

LU-2810, 2810-7, 2860, 2860-7,
2818-7, 2868-7
MANUALE D’ISTRUZIONI

INDICE
1. CARATTERISTICHE TECNICHE ....................................................................................1
2. INSTALLAZIONE ............................................................................................................. 4
2-1. Installazione della macchina per cucire ............................................................................................4
2-2. Installazione del copricinghia e cinghia (LU-2810, LU-2860) .......................................................... 7
2-3. Regolazione della tensione della cinghia (LU-2810, LU-2860) ........................................................ 7
2-4. Installazione del paraolio ...................................................................................................................8
2-5. Componenti pneumatici (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ....................................... 8
2-6. Installazione del portalo ................................................................................................................. 10
2-7. Installazione del perno di guida del lo .......................................................................................... 11
3. PREPARAZIONE DELLA MACCHINA PER CUCIRE ................................................... 12
3-1. Lubricazione .................................................................................................................................... 12
3-2. Posizionamento ago .........................................................................................................................14
3-3. Inserimento e rimozione della bobina ............................................................................................. 15
3-4. Inlatura del lo nel crochet ............................................................................................................15
3-5. Avvolgimento della bobina ...............................................................................................................16
3-6. Inlatura del lo nella testa della macchina ................................................................................... 17
3-7. Come impostare il modello della testa della macchina ................................................................. 19
3-8.
Regolazione della testa della macchina (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ........................... 21
4. REGOLAZIONE DELLA MACCHINA PER CUCIRE .....................................................23
4-1. Regolazione della lunghezza del punto ..........................................................................................23
4-2. Tensione del lo ................................................................................................................................ 24
4-3. Molla tiralo ....................................................................................................................................... 25
4-4. Regolazione della pressione del piedino premistoffa ...................................................................26
4-5. Relazione fase ago-crochet ..............................................................................................................27
4-6. Regolazione della protezione ago del crochet ............................................................................... 28
4-7. Regolazione della leva di apertura della capsula della bobina .....................................................29
4-8.
Regolazione della posizione della controlama, pressione del coltello e pressione di pinzatura
4-9. Regolazione del punto di inttimento (LU-2818-7, LU-2868-7) .....................................................31
4-10. Regolazione della quantità di movimento verticale alternato del piedino mobile e del piedino
premistoffa ......................................................................................................................................... 32
..30
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE ...............................................32
5-1. Alzapiedino manuale .........................................................................................................................32
5-2. Ripristino della frizione di sicurezza ............................................................................................... 33
5-3. Regolazione dell’alzapiedino automatico ....................................................................................... 34
5-4. Fissaggio della manopola di regolazione della lunghezza del punto ..........................................35
5-5. Come modicare la lunghezza massima del punto (LU-2818-7, LU-2868-7) ...............................37
5-6. Allineamento dei punti di entrata dell'ago della cucitura normale/ad inversione del trasporto al
momento dell'affrancatura automatica (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ............. 38
5-7. Interruttori di funzionamento (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ............................. 39
5-8. Interruttore a ginocchio .................................................................................................................... 41
5-9. Impostazione della funzione per la SC-922 (LU-2818-7, LU-2868-7) .............................................44
6. TABELLA VELOCITÀ DI CUCITURA ...........................................................................45
7.
PULEGGIA DEL MOTORE E DELLA CINGHIA A V (LU-2810, LU-2860) ..............................45
8. INCONVENIENTI IN CUCITURA E RIMEDI .................................................................. 46
i
1. CARATTERISTICHE TECNICHE
No. Articolo Applicazione
1 Modello LU-2810 LU-2860
2 Nome del modello Macchina punto annodato, 1 ago,
triplice trasporto
3 Applicazione Materiali di media pesantezza e materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 3.000 sti/min
(Vedere il par
"6. TABELLA
VELOCITÀ DI CUCITURA" p.45
5 Ago GROZ-BECKERT 135 x 17 (da Nm 125 a Nm 180) (Standard: Nm 160)
6 Titolo del lo applicabile per cucitura Da #30 a #5
7 Lunghezza del punto 9 mm max (trasporto in avanti/indietro)
8 Manopola di regolazione della
Manopola 1 pitch
lunghezza del punto
9 Alzata del piedino premistoffa Leva alzapiedino manuale : 10 mm
Alzapiedino a ginocchio : 20 mm
10 Meccanismo di regolazione della
Tramite la manopola
lunghezza del punto
11 Metodo di regolazione dell'affrancatura Tramite la leva
12 Tiralo Tiralo articolato
13 Corsa della barra ago 40 mm
14 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
Da 1 mm a 9 mm
15 Crochet Crochet verticale completamente rotativo con capacità 2 volte superiore
(Tipo chiavistello)
16 Meccanismo di trasporto Trasporto a scatola
17 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
18 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
19 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
20 Dimensioni della base della macchina 643 mm × 178 mm
21 Spazio sotto il braccio 347 mm × 127 mm
22 Dimensioni del volantino Diametro effettivo della sezione di cinghia a V: ø76,0 mm
Diametro esterno: ø140 mm
23 Motore/Centralina di controllo M51N 750W / SC-922A
24 Peso della testa della macchina
56 kg 61 kg
25 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 83,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 3.000 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,5 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 3.000 sti/min
Macchina punto annodato, 2 aghi,
triplice trasporto
Max. 2.700 sti/min
(Vedere il par
VELOCITÀ DI CUCITURA" p.45
.)
"6. TABELLA
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 83,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.700 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,5 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.700 sti/min
.)
– 1 –
No. Articolo Applicazione
1 Modello LU-2810-7 LU-2860-7
2 Nome del modello Macchina punto annodato, 1
ago, triplice trasporto con rasalo
automatico
Macchina punto annodato, 2
aghi, triplice trasporto con rasalo
automatico
3 Applicazione Materiali di media pesantezza e materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 3.000 sti/min
