

Page 1

LZ-2280A Series
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Page 2

СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ .................................................................................................................1
2. УСТАНОВКА................................................................................................................................................4
2-1. Установка швейной машины .........................................................................................................................................4
2-2. Прикрепление кожуха ремня .........................................................................................................................................4
2-3. Прикрепление иглы ........................................................................................................................................................5
2-4. Установка панели управления ......................................................................................................................................6
3. ПОДГОТОВКА ШВЕЙНОЙ МАШИНЫ К РАБОТЕ ..................................................................................6
3-1. Смазка ................................................................................................................................................................................6
3-2. Регулировка количества масла в челноке ..................................................................................................................7
3-3. Регулировка количество масла (разбрызгивание масла) в челноке .....................................................................8
3-4. Намотка нитки на катушку ..............................................................................................................................................9
3-5. Установка катушки в шпульный колпачок ................................................................................................................10
3-6. Продевание нити через головку машины .................................................................................................................11
3-7. Регулировка педали ......................................................................................................................................................11
4. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ ..................................................................................................12
4-1. Регулировка натяжения нити .......................................................................................................................................12
4-2. Регулировка ширины строчки зигзаг .........................................................................................................................13
4-3. Давление прижимной лапки .......................................................................................................................................14
4-4. Регулировка высоты пресса .......................................................................................................................................14
4-5.
Регулировка микроподъемного механизма прижимной лапки....................................................................................... 14
4-6. Регулировка длины стежка ..........................................................................................................................................15
4-7. Настройка более плотной строчки .............................................................................................................................15
4-8. Высота и наклон гребенка транспортера ..................................................................................................................16
4-9. Прикрепление/снятие челнока ....................................................................................................................................16
4-10. Регулировка высоты игловодителя ...........................................................................................................................17
4-11. Регулировка синхронизации между иглой и челноком и игольного предохранителя .....................................17
4-12. Регулировка положения остановки иглы ..................................................................................................................18
4-13. Регулировка нитеобрезателя .......................................................................................................................................19
4-14. Механизм подачи верхней нити ..................................................................................................................................20
4-15. Положение обтирочного устройства ..........................................................................................................................20
5. РАБОТА ШВЕЙНОЙ МАШИНЫ ..............................................................................................................21
5-1. Ножное управление (В случае типа швейной машины с прямой передачей) .................................................... 21
5-2. Переключатель обратной подачи, включающийся одним касанием ..................................................................21
5-3. Изменение метода хода иглы ......................................................................................................................................22
5-4. Светодиодная подсветка .............................................................................................................................................22
6. ДОПОЛНИТЕЛЬНО ..................................................................................................................................23
6-1. Устройство обратной подачи с ножным приводом (RF-1) ..................................................................................... 23
6-2. Лапка для соединительного шва для прижимной лапки закрытого стежка .......................................................23
6-3. Дополнительный комплект нитепритягивателя ......................................................................................................23
7. ШКИВ И РЕМЕНЬ ДВИГАТЕЛЯ ..............................................................................................................24
8. НЕПОЛАДКИ ПРИ ШИТЬЕ И МЕРЫ ДЛЯ ИХ УСТРАНЕНИЯ
..............................................................25
Page 3

1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Модель LZ-2280A * LZ-2284A * LZ-2287A
Тип зигзага
Технические
характеристики
привода электродвигателя
Технические характеристики
[ * раздел]
Стандартный зигзаг Выбирается из стандартной строчки
зигзаг и 3-ступенчатой строчки зигзаг
Клиновой ремень Клиновой
ремень/Пря-
Прямой
привод
мой привод
A
(Малая ширина)
B
(Большая ши-
- -7 T -
рина)
Клиновой
ремень/Пря-
мой привод
Выбирается между 3-ступенчатой строчкой зигзаг и
24-стежковой стандартной
фестонной строчкой зигзаг
Клиновой ремень
Диаграмма
либо
стежка
Макс. ширина
зигзага (мм)
Макс. шаг подачи (мм)
5
[4 на момент поставки]
2,5
(Нормальная/
обратная подача)
[2 на момент поставки]
8 3-step zigzag : 10
[8 на момент поставки]
Стандартный зигзаг : 5
[5 на момент поставки]
5
(Нормальная
подача)
4
(Нормальная/
обратная подача)
[2 на момент поставки]
2,5
(Обратная
подача)
5.000 5.000
Макс. скорость
шитья (стежков/
мин)
(3-ступенчатый зигзаг: Ширина зигзага =
менее 8 мм)
4.000
(3-ступенчатый зигзаг: Ширина зигзага =
более 8 мм)
Игла SCHMETZ 438SUK (Nm75) : Nm 65 - 90, DP x 134 (#10) : #9 - 14
Смазочное мас-
JUKI CORPORATION GENUINE OIL 7
ло
Шум
-
Уровень звукового давления при эквивалентном непрерывном излучении (L
pA
(линейный усилитель мощности)) на автоматизированном рабочем месте : Уровень шума
по шкале А 80 децибел; (Включает K
pA
децибел); согласно ISO (Международной
Организации по Стандартизации) 10821C.6.2 - ISO 11204 GR2 при 4 500 sti/min.
= 2,5
-
Уровень звукового давления при эквивалентном непрерывном излучении (L
(линейный усилитель мощности)) на автоматизированном
pA
рабочем месте : Уровень шума по шкале А 80 децибел; (Включает
K
= 2,5 децибел); согласно ISO (Международной Организации по
pA
Стандартизации) 10821-C.6.2 - ISO 11204 GR2 при 4 400 sti/min.
-
Уровень мощности звука (LWA) : Уровень шума по шкале А 84,6 децибел; (Включает K
= 2,5 децибел); согласно ISO (Международной
WA
Организации по Стандартизации) 10821-C.6.2 - ISO 3744 GR2 при 4
500 sti/min.
либо
10
[8 на момент поставки]
2,5
(Нормальная/
обратная подача)
[2 на момент поставки]
5.000
(Ширина зигзага = менее 8 мм)
4.000
(Ширина зигзага = более 8 мм)
– 1 –
Page 4

