

Page 1
Master S
400, 500
Operating manual
Bruksanvisning
Gebrauchsanweisung
Manual de instrucciones
Käyttöohje
Manuel d’utilisation
Manuale d’uso
Gebruiksaanwijzing
Brugsanvisning
Instrukcja obsługi
Manual de utilização
EN
DA
DE
ES
FI
FR
IT
NL
NO
PL
PT
Инструкции по эксплуатации
Bruksanvisning
操作手册
RU
SV
ZH
Page 2

Page 3

OPERATING MANUAL
English
Page 4
EN
CONTENTS
1. Introduction ......................................................................................................................... 3
1.1 General ....................................................................................................................................... 3
1.2 Product introduction ............................................................................................................ 3
1.3 Machine introduction ........................................................................................................... 4
2. Installation ............................................................................................................................. 5
2.1 Before use .................................................................................................................................. 5
2.2 Positioning of the machine ................................................................................................ 5
2.3 Distribution network ............................................................................................................. 5
2.4 Welding and earth return cable connections .............................................................. 6
2.4.1 Choosing welding polarity in MMA welding ................................................................. 6
2.4.2 Choosing welding polarity in TIG welding ..................................................................... 6
2.4.3 Earthing ............................................................................................................................ 6
3. Operation ............................................................................................................................... 6
3.1 Welding processes .................................................................................................................6
3.1.1 MMA welding ................................................................................................................... 6
3.1.2 TIG welding ...................................................................................................................... 6
3.2 Operation functions .............................................................................................................. 7
3.2.1 Power source .................................................................................................................... 7
3.2.2 Control panel and SETUP functions ............................................................................... 7
3.2.3 Activation and setup parameter adjustment ................................................................ 8
3.3 MMA welding ........................................................................................................................... 9
3.3.1 Filler materials and equipment ....................................................................................... 9
3.3.2 Earth return cable and clamp ......................................................................................... 9
3.3.3 Manual metal arc welding (MMA) .................................................................................. 9
3.3.4 Electrode welding parameter table ..............................................................................10
3.3.5 Arc force .........................................................................................................................10
3.3.6 Hot start ..........................................................................................................................10
3.4 TIG welding .............................................................................................................................11
3.5 Carbon arc gouging .............................................................................................................12
3.6 Wireless remote .....................................................................................................................12
2
