

Page 1
KempArc
Pulse TCS
Operating manual
EN
Page 2

Page 3

OPERATING MANUAL
English
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
Page 4

CONTENTS
KempArc Pulse TCS / © Kemppi Oy / 1204
1. INTRODUCTION ......................................................................... 3
1.1 General ................................................................................................................................................................. 3
1.2 About KempArc Pulse TCS .....................................................................................................................3
2. INSTALLATION ........................................................................... 4
2.1 Before use ..........................................................................................................................................................4
2.2 Machine introduction ............................................................................................................................... 4
2.3 Main switch ....................................................................................................................................................... 5
2.4 Indicator lights ...............................................................................................................................................5
2.5 Operation of the cooling fan ...............................................................................................................5
2.6 Machine assembly and positioning ................................................................................................ 5
2.7 Distribution network .................................................................................................................................6
2.8 Overview of the system ........................................................................................................................... 7
2.9 Connecting to mains power .................................................................................................................8
2.10 Connecting to welding robot ............................................................................................................9
2.11 Enabling Tandem Control System ................................................................................................ 10
2.12 Interconnection with wire feeders ...............................................................................................10
2.13 Connecting the welding gun ...........................................................................................................11
2.14 Connecting earth return cables ......................................................................................................11
EN
3. USING THE MACHINE .............................................................. 12
3.1 Control from the robot .........................................................................................................................12
3.2 Control from the K 60 panel ..............................................................................................................14
3.3 Layout of control panel K 60 .............................................................................................................14
3.4 menu functions of control panel K 60 ......................................................................................15
3.5 Layout and buttons of remote panel KF 62 ...........................................................................22
3.6 Functions of remote panel KF 62 ...................................................................................................24
3.7 Getting started ............................................................................................................................................ 27
4. ABOUT TANDEM MIG/MAG WELDING ................................... 28
4.1 What is tandem MIG/MAG welding? ...........................................................................................28
4.2 how does it work? ..................................................................................................................................... 29
4.3 The Four operation modes .................................................................................................................29
5. BASIC TROUBLESHOOTING .................................................... 30
6. OPERATION DISTURBANCES ..................................................31
6.1 Operation of the overload protection........................................................................................31
6.2 Control fuses .................................................................................................................................................31
6.3 Under and over voltages in the mains supply .....................................................................31
6.4 Loss of a phase in the mains supply ............................................................................................ 31
7. MAINTENANCE ........................................................................ 31
7.1 Daily maintenance .................................................................................................................................... 31
7.2 Period maintenance ................................................................................................................................32
7.3 Service shop maintenance ................................................................................................................. 32
8. DISPOSAL OF THE MACHINE .................................................. 32
9. ORDERING NUMBERS ............................................................. 33
10. TECHNICAL DATA .................................................................... 35
2
Page 5

1. INTRODUCTION
1.1 GENERAL
Congratulations on choosing the KempArc™ Pulse TCS welding equipment. Used correctly,
Kemppi products can signicantly increase the productivity of your welding, and provide
years of economical service.
This operating manual contains important information on the use, maintenance and safety of
your Kemppi product. The technical specications of the equipment can be found at the end
of the manual.
Please read the manual carefully before using the equipment for the rst time. For your
own safety and that of your working environment, pay particular attention to the safety
instructions in the manual.
For more information on Kemppi products, contact Kemppi Oy, consult an authorised Kemppi
dealer, or visit the Kemppi web site at www.kemppi.com.
For Kemppi’s standard safety instructions and warranty terms and conditions, please visit our
web site at www.kemppi.com.
The specications presented in this manual are subject to change without prior notice.
Important notes
Items in the manual that require particular attention in order to minimise damage and
personal harm are indicated with the ’NOTE!’ notation. Read these sections carefully and follow
their instructions.
KempArc Pulse TCS / © Kemppi Oy / 1204
Disclaimer
While every eort has been made to ensure that the information contained in this guide
is accurate and complete, no liability can be accepted for any errors or omissions. Kemppi
reserves the right to change the specication of the product described at any time without
prior notice. Do not copy, record, reproduce or transmit the contents of this guide without
prior permission from Kemppi.
1.2 ABOUT KEMPARC PULSE TCS
KempArc Pulse TCS is a dual wire MIG/MAG welding system designed for demanding robotic
applications. It is equipped with a Tandem Control System (TCS), which means that it includes
two power sources and two control panels, both of them piloting independently their own
ller material feeds into the weld pool.
The system consists of two KempArc Pulse 450 A power souces, two DT 400 wire feeders,
one for the left side and one for the right side, and a welding gun with two contact tips. The
system has a liquid-cooling system managed by the KempCool 40 cooling unit.
With Kemppi's welding software products, such as modied processes and welding programs,
you can customize your KempArc Pulse TCS system to suit excactly your special welding
needs.
EN
3
Page 6
2. INSTALLATION
2.1 BEFORE USE
KempArc Pulse TCS welding system is delivered in several packages. Product packaging
material is recyclable. Check that you have received following components and that they have
not been damaged during transportation:
• KempArc Pulse TCS 450 A power source (2 pcs)
• KempCool 40 cooler unit (1 pcs)
• Power source xing plates and their accessories
• DT400 and DT400L wire feeders
• Fieldbus interface card
• TCS cable and interconnection cables (2 pcs)
• Tandem welding torch and its xing bracket
The detailed parts list can be found in the ordering codes section at the end of this operating
manual.
KempArc Pulse TCS / © Kemppi Oy / 1204
NOTE! When moving the welding machine, always lift it from the handle, never pull it from the
welding gun or other cables.
Operating environment
This machine is suitable for both indoor and outdoor use. Always make sure that the air ow to
the machine is unrestricted. The recommended operating temperature range is -20 ... +40 °C.
Please ensure you read the safety instructions concerning operating environments supplied in
this manual.
EN
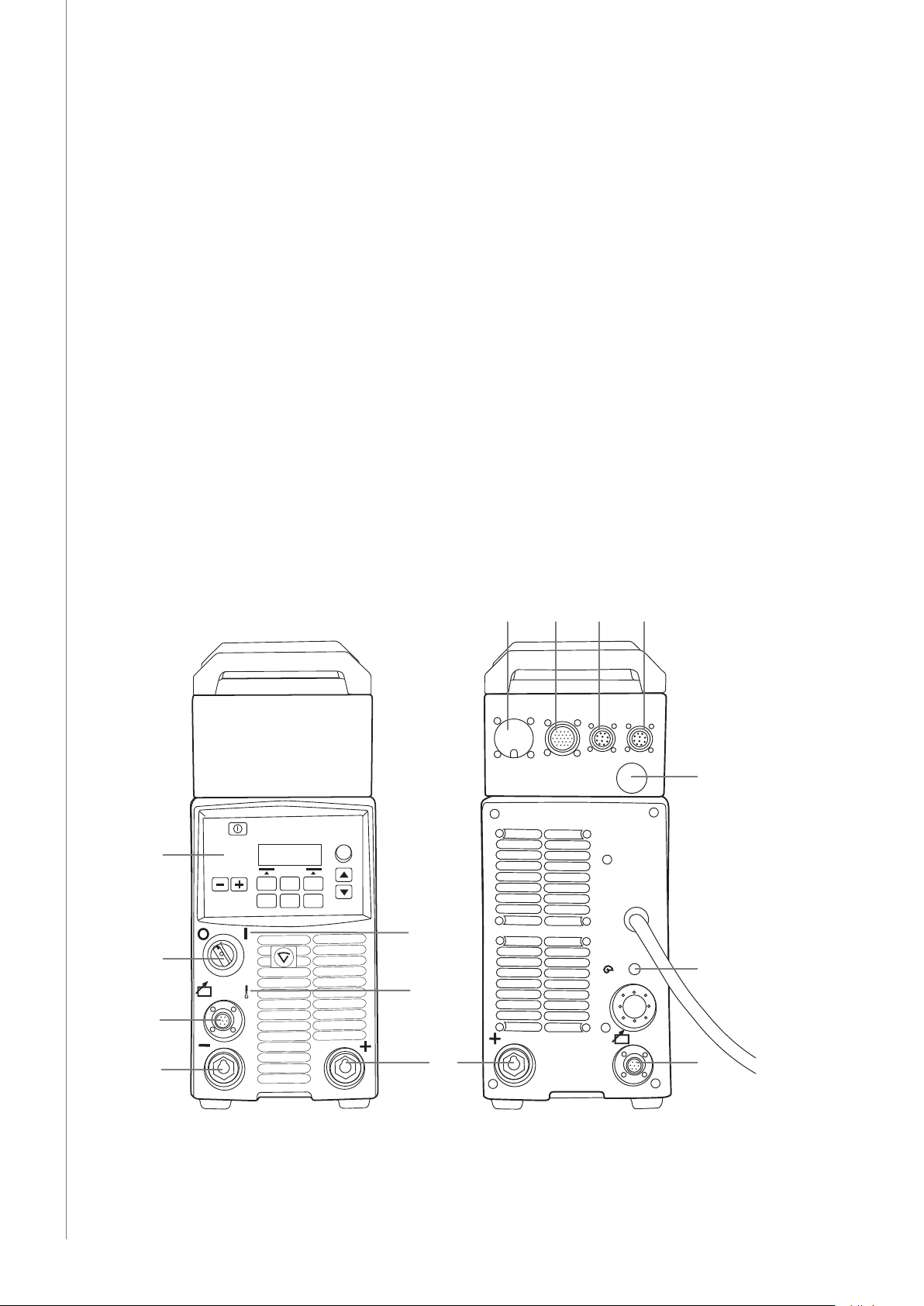
2.2 MACHINE INTRODUCTION
1.
2.
7.
10. 11. 12. 13.
14.
3.
6,3A
4.
8.
5.
6.
9.
4
Page 7

