

Page 1

LZ-2280A Series
使用说明书
Page 2

目 录
1. 规格 ........................................................................ 1
2. 安装
........................................................................ 4
2-1. 缝纫机的安装 ........................................................................... 4
2-2. 皮带防护罩的安装 ....................................................................... 4
2-3. 机针的安装方法 ......................................................................... 5
2-4. 控制盘的安装 ........................................................................... 6
3. 缝纫机的准备 ................................................................ 6
3-1. 加油 ................................................................................... 6
3-2. 旋梭的油量调整 ......................................................................... 7
3-3. 旋梭部油量 ( 油迹 ) 的调整方法 ........................................................... 8
3-4. 底线的卷绕方法 ......................................................................... 9
3-5. 梭心的安装方法 ........................................................................ 10
3-6. 上线的穿线方法 ........................................................................ 11
3-7. 踏板的调整 ............................................................................ 11
4. 缝纫机的调整 ............................................................... 12
4-1. 线张力的调整方法 ...................................................................... 12
4-2. 针摆动幅度的调整 ...................................................................... 13
4-3. 压脚压力的调整 ........................................................................ 14
4-4. 压脚杆高度的调整 ...................................................................... 14
4-5. 压脚微量浮起调整 ...................................................................... 14
4-6. 送布长度的调整 ........................................................................ 15
4-7. 压缩针脚的调整 ........................................................................ 15
4-8. 送布牙的高度、倾斜度 .................................................................. 16
4-9. 旋梭的安装与拆卸 ...................................................................... 16