4. Maintenance ......................................................................................................................13
4.1 Regular maintenance ..........................................................................................................13
4.1.1 Every six months ............................................................................................................13
4.2 Service contract ....................................................................................................................13
4.3 Storage .....................................................................................................................................13
4.4 Disposal of the machine ....................................................................................................13
5. Troubleshooting ..............................................................................................................14
5.1 Troubleshooting ...................................................................................................................14
5.2 Control panel error codes .................................................................................................15
6. Ordering codes.................................................................................................................16
7. Technical data ...................................................................................................................16
Master S 400, 500
Page 5
1. INTRODUCTION
1.1 General
Congratulations on choosing the Master S series power source. Used correctly, Kemppi
products can signicantly increase the productivity of your welding, and provide years of
economical service.
This operating manual contains important information on the use, maintenance and safety of
your Kemppi product. The technical specications of the device can be found at the end of the
manual.
Please read the operating manual and the safety instructions booklet carefully before using
the equipment for the rst time. For your own safety and that of your working environment,
pay particular attention to the safety instructions.
For more information on Kemppi products, contact Kemppi Oy, consult an authorised Kemppi
dealer, or visit the Kemppi web site at www.kemppi.com.
The specications presented in this manual are subject to change without prior notice.
Important notes
Items in the manual that require particular attention in order to minimise damage and
personal harm are indicated with the ’NOTE!’ notation. Read these sections carefully and follow
their instructions.
Disclaimer
While every eort has been made to ensure that the information contained in this guide
is accurate and complete, no liability can be accepted for any errors or omissions. Kemppi
reserves the right to change the specication of the product described at any time without
prior notice. Do not copy, record, reproduce or transmit the contents of this guide without
prior permission from Kemppi.
EN
1.2 Product introduction
Master S model welding machines are designed for industrial use and for welding all kinds of
covered electrodes. Master S is also suitable for carbon arc gouging.
In addition to the basic functions Master S 400 and 500 models include advanced functions
like HotStart, ArcForce, TIG mode and remote control, which are all set through the panel.
Both models come equipped with a voltage reduction device (VRD) that is designed to
maintain the open-circuit voltage (OCV) below 35 volts.
Master S 400 and 500 models can also operate in constant voltage (CV) mode as a parent
power supply for Kemppi voltage sensing wire feed systems and in-line TIG solutions – such as
ArcFeed and MasterTig LT 250.
Master S 400 Cel and 500 Cel models are available for cellulose welding.
© Kemppi Oy / 1418
3
Page 6
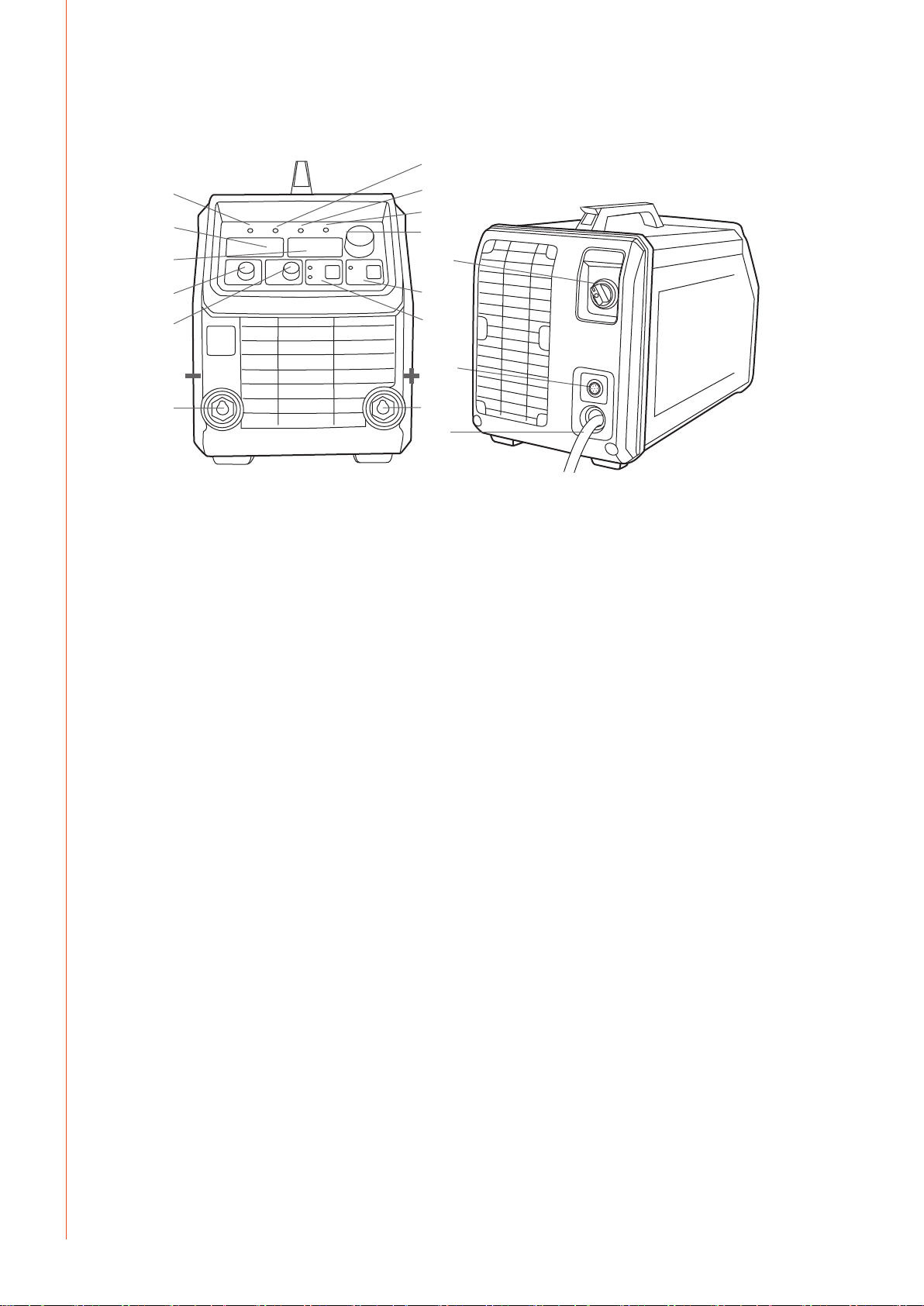
1.3 Machine introduction
Master S 400 and 500
1.
5.
6.
7. 9.
2.
3.
4.
11.
14.
EN
8.
12.
1. Power on pilot lamp
2. Overheating pilot lamp
3. CV mode pilot lamp
4. VRD ON pilot lamp
5. Amperage meter display
6. Voltage meter display
7. ArcForce
8. HotStart
9. Remote Control
10. Welding Mode
11. Welding current adjustment knob
12. Negative (-) pole connection socket
13. Positive (+) pole connection socket
14. Main switch (ON/OFF)
15. Mains power cable
16. Remote control connector
10.
16.
13.
15.
4
Display cover comes standard with Master S 400 and 500. It protects the panel form sparks,
dust and scratches.
Master S 400, 500
Page 7