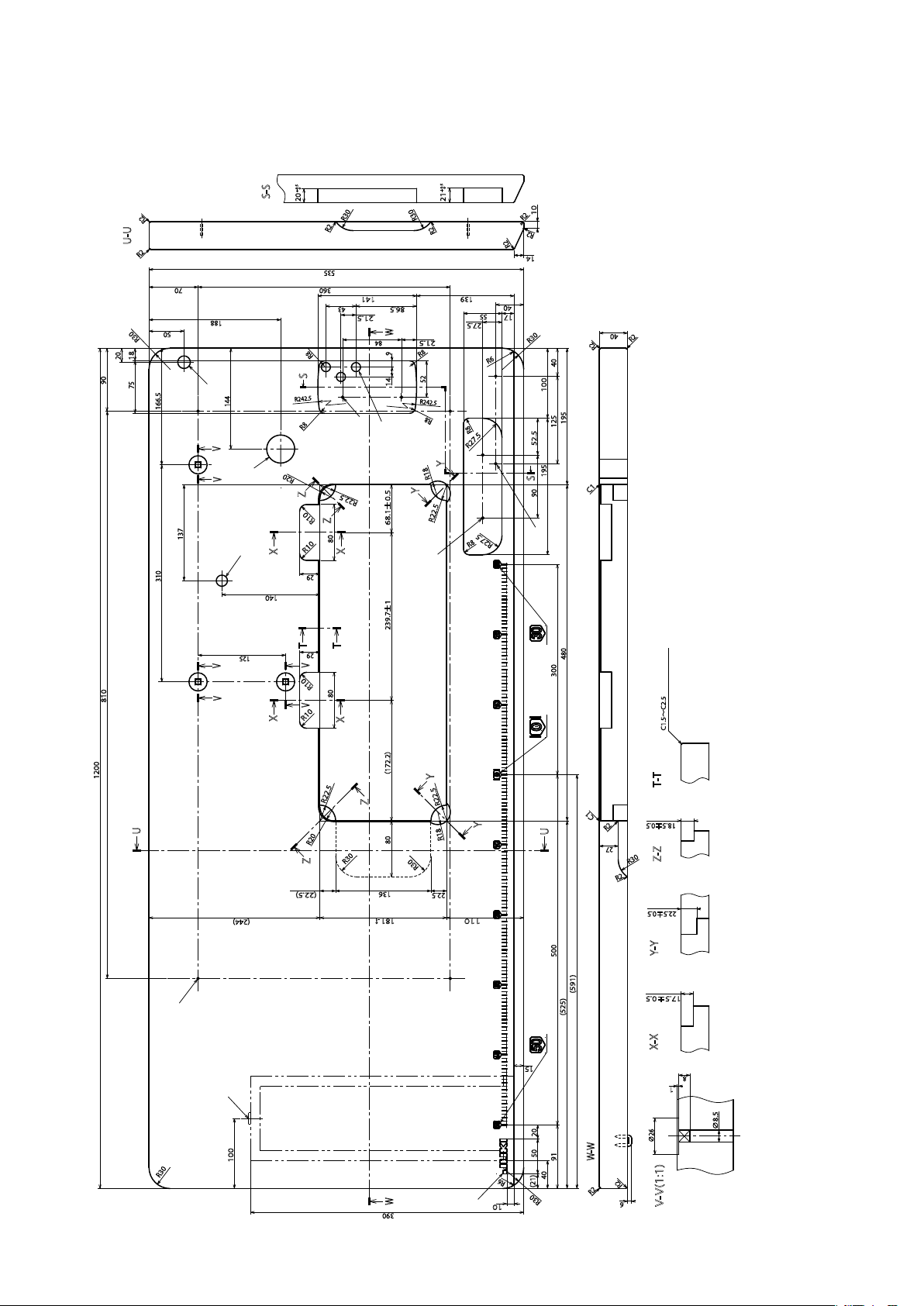
■Чертеж стола
(1) тип с клиновым ремнем
0
+0.5
S-S
20
R2
U-U
R2
(110)
70
50
R30
18
50
90
75
225
54
476.5
159
810
188
D
50±1
25.5
28
R8
137
R242.5
L
I
C
140
V
140
V
66.5
X
R8
70±1
R10
R10
R30
R2
535
225
360
141
43
21.5
E
R8
S
W
84
9
14
F
R8
R20
R22.5
R10
80
29
T
T
29
R10
80
68.1±0.5
239.7±1
X
0
+0.5
21
R30
R2
200
R8
R18
R22.5
139
55
27.5
21.5
R6
R8
R27.5
R8
86.5
R8
52
R242.5
R27.5
10
R2
R2
R2
14
40
17
40
R30
40
100
195
125
52.5
195
S
90
R2
R2
C1
H
G
2×ø3,5 глубина 10
2×ø 3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
ø35±0,5 просверленное отверстие J Логотип JUK
2×ø 3,4 на нижней поверхности, глубина 20
2×ø3,5 глубина 4
G
H
I
K
L
480
(tолько со сторона шарнира)
C1.5~C2.5(ひんじ側のみ)
1200
T-T
(172.2)
Y
308
U
K
112
40
(244)
A
R22.5
Z
R20
Z
R30
(22.5)
80
136
-1
181
0
R22.5
Y
R18
R30
22.5
110
15
C1
R2
U
Z-Z
27
R30
R2
Y-Y
500 300
(591)
(525)
X-X
1
18.5
±0.5
22.5±0.5
17.5±0.5
8
B
20
50
100
R30
W
390
J
R6
10
91
W-W
40
(21)
R2
R30
∅26
R2
V-V(1:1)
6
∅8.5
4×ø 3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
Положение установки стопора устройства для вытаскивания (на обратной стороне)
ø16 глубина 30
ø18 просверленное отверстие E 3×ø13 просверленное отверстие F 2×ø3,5 глубина 10
A
B
C
D
– 2 –
Page 5
(2) Тип с прямым приводом
0
+0.5
S-S
20
R2
U-U
R2
70
D
188
144
R242.5
50
R30
20
18
90
75
166.5
R30
R2
535
360
141
43
21.5
WW
84
F
9
14
E
R8
S
R8
V
R20
I
V
Z
137
C
310
125
V
810
V
R10
X
140
T
V V
R10
X
R22.5
R10
Z
80
29
T
29
R10
80
68.1±0.5
X
239.7±1
X
0
+0.5
21
R30
R2
86.5
R8
52
R242.5
139
55
27.5
21.5
R6
R8
R8
R27.5
Y
R18
Y
R22.5
R8
R27.5
10
R2
R2
R2
14
40
17
40
R30
40
100
195
125
52.5
195
S
90
R2
R2
C1
H
G
2×ø3,5 глубина 10
2×ø3,5 глубина 10
2×ø3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
ø40±0,5 просверленное отверстие J Логотип JUK
F
G
H
I
480
(tолько со сторона шарнира)
C1.5~C2.5(ひんじ側のみ)
1200
(172.2)
Y
R22.5
Z
U
R20
Z
(22.5)
(244)
80
R30
136
-1
181
0
A
R22.5
Y
R18
R30
22.5
110
C1
U
500 300
R2
27
(591)
(525)
T-T
18.5
±0.5
Z-Z
R30
R2
22.5±0.5
Y-Y
17.5±0.5
X-X
15
8
1
B
20
100
R30
390
J
50
40
R6
(21)
R30
10
W-W
91
R2
∅26
R2
6
V-V(1:1)
∅8.5
4×ø3,4 на нижней поверхности, глубина 20 (Просверлите отверстие во время установки.)
Положение установки стопора устройства для вытаскивания (на обратной стороне)
ø16 глубина 30
ø18 просверленное отверстие E 3×ø13 просверленное отверстие
A
B
C
D
– 3 –
Page 6
2. УСТАНОВКА
2-1. Установка швейной машины
22,5 mm
❶
❹
18,5 mm
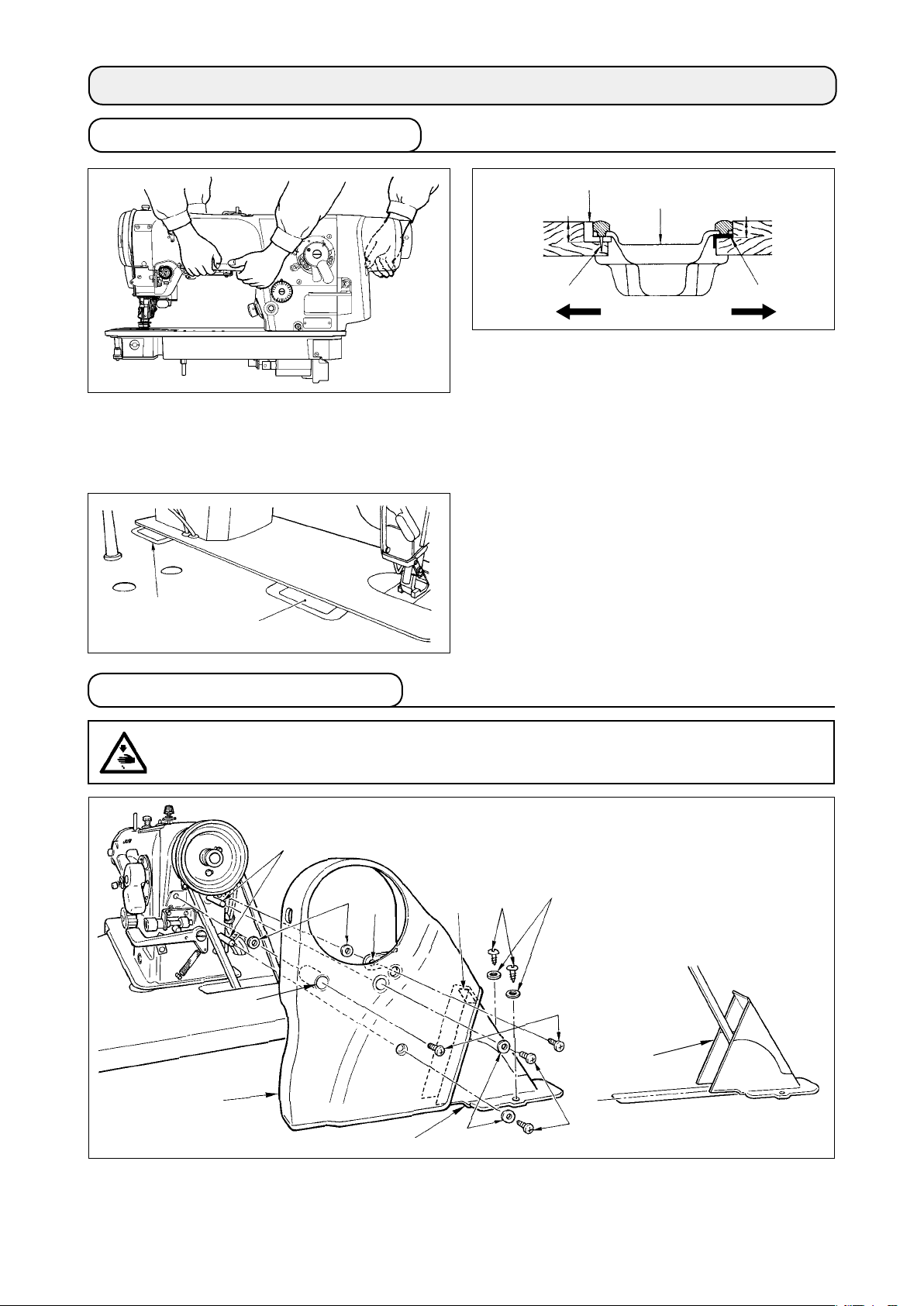
1) Переносите швейную машину вдвоем, как показано на
рисунке.
❷
❶
2-2. Прикрепление кожуха ремня
❷
A
B
❸
2) Установка масляного поддона
Забейте гвозди ❷ в две опорные резиновые детали ❶
в верхней части устройства со стороны оператора A в
выступающей части стола, а затем закрепите две
прокладки ❸ в верхней части устройства со стороны
шарнирного крепления B с помощью клея на резиновой
основе. Теперь поместите масляный поддон ❹ на
прокладки.
3) Присоединение шарнира
Подгоните шарнир ❶ под отверстие в станине машины
и головную часть швейной машины к шарниру резинового стола ❷ перед размещением головной части
машины на прокладках ❸ на четырех
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
❾
❸
❼
❻
❷
A
❹
B
❼
C
❽
❺
1) Надежно закрепите два штифта крышки приводного ремня ❶ в винтовых отверстиях на консоли устройства.
2) Поместите установочные винты ❸ в отверстие A на крышке приводного ремня A ❷ и в части B и зафиксируйте их с
помощью шайб установочных винтов ❹.
3) Присоедините крышку приводного ремня А ❷ к консоли устройства с наклонной задней стороны так, чтобы она закрывала ремень.
– 4 –
Page 7
4) Зафиксируйте установочные винты ❸ в винтовых отверстиях на консоли устройства, а шайбы ❺ и установочные винты
❻ - в фиксаторах на крышке приводного ремня.
5) Вставьте смонтированную крышку приводного ремня B. ❼ с задней стороны крышки приводного ремня А ❷ и закрепите
ее в таком положении, где резиновый участок C смонтированной крышки приводного ремня. ❼ слегка соприкасается с
крышкой приводного ремня А. В это время закрепите крышку приводного ремня в месте, где более тонкая и левая стороны расположены одинаково по отношению к удлиненному отверстию в столе с помощью шурупа ❽ и шайбы ❾.
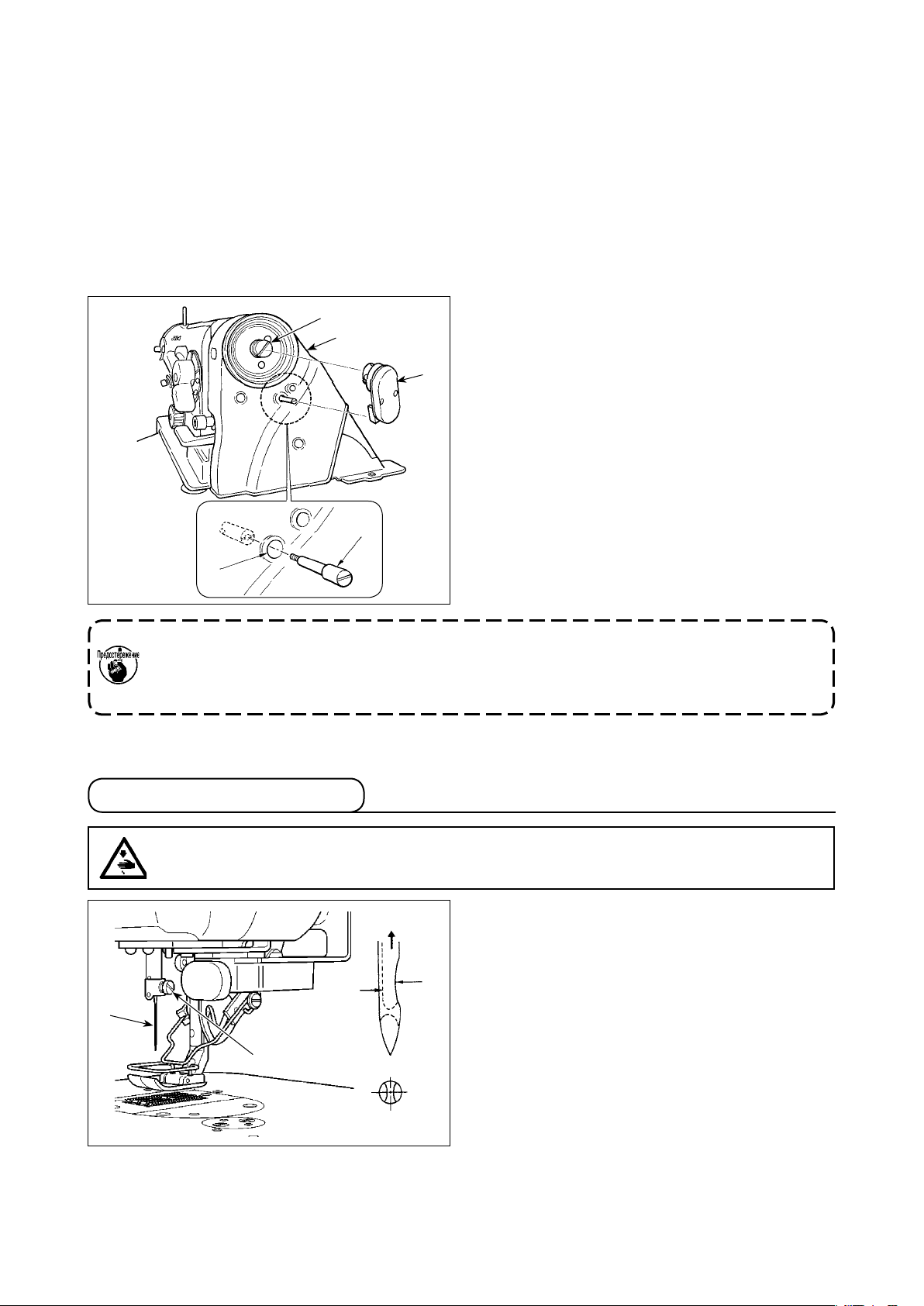
■ В случае использования доступного в продаже позиционера иглы
Отрегулируйте его так, чтобы игла всегда останавливалась в положении выше ткани для того, чтобы сделать швейные
работы очень эффективными. В этом случае можно использовать позиционер иглы.
Установите позиционер иглы в порядке, описанном ниже.
❸
❶
1) Установите адаптер ❸ в заднюю конечную часть
главного вала.
2) Ослабьте четыре установочных винта в крышке приво-
❹
дного ремня А ❶ и временно затяните их.
3) Извлеките один из четырех установочных винтов из
отверстия A и закрепите фиксатор синхронизатора ❷
на шпильке крышки приводного ремня. Затем оконча-
тельно затяните установочные винты на всей крышке
приводного ремня.
4) Присоедините синхронизатор позиционера ❹ иглы, как
❷
A
Если используется имеющийся в продаже позиционер иглы, необходимо приобрести отдельно продающуюся
эксклюзивную деталь.
• № детали фиксатора синхронизатора ❷: 22535462 1 шт.
• № детали адаптера ❸: 40109125 1 шт.
показано на рисунке слева.
2-3. Прикрепление иглы
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
❷
B
A
1) Поверните маховик, чтобы поднять игольницу в самое
высокое положение ее хода.
2) Ослабьте винт иглодержателя ❷. Удерживайте иглу ❶
так, чтобы длинный желобок B на игле был обращен
прямо на Вас.
3) Вставляйте иглу глубоко в отверстие игловодителя в
направлении стрелки до тех пор, пока она не перестанет
двигаться дальше.
4) Надежно затяните винт ❷.
5) Убедитесь в том, что длинный желобок B на игле
обращен к Вам.
– 5 –
Page 8