4-10. 针杆高度的调整 ........................................................................ 17
4-11. 针和旋梭的同步以及针座的调整 .......................................................... 17
4-12. 机针停止位置的调整 .................................................................... 18
4-13. 切线的调整 ............................................................................ 19
4-14. 上线挑线装置 .......................................................................... 20
4-15. 拨线杆的位置 .......................................................................... 20
5. 缝纫机的操作 ............................................................... 21
5-1. 踏板操作(直接驱动规格时) ............................................................. 21
5-2. 触键手动倒缝 .......................................................................... 21
5-3. 机针摆动的变换 ........................................................................ 22
5-4. 关于 LED 灯 ............................................................................ 22
6. 选购品 ..................................................................... 23
6-1. 踏板倒缝装置(RF-1) ................................................................... 23
6-2. 平缝压脚接头 .......................................................................... 23
6-3. 辅助挑线杆组件 ........................................................................ 23
7. 马达皮带轮和皮带 ........................................................... 24
8. 缝纫不良的原因和处理方法
................................................... 25
Page 3
1. 规格
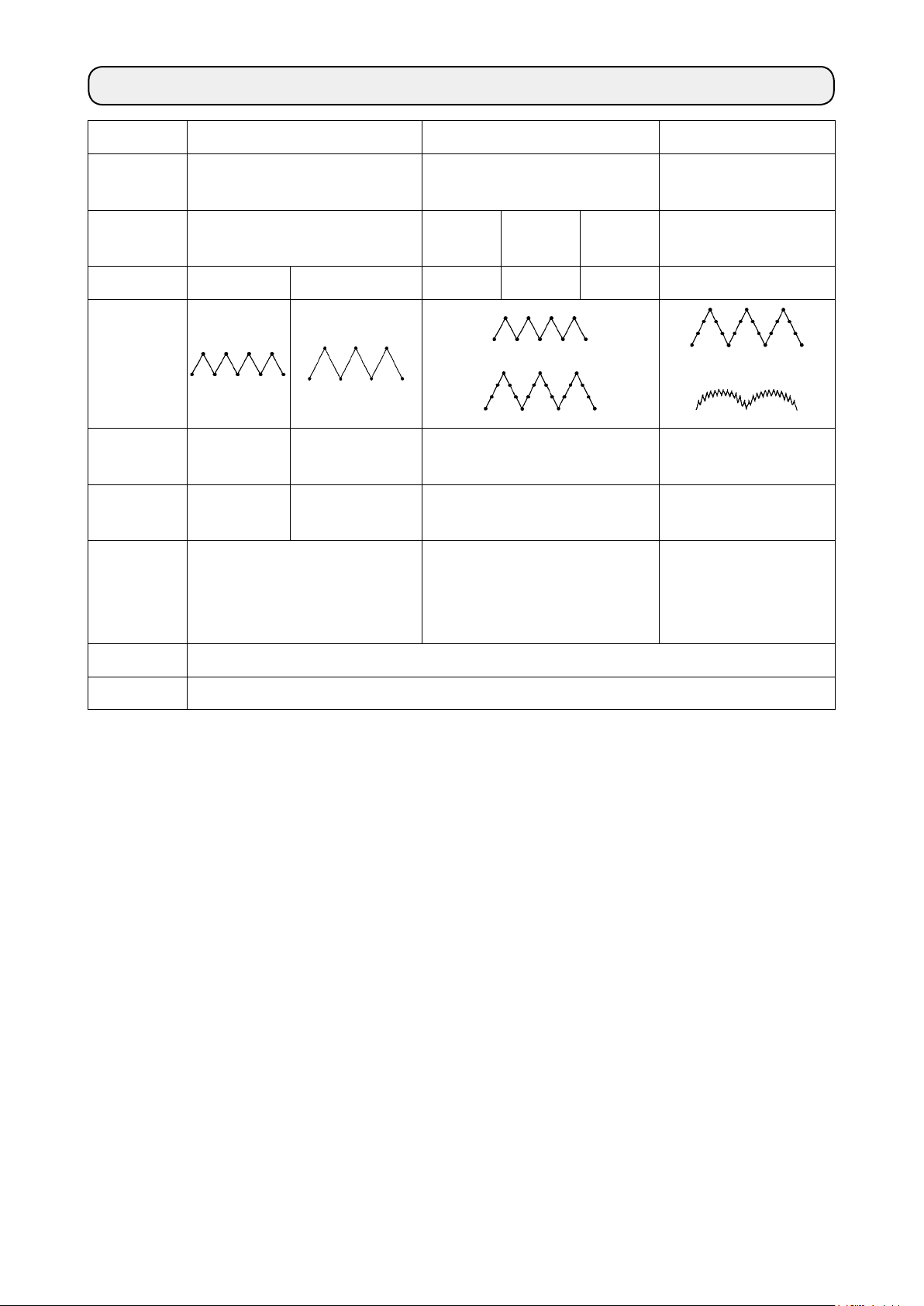
型号 LZ-2280A※ LZ-2284A※ LZ-2287A
缝纫形式 2点曲折缝 2 点、4 点变换曲折缝
马达驱动规格 V 形皮带
规格[※部] A ( 窄型 ) B ( 宽型 ) - -7 T -
缝迹图
最大摆动幅度
(mm)
最大送布量
(mm)
最高缝纫速度
(sti/min)
5
[ 出货 :4]
2.5(正 / 倒缝)
[ 出货 :2]
8
5(正缝)
4(倒缝)
5,000 5,000
V 形皮带 /
直接驱动
4点曲折缝 :10 [ 出货 :8]
2点曲折缝 :5 [ 出货 :5]
(4 点曲折缝 :摆动幅度 8mm
(4 点曲折缝 :摆动幅度 8mm超过)
直接驱动
或
2.5(正 / 倒缝)
[ 出货 :2]
4,000
V 形皮带 /
直接驱动
4 点、24 针标准贝壳装饰
变换曲折缝
V 形皮带
[ 出货 :8]
2.5(正 / 倒缝)
[ 出货 :2]
以内
)
(摆动幅度 :8mm
(摆动幅度 :8mm超过)
或
10
5,000
4,000
以内
)
使用机针 精密牌 438SUK (Nm75) : Nm65 ~ 90,DP×134 (#10) : #9 ~ 14
使用机油 JUKI CORPORATION GENUINE OIL 7
– 1 –
Page 4