2. INSTALLATION
2.1 Before use
The product is packed in cartons designed specically for them. However, always make sure
before use that the products have not been damaged during transportation.
Check also that you have received the components you ordered and the instruction manuals
needed. Product packaging material is recyclable.
NOTE! When moving the welding machine, always lift it from the handle, never pull it from the
welding or other cables.
Operating environment
This machine is suitable for both indoor and outdoor use. Always make sure that the air ow in
the machine is unrestricted. The recommended operating temperature range is –20…+50 °C.
Please read also the Safety Instructions concerning the operating environment.
2.2 Positioning of the machine
Place the machine on a sturdy, level surface that is dry and does not allow dust or other
impurities to enter the machines cooling air ow. Preferably site the machine to a suitable
carriage unit so it is above oor level.
Notes for positioning the machine
• The surface inclination may not exceed 15 degrees.
EN
< 15°
• Ensure the free circulation of the cooling air. There must be at least 20 cm of free space in
front of and behind the machine for cooling air circulation.
• Protect the machine against heavy rain and direct sunshine.
The machine is not allowed to be operated in the rain as the protection class of the machine,
IP23S, allows preserving and storing outside only.
NOTE! Never aim the spray of sparks from a grinding machine toward the equipment.
2.3 Distribution network
All regular electrical devices without special circuits generate harmonic currents into
distribution network. High rates of harmonic current may cause losses and disturbance to
some equipment.
This equipment complies with IEC 61000-3-12 provided that the short-circuit power Ssc is
greater than or equal to 4.0 MVA at the interface point between the user’s supply and the
public suply network. It is the responsibility of the installer or user of the equipment to ensure,
by consultation with the distribution network operator if necessary, that the equipment is
connected only to a supply with a short-circuit power Ssc greater than or equal to 4.0 MVA.
© Kemppi Oy / 1418
5
Page 8

2.4 Welding and earth return cable connections
2.4.1 Choosing welding polarity in MMA welding
You can change the welding polarity by choosing (+) or (–) cable connector. Typically, in MMA
welding, the welding cable is connected to the positive (+) pole connection socket and the
earth return cable to the negative (-) pole connection socket.
2.4.2 Choosing welding polarity in TIG welding
In TIG welding the welding cable must be connected to the negative (-) pole connection
socket and the earth return cable to the positive (+) pole connection socket.
2.4.3 Earthing
If possible, always fasten the clamp of the earth return cable directly onto work piece.
1. Clean contact surface of the clamp from paint and rust.
2. Fasten the clamp properly, so that contact surface is as large as possible.
3. Check that the clamp is fastened rmly.
EN
3. OPERATION
NOTE! Welding in places presenting an immediate re or explosion hazard is forbidden! Welding fumes
may cause injury, take care of sucient ventilation during welding!
3.1 Welding processes
3.1.1 MMA welding
MMA welding, as well as carbon arc gouging, is possible with Master S power sources.
Separate models including cellulose welding characteristic are also available. See 'Ordering
codes'.
3.1.2 TIG welding
For TIG welding a separate TIG-torch with gas valve is required. See 'Ordering codes'.
6
Master S 400, 500
Page 9

