

Page 1
SERVICE MANUAL
DIGITAL VIDEO CAMERA
JVC SERVICE & ENGINEERING COMPANY OF AMERICA
DIVISION OF JVC AMERICAS CORP.
Head office
East Coast
Midwest
West Coast
Atlanta
Hawaii
1700 Valley Road Wayne, New Jersey 07470-9976
:
10 New Maple Avenue Pine Brook, New Jersey 07058-9641
:
705 Enterprise Street Aurora, Illinois 60504-8149
:
5665 Corporate Avenue Cypress, California 90630-0024
:
1500 Lakes Parkway Lawrenceville, Georgia 30043-5857
:
2969 Mapunapuna Place Honolulu, Hawaii 96819-2040
:
(973)317-5000
(973)396-1000
(630)851-7855
(714)229-8011
(770)339-2582
(808)833-5828
JVC CANADA INC.
Head office
Montreal
Vancouver
:
21 Finchdene Square Scarborough, Ontario M1X 1A7
:
16800 Rte Trans-Canadienne, Kirkland, Quebec H9H 5G7
:
13040 Worster Court Richmond, B.C. V6V 2B3
(416)293-1311
(514)871-1311
(604)270-1311
S40895-04
GR-DVP7U
No. 86684
GR-DVP7U
SPECIFICATIONS
Camcorder
For General
Power supply : DC 6.3 V (Using AC Power Adapter/Charger)
Power consumption
LCD monitor off, viewfinder on : Approx. 4.2 W
LCD monitor on, viewfinder off : Approx. 5.0 W
Dimensions (W x H x D) : 43 mm x 115 mm x 80 mm (1-3/4” x 4-9/16” x 3-3/16”)
Weight : Approx. 350 g (0.78 lbs) (without grip belt, battery and cassette)
Operating temperature :0°C to 40°C (32°F to 104°F)
Operating humidity : 35% to 80%
Storage temperature : –20°C to 50°C (–4°F to 122°F)
Pickup : 1/3.8” CCD
Lens : F 1.8, f = 3.8 mm to 38 mm, 10:1 power zoom lens
LCD monitor :2” diagonally measured, LCD panel/TFT active matrix system
Viewfinder : Electronic viewfinder with 0.44” color LCD
Speaker : Monaural
For Digital Video Camera
Format : DV format (SD mode)
Signal format : NTSC standard
Recording/Playback format : Video : Digital component recording
Cassette : Mini DV cassette
Tape speed : SP: 18.8 mm/s
Maximum recording time : SP: 80 min.
(using 80 min. cassette) LP: 120 min.
For Digital Still Camera
Storage media : SD Memory Card/MultiMediaCard
Compression system : Still image : JPEG (compatible)
File size
Still Image : 3 modes (1280 x 960 pixels/1024 x 768 pixels/640 x 480 pixels)
Moving Image : 2 modes (240 x 176 pixels/160 x 120 pixels)
Picture quality : 2 modes (FINE/STANDARD)
Approximate number of storable images
DC 7.2 V (Using battery pack)
(with the LCD monitor closed and the viewfinder pushed back in)
Approx. 420 g (0.93 lbs) (incl. grip belt, battery and cassette)
(It is not possible to attach any lens filter or conversion lens.)
Audio : PCM digital recording, 32 kHz 4-channel (12-bit), 48 kHz
2-channel (16-bit)
LP: 12.5 mm/s
Moving image : MPEG4 (compatible)
: « pg. 49
For Connectors
S/AV
S-Video input : Y: 0.8 V to 1.2 V (p-p), 75 Ω, analog
S-Video output : Y: 1.0 V (p-p), 75 Ω, analog
Video input : Y: 0.8 V to 1.2 V (p-p), 75 Ω, analog
Video output : Y: 1.0 V (p-p), 75 Ω, analog
Audio input : 300 mV (rms), 1 kΩ, analog, stereo
Audio output : 300 mV (rms), 50 kΩ, analog, stereo
Edit : ø3.5 mm, 2-pole
Headphone output : Stereo
DV
Input/output : 4-pin, IEEE 1394 compliant
USB : 5-pin
C: 0.2 V to 0.4 V (p-p), 75 Ω, analog
C: 0.29 V (p-p), 75 Ω, analog
AC Power Adapter/Charger
For General
Power requirement
U.S.A. and Canada : AC 120 V ` , 60 Hz
Other countries : AC 110 V to 240 V ` , 50 Hz/60 Hz
Power consumption : 23W
Output
Charge : DC 7.2 V
VTR : DC 6.3 V
Weight : Approx. 255 g (0.57 lbs)
Specifications shown are for SP mode unless otherwise indicated. E & O.E.
Design and specifications subject to change without notice.
}
}
, 1.2 A
, 1.8 A
Printed in Japan
This service manual is printed on 100% recycled paper.
COPYRIGHT © 2002 VICTOR COMPANY OF JAPAN, LTD.
No. 86684
March 2002
Page 2

TABLE OF CONTENTS
Section Title Page Section Title Page
Important Safety Precautions
INSTRUCTIONS
1. DISASSEMBLY
1.1 BEFORE ASSEMBLY AND DISASSEMBLY ......................... 1-1
1.1.1 Precautions ..................................................................... 1-1
1.1.2 Assembly and disassembly ............................................ 1-1
1.1.3 Destination of connectors ............................................... 1-1
1.1.4 Disconnection of Connectors (Wires) ............................. 1-1
1.2 JIGS AND TOOLS REQUIRED FOR DISASSEMBLY,
ASSEMBLY AND ADJUSTMENT ......................................... 1-2
1.2.1 Tools required for adjustments ........................................ 1-2
1.3 DISASSEMBLY/ASSEMBLY OF CABINET PARTS AND
BOARD ASSEMBLY ............................................................. 1-2
1.3.1 Disassembly flow chart ................................................... 1-2
1.3.2 Disassembly method ...................................................... 1-3
1.4 DISASSEMBLY OF 5 MONITOR ASSEMBLY ..................... 1-8
1.4.1 5 Monitor assembly/Hinge assembly ............................. 1-8
1.4.2 Hinge assembly .............................................................. 1-8
1.5 DISASSEMBLY OF @ OP BLOCK ASSEMBLY/CCD
BOARD ASSEMBLY ............................................................. 1-9
1.5.1 Precautions ..................................................................... 1-9
1.5.2 How to remove @ OP block assembly and CCD board
assembly......................................................................... 1-9
1.5.3 How to install @ OP block assembly and CCD board
assembly......................................................................... 1-9
1.5.4 Replacement of service parts ......................................... 1-9
1.6 DISASSEMBLY OF # E. VF ASSEMBLY ............................ 1-10
1.6.1 # E. VF assembly ......................................................... 1-10
1.7 EMERGENCY DISPLAY ..................................................... 1-11
1.8 SERVICE KNOW-HOW ....................................................... 1-12
1.9 SERVICE NOTE.................................................................. 1-14
2. MECHANISM ADJUSTMENT
2.1
PRELIMINARY REMARKS ON ADJUSTMENT AND REPAIR..
2.1.1 Precautions ..................................................................... 2-1
2.1.2 Notes on procedure for disassemby/assembly ............... 2-1
2.2 JIGS AND TOOLS REQUIRED FOR DISASSEMBLY,
ASSEMBLY AND ADJUSTMENT ......................................... 2-2
2.2.1 Tools required for adjustments ........................................ 2-2
2.3 DISASSEMBLY/ASSEMBLY OF MECHANISM ASSEMBLY 2-3
2.3.1 General statement .......................................................... 2-3
2.3.2 Explanation of mechanism mode ................................... 2-3
2.3.3 Mechanism timing chart .................................................. 2-4
2.4 DISASSEMBLING PROCEDURE TABLE ............................. 2-5
2.4.1 Disassembly/assembly ................................................... 2-7
2.4.2 List of procedures for disassembly ............................... 2-13
2.5
CHECKUP AND ADJUSTMENT OF MECHANISM PHASE .
2.6 MECHANISM ADJUSTMENTS .......................................... 2-15
2.6.1 Adjustment of the slide guide plate ............................... 2-15
2.6.2
Adjustment of the Tension Arm and Pad Arm Assemblies ..
2.6.3 Adjustment of the Slide Lever 2 .................................... 2-16
2.7 SERVICE NOTE.................................................................. 2-17
2.8 COMPATIBILITY ADJUSTMENT ........................................ 2-19
2.8.1 Jig connector cable connection .................................... 2-19
2.8.2 Tape pattern check ....................................................... 2-19
2-1
2-14
2-16
3. ELECTRICAL ADJUSTMENT
3.1 PRECAUTION ....................................................................... 3-1
3.2 SETUP .................................................................................. 3-2
4. CHARTS AND DIAGRAMS
NOTES OF SCHEMATIC DIAGRAM .......................................... 4-1
CIRCUIT BOARD NOTES ........................................................... 4-2
4.1 BOARD INTERCONNECTIONS ........................................... 4-3
4.2
SYSCON-CPU SCHEMATIC DIAGRAM .................................... 4-5
4.3 SERVO SCHEMATIC DIAGRAM ................................................ 4-7
4.4 MDA SCHEMATIC DIAGRAM .................................................... 4-9
4.5 AUDIO AD/DA SCHEMATIC DIAGRAM ................................... 4-11
4.6 MAIN AUDIO SCHEMATIC DIAGRAM ..................................... 4-13
4.7 DV MAIN SCHEMATIC DIAGRAM ........................................... 4-15
4.8 PRE/REC SCHEMATIC DIAGRAM .......................................... 4-17
4.9 VIDEO I/O SCHEMATIC DIAGRAM ......................................... 4-19
4.10 CDS/AD SCHEMATIC DIAGRAM .......................................... 4-21
4.11 CAM.DSP SCHEMATIC DIAGRAM ....................................... 4-23
4.12 TG/VDR SCHEMATIC DIAGRAM .......................................... 4-25
4.13 REGCON SCHEMATIC DIAGRAM ........................................ 4-27
4.14 REG SCHEMATIC DIAGRAM ................................................ 4-29
4.15 VF MAIN SCHEMATIC DIAGRAM ......................................... 4-31
4.16 MONITOR MAIN SCHEMATIC DIAGRAM ............................. 4-33
4.17 DSC SCHEMATIC DIAGRAM ................................................ 4-35
4.18 USBDRV SCHEMATIC DIAGRAM ......................................... 4-37
4.19 SD SCHEMATIC DIAGRAM ................................................... 4-39
4.20 WBSEN/SW SCHEMATIC DIAGRAM .................................... 4-41
4.21 OPDRV SCHEMATIC DIAGRAM ........................................... 4-43
4.22 BOTTOM SCHEMATIC DIAGRAM ........................................ 4-45
4.23 MONITOR SCHEMATIC DIAGRAM ....................................... 4-47
4.24 W/B AND CCD SCHEMATIC DIAGRAMS ............................. 4-49
4.25 EJECT AND VF BL SCHEMATIC DIAGRAMS ...................... 4-50
4.26 MAIN CIRCUIT BOARD ......................................................... 4-51
4.27 OP MDA CIRCUIT BOARD .................................................... 4-57
4.28 BOTTOM CIRCUIT BOARD ................................................... 4-59
4.29 MONITOR, CCD, EJECT AND VF BL CIRCUIT BOARDS .... 4-61
4.30 VOLTAGE CHARTS ............................................................... 4-63
4.31 POWER SYSTEM BLOCK DIAGRAM ................................... 4-67
4.32 VIDEO SYSTEM BLOCK DIAGRAM ...................................... 4-69
5. PARTS LIST
5.1 PACKING AND ACCESSORY ASSEMBLY <M1> ............... 5-1
5.2 FINAL ASSEMBLY <M2> ..................................................... 5-3
5.3 MECHANISM ASSEMBLY <M3> ......................................... 5-6
5.4 ELECTRONIC VIEWFINDER ASSEMBLY <M4> ................ 5-8
5.5 MONITOR ASSEMBLY <M5> .............................................. 5-9
5.6 ELECTRICAL PARTS LIST ................................................. 5-10
MAIN BOARD ASSEMBLY <01> ............................................. 5-10
OP MDA BOARD ASSEMBLY <02> ........................................ 5-19
BOTTOM BOARD ASSEMBLY <03> ....................................... 5-20
MONITOR BOARD ASSEMBLY <04> ..................................... 5-20
CCD BOARD ASSEMBLY <05> .............................................. 5-21
EJECT BOARD ASSEMBLY <06> .......................................... 5-21
VF BL BOARD ASSEMBLY <07> ............................................ 5-21
Page 3

Important Safety Precautions
Prior to shipment from the factory, JVC products are strictly inspected to conform with the recognized product safety and electrical codes of the
countries in which they are to be sold. However, in order to maintain such compliance, it is equally important to implement the following precautions
when a set is being serviced.
Precautions during Servicing
•
1. Locations requiring special caution are denoted by labels and inscriptions on the cabinet, chassis and certain parts of the product.
When performing service, be sure to read and comply with these
and other cautionary notices appearing in the operation and service manuals.
2. Parts identified by the ! symbol and shaded ( ) parts are
critical for safety.
Replace only with specified part numbers.
Note: Parts in this category also include those specified to com-
ply with X-ray emission standards for products using
cathode ray tubes and those specified for compliance
with various regulations regarding spurious radiation
emission.
3. Fuse replacement caution notice.
Caution for continued protection against fire hazard.
Replace only with same type and rated fuse(s) as specified.
4. Use specified internal wiring. Note especially:
1) Wires covered with PVC tubing
2) Double insulated wires
3) High voltage leads
5. Use specified insulating materials for hazardous live parts. Note
especially:
1) Insulation Tape 3) Spacers 5) Barrier
2) PVC tubing 4) Insulation sheets for transistors
6. When replacing AC primary side components (transformers, power
cords, noise blocking capacitors, etc.) wrap ends of wires securely
about the terminals before soldering.
12. Crimp type wire connector
In such cases as when replacing the power transformer in sets
where the connections between the power cord and power transformer primary lead wires are performed using crimp type connectors, if replacing the connectors is unavoidable, in order to prevent
safety hazards, perform carefully and precisely according to the
following steps.
1) Connector part number : E03830-001
2) Required tool : Connector crimping tool of the proper type which
will not damage insulated parts.
3) Replacement procedure
(1) Remove the old connector by cutting the wires at a point
close to the connector.
Important : Do not reuse a connector (discard it).
cut close to connector
Fig.3
(2) Strip about 15 mm of the insulation from the ends of the
wires. If the wires are stranded, twist the strands to avoid
frayed conductors.
15 mm
Fig.1
7. Observe that wires do not contact heat producing parts (heatsinks,
oxide metal film resistors, fusible resistors, etc.)
8. Check that replaced wires do not contact sharp edged or pointed
parts.
9. When a power cord has been replaced, check that 10-15 kg of
force in any direction will not loosen it.
Power cord
Fig.2
10. Also check areas surrounding repaired locations.
11. Products using cathode ray tubes (CRTs)
In regard to such products, the cathode ray tubes themselves, the
high voltage circuits, and related circuits are specified for compliance with recognized codes pertaining to X-ray emission.
Consequently, when servicing these products, replace the cathode ray tubes and other parts with only the specified parts. Under
no circumstances attempt to modify these circuits.
Unauthorized modification can increase the high voltage value and
cause X-ray emission from the cathode ray tube.
Fig.4
(3) Align the lengths of the wires to be connected. Insert the
wires fully into the connector.
Metal sleeve
Connector
Fig.5
(4) As shown in Fig.6, use the crimping tool to crimp the metal
sleeve at the center position. Be sure to crimp fully to the
complete closure of the tool.
1
.2
5
2
.0
5
.5
Fig.6
(5) Check the four points noted in Fig.7.
Not easily pulled free
Wire insulation recessed
more than 4 mm
Fig.7
Crimping tool
Crimped at approx. center
of metal sleeve
Conductors extended
I
S40888-01
Page 4
Safety Check after Servicing
•
Examine the area surrounding the repaired location for damage or deterioration. Observe that screws, parts and wires have been returned
to original positions, Afterwards, perform the following tests and confirm the specified values in order to verify compliance with safety
standards.
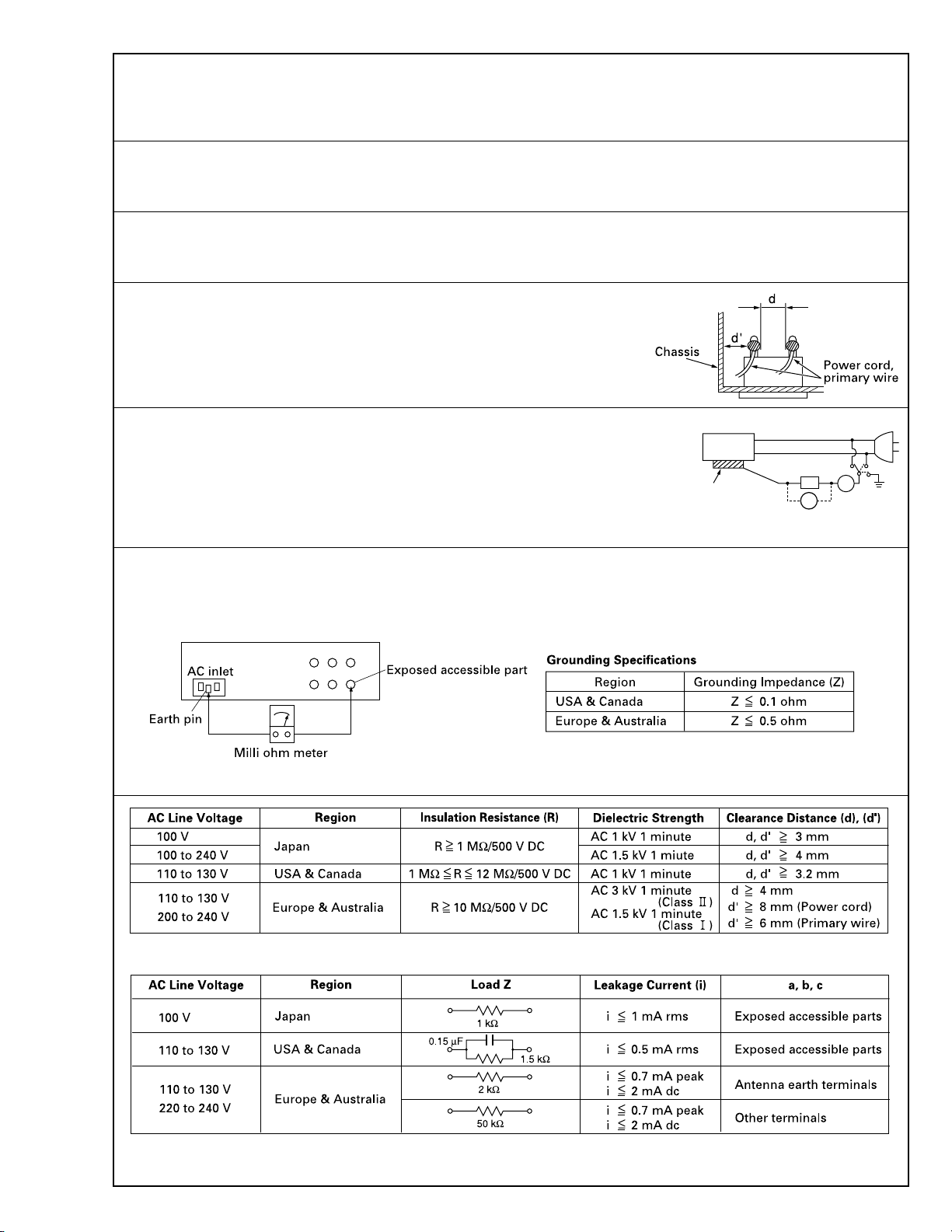
1. Insulation resistance test
Confirm the specified insulation resistance or greater between power cord plug prongs and externally exposed parts of the set (RF terminals, antenna terminals, video and audio input and output
terminals, microphone jacks, earphone jacks, etc.). See table 1 below.
2. Dielectric strength test
Confirm specified dielectric strength or greater between power cord plug prongs and exposed accessible parts of the set (RF terminals, antenna terminals, video and audio input and output terminals,
microphone jacks, earphone jacks, etc.). See table 1 below.
3. Clearance distance
When replacing primary circuit components, confirm specified clearance distance (d), (d’) between soldered terminals, and between terminals and surrounding metallic parts. See table 1
below.
Fig. 8
4. Leakage current test
Confirm specified or lower leakage current between earth ground/power cord plug prongs and
externally exposed accessible parts (RF terminals, antenna terminals, video and audio input and
output terminals, microphone jacks, earphone jacks, etc.).
Measuring Method : (Power ON)
Insert load Z between earth ground/power cord plug prongs and externally exposed accessible
parts. Use an AC voltmeter to measure across both terminals of load Z. See figure 9 and following
table 2.
Externally
exposed
accessible part
Fig. 9
Z
V
ab
A
c
5. Grounding (Class 1 model only)
Confirm specified or lower grounding impedance between earth pin in AC inlet and externally exposed accessible parts (Video in, Video out,
Audio in, Audio out or Fixing screw etc.).
Measuring Method:
Connect milli ohm meter between earth pin in AC inlet and exposed accessible parts. See figure 10 and grounding specifications.
Fig. 10
Table 1 Specifications for each region
Table 2 Leakage current specifications for each region
Note: These tables are unofficial and for reference only. Be sure to confirm the precise values for your particular country and locality.
II
S40888-01
Page 5

SECTION 1
DISASSEMBLY
1.1 BEFORE ASSEMBLY AND DISASSEMBLY
1.1.1 Precautions
1. Be sure to remove the power supply unit prior to mounting and soldering of parts.
2. When removing a component part that needs to disconnect the connector and to remove the screw for removing itself, first disconnect the connecting wire from the
connector and then remove the screw beforehand.
3. When connecting and disconnecting the connectors, be
careful not to damage the wire.
4. Carefully remove and handle the part to which some
spacer or shield is attached for reinforcement or insulation.
5. When replacing chip parts (especially IC parts), desolder
completely first (to prevent peeling of the pattern).
6. Tighten screws properly during the procedures.
Unless specified otherwise, tighten screws at a torque
of 0.078N
•
m(0.8kgf•cm).
1.1.2 Assembly and disassembly
STEP
No.
1
2
3
PART
COVER(UNDER) Fig.1-3-1 (S1)—
COVER(SHOE) Fig.1-3-2 2(S2),2(L2)—
MIC COVER ASSY
Fig.No.
POINT NOTE
(S3a),2(S3b) —
1.1.4 Disconnection of Connectors (Wires)
Connector
Pull both ends of the connector in the arrow direction, remove the lock and disconnect the flat wire.
Flat wire
Connector
Fig. 1-1-1 Connector 1
Extend the locks in the direction of the arrow for unlocking
and then pull out the wire. After removing the wire, immediately restore the locks to their original positions because
the locks are apt to come off the connector.
Flat wire
(1) (2) (3) (4) (5)
(1) Indicate the disassembly steps. When assembling, per-
form in the reverse order of these steps. This number
corresponds to the number in the disassembly diagram.
(2) Indicates the name of disassembly/assembly parts.
(3) Indicates the number in the disassembly diagram.
(4) Indicates parts and points such as screws, washers,
springs which must be removed during disassembly/
assembly.
Symbol Name, Point
S Screw
L Lock, Pawl, Hook
SD Soldering
CN Connector
(Example)
• 2 (S1) : Remove the two screws (S1) for removing the
part 1.
• CN 1a: Disconnect the connector 1a.
• SD 1 : Unsolder at the point SD 1.
(5) Precautions on disassembly/assembly.
1.1.3 Destination of connectors
Note:
Three kinds of double-arrows in connection tables respectively show kinds of connector/wires.
↔ : Wire
⇔ : Flat wire (FPC, FFC)
: Board to Board connector
[Example]
NOTE:
Remove the parts marked in
CONN.
No.
CN4a MAIN CN112 ⇔ SUB OPE UNIT – 8
CN4b MAIN CN113 ⇔ MONITOR CN401 39/33
CONNECTOR
.
Pin No.
1-1
Connector
Fig. 1-1-2 Connector 2
B-B connector
Pull the board by both the sides in the direction of the arrow for disconnecting the B-B connector.
Connector
Connector
Fig. 1-1-3 Connector 3
Connector
Fig. 1-1-4 Connector 4
Page 6

1.2 JIGS AND TOOLS REQUIRED FOR DISASSEMBLY, ASSEMBLY AND ADJUSTMENT
1.2.1 Tools required for adjustments
1
Torque driver
YTU94088
2
Bit
YTU94088-003
1.3 DISASSEMBLY/ASSEMBLY OF CABINET PARTS AND BOARD ASSEMBLY
1.3.1 Disassembly flow chart
This flowchart indicates the disassembly step for the cabinet parts and board assembly in order to gain access to
item(s) to be serviced. When reassembling, perform the
step(s) in reverse order.
3
5
Tweezers
P-895
Cleaning cloth
KSMM-01
Chip IC replacement jig
4
PTS40844-2
Table 1-2-1
1. Torque driver
Be sure to use to fastening the mechanism and exterior
parts because those parts must strictly be controlled for
tightening torque.
2. Bit
This bit is slightly longer than those set in conventional
torque drivers.
3. Tweezers
To be used for removing and installing parts and wires.
4. Chip IC replacement jig
To be used for adjustment of the camera system.
5. Cleaning cloth
Recommended cleaning cloth to wipe down the video
heads, mechanism (tape transport system), optical lens
surface.
1
2
3
4
5
6
7
8
9
0
!
@
COVER (UNDER)
COVER (SHOE)
MIC COVER ASSY
UPPER CASE ASSY
(Inc.MONITOR ASSY)
MONITOR ASSY
SHUTTER ASSY
BOTTOM ASSY
LOWER CASE ASSY
(Inc.MICROPHONE
/E.VF UNIT
/OP MDA BOARD ASSY/SHOE ASSY
/OP BLOCK ASSY)
MAIN BOARD ASSY
MECHANISM ASSY
MICROPHONE
OP BLOCK ASSY
#
$
%
E. VF UNIT
OP MDA BOARD ASSY
SHOE ASSY
Table 1-3-1
1-2
Page 7
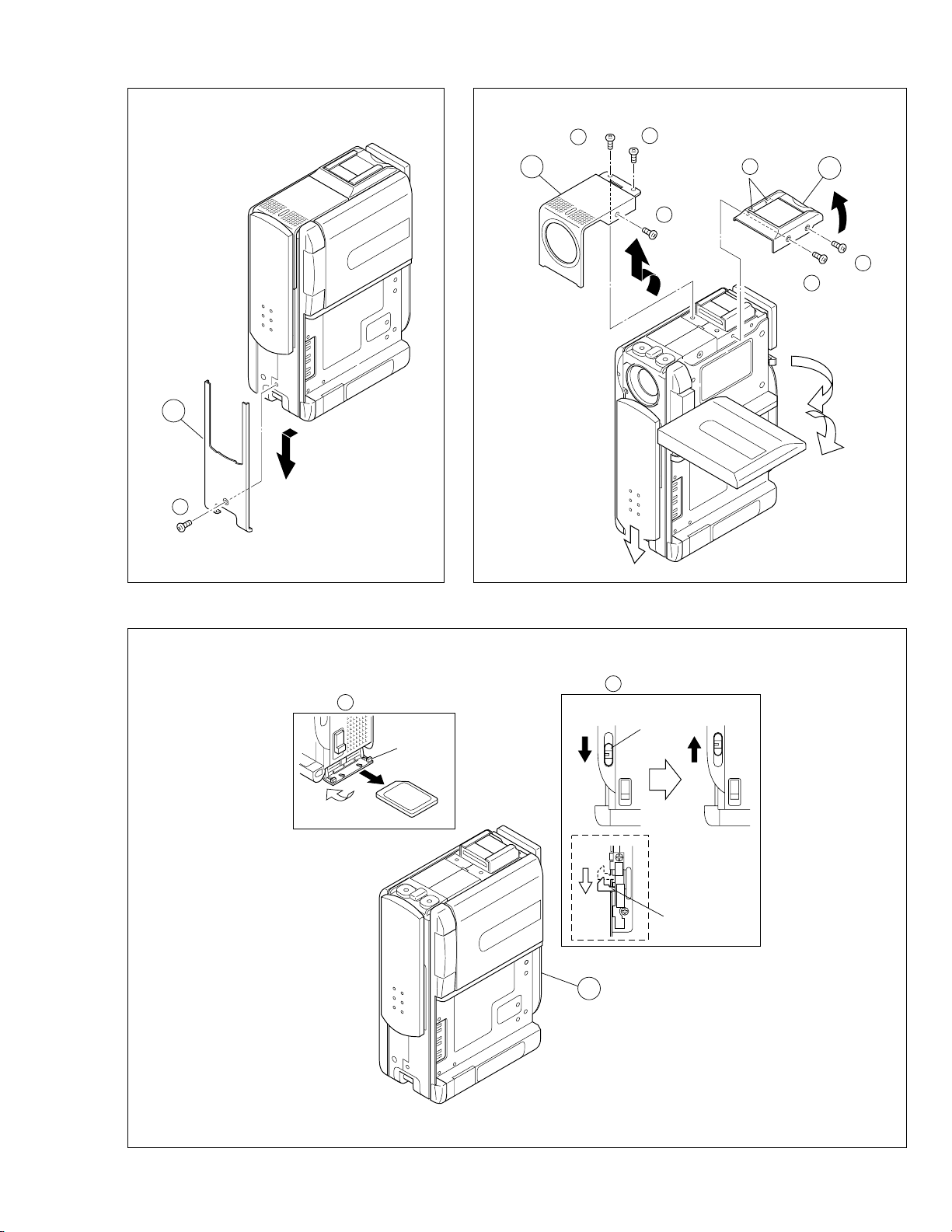
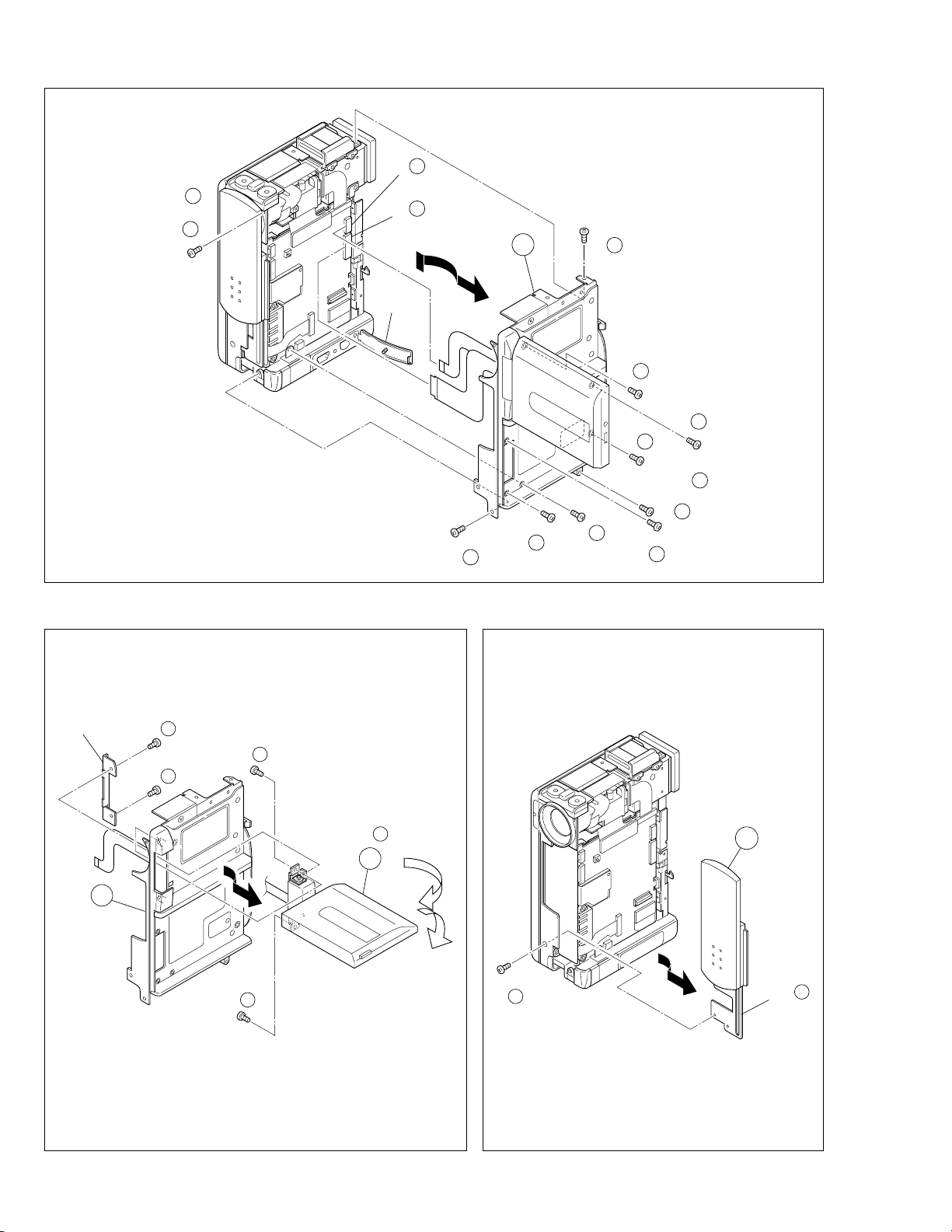
1.3.2 Disassembly method
STEP
No.
1
2
3
4
5
6
7
8
9
0
!
PART
COVER (UNDER) Fig.1-3-1 (S1) —
COVER (SHOE) Fig.1-3-2 2(S2), 2(L2) —
MIC COVER ASSY
UPPER CASE ASSY
(Inc.MONITOR ASSY)
MONITOR ASSY Fig.1-3-4 2(S5a), GUIDE(MONI), 2(S5b) NOTE5
SHUTTER ASSY Fig.1-3-5(S6
BOTTOM ASSY Fig.1-3-6
LOWER CASE ASSY
(Inc. MICROPHONE,
E.VF UNIT, CN8c, CN8d, CN8e, 3(S8)
OP MDA BOARD
ASSY,SHOE ASSY,
OP BLOCK ASSY)
MAIN BOARD ASSY
MECHANISM ASSY
MICROPHONE Fig.1-3-9a — NOTE!
Fig.No.
(S3a), 2(S3b) —
Fig.1-3-3a (SD CARD) NOTE4a
Fig.1-3-3b
Fig.1-3-7 CN8a, CN8b, NOTE8
Fig.1-3-8 SHEET(SHUTTER), 2(S9) —
(S4a), (S4b), 3(S4c), 2(S4d),
2(S4e), (S4f),
CN 4a, CN4b
CN 7, 2(S 7a), 2(S7b), 3(S7c),
(S7d)
SHEET(SHUTTER),
(L9a), SHIELD ASSY, CN 9a,
CN 9b, CN 9c, CN 9d,
(L9b), CN 9e, CN 9f
(S0a),BRACKET(PRE/REC),
3(S0b),BRACKET(MECHA) ASSY
POINT NOTE
)
NOTE4b
NOTE4c
NOTE4d
NOTE
NOTE7
@ OP BLOCK ASSY (S@), 2(S$a) NOET@
E.VF UNIT
#
OP MDA BOARD Fig.1-3-9b 2(S$b), CN@ NOTE$
$
ASSY NOTE$
SHOE ASSY
%
(S#a), (S#b), CN# NOTE#a
CN%
, 2(S%)
NOTE#b
NOTE#c
NOTE
NOTE 4a:
NOTE 4b:
NOTE 4c:
NOTE 4d:
NOTE 5:
NOTE 6:
NOTE 7:
6
a
b
%
NOTE 8:
NOTE !:
NOTE @:
NOTE #a:
NOTE #b:
NOTE $a:
NOTE @, #c, $b, % :
If a card is installed, remove it in advance.
Be careful not to damage the battery removal switch.
When disassembling, ensure that the lock lever is in the
low position and set the battery removal switch only to
the up position.
A screw (14) is located inside the Cover (MULTI/USB).
Slide down the shutter and remove the screw (15).
Refer to Fig. 1-4-1 for the disassembly method.
Be careful not to damage or lose the parts.
Take care of the removed screws.
For the disassembly/assembly of the E. VF unit, Shoe
assembly, OP MDA board assembly, and OP block assembly, see section 1.8, “SERVICE KNOW-HOW”.
Leave the microphone connected to the OP block assembly.
Refer to Fig. 1-5-1 for the disassembly method.
Be careful not to cut the FPC wire or damage any of
the switches during work.
Refer to Fig. 1-6-1 for the disassembly method.
Be careful not to lose the parts.
When assembling, attach the OP block assembly, E.VF
assembly and the shoe assembly on the OP MDA board
assembly and install them together in the lower case
assembly.
Table 1-3-2
Note:
Remove the parts marked in .
CONN.
No.
CN4a MAIN CN112 ⇔ SUB OPE UNIT - 8
CN4b MAIN CN113 ⇔ MONITOR CN401 39/33
CN7MAIN CN107 BOTTOM CN301 50
CN8a MAIN CN110 OP MDA CN201 80
CN8b MAIN CN111 ⇔ CCD - 20
CN8c MAIN CN109 ⇔ ZOOM OPE UNIT - 13
CN8d MAIN CN108 ↔ EJECT SW - 2
CN8e MAIN CN115 ↔ MICROPHONE - 4
CN9a MAIN CN102 ⇔ LOADING MOTOR - 6
CN9b MAIN CN103 ⇔ ROTARY ENCODER - 6
CN9c MAIN CN101 ⇔ HEAD - 8
CN9d MAIN CN106 ⇔ SENSOR - 16
CN9e MAIN CN105 ⇔ CAPSTAN MOTOR - 18
CN9f MAIN CN104 ⇔ DRUM MOTOR - 11
CN@ OP MDA CN204 ⇔ OP BLOCK ASSY - 24
CN# OP MDA CN203 ⇔ VF BL CN7001 20
CN% OP MDA CN202 ⇔ SHOE ASSY - 16/13
CONNECTOR
Pin No.
1-3
Table 1-3-3
Page 8
1
(S a)
4
3
(S b)
5
3
(S b)
6
3
(S )
3
2
(S )
2
2
(L )
2
2
3
1
1
(S )
Fig. 1-3-1
NOTE a
Fig. 1-3-2
NOTE b
4
COVER
4
BATT. RELEASE
SWITCH
(SD)
LOCK LEVER
4
Fig. 1-3-3a
1-4
Page 9
4
CN a
NOTE d
4
15
4
(S f)
: 0.118 N•m (1.2 kgf•cm)
∗
CN
COVER
(M/USB)
Fig. 1-3-3b
4
b
16
4
(S e)
4
∗
12
4
(S d)
(S a)
13
4
(S c)
7
4
8
4
(S b)
10
(S c)
∗
(S d)
(S c)
4
NOTE c
14
4
(S e)
11
4
9
4
4
GUIDE
(MONI)
∗
17
5
(S a)
∗
18
5
(S a)
∗
19
5
(S b)
NOTE
5
6
5
4
∗
20
5
(S b)
: 0.098 N•m (1.0 kgf•cm)
∗
21
6
(S )
NOTE
6
1-5
Fig. 1-3-4
Fig. 1-3-5
Page 10

8
CASS.
COVER
NOTE
8
CN b
8
CN e
8
CN c
8
CN d
8
SHEET
(SHUTTER)
CN a
8
(S )
30
8
(S )
31
8
(S )
32
8
NOTE
23
7
(S a)
7
24
7
(S b)
CASS.
COVER
25
(S b)
26
7
(S c)
27
7
(S c)
7
CN
28
7
(S c)
22
7
(S a)
29
7
(S d)
7
23
7
(S a)
7
24
(S b)
7
25
7
(S b)
Fig. 1-3-6
Fig. 1-3-7
10
SHEET
(SHUTTER)
36
10
(S b)
BRACKET(MECHA) ASSY
9
CN a
9
38
10
(S b)
9
(L b)
CN b
9
CN d
9
9
(S )
33
9
34
(S )
9
SHIELD
ASSY
9
(L a)
BRACKET
(PRE/REC)
35
10
(S a)
37
10
(S b)
9
CN c
CN e
9
CN f
Fig. 1-3-8
1-6
Page 11

41
14
(S a)
40
14
(S a)
15
NOTE b,c
13
13
13
CN
42
13
(S a)
8
NOTE
14
13
a
43
13
(S b)
NOTE a
13
OP MDA
PWB
SW
46
15
(S )
Fig. 1-3-9a
47
15
(S )
NOTE
15
15
11
NOTE
39
12
(S )
12
12
11
NOTE
12
1-7
NOTE a
14
KNOB
(VIDEO
/DSC)
14
NOTE b
14
Fig. 1-3-9b
CN
15
CN
(S b)
(S b)
12
44
14
45
14
Page 12

1.4 DISASSEMBLY OF 5 MONITOR ASSEMBLY
1.4.1 5 Monitor assembly/Hinge assembly
1. Remove the three screws (1 to 3) and then remove the
monitor cover by disengaging the two hooks (L5a, L5b)
at the top and bottom.
Note
a:
Be careful not to lose part (Rib).
5
2. Pull out the part (sensor) from the monitor case assembly.
3. Release the lock of the connector CN5a. Disengage the
two hooks (L5c, L5d) to remove the hinge assembly
from monitor case, then remove the FPC from the hinge
assembly.
Note
b:
When removing the parts out of the monitor case
5
assembly, be very careful not to damage the FPC
and parts.
4. Take out the LCD module, back light and monitor board
assembly from the monitor case assembly. Be careful
with the hooks (L5e, L5f) on the two sides.
Disconnect the FPC assembly from the connector
(CN5b) and remove the LCD module. Be careful with
the hooks (L5g ,L5h) on the two sides.
MONITOR
CASE ASSY
1.4.2 Hinge assembly
1. Remove the two screws (4,5) to take out the FPC assembly while removing the hinge cover (L).
Note
c:
Be careful not to lose any part during the above-
5
mentioned process.
2. Remove the hinge cover (U) from hinge assembly.
3. Remove the FPC assembly from the hinge assembly.
d:
Note
Be careful not to lose any part during the abobe
5
mentioned process.
Note5e:
When reassembling, wind the FPC assembly
around the hinge assembly by three turns and a
half.
Be careful not to break the FPC wire during the
work.
: 0.058 N•m (0.6 kgf•cm)
∗
5
NOTE e
FPC ASSY
HINGE
ASSY
5
(L f)
b
a
5
(L e)
LCD
MODULE
HINGE
COVER(L)
5
NOTE d
HINGE
ASSY
FPC ASSY
5
NOTE b,d,e,f
5
(L d)
b
(L h)
5
(L g)
SENSOR
5
(L c)
MAGNET
NOTE c
BACK LIGHT
5
c
(S c)
(S c)
5
∗
4
5
HINGE
COVER(U)
∗
5
5
c
5
CN b
CN c
CN a
NOTE a
RIB
1
5
(S a)
2
5
(S a)
NOTE c
MARKING
MONITOR
BOARD ASSY
5
5
5
5
(L a)
a
5
MONITOR
COVER
5
(L b)
3
5
(S a)
Fig. 1-4-1
1-8
Page 13