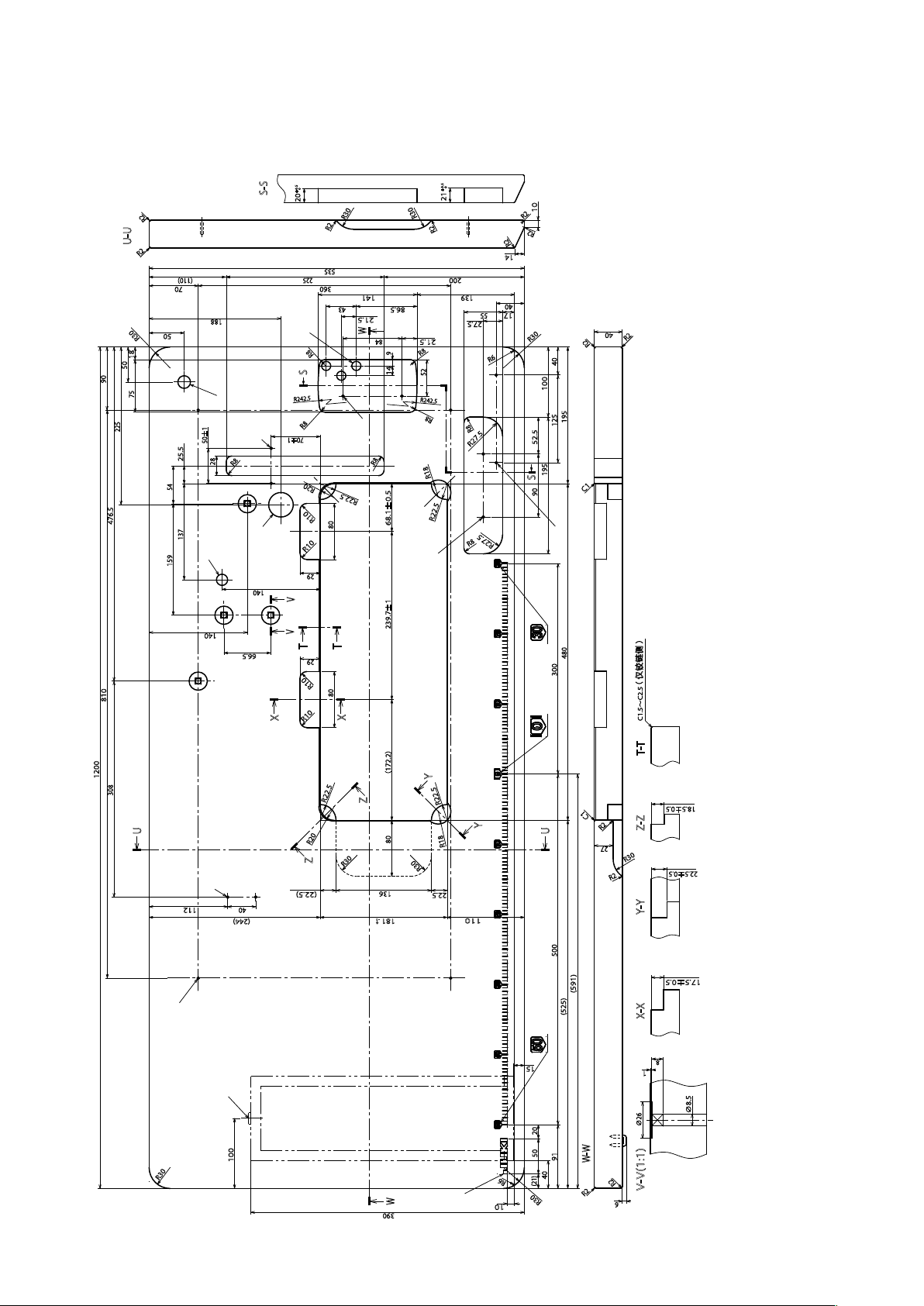
■ 机台图纸
(1)V 形皮带规格
0
+0.5
S-S
20
R2
U-U
R2
(110)
70
50
R30
18
50
90
75
225
54
476.5
159
810
188
D
50±1
25.5
28
R8
137
R242.5
L
I
C
140
V
140
V
66.5
X
S
R8
70±1
R10
T
R10
E
R30
R2
535
225
360
141
43
21.5
W
R8
84
9
14
F
R8
R20
R22.5
R10
80
29
T
29
R10
80
68.1±0.5
239.7±1
X
0
+0.5
21
R30
R2
200
86.5
R8
R242.5
139
55
27.5
21.5
52
R8
R18
R22.5
R6
R8
R27.5
R8
R27.5
10
R2
R2
R2
14
40
17
40
R30
40
100
195
125
52.5
195
S
90
R2
R2
C1
H
G
480
( 仅铰链侧 )
C1.5~C2.5(ひんじ側のみ)
1200
T-T
(172.2)
Y
308
U
K
112
40
(244)
A
R22.5
Z
R20
Z
R30
(22.5)
80
136
-1
181
0
R22.5
Y
R18
R30
22.5
110
15
C1
R2
U
Z-Z
27
R30
R2
Y-Y
500 300
(591)
(525)
X-X
1
18.5
±0.5
8
2×φ3.5 深度 10H 2×φ3.4 背面深度 20( 安装时应钻孔 )I φ35±0.5 钻挖J JJUKI 商标图案
G
22.5±0.5
17.5±0.5
2×φ3.4 背面深度 20L 2×φ3.5 深度 4
K
B
20
50
100
R30
W
390
J
R6
10
91
W-W
40
(21)
R2
R30
∅26
R2
V-V(1:1)
6
∅8.5
4×φ3.4 背面深度 20( 安装时应钻孔 )B抽屉止动器安装位置 ( 背面 )Cφ16 深度 30Dφ18 钻挖E3×φ13 钻挖F2×φ3.5 深度 10
A
– 2 –
Page 5
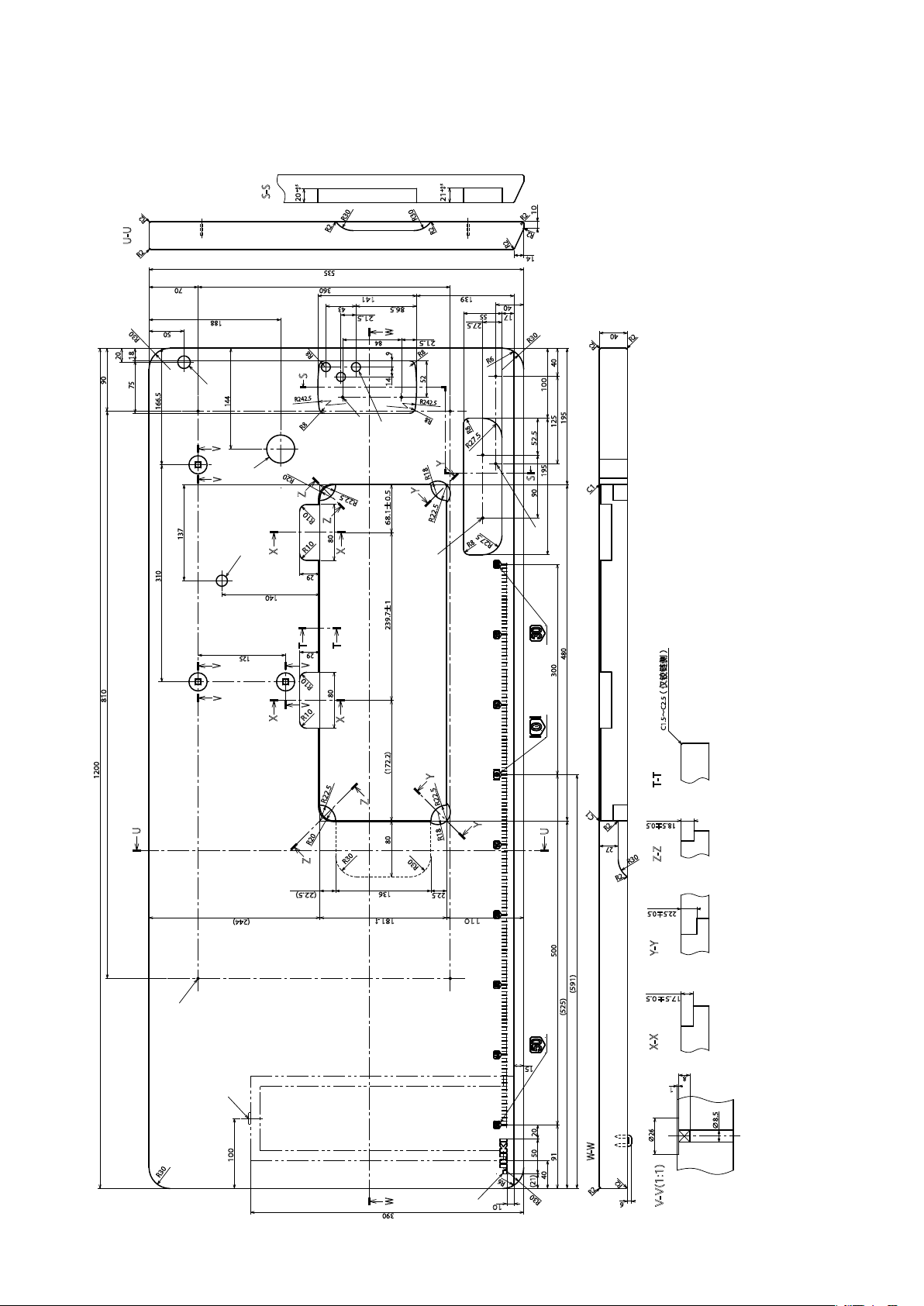
(2) 直接驱动规格
0
+0.5
S-S
20
R2
U-U
R2
70
D
188
144
R242.5
50
R30
20
18
90
75
166.5
R30
R2
535
360
141
43
21.5
WW
84
F
9
14
E
R8
S
R8
V
R20
I
V
Z
137
C
310
125
V
810
V
R10
X
140
T
V V
R10
X
R22.5
R10
Z
80
29
T
29
R10
80
68.1±0.5
X
239.7±1
X
0
+0.5
21
R30
R2
86.5
R8
52
R242.5
139
55
27.5
21.5
R6
R8
R8
R27.5
Y
R18
Y
R22.5
R8
R27.5
10
R2
R2
R2
14
40
17
40
R30
40
100
195
125
52.5
195
S
90
R2
R2
φ40±0.5 钻挖J JJUKI 商标图案
I
C1
H
G
480
( 仅铰链侧 )
C1.5~C2.5(ひんじ側のみ)
1200
(172.2)
Y
R22.5
Z
U
R20
Z
(22.5)
(244)
80
R30
136
-1
181
0
A
R22.5
Y
R18
R30
22.5
110
C1
U
500 300
R2
27
(591)
(525)
T-T
±0.5
18.5
3×φ13 钻挖F2×φ3.5 深度 10G2×φ3.5 深度 10H 2×φ3.4 背面深度 20( 安装时应钻孔 )
E
Z-Z
R30
R2
22.5±0.5
Y-Y
17.5±0.5
X-X
15
8
1
B
20
100
R30
390
J
50
40
R6
(21)
R30
10
W-W
91
R2
∅26
R2
6
V-V(1:1)
∅8.5
4×φ3.4 背面深度 20( 安装时应钻孔 )B抽屉止动器安装位置 ( 背面 )Cφ16 深度 30Dφ18 钻挖
A
– 3 –
Page 6
2. 安装
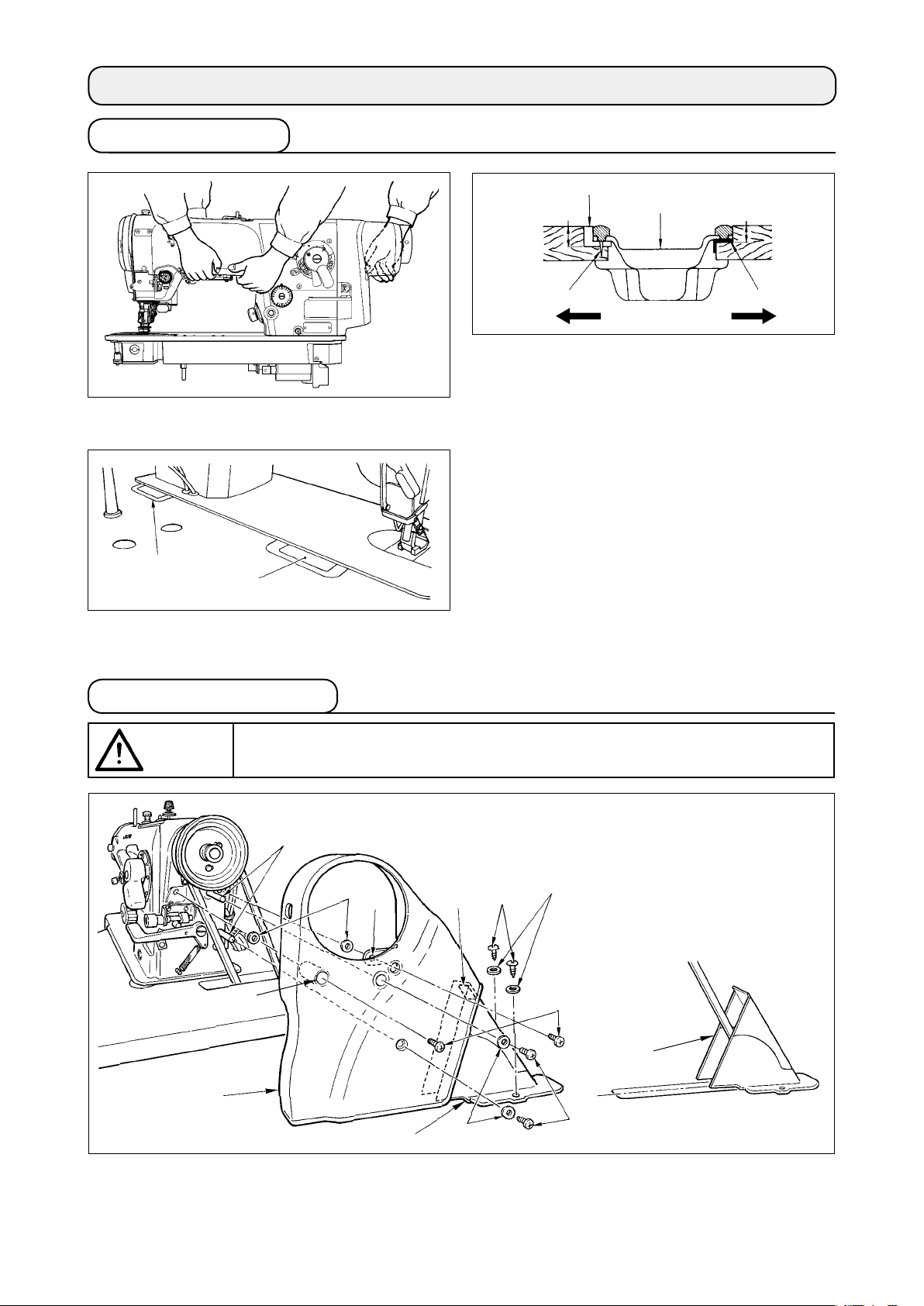
2-1. 缝纫机的安装
22.5 mm
❶
❹
18.5 mm
1) 请如图所示用 2 个人来搬运缝纫机。
❷
❶
2-2. 皮带防护罩的安装
❷
A
B
❸
2) 油槽的安装
用螺钉❷把前侧A的 2 个头部橡胶支座❶钉到机
台的伸出部,用粘结剂粘结固定好铰链侧B的2
个头部胶垫座❸,然后把油槽❹放上去。
3) 铰链的安装
把铰链❶放到机台的孔上,对准台板橡胶支座❷,
把头部放到四角的机头胶垫上。