1. Control panel K 60
2. Main switch (ON/OFF)
3. Main power indicator light (ON/OFF)
4. Warning indicator for thermal protection
5. Welding cable connection, negative pole ( – )
6. Welding cable connection, positive pole ( + )
7. Control cable connection
8. Fuse, 6.3 A, delayed
9. Control cable connection
10. Robot control connection
11. Wire feeder connection
12. Throughput connection
13. Analogue connection
14. Connection for KempArc Browser or Tandem
2.3 MAIN SWITCH
When you turn the main switch to position I, the main switch indicator light turnes on and the
machine is ready for use.
NOTE! Always start and stop the machine from the main switch, never use the plug as a switch!
2.4 INDICATOR LIGHTS
Indicator lights display the machine’s operational state. When the green indicator is lit, it
displays that the machine is switched on and is ready for use, and that it is connected to the
mains supply with the power source main switch in position I.
When the orange indicator is lit, it indicates that the thermal protection circuit has been
activated due to high working loads that exceed the rated duty cycle. The cooling fan will
continue to run and cool the machine down. When the light turns o, the machine is again
ready to weld.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
2.5 OPERATION OF THE COOLING FAN
KempArc Pulse TCS power sources incorporate two simultaneously operating fans.
• The fan starts momentarily, when you turn the machine on from the main switch.
• The fan will start during welding as the machine reaches operational temperature,
and it will run for 1 to 10 minutes after the welding has stopped, depending on the
welding cycle completed.
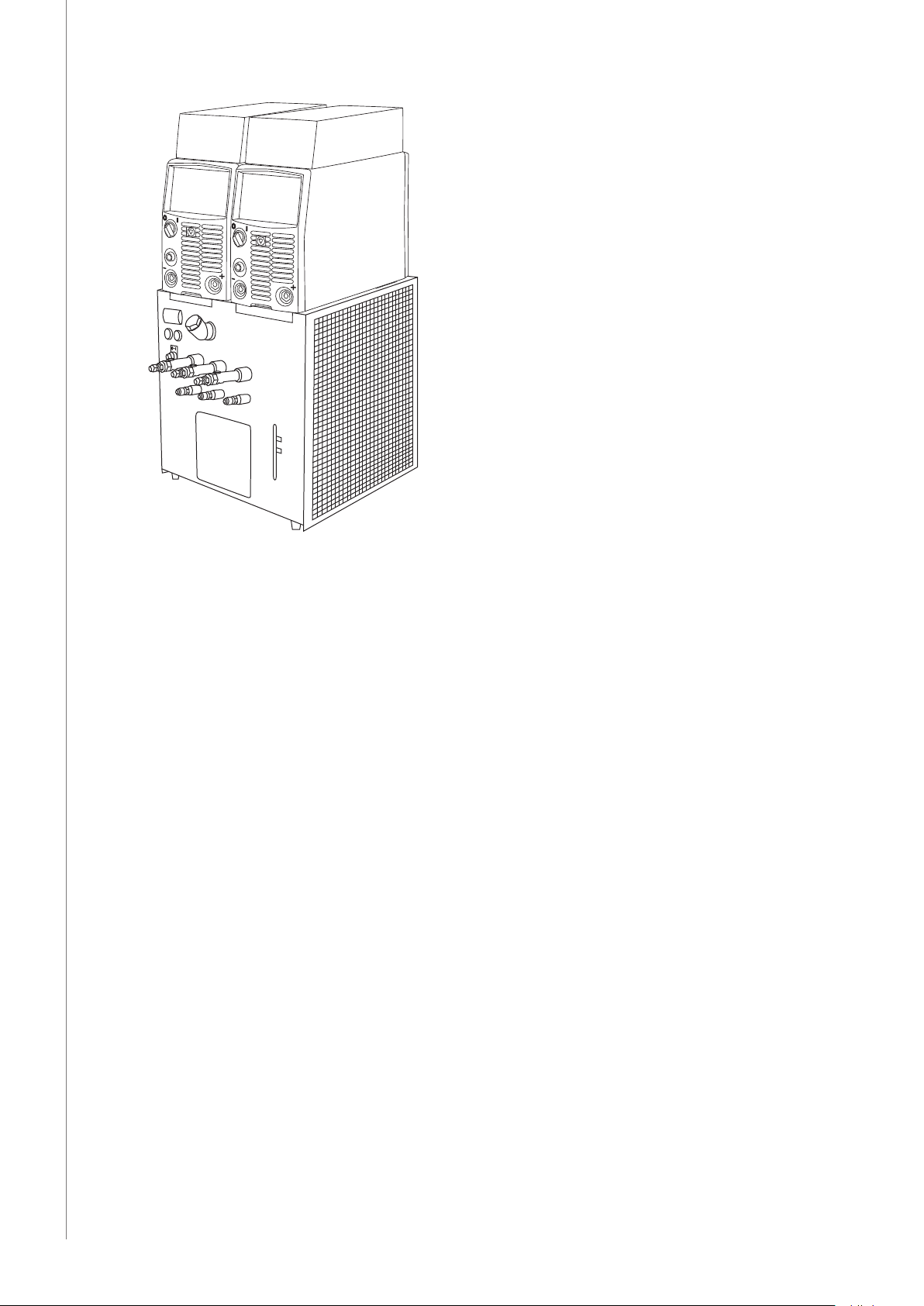
2.6 MACHINE ASSEMBLY AND POSITIONING
KempArc Pulse TCS is delivered with a KempCool 40 cooler unit, which also serves as a stand
for the two power sources. The cooler unit delivery package contains the xing screws and
plates for attaching the power sources on top of the cooler unit.
To assemble the KempArc equipment, do the following:
1. Attach the xing plates to the power sources with the screws delivered in the package.
2. Lift the leading power source onto the cooler unit, and attach the cooler control lead to
the connector on the bottom of the power source.
3. Fix with four screws on the facing side and the backside.
4. Lift the other power source onto the cooler unit and x with screws.
NOTE! Remember to attach rst the xing plates to the power sources, then lift the power sources
on the cooler unit.
NOTE! When starting to use the machine, do the following conguration settings in the K 60
control panel menu:
- Set Water Cooling mode to AUTO in the leading machine that is connected to the cooler.
- Set the Water Cooling mode to OFF in the other machine.
5
Page 8
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
If it is necessary to place the power sources elsewhere, use a rm, dry and level surface. Try not
to allow dust or other impurities to enter the machines cooling air ow. Preferably site them
above oor level, for example on a suitable carriage unit.
Notes for positioning the machine
• The surface inclination should not exceed 15 degrees.
• Ensure the free circulation of the cooling air. There must be at least 20 cm of free space
in front of and behind the machine for cooling air to circulate.
• Protect the machine against heavy rain and direct sunshine.
NOTE! Do not operate the machine in the rain. The protection class is IP23S, which allows for
outside preserving and storage only.
NOTE! Never aim metallic grinding spray/sparks towards the equipment.
2.7 DISTRIBUTION NETWORK
All regular electrical devices without special circuits generate harmonic currents into
distribution network. High rates of harmonic current may cause losses and disturbance to
some equipment.
KempArc Pulse TCS:
This equipment complies with IEC 61000-3-12 provided that the short-circuit power Ssc
is greater than or equal to 5.5 MVA at the interface point between the user’s supply and
the public supply network. It is the responsibility of the installer or user of the equipment
to ensure, by consultation with the distribution network operator if necessary, that the
equipment is connected only to a supply with a short-circuit power Ssc greater than or equal
to 5.5 MVA.
6
Page 9
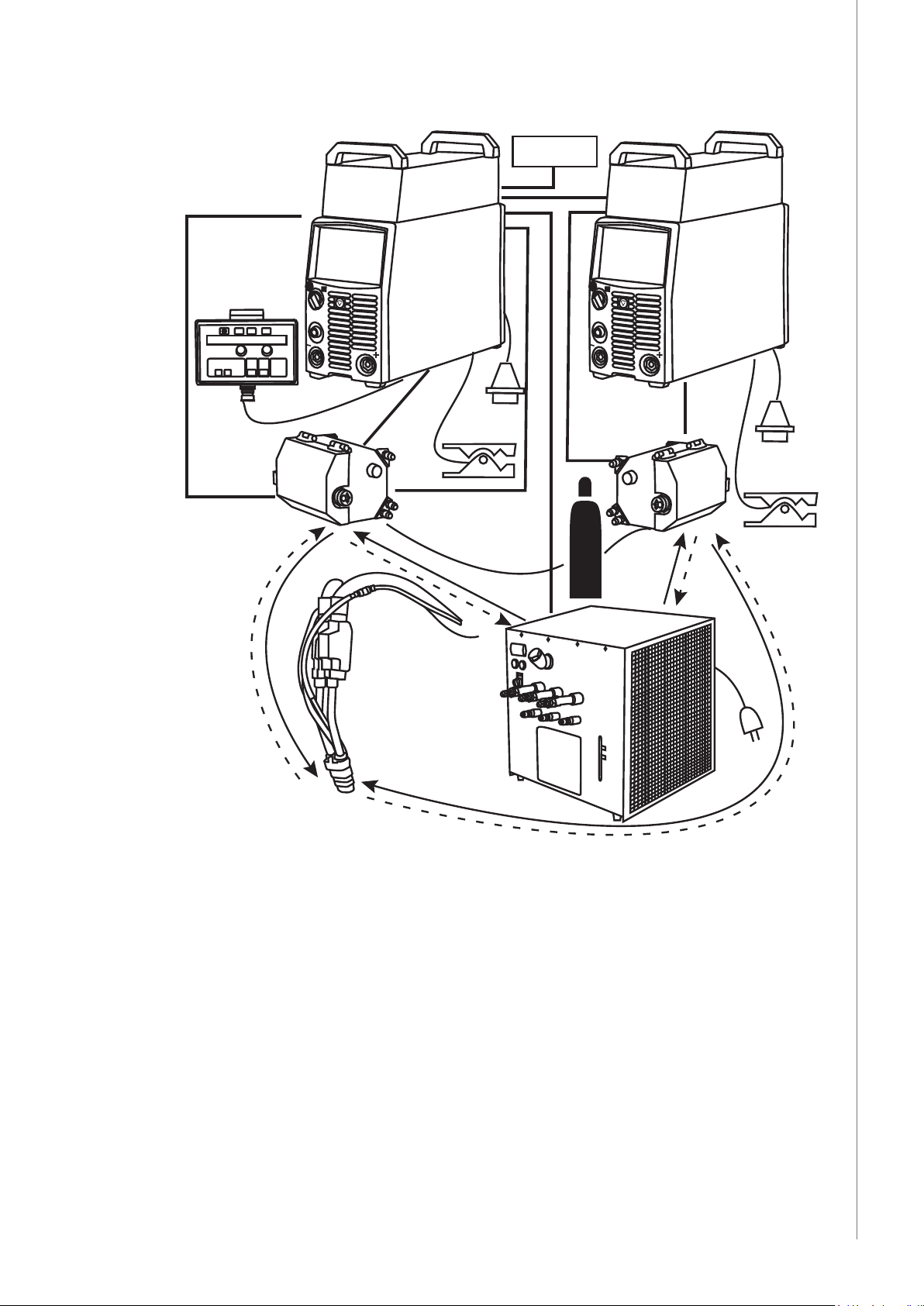
2.8 OVERVIEW OF THE SYSTEM
3.
11.
10.
2.
8.
13.
1.
7.
6.
5.
8.
4.
13.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
9.
12.
1. DT 400 wire feeder (right-handed)
2. KempArc Pulse TCS power source, master unit
3. Robot controller
4. DT 400L wire feeder (left-handed)
5. KempArc Pulse TCS, slave unit
6. KempCool 40 cooling unit
7. Shielding gas supply
8. Power cable (3-phase)
9. Power cable for cooling unit (1-phase)
10. KF 62 remote control panel (optional)
11. Robot control connection
12. Liquid cooled tandem welding gun
13. Earth return cable and clamp
7
Page 10
2.9 CONNECTING TO MAINS POWER
NOTE! Always check before use that all cables are in good working condition: the mains cable,
interconnecting cable, shielding gas hose, earth return cable and clamp. Ensure that connectors
are correctly fastened. Loose connectors can impair welding performance and damage connectors.
KempArc power sources are delivered as standard with a 5-meter mains power cable. No
mains plug is tted at the Kemppi factory.
NOTE! If local country based regulations state an alternative power cable is required, the mains
cable must be replaced in conformity with the regulations. Connection and installation of the
mains cable and plug, should only be carried out by a suitably qualied person.
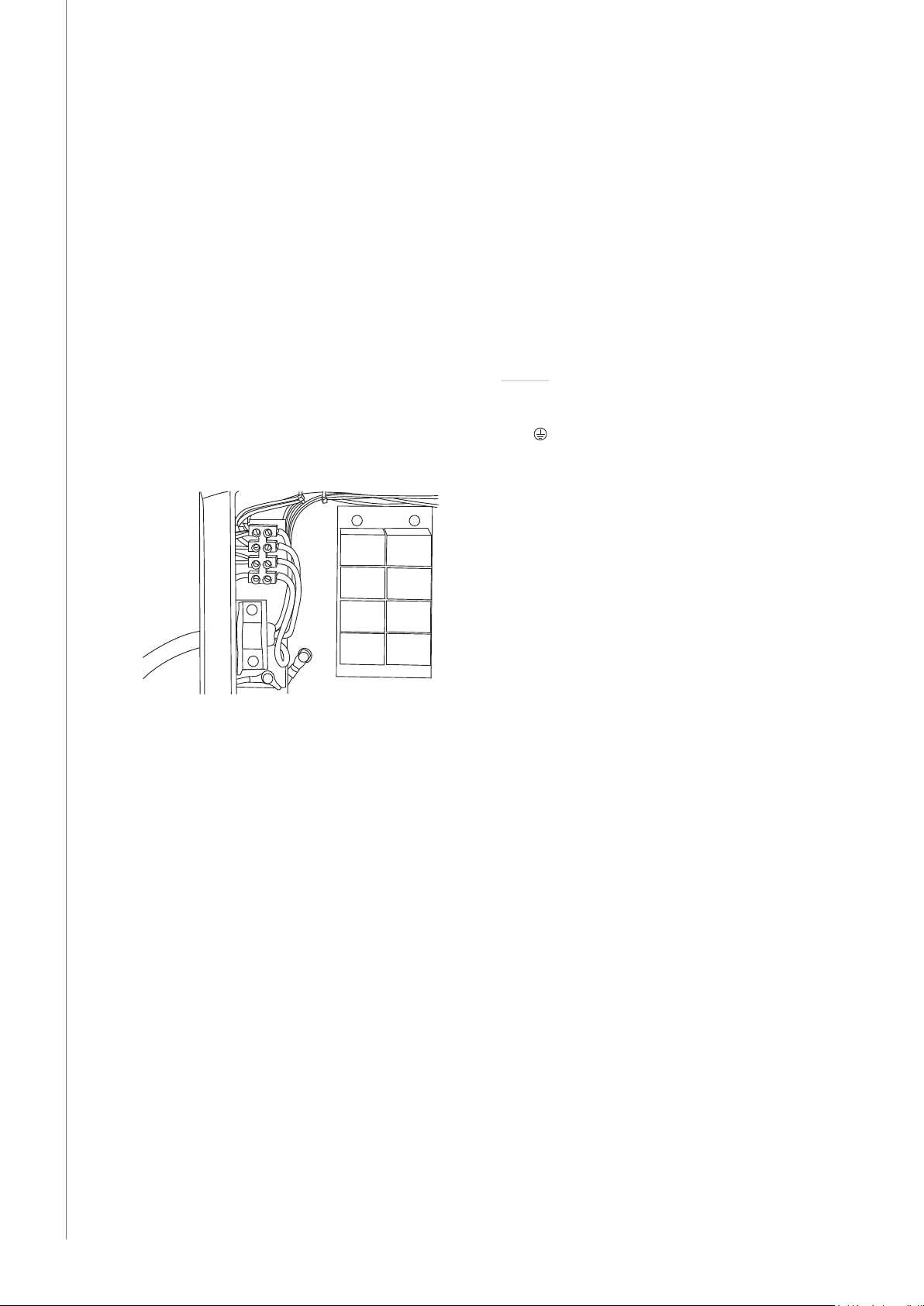
Remove the machine cover plate to enable mounting of a mains cable. KempArc Pulse TCS
power sources can be connected to the 3-phase mains supply of 400 V.
If changing the mains cable take into consideration the following:
The cable is entered into the machine through the inlet ring on the rear panel of the machine
KempArc Pulse TCS / © Kemppi Oy / 1204
and fastened with a cable clamp. The phase conductors of the cable are coupled to supply
terminals L1, L2 and L3. If the cable has also a green and yellow coloured protective grounding
conductor, it should be coupled to the terminal marked with .
If you are using a 5-lead cable, do not connect the neutral conductor.
EN
8
Page 11
2.10 CONNECTING TO WELDING ROBOT
Select which one of the KempArc Pulse TCS power sources you want to make the leading
unit that controls the rst ller wire. In this unit you should install the eldbus card, which
connects the KempArc Pulse TCS system to the robot control unit.
It is recommended to install the eldbus card to the same power source unit, which is
connected to the KempCool 40 cooling unit.
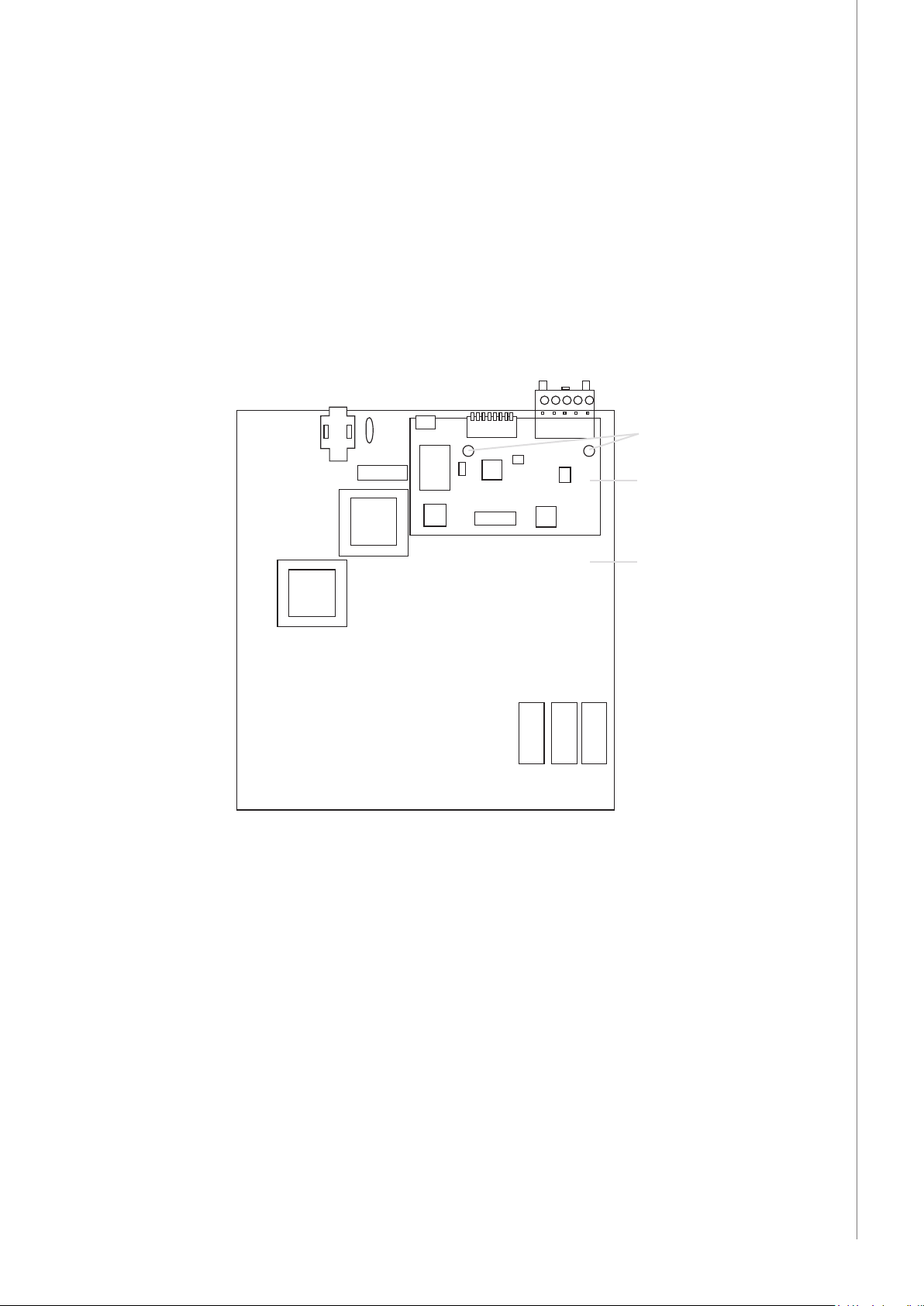
To install the eldbus card, do the following:
1. Open the cover of the black control unit box located above the power source.
2. Install the eldbus card onto the interface card as shown in the picture. Attach the xing
nuts.
3. Connect the welding robot's eldbus cable to the eldbus card's connector.
4. Close the cover of the black control unit box.
Fieldbus cable connector
KempArc Pulse TCS / © Kemppi Oy / 1204
Fixing nuts
Fieldbus card
Interface card
EN
9
Page 12
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
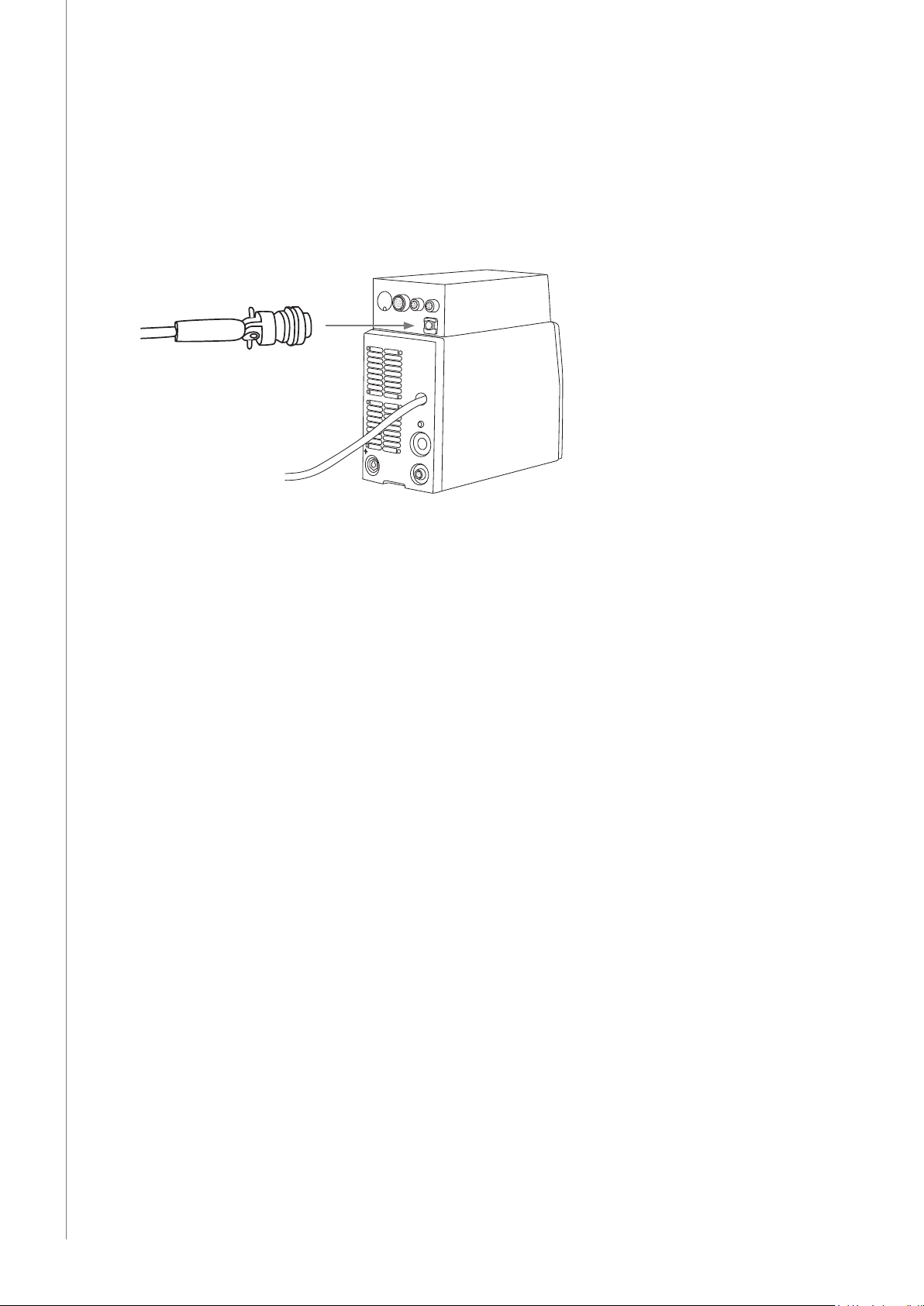
2.11 ENABLING TANDEM CONTROL SYSTEM
The KempArc Pulse TCS welding system is equipped with a Tandem Control system (TCS),
which allows both ller wires to be controlled independently of each other. To enable the
control system, you need to connect the two power sources to each other using a tandem
control cable.
Connect tandem control cable to BROWSER/TANDEM connections on the back of the control
boxes as shown in the picture.
2.12 INTERCONNECTION WITH WIRE FEEDERS
Both power sources are connected to wire feeders with their own interconnection cable sets.
Each cable set includes the following parts:
• a welding current cable
• a control cable
• four cooling hoses, two blue ones and two red ones
• a shielding gas hose.
Kemppi provide a choice of interconnection cable sets for dierent environments. Only
materials that meet the demands of Kemppi's international markets are used in their
construction.
Used correctly, Kemppi cable sets ensure high welding performance and serviceability.
Before use, always ensure the cable set is in good condition and that connectors are correctly
fastened. Loose connections reduce welding performance and may result in damage to
connectors due to heating eects.
For correct connection and conguration of cable sets, please refer to overview of the system
earlier in this operating manual.
2.12.1 Connecting the welding cables
The welding cables are used for delivering the welding power to the robot's tandem welding
gun. To connect the welding cables, do the following:
1. Connect the welding cable to the plus pole (+) located on the back of the leading power
source that delivers ller wire to the rst contact tip of the tandem welding gun..
2. Attach the other end of the welding cable to the wire feeder, which delivers ller wire to
the leading contact tip.
3. Connect the welding cable to the plus pole (+) on the back of the trailing power source
that delivers ller wire to the second contact tip of the tandem welding gun..
4. Attach the other end of the welding cable to the wire feeder, which delivers ller wire to
the trailing contact tip.
You can also use a manual welding gun for tack welding when necessary. It is connected to
the plus pole (+) on the front of the power source.
NOTE! Do not overload the welding cables, as an overload may cause voltage loss and
overheating.
10
Page 13