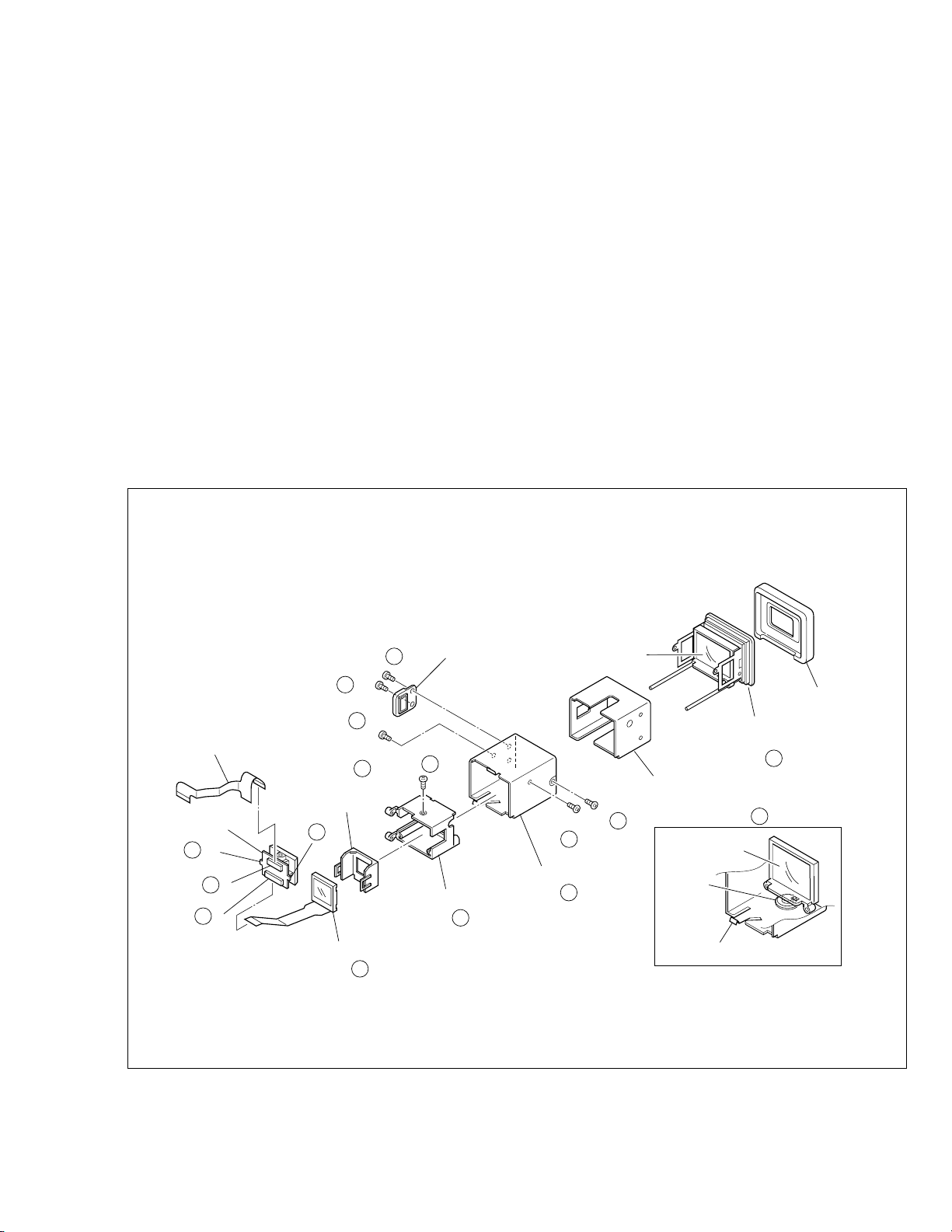
1.5 DISASSEMBLY OF @ OP BLOCK ASSEMBLY/CCD
BOARD ASSEMBLY
1.5.1 Precautions
1. Carefully handle the CCD image sensor, optical LPF,
lens, etc. during the disassembly work. Pay the most
careful attention to the surface of those parts not to get
it soiled, scratched or dusty. If some of those surfaces
gets soiled with fingerprints, etc., wipe it out with silicone
paper, clean chamois, cleaning cloth or the like.
2. The new CCD image sensor is occasionally shipped from
the factory as a protection seal is applied onto its transparent glass. If so, leave the protection seal as it is and
remove it just before installing the CCD image sensor in
the OP block assembly.
1.5.2 How to remove @ OP block assembly and CCD
board assembly
1. Unsolder at the fourteen points (SD@) and remove the
CCD board assembly.
2. Remove the two screws (1, 2) and then remove the CCD
base assembly.
Note
a:
Carefully remove the CCD base assembly, be-
@
cause the space rubber and optical LPF may be
removed together with the CCD image sensor.
Note@b:
When replacing the CCD image sensor, don’t replace it individually but replace the CCD base assembly in whole with a new one.
1.5.3 How to install @ OP block assembly and CCD
board assembly
1. Install the optical LPF with the @ OP block assembly.
2. With the spacer rubber left attached to the CCD base
assembly, install the assembly in the OP block assembly and clamp it using the two screws (1, 2).
3. Set the CCD board assembly in the CCD base assembly, and fasten it by soldering at the fourteen points
(SD@).
1.5.4 Replacement of service parts
Service parts to be supplied for the OP block assembly are
as follows.
When replacing a part, be very careful not to get the FPC
wire broken or damaged by soldering (overheating).
1. Focus motor
2. Zoom motor
3. Iris motor unit
Note
c:
When soldering the FPC wire of the focus motor
@
or zoom motor during the replacement work, be
sure to keep the tip of a soldering iron approximately 1 mm above the terminal.
Note@d:
The iris motor unit includes one FPC assembly
and two sensors.
∗
3
12
(S b)
NOTE d
12
IRIS MOTOR
UNIT
FOCUS MOTOR
NOTE c
12
∗
5
12
(S c)
∗
4
12
(S b)
∗
8
12
(S c)
OP BLOCK
OP
SIDE
∗
9
12
(S c)
OPTICAL
LPF
NOTE a
12
CCD
SIDE
BLUE
(S c)
(S a)
SPACER
RUBBER
∗
(S c)
6
∗
12
ZOOM MOTOR
NOTE c
(SD )
1
∗
12
7
12
12
2
∗
12
(S a)
CCD BASE
ASSY
NOTE a,b
12
CCD
<05>
12
1-9
: 0.118 N•m (1.2 kgf•cm)
∗
Fig. 1-5-1
Page 14
1.6 DISASSEMBLY OF
1.6.1
Note
Note#b:
1. Draw the frame (VF) out of the case assembly.
2. Remove the eyecup and pull out the guide (VF).
<Case assembly>
3. While holding the guide (VF), pull out the case assem-
4. Remove the three screws (3-5) and draw out the eye-
Note
5. Draw out the guide (VF).
E. VF assembly
#
a:
When disassembling the E. VF assembly, remove
#
the frame (VF) from the case assembly depending on the situation.
Be very careful not to get the inside of the VF
soiled or dusty during and after disassembling the
E. VF assembly.
bly, remove the two screws (1, 2) and remove the cap
(VF).
piece sub assembly.
c:
A lens assembly and a lever are mounted on the
#
eye-piece sub assembly. When removing this assembly, be careful not to damage them.
E. VF ASSEMBLY
#
<Frame (VF)>
6. Remove the screw (6) first and then LCD module/holder
(LCD).
7. Get the two hooks (L#a, L#b) disengaged and then remove the holder (LCD).
Note
d:
Carefully proceed with the above-mentioned work
#
not to damage any part.
8. Disconnect the connector (CN#b) and remove the LCD
module.
e:
Note
Pay heed the parts not to damage any thing.
#
: 0.069 N•m (0.7 kgf•cm)
∗
FPC ASSY
NOTE d
B/L PWB
13
(L
a)
13
CN a
13
CN b
13
(L b)
LCD MODULE
NOTE b,e
(S a)
∗
2
13
(S a)
3
∗
13
(S b)
13
HOLDER
(LCD)
13
∗
1
13
∗
(S c)
FRAME(VF)
NOTE a,b
CAP(VF)
6
13
13
∗
4
13
(S b)
CASE ASSY
NOTE a,c
13
LENS
∗
5
13
(S b)
GUIDE(VF)
LEVER
CASE ASSY
EYE PIECE
SUB ASSY
NOTE c
NOTE c
LENS
13
EYE CUP
13
Fig. 1-6-1
1-10
Page 15
1.7 EMERGENCY DISPLAY
Whenever some abnormal signal is input to the syscon CPU,
an error number (E01, as an example) is displayed on the
LCD monitor or (in the electronic view finder).
In every error status, such the message as shown below
alternately appear over and over.
• In an emergency mode, all operations except turning on/
off the POWER switch are ineffectual.
LCD
display
E01 LOADING
E02 UNLOADING
E03 TU & SUP REEL
Emergency
mode
FG
Details
In the case the encoder position is not shifted
to the next point though the loading motor has
rotated in the loading direction for 4 seconds
or more. This error is defined as [E01].
In the case the encoder position is not shifted
to the next point though the loading motor has
rotated in the unloading direction for 4 seconds
or more. This error is defined as [E02].
In the case no REEL FG is produced for 4 seconds or more in the capstan rotation mode after loading was complete, the mechanism mode
is shifted to STOP with the pinch roller set off.
This error is defined as [E03].
However, no REEL EMG is detected in the
SLOW/STILL mode.
Example (in case of the error number E01):
E01
UNIT IN
SAFEGUARD MODE
E01
REMOVE AND
REATTACH BATTERY
Possible cause
1. The mechanism is locked during mode shift.
2. The mechanism is locked at the mechanism loading
end, because the encoder position is skipped during
mechanism mode shift.
3. No power is supplied to the loading MDA.
1. The mechanism is locked during mode shift.
2. The mechanism is locked at the mechanism loading
end, because the encoder position is skipped during
mechanism mode shift.
1. The idler gear does not engage with the reel disk well.
2. Though the idler gear and reel disk are engaged with
each other, the tape is not wound because of overload to the mechanism.
3. No FG pulse is output from the reel sensor.
4. No power is supplied to the reel sensor.
5. Tape transport operation takes place with a cassette
having no tape inside.
6. The tape slackens and no pulse is produced until the
slack is taken up and the tape comes into the normal
status.
E04 DRUM FG
E05 –
E06 CAPSTAN FG
In the case there is no DRUM FG input in the
drum rotation mode for 4 seconds or more. This
error is defined as [E04], and the mechanism
mode is shifted to STOP with the pinch roller
set off.
–
In the case no CAPSTAN FG is produced in
the capstan rotation mode for 2 seconds or
more. This error is defined as [E06], and the
mechanism mode is shifted to STOP with the
pinch roller set off.
However, no CAPSTAN EMG is detected in the
STILL/FF/REW mode.
Table 1-7-1
1. The drum cannot be started or drum rotation is stopped
because tape transport load is too high.
1) Tape tension is extremely high.
2) The tape is damaged or soiled with grease, etc.
2. The DRUM FG signal is not received by the syscon
CPU.
1) Disconnection in the middle of the signal line.
2) Failure of the DRUM FG pulse generator (hall ele-
ment).
3. No drum control voltage is supplied to the MDA.
4. No power is supplied to the DRUM MDA.
–
1. The CAPSTAN FG signal is not received by the syscon
CPU.
1) Disconnection in the middle of the signal line.
2) Failure of the CAPSTAN FG pulse generator (MR
element).
2. No capstan control voltage is supplied to the MDA.
3. No power is supplied to the CAPSTAN MDA.
4. The capstan cannot be started or capstan rotation is
stopped because tape transport load is too high.
1) Tape tension is extremely high. (Mechanical lock-
ing)
2) The tape is damaged or soiled with grease, etc.
(Tape tangling occurs, etc.)
(DVC_03)
1-11
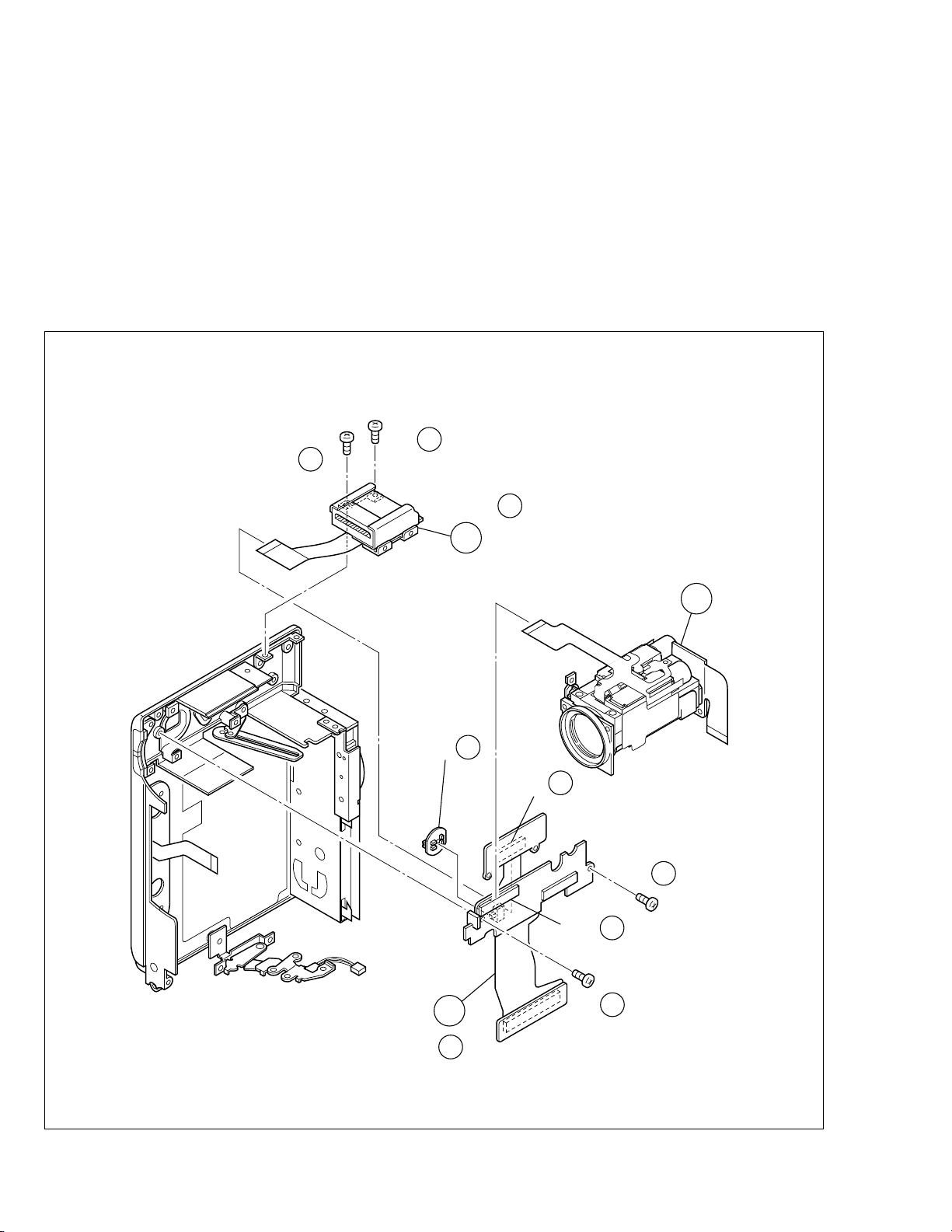
Page 16
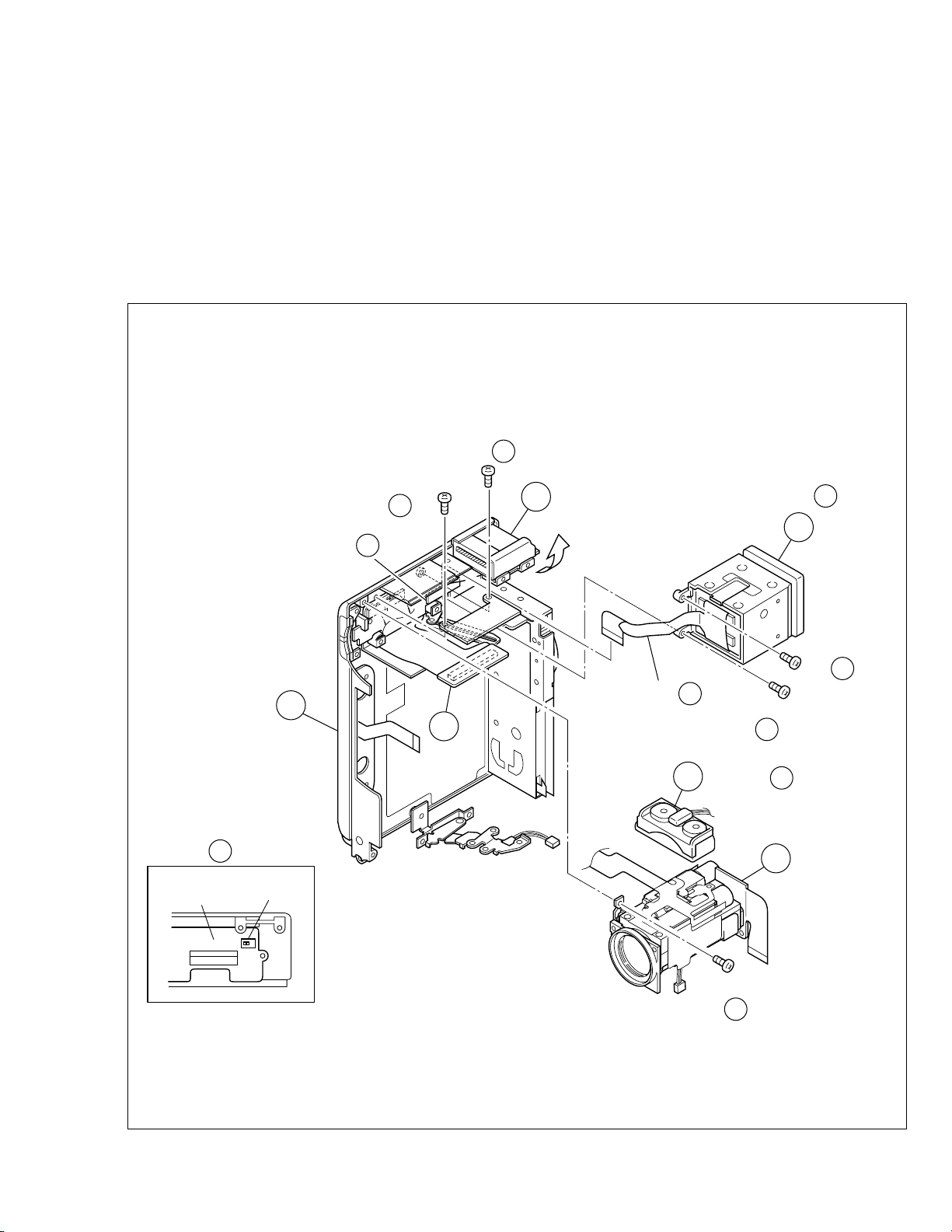
1.8 SERVICE KNOW-HOW
When performing disassembly/assembly work to this model,
the parts that are most complicated and require special attention are the E. VF unit and the OP MDA board, OP block
and shoe assemblies, all of which are mounted inside the
lower case assembly.
Care should be taken in handling these parts as they are
mounted inside the lower case assembly (except the E.VF
unit) and there is a lack of adequate space to work conveniently. This section gives further details regarding the disassembly procedures, although they have been described in
previous sections.
(S a)
41
14
1. See Fig. 1-8-1.
(1) While moving the ! microphone out of way, remove the
screw (39) and take out the @ OP block assembly.
(2) Remove two screws (40, 41) and open the $ OP MDA
board assembly.
(3) Remove two screws (42, 43) to disconnect the connec-
tor (CN203), then take out the FPC to remove the # E.
VF unit.
Note #a :
Be careful not to damage the FPC or the switches
when carrying out this work.
NOTE a
13
OP MDA
PWB
SW
40
14
(S a)
15
NOTE b
13
13
13
CN
42
13
(S a)
8
NOTE
14
13
11
a
(S b)
NOTE
43
13
11
12
Fig. 1-8-1
39
12
(S )
1-12
Page 17
2. See Fig. 1-8-2.
(1) Remove the two screws (44, 45) in order to free the $
OP MDA board assembly.
(2) Remove the two screws (46, 47) and take out the $ OP
MDA board assembly together with the @ OP block assembly and the % shoe assembly.
Note@:
(3) Disconnect the FPCs from the connectors on the @ OP
Be careful not to lose the VIDEO and DSC knobs,
which may slip out during the disassembly.
block assembly and the % shoe assembly.
46
15
(S )
(S )
47
15
NOTE
15
KNOB
(VIDEO
/DSC)
NOTE
12
15
CN
15
CN
(S b)
12
12
45
14
1-13
14
NOTE b
14
Fig. 1-8-2
44
14
(S b)
Page 18

1.9 SERVICE NOTE
Symbol No.
Removing order of screw
Place to stick screw
Reference drawing
Screw tightening torque
Symbol No.
Removing order of screw
Place to stick screw
Reference drawing
Screw tightening torque
Removing order of screw
Place to stick screw
Reference drawing
Screw tightening torque
Removing order of screw
Place to stick screw
Reference drawing
Screw tightening torque
Removing order of screw
Place to stick screw
Reference drawing
Screw tightening torque
< NOTE >
1) : : Don’t reuse the screw, because screw lock bond was applied to them.
2) Pay careful attention to tightening torque for each screw.
I : 0.078N·m (0.8kgf·cm) II : 0.118N·m (1.2kgf·cm) III : 0.098N·m (1.0kgf·cm)
IV : 0.069N·m (0.7kgf·cm) V : 0.058N·m (0.6kgf·cm)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
12 3
7890!
#5
@
@# %$
456
I II
I
IIIII
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47
MONITOR ASSY
/
IV
1 2 3 4 5 1 2 3 4 5 6
E. VF UNIT
OP BLOCK ASSY
II
IV
1234 56789
Fig.1-3-1
Fig.1-3-4 Fig.1-3-5
Fig.1-4-1
Fig.1-5-1
Fig.1-6-1
Fig.1-3-2
Fig.1-3-6 Fig.1-3-7
Fig.1-3-3b
Fig.1-3-8 Fig.1-3-9a Fig.1-3-9b
Table 1-9-1
1-14
Page 19
SECTION 2
MECHANISM ADJUSTMENT
2.1 PRELIMINARY REMARKS ON ADJUSTMENT AND REPAIR
2.1.1 Precautions
1. When fastening parts, pay careful attention to the tight-
ening torque of each screw. Unless otherwise specified,
tighten a screw with the torque of 0.039 N
2. Be sure to disconnect the set from the power supply be-
fore fastening and soldering parts.
3. When disconnecting/connecting wires, be careful not to
get them and their connectors damaged. (Refer to the
Section 1.)
4. When replacing parts, be very careful neither to dam-
age other parts nor to fit wrong parts by mistake.
2.1.2 Notes on procedure for disassemby/assembly
The disassembling procedure table (Table 2-4-1 on page
2-5,a part of the table is shown below for reference)shows
the procedure to disassemble/reassemble mechanism
parts.
Carefully read the following explanation before starting actual disassembling/reassembling work. The item numbers
(circled numbers)in the following explanation correspond
to those appearing under respective columns of the table.
(1) Circled numbers appearing in this column indicate the
order to remove parts. When reassembling, follow these
numbers in the reverse order. Circled numbers in this
column correspond to those appearing in drawings of
this section.
(2) This column shows part names corresponding to circled
numbers in the left column.
(3) The symbol (T or B)appearing in this column shows the
side which the objective part is mounted on.
T =the upper side, B =the lower side
(4) Symbols appearing in this column indicate drawing
numbers.
Step Part Name Fig. Point Note Remarks
•
m (0.4 kgf•cm).
(5) This column indicates parts and points such as screws,
washers,springs,and others to be removed/fitted for disassembling/reassembling the mechanism. Besides such
the parts, this column occasionally indicates working
points.
P = Spring
W = Washer
S = Screw
* = Lock (L),soldering (SD),shield,connector (CN),
etc.
Example • Remove ((W1)=Washer W1.
• **Remove the solder at (SD1)=Point SD1.
• **Disconnect
(6) Numbers in this column represent the numbers of notes
in the text.
(For parts that need phase adjustment after reassembling, refer to “2.6 MECHANISM ADJUSTMENTS”.)
(7) This column indicates required after-disassembling/-re-
assembling work such as phase adjustment or mechanism adjustment.
=Connector Å .
Å
NO. PART NAME FIG. POINT NOTE REMARKS
1 CASSETTE HOUSING ASSY T Fig.2-4-3 3(S1),(L1a)-(L1e)
2 UPPER BASE ASSY T Fig.2-4-4 (S2),(L2a),(L2b)
3 DRUM ASSY T (S3a),2(S3b)
4 REEL DISK ASSY(SUP) T Fig.2-4-5 (W4)
5 REEL DISK ASSY(TU) T (W5)
6 REEL COVER ASSY T 2(W6),2(S6a),(S6b)
(1) (2) (3) (4) (5) (6) (7)
2-1
NOTE1a,b,c,d
NOTE
2
NOTE3a,b
NOTE4a
NOTE
5
NOTE
6
ADJUSTMENT
ADJUSTMENT
Page 20

2.2 JIGS AND TOOLS REQUIRED FOR DISASSEMBLY, ASSEMBLY AND ADJUSTMENT
2.2.1 Tools required for adjustments
1
3
5
7 8
9
11
13
Torque driver
YTU94088
Tweezers
P-895
Guide driver (Hexagonal)
D-770-1.27
Slit washer installation jig
YTU94121A
Communication cable
YTU93107A
Alignment tape
MC-1
Cassette torque meter
YTU94151A
2
Chip IC replacement jig
4
6
10
Service support system
12
14
Bit
YTU94088-003
PTS40844-2
Adjustment driver
YTU94028
Jig connector cable
YTU93106C
PC cable
QAM0099-002
YTU94057-61
Cleaning cloth
KSMM-01
1. Torque driver
Be sure to use to fastening the mechanism and exterior
parts because those parts must strictly be controlled for
tightening torque.
2. Bit
This bit is slightly longer than those set in conventional
torque drivers.
3. Tweezers
To be used for removing and installing parts and wires.
4. Chip IC replacement jig
To be used for adjustment of the camera system.
5. Guide driver (Hexagonal)
To be used to turn the guide roller to adjustment of the
linarity of playback envelope.
6. Adjustment driver
To be used for adjustment.
7. Slit washer installation jig
To be used to install slit washers.
8. Jig connector cable
Connected to CN114 of the main board and used for
electrical adjustment, etc.
9. Communication cable
Connect the Communication cable between the PC cable and Jig connector cable when performing a PC adjustment.
10. PC cable
To be used to connect the VideoMovie and a personal
computer with each other when a personal computer is
used for adjustment.
11. Alignment tape
To be used for check and adjustment of interchangeability of the mechanism.
12. Service support system
To be used for adjustment with a personal computer.
13. Cassette torque meter
This is used to cheek the back tension and play torque
during mechanism adjustment.
When using the cassette torque meter, install the
Note:
service support system software in advance.
•
LED : Forced to ON
•
EJECT SW : OFF (Cancel)
The above setting is required to prevent any tape
damage that may occur because the cassette
torque meter cannot detect the leading/trailing sections of the tape.
14. Cleaning cloth
Recommended cleaning cloth to wipe down the video
heads, mechanism (tape transport system), optical lens
surface.
Table 2-2-1
2-2
Page 21
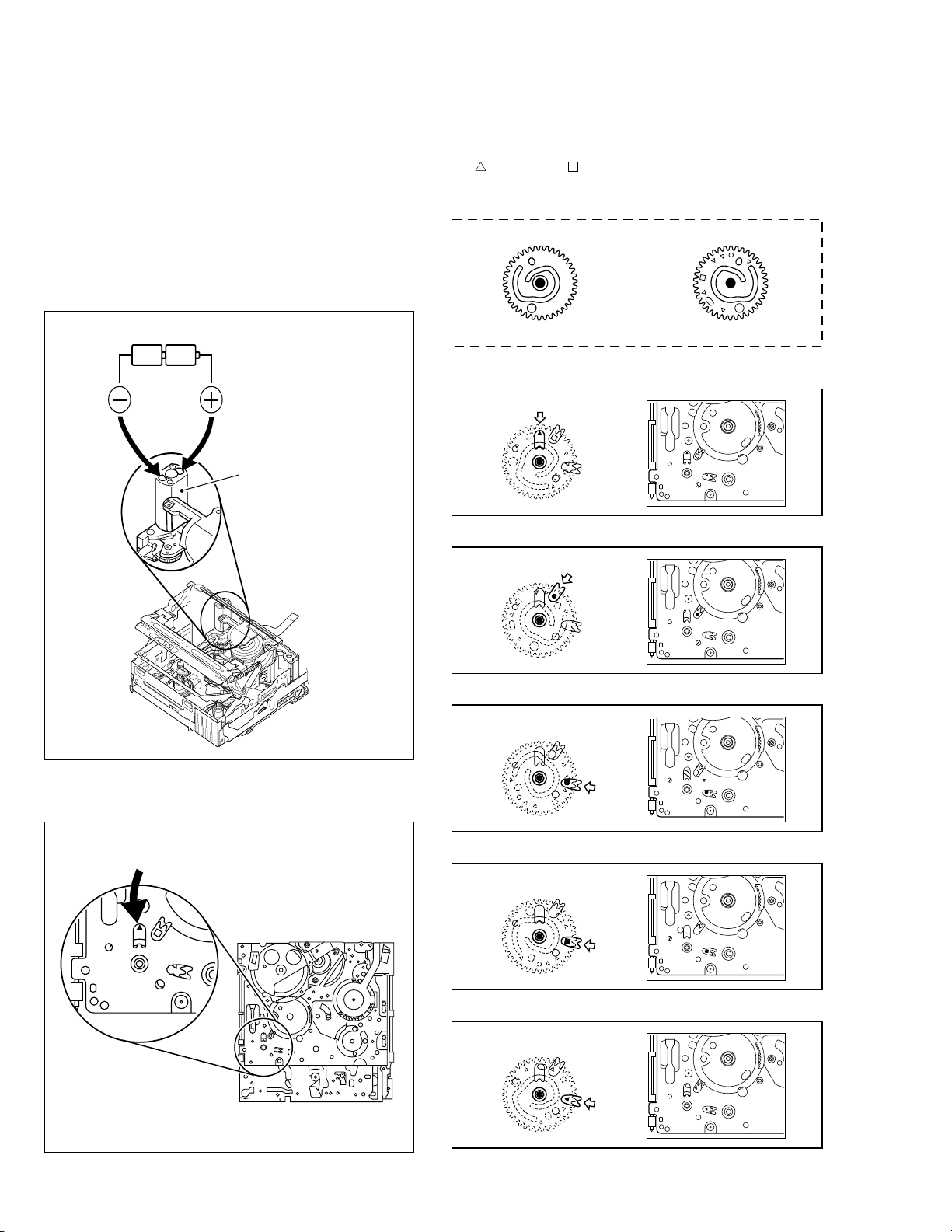
2.3 DISASSEMBLY/ASSEMBLY OF MECHANISM ASSEMBLY
2.3.1 General statement
The mechanism should generally be disassembled/assembled in the C.IN mode (ASSEMBLY mode). (Refer to Fig.
2-3-1,2.)
However, when the mechanism is removed from the main
body, it is set in the STOP mode. Therefore, after the
mechanism is removed from the main body, supply 3 V DC
to the electrode on the top of the loading motor to enter
the mechanism mode into the C IN mode compulsory.
<Mechanism assembly/Cassette housing assembly>
2.3.2 Explanation of mechanism mode
The mechanism mode of this model is classified into five
modes as shown in Table 2-3-1. Each mechanism mode
can be distinguished from others by the relative position
”, “Q”, “Q” “ ” marks on the sub cam gear to the in-
of “
ner or outer protrusion on the main deck.
Refer to Fig. 2-3-3 to 2-3-8 below.
<SUB CAM GEAR>
DC3V
TOP VIEW BOTTOM VIEW
Fig. 2-3-3
<C IN mode>
LOADING MOTOR
Fig. 2-3-4
<SHORT FWD mode>
Fig. 2-3-5
<STOP mode>
Fig. 2-3-1
<Back side of the mechanism assembly>
C IN mode
Back side of deck
Fig. 2-3-2
2-3
Fig. 2-3-6
<REV mode>
Fig. 2-3-7
<PLAY mode>
Fig. 2-3-8
Page 22

EJECT LEVER
PARTS
MODE
ON
EJECT
RELEASE
-15° (27.14°) (84.08°) (97.35°) (182.10°) (185.63°)71°0°
-13°-3° 3° 68°
215°
212° 218°
257.3°
254.3° 260.3°
295°
-12.40° (22.44°) (69.53°) (80.5°) (150.58°) (153.5°)58.71°0° 177.79° 212.77° 243.94°
-16.97° (30.71°) (95.14°) (110.06°) (206.06°)(210.05°)80.34°0° 243.29° 291.16° 333.82°
292° 310°74°
L. END
LOCK
OFF
TU ARM
ON
OFF
SLIDE DECK
LOAD
UL
BRAKE (S)
ON
OFF
BRAKE (T)
ON
OFF
RELEASE
LEVER
ROTARY
ENCODER
MAIN CAM
SUB CAM
ON
a
OFF
CTL PLATE
C
R
L
TENSION ARM
UL
L. END
OFFPAD ARM
UL
L. END
LOADSUP. L. ARM
UL
L. END
LOADTU. L. ARM
UL
PRESS
LOADP. ROLLER
UL
b
c
CAS. IN
SHORT
STOP PLAYREVFWD
TU. P. B
START
TU. P. B
END END
SLIDE SLIDE
START
2.3.3 Mechanism timing chart
Table 2-3-1
2-4
Page 23

2.4 DISASSEMBLING PROCEDURE TABLE
MARK: 夝 After assembly, perform adjustments.
NO. PART NAME FIG. POINT NOTE REMARKS
1 CASSETTE HOUSING ASSY T Fig.2-4-3 3(S1),(L1a)-(L1e)
2 UPPER BASE ASSY T Fig.2-4-4 (S2),(L2a),(L2b)
3 DRUM ASSY T (S3a),2(S3b)
4 REEL DISK ASSY(SUP) T Fig.2-4-5 (W4)
5 REEL DISK ASSY(TU) T (W5)
6 REEL COVER ASSY T 2(W6),2(S6a),(S6b)
7 TENSION ARM ASSY T Fig.2-4-6 —
8 SLANT POLE ARM ASSY T (P8)
9 TU ARM ASSY T —
10 SWING ARM ASSY T (S0)
11 SLIDE DECK ASSY T Fig.2-4-7a 2(S!a),(S!b),2(L!a),
2(L!b),(L!c)
12 PAD ARM ASSY T Fig.2-4-7b (P@),(L@),(W@)
13 SUP BRAKE ASSY T (P#),(L#),(S#)
14 TU BRAKE ASSY T (P$),(L$),(W$)
15 TENSION CTL LEVER ASSY T Fig.2-4-8 (W%)
16 CENTER GEAR T —
17 PINCH ROLLER ARM F. ASSY T (W&)
18 TENSION CTL PLATE ASSY T —
19 BRAKE CTL LEVER ASSY T —
20 MOTOR BRACKET ASSY T Fig.2-4-9 3(S)),(L)a),2(L)b)
21 GUIDE RAIL ASSY T
22 SLIDE LEVER 2 ASSY T —
23 LOADING PLATE ASSY T (W‹)
24 MODE GEAR T —
25 EJECT LEVER T (Wfi)
26 BASE R ASSY T Fig.2-4-10 (Sfla),(Sflb),2(Lfl)
27 ROTARY ENCODER T 2(S‡)
28 GEAR COVER ASSY T (S°a),2(S°b)
29 MAIN CAM ASSY T —
30 SLIDE ARM ASSY T Fig.2-4-11 —
31 CONNECT GEAR 2 T —
32 SUB CAM ASSY T (S™)
33 CONTROL ARM ASSY T —
34 REEL GEAR 1 T —
35 / 36
36 CAPSTAN MOTOR T (S§)
37 MAIN DECK ASSY T —
DRUM BASE ASSY/ T Fig.2-4-12 3(S∞)
CAPSTAN MOTOR
2(W⁄),(S⁄),2(L⁄a),(L⁄b)
NOTE1a,b,c,d
NOTE
2
NOTE3a,b
NOTE
4
NOTE
5
NOTE
6
NOTE
7
NOTE
8
NOTE
9
NOTE
0
NOTE!a,b
NOTE
@
NOTE
#
NOTE
$
NOTE
%
NOTE
^
NOTE
&
NOTE
*
NOTE
(
NOTE
)
NOTE
⁄
NOTE
¤
NOTE
‹
NOTE
›
NOTE
fi
NOTE
fl
NOTE
‡
—
NOTE
·
NOTE
‚
NOTE
¡
NOTE
™
NOTE
£
NOTE
¢
NOTE∞a,b
NOTE
§
—
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT / 夝
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT / 夝
ADJUSTMENT / 夝
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT / 夝
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
PHASE ADJUSTMENT
PHASE ADJUSTMENT
ADJUSTMENT
PHASE ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
ADJUSTMENT
2-5
Table 2-4-1
Page 24

24 27 2 3 36 3521
26
17
34
9
10
33
26
6
5
25
11
32
37
143128161530
29
13
4
12
7
8
22
18
23
20
19
< TOP VIEW >
< BOTTOM VIEW >
26
32
25
34
Fig. 2-4-1
36 3 22
27
20
30
18
19
29
31 16 6
37
11
30
Fig. 2-4-2
2-6
Page 25
2.4.1 Disassembly/assembly
1
(S )
1
2
(S )
1
1
NOTE d
1
NOTE c
1
NOTE b
1
NOTE a
1
(S )
1
3
(L d)
LOCK
LEVER
1
(L a)
1
(L e)
1
(L c)
1
(L b)
1
NOTE d
1
CASSETTE HOUSING ASSY
1.
1
NOTE1a:
Be careful not to damage any of the
parts during work.
NOTE1b:
Special care is required in mounting.
1
NOTE b
NOTE1c:
NOTE c
When mounting, the CASSETTE
HOUSING ASSY should be attached in the Eject status. Pay
heed to the positions of the LOCK
LEVER and EJECT LEVER during
mounting.
NOTE1d:
When mounting, be sure to locate the
FPC in the gap.
2.
UPPER BASE ASSY
2
DRUM ASSY
3
NOTE
NOTE2:
When mounting, be sure to insert
the FPC reinforcing sheet.
1
EJECT
LEVER
NOTE d
2
1
LOCK
LEVER
Fig. 2-4-3
4
2
(S )
2
NOTE3a:
Be mindful of scratches or damage
during work.
NOTE3b:
Be careful not to attach screws incorrectly.
2-7
3
NOTE
5
2
NOTE
2
(L b)
3
NOTE
b
7
3
6
3
(S b)
(S b)
a
7
3
5
3
(S a)
3
NOTE b
2
(L a)
NOTE
2
6
Fig. 2-4-4
Page 26

REEL DISK ASSY(SUP)
3.
4
REEL DISK ASSY(TU)
5
REEL COVER ASSY
6
NOTE4:
Be careful not to attach the REEL DISK wrongly. The Supply side can be identified by the white color at the center.
4 5
NOTE ,
NOTE5:
Be careful not to attach the
REEL DISK wrongly. The
REEL DISK ASSY
WHITE
BLACK
Take-up side can be identified by the black color at
the center.
NOTE
4
(W )
4
8
6
(S a)
6
(W )
4
(W )
5
(W )
6
NOTE
5
10
6
(S b)
5
9
6
(S a)
SUP
TU
NOTE6:
Perform the following steps for mounting.
1. Align the 2 holes with the pins.
2. Attach the PINCH ROLLER ARM ASSY by aligning the
positions.
3. Attach the SUB DECK
ASSY by aligning the
NOTE
6
53
2,6
positions.
4. Check that the parts
below them are located in the correct
positions.
4
5. Tighten the 2 screws.
6. Tighten the screw.
7. Attach the 2 SLIT
WASHER parts.
TENSION ARM ASSY
4.
7
SLANT POLE ARM ASSY
8
TU ARM ASSY
9
SWING ARM ASSY
0
1, 7
NOTE
7
NOTE7:
When detaching, remove the spring
of the
vance.
Pay attention to the attachment position.
NOTE8:
@
PAD ARM ASSY in ad-
NOTE
A
SPRING
8
When mounting the SLANT POLE
ARM ASSY, hook the spring onto
the lug as in diagram A, and fit the
combination onto the SLIDE DECK
ASSY. After fitting, hook the spring
SPRING
onto the lug of the SLIDE DECK
ASSY as in diagram B.
Be careful not to lose the spring.
B
NOTE
7
NOTE
6
NOTE
7
6
(P )
NOTE
NOTE
7
10
8
Fig. 2-4-5
8
11
8
(S )
10
10
NOTE
9
9
NOTE9:
Pay attention to the mounting position.
NOTE0:
When detaching, remove the screw
then remove the SWING ARM ASSY
by pulling it up and turning it.
NOTE
NOTE
9
10
Fig. 2-4-6
2-8
Page 27
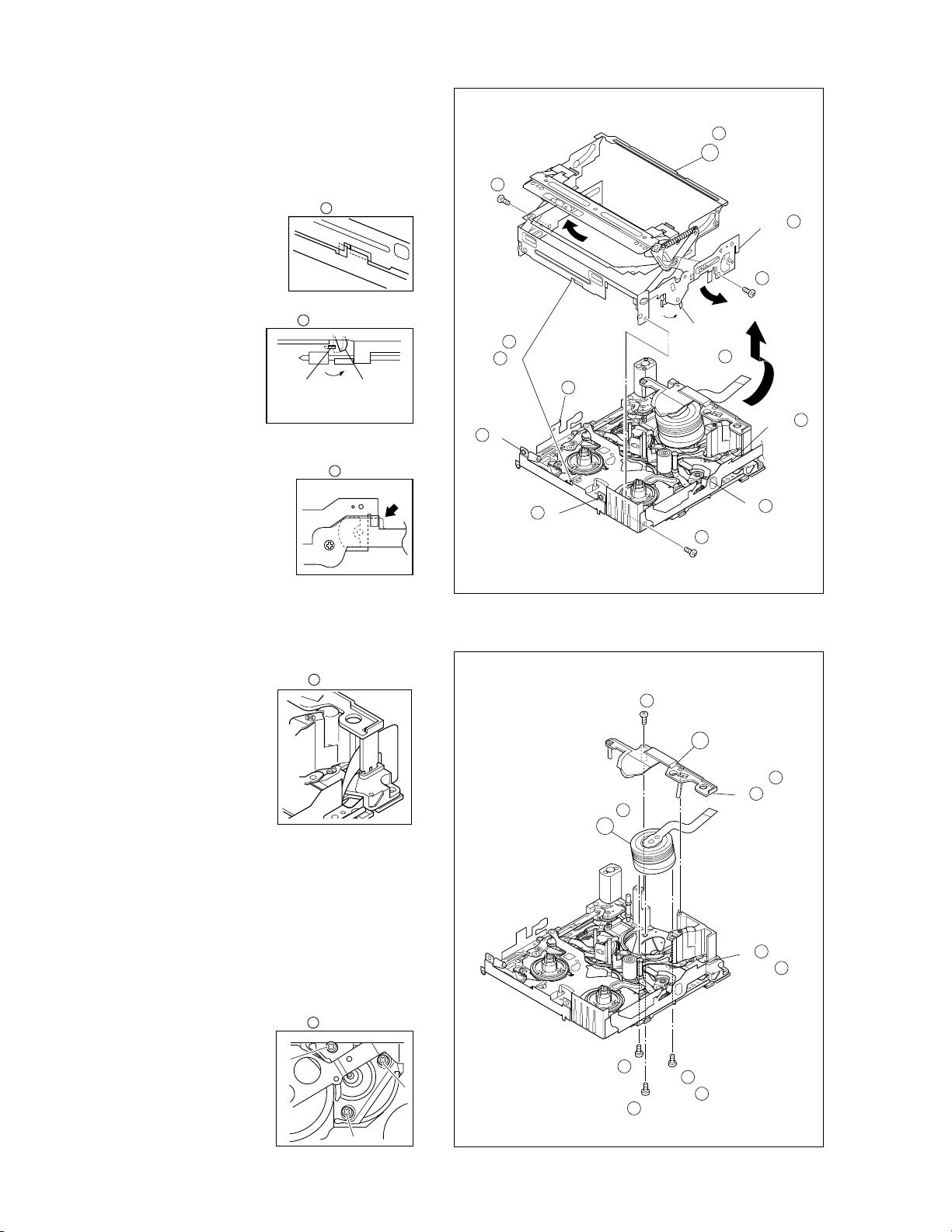
5.! SLIDE DECK ASSY
NOTE!a:
Each of the parts on the SLIDE DECK ASSY can be replaced separately.
When detaching the assembly, if there is no need to replace
any of its parts, remove the SLIDE DECK ASSY as it is.
NOTE!b:
When mounting, pay attention to the positions of the
¤
SLIDE LEVER (2) studs and the ( BRAKE CONTROL LEVER ASSY.
When mounting, position the CONTROL PLATE on the left
side.
Pay attention to the position of the SLIDE GUIDE PLATE
during mounting.
11
NOTE
b
11
(L b)
14
11
(S b)
11
NOTE b
11
(L c)
13
11
(S a)
12
11
(S a)
(L a)
NOTE a
11
11
11
6.
PAD ARM ASSY
@
SUP BRAKE ASSY
#
TU BRAKE ASSY
$
NOTE@:
The spring may have already been disengaged when the
8
SLANT POLE ARM ASSY was removed.
NOTES#/$:
When mounting, pay attention to the correct positioning.
Mount the CONTROL PLATE by moving it fully toward the
left side.
12 13 14
NOTE
12
CONTROL
PLATE
SPRING
13 14
12
(W )
NOTE
(L )
13
13
12
(P )
15
(S )
13
Fig. 2-4-7a
NOTE
12
13
12
13
(P )
(W )
12
(L )
14
14
NOTE
(L )
14
(P )
14
14
2-9
Fig. 2-4-7b
Page 28

7.% TENSION CTL LEVER ASSY
(S )
20
18
(S )
20
17
(S )
20
16
(W )
23
(W )
21
(W )
21
(S )
21
19
21
22
23
20
24
25
(W )
25
(L b)
20
(L a)
20
(L a)
21
(L b)
21
NOTE
24
NOTE
22
NOTE
21
NOTE
23
NOTE
20
NOTE
25
CENTER GEAR
^
PINCH ROLLER ARM F. ASSY
&
TENSION CTL PLATE ASSY
*
BRAKE CTL LEVER ASSY
(
NOTES%/^:
When mounting, pay attention to the correct positioning.
15
NOTE
16
NOTE
(TOP)
(BOTTOM)
NOTES*/(:
When mounting, pay atten-
NOTE&:
Take care against grease
attachment during work.
17
NOTE
tion to the correct positioning.
18
NOTE
NOTE
19
15
(W )
NOTE
15
NOTE
15
19
NOTE
18
19
18
NOTE
17
16
NOTE
17
17
(W )
16
MOTOR BRACKET ASSY
8.
)
GUIDE RAIL ASSY
⁄
SLIDE LEVER 2 ASSY
¤
LOADING PLATE ASSY
‹
MODE GEAR
›
EJECT LEVER
fi
NOTE):
When mounting, pay attention to the positioning of the sliding parts.
NOTE
NOTE
23
22
NOTE⁄:
When mounting, take care
that no part is allowed to
float or rattle.
NOTES¤/‹/›/fi:
When mounting, pay attention to the
correct positioning.
NOTE
Fig. 2-4-8
20
NOTE
21
24
NOTE
NOTE
25
Fig. 2-4-9
2-10
Page 29
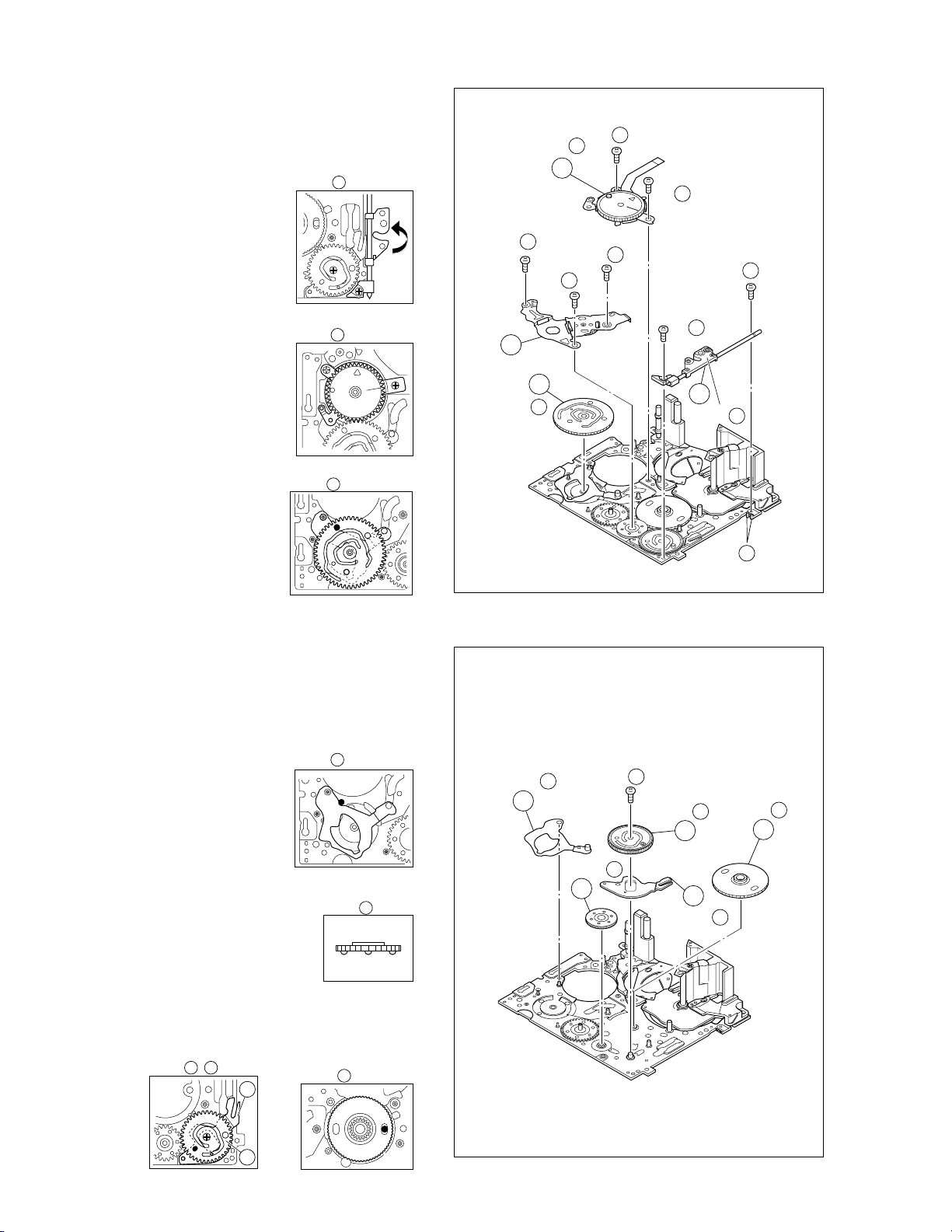
BASE R ASSY
9.
fl
ROTARY ENCODER
‡
GEAR COVER ASSY
°
MAIN CAM ASSY
·
NOTEfl:
When mounting, fold the sliding
part to the inner side.
NOTE
22
27
(S )
27
NOTE
26
27
23
27
(S )
25
28
24
28
(S a)
21
26
(S b)
28
(S b)
26
(S b)
NOTE‡:
When mounting, pay attention to
the correct positioning and the
FPC layout.
NOTE
·
:
When mounting, pay attention to
the correct positioning.
SLIDE ARM ASSY
10.
‚
CONNECT GEAR 2
¡
SUB CAM ASSY
™
CONTROL ARM ASSY
£
REEL GEAR 1
¢
NOTE
‚
:
When mounting, pay attention to the
correct positioning and the FPC layout.
NOTE
NOTE
NOTE
20
26
27
28
29
29
NOTE
29
(S a)
26
NOTE
26
26
(L )
Fig. 2-4-10
30
30
NOTE
30
27
32
(S )
NOTE
32
32
NOTE
34
34
NOTE¡:
When mounting, pay attention to the position of the front and back.
NOTE
(BOTTOM)
31
(TOP)
NOTES™/£/¢:
When mounting, pay attention to the correct positioning and
the FPC layout.
32 33
NOTE /
33
32
NOTE
34
2-11
NOTE
31
31
Fig. 2-4-11
33
NOTE
33
Page 30

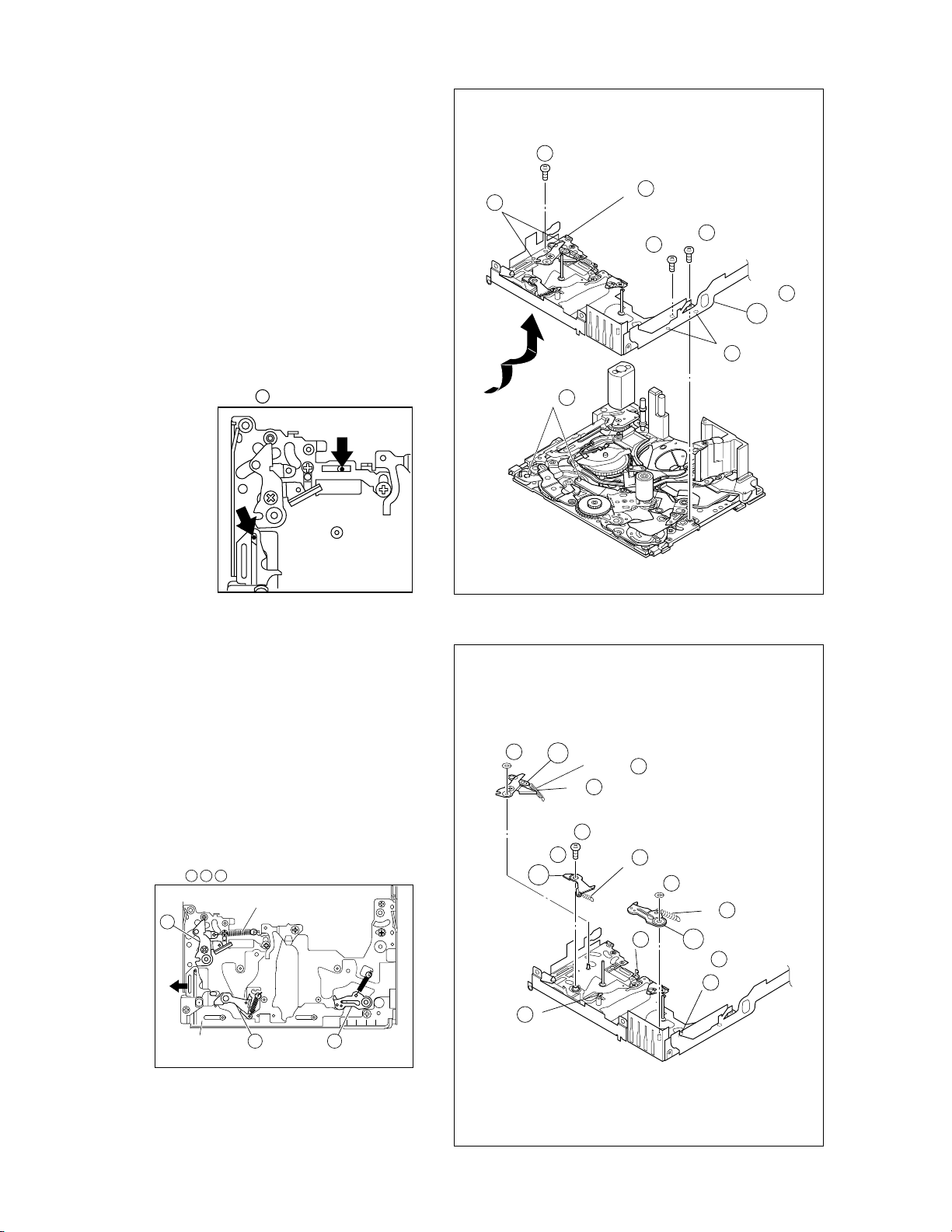
11.
DRUM BASE ASSY
∞
CAPSTAN MOTOR
§
MAIN DECK ASSY
¶
NOTES
∞
a /§:
When detaching, remove them together and then separate
from ∞.
§
∞
b:
NOTE
When mounting, attach the DRUM BASE ASSY so that the
screw hole is located at the center of the ellipse.
35
NOTE b
NOTE
35
28
35
(S )
35
a
29
35
(S )
31
36
(S )
30
35
(S )
NG
OK
NG
NOTE
36
36
Fig. 2-4-12
37
NOTE
35
b
(Z27 Ver.5_N)
2-12
Page 31

2.4.2 List of procedures for disassembly
(S )
13
(P )
18
(S )
20
15
13
13
12
(W )
14
(S )
20
17
12
20
(S b)
8
(P )
14
(W )
14
(P )
8
(S )
14
11
(P )
(S )
2
1
12
16
20
4
(W )
4
8
6
(S a)
6
(W )
6
7
23
(W )
22
27
(S )
18
27
(W )
6
(W )
30
23
(S )
5
11
(S )
23
27
5
10
6
(S b)
10
13
11
(S a)
3
1
(S )
34
1
9
6
(S a)
10
12
11
(S a)
11
21
(W )
1
(S )
22
21
(W )
19
(S )
21
1
9
(S b)
21
(S )
28
35
(S )
35
7
3
(S b)
5
3
(S a)
6
3
(S )
29
35
17
4
36
2
2
(S )
17
(W )
31
3
36
30
35
(S )
2-13
15
(W )
25
28
(S b)
15
29
16
31
26
28
(S b)
28
24
28
(S a)
19
24
37
Fig. 2-4-13
21
26
(S b)
20
26
(S a)
26
25
(W )
(S )
25
27
32
32
33
Page 32

2.5 CHECKUP AND ADJUSTMENT OF MECHANISM PHASE
MODE GEAR
Align the MODE GEAR with the Main Deck
Assembly hole.
ROTARY ENCODER
Mount the ROTARY ENCODER by aligning its mark ( )
and the mark ( ) of the Main Deck Assembly.
Note:
Be careful when handling the FPC during mounting.
MAIN CAM ASSY/ 30 SLIDE ARM ASSY
When mounting the SLIDE ARM ASSY align it with the
Main Deck Assembly and MAIN CAM ASSY holes.
Note:
During the mounting procedure, make sure that the 32 .
SUB CAM ASSY is in the correct mounting position.
SUB CAM ASSY/ 33 CONTROL ARM ASSY
Mount the SUB CAM ASSY hole to align with the CONTROL
ARM ASSY and Main Deck Assembly holes and then tighten
them all together with a screw.
The screw tightening torque should be 0.039 N•m (0.4 kgf•cm)
Note:
When mounting it, make sure that the 29 MAIN CAM ASSY is
in the correct mounting position.
REEL GEAR 1
Align the REEL GEAR 1 with
the Main Deck Assembly hole.
Note:
The REEL GEAR 1 may be
displaced during mechanism
operation, however this can
be checked from the rear and
realigned during manual
assembly.
Note:
The MODE GEAR may
be displaced during the
mechanism operation,
however it can be
checked from the rear
and realigned during
manual assembly.
24
29 32
34
27
Fig. 2-5-1
2-14
Page 33

2.6 MECHANISM ADJUSTMENTS
2.6.1 Adjustment of the slide guide plate
Use Fig. 2-6-1 as the reference unless otherwise specified.
1. Set the PLAY mode.
See Fig. 2-3-8.
2. Loosen the screws ( A , B ).
3. With the Main Deck and Slide Deck Assemblies pushed
into the unit, tighten the screws ( A , B ) while applying
pressure to the stud (shaft) on the Slide Guide plate.
The pressure applied should be enough to enable utilization of the rebounding force of the springs.
The tightening torque should be 0.069 N
•
m (0.7 kgf•cm).
4. Check the operation.
Repeat unloading and loading several times and make
sure that these operations can be performed smoothly
without producing rattles.
3
2, 3
SCREW
3
STUD
(SHAFT)
3
3
A
2,3
SCREW
B
3
2-15
Fig. 2-6-1
Page 34

3
3
SCREW
2, 3
A
2.6.2 Adjustment of the Tension Arm and Pad Arm Assemblies
Use Fig. 2-6-2 as the reference unless otherwise specified.
1. Set the PLAY mode.
Se Fig. 2-3-8.
2. Loosen the screw A .
3. With the take-up side at the bottom, align the extreme
end of the Tension Arm Assembly with the crossed
grooves on the screw B that retains the Loading Motor
Assembly and then tighten the screw A .
The tightening torque should be 0.069 N
•
m (0.7 kgf•cm).
4. Check the operation.
Repeat unloading and loading several times and make
sure that the Tension Arm Assembly is located within the
normal range.
Note :
With the above checking method, a Torque Meter is not used.
When a Torque meter is used, the following are
the reference values:
2.6.3 Adjustment of the Slide Lever 2
Use Fig. 2-6-3 as the reference unless otherwise specified.
1. Set the C IN mode.
See Fig. 2-3-4.
2. Loosen the screw A .
3. Set the Main Deck and Slide Deck Assemblies apart so
that they do not rattle, then tighten the screw A by
screwing it fully toward the Drum Assembly.
The tightening torque should be 0.069 N
•
m (0.7 kgf•cm).
4. Check the operation.
Repeat unloading and loading several times and make
sure that these operations can be performed smoothly
without producing rattles.
Back Tension : 1.96 to 5.88 mN•m x 0.1 (2 to 6 g•cm)
Play Torque : 6.86 to 10.78 mN
SCREW
B
2, 3
SCREW
A
•
m x 0.1 (7 to 11g•cm)
TENSIOM
ARM ASSY
Fig. 2-6-3
Fig. 2-6-2
2-16
Page 35