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
❾
❸
❼
❻
❷
A
❹
B
C
❽
❺
1) 把皮带护罩的 2 根支柱❶牢牢地安装到机架的螺丝孔上。
2) 把固定螺丝❸插到皮带护罩 A❷的孔A和B部,然后用固定螺丝垫片❹固定。
3) 倾斜皮带护罩 A❷,从后面把皮带安装到机架上。
– 4 –
Page 7
4) 把固定螺丝❸插到机臂的螺丝孔里,然后把垫片❺和固定螺丝❻固定到皮带护罩支柱上。
5) 把皮带护罩 B( 组件 )❼从皮带护罩 A❷的后方插入,在皮带护罩 B( 组件 )❼的橡胶部C轻轻顶住的
位置固定好。此时,把木螺丝❽、垫片❾安装到机台长孔的左右均等的位置。
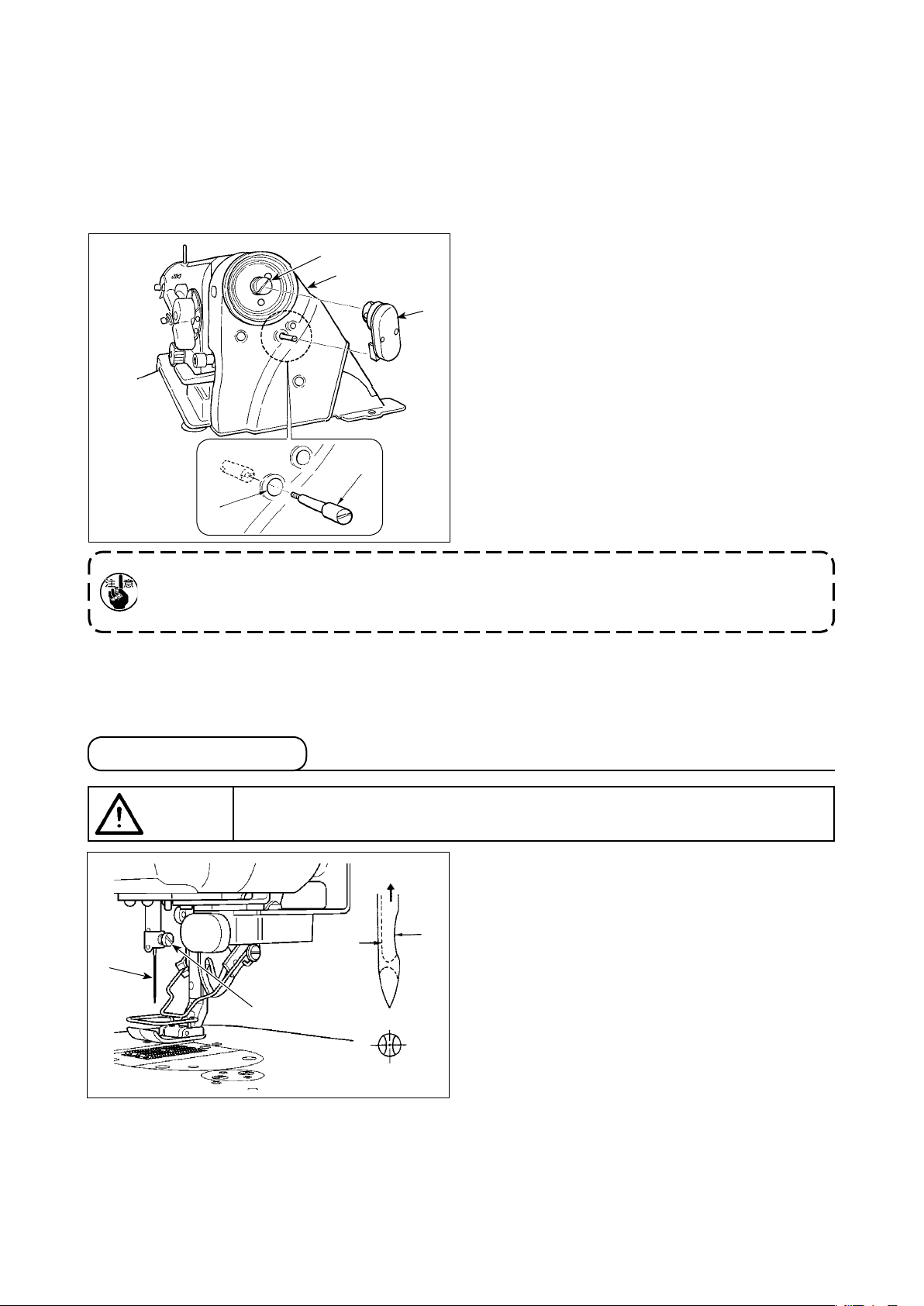
■ 使用市场出售机针的夹具
机针如果固定在布的上方停止的话,缝纫效果就会大大提高。这时需要使用机针夹具。
机针位置请安装如下程序进行安装。
❸
❶
1) 请把接合器❸安装到上轴后端部。
2) 拧松皮带护罩 A❶的 4 个固定螺丝,临时固定。
3) 卸下 4 个固定螺丝中的A孔的固定螺丝,把
❹
步器
拧紧皮带护罩的所有固定螺丝。
4) 请把机针夹具的
❷
A
使用市场出售机针的夹具时,请购买另外出售的专用零件。
˙ 同步器支架❷ 货号 :22535462 1个
˙ 接合器❸ 货号 :40109125 1个
同
支架❷固定到皮带护罩支柱上之后再正式地
同步器
如图所示安装起来。
❹
2-3. 机针的安装方法
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
B
A
1) 转动手轮,把针杆上升到最高位置。
2) 拧松机针固定螺丝❷,手拿机针让机针❶的长
沟部B朝向前方。
3) 沿箭头方向把机针插到针杆孔的最深处。
4) 把机针固定螺丝❷拧紧。
5) 确认机针的长沟B是否朝向前方。
– 5 –
Page 8
2-4. 控制盘的安装
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
3. 缝纫机的准备
3-1. 加油
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
❷
SM4051255SP
❶
WP0501016SD
❷
使用直接驱动规格时,请安装控制盘。
操作盘有 4 种规格。
操作盘 货号 备注
CP-18A 40088591 简易型
CP-180A 40088333 多功能型
IT-10 40108380 智能终端 ( 简易型 )
IT-100 40108876 智能终端 ( 多功能型 )
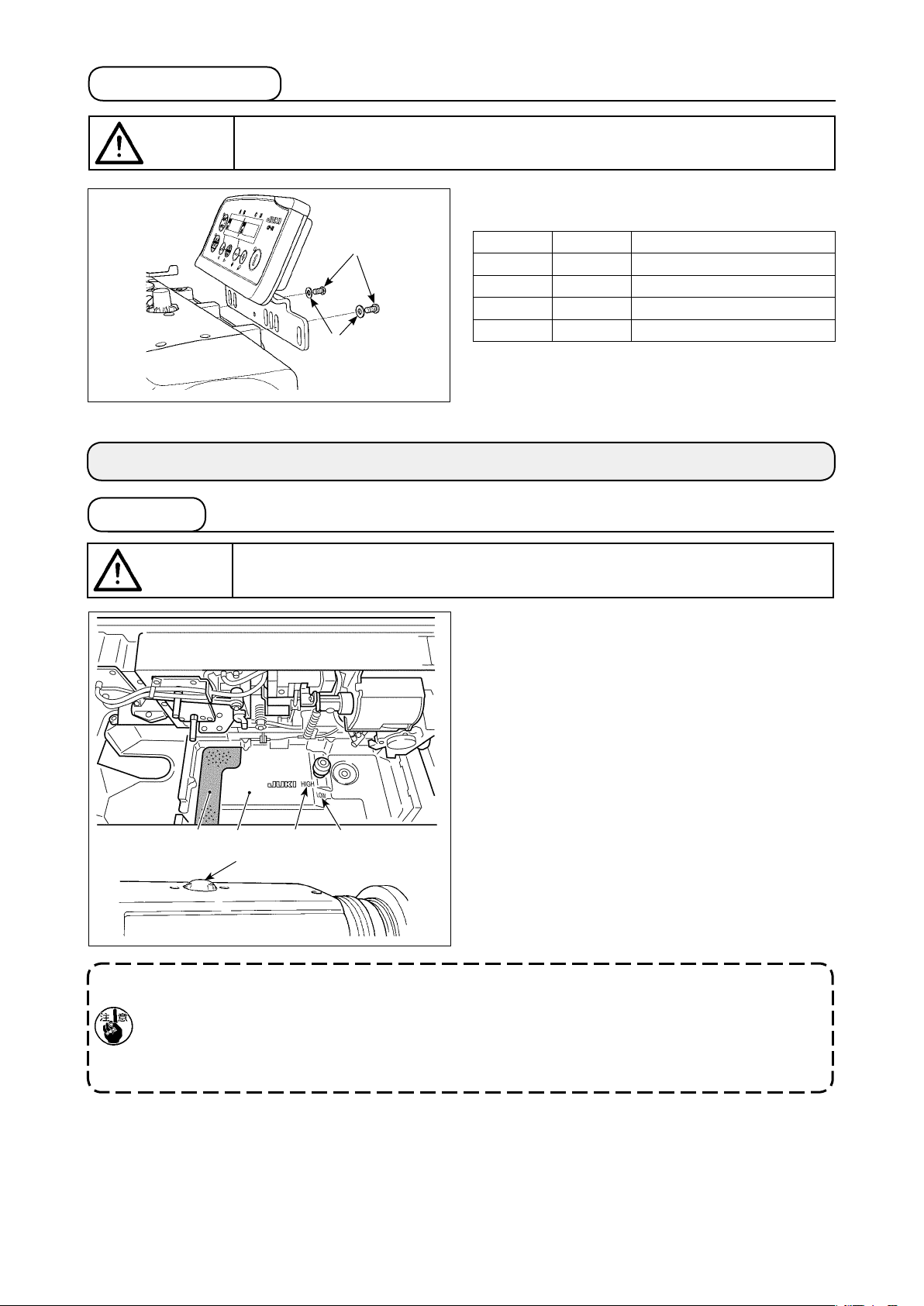
1) 请把泡沫塑料❶放到油槽❷中。
2) 把 JUKI CORPORATION GENUINE OIL 7 加入油槽
,加到 HIGH 标记A的位置。
❷
3) 如果油面降到 LOW 标记B以下时,请再次把油
加满。
4) 加油后运转缝纫机,润滑正常时应能看到油窗
里油面跳动。(机油飞溅的量与油量多少无关。)
※ 堆积了灰尘之后,请清扫干净。
更换缝纫机机油时,拧干聚氨酯泡沫塑料❶,
❷
❸
1. 使用新缝纫机或者使用较长时间没有使用的缝纫机时,请进行约 10 分钟的低速(2,000sti/min 左右)
运转。
2. 以低速 (2,000sti/min 以下 ) 连续使用时,请每周用高速 (4,000sti/min 以上 ) 空转 5 分钟左右。
3. 请使用清洁的机油,如果机油脏污的话,请尽快更换成清洁的机油。继续使用脏污的机油,会使缝
纫机发生故障。
A B❶
清除堆积的灰尘。
❸
– 6 –
Page 9
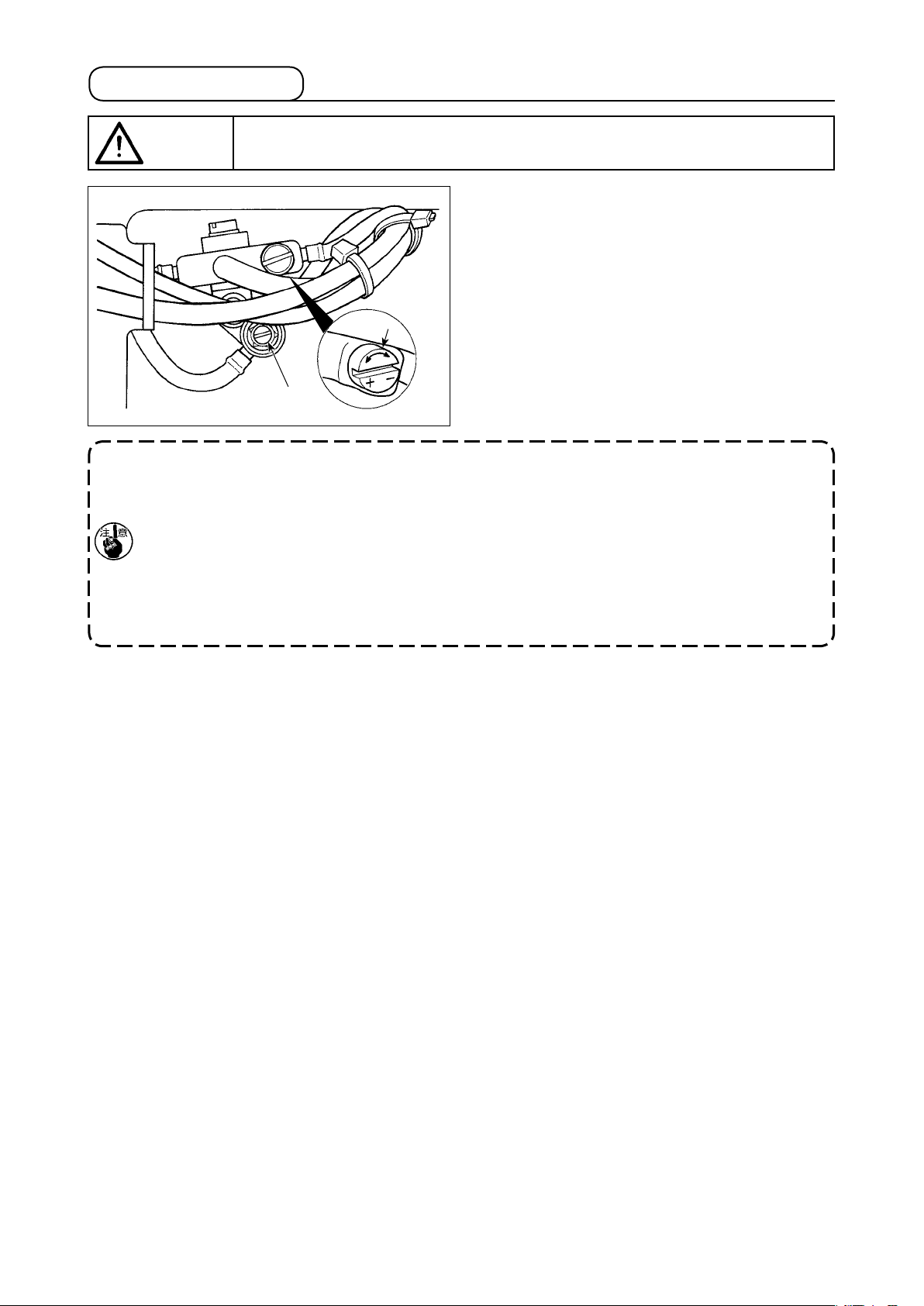
3-2. 旋梭的油量调整
警告
1. 调整后,请以您使用的缝制速度空运转约 30 秒钟后,和油量(迹)适量标准样进行比较,确认油量。
2. 调整旋梭油量时,请先稍稍多量加油,然后减少油量进行调整。
3. 旋梭油量出货时是按照最高缝纫速度进行调整的,如果顾客经常使用低速缝纫速度,有可能因旋梭
油量不足而发生故障,因此经常以低速缝纫速度时,请调整旋梭油量。
4. 在旋梭油量调整螺丝❶全部拧紧的状态下使用的话,因为机油不能回流到机油槽里,所以可能发生
从旋梭轴部漏油的故障,请不要把螺丝完全拧紧。另外,如果不把旋梭油量调整螺丝❶拧到几乎完
全拧紧旋梭油就流不出来时,可能是旋梭油芯(JUKI 货号:11015906)堵塞,因此请更换旋梭轴油芯。
5 旋梭油量调节阀的螺丝❷是固定的,因此请不要调整。
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 向后放倒缝纫机,转动齿轮箱 B 上的旋梭油量
调整螺丝❶进行调整。
向+的方向转动 ....变多
向-的方向转动 ....变少
❶
❷
– 7 –
Page 10