(Vedere il par
"6. TABELLA
VELOCITÀ DI CUCITURA" p.45
*1
VELOCITÀ DI CUCITURA" p.45
.)
Max. 2.700 sti/min
(Vedere il par
"6. TABELLA
*1
5 Ago GROZ-BECKERT 135 x 17 (da Nm 125 a Nm 180) (Standard: Nm 160)
6 Titolo del lo applicabile per cucitura Da #30 a #5
7 Titolo del lo applicabile da tagliare Da #30 a #5
8 Lunghezza del punto 9 mm max (trasporto in avanti/indietro)
9 Manopola di regolazione della
Manopola 2 pitch
lunghezza del punto
10 Alzata del piedino premistoffa Leva alzapiedino manuale : 10 mm
Alzapiedino automatico : 20 mm
11 Meccanismo di regolazione della
Tramite la manopola
lunghezza del punto
12 Metodo di regolazione dell'affrancatura Tipo cilindro dell'aria (con pulsante per affrancatura)
13 Tiralo Tiralo articolato
14 Corsa della barra ago 40 mm
15 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
Da 1 mm a 9 mm
16 Crochet Crochet verticale completamente rotativo con capacità 2 volte superiore
(Tipo chiavistello)
17 Meccanismo di trasporto Trasporto a scatola
18 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
19 Metodo di taglio del lo Tipo forbici azionati da camma
20 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
21 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensioni della base della macchina 643 mm × 178 mm
23 Spazio sotto il braccio 347 mm × 127 mm
24 Dimensioni del volantino Diametro esterno: ø123 mm
25 Motore/Centralina di controllo SC-922B
26 Peso della testa della macchina 61 kg 66 kg
27 Assorbimento nominale 180VA 110VA
28 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 83,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 3.000 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,5 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 3.000 sti/min
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 83,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.700 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 88,5 dB;
(Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.700 sti/min
.)
*1 L'impostazione della velocità secondo la quantità di movimento verticale alternato del piedino mobile e piedino
premistoffa viene eseguita automaticamente.
– 2 –
No. Articolo Applicazione
1 Modello LU-2818-7 LU-2868-7
2 Nome del modello Macchina punto annodato, 1
ago, triplice trasporto con rasalo
automatico (con crochet verticale con
capacità 2,7 volte superiore/a passo
lungo)
Macchina punto annodato, 2
aghi, triplice trasporto con rasalo
automatico (con crochet verticale con
capacità 2,7 volte superiore/a passo
lungo)
3 Applicazione Materiali di media pesantezza e materiali pesanti, sedili auto, mobili
4 Velocità di cucitura Max. 3.000 sti/min
(Vedere il par
"6. TABELLA
VELOCITÀ DI CUCITURA" p.45
*1
VELOCITÀ DI CUCITURA" p.45
.)
Max. 2.700 sti/min
(Vedere il par
"6. TABELLA
*1
5 Ago GROZ-BECKERT 135 x 17 (da Nm 125 a Nm 180) (Standard: Nm 160)
6 Titolo del lo applicabile per cucitura Da #30 a #5
7 Titolo del lo applicabile da tagliare Da #30 a #5
8 Lunghezza del punto 12 mm max (trasporto in avanti/indietro)
9 Manopola di regolazione della
Manopola 2 pitch
lunghezza del punto
10 Alzata del piedino premistoffa Leva alzapiedino manuale : 10 mm
Alzapiedino automatico : 20 mm
11 Meccanismo di regolazione della
Tramite la manopola
lunghezza del punto
12 Metodo di regolazione dell'affrancatura Tipo cilindro dell'aria (con pulsante per affrancatura)
13 Tiralo Tiralo articolato
14 Corsa della barra ago 40 mm
15 Quantità di movimento verticale
alternato
(Regolazione tramite la manopola del movimento verticale alternato)
Da 1 mm a 9 mm
16 Crochet Crochet verticale completamente rotativo con capacità 2,7 volte superiore
(Tipo chiavistello)
17 Meccanismo di trasporto Trasporto a scatola
18 Meccanismo di azionamento del
Cinghia dentata
trasporto superiore e inferiore
19 Metodo di taglio del lo Tipo forbici azionati da camma
20 Lubricazione Lubricazione automatica tramite serbatoio dell'olio
(con indicatore del livello dell'olio)
21 Olio lubricante JUKI New Defrix Oil No. 1 (Equivalente alla norma ISO VG7)
o JUKI MACHINE OIL No. 7
22 Dimensioni della base della macchina 643 mm × 178 mm
23 Spazio sotto il braccio 347 mm × 127 mm
24 Dimensioni del volantino Diametro esterno: ø123 mm
25 Motore/Centralina di controllo SC-922B
26 Peso della testa della macchina 66 kg 68,5 kg
27 Assorbimento nominale 120VA 110VA
28 Rumore - Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 84,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.750 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 84,0 dB; (Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 3.000 sti/min
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 84,0 dB ;
(Include KpA = 2,5 dB); secondo la
norma ISO 10821- C.6.2 -ISO 11204
GR2 a 2.600 sti/min
- Livello di potenza acustica (LWA) ;
Valore ponderato A di 84,0 dB; (Include K
WA
= 2,5 dB) ; secondo la
norma ISO 10821- C.6.2 -ISO 3744
GR2 a 2.700 sti/min
.)
*1 L'impostazione della velocità secondo la quantità di movimento verticale alternato del piedino mobile e piedino
premistoffa viene eseguita automaticamente.
– 3 –
2. INSTALLAZIONE
2-1. Installazione della macchina per cucire
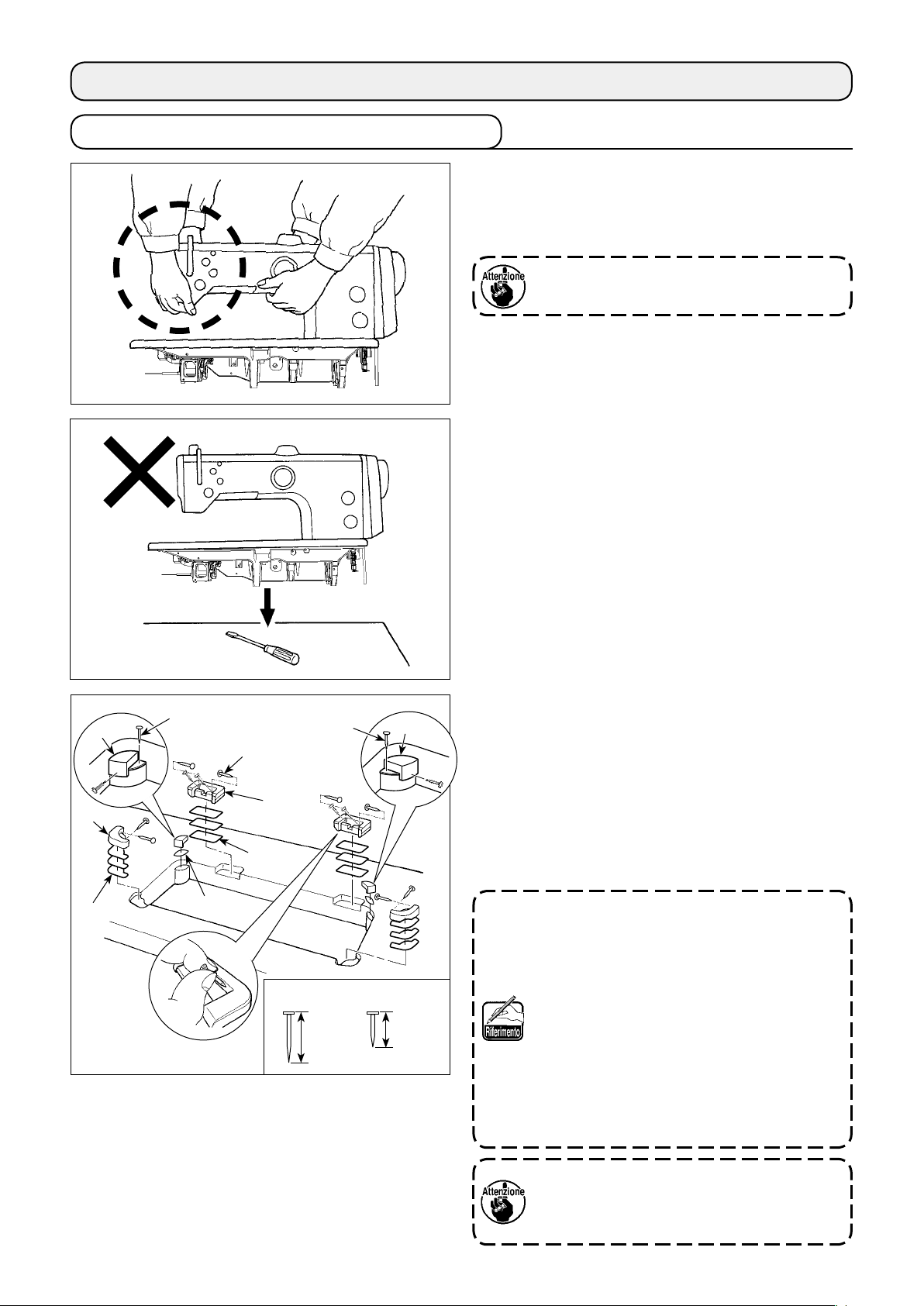
1) Per evitare possibili incidenti causati dalla caduta della macchina per cucire, eseguire il lavoro
in due persone o più quando la macchina viene
spostata.
Non tenere la puleggia e la leva di inversione del trasporto.
2) Non mettere articoli sporgenti come il cacciavite e cose simili al posto dove la macchina per
cucire viene posizionata.
❸
❷
Foglio B
❺
Foglio C
❹
❶
Foglio A
❹
25 mm
❺
❺
❸
19 mm
3) Fissaggio dei basamenti della cerniera e delle
gomme di supporto della testa della macchina
Fissare la sede ❶ della cerniera ed i gommini
e ❸ di supporto della testa della macchina
❷
sul tavolo con il chiodo inserendo i fogli A e B
(standard: tre pezzi) e il foglio C (standard: un
pezzo).
Utilizzare il chiodo ❺ per il foglio C. Utilizzare il
chiodo ❹ per gli altri fogli.
Ci sono due diversi gommini ❸ di supporto della
testa della macchina; cioè, quello per la destra e
quello per la sinistra. Assicurarsi perciò di control-
lare i tipi di gommini di supporto prima di ssarli.
I fogli A e B (otto pezzi ciascuno) ed i fogli C
(quattro pezzi) vengono forniti con la macchina come accessori.
Per i fogli A e B, normalmente tre fogli devono essere utilizzati per ciascuna posizione
di montaggio. Per il foglio C, normalmente
un foglio deve essere utilizzato. (Lo stato
mostrato nella gura a sinistra)
I fogli A, B e C vengono utilizzati per rego-
lare l'altezza della supercie superiore della
base della macchina. Aggiungere un foglio
per aumentare l'altezza, o togliere un foglio
per ridurla.
– 4 –
Assicurarsi di utilizzare un chiodo corto ❺
per il foglio C. Se viene utilizzato un chiodo
lungo ❹, la punta del chiodo può penetrare
il tavolo, comportando un rischio di lesioni.
Lato dell’operatore
❺
Allineare
Tavolo
Allineare
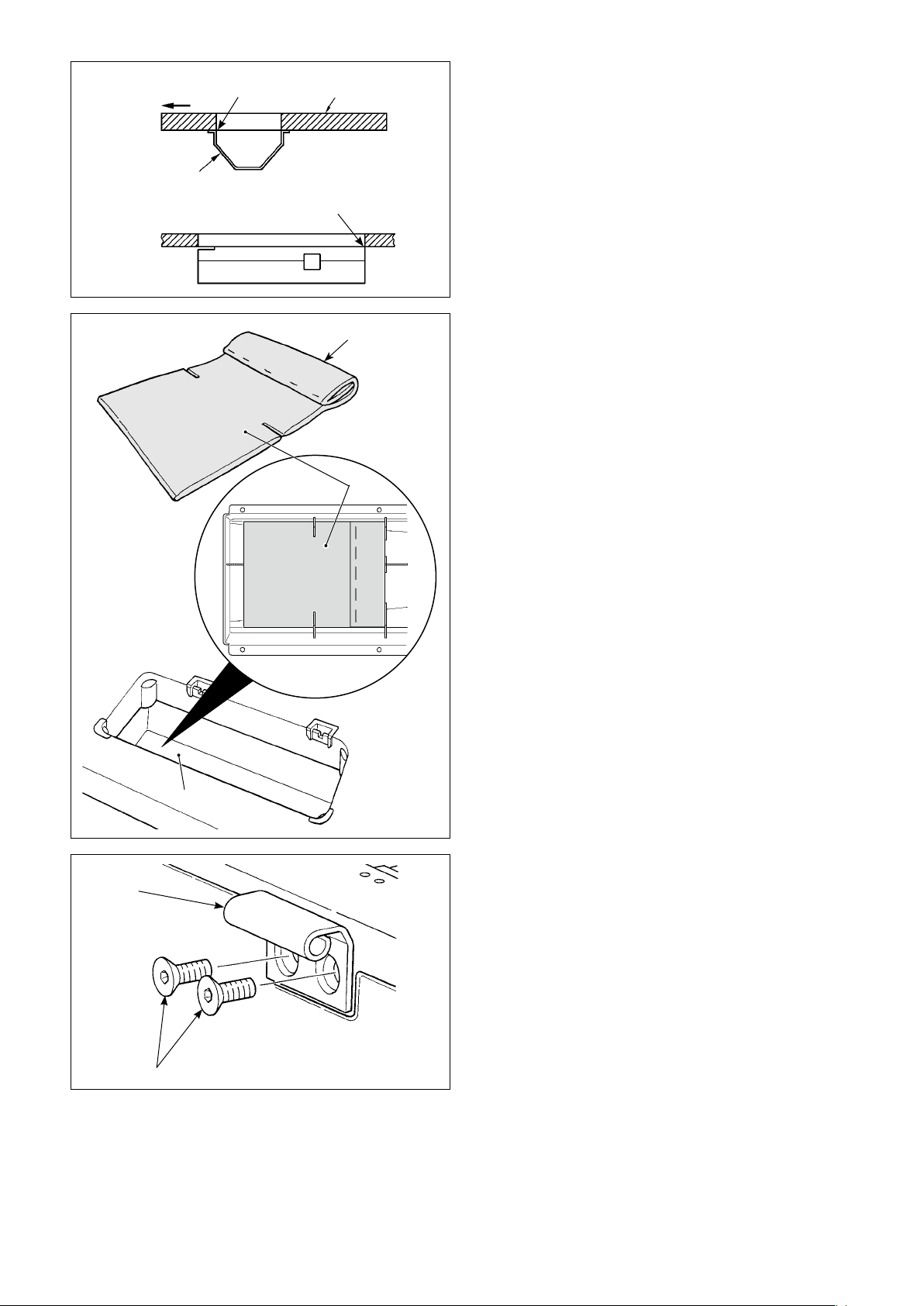
4) Fissaggio della vasca dell’olio
Fissare la vaschetta ❺ dell'olio in dotazione con
la macchina sul tavolo stringendo dieci viti per
legno.
Supercie superiore
Parte multistrato
❻
5) Attaccare il ltro ❻ alla vasca dell'olio ❺ come
mostrato in gura.
Installare il ltro ❻ in modo che la sua parte
multistrato sia portata sul lato destro, vista dal
lato dell'operatore.
❼
❺
6) Installare la cerniera ❼ sulla base della mac-
china con la vite ❽. Incastrare la cerniera con
la cerniera di gomma del tavolo. Posizionare
quindi la testa della macchina sulla gomma di
supporto della testa della macchina.
❽
– 5 –
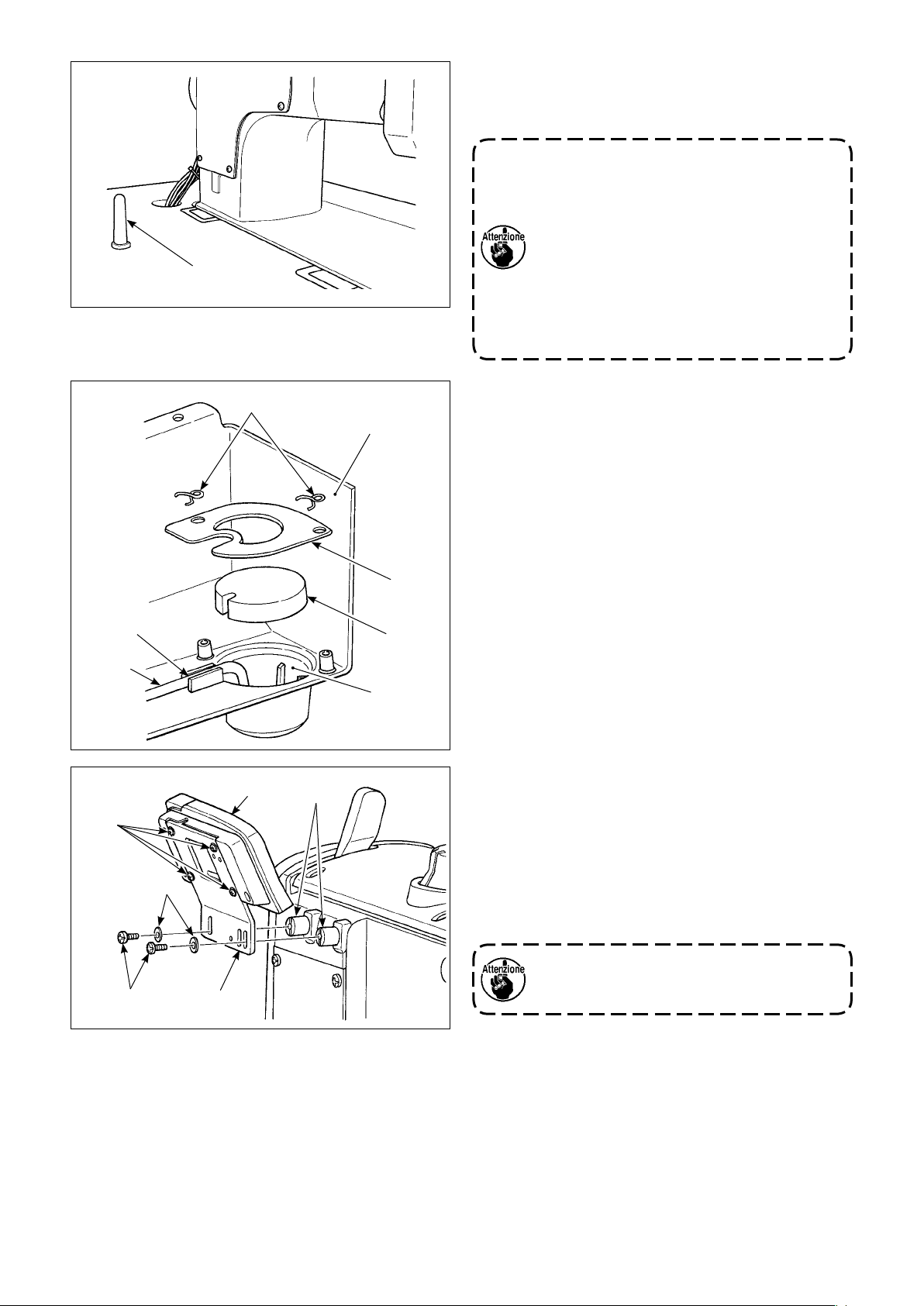
❾
❺
7) Fissare saldamente l'asta ❾ di supporto della
testa facendo in modo che la sua nervatura
rimanga strettamente premuta contro il tavolo.
Quando è veramente necessario condurre
il lavoro con l'asta di supporto della testa
macchina rimossa al ne di effettuare la manutenzione o la riparazione, assicurarsi di
eseguire il lavoro in due o più persone.
Nel caso in cui la testa della macchina venga inclinata più del necessario, l'olio può
fuoriuscire dalla bocca di ingresso dell'olio
del serbatoio dell'olio. È pertanto necessario rimuovere l'olio dal serbatoio dell'olio
