

Page 1

Sauter GmbH
Ziegelei 1
TU_US
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
DIGITAL ULTRASONIC THICKNESS GAUGE
Model: TU-US
Table of contents
1. Overview
1.1 Product specifications
1.2 Main functions
1.3 Measuring principle
1.4 Configuration
1.5 Operating conditions
2. Structure feature
2.1 Instrument appearance
2.2 Parts of the main body
2.3 Measurement screen
2.4 Keypad definition
3. Preparation
3.1 Transducer selection
3.2 Conditions and preparation of surfaces
4. Operation
4.1 Power on/ off
4.2 Transducer Set
4.3 Zero adjustment
4.4 Sound velocity calibration
4.5 How to perform measurements
4.6 Two- Point Calibration
4.7 Scan Mode
4.8 Limit set
4.9 Changing Resolution
4.10 Unit scale
4.11 Memory management
4.12 Data printing
4.13 System set
4.14 System information
4.15 EL Backlight
4.16 Battery information
4.17 Auto Power Off
4.18 System reset
4.19 Connection to PC
5. Menu operation
5.1 Enter the main menu
5.2 Enter the submenu
5.3 Change the parameter
5.4 Numeric digit input
5.5 Save and exit
5.6 Cancel and exit
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
6. Servicing
7. Transport and storage
Appendix A Sound velocities
Appendix B Application notes
8. Declaration of conformity
1. Overview
The Model TU-US is a digital ultrasonic thickness gauge.
Based on the operating principles as SONAR, it is capable
of measuring the thickness of various materials with an
accuracy as high as 0.01 mm (or 0.001 inches).
It is suitable for a variety of metallic and non-metallic
materials.
1.1 Product Specifications
Display: 128 x 64 dot matrix LCD with EL backlight
Measuring range: 0.75 to 300mm (in steel)
- TU 80-0.01, TU 230-0.01 US, as
well as TU 300-0.01 are measuring
continuously with a resolution of 0.01
Sound velocity range: 1000 to 9999m/s
Resolution: 0.1/0.01mm (selectable)
Accuracy: ± (0.5% thickness +0.04) mm, depending on
material and conditions
Units: Metric/ Imperial units selectable
- Four measurements readings per second at
single point measurement and ten per second at
Scan Mode.
- Memory up to 20 files (up to 99 values for each
file) of stored values
- Upper and lower limit can be preset. It will alarm
automatically if the result value exceeds the limit.
- Case: Extruded aluminium body suitable for use under
Poor working conditions
Power supply: 2x AA, 1.5V alkaline batteries
Typical operating time: about 100 hours
(EL backlight off)
Transfer to PC: RS-232 serial port
Dimensions: 132 x 76.2 mm
Weight: 345g
1.2 Main functions
- Capable of performing measurements on a wide
range of materials including metals, plastic,
TU_US-BA-e-1212 1
Page 2
Sauter GmbH
TU_US
2
tv
H
×
=
No.
Item
Quan-
Note
3
Couplant
1
10
Transducer: N07
11
Transducer: HT5
12
Mini thermal
1
14
DataPro for
1
For use
15
Communication
1
8. Enter
MiTech Inc. Ltd
5. Switch Selection
6. Save/Delete
7. Exit
3
MiTec h
4
8
2. Power On/Off
POWER: 2 X 1.5V
4. Probe Zero
OPERATION GUIDE
1. Plug in the transducer
3. Backlight On/Off
THICKNESS GAUGE
MT200
2
9
5
6
SN:
7
10
- “Auto sleep” and “Auto power off” function to
- Optional thermal mini- printer to print the
measured data via RS-232 port.
1.3 Measuring principle
The digital ultrasonic thickness gauge determines the
thickness of a part or a structure by accurately measuring
The time required for a short ultrasonic pulse generated by
a transducer to travel through the thickness of the material,
to reflect from the back or ins ide surface and be returned
to the transducer. The measured two-way transit time is
devided by two to account for the down-and-back travel
path, and then multiplied by the veloc ity of sound in the
material. The result is expressed in following relationship:
Where: H ----˃ thickness of the test piece
v ----˃ sound velocity in the material
t ----˃ the measured round-trip transit time
1.4 Configuration
TU_US-BA-e-1212 2
Ziegelei 1
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
ceramics, epoxies, glass and other ultrasonic
wave well- conductive materials.
- Four transducer models are available for special
applications included coarse grain material and
high temperature applications.
- Zero adjustment function
- Sound velocity calibration function
- Two- point calibrat i on functi on
- Two measurement modes: Single point mode
Scan mode
- Coupling status indicator showing the coupling
status
- Battery indication indicates the rest capacity of
the battery
conserve battery’s life
Optional software to transfer the m emory data to
PC
tity
Standard
Con-
1 Main body 1
2 Transducer 1 Model:
N05/90°
figuration
4 Instrument Case 1
5 Operating
1
Manual
6 Screwdriver 1
7 Alkaline battery 2 AA size
8
Optional
9 Transducer: N02 See
Table3-1
Configuration
printer
13 Print cable 1
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
Thickness
Gauge
Cable
1.5 Operation conditions
Temperature: -20°C up to +60°C
Storage temperature: -30°C up to 70°C
Relative humidity: ≤ 90%
In the surrounding environment any kind of vibrations
should be avoided, as well as magnetic fields, corrosive
medium and heavy dust.