2-4. Установка панели управления
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
В случае использования швейной машины с индивидуаль-
ным электроприводом, установите панель управления на
❶
❷
SM4051255SP
❶
WP0501016SD
❷
швейную машину.
Существует четыре различных типа панели.
Панель № детали Примечания
CP-18A 40088591 Упрощенный тип
CP-180A 40088333 Многофункциональный тип
IT-10 40108380
IT-100 40108876
3. ПОДГОТОВКА ШВЕЙНОЙ МАШИНЫ К РАБОТЕ
Интеллектуальный терминал
(Упрощенный тип)
Интеллектуальный терминал
(Многофункциональный тип)
3-1. Смазка
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Поместите пенополиуретановую подкладку ❶ на
масляный поддон ❷ .
2) Заполните масляный поддон ❷ маслом JUKI
CORPORATION GENUINE OIL 7 до уровня отметки
«HIGH» (высоко) A.
3) Когда уровень масла станет ниже отметки «LOW»
(низкий) B, пополните масляный поддон указанным
маслом.
4) Когда Вы будете работать на машине после смазыва-
ния, Вы увидите плещущуюся масло через масляное
❷
❸
A B❶
смотровое окошко ❸, если смазывание будет правиль-
ным. (Количество разбрызганного масла не зависит от
количества масла).
* Если пыль накопилась в масляном поддоне, удалите ее.
При замене масла в швейной машине выжмите пенопо-
лиуретан ❶ и удалите с него пыль.
1. При использовании новой швейной машины в первый раз или эксплуатации машины, которая не использовалась в течение длительного времени, запустите машину на малой скорости (около 2000 sti/min) примерно
на десять минут.
2. Когда машина непрерывно используется на низкой скорости (2000 стежков /мин или меньше), дайте машине
поработать в холостом режиме на высокой скорости (4000 стежков /мин или больше) в течение приблизительно
5 минут один раз в неделю. Используйте чистое масло и когда масло становится грязной, замените его чистым
маслом как можно скорее.
3. Если Вы продолжите использовать машину с грязной маслом, могут возникнуть проблемы.
– 6 –
Page 9

