fast
med låsemøtrikken (5).
Udfør monteringen præcist som vist på tegningen, da mo-
torens (3) ventilationsshuller (6) ellers bliver dækket til og
køleluften så ikke kan transporteres uhindret bort. Motoren
vil kunne tage skade. Det ville samtidig heller ikke være
muligt at aktivere spindellåsen.
Indstilling af fræsedybden
Fræsedybden kan indstilles ved hjælp af fræsedybdeansla-
Medløb
Vigtigt!
De må aldrig forskyde maskinen ved synkron fræsning!
2
Parallelanslag med finindstilling og flytbare glideskinner
(specialtilbehør)
Til fræsearbejder, der udføres parallelt til en lige yderkant,
skal De anvende parallelanslaget, hvorved De ved hjælp af
den hurtigt justerbare finindstilling (specialtilbehør) opnår
en særlig målenøjagtighed.
Skru finindstillingsstangen (11) ind i det borede gevindhul
(12) i grundpladen (13) og spænd den fast med maskinmøtrikken (14). Sæt finindstillingsmøtrikken (15), der er
skruet på stilleskruen (16) ind i slidsen (17), sæt styrestæn-
gerne (18) ind i de dertil indrettede borede huller (19) i
grundpladen (13) og sæt finindstillingsstangen ind i det borede hul i finindstillingsskruen (16). Spænd klemmeskruerne (20) og (21) fast.
Page 20

Finindstillingen af fræseafstanden foretages ved at dreje
på finindstillingsmøtrikken (15).
Planfræsning af plader med belægning på den ene eller
begge sider
Her er det nødvendigt ved tyndere plader og lige kanter
at flytte glideskinnerne, hvorved det bliver muligt at føre
parallelanslaget mellem de belægninger, der står over for
hinanden.
Skru kunststofglidevinklen (26) af parallelanslaget (23) og
sæt den fast på en sådan måde, at vinklens lange ende
(26) går ud fra anslaget.
Ved planfræsning af kanter, der ikke løber lige, anvendes
planfræseren med påløbsleje, som naturligvis også anven-
des der, hvor man ved lige kanter ikke har brug for parallel-
anslaget.
3
Kurveføring (specialtilbehør)
Ved fræsearbejder, der skal udføres med samme afstand
til en given kurveformet yderkant, skal De anvende kurveføringen med kugleleje-løberulle.
Sæt kurveføringen (22) i for neden på parallelanslaget (23)
og før det ind til anslaget. Sæt fladrundbolten med firkantforlængelse (24) i oppe fra og spænd klemmemøtrikken
(25) fast nedefra.
Afstandsindstillingen foretages via parallelanslaget.
4
Fræsning efter skabelon
Ved fræsning efter skabelon skal føringshylsen (27) 24 mm
udvendig-P (specialtilbehør) sættes ind i grundpladen og
fastgøres med to undersænkskruer (28).
Vær opmærksom på, at skabelonen ved udvendige kontu-
rer skal være målet A mindre, og ved indvendige konturer
være målet A større end målene på arbejdsemnet.
Føringshylse
Skabelon
Specialtilbehør
Parallelanslag
Finindstilling for parallelanslag
Kurveføring
Cirkelstang
Føringshylse 24 mm P
Adapter for tilslutning af støvsuger P 35 mm
Miljøbeskyttelse
Udsorteret værktøj kan afleveres hos Kress, som sørger
for, at de indg
stem. Da Kress-værktøj er modulopbygget, er det meget
nemt at skille dem ad i deres forskellige genanvendelige
materialer.
Aflevér Deres udsorterede Kress-værktøj hos Deres forhandler eller send det direkte til Kress.
Ret til ændringer forbeholdes.
å
r i et ressource-besparende recyclingsy-
Fræser
Arbejdsemne
5
Fræsning med cirkelstang (specialtilbehør)
Ornament- og cirkelfræsning udføres med cirkelstangen (29).
Skub cirkelstangen (29) ind i en af holderne til parallelan-
slaget (23), mål radius diagonalt fra centreringsspidsen (30)
til fræsemidten (31). Udfør indstillingen og fiksér cirkelstan-
gen (29) med låseskruen (20).
Cirkelstangens (29) centreringsspids (30) er højdejusterbar.
Derigennem er De altid garanteret en præcis føring.
Spænd kontramøtrikken fast.
Rengøring og vedligeholdelse
Grundpladens føringssøjler skal rengøres og smøres med
lidt olie en gang i mellem. Det kan også anbefales at smøre
parallelanslagets føringsstænger med olie.
Page 21

Norsk
Tekniske data
Spindelhalsholder mm P 43
Lengde i mm 250
Bredde i mm 116
Høyde i mm 158
Bruk
Dette fresestativet er et ideellt supplement til din frese- og
slipemotor med høyt turtall. Du trenger ikke mer enn se-
kunder til å omskape frese- og slipemotoren til en overfres.
Sikkerhetsregler og personvern
Før du tar maskinen i bruk for første gang, må du lese nøye
gjennom hele bruksanvisningen. Du må følge de sikker-
hetsregler som står oppført i denne bruksanvisningen,
samt de generelle sikkerhetsregler for elektromaskiner
som står i det vedlagte heftet.
1. Trekk ut nettstøpselet før du utfører noen form for
arbeid på fresene. Dette gjelder spesielt når du
spenner fast fresene og når du foretar service-ar-
beider.
2. Hold alltid fast i begge håndtakene når du fører fresen.
3. Overfresen må ikke brukes som bord-overfres.
4. Før arbeidsstart skal arbeidsstykket sikres godt
mot å skli unna.
5. Innstill alltid fremmatningen av arbeidsstykket mot
fresens rotasjonsretning (det freses med motsatt
rotasjon). Dette er viktig når man freser på kanter.
6. Pass på at freseverktøyene er skarpe. Sløvt verktøy
resulterer i en ikke ren fresing og fører dessuten til
en unødvendig overbelastning av motoren.
7. En jevn og ikke for hard fremmatning forlenger fresens levetid, forhindrer at det oppstår svimerker på
treet og beskytter motoren mot overbelastning.
8. Etter endt fresing skal fresen av hensyn til en be-
skyttelse av både brukeren og arbeidsstykket svin-
ges tilbake til sin utgangsstilling (løs låseknappen).
9. Forsiktig! Gripp ikke inn i området rundt fresen!
10.Se etter at maskinen er slått av når du legger fresen
fra deg.
11. Med henblikk på å forhindre en utilsiktet oppstart
bør man alltid trekke ut nettstøpselet under lengre
pauser i arbeidet!
Før du tar utstyret i bruk, må du være vennlig å montere de
deler som fulgte med i leveransen. Ta til hjelp tegningen
over reservedelene. Denne viser deg delenes nøyaktige
posisjon på maskinen.
Dette gjelder også for ekstrautstyret parallellanlegg og pre-
sisjonsinnstilling.
1
Du finner en beskrivelse av funksjonen til frese- og slipemotoren din, fastspenningen av verktøyet og utskiftning av
spenntangen i bruksanvisningen for frese- og slipemoto-
ren. Ved hjelp av bryterbolten (1) på motorbæreren (2) kan
man betjene frese- og slipemotorens spindellås.
Montering av frese- og slipemotoren
Frese- og slipemotoren (3) settes med spindelhalsen inn i
holderen (4) på motorbæreren (2) og skrus fast ved hjelp av
låsemutteren (5).
Monteringen må utføres nøyaktig i samsvar med avbildningene, fordi motorens (3) ventilasjonsåpninger (6) ellers tildekkes. Det ville i så fall ikke være mulig å lede kjøleluften
uhindret ut, noe som ville kunne resultere i skader på mo-
toren. Dessuten ville det kanskje ikke være mulig å betjene
spindellåsen.
Innstilling av fresedybde
Fresedybden kan innstilles ved hjelp av fresedybdeanlegget og revolveranlegget. I denne forbindelse må man først
løse låseknappen (7). Nå trykkes maskinen, mens motoren
er avslått, så langt ned at fresen berører det arbeidsstykket
som skal freses. Skru fast igjen låseknappen (7). Løs låse-
skruen (8) for dybdeanlegget (9). Dybdeanlegget faller nå
ned på en av de tre stillskruene til revolveranlegget (10).
Hvis man nå avleser dybdeanleggets stilling til for eksem-
pel 40 mm på skalaen, så betyr det at man får en frese-
dybde på 10 mm når anlegget heves til 30 mm. Låseskruen
(8) må så skrus fast i denne stillingen. Nå har man fått en
nøyaktig innstilling av fresedybden.
Løs låseknappen (7). Maskinen er klar for drift.
Ved hjelp av revolveranlegget (10) er det mulig å stille inn
tre forskjellige fresedybder, som man eventuelt vil arbeide
vekselsvis med på samme arbeidsstykke. Pass på at kontramutterne på revolveranleggets stillskruer er trukket tilstrekkelig fast til (fastnøkkel med nøkkelvidde 8). Slik for-
hindrer man en utilsiktet løsing av stillskruene, noe som
kunne føre til et unøyaktig resultat.