2. Structure feature
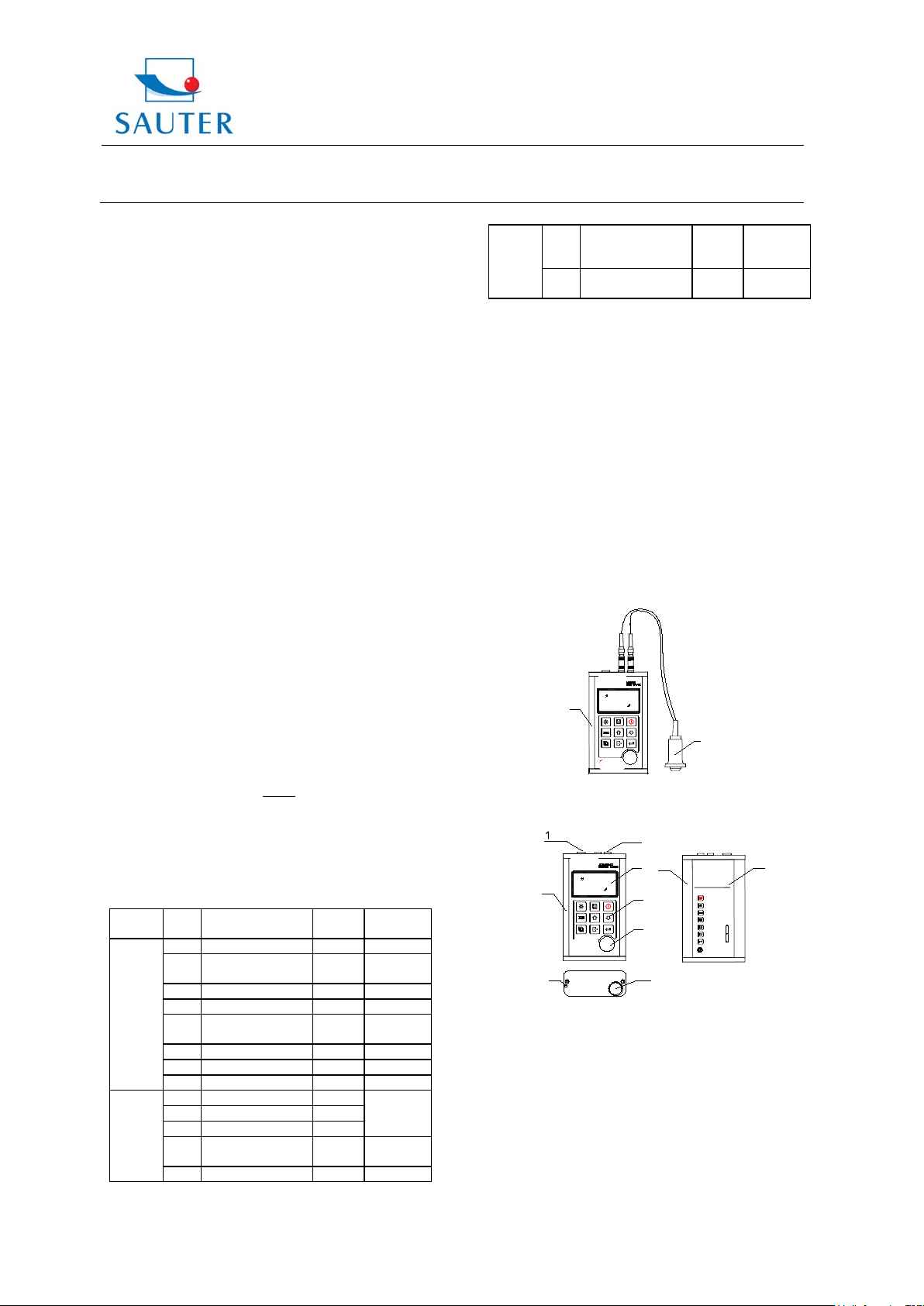
2.1 Instrument appearance
1 Main body
2 Transducer
MT200
1
2
MiTec h
2.2 Parts of the main body
1 Communication Socket
2 Alumi nium case
3 Belt hole
4 Battery cover
5 Keypad
6 LCD Display
7 Socket of transducer (no polarity)
8 Control plate (inbuilt)
9 Alumi nium case
10 Label
on the
PC
Page 3
Sauter GmbH
Ziegelei 1
TU_US
Turn the
and off
Exit from
selection
Turn on/off the
Enter
Probe Zero
Plus or scroll
Switch selection
Minus or
Data Save or
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
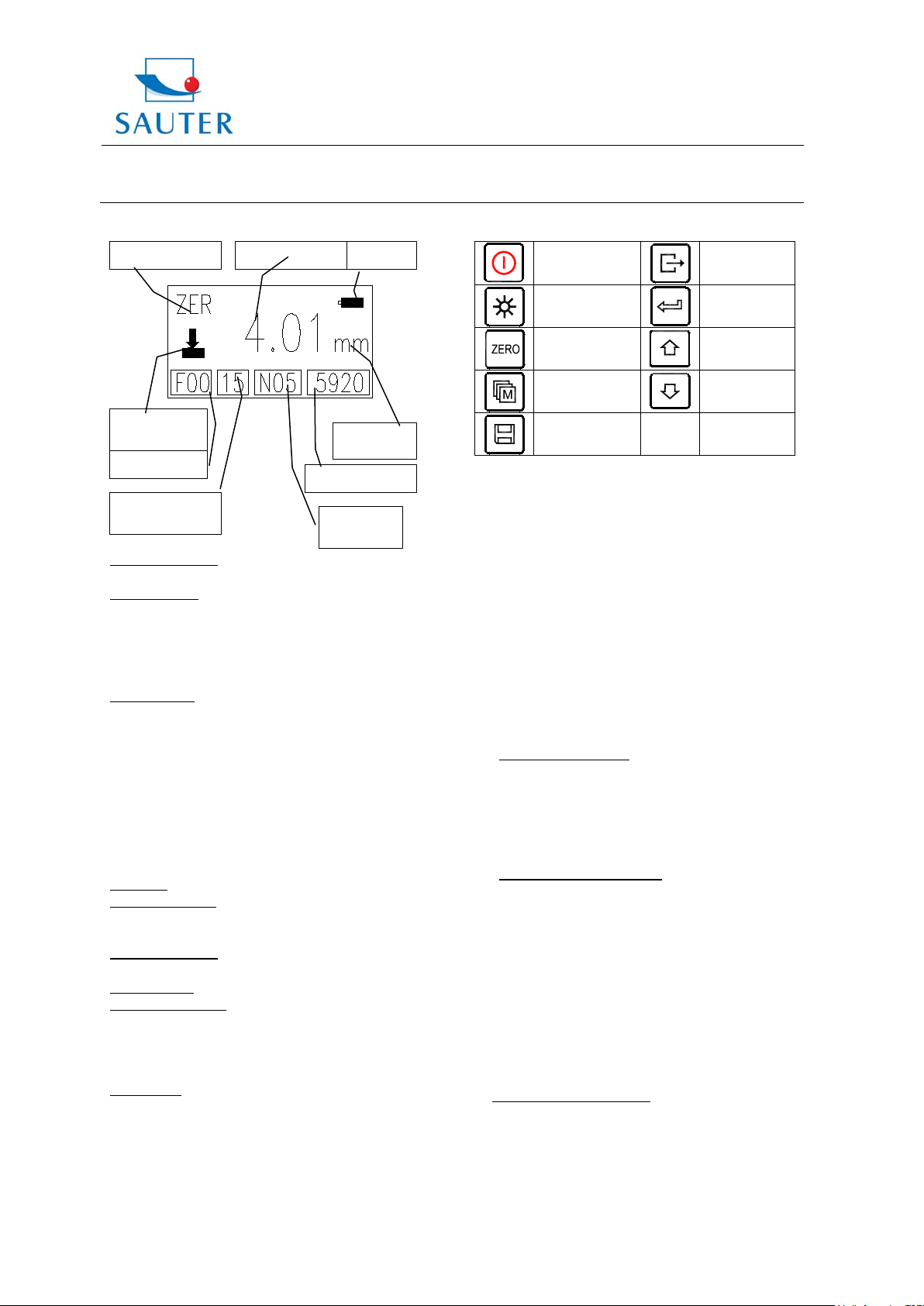
2.3 Measurement screen
Operating Hint
Coupling
Status
File Name
Record
No./count
Battery Information:
Displays the information of the rest capacity of battery
Coupling status:
Indicates the coupling status. While measurements are
performed, this symbol should be on. If it isn’t, the
instrument is having difficulties in achieving a stable
measurement and the thickness value displayed will m ost
likely be erroneous.
Operating hint: Shows hints of current operation
FIL: File selection
MEM: Memory data viewing
PRB: Transducer set
VEL: Change velocity
CAL: Velocity calibration
DPC: Dual point calibration state
ZER: Probe zero state
SCA: Indicates that the current thickness measurement
Mode is Scan mode, not Single point mode.
File name: current file name is shown
Record No./ Count: The current record number is indicated
while this item is highlighted or the total record counts
while it isn’t highlighted.
Transducer Model: Current transducer model setting in the
instrument
Sound velocity: Current sound velocity setting
Thickness reading: The present Single time measured
value is displayed. ↑ means that the upper measuring limit
is exceeded. ↓ means that the value is lower than bottom
measuring limit.
Units label: If the mm symbol is on, the instrument is
displaying the thickness value in millimetres and the sound
velocity in m/s.
If the in symbol is on, the instrument is displaying the
thickness value in inches and the sound velocity in
inch/us.
ThicknesReading
Battery
Units La bel
Sound Velocity
Transducer
Model
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
2.4 Keypad definitions
inst rument on
EL backlight
operation
among items
Data Delete
3. Preparation
3.1 Transducer Selection
With this instrument it is possible to measure a wide range
of different materials, started from various m etals to glass
and plastics. These different types of material require the
usage of different transducers. Choosing the correct
transducer is the most important thing to perf orm accurate
and reliable measurements. Generally speaking, the best
transducer for an operation is the one t hat sends s ufficient
ultrasonic energy into the material t o be measured in the
way that a strong, stable echo is to be received in the
instrument. There are several factors that affect the
strength of the traveling ultrasound. They are described as