2.7 SERVICE NOTE
Use the following chart to manage mechanism parts that are removed for disassembling the mechanism.
Fig.
1
CASSETTE HOUSING ASSY UPPER BASE ASSY
Fig.
2
2
I
4
I
3
Fig. Fig.
3
DRUM ASSY
2
I
4
I
4
2
I
4
I
5
REEL DISK ASSY(SUP)
4
REEL DISK ASSY(TU)
5
2
I
4
I
4
REEL COVER ASSY
6
Fig.
TENSION ARM ASSY
7
SLANT POLE ARM ASSY SWING ARM ASSYTU ARM ASSY
8 9
2
I
4
I
6
Fig. Fig.
2
I
4
I
7
a
SLIDE DECK ASSY
11
2
I
4
I
7
b
PAD ARM
ASSY
1312
10
SUP
BRAKE
ASSY
14
TU BRAKE
ASSY
2-17
Table 2-7-1a
Page 36

Fig.
2
4
8
TENSION CTL
15
LEVER ASSY
CENTER GEAR
16
PINCH ROLLER
17
ARM F. ASSY
TENSION
18
CTL PLATE
ASSY
BRAKE CTL
19
LEVER
ASSY
I
I
Fig.
2
4
9
Fig.
2
4
10
Fig.
20
MOTOR
BRACKET
ASSY
21
GUIDE
RAIL ASSY
SLIDE LEVER 2
22
ASSY
LOADING
23
PLATE ASSY
I
MODE GEAR EJECT LEVER
I
BASE R ASSY ROTARY
26
27
ENCODER
GEAR COVER
28
ASSY
24
29
25
MAIN CAM ASSY
I
I
30
SLIDE ARM
ASSY
31
CONNECT
GEAR 2
32
SUB CAM
ASSY
33
CONTROL
ARM ASSY
REEL GEAR 1
34
2
4
11
Fig.
2
4
12
I
I
DRUM BASE ASSY
35
CAPSTAN MOTOR MAIN DECK ASSY
36
37
I
I
Table 2-7-1b
2-18
Page 37

2.8 COMPATIBILITY ADJUSTMENT
2.8.1 Jig connector cable connection
Remove one screw (1) first and the cover (JIG) next.
GUIDE ROLLER
(SUP) ASSY
COVER
(M.ADJ)
GUIDE ROLLER
(TU) ASSY
JIG CONNECTOR
CABLE
1
COVER
(JIG)
TO JIG CONNECTOR CABLE
JIG CONNECTOR COMMUNICATION CABLE
to 6 pin
( JLIP_RX )
RED
to 25 pin
( JLIP_TX )
WHITE
to 15 pin
( GND )
BLACK
COMMUNICATION
CABLE
Fig. 2-8-1
TO PC
CABLE
2.8.2 Tape pattern check
(1) Play back the compatibility adjustment tape.
(2) While triggering the MAIN CN114-11PIN (HID1), ob-
serve the waveform of CN114-29PIN (ENV_OUT).
(3) Confirm that the waveform is free from remarkable
level-down, and entirely parallel and straight.
Moreover, perform the following adjustment as required.
(4) In case any level-down is observed on the left hand
side, straighten the level by turning the guide roller of
the pole base assembly (supply).
In case any level-down is observed on the right hand
side, however, straighten the level by turning the guide
roller of the pole base assembly (Take-up).
(5) After adjustment, try the unloading motion once, and
confirm that the waveform is flat (straight) when the
tape has been played back again.
Moreover, perform readjustment as required.
(6) When the recording has been played back again, play
back the self-recording to confirm that the waveform
is flat.
Note:
When an adjustment is performed with the lower case cover
attached, first slide the Cover (M.ADJ) open and then perform the compatibility adjustment.
Be sure not to damage the cover plate when sliding it open
to make an adjustment because it must be re-positioned after completing the adjustment.
MAIN
CN114
VF_RPD 40
CVF_G 20
CVF_R 39
CVF_B 19
VF_COM 38
MT_RPD 18
MT_G 37
MT_R 17
MT_B 36
MT_COMCS 16
MT_PSIG 35
GND 15
GND 34
MONI_CHG 14
SBE 33
SPA 13
FRP 32
FS_PLL 12
DISCRI 31
HID1 11
ATFI 30
MAIN_VCO 10
ENV_OUT 29
PB_CLK 9
TRST 28
TCMK 8
TMS 27
TDO 7
TDI 26
JLIP_RX 6
JLIP_TX 25
IF_TX 5
AL_3VSYS 24
CJIG_RST 4
VPPC 23
SRV_RX 3
SRV_TX 22
REG_3V 2
DRST 21
VPPD 1
JIG CONN. BOARD
(PIN NO.)
40 VF_RPD
39 CVF_R
38 VF_COM
37 MT_G
36 MT_B
35 MT_PSIG
33 SBE
32 FRP
31 DISCRI
30 ATFI
29 ENV_OUT
28 TRST
27 TMS
26 TDI
25 JLIP_TX
20 CVF_G
19 CVF_B
18 MT_RPD
17 MT_R
16 MT_COMCS
15 GND
14 MONI_CHG
13 SPA
12 FS_PLL
11 HID1
10 MAIN_VCO
9 PB_CLK
8 TCMK
7 TDO
6 JLIP_RX
CN114-29
(ENV_OUT)
CN114-11
(HID1)
Misalignment of guide
roller height on the
supply side
Fig. 2-8-3
Flatten the waveform.
Misalignment of guide roller
height on the take-up side
Fig. 2-8-4
NOTE)
The JIG connector board uses 30 of the 40 pins of
CN114 on the Main board.
Pins 1 to 5, 21 to 24 and 34 of CN114 on the Main board
are not used.
Fig. 2-8-2
2-19
Page 38

SECTION 3
INF adjustment lens
YTU92001B
10
INF adjustment lens holder
YTU94087
11
Camera stand
YTU93079
12
Light box assembly
YTU93096A
13
Gray scale chart
YTU94133A
14
Color bar chart
YTU94133C
15
Cleaning cloth
KSMM-01
16
PC cable
QAM0099-002
7
Alignment tape
MC-1
8
Service support system
YTU94057-61
9
Jig connector cable
YTU93106C
5
6
Communication cable
YTU93107A
Torque driver
YTU94088
1
Bit
YTU94088-003
2
3
Chip IC replacement jig
PTS40844-2
4
Tweezers
P-895
ELECTRICAL ADJUSTMENT
3.1 PRECAUTION
1. Precaution
Both the camera and deck sections of this model needs a
personal computer for adjustment except simple adjustment
with potentiometers. If some of the following parts is replaced
for repair or other reason, the repaired set must be adjusted
with a personal computer.
• OP block
2
• E
PROM (IC1003 of MAIN board)
In the event of malfunction with electrical circuits, troubleshooting with the aid of proper test instruments most be done
first, and then commence necessary repair, replacement and
adjustment, etc.
1. In case of wiring to chip test points for measurement,
use IC clips, etc. to avoid any stress.
2. Since connectors are fragile, carefully handle them in disconnecting and connecting.
3. Shortcircuit between operation un it and DECK chassis.
3. Tools required for adjustments
2. Required test equipment
1. Color TV monitor
2. AC power adapter/charger
3. Oscilloscope (dual-trace type, observable 100 MHz or
higher frequency)
Note :
It is recommended to use one observable 300 MHz
or higher frequency.
4. Digital voltmeter
5. Frequency counter (with threshold level adjuster)
6. Personal computer
Table 3-1-1
3-1
Page 39

1. Torque driver
Be sure to use to fastening the mechanism and exterior parts because those parts must strictly be controlled for tightening torque.
2. Bit
This bit is slightly longer than those set in conventional
torque drivers.
3. Tweezers
To be used for removing and installing parts and wires.
4. Chip IC replacement jig
To be used for adjustment of the camera system.
5. Jig connector cable
Connected to CN114 of the main board and used for
electrical adjustment, etc.
6. Communication cable
Connect the Communication cable between the PC
cable and Jig connector cable when performing a PC
adjustment.
7. PC cable
To be used to connect the VideoMovie and a personal
computer with each other when a personal computer
is used for adjustment.
8. Alignment tape
To be used for check and adjustment of interchangeability of the mechanism.
9. Service support system
To be used for adjustment with a personal computer.
10. INF adjustment lens
To be used for adjustment of the camera system.
11. INF adjustment lens holder
To be used together with the camera stand for operating the VideoMovie in the stripped-down condition such
as the status without the exterior parts or for using commodities that are not yet conformable to the interchangeable ring.
12. Camera stand
To be used together with the INF adjustment lens
holder.
13. Light box assembly
To be used for adjustment of the camera system.
14. Gray scale chart (for Light box assembly)
To be used for adjustment of the camera system.
15. Color bar chart (for Light box assembly)
To be used for adjustment of the camera system.
16. Cleaning cloth
Recommended cleaning cloth to wipe down the video
heads, mechanism (tape transport system), optical lens
surface.
3.2 SETUP
1. Setup for electrical adjustment with personal computer.
NOTE:
Remove one screw (1) first and the cover (JIG)
next.
20 1
40
21
1
COVER
(JIG)
COMMUNICATION CABLE
JIG CONNECTOR
CABLE
CN114
(JIG CONN.)
JIG CONNECTOR COMMUNICATION CABLE
to 6 pin
( JLIP_RX )
to 25 pin
( JLIP_TX )
to 15 pin
( GND )
RED
WHITE
BLACK
Service Support System
RS232C
COM Port
MENU
3-2
PC CABLE
Fig. 3-2-1 Connection for Service support system
Personal Computer
Page 40

SECTION 5
PARTS LIST
SAFETY PRECAUTION
Parts identified by the symbol are critical for safety. Replace only with specified part numbers.
5.1 PACKING AND ACCESSORY ASSEMBLY <M1>
The instruction manual to be provided with this product will differ according to the destination.
43
45
23
40
35
22
21
27
44
25
38
37
41
FINAL ASSY
<M2>
# REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- -----------------------------------------------------
******************************
PACKING AND ACCESSORY ASSEMBLY <M1>
1 LY32303-010A PACKING CASE
2 LY20763-001A CUSHION
12
11
10
6
5
3
3 LY30023-003A POLY BAG
!
5 LYT0981-001A INST.BOOK(EN)
!
!
6 LYT1037-001A INST.BOOK(SOFT.EN)
10 BT-51005-5 WARRANTY INF.
11 BT-51028-1 REGIST.CARD
12 LYT0981-004A SHEET(INFO.)
!
20 LY20754-001B
21 LY32226-002A DC CORD ASSY
22 QQR0917-002 CORE FILTER
23 QAM0403-001 MULTI CABLE,S/AV/EDITING CABLE
25 QAM0387-001 USB CABLE
27 QAM0402-001
!
35 LY32203-003A BATTERY PACK,BN-V107U-S
36 LY20750-001A REMOTE CONTROL UNIT,RM-V717U
37 LY32210-026A CD ROM ASSY
38 LY20762-001B GRIP BELT
39 LY20892-001A STRAP
40 – BATTERY,AAA(R03),X2
41 QPA01703005 POLY BAG
43 QPA02003006 POLY BAG
44 QAM0342-002 MEMORY CARD,8MB(SD)
45 LY32210-009A CD ROM ASSY
LYT0981-002A INST.BOOK(FR)
LYT0981-003A INST.BOOK(SP)
LYT1037-003A INST.BOOK(SOFT.FR)
LYT1037-005A INST.BOOK(SOFT.SP)
AC POWER ADAPTER/CHARER,AA-V100U
RM CABLE,EDITING EXTENSION CABLE
36
20
39
• INSTRUCTIONS
EN ....... ENGLISH
2
FR ....... FRENCH
SP ....... SPANISH
LABEL
1
(SERIAL)
5-1 5-2
Page 41

5.2 FINAL ASSEMBLY <M2>
231
230
235
221
221
232
214
216
215
106
109
110
f
107
e
108
w
112
111
115
250
EJECT
<06>
114
211
217
101
y
114
245
213
dd
gg
113
244
102
104
212
h
228
233
255D
255H
j
247
102
228
hh
103
104
228
229
102
228
227
229
254
OPTICAL BLOCK
SECTION
255C
255D
246
255
255C
255E
248
256
234
251
255C
255C
253
255B
251F
258
240
255G
255A
257
205
208
223
224
255J
255C
h
j
CCD
<05>
x
255G
220
ee
209
209
222
259
127
127A
222
222
222
131
136
226
m
135
g
d
206
121
123
122
138
120
b
137
137
136
124
141
5-3 5-4
226
225
218
219
143
134
124
207
124
135
135
219
cc
241
132
243
243
207
z
133
126
dd
aa
BOTTOM
126
133
129
RATING
LABEL
OP MDA
<02>
ff
125A
<03>
g
140
128
130
bb
128
239
cc
242
153
d
238
142
125B
172
178
239
238
242
125
152
152B
152C
166
179
171
ff
238
125C
152A
164
165
236B
k
237
192
c
e
139
236A
194
r
189
150C
150D
q
189
150
f
s
204
p
188A
236
MECHANISM
188
170
hh
b
171
169
<M3>
t
167
k
n
190
160
150B
150A
168
191
159
155
193
185B
157
154
156
156
160
168
158
u
ELECTRONIC
VIEWFINDER
gg
bb
187
185
185A
185A
161
159
v
<M4>
175
185A
187
175
186
m
186
186
151
MONITOR
252
<M5>
249
195
x
MAIN
ee
<01>
n
v
aa
p
u
w
q
r
t
y
z
s
174
173
174
c
177
Page 42

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
******************************
101 LY20845-001B MIC COVER
102 LY30018-043B SPECIAL SCREW,X3
103 LY43164-001A SHEET(MIC)
104 LY30029-0L7A SPACER(A),X2
106 LY43431-003C COVER(SHUT)ASSY
107 LY32228-002A COVER(UNDER)
108 LY30018-043B SPECIAL SCREW
109 LY43104-001G GUIDE(SHUT)ASSY
110 LY32619-001A KNOB(SHUTTER)
111 LY30002-022A COMPRESSION SPRING
112 LY43106-001B SLIDE PLATE(B)ASSY
113 LY43225-001A TORSION SPRING
114 LY30018-0D2A SPECIAL SCREW,X2
115 LY30029-0Z9A SPACER(A)
120 LY20844-003C BOTTOM COVER
121 LY32253-002A BASE
122 LY43107-001B SHAFT
123 LY43443-001A BASE PLATE
124 LY30018-093A SPECIAL SCREW,X3
125 LY32279-002D COVER(SD)ASSY
125A LY32242-001C BRACKET(SD)
125B LY43111-001A SHAFT(SD.COVER)
125C LY43047-001B TORSION SPRING
126 LY30018-043B SPECIAL SCREW,X2
127 LY32612-001A BATTERY LOCK ASSY
127A LY30002-038A COMPRESSION SPRING
128 LY30018-032A SPECIAL SCREW,X2
129 LY43487-001B DV COVER ASSY
130 LY32637-001B MULTI/USB COVER
131 LY32622-001C IR WINDOW
132 LY32683-001B BOTTOM PWB J.HOLDER
133 LY30018-032A SPECIAL SCREW,X2
134 LY30018-032A SPECIAL SCREW
135 LY30018-055A SPECIAL SCREW,X3
136 LY30018-0G1A SPECIAL SCREW,X2
137 LY30018-0D8A SPECIAL SCREW,X2
138 LY30018-0G3A SPECIAL SCREW
139 LY30018-0A2A SPECIAL SCREW
140 LY30018-0A2A SPECIAL SCREW
!
141 LY43597-001A CAUTION LABEL
142 LY30030-008A SPACER(A)
143 LY30029-0Z6A SPACER(A)
150 LY32635-003C UPPER CASE ASSY
150A LY32250-002A KNOB(BATTERY LOCK)
150B LY43378-001A STOPPER PLATE
150C LY43575-001A SHEET(CAUTION)
150D LY43210-002A LABEL(UPPER)
151 LY32625-003A SUB OPE UNIT
152 LY43064-001B KNOB(LOCK) ASSY
152A LY43081-001A SHAFT(LOCK)
152B LY43080-001A TORSION SPRING(LOCK)
152C LY43079-001A BRACKET(LOCK)
153 LY30018-081A SPECIAL SCREW
154 LY32621-001B ORNAMENT
155 LY32628-001A SHOE COVER
156 LY30018-0A2A SPECIAL SCREW,X2
157 LY41393-005A COVER(JIG CONN)
158 LY30018-032A SPECIAL SCREW
159 LY42350-002A FOOT,X2
160 LY42350-001A FOOT,X2
161 LY43196-001A SHEET(UPEER)
164 LY43598-001A SHEET(UPPER)1
165 LY43599-001A SHEET(UPPER)2
166 LY30029-0N3A SPACER(A)
167 LY30018-070A SPECIAL SCREW
168 LY30018-070A SPECIAL SCREW,X2
169 LY30018-032A SPECIAL SCREW
170 LY30018-070A SPECIAL SCREW
171 LY30018-0D8A SPECIAL SCREW,X2
172 LY30018-0A2A SPECIAL SCREW
173 LY32623-001B GUIDE(MONITOR)
174 LY30018-032A SPECIAL SCREW,X2
175 LY30018-099A SPECIAL SCREW,X2
177 LY43865-001A STICKER(MONI.)
178 LY30030-006A SPACER(A)
179 LY41836-001A SPACER
185 LY43435-001B MECHA BRACKET ASSY
FINAL ASSEMBLY <M2>
185A LY42796-001A BUSH,X3
185B LY43769-001A MECHA/ARM SHEET
186 LY30019-028A SPECIAL SCREW,X3
187 LY30018-055A SPECIAL SCREW,X2
188 LY43190-001A SHIELD ASSY
188A LY43189-001A SPACER
189 LY30018-005A SPECIAL SCREW,X2
190 LY43083-001A BRACKET(PRE-REC)
191 LY30018-0G3A SCREW
192 LY43612-001A SHUTTER B.SHEET
193 LY32001-002A LABEL(HOUSING)
194 LY40699-002A LABEL(PUSH)
195 LY43902-001A SHEET(MONI.FPC)
204 LY43857-001A SHIELD(SHOE2)
205 LY20842-003C LOWER CASE
206 LY32715-001B FUNCTION BUTTON
207 LY30018-065A SPECIAL SCREW,X2
208 LY43430-001A W/B WINDOW ASSY
209 LY30018-065A SPECIAL SCREW,X2
211 LY32244-001C ARM ASSY(1)
212 LY30018-081A SPECIAL SCREW
213 LY30018-081A SPECIAL SCREW
214 LY32716-001A ARM ASSY(2)
215 LY30018-081A SPECIAL SCREW
216 LY30018-081A SPECIAL SCREW
217 QYSPSPT1720D SCREW
218 LY43531-001A PLATE(HOT SHOE)
219 LY30018-081A SPECIAL SCREW,X2
220 LY43114-001A PLATE(C.C.HINGE)
221 LY43113-001A SHAFT(C.COVER),X2
222 LY30018-081A SPECIAL SCREW,X4
223 LY43580-001A SHEET(BLACKOUT1)
224 LY43581-001A SHEET(BLACKOUT2)
225 LY32709-001B BRACKET(LOWER-BTM)1
226 LY30018-031A SPECIAL SCREW,X2
227 LY20843-003A OPERATION UNIT
228 LY30018-065A SPECIAL SCREW,X4
229 LY30018-081A SPECIAL SCREW,X2
230 LY20757-002B CASSETTE COVER
231 LY30018-043B SPECIAL SCREW
232 LY30018-043B SPECIAL SCREW
233 LY43055-001C SHEET(C.COVER)
234 LY32247-001A COVER(M.ADJ)
235 LY43149-006A SAFETY LABEL
236 LY32781-002A SHOE ASSY
236A QAL0410-001 SHOE FPC
236B LY43878-001A SHIELD(SHOE)
237 LY32615-001A BRACKET(HOT SHOE)
238 LY30018-081A SPECIAL SCREW,X3
239 LY30018-081A SPECIAL SCREW,X2
240 LY32616-001B MICROPHONE
241 LY43056-001B KNOB(FUNC.)
242 LY30018-081A SPECIAL SCREW,X2
243 LY30018-0C3A SPECIAL SCREW,X2
244 LY32627-001B HOOD
245 LY30018-065A SPECIAL SCREW
246 LY32632-001A OP BRACKET
247 LY30018-019A SPECIAL SCREW
248 LY30018-081A SPECIAL SCREW
249 LY30018-0C3A SPECIAL SCREW
250 LY30018-053A SPECIAL SCREW
251 LY30018-070A SPECIAL SCREW
252 LY30018-0D8A SPECIAL SCREW
253 LY30017-031A SPACER-B
254 LY43398-001A SPACER
256 LY43858-001A SHEET(WIRE)
257 LY43765-001A SHIELD(MIC)
258 LY30029-0Y7A SPACER(A)
259 LY43880-001A SHIELD(CCD)
– OPTICAL BLOCK SECTION –
255 J7C-115A OPTICAL BLOCK ASSY
255A LY32691-001A ZOOM MOTOR
255B LY32692-001A FOCUS MOTOR
255C LY30727-002A SCREW,X5
255D LY30727-001A SCREW,X2
255E LY43270-001A OPTICAL LPF
255F LY43494-001A SHEET
255G LY30727-006B SCREW,X2
255H LY32693-001A IRIS MOTOR UNIT
255J LYH30375-005A CCD BASE ASSY
5-5
Page 43

5.3 MECHANISM ASSEMBLY <M3>
BEWARE OF BOGUS PARTS
Parts that do not meet specifications may cause trouble in regard to safety
and performance. We recommend that genuine JVC parts be used.
400
401
402
476
430
463
446
462
406
463
406
404
405
432
403
465
463
CC
CC
407
464
433
445
444
459
AA
458
410
410
408
413
414
414
422
425
424
CC
429
AA
435
BB
AA
440
440
438
449
CC
AA
428
436
436B
436B
437
437
431
453
AA
453
452
455
437
436A
AA
434
454
409
412
413
CC
411
419
418
421
420
402
443
439
AA
442
450
441
456
466
402
415
416
417
421
451
451
461
448
447
5-6
457
Classification Part No. Symbol in drawing
Grease KYODO-SH-JB AA
Oil YTU94027 BB
Grease
(HANARL)
RX-410R CC
460
NOTE:The section marked in AA and BB, CC indicate
lubrication and greasing areas.
Page 44

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
******************************
MECHANISM ASSEMBLY <M3>
400 YMA0029C MECHA(A)ASSY
401 LY31543-002E CASSETTE HOUSING ASSY
402 YQ43893-8 MINI SCREW,X3
403 LY31542-001J UPPER BASE ASSY
404 YQ43893 MINI SCREW
405 YDV2096B DRUM ASSY
406 LY42820-001A DAMPER SCREW ASSY,X2
407 LY42820-002A DAMPER SCREW ASSY
408 LY31538-001B REEL DISK ASSY
409 LY31538-002B REEL DISK ASSY
410 YQ44246 SLIT WASHER,X2
411 LY10217-001D REEL COVER ASSY
412 LY42120-001A MINI SCREW
413 LY41945-003A MINI SCREW,X2
414 YQ44246 SLIT WASHER,X2
415 LY42025-001C TENSION ARM ASSY
416 LY31535-001F SLANT POLE ARM ASSY
417 LY42031-001G TU ARM ASSY
418 LY31531-001D SWING ARM ASSY
419 YQ43893 MINI SCREW
420 LY20530-003B SLIDE DECK FINAL ASSY
421 YQ43893 MINI SCREW,X2
422 LY43023-001A MINI SCREW
424 LY31533-001E PAD ARM ASSY
425 YQ44246 SLIT WASHER
428 LY42016-001B TU BRAKE ASSY
429 YQ44246 SLIT WASHER
430 LY41959-001B TENSION CONTROL LEVER ASSY
431 LY31525-001B CENTER GEAR
432 LY31516-001E PINCH ROLLER ARM FINAL ASSY
433 YQ44246 SLIT WASHER
434 LY41956-001C TENSION CONTROL PLATE ASSY
435 LY41962-001B BRAKE CONTROL LEVER ASSY
436 LY20525-002C MOTOR BRACKET ASSY
436A QAR0138-001 LOADING MOTOR
436B LY41940-001A TAPPING SCREW,X2
437 YQ43893 MINI SCREW,X3
438 LY20528-001R GUIDE RAIL ASSY
439 YQ43893 MINI SCREW
440 YQ44246 SLIT WASHER,X2
441 LY31498-001C SLIDE LEVER2 ASSY
442 LY41965-001A LOADING PLATE ASSY
443 YQ44246 SLIT WASHER
444 LY31522-001B EJECT LEVER
445 YQ44246 SLIT WASHER
446 LY41929-001E BASE R ASSY
447 YQ43893 MINI SCREW
448 LY41945-001B MINI SCREW
449 LY41930-001A MODE GEAR
450 QSW0876-003 ROTARY ENCODER
451 YQ43893 MINI SCREW,X2
452 LY31524-001A GEAR COVER ASSY
453 YQ43893 MINI SCREW,X2
454 YQ43893-4 MINI SCREW
455 LY41948-001C MAIN CAM ASSY
456 LY41941-001B SLIDE ARM ASSY
457 LY41951-001B CONNECT GEAR 2
458 LY41954-001B SUB CAM ASSY
459 LY42120-001A MINI SCREW
460 LY41952-001A CONTROL ARM ASSY
461 LY31523-001B REEL GEAR 1
462 LY31508-002A DRUM BASE ASSY
463 QYSPSPU1425M SCREW,X3
464 QAR0142-001 CAPSTAN MOTOR
465 YQ43893 MINI SCREW
466 LY10210-001D MAIN DECK ASSY
476 YQ44246 SLIT WASHER
5-7
Page 45

5.4 ELECTRONIC VIEWFINDER ASSEMBLY <M4>
310
310
309
319
303
322
305
320
306
304
VF BL
<07>
323
324
308
313
307
315
317
300
316
321
314
319
319
302
301
312
311
318
318
318
# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
--------------- ----------------------- ----------------------------------------------------- ---------------- ----------------------- ------------------------------------------------------
******************************
ELECTRONIC VIEWFINDER ASSEMBLY <M4>
300 LYH20422-001C VF ASSY
301 LY32640-001A SLIDE GUIDE INNER ASSY
302 LY43451-001A LENS ASSY
303 LY32643-001B VF CASE ASSY
304 LY43454-001A BACKLIGHT CASE
305 LY43328-001A SHEET(PRISM)
306 LY43327-001A SHEET(DIFFUSE)
307 QLD0117-002 LCD MODULE
308 LY32646-001A LCD HOLDER
309 LY43457-001A CAP(VF C.HOLE)
310 LY30019-036A SPECIAL SCREW,X2
5-8
311 LY32647-001A EYE CUP
312 LY32648-001A EYE PIECE
313 LY32649-001C VF FRAME
314 LY32650-001B S.GUIDE(OUTER)
315 LY43452-001A V.ADJ.LINK
316 LY43458-001A V.ADJ.LEVER
317 LY43459-001A WAVE WASHER
318 LY30018-055A SPECIAL SCREW,X3
319 LY30018-005A SPECIAL SCREW,X3
320 LY30018-0D4A SPECIAL SCREW
321 LY30018-0D4A SPECIAL SCREW
322 QAL0411-001 FPC
323 LY43775-001A SPACER(VF LCD)
324 LY43824-001A SHEET(VF)
Page 46

5.5 MONITOR ASSEMBLY <M5>
501
500
518
a
507
501B
b
505
b
501C
519
516
514
501A
508
513
515
MONITOR
<04>
c
c
504
510
a
512
511
506
503
509
503
502
509
511
# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
--------------- ----------------------- ----------------------------------------------------- ---------------- ----------------------- ------------------------------------------------------
******************************
MONITOR ASSEMBLY <M5>
500 LYH20424-002B MONITOR ASSY
501 LY32633-001A MONITOR CASE ASSY
501A LY40162-001A BRACKET
501B LY43436-001A EARTH SHEET(M.CASE1)
501C LY43437-001A EARTH SHEET(M.CASE2)
502 LY10346-003A MONITOR COVER
503 LY43078-001B RIB(MONI.),X2
504 LY43438-001A I.SHEET(M.COVER)
505 LY32230-002B HINGE ASSY
506 LY32267-002A HINGE COVER(U)
507 LY32268-002A HINGE C0VER(L)
508 LY42355-001A MAGNET
509 LY30018-0D9A SPECIAL SCREW,X2
510 LY30018-043B SPECIAL SCREW
511 LY30018-0B7A SPECIAL SCREW,X2
512 LY43523-001A MARK
513 LY30029-0N7A SPACER(A)
514 QLD0235-001 LCD MODULE
515 QLL0120-001 BACK LIGHT
516 LY32766-001A FPC ASSY(MONI)
518 LY30029-0X8A SPACER(A)
519 LY30030-004A SPACER(A)
5-9
Page 47

5.6 ELECTRICAL PARTS LIST
# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
or PDTA114EE DIGI TRANSISTOR
******************************
MAIN BOARD ASSEMBLY <01>
PW YB10370F MAIN BOARD ASSY
IC1001 UPD703039F1-A36 IC
or UPD70F3040F1A36 IC
IC1002 RS5C314 IC
IC1003 25LC320X-I/ST-X IC
IC1006 MB90097PFV145 IC
IC1007 SN74AHC1G08K IC
IC1008 IC-PST3423U-X IC
IC1101 TA75W01FU IC
IC1401 UPD703040YF-M13 IC
or UPD70F3040YFM13 IC
IC1601 BD6631KV IC
IC1701 TA75W01FU IC
IC1702 TA75W393FU IC
IC1801 RPM7138 IR DETECT UNIT
IC2101 AK4550VT IC
IC2201 AK4564VQ IC
IC3001 JCY0172 IC
IC3004 SN74AHC1G04K IC
or MC74VHC1G04DF IC
IC3005 JCY0136 IC
IC3501 JCY0132 IC
IC3701 BA7665FS IC
IC3731 MM1504XN IC
IC3801 JCP8045 IC(DIGITAL)
IC3901 BU2501FV IC
IC4201 HD49334AHNP IC
IC4202 TAR5S31 IC
IC4301 JCY0160-2 IC
IC4302 R1160N151B IC
IC4303 TAR5S25 IC
IC5001 CXD3602R IC
IC5002 W194-70G-X IC
IC5003 TAR5S33 IC
IC6001 S-80842CNNB-W IC
IC6002 S-817A33ANB-W IC
IC6003 S-814A30AMC-W IC
IC6101 BD9713KV IC
IC7101 CXA3272R IC
IC7201 CXA3582R IC
IC7202 MM1385HN IC
IC8001 TMS320DSC24GZA IC
or TMX320DSC24GZA IC
IC8002 K4S643233E-SE10 IC
or K4S643233E-SE80 IC
or K4S643233E-SE70 IC
IC8003 MBV160TE90PBA01 IC
IC8005 BU2288FV IC
IC8301 ISP1181ABS IC
IC8302 S-80842CNNB-W IC
IC8501 YQ44917A CSP IC ASSY
Q1001 DTC124EE DIGI TRANSISTOR
or UN9212J DIGI TRANSISTOR
Q1002 2SC4617/QR/-X TRANSISTOR
Q1003 DTC143EE DIGI TRANSISTOR
or RN1101 DIGI TRANSISTOR
or UN921LJ DIGI TRANSISTOR
Q1004 DTC143XE DIGI TRANSISTOR
Q1006 DTA114EE DIGI TRANSISTOR
(MICRO
(MICRO
(MICRO
(MICRO
(MICRO
(MICRO
(MICRO
(MICRO
(MICRO
C ROM)
C ROM)
C ROM)
C ROM)
C ROM)
C ROM)
C ROM)
C ROM)
C ROM)
or RN2102 DIGI TRANSISTOR
or UN9111J DIGI TRANSISTOR
Q1007 DTC144EE DIGI TRANSISTOR
or PDTC144EE DIGI TRANSISTOR
or RN1104 DIGI TRANSISTOR
or UN9213J DIGI TRANSISTOR
Q1401 DTA114EE DIGI TRANSISTOR
or PDTA114EE DIGI TRANSISTOR
or RN2102 DIGI TRANSISTOR
or UN9111J DIGI TRANSISTOR
Q1402 UMC3N DIGI TRANSISTOR
Q1403 UMC3N DIGI TRANSISTOR
Q1601 UMC3N DIGI TRANSISTOR
Q2101 UMX18N PAIR TRANSISTOR
Q2201 2SC4617/QR/-X TRANSISTOR
Q2401 2SC4617/QR/-X TRANSISTOR
Q2403 2SC4617/QR/-X TRANSISTOR
Q2701 HN1C01FE/G/-X PAIR TRANSISTOR
Q2702 HN1C01FE/G/-X PAIR TRANSISTOR
Q3001 2SC4617/RS/-X TRANSISTOR
Q3002 2SC4617/RS/-X TRANSISTOR
Q3701 UMT1N PAIR TRANSISTOR
Q3702 UMZ1N PAIR TRANSISTOR
Q3704 2SA1774/RS/-X TRANSISTOR
Q3705 UMT1N PAIR TRANSISTOR
Q3731 2SC4617/RS/-X TRANSISTOR
Q3732 DTC144EE DIGI TRANSISTOR
or PDTC144EE DIGI TRANSISTOR
or RN1104 DIGI TRANSISTOR
or UN9213J DIGI TRANSISTOR
Q3733 UMZ1N PAIR TRANSISTOR
Q3734 2SC4617/RS/-X TRANSISTOR
Q3735 UMZ1N PAIR TRANSISTOR
Q6001 MCH3308 MOS FET
Q6002 2SK3019 MOS FET
or 2SK1830 MOS FET
Q6003 MCH6613 MOS FET
Q6004 DTC144EE DIGI TRANSISTOR
or PDTC144EE DIGI TRANSISTOR
or RN1104 DIGI TRANSISTOR
or UN9213J DIGI TRANSISTOR
Q6101 SSM5G01TU MOS FET
Q6102 SSM5G01TU MOS FET
Q6103 SSM5G01TU MOS FET
Q6104 SSM5G01TU MOS FET
Q6105 SSM5G01TU MOS FET
Q6106 NDS352AP MOS FET
Q6107 2SC4617/RS/-X TRANSISTOR
Q6108 UMZ1N PAIR TRANSISTOR
Q6109 HN1C01FU/G/-X PAIR TRANSISTOR
or PUMX1 PAIR TRANSISTOR
or UMX1N PAIR TRANSISTOR
Q6110 2SA1577/RS/-X TRANSISTOR
Q7101 2SA1577/QR/-X TRANSISTOR
Q7102 DTC144EE DIGI TRANSISTOR
or PDTC144EE DIGI TRANSISTOR
or RN1104 DIGI TRANSISTOR
or UN9213J DIGI TRANSISTOR
Q7203 DTC144EE DIGI TRANSISTOR
or PDTC144EE DIGI TRANSISTOR
or RN1104 DIGI TRANSISTOR
or UN9213J DIGI TRANSISTOR
5-10
Page 48

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
Q7204 2SA1577/QR/-X TRANSISTOR
Q8001 2SA1774/RS/-X TRANSISTOR
D1001 DA221 DIODE
D1002 1SS376 DIODE
D1602 DAP222 DIODE
D1603 DAP222 DIODE
D1604 DAP222 DIODE
D2702 EMZ6.8N ZENER DIODE
D3001 EC2C01C VARI CAP DIODE
D3002 EC2C01C VARI CAP DIODE
D3003 EC2C01C VARI CAP DIODE
D3004 MA2Z720 SB DIODE
D3701 UMZ6.8EN ZENER DIODE
D5001 1SS355 DIODE
!
D6001 RB706D-40-X SB DIODE
!
D6002 RB715F SB DIODE
D6101 RB480Y SB DIODE
D6102 RB480Y SB DIODE
D6103 MA8043/L/-X ZENER DIODE
D6104 RB521S-30-X SB DIODE
D8301 1SS355 DIODE
R1001 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1002 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R1003 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1004 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1005 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R1006 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1007 NRSA6AJ-334W MG RESISTOR 330kØ,1/16W
R1010 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R1015 NRSA6AJ-474W MG RESISTOR 470kØ,1/16W
R1017 NRSA6AJ-391W MG RESISTOR 390Ø,1/16W
R1018 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1020 NRSA6AJ-331W MG RESISTOR 330Ø,1/16W
R1021 NRSA6AJ-331W MG RESISTOR 330Ø,1/16W
R1022 NRSA6AJ-331W MG RESISTOR 330Ø,1/16W
R1025 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1026 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1029 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1030 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1033 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1034 NRSA6AJ-152W MG RESISTOR 1.5kØ,1/16W
R1035 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1036 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1037 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1039 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1040 NRSA6AJ-182W MG RESISTOR 1.8kØ,1/16W
R1041 NRSA6AJ-272W MG RESISTOR 2.7kØ,1/16W
R1042 NRSA6AJ-392W MG RESISTOR 3.9kØ,1/16W
R1043 NRSA6AJ-682W MG RESISTOR 6.8kØ,1/16W
R1044 NRSA6AJ-123W MG RESISTOR 12kØ,1/16W
R1045 NRSA6AJ-822W MG RESISTOR 8.2kØ,1/16W
R1046 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1047 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1048 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1049 NRSA6AJ-393W MG RESISTOR 39kØ,1/16W
R1050 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R1051 NRSA6AJ-272W MG RESISTOR 2.7kØ,1/16W
R1052 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R1053 NRSA6AJ-154W MG RESISTOR 150kØ,1/16W
R1054 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1055 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1056 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1058 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R1060 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1061 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1066 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1072 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1076 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R1077 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R1084 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R1086 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1087 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1101 NRSA6AJ-333W MG RESISTOR 33kØ,1/16W
R1102 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1104 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R1106 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R1107 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1108 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1109 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1401 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R1402 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1403 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1404 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1405 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1406 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1407 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1408 NRSA6AD-753W MG RESISTOR 75kØ,1/16W
R1409 NRSA6AJ-334W MG RESISTOR 330kØ,1/16W
R1411 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1412 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1413 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1414 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R1415 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1416 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1417 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R1425 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R1601 NRSA6AJ-681W MG RESISTOR 680Ø,1/16W
R1602 NRSA6AJ-124W MG RESISTOR 120kØ,1/16W
R1603 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1604 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1605 NRV142F-R22X CMF RESISTOR 0.22Ø,1/4W
R1609 NRV142F-R33X CMF RESISTOR 0.33Ø,1/4W
R1610 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R1611 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R1612 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R1613 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1616 NRSA6AJ-681W MG RESISTOR 680Ø,1/16W
R1619 NRSA6AJ-393W MG RESISTOR 39kØ,1/16W
R1620 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1621 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1622 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1624 NRVA6AD-123W CMF RESISTOR 12kØ,1/16W
R1628 NRVA6AD-361W CMF RESISTOR 360Ø,1/16W
R1629 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R1630 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R1631 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R1635 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R1636 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1637 NRSA6AJ-154W MG RESISTOR 150kØ,1/16W
R1701 NRSA6AJ-823W MG RESISTOR 82kØ,1/16W
R1702 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R1703 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R1704 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R1705 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R1706 NRSA6AJ-823W MG RESISTOR 82kØ,1/16W
R1707 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
5-11
Page 49

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
R1708 NRSA6AJ-124W MG RESISTOR 120kØ,1/16W
R1709 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R1710 NRSA6AJ-124W MG RESISTOR 120kØ,1/16W
R1711 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1712 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R1801 NRSA6AJ-470W MG RESISTOR 47Ø,1/16W
R2101 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R2102 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R2105 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2106 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2107 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R2108 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R2109 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2110 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2111 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2112 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2201 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R2202 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R2203 NRSA6AJ-393W MG RESISTOR 39kØ,1/16W
R2204 NRSA6AJ-154W MG RESISTOR 150kØ,1/16W
R2205 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R2206 NRSA6AJ-333W MG RESISTOR 33kØ,1/16W
R2207 NRSA6AJ-333W MG RESISTOR 33kØ,1/16W
R2208 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R2209 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R2210 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2211 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2212 NRSA6AJ-2R7W MG RESISTOR 2.7Ø,1/16W
R2213 NRSA6AJ-2R7W MG RESISTOR 2.7Ø,1/16W
R2214 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R2215 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R2216 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R2217 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2218 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2219 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2220 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2221 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2222 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2223 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2224 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2225 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2226 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2227 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R2228 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R2401 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R2402 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R2403 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R2406 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R2407 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R2601 NRSA6AJ-182W MG RESISTOR 1.8kØ,1/16W
R2602 NRSA6AJ-182W MG RESISTOR 1.8kØ,1/16W
R2603 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2604 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2605 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2606 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2607 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R2608 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R2609 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R2610 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R2701 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R2702 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R2703 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R2704 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R2705 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2706 NRSA6AJ-221W MG RESISTOR 220Ø,1/16W
R2707 NRSA6AJ-221W MG RESISTOR 220Ø,1/16W
R2708 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2709 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2710 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R2711 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R2712 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R2909 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3002 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3004 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3006 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R3007 NRSA6AJ-562W MG RESISTOR 5.6kØ,1/16W
R3008 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R3009 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3010 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3011 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R3012 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3013 NRSA6AJ-242W MG RESISTOR 2.4kØ,1/16W
R3014 NRSA6AJ-392W MG RESISTOR 3.9kØ,1/16W
R3015 NRSA6AJ-392W MG RESISTOR 3.9kØ,1/16W
R3016 NRSA6AD-560W MG RESISTOR 56Ø,1/16W
R3017 NRSA6AD-560W MG RESISTOR 56Ø,1/16W
R3018 NRSA6AD-560W MG RESISTOR 56Ø,1/16W
R3019 NRSA6AD-560W MG RESISTOR 56Ø,1/16W
R3020 NRSA6AD-512W MG RESISTOR 5.1kØ,1/16W
R3021 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R3022 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R3023 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R3024 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3027 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3028 NRSA6AJ-822W MG RESISTOR 8.2kØ,1/16W
R3030 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R3031 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R3032 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R3033 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R3038 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R3039 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R3043 NRSA6AJ-271W MG RESISTOR 270Ø,1/16W
R3044 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3045 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3046 NRSA6AJ-681W MG RESISTOR 680Ø,1/16W
R3050 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R3051 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R3052 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3053 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3054 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3055 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3056 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3058 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3501 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R3502 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R3503 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R3504 NRSA6AD-241W MG RESISTOR 240Ø,1/16W
R3505 NRSA6AD-241W MG RESISTOR 240Ø,1/16W
R3506 NRSA6AD-241W MG RESISTOR 240Ø,1/16W
R3507 NRSA6AD-241W MG RESISTOR 240Ø,1/16W
R3508 NRSA6AJ-223W MG RESISTOR 22kØ,1/16W
R3521 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3522 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3523 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3525 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3701 NRSA6AJ-271W MG RESISTOR 270Ø,1/16W
5-12
Page 50

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
R3702 NRSA6AJ-271W MG RESISTOR 270Ø,1/16W
R3703 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R3704 NRSA6AJ-301W MG RESISTOR 300Ø,1/16W
R3705 NRSA6AJ-301W MG RESISTOR 300Ø,1/16W
R3706 NRSA6AJ-332W MG RESISTOR 3.3kØ,1/16W
R3707 NRSA6AJ-680W MG RESISTOR 68Ø,1/16W
R3708 NRSA6AJ-680W MG RESISTOR 68Ø,1/16W
R3709 NRSA6AJ-680W MG RESISTOR 68Ø,1/16W
R3710 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3711 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3712 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R3713 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R3714 NRSA6AJ-823W MG RESISTOR 82kØ,1/16W
R3715 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R3721 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R3722 NRSA6AD-151W MG RESISTOR 150Ø,1/16W
R3724 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3725 NRSA6AD-151W MG RESISTOR 150Ø,1/16W
R3726 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3727 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3728 NRSA6AD-151W MG RESISTOR 150Ø,1/16W
R3730 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3731 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R3732 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R3733 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R3734 NRSA6AJ-822W MG RESISTOR 8.2kØ,1/16W
R3735 NRSA6AJ-182W MG RESISTOR 1.8kØ,1/16W
R3736 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R3737 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R3738 NRSA6AJ-681W MG RESISTOR 680Ø,1/16W
R3739 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R3740 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R3741 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R3742 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R3743 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R3744 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R3745 NRSA6AJ-152W MG RESISTOR 1.5kØ,1/16W
R3746 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R3747 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R3748 NRSA6AJ-474W MG RESISTOR 470kØ,1/16W
R3801 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R3802 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R3803 NRSA6AJ-273W MG RESISTOR 27kØ,1/16W
R3804 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R3805 NRSA6AJ-821W MG RESISTOR 820Ø,1/16W
R3807 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4201 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4202 NRSA6AJ-510W MG RESISTOR 51Ø,1/16W
R4203 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R4204 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4205 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4301 NRSA6AJ-331W MG RESISTOR 330Ø,1/16W
R4303 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R4304 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R4305 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R4306 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R4307 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R4308 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4309 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4310 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4311 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4312 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4313 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4317 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4318 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4320 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4321 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4322 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4323 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R4324 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R5001 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R5002 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5003 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5004 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5005 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5006 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5009 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5010 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R5017 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R5020 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R6001 NRSA6AD-183W MG RESISTOR 18kØ,1/16W
R6002 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R6003 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R6004 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R6005 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R6006 NRSA6AJ-224W MG RESISTOR 220kØ,1/16W
R6007 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R6008 NRSA6AD-823W MG RESISTOR 82kØ,1/16W
R6009 NRSA6AD-473W MG RESISTOR 47kØ,1/16W
!
R6010 NRSA63J-471X MG RESISTOR 470Ø,1/16W
!
R6011 NRSA63J-102X MG RESISTOR 1kØ,1/16W
R6101 NRSA6AD-302W MG RESISTOR 3kØ,1/16W
R6102 NRSA6AD-243W MG RESISTOR 24kØ,1/16W
R6103 NRSA6AD-163W MG RESISTOR 16kØ,1/16W
R6104 NRSA6AD-153W MG RESISTOR 15kØ,1/16W
R6105 NRSA6AD-103W MG RESISTOR 10kØ,1/16W
R6106 NRSA6AD-623W MG RESISTOR 62kØ,1/16W
R6107 NRSA6AD-223W MG RESISTOR 22kØ,1/16W
R6108 NRSA6AD-123W MG RESISTOR 12kØ,1/16W
R6109 NRSA6AD-562W MG RESISTOR 5.6kØ,1/16W
R6110 NRSA6AD-473W MG RESISTOR 47kØ,1/16W
R6111 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R6112 NRSA6AJ-272W MG RESISTOR 2.7kØ,1/16W
R6114 NRSA6AD-752W MG RESISTOR 7.5kØ,1/16W
R6115 NRSA6AD-683W MG RESISTOR 68kØ,1/16W
R6116 NRVA6AD-473W CMF RESISTOR 47kØ,1/16W
R6117 NRSA6AD-433W MG RESISTOR 43kØ,1/16W
R6118 NRSA6AD-433W MG RESISTOR 43kØ,1/16W
R6120 NRSA6AD-183W MG RESISTOR 18kØ,1/16W
R6121 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R6122 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R6123 NRSA6AD-473W MG RESISTOR 47kØ,1/16W
R6124 NRSA6AD-223W MG RESISTOR 22kØ,1/16W
R6125 NRSA6AD-123W MG RESISTOR 12kØ,1/16W
R6126 NRSA6AD-104W MG RESISTOR 100kØ,1/16W
R6127 NRSA6AD-103W MG RESISTOR 10kØ,1/16W
R6128 NRSA6AJ-121W MG RESISTOR 120Ø,1/16W
R6129 NRSA6AJ-121W MG RESISTOR 120Ø,1/16W
R6130 NRSA6AJ-121W MG RESISTOR 120Ø,1/16W
R6131 NRSA6AJ-121W MG RESISTOR 120Ø,1/16W
R6132 NRSA6AJ-121W MG RESISTOR 120Ø,1/16W
R6133 NRSA6AJ-151W MG RESISTOR 150Ø,1/16W
R6134 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R6135 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R6136 NRSA6AD-393W MG RESISTOR 39kØ,1/16W
R6137 NRSA6AD-473W MG RESISTOR 47kØ,1/16W
5-13
Page 51

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
R6138 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R6139 NRSA6AD-273W MG RESISTOR 27kØ,1/16W
R6140 NRSA6AD-822W MG RESISTOR 8.2kØ,1/16W
R6141 NRSA6AD-823W MG RESISTOR 82kØ,1/16W
R6142 NRSA6AD-513W MG RESISTOR 51kØ,1/16W
R6143 NRSA6AD-473W MG RESISTOR 47kØ,1/16W
R7101 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7102 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7103 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7104 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R7105 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7106 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7107 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7108 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7109 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7112 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7113 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7114 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7116 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R7117 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R7118 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R7119 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R7120 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7121 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7122 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7123 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7124 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7201 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7202 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7203 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7204 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7213 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7214 NRSA6AJ-100W MG RESISTOR 10Ø,1/16W
R7215 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7216 NRSA6AD-433W MG RESISTOR 43kØ,1/16W
R7217 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R7218 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7219 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7220 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7221 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R7222 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R7224 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R7225 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R7226 NRSA6AJ-122W MG RESISTOR 1.2kØ,1/16W
R7227 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7228 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R7229 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R7230 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R8001 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8002 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8003 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8004 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8005 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8006 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8007 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R8009 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R8011 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8012 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8013 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R8014 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R8016 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8017 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8022 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R8037 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8038 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8043 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8046 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8049 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8051 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8052 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8055 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8057 NRSA6AJ-560W MG RESISTOR 56Ø,1/16W
R8302 NRS181J-220X MG RESISTOR 22Ø,1/8W
R8303 NRS181J-220X MG RESISTOR 22Ø,1/8W
R8305 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R8306 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8307 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8308 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8309 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R8310 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R8311 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R8313 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8502 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8503 NRSA6AJ-220W MG RESISTOR 22Ø,1/16W
R8504 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
R8505 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
RA1008 NRZ0034-104W NETWORK RESISTOR 100kØ
RA1009 NRZ0034-104W NETWORK RESISTOR 100kØ
RA1010 NRZ0034-104W NETWORK RESISTOR 100kØ
RA1401 NRZ0034-473W NETWORK RESISTOR 47kØ
RA3001 NRZ0064-100W NETWORK RESISTOR 10Ø
RA3002 NRZ0064-100W NETWORK RESISTOR 10Ø
RA4201 NRZ0034-101W NETWORK RESISTOR 100Ø
RA4202 NRZ0034-101W NETWORK RESISTOR 100Ø
RA4301 NRZ0034-181W NETWORK RESISTOR 180Ø
RA4302 NRZ0034-181W NETWORK RESISTOR 180Ø
RA4303 NRZ0034-181W NETWORK RESISTOR 180Ø
RA4304 NRZ0034-181W NETWORK RESISTOR 180Ø
RA4305 NRZ0034-100W NETWORK RESISTOR 10Ø
RA4306 NRZ0034-100W NETWORK RESISTOR 10Ø
RA4307 NRZ0034-100W NETWORK RESISTOR 10Ø
RA4308 NRZ0034-100W NETWORK RESISTOR 10Ø
RA8001 NRZ0034-101W NETWORK RESISTOR 100Ø
RA8002 NRZ0034-101W NETWORK RESISTOR 100Ø
RA8003 NRZ0034-101W NETWORK RESISTOR 100Ø
RA8004 NRZ0034-101W NETWORK RESISTOR 100Ø
C1003 NBZ0015-106X T CAPACITOR 10µF,6.3V
C1004 NCB31CK-104X CAPACITOR 0.1µF,16V
C1006 NDCA1HJ-130W CAPACITOR 13pF,50V
C1007 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1011 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1012 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1013 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1015 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1016 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1017 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1018 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1019 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1023 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1026 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1027 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1028 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1029 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1030 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1031 NCF31AZ-105X CAPACITOR 1µF,10V
C1034 NCBA1CK-103W CAPACITOR 0.01µF,16V
5-14
Page 52