3-3. 旋梭部油量 ( 油迹 ) 的调整方法
警告
旋梭是以高速运转。为了防止人身事故 , 调整油量时 , 请加以充分的注意。
(1) 油量 ( 油迹 ) 的确认方法
油量(油迹)确认专用纸
①
25 mm 左右
※ 不用考虑纸的质量。
70 mm 左右
油量 ( 油迹 ) 确认位置
②
10 mm 左右
油迹确认专用纸
旋梭
※ 进行下面 1) 和 2) 的操作时,请卸下从挑线杆至机针的上线和梭芯线,提升压脚再卸下滑板后的状态
下确认油量。此时,请一定充分注意不要让旋梭碰到手指。
1) 机头冷却时 , 请进行 3 分钟左右的空载运转。( 适当的间歇运转 )
2) 请在缝纫机转动时将油量 ( 油迹 ) 确认专用纸插入。
3) 请确认油量的油面高度应在 HI 和 LOW 的范围之内。
4) 油量 ( 油迹 ) 确认时间为 5 秒钟。( 用表来测定 )
油量适当 ( 少 )
从旋梭飞溅出来的油
最小 0.5 mm 最大 1 mm
油量适当 ( 多 )
从旋梭飞溅出来的油
1) 上述的图示表示油量 ( 油迹 ) 适量的状态。虽然根据缝制工序的需要有可能要进行必要的调整,但是
请注意不要过度地增减油量。(油量过少=会烧坏旋梭(旋梭发热)、油量过多=会脏污缝制物)
2) 油量(油迹)应确认3次(3张)均无变化。
– 8 –
Page 11