followed:
Initial signal strength: The stronger a signal is at the
beginning, the stronger its echo will return. Initial signal
strength is mainly a factor of the size of the ultrasound
emitter in the transducer. A large em itting area will send
more energy into the material being measured than a small
one. Thus, a so-called “1/2 inch” transducer will emit a
stronger signal than a “1/4 inch” transducer.
Absorption and scattering: As the ultrasound travels
through a material, it is partly absorbed. If the material has
got any grain structure, the sound waves will start
scattering. Both of these effects reduce the strength of the
waves and thus the instrument’s ability to detect the
returning echo. Ultrasound of higher frequency is absorbed
and scattered more than ultrasound of lower frequency.
While it may seem that using a lower frequency transducer
is better in every instance, it should be mentioned that low
frequencies are less directional than higher ones. Thus, a
higher frequency transducer is a better choice for detecting
the exact location of small pits or flaws in the material to be
measured.
Geometry of the transducer:
The physical constraints of the environment sometimes
determine a transducer’s suitability for an operat ion. Som e
transducers are simply too large to be used in a c onfined
area. If the available surface area for contact ing with the
transducer is limited, the usage of a transducer with a
small surface is required.
current
up
scroll down
TU_US-BA-e-1212 3
Page 4
Sauter GmbH
Ziegelei 1
TU_US
Cast iron
or highly
N05 5 10
1.2mm~230.0
Φ20mm×
normal
N05
5
10
1.2mm
Φ20mm×
normal
HT5 5 14
3
mm
30
For high tem-
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
Measurements on a curved surface, in example an engine
cylinder wall, will require a transducer with an adapted
surface.
Temperature of the material: If exceedingly hot surfaces
are to be measured, high temperature transducers must be
used. These transducers are built with special materials
and techniques that allow them to withstand high
temperatures without being damaged. Additionally, care
must be taken if a “Zero adjustment” or a “Calibration to
known thickness” is being performed with a high
temperature transducer.
The sel ection of a proper transducer is often a matter of
tradeoffs between various characteristics. Somet imes it is
necessary to experience with a variety of transducers in
order to find the one that works well for a special
operation.
The transducer is the “business end” of the instrument.
It transmits and receives ultrasonic sound waves which the
instrument uses to c alculate the thickness of the m aterial
being measured. The transducer is connected to the
instrument via the attached cable and two coaxial
connectors. The transducer has to be inst alled correctly to
get reliable measurement results. Each plug must be fit
into the adequate socket in the instrument.