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
C1036 NCBA1CK-103W CAPACITOR 0.01µF,16V
µ
C1037 NCBA1CK-103W CAPACITOR 0.01
C1038 NCBA1CK-103W CAPACITOR 0.01
F,16V
µ
F,16V
C1039 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1101 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1102 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1103 NCBA1CK-223W CAPACITOR 0.022µF,16V
µ
C1111 NCB30JK-105X CAPACITOR 1
F,6.3V
C1112 NBZ0015-106X T CAPACITOR 10µF,6.3V
C1113 NBZ0015-106X T CAPACITOR 10
µ
F,6.3V
C1401 NDCA1HJ-100W CAPACITOR 10pF,50V
C1402 NDCA1HJ-100W CAPACITOR 10pF,50V
C1403 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1404 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C1405 NCBA1AK-104W CAPACITOR 0.1
F,10V
C1406 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1407 NCBA1AK-104W CAPACITOR 0.1
µ
F,10V
C1409 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1410 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1411 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1412 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1413 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1414 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1415 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1416 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1601 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1602 NBLJ0JM-106X T CAPACITOR 10µF,6.3V
C1603 NBLJ0JM-106X T CAPACITOR 10µF,6.3V
C1605 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1606 NCBA1HK-152W CAPACITOR 0.0015µF,50V
C1607 NCBA1AK-473W CAPACITOR 0.047µF,10V
C1614 NBZ0015-106X T CAPACITOR 10µF,6.3V
C1618 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C1619 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C1620 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C1621 NCB30JK-105X CAPACITOR 1µF,6.3V
C1622 NCBA1CK-223W CAPACITOR 0.022µF,16V
C1623 NCBA1AK-473W CAPACITOR 0.047µF,10V
C1624 NCBA1CK-103W CAPACITOR 0.01µF,16V
C1625 NCBA1AK-473W CAPACITOR 0.047µF,10V
C1626 NCBA1HK-331W CAPACITOR 330pF,50V
C1627 NCBA1CK-822W CAPACITOR 0.0082µF,16V
C1628 NCB21CK-224X CAPACITOR 0.22µF,16V
C1632 NBZ0015-106X T CAPACITOR 10µF,6.3V
C1633 NCB21CK-474X CAPACITOR 0.47µF,16V
C1641 NCB21CK-474X CAPACITOR 0.47µF,16V
C1701 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1702 NCBA1AK-104W CAPACITOR 0.1µF,10V
C1801 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2101 NCB30JK-105X CAPACITOR 1µF,6.3V
C2102 NCB30JK-105X CAPACITOR 1µF,6.3V
C2103 NCB30JK-105X CAPACITOR 1µF,6.3V
C2104 NCB30JK-105X CAPACITOR 1µF,6.3V
C2105 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C2106 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C2107 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2108 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2109 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2110 NBE90JM-475X T CAPACITOR 4.7µF,6.3V
C2201 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2202 NCB30JK-105X CAPACITOR 1µF,6.3V
C2203 NCB30JK-105X CAPACITOR 1µF,6.3V
C2204 NCB30JK-105X CAPACITOR 1µF,6.3V
C2205 NCB30JK-105X CAPACITOR 1µF,6.3V
µ
C2206 NBE20GM-476X T CAPACITOR 47
C2207 NBE20GM-476X T CAPACITOR 47
F,4.0V
µ
F,4.0V
C2208 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2209 NCB30JK-105X CAPACITOR 1µF,6.3V
C2210 NCB30JK-105X CAPACITOR 1µF,6.3V
C2211 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C2212 NCBA1AK-104W CAPACITOR 0.1
F,10V
C2213 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2214 NCBA1AK-104W CAPACITOR 0.1
µ
F,10V
C2215 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2216 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2217 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2218 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C2223 NCBA1AK-104W CAPACITOR 0.1
F,10V
C2224 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2225 NCBA1AK-104W CAPACITOR 0.1
µ
F,10V
C2401 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2402 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2403 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2404 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2405 NCBA1AK-104W CAPACITOR 0.1µF,10V
C2406 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2603 NCBA1CK-153W CAPACITOR 0.015µF,16V
C2604 NCBA1CK-153W CAPACITOR 0.015µF,16V
C2605 NCBA1EK-472W CAPACITOR 0.0047µF,25V
C2606 NCBA1EK-472W CAPACITOR 0.0047µF,25V
C2607 NCBA1AK-473W CAPACITOR 0.047µF,10V
C2608 NCBA1AK-473W CAPACITOR 0.047µF,10V
C2609 NCBA1HK-102W CAPACITOR 0.001µF,50V
C2610 NCBA1HK-102W CAPACITOR 0.001µF,50V
C2611 NCB30JK-105X CAPACITOR 1µF,6.3V
C2612 NCB30JK-105X CAPACITOR 1µF,6.3V
C2613 NCB30JK-105X CAPACITOR 1µF,6.3V
C2614 NDCA1HJ-101W CAPACITOR 100pF,50V
C2615 NDCA1HJ-101W CAPACITOR 100pF,50V
C2701 NBZ0015-106X T CAPACITOR 10µF,6.3V
C2907 NCB30JK-105X CAPACITOR 1µF,6.3V
C3001 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3002 NCB30JK-105X CAPACITOR 1µF,6.3V
C3003 NCB30JK-105X CAPACITOR 1µF,6.3V
C3005 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3006 NCB30JK-105X CAPACITOR 1µF,6.3V
C3007 NCB10JK-106X CAPACITOR 10µF,6.3V
C3008 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3010 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3011 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3012 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3013 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3015 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3016 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3017 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3018 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
C3020 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3021 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3022 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3023 NDCA1HJ-330W CAPACITOR 33pF,50V
C3024 NCBA1HK-102W CAPACITOR 0.001µF,50V
C3025 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3026 NCB30JK-105X CAPACITOR 1µF,6.3V
C3027 NCBA1EK-472W CAPACITOR 0.0047µF,25V
C3028 NDCA1EJ-271W CAPACITOR 270pF,25V
C3029 NCBA1CK-103W CAPACITOR 0.01µF,16V
5-15
Page 53

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
C3030 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C3031 NCBA1AK-104W CAPACITOR 0.1
C3032 NCBA1HK-102W CAPACITOR 0.001
F,10V
µ
F,50V
C3033 NDCA1HJ-220W CAPACITOR 22pF,50V
C3036 NDCA1HJ-8R0W CAPACITOR 8pF,50V
C3037 NDCA1HJ-8R0W CAPACITOR 8pF,50V
C3038 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C3039 NCBA1AK-104W CAPACITOR 0.1
F,10V
C3042 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3043 NCBA1CK-103W CAPACITOR 0.01
µ
F,16V
C3044 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3045 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3046 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3047 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C3048 NCB31CK-473X CAPACITOR 0.047
F,16V
C3049 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C3050 NCBA1HK-102W CAPACITOR 0.001
µ
F,50V
C3051 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3053 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3055 NCB30JK-105X CAPACITOR 1µF,6.3V
C3059 NCBA1HK-102W CAPACITOR 0.001µF,50V
C3060 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3501 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3502 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3503 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3504 NCBA1AK-473W CAPACITOR 0.047µF,10V
C3505 NCBA1CK-223W CAPACITOR 0.022µF,16V
C3506 NCB30JK-105X CAPACITOR 1µF,6.3V
C3507 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3508 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3509 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3510 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3511 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3512 NCB31CK-104X CAPACITOR 0.1µF,16V
C3513 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3514 NCBA1AK-473W CAPACITOR 0.047µF,10V
C3515 NCBA1AK-473W CAPACITOR 0.047µF,10V
C3516 NCBA1AK-473W CAPACITOR 0.047µF,10V
C3517 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3518 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3519 NCBA1HK-102W CAPACITOR 0.001µF,50V
C3520 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3521 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3522 NCB20JM-475X CAPACITOR 4.7µF,6.3V
C3523 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3524 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3525 NCB20JM-475X CAPACITOR 4.7µF,6.3V
C3526 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3527 NDCA1EJ-221W CAPACITOR 220pF,25V
C3701 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3702 NDCA1HJ-560W CAPACITOR 56pF,50V
C3703 NDCA1HJ-270W CAPACITOR 27pF,50V
C3704 NDCA1HJ-680W CAPACITOR 68pF,50V
C3705 NDCA1HJ-270W CAPACITOR 27pF,50V
C3706 NCB30JK-105X CAPACITOR 1µF,6.3V
C3707 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3708 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3709 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3710 NBE90GM-226X T CAPACITOR 22µF,4.0V
C3711 NBE90GM-226X T CAPACITOR 22µF,4.0V
C3712 NBE20GM-107X T CAPACITOR 100µF,4.0V
C3713 NBE20GM-107X T CAPACITOR 100µF,4.0V
C3715 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3731 NCBA1CK-103W CAPACITOR 0.01µF,16V
µ
C3732 NCBA1HK-102W CAPACITOR 0.001
F,50V
C3733 NDCA1HJ-3R0W CAPACITOR 3pF,50V
C3734 NDCA1HJ-5R0W CAPACITOR 5pF,50V
C3735 NDCA1HJ-330W CAPACITOR 33pF,50V
C3736 NCBA1HK-102W CAPACITOR 0.001
µ
F,50V
C3738 NCBA1CK-103W CAPACITOR 0.01µF,16V
µ
C3739 NCBA1CK-103W CAPACITOR 0.01
F,16V
C3740 NCB30JK-105X CAPACITOR 1µF,6.3V
C3741 NCB30JK-105X CAPACITOR 1
µ
F,6.3V
C3742 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3743 NDCA1HJ-3R0W CAPACITOR 3pF,50V
C3744 NDCA1HJ-5R0W CAPACITOR 5pF,50V
C3745 NDCA1HJ-330W CAPACITOR 33pF,50V
µ
C3746 NCB20JM-475X CAPACITOR 4.7
F,6.3V
C3747 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3801 NCB30JK-105X CAPACITOR 1
µ
F,6.3V
C3802 NCB30JK-105X CAPACITOR 1µF,6.3V
C3803 NBZ0015-106X T CAPACITOR 10µF,6.3V
C3804 NBE20GM-476X T CAPACITOR 47µF,4.0V
C3805 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3806 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3807 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3808 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3809 NCB31CK-104X CAPACITOR 0.1µF,16V
C3810 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3811 NCB31CK-104X CAPACITOR 0.1µF,16V
C3812 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3813 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3814 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3815 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3816 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3817 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3818 NCBA1AK-104W CAPACITOR 0.1µF,10V
C3819 NCBA1CK-103W CAPACITOR 0.01µF,16V
C3901 NBE90GM-226X T CAPACITOR 22µF,4.0V
C3902 NCBA1CK-103W CAPACITOR 0.01µF,16V
C4201 NCB30JK-105X CAPACITOR 1µF,6.3V
C4202 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4203 NCBA1CK-103W CAPACITOR 0.01µF,16V
C4204 NBE20GM-107X T CAPACITOR 100µF,4.0V
C4205 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4206 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4207 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4209 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4210 NCB30JK-105X CAPACITOR 1µF,6.3V
C4211 NCB21CK-105X CAPACITOR 1µF,16V
C4212 NCBA1CK-123W CAPACITOR 0.012µF,16V
C4213 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4214 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4215 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4219 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4220 NCB30JK-105X CAPACITOR 1µF,6.3V
C4221 NCB30JK-105X CAPACITOR 1µF,6.3V
C4222 NCB30JK-105X CAPACITOR 1µF,6.3V
C4301 NCB30JK-105X CAPACITOR 1µF,6.3V
C4302 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4303 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4304 NCBA1CK-103W CAPACITOR 0.01µF,16V
C4305 NCB30JK-105X CAPACITOR 1µF,6.3V
C4306 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4307 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4308 NBZ0015-106X T CAPACITOR 10µF,6.3V
5-16
Page 54

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
C4309 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C4310 NCBA1AK-104W CAPACITOR 0.1
C4311 NCBA1AK-104W CAPACITOR 0.1
F,10V
µ
F,10V
C4312 NCBA1AK-104W CAPACITOR 0.1µF,10V
C4313 NCBA1CK-103W CAPACITOR 0.01µF,16V
C4316 NCB30JK-105X CAPACITOR 1µF,6.3V
C4317 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C4318 NCBA1AK-104W CAPACITOR 0.1
F,10V
C5001 NCB30JK-105X CAPACITOR 1µF,6.3V
C5002 NCBA1CK-103W CAPACITOR 0.01
µ
F,16V
C5003 NBE20JM-226X T CAPACITOR 22µF,6.3V
C5004 NCB30JK-105X CAPACITOR 1µF,6.3V
C5005 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5006 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C5008 NBE20GM-476X T CAPACITOR 47
F,4.0V
C5009 NBZ0015-106X T CAPACITOR 10µF,6.3V
C5010 NBP21DM-475X T CAPACITOR 4.7
µ
F,20V
C5011 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5012 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5013 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5014 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5017 NBE41AM-476X T CAPACITOR 47µF,10V
C5019 NCF31EZ-104X CAPACITOR 0.1µF,25V
C5021 NBP21DM-475X T CAPACITOR 4.7µF,20V
C5022 NCF31EZ-104X CAPACITOR 0.1µF,25V
C5023 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5025 NBP21VM-105X T CAPACITOR 1µF,35V
C5027 NCBA1AK-104W CAPACITOR 0.1µF,10V
C5028 NBZ0015-106X T CAPACITOR 10µF,6.3V
C6001 NCBA1AK-104W CAPACITOR 0.1µF,10V
C6002 NCBA1CK-103W CAPACITOR 0.01µF,16V
C6003 NCBA1AK-104W CAPACITOR 0.1µF,10V
C6004 NBZ0015-106X T CAPACITOR 10µF,6.3V
C6005 NBP21CM-685X T CAPACITOR 6.8µF,16V
C6006 NCF31AZ-105X CAPACITOR 1µF,10V
C6007 NBZ0015-106X T CAPACITOR 10µF,6.3V
C6008 NCBA1CK-103W CAPACITOR 0.01µF,16V
C6101 NCB21CK-105X CAPACITOR 1µF,16V
C6102 NCBA1AK-104W CAPACITOR 0.1µF,10V
C6103 NCBA1HK-102W CAPACITOR 0.001µF,50V
C6104 NCBA1HK-561W CAPACITOR 560pF,50V
C6105 NCBA1HK-561W CAPACITOR 560pF,50V
C6106 NBP21CM-685X T CAPACITOR 6.8µF,16V
C6107 NCB21CK-105X CAPACITOR 1µF,16V
C6108 NDCA1HJ-101W CAPACITOR 100pF,50V
C6109 NDCA1HJ-150W CAPACITOR 15pF,50V
C6110 NCBA1HK-272W CAPACITOR 0.0027µF,50V
C6111 NCB30JK-105X CAPACITOR 1µF,6.3V
C6112 NCBA1HK-102W CAPACITOR 0.001µF,50V
C6113 NCBA1EK-472W CAPACITOR 0.0047µF,25V
C6114 NCBA1AK-104W CAPACITOR 0.1µF,10V
C6115 NCBA1CK-103W CAPACITOR 0.01µF,16V
C6116 NCBA1HK-102W CAPACITOR 0.001µF,50V
C6117 NCBA1CK-103W CAPACITOR 0.01µF,16V
C6118 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
C6119 NCBA1CK-223W CAPACITOR 0.022µF,16V
C6120 NCBA1CK-223W CAPACITOR 0.022µF,16V
C6121 NCBA1CK-223W CAPACITOR 0.022µF,16V
C6122 NCB31AK-224X CAPACITOR 0.22µF,10V
C6123 NCB31CK-683X CAPACITOR 0.068µF,16V
C6124 NCB21CK-105X CAPACITOR 1µF,16V
C6125 NCB10JK-106X CAPACITOR 10µF,6.3V
C6126 NCB21CK-105X CAPACITOR 1µF,16V
C6127 NCB10JK-106X CAPACITOR 10µF,6.3V
µ
C6128 NCB21CK-105X CAPACITOR 1
C6129 NCB30JK-105X CAPACITOR 1
F,16V
µ
F,6.3V
C6130 NCB21CK-105X CAPACITOR 1µF,16V
C6131 NCB30JK-105X CAPACITOR 1µF,6.3V
C6132 NCB21CK-105X CAPACITOR 1µF,16V
C6133 NCB10JK-106X CAPACITOR 10µF,6.3V
µ
C6134 NCB30JK-105X CAPACITOR 1
F,6.3V
C6135 NCB21CK-105X CAPACITOR 1µF,16V
C6136 NCB21CK-105X CAPACITOR 1
µ
F,16V
C6137 NCB21CK-105X CAPACITOR 1µF,16V
C6138 NCB11CK-475X CAPACITOR 4.7µF,16V
C6139 NCB11EK-105X CAPACITOR 1µF,25V
C6140 NCBA1CK-103W CAPACITOR 0.01µF,16V
µ
C6141 NCB21CK-105X CAPACITOR 1
F,16V
C6142 NCBA1AK-104W CAPACITOR 0.1µF,10V
C6143 NCB21CK-105X CAPACITOR 1
µ
F,16V
C7101 NBE91AM-335X T CAPACITOR 3.3µF,10V
C7102 NCB31EK-682X CAPACITOR 0.0068µF,25V
C7106 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7107 NBE81AM-106X T CAPACITOR 10µF,10V
C7108 NCB21AK-105X CAPACITOR 1µF,10V
C7109 NCB21AK-105X CAPACITOR 1µF,10V
C7110 NCB21AK-105X CAPACITOR 1µF,10V
C7111 NCBA1CK-103W CAPACITOR 0.01µF,16V
C7115 NCB30JK-105X CAPACITOR 1µF,6.3V
C7116 NCBA1HK-222W CAPACITOR 0.0022µF,50V
C7117 NCB30JK-105X CAPACITOR 1µF,6.3V
C7118 NCB30JK-105X CAPACITOR 1µF,6.3V
C7119 NCB30JK-105X CAPACITOR 1µF,6.3V
C7120 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7121 NCB31CK-104X CAPACITOR 0.1µF,16V
C7122 NBE90GM-226X T CAPACITOR 22µF,4.0V
C7123 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7124 NBE90GM-226X T CAPACITOR 22µF,4.0V
C7125 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7126 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7127 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7128 NCBA1CK-103W CAPACITOR 0.01µF,16V
C7201 NBE21AM-106X T CAPACITOR 10µF,10V
C7202 NCB21CK-105X CAPACITOR 1µF,16V
C7203 NCB21CK-105X CAPACITOR 1µF,16V
C7204 NCB21CK-105X CAPACITOR 1µF,16V
C7205 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7206 NCB21CK-105X CAPACITOR 1µF,16V
C7207 NCBA1CK-103W CAPACITOR 0.01µF,16V
C7209 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7210 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7211 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7213 NCBA1CK-103W CAPACITOR 0.01µF,16V
C7214 NBE91AM-335X T CAPACITOR 3.3µF,10V
C7215 NCBA1EK-682W CAPACITOR 0.0068µF,25V
C7216 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7217 NCB21CK-105X CAPACITOR 1µF,16V
C7218 NBP21VM-155X T CAPACITOR 1.5µF,35V
C7219 NCB21EK-104X CAPACITOR 0.1µF,25V
C7220 NBP21DM-475X T CAPACITOR 4.7µF,20V
C7221 NCB31CK-104X CAPACITOR 0.1µF,16V
C7222 NBE90GM-226X T CAPACITOR 22µF,4.0V
C7223 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7224 NCBA1AK-104W CAPACITOR 0.1µF,10V
C7225 NBE90GM-226X T CAPACITOR 22µF,4.0V
C7226 NBZ0015-106X T CAPACITOR 10µF,6.3V
5-17
Page 55

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
C7227 NCBA1CK-103W CAPACITOR 0.01µF,16V
µ
C7228 NCBA1AK-104W CAPACITOR 0.1
C7229 NBP21DM-475X T CAPACITOR 4.7
F,10V
µ
F,20V
C7230 NBP21VM-155X T CAPACITOR 1.5µF,35V
C7231 NBE90JM-106X T CAPACITOR 10µF,6.3V
C8001 NBZ0015-106X T CAPACITOR 10µF,6.3V
C8002 NBZ0015-106X T CAPACITOR 10µF,6.3V
µ
C8003 NBZ0015-106X T CAPACITOR 10
F,6.3V
C8004 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8005 NCBA1AK-104W CAPACITOR 0.1
µ
F,10V
C8006 NBZ0015-106X T CAPACITOR 10µF,6.3V
C8007 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8008 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8009 NCBA1AK-104W CAPACITOR 0.1µF,10V
µ
C8010 NCBA1AK-104W CAPACITOR 0.1
F,10V
C8011 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8014 NCBA1AK-104W CAPACITOR 0.1
µ
F,10V
C8015 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8016 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8017 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8018 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8019 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8020 NBZ0015-106X T CAPACITOR 10µF,6.3V
C8021 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8022 NCB30JK-105X CAPACITOR 1µF,6.3V
C8023 NCBA1CK-103W CAPACITOR 0.01µF,16V
C8024 NCBA1CK-103W CAPACITOR 0.01µF,16V
C8025 NCBA1CK-103W CAPACITOR 0.01µF,16V
C8026 NCBA1CK-103W CAPACITOR 0.01µF,16V
C8301 NBZ0015-106X T CAPACITOR 10µF,6.3V
C8305 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8306 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8307 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8310 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8311 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8501 NBZ0015-106X T CAPACITOR 10µF,6.3V
C8502 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8503 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8504 NCBA1AK-104W CAPACITOR 0.1µF,10V
C8505 NCBA1AK-104W CAPACITOR 0.1µF,10V
L1002 NQR0006-001X FERRITE BEAD
L1101 NQL402M-100X COIL 10µH
L1401 NQR0006-001X FERRITE BEAD
L2101 NQL402M-100X COIL 10µH
L2401 NQL402M-100X COIL 10µH
L2402 NQL402M-100X COIL 10µH
L2601 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2602 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2603 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2701 NQR0129-002X FERRITE BEAD
L3001 NQR0129-002X FERRITE BEAD
L3002 NQR0129-002X FERRITE BEAD
L3004 NQR0006-001X FERRITE BEAD
L3005 NQR0006-001X FERRITE BEAD
L3007 NQL085J-2R2X COIL 2.2µH
L3008 NQL085J-120X COIL 12µH
L3010 NQR0383-003X COIL
L3011 NQR0383-003X COIL
L3012 NQR0006-001X FERRITE BEAD
L3013 NQR0129-002X FERRITE BEAD
L3501 NQR0129-002X FERRITE BEAD
L3502 NQL402M-100X COIL 10µH
L3503 NQR0006-001X FERRITE BEAD
L3504 NQR0006-001X FERRITE BEAD
L3505 NQR0006-001X FERRITE BEAD
L3701 NQL38DK-100X COIL 10µH
L3731 NQL085J-6R8X COIL 6.8µH
L3732 NQL085J-6R8X COIL 6.8µH
L3801 NQR0129-002X FERRITE BEAD
L3802 NQR0129-002X FERRITE BEAD
L3803 NQR0006-001X FERRITE BEAD
L3804 NQL38DK-100X COIL 10
L3901 NQL38DK-100X COIL 10
µ
µ
L4201 NQL38DK-100X COIL 10µH
L4301 NQR0129-002X FERRITE BEAD
L4302 NQR0129-002X FERRITE BEAD
L4303 NQR0129-002X FERRITE BEAD
L4304 NQR0129-002X FERRITE BEAD
L5001 NQR0129-002X FERRITE BEAD
L5002 NQL38DK-100X COIL 10µH
L5003 NQL38DK-100X COIL 10µH
L5004 NQL38DK-100X COIL 10µH
L5005 NQR0129-002X FERRITE BEAD
L5006 NQL38DK-100X COIL 10µH
L5007 NQR0129-002X FERRITE BEAD
L6001 NQL402M-100X COIL 10µH
L6101 NQL68EM-100X COIL 10µH
L6102 NQL68EM-100X COIL 10µH
L6103 NQLZ010-390X COIL 39µH
L6104 NQL68EM-330X COIL 33µH
L6105 NQL68EM-330X COIL 33µH
L6106 NQL68EM-470X COIL 47µH
L6107 NQL68EM-330X COIL 33µH
L6108 NQL144K-220X COIL 22µH
L6109 NQLZ011-221X COIL 220µH
L7102 NQL38DK-220X COIL 22µH
L7103 NQL38DK-220X COIL 22µH
L7104 NQL38DK-220X COIL 22µH
L7201 NQL38DK-220X COIL 22µH
L7202 NQL38DK-220X COIL 22µH
L7203 NQL38DK-220X COIL 22µH
L7204 NQL38DK-220X COIL 22µH
L7205 NQL38DK-100X COIL 10µH
L8001 NQR0129-002X FERRITE BEAD
L8002 NQR0129-002X FERRITE BEAD
L8003 NQR0006-001X FERRITE BEAD
L8004 NQR0129-002X FERRITE BEAD
L8005 NQR0129-002X FERRITE BEAD
L8006 NQR0006-001X FERRITE BEAD
L8301 NQR0129-002X FERRITE BEAD
L8501 NQR0129-002X FERRITE BEAD
X1001 NAX0474-001X C OSCILLATOR
X1002 NAX0546-001X CRYSTAL RESONATOR
X1401 NAX0175-001X CRYSTAL RESONATOR
X3002 NAX0480-001X CRYSTAL RESONATOR
X4301 NAX0319-001X CXO
X8301 NAX0522-001X RESONATOR
S1001 NSW0182-001X PUSH SWITCH,MONITOR SW
TB1 LY32205-001A BATTERY TERMINAL UNIT
J101 QNZ0518-002 D CONNECTOR
CN101 QGF0517F1-08X FPC CONNECTOR
CN102 QGF0520F1-06X FFC/FPC CONNECTOR
CN103 QGF0520F1-06X FFC/FPC CONNECTOR
CN104 QGF0517F2-11X FPC CONNECTOR
CN105 QGF0517F2-18X FPC CONNECTOR
CN106 QGF0517F2-16X FPC CONNECTOR
H
H
5-18
Page 56

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
CN107 QGB0406L1-50X CONNECTOR
CN108 QGA1001F1-02X CONNECTOR
CN109 QGF0520F2-13X FFC/FPC CONNECTOR
CN110 QGB0404M1-80X CONNECTOR
CN111 QGF0517F2-20X FPC CONNECTOR
CN112 QGF0517F1-08X FPC CONNECTOR
CN113 QGF0306F1-39X FPC CONNECTOR
CN114 QGB0512L4-40X CONNECTOR
CN115 QGA1001F1-04X CONNECTOR
!
F6101 NMFZ007-2R0X-K FUSE T2.0A,50V
!
F6102 NMFZ007-2R0X-K FUSE T2.0A,50V
!
F6103 NMFZ007-1R0X-K FUSE T1.0A,50V
OT1 LY30029-0W6A SPACER(A)
OT2 LY30029-0V3A SPACER(A)
OT3 LY30029-0V7A SPACER(A)
OT4 LY30029-0W3A SPACER(A)
OT5 LY30029-0X7A SPACER(A)
OT6 LY30029-0W9A SPACER(A)
OT7 LY30029-0X6A SPACER(A)
!
OT8 LY43187-001A LABEL(FUSE)
OT9 LY30029-0X9A SPACER(A)
SD1 LY32271-001B SHIELD CASE(PR)
SD2 LY43856-001B SHIELD(CCD2)
******************************
OP MDA BOARD ASSEMBLY <02>
PW YB10371A OP MDA BOARD ASSY
IC4802 TA75W01FU IC
IC4803 TA75W01FU IC
IC4804 NJM3414AV IC
IC4805 MM6564XFBE IC
IC4806 TC7S08FU IC(DIGITAL)
IC4851 UPD16879GS IC
Q1151 RPM-22PB PHOTO TRANSISTOR
Q2001 DTC143XE DIGI TRANSISTOR
Q2901 2SB1121/TU/-X TRANSISTOR
or 2SB1121/ST/-X TRANSISTOR
Q2902 2SC5658 TRANSISTOR
Q4801 2SC4655/BC/-X TRANSISTOR
Q4802 2SC5658 TRANSISTOR
Q4803 DTC144EE DIGI TRANSISTOR
Q4804 DTA144EE DIGI TRANSISTOR
Q4805 2SC4617/RS/-X TRANSISTOR
Q4806 2SA1774/QR/-X TRANSISTOR
Q4851 2SC5658 TRANSISTOR
D2001 CL-221HR-C-X LE DIODE
D2901 EMZ6.8N ZENER DIODE
D2902 EMZ6.8N ZENER DIODE
D2903 EMZ6.8N ZENER DIODE
R1151 NRSA6AJ-302W MG RESISTOR 3kØ,1/16W
R2001 NRSA6AJ-471W MG RESISTOR 470Ø,1/16W
R2903 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2905 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R2906 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R2907 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R2908 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R2919 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R2920 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R4804 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R4805 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4806 NRSA6AJ-683W MG RESISTOR 68kØ,1/16W
R4807 NRSA6AJ-683W MG RESISTOR 68kØ,1/16W
R4808 NRSA6AJ-243W MG RESISTOR 24kØ,1/16W
R4809 NRSA6AJ-331W MG RESISTOR 330Ø,1/16W
R4810 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4811 NRSA6AJ-564W MG RESISTOR 560kØ,1/16W
R4812 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R4814 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R4815 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R4816 NRSA6AJ-105W MG RESISTOR 1MØ,1/16W
R4817 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R4818 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4819 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4820 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R4821 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R4822 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R4823 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4824 NRSA6AJ-472W MG RESISTOR 4.7kØ,1/16W
R4825 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R4826 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R4828 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R4829 NRSA6AJ-122W MG RESISTOR 1.2kØ,1/16W
R4830 NRSA6AJ-222W MG RESISTOR 2.2kØ,1/16W
R4831 NRSA6AJ-473W MG RESISTOR 47kØ,1/16W
R4832 NRSA6AJ-333W MG RESISTOR 33kØ,1/16W
R4833 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R4834 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R4836 NRSA6AJ-561W MG RESISTOR 560Ø,1/16W
R4841 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4842 NRSA6AJ-103W MG RESISTOR 10kØ,1/16W
R4848 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4856 NRSA63J-6R8X MG RESISTOR 6.8Ø,1/16W
R4857 NRSA63J-6R8X MG RESISTOR 6.8Ø,1/16W
R4858 NRSA6AJ-333W MG RESISTOR 33kØ,1/16W
R4862 NRSA63J-6R8X MG RESISTOR 6.8Ø,1/16W
R4863 NRSA63J-6R8X MG RESISTOR 6.8Ø,1/16W
R4864 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4865 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4866 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4867 NRSA6AJ-102W MG RESISTOR 1kØ,1/16W
R4868 NRSA6AJ-101W MG RESISTOR 100Ø,1/16W
R4870 NRSA6AJ-271W MG RESISTOR 270Ø,1/16W
R9901 NRSA6AJ-104W MG RESISTOR 100kØ,1/16W
R9902 NRSA6AJ-153W MG RESISTOR 15kØ,1/16W
R9903 NRSA6AJ-183W MG RESISTOR 18kØ,1/16W
R9904 NRSA6AJ-273W MG RESISTOR 27kØ,1/16W
C1151 NBZ0015-106X T CAPACITOR 10µF,6.3V
C1152 NCB21HK-683X-R CAPACITOR 0.068µF,50V
C2901 NCBA1CK-103W CAPACITOR 0.01µF,16V
C2904 NCBA1CK-103W CAPACITOR 0.01µF,16V
C4803 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4804 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4805 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4806 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4808 NCB30JK-105X CAPACITOR 1µF,6.3V
C4809 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4810 NCFA1HZ-103W CAPACITOR 0.01µF,50V
C4811 NCFA1HZ-103W CAPACITOR 0.01µF,50V
C4812 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4813 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4814 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4815 NCB31HK-152X CAPACITOR 0.0015µF,50V
5-19
Page 57

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
C4816 NCFA1AZ-104W CAPACITOR 0.1µF,10V
µ
C4819 NCF31CZ-104X CAPACITOR 0.1
C4851 NBZ0015-106X T CAPACITOR 10
C4852 NCFA1AZ-104W CAPACITOR 0.1µF,10V
C4853 NBEJ0JM-475X T CAPACITOR 4.7µF,6.3V
C4854 NBZ0015-106X T CAPACITOR 10µF,6.3V
C4855 NCB31CK-104X CAPACITOR 0.1µF,16V
C4858 NDCA1HJ-680W CAPACITOR 68pF,50V
C4859 NCBA1CK-223W CAPACITOR 0.022
C4860 NCBA1CK-223W CAPACITOR 0.022
C4861 NCBA1CK-153W CAPACITOR 0.015µF,16V
C4862 NCBA1CK-153W CAPACITOR 0.015µF,16V
C4864 NBEJ0JM-475X T CAPACITOR 4.7µF,6.3V
C4865 NCBA1AK-104W CAPACITOR 0.1µF,10V
L1151 NQR0265-001X FERRITE BEAD
L2901 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2902 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2903 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2904 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2905 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2906 NRSA6AJ-0R0W MG RESISTOR 0Ø,1/16W
L2907 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2908 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2909 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L2910 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
L4802 NQL38DK-100X COIL 10µH
L4851 NQR0129-002X FERRITE BEAD
L4852 NQL38DK-100X COIL 10µH
L4853 NQL38DK-100X COIL 10µH
B201 QAB0040-001 LI BATTERY
SW2001 NSW0175-001X PUSH SWITCH,VF SW
S9901 NSW0145-001X TACT SWITCH,BACK LIGHT
S9902 NSW0145-001X TACT SWITCH,EXPOSURE
S9903 NSW0145-001X TACT SWITCH,FOCUS
S9904 NSW0099-001X SLIDE SWITCH,VIDEO/MEMORY
CN201 QGB0404L1-80X CONNECTOR
CN202 QGF0517F1-16X FPC CONNECTOR
CN203 QGF0517F1-20X FPC CONNECTOR
CN204 QGF0517F1-24X FPC CONNECTOR
F,16V
µ
F,6.3V
µ
F,16V
µ
F,16V
******************************
BOTTOM BOARD ASSEMBLY <03>
PW1 YB10372A1-02 BOTTOM BOARD ASSY
R2801 NRSA63J-220X MG RESISTOR 22Ø,1/16W
R2802 NRSA63J-220X MG RESISTOR 22Ø,1/16W
R2803 NRSA63J-220X MG RESISTOR 22Ø,1/16W
R2804 NRSA63J-220X MG RESISTOR 22Ø,1/16W
R2805 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2806 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2807 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2808 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2809 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2810 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2811 NRSA63J-473X MG RESISTOR 47kØ,1/16W
R2814 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
R2851 NRSA63J-104X MG RESISTOR 100kØ,1/16W
R2852 NRSA63J-104X MG RESISTOR 100kØ,1/16W
R2853 NRSA63J-151X MG RESISTOR 150Ø,1/16W
R2854 NRSA63J-151X MG RESISTOR 150Ø,1/16W
R2855 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
µ
C2801 NBE20JM-106X T CAPACITOR 10
C2804 NCBA1AK-104W CAPACITOR 0.1
C2851 NCB31EK-103X CAPACITOR 0.01µF,25V
C2852 NCB31EK-103X CAPACITOR 0.01µF,25V
C2853 NCB31HK-472X CAPACITOR 0.0047µF,50V
C2854 NCB31HK-472X CAPACITOR 0.0047µF,50V
L2801 NQR0384-003X COIL
L2851 NQR0251-004X FERRITE BEAD
L2852 NQR0251-004X FERRITE BEAD
L2853 NQR0251-004X FERRITE BEAD
L2854 NQR0251-004X FERRITE BEAD
L2855 NQR0251-004X FERRITE BEAD
L2856 NQR0251-004X FERRITE BEAD
L2857 NQR0251-004X FERRITE BEAD
L2858 NQR0251-004X FERRITE BEAD
L2859 NQR0251-004X FERRITE BEAD
BK1 LY32626-001A BOTTOM PWB BRACKET
J301 QNS0200-001 3.5 JACK
J302 NNZ0070-001X USB CONNECTOR
CN301 QGB0406M1-50X CONNECTOR
CN302 NNZ0082-001X M CONNECTORCTOR
CN303 NNZ0067-001X SD CARD CONNECTOR
OT1 LY30029-0V5A SPACER(A)
OT2 LY30029-0X4A SPACER(A)
OT3 LY30029-0Y2A SPACER(A)
OT4 LY30029-0X5A SPACER(A)
SD1 LY43764-001A SHIELD(BOTTOM)
F,6.3V
µ
F,10V
******************************
MONITOR BOARD ASSEMBLY <04>
PW1 YB20933A1 MONITOR BOARD ASSY
Q7501 UMD3N DIGI TRANSISTOR
Q7502 2SC4617/RS/-X TRANSISTOR
Q7503 XP6501 TRANSISTOR
Q7504 XP6501 TRANSISTOR
D7601 UDZ2.7B ZENER DIODE
D7602 UDZS4.3B ZENER DIODE
R7501 NRSA63D-472X MG RESISTOR 4.7kØ,1/16W
R7502 NRSA63D-621X MG RESISTOR 620Ø,1/16W
R7504 NRSA63D-101X MG RESISTOR 100Ø,1/16W
R7505 NRSA63D-101X MG RESISTOR 100Ø,1/16W
R7506 NRSA63J-102X MG RESISTOR 1kØ,1/16W
R7507 NRSA63J-102X MG RESISTOR 1kØ,1/16W
R7508 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
R7511 NRSA63D-153X MG RESISTOR 15kØ,1/16W
R7513 NRSA63J-0R0X MG RESISTOR 0Ø,1/16W
R7601 NRSA63J-103X MG RESISTOR 10kØ,1/16W
C7501 NCB21CK-104X CAPACITOR 0.1µF,16V
C7502 NCB21CK-104X CAPACITOR 0.1µF,16V
C7601 NCB21CK-104X CAPACITOR 0.1µF,16V
C7602 NCB21CK-105X CAPACITOR 1µF,16V
C7603 NCB21CK-105X CAPACITOR 1µF,16V
C7605 NBE81AM-106X T CAPACITOR 10µF, 1 0 V
C7606 NCB21CK-105X CAPACITOR 1µF,16V
CN401 QGF0307F1-33W FPC CONNECTOR
CN402 QGF0517F1-24X FPC CONNECTOR
CN403 QGF0520F1-06X FFC/FPC CONNECTOR
5-20
Page 58

# REF No. PART No. PART NAME, DESCRIPTION # REF No. PART No. PART NAME, DESCRIPTION
---------------- ----------------------- ----------------------------------------------------- ----------------- ----------------------- -----------------------------------------------------
******************************
CCD BOARD ASSEMBLY <05>
PW YB20926A-01 CCD BOARD ASSY
Q5201 2SC3931/CD/-X TRANSISTOR
Q5202 2SC4081/RS/-X TRANSISTOR
Q5203 2SC3931/CD/-X TRANSISTOR
R5201 NRSA63J-472X MG RESISTOR 4.7kØ,1/16W
R5202 NRSA63J-102X MG RESISTOR 1kØ,1/16W
R5203 NRSA63J-103X MG RESISTOR 10kØ,1/16W
R5204 NRSA63J-123X MG RESISTOR 12kØ,1/16W
R5205 NRSA63J-103X MG RESISTOR 10kØ,1/16W
C5202 NBP41DM-106X T CAPACITOR 10
C5203 NCF31EZ-104X CAPACITOR 0.1
C5204 NBE21AM-106X T CAPACITOR 10
C5205 NCB31CK-104X CAPACITOR 0.1µF,16V
C5206 NCB21EK-104X CAPACITOR 0.1µF,25V
C5207 NCB31HK-222X CAPACITOR 0.0022µF,50V
C5211 NCB31CK-104X CAPACITOR 0.1µF,16V
OT1 LY30029-0V8A SPACER(A)
µ
F,20V
µ
F,25V
µ
F,10V
******************************
EJECT BOARD ASSEMBLY <06>
PW2 YB10372A2 EJECT BOARD ASSY
S1 NSW0095-001X DETECT SWITCH,EJECT SW
WR1 WJM0286-001A E-SI C WIRE C-F,EJECT-MAIN CN108
******************************
VF BL BOARD ASSEMBLY <07>
PW2 YB20933A2 VF BL BOARD ASSY
Q7001 UMD3N DIGI TRANSISTOR
Q7002 PUMX1 PAIR TRANSISTOR
D7001 NSCW100A0/ST/-X LE DIODE
R7001 NRSA63J-332X MG RESISTOR 3.3kØ,1/16W
R7002 NRSA63J-561X MG RESISTOR 560Ø,1/16W
R7003 NRSA63J-470X MG RESISTOR 47Ø,1/16W
R7005 NRSA63J-333X MG RESISTOR 33kØ,1/16W
C7001 NCB31CK-104X CAPACITOR 0.1µF,16V
C7002 NCB31CK-104X CAPACITOR 0.1µF,16V
C7003 NCB31CK-104X CAPACITOR 0.1µF,16V
CN7001 QGF0517F2-20X FPC CONNECTOR
CN7002 QGF0517F1-16X FPC CONNECTOR
(Sanwa)-M2D7S8
GR-DVP7U
5-21
Page 59

SECTION 4
CHARTS AND DIAGRAMS
NOTES OF SCHEMATIC DIAGRAM
Safety precautions
The Components identified by the symbol are
critical for safety. For continued safety, replace safety
critical components only with manufacturer's recommended parts.
1. Units of components on the schematic diagram
Unless otherwise specified.
1) All resistance values are in ohm. 1/6 W, 1/8 W (refer to
parts list).
Chip resistors are 1/16 W.
K: KØ (1000Ø), M: MØ (1000KØ)
2) All capacitance values are in µF, (P: PF).
3) All inductance values are in µH, (m: mH).
4) All diodes are 1SS133, MA165 or 1N4148M (refer to parts
list).
4. Voltage measurement
1) Regulator (DC/DC CONV) circuits
REC : Colour bar signal.
PB : Alignment tape (Colour bar).
— : Unmeasurable or unnecessary to measure.
4) Indication on schematic diagram
Voltage Indications for REC and PB mode on the schematic diagram are as shown below.
REC mode
12 3
2.5
(5.0)
PB mode
1.8
PB and REC modes
(Voltage of PB and REC modes
are the same)
Note: If the voltages are not indicated on the schematic
diagram, refer to the voltage charts.
CIRCUIT BOARD NOTES
1. Foil and Component sides
1) Foil side (B side) :
Parts on the foil side seen from foil face (pattern face)
are indicated.
2) Component side (A side) :
Parts on the component side seen from component face
(parts face) indicated.
2. Parts location guides
Parts location are indicated by guide scale on the circuit board.
LOCATION
IC
Category : IC
Horizontal “A” zone
Vertical “6” zone
(A : Component side)
D : Discrete component)
B : Foil side
C : Chip component
REF No.
IC101 B C 6 A
2. Indications of control voltage
AUX : Active at high.
AUX or AUX(L) : Active at low.
3. Interpreting Connector indications
1
2
Removable connector
3
1
2
Wire soldered directly on board
3
1
Non-removable Board connector
2
3
1
2
4
Board to Board
3
5. Signal path Symbols
The arrows indicate the signal path as follows.
NOTE : The arrow is DVC unique object.
Playback signal path
Playback and recording signal path
Recording signal path
(including E-E signal path)
Capstan servo path
Drum servo path
(Example)
R-Y
Playback R-Y signal path
Y
Recording Y signal path
6. Indication of the parts for adjustments
The parts for the adjustments are surrounded with the circle as
shown below.
Note: For general information in service manual, please
refer to the Service Manual of GENERAL INFORMATION Edition 4 No. 82054D (January 1994).
S40889-01
Connected pattern on board
The arrows indicate signal path
7. Indication of the parts not mounted on the circuit board
“OPEN” is indicated by the parts not mounted on the circuit
board.
R216
OPEN
4-1
4-2
S40889-01
Page 60