3-4. 底线的卷绕方法
❼
E
D
警告
B
❻
C
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 把梭心推到卷线轴❺的最里面。
2) 把线架右侧的卷线如图所示穿线,并把线端在
梭心上卷绕几圈。
3) 把卷线拨杆❻推到A方向,转动缝纫机。梭心
A
❶
❺
❸
向C方向转动,线被绕到梭心上。卷绕结束后
❷
卷线轴❺自动停止。
4) 取下梭心,用切线保持板❶切断机线。
5) 调整底线卷线量时,请拧松固定螺丝❼,把卷
线拨杆❻移动到向A方向或B方向,然后拧紧
固定螺丝❼。
D方向 : 变少
E方向 : 变多
F
G
❸
❷
❷
❷
❹
6) 如果线不能平绕梭心时,拧松螺母❹,转动卷
线张力器,调整线张力盘❷的高度。
· 旋梭中心和线张力盘中心高度一样时为标准
位置。
· 下多卷,如图的F方向,上多卷时,如图G
方向移动线张力盘❷的位置。
调整后,把固定螺丝❹拧紧。
7) 调整底线卷绕张力时,请转动线张力螺母❸进
行调整。
– 9 –
Page 12

3-5. 梭心的安装方法
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
梭心的插入方法
1) 把梭心上的线头拉出 5cm 左右,如图所示插入
③
②
①
❶
梭套。
2) 把线按槽沟的号码顺序穿过,把线从穿线口拉
出。
3) 拉动底线之后,如果梭芯向箭头方向转动的话,
则放入方法正确。
梭壳的取出安装
1) 转动手轮,让机针到达最高位置。
2) 如图所示,搬起梭壳的把手❶。
3) 从油槽的下方深进手,插到旋梭轴上。
4) 确实地扣好梭壳把手。
★ 取出时按装入时相反的顺序拉起梭壳把手即可
取出来。
❶
C
梭壳线孔的使用方法
1)通常的缝制请使用A孔,如果想紧左摆动时,
请使用B孔 。( C孔是特殊工序用。)
在B孔,切了长纤维细线(#50、#60、
#80)之后,开始缝纫的几针有可能不容易
结线。此时,请换成用其他线孔或采用右
开始缝纫。
B
A
– 10 –
Page 13

3-6. 上线的穿线方法
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
LZ-22 ** A-7 LZ-22 ** A
❹
❺
❷
❸
1) 转动手轮,把针杆上升到最高位置。
2) 如图所示的号码穿线。
3) 把穿过针的缝纫机线拉出 10cm 左右。
3-7. 踏板的调整
警告
❶
❸
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
(1)连接杆的安装
1) 向箭头方向移动踏板调节板❸,让马达控制杆
和连接杆❷成一直线。
❶
(2)踏板的角度
1) 调节连接杆❷的长度即可以改变踏板的角度。
2) 拧松调节螺丝❹,移动连接杆❷进行调节。
❹
– 11 –
Page 14

4. 缝纫机的调整
4-1. 线张力的调整方法
发生断线时,有时拨线杆上会绕线。此时,请关闭电源,抬起挑线杆护罩,并除掉缠
警告
F
绕的机线。这时请充分注意不要让切刀切到手。
❷
❶
❸
❺
❹
(1)上线张力的调整
1) 上线张力用线张力螺母❶调整。
向右转动 ....变强
向左转动 ....变弱
1. 预张力器❷的张力过弱的话,线在旋转盘
上有可能打滑。因此请注意张力的平衡,
❸
用预张力器的调整螺母❹进行调整。
2. 设定了上线张力之后,向 F 方向拉线,旋
转盘❸应不滑动,顺畅转动,请确认。
如果打滑时,请拧紧预张力器的调整螺母
。
❹
3. 线张力盘毡垫❺是消耗品。
旋转盘❸打滑时,会发生磨损,磨损
后请更换新线张力盘毡垫❺(货号 :
22528509×4 个)。
4. 上线使用粗线号(约 #30 以上)时,用标
准出货的旋转线张力器的话,张力就显得
有些不足。此时,请使用选用的双片线张
力器(货号 :40017095)
❷
❶
❶
❸
(2)挑线弹簧的调整
1) 改变挑线弹簧的强度时,请把线张力杆座固定
螺丝❶拧紧,把螺丝刀插入线张力杆❷的沟槽
进行调整。
向右转动 ..... 变强
向左转动 ..... 变弱
2) 改变挑线弹簧的挑线量时,请拧松线张力杆座
固定螺丝❶,转动线张力杆座❸。
挑线量范围 :6 ~ 10 mm
(3)底线张力的调整
1) 底线张力请转动梭壳的线张力螺丝❶进行调整。
向右转动 .....变强
向左转动 .....变弱
– 12 –
Page 15

4-2. 针摆动幅度的调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❸
❶
(1)摆动幅度的调整
摆动幅度用摆动幅度调节旋钮❶来进行调整。
1) 用手按旋钮柄❷。
❺
2) 按住旋钮柄的状态下转动旋钮,把指示线对准
刻度板❸的数字(mm)。
❹
❷
★ LZ-2284A,2287A 出货时把机针摆动宽度为 8mm 出货,但是更换了压脚、针板、
送布牙以及变更了止动器螺丝❹、❺的位置之后,最大可以变为 10mm。左摆时,
调整针杆高度,让旋梭尖穿过孔上端。但是,摆动宽度超过了 8mm 时,使用缝
3) 手松开旋钮柄,即被固定到其刻度位置。
压脚 22580369
针板 10041010
送布牙 10047017
纫机的转速请限制在 4,000 sti/min 以下。
1. 固定螺丝❹、❺拧得过紧的话,摆动幅度调节旋钮❶就会破损,请注意。
2. LZ-2284A 的 2 点曲折缝的最大机针摆动幅度是 5mm。
3. 调整机针摆动幅度时,请一定在针杆上升后的状态下进行调整,调整前请用手转动飞轮确认机针不
与压脚相碰。
❶
左模様
右模様
❷
❸
❶
(2)花样反转调整
★ 用 LZ-2287A 缝制贝壳装饰花样时,可以反转花
样。
通常,一般为右花样。
1) 用手按旋钮柄❷。
2) 按住旋钮柄的状态下转动旋钮,把指示线对准
刻度板❸的数字(mm)。
3) 手松开旋钮柄,即被固定到其刻度位置。
(3)变更针位置
★ LZ-2280A、2284A、2287A 上带有机针位置变更杆。
变更落针为之时,请如图示那样移动机针位置变更
拨杆❶。
LZ-2284A 时,请拧松螺丝❷,移动机针位置变更拨
杆❶进行调整,调整后请固定好螺丝❷。
❷
LZ-2280A, 2284A, 2287A
– 13 –
Page 16

4-3. 压脚压力的调整
警告
❷
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
B
C
A
D
4-4. 压脚杆高度的调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❶
❸
❷
1) 向右方向A转动压脚调节螺丝❶,压力变大。
2) 向左方向B转动压力变小。
★ 压脚调节螺丝❶的高度C,可以通过读取螺母
上面D的压脚调节螺丝❶的刻度来测定高度
❷
。请在管理缝制工序等工作时使用。
C
1) 变更压脚杆高度和压脚角度时,拧松压脚轴套
固定螺丝❶进行调整。
2) 调整后,把固定螺丝拧紧。
❶
4-5. 压脚微量浮起调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
A B
❶
❷
为了防止机针和压脚相碰造成断针,请把
压脚的针孔❷和针板的针孔❸的间隙调整
为均等(A=B),然后拧紧固定螺丝❶。
根据缝纫材料的需要,请使用浮起压脚进行缝纫。
参照下列调整方法。
1) 拧松螺母❷之后,转动压脚浮起螺丝❶进行调
整。
2) 向右方向转动压脚浮起螺丝❶,请把压脚调整
到必要的浮起量的位置,然后拧紧螺母❷进行
固定。
– 14 –
不使用时,请把压脚浮起螺丝❶全部转回
来。
浮起量大约是 1 张纸的厚度。
Page 17

4-6. 送布长度的调整
A
❶
4-7. 压缩针脚的调整
❷
❶
1) 顺箭头方向转动送布调节刻度盘❶,把希望的
数字对准机臂刻点A。
2) 刻度的数字为 mm。
3) 从大向小变更送布刻度时,顺箭头方向按住送
布杆❷,同时转动送布调节盘❶。
倒缝时,向下压倒缝送布杆❷。
在压下的时间,可以倒缝。手松开后,倒缝送
布杆返回原来位置,缝纫机恢复为正方向送布。
* 刻度仅是大概的数字,请边缝纫边调整。
开始缝纫和缝纫结束时让针迹的间距缩短,以及缝
纫终止时等进行加固缝纫时使用。
1) 在向下按压传送操作杆的状态下转动拨盘之后,
传送操作杆会移动,请把刻度盘调整到对准操
作杆上面的刻线❶的位置,调整缩缝的间距。
2) 向+方向转动刻度盘,倒缝的针迹缩小(正送
布的附近)。
+ 2 表示(正送布 2mm),- 2 表示(倒送布
2mm)。
※ LZ-2280AB 规格+ 5 为「正送布 5mm」,- 4
为「倒送布 4mm」。
3) 密缝调整(让倒缝按键动作,不进行倒缝,让
正送的针迹变小)也可以进行。
* 刻度仅是大概的数字,请边缝纫边调整。
– 15 –
Page 18