3.2 Operation functions
3.2.1 Power source
NOTE! Always switch the machine on and o from main switch. Do not use the mains plug for
switching!
NOTE! Never watch the arc without a proper face shield designed for arc welding! Protect yourself
and the surroundings against welding arc and hot spatters!
3.2.2 Control panel and SETUP functions
WeldData
After welding has nished, the display shows the measured average current of the last weld.
This weld data is only displayed if the welding cycle lasts for 5 seconds or more.
Advanced control panel
1.
7.
8.
1. The green ON light indicates that the power source is turned on.
2. Overheating indicator. Light indicates that the machine is overheated.
3. CV mode indicator. Light indicates that machine is in CV mode. Mode can be changed
from Setup.
4. VRD indicator. Light indicates that VRD is set on.
• Solid green light: VRD is used, OCV is under 35 V.
• Flashing red light: VRD is used, OCV is over 35 V.
5. Voltage meter display. Shows voltage.
6. Welding current adjustment knob. Turn the knob to set the welding current value.
7. Amperage meter display. Shows used current value during welding and the set current
value when not welding.
8. ArcForce. The smaller the value, the softer the arc. When using a bigger value, the harder
the arc gets. Adjustment range is -9...9. The value is shown on the right display when the
control knob is turned. Factory setting is 0 (control knob set pointing up).
9. HotStart. Adjust to value 0 = no HotStart, adjust to 10 = HotStartMax. The value is shown
on the right display when the control knob is turned. Factory setting is 5 (control knob
set pointing up).
10. Welding Mode. Press to select TIG or MMA mode. Light indicates the selection.
11. Remote Control. Press to select remote or panel control. Light indicates remote control.
• Long press (> 3 s) activates setup function.
2. 3.
9.
10.
5.
4.
11.
6.
EN
© Kemppi Oy / 1418
7
Page 10

EN
3.2.3 Activation and setup parameter adjustment
1. Press remote selection button (11) for at least 3 seconds, until the text ”Set” appears on
the screen.
2. Choose the needed parameter with the welding current adjustment knob (6).
3. To select the required parameter, press the remote selection button (11). You can move
from adjustment mode to selection mode with a new press of the button (11).
4. Use the Welding current adjustment knob (6) to adjust the parameter value.
5. You can exit Setup mode with a long press of remote selection button (11). Setup
parameters are saved when you exit Setup.
Setup menu structure
Advanced control panel
Name Function Description Factory
Ant. Antifreeze If Antifreeze selection is On, the
machine cuts o the power and protects
the electrode if sticking occurs during
the welding
Cab. Long cables Long cable mode for welding circuits of
50 m and longer (max. 80 m)
Gen. Generator Generator mode for generator use and
uctuating mains networks
CU CV mode CV mode selection OFF On/OFF
rc Remote selection Remote operation mode. Selection
between analog and wireless remote
controllers (R10/R11T)
rcL Remote low current
limit
rcH Remote high current
limit
Urd VRD selection Reduces open circuit voltage below 35V OFF
Fac. Restore factory
settings
Limits the remote adjustment range.
Allows more exact remote adjustment.
Limits the remote adjustment range.
Allows more exact remote adjustment.
Restores setup and panel settings to
factory default
Adjustment range
default
On On/OFF
OFF On/OFF
OFF On/OFF
r10 r10/r11
30 30–MAX
MAX 30–MAX
On/OFF
(device specic)
OFF rES/OFF
8
Constant Voltage (CV)
In CV mode the welding machine maintains a relatively stable, consistent voltage regardless
of the amperage. This mode is recommended to be used with carbon arc gouging and in MIG/
MAG welding with Kemppi voltage sensing wire feed systems. CV mode is activated through
the setup menu.
Voltage Reduction Device (VRD)
Master S 400 and 500 contain a voltage reduction device (VRD), which reduces the opencircuit voltage below 35 V. This reduces the risk of electric shock in particularly dangerous
environments, such as closed or damp spaces. VRD is activated through the setup menu.
Master S 400, 500
Page 11