2.12.2 Connecting the control cables
The KempArc Pulse TCS power sources control the behaviour of the wire feeds independently
for each ller wire. This is done through the control cables that run between power sources
and wire feeders.
1. Connect the control cables to the WIRE FEEDER connection on the back of the KempArc
Pulse TCS control box.
2. Connect the other end of the cable to the control cable connectors on wire feeders.
2.12.3 Connecting the cooling hoses
The KempArc Pulse TCS system is equipped with KempCool 40 liquid cooling unit. There are
three cooling circuits available: two for each welding gun neck and one for the gas nozzle.
However, not all welding gun brands have liquid cooling in the gas nozzle.
Attach the snap connectors of the cooling hoses to the connectors on the KempCool 40
cooling unit. Blue one for outgoing and red one for incoming cooling liquid.
For more instructions about using the cooling unit, see KempCool 40 operating manual.
NOTE! There should be two red and two blue hoses in each interconnection cable set, but one pair
of them will remain unused in one of the power sources.
2.12.4 Connecting the shielding gas
Connect the shielding gas hose from the gas supply to the gas snap connectors on the back of
the DT400 and DT400L wire feeders as shown in the picture.
2.13 CONNECTING THE WELDING GUN
The KempArc Pulse TCS delivery package is equipped with a tandem welding gun of the
customer's choice, and with the xing bracket for fastening the gun to the robot arm.
There are several gun types available, including normal tandem guns and push-pull guns. The
type of tandem welding gun depends on the welding application.
Attach the welding gun to the robot arm and connect the welding gun cables to the Euro
connectors at DT400 and DT400L wire feeders.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
2.14 CONNECTING EARTH RETURN CABLES
In KempArc Pulse TCS welding system you have two earth return cables, both of which must
be connected to the work piece.
Kemppi always recommend the use of high quality copper cables with a suitable crosssectional area. Cable size should be selected depending on the intended welding application.
However when using pulsed MIG/MAG process or longer cables or higher welding power,
the voltage loss increases, which leads to smaller cross-sectional interconnecting power and
earth return cables will restrict the welding performance of your machine.
• KempArc Pulse TCS: 70 to 95 mm²
The enclosed table shows typical load capacity and voltage loss values of rubber insulated
copper cables, when ambient temperature is 25 °C and the cable temperature is 85 °C.
Cable Load capacity at duty cycle Voltage loss / 10 m
100 % 60 % 30 %
70 mm²
95 mm²
Do not overload welding cables due to voltage losses and heating.
NOTE! Always check the serviceability of the earth return cable and clamp. Ensure the metal
surface to which the cable is connected is clean from paint and rust. Check the connector to the
power source is fastened correctly.
355 A 460 A 650 A 0.25 V / 100 A
430 A 560 A 790 A 0.18 V / 100 A
11
Page 14