3-2. Регулировка количества масла в челноке
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
Наклоните верхнюю часть машины и отрегулируйте количество масла в челноке, поворачивая винт регулировки
количества масла ❶, установленный на коробке передач B.
Поверните регулировочный винт в направлении «+» (против
часовой стрелки), чтобы увеличить количество масла в
❶
❷
1. После выполнения регулировки, запустите швейную машину на холостом ходу при скорости шитья, которая
будет использоваться для шитья, примерно на 30 секунд. Затем, проверьте количество масла, сравнив его с
образцом, который показывает соответствующее разбрызгивание масла (метки).
2. При регулировке уровня масла в челноке выполняйте регулировку так, чтобы уменьшить количество масла
после небольшого увеличения.
3. Количество масла в челноке было отрегулировано для максимальной скорости шитья на момент поставки. Если
Вы всегда используйте швейную машину на малой скорости шитья, существует вероятность возникновения
неполадок из-за недостаточного количества масла в челноке. Если машина всегда используется при низкой
скорости шитья, следует выполнить регулировку количества масла в челноке.
4. Существует вероятность протечки масла из вала челнока, так как масло не будет возвращаться в масляный
бак, если винт для регулировки количества масла ❶ используется в полностью затянутом состоянии. Не
используйте винт в полностью затянутом состоянии. Кроме того, если уровень масла в челноке не поднимается до нужного уровня, за исключением случаев, когда винт для регулировки количества масла ❶ затянут
практически полностью, нужно принять во внимание, что масляный фитиль на вале челнока (№ детали по
каталогу JUKI 11015906) засорен или или тому подобное. Замените масляный фитиль на вале челнока.
5. Никогда не регулируйте винт ❷ регулирующего клапана челнока количества масла, после того, как он будет
зафиксирован.
челноке.
Поверните регулировочный винт в направлении «–» (по
часовой стрелке), чтобы уменьшить его.
– 7 –
Page 10

3-3. Регулировка количество масла (разбрызгивание масла) в челноке
Предупреждение:
Будьте чрезвычайно осторожными при работе на швейной машине, начиная с проверки количества масла, которое
проверяется при вращении челнока с высокой скоростью.
(1) Как подтверждать количество масла (разбрызгивание масла)
Бумага, подтверждающая количество масла
①
(разбрызгивание масла)
Прибл. 25 mm
Прибл. 70 mm
* Используйте любую доступную бумагу, независимо
от материала.
Положение для подтверждения количества масла
②
(разбрызгивание масла)
Прибл. 10 mm
Масло забрызгивает
подтверждающую
бумагу
Челнок
* Выполняя процедуру, описанную ниже в 1) или 2), удалите подвижную пластину и соблюдайте чрезвычайную
осторожность, чтобы Ваши пальцы не касались челнока.
1) Если швейная машина не была достаточно разогрета для работы, дайте швейной машине поработать в холостом
режиме приблизительно в течение трех минут (умеренная прерывистая работа).
2) Поместите бумагу, подтверждающую количество масла (разбрызгивание масла) под челнок, в то время как швейная
машина работает.
3) Убедитесь в том, что уровень масла в масляном резервуаре находится в пределах между «HIGH» и «LOW».
4) Подтверждение количества масла должно быть выполнено за пять секунд. (Проверьте период времени по часам).
(2) Пример, показывающий соответствующее количество масла
Соответствующее количество масла (мало)
Брызги масла от челнока
Мин. 0,5 мм
Соответствующее количество масла (много)
Брызги масла от челнока
Макс. 1 мм
1) Количество масла, показанной в примерах слева, должно быть точно отрегулировано в соответствии с процессом
шитья.
Необходимо точно отрегулировать количество масла в соответствии с процессом шитья. Однако не увеличивайте (не
уменьшайте) количество масла в челноке чрезмерно. (Если масла слишком мало, челнок будет зажат (челнок перегре-
ется), если масла слишком много, швейное изделие может быть запятнано маслом.)
2) Проверяйте количество масла (разбрызгивание масла) три раза (на трех листах бумаги) и при необходимости отрегули-
руйте его до неизменного состояния.
– 8 –
Page 11

3-4. Намотка нитки на катушку
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
A
❺
F
G
❼
B
❻
E
C
D
❷
❷
❷
❹
❸
❷
1) Вставьте катушку в шпиндель устройства для намотки
катушки ❺ глубоко до упора.
2) Пропустите катушечную нитку, вытянутую из шпульки,
расположенной на правой части подставки для ниток, в
последовательности, показанной на рисунке слева.
Затем несколько раз намотайте по часовой стрелке на
катушку конец катушечной нитки.
3) Нажмите защелку устройства для намотки катушки ❻ в
направлении А и запустите швейную машину. Катушка
вращается в направлении C, и катушечная нитка будет
перематываться. Шпиндель устройства для намотки
катушки ❺ автоматически остановится, как только
перемотка закончится.
4) Снимите катушку и отрежьте катушечную нитку режущим
стопором нитки ❶.
5) Для регулировки толщины намотки нити на шпульке
ослабьте установочный винт ❼ и переместите рычаг
намотки ❻ в направлении A или B. Затем затяните
установочный винт ❼.
В направлении D : Уменьшение
В направлении E : Увеличение
6) В случае неравномерной намотки нити на шпульку,осла-
бьте винт ❹ и подрегулируйте уровень натяжения нити
шпульки ❷.
• В норме центр шпульки находится на одной высоте с
центром диска натяжения нити ❷.
• Сдвиньте диск натяжения нити ❷ в направлении F при
излишнем количестве витков в нижней части шпульки и
в направлении G - при излишнем количестве витков в
верхней части шпульки.
После регулировки затяните винт ❹.
❸
7) Чтобы регулировать натяжение устройства для намотки
катушки, поверните нитенатяжную гайку ❸.
– 9 –
Page 12

3-5. Установка катушки в шпульный колпачок
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
Установка катушки в шпульный колпачок
1) Возьмите шпульку правой рукой с вытянутой примерно
на 5 см нитью и поместите ее в шпульный колпачок так,
③
②
①
как показано на рисунке.
2) Заправьте нить в шпульный колпачок в порядке номеров
и вытащите ее по линии движения нити, как показано на
рисунке.
3) Когда шпулька была правильно вставлена в шпульный
колпачок, шпулька вращается в направлении стрелки,
когда нить натянута..
❶
❶
Прикрепление и удаление катушки
1) Поверните маховик, чтобы поднять игольницу в самое
высокое положение ее хода.
2) Поднимите защелку ❶ шпульного колпачка и удержи-
вайте ее между двумя пальцами, как показано на
рисунке слева.
3) Удерживая ее, вставьте шпульный колпачок в вал
швейного челнока до упора, поместив руку под резерву-
ар для масла.
4) Отпустите защелку шпульного колпачка и оставьте ее в
покое в закрытом положении.
* Повторите описанные выше шаги при снятии
шпульного колпачка.
Как использовать отверстие для нити шпульного
колпачка
1) Для обычного шитья используйте отверстие A. Чтобы
увеличить натяжение нити, когда игла уходит влево,
используйте отверстие B. (Отверстие C предназначе-
но для особых процессов.)
B
C
A
Возможно, что несколько стежков в начале шитья
будет трудно прострочить, если нитеобрезатель
используется вместе с тонкой волокнистой
нитью, например, (#50, #60 или #80) при использовании отверстия B. В этом случае используйте
другое отверстие или начните шитье справа.
– 10 –
Page 13