3.3 MMA welding
In manual metal arc welding (MMA), the ller material is melted from the electrode to the
weld pool. The rate of welding current is selected on the basis of the electrode size and
welding position. The arc forms between the electrode tip and work piece. The melting
electrode coating forms a gas and slag shield, which protects the molten metal in transfer
to the weld pool and during solidication. As the slag solidies over the hot weld metal, it
prevents weld metal from oxidation. This slag coating is removed after welding e.g. with a
chipping hammer. When removing the slag coating, ensure you protect your eyes and face
with suitable equipment.
For more info, visit www.kemppi.com > Welding ABC.
3.3.1 Filler materials and equipment
Master S series can be used with most of the common electrode types for DC welding. For
welding with cellulosic electrodes, the optional kit should be tted. Electrode sizes for the unit
are listed in Technical data section later in this manual. Follow the welding specications given
on the electrode package.
1. Check that the welding cable and earth return cable connections are hand tight.
If a cable connection is loose, it will result in a decrease of welding performance,
overheating of the connection, and it may aect your product warranty cover.
2. Select and mount the correct electrode type rmly in holder.
3.3.2 Earth return cable and clamp
If possible, always x the earth return cable and clamp directly to the welding work piece.
1. Clean the connection surface of the clamp from paint, dirt and rust.
2. Connect the clamp carefully so that contact surface is as large as possible.
3. Finally check that the clamp remains fastened.
EN
3.3.3 Manual metal arc welding (MMA)
Select your required welding parameters according to the manufacturer’s ller material
recommendations and the joint to be welded.
1. Select the required polarity (+ or –) of welding current cable (normally + ) and
earth return cable (normally –) according to the ller material manufacturers
recommendations.
2. Select MMA welding mode by pressing the process selection button on the control
panel.
3. Select a suitable welding current by adjusting the current adjustment knob.
4. Make a small test weld to check the selections made.
© Kemppi Oy / 1418
9
Page 12

EN
Site your equipment in a suitable location, ensuring there is adequate cable length to
complete the weld pass. Before you start welding, ensure you are comfortably positioned in
front of the work piece, and that you are well balanced with your weight equally distributed.
Ensure that the power source current setting is correct for the electrode size selected. Draw
the welding face shield over your eyes. (Electronic welding face shields like Kemppi Beta
90X allow you to see the welding start point more accurately and better concentrate on the
welding process. This reduces the possibility of arc ash.)
NOTE! Ensure that others in the welding area are aware that you're going to weld.
To establish the arc, scratch the electrode on the surface of the work piece.
As the arc starts, move the welding electrode at a pulling angle. The boundary of the slag
formed is visible after the molten weld. It must be behind the molten weld. The distance of
the slag boundary from the molten weld can be adjusted with the welding current and the
angle of the electrode. Throughout the welding, concentrate on the length of the arc and
keep it as short as possible. The length of the arc increases easily as the electrode decreases in
length during the welding. End welding by moving the welding electrode slightly back to the
completed weld and then lifting the electrode straight away from the work piece.
Your completed weld bead should be straight and of even width and bead height, consistent
in its appearance. Travel too slowly during welding and the weld pool will get too big and may
burn through the weld piece, too fast and the resulting weld will be too small and may have
slag entrapments and/or poor strength. After welding, the solidied slag on the weld surface
should easily remove with a chipping hammer. Ensure you wear eye and face protection when
removing the slag from the weld surface.
3.3.4 Electrode welding parameter table
Electrode diameter (mm) Rutile E6013 (A) Basic E7018 (A)
1.6 30–60 30–55
2.0 50–70 50–80
2.5 60–100 80–110
3.25 80–150 90–140
4.0 100–200 125–210
5.0 150–290 200–260
6.0 200–385 220–340
7.0 280–410
3.3.5 Arc force
Adjusting arc force by turning the ArcForce knob will aect the roughness of the arc. Factory
setting for all electrode types is zero. If the value is set to -9...-1 the arc is softened and the
amount of spatter decreases when welding at the upper end of the recommended current
range of the electrode. If the value is set to 1...9 the arc gets rougher.
The value is shown on the right display during the adjustment.
3.3.6 Hot start
HotStart increases the current for the arc ignition momentarily. With very thin work pieces hot
start is generally not needed (depends on the electrode type).
The hot start value is selected between 0 and 10. Zero shuts HotStart o (no HotStart) and 10
sets it to HotStartMax. Factory setting is 5.
The value is shown on the right display during the adjustment.
10
Master S 400, 500
Page 13