KempArc Pulse TCS / © Kemppi Oy / 1204
EN
3. USING THE MACHINE
3.1 CONTROL FROM THE ROBOT
The welding parameter control can be handled either from the robot control unit or from the
welding machine's own K 60 control panel or using the K 62 remote control panel. However,
there are some settings, such as Wise functions, memory channel settings and the machine
congurations, which cannot be changed remotely.
In normal everyday usage, it is the welding robot that controls the welding parameters.
KempArc power sources are compatible with several communication protocols used by
various robot brands.
Supported protocols:
CANopen, Modbus, Probus, Interbus (myös optinen), Ethernet, DeviceNet
Below you can see a typical data package used for controlling the welding machine. The
content of the package varies according to the robot brand.
WireFeedSpeed Word Byte0, Byte1
Voltage/Trim Word Byte2, Byte3
MemoryChannel Byte Byte4
Dynamics Byte Byte5
Start Bit0
Not In Use Bit1
WireInch Bit2
WireRetract Bit3
GasPurge Bit4
Not In Use Bit5
Touch Sensing Bit6
OnLine Bit7
FieldBusCheck Bit0
ErrorReset Bit1
Not In Use Bit2
Not In Use Bit3
Not In Use Bit4
ExtOut1 Bit5
ExtOut2 Bit6
ExtOut3 Bit7
Byte6
Byte7
12
Page 15

Below you can see a typical data package that welding machine sends to the robot control
unit.
NOTE! The content of the data package varies depending on the robot brand used. This example is
only a made-up representation of the real situation.
WeldingCurrent Word Byte0, Byte1
WeldingVoltage Wo rd Byte2, Byte3
ErrorNumber Byte Byte4
CycleOn Bit0 Byte5
ArcEstablished Bit1
TouchSensed Bit2
PowerSourceReady Bit3
Error Bit4
Ready Bit5
LocalRemote Bit6
AutoManual Bit7
Throughput1 Bit0 Byte6
Throughput2 Bit1
Throughput3 Bit2
Throughput4 Bit3
Throughput5 Bit4
Throughput6 Bit5
Not In Use Bit6
Not In Use Bit7
Not In Use Byte Byte7
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
13
Page 16