3-6. Продевание нити через головку машины
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
LZ-22**A-7 LZ-22**
A
❹
❺
❷
❸
1) Поверните маховик, чтобы поднять игольницу в самое высокое положение ее хода.
2) Проденьте нить в порядке номеров, как показано на рисунке.
3) Вытяните нить на расстояние примерно 10 см от иглы после продевания нити в иглу.
3-7. Регулировка педали
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
❸
❷
❹
(1) Установка соединительного штока
1) Сдвиньте педаль ❸ вправо или влево, как показано
стрелками так, чтобы рычаг управления электромотором
❶
и соединительный шток ❷ выпрямились.
(2) Регулировка угла педали
1) Угол наклона педали может быть свободно отрегулирован с
помощью изменения длины соединительного штока ❷.
2) Ослабьте регулировочный винт ❹ и отрегулируйте
длину соединительного штока ❷.
– 11 –
Page 14

4. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ
4-1. Регулировка натяжения нити
ПРЕДУПРЕЖДЕНИЕ:
В случае разрыва нити, нить может намотаться на рычаг нитепритягивателя. В этом случае выключите питание, поднимите крышку нитепритягивателя и удалите нить, намотавшуюся вокруг нитепритягивателя. В этот момент будьте очень
осторожны и защитите свои пальцы от пореза ножом.
(1) Когда хотите изменить ход пружины нитепритягивателя
1) Регулировка натяжения верхней нити с помощью
натяжной гайки ❶.
Поверните натяжную гайку по часовой стрелке, чтобы
увеличить натяжение верхней нити, и против часовой
стрелки, чтобы его уменьшить.
1. Если предварительное натяжение нити ❷ слиш-
ком низкое, нить может выскользнуть из вращающегося диска ❸. Отрегулируйте предварительное
натяжение нити, используя регулировочную гайку
❹ и следя за балансом натяжения между предварительным натяжением и вращающимся диском.
2. При настройке натяжения верхней нити протяните
нить в направлении F, чтобы удостовериться в
том, что вращающийся диск ❸ вращается плавно
и без проскальзывания.
При проскальзывании вращающегося диска
затяните гайку регулировки предварительного
натяжения ❹.
F
❷
❶
❸
❹
❺
3. Войлок в диске натяжения нити ❺ является расходным элементом.
Если вращающийся диск ❸ проскальзывает, существует вероятность того, что войлок в диске натяжения нити
был израсходован. Замените его на новый войлок (№ детали: 22528509 х 4 шт.).
4. При использовании толстой нити (приблизительно #30 или менее) в качестве верхней нити, натяжение нити,
вероятно, будет недостаточным при использовании вращающегося регулятора натяжения из стандартного
комплекта поставки. В таком случае следует использовать дополнительно приобретаемый диск натяжения
нити. (№ детали: 40017095).
(2) Регулировка пружины нитепритягивателя
❷
1) Чтобы изменить натяжение пружины нитепритягивателя,
надежно затяните винт ❶, который фиксирует муфту
регулятора натяжения на консоли машины, и вставьте
❸
наконечник отвертки в отверстие на регуляторе натяжения
❷, чтобы отрегулировать натяжение пружины нитепритяги-
вателя.
Поверните ее по часовой стрелке для увеличения.
Поверните ее против часовой стрелки для уменьшения.
2) Чтобы изменить количество нити, забираемой пружиной
❶
нитепритягивателя, ослабьте зажимной винт ❶ на муфте
регулятора натяжения и поверните муфту регулятора
❶
натяжения ❸.
Диапазон регулировки для количества нити, забираемой
пружиной нитепритягивателя: 6 – 10 мм
(3) Регулировка натяжения нижней нити
1) Натяжение нижней нити можно отрегулировать, подкручивая
винт регулировки натяжения ❶.
Поверните ее по часовой стрелке для увеличения.
Поверните ее против часовой стрелки для уменьшения.
– 12 –
Page 15

4-2. Регулировка ширины строчки зигзаг
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❸
❶
(1) Регулировка ширины строчки зигзаг
Ширина строчки зигзаг регулируется с помощью ручки ❶.
1) Нажмите пальцем на рычаг ❷.
2) Поверните ручку, не отпуская рычаг, и установите
❺
указательную линию на желаемую ширину зигзага,
показанную в шкале ширины зигзага ❸ в мм.
❹
❷
* Для моделей LZ-2284A и -2287A заводская настройка для ширины хода
иглы - 8 мм на момент поставки. Однако, следует иметь в виду, что ширина
хода иглы может быть увеличена максимум до 10 мм путем замены
3) Отпустите рычаг, и ручка будет заблокирована в данном
положении.
Прижимная лапка 22580369
Игольная пластина 10041010
Гребенок транспортера 10047017
игольной пластины и гребенка транспортера и изменения положения
стопорных винтов ❹ и ❺. В этом случае отрегулируйте высоту игловодителя так, чтобы острие лезвия челнока проходило через верхний край ушка иглы, когда игла находится в крайнем левом положении строчки зигзаг.
Однако, в случае, если ширина хода иглы превышает 8 мм, швейная машина должна работать на скорости 4 000
sti/min или менее.
1. Не затягивайте винты ❹ и ❺ слишком сильно, так как это может привести к поломке ручки ❶.
2. При использовании модели LZ-2284A максимальная ширина хода иглы стандартной строчки зигзаг - 5 мм.
3. Необходимо установить игловодитель в верхнее положение остановки для выполнения регулировки ширины
хода иглы. Поверните маховик рукой, чтобы убедиться в том, что игла не задевает прижимную лапку.
Узор спра
ва
Узор
слева
❶
❷
LZ-2280A, 2284A, 2287A
-
❸
* В случае, если модель LZ-2287A используется для
вышивания фестонного узора, узор может быть
перенесен на другую сторону.
Обычно вышивается узор справа.
1) Нажмите пальцем на рычаг ❷.
2) Поверните ручку, не отпуская рычаг, и установите
указательную линию на желаемую ширину зигзага,
(2) Регулировка перевертывания узора
❶
показанную в шкале ширины зигзага ❸ в мм.
3) Отпустите рычаг, и ручка будет заблокирована в данном
положении.
❷
(3) Регулировка положения иглы
* В моделях JUKI LZ-2280A, -2284A и -2287A предусмо-
трен рычаг для изменения положения иглы, с
помощью которого можно при необходимости
изменить положение иглы.
Чтобы изменить точку входа иглы, передвиньте рычаг
изменения положения иглы ❶ так, как показано на рисунке.
При использовании модели LZ-2284A ослабьте винт ❷ и
передвиньте рычаг изменения положения иглы ❶, чтобы
отрегулировать точку входа иглы. После регулировки
затяните винт ❷.
– 13 –
Page 16

4-3. Давление прижимной лапки
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Ослабьте гайку ❷. Поворачивая регулятор прижимной
пружины ❶ по часовой стрелке (в направлении A),
увеличьте давление прижимной лапки.
2) Поворачивая регулятор прижимной пружины против
часовой стрелки (в направлении B), уменьшите ее
давление.
* Высоту C регулятора с прижимной пружиной ❶
можно измерить, посмотрев на метку шкалы регулятора с прижимной пружиной ❶ на верхней поверхности D гайки ❷. Используйте измерение для
управления швейными процессами и т.д.
❷
B
C
A
❶
D
4-4. Регулировка высоты пресса
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
1) Отрегулируйте высоту игловодителя, ослабив установочный винт скобы прижимной лапки ❶ при необходимости регулировки.
❸
❷
2) После регулирования, надежно затяните установочный
винт ❶.
A
4-5.
Регулировка микроподъемного механизма прижимной лапки
B
Во избежание поломки иглы из-за помех между
иглой и прижимной лапкой, отрегулируйте так,
чтобы зазор между отверстием иглы ❷ в прижимной лапке и отверстием иглы ❸ в игольной
пластине был равен обеим сторонам (A = B).
Затем затяните установочный винт ❶.
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
❷
Некоторые типы материалов необходимо прошивать со
слегка приподнятой прижимной лапкой.
В этом случае выполните эту регулировку, следуя процедуре, описанной ниже.
1) Ослабьте гайку ❷. Измените величину колебания
микроподъемника, повернув плавающий винт ❶
микроподъемника.
2) Поворачивайте плавающий винт ❶ прижимной лапки по
часовой стрелке, пока прижимная лапка не поднимется
вверх на необходимую высоту. Затем затяните гайку ❷,
чтобы зафиксировать прижимную лапку.
– 14 –
Если Вы не используете микроподъемый механизм прижимной лапки, верните винт микроподъема прижимной лапки ❶ в исходное положение.
Стандартом для величины поднятия прижимной
лапки является лист бумаги.
Page 17