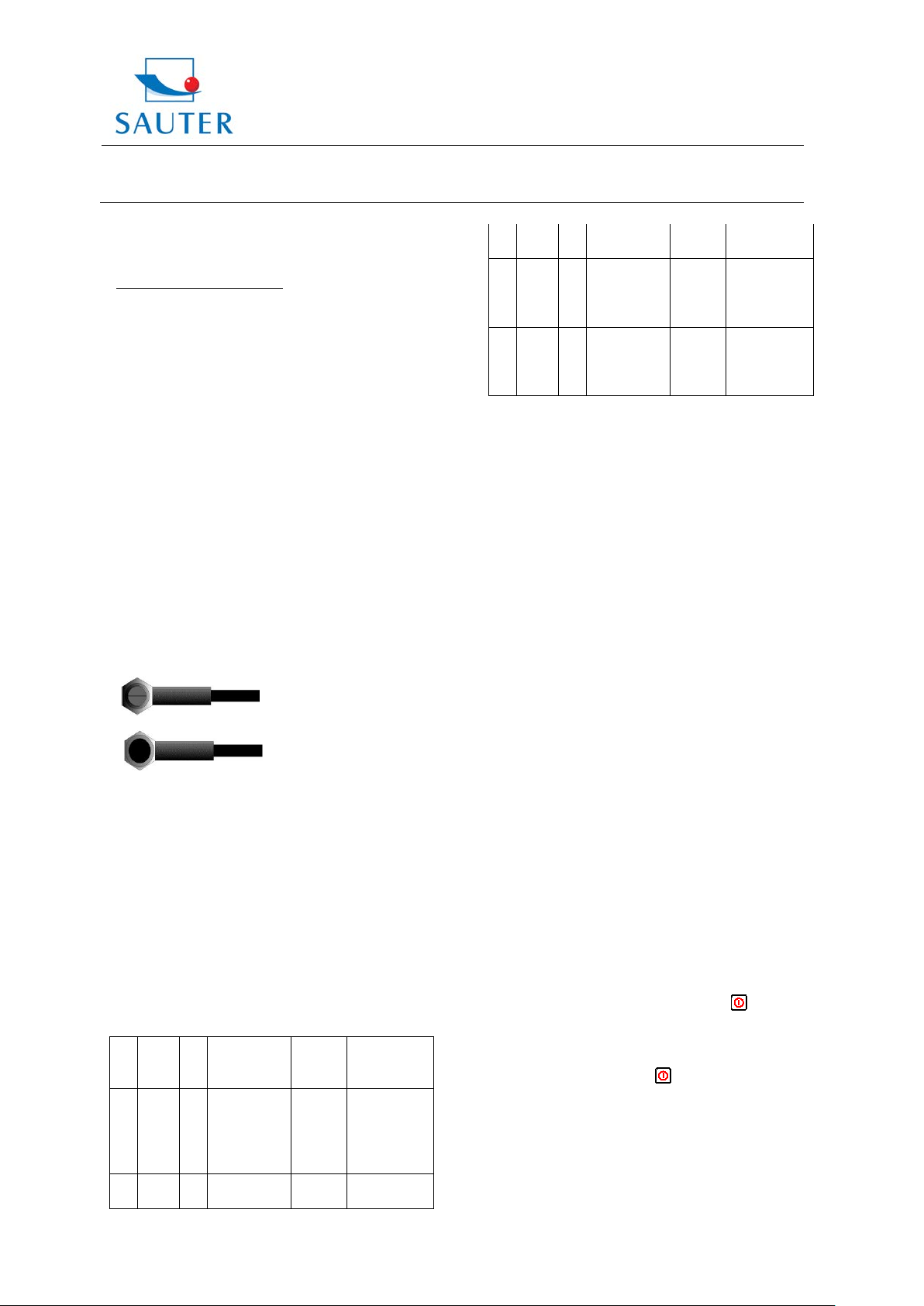
Below there are shown two photos and a short description
of the instruction use of a transducer.
The upper figure is a bottom view of a typical transducer.
The two semicircles are visibly separated in the middle of
the surface. One of the semicircles is conducting the
echoed sound back into the transducer. When the
transducer is placed against the material being m easured,
this is the area directly beneath the centre of the measured
surface.
The below figure is a top view of a typical transducer.
It is pressed against the top with t he thumb or the index
finger to hold the transducer in place. Only moderate
pressure is sufficient to keep it stationary. Its surface must
be placed flat against the surface of the material.
Table 3-1 Transducer selection
Mo-
Freq
Dia
Measurement
del
MHZ
metr
range
mm
N02 2 22 3.0mm~300.0
mm(in steel)
40mm(grey
HT200)
mm (in steel)
Lower
limit
20 For thick,high-
3.0mm
Description
ly attenuating
scattering
materials
measurement
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
~230.0
/90°
N07 7 6 0.75mm~80.0
3.2 Conditions and preparation of surfaces
At any kind of ultrasonic measurement, the shape and
roughness of the surface being tested are of paramount
importance. Rough and uneven surfaces may limit the
penetration of the ultrasound through the m aterial resulted
by an unstable and therefore unreliable measurement.
The surface being measured should be cl ean and free of
any small particulate matter, rust or scale. The transducer
must be placed on a flat and even surface. To get it clean
it might be helpful to use a wire brush or a scraper. In more
extreme cases, rotary sanders or grinding wheels may be
used. Care must be taken to prevent surface gouging
which inhibits a proper transducer coupling.
Extremely rough surfaces such as the pebble-li ke finish of
cast iron will be measured quite com plicated. These kinds
of surfaces comport to the sound beam like frosted glass
on light: the beam becomes diffused and scattered in all
directions.
In addition to this, rough surf ac es account for an excessive
wear of the transducer, especially when it is “scrubbed”
along the surface. Transducers should be inspect ed time
by time if there are any signs of abrasion.
If the transducer is worn off on one side more than on the
other, the sound beam penetrating the tes t material may
no longer be perpendicular to the surface of the mat erial.
In this case, it is difficult to exactly locate tiny irregularities
in the material, as the focus of the sound beam no longer
lies directly beneath the transducer.