prima di inclinare la testa della macchina.
8) Inserire il tubo di ricircolo nel serbatoio A
dell'olio della vaschetta ❺ dell'olio. Fissare il
tubo nella scanalatura .
9) Fissare il ltro e il fermaltro con il suppor-
to metallico .
A
10) Montare i distanziali in dotazione con la testa
della macchina sul telaio.
11) Installare la staffa sul pannello CP con le
viti in dotazione con il pannello.
12) Installare la staffa sul distanziale con le viti
in dotazione con la testa della macchina e le
rondelle in dotazione con il pannello.
Non utilizzare le viti in dotazione con il pannello invece delle viti in dotazione con la
testa della macchina.
* Vite accessoria in dotazione con la testa del-
la macchina: Diametro lettatura M5; Lunghez-
za: 8 mm
– 6 –
2-2. Installazione del copricinghia e cinghia (LU-2810, LU-2860)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
(Procedura di installazione)
1) Mettere la cinghia sulla puleggia della macchina
❷
Cinghia
❶
per cucire.
2) Installare il copricinghia ❶ sul braccio della
macchina.
3) Installare il copricinghia B ❷ sul tavolo.
4) Montare la sezione di maniglia della puleggia
con una vite.
Quando si utilizza la macchina per cucire,
assicurarsi che i coperchi ❶ e ❷ siano installati.
2-3. Regolazione della tensione della cinghia (LU-2810, LU-2860)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
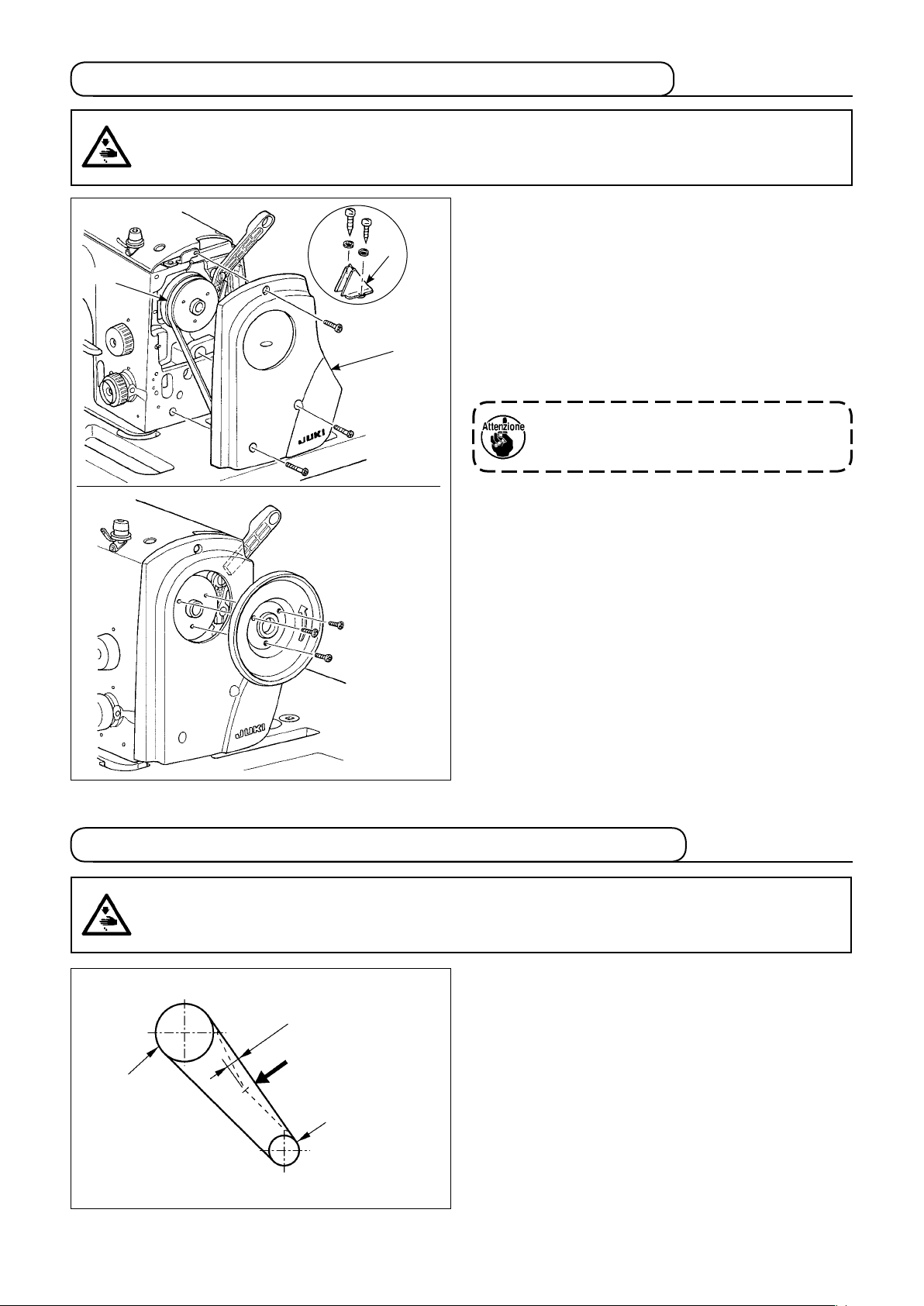
Regolare la tensione della cinghia con l’altezza del
motore in modo che la cinghia si incurvi di 15 mm
15mm
9,8N
Volantino
Puleggia motore
quando un carico di 9,8 N viene applicato al centro
della cinghia a V.
– 7 –
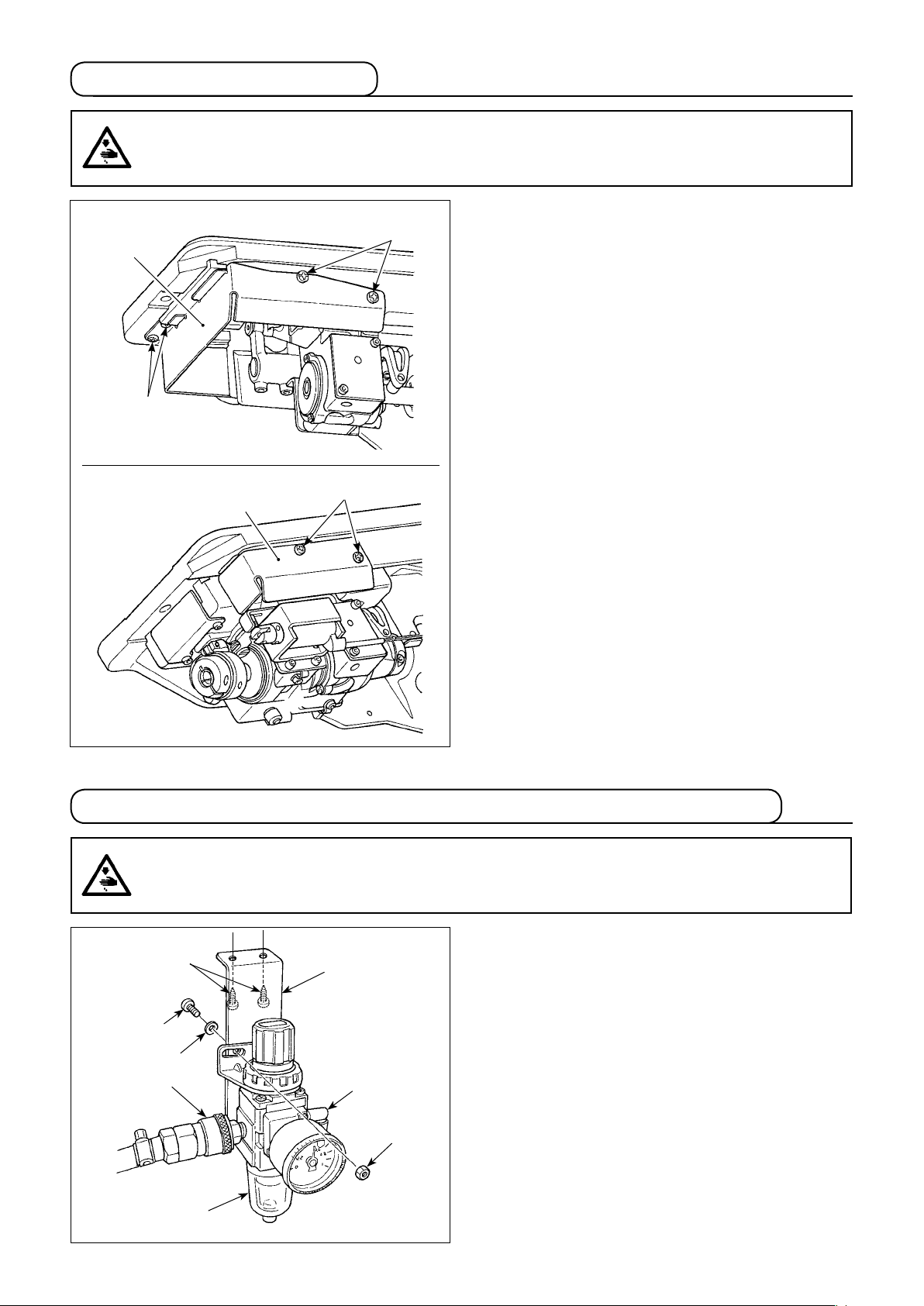
2-4. Installazione del paraolio
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
LU-2810, LU-2810-7, LU-2818-7
❶
❷
LU-2860, LU-2860-7, LU-2868-7
❶
❷
❷
Installare il paraolio ❶ in dotazione con l'unità sul
telaio con le viti ❷.
2-5. Componenti pneumatici (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
(1) Installazione del regolatore
❷
❼
❸
❽
❺
❻
❹
❶
1) Installare il regolatore (asm.) ❶ sulla piastra di
montaggio ❺ con la vite ❷, la rondella elastica
e il dado ❹ in dotazione con l'unità.
❸
2) Installare gli accoppiamenti ❻ e ❼ sul regolato-
re ❶.
3) Fissare la piastra ❺ di montaggio sulla super-
cie inferiore del tavolo con le viti accessorie ❽
in dotazione con la piastra.
4) Collegare il tubo dell'aria ø6 proveniente dalla
macchina per cucire all'accoppiamento ❻.
– 8 –
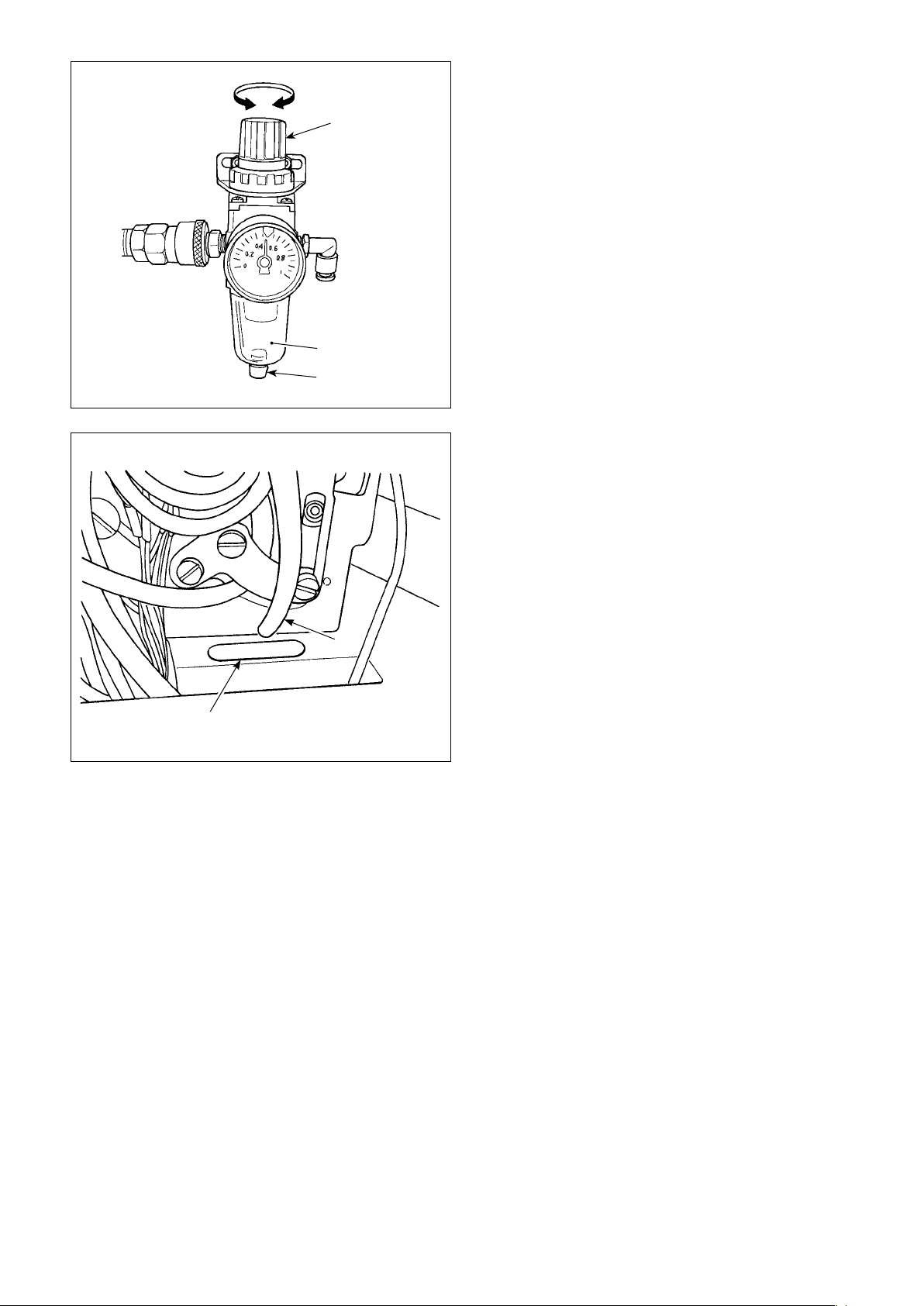
(2) Regolazione della pressione d’aria
Diminuzione
Aumento
❶
A
❷
1) La pressione di funzionamento d’aria è da 0,5 a
0,55 MPa.
Regolare la pressione d’aria tramite la mano-
pola di regolazione della pressione d’aria ❶ del
regolatore del ltro.
2) Nel caso in cui l'accumulo di liquido sia stato
osservato nella sezione A del ltro regolatore,
girare il rubinetto ❷ di scarico per scaricare il
liquido.
(3) Tubo di scarico
Fare passare il tubo di scarico ø8 ❶ provenien-
te dalla macchina per cucire attraverso il foro ❷
nel tavolo.
Nel caso di umidità elevata, l'acqua potrebbe
fuoriuscire dal tubo di scarico.
❷
❶
– 9 –
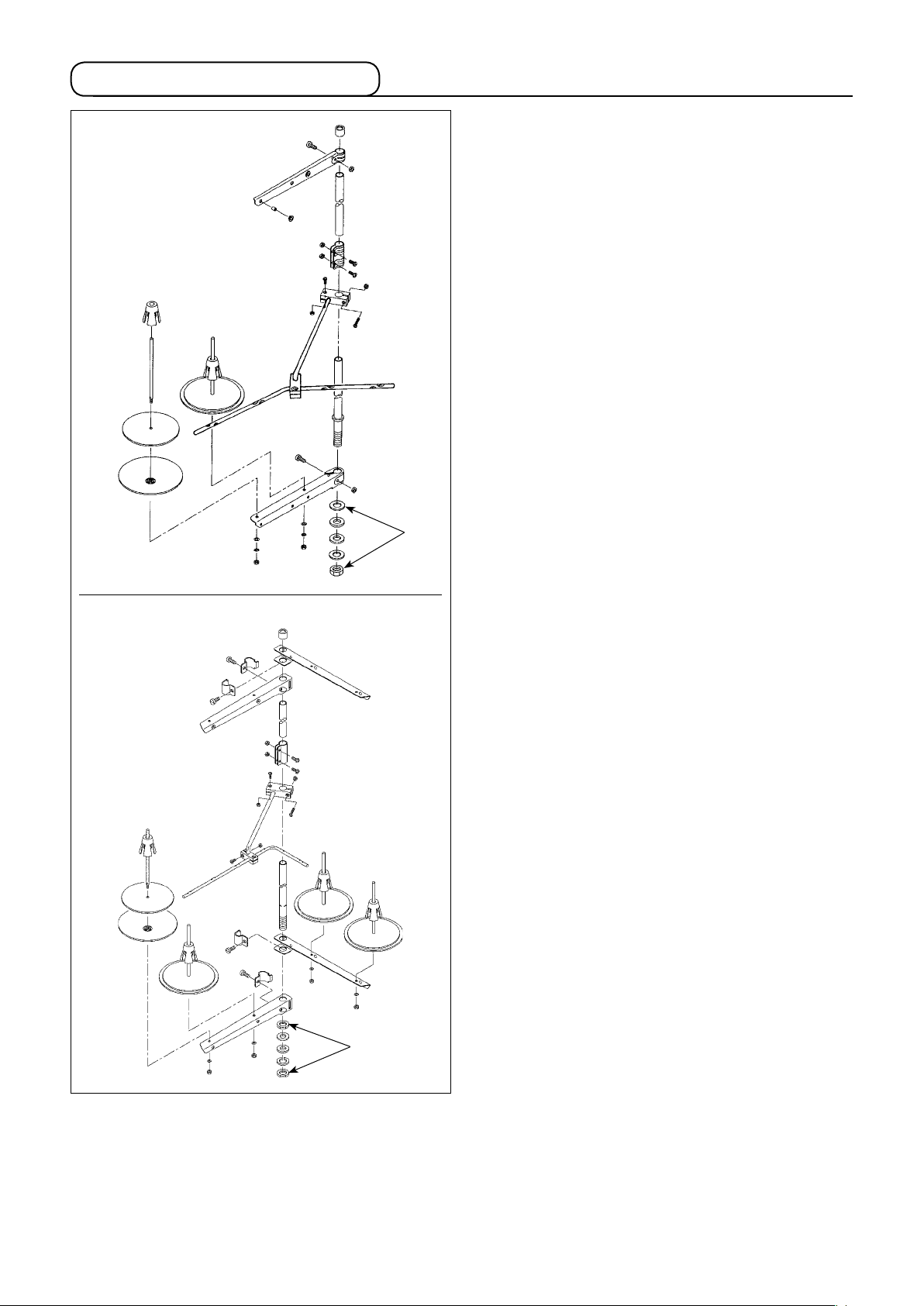
2-6. Installazione del portalo
LU-2810, LU-2810-7,
LU-2818-7
❶
Montare il portalo ed inserire lo stesso nell'apposito
foro posto sul tavolo della macchina. Serrare il dado
senza stringere eccessivamente.
❶
LU-2860, LU-2860-7,
LU-2868-7
❶
– 10 –
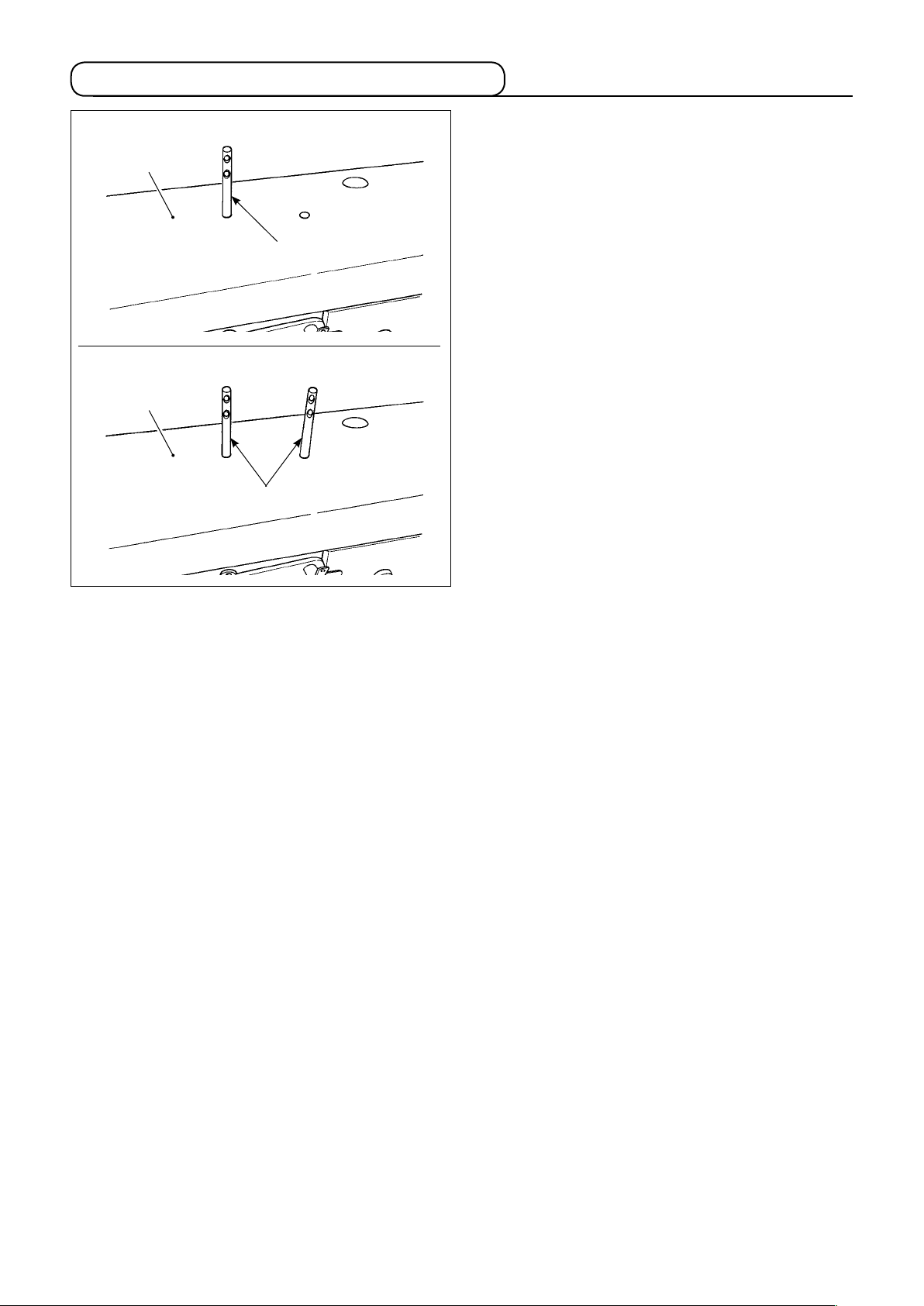
2-7. Installazione del perno di guida del lo
LU-2810, LU-2810-7, LU-2818-7
❷
LU-2860, LU-2860-7, LU-2868-7
❷
❶
❶
Inserire il perno di guida ❶ del lo dell'ago nel foro
corrispondente del coperchio superiore ❷.
LU-2810, LU-2810-7, LU-2818-7:
・
Un perno di guida del lo dell'ago
LU-2860, LU-2860-7, LU-2868-7:
・
Due perni di guida del lo dell'ago
– 11 –
3. PREPARAZIONE DELLA MACCHINA PER CUCIRE
3-1. Lubricazione
AVVERTIMENTO :
1. Al ne di evitare incidenti causati dall’avvio improvviso della macchina per cucire, non collegare la
spina elettrica prima che la lubricazione sia stata completata.
2. Al ne di evitare un’inammazione o un esantema, lavare immediatamente le parti relativi se l’olio
aderisce agli occhi o alle altre parti del corpo.
3. Se l’olio viene ingoiato erroneamente, diarrea o vomito può essere provocato. Mettere l’olio in un
luogo dove i bambini non possono raggiungere.
LU-2810, LU-2810-7
LU-2860, LU-2860-7
❶
LU-2818-7, LU-2868-7
C
C
❷
A
B
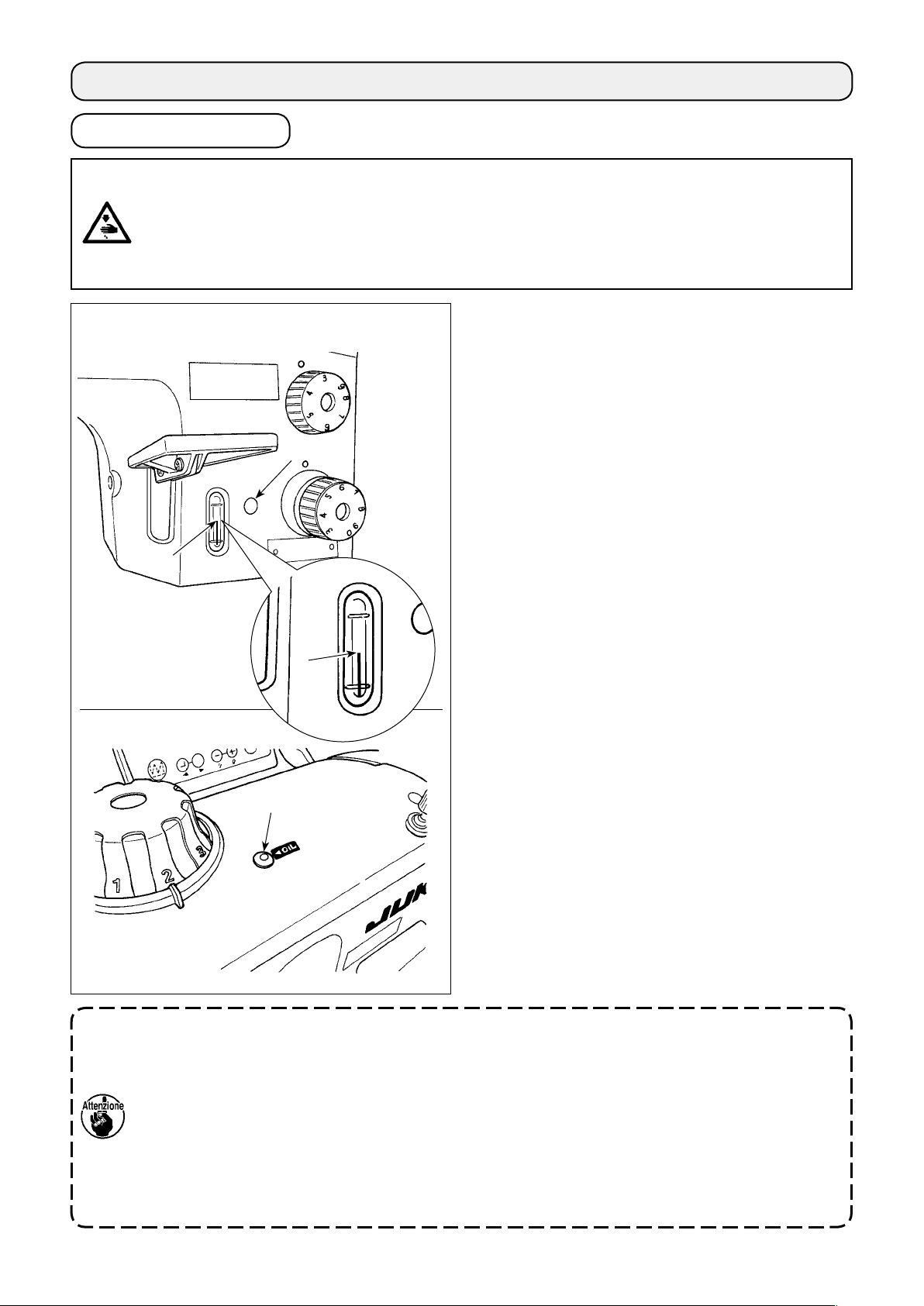
■ Lubricazione
Riempire il serbatoio dell'olio con olio prima di utiliz-
zare la macchina per cucire.
1) Riempire il serbatoio dell'olio con JUKI NEW
DEFRIX OIL No. 1 (No. di parte: MDFR-
X1600C0) o JUKI MACHINE OIL #7 (No. di
parte: MML007600CA) utilizzando l'oliatore in
dotazione con la macchina dalla sezione C.
2) Versare l'olio nel serbatoio dell'olio nché l'e-
stremità superiore dell'asta di indicazione della
quantità di olio ❷ sia posizionata tra la linea di
riferimento incisa superiore A e la linea di rife-
rimento incisa inferiore B dell'indicatore visivo
della quantità di olio ❶. Se olio viene versato
eccessivamente, si vericherà la perdita dell’olio
dal foro del cunicolo di ventilazione nel serba-
toio dell’olio o la lubricazione opportuna non
sarà effettuata. Perciò, fare attenzione. Inoltre,
se l'olio viene versato vigorosamente, esso po-
trebbe traboccare dal foro dell'olio. Perciò, fare
attenzione.
3) Durante il funzionamento della macchina per
cucire, versare di nuovo l’olio se l’estremità su-
periore dell’asta di indicazione della quantità di
olio ❷ si abbassa alla linea di riferimento incisa
inferiore B dell’indicatore visivo della quantità di
olio ❶.
1. Quando la macchina viene attivata per la prima volta dopo l'installazione o dopo un lungo periodo
di inattività, assicurarsi di effettuare il rodaggio ad una velocità di cucitura di 1.000 sti/min o meno
e di controllare la quantità di olio nel crochet prima di utilizzare. Se la quantità di olio nel crochet è
insufciente, regolare la quantità di olio ruotando la vite di regolazione della quantità di olio in senso antiorario per assicurarsi che la quantità di olio nel crochet sia sufciente. Dopo di che, regolare
la quantità di olio a quella adeguata. (Fare riferimento a "■ Regolazione della quantità di olio nel
crochet" p.13.)
2. Per quanto riguarda l'olio per la lubricazione del crochet, acquistare JUKI NEW DEFRIX OIL No. 1
(No. di parte : MDFRX1600C0) o JUKI MACHINE OIL #7 (No. di parte : MML007600CA).
3. Non mancare di lubricare con l'olio pulito.
– 12 –
❷
❸
❶
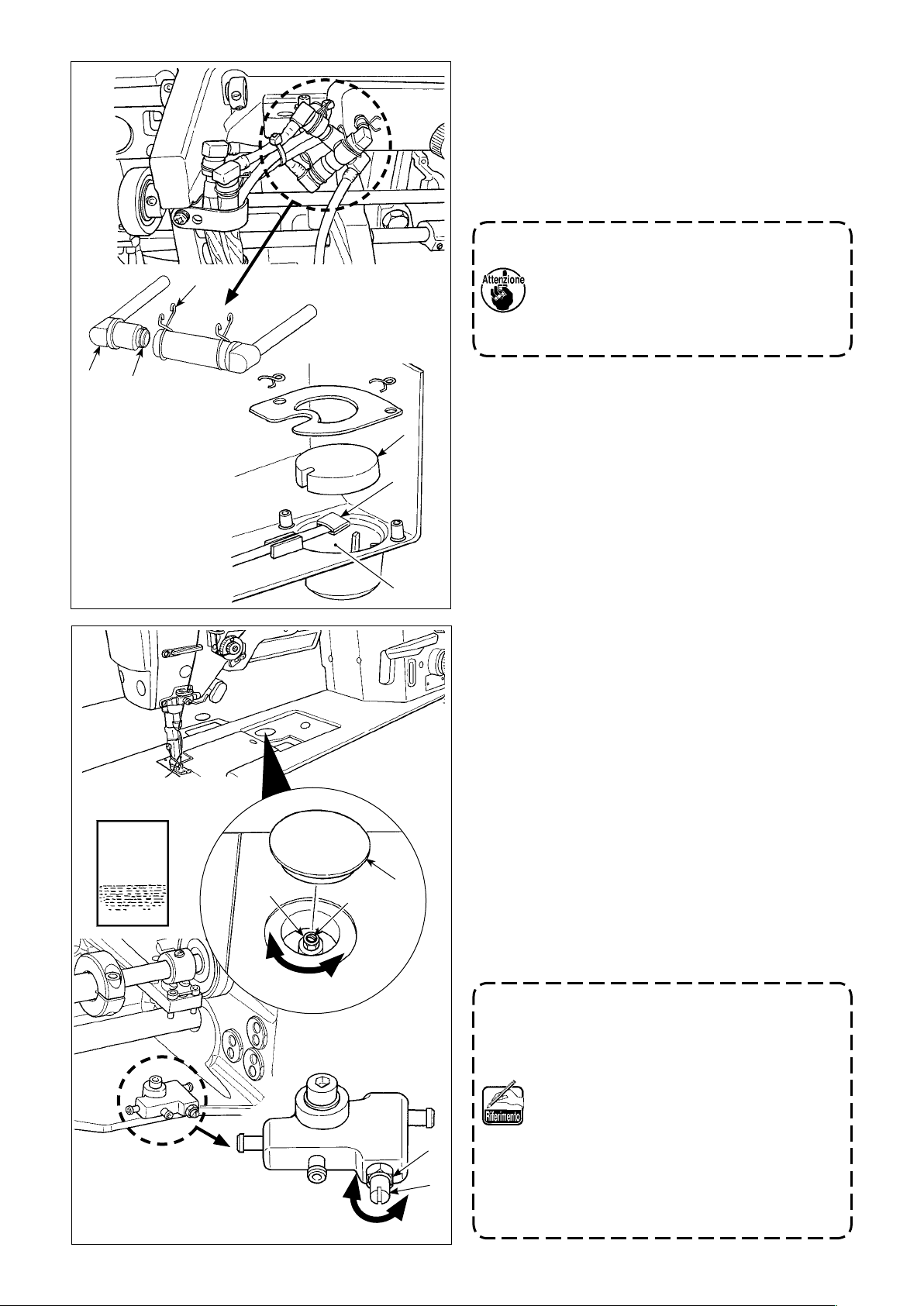
■ Pulizia del ltro dell'olio
1) Allentare la fascetta metallica di tenuta ❶ sul
lato riusso. Rimuovere il giunto (asm.) ❷ del
ltro dell'olio sul lato riusso.
2) Pulire i ltri ❸, ❹ e ❺ e il serbatoio ❻ dell'olio
della vaschetta dell'olio.
Assicurarsi di pulire il serbatoio dell'olio
della vaschetta dell'olio e la cassa del ltro
circa una volta al mese.
Se il ltro è intasato di sporcizia, la lubricazione diventa anomala avendo come
risultato un inconveniente.
❹
❺
Foglio di
carta
❻
■ Regolazione della quantità di olio nel crochet
LU-2810, LU-2810-7, LU-2818-7
1) Togliere il tappo di gomma ❶.
2) Allentare il dado ❷ e girare la vite di regolazio-
ne della quantità di olio ❸ per regolare la quan-
tità di olio nel crochet. Girando la vite di rego-
lazione in senso orario A, la quantità di olio nel
crochet viene aumentata o girandola in senso
antiorario B, la quantità viene diminuita.
3) La corretta quantità di olio, quando un foglio di
❷
❸
❶
carta è posizionato vicino alla periferia del cro-
chet, è a tal punto che gli spruzzi di olio dal cro-
A
B
❹
❺
D
C
chet appariscono in circa cinque secondi come
mostrato nella gura sulla sinistra.
Nel caso in cui la quantità di olio nel crochet
non possa essere regolata alla quantità corretta, essa deve essere regolata allentando
il dado ❹ e girando la vite di regolazione ❺
della quantità di olio. La quantità di olio nel
crochet viene aumentata girando la vite di
regolazione della quantità di olio in senso
antiorario C, o viene ridotta girandola in
senso orario D.
Inoltre, assicurarsi che l'olio venga alimentato al crochet alla velocità di cucitura di
1.000 sti/min.
– 13 –