4-6. Регулировка длины стежка
A
❶
❷
4-7. Настройка более плотной строчки
1) Поверните циферблатный регулятор длины стежка ❶ в
направлении стрелки и совместите желательный номер
с точечной меткой A на консоли машины.
2) Калибровка циферблатного регулятора дается в
миллиметрах.
3) Когда Вы хотите уменьшить длину стежка, поверните
циферблатный регулятор длины стежка ❶ в направлении стрелки, нажимая при этом рычаг подачи ❷.
Чтобы проложить строчку с обратной подачей, опустите
рычаг подачи ❷. Стежки обратной подачи делаются, пока
продолжаете давить на рычаг. Отпустите рычаг, и машина
будет работать с нормальным направлением подачи.
* Деления на круговой шкале служат лишь для справки.
Таким образом, настройте более плотную строчку, в то
же время следя за готовым швом.
❶
Длину стежка можно уменьшить в начале или в конце
шитья. Данная функция используется для закрепления
стежков.
1) Рычаг подачи перемещен путем поворота диска,
одновременно удерживая нажатым рычаг подачи.
Отрегулируйте шаг стежка для уплотнения шитья, следя
за отметкой шкалы, которая должна совместиться с
линией ❶ на верхней части рычага.
2) Поверните круговую шкалу в направлении «+», чтобы
уменьшить длину стежка при обратной подаче (т.е.
направление подачи постепенно поменяется на нор-
мальное).
«+2» означает «длина стежка при нормальной подаче
составляет 2 мм», а «–2» означает «длина стежка при
обратной подаче составляет 2 мм».
* Для модели LZ-2280AB +5 означает «длина стежка при
нормальной подаче составляет 5 мм», а -4 означает
«длина стежка при обратной подаче составляет 4 мм».
3) Более плотную строчку можно настроить при нормаль-
ном режиме шитья (когда приведен в действие переклю-
чатель обратной подачи, включающийся одним касани-
ем, подающие валики не будут двигаться в обратном
направлении, но длина стежка при нормальной подаче
будет уменьшена).
* Деления на круговой шкале служат лишь для справки.
Таким образом, настройте более плотную строчку, в то
же время следя за готовым швом.
– 15 –
Page 18

4-8. Высота и наклон гребенка транспортера
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❷
❸
❹
1,1 мм
❹
❷
B
A
Прокладка игольной пластины (№ детали: 22503908)
Прокладка реечной вилочки (№ детали: 10025906)
Для закрепления
прокладки
Контрнож Гребенок транспортера
❶
(1) Высота гребенка транспортера
1) Для регулировки высоты гребенка транспортера
ослабьте винт ❶ и поверните ведущую соединительную
цапфу подачи ❷ с помощью отвертки.
2) Стандартная высота гребенка транспортера – 1,1 мм.
(Справочно) Точка Aна вале ведущего звена подачи
❷ и точка B на вале реечной вилочки
❹ должны быть соответственно повер-
нуты лицевой стороной внутрь.
3) Чтобы настроить наклон гребенка транспортера, ослабьте винт ❸ и поверните вал реечной вилочки ❹, вставив
отвертку в регулировочное отверстие в станине машины.
4) В машине с нитеобрезателем не должно быть пространства между контрножом и нижней частью гребенка
транспортера во время регулировки механизма подачи
(изменение высоты и синхронизации) или при использовании имеющегося в продаже гребенка транспортера.
В этом случае поместите прокладку реечной вилочки
(номер детали : 10025906) под механизм подачи и
прокладку игольной пластины (номер детали : 22503908)
под игольную пластину так, чтобы устранить зазор между
контрножом и нижней частью гребенка транспортера.
(2) Hаклон гребенка транспортера
Стандартный наклон транспортера достигается путем
выполнения регулировки так, чтобы транспортер становился ровно, когда он достигает самого высокого положения.
4-9. Прикрепление/снятие челнока
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❸
❹
❶
❷
A
B
Челнок предназначен только для использования с моделью швейной машины серии LZ-2280A.
При размещении заказа на челнок в случае замены и тому подобного, укажите его номер детали. Челнок: 22525877
При замене швейного челнока снимите его в следующем порядке;
1) Поверните маховик, чтобы поднять игольницу в самое
высокое положение ее хода.
2) Снимите с машины иглу, прижимную лапку, игольную
пластину, гребенок транспортера и шпульный колпачок.
3) Удалите установочный винт ❶ и достаньте штифт
позиционирования шпульного колпачка ❷.
4) Ослабьте два винта ❹ и снимите швейный челнок ❸.
* Повторите описанные выше действия при вставке
швейного челнока.
В этот момент убедитесь в том, что верхний конец A
штифта позиционирования шпульного колпачка совмещен с линией B, как показано на рисунке слева. A
никогда не должен выступать за линию B.
– 16 –
Page 19

4-10. Регулировка высоты игловодителя
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Установите ширину зигзага на «0». Поместите иглу в
центр строчки зигзаг.
2) Снимите прижимную лапку, игольную пластину, полукру-
❷
2
1
❶
1. Толщина полукруглой пластины ❷ отличается от толщины игольной пластины. Таким образом, всегда используйте полукруглую пластину ❷ при регулировке высоты игловодителя.
Регулировку нужно выполнять, когда ширина зигзага установлена на ноль, а игла расположена в центре строчки
зигзаг.
2. Для LZ-2280AA, следует использовать реле времени D. Для LZ-2280AB, -2284A* и -2287A следует использовать
реле времени E.
глую пластину ❷ и гребенок транспортера.
3) Установите пластину в форме полумесяца ❷ на
поверхность станины для установки игольной пластины.
Ослабьте установочный винт ❶. Отрегулируйте его так,
чтобы расстояние от верхней поверхности пластины в
форме полумесяца ❷ до нижнего конца игловодителя
было равно высоте реле времени 1.
4-11. Регулировка синхронизации между иглой и челноком и игольного предохранителя
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
0 - 0,05
мм
1
2
(2) Подтверждение
В случае использования максимальной ширины хода иглы (настройка на момент поставки: LZ-2280AA: 4 мм; Другие модели:
8 мм), убедитесь в том, что расстояние от верхнего края ушка иглы до острия лезвия челнока было равно 0,2-0,5 мм, когда
игла уходит влево.
* Если используется зигзаг шириной 10 мм или форма вогнутой части иглы отличается от вогнутой части иглы на момент
поставки, заново отрегулируйте высоту игловодителя.
(3) Регулировка иглового предохранителя
1)
Максимально увеличьте ширину строчки зигзаг. Согните игловой предохранитель, чтобы отрегулировать его таким
образом, чтобы игла не касалась острия лезвия как в крайнем левом, так и в крайнем правом положении строчки зигзаг. В
это время отрегулируйте просвет, предусмотренный между иглой и острием лезвия челнока, на расстояние 0 – 0,05 мм.
2) Игловой предохранитель служит для отвода иглы от острия лезвия челнока, таким образом предотвращая повреждение
острия лезвия челнока. Каждый раз, когда Вам необходимо заменить челнок на новый, обязательно отрегулируйте
положение иглового предохранителя
(1) Установка челнока
1) По завершении регулировки высоты игловодителя,
отрегулируйте челнок, используя реле времени 2 так,
чтобы острие лезвия было совмещено с центром иглы.
2) В этот момент острие лезвия челнока должно немного
соприкасаться с иглой, когда игловой предохранитель не
касается иглы.
Если произошел разрыв нити, это может означать, что нить застряла в челноке.
Обязательно продолжите шитье после удаления нити, застрявшей в челноке..
– 17 –
Page 20

4-12. Регулировка положения остановки иглы
Предупреждение :
1. Выключите электропитание перед началом работы, чтобы предотвратить несчастные случаи, вызванные неожиданным запуском швейной машины.
2. Не производите операций переключения кроме тех, что описаны в следующих пояснениях.
3. Вновь включайте электропитание выключателем (ON) только по истечении не менее одной секунды. Если перевести выключатель в положение ON немедленно после переведения его в положение OFF, швейная машина не
сможет нормально работать. В этом случае снова включите электропитание (ON).
(1) Положение «стоп» после обрезки нити
1) Стандартное положение «стоп» иглы достигается
регулировкой маркерной точки A на крышке шкива по
отношению к белой маркерной точке B на маховике.
* Более подробно см. прилагаемое Руководство к блоку
управления.
A
D
B
C
E
F
положения «стоп» иглы
* Когда используется пульт управления, отличный
от СР-18, прочитайте пояснения для каждого пульта
управления.
1) Отключите электропитание машины (OFF).
2) Включите электропитание, нажимая выключатель ❺ на
пульте управления.
(2) Операция регулировки верхнего/нижнего
❶
❷
❸
❺❹
3) Отображение на экране E указывает на настройку №
96. Отображение на экране F указывает на скорость
шитья.
(Если экран не изменится, повторите пункты 1) или 2).
4) Обновите номер установки с помощью переключателя ❶ или ❷.
режим № 121 - верхнее положение (UP) «стоп» иглы,
режим № 122 - нижнее положение (DOWN) «стоп» иглы.
5) Задайте параметры режима F в диапазоне от минус 15 до 15 переключателем ❸ или ❹.
(Стандартное значение "0". Числовое значение параметра показывает примерный угол поворота.) При положительных
значениях параметра ("+") верхнее положение «стоп» иглы UP опускается (направление C)
При отрицательных значениях параметра ("–") верхнее положение «стоп» иглы UP поднимается (направление D)
6) По окончании установки нажмите кнопку ❶ или ❷, чтобы запомнить измененное значение (если выключить машину
до выполнения этой операции, параметры не изменятся).
7) По завершении операции отключите машину от сети (OFF). Нормальную работу можно производить, вновь включив
машину в сеть (ON).
– 18 –
Page 21