BOARD INTERCONNECTIONS4.1
NOTE )∗ : The number of patch cords
5
are indicated by interconnected.
SPEAKER
ZOOM
OPE
UNIT
YTU94074-8
∗
4
YTU94077-8
SUB
OPE
UNIT
∗
LOADING
MOTOR
MOTOR
CAPSTAN
SENSOR
YTU94074-16
∗
YTU94077-16
YTU94074-8
∗
YTU94077-8
M
DRUM
M
MOTOR
M
HEAD
YTU94074-11
∗
YTU94077-11
3
YTU94074-18
∗
YTU94077-18
2
1
CN109
CN112
INFO/EMAIL_SW
MENU_SW
PLUS_SW
MINUS_SW
SET/SELECT_SW
NAVI/INDEX_SW
YTU94074-6
YTU94077-6
CN102
LOAD_REV
LOAD_REV
LOAD_FWD
LOAD_FWD
DEW_SENS
CN104
D_PFG[+]
D_FG[-]
D_COIL_U
D_COIL_U
D_COIL_V
D_COIL_V
D_COIL_W
D_COIL_W
COIL_COM
D_PG[-]
DR_GND
CN105
C_FG[+]
C_FG[-]
MDA_2.9
C_COIL_W
C_COIL_W
C_COIL_U
C_COIL_U
C_COIL_V
C_COIL_V
HG_U[+]
HG_V[+]
HG_W[+]
HG_BS[+]
HG_BS[-]
HG_W[-]
HG_V[-]
HG_U[-]
CN106
S_SENS
REG_3V
REC_SAFE
E_SENS
CAS_SW
S_RL[-]
TAPE_LED
S_RL[+]
REEL_VCC
T_RL[-]
T_RL[+]
CN101
GND
GND
GND
GND
ROTARY
ENCODER
YTU94074-13
∗
YTU94077-13
POWER_LED
DIAL_PB
DIAL_OFF
DIAL_AUTO
DIAL_MANUAL
REG_3V
ZOOM_SW
TRIG_SW
STOP/SOUND_SW
PHOTO_SW
GND
NC
GND
GND
GND
MIC3
MIC2
MIC1
GND
1F
1S
2F
2S
GND
SPK-
SPK+
CAM_SW_A
R.E.SW
CAM_SW_B
CAM_SW_C
LOAD_FWD
LOAD_REV
D_PFG[+]
D_FG[-]
D_COIL_U
D_COIL_V
D_COIL_W
COIL_COM
D_PG[-]
C_FG[+]
C_FG[-]
C_COIL_W
C_COIL_U
C_COIL_V
HG_U[+]
HG_V[+]
HG_W[+]
HG_BS[+]
HG_BS[-]
HG_W[-]
HG_V[-]
HG_U[-]
S_RL[-]
S_RL[+]
T_RL[-]
T_RL[+]
GND
NC
CN103
NC
CN111
CCD_15V
MDA
(Page 4-9)
CN101
1F
1S
2F
2S
∗
CCD_15V
OP BLOCK
GND
GND
GND
V1
V2
V3V2V4
CCD_CTL
GND
GND
V4V3V2
V1
H1
H2
RG
SUB
CCD_15V
CCD-7.5V
CCD_CTL
REG
[-7.5V]
REG-CCD
REG_3V
REG_4.8V
GND
SYSCON-CPU
CCD_CTL
TG_CS
TG_RST
DATA_OUT
CLK_OUT
REG
REG_4.8V
GND
SYSCON-CPU
CLK_OUT
DATA_OUT
CDS_CS
YTU94074-6
YTU94077-6
TG/VDR
(Page 4-25)
SHD
SHP
CDS/AD
SHP
SHD
TG/VDR
CDS/AD
(Page 4-21)
SERVO
DRUM_BRK
MDA_PS
CAP_RVS
CAP_BRK
CAP_REF
CAP_FG
DRUM_REF
DRUM_PG
DRUM_FG
LD_ON
LD_REV
LD_FWD
S_REEL
T_REEL
REG
CAP_ERR
CAP_PWR
DRUM_ERR
DRUM_PWR
REG_3V
M_REG4.8
UNREG
DUMP_CTL
VIDEO I/O
ADCLK
PBLK
PBLK
ADCLK
GND
ATF_GAIN
NOSIG_LV
CPOB
CPOB
RECCADJ
CAM.DSP
HDIN
VDIN
CLK9A
TG_36M
PBLK
CPOB
COM
CN111
CAM.DSP
ADIN[0-9]
REG_2.5V
SERVO
CAM.DSP
ENV_OUT
MONI_CHG
CCD_OUT
HID3
COM
COM
H2
H1
CCD-7.5V
SUB
CAM.DSP
DSCO[0-7]
DSYO[0-7]
FLDDSC
HDDSC
VDDSC
CLKDSC
DSYIO[0-7]
DSCIO[0-7]
CLK27B
TDI
REG
REG_4.8V
REG_3V
GND
PBH
HID1
RECH
DV MAIN
PRE/REC
(Page 4-17)
CVF_B
CVF_R
CVF_G
VF_RPD
CCD_OUT
TG/VDR
CLK9A
TG_36M
HDIN
VDIN
PBLK
CPOB
DSC
HDDSC
DSYIO[0-7]
DSCIO[0-7]
CLKDSC
VDDSC
FLDDSC
DSYO[0-7]
DSCO[0-7]
TDA
TDB
CDS/AD
ADIN[0-9]
DV MAIN
CLK27A
OUTV
OUTH
DCI[0-3]
DYI[0-3]
INV
INH
DCO[0-3]
DYO[0-3]
TMS
TCMK
DSC
REC_CTL
VREF_1.1
MT_RPD
VF_COM
JIG
TRST
AGC_OUT
Vdd
TEST
V1
GND
H1
RG
Vout
GND
YTU94074-20
∗
YTU94077-20
CAM.DSP
TMS
TCMK
TRST
CN114
GIO3
USBDOWN
TDA
USBDRV
GIO6
GIO3
GIO15
D[0-15]
USBDOWN
USBDRV
(Page 4-37)
ATFI
VRB_ATF
REF_CLK
VRB_AGC
REC_DATA
GND
MT_B
MT_R
MT_G
MT_COMCS
CONN.
H2
(Page 4-23)
GIO15
EM_CS2
REG_4.8V
MT_PSIG
V4
V3
05
CCD
(Page 4-49)
VL
SUB
YTU94128A-4
∗
CN115
MAIN AUDIO
S_SHUT
CN110
CAM_VD
IRIS_PWM
CLK_4M5
SYSCON-CPU
HD_SEL
BUS[0-15]
CDSTB
CRWSEL
DSP_RST
CN110
GATEPULS
VIDEO I/O
OUT_VS
OUT_HS
OUT_C[0-3]
OUT_Y[0-3]
TBCCTL
CLK27A
CLK27B
DV MAIN,
PRE/REC
REG_2.5V
REG_1.8V
REG_3V
GND
REG
GND
REG
REG_3V
DOLRCK2
REG_1.8V
AUDIO AD/DA
DSC (Page 4-35)
GIO6
FLSH_OE
EM_CS2
FLSH_WE
D[0-15]
A10
DSC
FLSH_OE
DSC_RST
FLSH_WE
CN107
USBSENSE
USB_DP
USB_DN
REC_CLK
REG
REG_3V
SPA
FRP
SBE
GND
GND
MONI_CHG
FS_PLL
DISCRI
HID1
IRIS_C
CALE
MVD
MFLD
OMT
DOBCK2
DOMCK2
SD
GND
ATFI
MIC UNIT
AIDAT2
DODAT2
SYSCON-CPU
GIO17
GIO4
GIO2
GIO1
GIO4
GIO2
GIO1
GIO17
(Page 4-39)
REG_3V
GND
A_MUTE
AU_SIG/L
(Page 4-27)
REG_4.8V
REG_3V
PB_CLK
ENV_OUT
MAIN_VCO
IN_GND
IN_GND
IN_MIC/R
DCS_CS
DSC_CLK
DSC_RST
FLSH_RST
DSC_DT_IN
EM_CS1
FLSH_OE
FLSH_WE
A[8-14]
A[8-14]
EM_CS1
FLSH_OE
FLSH_WE
SD
HP_SIG/L
AU_SIG/R
HP_SIG/R
REGCON
TMS
TRST
TCMK
IN_MIC/L
MXDT_OUT
DSC_DT_OUT
D[0-15]
CN107
SD0DAT0
SD0DAT1
D[0-15]
SD0DAT2
SD0DAT3
SD0WP
SD0CMD
SD0CD
SDCLK
IR_RMC
AU_SIG/R
AU_SIG/L
TDI
TDO
DSC_STS
CAPT_REQ
DSC_WKUP
SHOE_LEV
SHOE_PWM
SD_3V
HP_SIG/L
HP_SIG/R
JLIP_TX
JLIP_RX
P_DET
IF_TX
HP_DET
AL_3VSYS
01
CN109
CJIG_RST
MAIN
AUDIO AD/DA
(Page 4-11)
MD_DEM1
PWDA2
MP_MUTE
PWAD2
SYSCON-CPU
CAM.DSP
S_SHUT
IM_GND
CN115
IN_MIC/L
IN_MIC/R
MAIN AUDIO (Page 4-13)
AIDAT
A_MUTE
BUZZER
DRST
CALE
CAM.DSP
INV
CN114
VPPD
AUDIO_CS
PD_L
SYSCON-CPU
MVD
CDSTB
HD_SEL
CRWSEL
BUS[0-15]
DSP_RST
USBDOWN
CAS_SW
CN103
CAM_SW_A
CAM_SW_B
CAM_SW_C
CN106
TAPE_LED
REEL_VCC
S_SENS
E_SENS
MIC_3
MIC_2
MIC_1
REC_SAFE
VIDEO I/O,
SYSCON-CPU
LIT_3V
AL_3V
PWR_CTL
V_BATT
MDA
CAP_ERR
CAP_PWR
DRUM_ERR
DRUM_PWR
DV MAIN
OMT
MFLD
SYSCON-CPU (Page 4-5)
MENU_SW
INFO/EMAIL_SW
CN112
INV
INH
REG_2.5V
CAM.DSP
TMS
TCMK
TDO
TDB
REGCON
(Page 4-27)
CHKUNREG
SP_UNREG
CHKUNREG
REG
(Page 4-29)
SPK+
CN109
CN110
OP_THRMO
HALL_AD
Z_PTR_AD
F_PTR_AD
IRIS_O/C
F/Z_CS
TG_RST
POWER_LED
DIAL_PB
DIAL_OFF
DIAL_AUTO
DIAL_MANUAL
ZOOM_SW
TRIG_SW
STOP/SOUND_SW
PHOTO_SW
VPPC
SRV_TX
REG_3V
SRV_RX
SPK-
MAIN AUDIO
AUDIO AD/DA
AILRCK
AIMCK
AODAT
CCD_CTL
TG/VDR
PLUS_SW
MINUS_SE
SET/SELECT_SW
CAM_VD
CAM.DSP
PRE/REC
OUTV
OUTH
DCO[0-3]
TRST
PRE/REC
UNREG
REG_3V
REG
REG_3V
EM_AU/L
EM_AU/R
MD_AU/L
MD_AU/R
DOBCK2
DSC
DOMCK2
CN110
EM_AU/L
MD_AU/L
EM_AU/R
MD_AU/R
REG
REG_4.8VREG_15V
REG_3V
DATA_OUT
AIBCK
AU_SIG/L
AU_SIG/R
CLK_OUT
REGCON
TG_CS
TG_RST
BUZZER
CDS_CS
AUDIO_CS
CSD/AD
MAIN AUDIO
PWR_CTL
BATT_SW
V_BATT
AL_3V
NAVI/INDEX_SW
LIT_3V
REGCON, REG0DSC
MDA
CN102
DRUM_REF
DEW_SENS
SERVO (Page 4-7)
MONI_CHG
RECH
PBH
HID3
HID1
DYI[0-3]
DCI[0-3]
CLK27A
DYO[0-3]
ATFI
REF_CLK
REC_DATA
REC_CTL
REC_CLK
VRB_AGC
VRB_ATF
AGC_OUT
VREF_1.1
LITHIUM
UNREG
GND
SERVO
REG_15V
REG_12V
REG-CCD
MONI-15V
REG_1.8V
REG_4.8V
M_REG4.8
REGCON
SYSCON-CPU
BATT_SW
+
+
BATT.
TERM.
GND
DODAT2
DOLRCK2
ZMIC/R
ZMIC/L
GND
HP_SIG/R
PD_L
A_MUTE
DSC_RST
CAP_FG
CAP_REF
HID1
DV MAIN
SERVO
D_GAIN
PWR_CTL
BATT_SW
GND
AIDAT2
HP_SIG/L
DCS_CS
DSC_DT_OUT
DSC_DT_IN
CAP_BRK
DRUM_FG
DRUM_PG
ADDT[00-15]
DV_WAIT
DRWSEL
DRWSEL
DV_WAIT
ADDT[00-15]
02
OP MDA
PWAD2
PWDA2
MD_DEM1
MP_MUTE
AUDIO AD/DA
DSC_CLK
CN114
CJIG_RST
DSC_WKUP
DSC_STS
VPPC
AL_3VSYS
FLSH_RST
MXDT_OUT
CAPT_REQ
LD_ON
T_REEL
S_REEL
LD_REV
MDA_PS
LD_FWD
CAP_RVS
DRUM_BRK
FRP
TSR
OUTV
DRE
DRE
CN114
SPA
DWE
DALE
DV_RST
CLK27SEL
SRV_TRK
SPA
FRP
TSR
DWE
DALE
OUTV
DV_RST
SRV_TRK
CLK27SEL
DV MAIN (Page 4-15)
SBE
DISCRI
PB_CLK
MAIN_VCO
FS_PLL
(VIDEO/MEMO)
REG_4.8V
CN201
CN110
IR_RMC
JLIP_RX
JLIP_TX
REG
TPA+
TPA+
GND
(FOCUS) (B.LIGHT)
WBSEN/SW
LITHUM
KEY_A
GND
IR_OUT
UNREG
D_REG3V
P_MEDIA
VF_SW
IR_OUT
GND
GND
TALLY
IR_OUT
IR_AMP
IF_TX
S_CLK
SERVO
SRV_RDY
SRV_CS
S_DT_OUT
SRV_RST
S_CLK
SRV_CS
S_DT_IN
SRV_RDY
S_DT_OUT
SYSCON-CPU
GND
REG_3V
REG_1.8V
TPA-
TPB+
TPB-
J101
GND
TPA-
TPB+
TPB-
DV
SD
UNREG
UNREG
NC
(Page 4-41)
STO_OFF
LITHIUM
STRB_CHG
TALLY
SHOE_VON
ZMIC/L
GND
GND
GND
ZMIC/R
IR_OUT
IR_AMP
W/B
(Page 4-49)
EEPROM_CS
EEP_DT_CLK
EEP_DT_OUT
EEP_IN
S_DT_IN
CN107
EEP_IN
SRV_RST
EEPROM_CS
EEP_DT_CLK
EEP_DT_OUT
CN114
GND
REG_3V
AIDAT
AIBCK
AIMCK
AODAT
VIDEO I/O
MAIN AUDIO
PBVCOCTL
M_VCOCTL
FSPLLCTL
PBVCOCTL
IN/OUT
GND
GND
SDCD
SD_WP
SW_COM
STRB_CHG
STO_OFF
NC
(EXP)
SHOE_AD
SHOE_DET
GATEPULS
GND
GND
GND
REG_4.8V
HP_DET
SD0CD
SRV_RX
SRV_TX
VPPD
DRST
REG
D_GAIN
AILRCK
SDDAT2
SDDAT3
SDCMD
VSS(GND)
VDD(DSC_3V)
SDCLK
VSS2/CD
SDDAT0
SDDAT1
CN303
GATEPULS
SHOE_LEV
ZMIC/L
GND
GND
DATA_OUT
CLK_OUT
SHOE_AD
SHOE_GND
ZMIC/R
GND
GND
TBC_CS
VIDEO I/O
CN107
D_GND/GND
SHOE_GND
SHOE_DET
SHOE_LEV
NCSWZMIC/L
NC
UNREG
STO_OFF
STRB_CHG
GATEPULS
SHOE_AD
SHOE_GND
SHOE_DET
SHOE_LEV
ZMIC/L
ZMIC/R
SHOE_VON
GND
GND
GND
SP_UNREG/UNREG
SP_UNREG/UNREG
TALLY
KEY_A
VF_SW
P_MEDIA
S_IN_L
EXT_IN_L
A_CSYNC
TBC_RST
TBC_DTI
TBC_DTO
TBC_CLK
DAC_CS
CAM.DSP
OUT_C[0-3]
OUT_Y[0-3]
OUT_HS
OUT_VS
TBCCTL
CLK27A
CLK27B
DV MAIN
DCO[0-3]
DYO[0-3]
INH
INV
PBVCOCTL
M_VCOCTL
FSPLLCTL
PBVCOCTL
PRE/REC
DUMP_CTL
NOSIG_LV
ATF_GAIN
RECCADJ
D_GND/GND
D_GND/GND
D_GND/GND
D_GND/GND
D_GND/GND
D_GND/GND
BOTTOM
J302
USB
∗
ZMIC/R
CN202
P_MEDIA
SHOE_DET
SHOE_DET
SHOE_PWM
ASPECT1
ASPECT2
S_DC_IN
CN107
D_GND/GND
D_GND/GND
03
STO_OFF
OSD_HD
Y_OUT
D_GND/GND
YTU94074-16
YTU94077-16
FOCUS_4
FOCUS_3
SHOE_LEV
GATEPULS
SHOE_AD
STRB_CHG
REG_3V/D_REG3V
GND
REG
STO_OFF
SHOE_AD
GATEPULS
STRB_CHG
SHOE_VON
NC
BLKA
BLKB
VC2
VC3
VC1
VC0
OSD_VD
H_GAIN
DAC_CS
CLK_OUT
CN110
DATA_OUT
VIDEO I/O
(Page 4-19)
NC
P_DET
REG_4.8V
REG_1.8V
REG_3V
V_OUT
C_OUT
REG
SDCLK
SD0CMD
SD0DAT0
SD0CD
D_GND/GND
(Page 4-45)
CN302
V_OUT
Y_OUT
F_PTR_AD
FOCUS_1
FOCUS_2
GND
GND
Z_GND
M_REG4.8
REG_4.8V
REG_3V
GND/Z_GND
GND/Z_GND
M_REG4.8
M_REG4.8
MON/VF
REG_3V
M_RVS
REG_4.8V
VF_CS
M_CS
CN107
P_DET
M_BL_ON
REM_OUT
EJT_SW
BLKC
DOT_CLK
SYSCON-CPU
S_DC_IN
EXT_IN_L
S_IN_L
H_OFFSET
TBC_DTI
TBC_DTO
TBC_CLK
TBC_CS
TBC_RST
VC0
VC1
VC2
VC3
BLKA
BLKB
BLKC
A_CSYNC
OSD_HD
OSD_VD
DOT_CLK
ASPECT2
ASPECT1
INV
VF MAIN,
MONITOR MAIN
LCD_G
LCD_B
LCD_R
VDCVF
HDCVF
VF_PLL
GND
MONI_PLL
SD0DAT1
SD0DAT2
SD0DAT3
SD0WP
C_OUT
A_GND
A_GND
AU_SIG/R
S/AV
F_VCC
F_LED
OP_THRMO
Z_PTR_AD
GND/Z_GND
GND/Z_GND
M_REG4.8
SD_3V
SD_3V
USBSENSE
P_DET
A_GND
REM_OUT
ZOOM_4
F_PTR_AD
F/Z_RST
M_REG4.8
USB_DN
AU_SIG/L
HGVcc+
HGout-
HGVss-
DAMP+
HGout+
ZOOM_1
ZOOM_3RGZOOM_2
F_LED
F_VCC
ZOOM_4
ZOOM_3
ZOOM_2
FOCUS_4
FOCUS_3
FOCUS_2
FOCUS_1
F_PTR_AD
OP_THRMO
OPDRV
(Page 4-43)
CLK_OUT
IRIS_C
HALL_AD
IRIS_O/C
F/Z_CS
DATA_OUT
OP_THRMO
H_OFFSET
REG_3V
REG_3V
REG_4.8V
IRIS_C
F/Z_CS
CLK_OUT
M_REG4.8
REG_4.8V
CN110,
VF_CS
S_CLK
S_DT_OUT
CN114
VF_RPD
VIDEO I/O
LCD_R
LCD_G
LCD_B
HDCVF
VDCVF
VF_PLL
S_DT_OUT
VIDEO I/O
LCD_G
LCD_R
LCD_B
HDCVF
VDCVF
MONI_PLL
MT_RPD
USB_DP
A_GND/GND
A_GND/GND
A_GND/GND
A_GND/GND
A_GND/GND
A_GND/GND-A_GND/GNDTA_GND/GND
J301
HP
DRIVE+
DAMP-
Z_VCC
DRIVE-
DAMP+
HGVss-
DRIVE+
ZOOM_1
CAM_VD
CLK4M5
H_GAIN
TG_RST/F/Z_RST
H_OFFSET
CAM_VD
IRIS_PWM
CVF_B
CVF_R
CVF_G
CN114
VF_COM
VF MAIN
(Page 4-31)
M_CS
MONITOR MAIN
(Page 4-33)
MONI-15V
GND
Y_OUT
A_GND/GND
A_GND/GND
Z_PTR_AD
HGout-
HGVcc+
IRIS_PWM
HALL_AD
CN110
REG_12V
M_REG3.0
A_GND/GND
DRIVE-
VF_VDD
S_CLK
YTU94074-24
∗
YTU94077-24
Z_LED
CN204
Z_LED
DAMP-
Z_VCC
HGout+
Z_PTR_AD
CLK4M5
OP_THRMO
DATA_OUT
Z_PTR_AD
VF_EN
VF_ON
VF_STB
VF_VST
VF_VCK2
REG_12V
M_REG3.0
CN113, CN114
MT_B
MT_R
MT_G
MT_PSIG
MT_COMCS
CN113
MT_RGT
MT_DOWN
MT_WIDE
MT_HST
MT_EN
MT_HCK1
MT_HCK2
BL-15V
MT_REF
MT_VDD
MT_VST
MT_VCK
MT_BL_ON
REG_4.8V
REG_3V
REG_3V
REM_OUT
V_OUT
A_GND/GND
H_GAIN
IRIS_O/C
VF_HST
VF_HCK2
GND
C_OUT
A_GND/GND
CN203
KEY_A
F_PTR_AD
VF_HCK1
P_DET
A_GND/GND
LCD MODULE
VCK
VST
STB
GND
LCD_VDD
0
7
VF BL
VF_G
VF_R
VF_B
VF_COM
VF_GND/GND
VF_SW
GND/VF_GND
GND/VF_GND
VF_VST
LITHIUM
REG_4.8V/VF_4.8V
REG_4.8V/VF_4.8V
REG_3V
GND
GND
GND
MT_BL_ON
MT_VCK
MT_VST
MT_COMCS
MT_COMCS
MT_VDD
MT_VDD
NC
MT_REF
NC
MT_PSIG
MT_PSIG
NC
BL-15V
BL-15V
NC
GND
REG_3V
MT_HCK2
MT_HCK1
MT_EN
MT_HST
MT_WIDE
MT_DOWN
MT_RGT
MT_G
MT_G
GND
MT_R
MT_R
GND
MT_B
MT_B
CN113
AU_SIG/L
AU_SIG/R
HP_DET
HP_SIG/L
HP_SIG/R
A_GND/GND
CN301
DWN
EN
VF_VDD
VF_GND/GND
VF_HCK2
VF_ON
GND
M_RVS
CN108
HCK1
HCK2
HST
RGT
(Page 4-50)
VF_HST/HST
VF_3V/REG_3V
VF_EN/EN
VF_STB/STB
GND/VF_GND
GND/VF_GND
VF_VDD
REG_3V/VF_3V
VF_HCK1
U/D
SW
CN401
GND
GND
MT_BLON
MT_VCK
MT_VST
MT_COMCS
MT_COMCS
MT_VDD
MT_VDD
NC
MT_REF
NC
MT_PSIG
MT_PSIG
NC
BL-15V
BL-15V
NC
GND
REG_3V
MT_HCK2
MT_HCK1
NT_EN
MT_HST
MT_WIDE
MT_DOWN
MT_RGT
MT_G
MT_G
MT_R
MT_R
MT_B
MT_B
EJT_SW
GND
VF_COM
VF_G
VF_R
VF_B
BLK
CN7002
CN7001
VF_VCK2/VCK2
VF_VST/VST
VF_HCK1/HCK1
VF_HCK2/HCK2
VF_4.8V/REG_4.8V
VF_4.8V/REG_4.8V
VF_COM
VF_HST
VF_EN
VF_STB
VF_VCK2
NC
RGT
BULE
RED
GREEN
PSIG
HCK1
HCK2
CEXT/REXT
NC
REF
HST
WIDE
SLVSG
VSSG
VDDG
VSS
VVDD
DWN
EN
MONITOR (Page 4-47)
VCK
VST
4
COM
NC
0
CN402
GND
GND
NC
LED1
NC
LED2
CN403
YTU94109-39
∗
YTU94129A-39
EJECT SW
6
EJECT
(Page 4-50)
y10274001a_rev0
VF_ON
VF_GND/GND
CVF_B/VF_B
CVF_R/VF_R
CVF_G/VF_G
VF_GND/GND
YTU94074-20
∗
YTU94077-20
LCD(MONITOR) MODULE
MONI_BL
ABCD EFGH
4-44-3
Page 61

SYSCON-CPU SCHEMATIC DIAGRAM4.2
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
330
330
330
TO SERVO
SRV_RST
SRV_CS
SRV_RDY
TO SERVO,
S_CLK
VF MAIN,
S_DT_OUT
MONITOR MAIN
S_DT_IN
TO SERVO
TO SERVO
EEPROM_CS
EEP_DT_CLK
EEP_DT_OUT
EEP_IN
TO DSC
DSC_RST
DSC_CS
DSC_DT_IN
DSC_DT_OUT
DSC_CLK
USBDOWN
TO USBDRV
TO REGCON CN107
SD0CD
DSC_WKUP
DSC_STS
FLSH_RST
TO DSC
CAPT_REQ
MXDT_OUT
CALE
CDSTB
CRWSEL
BUS15
BUS14
BUS13
BUS12
TO
BUS11
CAM.DSP
BUS10
BUS9
BUS8
BUS7
BUS6
BUS5
BUS4
BUS3
BUS2
BUS1
BUS0
TO VIDEO I/O
DAC_CS
TO REGCON CN107
P_DET
TO VIDEO I/O
S_DC_IN
ASPECT1
ASPECT2
TO REGCON
HP_DET
CN107
HD_SEL
DSP_RST
MVD
TO CAM.DSP
OMT
MFLD
MP_MUTE
TO
AUDIO AD/DA
PWDA2
PWAD2
MD_DEM1
TO MAIN AUDIO,
A_MUTE
REGCON
TO MAIN AUDIO
AUDIO_CS
PD_L
SHOE_DET
(NC)
GATEPULS
STO_OFF
SHOE_PWM
TO
STRB_CHG
REGCON CN110
SHOE_AD
SHOE_VON
TO VIDEO I/O
OSD_HD
OSD_VD
VC0
VC1
VC2
BLKA
VC3
BLKB
BLKC
DOT_CLK
TO REGCON CN110
TO REGCON
LIT_3V
TO REG
TO W/B
TO REG
AL_3V
CJIG_RST
V_BATT
PWR_CTL
BATT_SW
REM_OUT
TALLY
IR_RMC
IR_AMP
IR_OUT
TO REG
REG_3V
TO REGCON CN114
5
TO REGCON
TO REGCON CN107
TO REGCON CN110
TO REGCON
4
AL_3VSYS
VPPC
TO TG/VDR
STOP/SOUND_SW
SET/SELECT_SW
TO REGCON
CN110
JLIP_RX
JLIP_TX
IF_TX
TO EJECT
EJT_SW
DATA_ O U T
CLK_OUT
TBC_CS
A_CSYNC
TBC_RST
EXT_IN_L
S_IN_L
TBC_DTI
TBC_DTO
TBC_CLK
TG_RST
TG_CS
CDS_CS
CCD_CTL
BUZZER
SPK+
SPK-
M_CS
M_RVS
M_BL_ON
VF_CS
OP_THRMO
HALL_AD
Z_PTR_AD
F_PTR_AD
IRIS_O/C
F/Z_CS
TG_RST
REG_4.8V
POWER_LED
DIAL_PB
DIAL_OFF
DIAL_AUTO
DIAL_MANUAL
REG_3V
ZOOM_SW
TRIG_SW
PHOTO_SW
INFO/EMAIL_SW
MENU_SW
PLUS_SW
MINUS_SW
NAVI/INDEX_SW
KEY_A
VF_SW
CAS_SW
P_MEDIA
TO
REGCON CN114
TO MAIN AUDIO
VIDEO I/O, CDS/AD
TG/VDR, REGCON CN110
TO VIDEO I/O, CAM.DSP
TO
3
VIDEO I/O
TO CDS/AD
TO TG/VDR
TO MAIN AUDIO
TO MAIN AUDIO
TO
MONITOR MAIN
TO VF MAIN
2
TO REGCON
CN110
TO REG
TO
ZOOM OPE UNIT
1
TO
SUB OPE UNIT
TO SERVO
TO REGCON
CN110
0 1 MAIN (SYSCON-CPU)
L1002
10µ
GND
R1002
R1003
R1004
GND
CN108
GND
INV
47K
R1047
R1046
R1045
R1044
R1043
R1042
R1041
R1017
6.8k
3.9k
2.7k
390
CN109
GND
SPK-
SPK+
CN112
GND
NC
NOTE : The parts with marked (∗) is not used.
C1027
10k
8.2k
12k
C1003
10µ/6.3
220K
4.7K
10K
Q1004
R1055R1056
4.7K
100k
0.01
R1048
RA1010
100K
R1040
1.8k
R1034
1.5k
R1033
10k
C1004
0.1
Vcc
OUT
IC1008
IC-PST3423U-X
GND
NC
RESET_DET
15K
10K
330K
R1006
R1005
DTC143XE-X
R1053 R1051
Q1002
2SC4617/QR/-X
10K
39k
0.01
R1049
C1028
R1007
D1002
1SS376-X
IC1007
SN74AHC1G08K-X
R1052
47K
R1054
22k
0.01
C1030
R1050
C1031
R1026
1
RA1008
100k
4.7k
D1001
18K
DA221-X
R1016
∗ ∗
150K 2.7K
Q1001
DTC124EE-X
0.01
C1029
RA1009
100k
Q1003
DTC143EE-X
∗
R1061
MONITOR_SW
S1001
R1001
R1087
0.01
C1011
0R0
0R0
1k
0R0
IC1003
25LC320X-I/ST-X
HOLD
SCK
VCC
SI
CS
VSS
SO WP
0.01
C1007
0.01
0.01
0.01
0.01
0.01
C1015
C1013
C1012
C1017
C1016
C1037
0.01
0.01
C1018
0.01
C1019
R1018
10K
R1066
47K
47K
R1029
R1030
R1035
100k
47k
R1020
R1021
R1022
IC1002
RS5C314-X
VDD
CLKCSXin
SIO
C1038
R/W
ASTB
DSTB
MENU_KEY
I_MTR
T_BATT
FOCUS_PB/MENU_P_B
FOCUS_PA/MENU_P_A
PD_L
SHOE_VON
MXDT_OUT
MD_DEM1
VDD
Xout
VSS
INTR
0.01
NC
VSS
WRL
NC
NC
NC
STRB_AD
JLIP_INT
DV_DEM0
DV_DEM1
VSSNCNCNCNC
Q1006
DTA114EE-X
NC
BUS14
BUS15
CHRG_LED
CHRG_EVR
FOCUS_SW/EXP_SW
PHOTO_SWNCP_MEDIA
Q1007
DTC144EE-X
R1015
470K
BUS8
BUS9
BUS10
BUS11
BUS12
BUS13
IC1001
GATEPULS
F/Z_CS
IRIS_O/C
VPP
RESET
R1025
100k
1k
C1039
0.01
BUS6
BUS7
BVSS
BVDD
XT1
XT2
VDD
OSCO
R1036
NC
BUS0
BUS1
BUS2
BUS3
BUS4
BUS5
OSCI
VSS
AUDIO_CS
A_MUTE
BATT_SW
BATT_H
ADP_H
MP_CTL
PWDA1
PWAD1
PD_LNCPWDA2NCPWAD2
100K
∗
R1012
R1060
R1011
USBDOWN
DSC_DT_IN
DSC_DT_OUT
S_DT_IN
R1058
R1072
100K
2.2k
C1034
0.01
TL1001
S_DT_OUT
S_CLK
DATA_ I N
DATA_ O U T
CLK_OUT
SRV_CS
SRV_RDY
VDD
VSS
SRV_RST
RTC_CS
VF_CS
PWR_CTL
TIMER_OUT
HD_SEL
IR_WB
OSD_CS
OSD_TBC_IN
OSD_TBC_OUT
OSD_TBC_CLK
TBC_CS
BZ_FREQ
BZ_ENV
A_CSYNC
TBC_RST
EXT_IN_L
S_IN_L
TGFZ_RST
TG_CS
CDS_CS
CCD_CTL
NC
ROM_CS
M_CS
VDD
VSS
M_RVS
REG_CS
FLSH_RSTNCNC
LAMP_ON
R1010
560
TL1003
TL1002
47K
R1086
10K
NC
NC
WAIT
P_DET
KENTO
SYSCLK
TRIG_SW
DSC_STS
DSC_RST
DSC_PCTL
DSC_CLK
RXD
TXD
EEPROM_CS
MENU_SET
S_DET
UPD703039F1-A36
JLIP_L
IRIS_C SENSPULS
NC
M_BL_ON
NC
DAC_CSNCNCNCHP_DET
UPD70F3040F1A36
VF_LCD
LCD_CTL
VF_CTL
DIAL_PB
DIAL_OFF
DIAL_AUTO
A_FADE
DIAL_MANUNCSHOE_PWM
CHRG_WKUP
AVREF_OFF
EM_DET
VDD
AVDD
SHOE_DET
ZOOM_SW
OP_THRMO
SHOE_AD
F_PTR_AD
Z_PTR_AD
TRG_OUT
STRB_CHG
CAPT_REQ
ASPECT2
ASPECT1
DSP_RST
STO_OFF
EJCT_SW
MONI_SW
L_MUTE
A_P_CTL
NC
AVSS
S_DC_IN
KEY_C
KEY_B
KEY_A
IR_DET
HALL_AD
V_BATT
TAL LY
MMC_L
RTC_INT
TBC_INV
REMOTE
DSC_CS
CAS_SW
VF_SW
INT_L
NC
NC
NC
FLD
VSS
VDD
OMT
VD
AVREF
MP_MUTE
32kHz
X1002
NAX0491-001X
C1006
13p
R1077
R1084
R1076
IC1001
R1085
∗
MB90097PFV145-X
R1039
C1036
0.01
HD
C1026
0.1
X1001
NAX0474-001X
R1037
10K
10k
16MHZ
C1023
0.1
SCLK
CS
DATA
RST
VDD
SDR
XD
EXD
TEST
VSS BLKC
IC1006
BLKA
BLKB
TST0
VD
VC0
VC1
VC2
VC3
y10275001a_rev0
4-64-5
EDCBA
HGF
Page 62

SERVO SCHEMATIC DIAGRAM4.3
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
TO REG
0 1 MAIN (SERVO)
REG_3V
GND
5
TO CAM.DSP
CAM_VD
SRV_TRK
OUTV
TO SYSCON-CPU
SRV_RDY
S_DT_OUT
S_DT_IN
S_CLK
SRV_CS
SRV_RST
TO SYSCON-CPU
EEP_IN
EEP_DT_OUT
EEP_DT_CLK
EEPROM_CS
TO REGCON CN114
SRV_TX
SRV_RX
VPPD
DRST
TSR
FRP
SPA
HID1
R1417
TO DV MAIN
TO DV MAIN,
REGCON
TO DV MAIN,
PRE/REC,
REGCON CN114
TO DV MAIN
4
3
2
L1401
NQR0006-001X
C1403C1408
T
∗
0.1
TO REG
GND
REG_3V
M_REG4.8
UNREG
TSR
FRP
SPA
SRV_TRK
HID
SRV_CS
R1414 R1413 R1412 R1411
3.3k 3.3k 3.3k 3.3k
C1414C1415 C1413 C1412
TL1411
TL1410
TL1409
TL1408
TL1407
TL1406
100
0.0220.022 0.022 0.022
DRUM_REF
CAP_REF
TL1405
NC
NC
NCNCNC
READY
SYS_IN
DV_WAIT
SYS_OUT
SYS_CLK
RXD
TXD
NC
MIC_SDA
MIC_CTL
MIC_SCL
EEP_READ
EEP_WRITE
EEP_CLK
0.1
C1404
#
R1426
TL1419
47K 47K
R1425
XI164SEL
#
4.7K
4.7K
TL1401
R1416
R1415
TL1402
EEP_CS
NC
Vdd
Vss
CAM_VD
NC
NC
NC
TAPE_LED
NC
NC
NC
MDA_PS
DRUM_BRK
CAP_RVS
CAP_BRK
LD_ON
D_GAIN
LD_FWD
LD_REV
CAM0
CAM1
CAM2
REC_SAFE
HID
DIN_L
NC
XI164SEL
VDD
VSS
REEL_ON
KENTO1
KENTO2
HID3
MONI_CHG
CLK27SEL
FFREWH
DV_RSTNCNCNCNCNCNCNCNC
NCNCNC
CLK_OUT
NC
ADDT15
ADDT14
ADDT13
ADDT12
ADDT11
ADDT10
ADDT09
ADDT08
IC1401
UPD703040YF-xxx
UPD70F3040YFxxx
IC1401
CAP_REF
DRUM_REF
KENTO1_REF
KENTO2_REFNCNCNCNC
VPP
RESET
BVSS
BVDD
ADDT06
ADDT07
XT1
XT2
VDD
OSCO
ADDT05
OSCI
ADDT03
ADDT04
VSSNCHID
ADDT02
ADDT01
PBH
NC
ADDT00
RECHNCNCNCNC
NC
DALE
NC
DRE
DEW
DRWSEL
VDD
VSSNCNCNCNCNCNC
C1407
0.1
VSS
VDD
AVSS
AVDD
AVREF
NC
NC
NC
NC
NC
NC
NC
NC
NC
NC
BCID3
BCID2
BCID1
DEW_SENS
E_SENS
S_SENS
NC
NC
NC
NC
CAP_FG
DRUM_FG
SRVTRK
SPA
NC
NC
NC
NC
FRP
TSR
S_REEL
T_REEL
VSS
VDD
NC
C1406
NC
0.1
OUTV
NC
DRUM_PG
DRUM_FG
MSELECT
NC
NC
NC
TL1417
TSR
TL1416
FRP
TL1415
SPA
SRV_TRK
TL1414
TAPE_LED
Q1403
UMC3N-W
REEL_VCC
Q1402
0.01
0.01
0.01
C1411
C1410
C1409
330k
75k
3.3k
3.3k
3.3k
R1409
R1408
R1407
R1406
R1405
Q1401
DTA114EE-X
UMC3N-W
∗
R1410
RA1401
47k
R1404
4.7k
TO SYSCON-CPU
CAS_SW
CAS_SW
TO REGCON CN106
UNREG
M_REG4.8
REG_3V
TO MDA
GND
T_REEL
S_REEL
TAPE_LED
REEL_VCC
S_SENS
E_SENS
DEW_SENS
MIC3
MIC2
TO REGCON
MIC1
CN106
REC_SAFE
TO REGCON
CN103
CAM_SW_A
CAM_SW_B
CAM_SW_C
RECH
PBH
TO
PRE/REC
HID3
MONI_CHG
TO DV MAIN
DV_RST
CLK27SEL
DV_WA IT
DWE
DALE
DRWSEL
DRE
ADDT00
ADDT01
ADDT02
ADDT03
ADDT04
ADDT05
ADDT06
ADDT07
ADDT08
ADDT09
ADDT10
ADDT11
ADDT12
ADDT13
ADDT14
ADDT15
TO
REGCON CN106
TO REGCON CN102
TO REG
D_GAIN
DRUM_PWR
CAP_PWR
DRUM_ERR
CAP_ERR
TO MDA
CAP_ERR
DRUM_ERR
CAP_PWR
DRUM_PWR
DRUM_REF
CAP_REF
CAP_FG
DRUM_PG
DRUM_FG
CAP_BRK
1
LD_ON
CAP_RVS
DRUM_BRK
MDA_PS
LD_FWD
LD_REV
NOTE : The parts with marked (∗) is not used.
TL1413
TL1412
VPPD
DRST
# Exchange parts list
With DV INPUT
Without DV INPUT
TL1418
FFREWH
R1402
IC1401 ROM No.
M13
M15
1k
TESTDA0 TESTDA1
TL1403 TL1404
0.1 10K
C1416
R1403
ABCD EFGH
R1401
C1405
0.1
X1401
NAX0175-001X
C1402
C1401
10p1M10p
y10276001a_rev0
4-84-7
Page 63

MDA SCHEMATIC DIAGRAM4.4
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
TO SERVO
LD_REV
LD_FWD
DRUM_BRK
5
MDA_PS
CAP_RVS
CAP_BRK
CAP_REF
CAP_FG
DRUM_REF
DRUM_PG
DRUM_FG
LD_ON
DRUM_ERR
UNREG
4
TO REGCON
CN102
3
LOAD_FWD
LOAD_REV
0 1 MAIN (MDA)
C1601
0.01
D1602
DAP222-X
TL1612
TL1601
TL1613
R1630
C1607
0.047
C1603
C1605
0.1
R1631
360
R1628
10
T
R1603
4.7K
TL1622
TL1621
TL1620
TL1617
TL1618
P. S
C.FR
L.UNREG
C.U
TL1619
680
R1616
C.BRK
C.RCC
C.PCV
C.FGOUT
C.FGSOUT
C.HU+
C.HW+
C.UNREG
C.V
C.W
C.EC
C.PCI
C.VS
VCC
C.FG+
C.FG-
C.HU-
C.HV+
C.HV-
C.HW-
C.VM
N.C
0
0
D.PGOUT
D.PGSOUT
0.22
C1628
TL1607
330P
C1626
L.RIN
39K
R1619
L.FIN
D.PCV
D.OSC
D.DETECT
IC1601
BD6631KV
0.047
C1625
D.PCI
0.01
C1624
D.E C
GND2
D.BRK
TL1606
R1620
10K
10K
R1621
/6.3
T
10
C1602
/6.3
R1601
680
C1606
0.0015
R1604
100k
TL1609
∗
R1643
R1602
560K
TL1610
R1629
120k
D.PG-
D.FGPG+
D.FG-
D.FGOUT
D.FGSOUT
D.V S
GND1
D.U IN
D.V IN
D.W IN
C1627
R1624
0.0082
12K
D.COM
D.S L
D.ISET
L.REF
D.UNREG
D.V M
FGND1
D.U
D.V
D.W
D.GND
N.C
L.FWD
FGND2
L.GND
L.REV
C.GND
C1641
0.47
C1623
C1622
TL1611
TL1605
C1618
C1619
C1620
0.047
0.022
0.0022
0.0022
0.0022
R1622
C1642
SIZE=1005
10K
∗
C1632
10
T
D1604
DAP222-X
TL1602
TL1603
/6.3
TL1604
R1613
1K
C1621
100K
1
R1611
470
R1610
470
R1612
TL1608
TO SERVO
GND
REG_3V
CAP_ERR
CAP_PWR
M_REG4.8
DRUM_PWR
TO REGCON
CN105
C_FG[+]
C_FG[-]
C_COIL_U
C_COIL_V
C_COIL_W
HG_U[+]
HG_U[-]
HG_V[+]
HG_V[-]
HG_W[+]
HG_W[-]
HG_BS[+]
HG_BS[-]
1K
R1711
1K
R1712
TO SERVO
S_REEL
T_REEL
TO REGCON
CN104
MECHA
D_FG[-]
2
D_PG[-]
D_PFG[+]
TL1614
COIL_COM
D_COIL_U
D_COIL_V
D_COIL_W
0.33
R1609
TO SERVO
GND
∗
SIZE=1005
C1643C1644C1645
∗
∗
0.22
R1605
1
Q1601
UMC3N-W
/6.3
10
T
C1614
R1635
4.7K
R1636
10K
D1603
DAP222-X
R1637
150K
C1633
0.47
0.1
C1702
NOTE : The parts with marked (∗) is not used.
4-104-9
EDCBA
120K
R1710
VCC
+
+ +
120K
R1708
R1709
10K
0.1
VEE
C1701
R1707
10K
IC1702
TA75W393FU-X
R1706
R1701
82K
82K
VCC
R1702
R1703
+
2.2K
R1705
2.2K
2.2K
VEE
2.2K
R1704
IC1701
TA75W01FU-X
y20185001a_rev0
TO REGCON
CN106
T_RL[+]
T_RL[-]
S_RL[+]
S_RL[-]
HGF
Page 64

5
4
TO
MAIN AUDIO
EM_AU/R
EM_AU/L
MD_AU/L
MD_AU/R
AUDIO AD/DA SCHEMATIC DIAGRAM4.5
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
∗
∗
∗
C2112
C2113
C2114
TO
DSC
DOBCK2
DOMCK2
DOLRCK2
DODAT2
AIDAT2
R2105
3.3k
R2106
3.3k
01
C2103
1
C2104
1
NOTES :
MAIN (AUDIO AD/DA)
TO
REG
REG_3V
GND
TO
SYSCON-CPU
PWDA2
PWAD2
MD_DEM1
MP_MUTE
T
L2101
C2107
10
/6.3
10µ
AOUTR
PWAD
PWDA
AOUTL
IC2101
AK4550VT-X
SCLK
MCLK
LRCK
3
VCOM
AINR
AINL
VSS
VDD
DEM0
DEM1
SDTO SDTI
C2108
T
C2106
0.0022
0.1
C2105
470
R2101
Q2101
UMX18N-W
R2109
3.3k
2
C2111
∗
R2108
560k
R2107
560k
R2103
470
R2102
∗
R2104
C2102
1
C2101
1
C2110
4.7
/6.3
0.0022
C2109
0.1
R2112
0Ω
R2113
∗
R2110
0Ω
R2111
0Ω
1
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
4-124-11
y30174001a_rev0
Page 65

MAIN AUDIO SCHEMATIC DIAGRAM4.6
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
5
4
3
2
1
TO REGCON
CN110
ZMIC/R
ZMIC/L
TO MIC UNIT
IN_MIC/R
IN_GND
IN_GND
IN_MIC/L
TO SYSCON-CPU
SPK+
SPK-
01
CN115
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
MAIN (MAIN AUDIO)
D2602
L2603
L2602
L2601
R2604
10k
R2603
10k
1.8k
R2602
0Ω
R2601
1.8k
C2602
0Ω
0Ω
∗
C2601
∗
D2601
∗
∗
C2401
10
/6.3
C2605
0.0047
C2609
0.001
Q2401
2SC4617/QR/-X
C2612
1
C2610
0.001
C2606
0.0047
C2611
1
R2401
4.7k
R2408
C2614
100P
C2615
100P
∗
C2613
R2608
1
D2203
IC2201
AK4564VQ
R2610
22k
2.2k
R2606
3.3k
0.047
C2608
0.015
C2604
0.015
C2603
0.047
C2607
R2605
3.3k
R2609R2607
22k2.2k
∗
C2201
0.1
R2201
220K
BEEP1
EXTR
INTR
MGND
MVDD
MPWR
MRF
INTL
EXTL
SPK+
R2212
C2217
R2409
++--
2.7
0.1
∗
C2203
1
ALC2
MIC Power Supply
MUTE
R2213
0.1
C2218
C2202
2.7
10
10
TO REG
REG_3V
REG_4.8V
TO REGCON
HP_SIG/R
HP_SIG/L
TO CAM.DSP
S_SHUT
BUZZER
TO SYCON-CPU
TO AUDIO AD/DA
MD_AU/L
TO AUDIO AD/DA
EM_AU/R
MD_AU/R
EM_AU/L
MD_AU/L
TO REGCON
AU_SIG/R
AU_SIG/L
TO DV MAIN
AIDAT
AODAT
TO SYSCON-CPU
CLK_OUT
AUDIO_CS
DATA_OUT
AILRCK
AIMCK
TO DV MAIN
AIBCK
GND
TO REG
PD_L
TO SYSCON-CPU
A_MUTE
2SC4617/QR/-X
Q2403
L2401
10u
∗
R2229
∗
R2230
C2227
R2402
4.7k
C2404
10
/6.3
D2201
R2202
560K
∗
∗
R2403
T
18k
TT
C2402
10
/6.3
∗
C2226
/4
1
C2405
0.1
MIX
AGND
SGND
1
C2205
C2204
HVCMVCOM MUTET
DAC
ATT
Audio
I/F
Controller
BCLK
∗
C2219
C2220
MCLK
∗
1
AVDD
ADC
EQ
LPF
HPF
ALC1
PDN
SVDD
SPK-
/4
T
47
C2206
HVDD
HPR
+2dB
+2dB
Control
Register
I/F
LRCK
CDTI
CSN
47
TT
C2207
HPL
C2223 C2224 C2225
0.1 0.1 0.1
R2203
39K
BEEP2
ROUT2
RIN2
LOUT2
LIN2
ROUT1
RIN1
LOUT1
LIN1
DGND
DVDD
SDTO
SDTI
CCLK
R2204 R2205
150K 1K
C2212
0.1
C2216
0.1
C2211
0.1
C2215
0.1
C2210
1
C2214
0.1
C2209
1
C2213
0.1
T
C2406
10
/6.3
C2222
∗
R2207
33k
R2206
33k
R2407
10
R2228
R2227
R2209
R2208
R2214
100K
C2208
0.1
Q2201
2SC4617/QR/-X
820
820
D2202
22K
22K
∗
R2216
1K
R2211
R2210
R2215
100K
0Ω
0Ω
10
R2217
10
R2218
0Ω
R2219
0Ω
R2220
0Ω
R2221
10
R2222
R2223
R2224
∗
C2221
Q2402
∗
R2406
C2403
10
0Ω
/6.3
T
R2225
R2226
R2404
∗
10u
L2402
R2405
∗
0Ω
0Ω
y20186001a_rev0
4-144-13
Page 66

DV MAIN SCHEMATIC DIAGRAM4.7
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
C3047
01
MAIN (DV MAIN)
100
TO CAM.DSP
TO REGCON
CN114
5
TO CAM.DSP
TO REG
TCMK
TRST
REG_2.5V
REG_1.8V
REG_3V
TDB
TMS
TDO
GND
4
MA2Z720-X
D3004
3
2
TO
PRE/REC
AGC_OUT
VRB_AGC
VREF_1.1
REC_DATA
REC_CLK
REC_CTL
REF_CLK
ATFI
VRB_ATF
1
R3051
NC
NC
MON0
C3059
R3040
MON1
VDDE
VCC
MON2
MON3
MON4
MON5
VSS
MON6
MON7
MON8
MON9
MON10
MON11
MON12
VDDE
VCC
MON13
MON14
MON15
MON16
MON17
MON18
MON19
VSS
MON20
MON21
MON22
MON23
VDDE
MON24
MON25
MON26
MON27
VDDE
NC
VDDP
VSSP
VDDA
VSS
NC
NC
VDDE
VSS
VSS
VDDE
VDDI
VSS
VDDE
VDDE
VDDI
VSS
VSS
MTEST
PHYAVD2
BUSRST
PHYAVS2
PMODE
PWR3
PWR1
PWR2
VDDI
PHYAVS1
PHYAVD3
PHYAVD1
VSS
VDDE
VDDI
VSS
C3011
0.1
C3061
∗
0.001
560
560
R3038
R3039
L3003
DIGITAL_2.5V
∗
C3004
∗
L3002
NQR0129-002X
NQR0006-001X
NQR0006-001X
NQR0129-002X
NQR0006-001X
DIGITAL_3V
C3003
1
L3005
DIGITAL_1.8V
C3007
NCB10JK-106X
10
L3004
ANALOG_2.5V
C3005
10
/6.3
T
L3006
ANALOG_1.8V
∗
C3008
10
/6.3
T
L3001
PHY_2.85V
C3001
10
/6.3
T
R3023
1k 0Ω
C3002
L3012
C3055
Q3001
2SC4617/RS/-X
R3005
∗
0.1 0.1
1
L3013
NQR0129-002X
C3006
R3041
R3034
R3035
∗
∗
C3057
C3042
0.01
C3043
0.01
C3044
0.1
C3045
0.1
R3052
10k
R3053
10k
R3054
10k
R3055
10k
0.01
C3046
IC3004
SN74AHC1G04DF-X
R3050
100
C3060
0.1
R3049
∗
∗
IC3002
∗
C3056
R3036
∗
R3037
∗
C3058
∗
∗
VCO
∗
NOTE : The parts with marked (∗) is not used.
0.1
C3040C3041
∗
∗
NC
TDI
TCK
VSS
TMS
TDO
VPD
TTST
TBST
TRST
DCTEST0
DCTEST1
NC
NC
NC
NC
NC
PBI
NC
NC
EXTDATA6
EXTDATA7
VSS
VSS
VDDE
EXTDATA0
EXTDATA1
EXTDATA2
EXTDATA3
EXTDATA4
EXTDATA5
EXTFRP
EXTACCESS
EXTREQ
VSS
VSS
VCC
ADRS10
ADRS9
ADRS8
ADRS7
ADRS6
ADRS5
VSS
VDDI
VDDE
ADRS4
BUSCLK
IC3001
JCY0172
[DVMAIN]
VCO D/AA/D
ADVIN0
ADAVD0
ADAVA0
ADVRH0
ADVRL0
EXDATAI7
EXDATAI6
EXDATAI5
EXDATAI4
EXDATAI3
EXDATAI2
EXDATAI1
EXDATAI0
PBCLKO
VSSP
VCI4185
VDDP
DAAOUT0[+]
PBCLKI
0.1
C3012
R3029
∗
R3024
0Ω
∗
IC3003
∗
C3062
∗
2SC4617/RS/-X
Q3002
R3056
0.01
C3013
10k
R3057
10k
R3002
∗
D/A
DAVRO0
DAVREF0
DAAVS0
DAAVD0
DAAOUT1[-]
DAVRO1
DAVREF1
DAAVS1
DAAVD1
SBE
HID
HSP
RECDATA
RECCLK
RECCTL
SPA
VSS
VDDE
VSS
0.1
C3051
0.01
C3015
10k
R3004
0.1
C3016
VCC
NORI1
NORI2
TRICSW
IC3005
AMP+
AMP-
AMPO
GND
R3043
270
C3052
∗
∗
C3054
JCY0136
R3042
R3044
4.7k
C3053
0.1
R3001
X3001
∗
CH
0Ω
C3018
∗
R3058
10k
OSC4185I
R3003
∗
OSC4185O
DISCRI
∗
∗
C3019
5.6k
R3007
REFCLK
A/D
ADVIN1
ADAVD1
ADAVS1
ADVRH1
ADVRL1
VSS
0.1
0.1
C3020
C3021
2.2k
R3009
10k
R3008
R3010
10k
ADRS2
ADRS3
PWM27O
VDDE
33p
CH
C3023
L3007
2.2µ
ADRS1
OSC27I
R3011
ADRS0
OSC27O
220k
C3022
VSS
CLK27I
C3039
C3024
D3001
0.1
0.1
VDDI
VDDE
CLK27O
CLK27SEL
0.001
EC2C01C-X
TL3001
VSS
AD15
VSS
CLK135O
AD9
AD10
AD11
AD12
AD13
AD14
VDDI
FRRES
FRREF
TRKREF
SERVOFRREF
SERVOTRKREF
PHYTPA
PHYTPB
0.1
C3017
0.1
C3025
PHYTPBIAS
1
C3026
PHYXTPA
PHYXTPB
PHYRO
2.4k
R3013
CPUWAITLOGIC
VCO
PHYRF
3.9k
R3014
CPUBUSTYPE
CPUDSLOGIC
CPUWAIT
XCPUCS
XCPURW
XCPUDSTB1
XCPUDSTB0
CPUALE
OUTH
BRSI3
BRSI2
BRSI1
BRSI0
BRSO3
BRSO2
BRSO1
BRSO0
AODAT0
AODAT1
AOBCK
AOLRCK
DODAT
DOBCK
DOLRCK
AIDAT0
AIDAT1
AIMCK
AIBCK
AILRCK
DIDAT
DIMCK
DIBCK
DILRCLK
OSC11O
OSC11I
OSC24O
OSC24I
VCXO12O
VCXO12I
VCXO11O
VCXO11I
VCIAUD
PWMAUDIO
LPFIN
LPFOUT
PHYAVS3
PHYVSR
PHYVSA
PHYVDR
PHYVDA
PHYFIL
PHYFIL
XRESET
0.01
C3010
R3016
OUTV
YSO3
YSO2
YSO1
YSO0
VDDP
VSSP
VDDE
VDDE
VDDE
XINT
TO VIDEO I/O,
RA3001
RA3002
10
10
10
10
10
INV
CAM.DSP
INH
OUTV
TO CAM.DSP
OUTH
DCO3
DCO2
DCO1
TO VIDEO I/O
DCO0
CAM.DSP
DYO3
DYO2
DYO1
DYO0
DCI3
DCI2
DCI1
DCI0
TO CAM.DSP
DYI3
DYI2
DYI1
DYI0
CLK27A
TO
MAIN AUDIO
AODAT
AIDAT
AIMCK
AIBCK
AILRCK
TO SERVO
ADDT15
ADDT14
ADDT13
ADDT12
ADDT11
ADDT10
ADDT09
ADDT08
ADDT07
ADDT06
ADDT05
ADDT04
ADDT03
ADDT02
ADDT01
ADDT00
DV_WAIT
DRWSEL
DRE
DWE
DALE
DV_RST
CLK27SEL
SRV_TRK
TO SERVO
TSR
FRP
TO SERVO,
SPA
REGCON CN114
HID1
TO SERVO
TO
REGCON CN114
FS_PLL
MAIN_VCO
PB_CLK
DISCRI
SBE
J101
TPA+
TPA-
DV I/O
TPB+
TPB-
TO VIDEO I/O
PBPLLCTL
FSPLLCTL
M_VCOCTL
PBVCOCTL
TO SERVO, CAM.DSP
INV
INH
YSI3
YSI2
YSI1
YSI0
VSS
C3038
VDDI
VSS
NC
3.9k
R3015
C3027
0.0047
56
56
R3017
R3020
R3018
0.1
C3064
∗
R3033
C3037
8p
CH
X3002
R3012
[24.576MHz]
1M
R3032
CH
C3036
8p
L3008
12µ
C3050
0.1
C3031
C3030
0.1
C3032
0.001
R3027
10k
C3049
R3045
R3046
680
10k
C3029
0.01
CH
5.1k
270p
C3028
56
56
R3019
C3063
0.0022
C3048
220k
R3030
R3028
8.2k
0.047
∗
C3033
D3002
EC2C01C-X
0.001
CH
12p
R3031
2.2k
L3009
∗
CH
C3034
C3035
∗∗
D3003
220k
EC2C01C-X
NQR0384-003X
NQR0384-003X
L3010
L3011
R3021
R3022
R3006
AD0
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
y10277001a_rev0
ABCD EFGH
4-164-15
Page 67

PRE/REC SCHEMATIC DIAGRAM4.8
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
1 (PRE/REC)
MAIN0
5
TO SERVO
TO SERVO,
REGCON CN114
TO REGCON CN114
4
TO VIDEO I/O
3
TO
TO DV MAIN,
REGCON CN114
TO
DV MAIN
2
HID3
HID1
PBH
RECH
MONI_CHG
ENV_OUT
DUMP_CTL
ATF_GAIN
NOSIG_LV
RECCADJ
DV MAIN
REC_CTL
VREF_1.1
AGC_OUT
VRB_AGC
VRB_ATF
ATFI
REF_CLK
REC_DATA
REC_CLK
L3501
L3502
L3503
L3504
NQR0129-002X
10µ
NQR0006-001X
L3505
NQR0006-001X
NQR0006-001X
R3510
∗
∗
R3509
C3527
220p
CH
C3518
0.01
C3519
0.001
C3521
0.1
C3522
4.7
C3523
0.01
C3525
4.7
C3517
0.01
C3520
C3524
C3516
0.047
6dB
PB_OUT
AGC_IN
AGC_CTL
AGC_DET
PB_GND
AGC_OUT
0.1
0.1
AGC_BUFF_IN
REG_1.1V
AGC_BUFF_OUT
VRB_AGC
MAIN_GND
ATF_GAIN
VCA_OUT
ATF_IN
BIAS
VRB_ATF
REG
ATF_OUT
0.047
C3515
PB_MONI
DCS_C3
DCS_C2
DC Servo
Typ:-1.3dB
BIASREG
10.3dB
REG
F0_EVR
0.01
C3526
12dB
R3501 C3504
10dB
470 0.047
BPF
ATF_GNDTCPB_GND
C3514
0.047
DCS_C1
AGCLPF
Typ:7.8dB
VCA
Typ:24dB
F0 Auto
0.022
1
C3505
C3506
R_CTL
ADREF
C3513
VCC5
REF_CLK
0.01
C3507
0.1
REC_H
REC_DATA
R3502
100k
PB_H
LOGIC
10dB
F. F.
REC_GND
HID1
HID2
10dB
REC
REC_MONI
REC_CLK
REC_GAIN
0.01
C3508
C3512
HID3
VCC3
0.01
C3509
0.1
VDD2.8
MONI_CHG
DUMP
Dumping
HEAD_VCC
0.1
C3510
0.01
C3511
REC_R
R3503
R3508
PBIN_R
1k
22k
HEAD_GND
30dB
30dB
30dB
HEAD_GND
IC3501
JCY0132
HEAD_GND
HEAD_GND
HEAD_GND
HEAD_GND
HEAD_GND
HEAD_GND
DX3
DY3
DX2
DY2
DX1
DY1
X3
Y3
R3507
240
X2
Y2
R3506
240
R3505
240
X1
Y1
R3504
240
∗
R3527
R3526
∗
0Ω
R3525
∗
R3524
R3521
0Ω
R3522
0Ω
0Ω
R3523
TO
HEAD
CN101
GND[P/R_GND]
2S
2F
GND[P/R_GND]
GND[P/R_GND]
1S
1F
GND[P/R_GND]
C3501
TO REG
1
TO CAM.DSP
TO REG
REG_3V
REG_4.8V
REG_2.5V
GND
10
C3502
10
/6.3
NOTE : The parts with marked (∗) is not used.
C3503
10
/6.3/6.3
TTT
y20189001a_rev0
4-184-17
EDCBA
HGF
Page 68