❶
Foglio di
carta
LU-2860, LU-2860-7, LU-2868-7
1)
❷
Regolare il distributore ❶ per regolare la
quantità di olio nel crochet sinistro o il distributore ❷ per regolare la quantità di olio nel
crochet destro come descritto di seguito.
2) Allentare il dado ❸ e girare la vite di
regolazione della quantità di olio ❹ per
regolare la quantità di olio nel crochet.
Girando la vite di regolazione in senso
orario A, la quantità di olio nel crochet
viene aumentata o girandola in senso
antiorario B, la quantità viene diminuita.
3) La corretta quantità di olio, quando un
❸
foglio di carta è posizionato vicino alla
periferia del crochet, è a tal punto che
gli spruzzi di olio dal crochet apparisco-
❹
A
no in circa cinque secondi come mo-
strato nella gura sulla sinistra.
3-2. Posizionamento ago
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
LU-2810, LU-2810-7, LU-2818-7
❷
❶
Scanalatura lunga
LU-2860, LU-2860-7, LU-2868-7
B
❺
❻
D
C
Nel caso in cui la quantità di olio
nel crochet non possa essere regolata alla quantità corretta, essa
deve essere regolata allentando il
dado ❺ e girando la vite di regolazione ❻ della quantità di olio. La
quantità di olio nel crochet viene
aumentata girando la vite di regolazione della quantità di olio in
senso antiorario C, o viene ridotta
girandola in senso orario D.
Inoltre, assicurarsi che l'olio venga
alimentato al crochet alla velocità
di cucitura di 1.000 sti/min.
Spegnere il motore.
Utilizzare aghi tipo 135x17.
1) Far girare il volantino per sollevare la barra ago
no al punto più alto della sua corsa.
2) Allentare la vite di arresto ❷ dell'ago. Tenere
l'ago in modo che la scanalatura lunga sull'ago
sia volta esattamente verso destra per la LU-
❶
2810, 2810-7 e 2818-7, e in modo che la scanalatura lunga su ciascuno dei due aghi sia volta
verso l'interno per la LU-2860, 2860-7 e 2868-7.
3) Inserire l’ago ❶ completamente nel foro nella
barra ago nché il fondo del foro venga raggiunto.
4)
Stringere la vite di ssaggio dell’ago ❷ saldamente.
❷
❶
❶
❷
Scanalatura lunga
Quando si sostituisce l’ago, controllare il
gioco lasciato tra l’ago e la punta della lama
del crochet. (Fare riferimento al par, "4-5.
Relazione fase ago-crochet" p.27 e "4-6.
Regolazione della protezione ago del crochet" p.28.)
Se non c’è gioco, l’ago e il crochet saranno
danneggiati.
– 14 –