3.4 TIG welding
NOTE! In TIG welding the welding cable must be connected to the negative (-) pole connection
socket and the earth return cable to the positive (+) pole connection socket.
Select your required welding parameters according to the manufacturer’s ller material
recommendations and the joint to be welded.
1. Select the required polarity of welding current cable (-) and earth return cable (+) for TIG
welding.
2. Select TIG welding mode by pressing the process selection button on the control panel.
3. Select a suitable welding current by adjusting the current adjustment knob.
4. Make a small test weld to check the selections made.
Shielding gas is used in DC TIG welding. Your dealer will give you advice on choosing gas and
equipment.
You can start welding after having made the necessary selections. Open the gas valve on the
TTM 15 V BC. When gas starts to ow, arc is lit by lightly scratching work piece with the tip of
the tungsten electrode, or with the touch and lift method (see 'Ignition by Lift TIG'). When arc
is lit, its length is regulated by holding the tip of the tungsten electrode at a suitable distance
from the work piece. Suitable arc length is usually about half the diameter of the electrode
core wire. Move the torch forwards from the starting point. If necessary, adjust current value.
The ller material, tungsten electrode and the welding current level are decided according to
the base material type and thickness, joint form and welding position.
Stop welding by lifting the torch o the welding piece and by closing the gas valve on the
torch.
NOTE! The torch voltage will remain on.
EN
NOTE! Always x the gas cylinder so that it stays steadily in upright position either in specially
made wall rack or cylinder trolley. Always close the cylinder valve after having nished welding.
Ignition by Lift TIG
You can ignite TIG arc with the Lift TIG method. Gently touch the work piece with the
electrode and quickly lift the electrode from the work piece to a suitable welding distance to
ignite the arc. If electrode contact with the work piece exceeds 1 second, the power source
ignition will automatically shut o preventing damage to the electrode.
To stop welding, quickly pull the electrode away from the work piece.
< 1.0 s
Order information for the additional equipment (TIG torch) required for TIG welding can be
found in 'Ordering codes' section later in this manual.
© Kemppi Oy / 1418
11
Page 14

EN
3.5 Carbon arc gouging
Constant voltage (CV) mode is recommended to be used with carbon arc gouging. In CV
mode the voltage is adjusted. Gouging is also possible in MMA mode. Refer to the table below
for voltage and amperage settings.
Electrode Voltage (V) / CV Mode Amperage (A) / MMA mode
6.35 mm (1/4”) 36–45 V 170–330 A
8 mm (5/16”) 39–45 V 230–450 A
9.5 mm (3/8”) 43–45 V 300–500 A
3.6 Wireless remote
In addition to the analog remote control unit, Master S also supports wireless remote. Wireless
remote is activated by selecting remote operation mode with the 'Remote' button in the panel
and then choosing 'r11' (wireless remote control R11T) through the panel's setup function.
VRD mode must be switched o. Wireless remote doesn't function when VRD is on.
Using wireless remote:
1. Set the desired welding current with the adjustment knob in the remote.
2. Touch the work piece with the remote tip and at the same time touch the remote's
contact surface with the electrode.
12
Master S 400, 500
Page 15
4. MAINTENANCE
NOTE! Watch out for mains voltage when handling electric cables!
Degree and circumstances of machine utilisation should be taken into consideration when
planning product maintenance. Careful use and preventive maintenance helps to avoid
unnecessary production disturbances and breaks. Check the condition of the welding and
connection cables daily. Do not use damaged cables.
4.1 Regular maintenance
4.1.1 Every six months
NOTE! Disconnect the plug of the machine from the mains socket and wait for about 2 minutes
before removing the casing plate.
The following maintenance operations should be carried out at least every six months:
• Electric connections of the machine – clean any oxidised parts and tighten any loose
ones.
NOTE! You must know the correct tension torques before you start repairing the connections.
• Clean the inner parts of the machine from dust and dirt e.g. with a soft brush and a
vacuum cleaner. Do not use compressed air because there is the danger that the dirt
is packed even more tightly in the gaps of the cooling proles. Do not use a pressure
washer.
NOTE! Only an authorised electrician may repair the machine.
EN
NOTE! The machine and control panel are at mains current potential. DO NOT remove either the
cover or control panel unless authorised to do so. Only authorised and trained personnel can carry
out maintenance and repair processes.
4.2 Service contract
Kemppi service workshops make special service contracts with customers about regular
maintenance. All parts are cleaned, checked and if necessary, repaired. Also the operation of
welding machine is tested.
4.3 Storage
The machine must be stored in a clean and dry room. Protect the machine from rain and direct
sunshine in places where temperature exceeds +25 °C.
4.4 Disposal of the machine
Do not dispose of electrical equipment with normal waste!
Electrical equipment that has reached the end of its life must be collected separately and
taken to an appropriate environmentally responsible recycling facility.
The owner of the equipment is obliged to deliver a decommissioned unit to a regional
collection centre, as per the instructions of local authorities or a Kemppi representative. By
applying this you will improve the environment and human health.
© Kemppi Oy / 1418
13
Page 16