4-13. Регулировка нитеобрезателя
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
(1) Исходное положение движущегося ножа
Когда движущийся нож находится в исходном положе-
нии, цапфа движущегося ножа ❶ должна быть совмещена с выгравированной отметкой в виде точки ❷, как
❶
❷
❶
❷
показано на рисунке слева.
1. При использовании величины замера, большей, чем стандартная величина на момент
поставки, или величины замера других производителей, а также когда контрнож сталкивается с гребенком транспортера, ослабьте гайку
❸, переместите цапфу начального положения
движущегося ножа ❶ влево от выгравирован-
ной отметки в виде точки ❷ на расстояние,
примерно равное половине вы-гравированной
отметки в виде точки ❷, и затяните шайбу.
2. Острота ножа нитеобрезателя гарантируется
при использовании нити от №80 до №50. При
использовании толстой нити, толщ¬е, чем
данные номера, замените нож на нож нитеобрезателя для толстой нити (№ детали : 22556054).
❹
❸
❶
❺
❷
Если исходное положение движущегося ножа не верно
Ослабьте гайку ❸ и смещайте движущийся нож вправо или
влево, пока цапфа ❶ не совпадет с меткой в виде точки ❷.
Затем затяните гайку ❸.
(2) Регулировка синхронизации нитеотрезателя
Поместите ролик ❹ в паз эксцентрика. Теперь медленно
поверните маховик в обратном направлении. Маховик не
будет двигаться дальше, когда точка ❶, выгравированная
на крышке шкива, будет совмещена с зеленой точкой ❷,
выгравированной на маховике.
Чтобы отрегулировать эксцентрик нитеобрезателя, совместите зеленую точку на крышке шкива с красной точкой на
маховике, поместите ролик в паз эксцентрика нитеобрезателя
и до упора поверните маховик в направлении, обратном направлению вращения ведущего вала челнока. Теперь затяните
два винта ❺.
– 19 –
Page 22

4-14. Механизм подачи верхней нити
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❶
мм
8 - 10
❷
❺
❷
❶
❹
(1) Положение подающего провода
Отрегулируйте положение установки подающего провода
❶ так, чтобы между направляющей частью ❷ нитенаправителя А и верхним концом провода оставался зазор в 8 10 мм. После этого затяните два винта ❸.
❸
В данный момент отрегулируйте продольное
положение подающего провода ❶ таким образом, чтобы подающий провод находился
приблизительно в центре нитенаправителя
нитепритягивателя ❷.
(2) Регулировка такта подающего провода
1) Увеличьте количество подаваемой верхней нити, если верхняя
нить не переплетается с нижней нитью или может выскользнуть из ушка иглы в начале шитья.
2) Ослабьте два установочных винта ❹. Сдвиньте подаю-
щий провод ❶ в направлении, указанном стрелкой.
Если объем подаваемой верхней нити слишком
велик, то нить, вероятно, оборвется
(3) При выключении подающего устройст
Если использование подающего провода ❶ необязательно,
выключите переключатель подачи ❺ на задней стороне
машины.
4-15. Положение обтирочного устройства
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Совместите точку ❶, выгравированную на крышке
шкива, с белой точкой ❷, выгравированной на маховике
❶
❷
❸
❺
❹
❻
мм
2
(третья белая точка с точки зрения направления
вращения швейной машины).
2) Переместите шток ❸ в направлении, указанном
стрелкой, и отрегулируйте зажимной винт ❺ так, чтобы
между верхним краем иглы и обтирочным устройством
❹ оставался зазор примерно в 2 мм.
3) Если машина оснащена приспособлением для чистки,
выключите переключатель на два положения приспособления для чистки ❻ в случае, если нет необходимости
использовать приспособление для чистки.
– 20 –
Page 23

5. РАБОТА ШВЕЙНОЙ МАШИНЫ
5-1. Ножное управление (В случае типа швейной машины с прямой передачей)
Педаль используется следующими четырьмя способами:
A
B
C
D
E
* Операция нитеотрезания выполняется только на швейной машине, оснащенной нитеобрезателем.
* Когда используется автоматический подъемник (устройство AK), еще один рабочий выключатель устанавливается между выключа-
телем швейной машины и выключателем обрезки ниток.
Прижимная лапка поднимается, когда Вы слегка нажимаете на заднюю часть педали D, и если Вы в дальнейшем
нажимаете на заднюю часть, происходит обрезка нитки. Если вы начинаете шить из состояния, при котором нажимная
лапка поднята автоподъемником, то при нажатии на заднюю часть педали лапка лишь опустится.
• Если Вы возвращаете педаль к ее нейтральному положению, когда начинается автоматическое шитье с обратной
подачей, машина останавливается после того, как она завершает шитье с обратной подачей.
• Швейная машина выполнит нормально обрезку нитки, даже если Вы нажмете на заднюю часть педали немедленно при
высокой или низкой скорости шитья.
• Швейная машина полностью выполнит обрезку нитки даже если Вы вернете педаль в нейтральное положение немедленно после того как швейная машина начала обрезку нитки.
1) Швейная машина работает с низкой скорости шитья, когда Вы
слегка нажимаете переднюю часть педали B.
2) Швейная машина работает с высокой скоростью шитья, когда Вы
далее нажимаете переднюю часть педали A.
(Если было предварительно установлено автоматическое шитье
с обратной подачей, машина работает с высокой скоростью
после того, как заканчивается шитье с обратной подачей.)
3) Швейная машина останавливается (с иглой вверху или внизу),
когда Вы возвращаете педаль в ее первоначальное положение C.
4) Швейная машина обрезает нитку, когда Вы полностью нажимае-
те на заднюю часть педали E.
5-2. Переключатель обратной подачи, включающийся одним касанием
* Только для швейной машины, оснащенной функцией шитья с
обратной подачей типа «в одно касание»
(1) Как пользоваться переключателем обратной подачи
1) Нажмите переключатель вниз ❶, и машина немедленно
начнет работу в обратном направлении.
2) Машина будет продолжать работу в обратном направлении,
❶
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❷
пока Вы будете удерживать переключатель нажатым вниз.
3) Отпустите переключатель, и машина немедленно начнет
работу в нормальном направлении.
* Если Вы приобретете дополнительный комплект, его можно
установить на машину в стиле ретро для выполнения шитья при
ручной обратной подаче в одно касание. (Комплект для шитья
при ручной обратной подаче типа «в одно касание», номер
детали: 40135177)
(2) Положение переключателя обратной подачи
Положение переключателя можно изменить на положение для
легкой эксплуатации в зависимости от процесса шитья.
1) Ослабьте винты ❷ на задней стороне швейной машины. Затем
настройте положение переключателя.
– 21 –
Page 24

5-3. Изменение метода хода иглы
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LZ-2284A
A
LZ-2287A
C
C
При использовании модели LZ-2284A метод хода иглы
можно выбрать между стандартной строчкой зигзаг и
3-ступенчатой строчкой зигзаг. Для LZ-2287A его можно
выбрать между 3-ступенчатой строчкой и фестонной
строчкой зигзаг.
1) Поверните маховик так, чтобы соответственно совме-
стить точку C со следующим.
* LZ-2284A: С ножом нитепритягивателя A
* LZ-2287A: С нижним концом игловодителя B
2) Потяните на себя рычаг переключения ❶ и вытащите
стопорный штифт ❷ из установочного отверстия ❹.
3) Слегка поверните маховик вперед и назад, чтобы
повернуть рычаг переключения ❶ так, чтобы совме-
стить рычаг с меткой нужного зигзага ❸, чтобы найти
точку переключения.
4) В положении переключения надежно вставьте стопор-
ный штифт ❷ в установочное отверстие ❹, чтобы
завершить установку.
5) Если узор не может быть изменен, проверните маховик
и повторите описанные выше шаги, начиная с 1).
B
3-ступенчатый зигзаг
Стандартный зигзаг
Фестонный зигзаг
❶
❷
❸
❹
5-4. Светодиодная подсветка
❶
Убедитесь в том, что стопорный штифт ❷ был
надежно помещен в установочное отверстие ❹.
Кроме того, не включайте машину, когда стопорный штифт ❷ не установлен в установочное от-
верстие ❹ (в ходе переключения). Это приведет
к неисправности швейной машины.
Модель LZ-2284A с индивидуальным электроприводом
оснащена светодиодной подсветкой.
1) Яркость светодиодной подсветки с переключателем
регулировки яркости ❶, как показано на рисунке слева.
(В три шага)
[Яркость: Высокая → Средняя → Низкая → ВЫКЛ]
2) Если светодиодная подсветка снова включается после
того, как она была выключена, то яркость вернется к
значению «Высокая».
– 22 –
Page 25