3-3. Inserimento e rimozione della bobina
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
❶
3-4. Inlatura del lo nel crochet
1) Sollevare il chiavistello ❶ del crochet, ed estrar-
re la bobina.
2) Mettere la bobina sull’albero nel crochet corret-
tamente e rilasciare il chiavistello.
1. Non fare funzionare la macchina a vuoto
con la bobina (lo della bobina). Il lo
della bobina viene intrappolato nel crochet. Di conseguenza, il crochet potrebbe
essere danneggiato.
2. Fare attenzione al ne di evitare possibili
ferimenti con l’estremità del contro-lama.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
LU-2810, LU-2860
❷
❶
LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7
1) Fare passare il lo attraverso il percorso del lo
nel crochet interno e attraverso il foro del lo
❶
nella leva, e tirare lentamente il lo. A questo
❷
punto, il lo passa sotto la molla di tensione.
2) Assicurarsi che la bobina giri nel senso indicato
dalla freccia quando il lo viene tirato.
1) Fare passare il lo attraverso il percorso del lo
nel crochet interno e attraverso lo spazio ❷
❶
tra il apricrochet e il crochet interno, e tirare len-
tamente il lo. A questo punto, il lo passa sotto
la molla di tensione.
2) Assicurarsi che la bobina giri nel senso indicato
dalla freccia quando il lo viene tirato.
❷
❶
– 15 –