Den forhåndsinnstilte fresedybden kan fikseres ved hjelp
av en fasttrekking av låseknappen (7). Dette er en fordel
ved mange forskjellige typer fresing (for eksempel fresing
av kanter, avfresing av pålimte trelister, osv.). Når man lø-
ser låseknappen, fører dette til at fresen svinges tilbake i
sin utgangsstilling. Maskinen kan settes til side uten fare
for brukeren og arbeidsstykket.
Forsiktig!
Du må heller ikke gripe inn i området rundt fresen etter
at motoren er slått av. Det kan hende at fresespindelen
fortsatt roterer. Fare for personskader!
Arbeide med overfreser
Under fresingen føres overfresen med begge hender. Når
freseverktøyet skal senkes ned i arbeidsstykket, løses låseknappen (7), man tar tak i håndtakene og trykker fresen
nedover.
Man må alltid innstille maskinens fremmatningsretning mot
Fresing
mot rotasjonsretningen
med rotasjonsretningen
fresens rotasjonsretning (fresing med motsatt rotasjon).
Forsiktig!
Du må for all del unngå at maskinen forskyves i rota-
sjonsretningen!
Fresing
2
Parallellanlegg med presisjonsinnstilling og styre-
skinne som kan stikkes i forskjellige stillinger
(ekstrautstyr)
For fresing som skal skje parallelt med en rett utvendig
kant, bruker du parallellanlegget. I denne forbindelse oppnår du en spesiell målenøyaktighet hvis du i tillegg bruker
den hurtigjusterbare presisjonsinnstillingen (ekstrautstyr).
Page 22

Skru presisjonsinnstillingsstangen (11) inn i gjengehullet
(12) i grunnplaten (13) og kontre den med sekskantmutte-
ren (14). Legg presisjonsinnstillingsmutteren (15), påskrudd
stillskrue (16), inn i slissen (17), plasser styrestengene (18) i
de hertil tiltenkte hull (19) i grunnplaten (13) og presisjonsjusteringsstangen i presisjonsstillskruens (16) hull, og trekk
til klemskruene (20) og (21).
Presisjonsinnstillingen av freseavstanden skjer ved at presisjonsstillmutteren (15) dreies.
Fluktfresing av plater med belegg på én eller to sider
Når man her arbeider med tynnere plater og kanter som
forløper rett, er det påkrevd å skifte plassering på styre-
skinnene, slik at det blir mulig å føre paralellanlegget mellom de utstikkende beleggene.
Skru glidevinkelen av kunststoff (26) av fra paralellanlegget
(23) og fest den slik at vinkelens lange bein (26) stikker ut
fra anlegget.
Ved fluktfresing av kanter som ikke forløper rett, brukes
fluktfreser med anløpslager, som naturligvis også blir tatt i
bruk der hvor man ved kanter som forløper rett kan avstå
fra å bruke paralellanlegget.
3
Kurveføring (ekstrautstyr)
For fresearbeider som skal utføres med konstant avstand
til en vilkårlig kurveformet utvendig kant, må man bruke
kurveføringen med kulelager-lederuller.
Før kurveføringen (22) inn til stopp nede på parallellanleg-
get (23), sett inn flatrundskruen med firkantansats (24)
ovenfra, og trekk til klemmutteren (25) nedenfra.
Avstandsinnstillingen skjer ved hjelp av parallellanlegget.
4
Fresing etter sjablon
Når det skal freses etter sjablon, installeres en føringshylse
(27) med 24 mm utvendig diameter (ekstrautstyr) i grunnplaten. Denne festes med to senkeskruer (28).
Vær oppmerksom på følgende: Når det dreier seg om utvendige konturer, skal sjablonen være en dimensjon A
mindre, og ved innvendige konturer en dimensjon A større
enn dimensjonen på arbeidsstykket.
Rengjøring og tilsyn
Grunnplatens føringssøyler skal rengjøres med jevne mel-
lomrom og smøres med litt olje. Av og til bør man også
smøre paralellanleggets styrestenger med litt olje.
Ekstrautstyr
Parallellanlegg
Presisjonsinnstilling for parallellanlegg
Kurveføring
Sirkelføring
Føringshylse 24 mm P
Adapter for støvsugertilkopling P 35 mm
Miljøvern
Kress tar imot utbrukte maskiner til ressursskånende resirkulering. På grunn av sin moduloppbygning kan Kressmaskiner svúrt enkelt tas fra hverandre og materialer ad-
skilles til gjenbruk.
Din utbrukte Kress-maskin kan leveres inn til forhandleren
eller sendes direkte inn til Kress.
Endringer forbeholdes.
Føringshylse
Sjablon
Fres
Arbeidsstykke
5
Fresing med sirkelføring (ekstrautstyr)
Ornament- og sirkelfresing er mulig ved hjelp av en sirkel-
føring (29).
Skyv sirkelføringen (29) inn i en av holderne for paralellan-
legget (23) schieben, radius måles diagonalt fra sentre-
ringsspissen (30) til fresmidten (31), innstill og fikser sirkelføringen (29) ved hjelp av låseskruen (20).
Sirkelføringens (29) sentreringsspiss (30) kan justeres i
høyden. På denne måten får man alltid en nøyaktig føring.
Trekk til kontramutteren.
Page 23

Suomi
Tekniset tiedot
Kiinnityskaula mm P 43
Pituus mm 250
Leveys mm 116
Korkeus mm 158
Käyttö
Tämä jyrsintälaite on ihanteellinen lisä nopeaan jyrsintä- ja
hiontamoottoriisi. Sekunnissa jyrsintä- ja hiontamoottori
muuttuu pintajyrsimeksi.
Turvallisuusohjeet ja tapaturmantorjunta
Ennen kuin otat koneen käyttöön, lue käyttöohje kokonaan
läpi, noudata tämän käyttöohjeen turvallisuusohjeita sekä
mukana olevan vihkosen yleisiä sähkötyökalujen turvalli-
suusohjeita.
1. Pistoke on aina vedettävä irti pistorasiasta ennen
laitteen korjaamista tai huoltoa. Tämä pätee etenkin
jyrsinterää paikalleen asennettaessa ja laitetta huollettaessa.
2. Ohjaa jyrsintälaitetta aina molemmista kahvoista
kiinni pitäen.
3.Yläyrsintä ei saa käyttää pöytäyläjyrsimenä.
4. Kiinnitä työkappale ennen työn aloittamista tukevas-
ti paikalleen.
5. Valitse jyrsintälaitteen työntösuunta aina kierto-
suunnan vastaiseksi (vastakulkujyrsintä). Tämä on
tärkeää etenkin reunoja jyrsittäessä.
6. Pidä huolta siitä, että jyrsintäterät ovat aina teräviä.
Tylsien terien jyrsintäjälki on epäpuhdas ja ne kuor-
mittavat moottoria tarpeettomasti.
7. Tasainen ja ei liian voimakas syöttö pidentää jyrsimen käyttöikää, estää palojälkien syntymisen puulle
ja suojaa moottoria ylikuormitukselta.
8. Kun jyrsintä lopetetaan, jyrsin käännetään takaisin
lähtöasentoon käyttäjän ja työkappaleen suojaksi
(lukitusnappi vapautetaan).
9. Huomio! Älä vie kättä jyrsijän työskentelyalueelle!
10.Kun asetat jyrisinlaitteen työkappaleelle, tarkista,
että laite on kytketty pois päältä.
11. Jos laitetta ei käytetä pitkään aikaan, on parasta irrottaa pistoke pistorasiasta, jotta konetta ei vahin-
gossa käynnistetä!
Asenna mukana toimitetut osat paikalleen ennen käyttöön-
ottoa osapiirroksen avulla, josta käy ilmi osien tarkka sijainti.
Tämä pätee myöskin erikoisosille, kuten rinnakkaisvaste ja
hienosäätö.
torin ollessa sammutettuna, niin kauas alas, että jyr-
sintälaite koskettaa työstettävää työkappaletta. Lukitus-
nappi (7) kierretään jälleen tiukkaan. Syvyysvasteen (9) kiinnitysruuvi (8) irrotetaan. Syvyysvaste putoaa nyt yhdelle
kolmesta revolverisyvyysvasteen säätöruuvista (10). Kun
asteikolla nyt luetaan esim. syvyysvasteen asento 40 mm
kohdalla, tämä tarkoittaa, että jyrsinsyvyys on 10 mm
syvyysvastetta 30 mm nostettaessa. Kiinnitysruuvi (8) kiri-
stetään tähän asentoon. Jyrsintäsyvyys on nyt tarkkaan
säädetty.
Lukitusnappi (7) vapautetaan. Laite on nyt käyttövalmis.