4. Operation
4.1 Power on/ off
The instrument is turned on by pressing the
If the instrument is initially turned on, the model type, the
manufacturer information and the serial number will be
displayed before entering the main measurement screen.
It is turned off by pressing the
The instrument has got a special memory where all
settings are stored even if it was powered off.
4.2 Transducer Set
The model of the transducer should be preset to the
instrument before measurements are to be started. This
mm(Stahl)
mm
(in steel)
~200
(Stahl)
3.0mm
Φ15mm×
2.0mm
key.
measurement
For thin pipe
wall or small
curvative pipe
wall
perature (lower
than 300°C)
measurement
key.
TU_US-BA-e-1212 4
Page 5

Sauter GmbH
Ziegelei 1
TU_US
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
enables the user to select the transducer type among
supported transducers according to frequency and
diameter depending on application requirements. The
following steps are to be used to select the applicable
transducer model:
1) On the measurement screen, the
pressed multiple times to activate the 【 Transducer
model】 tab.
2) The
to the desired transducer model.
3) The
The transducer model set can also be changed by
menu operation. For this, please refer to chapter 5.
4.3 Zero adjustment
The
same way as a mechanical micrometer is zeroed. If the
instrument isn’t zeroed correctly, all the measurements
taken may be in error by an initial ly incorrect value. W hen
the instrument is zeroed, this fixed error value is measured
and automatically corrected for all subsequent
measurements.
The instrument is “zeroed” as follows:
1) The instrument has to be powered on and the T wo -point
calibration function is OFF. The Zero adjustment is
disabled in Two-point calibration mode.
2) The transducer had to be plugged i n and it has to be
made sure that the connectors are fully engaged. The
surface of the transducer has to be checked: it has to be
clean and free of any debris.
3) The model of the transducer set in the instrument has to
be changed to the model currently used.
4) A single droplet of ultrasonic couplant is to be appl ied
to the metallic control plate.
5) The transducer has to be pressed flat against the
surface of the control plate.
6) While the transducer is firmly coupled to the control
plate, the
display “ZER” on the operating hint area while it is
calculating its Zero point.
7) After “ZER” disappears, the transducer has to be
removed from the control plate.
At this point, the instrument has successfully calculated its
internal error factor and will compensate for this value in all
following measurements.
When performing a “Zero adjustment”, the inst rument will
always use the sound velocity value of the in-built control
plate, even if any other velocity value has been entered for
making actual measurements.
Though the last “Zero adjustment” will be stored it is
generally recommended to perform a “Zero adjustment”
whenever the instrument is turned on as well as, if a
different transducer is used. This way it is ens ured that the
instrument has been zeroed correctly.
and the key have to be pressed to switch
key has to be pressed to exit.
key is used to „zero“t he instrument. It is just the
key has to be pressed. The instrument will
key has to be
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
The
key has to be pressed and the Zero adjustment is
terminated. The instrument returns to the measurement
mode.
4.4 Sound velocity
In order to performing accurate measurements, the
instrument must be set to the correct sound velocity of the
material being measured. Diff erent types of material have
got different inherent sound velocities. If the instrument
isn’t set to the correct sound velocity, all the
measurements will be deficient by some fixed percentage.
The One-point calibration is the simplest and most
comm only used calibration procedure, optim izing linearity
over large ranges.
The Two-point calibration has got higher accuracy over
small ranges by calculating the Zero adjustment and sound
velocity.
Note: One- and Two-point calibrations should only be
performed on material where the paint or the coating is
removed; if not, it will result in a multi material velocity
calculation which is surely deviating from the actual
velocity of the material intended to be measured.
4.4.1 Calibration to a known thickness
1) A Zero adjustment has to be performed.
2) A couplant has to be applied to the sample piece.
3) The transducer has to be press ed against the sample
piece, making sure that the transducer is placed flat on it.
The display should show a thickness value and the
coupling status indicator should appear.
4) As soon as a stable reading has been achieved, the
transducer has to be removed. If the displayed thickness
Is different from the value shown while the trans ducer was
coupled, step 3 has to be repeated.
5)The
displayed thickness up or down unt il the thickness of the
sample piec e is matched.
6) The
value, which has been calculated before based on the
thickness value that was entered, is displayed.
7) The
mode. Now, measurements can be performed.
4.4.2 Calibration to a known velocity
Note: This procedure requires that the sound velocity of
the material being measured, is k nown. A table of the most
common materials and their sound velocit ies can be found
in Appendix A of this manual.
1. The
the sound velocity item.
2. The
preset commonly used velocities. The preset sound
and t he key has to be used to adjust the
key has to be pressed and the s ound velocity
key hast to be pressed to exit the cal ibration
key has to be pressed multiple times to tab to
key has to be pressed to switch among the
TU_US-BA-e-1212 5
Page 6

Sauter GmbH
Ziegelei 1
TU_US
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
velocity value can be overwritten, if ess ential, up or down
with the keys
material to be measured is m atched. This value may be
above or below the preset sound velocity for a special
material (see table in Appendix A).
3. The
calibration mode. The instrument is now ready to perform
measurements.
Another method to set the instrument with a k nown sound
velocity is as follows:
1) The submenu item 【 Test Set】 ->【 Velocity Set】 has to
be highlighted and the
the sound velocity set screen.
2) The
the numeric digit to be changed. The
to be used to increase/ decrease numeric values on t he
display until the sound velocity of the material being
measured is matched. An auto repeat funct ion is built in,
so that when the key is held down, numeric values will
increment/ decrement at an increasing rate.
3) The
hast to be pressed to cancel the calibration.
To achieve the most accurate measurement results, it is
generally advisable to calibrate the ins trument t o a sample
piece of known thickness. The composition of materials
(and thus, its sound velocity) sometimes varies from lot to
lot and from manufacturer to manufacturer.
Calibration to a sample of known thickness ens ures that
the instrument is set as closely as possible to the sound
velocity of the material being measured.