3-5. Avvolgimento della bobina
❻
❹
❼
❽
❸
❺
❶
❷
1) Far passare il lo attraverso le sezioni da ❶ a
in ordine numerico.
❹
2) Inserire il lo nché non raggiunga la radice della pinza ❺ del lo della bobina. Tagliare quindi
il lo. (L'estremità del lo è trattenuta sotto la
pinza del lo del crochet.)
3) Caricare una bobina sull'albero ❻ dell'avvolgibobina.
4) Premere la leva ❼ di avvolgimento della bobina
nella direzione della freccia.
5) Quando si avvia la macchina per cucire, la bo-
bina ruota per avvolgere automaticamente il lo
sulla stessa.
6) Al termine dell’avvolgimento, la leva ❼ dell'avvolgibobina automaticamente rilascia la bobina
e l'avvolgibobina si ferma.
1. La quantità di avvolgimento del lo della
bobina viene regolata allentando la vite di
ssaggio ❽. La quantità di avvolgimento
del lo della bobina viene aumentata spo-
stando la leva ❼ dell'avvolgibobina verso
l'alto.
2. Se il lo si sla dal regolatore di tensione
del lo, avvolgere il lo sul guidalo inter-
medio di un giro.
1. Questo è l'avvolgibobina azionabile con
un semplice tocco. Quando la bobina è
completamente avvolta con il lo, la pinza
del lo della bobina ritorna automatica-
❺
mente alla posizione iniziale.
2. Per terminare l'avvolgimento della bobina
prima che la bobina sia completamente avvolta con lo, ruotare il volantino, sollevando leggermente la leva ❼ di avvolgimento
della bobina, per riportare la pinza ❺ del
lo della bobina alla sua posizione iniziale.
3. Se il lo non viene portato no alla radice
della pinza del lo della bobina, il lo si
sla dalla bobina all'inizio dell'avvolgi-
mento della bobina.
– 16 –