Revolverisyvyysvasteen (10) avulla voidaan säätää kolme
eri jyrsintäsyvyyttä, joilla työkappaletta voidaan vuorotel-
leen työstää. Pidä huolta siitä, että revolverisyvyysvasteen
säätöruuvien vastamutterit on kiristetty tarpeeksi tiukkaan
(kiintoavain, avainväli 8). Siten säätöruuvien epähuomiossa
tapahtuva löysääminen, jonka seurauksena työn tulos voisi
olla epätarkka, estetään.
Valittu jyrsintäsyvyys voidaan asettaa kiristämällä lukitusnappi (7) paikalleen. Tämä on eduksi monille jyrsintätöille
(esim. reunojen jyrsintä jne.). Kun lukitusnappi vapaute-
taan, jyrsintälaite kääntyy takaisin lähtöasentoon. Laite voidaan sammuttaa, eikä siitä ole vaaraa laitteen käyttäjälle tai
työkappalelle.
Huomio!
Älä vie kättä jyrsintälaitteen työalueelle myöskään moot-
torin sammuttamisen jälkeen. Jyrsinkara voi vielä pyöriä
ja aiheuttaa loukkaantumisen!
Työskentely pintajyrsintälaitteen avulla
Pintyjyrsintälaitetta ohjataan työskenneltäessä molemmin
käsin. Kun jyrsintälaite viedään työkappaleelle, lukitusnappi
(7) vapautetaan ja jyrsin viedään kahvoista kiinni pitäen
alas.
Koneen työntösuunta valitaan aina jyrsintälaitteen kierto-
Vastakäynti
Tasakäynti
1
Jyrsintä- ja hiontamoottorin toiminta, työkaluosien kiinnittäminen ja tankoistukan vaihto on kuvattu jyrsintä- ja hiontamoottorin käyttöohjeessa. Jyrsintä- ja hiontamoottorin
karalukitus toimii moottorikannattimen (2) kytkentäpultin (1)
avulla.
Jyrsintä- ja hiontamoottorin asennus
Jyrsintä- ja hiontamoottori (3) asetetaan kiinnityskaulan
avulla moottorikannattimen (2) istukkaan (4) ja kiinnitetään
kiinnitysmutterilla (5).
Asennus suoritetaan tarkkaan kuvan mukaisesti, sillä
muussa tapauksessa voivat moottorin (3) tuuletusaukot (6)
peittyä. Silloin jäähdytysilman kierto estyy ja moottori voi
vahingoittua. Karalukituksen käyttö ei myöskään silloin olisi
mahdollista.
Jyrsintäsyvyyden säätö
Jyrsintäsyvyys voidaan säätää jyrsintäsyvyyden vasteen
ja revolverisyvyysvasteen avulla. Tätä varten täytyy ensin
vapauttaa lukitusnappi (7). Konetta painetaan nyt, moot-
suuntaa vastaan (vastakäynti).
Huomio!
Vältä ehdottomasti koneen työntämistä tasatahdilla!
2
Hienosäädöllä varustettu rinnakkaisvaste ja vaihdet-
tava laahain
(erikoisvarusteet)
Kun suoritetaan jyrsintätöitä, jotka tapahtuvat samansuun-
taisesti suoraan ulkoreunaan nähden, käytetään apuna rinnakkaisvastetta, jossa nopeasti säädettävän hienosäädön
(erikoisvaruste) avulla saavutetaan erittäin hyvä mittatark-
kuus.
Hienosäätötanko (11) ruuvataan kiinni pohjalevyn (13) kier-
reaukkoon (12) ja kiinnitetään vastapuolelta kuusikulma-
mutterilla (14). Hienosäätömuutteri (15), joka on ruuvattu
säätöruuville (16), viedään rakoon (17), ohjaustangot (18)
viedään niitä varten oleviin pohjalevyn (13) aukkoihin (19) ja
hienosäätötanko viedään hienosäätöruuvin (16) aukkoon,
kiinnitysruuvit (20) ja (21) kiristetään.
Page 24

Jyrsintävälimatkan hienosäätö tapahtuu hienosäätömutte-
ria (15) kiertämällä.
Yksi- tai kaksipuolisesti pinnoitettujen levyjen vastak-
kaisjyrsintä
Tässä ohuilla levyillä ja suorilla reunoilla on laahaimen
vaihto tarpeellinen. Siten rinnakkaisvasteen kuljetus ylime-
nevien pinnoitteiden välissä on mahdollista.
Muovinen liukukulma (26) ruuvataan irti rinnakkaisvastees-
ta (23) ja kiinnitetään siten, että kulman pitkä haara (26) on
erillään vasteesta.
Kun jyrsitään vastakkain reunoja, jotka eivät ole samansuun-
taisia, vastakkaisjyrsintä käytetään käynnistyslaakerin
kanssa, jota käytetään luonnollisesti myöskin silloin, kun rinnakkaisvasteen käyttö ei ole tarpeen reunojen ollessa sa-
mansuuntaiset.
3
Käyräohjain (erikoisvaruste)
Kuulalaakerijuoksupyörällä varustettua käyräohjainta käy-
tetään apuna jyrsintätöissä, joissa säilytetään tasaisena
pysyvä välimatka johonkin kaarenmuotoiseen ulkoreunaan.
Käyräohjain (22) viedään alas rinnakkaisvasteeseen (23),
työnnetään vasteeseen saakka, nelisärmäolakkeinen, matalapyöreäperäinen ruuvi (24) asetetaan paikalleen ylhäältä
ja kiinnitysmutteri (25) kiristetään alhaalta.
Välimatkan säätö tapahtuu rinnakkaisvasteen avulla.
4
Jyrsintä mallilevyn avulla
Kun jyrsintä suoritetaan mallilevyn avulla, ohjausholkki (27)
24 mm ulko-P (erikoisvaruste) kiinnitetään pohjalevyyn kah-
della upotusruuvilla (28).
Ota huomioon: Mallilevyn tulee olla ulkoreunoilla mitan A
verran pienempi, sisäreunoilla sen tulee olla mitan A verran
suurempi kuin työkappaleen mitta.
Erikoisvarusteet
Rinnakkaisvaste
Rinnakkaisvasteen hienosäätö
Käyräohjain
Tankoharppi
Ohjausholkki 24 mm P
Adapteri pölynimuriliitäntää varten P 35 mm
Ympäristönsuoja
Kress ottaa loppuun käytetyt koneet takaisin perusaineita
säästävään kierrätykseen. Modulaarisen rakenteensa an-
siosta voidaan Kress-koneet hyvin yksinkertaisesti purkaa
uudelleenkäytettäviksi raaka-aineiksi.
Palauta loppuun käytetty koneesi myymälään tai lähetä se
suoraan Kressille.
Oikeus muutokslin pidätetään.
Ohjausholkki
Mallilevy
Jyrsin
Työkappale
5
Tankoharpilla jyrsintä (erikoisvaruste)
Ornamentti- ja kehäjyrsintä on mahdollista tankoharpin (29)
avulla.
Tankoharppi (29) työnnetään johonkin rinnakkaisvasteen
(23) istukkaan, kehän läpimitta mitataan diagonaalisti keskiökärjestä (30) jyrsijän (31) keskelle, säädetään ja tanko-
harppi (29) kiinnitetään paikalleen kiinnitysruuvilla (20).
Tankoharpin (29) keskiökärkeä (30) voidaan säätää kor-
keussuunnassa. Siten taataan tarkka ohjaus. Vastamutteri
on kiristettävä.
Puhdistus ja hoito
Pohjalevyn ohjauspylväät on puhdistettava aika ajoin ja
voidella tipalla öljyä. Myöskin rinnakkaisvasteen kevyt öljyäminen silloin tällöin on suositeltavaa.
Page 25

Eλληνικά
Tεχνικά χαρακτηριστικά
Λαιµσ σύσφιγξησ mm P 43
Mήκοσ mm 250
Πλάτοσ mm 116
Yψοσ mm 158
Eφapµoyέσ
Aυτή η µονάδα φρεζαρίσµατοσ είναι το ιδανικ
συµπλήρωµα για την ευθεία φρέζα και λειαντήρα. Mέσα
σε δευτερλεπτα η ευθεία φρέζα σασ γίνεται ρούτερ.
Υπoδεiξεισ ασφαλεiασ και πρoστασiα απm ατυχήµατα
Πριν θέσετε τη µηΧανή σε λειτoυργία διαβάστε τισ
oδηγίεσ χρήσησ, τηρήoτε τισ υπoδείξεισ ασφαλείασ
των oδηγιών αυτών καθώσ και τισ Γενικέσ Υπoδείξεισ
ασφαλείασ για ηλεκτρικά εργαλεία στo φυλλάδιo πoυ
συνoδεύει τo εργαλείο.
1. Πριν απm κάθε εργασία στη φρέζα βγάζετε το
καλώδιο απm την πρίζα. Aυτm ισχύει ιδιαίτερα για
την τοποθέτηση των εργαλείων φρεζαρίσµατοσ και
για εργασίεσ σέρβισ.
2. Oδηγείτε τη φρέζα πάντα κρατώντασ την και απm
τισ δυο λαβέσ.