4.5 How to perform measurements
The instrument always stored the last measured value unt i l
a new measurement is made. In order for the trans ducer
working in the right way there may not be any gaps
between the contact area of the sensor and the surf ace of
the material being measured. This is accomplished with
the coupling fluid, commonly called “couplant”. This fluid
serves to “couple” or transfer the ultrasonic sound waves
from the transducer, into the material and back again.
Therefore a small amount of couplant should be applied
onto the surface of the material, before measurements are
performed. Typically, a single droplet is sufficient.
After the couplant is applied, the transducer has to be
pressed firmly against the area being measured. The
coupling status indicator should appear on the display as
well as a digit number. If the instrument has been “zeroed”
properly and if it has been set to the correct sound velocity,
the actual thickness of the material directly beneath the
transducer will be indicated as a number in the display.
If the coupling status indicator doesn’t appear or if it isn’t
stable or if the numbers on the display doesn’t seem to be
correct, it has to be checked whether there is an adequate
and until the sound velocity of the
key has to be pressed to exit from the
key has to be pres sed to enter
key has to be pressed multiple t imes to tab to
/ keys have
key has to be pressed t o conf irm or t he key
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
film of couplant beneath the transducer and whether the
transducer is placed flat onto the material.
If conditions persist, sometimes it is necessary to select a
different transducer (size or frequency) for the material
intended to be measured.
While the transducer is in contact with the material, the
instrument will perform four measurements every s econd,
updating its display as it does so.
If the transducer is removed, the display will hold t he last
measurement performed.
Note: Occasionall y a small film of couplant will be drawn
out between the transducer and the surface, as the
transducer is removed. If this happens, the instrument may
perform a measurement through this couplant film,
resulting in an erroneously measurement. This is
comprehensible because one thickness value is observed
while the transducer is in place and the other value is
observed after the transducer is removed.
In addition, measurements performed through very thick
paint or coatings may result i n the paint or coating being
measured rather than the material intended.
The responsibility for a proper use of the instrument, as
well as the recognition of these types of phenomenon
solely depend on the user of this instrument.
4.6 Two-point Calibration
Note: This procedure requires that the testing person has
got two known thickness points on the test piece which are
representative of the range being measured.
1) On the 【 Test Set】 ->【 2-Point Cal】 subm enu item the
key has to be pressed to switch ON the Two-point
mode. The exit from the menu to the measurement screen.
The string “DPC” will appear on the operation hint area of
the main measurement screen.
2) The
procedure. The stri ng “NO1” will appear on the operating
hint area, indicating measuring the first point.
3) A small amount of couplant has to be applied to the
sample piec e.
4) The transducer has to be press ed against the sample
piece at the first / second calibration point. It has to be
made sure that the transducer is placed flat on the surface
of the sample. Now the display should show any (probably
incorrect) thickness value and the c oupli ng stat us indic ator
should appear steadily.
5) As soon as a stable measurement is achieved, the
transducer is to be removed. If the displayed thickness
distinguishes from the value shown while the transducer
was coupled, step 4 is to be repeated.
6) The
material thickness up and down until it matches the
material thickness of the sample piece.
7) The
change to “NO2” indicating to be ready to measure the
second calibration point.
key has to be pressed to start the calibration
and the key are to be used to adjust the
k ey has to be pressed to confirm. The hint will
TU_US-BA-e-1212 6
Page 7

Sauter GmbH
TU_US
At most eight
see details of
Ziegelei 1
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
8) Steps 3 to 7 are to be repeat ed. The hint will change
back to “DPC”.
The instrument is now ready to perform measurements
within its range.
4.7 Scan mode
While the instrument excels in making single point
measurements, it is sometimes necessary to examine a
larger region, searching for the thinnest point. This
instrument includes a feature, called SCAN- Mode, which
allows to do just that.
During normal operation, it performs and displays four
measurements every second which is adequate for single
measurements. In SCAN- Mode, however, the instrument
performs ten measurements every second and displays
the readings while scanning. While the transducer is in
contact with the material to be measured, it is always
keeping track to finding the lowest measurements. The
transducer may be “scrubbed” across the surface, any
brief interruptions of the signal will be ignored. If it looses
contact with the surface for more than two seconds, the
instrument will display the smallest measurement it found.
On the 【 T est Set】 ->【 Work mode】 menu item the
key has to be pressed to toggle between single point mode
and scan mode.
4.8 Limit set
With the Limit s et f eature the user is able to set an audible
and visual parameter while taking measurements.
If a measurement is beyond the limit range, set by the
user, the beeper will sound, if enabled. With this, the
speed and efficiency of the inspection process is improved
by elimination of constant viewing of the actual reading
displayed. In the section below it is desc ribed how to set
up this feature:
1) On the 【 T es t Set】 ->【 Tolerance Limit 】 menu item the
key has to be pressed to activate the limit set screen.
2) The
change the bottom limit and the upper limit value to the
desired values.
3) The
and to return to the previous screen, or the
be pressed to cancel the change.
If the measurement range is exceeded, the user will be
reminded to re-set. If the bottom limit is larger than the
upper limit, the values will be exchanged automatically.
4.9 Changing resolution
The instrument has got a selectable display resolution,
which is 0.1 and 0.01mm.
On the 【 T est Set】 ->【 Resolution】 menu item the
has to be pressed to switch between “high” and “low”.
key, the and key are to be used to
key has to be pres sed to confirm the change
key has to
key
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
4.10 Unit scale
On the 【 T est Se t】 ->【 Unit 】 menu item the
to be pressed to switch back and forth between imperial
and metric units.
4.11 Memory management
4.11.1 Storing a reading
There are 20 files (F00-F19) which c an be used to store
the measurement values inside the instrument.
At most 99 records can be stored in each file.
The following steps outline how to do this:
1) The
【 File Name】 item on the main measurement screen.
2) The
file to save the data.
3) After a new measurement reading appears, the
has to be pressed to save the measurement value to the
current file. If the 【 Auto Save 】 funct ion is activated, the
measurement value will be automatically saved to the
current file after a new measurement operation.
4.11.2 Viewing a stored reading
The
【 Record No 】 area on the measurement screen is
highlighted. The
the record number. The stored values, according to the
record number from the memory, will be automatically
read. They are displayed on the “Thickness reading” area
of the screen simultaneously.