3.2 CONTROL FROM THE K 60 PANEL
KempArc Pulse TCS features K 60 control panel with a clear and logical LCD menu display. The
menu allows the operator to rene, adapt and manage the arc process and system function
before, during and after welding.
3.3 LAYOUT OF CONTROL PANEL K 60
1. 4.
2. 7. 3.
KempArc Pulse TCS / © Kemppi Oy / 1204
CHANNEL
MENU
EN
CHANNEL
INFO
F1 F2 F3
8.
WF #
5.6.
1. Power on button
• Long press (5 sec) switches the panel on or o.
• Short press returns channel information.
NOTE! This button connects power to the control panel. Use the main switch on the front of the
power source to switch the power source on or o.
2. Welding channel selection buttons
KempArc Pulse TCS oers 100 memory channels for you to store your frequently used welding
jobs.
• To browse memory channels, press + and – buttons.
• To dene a new welding job to an empty channel, press the button under the display
text NEW.
3. MENU button
This button takes you to the main menu list. Proceed following the instructions on screen.
4. Adjustment knob
Turn the knob to change the value of the selected parameter.
14
5. Menu browsing buttons
Use up and down arrows to move the selection up and down in the menu structure.
6. Menu shortcut buttons
• F1 displays the channel information.
• F3 selects another parallel connected wire feeder sub system as a setup target.
Page 17

7. Menu display
8. Soft key buttons for menu selection
Use these buttons to select menu items. Their functions are determined by the selected menu
items.
3.4 MENU FUNCTIONS OF CONTROL PANEL K 60
3.4.1 Main menu functions
Value range Factory setting Description
Edit Channel
Weld Data
Special settings
System Config Menu
Language
Select Feeder (WF#)
K 60 Robot menu list
Interface Version*
Voltage Scaling
WSF Scaling
Current Scaling
EM Stop Logic**
Door Switch On**
LimitFunctions Menu**
Current Tol
Voltage Tol
CurrentTolTime
WSF Tol Time
Gun Menu
Front Pull
Test Menu
Wire Inch
Gas Test
1 – 99 1 signal frame selection
0 – 5000 0
0 – 5000 0
0 – 5000 0
0 or 1 0
0 or 1 0
50 A not in use in interface version 1
5.0 V not in use in interface version 1
1.0 s not in use in interface version 1
1.0 s not in use in interface version 1
ON or OFF OFF
1 – 20 m/min 1 m/min adjustment with the control knob
for making changes to existing welding channel
for checking out the values of the last weld
for adjusting special welding parameters
for device conguration and information
for selecting your menu language
for selecting another parallel wire feeder as a
setup target
press the button
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
* For more information, contact robotics@kemppi.com
** Not in use in Interface version 1
15
Page 18

3.4.2 Welding parameters (Channel menu 2/6)
MIG
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
WFSpeed
WFS-Max
WFS-Min
Voltage
Dynamics
1-MIG
WFSpeed
WFS-Max
WFS-Min
FineTuning
FineTuningMax
FineTuningMin
Dynamics
0.7 – 25 m/min 0.05 m/min steps when WFSpeed < 5 m/min and
0.1 m/min steps when WFSpeed > 5 m/min
Set the limit for maximum WFSpeed
Set the limit for minimum WFSpeed
8 – 50V 0.1V steps Controls the length of the arc
-9 ... +9 Factory setting is 0 Controls the short circuit behaviour of the arc. The lower
the value the softer the arc is. The higher the value the
rougher the arc is.
0.7 – 25 m/min 0.05 m/min steps when WFSpeed < 5 m/min and
0.1 m/min steps when WFSpeed > 5 m/min
Set the limit for maximum WFSpeed
Set the limit for minimum WFSpeed
Factory setting is 0
( = curve point)
0 – 9 0.5 steps Set the limit for maximum arc length
-9 ... 0 0.5 steps Set the limit for minimum arc length
-9 ... +9 Factory setting is 0 Controls the short circuit behaviour of the arc. The lower
Adjusts the arc voltage of the curve within certain
limits. In other words, it adjusts the length of the arc
within certain limits
the value the softer the arc is. The higher the value the
rougher the arc is.
PULSE MIG
WFSpeed
WFS-Max
WFS-Min
FineTuning
FineTuningMax
FineTuningMin
Dynamics
Pulse Current
0.7 – 25 m/min 0.05 m/min steps when WFSpeed < 5 m/min and
0.1 m/min steps when WFSpeed > 5 m/min
Set the limit for maximum WFSpeed
Set the limit for minimum WFSpeed
Factory setting is 0
( = curve point)
0 – 9 0.5 steps Set the limit for maximum arc length
-9 ... 0 0.5 steps Set the limit for minimum arc length
-9 ... +9 Factory setting is 0 Controls the short circuit behaviour of the arc. The lower
-10 ... +15 % Factory Setting
is 0%
Adjusts the base current of the curve in certain limits.
In other words, it adjusts the length of the arc in certain
limits.
the value the softer the arc is. The higher the value the
rougher the arc is.
Reduces the pulse current of the curve at the maximum
10% and raises it at the maximum 15%.
16
Page 19

DOUBLE PULSE MIG
WFSpeed
0.7 – 25 m/min 0.05 m/min steps when WFSpeed < 5 m/min and
WFS-Max
WFS-Min
FineTuning
FineTuningMax
FineTuningMin
Dynamics
Pulse Current
DPulseAmp
DPulseFreq
0 – 9 0.5 steps Set the limit for maximum arc length
-9 ... 0 0.5 steps Set the limit for minimum arc length
-9 ... +9 Factory setting is 0 Controls the short circuit behaviour of the arc. The lower
-10 ... +15 % Factory Setting
0.1 – 3.0 m/min Factory setting is
0.4 – 8.0 Hz Factory setting is
WISEROOT / WISETHIN)
WFSpeed
0.7 – 14 m/min 0.05 m/min steps when WFSpeed < 5 m/min and
WFS-Max
WFS-Min
BaseCurrent
BaseCurrentMax
BaseCurrentMin
0 – 50 % 1% steps Set the limit for maximum “arc length”
-50 ... 0 % 1% steps Set the limit for minimum “arc length”
FormingPulse
FormingPulseMax
FormingPulseMin
StartTime
0 – 50 % 1% steps Set the limit for maximum forming pulse current
-50 ... 0 % 1% steps Set the limit for minimum forming pulse current
-9 ... +9 Factory setting is
StartVoltage
Factory setting is 0
( = curve point)
is 0%
CURVE
CURVE
CURVE
0.1 m/min steps when WFSpeed > 5 m/min
Set the limit for maximum WFSpeed
Set the limit for minimum WFSpeed
Adjusts the base current of the curve in certain limits.
In other words, it adjusts the length of the arc in certain
limits.
the value the softer the arc is. The higher the value the
rougher the arc is.
Reduces the pulse current of the curve at the maximum
10% and raises it at the maximum 15%
Adjusts the amplitude of the WFSpeed in 0.1 m/min
steps. Value comes from Welding Curve.
Adjusts the frequency of the double pulse in 0.1 Hz
steps. Value comes from Welding Curve.
0.1 m/min steps when WFSpeed > 5 m/min
Set the limit for maximum WFSpeed
Set the limit for minimum WFSpeed
Adjusts the base current of the curve in certain limits. In
other words, it adjusts the “length of the arc” in certain
limits.
Adjusts the forming pulse current of the curve in certain
limits. In other words, it controls arc pressure.
Set how long arc behaves like normal synergic MIG/
MAG prosess after the arc start. It gives heat for the arc
start.
Set the arc voltage which is used during StartTime.
In other words, it adjusts the length of the arc during
StartTime.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
17
Page 20

3.4.3 Welding functions
OTHER PROCESSES (In Edit Channel menu 3/6)
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
HotStart
HOTStartLevel
Hot 2T Time
CraterFill
CraterStart
CraterFillEnd
CraterTime
Creep Start
StartPower
ON, OFF or USER Factory setting is USER =>
-50 ... +100 % 1 % steps. Factory setting 40 %
0 – 9.9 s 0.1 s steps. Factory setting 1.2 s
ON, OFF, USER Factory setting is USER =>
10 – 250 % Factory setting is 100% Set the level of the curve where the crater
10 – 250 %
lower than start
0.0 – 10.0 s 0.1 s steps. Factory setting 1.0 s CrateFill Slope Time
10 – 99 % 1% steps. OFF, CURVE
-9 ... +9 Factory setting is 0 Adjusts arc ignition
WISEROOT / WISETHIN
HotStart
HOTStartLevel
Hot 2T Time
CraterFill
CraterStart
CraterFillEnd
CraterTime
Creep Start
ON, OFF or USER Factory setting is USER =>
-50 ... +100 % 1 % steps. Factory setting 40 %
0 – 9.9 s 0.1 s steps. Factory setting
ON, OFF, USER Factory setting is USER =>
10 – 250 % Factory setting is 100% Set the level of the curve where the crater
10 – 250 %
lower than start
0.0 – 10.0 s 0.1 s steps. Factory setting
10 – 99 % 1% steps. OFF, CURVE
USER can freely choose is the
HotStart ON or OFF
USER can freely choose is the
CraterFill ON or OFF
lling will start
1 % steps. Factory setting 30% Set the level of the curve where the crater
lling will end.
Factory setting is CURVE (Creep Start value
(OFF = 100%)
USER can freely choose is the
HotStart ON or OFF
1.2 s
USER can freely choose is the
CraterFill ON or OFF
1 % steps. Factory setting 30%
1. 0 s
(OFF = 100%)
comes from Welding Curve).
lling will start.
Factory setting is CURVE (Creep Start value
comes from Welding Curve).
18
Page 21

ADVANCED FUNCTIONS
WisePenetration
Penet%(123A)
WiseFusion
WiseFusion%
MatchLogLevel
ON or OFF Penetration control selection
-30 ... +30 % Factory setting: 0 % Wise penetration percent setting. Set
ON or OFF WiseFusion selection
20 – 60 %
or CURVE
-50 ... +100 % Set the “MiniLog level”
Factory setting is CURVE When WISE FUSION is ON it controls the
SYSTEM CONFIG MENU (In Main menu 4/7
Water Cooling
Cable Length
FineCalib
System Clock
Device
Information
Restore Settings
Licence Code
Water Cooler control:
OFF / AUTO / ON.
Cable length: 10m 100m, 5m steps.
Fine Tuning
Calibration Point:
0V/100A…100V/100A,
1V steps.
System Device information:
DevSW: Unit Software Version.
SysSW: System Software Version (Base software version).
BootSW: Boot Software Version.
SW Item: Software Item Number (IFS number).
Serial: Device Serial number.
Prog: Programmer name
Date: Programming date.
User 1 (one of ten users) Channel:
Selected user can restore to his backup memory channels one by one.
Other users’ memory channels remain untouched.
Setup settings remain untouched.
User 1 (one of ten users) All Channels:
Selected user can restore all of his backup memory channels (0-9) at one time.
Other users’ memory channels remain untouched.
Setup settings remain untouched.
Restore To Factory:
All channels (of all users) are removed.
All users’ backup channels are removed.
All setup settings are set to defaults.
Entering Licence Code numbers:
Up/Down arrows are used to select the code number position.
Pulse encoder is used to select the code number (0 – 255) to be entered.
Soft Key Button on the right is used to activate the license number (after all numbers have been
entered). In case the code was wrong the earlier view will be displayed.
Factory setting: AUTO OFF: Water Cooler always OFF.
Factory Setting: 10m. Welding cable loop length setting for
Factory Setting: 10V/100A. Compensation for varying cable resistance.
System Clock Settings.
penetration Current.
amount of short circuits in the arc. The
lower the value there will be less short
circuits in the arc. The higher the value
there will be more short circuits in the arc.
Only in use in case of manual feeder.
KempArc Pulse TCS / © Kemppi Oy / 1204
AUTO: Water Cooler automatic control
ON. Water Cooler starts when welding
starts and is turned o after a delay when
welding stops.
ON: Water Cooler is always ON.
optimising arc control.
EN
19
Page 22