VIDEO I/O SCHEMATIC DIAGRAM4.9
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
MAIN01
5
4
TO SYSCON-CPU,
DV MAIN
3
2
TO
CAM.DSP
OUT_C0
OUT_C1
OUT_C2
OUT_C3
OUT_Y0
OUT_Y1
OUT_Y2
OUT_Y3
OUT_HS
OUT_VS
TBCCTL
CLK27A
CLK27B
TO
DV MAIN
TO SYSCON-CPU
S_DC_IN
EXT_IN_L
S_IN_L
TBC_DTI
TBC_DTO
TBC_CLK
TBC_CS
TBC_RST
A_CSYNC
OSD_HD
OSD_VD
DOT_CLK
ASPECT1
ASPECT2
TO REG
REG_4.8V
REG_3V
REG_1.8V
DCO0
DCO1
DCO2
DCO3
DYO0
DYO1
DYO2
DYO3
BLKA
BLKB
BLKC
INH
INV
VC0
VC1
VC2
VC3
GND
(VIDEO I/O)
R3807
0
Ω
∗
R3808
C3820
∗
R3809
∗
IC3802
∗
L3801
NQR0129-002X
C3801 C3802
INV
INH
CSO0
CSO1
CSO2
CSO3
YSO0
YSO1
YSO2
YSO3
OUTH
R3806
TL3801
TL3802
VDD(C)
0.01
VSS
OUTV
ZCNT
RESVD
RESHD
MONI1
MONI2
SDOUT
SDIN
SCLK
CS
0.01
VDD(I)
VSS
RST
CLK
VC0
VC1
∗
C3805
C3806
L3802
NQR0129-002X
11
YSI6
YSI7
VC2
VC3
YSI2
YSI3
YSI4
YSI5
#
IC3801
BLK1
BLK2
BLK3
HDCVF
C3819
0.01
VSS
YSI0
YSI1
VDCVF
CSI5
CSI6
CSI7
VDD(C)
CSYNC
HDOUT
VDOUT
VSS
VDD(I)
CLKOSD
100
0.01
C3807
R3801
L3803
NQR0006-001X
C3803 C3804
/6.3 /4
10 47
C3818
0.1
CSI0
CSI1
CSI2
CSI3
CSI4
SCANMODE
SCANEN
ADDATEST
TT
RAMTEST
AVSS
L3804
10µ
0.01
C3808
HRP2
AVDD[DA]
HRP1
IREF2
AMUTE
AVDD[AD]
AVDD[AD]
AVDD[DA]
VREF1
YSOUT
COMP1
ABAR1
YCOUT
AVDD[DA]
VREF2
CBOUT
COMP2
ABAR2
CROUT
820
R3802
AVSS
AVSS
CLPY
AVSS
IREF1
AVSS
COUT
CIN
VRH
VRL
VRM
VYIN
R3803 R3804
27k 15k
C3817
C3816
C3815
C3814
C3813
C3812
C3811
R3805
C3810
C3809
L3701
10µ
C3701
10
/6.3
T
#
C3739
0.01
Q3734
2SC4617/RS/-X
#
#
C3738
#
0.01
R3741
1k
#
C3746
#
C3747
0.01
#
R3747
#
R3748
470k
0.1
0.1
0.1
0.01
R3703
0.1
0.1
0.1
820
0.01
0.1
C3715
0.01
R3721
0
R3701
270
R3704
300
Ω
R3722
Q3705
UMT1N-W
R3702
C3703
R3705
C3705
150
R3726
4.7k
3.3k
C3702
56p
270
Q3701
UMT1N-W
27p
R3706
3.3k
C3704
68p
300
Q3701
27p
R3724
4.7k
Q3704
2SA1774/RS/-X
R3727
4.7k
R3728R3725
150150
#
Q3733
UMZ1N-W
4.7
1k
C3737
#
R3739
#
C3706
C3707
#
R3738
680
#
R3736
18k
CH
#
R3737
∗
18k
#
Q3732
DTC144EE-X
820
R3740
820
#
R3746
#
2.2k
C3744
5p
#
L3732
6.8µ
C3708
20k
Chroma Mute
IC3701
BA7665FS-X
R3710
10k
R3711
10k
L3901
NQL38DK-100X
C3901
T
/4
22
CH
CHCH
0.1
Mute
6dB
6dB
6dB
C3902
0.01
#
Q3735
UMZ1N-W
#
R3745
1.5k
1
0.01
#
R3735
#
##
C3743C3745
3p33p
75Ω
75Ω
75Ω
Q3702
UMZ1N-W
1.8k
#
C3736
0.001
R3744
560
R3713
#
C3734
#
5p
R3734
CH
8.2k
#
R3733
560
##
CHCH
C3733C3735
3p33p
#
C3742
0.1
IN1[L]
SW
GND
IN2[H]
#
IC3731
MM1504XN-X
C3713
100
C3711
C3712
100
C3710
AO8
AO7
AO6
AO5
AO4
AO3
AO1
AO2
DI
CLKLDDO
#
C3732L3731
0.001
/4
TT
/4
22
/4
/4
22
C3709
D3701
UMZ6.8EN-W
VREFL
GND
#
Q3731
2SC4617/RS/-X
#
R3731
4.7k
#
R3730C3731
4.7k0.01
#
C3740
1
#
R3742
100k
#
C3741
1
#
R3743
100k
R3709
68
R3708
68
R3707
0.01
68
R3715
10k
IC3901
BU2501FV-X
[12ch_EVR_DAC]
#
R3732
100
TO REGCON
CN107
Y_OUT
V_OUT
C_OUT
(NC)
P_DET
Q3706
Q3707
Q3708
R3716
∗
∗
∗
∗
TO
VF MAIN,
MONITOR MAIN
LCD_G
LCD_B
LCD_R
VDCVF
HDCVF
TO DV MAIN
PBPLLCTL
VF_PLL
MONI_PLL
PBVCOCTL
M_VCOCTL
FSPLLCTL
DUMP_CTL
NOSIG_LV
ATF_GAIN
RECCADJ
H_OFFSET
H_GAIN
TO
SYSCON-CPU
DATA_OUT
CLK_OUT
DAC_CS
TO VF MAIN
TO MONITOR MAIN
TO DV MAIN
TO PRE/REC
TO REGCON
CN110
#
6.8µ
OUT
VCC
R3712
1M
CH
C3714
∗
R3714
82k
100k
AO9
AO10
AO12
AO11
VCC VREFU
1
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
# Exchange parts list
IC3731
Q3731-Q3735
L3731,L3732
R3731-R3748
C3731-C3747
WITH ANALOG INPUT
WARE
WARE
WARE
WARE
IC3801 JCP8045 JCP8055
WARE
WITHOUT ANALOG INPUT
NO WARE
NO WARE
NO WARE
NO WARE
NO WARE
4-204-19
y10278001a_rev0
Page 69

CDS/AD SCHEMATIC DIAGRAM4.10
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
5
TO TG/VDR
ADCLK
PBLK
CPOB
SHP
SHD
4
TL4203
COM
TL4202
GND
TL4201
CCD_OUT
3
TO CCD
CN5201
CN111
CCD_OUT
COM
COM
SUB
RG
CCD-7.5V
H2
2
1
H1
GND
GND
GND
GND
GND
V1
V2
V3
V4
CCD_CTL
CCD_15V
CCD_15V
01
R4201
0Ω
MAIN (CDS/AD)
0.1
C4207
C4212
0.012
R4203
15k
C4213
0.1
C4208
∗
C4209
0.1
C4210
1
C4211
1
C4214
0.1
AVDD
BLKSH
BLKFB
CDSIN
BLKC
BIAS
AVDD
AVSS
ADCIN
C4221
C4215
0.1
AVSS
HD49334AHNP-X
[CDS/AGC/AD]
VRM
1
OBP
SPSIG
SPBLK
IC4201
DVDD
VRB
VRT
1
C4220
C4222
1
PBLK
DVSS
C4219
DVDD
CS
0.1
DVSS
ADCLK
SCK
S DATA
R4202
51
DRVVDD
D0
D9
D8
D7
D6
D5
D4
D3
D2
D1
C4206
0.1
IC4202
TAR5S31-X
[3.1V_REG]
C4205
0.1
C4204
100
R4204
R4205
L4201
10µ
/4
RA4201
NRZ0034-101W
RA4202
NRZ0034-101W
100
100
C4202
10
/6.3
TT
100
100
CONT
C4201
1
VIN
GND
VOUT
NOISE
C4203
0.01
TO REG
REG_4.8V
GND
TO
CAM.DSP
ADIN9
ADIN8
ADIN7
ADIN6
ADIN5
ADIN4
ADIN3
ADIN2
ADIN1
ADIN0
TO
SYSCON-CPU
CLK_OUT
DATA_OUT
CDS_CS
NOTE : The parts with marked (∗) is not used.
y30175001a_rev0
4-224-21
EDCBA
HGF
Page 70

CAM.DSP SCHEMATIC DIAGRAM4.11
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 1 MAIN (CAM.DSP)
L4304
NQR0129-002X
X4301
NAX0319-001X
R4303
22
R4318
0Ω
R4304
22
C4318
0.1
TL4316
TL4323
TL4317
TL4318
[54MHz_CXO]
NC
GND OUT
1
VDD
C4316
R4301
330
TL4326
LP
BP
NC
AGS
VDDS
AVSSP
CLK54I
AVDDP
NDRST
CLK72O
CLK9AO
CLK9BO
CLK36I
HDTG
VDTG
PBLK
OBCP
NC
ADIN9
ADIN8
ADIN7
ADIN6
ADIN5
ADIN4
ADIN3
ADIN2
ADIN1
ADIN0
NC
VDDS
VSS
VSS
NC
BUS15
BUS14
BUS13
BUS12
BUS11
BUS10
BUS9
BUS8
BUS7
BUS6
BUS5
BUS4
BUS3
BUS2
BUS1
BUS0
WE
RE
AS
CS
HDCPU
VDCPU
FLDCPU
FRP
NC
OMT
CLR
NC
VDDS
VSS
VSS
NC
SDRV
MDRV
VDMDA
PWM
CLK45
NC
VDDS
VSS
VSS
NC
NC NC
DSYO3
DSYO2
DSYO1
DSYO0
VGND[2]
VEXT1[2]
VSS
VDDC
NC
NC
NC
5
TO TG/VDR
CLK9A
TG_36M
HDIN
VDIN
PBLK
CPOB
TO CDS/AD
ADIN9
ADIN8
ADIN7
ADIN6
ADIN5
4
3
TO REGCON CN110
TO SERVO,
REGCON CN110
TO REGCON
CN110
ADIN4
ADIN3
ADIN2
ADIN1
ADIN0
TO
SYSCON-CPU
HD_SEL
BUS15
BUS14
BUS13
BUS12
BUS11
BUS10
CDSTB
CRWSEL
MFLD
DSP_RST
GATEPULS
TO
REGCON
CN110
IRIS_C
CAM_VD
IRIS_PWM
CLK4M5
BUS9
BUS8
BUS7
BUS6
BUS5
BUS4
BUS3
BUS2
BUS1
BUS0
CALE
MVD
OMT
R4320
0Ω
TL4324
TL4325
R4316
#
R4317
#
NC
NC
NC
VSS
VSS
VSS
USEL
TVSEL
CKSEL
[L:NT,H:PAL]
[L:54,H:108]
[L:NEC,H:Pana]
VDDS
VSS
VSS
VSS
VDDC
JTEST0
[CAMERA_DSP]
VDDC
DSCO7
DSCO6
DSCO5
DSCO4
DSCO3
DSCO2
DSCO1
DSCO0
DSYO7
DSYO6
DSYO5
DSYO4
NC
NC
0Ω
0Ω
R4323
JTEST1
JTEST2
TL4304
JTEST3
TL4305
JTEST4
TL4306
JTETS5
R4322
JTEST6
TL4308
JTEST7
TSEL0
TSEL1
TSEL2
TL4309
TCLK
SMODE
IC4301
JCY0160-2
DSYIO3
DSYIO2
DSYIO1
DSYIO0
VGND[1]
VEXT1[1]
VGND[7]
VEXT2[1]
VSS
NC
NC
NC
TL4310
DVM
DSYIO4
TL4311
DMEB
DSYIO5
DVPP
DSYIO6
TL4312
DVPL
DSYIO7
TL4313
DVBL
NC
TL4314
DVBB
DSCIO0
TL4315
DVBGR
DSCIO1
TL4319
TL4320
DSVPP
DSCIO2
DSVBL
DSCIO3
TL4321
DSVBB
DSCIO4
TL4322
DSVPL
DSCIO5
NC
DSCIO6
VDDS
DSCIO7
2
C4310
NRZ0034-101W
100
RA4301
NRZ0034-101W
NRZ0034-101W
100
100
RA4302
RA4303
NRZ0034-101W
100
RA4304
0.1
VSS
NC
22
R4305
C4317
0.1
VSS
CLKDSC
VDDC
HDDSC
VSS
VDDSC
0Ω
R4321
NC
FLDDSC
100
100
100
100
100
R4313
R4312
R4311
R4310
R4309
NC
TDI
TCK
TMS
TDO
TRST
VEXT2[0]
VSS
VDDC
NC
NC
VSS
VDDS
VEXT1[0]
VGND[6]
NCNCNC
VSS
VGND[0]
VDDC
VSS
VEXT1[3]
CLK27AO
CLK27BO
VEXT2[2]
VEXT1[4]
VEXT2[3]
VEXT1[5]
VDDC
VGND[3]
ANACTL
VDDC
VGND[8]
VGND[4]
OUTV
OUTH
DCO3
DCO2
DCO1
DCO0
VDDC
VGND[9]
VGND[5]
INHA
ACO3
ACO2
ACO1
ACO0
AYO3
AYO2
AYO1
AYO0
DYO3
DYO2
DYO1
DYO0
KO
R4308
NC
1k
VSS
C4312
NC
0.1
NC
NC
NC
R4307
R4306
NC
INVA
VSS
NC
NC
NC
NC
DCI3
DCI2
DCI1
DCI0
DYI3
DYI2
DYI1
DYI0
NC
INV
INH
NC
VSS
NC
NC
NC
22
560
C4311
0.1
RA4308
NRZ0034-100W
RA4307
NRZ0034-100W
RA4306
10
NRZ0034-100W
RA4305
NRZ0034-100W
[2.5V]
L4303
NQR0129-002X
C4308
101010
C4313
0.01
10
10
IC4302
R1160N151B-X
[1.5V_REG]
T
C4306C4309
100.1
/6.3
EC CE
Vout
IC4303
TAR5S25-X
[2.5V_REG]
Vout
NOISE
GND
CONT
Vin
C4305
1
GND
VDD
C4301
1
C4304
0.01
L4301
10
NQR0129-002X
[1.5V]
C4303
C4302
10
/6.3
/6.3
L4302
NQR0129-002X
TTTT
C4307
/6.3
/6.3
1
TO MAIN AUDIO
S_SHUT
TO REGCON
CN114
TCMK
TMS
TRST
TO DV MAIN,
VIDEO I/O
CLK27A
TO VIDEO I/O, DSC
CLK27B
TO VIDEO I/O
OUT_VS
OUT_HS
OUT_C3
OUT_C2
OUT_C1
OUT_C0
OUT_Y3
OUT_Y2
OUT_Y1
OUT_Y0
TBCCTL
TO DV MAIN
OUTV
OUTH
DCI3
DCI2
DCI1
DCI0
DYI3
DYI2
DYI1
DYI0
INV
TO SYSCON-CPU, DV MAIN
INH
DCO3
DCO2
DCO1
DCO0
TO DV MAIN
DYO3
DYO2
DYO1
DYO0
TDB
TO DV MAIN,
PRE/REC
REG_2.5V
TO REG
REG_1.8V
REG_3V
GND
TO DSC
TDA
HDDSC
DSYIO7
DSYIO6
DSYIO5
DSYIO4
DSYIO3
DSYIO2
DSYIO1
DSYIO0
DSCIO7
DSCIO6
DSCIO5
DSCIO4
DSCIO3
DSCIO2
DSCIO1
DSCIO0
CLKDSC
VDDSC
FLDDSC
DSYO7
DSYO6
DSYO5
DSYO4
DSYO3
DSYO2
DSYO1
DSYO0
DSCO7
DSCO6
DSCO5
DSCO4
DSCO3
DSCO2
DSCO1
DSCO0
NOTE : The parts with marked (∗) is not used.
# Exchange parts list
y10280001a_rev0
R4316 R4317
NTSC
PA L
ABCD EFGH
0R0
∗
0R0
∗
4-244-23
Page 71

TG/VDR SCHEMATIC DIAGRAM4.12
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
5
R5001
100k
C5025
(
TG/VDR
C5023
0.1
C5024
T
1
/35
C5026
C5027
0.1
0 1 MAIN
TO CCD
CN5201
CN111
CCD_OUT
COM
COM
SUB
RG
4
3
CCD-7.5V
GND
GND
GND
GND
GND
CCD_CTL
CCD_15V
CCD_15V
H2
H1
V1
V2
V3
V4
D5001
1SS355-X
IC5003
TAR5S33-X
[3.3V_REG]
L5001
NQR0129-002X
Vin
Vout
T
NOISE
GND
CONT
C5028
10
2
C5001
1
C5002
0.01
/6.3
T
/6.3
C5003
22
)
GND
SGEN
VDD3
SGMOD
VM
V2
V4
V1
VH
V3
[TG/V_DRIVER]
SUB
VL
DSGAT
VDD4
TEST1
GND
SSI
SEN
WEN
SSCK
IC5001
CXD3602R
RST
VDD1
GND
CLDCLRG
1
C5005
0.1
C5004
TO
SYSCON-CPU
CCD_CTL
TG_RST
CLK_OUT
DATA_OUT
TG_CS
L5004
10
T
C5016
C5011
0.1
T
C5017
47
/10
C5015
VDI
HDI
GND
10
R5004
TEST3
GND(CDS
AVD(CDS
)
)
RG
H
(
(
GND
GND
CLKI
VDD2
TEST2
XPBLK
XCLPDM
XSHD
XSHP
XCLPOB
AVD(H
H1
10
R5005
NC
)
)
)
H2
VGAT
)
RG
(
AVD
0.1
C5006
R5003
R5002
C5013
C5012
C5014
0.1
R5020
10
10
10
0.1
0.1
L5002 L5003
10
TT
C5008
C5007
47/6.3
NQR0129-002X
C5009
10
/6.3
L5005
NQR0129-002X
C5019
C5018
0.1
IC5002
W194-70G-X
FBI
OUT2
IN
VDD
GND
OUT1
FS0 FS1
C5020
L5006
10
T
T
C5021
4.7
/20
C5022
0.1
R5017
100
C5010
4.7
T
/20
L5007
NQR0129-002X
TO REG
REG_4.8V
REG_3V
REG-CCD
REG_15V
GND
TO CDS/AD, CAM.DSP
PBLK
SHD
TO CDS/AD
SHP
CPOB
TO CDS/AD, CAM.DSP
ADCLK
TO CDS/AD
TO CAM.DSP
HDIN
VDIN
R5006
R5010
R5009
10
10
10
CLK9A
TG_36M
NOTE : The parts with marked (∗) is not used.
y20190001a_rev0
1
4-264-25
EDCBA
HGF
Page 72

REGCON SCHEMATIC DIAGRAM4.13
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
TO WBSEN/SW CN201
CN110
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 1 MAIN (REGCON)
5
VF_STB
VF_VCK2
GND
VF_VDD
REG_3V
VF_HCK1
TO VF MAIN
CVF_R
CVF_G
CVF_B
VF_EN
VF_COM
VF_HST
TO REG
4
TO
CAPSTAN MOTOR
TO MDA
HG_U[-]
HG_V[-]
HG_W[-]
HG_BS[-]
HG_BS[+]
HG_W[+]
HG_V[+]
HG_U[+]
C_COIL_V
C_COIL_U
C_COIL_W
3
TO REG
TO MDA
TO MDA
TO REG
REG_3V
C_FG[-]
GND
C_FG[+]
CN105
HG_U[-]
HG_V[-]
HG_W[-]
HG_BS[-]
HG_BS[+]
HG_W[+]
HG_V[+]
HG_U[+]
C_COIL_V
C_COIL_V
C_COIL_U
C_COIL_U
C_COIL_W
C_COIL_W
MDA_2.9
C_FG[-]
GND
C_FG[+]
T
C6005
TO
ROTARY ENCODER SW
CN103
NC
TO REG
2
TO SE RVO
GND
CAM_SW_C
CAM_SW_B
CAM_SW_A
NC
GND
CAM_SW_C
CAM_SW_B
CAM_SW_A
TO SYSCON-CPU
HP_DET
TO
LOADING MOTOR
TO MDA
LOAD_REV
LOAD_FWD
TO REG
1
TO SE RVO
GND
DEW_SENS
CN102
LOAD_REV
LOAD_REV
LOAD_FWD
LOAD_FWD
GND
DEW_SENS
(NC)
REG_4.8V
REG-CCD
TO REG
REG_3V
GND
GND
VF_ON
VF_VST
VF_HCK2
TO REG
TO VF MAIN
IC6002
NC
GND
S-814A30AMC-W
IC6003
Vout
GND
Vin
1
C6006
/16
6.8
R6008
R6009
47k
C6008
0.01
82k
CN107
KEY_A
VF_SW
REG_4.8V
LITHIUM
F_PTR_AD
TO D6001
TO SYSCON-CPU
TO SYSCON-CPU
S-817A33ANB-W
Vout
Vin
C6003
0.1
T
C6004
10
/6.3
NC
CTL
L6001
10µ
/6.3
T
C6007
10
GND
TO REG
D2704
∗∗
P_DET
TO REG
TO SYSCON-CPU
D2703
H_GAIN
CLK4M5
IRIS_O/C
DATA_OUT
Z_PTR_AD
TO VIDEO I/O
TO CAM.DSP
TO SYSCON-CPU
MCH3308-X
Q6001
D
R6004
GND
V_OUT
C_OUT
REG_3V
REM_OUT
TO SYSCON-CPU
R2711
100k
CAM_VD
IRIS_PWM
H_OFFSET
TO CAM.DSP
TO VIDEO I/O
IRIS_C
TO CAM.DSP
TG_RST
HALL_AD
OP_THRMO
TO SYSCON-CPU
IC6001
R6002
Q6002
R6001
18k
100k
OUT VDD
D
S
C6001
0.1
S
G
R6003
100k
1k
2SK3019-X
TO BOTTOM CN301
Y_OUT
TO REG
TO VIDEO I/O
D2701
∗∗
L2701
10µ
C2701
/6.3
10
T
F/Z_CS
REG_3V
CLK_OUT
REG_4.8V
TO REG
TO SYSCON-CPU
TO SYSCON-CPU
S-80842CNNB-W
NCVSS
R6005
100k
0.01
C6002
G
Q6003
MCH6613
-W
R6010
470
D6002
RB715F-X
D2705
GND
USB_DP
TO REG
TO USBDRV
R6011
GND
M_REG4.8
TO REG
G2
D1
Nch
S1G1D2 S2
1k
USB_DN
USBSENSE
Pch
R6006
220k
D6001
RB706D-40-X
SD0WP
SD0DAT3
TO SD
REG_3V
R6007
100k
Q6004
DTC144EE-X
SD0CD
SD0DAT2
SD0DAT1
SD0DAT0
TO SD
TO SYSCON-CPU,SD
STO_OFF
SHOE_AD
GATEPULS
SHOE_DET
STRB_CHG
TO SYSCON-CPU
TO SYSCON-CPU
TO CAM.DSP
TO REG
UNREG
TO SYSCON-CPU,
REG
PWR_CTL
TO REG
GND
CHKUNREG
TO CN110
LITHIUM
LIT_3V
AL_3V
V_BATT
GND
SDCLK
TO REG
SD0CMD
D2702
EMZ6.8N-X
SP_UNREG
SHOE_VON
GND
P_MEDIA
TO REG
TO REG
TO SYSCON-CPU
TO SYSCON-CPU
HN1C01FE/G/-X
R2704R2703
560k560k
HN1C01FE/G/-X
R2709R2708
10k10k
C2907
R2914
R2909
4.7k
Q2701
1
∗
TO MAIN AUDIO
ZMIC/L
ZMIC/R
TO SYSCON-CPU
SHOE_PWM
TO
SYSCON-CPU
TO DV MAIN
TO PRE/REC
TO SERVO, DV MAIN
TO PRE/REC
TO
MONITOR MAIN
R2701
820
R2702
820
R2705
3.3k
R2706
220
R2707
220
R2710
3.3k
IR_OUT
TO W/ B
TO REG
TO SE RVO
TO DSC
TO DV MAIN
TO DV MAIN,
CAM.DSP,
DSC
TO SE RVO
TO DV MAIN
TO DV MAIN
TO REG
TO
VF MAIN
TALLY
TO SYSCON-CPU
TO SE RVO
VPPD
DRST
REG_3V
SRV_TX
SRV_RX
VPPC
CJIG_RST
AL_3VSYS
IF_TX
JLIP_TX
JLIP_RX
TDI
TDO
TMS
TCMK
TRST
PB_CLK
ENV_OUT
MAIN_VCO
ATFI
HID1
DISCRI
FS_PLL
FRP
SPA
SBE
MONI_CHG
GND
GND
MT_PSIG
MT_COMCS
MT_B
MT_R
MT_G
MT_RPD
VF_COM
CVF_B
CVF_R
CVF_G
VF_RPD
R2712
100k
CN114
JIGCON
TO MAIN AUDIO
AU_SIG/R
AU_SIG/L
TO SYSCON-CPU
A_MUTE
TO MAIN AUDIO
HP_SIG/R
HP_SIG/L
GNDQ2702
TO REG
TO SENSOR
GND
S_SENS
REG_3V
MIC3
MIC2
REC_SAFE
MIC1
E_SENS
CAS_SW
S_RL[-]
TAPE_LED
S_RL[+]
REEL_VCC
T_RL[-]
GND
T_RL[+]
TO
DRUM MOTOR
D_PFG[+]
D_FG[-]
D_COIL_U
D_COIL_U
D_COIL_V
D_COIL_V
D_COIL_W
D_COIL_W
COIL_COM
D_PG[-]
DR_GND
IC1801
RPM7138
OUT
GND
Vcc
CN106
CN104
T
R1801
47
C1801
10
/6.3
GND
S_SENS
REG_3V
MIC3
MIC2
REC_SAFE
MIC1
E_SENS
CAS_SW
S_RL[-]
TAPE_LED
S_RL[+]
REEL_VCC
T_RL[-]
GND
T_RL[+]
TO MDA
D_PFG[+]
D_FG[-]
D_COIL_U
D_COIL_V
D_COIL_W
COIL_COM
D_PG[-]
GND
TO REG
TO SE RVO
TO REG
TO SE RVO
TO MDA
TO SE RVO
TO MDA
TO SE RVO
TO MDA
TO REG
TO MDA
TO REG
TO REG
REG_4.8V
TO SYSCON-CPU
IR_RMC
TO REG
GND
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
y20192001a_rev0
4-284-27
Page 73

REG SCHEMATIC DIAGRAM4.14
NOTES :
5
CN601
(+)
0
1
MAIN (REG)
F6101
NMFZ007-2R0X-K
DET
(-)
F6102
NMFZ007-2R0X-K
4
3
2
1
NOTE : The parts with marked (∗) is not used.
L6101
10µ
L6102
10µ
C6101
1
R6104
15k
RB521S-30-X
R6105
10k
C6106
T
C6107
0.01
C6108
100p
C6109
15p
C6111
1
D6104
6.8
/16
0.001
C6112
R6106
62k
R6107
R6103
R6144
22k
∗
R6108
3k
R6101
C6102
C6104
560p
0.1
INV6
FB6
C6103
16k
0.001
INV3
FB3
INV4
C6105
FB4
560p
VCC
CT
GND
VREF
C6110
FB7
0.0027
INV7
12k
C6113
0.0047
FB1NON7
0.1
C6114
R6109
5.6k
24k
R6102
INV1
NON1
CH1:Motor
CH2:Motor
CH3:No care
CH4:No SCP
CH5:DTC/STB
CH6:DTC/STB
CH7:LV/DTC/STB
FB2
INV2
R6110
47k
PGND4
NON2
R6111
4.7k
VG4
FB5
(DRUM)
(CAP.)
(Option)
(4.8V)
(15V)
(3V)
(1.8V)
0.01
C6115
R6112
2.7k
VIN34
INV5
R6113
∗
VG3
PGND3
IC6101
BD9713KV
VIN7
VG7
7.5k
R6114
PGND2
PGND67
C6116
0.001
R6115
VG1
VG2
VIN12
PGND1
STB
STB7
STB6
STB5
RT
SOFT
SCP
DTC5
DTC6
DTC7
PGND5
VG6
VIN56
VG5
68k
R6120
18k
R6121
R6116
47k
C6118
18k
1
C6117
0.01
R6117
43k
R6118
43k
R6119
∗
18k
R6122
C6119
0.022
C6120
0.022
C6121
0.022
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
R6123
47k
R6124
22k
R6125
12k
R6126
100k
R6127
10k
R6143
47k
C6143
51k
R6142
y20193001a_rev0
R6128
120
R6129
120
C6126
R6130
120
C6128
R6131
120
C6130
R6132
120
C6132
C6135
C6124
1
1
1
1
1
1
F6103
NMFZ007-1R0X-K
S
D
G
Q6106
NDS352AP-X
R6133
150
Q6107
2SC4617/RS/-X
Q6101
G
MOS
S
ADC
SBD
SSM5G01TU-X
Q6102
G
MOS
S
ADC
SBD
SSM5G01TU-X
Q6103
G
MOS
S
ADC
SBD
SSM5G01TU-X
Q6104
G
MOS
S
ADC
SBD
SSM5G01TU-X
Q6105
G
MOS
S
ADC
SBD
SSM5G01TU-X
NQLZ011-221X
R6134
100
C6136
L6109
220µ
1
R6135
2.2k
MA8043/L/-X
L6103
NQLZ010-390X
39µ
L6104
NQL68EM-330X
33µ
L6105
NQL68EM-330X
33µ
C6129
1
L6106
NQL68EM-470X
47µ
C6131
1
L6107
NQL68EM-330X
33µ
D6101
C6137
1
Q6108
UMZ1N-W
D6103
10
C6127
10
C6133
RB480Y-X
C6138
4.7
C6140
0.01
C6125
10
D6102
RB480Y-X
R6136
R6137
C6122
0.22
C6123
0.068
L6108
NQL144K-220X
22µ
C6134
1
Q6110
2SA1577/RS/-X
27k
R6139
R6138
47k
1
C6142
C6139
33k
C6141
1
47k
0.1
R6140
8.2k
Q6109
HN1C01FU/G/-X
R6141
82k
TO SYSCON-CPU, SERVO, AUDIO AD/DA,
MAIN AUDIO,DV MAIN, PRE/REC, VIDEO I/O,
CDS/AD, CAM.DSP, TG/VDR, REGCON IC1801,
Q2701, C2701, Q6004, CN102~CN107, CN110, CN114,
VF MAIN, MOMNITOR MAIN, DSC, USBDRV, SD, W/B
CHKUNREG
SP_UNREG
UNREG
GND
PWR_CTL
BATT_SW
CAP_ERR
DRUM_ERR
TO REGCON R6008
TO REGCON CN110
TO REGCON Q6001,
SERVO
TO REGCON
TO SYSCON-CPU
TO SERVO
D_GAIN
REG_3V
TO SYSCON-CPU, SERVO, AUDIO AD/DA,
MAIN AUDIO, DV MAIN, PRE/REC,
VIDEO I/O, CAM.DSP, TG/VDR,
REGCON L2701, CN105~CN107, CN110, CN114
MONITOR MAIN, DSC, USBDRV, SD
TO DV MAIN, VIDEO I/O,
CAM.DSP, DSC
REG_1.8V
TO SERVO
CAP_PWR
DRUM_PWR
TO
SYSCON-CPU, MAIN AUDIO,
PRE/REC, VIDEO I/O, CDS/AD,
TG/VDR, REGCON R1801, CN110,
MONITOR MAIN, USBDRV, W/B
REG_4.8V
TO SERVO, REGCON CN110
M_REG4.8
TO TG/VDR
REG_15V
TO VF MAIN,
MONITOR MAIN
REG_12V
1
TO MONITOR MAIN
MONI-15V
-7.0V
REG-CCD
TO TG/VDR
4-304-29
EDCBA
HGF
Page 74

VF MAIN SCHEMATIC DIAGRAM4.15
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 1 MAIN (VF MAIN)
5
TO REGCON
CN110
VF_VDD
TO REGCON
CN110, CN114
CVF_R
CVF_G
Q7101
4.7K
22µ
L7103
22µ
L7104
2SA1577/QR/-X
R7117
L7102
22 22
/4
0.1 0.1 0.1
TT TT
C7124
C7125
C7123
/4
C7122
C7121
R7118
15K
47K
0.01
4.710K
/20
C7128
C7127
T
4.7
C7106
/20
R7114 R7113
10 10
∗∗
C7114
C7113
0.01
C7109
C7110
C7111
C7126
FBR
C7120
4.7
/20
4.7
/20
VCC1
NC
SIG.C
VCC2
ROUT
FBG
NC
TEST5
F0ADJ
VREG
OSD_R
C7115
R7115
∗
1
OSD_G
0.022
C7116
C7117
C7118
C7119
1
1
1
OSD_B
RESET
R/R-Y
G/Y
B/B-Y
SYNC_IN
VSEP_TC
GND1
TEST1
HD_IN
VD_IN
VDD1
R7102
3.3
RPD
0Ω
R7103
10K
T
R7105
R7104
/10
CXA3272R
IC7101
R7101
0Ω 0Ω
C7112
GOUT
VSS1
0Ω
C7101
GND
CKI
∗
111
C7108
FBB
CK0
C7102
0.0068
R7112
10
BOUT
SEN
0Ω0Ω0Ω
R7106
R7107
NC
SDAT
NC
SCK
R7108
1022µ
T
C7107
0Ω
R7109
∗
/10
NC
SLVCO
NC
VDD2
R7110
TEST4
COMOUT
DA_OUT
DC1(STB)
VDD0
TEST2
NC
VSS2
DC2
VST
VCK
RGT
DWN
BLK
HST
HCK2
HCK1
VDO
HDO
TEST3
VSS0
C7103
R7119
100
C7105
∗
TL7101
100
100
100
100
EN
L7101
∗
∗
D7101
∗
R7111
∗
∗
C7104
R7124
R7123
R7122
R7121
R7120
TO REG
REG_12V
R7116
DTC144EE-X
4
TO
MONITOR MAIN
Q7102
M_REG3.0
TO REG
GND
3
TO VIDEO I/O
LCD_R
LCD_G
LCD_B
2
TO VIDEO I/O
HDCVF
VDCVF
CVF_B
VF_COM
GND
TO REGCON CN110
VF_STB
VF_ON
VF_VST
VF_VCK2
VF_EN
TO REGCON CN110
VF_HST
VF_HCK2
VF_HCK1
TO REGCON CN114
VF_RPD
TO SYSCON-CPU
VF_CS
1
S_DT_OUT
S_CLK
TO VIDEO I/O
VF_PLL TL7202
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
4-324-31
y20195001a_rev0
Page 75

MONITOR MAIN SCHEMATIC DIAGRAM4.16
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
22µ
L7204
22µ
22µ
L7203
10K
R7224
2SA1577/QR/-X
4.7K
R7225
Q7204
1
C7217
TO
REGCON CN114
MT_RPD
MT_COMCS
MT_PSIG
0.1
C7223
1.2K
C7222
0.1
R7226
C7221
4.7
C7229
T
4.7
/20 /35
C7220
/20
C7219
0.1
T
1.5
/35
C7218
C7230
T
1.5
Q7203
DTC144EE-X
1K
MT_G
MT_R
MT_B
TO MONITOR
CN401
CN113CN113
QGF0306F1-39X
MT_B
MT_B
GND
TO RE G
0 1 MAIN (MONITOR MAIN)
MONI-15V
REG_12V
5
TO VF MAIN
M_REG3.0
TO RE G
REG_4.8V
MM1385HN-X
IC7202 R7229
VIN
C7228
0.1
4
GND
CONT
GND
VOUT
NOISE
C7227
10
/6.3
TT T T
0.01
L7202
L7201
22µ
/4 /4
22 22
0.1
C7226
C7225
C7224
LCD_G
LCD_R
TO VIDEO I/O
LCD_B
HDCVF
VDCVF
MT_R
MT_R
GND
TO SYSCON-CPU
M_CS
S_CLK
S_DT_OUT
TO VIDEO I/O
3
MONI_PLL TL7201
100K
R7222
R7223
∗
VDD
0.1
POF
C7216
XCLR
VD
R7220
R7221
0Ω
SDAT
0Ω
SCK
HDO
VDO
RGT
VSS
HCK1
TO RE G
REG_3V
2
TO SYSCON-CPU
M_BL_ON
L7205 C7231
10µ
10
T
/6.3
R7230
100
HCK2
HST
VDD
WIDE
DWN
VSS
EN
VCK
VST
TEST
R7228
100
C7201
T
10
GND2
/10
CXA3582R
R7308
R7309
D7301
∗
R7307
∗∗
R7306
∗
∗
∗
C7301
∗
∗
R7305
L7301
∗
C7304
C7303
D7302
C7302
∗
1
R7304
∗
∗
R7303
∗
IC7301
∗
R7302
∗
R7301
IC7201
R7227
100
∗
C7215
0.0068
10K
R7217
R7218
R7219
0Ω
0Ω
R7216
SEN
RPD
GND1
COM
B_DC_DET
B_OUT
C7202
11 1
R7201
R7202
10 10 10
0.01
43K
REF
FILTER
FILTER
VCO_BIAS
OSD_G
OSD_R
OSD_B
VREG_BIAS
PSIG_DC_DET
R_DC_DET
R_OUT
G_DC_DET
C7203
C7204
R7203
R7204
3.3
/10
T
∗
C7213
SYNC
B/B-Y
R/R-Y
G/Y
VCC1
SIG.C
PSIG
VCC2
G_OUT
10
C7214
C7212
0Ω
R7215
0.01
∗
1
0.1
0.1
R7214
C7211
C7210
C7209
C7208
C7207
C7206
0.1
4.7
T
/20
C7205
0Ω
R7213
10
∗
R7205R7206R7207
∗
∗
MT_G
MT_G
MT_RGT
MT_DOWN
MT_WIDE
MT_HST
MT_EN
MT_HCK1
MT_HCK2
REG_3V
GND
NC
BL-15V
BL-15V
NC
MT_PSIG
MT_PSIG
NC
MT_REF
NC
MT_VDD
MT_VDD
MT_COMCS
MT_COMCS
MT_VST
MT_VCK
MT_BL_ON
GND
GND
GND
GND
M_RVS
REG_3V
TO SYSCON-CPU
M_RVS
NOTE : The parts with marked (∗) is not used.
y20194001a_rev0
4-344-33
EDCBA
HGF
Page 76

DSC SCHEMATIC DIAGRAM4.17
NOTES :
MAIN (DSC)0
1
TO REG
REG_1.8V
REG_3V
TO REGCON
CN114
TO CAM.DSP
TCMK
TRST
GND
TDI
TMS
TDA
5
L8001
NQR0129-002X
R8011
0Ω
C8001
10
/6.3
T
4
TO USBDRV
USBDOWN
GIO3
GIO15
GIO6
D0
D1
D2
D3
D4
D5
D6
D7
D8
D9
EM_CS2
FLSH_OE
FLSH_WE
TO CAM.DSP
DSCO7
DSCO6
DSCO5
DSCO4
DSCO3
DSCO2
DSCO1
DSCO0
DSYO7
DSYO6
DSYO5
DSYO4
DSYO3
DSYO2
DSYO1
DSYO0
FLDDSC
HDDSC
VDDSC
CLKDSC
DSYIO7
DSYIO6
DSYIO5
DSYIO4
DSYIO3
DSYIO2
DSYIO1
DSYIO0
DSCIO7
DSCIO6
DSCIO5
DSCIO4
DSCIO3
DSCIO2
DSCIO1
DSCIO0
CLK27B
D10
D11
D12
D13
D14
D15
3
2
1
RA8004
10
RA8003
10
RA8002
10
RA8001
10
L8003
L8004
NQR0129-002X
NQR0006-001X
C8006
10
/6.3
T
C8007
0.1
C8003
10
/6.3
T
C8004 C8005
0.1 0.1
Vss
A16
DQ7
BYTE
DQ15/A-1
MBV160TE90PBA01
A11
A12
A13
A14
A15
DQ5
DQ6
DQ13
DQ14
IC8003
A19A8A9
A10
DQ12
NC
DQ4
FLSH_WE
Vcc
RESET
VDD
DQ0
VDDQ
DQ1
DQ2
VSSQ
DQ3
DQ4
VDDQ
DQ5
DQ6
VSSQ
DQ7
VSSQ
VDD
DQM0
WE
CAS
RAS
CS
VSSQ
BA0
BA1
A10
A0
A1
A2
DQM2
VDD
VDDQ
DQ16
DQ17
DQ18
VDDQ
DQ19
DQ20
VSSQ
DQ21
DQ22
VDDQ
DQ23
VDD
DQ11
DQ3
DQ10
RY/BYNCNC
DQ1
DQ9
DQ2
[FLASH_MEMORY]
A17
A18
TL8013
IC8002
K4S643233E-SE10
DQ15
VSSQ
DQ14
DQ13
VDDQ
DQ12
DQ11
VSSQ
DQ10
VDDQ
DQM1
DQM3
VDDQ
DQ31
VDDQVSSQ
DQ30
DQ29
VSSQ
DQ28
DQ27
VDDQ
DQ26
DQ25
VSSQ
DQ24
NQR0129-002X
L8002
A0
Vss
DQ0
DQ8
FLSH_CE
FLSH_OE
A1A2A3A4A5A6A7
VSS
DQ9
DQ8
NC
VSS
NC
NC
CLK
CKE
A9
A8
A7
A6
A5
A4
A3
VSS
VSS
10
T
L8005
NQR0129-002X
TL8009
C8002
/6.3
0Ω
R8003
DVDD8
CVDD7_1.8V
RXD1
DSP_CLKS
TL8003
R8049
10k
22
R8043
YIO4
YIO1
TEST2
DVDD4
EM_BEH
DSP_BFSR
DSP_BCLKX
ARM_D14
SDR_DQ7
SDR_DQ4
SDR_DQ5
EM_BEL
SDR_DQ0
R8041
R8038
∗
TMS
CGND6
CGND5
EM_CS3
22
YIO3
TEST0
ARM_D15
DSP_BFSX
TMS320DSC24GZA
GIO12
CGND1
GIO3
GIO2
CIN7
YIN1
YIN5
SDEN3
FID
CIO1
USB_DP
TXD2
CLKIN2
CIN5
TL8005
TL8006
R8051
GIO17
RXD2
CIN2
22
R8055
10k
CIN3
CIN6
GIO16
∗
R8026
TL8022
USB_DN
TL8007
T
C8020
/6.3
100Ω0.1
C8008
0.1
R8013
100k
Q8001
2SA1774/RS/-X
L8006
C8022
1
C8023
0.01
C8027
∗
0.01
C8024
C8021
1k
R8014
NQR0006-001X
IC8005
BU2288FV-X
∗
R8015
VDD2
VSS2
CK27
TEST
AVDD
AVSS
XOUT
XIN
CK33
CK16
DVDD
DVSS
CLKA
0Ω
0Ω
0.1
∗
R8046
R8045
R8001
C8009
TDI
RESET
DGND4
SDR_DQ2
SDR_DQ3
DGND8
EM_WE
EM_OE
SDR_CS
SDR_WE
SDR_CAS
EM_CS0
nc
EM_CS4
EM_WIDTH
EMU0
DSP_BDR
TEST1
TEST3
YIO5
DVDD6(3.3or1.8)
CIO7
CIO4
DVDD9
TDO
CVDD6_1.8V
SDO2
PLLVDD2(1.8V)
PWDN
SDR_CKE
SCLK2
PLLVDD(1.8V)
EMU1
SDI1
DSP_BDX
DSP_BCLKR
10k
SCAN
YIO7
DVDD5(3.3or1.8)
CGND4
YIO0
CIO5
CIO2
∗
TRST
DGND9
MXO
VDIN
CVDD1_1.8V
SDR_RAS
SCLK1
CST1
DVDD3
CVDD2_1.8V
DGND1
DVDD11
YIO6
DGND3
YIO2
CVDD5_1.8V
CIO6
CIO3
TCK
SDI2
MXI
PLLGND2
SDR_CLK
DVDD2
SDO1
R8017
R8009
C8026
0.01
R8010
4.7K
∗
TL8001
TL8002
R8047
∗
R8016
R8018
R8019
∗
R8052
22
R8022
1M
R8006
0Ω
4.7K
∗
0Ω
0Ω
R8002
R8007
R8008
TL8004
C8010
0.1
C8011
0.1
OE
FS1
C8025
0.01
512
R8012
R8057
R8058
22
56
∗
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
C8018C8019
0.10.1
R8037
10k
CGND8
ARM_D13
ARM_D10
ARM_D11
SDR_DQ9
SDR_DQ10
IC8001
GIO13
GIO8
GIO4
GIO1
CLKIN1
YIN3
SDR_DQ8
YIN6
SDR_DQ6
SDR_DQ1
SCLK3
CIO0
ARM_D9
ARM_D12
CGND2
SDR_DQMLH
DVDD1
ARM_D8
CVDD9_1.8V
M48XI
ARM_D7
DGND2
TL8020
SDR_DQ13
SDR_DQ14
TXD1
CGND3
SDR_DQ11
SDR_DQ12
CIN0
CIN4
DVDD10
GIO18
ARM_D6
ARM_D5
GIO14
GIO9
ARM_D4
GIO5
R8004
ARM_D3
GIO0
DGND6
ARM_D2
SDR_DQ16
SDR_DQ15
YIN0
YIN4
SDO3
DVDD7
C8014 C8015
0.1 0.1
ARM_D0
SDR_DQ18
SDR_DQ17
SDR_DQMLL
SDR_A14
SDR_DQMHL
CGND9
ARM_D1
ARM_A22
CVDD10_1.8V
M48XO
PLLGND
ARM_A21
SDR_DQ20
SDR_DQ19
SDR_A13
SDR_A12
SDR_DQMHH
ARM_A20
SDR_DQ23
SDR_DQ22
SDR_DQ21
ARM_A19
ARM_A18
ARM_A17
ARM_A16
CVDD8_1.8V
SDR_DQ24
SDR_DQ25
SDR_DQ27
SDR_DQ26
CVDD11_1.8V
ARM_A15
ARM_A14
ARM_A13
ARM_A12
SDR_DQ28
SDR_DQ29
SDR_DQ30
SDR_DQ31
ARM_A5
ARM_A8
ARM_A9
ARM_A10
ARM_A11
ARM_A2
ARM_A3
ARM_A6
ARM_A7
SDR_A10
CVDD4_1.8V
RESERVE
ARM_A1
EM_CS2
ARM_A4
USB_VDD
SDR_A11
GVDD3_1.8V
EM_CS1
ARM_A0
HDIN
EM_RnW
TL8008
DGND7
SDR_A1
SDR_A0
SDR_A2
SDR_A6
SDR_A3
DVDD12
SDR_A4
SDR_A5
SDR_A7
SDR_A9
CGND7
GIO11
GIO15
GIO19
TEST4
SDR_A8
GIO10
DGND5
GIO20
C8017
0.1
YIN7
GIO7
SDI3
YIN2
GIO6
CIN1
R8005
0Ω
C8016
TO AUDIO AD/DA
44.1KHZ
DOLRCK2
11.2896MHZ
DOMCK2
32*44.1KHZ
DOBCK2
DODAT2
AIDAT2
TO SYSCON-CPU
FLSH_RST
DSC_RST
TO SYSCON-CPU, USBDRV
DSC_CS
DSC_CLK
DSC_DT_IN
TO
DSC_DT_OUT
SYSCON-CPU
MXDT_OUT
CAPT_REQ
DSC_WKUP
DSC_STS
TO SD
GIO1
GIO2
GIO4
GIO17
EM_CS1
FLSH_OE
FLSH_WE
A8
A9
A10
TO USBDRV, SD
A11
A12
A13
A14
D0
D1
D2
D3
D4
D5
TO SD
D6
D7
D8
D9
D10
D11
D12
0.1
D13
D14
D15
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
4-364-35
y10279001a_rev0
Page 77

USBDRV SCHEMATIC DIAGRAM4.18
5
TO REG
REG_4.8V
REG_3V
4
TO REGCON
CN107
USB_DP
USB_DN
TO REGCON
CN107
USBSENSE
3
GND
0 1 MAIN [USBDRV]
L8301
NQR0129-002X
L8302
NQR0129-002X
C8301
10
C8303
∗
/6.3
R8301
∗
TT
R8310
15k
R8302
22
R8303
22
C8304
∗
R8305
C8302
10
1M
D8301
1SS355-X
/6.3
C8305
0.1
R8309
10k
R8308
10k
R8307
10k
R8306
10k
TL8302
TL8303
TL8304
X8301
NAX0552-001X
C8307
0.1
D-
D+
VBUS
GL
WAKEUP
SUSPEND
EOT
DREQ
DACK
SDWR
SDRD
INT
READY
BCNF0
VREG(3.3)
IC8301
ISP1181ABS
C8306
0.1
VCC
XTAL1
REGGND
XTAL2
C8308
∗
C8309
∗
R8313
0Ω
GND
TL8305
CLKOUT
NOTES :
CS
RESET
VCC(3.3)
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
R8311
1M
R8312
∗
ALE
WR
RD
A0
AD
GND
C8311
DATA 1
DATA 2
DATA 3
DATA 4
DATA 5
DATA 6
0.1
TO DSC
GIO3
GIO15
GIO6
DSC_RST
TO SYSCON-CPU,
DSC
USBDOWN
TO DSC
EM_CS2
FLSH_OE
FLSH_WE
D0
D1
D2
D3
D4
D5
D6
D7
D8
D9
D10
D11
D12
D13
D14
D15
BCNF1
DATA15
DATA14
DATA13
DATA12
2
NC
VDD
OUT
VSS
IC8302
DATA11
DATA10
GND
VREF(5.0)
C8310
0.1
DATA 9
DATA 8
DATA 7
A10
S-80842CNNB-W
1
NOTE : The parts with marked (∗) is not used.
4-384-37
EDCBA
y30176001a_rev0
HGF
Page 78

SD SCHEMATIC DIAGRAM4.19
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 1 MAIN (SD)
5
L8501
NQR0129-002X
0Ω
0Ω
TO DS C
GIO2
GIO4
GIO17
4
3
2
EM_CS1
FLSH_OE
FLSH_WE
GIO1
TO DSC
A8
A9
A10
A11
A12
A13
A14
D0
D1
D2
D3
D4
D5
D6
D7
D8
D9
D10
D11
D12
D13
D14
D15
C8502
0.1
NC
VDD
MNA4
MNA3
MNA2
MNA1
MND15
MND14
MND13
MND12
MND11
MND10
MND9
MND8
MND7
MND6
MND5
NC
NC
NC
MNA6
MNA5
IC8501
YQ44917A
NC
MND4
MND3
GND
0.1
C8503
R8504
MNA7
XMNWE
MND2
VDD
R8505
XMNCS
XMNRE
MND1
MND0
TL8510
XRST
MCLK
XMNDK
MNIRQ
TL8507
TL8509TL8508
GND
XSTANDBY
MNIRQ2
MNIRQ3
SD1WP
MINTESTY
TESTMODE
ACREQ
ACCLK
CCLKEN
SD1CD
SD1DAT0
AC D ATA
ACVALID
SD1DAT1
NC
NC
SD1DAT3
SD1DAT2
SD1CMD
GND
VDD
SD0DAT0
SD0DAT1
SD0DAT2
SD0DAT3
SD0WP
SD0CMD
GND
VDD
SD0CD
SDCLK
ACCNT
NC
NC
NC
NCNC
TL8502
C8504
0.1
R8502
22
C8505
0.1
R8503
22
T
C8501
10
/6.3
TO REG
REG_3V
GND
TO
REGCON CN107
SD0DAT0
SD0DAT1
SD0DAT2
SD0DAT3
SD0WP
SD0CMD
SD0CD
SDCLK
1
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
4-404-39
y30177001a_rev0
Page 79