3-6. Inlatura del lo nella testa della macchina
[LU-2810, 2810-7, 2818-7]
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
❷
❶
❾
❽
❼
❸
❹
❺
❻
❸
❹
❺
❻
❼
Inlare iI no neIIa testa della macchina seguendo I'ordine indicato neIIa gura.
* Fare passare il lo attraverso il lato de-
stro del guidalo .
LU-2810-7
LU-2818-7
1. Il guidalo è necessario per prevenire lo slamento del lo dalla cruna dell'ago quando si esegue
il taglio del lo in una posizione che è al di fuori del materiale.
2. Se si verica mancata intrecciatura del lo quando si inizia la cucitura dal bordo del materiale, il lo
deve essere rimosso dalla posizione in cui il lo è pinzato con la molla del guidalo , oppure il
guidalo deve essere cambiato con un altro. Il guidalo di ricambio è disponibile separatamente.
Numero di parte del guidalo di ricambio: 40084142
LU-2810
– 17 –

[LU-2860, 2860-7, 2868-7]
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
Filo dell'ago
di sinistra
Filo dell'ago
di destra
❾
❷
❽
❼
❻
❸
❺
❹
❺
❻
❶
❹
❸
❶
❸
❹
❺
❻
❼
Inlare iI no neIIa testa della macchina
LU-2860-7
LU-2868-7
1. Il guidalo è necessario per prevenire lo slamento del lo dalla cruna dell'ago quando si esegue
il taglio del lo in una posizione che è al di fuori del materiale.
2. Se si verica mancata intrecciatura del lo quando si inizia la cucitura dal bordo del materiale, il lo
deve essere rimosso dalla posizione in cui il lo è pinzato con la molla del guidalo , oppure il
guidalo deve essere cambiato con un altro. Il guidalo di ricambio è disponibile separatamente.
Numero di parte del guidalo di ricambio: 40084142
LU-2860
seguendo I'ordine indicato neIIa gura.
– 18 –

3-7. Come impostare il modello della testa della macchina
CP-18
•
1) Chiamare l'impostazione della funzio-
ne No. 95 facendo riferimento a
"III-
6. Impostazione delle funzioni della
SC-922" nel Manuale d'Istruzioni
per la SC-922
.
❺❹❸
❻
2) Il tipo di testa della macchina può es-
sere selezionato premendo l'interrutto-
re ❺ (l'interruttore ❻).
Selezionare il modello della testa della
macchina secondo la tabella mostrata
di seguito.
Modello Visualizzazione
❺❹❸
❻
LU-2810 LU81
LU-2860 LU86
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) Dopo aver selezionato il tipo di testa
della macchina, premendo l'interrut-
tore ❸ (l'interruttore ❹), il
passo procede a 94 o 96, e l'indicazio-
ne cambia automaticamente al conte-
nuto dell'impostazione corrispondente
al tipo di testa della macchina.
❺❹❸
❻
4) Disattivare l'alimentazione.
– 19 –

CP-180
•
❶
1) Chiamare l'impostazione della funzione No. 95
facendo riferimento a
"18. INTERRUTTORE
DI IMPOSTAZIONE DELLA FUNZIONE" nel
Manuale d'Istruzioni per la CP-180
.
2) Il tipo di testa della macchina può essere sele-
zionato premendo l’interruttore ❶.
Selezionare il modello della testa della macchi-
na secondo la tabella mostrata di seguito.
Modello Visualizzazione
LU-2810 LU81
LU-2860 LU86
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) Dopo aver selezionato il tipo di testa della
macchina, premendo l'interruttore ❷, il passo
procede a 96 o 94, e l'indicazione cambia au-
tomaticamente al contenuto dell'impostazione
corrispondente al tipo di testa della macchina.
❷
4) Disattivare l'alimentazione.
– 20 –

CP-18
•
3-8.
Regolazione della testa della macchina (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
A
1) Premendo simultaneamente l'inter-
ruttore ❹ e l'interruttore ❺,
accendere l'interruttore dell'alimenta-
zione.
2) viene visualizzato A nell'indica-
tore e il modo operativo viene com-
mutato al modo di regolazione.
❸
❽
❺❹
❻
B
3) Girare la puleggia della testa della
macchina manualmente nché il se-
gnale di riferimento dell'albero princi-
pale sia rilevato. In questo momento, i
gradi dell'angolo dal segnale di riferi-
mento dell'albero principale vengono
visualizzati sull'indicatore B.
(Il valore è il valore di riferimento.)
❺❹❸
❻
4) In questo stato, allineare uno dei punti
di riferimento ❼ sulla puleggia alla
linea di riferimento ❽ sul coperchio
❼
della puleggia come mostrato in gu-
ra.
5) Premere l'interruttore ❻ per ter-
minare il lavoro di regolazione.
(Il valore è il valore di riferimento.)
6) Disattivare l'alimentazione.
❺❹❸
Quando si controlla il risultato della regolazione, impostare "Impostazione della funzione No. 90:
Funzione di funzionamento iniziale della macchina per cucire" su "1: Funzionamento iniziale - La
macchina per cucire si arresta con il suo ago sollevato". Vericare quindi se il punto ❼ di riferimento è
allineato alla linea ❽ di riferimento. Se questi non sono allineati l'uno all'altro, eseguire la regolazione
di nuovo. Dopo aver controllato il risultato della regolazione, riportare l'impostazione del No. 90
all'impostazione precedente. (Il valore iniziale è "2: Funzionamento iniziale - La macchina per cucire gira
in senso inverso e si arresta con il suo ago sollevato".) Per la procedura di impostazione della funzione,
fare riferimento a "III-6. Come impostare le funzioni della SC-922" nel Manuale d'Istruzioni per la SC-922.
❻
– 21 –

CP-180
•
1) Premendo simultaneamente l'interruttore ❶ e
l'interruttore ❷, accendere l'interruttore dell'ali-
mentazione.
❷❶
❽
BA
2) viene visualizzato A nell'indicatore e il
modo operativo viene commutato al modo di
regolazione.
3) Girare la puleggia della testa della macchina
manualmente nché il segnale di riferimento
dell'albero principale sia rilevato. In questo mo-
mento, i gradi dell'angolo dal segnale di riferi-
mento dell'albero principale vengono visualizzati
sull'indicatore B.
(Il valore è il valore di riferimento.)
4) In questo stato, allineare uno dei punti di riferi-
mento ❼ sulla puleggia alla linea di riferimento
sul coperchio della puleggia come mostrato
❽
in gura.
❼
5) Premere l'interruttore ❹ per terminare il lavoro
di regolazione.
(Il valore è il valore di riferimento.)
6) Disattivare l'alimentazione.
❹
Quando si controlla il risultato della regolazione, impostare "Impostazione della funzione No. 90:
Funzione di funzionamento iniziale della macchina per cucire" su "1: Funzionamento iniziale - La
macchina per cucire si arresta con il suo ago sollevato". Vericare quindi se il punto ❼ di riferimento è
allineato alla linea ❽ di riferimento. Se questi non sono allineati l'uno all'altro, eseguire la regolazione
di nuovo. Dopo aver controllato il risultato della regolazione, riportare l'impostazione del No. 90
all'impostazione precedente. (Il valore iniziale è "2: Funzionamento iniziale - La macchina per cucire
gira in senso inverso e si arresta con il suo ago sollevato".)
Per la procedura di impostazione della funzione, fare riferimento a "18. Come impostare le funzioni" nel
Manuale d'Istruzioni per la CP-180.
– 22 –

4. REGOLAZIONE DELLA MACCHINA PER CUCIRE
4-1. Regolazione della lunghezza del punto
Girare la manopola standard di regolazione ❶ della
❸
❹
❷
❸
❶
lunghezza del punto e la manopola 2P di regolazione
della lunghezza del punto per allineare il numero
❷
desiderato al punto di riferimento ❸ sul braccio della
macchina.
(1) Affrancatura
1) Abbassare la leva di controllo del trasporto ❹.
2) Punti di affrancatura vengono realizzati nché la
leva è tenuta abbassata.
3) Rilasciare la leva, e la macchina funzionerà nel
normale senso di trasporto.
(2) Affrancatura manuale con un semplice tocco
1) Premere l’interruttore di inversione facile ❺.
2) Punti di affrancatura vengono realizzati nché
l’interruttore è tenuto premuto.
3) Rilasciare l’interruttore, e la macchina funzio-
nerà nel normale senso di trasporto.
❺
2810-7, 2860-7, 2818-7 e -2868-7)
1) Premere l'interruttore di commutazione ❻ del
passo della cucitura per commutare la lunghez-
za del punto a quella corrispondente al valore
impostato dalla manopola 2P di regolazione del-
la lunghezza del punto. (Il LED sull'interruttore
si accende.)
❻
1. Impostare la manopola 2P di regolazione ❷ della lunghezza del punto su un valore inferiore al valo-
(3) Commutazione del passo della cucitura (LU-
re impostato dalla manopola standard di regolazione
2. Regolare la manopola 2P di regolazione della lunghezza del punto quando l'interruttore di commutazione del passo della cucitura è sulla posizione OFF.
3. (LU-2810-7, LU-2860-7) Le graduazioni della scala, sulla manopola 2P di regolazione della lunghezza del punto, inferiori a 3 (in cui la manopola viene arrestata dal fermo della manopola) vengono
utilizzate per la taratura dello 0 (zero) della manopola 2P. Le graduazioni della scala inferiori a 3 non
possono essere utilizzate.
4. (LU-2818-7, LU-2868-7) Nel caso in cui la manopola standard ❶ di regolazione della lunghezza del
punto sia impostata su un valore piccolo di passo, muovere la leva ❹ di trasporto su e giù diverse
volte prima di iniziare la cucitura.
della lunghezza del punto.
❶
Fare riferimento a "5-7. Interruttori di funzionamento (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)"
p.39 per ulteriori dettagli sul dispositivo 2P.
– 23 –

4-2. Tensione del lo
(1) Regolazione della tensione del lo dell’ago
B A
1) Girare il dado di tensione del lo No.1 ❶ in sen-
C
D
❶
❷
so orario A per diminuire la lunghezza del lo
rimanente sull’estremità dell’ago dopo il taglio
del lo. Girare il dado in senso antiorario B per
aumentarla.
2) Girare il dado di tensione del lo No.2 ❷ in sen-
so orario C per aumentare la tensione del lo
dell’ago, o in senso antiorario D per diminuirla.
Applicare la stess tensione a tutti e due i
dadi del dado di tensione No. 2.
Nel caso in cui la lunghezza del filo rimanente sulla punta dell'ago non possa essere
aumentata, sostituire la molla del regolatore
di tensione No. 1 con 22945505 disponibile
separatamente.
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
(2) Regolazione della tensione del lo della
bobina
Girare la vite di regolazione della tensione ❸ in sen-
so orario A per aumentare la tensione del lo della
bobina, o in senso antiorario B per diminuirla.
A
❸
B
– 24 –