4-8. 送布牙的高度、倾斜度
警告
❷
❸
❹
❹
针板垫(货号 :22503908)
送布台垫(货号 :10025906)
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1.1 mm
B
A
❷
❶
(1) 送布牙的高度
1) 调整送布牙的高度时,如图所示拧松上下送布
环轴的固定螺丝❶,用螺丝刀转动上下送布环
轴❷。
2) 布牙的标准高度为 1.1 mm。
(大致标准)上下送布环轴❷的刻点A和送布
台轴❹的刻点B分别是朝向内侧的方
向。
3) 送布牙与护针器的倾斜度调整,如图所示拧松
送布台轴固定螺丝❸,把螺丝刀穿过机座上的
孔转动送布台轴❹。
4) 切线规格机种进行了送布调整(变更高度、同
步等),或使用市场出售的送布牙时,有可能
固定刀和送布牙下面的空间没有了。这时,可
以往送布台下面的垫上送布台垫片(货号
10025906)和在护针器下面垫上护针器垫片(货
号 22503908)以确保空间。
(2) 送布牙的倾斜度
送布牙的倾斜标准是当送布牙达到最高位置时,
成为水平状态。
确保空间
固定刀 送布牙
4-9. 旋梭的安装与拆卸
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❸
❶
❷
A
B
❹
更换旋梭时,请按照以下的顺序进行操作。
1) 转动手轮,把针杆上升到最高位置。
2) 卸下机针、压脚、针板、送布牙、梭壳。
3) 卸下内旋梭固定螺丝❶,取下内旋梭挡块❷。
4) 拧松 2 根旋梭❸固定螺丝❹,取出旋梭。
※ 装旋梭时,请按与此相反的顺序进行操作。这时,
应让内旋梭前端A与图的B线基本一致。但是,
前端不能从B线的右侧出来。
本旋梭是 LZ-2280A 系列专用的。
货号是 22525877,更换时请指定此货号的
旋梭。
– 16 –
Page 19

4-10. 针杆高度的调整
警告
2
1. 因针板和半月板❷的厚度不同,所以调整时一定要使用半月板❷。调整时,必须将摆动幅度调整为 0,
在基线中心调整。
2. LZ-2280AA 请使用 D 的同步标尺部件。
LZ-2280AB、LZ-2284A※、2287A 请使用 E 的同步标尺部件。
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 把摆动宽度设定为 0,针的位置应在中央。
2) 卸下压脚、针板、半月板❷、送布板。
❷
1
❶
3)把半月板❷放到机台的针板安装面上,在针杆
达到最下点的位置,如图所示那样拧松固定螺
丝❶进行调整,把从半月板❷的上面至针杆下
端为止的高度调整为同步标尺 1 的高度。
4-11. 针和旋梭的同步以及针座的调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1
2
0 ~ 0.05 mm
(1)旋梭位置的调整
1) 调整完针杆高度后,在同步板 2 的高度,让旋
梭尖正好对准针的中央。
2) 此时,护针器不要碰到机针,让旋梭尖轻轻与
机针相碰。
(2)确认
最大摆动宽度时(出货状态……LZ-2280AA :4 mm,
其他机种 :8 mm)的左摆动,请确认针孔上端和旋
梭尖的距离应为 0.2 ~ 0.5 mm。
* 摆动幅度 10mm 或机针的凹陷形状与出货针不同
时,请重新调整针杆高度。
(3)针座的调整
1) 把摆动宽度设定为最大,左右调整护针器,在
左右位置都不使机针和旋梭相碰。此时,机针
和旋梭尖的间隙为 0 ~ 0.05 mm。
2) 护针器是防止旋梭尖和机针相碰损伤梭尖的装
置。因此更换旋梭后一定要调整护针器的位置。
发生断线后,有时线被咬进旋梭。请解开
被咬进的线,然后再进行缝纫。
– 17 –
Page 20

4-12. 机针停止位置的调整
1. 为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
2. 请不要进行在以后的说明中没有写明操作的开关操作。
警告
3. 再次打开电源开关时 , 请一定等待 1 秒钟以后再打开电源。关闭电源后立即打开电
源的话 , 有可能机器不能正常动作。如果发生这种情况时 , 请再次重新打开电源。
A
C
D
(1)切线后的停止位置
1) 标准的机针停止位置是皮带轮外罩的刻点A和
飞轮的白色刻点B一致的位置。
※ 详细内容请同时也参照电气箱使用说明书。
B
E F
❶
❷
❸
(2)机针上下停止位置的调整方法
1) 关闭 (OFF) 电源。
2) 按住操作盘的开关❺同时打开 (ON) 电源。
3) 画面显示E为设定 No.96,F为缝纫速度显示。
( 画面显示不变化时,请再次进行 1)、2) 的操
作进行纠正。)
4) 用开关❶或开关❷更新设定 No.。
设定 No.121 :机针上停止位置
❺❹
No.122 :机针下停止位置
5) 在 -15 ~ 15 的范围,用开关❸或者用开关❹进
行设定内容F的设定。( 标准设定是”0”。设
定值的数值基本上表示转动角度 ) 设定为+方
向的数值的话,机针上停止位置变低。设定为 -
方向 (C方向 ) 的数值的话,机针上停止位置
变高。(D方向 )
6) 设定完了之后,按开关❶或者按开关❷确定更
新的数值。( 进行此操作之前,如果关闭 (OFF)
了电源,内容就不能被更新 )
7) 操作结束后,关闭(OFF) 电源,然后再次打开 (ON)
电源,就变为通常运转。
– 18 –
Page 21

4-13. 切线的调整
警告
❶
❷
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(1)移动刀的初期位置
移动刀的初期位置如图所示,让移动刀销钉❶与刻
点❷一致。
1. 使用了标准出货尺寸以外的标尺或其它公
司生产的标尺,而发生固定刀和送布牙相
碰时,请拧松螺母❸,把移动刀销❶的初
期位置从刻点❷向左移动一半左右然后固
定。
2. 切线装置切线质量的保证是使用 #80 ~
❶
❷
#50。使用更粗的线时,请更换成粗线用
切线装置(货号 :22556054)。
❹
❸
❶
❺
❷
初期位置不正确时
拧松螺母❸,左右移动,调整❶-❷。
在适合的位置拧紧螺母❸。
(2)切线同步的调整
把凸块❹嵌入凸轮槽的状态,静静地逆转飞轮时,
皮带轮外罩的刻点❶和飞轮的绿刻点❷对准的位
置,飞轮不能转动。
调整切线凸轮时,皮带轮外罩和飞轮的绿刻点对齐,
凸块嵌入凸轮槽的状态下,慢慢向与下轴转动相反
的方向转,在停止的位置把 2 个螺丝❺固定起来。
– 19 –
Page 22

4-14. 上线挑线装置
❶
警告
8 ~ 10 mm
❷
❺
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(1)拉线钢丝的位置
安装拉线钢丝❶时,请把挑线杆导向器❷和钢丝前
端的距离调整为 8 ~ 10mm,然后固定好固定螺丝
(2 个)。
❸
此时,请把拉线钢丝❶的前后位置调整在
挑线杆导线器❷的大约中央的位置。
(2)拉线钢丝行程的调整
1) 开始缝,如有针迹松脱或线容易拔出时,请把
拉线量增大。
2) 拧松固定螺丝❹(2 个),然后请向箭头方向移
动拉线钢丝❶。
拉线量过大时,容易发生断线的现象。
(3)关闭挑线装置时
❷
❶
❹
❸
4-15. 拨线杆的位置
警告
❶
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
❸
❺
不能移动拉线钢丝❶时,请关闭(OFF)缝纫机背
面的拉线开关❺。
1 ) 把 皮带轮外罩的刻点❶对准手轮的白刻点❷(缝
纫机旋转方向的第 3 个白刻点)。
2) 沿箭头方向转动杆❸,把针前端和拨线杆❹的
间隙调整为 2mm 左右,然后再拧紧固定螺丝❺。
2 mm
❹
3)挑线杆规格的缝纫机不需要使用挑线杆时,请
关闭(OFF)挑线杆交互转换开关❻。
❻
– 20 –
Page 23