WBSEN/SW SCHEMATIC DIAGRAM4.20
NOTES :
TO MAIN CN110
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
CN201
5
VF_B
VF_R
VF_G
VF_EN
VF_HST
VF_COM
VF_VCK2
TO CN203
C1151
10
/6.3
L1151
NQR0265-001X
C1152
0.068
L2901
L2902
L2903
L2904
L2905
L2906
L2907
L2908
0Ω
0Ω
0Ω
0Ω
0Ω
0Ω
0Ω
0Ω
W/BSEN
Section
4
W/B SENSOR
Q1151
RPM-22PB
3
R1151
3.0k
TO SHOE
CN202
QGF0517F1-16X
T
2
FPC (0.5mm pitch)
0Ω
0Ω
L2910
L2909
TO CN201
ZMIC/R
1
ZMIC/L
C2903
C2902
∗
∗
VF_STB
VF_VDD
C2901
VF_GND
0.01
D2901
VF_3V
VF_HCK1
TO CN201
REG_4.8V
IR_OUT
GND
EMZ6.8N-X
VF_ON
VF_VST
VF_4.8V
VF_GND
VF_HCK2
SW2001
NSW0175-001
VF SW
D2902
EMZ6.8N-X
SHOE
Section
D2903
B201
QAB0041-001
EMZ6.8N-X
KEY_A
F_PTR_AD
TO R9902
H_GAIN
IRIS_O/C
CLK4M5
R2919
1M
Z_PTR_AD
F/Z_RST
HALL_AD
DATA_OUT
OP_THRMO
TO OPDRV
R2001
470
D2001
CL-221HR-C-X
TALLY LAMP
Q2001
DTC143XE-X
CAM_VD
IRIS_PWM
R2902
R2920
1M
IRIS_C
F/Z_CS
REG_3V
H_OFFSET
TO R2001, R9901,
OPDRV
TO CN201
Q2901
∗
2SC5658-X
CLK_OUT
REG_4.8V
TO OPDRV
W/BSEN SECTION,
OPDRV
REG_3V
2SB1121/TU/-X
R2906
10k
R2905
1k
Q2902
R2904
∗
R2903
10k
C2904
0.01
R2908
47k
R2907
TO OPDRV
47k
Z_GND
M_REG4.8
TO CN201
D_REG3V
SHOE_AD
SHOE_LEV
TO
SHOE SECTION
TO CN201
UNREG
GND
SHOE_VON
SHOE_DET
STO_OFF
STRB_CHG
GATEPULS
SHOE_AD
SHOE_LEV
D_REG3V
GATEPULS
STRB_CHG
STO_OFF
SHOE_DET
NSW0145-001
S9901
BLACK LIGHT
UNREG
SHOE_VON
TO
SHOE SECTION
R9903R9902R9901
18k15k100k
S9901
NSW0145-001
EXPOSURE
- - VOL. - +
02
GND
TO Q1151, L2906,
SW2001
P_MEDIA
R9904
27k
S9902
S9902
S9903
NSW0145-001
S9903
FOCUS/BLANK
ZMIC/L
ZMIC/R
TO
TO L2909
TO L2910
S9904
NSW0099-001
VIDEO
MEMORY
IR_OUT
WBSEN SECTION
TO CN201
KEY_A
GND
TO CN201
VF_COM
VF_G
VF_R
VF_B
VF_GND
VF_VDD
VF_HST
VF_3V
VF_EN
VF_STB
VF_VCK2
VF_VST
VF_HCK1
VF_HCK2
VF_4.8V
VF_ON
VF_GND
OP MDA (WBSEN/SW)
TO VF BL
CN7001
CN203
VF_COM
VF_G
VF_R
VF_B
VF_GND
VF_GND
VF_VDD
VF_HST
VF_3V
VF_EN
VF_STB
VF_VCK2
VF_VST
VF_HCK1
VF_HCK2
VF_4.8V
VF_4.8V
VF_ON
VF_GND
VF_GND
NOTE : The parts with marked (∗) is not used.
y20187001a_rev0
4-424-41
EDCBA
HGF
Page 80

OPDRV SCHEMATIC DIAGRAM4.21
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 2 OP MDA (OPDRV)
5
L4802
10µ
C4803
/6.3
10
T
C4804
0.1
R4806
68k
R4807
68k
T
1
C4808
/6.3
C4809
0.1
VCC
GND
IC4802
VCC
C4806
R4805
10k
GND
TA75W01FU-X
0.1
L4853
10µ
C4865 C4864
0.1 4.7
130mA
IC4806
TC7S08FU-X
4
TO WBSEN/SW
CN201
REG_4.8V
GND
3
2
M_REG4.8
REG_3V
Z_GND
TO WBSEN/SW
CN201
H_GAIN
H_OFFSET
CAM_VD
CLK4M5
TO WBSEN/SW
CN201
IRIS_C
HALL_AD
IRIS_O/C
IRIS_PWM
F/Z_CS
DATA_OUT
CLK_OUT
F/Z_RST
Z_PTR_AD
F_PTR_AD
OP_THRMO
C4805
0.1
R4848
100
R4811
R4812
15k
C4812
0.1
Q4801
2SC4655/BC/-X
IC4803
560k
VCC
TA75W01FU-X
R4808
24k
R4809
330
C4853
4.7
/6.3
R4814
L4852
10µ
C4811
0.01
R4816
1.8M
C4810
0.01
C4855
0.1
R4815
4.7k
R4823
1k
R4822
47k
R4824
4.7k
L4851
NQR0129-002X
C4852
0.1
C4816
R4864
1k
R4866
1k
0.1
R4819
10k
C4851
10
R4862
6.8
R4863
6.8
R4821
100k
R4820
100k
T
/6.3
R4865
1k
R4867
1k
R4868
100
1M
R4813
∗
GND
R4810
10k
TT
C4854
/6.3
10
18k
R4828
VCC
∗
33k
R4832
C4821
R4830
2.2k
R4829
1.2k
R4825
GND
IC4805
MM6564XFBE-X
C4813
0.1
PGND
EXTa
EXTb
Vm1
UPD16879GS-X
A1
[Zoom/Focus_MDA]
FBa
A2
Vm2
B1
FBb
B2
Vdd
VD
LATCH
SD ATA
SCLK
OSCin
OSCout
RESET
R4831
47k
Q4802
2SC5658-X
2.2k
R4826
47k
IC4851
Q4806
2SA1774/QR/-X
C4815
1500p
VREFSEL
EXP1
EXP0
FBc
Vm4
FBd
Vm3
Vdd
Vref
FILd
FILd
FILc
FILc
FILb
FILb
FILa
FILa
Cosc
LGND
R4845
∗
C1
C2
D1
D2
C4814
0.1
C4819
0.1
R4836
560
IC4804
NJM3414AV-X
R4841
10k
R4842
10k
C4862
1000p
C4860
0.047
C4858
68p
R4858
33k
VCC
2SC5658-X
R4857
6.8
R4856
6.8
R4870
Q4851
C4861
1000p
C4859
0.047
R4834
100k
R4833
100k
Q4804
DTA144EE-X
Q4805
R4818
10k
Q4803
DTC144EE-X
TO
OP BLOCK
CN204
QGF0517F1-24X
Z_LED
Z_PTR_AD
Z_Vcc
DRIVE+
DRIVE-
DAMP-
HGout-
HGVss-
HGout+
HGVcc+
DAMP+
ZOOM_1
ZOOM_2
ZOOM_3
ZOOM_4
F_LED
F_Vcc
OP_THRMO
GND
F_PTR_AD
FOCUS_1
FOCUS_2
FOCUS_3
FOCUS_4
GND
2SC4617/RS/-X
R4804
560k
R4817
4.7k
270
1
NOTE : The parts with marked (∗) is not used.
ABCD EFGH
4-444-43
y20191001a_rev0
Page 81

BOTTOM SCHEMATIC DIAGRAM4.22
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
TO REGCON CN107
CN301
5
SD_3V
HP_DET
AU_SIG/L
TO J301
TO R2853
D2805
AU_SIG/R
TO R2854
D2804
∗
P_DET
TO L2858
∗
A_GND
TO CN302, J301
A_GND
HP_SIG/L
HP_SIG/R
TO L2851
TO L2852
USB
J302
NNZ0070-001X
L2801
NQR0348-003X
R2812
∗
TO CN302, J301
4
∗
R2813
R2814
D2806
∗
0Ω
C_OUT
TO L2859
TO L2856
V_OUT
REM_OUT
TO L2855
USB_DP
USB_DN
USBSENSE
D_GND
REG_3V
Y_OUT
TO L2857
TO CN301
TL2801
R2855
0Ω
TO J301
A_GND
R2851
R2852
USB_DP
TO L2801
100k
100k
USB_DN
USBSENSE
TO CN303
TO R2814
TO CN301
HP_DET
SD0WP
SD0DAT3
R2817
TO R2802
SD0DAT2
TO R2801
SD0DAT1
TO R2804
TO CN303
∗
TO CN301
TO MMC/SD
3
2
CN303
NNZ0042-001X
SDDAT2
SDDAT3
SDCMD
VSS(GND)
VDD(DSC_3V)
SDCLK
VSS2/CD
SDDAT0
SDDAT1
SDCD
SW_COM
SD_WP
GND
GND
R2801
R2802
22
22
R2803
R2804
R2805
0.1
C2804 C2803
22
22
47k
R2806
∗
D2803
∗
47k
R2807
47k
47k
47k
R2808
R2809
D2801 D2802
∗
R2810
47k
R2811
47k
C2801
10
/6.3
R2815
∗
∗
SD0CD
SD0DAT0
TO R2803
P_DET
SDCLK
SD0CMD
TO
CN303
TO CN301
SD_3V
SD0DAT2
SD0DAT3
SD0CMD
D_GND
SDCLK
SD0CD
SD0DAT0
SD0DAT1
SD0WP
TO CN301
A_GND
D_GND
TO CN303
TO CN301
Y_OUT
C_OUT
TO CN301
REM_OUT
V_OUT
TO CN301
A_GND
TO CN301
AU_SIG/R
AU_SIG/L
L2857
NQR0251-004x
L2859
NQR0251-004x
L2858
NQR0251-004x
L2856
NQR0251-004x
L2855
NQR0251-004x
C2854 C2853
0.0047 0.0047
R2854
150
R2853
150
D2852
L2854
NQR0251-004x
L2853
NQR0251-004x
S/AV/EDIT
CN302
Y_OUT
C_OUT
V_OUT
∗
REM_OUT
A_GND
A_GND
A_GND
P_DET
AU_SIG/R
AU_SIG/L
CONNECTOR
HP JACK
J301
1
C2851
C2852
0.01
0.01
L2851
NQR0251-004X
NQR0251-004X
L2852
TO CN301
HP_SIG/L
HP_DET
HP_SIG/R
BOTTOM 03
NOTE : The parts with marked (∗) is not used.
4-464-45
EDCBA
y20188001a_rev0
HGF
Page 82

MONITOR SCHEMATIC DIAGRAM4.23
NOTES :
TO MONITOR MAIN
CN113
MT_B
MT_B
5
MT_R
MT_R
MT_G
MT_G
MT_RGT
MT_DOWN
MT_WIDE
MT_HST
MT_EN
MT_HCK1
MT_HCK2
REG_3V
4
GND
NC
BL-15V
BL-15V
NC
MT_PSIG
MT_PSIG
NC
MT_REF
NC
MT_VDD
3
MT_VDD
MT_COMCS
MT_COMCS
MT_VST
MT_VCK
MT_BLON
GND
GND
QGF0307F1-33W
CN401CN401
2
1
0 4 MONITOR
∗
L7501
0.1
C7501
0Ω
R7508
T
UMD3N-W
C7503
∗
0.1
C7502
C7605
10
/10
T
4.7K
R7501
D
1K
R7507
XP6501-W
1K
R7506
Q7502 Q7504
2SC4617/RS/-X
R7502
620
R7511
D
∗
15K
D
0Ω
R7513
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
10k
R7601
UDZ2.7B-X
D7601
C7602
10.1 1
C7603
100
R7503
C7604
Q7503Q7501
R7504
D
∗∗
R7509
R7512
T
∗
100
D
∗
R7505
C7601
XP6501-W
R7510
C7606
1
D7602
UDZS4.3B-X
TO LCD MODEL
CN402
QGF0517F1-24X
NC
RGT
BLUE
RED
GREEN
PSIG
HCK1
HCK2
CEXT/REXT
NC
REF
HST
WIDE
SLVSG
VSSG
VDDG
VSS
VVDD
DWN
EN
VCK
VST
COM
NC
TO MONITOR BL
CN403
QGF0520F1-06X
GND
GND
NC
LED1
NC
LED2
NOTE : The parts with marked (
ABCD EFGH
) is not used.
∗
4-484-47
y30178001a_rev0
Page 83

W/B AND CCD SCHEMATIC DIAGRAMS4.24 EJECT AND VF BL SCHEMATIC DIAGRAMS4.25
NOTES :
- W/B -
5
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
0 1 MAIN (W/B)
C1113
10
/6.3
L1101
10µ
T
TO REG
REG_4.8V
GND
NOTES :
For the destination of each signal and fur ther line connections that are cut off from
this diagram,refer to "4.1 BOARD INTERCONNECTIONS".
When ordering parts,be sure to order according to the Part Number indicated in the Parts List.
5
- EJECT -
0 6 EJECT
CN108
EJT_SW [2]
R1107
10k
T
R1108
C1112
4.7k
/6.3
10
R1109
4
10k
C1103
C1102
0.022
0.022
1M
R1106
IC1101
TA75W01FU-X
VCC
VEE
C1101
0.1
33k
R1101
R1102
4.7k
R1104
C1111
1
TO SYSCON-CPU,
REGCON CN110
IR_OUT
IR_AMP
1M
TO SYSCON-CPU
S1
NSW0120-002X
GND [1]
4
TO SYSCON-CPU
- VF BL -
y40096001a_rev0
NOTE :
- CCD -
3
ICX288BKF-K
IC5201
[1/3.8Inch_1.02M_CCD]
2
1
0 5 CCD
C5206
0.1
C5207
2200p
C5211
VL
V4
2SC4081/RS/-X
H2
SUB
V3V2V1
Q5202
H1
RG
GND
IC5201 is incorporated in the CCD base assembly.
When IC5201 needs replacement,replace the CCD
base assembly in whole because it cannot be replaced alone.
T
C5204
10
/10
R5201
4.7k
2SC3931/CD/-X
0.1
Vout
GND
TEST
Vdd
C5203 C5202
0.1 10
T
R5205
10k
/20
C5205
0.1
Q5203
R5203
10k
R5204
12k
Q5201
2SC3931/CD/-X
R5202
1k
TO CDS/AD,
TG/VDR
CN111
CN5201
CCD_OUT
COM
COM
SUB
RG
CCD-7.5V
H2
H1
GND
GND
GND
GND
GND
V1
V2
V3
V4
CCD_CTL
CCD_15V
CCD_15V
TO WBSEN/SW
CN203
0 7 VF BL
C7003
QGF0517F2-20X
CN7001
VF_COM
VF_G
VF_R
3
VF_B
GND
GND
LCD_VDD
HST
REG_3V
EN
STB
VCK2
VST
HCK1
HCK2
REG_4.8V
REG_4.8V
VF_ON
GND
GND
0.1
0.1
C7002
TO LCD MODULE
QGF0517F1-16X
CN7002
VF_COM
VF_G
VF_R
VF_B
BLK
HCK1
HCK2
HST
RGT
DWN
EN
STB
VCK
VST
GND
LCD_VDD
2
33K
R7005
D7001 D7002
3.3K
R7001
0.1
C7001
Q7001
UMD3N-W
1
Q7002
PUMX1-W
560 47
R7002
R7003 R7004
NSCW100A0/ST/-X
∗
∗
y40095001a_rev0
NOTE : The parts with marked (∗) is not used.
DCBA
4-504-49
y30179001a_rev0
DCBA
Page 84

MAIN CIRCUIT BOARD4.26
FOIL SIDE(B)
0 1 MAIN PWB
R1104
C1101
8
IC1101
1
C1103
R1108
C4304
C4316
L4201
C4202
4
IC4202
5
L5004
C5015 C5018
C5010
C5022
C1102
C4204
C5017
R1101
3
4
C4306
TL4316
R1106
C1112
R1102
5
4
R1107
IC4303
R4304
R4312
C5019
L4304
X4301
C4205
C4212
C4208
R4203
C4203
R1109
CN102
1
5
3
1
L5005
L5006
L5007
C1111
C4201
C5021
C1113
R1002
R1007
R1006
R1003
R1004
R1005
C1018
16
C1038
C1012
C1013
C4305
RA4305
RA4306
RA4307
RA4308
C4210
R4201
C5016
L1101
C1011 C1016 C1019
C4308
L4303
C4211
C4215
R5020
C5012
C5013
R5002
R5003
C4209
C4213
C4221
19
27
C4214
13
24
R1087
R1076
C4312C4313C4318
R4306R4307 R4308
R4301 R4303
R4317
R4316
C5014
18
28
R1015
R1077
R1084
TL4324TL4325
C4222
C4220
R5005
R5004
12
25
R1029
TL4322
TL4319
C1037
TL4312
TL4315
TL4309
C4219
IC4201
C5006
X1001
C1039
TL4313
TL4321
R5010
IC5001
R1037
C4206C4207
IC1001
TL4314
TL4320
D5001
R5006
36
TL4310TL4311
C4311
R4202
10
R5009
C1026
R1039
R1030
9
1
C5005
C4307
R4204
R4205
36
R1061
R1072
R1035
R1085
C1034
R1012
R1086
L4302
IC4301
C4309 C4317
C4303
L4301
RA4201
C4302
RA4202
C4301
R5001
C5025
C5004
1
48
C5024
C5023 C5026 C5027
37
R1060
C4310
5
1
L5001
5
R1025R1036
R1011
R4321
R4320
R4313
IC4302
C5003
4
YB10370-01-02
Q1002
R4318
R4310
R4309
R4325
R4324
R5017
R1058
R4305
4
3
C5002
TL4318
IC5002
R1053
C1036
TL1001TL1002TL1003
C8311
TL8305
R4311
16
C5028
C5011
25
36
1
D1001
Q1001
3
4
24
37
X8301
IC8005
IC5003
1
R1051
R1052
R1056
R1055
C8310
8
R8312
C8309
C8025
1
5
C5001
R1054
R4323
R4322
C8023
R8313
C8308
RA4301 RA4302 RA4303 RA4304
TL4326
TL8008
L8005
TL4305TL4306
TL4317
TL4323
C5008
C5009
C1031
L8301
IC8301
C8306 C8307
9
8
TL4304
TL4308
R8014
C5007
C8301
TL8007
R8012
R8058
R8057
C8026
C8027
C8024
Q8001
R8013
L5002L5003
TL8004
C8020
C8022
L8006
TL8006
R8015
C8302
13
48
C8304
L7204
12
1
TL8020
RA8001 RA8002 RA8003 RA8004
L8004
C7230
C7218
TL8304
R8306
R8307
R8308
TL8302
R8309
TL8303
C8305
TL8005
C8011
R8006
L8302
R8305
R8051
C8007
R8302R8303
TL8003
R8049
R8022
R8311
R8310
R8016
R8037
C8006
C7219
C3902
C8303
TL8022
C8019
20 11
D8301
R8007 R8008
1
2
R8301
R8046
C8021
C7217
L3901
TL8013
R8009 R8010
C8014
IC8302
C8009
R8004
C8016
C7229
C7220
L7203
Q7204
C3901
R8026
R8055
IC3901
4
3
IC8001
IC8002
R8043
R8005 R8038
C8008
Q3732
R3739
C3737
Q3734
R7225
R7224
Q7203
L8003
110
C8003
C8004
C8005
IC8003
TL8009
R8011
R3735
C3736
R3737
C3735
Q3733
R3740
C3739
R3738
R3741
L3732
R3736
C3738
R3745
C3743 C3744
C3742
C3745C3747
R3744
CN104
11
TL1614
C1603
C1602
C1605
R1603
R1601
R1604
49
C1606
R1636
R1637
TL1601
D1603
C1627
R1624 R1628
C1633
64
TL1604
C1641
R1635
Q1601
C8017
TL8001
TL8002
C8010
C8015
R8018
R8017
C8018
R8041
R8052
R8002
R8019
R8045
R8047
R8001 R8003
L8001L8002
C8001C8002
D6103
C6140
R6135 R6140
R3731
C3731
R3730
L3731
C3734
R3746
Q3735
1
IC3731
3
R6137
C3746
R6136
Q3731
Q6108
C3733
C6139
Q6107
R6143
R6134
R3732R3733
C3732
R3734
C3740
6
4
R1629
R1602
C1643
48
C1644
1
R1620
C1645
TL1610
R1621
R1619
C1626
C1625
IC1601
TL1617
TL1621
C1628
C1624
R1408
C1411
TL1620
TL1622
TL1612
R1631
R1616
18
33
R1409
R1630
TL1411
R1404
TL1611
R1610 R1611
C1607
C1621
32
C1623
C1622
C1642
R1613
R1612
R1622
C1618
C1619
C1620
17
Q3702
R3714
D1604
TL1602
C6133
C6129
C6101
3
1
R3712
R3713
C3708
C3714
916
R3707
C3709
116
D1602
R3747 R3748
R3742R3743
C3741
L6108
C6134
L6109
C6137
D6102
C6141
C6143
R3724 R3726R3727
C3715
Q3704
R3721
R3701
R3702
C3703
C3705
R1605 R1609
C1601
C6136
C6138
Q6110
R6142
R6141
Q6109
C6142
Q3705
R3722
R3728
C3702
Q3701
R3705
D6101
R3725
R3703
R3706
C3707
C3704
C6125
R6138 R6139
C3706
R3704
C1614 C1632
L6103
C6124
Q6101
L6102
4
IC6003
C6006
5
C6005
C6007
L3701
R3710 R3711
C3701
R3715
IC3701
81
CN105
TL1613
TL1603
TL1418TL1419
C6132
L6101
R1415 R1416R1417R1425 R1426
C1404 C1407
TL1401TL1402
Q3706
C3713
C3711
C3712
C3710
D3701
L6105
Q3708
R6008
Q6105
L6107
R3708 R3709
C6008
R6009
R3716
Q6103
R6110
C6114
R6109
C6115
R6111
R6112
R6129
R6128
R6133
Q3707
R1411R1412R1413R1414
C1412C1413C1414C1415
C6116
R6114
RA1401
1
R1403
TL1404
TL1403
R6115
R6113
C6131
36 25
C6127
R6108
R6106
R1020
R1021
C6128
C6113
C6110
TL1410
IC1401
C1401 C1402 C1403C1405
24
37
R6119
X1401
C6111
D6104
R6144
C6109
C6108
R6118
58
R1401
L6106
TL1405
L6104
R6117
R1066
TL1408
R1022
C6122
C6107
C6106
IC6101
C6117 C6119
C6118
R6116
C6120
C6121
IC1003
L1401
C1416
C1801
R1402
C6130
R6123R6124
R6120
R6121
R6122
Q6104
R6125R6126
13
48
R1801
R1018
C1408
C6126
Q6102
R6127
C6123
C6104 C6105
41
C1007
C1406
TL1409
TL1412
TL1414
C1409
C1410
R1406
R1407
TL1413
B
TL1406 TL1407
R6105
C6112
R6107
C6103
R6104
C6102
A
R6101 R6102 R6103
R6130R6131 R6132
112
C
1234
4-524-51
Page 85

COMPONENT PARTS LOCATION GUIDE <MAIN/YB10370-01-02> (1/2)
REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION
CAPACITOR
C1003 A C 1C
C1004 A C 3A
C1006 A C 3B
C1007 B C 4C
C1011 B C 1C
C1012 B C 1C
C1013 B C 1C
C1015 A C 1C
C1016 B C 1C
C1017 A C 1C
C1018 B C 1C
C1019 B C 1C
C1023 A C 3B
C1026 B C 1C
C1027 A C 1C
C1028 A C 1C
C1029 A C 1C
C1030 A C 1C
C1031 B C 2C
C1034 B C 1C
C1036 B C 1C
C1037 B C 1C
C1038 B C 1C
C1039 B C 1C
C1101 B C 1C
C1102 B C 1C
C1103 B C 1C
C1111 B C 1C
C1112 B C 1C
C1113 B C 1C
C1401 B C 4B
C1402 B C 4B
C1403 B C 4B
C1404 B C 3B
C1405 B C 4B
C1406 B C 4C
C1407 B C 3C
C1408 B C 4B
C1409 B C 4C
C1410 B C 4C
C1411 B C 3C
C1412 B C 4B
C1413 B C 4B
C1414 B C 4B
C1415 B C 3B
C1416 B C 4B
C1601 B C 3B
C1602 B C 3C
C1603 B C 3C
C1605 B C 3C
C1606 B C 3C
C1607 B C 3C
C1614 B C 3B
C1618 B C 3B
C1619 B C 3B
C1620 B C 3B
C1621 B C 3C
C1622 B C 3C
C1623 B C 3C
C1624 B C 3C
C1625 B C 3C
C1626 B C 3C
C1627 B C 3B
C1628 B C 3C
C1632 B C 3B
C1633 B C 3B
C1641 B C 3B
C1642 B C 3C
C1643 B C 3C
C1644 B C 3C
C1645 B C 3C
C1701 A C 4C
C1702 A C 4C
C1801 B C 4C
C2101 A C 2B
C2102 A C 2B
C2103 A C 2B
C2104 A C 2B
C2105 A C 2B
C2106 A C 2B
C2107 A C 2B
C2108 A C 2B
C2109 A C 2B
C2110 A C 2B
C2111 A C 2B
C2112 A C 2B
C2113 A C 2B
C2114 A C 2B
C2201 A C 1B
C2202 A C 1B
C2203 A C 1B
C2204 A C 1B
C2205 A C 1B
C2206 A C 1B
C2207 A C 1B
C2208 A C 2B
C2209 A C 2C
C2210 A C 2C
C2211 A C 2B
C2212 A C 2B
C2213 A C 2C
C2214 A C 2B
C2215 A C 2B
C2216 A C 2B
C2217 A C 1C
C2218 A C 1C
C2219 A C 1C
C2220 A C 1C
C2221 A C 1C
C2222 A C 1C
C2223 A C 1B
C2224 A C 2B
C2225 A C 2B
C2226 A C 1B
C2227 A C 1B
C2401 A C 1B
C2402 A C 1B
C2403 A C 1C
C2404 A C 1B
C2405 A C 1B
C2406 A C 2C
C2601 A C 1C
C2602 A C 1C
C2603 A C 1C
C2604 A C 1B
C2605 A C 1C
C2606 A C 1B
C2607 A C 1C
C2608 A C 1B
C2609 A C 1C
C2610 A C 1B
C2611 A C 1C
C2612 A C 1B
C2613 A C 1C
C2614 A C 1B
C2615 A C 1C
C2701 A C 3A
C2907 A C 1B
C3001 A C 4C
C3002 A C 4B
C3003 A C 3B
C3004 A C 3C
C3005 A C 4B
C3006 A C 4B
C3007 A C 3B
C3008 A C 4B
C3010 A C 3C
C3011 A C 3C
C3012 A C 3C
C3013 A C 3C
C3015 A C 3C
C3016 A C 3C
C3017 A C 3C
C3018 A C 3C
C3019 A C 3B
C3020 A C 3C
C3021 A C 3C
C3022 A C 3B
C3023 A C 3B
C3024 A C 3B
C3025 A C 3B
C3026 A C 3C
C3027 A C 3C
C3028 A C 4C
C3029 A C 3C
C3030 A C 3B
C3031 A C 3B
C3032 A C 3B
C3033 A C 3B
C3034 A C 3B
C3035 A C 3B
C3036 A C 3B
C3037 A C 3B
C3038 A C 3B
C3039 A C 3C
C3040 A C 3C
C3041 A C 3C
C3042 A C 3B
C3043 A C 3C
C3044 A C 3C
C3045 A C 3C
C3046 A C 3C
C3047 A C 3B
C3048 A C 3C
C3049 A C 3C
C3050 A C 3B
C3051 A C 4C
C3052 A C 3C
C3053 A C 3C
C3054 A C 3C
C3055 A C 4B
C3056 A C 4C
C3057 A C 4C
C3058 A C 4C
C3059 A C 3C
C3060 A C 3B
C3061 A C 4C
C3062 A C 3C
C3063 A C 3C
C3064 A C 3B
C3501 A C 2B
C3502 A C 2B
C3503 A C 2C
C3504 A C 2C
C3505 A C 2C
C3506 A C 2C
C3507 A C 2C
C3508 A C 2C
C3509 A C 2C
C3510 A C 2C
C3511 A C 2C
C3512 A C 2C
C3513 A C 2C
C3514 A C 2C
C3515 A C 2C
C3516 A C 2C
C3517 A C 2B
C3518 A C 2B
C3519 A C 2B
C3520 A C 2B
C3521 A C 2B
C3522 A C 2B
C3523 A C 2B
C3524 A C 2B
C3525 A C 2B
C3526 A C 2C
C3527 A C 2B
C3701 B C 3A
C3702 B C 3A
C3703 B C 3A
C3704 B C 3A
C3705 B C 3A
C3706 B C 3A
C3707 B C 3A
C3708 B C 3A
C3709 B C 3A
C3710 B C 3A
C3711 B C 3A
C3712 B C 3A
C3713 B C 3A
C3714 B C 3A
C3715 B C 3A
C3731 B C 3A
C3732 B C 3A
C3733 B C 3A
C3734 B C 3A
C3735 B C 2A
C3736 B C 2A
C3737 B C 2A
C3738 B C 2A
C3739 B C 2A
C3740 B C 3A
C3741 B C 3A
C3742 B C 2A
C3743 B C 2A
C3744 B C 2A
C3745 B C 3A
C3746 B C 3A
C3747 B C 3A
C3801 A C 3A
C3802 A C 3A
C3803 A C 2A
C3804 A C 3A
C3805 A C 3A
C3806 A C 3A
C3807 A C 3A
C3808 A C 3A
C3809 A C 3A
C3810 A C 3A
C3811 A C 3A
C3812 A C 3A
C3813 A C 3A
C3814 A C 3A
C3815 A C 3A
C3816 A C 3A
C3817 A C 3A
C3818 A C 3A
C3819 A C 3A
C3820 A C 3A
C3901 B C 2C
C3902 B C 2C
C4201 B C 1A
C4202 B C 1A
C4203 B C 1A
C4204 B C 1B
C4205 B C 1A
C4206 B C 1B
C4207 B C 1B
C4208 B C 1A
C4209 B C 1B
C4210 B C 1A
C4211 B C 1A
C4212 B C 1A
C4213 B C 1A
C4214 B C 1A
C4215 B C 1A
C4219 B C 1A
C4220 B C 1A
C4221 B C 1A
C4222 B C 1A
C4301 B C 1A
C4302 B C 1A
C4303 B C 1B
C4304 B C 1B
C4305 B C 1B
C4306 B C 1B
C4307 B C 1B
C4308 B C 1B
C4309 B C 1B
C4310 B C 1B
C4311 B C 1B
C4312 B C 1B
C4313 B C 1B
C4316 B C 1B
C4317 B C 2B
C4318 B C 1B
C5001 B C 2A
C5002 B C 1A
C5003 B C 1A
C5004 B C 1A
C5005 B C 1A
C5006 B C 1A
C5007 B C 2A
C5008 B C 2A
C5009 B C 2A
C5010 B C 1A
C5011 B C 2A
C5012 B C 1A
C5013 B C 1A
C5014 B C 1A
C5015 B C 1A
C5016 B C 1A
C5017 B C 1A
C5018 B C 1A
C5019 B C 1A
C5020 A C 1A
C5021 B C 1A
C5022 B C 1A
C5023 B C 1A
C5024 B C 1A
C5025 B C 1A
C5026 B C 1A
C5027 B C 1A
C5028 B C 2A
C6001 A C 3B
C6002 A C 3B
C6003 A C 3A
C6004 A C 4A
C6005 B C 3A
C6006 B C 3A
C6007 B C 3A
C6008 B C 4C
C6101 B C 3A
C6102 B C 4A
C6103 B C 4A
C6104 B C 4A
C6105 B C 4A
C6106 B C 4A
C6107 B C 4A
C6108 B C 4A
C6109 B C 4A
C6110 B C 4A
C6111 B C 4A
C6112 B C 4A
C6113 B C 4A
C6114 B C 4A
C6115 B C 4A
C6116 B C 4A
C6117 B C 4A
C6118 B C 4A
C6119 B C 4A
C6120 B C 4A
C6121 B C 4A
C6122 B C 4A
C6123 B C 4A
C6124 B C 3B
C6125 B C 3B
C6126 B C 4B
C6127 B C 4B
C6128 B C 4A
C6129 B C 3B
C6130 B C 4B
C6131 B C 4B
C6132 B C 3B
C6133 B C 3B
C6134 B C 3B
C6135 A C 3A
C6136 B C 3B
C6137 B C 3B
C6138 B C 3A
C6139 B C 3A
C6140 B C 3A
C6141 B C 3A
C6142 B C 3A
C6143 B C 3A
C7101 A C 1A
C7102 A C 1A
C7103 A C 2A
C7104 A C 1A
C7105 A C 2A
C7106 A C 2B
C7107 A C 1B
C7108 A C 1B
C7109 A C 1B
C7110 A C 1B
C7111 A C 1B
C7112 A C 1B
C7113 A C 1B
C7114 A C 1B
C7115 A C 2B
C7116 A C 2A
C7117 A C 2A
C7118 A C 2A
C7119 A C 2A
C7120 A C 2B
C7121 A C 2B
C7122 A C 2B
C7123 A C 2B
C7124 A C 1A
C7125 A C 1A
C7126 A C 2B
C7127 A C 2B
C7128 A C 1A
C7201 A C 2A
C7202 A C 2A
C7203 A C 2A
C7204 A C 2A
C7205 A C 2A
C7206 A C 2A
C7207 A C 2A
C7208 A C 2A
C7209 A C 2B
C7210 A C 2B
C7211 A C 2B
C7212 A C 2B
C7213 A C 2B
C7214 A C 2B
C7215 A C 2B
C7216 A C 2B
C7217 B C 2A
C7218 B C 2A
C7219 B C 2A
C7220 B C 2A
C7221 A C 2A
C7222 A C 3A
C7223 A C 3B
C7224 A C 2B
C7225 A C 2A
C7226 A C 3B
C7227 A C 3B
C7228 A C 3B
C7229 B C 2A
C7230 B C 2A
C7231 A C 2A
C7301 A C 2A
C7302 A C 2A
C7303 A C 2A
C7304 A C 2A
C8001 B C 3B
C8002 B C 3A
C8003 B C 2C
C8004 B C 2C
C8005 B C 2C
C8006 B C 2A
C8007 B C 2A
C8008 B C 2B
C8009 B C 2B
C8010 B C 3B
C8011 B C 2B
C8014 B C 2B
C8015 B C 3B
C8016 B C 2B
C8017 B C 3B
C8018 B C 3B
C8019 B C 2B
C8020 B C 2B
C8021 B C 2B
C8022 B C 2A
C8023 B C 2A
C8024 B C 2A
C8025 B C 2B
C8026 B C 2A
C8027 B C 2A
C8301 B C 2C
C8302 B C 2C
C8303 B C 2C
C8304 B C 2C
C8305 B C 2C
C8306 B C 2C
C8307 B C 2C
C8308 B C 2B
C8309 B C 2C
C8310 B C 2C
C8311 B C 1C
C8501 A C 4A
C8502 A C 4B
C8503 A C 4B
C8504 A C 4A
C8505 A C 4A
CONNECTOR
CN101 A C 2C
CN102 B C 1C
CN103 A C 1C
CN104 B C 3C
CN105 B C 4C
CN106 A C 3B
CN107 A C 4A
CN108 A C 4C
CN109 A C 1C
CN110 A C 1B
CN111 A C 1A
CN112 A C 1A
CN113 A C 2A
CN114 A C 3A
CN115 A C 1C
CN601 A D 3C
DIODE
D1001 B C 2C
D1002 A C 4A
D1602 B C 3B
D1603 B C 3B
D1604 B C 3B
D2201 A C 1B
D2202 A C 2C
D2203 A C 1C
D2601 A C 1C
D2602 A C 1C
D2701 A C 4A
D2702 A C 3A
D2703 A C 4A
D2704 A C 4A
D2705 A C 4A
D3001 A C 3B
D3002 A C 3B
D3003 A C 3B
D3004 A C 4C
D3701 B C 3A
D5001 B C 1A
D6001 A C 3A
D6002 A C 3A
D6101 B C 3A
D6102 B C 3A
D6103 B C 3A
D6104 B C 4A
D7101 A C 1A
D7301 A C 1A
D7302 A C 2A
D8301 B C 2C
FUSE
F6101 A C 4C
F6102 A C 4B
F6103 A C 3B
IC
IC1001 B C 1C
IC1002 A C 3B
IC1003 B C 4C
IC1006 A C 3B
IC1007 A C 4A
IC1008 A C 4A
IC1101 B C 1C
IC1401 B C 4C
IC1601 B C 3C
IC1701 A C 4C
IC1702 A C 4C
IC1801 A D 4C
IC2101 A C 2B
IC2201 A C 1B
IC3001 A C 3C
IC3002 A C 3C
IC3003 A C 4B
IC3004 A C 4B
IC3005 A C 4C
IC3501 A C 2C
IC3701 B C 3A
IC3731 B C 3A
IC3801 A C 3A
IC3802 A C 3A
IC3901 B C 2C
IC4201 B C 1A
IC4202 B C 1A
IC4301 B C 1B
IC4302 B C 1A
IC4303 B C 1B
IC5001 B C 1A
IC5002 B C 1A
IC5003 B C 2A
IC6001 A C 3B
IC6002 A C 4A
IC6003 B C 3A
IC6101 B C 4A
IC7101 A C 1B
IC7201 A C 2A
IC7202 A C 3B
IC7301 A C 2A
IC8001 B C 2B
IC8002 B C 2A
IC8003 B C 2C
IC8005 B C 2A
IC8301 B C 2C
IC8302 B C 2C
IC8501 A C 4B
COIL
L1002 A C 3A
L1101 B C 1C
L1401 B C 4B
L2101 A C 2B
L2401 A C 1B
L2402 A C 1C
L2601 A C 1C
L2602 A C 1C
L2603 A C 1C
L2701 A C 3A
L3001 A C 4C
L3002 A C 3B
L3003 A C 3C
L3004 A C 4B
L3005 A C 3B
L3006 A C 4B
L3007 A C 3B
L3008 A C 3B
L3009 A C 3B
L3010 A C 4C
L3011 A C 4C
L3012 A C 4B
L3013 A C 4B
L3501 A C 2C
L3502 A C 2B
L3503 A C 2B
L3504 A C 2B
L3505 A C 2C
L3701 B C 3A
L3731 B C 3A
L3732 B C 2A
L3801 A C 3A
L3802 A C 3A
L3803 A C 2A
L3804 A C 3A
L3901 B C 2C
L4201 B C 1A
L4301 B C 1A
L4302 B C 1B
L4303 B C 1B
L4304 B C 1B
L5001 B C 1A
L5002 B C 2A
L5003 B C 2A
L5004 B C 1A
L5005 B C 1A
L5006 B C 1A
L5007 B C 1A
L6001 A C 3A
L6101 B C 3A
L6102 B C 3B
L6103 B C 3B
L6104 B C 4B
L6105 B C 4B
L6106 B C 4B
L6107 B C 3B
L6108 B C 3B
L6109 B C 3B
L7101 A C 2A
L7102 A C 2B
L7103 A C 2B
L7104 A C 1A
L7201 A C 2B
L7202 A C 3A
L7203 B C 2A
L7204 B C 2A
L7205 A C 2A
L7301 A C 2A
L8001 B C 3B
L8002 B C 3A
L8003 B C 2C
L8004 B C 2A
L8005 B C 2B
L8006 B C 2A
L8301 B C 2C
L8302 B C 2C
L8501 A C 4A
TRANSISTOR
Q1001 B C 2C
Q1002 B C 2C
Q1003 A C 4A
4-53
Page 86

COMPONENT PARTS LOCATION GUIDE <MAIN/YB10370-01-02> (2/2)
REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION
Q1004 A C 3A
Q1006 A C 1C
Q1007 A C 1C
Q1401 A C 4B
Q1402 A C 4B
Q1403 A C 4B
Q1601 B C 3B
Q2101 A C 2B
Q2201 A C 2B
Q2401 A C 1B
Q2402 A C 1C
Q2403 A C 1B
Q2701 A C 4A
Q2702 A C 4A
Q3001 A C 4B
Q3002 A C 3C
Q3701 B C 3A
Q3702 B C 3A
Q3704 B C 3A
Q3705 B C 3A
Q3706 B C 3A
Q3707 B C 4A
Q3708 B C 3A
Q3731 B C 3A
Q3732 B C 2A
Q3733 B C 2A
Q3734 B C 2A
Q3735 B C 3A
Q6001 A C 3B
Q6002 A C 3B
Q6003 A C 3B
Q6004 A C 3A
Q6101 B C 3B
Q6102 B C 4B
Q6103 B C 4A
Q6104 B C 4B
Q6105 B C 4B
Q6106 A C 3A
Q6107 B C 3A
Q6108 B C 3A
Q6109 B C 3A
Q6110 B C 3A
Q7101 A C 2B
Q7102 A C 2B
Q7203 B C 2A
Q7204 B C 2A
Q8001 B C 2A
RESISTOR
R1001 A C 4A
R1002 B C 1C
R1003 B C 1C
R1004 B C 1C
R1005 B C 1C
R1006 B C 1C
R1007 B C 1C
R1010 A C 1C
R1011 B C 1B
R1012 B C 1B
R1015 B C 1C
R1016 A C 3A
R1017 A C 1C
R1018 B C 4C
R1020 B C 4C
R1021 B C 4C
R1022 B C 4C
R1025 B C 1C
R1026 A C 4A
R1029 B C 1C
R1030 B C 1B
R1033 A C 1A
R1034 A C 1A
R1035 B C 1C
R1036 B C 1C
R1037 B C 1C
R1039 B C 1C
R1040 A C 1A
R1041 A C 1A
R1042 A C 1A
R1043 A C 1A
R1044 A C 1C
R1045 A C 1C
R1046 A C 1C
R1047 A C 1C
R1048 A C 1C
R1049 A C 1C
R1050 A C 1C
R1051 B C 2C
R1052 B C 2C
R1053 B C 1C
R1054 B C 2C
R1055 B C 2C
R1056 B C 2C
R1058 B C 1B
R1060 B C 1B
R1061 B C 1C
R1066 B C 4C
R1072 B C 1C
R1076 B C 1C
R1077 B C 1C
R1084 B C 1C
R1085 B C 1C
R1086 B C 1B
R1087 B C 1C
R1101 B C 1C
R1102 B C 1C
R1104 B C 1C
R1106 B C 1C
R1107 B C 1C
R1108 B C 1C
R1109 B C 1C
R1401 B C 4B
R1402 B C 4B
R1403 B C 4B
R1404 B C 3C
R1405 A C 4B
R1406 B C 4C
R1407 B C 4B
R1408 B C 3C
R1409 B C 3C
R1410 A C 4B
R1411 B C 4B
R1412 B C 4B
R1413 B C 4B
R1414 B C 3B
R1415 B C 3C
R1416 B C 3C
R1417 B C 3C
R1425 B C 3B
R1426 B C 3B
R1601 B C 3C
R1602 B C 3C
R1603 B C 3C
R1604 B C 3C
R1605 B C 3B
R1609 B C 3B
R1610 B C 3C
R1611 B C 3C
R1612 B C 3C
R1613 B C 3C
R1616 B C 3C
R1619 B C 3C
R1620 B C 3C
R1621 B C 3C
R1622 B C 3C
R1624 B C 3B
R1628 B C 3C
R1629 B C 3C
R1630 B C 3C
R1631 B C 3C
R1635 B C 3B
R1636 B C 3C
R1637 B C 3C
R1701 A C 4B
R1702 A C 4B
R1703 A C 4C
R1704 A C 4C
R1705 A C 4C
R1706 A C 4C
R1707 A C 4C
R1708 A C 4C
R1709 A C 4C
R1710 A C 4C
R1711 A C 4C
R1712 A C 4C
R1801 B C 4C
R2101 A C 2B
R2102 A C 2B
R2103 A C 2B
R2104 A C 2B
R2105 A C 2B
R2106 A C 2B
R2107 A C 2B
R2108 A C 2B
R2109 A C 2B
R2110 A C 2B
R2111 A C 2B
R2112 A C 2B
R2113 A C 2B
R2201 A C 1B
R2202 A C 1B
R2203 A C 1B
R2204 A C 1B
R2205 A C 1B
R2206 A C 2C
R2207 A C 2C
R2208 A C 2C
R2209 A C 2B
R2210 A C 1C
R2211 A C 1C
R2212 A C 1C
R2213 A C 1C
R2214 A C 2B
R2215 A C 2B
R2216 A C 2B
R2217 A C 1C
R2218 A C 1C
R2219 A C 1C
R2220 A C 1C
R2221 A C 1C
R2222 A C 1C
R2223 A C 1C
R2224 A C 1C
R2225 A C 1C
R2226 A C 1C
R2227 A C 2B
R2228 A C 2B
R2229 A C 1B
R2230 A C 1B
R2401 A C 1B
R2402 A C 1B
R2403 A C 1B
R2404 A C 1C
R2405 A C 1C
R2406 A C 1C
R2407 A C 1B
R2408 A C 1B
R2409 A C 1B
R2601 A C 1C
R2602 A C 1C
R2603 A C 1C
R2604 A C 1C
R2605 A C 1C
R2606 A C 1B
R2607 A C 1C
R2608 A C 1B
R2609 A C 1C
R2610 A C 1B
R2701 A C 4A
R2702 A C 4A
R2703 A C 4A
R2704 A C 4A
R2705 A C 4A
R2706 A C 4A
R2707 A C 4A
R2708 A C 4A
R2709 A C 4A
R2710 A C 4A
R2711 A C 3A
R2712 A C 4A
R2909 A C 1B
R2914 A C 1B
R3001 A C 3B
R3002 A C 3C
R3003 A C 3B
R3004 A C 3C
R3005 A C 4B
R3006 A C 3B
R3007 A C 3B
R3008 A C 3B
R3009 A C 3B
R3010 A C 3B
R3011 A C 3B
R3012 A C 3B
R3013 A C 3C
R3014 A C 3C
R3015 A C 3C
R3016 A C 4C
R3017 A C 4C
R3018 A C 4C
R3019 A C 4C
R3020 A C 4C
R3021 A C 3B
R3022 A C 3B
R3023 A C 4B
R3024 A C 4B
R3027 A C 3B
R3028 A C 3B
R3029 A C 3B
R3030 A C 3B
R3031 A C 3B
R3032 A C 3B
R3033 A C 3B
R3034 A C 4C
R3035 A C 4C
R3036 A C 4C
R3037 A C 4C
R3038 A C 3C
R3039 A C 3C
R3040 A C 3C
R3041 A C 4C
R3042 A C 4C
R3043 A C 3C
R3044 A C 4C
R3045 A C 3C
R3046 A C 3C
R3049 A C 4B
R3050 A C 4B
R3051 A C 3B
R3052 A C 3C
R3053 A C 3C
R3054 A C 3C
R3055 A C 3C
R3056 A C 3C
R3057 A C 3C
R3058 A C 3B
R3501 A C 2C
R3502 A C 2C
R3503 A C 2C
R3504 A C 2C
R3505 A C 2C
R3506 A C 2C
R3507 A C 2C
R3508 A C 2C
R3509 A C 2B
R3510 A C 2B
R3521 A C 2C
R3522 A C 3C
R3523 A C 2B
R3524 A C 3C
R3525 A C 2C
R3526 A C 2B
R3527 A C 2B
R3701 B C 3A
R3702 B C 3A
R3703 B C 3A
R3704 B C 3A
R3705 B C 3A
R3706 B C 3A
R3707 B C 3A
R3708 B C 4A
R3709 B C 4A
R3710 B C 3A
R3711 B C 3A
R3712 B C 3A
R3713 B C 3A
R3714 B C 3A
R3715 B C 3A
R3716 B C 4A
R3721 B C 3A
R3722 B C 3A
R3724 B C 3A
R3725 B C 3A
R3726 B C 3A
R3727 B C 3A
R3728 B C 3A
R3730 B C 3A
R3731 B C 3A
R3732 B C 3A
R3733 B C 3A
R3734 B C 3A
R3735 B C 2A
R3736 B C 2A
R3737 B C 2A
R3738 B C 2A
R3739 B C 2A
R3740 B C 2A
R3741 B C 2A
R3742 B C 3A
R3743 B C 3A
R3744 B C 3A
R3745 B C 2A
R3746 B C 3A
R3747 B C 3A
R3748 B C 3A
R3801 A C 3A
R3802 A C 3A
R3803 A C 3A
R3804 A C 3A
R3805 A C 3A
R3806 A C 3A
R3807 A C 3A
R3808 A C 3A
R3809 A C 3A
R4201 B C 1A
R4202 B C 1B
R4203 B C 1A
R4204 B C 1A
R4205 B C 1A
R4301 B C 1B
R4303 B C 1B
R4304 B C 1B
R4305 B C 1B
R4306 B C 1B
R4307 B C 1B
R4308 B C 1B
R4309 B C 1A
R4310 B C 1B
R4311 B C 2B
R4312 B C 1B
R4313 B C 1A
R4316 B C 1B
R4317 B C 1B
R4318 B C 1B
R4320 B C 1B
R4321 B C 1B
R4322 B C 2B
R4323 B C 2B
R4324 B C 1A
R4325 B C 1A
R5001 B C 1A
R5002 B C 1A
R5003 B C 1A
R5004 B C 1A
R5005 B C 1A
R5006 B C 1A
R5009 B C 1A
R5010 B C 1A
R5017 B C 1A
R5020 B C 1A
R6001 A C 3B
R6002 A C 3B
R6003 A C 3B
R6004 A C 3B
R6005 A C 3B
R6006 A C 3B
R6007 A C 3B
R6008 B C 4C
R6009 B C 4C
R6010 A C 3A
R6011 A C 3A
R6101 B C 4A
R6102 B C 4A
R6103 B C 4A
R6104 B C 4A
R6105 B C 4A
R6106 B C 4A
R6107 B C 4A
R6108 B C 4A
R6109 B C 4A
R6110 B C 4A
R6111 B C 4A
R6112 B C 4A
R6113 B C 4A
R6114 B C 4A
R6115 B C 4A
R6116 B C 4A
R6117 B C 4A
R6118 B C 4A
R6119 B C 4A
R6120 B C 4A
R6121 B C 4A
R6122 B C 4A
R6123 B C 4A
R6124 B C 4A
R6125 B C 4A
R6126 B C 4A
R6127 B C 4A
R6128 B C 4A
R6129 B C 4A
R6130 B C 4A
R6131 B C 4A
R6132 B C 4A
R6133 B C 4A
R6134 B C 3A
R6135 B C 3A
R6136 B C 3A
R6137 B C 3A
R6138 B C 3A
R6139 B C 3A
R6140 B C 3A
R6141 B C 3A
R6142 B C 3A
R6143 B C 3A
R6144 B C 4A
R7101 A C 1A
R7102 A C 1A
R7103 A C 1A
R7104 A C 1A
R7105 A C 1A
R7106 A C 1A
R7107 A C 1A
R7108 A C 1A
R7109 A C 1A
R7110 A C 2A
R7111 A C 1A
R7112 A C 1B
R7113 A C 1B
R7114 A C 1B
R7115 A C 2B
R7116 A C 2B
R7117 A C 2B
R7118 A C 1A
R7119 A C 1A
R7120 A C 1A
R7121 A C 1A
R7122 A C 1A
R7123 A C 1A
R7124 A C 1A
R7201 A C 2A
R7202 A C 2A
R7203 A C 2A
R7204 A C 2A
R7205 A C 2A
R7206 A C 2A
R7207 A C 2A
R7213 A C 2A
R7214 A C 2A
R7215 A C 2B
R7216 A C 2B
R7217 A C 2B
R7218 A C 2B
R7219 A C 2B
R7220 A C 2B
R7221 A C 2B
R7222 A C 2B
R7223 A C 2A
R7224 B C 2A
R7225 B C 2A
R7226 A C 3A
R7227 A C 2A
R7228 A C 2A
R7229 A C 2A
R7230 A C 2A
R7301 A C 2A
R7302 A C 2A
R7303 A C 2A
R7304 A C 2A
R7305 A C 2A
R7306 A C 2A
R7307 A C 2A
R7308 A C 2A
R7309 A C 2A
R8001 B C 3B
R8002 B C 3B
R8003 B C 3B
R8004 B C 2B
R8005 B C 2B
R8006 B C 2B
R8007 B C 2B
R8008 B C 2B
R8009 B C 2B
R8010 B C 2B
R8011 B C 3B
R8012 B C 2B
R8013 B C 2A
R8014 B C 2A
R8015 B C 2A
R8016 B C 2B
R8017 B C 3B
R8018 B C 3B
R8019 B C 3B
R8022 B C 2B
R8026 B C 2B
R8037 B C 2B
R8038 B C 2B
R8041 B C 3B
R8043 B C 2B
R8045 B C 3B
R8046 B C 2B
R8047 B C 3B
R8049 B C 2B
R8051 B C 2B
R8052 B C 3B
R8055 B C 2B
R8057 B C 2A
R8058 B C 2A
R8301 B C 2C
R8302 B C 2C
R8303 B C 2C
R8305 B C 2C
R8306 B C 2C
R8307 B C 2C
R8308 B C 2C
R8309 B C 2C
R8310 B C 2C
R8311 B C 2C
R8312 B C 2C
R8313 B C 2C
R8502 A C 4A
R8503 A C 4A
R8504 A C 4B
R8505 A C 4B
RA1008 A C 1C
RA1009 A C 1C
RA1010 A C 1C
RA1401 B C 4C
RA3001 A C 3B
RA3002 A C 3B
RA4201 B C 1A
RA4202 B C 1A
RA4301 B C 2B
RA4302 B C 2B
RA4303 B C 2B
RA4304 B C 2B
RA4305 B C 1B
RA4306 B C 1B
RA4307 B C 1B
RA4308 B C 1B
RA8001 B C 2B
RA8002 B C 2B
RA8003 B C 2B
RA8004 B C 2B
OTHER
J101 A D 4C
S1001 A C 1C
TL1001 B C 1C
TL1002 B C 1C
TL1003 B C 1C
TL1401 B C 3B
TL1402 B C 3B
TL1403 B C 4B
TL1404 B C 4B
TL1405 B C 4C
TL1406 B C 4B
TL1407 B C 4B
TL1408 B C 4C
TL1409 B C 4C
TL1410 B C 4C
TL1411 B C 3C
TL1412 B C 4C
TL1413 B C 4B
TL1414 B C 4C
TL1415 A C 4B
TL1416 A C 4B
TL1417 A C 4B
TL1418 B C 3B
TL1419 B C 3B
TL1601 B C 3C
TL1602 B C 3B
TL1603 B C 3B
TL1604 B C 3B
TL1605 A C 4C
TL1606 A C 4C
TL1607 A C 4C
TL1608 A C 4C
TL1610 B C 3C
TL1611 B C 3C
TL1612 B C 3C
TL1613 B C 3C
TL1614 B C 3C
TL1617 B C 3C
TL1618 A C 4C
TL1619 A C 4C
TL1620 B C 3C
TL1621 B C 3C
TL1622 B C 3C
TL3001 A C 3B
TL3801 A C 3B
TL3802 A C 3B
TL4201 A C 1A
TL4202 A C 1A
TL4203 A C 1A
TL4304 B C 2A
TL4305 B C 2A
TL4306 B C 2A
TL4308 B C 2A
TL4309 B C 1B
TL4310 B C 1C
TL4311 B C 1B
TL4312 B C 1C
TL4313 B C 1B
TL4314 B C 1B
TL4315 B C 1B
TL4316 B C 1B
TL4317 B C 2A
TL4318 B C 1A
TL4319 B C 1B
TL4320 B C 1B
TL4321 B C 1B
TL4322 B C 1B
TL4323 B C 2A
TL4324 B C 1B
TL4325 B C 1B
TL4326 B C 2B
TL7101 A C 1A
TL7201 A C 2B
TL7202 A C 2B
TL8001 B C 3B
TL8002 B C 3B
TL8003 B C 2B
TL8004 B C 2B
TL8005 B C 2B
TL8006 B C 2B
TL8007 B C 2B
TL8008 B C 2B
TL8009 B C 2B
TL8013 B C 2C
TL8020 B C 2B
TL8022 B C 2B
TL8302 B C 2C
TL8303 B C 2C
TL8304 B C 2C
TL8305 B C 1C
TL8502 A C 4A
TL8504 A C 4A
TL8507 A C 4B
TL8508 A C 4A
TL8509 A C 4B
TL8510 A C 4B
X1001 B C 1C
X1002 A C 3B
X1401 B C 4B
X3001 A C 3B
X3002 A C 3B
X4301 B C 1B
X8301 B C 2B
4-54
Page 87