3.H κάθετη φρέζα σεν επιτρέπεται να χρησιµοποιηθεί
σαν επιτραπέζια [σταθερή] φρέζα.
4. Πριν την έναρξη εργασίασ ασφαλίστε το υλικm απm
τυχmν ολίσθηση.
5. Eπιλέξτε την κατεύθυνση προώθησησ τησ φρέζασ
αντίθετα µε την κατεύθυνση περιστροφήσ του
εργαλείου φρεζαρίσµατοσ (αντίρροπο φρεζάρισµα).
Aυτm έχει σηµασία για το φρεζάρισµα άκρων.
6. Προσέχετε να µην είναι τα κονδυλάκια φρέζασ
στοµωµένα, γιατί η εργασία δεν θα είναι καθαρή
και ο κινητήρασ επιβαρύνεται άσκοπα.
7. H οµοιmµορφη και αδύνατη προώθηση αυξάνει
τουσ χρmνουσ στάσησ τησ φρέζασ, εµποδίζει τη
δηµιουργία λεκέδων απm κάψιµο στο ξύλο και
προστατεύει τον κινητήρα απm υπερθέρµανση.
8. Mετά την ολοκλήρωση του φρεζαρίσµατοσ
επιστρέψτε τη φρέζα στην αρχική τησ θέση, για την
προστασία του χειριστή και του υλικού (Λύστε το
πλήκτρο συνεχούσ λειτουργίασ).
9. Προσοχή! Mην ακουµπάτε µε τα χέρια σασ την
ακτίνα τησ φρέζασ!
10.Oταν ακουµπάτε κάτω τη φρέζα προσέχετε να
βρίσκεται εκτmσ λειτουργίασ.
11. !ια την προστασία απm ακούσια έναρξη λειτουργίασ
σε περίπτωση διακοπήσ τησ εργασίασ, βγάζετε το
καλώδιο απm την πρίζα!
Πριν θέσετε τη συσκευή σε λειτουργία συναρµολογή-
στε τα εξαρτήµατα τησ συσκευασίασ µε τη βοήθεια
του σχεδιαγράµµατοσ εξαρτηµάτων, στο οποίο απεικο-
νίζεται η σωστή θέση τουσ.
Aυτ ισχύει και για τα ειδικά εξαρτήµατα Παράλληλοσ
οδηγσ και Mικρορύθµιση.
απεικνιση, γιατί σε διαφορετική περίπτωση καλύπτον-
ται οι εγκοπέσ εξαερισµού (6) τησ µηχανήσ (3). O αέρασ
ψύξησ δεν θα µπορούσε να οδηγηθεί ανεµπδιστα και
θα µπορούσε να πάθει βλάβεσ ο κινητήρασ. Eπίσησ δεν
θα µπορούσε να ενεργοποιηθεί η µανδάλωση ατράκτου.
Ρύθµιση βάθουσ φρεζαρίσµατοσ
Tο βάθοσ φρεζαρίσµατοσ µπορεί να ρυθµιστεί µε τον
οδηγ βάθουσ και µε τον περιστρεφµενο οδηγ
βάθουσ. Στην αρχή πρέπει να απελευθερωθεί το
πλήκτρο συνεχούσ λειτουργίασ (7). H µηχανή, µε
κλειστ κινητήρα, πιέζεται προσ τα κάτω µέχρι που η
φρέζα ακουµπήσει το υλικ. Σφίξτε πάλι το πλήκτρο (7).
Λασκάρετε τη βίδα σύσφιγξησ (8) του οδηγού βάθουσ
(9). O οδηγσ βάθουσ πέφτει σε µια απ τισ τρεισ βίδεσ
ρύθµισησ του περιστρεφµενου οδηγού βάθουσ (10).
Aν στην κλίµακα φαίνεται π.χ. η θέση του οδηγού
βάθουσ σε 40 mm, η ανύψωση του οδηγού βάθουσ σε
30 mm σηµαίνει βάθοσ φρεζαρίσµατοσ 10 mm. H βίδα
σύσφιγξησ (8) πρέπει να σφιχτεί σε αυτ το σηµείο. Tο
βάθοσ φρεζαρίσµατοσ ρυθµίστηκε µε ακρίβεια.
Aπελευθερώστε το πλήκτρο (7). H συσκευή είναι
έτοιµη για λειτουργία.
H ρύθµιση τριών διαφορετικών βαθών φρεζαρίσµατοσ,
µε τα οποία ίσωσ χρειαστεί να κατεργαστείτε εναλλάξ
ένα κοµµάτι, µπορεί να γίνει µε τον περιοστρεφµενο
οδηγ βάθουσ (10). Προσέξτε να είναι καλά σφιγµένα τα
κντρα παξιµάδια στισ βίδεσ ρύθµισησ του περιστρεφµενου οδηγού βάθουσ (κλειδί Nο 8). Eτσι αποφεύγεται
ένα ακούσιο λασκάρισµα των βιδών ρύθµισησ, γεγονσ
που θα οδηγούσε σε άσχηµα αποτελέσµατα.
Tο προεπιλεγµένο βάθοσ φρεζαρίσµατοσ µπορεί να
σταθεροποιηθεί σφίγγοντασ το πλήκτρο (7). Aυτ είναι
θετικ για πολλέσ εργασίεσ φρεζαρίσµατοσ, (πωσ π.χ.
φρεζάρισµα άκρων, αφαίρεση κλλασ κλπ.). H
απελευθέρωση του πλήκτρου σύσφιγξησ έχει σαν
αποτέλεσµα την επιστροφή τησ φρέζασ στην αρχική
τησ θέση. H συσκευή µπορεί να φυλαχτεί χωρίσ να
υπάρχει κίνδυνοσ για τον χειριστή.
Προσοχή!
Mην ακουµπάτε µε τα χέρια σασ την ακτίνα τησ φρέζασ
ακmµη και µετά την διακοπή λειτουργίασ τησ! H
άτρακτοσ µπορεί να εξακολουθεί να περιστρέφεται.
Kίνδυνοσ τραυµατισµού!
Eργασία µε το ρούτερ
Kατά το φρεζάρισµα το ρούτερ οδηγείται και µε τα δυο
χέρια. Για τη βύθιση του εργαλείου στο υλικ
απελευθερώνεται το πλήκτρο (7) και η φρέζα πιέζεται
προσ τα κάτω απ τισ λαβέσ.
H κατεύθυνση ώθησησ τησ µηχανήσ πρέπει να είναι
πάντα αντίστροφα µε τη φορά περιστροφήσ του
εργαλείου φρεζαρίσµατοσ.
1
H λειτουργία τησ ίσιασ φρέζασ και λειαντήρα, η
τοποθέτηση των εργαλείων και η αλλαγή λαβίδασ
σύσφιγξησ περιγράφονται στισ σχετικέσ οδηγίεσ
χρήσησ. Πιέζοντασ τον διακπτη (1)) στον φορέα του
κινητήρα (2) ενεργοποιείται η µανδάλωση ατράκτου
τησ φρέζασ.
Συναρµολmγηση τησ ίσιασ φρέζασs
H ίσια φρέζα (3) τοποθετείται µε τον λαιµ σύσφιγξησ
στην υποδοχή (4) του φορέα κινητήρα (2) και
συσφίγγεται µε το παξιµάδι (5).
H συναρµολγηση πρέπει να γίνει σύµφωνα µε την
Aντίρροπη κίνηση
Σύγχρονη κίνηση
Προσοχή!
Aποφέυγετε οπωσδήποτε σύγχρονη κίνηση τησ
συσκευήσ!
Page 26

2
Παράλληλοσ οδηγmσ µε µικρορύθµιση και µετατοπιζm-
µενουσ ολισθητήρεσ
(Eιδικά εξαρτήµατα)
Για εργασίεσ φρεζαρίσµατοσ που πρέπει να γίνουν
παράλληλα µε µια ευθεία εξωτερική άκρη χρησιµοποιείτε τον παράλληλο οδηγ, και µε τη βοήθεια µιασ
µονάδασ µικρορύθµισησ (ειδικ εξάρτηµα) να
επιτύχετε µεγάλη ακρίβεια στη µέτρηση.
Bιδώστε τη ράβδο µικρορύθµισησ (11) στην οπή
σπειρώµατοσ (12) του πέλµατοσ (13) και στερεώστε µε
το εξαγωνικ παξιµάδι (14). Tοποθετήστε το παξιµάδι
µικρορύθµισησ (15) βιδωµένο στη βίδα ρύθµισησ (16)
στην εγκοπή (17). Tοποθετήστε τισ ράβδουσ οδήγησησ
(18) στισ αντίστοιχεσ οπέσ (19) του πέλµατοσ (13) και
τη ράβδο µικρορύθµισησ στην οπή τησ βίδασ
βίδασµικρορύθµισησ (16). Σφίξτε τισ βίδεσ (20) και (21)
καλά.