5. 缝纫机的操作
5-1. 踏板操作(直接驱动规格时)
踏板有 4 级操作。
A
B
C
D
E
向后轻轻地踩踏板之后 , 压脚提升动作D, 继续向后强力踩踏板之后 , 压脚下降进行切线动作 , 再次
进行压脚提升动作。
从使用压脚自动提升功能把压脚提升后的状态开始缝纫时,如果向后踩踏板的话,仅压脚下降。
• 始缝的自动倒缝中 , 把踏板返回中立位置则缝纫机倒缝结束后停止。
• 从高速缝纫或低速缝纫中向后用力踩踏板缝纫机均可切线。
• 缝纫机切线中把踏板返回中立位置但机器仍然把线切完。
1) 向前轻轻踩踏板为低速缝纫B。
2) 在继续往前踩踏板为高速缝纫A。(但是,设
定了自动倒缝开关后 , 倒缝结束之后为高速缝
纫)
3) 轻轻踩踏板然后返回缝纫机停止C( 机针为上
停止或下停止 )。
4) 向后踩踏板为切线动作E。
※ 切线动作仅限于带切线功能的机种。
※ 使用自动压脚提升装置(AK 装置)时,在停
止和切线之间增加一级开关。
5-2. 触键手动倒缝
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
❶
※ 仅限单触开关规格时
(1)使用方法
1) 按开关❶,缝纫机立即变为倒送,进行倒缝。
2) 按下开关的时间,可以进行倒缝。
3) 开放开关,则立即返回到正缝。
※ 购买了选项组件之后,作为增加安装的装置可
以用单触开关进行手动倒缝。(单触开关手动倒
缝组件货号 :40135177)
(2)开关的位置
根据缝制工序的需要,还可以调整到使用方便的位
置。
1)拧松缝纫机背面的螺丝❷,然后调节位置。
– 21 –
Page 24

5-3. 机针摆动的变换
LZ-2284A
LZ-2287A
警告
C
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
LZ-2284A 可以变换 2 点曲折缝和4点曲折缝,LZ2287A 可以变换 4 点曲折缝和贝壳装饰曲折缝。
A
C
1) 转动飞轮,请把挑线杆的刻线C调整为 :
• LZ-2284A :挑线杆切刀方向
• LZ-2287A :针杆最下点方向
A
B
2) 把转换拨杆❶拉到面前,把锁定销❷从定位孔
拔出来。
❹
3) 向前后稍稍转动飞轮,把变换操作杆❶调整到
希望的曲折缝标记❸,寻找变换点。
4) 在变换位置,把锁定销❷确实地放入定位孔
❹
里,进行安装。
5) 不能变换花样时,请转动 1 圈飞轮,然后在从 1)
重新进行操作。
请确认锁定销❷不能转动时,确实地插到
定位孔❹中。
另外,锁定销❷没有进入到定位孔❹的情
况(转换途中)时,请绝对不要让缝纫机
转动。如果缝纫机转动了有可能发生故障。
4点曲折缝
❶
❷
5-4. 关于 LED 灯
❹
❸
B
2点曲折缝
贝壳装饰曲折缝
LZ-2284A 的直接驱动型缝纫机安装有 LED 灯。
1) 用左图的亮度调整用开关❶可以调整亮度。(3
阶段)
【亮度 :大→中→小→ OFF】
2) 关闭(OFF)电源后,重新打开电源时,亮度返
回到“大”。
❶
– 22 –
Page 25

6. 选购品
6-1. 踏板倒缝装置(RF-1)
为了方便用双手来操作,请使用 RF-1 装置。此装
置可以不用右手便可以方便地进行倒缝。
如图所示,安装时必须同时把送布杆弹簧
(B1646555000)换成 RF-1 附属的弹簧(MAT8011700)。
49mm
GRF01001000
6-2. 平缝压脚接头
❷
20mm
❶
ø
10mm
使用平缝型的压脚时,请使用「平缝压脚接头」。
平缝压脚接头(货号 :D1551586000)
❶
固定螺丝(货号 :SS7090910SP)
❷
6-3. 辅助挑线杆组件
在接缝工序或高速缝制工序使用时,请使用针线环稳定的「辅助挑线杆组件」。
由于针线环稳定,因此可以防止断线、跳针。
※ 辅助挑线杆组件 货号 :40135178
– 23 –
Page 26

7. 马达皮带轮和皮带
(1)皮带型时
1) 请使用输出功率 450W(2P) 的离合马达。
2) 请使用 M 型 V 形皮带。
3) 马达皮带轮和皮带长度、缝纫速度的关系如下表所示。
马达皮带轮外径
(mm)
135 MTSP0135000A 5,480 -
130 MTSP0130000A 5,270 -
125 MTSP0125000A 5,060 -
115 MTSP0115000A 4,630 110 MTSP0110000A 4,440 5,330
105 MTSP0105000A 4,250 5,040
100 MTSP0100000A 4,000 4,780
95 MTSP0095000A 3,820 4,540
90 MTSP0090000A 3,610 4,320
85 MTSP0085000A 3,390 4,000
80 MTSP0080000A 3,160 3,790
75 MTSP0075000A 2,950 3,520
70 MTSP0070000A 2,740 3,260
65 MTSP0065000A 2,530 3,020
60 MTSP0060000A 2,320 2,760
(2)直接驱动型时
1)请一定使用 SC-920A(Ver.04 以后的版本)电气箱。
马达皮带轮的货号
缝纫速度(sti/min) 皮带长度
50 Hz 60 Hz
mm(inch)
1,168(46) MTJVM004600
1,143(45) MTJVM004500120 MTSP0120000A 4,850 -
1,118(44) MTJVM004400
1,092(43) MTJVM004300
1,067(42) MTJVM004200
皮带货号
– 24 –
Page 27

8. 缝纫不良的原因和处理方法
现象 原因 处理方法 参考页
断线
跳针
紧线不良① 上线张力过弱。
紧线不匀① 底线张力过弱。
挑线杆上绕线。
①
上线的穿线方法不对。
②
旋梭上绕线了。
③
上线张力过强,或过弱。
④
张力弱,线打滑。
⑤
挑线弹簧的张力过强,或过弱。
⑥
挑线弹簧的动作范围过大,或过小。
⑦
机针和旋梭的同步不好。
⑧
旋梭、梭壳、挑线杆等线道上有伤痕。
⑨
线有问题。
⑩
a. 线的质量不好。
b. 线比针粗。
c. 线受热熔化。
跳针。
⑪
机针的安装方法不正确。
①
a. 没有完全插入针杆。
b. 针孔没有对正。
c. 针装反了。
机针有问题。
②
a. 针弯了。
b. 针的质量不好。
c. 针比线粗。
d. 针尖豁了。
旋梭尖弯曲或折断。
③
机针和旋梭的同步不好。
④
针杆的高度不适当。
⑤
针和旋梭的间隙过大。
⑥
挑线弹簧的张力过弱。
②
底线张力过强。
③
机针和旋梭的同步不好。
④
与针相比线过粗。
⑤
张力弱,线打滑。
⑥
底线绕线不好。
②
旋梭、梭壳、挑线杆等线道有伤痕。
③
拆除卷绕的线。
正确地穿线。
拆除卷绕的线。
把张力调整到适当。
加强张力。
把张力调整到适当。
调整到适当的动作范围(8 ~ 12mm)。
调整同步。
修正伤痕,或更换新品。
换成质量好的线。
使用适当的针或适当的线。
安装线冷却装置。
参照下一项目跳针。
把针插到针杆的深处。
把针孔安装到正面。
把长槽转到前面。
换新针。
换质量好的针。
换成合适的针或合适的线。
换新针。
修理旋梭尖,或更换新品。
调整同步。
调整针杆高度。
调整间隙。
增强张力。
增强张力。
增强张力。
调整同步。
使用适当的针或适当的线。
增强皮带张力。
增强张力。
正确绕线。
修理伤痕,或更换新品。
11
11
17
12
12
12
12
17
5
5
5
5
5
17
17
17
17
12
12
12
17
12
12
9
– 25 –
Page 28

现象 原因 处理方法 参考页
断针
机针弯了。
①
针的质量不好。
②
针没有完全插入针杆。
③
针与旋梭相碰。
④
与缝纫物和线相比针过细。
⑤
针板的针孔过细。
⑥
针和针板相碰。
⑦
针和压脚相碰。
⑧
换新针。
换质量好的针。
插到针杆的里面。
调整针和旋梭的同步,间隙,针座的位
置。
换合适的针。
5
5
17
– 26 –
 Loading...
Loading...