If the displayed record data shall be deleted from the
memory, the
The other way to view the stored record is by menu
operations. On the 【 Memory Manager】 ->【 View Mem
Data】 m enu the
memory viewing screen.
↓F07 00 0%
key has to be pressed to activate the
and key are to be used to select the desired
key has to be pressed multiple times until the
and key are to be used to change
key has to be pressed.
k ey has to be pressed to activate the
F00 05 5%
F01 00 0%
F02 00 0%
F03 00 0%
F04 00 0%
F05 00 0%
F06 00 0%
key has
key
files, including
the file name,
the record
counts and the
ratio used of
the file can be
showed on one
screen.
Use the
/ key to
scroll up/down.
Press
exit browsing.
Press
to
to
TU_US-BA-e-1212 7
Page 8

Sauter GmbH
TU_US
that file.
4.00 5.01 6.01
F00 05 5%
F01 00 0%
F02 00 0%
F03 00 0%
F04 00 0%
F05 00 0%
F06 00 0%
↓ F07 00 0%
The and key are to be used to move the curser to
the line which you want to see details. The
be pressed to see the details of that file.
7.00 8.01
This screen displays the total five record data in the
file F00.
4.11.3 Clearing selected files
The 【 Memory Management】 menu screen has to be
entered and the 【 Delete by File】 menu item has to be
highlighted. Then the
function allows the user to delet e the selected data files
previously saved in memory.
4.11.4 Clearing all the files
The 【 Memory Management】 menu screen has to be
entered and the 【 Delete all Data】 menu item has to be
highlighted. Then the
operation all the measurement data stored in the memory
will be deleted after confirmation.
4.12 Data printing
Before printing, one connection plug of the print cable
(optional parts) has to be inserted into t he socket on the
up-left of the main body and the other plug into the
communication socket of the mini-printer.
4.12.1 Print current file
The 【 Print function】 menu screen has to be entered and
the 【 Print current 】 menu item has to be highlight ed.
Then the
send all data of the current file to the mini printer via
RS-232 port and print them out.
4.12.2 Print selected file
TU_US-BA-e-1212 8
Ziegelei 1
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
key has to
key has to be pressed. This
key has to be pressed. With this
key has to be pres sed. This operation will
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
The 【 Print function】 menu screen has to be entered and
the 【 Print Mem ory 】 menu item has to be highlighted.
Then the
start file name and the end file name, the instrument will
send all the data in the files specified to print out.
4.12.3
The 【 Print function】 menu screen has to be entered and
the 【 Print all M em 】 m enu item has to be highlight ed.
Then the
send all the memory data to the mini printer t o print them
out.
4.13 System Set
The
item and enter this submenu from the main menu.
1) When 【 Auto save 】 i s set to <On>, the m easured data
are automatically stored to the current file.
2) When 【 Key sound 】 is set to <On>, the buzzer will
make a short hoot every time if any key is pressed.
3) When 【 Warn sound 】 is set to <On>, if t he measured
value exceeds the limit, the buzzer will make a long hoot.
4) LCD Brightness Set: The
the 【 System set 】 ->【 LCD Brightness 】 menu item to
enter the LCD Brightness screen.
enhance , and
The
or the
4.14 System information
This System information function will display the
information about the main body and the firm ware. The
version will change with the firmware.
4.15 EL Backlight
With the background light, it is convenient to work in even
dark condition. The
or off the background light any mom ent it is needed after
having powered on the instrument.
As the EL light will consume much power it only h as to be
turned on if necessary.
4.16 Battery information
Two AA size alkaline batteries are needed as power
source. After several hours’ usage of the preset batteries,
the battery symbol on the screen will be shown as
If battery capacity runs out, the battery symbol
be shown and it will begin to flash. In this case, the
batteries should be replaced.
If the instrument isn’t used for a longer period, the batteries
have to be removed.
key has to be pressed. After speci fying the
key has to be pres sed. This operation will
key has to be pressed on the 【 System s et 】 menu
key has to be pressed on
has to be pressed to
to weaken the brightness.
key has to be pressed t o confirm the m odification,
key has to be pressed to can cel it
key has to be pressed to s witch on
.
will
Page 9

Sauter GmbH
TU_US
+
-
+
-
Cat
Anod
MiTec
MT200
Procedure:
The Main Display Interface
Test Set
Print Current
Print All Mem
View Mem Data
4.17 Auto Power off
The instrument features an “auto power off” function
designed to conserve battery life. I f it is not in use for 5
minutes or more, it will turn its elf off. If the voltage of the
battery is too low this function will also work.
4.18 System reset
The
instrument: factory defaults will be restored.
All the memory data will be cl eared during system reset.
The only time this might be helpful is if the parameter in
the instrument was somehow corrupted.
4.19 Connection to PC
This instrument is equipped with a RS-232serial port.
Using the accessory cable, the instrument has got the
ability to connect to a PC or an external storage device.
Measurement data stored in the memory can be
transferred to the PC through the RS-232 port. For detailed
information of the communication software and its usage,
refer to the software manual.
5. Menu operation
Both, presetting system parameters and the additional
function are verified by menu operation. On the
measurement sc reen, the
into the main menu.
TU_US-BA-e-1212 9
Instruction Manual
1 Power Off the
instrument
2 Take off the cover of
the battery and take out
the two batteries
3 Insert the new
batteries into the
instrument
4 Replug the battery
cover
5 Power on the
instrument to check.
key has to be pressed while powering on the
key has to be pressed to get
Ziegelei 1
D-72336 Balingen
E-Mail: info@sauter.eu
5.1 Enter the main menu
To enter the main m enu, t he key
activate the menu items tab while being on the
measurement screen. To turn back to t he previous s creen,
the key
5.2 Enter the Sub menu
The
screen while the submenu item is selected.
5.3 Change the parameter
The
parameter while the item is selected on the parameter set
screen.
5.4 Numeric di git in put
The
numeric digit to be changed; the numeric values on the
display can be decreased/ increased with the
key until the desired value is matched.