H µικρορύθµιση τησ απστασησ φρεζαρίσµατοσ γίνεται
µε την περιστροφή του παξιµαδιού µικρορύθµισησ
(15).
Aνάλογο φρεζάρισµα επιφανειών µε µονmπλευρη ή
αµφίπλευρη επένδυση
Για αυτέσ τισ περπιτώσεισ λεπτών επιφανειών και
ευθέων ακρών είναι απαραίτητη η εφαρµογή των
ολισθητήρων, µε τουσ οποίουσ γίνεται δυνατή η οδήγηση του παράλληλου οδηγού ανάµεσα στισ εξέχουσεσ επενδύσεισ.
Ξεβιδώστε την πλαστική γωνία ολίσθησησ (26) απ τον
παράλληλο οδηγ και (23) στερεώστε την έτσι ώστε το
µακρύ σκέλοσ τησ γωνίασ (26) να εξέχει απ τον
οδηγ.
Kατά το ανάλογο φρεζάρισµα ακρών που δεν είναι
ευθείεσ χρησιµοποιείται η ανάλογη φρέζα µε
ρουλεµάν, η οποία εφαρµζεται επίσησ και σε
περιπτώσεισ που δεν είναι ανάγκη να φρεζαριστούν
µε παράλληλο οδηγ ευθείεσ άκρεσ.
3
Oδήγηση καµπύλων (Eιδικ εξάρτηµα)
Για εργασίεσ φρεζαρίσµατοσ που γίνονται µε ίσια
απσταση προσ µια καµπυλωτή εξωτερική άκρη
χησιµοποιείται ο οδηγσ καµπύλων µε ρουλεµάν.
Eισχωρήστε τελείωσ την οδήγηση καµπύλων (22) κάτω
στον παράλληλο οδηγ (23). Tοποθετήστε απ πάνω
την πλακέ βίδα µε τετράγωνο πρσθεµα (24) και
σφίξτε απ κάτω το παξιµάδι σύσφιγξησ (25).
H ρύθµιση απστασησ γίνεται µέσω του παράλληλου
οδηγού.
4
Φρεζάρισµα µε πατρmν
Kατά το φρεζάρισµα µε πατρν τοποθετείται ο κάλυκασ οδήγησησ (27), εξωτερ. διάµ. 24 mm, (Eιδικ
εξάρτηµα) στο πέλµα και στερεώνεται µε δύο βίδεσ
(28).
Προσοχή: Tο πατρν πρέπει να είναι σε εξωτερικά
περιγράµµατα κατά A µικρτερο και σε εσωτερικά
περιγράµµατα κατά A µεγαλύτερο απ το προσ
επεξεργασία υλικ.
Kάλυκασ οδήγησησ
Πατρmν
Φρέζα
Yλικm
5
Φρεζάρισµα µε διαβήτη µε ράβδουσ (Eιδικ εξάρτηµα)
Mε τον διαβήτη µε ράβδουσ (29) µπορεί να γίνει
φρεζάρισµα διακοσµητικών και κύκλων.
Tοποθετήστε τον διαβήτη (29) σε µια απ τισ
υποδοχέσ για τον παράλληλο οδηγ (23), µετρήστε την
ακτίνα διαγώνια απ την άκρη κεντραρίσµατοσ (30) ωσ
το µέσον τησ φρέζασ (31) και σταθεροποιήστε µε τη
βίδα (20).
H άκρη κεντραρίσµατοσ (30) του διαβήτη µε ράβδουσ
(29) έχει ρυθµιζµενο ύψοσ. Mε αυτν τον τρπο
µπορεί να γίνει ακριβήσ οδήγηση. Σφίξτε καλά τα
κντρα παξιµάδια.
Kαθαρισµmσ και φροντίδα
Oι κολώνεσ οδήγησησ του πέλµατοσ πρέπει να
καθαρίζονται σε τακτικά διαστήµατα και να
γρασσάρονται µε λίγο λάδι. Συνιστάται επίσησ και το
λάδωµα των ράβδων οδήγησησ του παράλληλου
οδηγού.
Eιδικά εξαρτήµατα
Παράλληλοσ οδηγσ
Mικρορύθµιση για παράλληλο οδηγ
Oδήγηση καµπύλων
∆ιαβήτησ µε ράβδουσ
Kάλυκασ οδήγησησ 24 mm διάµετροσ
Προσαρµογέασ για σύνδεση απορροφητήρα / 35 mm
Προστασία του περιβάλλοντοσ
H Kress παίρνει πίσω παλιά, άχρηστα µηχανήµατα µε
στχο τη φειδωλή σε πρώτεσ ύλεσανακύκλωσή τουσ.
Tα µηχανήµατα τησ Kress µπορούν, χάρη στον
αρθρωτ, τυποποιηµένο τρπο τησ κατασκευήσ τουσ,
να διαχωρισθούν εύκολα στα επί µέρουσ
επαναχρησιµοποιήσιµα υλικά τουσ.
Παραδώστε το άχρηστο Kress-µηχάνηµά σασ στον
έµπορά σασ ή αποστείλτε το κατευθείαν πίσω στην
Kress.
∆ιατηρούµε το δικαίωµα αλλαγών.
Page 27

EN 50144-2-17, EN 50144-2-18, EN 55014-1, EN 55014-2,
EN 61000-3-2, EN 61000-3-3
73/23/EWG, 89/336/EWG, 98/37/EG
Kress-elektrik GmbH + Co., D-72406 Bisingen
Bisingen, im Dezember 2002
Page 28

Garantie
1. Dieses Elektrowerkzeug wurde mit hoher Präzision gefertigt
und unterliegt strengen werkseitigen Qualitätskontrollen.
2.Daher garantieren wir die kostenlose Beseitigung von
Fabrikations- oder Materialfehlern, die innerhalb von 24 Monaten
ab Verkaufsdatum an den Endverbraucher auftreten. Wir behalten
uns vor, defekte Teile auszubessern oder durch neue zu ersetzen.
Ausgetauschte Teile gehen in unser Eigentum über.
3.Unsachgemäße Verwendung oder Behandlung sowie die Öffnung
des Gerätes durch nicht autorisierte Reparaturstellen führen zum
Erlöschen der Garantie. Dem Verschleiß unterworfene Teile sind
von Garantieleistungen ausgeschlossen.
4. Garantieansprüche können nur bei unverzüglicher Meldung von
Mängeln (auch bei Transportschäden) anerkannt werden. Durch
Ausführung von Garantieleistungen wird die Garantiezeit nicht
verlängert.
5. Bei Störungen bitte Gerät mit ausgefüllter Garantiekarte und
kurzer Mängelbeschreibung an uns oder die zuständige
Servicestelle einsenden. Kaufbeleg beifügen.
6.Durch die von uns übernommenen Garantie-Verpflichtungen
werden alle weitergehenden Ansprüche des Käufers –
insbesondere das Recht auf Wandelung, Minderung oder
Geltendmachung von Schadenersatzansprüchen –
ausgeschlossen.
7.Dem Käufer steht jedoch nach seiner Wahl das Recht auf
Minderung (Herabsetzung des Kaufpreises) oder Wandelung
(Rückgängigmachung des Kaufvertrages) zu, falls es uns nicht
gelingt, evtl. auftretende Mängel innerhalb einer angemessenen
Frist zu beseitigen.
8. Nicht ausgeschlossen sind die Schadensersatzansprüche nach
den §§ 463, 480 Abs. 2, 635 BGB wegen Fehlens zugesicherter
Eigenschaften.
9. Die Bestimmungen nach Punkt 7 und 8 gelten nur für den Bereich
der Bundesrepublik Deutschland.
Garantie
1. Cet outil électronique a été fabriqué avec une grande précision et
soumis à des contrôles de qualité sévères en usine.
2.C’est pourquoi nous garantissons au consommateur final,
l’élimination gratuite de défauts de fabrication ou de matière qui
surviendraient dans les 24 mois suivant la date d’achat. Nous
nous réservons le droit de réparer les pièces défectueuses ou de
les remplacer. Les pièces échangées font alors partie de notre
propriété.
3.L’utilisation ou la manipulation non conforme, de même que
l’ouverture de l’outil dans des ateliers de réparation non habilités,
entraînent la résiliation de la garantie. Les prestations de garantie
excluent l’usure des pièces soumises.
4. Les revendications de garantie ne pourront être prises en compte
qu'en cas de déclaration immédiate des défauts (avaries dues au
transport y comprises). L'exécution des prestations de garantie ne
donne pas droit à une prolongation de la période de validité de la
garantie.
5. En cas de dysfonctionnement, veuillez expédier l'appareil avec sa
carte de garantie dûment complétée et une brève description des
défauts à notre adresse ou à la station de service après-vente
concernée. Prière de joindre la facture.
6.Une prise en charge par nos soins dans le cadre de la garantie,
exclut tout autre recours de la part de l'acheteur, en particulier le
droit de rétraction, de réduction ou de revendication de
dommages-intérêts.