EN
5. TROUBLESHOOTING
The control panel will display any errors of the system. Error code numbers are shown in the
display and can be compared to the table below.
5.1 Troubleshooting
Power On light is not illuminated.
There is no electrical power to the machine.
• Check the mains electrical supply is connected.
• Check the mains fuses, replace blown fuses.
• Check the mains cable and plug, replace defect parts.
The machine is not welding properly. Welding creates spatter. The weld joint is porous or
power supply is insucient.
• Check the welding parameter settings and adjust if needed. See welding parameter
table on page 10.
• Check that the earth return clamp is properly fastened and that earth return cable has no
defects. If necessary change the clamp location and replace defective parts.
• Check the welding cable and connector. Tighten the connection(s) and replace defective
parts.
Power source overheating pilot lamp is illuminated.
Power source has exceeded the designed working temperature. Fans are running and the
machine is in a cooling down cycle. The machine will reset automatically.
• Check that there is enough free space around the machine for cooling air circulation.
• In some cases when error occurs, the machine turns o. Then user must turn the main
switch o and on again.
• Check that welding circuit is open.
14
Master S 400, 500
Page 17

5.2 Control panel error codes
Error 1 (E1)
Error 2 (E2)
Error 3 (E3)
Error 4 (E4)
Error 5 (E5)
Error 6 (E6)
Error 7 (E7)
Error 8 (E8)
Error 9 (E9)
Error 10 (E10)
Error 11 (E11)
Error 12 (E12)
Error 13 (E13)
Error 14 (E14)
Power source is not calibrated. Calibrate power source.
Undervoltage Check the mains network connection and fuses.
Overvoltage Check the mains network connection and fuses.
Overheating. Also the overheating pilot lamp
is on. Machine drops welding current for 30s. If
error conditions still apply:
Machine stops welding.
---
--NTC warning. (IGBT overheating). Machine
drops welding current.
NTC error. (IGBT overheating). If error
conditions (Err7) still apply:
Machine stops welding (model A)
Machine shuts down (model R).
Mains network phase alarm. Check the mains network connection and fuses. If
--VRD error.
Power source is locked. Too long short circuit.
Machine stops welding.
Wrong panel type. Check the panel.
Current feedback is missing. Contact Kemppi service representative.
Ensure free air ow. Let the machine cool down.
Ensure free air ow. Let the machine cool down. Check
the environment temperature.
Ensure free air ow. Let the machine cool down. Check
the environment temperature.
connected to generator check setup jumper Gen.
Avoid long short circuits (20s).
EN
© Kemppi Oy / 1418
15
Page 18

6. ORDERING CODES
EN
Master S 400
Master S 500
Master S 400 Cel
Master S 500 Cel
Welding cable
Earth return cable
Slide bars
Remote control R10
Wireless remote control R11T
TTM 15 V BC
7. TECHNICAL DATA
Master S 400 500
Connection voltage
Rated power at max. current
Fuse (delayed)
Output at 40 °C MMA
Output at 40 °C TIG
Max welding voltage
Stick electrodes
Welding current control
Power factor at 100 %
Efficiency at 100 %
Degree of protection
Operating temperature range
EMC class
Minimum short circuit power SSC of
supply network*
R
SCE
External dimensions
Weight
*) See paragraph 2.3.
6321400
6321500
including cellulose welding characteristic 632140001
including cellulose welding characteristic 632150001
50 mm², 5 m 6184501H
70 mm², 5 m 6184701H
50 mm², 5 m 6184511H
70 mm², 5 m 6184711H
SP007023
5 m 6185409
10 m 618540901
6185442
4 m 627143201
3~50/60 Hz 380 – 440 V (-10 %…+10 %) 380 – 440 V (-10 %…+10 %)
60 % ED 20kVA 26 kVA
25 A 35 A
60 % ED 400 A / 36 V 500 A / 40 V
100 % ED 310 A / 32.4 V 390 A / 35.6 V
60 % ED 400 A / 26 V 500 A / 30 V
100 % ED 310 A / 22.4 V 390 A / 25.6 V
400 A / 48 V 500 A / 46V
ø 1.6...6.0 mm ø 1.6…7.0 mm
stepless stepless
0.90 0.90
0.89 0.89
IP23S IP23S
-20…+50 °C -20…+50 °C
A A
4.0 MVA 4.0 MVA
214 235
L x W x H 570 x 270 x 370 mm 570 x 270 x 370 mm
20.5 kg 23.5 kg
16
Master S 400, 500
Page 19