WeldData Delay
Display Delay
Pre Gas Time
Post Gas Time
Adjustment Range:
1s – 60s
1s steps.
Adjustment Range:
1 – 20
1 steps.
Pre Gas Time setting:
0.0s – 9.9s – CURVE,
0.1s steps.
Post Gas Time setting:
0.0s – 9.9s – CURVE ,
0.1s steps.
Factory Setting: 20s. Denes how long the Weld Data is
displayed after Welding Ends.
Weld Data display is also turned o when
pulse encoder is turned or any button is
pressed.
Factory Setting: 10. Denes how long time the information is
displayed (like: “Setting Saved” text). This is
not always the exact time.
Factory Settings: CURVE. CURVE: Pre Gas time is read from the
Welding Curve.
0.0 – 9.9s: User Pre Gas time setting.
Factory Settings: CURVE. CURVE: Pre Gas time is read from the
Welding Curve.
0.0 – 9.9s: User Post Gas time setting.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
ADMINISTRATOR MENU (In Main menu 2/7, User Identication))
Change
PIN Code
Ask PIN
Administrator
pin code change.
PIN code inquiry
selection: OFF /
StartUp / Menu
Factory PIN
code: 0000
Factory
Setting:
OFF
OFF: No PIN code inquiry.
StartUp: Control panel (K 60) always asks for the PIN code when the
machine is turned on. KF 62 is not aected and always works without PIN.
Menu: Control panel (K 60) asks every time for PIN code when MENU
button is pressed and when the display is in channel info mode i.e. in
start-up view. PIN code inquiry is made only once when entering the
menu. After that the menu button can be pressed any time without PIN
inquiry.
BUTTON FUNCTIONS
ON / OFF Button
F1 Button
F3 Button (WF#)
Channel +/Up/Down Button
Right/Left
Short Press: Panel returns to default start-up display view (Channel info display).
Long Press: When control panel K 60 is ON => Control panel and all KF 62 panels are turned OFF.
When control panel is OFF => Control panel and all KF 62 panels are turned ON.
Pressed while machine is turning ON: Restore to factory shortcut. Panel will ask conrmation to
restore factory setting.
If control panel is OFF and some other KF 62 panel is turned ON the control panel turns also ON and
will be linked automatically to this KF panel (WF# function).
F1 button gives further information of selected memory channel.
Pressed while machine is turned ON: Restore language selection to English.
F3 button can be used to select Wire Feeder.
Panel allows selecting only those WF numbers that are found connected on the sys-tem.
Memory channel selection.
Moving Up/Down in menu.
Button function depends on where in menu you are.
selection buttons
(Soft Keys)
20
Page 23

Welding software delivery
KempArc Pulse TCS oers possibility to use customer specic welding software, Wise and
Match products. When the equipment is delivered and installed, it contains the welding
software ordered by the customer. The welding software is designed specically to be used
in tandem welding. If the system is set up to be used in a specic project, and you want to
optimise the system for that application, you can order new software and easily install it to
your machine using the DataGun eld programming device.
Wise and Match products are optional software solutions for various welding needs. They
allow you to customise the features and the welding properties of your KempArc Pulse TCS
equipment to suit your personal way of work and for special welding applications, such as root
pass or thin sheet welding, automatic welding power regulation and arc length recognition.
With Wise and Match products you can optimise your equipment for you particular welding
needs. For more information, please contact robotics@kemppi.com.
NOTE! The KempArc Pulse TCS delivery includes the WiseFusion function and a general purpose
welding program. You can order more Wise functions and welding programs from Kemppi. Before
making the order, please consult Kemppi specialist, because the tandem welding process presents
special requirements for the software products.
Work Pack is a collection of welding software for various applications. The welding table
below details the Work Pack delivery option. Additional welding software products can be
purchased and added later if required.
Group N:o Pulse 1-MIG Wire ø mm Material Gas
Alu A01 X X 1 AlMg5/AlMgMn Ar
Alu A02 X X 1.2 AlMg5/AlMgMn Ar
Alu A12 X X 1.2 AlSi5/AlSi12 Ar
Fe F03 X X 1 Fe Ar+18–25%CO
Fe F04 X X 1.2 Fe Ar+18–25%CO
Ss S03 X X 1 Ss-316/308 Ar+2%CO
Ss S04 X X 1.2 Ss-316/308 Ar+2%CO
Ss S06 X 1 Ss-316/308 Ar+2%CO
Fe R04 X 1.2 FeFC_Rut Ar+18–25%CO
Fe M04 X 1.2 FeMC Ar+18–25%CO
Ss S84 X 1.2 FC-316 Ar+25%CO
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
Further welding programs are available upon request through Kemppi.
Group N:o Pulse 1-MIG Wire ø mm Material Gas
Alu A13 X X 1.6 AlSi5/AlSi12 Ar
Fe F01 X X 0.8 Fe Ar+18–25%CO
Fe F02 X X 0.9 Fe Ar+18–25%CO
Ss S73 X 1 Inc625/SMO Ar+He+CO
21
Page 24

KempArc Pulse TCS / © Kemppi Oy / 1204
Kemppi Wise products are modied welding processes. Below you can nd welding programs
available for WiseRoot and WiseThin processes.
Group N:o WiseRoot WiseThin Wire ø mm Material Gas
Fe F01 X 0.8 Fe Ar+18–25%CO
Fe F02 X X 0.9 Fe Ar+18–25%CO
Fe F03 X X 1 Fe Ar+18–25%CO
Fe F04 X X 1.2 Fe Ar+18–25%CO
SS S03 X X 1 SS-316/308 Ar+2%CO
SS S04 X X 1.2 SS-316/308 Ar+2%CO
Cu C03 X 1 CuSi3 Ar
Cu C13 X 1 CuAl8 Ar
Fe F21 X 0.8 Fe CO
Fe F22 X X 0.9 Fe CO
Fe F23 X X 1 Fe CO
Fe F24 X X 1.2 Fe CO
Ss S01 X 0.8 Ss-316/308 Ar+2%CO
Ss S02 X X 0.9 Ss-316/308 Ar+2%CO
Ss S12 X 0.9 Ss-316/308 Ar+He+CO
Ss S13 X 1 Ss-316/308 Ar+He+CO
Ss S14 X 1.2 Ss-316/308 Ar+He+CO
EN
3.5 LAYOUT AND BUTTONS OF REMOTE PANEL KF 62
1.
CHANNEL
2.
8. 10.
WISE
DOUBLE
PULSE
PULSE
1-MIG
MIG
4.3. 5.
m/min
–
+ /
A
POWER
SAVE
6.
V
mm
s
U
ROBOT
PANEL
CONTROL
W004330
KF 62
12. 13.11.9. 7.
22
1. Power on button (long press)
2. Meter display for
a) wire feed speed/welding current display
b) parameter that is being adjusted
3. Dynamics button
MIG welding dynamics and Arc Force adjustment
Page 25

4. Gas test button
5. Wire inch button
6. Meter display for
a) welding voltage/plate thickness/timer settings
b) adjustment value of selected parameter
7. Welding process indicators: MIG, 1-MIG, PULSE, DOUBLE PULSE, WISE*
8. Control knob for setting values for
a) wire feed speed
b) welding power (Synergic 1-MIG and PULSE)
c) additional parameters (= Wire inch, Gas Test)
9. Memory channels 0 – 99, programming through K 60 panel on the power source
10. Control knob for setting values for
a) welding voltage
b) welding arc length (Synergic 1-MIG and PULSE)
c) additional selected parameters (= MIG Dynamics)
11. Dual function button for
a) saving parameter adjustments
b) locking the control panel (long press)
12. Button for activating the Crater ll or Hot start functions
13. Indicators showing whether the welding parameters come from welding robot or
control panel
* Not included on standard delivery.
In normal MIG welding, the wire feed speed and welding voltage are adjusted separately.
Unlike the above, the 1-MIG and WiseRoot and WiseThin processes are synergetic welding
processes where the welding voltage and other welding parameters are interconnected so
that the welding power and arc length are adjusted to attain optimal welding values.
Automatic Weld Data display:
Last recorded welding values are displayed post welding. See power source panel K 60. Select
MENU and then Weld Data.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
23
Page 26

3.6 FUNCTIONS OF REMOTE PANEL KF 62
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
m/min
–
+ /
A
V
mm
s
POWER
U
ROBOT
PANEL
CONTROL
CHANNEL
WISE
DOUBLE
PULSE
PULSE
1-MIG
MIG
SAVE
KF 62
The control panel is used for controlling and monitoring the operation of the power source
and the wire feeder. The buttons are used for adjusting the functions. The displays and
indicators reect the operating modes of the machine.
Displays
• The control panel displays show adjustable operation parameters, their values, and the
units of measure.
• During welding, the left-hand display (2) shows the welding current value that is in
use, and the right-hand display (6) shows the welding voltage.
W004330
Control knobs
• The left-hand control knob allows the adjustment of wire feed speed. The selected
speed is shown on the left-hand display.
• In MIG and 1-MIG processes, the right-hand control knob allows controlling the
welding voltage , in which case the selected voltage is shown on the right-hand
display. In WiseRoot-A and WiseThin-A processes it adjusts the base current, in which
case the adjustment range is ±50.
These control knobs are also used for specifying the operating parameters. Select the
parameter with the left-hand knob and adjust its value with the right-hand knob.
24
Page 27