COMPONENT SIDE(A)
2A
CAUTION:
FOR CONTINUED PROTECTION AGAINST
F
FIRE HAZARD,REPLACE ONLY WITH SAME
F
TYPE AND RATED FUSE(S).
ATTENTION:
POUR UNE PROTECTION PERMANENTE
CONTRE LES RISQUE D'INCENDE
REMPLACER LES FUSIBLES PAR UN AUTRE
DE MEME TYPE ET DE MEME TENSION.
,
0 1 MAIN PWB
YB10370-01-02
C
J101
IC1801
B
A
TL1417
Q2701
Q1003
R1026
3
4
TL1607
R3018 R3019
R3020
1
R1405
Q1401
TL1415
TL8510
TL8508
TL8502
C8501
L8501
R2705
D1002
1
IC1007
5
TL1606
L3010
L3011
CN108
TL1416
C8503
TL8504TL8507
D2704
D2701
R2710
R2712
2
R3016R3017
C3028
Q2702
3
TL1608
2
C3002
R3023
Q1403
Q1402
IC1008
TL1619
R1707
R1712
R1711
R1709
R8502R8503
D2703
R2703R2704
R1001
4
F6101
R1708
R2701R2702
1
TL1605
TL1618
41
R1710
5
R1705 R1706
4
5
R1702
R1701
Q3001
L3013
C3006
R1410
IC8501
C8505
D2705
R2706R2707
R2708R2709
IC1702
IC1701
R3005
C8504
D3004
L3012
L3004
1
25
L3001
C3001
C3057
C3058
C1702
R3042
R1703R1704
8
58
1
C1701
C3051
C3055
8
C3005
C3008
C8502
CN107
R3049 R3050
L3006
R3034
R3035
R3040
58
R3041
C3056
R3036
R3037
R3044
IC3005
C3061 C3062
1
IC3003
3
R3024
R3029
C3060
1
IC3004
3
CN106
F6102
TL8509
R8504
R8505
C6004
2
3
IC6002
4
26
R2711
D2702
L2701C2701
50
C3048
IC3002
C3053
C3052
41
C3054
5
X3001
4
5
4
C3003
116
Q6002
R6004
C6001
R6003
Q6001
R6007
L6001
C6003
1
D6002
L1002
R1016
C1004
Q1004
R3046
41
R3043
Q3002
R3056R3057
L3002
1
R6002
R6005 R6006
Q6004
R6011
40
21
R3055
C3017
C3049
R3045 R3052
C3044
R3039
R3053
R3038
C3020
C3059
R3002
C3021
R3004
C3012
C3015
C3011
C3016
C3013
C3018 C3019
C3025
R3001 R3003
R3007 R3008
C3024
D3001
TL3001
R3011
C3023
L3007
R3058
3
4
10 1
IC6001
2
R6001
C6002
Q6003
11
R6010
CN114
R3054
C3022
R3013
C1023
D6001
R3009
R3010
C3046
IC1006
20
1
CN601
R3033
C3806 C3807
R3801 R3802
C3045
1
3
R3006
X1002
R3807
C3029
X3002
IC3802
C3809
R3027
R3808
C3010
R3032
C3820
R3805
C3064
R3809
R3014
20
5
4
C3811
IC3001
C3038
C3036C3037
R3015
C3031
TL3801
L3801
C3812
R3804
C3027
C1006
L3005
C3030
C3032
D3002
C3035
5
C3007
TL3802
Q6106
C3801
R3806
IC3801
C3039
8
R3803
R3030
F6103
C3808
C3813
C3810
L3003
L3008
L3009
C3819
C3004C3026
R3012
D3003
IC1002
C7227 C7228
3
4
C7226
C6135
L3802
C3802
C3816 C3818
C3815
C3804
C3042
C3033
C3050
C3034
R3031
R3028
IC7202
L7202
C7222
L3804
R3524
C3063
C3040C3041 C3043
R3051
C3047
R3021R3022
1
5
R7226
C3805
C3817
C3814
R3522
C3513
C3514
C3515
C3516
RA3001 RA3002
41
C7216
R7222
C7223
37
R7230
48
C7201
C7205
C7231
C3803
CN101
R3525
L3505
R2206R2207
R7304
R7306
13
R2211
D2202
R2210
C2210
C2209
C2222
13
C2406
C2213
C2214
R2227 R2228
C2215
C2211
C2216
24
C2212
R2204
C2224
C2225
R2216
R2205
C2223
Q2201
R2202R2203
R2214
R2215
R2109
D2201
C2111
C7111
C7121
48 33
C7123
49
64
1
C7103C7105
D7101 D7301
R7110
R7303
C3522
R2110 R2112
R2111
8
9
C2114
C7215
25
12
C7203
R7202
R7203
C2113
R7216
IC3501
C2112
C7213
C7204
R7204
8
C3523 C3524
R3523
C2109
IC2101
C7212
R7215
24
13
32
R3508
C3511
33
C3512
L3501
48
C3517
49
C3518
C3501
L3502
Q7102
TL7201TL7202
R7221
36
1
R7227 R7228
R7223
L3803
C3519
C3520 C3521
C3527
R3509
R3510
R2113
C2107
L2101 L2401
R7116R7117
Q7101
C7214
R7217
R7218
R7219
R7220
IC7201
R7201
C7202
L7205
38 2
R7229
C3525
R7205
R7214
R7213
CN113
1
R3504R3505R3506R3507
17
C3503
R3503
16
C3510
C3509
C3508
C3507
R3502
C3506
R3521
1
C3505
C3526
16
C7127
C7211
C7210
C7209
C7207
C7221
R7206 R7207
1
64
C7208
C7206
C3502
C2108
C7304
R7301
R7305
R3526R3527
C2105
C2110
C2103
C2104
C7224
1
4
C2106
L7102
C7106
R7309
L7301
C7302
L3503
L3504
R7308
C7303
R7307
C3504
R3501
C2101
C2102
R2108
R2106
L7201
C7225
R7302
R2105
R2107
C7126
L7103
D7302
IC7301
R2103 R2104
C7301
R2208
R2209
R2101 R2102
C2208
Q2101
C7120
C7122
R7115
C7115
C7116
C7117
C7118
C7119
L7101
8
5
CN109
RA1008
Q2402
R2222
R2221
R2217 R2218
C2221
R2220
R2219
12 1
R2230
25
C2204
C2227
R2229
C2205
C2226
C2206
C2207
C7109
C7110
R7101
R7103
R7104
R7102
C7104
R7111
TL7101
8
L2402
R2404 R2406
R2405
R2223
R2224
C2219
C2220
IC2201
C2405
C2202
C2402
C2404
C7114
C7108
C7113
C7112
IC7101
R7105 R7109
C7102
C7101
CN112
R2225R2226
R7106
1
D2203
R7114
R7113
R7112
1
RA1009RA1010
C2403
C2218
R2213
C2203
R7107
36
R2409
R2407
R2402
C7125
C2217
R2212
R7108
16
C2615
C2611
R2607 R2609
R2201
C2201
R2401
Q2403
R1017
R2608
C7107
48
37
C7124
C2607
C2603
C2604
R2606
C2608
C2612
Q2401
R2403
C1003
C2613
R2610
C2614
R2408
C2401
32
17
S1001
R7122
R7121
R1034
R1041
R1043
C2609
C2605
C2606
C2610
80 41
L7104
TL4202
R1033
R1040
R1042
R7124
R7123
TL4201
TL4203
6
Q1006
Q1007
R2605
C2602
D2601
C5020
R2602
R2601
CN103
L2602
L2603
L2601
CN110
C7128
2020 1
R1047
R1010
4
1
C2601
D2602
R7118R7119
1
C1027
C1017
C1015
R7120
R2603
CN111
R1048 R1049 R1050
CN115
R2604
40 1
C1028 C1029 C1030
R2909
R2914
R1044R1045R1046
C2907
4-564-55
1234
Page 88

OP MDA CIRCUIT BOARD4.27
FOIL SIDE(B) COMPONENT SIDE(A)
C1152
R2919
C4852
C4851 C4854
R4858
L4851
L4853
R4870
Q4851
R4857
R4856
C4855
L4852
C4853
19
20
CN204
R4862 R4863
IC4851
R4864
R2907
D2902
Q2902
R2905R2906
R2908
Q2901
C2904
A
0 2 OP MDA PWB
YB10371
Q4806
R4831
815
IC4804
L4802
R4829
4
5
8
C4814
Q4802
C4815
R4830
R4826
R4866
R4865
R4867
R4825
1
38
R4868
124
IC4805
R4848
R4820
4
1
453
IC4806
CN203
Q4801
1
4
1
C4805
120
IC4803
C4809
5
C4812
8
8
5
SW2001
B201
IC4802
4
1
B
B
0 2 OP MDA PWB
YB10371
R4807
R4806
R4816
R4809
R4810
R4812
R4805
C4806
C4808
R4815
R4808
S9901 S9902 S9903
R4814
C4810
C4811
R4813
R9902
R4811
R4819
R9903
A
R4823
R4824
C4813
R4828
R4832
C4821
R4821
R4822
C4804
C4816 C4865
R4836
C4819
R4845
R4833R4834
R4804
R4842
R9904
C4803
R4841
R2902
D2901
L2902
R2920
C2901
L2901
116
C4858
C4859
C4860
C4861
R4817R4818
L2903
C4862
Q4804
Q4803
Q4805
L2904
CN202
L2905
C4864
L2906
3
L2907
L2908
R2903
D2903
S9904
R2904
L2910
L2909
C2902C2903
R9901
C1151
L1151
R2001
Q1151
D2001
R1151
Q2001
3
1
1
COMPONENT PARTS LOCATION GUIDE <OP MDA/YB10371>
REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION REF.NO. LOCATION
CAPACITOR
C1151 A C 3B
C
C1152 B C 3B
C2901 A C 2A
C2902 A C 3A
C2903 A C 3A
C2904 A C 2A
C4803 A C 2B
C4804 A C 2B
C4805 B C 1B
C4806 A C 1B
C4808 A C 1B
C4809 B C 1B
C4810 A C 1B
C4811 A C 1B
C4812 B C 1B
C4813 A C 1B
C4814 B C 2B
C4815 B C 2B
C4816 A C 2B
C4819 A C 2B
D
C4821 A C 2B
C4851 B C 3B
C4852 B C 3B
C4853 B C 3B
C4854 B C 3B
C4855 B C 3B
C4858 A C 2B
C4859 A C 2B
C4860 A C 2B
2
C4861 A C 2B
C4862 A C 2B
C4864 A C 2B
C4865 A C 2B
CONNECTOR
CN201 A C 2D
CN202 A C 2A
CN203 B C 1B
CN204 B C 2B
DIODE
D2001 A C 3B
D2901 A C 2A
D2902 A C 2A
D2903 A C 3A
IC
IC4802 B C 1B
IC4803 B C 1B
IC4804 B C 2B
IC4805 B C 1B
IC4806 B C 1B
IC4851 B C 2B
COIL
L1151 A C 3B
L2901 A C 2A
L2902 A C 2A
L2903 A C 2A
L2904 A C 2A
L2905 A C 2A
L2906 A C 2A
L2907 A C 2A
L2908 A C 2A
L2909 A C 3A
L2910 A C 3A
L4802 B C 2B
L4851 B C 3B
L4852 B C 3B
L4853 B C 3B
TRANSISTOR
Q1151 A C 3B
Q2001 A C 3B
Q2901 A C 2A
Q2902 A C 2A
Q4801 B C 1B
Q4802 B C 2B
Q4803 A C 2B
Q4804 A C 2B
Q4805 A C 2B
Q4806 B C 2B
Q4851 B C 3B
RESISTOR
R1151 A C 3B
R2001 A C 3B
R2902 A C 2A
R2903 A C 2A
R2904 A C 3A
R2905 A C 2A
R2906 A C 2A
R2907 A C 2A
R2908 A C 2A
R2919 A C 2A
R2920 A C 2A
R4804 A C 2B
R4805 A C 1B
R4806 A C 1B
R4807 A C 1B
R4808 A C 1B
R4809 A C 1B
R4810 A C 1B
R4811 A C 1B
R4812 A C 1B
R4813 A C 1B
R4814 A C 1B
R4815 A C 1B
R4816 A C 1B
R4817 A C 2B
R4818 A C 2B
R4819 A C 1B
R4820 B C 1B
R4821 A C 1B
R4822 A C 1B
R4823 A C 2B
R4824 A C 1B
R4825 B C 2B
R4826 B C 2B
R4828 A C 2B
R4829 B C 2B
R4830 B C 2B
R4831 B C 2B
R4832 A C 2B
R4833 A C 2B
R4834 A C 2B
R4836 A C 2B
R4841 A C 2B
R4842 A C 2B
R4845 A C 2B
R4848 B C 1B
R4856 B C 3B
R4857 B C 3B
R4858 B C 3B
R4862 B C 2B
R4863 B C 2B
R4864 B C 2B
R4865 B C 2B
R4866 B C 2B
R4867 B C 2B
R4868 B C 2B
R4870 B C 3B
R9901 A C 3B
R9902 A C 1B
R9903 A C 1B
R9904 A C 2B
OTHER
B201 B C 1B
S9901 A C 1B
S9902 A C 1B
S9903 A C 2B
S9904 A C 3B
SW2001 B C 1B
D
C
1
CN201
41
40
80
2
4-584-57
Page 89

BOTTOM CIRCUIT BOARD4.28
FOIL SIDE(B) COMPONENT SIDE(A)
J301
C2851
C2852
L2852
L2851
L2853
C2853
L2854
C2854
0 3 BOTTOM PWB
YB10372-01-01
CN302
L2855
L2856
D2852
R2853
0 3 BOTTOM PWB
YB10372-01-01
J302
L2859
L2858
L2857
R2854
R2815
D2806
D2805
R2813
D2804
L2801
R2814
R2812
TL2801
C2802
R2855
C2801
R2851 R2852R2817
D2803
R2801
9
R2805
R2802
R2806
R2803
R2804
C2804
R2810
C2803
R2807
D2801
CN303
D2802
R2808
R2809
R2811
1
8
1
CN301
26
25
50
4-604-59
Page 90

MONITOR, CCD, EJECT AND VF BL CIRCUIT BOARDS4.29
- MONITOR -
FOIL SIDE(B) COMPONENT SIDE(A)
- CCD -
0 5 CCD PWB
YB20926
FOIL SIDE(B) COMPONENT SIDE(A)
0 5 CCD PWB
YB20926
0 4 MONITOR PWB
YB20933
0 4 MONITOR PWB
YB20933
124
CN402
R7601
C7601
C7606
133
232
C7602
- EJECT -
FOIL SIDE(B)
0 6 EJECT PWB
YB10372-01-01
R5205R5202
Q5202
C5203
71
IC5201
814
Q5201
R5201
Q5203
R5203
R5204
C5205
C5204
C5207
C5202
C5211
C5206
COMPONENT SIDE(A)
0 6 EJECT PWB
YB10372-01-01
CN5201
CN401
R7511 R7513
Q7502
R7502
R7503
R7506
16
CN403
R7501
Q7501
R7509
R7504
Q7503
C7605
R7508
R7507
L7501
C7502
D7602
D7601
C7603
C7604
Q7504
C7503
C7501
R7510
R7505
R7512
- VF BL -- VF BL -- VF BL -- VF BL -
J1
J2
S7001
FOIL SIDE(B) COMPONENT SIDE(A)
0 7 VF BL PWB
YB20933
CN7001
20 1
116
CN7002
0 7 VF BL PWB
YB20933
D7002
C7003
D7001
Q7002
R7002
R7004
R7003
R7001
R7005C7002
C7001
Q7001
4-624-61
Page 91

4.30 VOLTAGE CHARTS
<SYSCON-CPU>
MODE
PIN NO.
IC1001 - IC1002
IC1003
IC1006
IC1007
IC1008
Q1001
Q1002
Q1003
REC PLAY
100
2 3.0 2.9
300
400
5 0 3.0
6 0.5 0.5
7 0.5 0.4
8 3.1 3.2
1 3.1 3.1
2 3.1 3.1
3 3.0 3.0
4 0.7 0.7
5 3.1 3.1
600
7 0.7 0.6
8 3.0 3.0
1 2.6 2.6
2 0.6 0.6
300
4 3.0 3.0
5 3.1 3.1
6 3.1 3.1
7 1.4 1.4
8 1.5 1.5
900
10 0 0
11 0 0
12 0 0
13 0 0
14 0 0
15 0 0
16 0 0
17 0 0
18 0 0
19 3.0 3.0
20 2.8 2.8
1 3.0 0
2 3.0 3.0
300
4 3.0 3.0
5 3.0 3.0
1 3.0 0
2 3.0 3.0
300
400
E00
C00
B00
E00
C 3.0 3.1
B 0.5 0.5
E00
C 0.7 0.7
B00
MODE
PIN NO.
Q1004
Q1006
Q1007
<W/B>
MODE
PIN NO.
IC1101
<SERVO>
MODE
PIN NO.
IC1401 - Q1401
Q1402
Q1403
<MDA>
MODE
PIN NO.
IC1601
REC PLAY
E00
C 0.7 0.7
B00
E 3.1 3.1
C 3.0 0
B 0 3.1
E00
C 0 3.0
B 3.0 0
REC PLAY
1 2.4 2.4
2 2.4 2.4
3 2.4 2.4
400
5 2.4 2.4
6 2.4 2.4
7 1.6 1.7
8 4.7 4.7
REC PLAY
E 3.1 0
C 3.1 3.1
B 3.1 3.1
1(E) 0 0
2(B) 3.0 3.1
3(E) 3.1 3.1
4(C) 2.9 2.9
5(C) 0 0
1(E) 0 0
2(B) 0 0
3(E) 3.1 3.1
4(C) -0.5 0
5(C) 3.1 3.1
REC PLAY
100
2 1.2 0
3 1.1 0
4 0 1.2
500
600
700
800
900
10 0 0
11 0 0
12 4.8 4.8
MODE
PIN NO.
IC1701
REC PLAY
13 0.4 0.4
14 0.5 0.4
15 0.4 0.4
16 0 0
17 0.9 0.9
18 7.0 7.0
19 1.5 1.5
20 1.5 1.5
21 1.5 1.5
22 1.5 1.5
23 1.5 1.5
24 1.5 1.5
25 1.5 1.6
26 1.5 1.5
27 1.5 1.5
28 1.5 1.5
29 3.1 3.1
30 0 0
31 0.7 0.6
32 0.6 0.6
33 1.6 1.5
34 3.1 3.1
35 0 0
36 0 0
37 0 0
38 0 0
39 0 0
40 1.5 1.4
41 0.6 0.6
42 0.6 0.6
43 1.0 0.9
44 0.6 0.6
45 0 0
46 0 0
47 2.8 2.8
48 1.2 1.2
49 1.5 1.5
50 1.5 1.5
51 1.5 1.5
52 1.5 1.5
53 1.6 0.6
54 0 0.6
55 0 0
56 1.2 1.1
57 1.2 1.2
58 1.1 1.2
59 1.1 1.1
60 1.1 1.2
61 0.4 0.4
62 0 0
63 7.0 7.0
64 2.5 2.5
1-2 1.5 1.5
3 1.4 1.4
400
5 1.5 1.5
6 1.5 1.5
7-8 4.8 4.8
MODE
PIN NO.
IC1702
100
2 1.5 0
3-400
5-6 1.5 1.5
708 4.8 4.8
Q1601
1(E) 0 0
2(B) 0 0
3(E) 4.8 4.7
4(C) 0 0
5(C) 4.8 4.7
<AUDIO AD/DA>
MODE
PIN NO.
IC2101
100
200
300
400
5 3.1 3.0
6 0 3.1
700
800
9 0.6 0.6
10 0.6 0.6
11 0 0
12 0.6 0.6
13 0 0
14 0 0
15 0 0.5
16 0 0
Q2101
1(E) 0 0
2(B) 0 0
3(C) 0 0
4(E) 0 0
5(B) 0 0
6(C) 0 0
<MAIN AUDIO>
MODE
PIN NO.
IC2201
100
200
300
4 3.0 3.0
5 3.1 3.1
600
7 0 1.5
8 1.4 1.4
9 1.5 1.5
10 0 0
11 0 2.9
12 0 2.9
13 1.5 1.5
REC PLAY
REC PLAY
REC PLAY
MODE
PIN NO.
Q2201
Q2401
Q2403
<DV MAIN>
MODE
PIN NO.
IC3001 - IC3004 - IC3005
REC PLAY
14 1.4 2.2
15 2.9 2.9
16 0 0
17 1.5 1.4
18 0 0.4
19 1.4 1.4
20 0 0
21 1.4 1.3
22 0 2.4
23 1.5 1.4
24 0 2.4
25 1.5 1.4
26 2.5 2.5
27 2.4 2.4
28 4.8 4.7
29 2.4 2.4
30 2.4 2.4
31 0 0
32 2.9 2.9
33 0 1.5
34 0.6 0.4
35 0.6 0.4
36 1.4 1.5
37 1.5 1.4
38 1.5 1.4
39 1.4 1.4
40 1.4 0
41 0 0
42 4.0 4.4
43 2.6 0
44 3.9 4.3
45 1.4 4.3
46 1.5 0
47 1.5 1.4
48 1.5 1.5
E 1.5 1.4
C 4.7 4.7
B 2.0 2.0
E-C 4.7 4.7
B--
E 2.9 2.9
C 4.8 4.8
B 3.6 3.6
REC PLAY
1 0 0.4
2 0 0.4
300
4 0.7 1.7
500
600
700
8 3.1 3.1
MODE
PIN NO.
Q3001
Q3002
<PRE/REC>
MODE
PIN NO.
IC3501
REC PLAY
E 1.8 1.8
C 2.9 2.9
B 2.4 1.2
E01.2
C 2.5 2.5
B 0.7 1.7
REC PLAY
100
2 0.5 0.5
300
4 0.5 1.5
5 2.5 2.5
6 2.4 1.6
7 1.4 0
800
9 1.2 3.1
10 1.9 1.9
11 3.1 3.1
12 0 0
13 0 4.8
14 0 0
15 0 0
16 0 0
17 0 0
18 3.6 1.6
19 0 1.6
20 3.3 1.6
21 0 1.6
22 0 0
23 3.6 1.6
24 3.3 1.7
25 0 1.6
26 0 1.6
27 0 0
28 0 1.4
29 1.5 1.7
30 3.3 1.7
31 0 1.4
32 0 0
33 0 0
34 0 0
35 1.7 1.7
36 0.4 0.4
37 3.0 3.1
38 0 3.1
39 0 3.0
40 0 1.5
41 0 3.1
42 0 0
43 4.7 4.7
44 3.0 0
45 0 0
46 0 2.0
47 0 2.0
48 4.3 3.1
49 4.2 2.8
50 0.5 1.6
MODE
PIN NO.
<VIDEO I/O>
MODE
PIN NO.
IC3701
IC3731
IC3801 - IC3901
REC PLAY
51 1.3 1.3
52 0.9 1.6
53 0 0
54 3.1 2.5
55 2.5 1.9
56 1.1 1.1
57 2.5 1.9
58 2.5 1.4
59 0 0
60 1.5 1.5
61 3.0 1.9
62 2.5 1.9
63 2.5 1.3
64 2.5 2.0
REC PLAY
100
21.91.9
300
400
500
600
71.91.9
800
92.32.3
10 0 0
11 1.3 1.3
12 1.3 1.3
13 4.7 4.7
14 1.0 1.0
15 1.0 1.0
16 4.7 4.7
13.03.0
21.21.2
34.74.7
41.31.3
500
61.51.4
100
20.50.5
30.40.4
41.71.7
50.60.6
62.42.4
73.13.1
83.13.1
93.13.1
10 3.1 3.1
11 3.1 3.1
12 1.0 1.0
13 1.3 1.3
14 1.2 1.2
15 0 0
16 3.0 3.0
17 0.6 0.6
18 1.9 1.9
19 1.4 1.5
MODE
PIN NO.
Q3701
Q3702
Q3704
Q3705
Q3731
Q3732
Q3733
Q3734
Q3735
<CDS/AD>
MODE
PIN NO.
IC4201
REC PLAY
20 0 0
1(E) 1.7 1.7
2(B) 1.1 1.1
3(C) 0 0
4(E) 1.4 1.4
5(B) 0.8 0.8
6(C) 0 0
1(E) 0 0
2(B) 0 0
3(C) 0 0
4(E) 4.8 4.8
5(B) 4.3 4.4
6(C) 4.3 4.4
E0.80.8
C00
B00
1(E) 0.9 0.9
2(B) 0 0
3(C) 0 0
4(E) 0 0
5(B) 0 0
6(C) 0 0
E00
C4.74.7
B00
E00
C00
B3.03.0
1(E) 0 0
2(B) 0.4 0.4
3(C) 0 0
4(E) 4.7 4.7
5(B) 4.7 4.7
6(C) 4.7 4.7
E00
C4.74.7
B00
1(E) 0 0
2(B) 0 0
3(C) 0 0
4(E) 1.4 1.4
5(B) 0 0.9
6(C) 4.7 4.7
REC PLAY
11.20
21.20
30.80
400
504.2
600
MODE
PIN NO.
IC4202
<CAM.DSP>
MODE
PIN NO.
IC4301 - IC4302
IC4303
<TG/VDR>
M
ODE
PIN NO.
IC5001
REC PLAY
700
800
91.10
10 3.0 4.5
11 0 0
12 0 0
13 3.1 4.8
14 2.6 0
15 3.0 0
16 1.9 0
17 1.9 0
18 0 0
19 3.1 4.8
20 1.9 0
21 1.9 0
22 1.9 0
23 1.9 0
24 1.2 0
25 3.1 4.8
26 0 0
27 0 0
28 1.4 0
29 1.9 0
30 0 0
31 0 4.8
32 0 0
33 3.0 3.0
34 1.4 2.1
35 2.9 3.0
36 1.2 0.6
14.84.7
200
31.31.3
43.14.8
54.74.7
REC PLAY
11.71.7
200
31.81.8
41.81.8
51.51.5
13.03.0
200
31.31.3
42.52.5
53.13.1
REC PLAY
100
200
33.03.0
43.13.1
500
MODE
PIN NO.
IC5002
IC5003
REC PLAY
60.80
71.00.7
83.33.3
900
10 0 0
11 0 0
12 1.4 0
13 1.2 0
14 3.3 3.3
15 3.0 0
16 3.1 3.0
17 1.9 0
18 1.9 0
19 0 0
20 3.0 0
21 2.6 0
22 0 0
23 0 0
24 3.0 3.1
25 1.5 1.5
26 0 0
27 0 0
28 3.0 0
29 2.8 0
30 0 0
31 0 0
32 3.0 3.0
33 0.6 2.1
34 3.0 3.0
35 0 0
36 0 0
37 3.1 3.1
38 0 0
39 0 0
40 0 0
41 -6.2 0
42 -6.2 0
43 0 14.9
44 0 0
45 0 -6.6
46 0 -6.6
47 3.0 3.1
48 3.1 3.1
11.11.0
21.51.5
300
43.13.1
500
61.41.5
73.13.1
800
11.84.8
200
31.81.3
41.83.3
51.54.8
4-63 4-64
Page 92

<REGCON>
MODE
PIN NO.
IC1801
IC6001
IC6002
IC6003
Q2701
Q2702
Q6001
Q6002
Q6003
Q6004
<REG>
M
ODE
PIN NO.
IC6101
REC PLAY
1 4.5 4.5
200
3 4.7 4.7
1 6.9 7.0
2 6.8 6.8
300
400
100
2 7.0 7.0
3 3.3 3.3
400
1 7.0 7.0
200
300
400
5 3.0 3.0
1(E) 0 0
2(B) 0 0
3(C) 0 0
4(E) 0 0
5(B) 0 0
6(C) 0 0
1(E) 0 0
2(B) 0 0
3(C) 0 0
4(E) 0 0
5(B) 0 0
6(C) 0 0
D 7.0 7.0
S 7.0 7.0
G00
D00
S00
G 6.9 7.0
1(S) 0 0
2(G) 0 0
3(D) 0 0
4(S) 3.9 3.9
5(G) 3.0 3.0
6(D) 6.7 6.7
E00
C00
B 3.0 3.0
REC PLAY
1 4.4 4.5
2 0 7.0
3 5.8 5.9
400
500
MODE
PIN NO.
Q6101
Q6102
Q6103
REC PLAY
6 6.9 7.0
7 6.9 7.0
8 2.0 2.0
900
10 0 0
11 0 0
12 0.7 0.7
13 1.5 1.5
14 0.8 0.8
15 0 0
16 0 0
17 1.5 1.5
18 1.0 1.0
19 6.9 7.0
20 1.3 1.3
21 0 0
22 1.5 1.5
23 0.7 0.7
24 1.5 1.5
25 0 1.5
26 0.6 0.6
27 0 0
28 0 0
29 0.9 0.8
30 1.5 1.5
31 0 7.0
32 4.9 5.0
33 0 0
34 0 3.7
35 0 7.0
36 3.2 3.3
37 0 0
38 1.5 0
39 1.0 1.0
40 1.0 0
41 0 0
42 2.0 0
43 0.5 0.5
44 3.0 3.0
45 3.0 3.0
46 3.0 3.0
47 3.0 3.0
48 0 0
1(G) 3.7 3.7
2(S) 7.0 7.0
3(A) 0 0
4(C) 3.1 3.1
5(D) 3.1 3.1
1(G) 5.0 5.0
2(S) 7.0 7.0
3(A) 0 0
4(C) 1.8 1.8
5(D) 1.8 1.9
1(G) 6.0 6.0
2(S) 7.0 7.0
3(A) 0 0
4(C) 0.9 1.0
5(D) 0.9 1.0
MODE
PIN NO.
Q6104
Q6105
Q6106
Q6107
Q6108
Q6109
Q6110
<VF MAIN>
M
ODE
PIN NO.
IC7101
REC PLAY
1(G) 4.6 4.6
2(S) 7.0 7.0
3(A) 0 0
4(C) 2.5 2.5
5(D) 2.5 2.5
1(G) 2.1 2.1
2(S) 7.0 7.0
3(A) 0 0
4(C) 4.8 4.8
5(D) 4.8 4.8
D 3.3 3.5
S 7.0 7.0
G00
E -14.8 -14.8
C -6.5 -6.6
B -14.2 -14.2
1(E) 0 -4.1
2(B) -3.8 -3.9
3(C) -14.2 -14.2
4(E) 0 0
5(B) 0 0.7
6(C) 0 0.7
1(E) 0 4.2
2(B) 4.8 4.8
3(C) 14.4 14.3
4(E) 4.2 4.3
5(B) 4.7 4.7
6(C) 14.9 15.0
E 15.0 15.0
C 12.1 12.0
B 14.4 14.4
REC PLAY
100
2 2.9 2.8
3 3.0 3.0
4 3.0 3.0
5 1.7 1.7
600
700
8 3.0 3.0
9 3.0 3.0
10 0.6 0.8
11 0 3.0
12 0 0
13 3.0 3.0
14 3.0 3.0
15 0 0
16 0 0
17 0 0
18 0 0
19 0 0
20 1.5 1.5
MODE
PIN NO.
Q7101
Q7102
<MONITOR MAIN>
M
ODE
PIN NO.
IC7201
REC PLAY
21 1.5 1.5
22 0 0
23 0 0
24 0 0
25 0 0
26 2.8 2.8
27 1.5 1.5
28 0 0
29 3.0 3.0
30 3.0 3.0
31 0 0
32 0 0
33 0 0
34 0 0
35 5.7 5.7
36 0 0
37 0 0
38 0 0
39 0 0
40 6.1 6.1
41 1.4 1.4
42 0 0
43 6.1 6.1
44 1.4 1.4
45 6.1 6.1
46 1.4 1.4
47 12.0 12.1
48 6.0 6.0
49 3.0 3.0
50 0 0
51 0 0
52 3.0 3.0
53 0 0
54 2.0 2.0
55 0 0
56 0 0
57 0 0
58 2.9 3.0
59 1.4 1.4
60 1.4 1.4
61 1.4 1.4
62 3.0 3.0
63 1.7 1.6
64 0 0
E 12.1 12.1
C 12.1 12.1
B 11.4 11.4
E00
C00
B 3.0 3.0
REC PLAY
1 2.8 2.7
2 1.5 1.5
300
400
500
6 5.7 5.7
MODE
PIN NO.
IC7202
Q7203
Q7204
<DSC>
M
ODE
PIN NO.
IC8001 - IC8002 - IC8003 - -
REC PLAY
7 3.0 3.0
8 5.9 6.0
9 3.2 3.2
10 6.0 6.1
11 3.5 3.4
12 6.1 6.2
13 12.0 12.0
14 6.1 6.1
15 3.1 3.1
16 6.0 6.0
17 0 0
18 0 0
19 0 0
20 0 0
21 3.0 3.0
22 1.9 1.9
23 1.9 1.9
24 0 1.9
25 2.9 2.8
26 0 0
27 1.5 1.5
28 1.2 1.2
29 1.8 1.8
30 0 0
31 3.0 3.0
32 3.0 3.0
33 0.7 0.7
34 3.0 3.0
35 3.0 3.0
36 3.0 3.0
37 3.0 3.0
38 2.7 2.7
39 2.8 2.8
40 3.0 3.0
41 0 0
42 1.5 1.5
43 0 1.5
44 0 0
45 3.0 3.0
46 0 0
47 3.0 2.9
48 0 0
1 4.8 4.8
200
3 1.3 1.3
4 3.0 3.0
5 4.7 4.7
E00
C00
B 3.0 3.1
E 12.0 12.0
C 12.0 0
B 11.4 11.4
REC PLAY
MODE
PIN NO.
IC8005
Q8001
<USBDRV>
M
ODE
PIN NO.
IC8301
REC PLAY
1 0.4 0.4
200
300
400
5 0.4 0.4
600
700
800
900
10 0 0
11 0 0
12 0.4 0.4
13 0 0
14 0 0
15 0 0
16 0 0
E 3.1 3.1
C 0.4 0.4
B 3.0 3.0
REC PLAY
1 0.5 0.5
2 0 0.8
300
4 3.2 3.2
5 3.2 3.2
600
7 3.2 3.2
8 3.2 3.2
9 3.2 3.2
10 3.2 3.2
11 3.2 3.3
12 0 0
13 0 0
14 2.3 2.4
15 2.4 2.4
16 0 2.4
17 2.3 2.4
18 2.3 2.4
19 2.3 2.4
20 0 0
21 3.2 3.2
22 0 2.4
23 2.3 2.4
24 0 0.6
25 0 0.5
26 0 0.5
27 0 0.6
28 0 0.6
29 0 0.6
30 0 0.6
31 0 0
32 3.2 3.2
33 0 0.6
34 0 0
35 3.1 3.1
36 3.1 3.0
MODE
PIN NO.
IC8302
<SD>
M
ODE
PIN NO.
IC8501 - -
<WBSEN/SW>
M
ODE
PIN NO.
Q1151
Q2001
Q2901
Q2902
<OPDRV>
M
ODE
PIN NO.
IC4802
IC4803
REC PLAY
37 0 0
38 3.1 3.1
39 4.7 4.8
40 1.5 1.5
41 0 0
42 1.6 1.6
43 1.5 1.5
44 4.8 4.8
45 0 0
46 3.2 0
47 0 0.6
48 0 0.6
1 0 0.9
2 0.5 0.5
300
400
REC PLAY
REC PLAY
E 4.2 4.2
C00
B--
E00
C 0 2.1
B 2.8 0
E 7.0 7.1
C00
B 7.0 7.1
E00
C 0 7.1
B00
REC PLAY
1 2.9 2.9
2 2.4 2.9
3 2.4 2.4
400
5 2.4 2.4
6 2.4 2.4
7 2.4 2.4
8 4.8 4.7
1 1.0 1.0
2-3--
MODE
PIN NO.
IC4804
IC4805
IC4806 - IC4851
REC PLAY
4--
52.42.4
62.42.4
72.02.7
84.74.8
12.34.0
22.42.3
32.42.4
400
52.42.4
62.43.0
72.40.7
84.74.8
11.13.9
22.92.8
31.93.0
400
502.3
62.72.4
72.22.4
84.84.7
100
200.4
300
400
50.40.4
600
700
83.13.1
94.84.8
10 0 0.5
11 0 0
12 0.5 0.5
13 4.8 4.8
14 0.5 0.5
15 0 0
16 0.6 0.5
17 0 0
18 0 0
19 0 0
20 0 0
21 0 0
22 0 0
23 4.8 4.8
24 0.6 0.5
25 0 0
26 0.6 0.5
27 4.8 4.8
28 0.6 0.5
29 0 0
30 0.6 0.5
31 3.1 3.1
32 0 0
33 0 0
34 0 0
35 2.9 2.9
36 1.5 0
37 1.5 1.5
38 3.0 3.0
MODE
PIN NO.
Q4801
Q4802
Q4803
Q4804
Q4805
Q4806
Q4851
<MONITOR>
MODE
PIN NO.
Q7501
Q7502
Q7503
Q7504
REC PLAY
E00
C1.81.8
B1.01.0
E00
C2.32.3
B00
E00
C4.74.7
B00
E04.7
C2.43.0
B4.74.7
E00
C2.40.8
B00
E4.84.7
C2.32.3
B4.84.7
E00
C3.53.6
B00
EE
1(E) 0
2(B) 3.0
3(C) 2.4
4(E) 3.0
5(B) 0
6(C) 0
E -12.9
C -12.2
B -12.2
1(E) -12.9
2(E) -12.9
3(B) -12.2
4(C) -9.6
5(B) -12.2
6(C) -9.6
1(E) -12.9
2(E) -12.9
3(B) -12.2
4(C) -9.6
5(B) -12.2
6(C) -9.6
<CCD>
MODE
MODE
PIN NO.
PIN NO.
IC5201
Q5201
Q5202
Q5203
<VF BL>
MODE
PIN NO.
Q7001
<VF BL>
Q7002
MODE
PIN NO.
REC PLAY
EE
12345678 11.6
90
10 12.6
11 1.4
12 1.5
13 9.9
14 -6.5
E 11.0
C 15.0
B 0.8
E0
CB0
E 3.0
C 0.8
B 1.5
EE
1(E) 0
2(B) 3.0
3(C) 4.7
4(E) 4.7
5(B) 0
6(C) 0
1(E) 0.4
2(B) 1.2
3(C) 1.2
4(E) 0.6
5(B) 1.2
6(C) 1.5
EE
4-65 4-66
Page 93

POWER SYSTEM BLOCK DIAGRAM4.31
MAIN10
TG/VDR
CDS/AD
REG_4.8V
BATT.
TERMINAL
5
DET(2)
+(3)
-(1)
REG
F6101
F6102
SP UNREG
UNREG
IC6101
DRUM PWR
CAP PWR
PWR CTL
F6103
REG 3V
REG 1.8V
REG_4.8V
M_REG4.8
REG_15V
REG 12V
MONI_15V
REG-CCD
REG_3V
REG 3V
AUDIO AD/DA
SERVO
IC1401
Q1401
Q1403
IC2101
~
REG_3V
REG_4.8V
IC4202
3.1V REG
IC4201
MAIN AUDIO
IC2201
Q2201
Q2401
Q2403
SPK+
SPK-
REG 15V
REG-CCD
REG_4.8V
REG 3V
CN110
61
62
63
64
65
59
60
21
22
IC5003
3.3V REG
M REG4.8
M REG4.8
M_REG4.8
M REG4.8
M REG4.8
REG 3V
REG 3V
REG_4.8V
REG_4.8V
IC5002
IC5001
CN201
61
62
63
64
65
59
60
21
22
20
M REG4.8
REG_3V
REG 4.8V
CCD-7.5V
CCD 15V
CCD 15V
OP MDA
OPDRV
CN111
15
2
1
IC4806
CCD-7.5V
CCD 15V
CCD 15V
Q4851
IC4851
CN5201
15
2
1
IC4802
IC4805
Q4804, Q4806
CCD0
5
OP BLOCK
IC5201
Q5201
F VCC
F LED
Z VCC
CN204
8
9
22
SYSCON-CPU
4
REGCON
UNREG
CHKUNREG
IC6001
IC6003
Q6001
Q6004
LIT 3V
AL 3V
PWR CTL
3.3V
D6001
LITHIUM
LIT 3V
AL 3V
REG 3V
PWR CTL
BATT SW
IC1007
IC1008
IC1003,IC1006
Q1002,Q1006
IC1001
AL 3V
IR RMC
AL 3V
Q1006
Q1007
IC1002
TALLY
REG_4.8V
REG_3V
REGCON
IC1801
L2701
IR_RMC
SD_3V
REG_3V
UNREG
DRUM PWR
CAP PWR
REG 3V
M REG4.8
UNREG
DRUM PWR
CAP PWR
MDA
IC1701
IC1702
IC1601
MDA 2.9V
CN105
4
0 3 BOTTOM
M REG3.0
VIDEO I/O
IC3801
IC3901
IC3701
Q3702
CAM. DSP
IC4302
1.5V REG
X4301
IC4303
2.5V REG
VF MAIN
Q7101
IC7101
IC3501
MONITOR MAIN
IC7202
3.0V REG
IC7201
Q7204
L7205
L7204
IC3731
Q3731
Q3733
Q3734
Q3735
IC4301
REG_2.5V
REG
REG_2.5V
REG_4.8V
REG_3V
VREF_1.1
REG 4.8V
REG 12V
REG_3V
MONI-15V
SD 3V
SD 3V
CN107
7
16
40
REG_3VREG_3V
SD 3V
SD 3V
CN301
7
16
40
DSC
REG_1.8V
REG 3V
REG 3V
12V
REG_2.5V
REG_1.8V
REG_3V
REG 3V
REG_4.8V
REG 4.8V
SD
DV MAIN
D3004
IC3005
USBDRV
IC8001
IC8002
IC8003
Q3001
IC8301
Q8001
IC1101
IC8501
Q3002
IC3001
IC8005
REG
SPKSPK+
REG_4.8V
3V
CN109
12
13
6
1
POWER_LED
ZOOM OPE UNIT
POWER
LED
0
OP MDA
3
TO
SHOE
2
1
UNREG
UNREG
CN202
1
2
WBSEN/SW
LCD MODULE
STB
VDD
Q1151
SW
Q2001
D2001
07
CN7002
1
5
Q7001
D7001
LCD MODULE
VVDD
TALLY
REG 3V
REG 4.8V
VF BL
SLVSG
BL
CN7001
7
11
16
17
Q2901
VF VDD
STB/VF_STB
VF_4.8V
VF_4.8V
CN402
14
18
CN403
4
6
CN203
04
D_REG3V
7
11
16
17
MONITOR
Q7501
Q7502
Q7504
2
B201
~
CN201
70
71
66
51
59
60
21
22
80
49
50
5
44 44
CN401
20
8
9
16
17
CN110
UNREG/SP_UNREG
70
UNREG/SP_UNREG
71
D_REG3V
/REG_3V
66
LITHIUM
51
REG_3V
59
REG_3V
60
REG_4.8V
21
REG_4.8V
22
TALLY
80
REG_4.8V
49
REG_4.8V
50
VF VDD
5
VF STB
CN113
REG 3V
16
MT VDD
27
MT VDD
28
BL-15V
20
BL-15V
19
REG_1.8V
REG_3V
REG_4.8V
REG 1.8V
REG 3V
VF VDD
VF STB
MT_VDD
REG_3V
BL-15V
REG 3V
SPEAKER
REG_3V
SD_3V
CN303
4
M
CAPSTAN
MOTOR
M
DRUM
MOTOR
4-684-67
EDCBA
HGF
Page 94

VIDEO SYSTEM BLOCK DIAGRAM4.32
MAIN10
5
CCD0
5
10
12
8
CN107
33
30
31
19
~
17
20
MT_R
MT_G
MT_B
303,166,164,302
184
96,10
CN301
Y_OUT
33
C_OUT
30
V_OUT
31
SD0DATA0
19
~
SD0DATA3
17
SDCLK
20
CN113
5
4
8
7
2
1
CN5201
13
14
H1
H2
OP BLOCK
7
CN5201
V1
IC5201
(CCD Image
sensor)
4
~
V4
4
CN204
1
~~
4
10
13
14
~
21
3
IC4851
(FOCUS DRIVER
&
ZOOM DRIVER)
IC4802 IC4806
(IRIS CTL &
IRIS DRIVER)
20
OP MDA
20
CN201
15
20
53
16
CN111
20
7
~
4
13
14
CN110
15
20
53
16
V1~V4
H1,H2
40~42,44
12,13
X1002
32KHz
IC5001
(TG/VDR)
IC1002
6,7
IC1006
(ON SCREEN)
IRIS_O/C,HALL_AD
3
(RTC)
CCD OUT
3,32
33,34
DATA_OUT
CLK_OUT
DATA IN
1,3
TG_RST
TG_CS
49, 62
127,85
IC1003
(EEP ROM)
74
22
(CDS/AGC/AD)
49,62
105,
106
(SYSCON CPU)
46
89,87
TBC_CLK, TBC_DT0
IC4201
34,35
DATA_OUT
CLK_OUT
IC1001
32
47
S_DT_IN
S_DT_OUT
EEP_IN
EEP_DT_OUT
46492
S_DT_IN
S_DT_OUT
3
36,
1~9
ADIN(0~9)
BUS(0
S_DT_OUT
15)
31~22
/
10
/
16
)
0 15
(
ADDT
/
8,8
DSYI(0~7)
DSCI(0~7)
IC4301
(CAMERA DSP)
/
8,8
DSYO(0~7)
DSCO(0~7)
OUT_Y(0~3)
OUT_C(0~3)
IC3801
(A/D, DA CONV)
4,4
/
4,4
/
4,4
/
27
54,21
25
51,92,75
VYIN
16
/
DYO(0~3)
DCO(0~3)
C_IN
YS_OUT
C_OUT
2
IC3731
(SWITCH)
LCD_R
LCD_G
LCD_B
DYO( 0
DCO(0
DYI(0
DCI(0
3)
3)
3)
3)
2,7
4,6
IC3701
(VIDEO AMP)
Y_IN, V_IN
SD0DATA0~3
SDCLK
IC3001
(DVMAIN)
ADDT (0~15)
15,9,12
IC1401
(
SERVO CPU
2
)
IC8001
(DSC IF)
A8~A14
D0~D15
IC8501
(SD)
DQ(0~31)
SDR_A(0~10,13,14)
50~47
41
IC8002
(64M SDRAM)
22
~24
IC7201
(
RGB SIGNAL
)
PROCESS
33
S_DT_OUT
03
20
J302
USB
BOTTOM
3
2
1
CN301
14
39
15
CN107
14
39
15
USB_DP
USB_DN
48, 47
USBSENS
16
/
IC8301
1
(USB)
/
A(0~19)
D(00~15)
IC8003
(FLASH MEMORY)
S_DT_OUT
59
~61
10
IC7101
(
RGB SIGNAL
PROCESS
45
43
CVF_G
)
CVF_B
40
1
41
2
CN110
CVF_R
TPA +/-,TPB +/-
REC DATA
ATFI/AGC OUT
0 3 BOTTOM
CN401
CN201
1
41
2
40
30
31
28
29
32
33
0
OP MDA
2
7
64,57
(PRE/REC AMP)
CN303
SDDATA0
7
SDDATA1
8
SDDATA2
9
SDDATA3
1
SDCLK
5
MONITOR
CN203
3
2
4
IC3501
CN402
4
5
3
CN7001
25
24
20
19
SD
R
G
B
LCD MODULE
(MONITOR)
07
VF BL
3
2
4
J101
DV JAC K
CN101
7
6
3
2
CN302
9
10
5
CN7002
14
15
13
V OUT
Y OUT
C OUT
HEAD
R
G
B
LCD MODULE
(CVF)
1
ABCD EFGH
4-704-69
(Sanwa)-M2D7S8
GR-DVP7U
 Loading...
Loading...