Page 20

KEMPPI OY
Kempinkatu 1
PL 13
FIN-15801 LAHTI
FINLAND
Tel +358 3 899 11
Telefax +358 3 899 428
export@kemppi.com
www.kemppi.com
Kotimaan myynti:
Tel +358 3 899 11
Telefax +358 3 734 8398
myynti.@kemppi.com
KEMPPI SVERIGE AB
Box 717
S-194 27 UPPLANDS VÄSBY
SVERIGE
Tel +46 8 590 783 00
Telefax +46 8 590 823 94
sales.se@kemppi.com
KEMPPI NORGE A/S
Postboks 2151, Postterminalen
N-3103 TØNSBERG
NORGE
Tel +47 33 346000
Telefax +47 33 346010
sales.no@kemppi.com
KEMPPI DANMARK A/S
Literbuen 11
DK-2740 SKOVLUNDE
DANMARK
Tel +45 4494 1677
Telefax +45 4494 1536
sales.dk@kemppi.com
KEMPPI BENELUX B.V.
NL-4801 EA BREDA
NEDERLAND
Tel +31 765717750
Telefax +31 765716345
sales.nl@kemppi.com
KEMPPI (UK) LTD
Martti Kemppi Building
Fraser Road
Priory Business Park
BEDFORD, MK44 3WH
UNITED KINGDOM
Tel +44 (0)845 6444201
Telefax +44 (0)845 6444202
sales.uk@kemppi.com
KEMPPI FRANCE S.A.S.
65 Avenue de la Couronne des Prés
78681 EPONE CEDEX
FRANCE
Tel +33 1 30 90 04 40
Telefax +33 1 30 90 04 45
sales.fr@kemppi.com
KEMPPI GMBH
Perchstetten 10
D-35428 LANGGÖNS
DEUTSCHLAND
Tel +49 6 403 7792 0
Telefax +49 6 403 779 79 74
sales.de@kemppi.com
KEMPPI SPÓŁKA Z O.O.
Ul. Borzymowska 32
03-565 WARSZAWA
POLAND
Tel +48 22 7816162
Telefax +48 22 7816505
info.pl@kemppi.com
KEMPPI AUSTRALIA PTY LTD
13 Cullen Place
P.O. Box 5256, Greystanes NSW 2145
SMITHFIELD NSW 2164
AUSTRALIA
Tel. +61 2 9605 9500
Telefax +61 2 9605 5999
info.au@kemppi.com
OOO KEMPPI
Polkovaya str. 1, Building 6
127018 MOSCOW
RUSSIA
Tel +7 495 240 84 03
Telefax +7 495 240 84 07
info.ru@kemppi.com
ООО КЕМППИ
ул. Полковая 1, строение 6
127018 Москва
Tel +7 495 240 84 03
Telefax +7 495 240 84 07
info.ru@kemppi.com
KEMPPI, TRADING (BEIJING) COMPANY LTD
Room 420, 3 Zone, Building B,
No.12 Hongda North Street,
Beijing Economic Development Zone,
100176 BEIJING
CHINA
Tel +86-10-6787 6064
+86-10-6787 1282
Telefax +86-10-6787 5259
sales.cn@kemppi.com
肯倍贸易(北京)有限公司
中国北京经济技术开发区宏达北
路12号
创新大厦B座三区420室 (100176)
电话: +86-10-6787 6064
+86-10-6787 1282
传真: +86-10-6787 5259
sales.cn@kemppi.com
KEMPPI INDIA PVT LTD
LAKSHMI TOWERS
New No. 2/770,
First Main Road,
Kazura Garden,
Neelankarai,
CHENNAI - 600 041
TAMIL NADU
Tel +91-44-4567 1200
Telefax +91-44-4567 1234
sales.india@kemppi.com
KEMPPI WELDING SOLUTIONS SDN BHD
No 12A, Jalan TP5A,
Taman Perindustrian UEP,
47600 Subang Jaya,
SELANGOR, MALAYSIA
Tel +60 3 80207035
Telefax +60 3 80207835
sales.malaysia@kemppi.com
www.kemppi.com
1910110
1418
 Loading...
Loading...