7.Cependant, il conserve son droit de rétraction (annulation du
contrat de vente) ou de réduction (abaissement du prix d'achat),
selon ses convenances, si nous ne sommes pas en mesure
d'éliminer d'éventuels défauts dans un délai convenable.
8. Ne sont pas exclues, les revendications de dommages-intérêts
selon §§ 463, 480 Al. 2, 635 du Code Civil allemand, relatives à
l'absence de propriétés garanties.
9. Les dispositions 7 et 8 ne sont valables que pour l'Allemagne.
Guarantee
1. This electrical tool has been designed with high precision and was
approved after undergoing strict quality control checks in the
factory.
2.We are therefore able to guarantee free servicing of any
production or material faults which arise in the 24 months after the
date of sale to the purchaser. We reserve the right to repair
defective parts or else replace them with new parts. Parts which
have been replaced become our property.
3.The guarantee will be rendered void if the device is used
improperly, mistreated or opened up by unauthorised repair
personnel. Parts which are subject to wear are not covered by the
guarantee.
4. The guarantee may only be enforced when defects are reported
without undue delay (including shipping damage). Guarantee
implementation does not extend the guarantee period.
5. If the tool is defective, please complete the guarantee card and
return the unit, guarantee card and a brief description of the
problem to the responsible service location. Please enclose your
sales receipt.
6.The guarantee obligations assumed by us shall exclude any
further claims on the part of the buyer, in particular the right to
recission of a sale, reduction and the assertion of damage claims.
7.However, the buyer shall have the right to either a reduction (in the
purchase price) or the recission of the sale (cancellation of the
sales agreement) should we fail to eliminate any defects within a
reasonable period of time.
8. Damage claims in accordance with §§ 463, 480 Paragraph 2,
635 BGB due to absence of guaranteed quality shall not be not
excluded.
9. The provisions defined in Items 7 and 8 only apply to the Federal
Republic of Germany.
Garantie
1. Dit elektrisch werktuig werd met de grootste precizie vervaardigd
en wordt in de fabriek aan strenge kwaliteitscontroles onder-
worpen.
2.Daarom garanderen wij de kosteloze herstelling van fabricage- of
materiaalfouten die binnen 24 maanden vanaf de verkoopsdatum
bij de eindverbruiker optreden. Wij hebben het recht defecte
onderdelen te herstellen of door nieuwe te vervangen. Vervangen
onderdelen worden opnieuw onze eigendom.
3.Ondeskundig gebruik of verkeerde behandeling alsook het openen
van de machine door niet-geautoriseerde hersteldiensten doen de
garantie vervallen. Aan slijtage onderhevige onderdelen zijn van
de garantieprestaties uitgesloten.
4. Er kan slechts aanspraak op garantie verleend worden als de
schade onverwijld gemeld werd (ook bij transportschade). Er volgt
geen verlenging van de garantieperiode na uitvoering van
garantieprestaties.
5. Gelieve in geval van storing de machine met ingevulde garantie-
bon en een korte beschrijving van de schade aan ons of aan een
bevoegde service-dienst in te sturen. Cassabon bijvoegen.
6.Door de door ons opgenomen garantieverplichtingen zijn alle
verdere aanspraken van de koper – met name het recht op
koopvernietiging, prijsreductie of het eisen van schadevergoeding
– uitgesloten.
7.De koper heeft echter naar keuze het recht op prijsreductie
(vermindering van de aankoopprijs) of op koopvernietiging
(annuleren van het koopcontract), indien wij er niet in slagen,
eventueel opgetreden defecten binnen een redelijke termijn te
herstellen.
8. Niet uitgesloten zijn de eisen van schadevergoeding volgens
§§ 463, 480 alinea. 2, 635 BGB wegens niet bestaande,
toegekende eigenschappen.
9. De bepalingen onder punt 7 en 8 gelden alleen maar voor de
Bondsrepubliek Duitsland.
Page 29

Garanzia
1. Questo utensile elettrico è stato prodotto con la massima
precisione ed è soggetto di fabbrica a rigorosi controlli della
qualità.
2.È perciò garantita la rimozione gratuita di difetti di fabbricazione o
di materiale che si presentano entro 24 mesi a partire dalla data di
vendita all’utente. Ci riserviamo di riparare le parti difettose oppure
di sostituirle con parti nuove. Le parti sostituite diventano di nostra
proprietà.
3.L’impiego oppure il trattamento non appropriato e l’apertura
dell’apparecchio da parte di centri per la riparazione non
autorizzati comportano la scadenza della garanzia. Le parti
soggette ad usura sono escluse dalle prestazioni di garanzia.
4. La garanzia può essere riconosciuta solo in caso di immediata
segalazione del difetto (anche per danni di trasporto). La durata
della garanzia non viene prolungata della durata dell'eventuale
riparazione.
5. In caso di disturbi preghiamo di spedire l'apparecchio alla fabbrica
o ad un Centro Assistenza autorizzato, insieme alla scheda di
garanzia compilata e una breve descrizione del difetto.
6.Gli obblighi di garanzia da noi assunti escludono completamete
ulteriori pretese – in particolare il diritto di convertibilità, riduzione
del prezzo o risarcimento danni –.
7.L'acquirente può comunque a propria scelta avvalersi del diritto di
riduzione (diminuzione del prezzo d'acquisto) oppure di con-
vertibilità (annullamento del contratto di vendita), nel caso in cui
l'azienda non fosse in grado di eliminare il difetto eventualmente
insorto entro un intervallo di tempo ragionevole.
8. Non sono esclusi i diritti al risarcimento danni per i casi
contemplati dal §§ 463, 480 par. 2, 635 BGB, riguardanti la
mancanza di caratteristiche assicurate.
9. Le disposizioni citate nei punti 7 e 8 sono valide solo per il
territorio della Repubblica Federale Tedesca.
Garantía
1. Esta herramienta electrónica ha sido fabricada con máxima
precisión y sometida en fábrica a rigurosos controles de calidad.
2.Por consiguiente, garantizamos el subsanado, sin coste alguno,
de defectos de fabricación o del material que surjan dentro de los
24 meses contados a partir de la fecha de venta al consumidor
final. Queda reservado el derecho a reparar las piezas
defectuosas o a sustituirlas por otras nuevas. Las piezas
repuestas pasarán a nuestra propiedad.
3.El hecho de usar o tratar la máquina de manera inapropiada o de
abrirla para reparaciones no autorizadas, conllevará la pérdida de
garantía. La garantía no incluye el desgaste de las piezas.
4. Las reclamaciones de garantía se podrán reconocer sólo en caso
de comunicación inmediata (también en caso de daños de
transporte). El plazo de garantía no se prolongará debido a la
ejecución de prestaciones de garantía.
5. En caso de fallos, envíe el equipo con la tarjeta de garantía
llenada y una breve descripción del fallo a nosotros o al Centro de
Servicio competente. Adjunte los comprobantes de venta.
6.Los compromisos de garantía asumidos por nosotros excluyen
cualquier otro derecho a indemnización del comprador –
particularmente el derecho a redhibición, rebaja o ejercicio del
derecho a indemnización por daños y perjuicios.
7.Sin embargo, el comprador tendrá el derecho, a su elección, a
rebaja (reducción del precio de compraventa) o redhibición
(anulación del contrato de compraventa), si no logramos subsanar
dentro de un plazo razonable las deficiencias que se hayan
producido.
8. No están excluidos los derechos a indemnización por daños y
perjuicios según §§ 463, 480 Abs. 2, 635 BGB por falta de las
propiedades prometidas.
9. Las disposiciones de los puntos 7 y 8 sólo son válidas para el
territorio de la República Federal de Alemania.
Garanti
1. El-verktyget har tillverkats med stor noggrannhet och genomgår
stränga kvalitetskontroller innan det lämnar farbriken.
2.Vi garanterar därför att vi åtgärdar fabrikations- eller materialfel
utan kostnader om de uppstår inom 24 månader från försäljnings-
datum till slutförbrukaren. Vi förbehåller oss rätten att förbättra
defekta delar eller att ersätta dem genom nya. Utbytta delar
övergår till vår ägo.
3.Vid icke sakkunnig användning eller behandling samt öppning av
apparaten av icke auktoriserade reparationsverkstäder gäller inte
vår garanti längre. Delar som utsätts av slitage omfattas inte av
garantin.
4. Garantianspråk kan endast göras vid omedelbart påpekande av
brister (även transportskador). Utnyttjande av garantibestämmelserna förlänger inte garantitiden.
5. Vid fel, var vänlig sänd apparaten med ifyllt garantikort och kort
felbeskrivning till oss eller lämplig kundtjänst. Bifoga kvitto.
6.Genom garantiförpliktelserna som vi tagit på oss, faller alla vidare
anspråk köparen må ha – särskilt rätten till tillbakagång av köpet,
nedsättning av priset eller skadeståndsanspråk.
7.Däremot har köparen rätt till tillbakagång av köpet eller ned-
sättning av köppriset om vi misslyckas avlägsna ev. brister, skador
inom en skälig tidsperiod.