3.6.1 Power On button
1.
Short Press: Control panel returns to default display.
Long Press:
• Turns ON the remote panel (KF 62) and the power source panel (K 60), and gives
control to remote panel.
• If the remote panel (KF 62) is on, long press of this button turns it OFF.
3.6.2 Dynamics button
2.
Short press of this button activates
• Dynamics adjustment when using MIG or Synergic MIG process
• Forming Pulse adjustment when using WiseRoot or WiseThin process.
3.6.3 Gas Test button
3.
Use this button to test shielding gas ow. When you press the button, gas valve is opened
without activating the wire feed or power source. Gas ow will continue for 20 seconds by
default. You can see the remaining gas ow time on the display.
If you want to change the default gas ow time, turn the right-hand knob to set the desired
time in the range of 10 to 60 seconds. The new time is saved in the memory, and gas test
continues after a short delay.
You can stop the gas test by pressing any button.
3.6.4 Wire Inch button
4.
Use this button to run the ller wire. Wire feeder starts immediately when you press the
button. The default wire feed speed is 1 m/min. You can change the wire feed speed by
turning the left-hand control knob.
You can stop the wire feeder by releasing the button. When you press the button again, wire
feed re-starts and slopes to selected speed, if you have set a higher wire feed speed.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
3.6.5 Memory channel selection buttons
5.
Use these buttons to select a memory channel.
The control panel automatically nds the previous ( –) or next (+) memory channel that is set in
machine's memory, and shows it on display.
At startup the machine uses the default memory channel selected by the robot.
6.
25
Page 28

3.6.6 Save and Panel Lock button
U
SAVE
7.
Use this button for saving a memory channel or locking the control panel.
Short Press: Saves the selected memory channel.
Long Press: Locks the control panel so that no parameter changes are allowed.
3.6.7 Crater Fill and Hot Start button
KempArc Pulse TCS / © Kemppi Oy / 1204
8.
Use this button to select Crater Fill or Hot Start functions.
3.6.8 Control display
ROBOT
EN
PANEL
CONTROL
These indicators show where the welding parameter values come from.
• ROBOT: The welding parameter values come from the welding robot.
• PANEL: The welding parameter values come from the welding machine's memory
channel.
9.
3.6.9 Power control knob
POWER
10.
Use this knob to adjust the wire feed speed or welding power in either Basic, Synergic or
Pulsed MIG/MAG processes. Adjustment can be made before or during the arc process. This
control knob can also be used for adjusting additional parameter values when selected.
3.6.10 Voltage control knob
11.
Use this knob to adjust the arc length, welding voltage and welding parameter values. You can
make the adjustments before or during welding.
26
Page 29

3.7 GETTING STARTED
3.7.1 Selecting the interface language
The default menu language is English. If you want to select another menu language, do the
following:
1. Connect the mains power and switch on the power source at the main switch.
• If this is the initial system activation, you may need to press and hold the POWER
ON button in the to left corner of the K 60 control panel. Hold the button down for 5
seconds.
2. Press the MENU button to display the main menu, which includes 7 menu items.
• You can move around in the menu list by pressing the up and down buttons.
• As you browse the menu item list, the currently selected item is shown at the bottom
of the display, marked as 1/7, 2/7 , 3/7 etc.
• The selected menu item is marked with a black, arrow-shaped cursor.
3. Browse to the menu item LANGUAGE (5/7) and press the SELECT soft key button.
4. Browse to your language and press the SELECT/SAVE soft key button. Your language
choice is now conrmed and will remain selected unless you change it later.
3.7.2 Using memory channels
You can have several setups of welding parameter values for use in various welding
applications. These setups (or welding jobs) are stored as memory channels in K 60 control
panel. There are up to 200 memory channels to be used.
To dene a new welding job, you need to make the necessary welding parameter selections
and then record them to a memory channel of your choice.
When you want to weld you simply select the corresponding memory channel number on the
remote control panel KF 62 and start welding. Only the most often used controls are available
in the KF 62 control panel, making welding easy and convenient.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
3.7.3 Creating the rst memory channel
If you are starting new KempArc Pulse TCS setup or one that contains no memory channels,
follow these steps to create the rst channel.
1. Power on the machine from the main switch. You may need to press the control panel's
Power On button for 5 seconds to activate the K 60 control panel.
2. An empty memory channel appears. Press the NEW soft key.
3. With 'Edit Channel' selected, press SELECT soft key.
4. With 'Create New' selected, press SELECT soft key.
5. Select the desired welding process and other welding parameters.
• Use up and down arrow buttons to move aroung in the menus
• Approve selections by pressing the SELECT soft key.
6. When you have made all settings, press SAVE soft key to store the settings in the active
memory channel number.
3.7.4 Creating and modifying memory channels
1. Press MENU button to display the main menu.
2. With 'Edit Channel' selected, press SELECT.
3. Select the channel number to be changed and press SELECT.
• Use up and down arrow buttons to change the displayed channel number.
• Use Channel Info (F1) button to see the present settings of the displayed channel.
• To create a new channel, select a channel that is marked (Empty).
4. Browse the menu to select the desired options and parameters.
• Use up and down arrow buttons to move aroung in the menus.
• Approve selections by pressing the SELECT soft key.
• See the menu item descriptions in section Menu functions earlier in this manual.
5. When you have made all settings, press SAVE soft key to store the settings in the
selected memory channel number.
27
Page 30

KempArc Pulse TCS / © Kemppi Oy / 1204
EN
3.7.5 Fast information buttons
There are two shortcut buttons on the control panel that use can use to display important
information on screen.
• F1 (CHANNEL INFO) button displays the basic data recorded to the selected channel.
• F3 (WF#) displays active and selected wire feed unit, and allows a new wire feed unig
selection. KempArc Pulse TCS allows up to 7 wire feed units to be connected to one
power source.
NOTE! Only one wire feed unit can be active at any one time and must be selected before it will
operate.
4. ABOUT TANDEM MIG/MAG WELDING
4.1 WHAT IS TANDEM MIG/MAG WELDING?
Tandem MIG/MAG welding is a high speed double-wire welding process, where two ller
wires are fed simultaneously into the weld pool. Both ller wires are controlled by their own
power sources. The welding gun is equipped with two contact tips, which are electrically
insulated from each other. This allows ller wires to have dierent electrical potentials.
Tandem welding has always been considered a productive yet challenging welding process,
where it is dicult to nd the right parameter settings to reach a good balance between fast
welding speed and welding accuracy.
In KempArc Pulse TCS, however, the two ller wires are controlled by Kemppi's tandem control
system (TCS), which allows independent and very accurate control of the welding wires. The
operation of each ller wire is adjusted dynamically during the welding according to various
control parameters and the weld pool shape. This makes it possible to achieve a fast and easy
system setup and exceptionally high welding productivity.
28
Page 31

4.2 HOW DOES IT WORK?
In tandem welding, there is a leading arc that controls the weld penetration, while the trailing
arc aects the weld bead appearance. Both ller wires contribute to the common weld pool,
but they are independently controlled by their respective power sources. It is also possible to
use the tandem equipment to perform 1-wire welding.
KempArc Pulse TCS / © Kemppi Oy / 1204
4.3 THE FOUR OPERATION MODES
There are four dierent operation mode combinations available in KempArc Pulse TCS
system.
Pulsed + Pulsed
Both leading and trailing arcs operate in a pulsed mode, controlled by the Kemppi Tandem
Control System so that the peak of each pulse occurs in the background of the other arc. This
is the most commonly used operation mode.
Pulsed + Standard
The leading arc operates in pulsed mode, while trailing arc is constant voltage. This helps to
achieve maximum welding speed and gap bridging.
Standard + Pulsed
The leading arc is in constant voltage mode to maximize the penetration and travel speed,
while the trailing arc is in pulse mode to reduce heat input and to cool the weld pool. This
mode provides the deepest penetration.
Standard + Standard
Both leading and trailing arcs operate in constant voltage mode. This mode is mainly used
in 1-wire welding, where the active wire is switched when welding direction changes. This
reduces the cycle time.
EN
29
Page 32

KempArc Pulse TCS / © Kemppi Oy / 1204
EN
5. BASIC TROUBLESHOOTING
NOTE! The problems listed and the possible causes are not denitive, but serve to suggest some
standard and typical situations that may present during normal environmental use when using
the MIG/MAG process with KempArc Pulse TCS.
Problem Check the following
Machine won’t work? • Check mains plug is connected
• Check mains power distribution is switched on
• Check the mains fuse and or circuit breaker
• Check power source 0/I switch is ON
• Check interconnection cable set and connectors between the power source and wire feed
unit are correctly fastened. See the manual schematic
• Check earth return lead is connected
• Check control panels are switched on – Orange buttons top left, long press.
Dirty, poor quality weld? • Check shielding gas supply
• Check and set gas ow rate
• Check gas type for application
• Check gun/electrode polarity. Example: Fe solid ller wire: Earth return should be connected
to the – pole, wire feed unit to the + pole connector
• Check correct welding curve selected
• Check correct Channel (job) number selected on KF 62 control panel
• Check power supply – Phase down?
Variable welding
performance?
Filler wire won’t feed? • Check wire feed mechanism. Pressure arms are closed? Close and adjust
High spatter volume? • Check welding parameter values
NOTE! Many of these checks may be carried out by the operator. However certain checks relating to
mains power must be completed by an authorised trained electrician.
• Check wire feed mechanism is correctly adjusted
• Check correct drive rolls are tted
• Check wire spool overrun tension is correctly adjusted
• Check gun liner is not blocked. Replace if necessary
• Check correct gun liner is tted for the ller wire size and type
• Check contact tip for size, type and wear
• Check gun is not over heating in application
• Check cable connections and earth return clamp
• Check welding parameter settings.
• Check welding gun switch function.
• Check euro gun collar is correctly fastened to euro block
• Check gun liner is not blocked
• Check contact tip, size, type, wear
• Check and try alternative gun.
• Check inductance/Dynamics values
• Check cable compensation value if long cables are tted
• Check gas type and ow
• Check welding polarity – cable connections
• Check ller material selection
• Check correct welding curve selected
• Check correct Channel (job) number selection
• Check ller wire delivery system
• Check power supply – 3 x phase present?
30
Page 33