5.5 Save and exit
The
and to return back to the previous screen.
5.6 Cancel and exit
The
return back to the previous screen.
6. Servicing
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
Work mode
2-Point Cal
Velocity Set
Probe Set
Tolerance Limit
Resolution
Unit
Print Memory
Print Set
Memory Manager
System Set
System Info
Delete by File
Delete all Data
Auto Save
Key Sound
Warn Sound
LCD Brightness
has to be pressed to
has to be pressed again.
key has to be pressed to enter the submenu
key has to be pressed to change the value of a
key has to be pressed multiple times to tab to t he
and
key has to be pressed to confirm the m odificati on
key has to be pressed to c ancel the change and
Page 10

Sauter GmbH
Ziegelei 1
TU_US
Material
Sound Velocity
In/us
m/s
Aluminum
0.250
6340-6400
0.233
0.226
0.173
0.094
0.105
0.142
0.128
0.164
0.236
0.117
0.100
0.106
0.092
0.230
0.094
0.222
0.091
0.056
0.058
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
If there should appear some abnormal phenomena to the
instrument, please do not dismantle or adjust any fixed
assembly parts on your own. Inst ead of this, the present
warranty card has to be filled out and the i nstrument has to
be sent to us. The warranty service can be carried on.
7. Transport and Storage
The instrument has to be kept away from vibration, strong
magnetic fields, corrosive medium, dumpiness or dust.
Storage in ordinary temperature.
Appendix A Sound velocities
Steel, common
Steel, stainless
Brass
Copper
Iron
Cast Iron
Lead
Nylon
Silver
Gold
Zinc
Titanium
Tin
Epoxy resin
Ice
Nickel
Plexiglass
Polystyrene
Porcelain
PVC
Quartz glass
Rubber, vulcanized
Teflon
Water
Appendix B Application Notes
Measuring pipe and tubing
When a piece of pipe is measured to determine the
thickness of the pipe wall, the orientation of the transducer
is of importance. If the diameter of the pipe is larger than
approximately 4 inches, measurement should be
performed with the transducer orientated in the way that
the gap in the surface of the sensor is perpendicular (at
right angle) to the long axis of the pipe.
0.186
0.233
0.173-0.229
0.157
0.222
5920
5740
4399
4720
5930
4400-5820
2400
2680
3607
3251
4170
5990
2960
2540
3988
5639
2692
2337
5842
2388
5639
2311
1422
1473
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
For smaller pipe diameters, two measurements should be
performed, one with the surface gap of the sensor
perpendicular, another with the gap parall elto t he long axis
of the pipe. The smaller one of the displayed values s hould
be taken as the thickness of that point.
Measuring hot surfaces
The sound velocity through a substance i s dependent on
its temperature. As materials heat up, the velocity of sound
through them decreases. In most applicati ons with s urf ace
temperatures of less than 100°C, no special procedures
must be observed. At temperatures above that point, the
change in sound velocity of the material being measured
starts having a noticeable effect upon ultrasonic
measurement. At such elevated temperatures it is
recommended to first performing a calibration on a sample
piece of known thickness, which is at or near the
temperature of the material being measured. This will allow
the instrument to correctly calculate the sound velocity
through the hot material.
When performing measurements on hot surfaces, i t may
also be necessary to use a specially constructed hightemperature transducer. These transducers are built of
materials which can withstand high temperatures.
It is also recommended that the sensor has to be left in
contact with the surface for a short time in order to aquire a
stable measurement. While the transducer is in contact
with the hot surface, it will be heated up and with term al
expansion and other effects, the accuracy of measurement
may adversely be affected.
Measuring laminated materials
Laminated materials are unique because of their density
(and therefore sound velocity) may considerabl y vary from
one piece to another. Some laminated materials m ay even
exhibit noticeable changes in sound velocity across a
single surface. The only way to a reliable measurement is
to perform a calibration on a sample piece of known
thickness. Ideally, this sample material should be a part of
the same piece being measured, or at least f rom the s ame
lamination batch. The effects of variation of sound velocit y
will be minimized by calibrating each test piece
individually.
An additional important consideration is , that any included
air gaps or air pockets will cause an early reflection of the
ultrasound beam. This will be noticed as a sudden
decrease in thickness in an otherwise regular surface.
While this may impede accurate measurement of the t otal
material thickness, it does positively indic ate any air gaps
in the laminate.
Suitability of materials
Ultrasonic thickness measurement relies on passing a
sound wave through the material being measured. Not al l
TU_US-BA-e-1212 10
Page 11

Sauter GmbH
Ziegelei 1
TU_US
D-72336 Balingen
E-Mail: info@sauter.eu
Instruction Manual
materials are suited to transmitting sound. Ultrasonic
thickness measurement is practically found in a wide
variety of materials including metals, plastic and glass.
Materials which are difficult i nclude some cast materials,
concrete, wood , fibreglass and some rubber.
Coupling medium
Every ultrasonic application requires some medium to
couple the sound from the transducer to the tested
material. Typically, a high viscosity liquid is used as the
medium. The sound used in ultrasonic thickness
measurement doesn’t travel through air efficiently.
A wide variety of coupling mediums may be used.
Propylene glycol is suitable for mostly all applications. I n
difficult applications, where a maximum transfer of sound
energy is required, glycerine is recommended. However,
on some metals glycerine may promote corrosion by
means of water absorption, which is undesirable.
Other suitable coupling medium for measurements at
normal temperatures may include water, various oils and
greases, gels and silicone fluids. Measurements at
elevated temperatures will require specially formulated
high temperature coupling medium.
Inherent in ultrasonic thickness measurement is the
possibility that the instrument will use the second rather
than the first echo from the back surface of the material
being measured while being in standard pulse-echo mode.
This may result in a thickness reading t hat is TWICE what
it should be.
The responsibility of a proper use of the instrument and the
recognition of these types of phenom enon solely rest with
the user of the instrument.
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
Internet: www.kern-sohn.com
7. Declaration of conformity
TU_US-BA-e-1212 11
 Loading...
Loading...