8. Skadeståndsanspråk kan dock ej uteslutas enl. §§ 463, 480
avsn. 2, 635 BGB om tillförsäkrade egenskaper saknas.
9. Bestämmelserna enl. punkterna 7 och 8 gäller endast i Förbundsrepubliken Tyskland.
Garanti
1. Dette el-varktøj er fabrikeret med høj grad af præcision og er på
fabrikken blevet underlagt strenge kvalitetskontroller.
2.Derfor indbefatter garantien gratis afhjælpning af fabrikations-
eller materialefejl, som forekommer hos slutbrugeren inden for
24 måneder fra salgsdatoen. Vi forbeholder os retten til at
reparere defekte dele eller skifte dem ud med nye dele. Udskiftede
dele overgår til vores ejendom.
3.Faglig ukorrekt anvendelse eller behandling samt åbning af
vinkelsliberen udført af uautoriserede værksteder medfører at
garantien ikke længere dækker. Garantien omfatter ikke sliddele.
4. Garantikrav anerkendes kun ved øjeblikkelig meddelelse af
mangler (også ved transportskader). Garantiperioden forlænges
ikke gennem udførelse af garantiydelser.
5. Ved fejl sendes apparatet til os eller det pågældende serviceværksted med udfyldt garantikort og en kort beskrivelse af
manglerne. Kvitteringen vedlægges.
6.Pga. de garanti-forpligtelser, som vi har påtaget os, bortfalder alle
yderligere krav fra købers side – især retten til annullering af
ordren pga. mangler, prisnedsættelse pga. mangler eller
anmeldelse af skadeserstatningskrav.
7.Køberen har imidlertid efter eget valg ret til nedsættelse af
købsprisen eller annullering af handelen, hvis det ikke lykkes os at
udbedre evt. mangler indenfor en passende tidsfrist.
8. Skadeserstatningskrav iht §§ 463, 480 afsn. 2, 635 BGB pga.
manglende garanterede egenskaber bortfalder ikke.
9. Bestemmelserne i punkt 7 og 8 gælder kun for Forbundsrepublikken Tyskland.
Page 30

Garanti
1. Denne elektromaskinen ble produsert med en høy grad av
presisjon og ble gjort til gjenstand for strenge kvalitetskontroller før
den forlot fabrikken.
2.Av denne grunn garanterer vi en gratis reparasjon av fabrikasjons-
og materialfeil somm måtte oppstå innen utløpet av 24 måneder
fra dato for salget til forbrukeren. Vi forbeholder oss retten til å
reparere defekte deler eller til å skifte disse ut mot nye. Utskiftede
deler går over til å være vår eiendom.
3.Usakkyndig bruk eller behandling av maskinen fører til tap av
garantien. Det samme gjelder hvis maskinen åpnes av et ikke
autorisert reparasjonsverksted. Deler som normalt utsettes for
slitasje omfattes ikke av garantien.
4. Garantikrav anerkjennes kun hvis vi får umiddelbar beskjed om
skaden (dette gjelder også transportskader). Garantitiden
forlenges ikke på grunn av reparasjonsarbeider som utføres på
basis av garantikrav.
5. Hvis det skulle oppstå en feil på maskinen, må du være vennlig å
sende maskinen med utfyllt garantikort og en kort beskrivelse av
feilen til oss eller til det ansvarlige serviceverksted. Legg en
kjøpskvittering med.
6.De garantiforpliktelser som vi påtar oss utelukker alle videre-
gående krav fra kjøpers side, spesielt når det gjelder retten til
annulering, rabatt eller krav om skadeserstatning.
7.Kjøper har derimot etter eget valg krav på rabatt (reduksjon av
kjøpeprisen) eller anullering (salgskontrakten oppheves) hvis vi
ikke lykkes i å reparere eventuelle mangler innen en rimelig
tidsfrist.
8. Ikke utelukket er krav om skadeserstatning i henhold til §§ 463,
480 avsn. 2, 635 BGB (tysk lovverk) vedrørende mangel på
garanterte egenskaper.
9. Bestemmelsene under punkt 7 og punkt 8 gjelder kun for
Forbundsrepublikken Tyskland.
Takuu
1. Tämä laite on valmistettu suurella tarkkuudella, ja se on läpikäynyt
tehtaalla vaativat laatutarkastukset.
2.Siksi takaamme sellaisten valmistus- ja materiaalivirheiden
ilmaisen korjauksen, jotka ilmenevät lopullisen kuluttajan käytössä
24 kuukauden kuluessa myyntipäivästä. Pidätämme oikeuden
viallisten osien korjaukseen ja niiden vaihtoon uusin osiin.
Vaihdetut osat siirtyvät meidän omaisuuteemme.
3.Epäasianmukainen käyttö tai käsittely sekä laitteen avaaminen
valtuuttamattomassa korjaamossa aiheuttaa takuun raukeamisen.
Takuu ei koske kulumiselle alttiiksi joutuvia osia.
3.Takuuaikana korjaamme maksutta valmistus- ja materiaaliviat.
Pidätämme oikeuden vaihtaa tai korjata vialliset osat. Vaihdetut
osat siirtyvät valmistajan omistukseen.
4. Takuukorvausvaatimus voidaan hyväksyä vain, kun viasta
ilmoitetaan valmistajalle välittömästi sen havaitsemisen jälkeen
(myöskin kuljetusvahingot). Takuuaika ei pidenny
takuukorjaustapauksessa.
5. Lähetä laite vahinkotapauksessa valmistajalle tai valtuutettuun
liikkeeseen ja liitä mukaan täytetty takuukortti ja lyhyt selostus
laitteen viasta. Liitä mukaan ostotodistus.
6.Takaamamme takuuehdot sulkevat ulkopuolelle kaikki asiakkaan
esittämät takuuehtoihin sisältymättömät vaatimukset – etenkin
oikeus vahingonkorvausvaatimusten muutokseen, rajoitukseen tai
vahingonkorvausvaatimuksen voimaansaattamiseen.
7.Ostajalla on kuitenkin oikeus valinnan mukaan vähennykseen
(ostohintaa pienennetään) tai muutokseen (kauppa puretaan), jos
emmem onnistu korjaamaan ilmennyttä vikaa kohtuullisen ajan
kuluessa.
8. Lain mukaisia (§§ 463, 480 pykälä 2, 635 BGB-Saksalainen
lakikirja) vahingon-korvausvaatimuksia ei voida sulkea
ulkopuolelle, mikäli laite ei vastaa valmistajan ilmoittamia
ominaisuuksia.
9. Kohtien 7 ja 8 mukaiset määräykset pätevät vain Saksan
liittotasavallassa.
Eγγύηση
1. Aυτή η ηλεκτρική συσκευή κατασκευάστηκε µε µεγάλη ακρί-
βεια και υπκειται σε αυστηρούσ ποιοτικούσ ελέγχουσ απ
πλευράσ εργοστασίου.
2.Για αυτ το λγο εγγυµεθα τη δωρεάν αποκατάσταση
λαθών κατασκευήσ ή υλικών, που εµφανίζονται µέσα σε
24 µήνεσ µετά την ηµεροµηνία πώλησησ στον τελικ κατανα-
λωτή. ∆ιατηρούµε το δικαίωµα τησ επισκευήσ ή τησ αντικατάστασησ ελαττωµατικών εξαρτηµάτων. Eξαρτήµατα που
αντικαθιστώνται περνούν αυτµατα στην κατοχή µασ.
3.Aκατάλληλη χρήση ή µεταχείριση τησ συσκευήσ καθώσ και
άνοιγµα τησ απ µη εξουσιοδοτηµένα συνεργεία έχουν σαν
συνέπεια την απώλεια τησ εγγύησησ. Eξαρτήµατα που φθείρονται λγω χρήσησ δεν καλύπτονται απ την εγγύηση.
4. Aξιώσεισ απ την εγγύηση µπορύν να αναγνωρισθούν µνο µε την
έγκαιρη δήλωση ελαττωµάτων (ακµη και βλάβεσ απ τη
µεταφορά). Mε τη διεξαγωγή των επισκευών µέσω τησ εγγύησησ
δεν παρατείνεται το διάστηµα ισχύοσ τησ εγγύησησ.
5. Σε περίπτωση ανωµαλιών αποστείλατε τη συσκευή µε
συµπληρωµένο το ∆ελτίο Eγγύησησ καθώσ και σύντοµη περιγραφή
του ελαττώµατοσ στο αρµδιο συνεργείο σέρβισ. Eσωκλείστε και
την απδειξη αγοράσ.
6.Mε την ανάληψη των υποχρεώσεων που πηγάζουν απ την εγγύηση
αποκλείονται άλλεσ αξιώσεισ του αγοραστή – ιδιαίτερα το δικαίωµα
µείωσησ τιµήσ αγοράσ, ακύρωσησ συµβολαίου αγοράσ ή αξιώσεισ
αποζηµίωσησ.