6. OPERATION DISTURBANCES
Should you experience a malfunction from your machine, please consult the basic
troubleshooting text above rst, and complete some basic checks.
If the machine malfunction cannot be corrected with these measures, contact your KEMPPI
maintenance service workshop.
6.1 OPERATION OF THE OVERLOAD PROTECTION
Yellow thermal protection lamp is lit when the thermostat is operating due to loading beyond
the stated duty cycle.
The thermostat will operate, if machine is continuously loaded over rated values or cooling air
circulation is blocked.
Internal fans will cool the machine, and when the pilot lamp is not lit the machine is
automatically ready for welding.
6.2 CONTROL FUSES
Fuse, 6.3 A delayed, on the rear wall of machine provides protection for auxiliary devices.
Use the same type and rating of fuse as marked beside the fuse adapter. Damage caused by
incorrect fuse selection is not covered by the guarantee.
6.3 UNDER AND OVER VOLTAGES IN THE MAINS SUPPLY
Primary circuits of the machine are protected against sudden, transient overvoltages. The
machine is designed to withstand 3 x 440 V voltage continuously (see technical data). Ensure
that voltage is kept within this admissible limit, especially when the mains supply is provided
by a combustion engine generator. If the mains has under voltage (under approx. 300 V) or
overvoltage (over approx. 480 V) machine control stops operation automatically.
6.4 LOSS OF A PHASE IN THE MAINS SUPPLY
Loss of a main power phase causes noticeably poor welding properties. In some cases the
machine won't start at all. Loss of a phase can be due to following:
• Blowing of mains supply fuse
• Defective mains cable
• Bad connection of mains power cable on machine terminal block or plug of machine.
7. MAINTENANCE
When considering and planning routine maintenance, please consider the frequency of
machine use and the working environment.
Correct operation of the machine and regular maintenance will help you avoid unnecessary
downtime and equipment failure.
NOTE! Disconnect the machine from the mains before handling the electrical cables.
KempArc Pulse TCS / © Kemppi Oy / 1204
EN
7.1 DAILY MAINTENANCE
• Check the overall condition of the welding gun. Remove welding spatter from the
contact tip and clean the gas nozzle. Replace worn or damaged parts. Only use original
Kemppi spare parts.
• Check the condition and connection of the welding circuit components: welding gun,
earth return cable and clamp, sockets and connectors.
• Check the condition of the feed rolls, needle bearings and shafts. Clean and lubricate
bearings and shafts with a small quantity of light machine oil if necessary. Assemble,
adjust and test function.
31
Page 34

7.2 PERIOD MAINTENANCE
NOTE! Period maintenance should only be carried out by a suitably qualied person. Disconnect
the plug of the machine from the mains socket and wait approx. 2 minutes (capacitor charge)
before removing the cover plate.
Check at least every half year:
• Electric connectors of the machine – clean any oxidized parts and tighten loose
connections.
NOTE! You must know the correct tension torques values before starting the reparation of the loose
joints.
Clean the inner parts of the machine from dust and dirt e.g. with a soft brush and vacuum
cleaner. Also clean the ventilation net behind the front grill.
Do not use compressed air, there is a risk that the dirt will compact even more tightly into
gaps of cooling proles.
Do not use pressure washing devices.
Only an authorized trained electrician should carry out repairs to Kemppi machines.
7.3 SERVICE SHOP MAINTENANCE
Kemppi Service Workshops complete maintenance according to their Kemppi service
agreement.
The major points in the maintenance procedure are listed as follows:
• Cleaning of the machine
• Checking and maintenance of the welding tools
• Checking of connectors, switches and potentiometers
• Checking of electric connections
• Checking of mains cable and plug
• Damaged parts or parts in bad condition are replaced by new ones
• Maintenance testing.
• Operation and performance values of the machine are checked, and when necessary
adjusted by means of software and test equipment.
Software loading
Kemppi Service Workshops can also test and load rmware and welding software.
8. DISPOSAL OF THE MACHINE
Do not dispose of electrical equipment with normal waste!
In observance of European Directive 2002/96/EC on waste electrical and electronic
equipment, and its implementation in accordance with national law, electrical equipment
that has reached the end of its life must be collected separately and taken to an appropriate
environmentally responsible recycling facility.
The owner of the equipment is obliged to deliver a decommissioned unit to a regional
collection centre, per the instructions of local authorities or a Kemppi representative. By
applying this European Directive you will improve the environment and human health.
Page 35

9. ORDERING NUMBERS
KempArc Pulse TCS package
KempArc Pulse TCS power source
KempArc DT 400 wire feeder
KempArc DT 400L wire feeder
KF 62 remote panel
Remote panel cable
KempArc Browser
Fieldbus card options
Devicenet
Can Open
Ethernet
Interbus Copper
Interbus Optical
Probus
Pronet
Earth return cable
Earth return cable
Interconnection cable, water cooled
(with extra water hose for cooling gas nozzle)
Interconnection cable, water cooled
(with extra water hose for cooling gas nozzle)
Interconnection cabel, water cooled*
Interconnection cable ROBOT 95-5-WH*
Tandem control cable
Cooling unit KempCool 40
Software installation device DataGun
WiseRoot welding process – A
WiseThin welding process – A
WisePenetration welding function – A
WiseFusion welding function - A
Welding program
P161
6200455
right hand side 6203400
left hand side 6203400L
6200800
10 m 4308370
6202200
9774120DEV
9774120CAN
9774120ETH
9774120IBC
9774120IBO
9774120PRF
9774120PRN
5 m, 70 mm² 6184711
10 m, 70 mm² 6184712
10 m 6260466
25 m 6260467
10 m 6260465
5 m 6260461
W005451
6208400
6265023
9991011
9991013
9991010
9991015
9990401
Page 36

Selection of full metal feed rolls Drive roll
No bearing ( 1 )
V-Groove
W006074 W006075
Compressing roll
With bearing ( 2 )
0.8/0.9
1.0 W006076 W006077
1.2 W004754 W004753
1.6 W006078 W006079
Knurled 1.0
1.4/1.6 W006084 W006085
U-Groove 1.0
* Other cable lengths available on request.
To select the suitable tandem welding gun and xing bracket, please contact Kemppi.
W006080 W006081
1.2 W006082 W006083
2.0 W006086 W006087
W006088 W006089
1.2 W006090 W006091
1.6 W006092 W006093
Page 37

10. TECHNICAL DATA
KempArc Pulse TCS
Connection voltage
Rated power
Connection cable
Fuse (delayed)
Output 40 °C
Welding current and voltage range
Open circuit voltage
Open circuit power
Power factor at max. current
Efficiency at max. current
Operating temperature range
Storage temperature range
EMC class
Minimun short circuit power S
Degree of protection
External dimensions
Weight
Voltage supply for auxiliary devices
Fuse (delayed)
Voltage supply for cooling unit
of supply network*
sc
3~50/60 Hz 400 V -15…+20 %
60 % ED 22.1 kVA
100 % ED 17.8 kVA
HO7RN-F 4G6 (5 m)
35 A
60 % ED 450 A
100 % ED 380 A
10…50 V
50 V
100 W
0.9
88 %
-20…+40 °C
-40…+60 °C
A
5.5 MVA
IP23S
L x W x H 590 x 230 x 430 mm
36 kg
50 V DC / 100 W
6.3 A
24V DC / 50 VA
DT 400
Operating voltage
Rated power
Load capacity 40 °C
Operating principle
Wire feed speed
Filler wires
Welding gun connector
Operating temperature range
Storage temperature range
EMC class
Degree of protection
External dimensions
Weight
50 V DC
100 W
80% ED 600 A
100% ED 500 A
4 wheel feed
0 – 25 m/min
Fe, Ss 0.6 – 1.6 mm
FCW 0.8 – 1.6 mm
Al 1.0 – 1.6 mm
Euro
-20…+40 °C
-40…+60 °C
A
IP23S
L x W x H 269 x 175 x 169 mm
4.5 kg
Page 38

KEMPPI OY
Kempinkatu 1
PL 13
FIN-15801 LAHTI
FINLAND
Tel +358 3 899 11
Telefax +358 3 899 428
export@kemppi.com
www.kemppi.com
Kotimaan myynti:
Tel +358 3 899 11
Telefax +358 3 734 8398
myynti.@kemppi.com
KEMPPI SVERIGE AB
Box 717
S-194 27 UPPLANDS VÄSBY
SWEDEN
Tel +46 8 590 783 00
Telefax +46 8 590 823 94
sales.se@kemppi.com
KEMPPI NORGE A/S
Postboks 2151, Postterminalen
N-3103 TØNSBERG
NORWAY
Tel +47 33 346000
Telefax +47 33 346010
sales.no@kemppi.com
KEMPPI DANMARK A/S
Literbuen 11
DK-2740 SKOVLUNDE
DENMARK
Tel +45 4494 1677
Telefax +45 4494 1536
sales.dk@kemppi.com
KEMPPI BENELUX B.V.
Postbus 5603
NL-4801 EA BREDA
NETHERLANDS
Tel +31 765717750
Telefax +31 765716345
sales.nl@kemppi.com
KEMPPI (UK) Ltd
Martti Kemppi Building
Fraser Road
Priory Business Park
BEDFORD, MK44 3WH
UNITED KINGDOM
Tel +44 (0)845 6444201
Telefax +44 (0)845 6444202
sales.uk@kemppi.com
KEMPPI FRANCE S.A.S.
65 Avenue de la Couronne des Prés
78681 EPONE CEDEX
FRANCE
Tel +33 1 30 90 04 40
Telefax +33 1 30 90 04 45
sales.fr@kemppi.com
KEMPPI GmbH
Otto-Hahn-Straße 14
D-35510 BUTZBACH
GERMANY
Tel +49 6033 88 020
Telefax +49 6033 72 528
sales.de@kemppi.com
KEMPPI SPÓŁKA Z O.O.
Ul. Borzymowska 32
03-565 WARSZAWA
POLAND
Tel +48 22 7816162
Telefax +48 22 7816505
info.pl@kemppi.com
KEMPPI AUSTRALIA PTY LTD.
13 Cullen Place
P.O. Box 5256, Greystanes NSW 2145
SMITHFIELD NSW 2164
AUSTRALIA
Tel. +61 2 9605 9500
Telefax +61 2 9605 5999
info.au@kemppi.com
OOO KEMPPI
Polkovaya str. 1, Building 6
127018 MOSCOW
RUSSIA
Tel +7 495 739 4304
Telefax +7 495 739 4305
info.ru@kemppi.com
ООО КЕМППИ
. 1, 6
127018
Tel +7 495 739 4304
Telefax +7 495 739 4305
info.ru@kemppi.com
KEMPPI, TRADING (BEIJING) COMPANY,
LIMITED
Room 420, 3 Zone, Building B,
No.12 Hongda North Street,
Beijing Economic Development Zone,
100176 Beijing
CHINA
Tel +86-10-6787 6064
+86-10-6787 1282
Telefax +86-10-6787 5259
sales.cn@kemppi.com
肯倍贸易(北京)有限公司
中国北京经济技术开发区宏达北路12号
创新大厦B座三区420室 (100176)
电话: +86-10-6787 6064
+86-10-6787 1282
传真: +86-10-6787 5259
sales.cn@kemppi.com
KEMPPI INDIA PVT LTD
LAKSHMI TOWERS
New No. 2/770,
First Main Road,
KAZURA Gardens,
Neelangarai,
CHENNAI - 600 041
TAMIL NADU
Tel +91-44-4567 1200
Telefax +91-44-4567 1234
sales.india@kemppi.com
www.kemppi.com
1920170
1109
 Loading...
Loading...