6. ДОПОЛНИТЕЛЬНО
6-1. Устройство обратной подачи с ножным приводом (RF-1)
При пошиве большого количества материалов, становится
затруднительным управлять рычагом подачи для включе-
ния шитья с обратной подачей с помощью Вашей правой
руки.
В этом случае подсоедините устройство RF-1 к Вашей
швейной машине. Данное устройство позволяет изменять
направление шитья по желанию с помощью Вашей ноги
вместо правой руки.
На рисунке слева показано устройство, установленное на
швейную машину. При использовании данного устройства
обязательно замените пружину натяжения рычага подачи
(B1646555000), установленную на машине, пружиной
(MAT80117S00), входящую в комплект поставки RF-1.
GRF01001000
49mm
20mm
ø10mm
6-2. Лапка для соединительного шва для прижимной лапки закрытого стежка
Чтобы использовать прижимную лапку для закрытого
стежка, необходимо использовать «лапку для соединитель-
ного шва для прижимной лапки закрытого стежка».
❶ Лапка для соединительного шва для прижимной лапки
❶
❷
закрытого стежка (Номер детали: D1551586000)
❷ Установочный винт (Номер детали: SS7090910SP)
6-3. Дополнительный комплект нитепритягивателя
В случае использования швейной машины для выполнения потайной строчки и высокоскоростного шитья, рекомендуется
использовать «дополнительный комплект нитепритягивателя», который помогает стабилизировать петли верхней нити.
Разрыва нити и пропуска стежков можно избежать с помощью стабилизации петель верхней нити.
* № детали дополнительного комплекта нитепритягивателя: 40135178
– 23 –
Page 26

7. ШКИВ И РЕМЕНЬ ДВИГАТЕЛЯ
(1) В случае швейной машины ременного типа
1) Приводной двигатель данного аппарата является двигателем с муфтой сцепления 450 Вт (2P).
2) Используйте клиновидный или М-образный ремень.
3) Возможные скорости шитья определяются диаметром шкива двигателя и длиной ремня, как указано ниже.
Наружный диаметр шкива
электродвигателя (мм)
135 MTSP0135000A 5.480 -
130 MTSP0130000A 5.270 -
125 MTSP0125000A 5.060 -
120 MTSP0120000A 4.850 -
115 MTSP0115000A 4.630 -
110 MTSP0110000A 4.440 5.330
105 MTSP0105000A 4.250 5.040
100 MTSP0100000A 4.000 4.780
95 MTSP0095000A 3.820 4.540
90 MTSP0090000A 3.610 4.320
85 MTSP0085000A 3.390 4.000
80 MTSP0080000A 3.160 3.790
75 MTSP0075000A 2.950 3.520
70 MTSP0070000A 2.740 3.260
65 MTSP0065000A 2.530 3.020
60 MTSP0060000A 2.320 2.760
№ детали шкива двигателя
Скорость шитья (sti/min)
50 гц 60 гц
Длина ремня, мм
(дюймы)
1.168 (46) MTJVM004600
1.143 (45) MTJVM004500
1.118 (44) MTJVM004400
1.092 (43) MTJVM004300
1.067 (42) MTJVM004200
(2) В случае типа швейной машины с прямой передачей
Убедитесь в том, что Вы используете блок управления, SC-920A (Вер. 04 или более поздняя).
№ детали ремня
– 24 –
Page 27

8. НЕПОЛАДКИ ПРИ ШИТЬЕ И МЕРЫ ДЛЯ ИХ УСТРАНЕНИЯ
Неполадки Причины Меры для устранения неполадок
Порыв нити
Пропуск
стежка
Расширенные
петли
Когда нить запуталась в рычаге нитепритягивателя. Удалите спутавшуюся нить. 11
①
Когда верхняя нить вставлена неправильно. Протяните ее правильно. 11
②
Когда нить запуталась в швейном челноке. Удалите спутавшуюся нить. 17
③
Когда верхняя нить натянута слишком слабо или слиш-
④
ком сильно.
Когда верхняя нить соскальзывает при вращении. Увеличьте натяжение в диске предварительного
⑤
При слишком низком или слишком высоком натяжении
⑥
пружины нитепритягивателя.
При слишком большом или малом такте пружины ни-
⑦
тепритягивателя.
Когда работа швейного челнока и иглы не синхрони-
⑧
зирована.
При наличии царапин на линии движения нити в челноке,
⑨
шпульном колпачке и рычаге нитепритягивателя или в
других частях.
Когда нить не подходит для использования.
⑩
а. Низкое качество нити. Используйте нить хорошего качества.
b. Нить слишком толстая для иглы. Используйте подходящую нить или иглу.
с. Нить порвалась от тепла. Используйте смазочное масло JUKI Silicone Oil
При пропуске стежков. См. следующие параграфы, Пропуск стежков.
⑪
Когда игла вставлена неправильно.
①
a.Когда игла не полностью вставлена в игловодитель. Вставьте иглу в игловодитель до упора. 5
b. Ушко иглы не направлено прямо на оператора. Выполните регулировку так, чтобы ушко иглы было
с. Игла обращена назад. Выполните регулировку так, чтобы длинный жело-
Когда игла не подходит для использования.
②
а. Игла изогнута. Замените ее на новую иглу. 5
b. Качество иглы не достаточно высоко. Используйте иглу хорошего качества.
с. Игла слишком тонкая для нити. Используйте подходящую иглу или нить.
d. Используется тупая игла. 5
Если острие лезвия челнока недостаточно заточено
③
или повреждено.
Когда работа швейного челнока и иглы не синхрони-
④
зирована.
При неправильной высоте игловодителя. Отрегулируйте высоту игловодителя. 17
⑤
Когда зазор между иглой и швейным челноком слишком
⑥
большой.
При слишком низком натяжении верхней нити. Увеличьте натяжение верхней нити. 12
①
При слишком низком натяжении пружины нитепритя-
②
гивателя.
При слишком высоком натяжении нижней нити. Уменьшите натяжение нижней нити. 12
③
Когда работа швейного челнока и иглы не синхрони-
④
зирована.
Когда нить слишком толстая для иглы. Используйте подходящую иглу или нить.
⑤
Когда верхняя нить соскальзывает при вращении. Увеличьте натяжение в диске предварительного
⑥
Отрегулируйте натяжение нити. 12
натяжения.
Отрегулируйте натяжение нити. 12
Отрегулируйте такт пружины нитепритягивателя.
(от 8 до 12 мм)
Настройте синхронизацию должным образом. 17
Удалите царапины или замените деталь.
Lubricant.
направлено прямо на оператора.
бок был обращен к оператору.
Заточите челнок или замените его. 17
Настройте синхронизацию должным образом. 17
Отрегулируйте просвет. 17
Увеличьте натяжение пружины. 12
Настройте синхронизацию должным образом. 17
натяжения.
См.
стр
12
12
5
5
12
– 25 –
Page 28

Неполадки Причины Меры для устранения неполадок
Неправильная плотность
строчки
Поломки иглы
При слишком низком натяжении нижней нити. Увеличьте натяжение нижней нити. 12
①
Когда нижняя нить не намотана надлежащим образом. Равномерно намотайте нижнюю нить. 9
②
При наличии царапин на линии движения нити в челноке,
③
шпульном колпачке и рычаге нитепритягивателя или в
других частях.
Игла изогнута. Замените ее на новую иглу. 5
①
Качество иглы не достаточно высоко. Используйте иглу хорошего качества.
②
Когда игла не полностью вставлена в игловодитель. Вставьте иглу в игловодитель до упора. 5
③
Когда игла задевает швейный челнок. Отрегулируйте синхронизацию и зазор между иглой
④
Игла слишком тонкая для швейного материала и нити. Замените ее на подходящую иглу.
⑤
Отверстие для иглы в игольной пластине слишком мало.
⑥
Игла задевает игольную пластину.
⑦
Игла задевает прижимную лапку.
⑧
Удалите царапины или замените деталь.
и швейным челноком, а также положение иглового
предохранителя.
См.
стр
17
– 26 –
 Loading...
Loading...