7.O αγοραστήσ έχει το δικαίωµα να απαιτήσει µείωση τησ τιµήσ
αγοράσ ή και ακύρωση του συµβολαίου αγοράσ, σε περίπτωση που
δεν καταφέρουµε να αποκαταστήσουµε τη βλάβη µέσα σε εύλογο
χρονικ διάστηµα.
8. ∆εν αποκλείονται αξιώσεισ σύµφωνα µε τα άρθρα 463, 480 παρ. 2,
635 Aστικού Kώδικα λγω έλλειψησ βεβαιωµένων απ τον
κατασκευαστή ιδιοτήτων.
9. Oι ροι των σηµείων 7 και 8 ισχύουν µνο στην επικράτεια τησ
Oµοσπονδιακήσ ∆ηµοκρατίασ τησ Γερµανίασ.
Page 31

Page 32

Ersatzteilliste / Spare part list / Liste de pièce de rechange / Reserveonderdelenlijst / Elenco ricambi /
Lista de piezas de repuesto / Reservdelslista / Reservedelsliste / Reservedelsliste / Varaosaluettelo /
Kατάλογοσ ανταλλακτικών
145207 Sechskantschraube mit Schaft M 5 x 40
218761Tiefenanschlag
445812Sprengring
746820 Motorträger Fertigteil
845313Druckstück
945218 Flügelschraube M 6 x 16
1045308Knopfgriff glatt
11 18747Druckfeder
1314371Flachkopfschraube M 5 x 12
14 11665Sechskantmutter M 5 DIN 934 verz.
15 14370 Gewindestift M 5 x 40
1614368Gewindestift M 5 x 20
1714369Gewindestift M 5 x 30
18 15008Gleitwinkel
19 18759 Senkschraube M 4 x 10 DIN 963 A
20 18755 Führungsstange
2118753Anschlagwinkel
22 45217Flügelschraube M 6 x 10
23 46821Grundplatte
2415002 Federscheibe P 7,1/11,3 x 0,25
2511550Druckfeder
26 12027 Stahlkugel P 5 DIN 5401
27 21225Revolveranschlag
2845296Flügelschraube M 4 x 10
2921442Feineinstellschraube
30 21443Feineinstellmutter
3121441 Feineinstellstange
32 14986Sechskantmutter M 6 DIN 934
33 13861Flachkopfschraube M 5 x 10 DIN 85 A
3418758 Federring
3512939Sechskantmutter M 4 x 0,8d DIN 934
36 46803 Säule
37 45219 Flügelmutter M 5
3845185 Schieber
3945184 Druckfeder
4045186Schaltbolzen
41 11639Spannhülse 3 x 10 DIN 1481
4210006 Sechskantmutter M 3 DIN 934
4316385 Frässchutz
44 16517Senkschraube M 3 x 16 DIN 965
DIN 931
DIN 923 verz.
Page 33

FE 6962
Serie No.:
Serial No.:
No. de série:
Fabrikations-Nr.:
Manufacturing No.:
Fabrication No.:
Bitte sofort ausfüllen und aufbewahren.
Please fill in immediately and keep in safe place.
Veuillez remplir aussitôt et conserver.
Elektrowerkzeuge
®
Garantie-Karte
Warranty card
Bon de Garantie
Käufer/Purchaser/Acheteur:
Kaufdatum:
Date purchased:
Date d'achat:
Verkauft durch/Dealer’s name /Vendeur:
Typ:
Type:
Type:
http://www.kress-elektrik.de
http://spareparts.kress-elektrik.de
Service-Anschriften / After sales service / Service après-vente
Bundesrepublik Deutschland:
Kress-elektrik GmbH & Co. – Elektromotorenfabrik – Abt. Kundendienst/Werk 2
Hechinger Strasse 48, D-72406 Bisingen/Zollernalbkreis,
Telefon +49-(0)74 76-8 74 50 – Telefax +49-(0)74 76-8 73 75
e-mail: tkd@kress-elektrik.de
Schweiz
CEKA Elektrowerkzeuge AG + Co. KG
Industriestraße 2
CH-9630 Wattwil
Telefon: +41 (0)71 - 987 40 40
–
Telefax: +41 (0)71 - 987 40 41
E-mail: info@ceka.ch
Belgie/Belgique, Nederland
Present Handel bvba/sprl
Industriezone "Wolfstee"
Toekomstlaan 6
B-2200 Herentals
Téléphone: +32 - (0)14 - 25 74 74
–
Telefax: +32 - (0)14 - 25 74 75
E-mail: info@present.be
France
S.A.R.L. Induba
4 Rue du Viaduc - B.P. 87
F-01130 Les Neyrolles
Téléphone: +33 (0)4 - 74 75 01 33
–
Téléfax: +33 (0)4 - 74 75 23 62
E-mail: induba@online.fr
Sverige
AB Novum
Mörsaregatan 8
S-25466 Helsingborg
Phone: +46 (0)42 - 15 10 30 Telefax:
–
+46 (0)42 - 16 16 66
E-mail: mail@abnovum.se
Norge
Ifö Electric AS
P.O.B. 336 Alnabru
Brobekkveien 115 B
N-0614 Oslo
Phone: +47 - 23 - 37 81 10
–
Talefax: +47 - 23 - 37 81 20
E-mail: info@ifoelectric.no
Hellas
D. Nikolaou & Co Ltd.
Leonidoy 6
GR-17343 Athens
Phone: +30 - 1 - 975 37 57
–
Telefax: +30 - 1 - 973 74 23
E-mail: gnikolaou@yahoo.com
Österreich
b+s Elektroinstallations- +
Maschinenbaugesellschaft m.b.H.
Jheringgasse 22
A-1150 Wien
Telefon: +43 (0)1 - 893 60 77
–
Telefax: +43 (0)1 - 893 60 16
E-mail: office@bs-elektro.at
Italia
Hodara Utensili S.p.A.
Viale Lombardia, 16
I-20090 Buccinasco (Milano)
Telefon: +39 - 02 - 48 84 25 97
–
Telefax: +39 - 02 - 48 84 27 75
E-mail: info@hodara.it
Danmark
Ryttergaard Vaerktoj A/S
Postbox 118, Rodovrevej 151
DK-2610 Rodovre
Phone: +45 - 36 70 65 55
–
Telefax: +45 - 36 41 44 72
E-mail: Kress@os.dk
Suomi
Tecalemit
Hankasuontie 13, P.O. Box 78
FIN-00391 Helsinki
Phone: +358 (0)9 - 54 77 01
–
Telefax: +358 (0)9 - 547 17 79
E-mail: jyri.lahti@tecalemit.fi
Great Britain
N & J Tools Ltd.
Westcross Centre, 15 Shield Drive
Brentford TW8 9EX
Phone: +44 (0)208-560 0885
–
Telefax: +44 (0)208-847 0790
E-mail: njtoolsbrentford@btopenworld.com
Portugal
Sarraipa S.A.
Máquinas e Equipamentos Industriais
Rua das Flores, Carreira d´Agua
Zona Industrial da Barosa
PT-2400 Leiria
Phone: +351 - (2)44 - 81 90 60
–
Telefax: +351 - (2)44 - 81 90 69
Italia
Hodara Utensili S.p.A.
Viale Lombardia, 16
I-20090 Buccinasco (Milano)
Telefon: +39 - 02 - 48 84 25 97
–
Telefax: +39 - 02 - 48 84 27 75
E-mail: info@hodara.it
Danmark
Ryttergaard Vaerktoj A/S
Postbox 118, Rodovrevej 151
DK-2610 Rodovre
Phone: +45 - 36 70 65 55
–
Telefax: +45 - 36 41 44 72
E-mail: Kress@os.dk
Suomi
Tecalemit
Hankasuontie 13, P.O. Box 78
FIN-00391 Helsinki
Phone: +358 (0)9 - 54 77 01
–
Telefax: +358 (0)9 - 547 17 79
E-mail: jyri.lahti@tecalemit.fi
Great Britain
N & J Tools Ltd.
Westcross Centre, 15 Shield Drive
Brentford TW8 9EX
Phone: +44 (0)208-560 0885
–
Telefax: +44 (0)208-847 0790
E-mail: njtoolsbrentford@btopenworld.com
Portugal
Sarraipa S.A.
Máquinas e Equipamentos Industriais
Rua das Flores, Carreira d´Agua
Zona Industrial da Barosa
PT-2400 Leiria
Phone: +351 - (2)44 - 81 90 60
–
Telefax: +351 - (2)44 - 81 90 69
E-mail: sarraipa@net.sapo.pt
Espana
Apolo fijaciones y herramientas s.l.
Garrotxa Naves 10-22
Polig. Ind. Pla. de la Bruguera
E-08211 Castellar del Vallès (Barcelona)
Telefono: +34 - 93 - 747 33 35
–
Telefax: +34 - 93 - 747 33 37
E-mail: fijaciones@apolo.es
 Loading...
Loading...