4-3. Molla tiralo
(1) Modica deIIa corsa deIIa molla tiralo
1) Allentare la vite ❷. Regolare la molla tiralo ❶
spostandola nella scanalatura.
2) Allentare la vite ❹. Regolare la molla tiralo ❸
spostando la piastra di regolazione ❺ della mol-
la tiralo lungo la base ❻ della molla tiralo.
* La LU-2810, 2810-7 e 2818-7 non hanno la
molla tiralo ❸.
❶
❸
❶
❹
❷
❾
❽
❼
❸
❺
❻
(2) Modica deIIa tensione della molla tiralo
1) Per regolare la tensione della molla tiralo ❶,
allentare il dado ❼ per primo. Girare l'albero ❽
della molla in senso antiorario per aumentare la
tensione o in senso orario per diminuirla.
Dopo la regolazione, ssare il perno stringendo
il dado ❼.
2) Per cambiare la tensione della molla tiralo ❸,
allentare la vite ❾ per primo. Girare il dado
in senso antiorario per aumentare la tensione o
in senso orario per diminuirla.
Dopo la regolazione, ssare il dado stringendo
la vite ❾.
Diminuzione
* La LU-2810, 2810-7 e 2818-7 non hanno la
molla tiralo ❸.
Aumento
– 25 –

4-4. Regolazione della pressione del piedino premistoffa
Girare la manopola di regolazione della molla del
piedino ❶ in senso orario A per aumentare la pres-
sione del piedino premistoffa, o in senso antiorario B
per diminuirla.
Aver cura di azionare la macchina per cucire con la pressione del piedino premistoffa
minimizzata purché il piedino premistoffa
tenga sicuramente il materiale.
La gamma di regolazione si estende da 38 mm a
60 mm che rappresenta la distanza tra la supercie
superiore A del braccio e la manopola ❶ di regola-
zione della molla del pressore.
Il valore standard al momento della consegna è di
47 mm.
A
B
A
❶
– 26 –

4-5. Relazione fase ago-crochet
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
❷
❶
1,5 mm
❹
Collare di
posizionamento
dell'albero di
azionamento del
crochet
Il collare di
posizionamento
dell'albero di
azionamento del
crochet è allineato alla
supercie frontale dell'albero
D di azionamento del crochet.
Albero D di
azionamento del
crochet
❸
Crochet
sinistro
2,3 mm
0,05 - 0,1 mm
Albero C di
azionamento
del crochet
Crochet
destro
1) Regolare la manopola di regolazione del trasporto standard a “0”.
Collare di
posizionamento
dell'albero di
azionamento del
crochet
❸
Il collare di posizionamento dell'albero di
azionamento del crochet è allineato alla supercie
frontale dell'albero C di azionamento del crochet.
(Attenzione 1)
❺
2) Allentado la vite ❸ di ssaggio dell’anello di posizionamento dell’albero di movimento del crochet, far girare il
volantino in senso antiorario per alzare la barra ago di 2,3 mm dalla posizione più bassa della sua corsa.
3) Nella condizione descritta al punto 2), allineare la punta ❶ del crochet al centro dell’ago ❷ e stringere la vite ❸
di ssaggio dell’anello di posizionamento dell’albero di movimento. Dovrà esserci uno spazio di 1,5 mm tra la
punta del crochet e l’estremità superiore della cruna dell’ago. (Il collare di posizionamento dell'albero di aziona-
mento del crochet deve essere a lo con le superci frontali degli alberi C e D di azionamento del crochet.)
4) Allentare le viti di ssaggio ❹ e ❺ della sella dell'albero di azionamento del crochet sulla supercie
superiore della base della macchina. Regolare lo spazio tra la punta della lama del crochet e l'ago a 0,05
- 0,1 mm spostando la sella dell'albero di azionamento del crochet a destra o a sinistra per cambiare la
sua posizione. Stringere quindi le viti di ssaggio ❹ e ❺.
5) Allineare la graduazione più grande della scala della manopola standard di regolazione della lunghez-
za del punto al punto di riferimento sul braccio della macchina. Assicurarsi che la punta della lama del
crochet non venga a contatto con l'ago.
2. Il pannello di comando potrebbe toccare il portalo quando la testa della macchina viene inclinata.
1. Se salti di punto e rottura del lo si vericano quando si utilizza un lo elastico come vinylon, rego-
lare il tempismo del crochet con il passo utilizzato per la cucitura.
Per proteggere queste parti spostare il portalo nella posizione in cui lo stesso non possa toccare
il pannello di comando.
[Solo per la LU-2810-7, LU-2860-7, LU-2818-7 e LU-2868-7]
Per controllare la posizione della barra ago come descritto nel suddetto 2) [vale a dire, "... la barra
ago si solleva di 2,3 mm dalla posizione più bassa della sua corsa"], è possibile utilizzare la visualizzazione dell'angolo di rotazione dell'albero principale nella "modalità di regolazione della testa della
macchina" della SC-922. Se viene aumentato di 25 gradi il valore numerico visualizzato quando la
barra ago si trova nella posizione più bassa della sua corsa nella "modalità di regolazione della testa
della macchina," la barra ago si solleva di 2,3 mm.
(Quando la barra ago si solleva di 2,3 mm dalla posizione più bassa della sua corsa, l'angolo di rotazione dell'albero principale è di 25 gradi.)
* Nel caso di regolazione della relazione fase ago-crochet nella "modalità di regolazione della testa
della macchina," non premere l'interruttore .
Fare riferimento a "II-10. Regolazione della testa della macchina" nel Manuale d'Istruzioni per la SC922 per la modalità di regolazione della testa della macchina.
– 27 –

4-6. Regolazione della protezione ago del crochet
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
Quando si sostituisce il crochet, aver cura di controllare la posizione della protezione ago del crochet.
Quando la protezione ago del crochet è nella posizione standard, la protezione ago del crochet ❷ tocca la faccia laterale dell’ago ❶ a tal punto che l’ago
viene piegato di 0,05 a 0,2 mm.
Se lo stato del crochet non è come sopra indicato,
inserire la chiave esagonale ❹ in ❸ della vite di
regolazione della protezione ago e regolare come
segue:
1) Per piegare la protezione ago del crochet in
direzione a, girare la vite di regolazione della
protezione ago in direzione A.
2) Per piegare la protezione ago del crochet in
direzione b, girare la vite di regolazione della
protezione ago in direzione B.
3) Nella fase nale del procedimento, regolare
opportunamente lo spazio lasciato tra l'ago e il
crochet.
0,05 0,2 mm
❶
❷
❹
B
a
b
A
❸
– 28 –

4-7. Regolazione della leva di apertura della capsula della bobina
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
LU-2810, LU-2810-7
1) Girare il volantino nel senso normale di rotazio-
ne per portare la leva di apertura ❶ della cap-
sula della bobina nella posizione più vicina al
crochet interno ❷.
2) Girare il crochet interno ❷ nella direzione della
freccia nché il fermo ❸ non venga premuto
contro le fenditure nella placca ago ❹.
3) Allentare la vite ❺ di ssaggio della manovella
della leva di apertura della capsula della bobina.
Regolare lo spazio lasciato tra la leva di apertu-
ra della capsula della bobina e la parte sporgen-
te A del crochet interno a 0,7 - 0,9 mm.
Stringere la vite di ssaggio ❺ premendo giù la
manovella ❻ della leva di apertura della capsu-
la della bobina.
❹
❶
LU-2810, 2810-7, 2818-7
0,7 - 0,9 mm
LU-2860, 2860-7, 2868-7
0,9 - 1,1 mm
LU-2810, 2810-7
❸
A
❷
❺
❻
LU-2860, 2860-7, 2818-7, 2868-7
LU-2860, LU-2860-7, LU-2818-7, LU-2868-7
1) Girare il volantino nel senso normale di rotazio-
ne per portare la leva di apertura ❶ della cap-
sula della bobina nella posizione più vicina al
crochet interno ❷.
2) Girare il crochet interno ❷ nella direzione della
freccia nché il fermo ❸ non venga premuto
contro le fenditure nella placca ago ❹.
3) Allentare le viti ❼ di ssaggio del manicotto
della leva di apertura della capsula della bobina.
Regolare lo spazio lasciato tra la leva di aper-
tura della capsula della bobina e la parte spor-
gente A del crochet interno a 0,9 - 1,1 mm per
la LU-2860, -2860-7 e 2868-7, oppure a 0,7 - 0,9
mm per la LU-2818-7. Stringere le viti di ssag-
gio ❼ premendo la leva di apertura ❶ della
capsula della bobina verso il basso e premendo
il manicotto ❽ della leva di apertura della cap-
sula della bobina verso l'alto.
❽
❼
– 29 –

4-8. Regolazione della posizione della controlama, pressione del coltello e
pressione di pinzatura
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
LU-2810-7, LU-2860-7 LU-2818-7, LU-2868-7
3,7 ± 0,1 mm
❸
❼
Far battere
❹
❶
3,7 ± 0,1 mm
❸
❼
Far battere
❹
❶
37 ± 0,1 mm
34,5 ± 0,1 mm
❻
❻
❺
❷
1,2 a 1,5 mm
Pressione del coltello comincia a essere applicata
LU-2810-7:
6 a 7 mm
LU-2860-7:
8 a 9 mm
8
a
9 mm
❺
❷
1,2 a 1,5 mm
Pressione del coltello comincia a essere applicata
1) Spostare il coltello mobile ❺ manualmente all’estremità in avanti della sua corsa.
• Regolazione del contro-lama
2) Allentare le viti di ssaggio ❶ della base della controlama. Regolare la posizione della controlama ❸ in
modo che l'estremità della controlama sia distanziata di 1,2 a1,5 mm dall'estremità della placca ago in termini di direzione laterale, e in modo che essa venga premuta contro la sezione a gradini della sella dell'al-
bero di azionamento del crochet in termini di direzione longitudinale. Stringere quindi le viti di ssaggio ❶.
Allentare le viti ❼ di ssaggio della controlama. Regolare la distanza tra il piano di montaggio della slitta
della base della macchina e la punta della controlama a 37 ± 0,1 mm per la LU-2810-7 e LU-2860-7,
oppure a 34,5 ± 0,1 mm per la LU-2818-7 e LU-2868-7. Stringere quindi le viti ❼ di ssaggio.
• Regolazione della pressione del coltello
3) Allentare le viti di ssaggio ❷ nel coltello mobile.
Far girare il volantino per spostare il coltello mobile e regolare la pressione del coltello.
Per una regolazione standard, la pressione del coltello deve essere applicata dal momento in cui la
distanza dall'estremità del coltello mobile all'estremità della controlama è da 6 a 7 mm per la LU-2810-7,
oppure da 8 a 9 mm per la LU-2860-7, -2818-7 e -2868-7.
1. Regolare la pressione del coltello nelle condizioni in cui la molla ❹ di presa non tocchi il coltello
mobile ❺ (la pressione di presa non venga sviluppata).
2. Fare attenzione al ne di evitare possibili ferimenti causati dal coltello mobile ❺, dalla controlama ❸,
dalla punta della lama del crochet, ecc.
• Regolazione della pressione di pinzatura
4) Per regolare la pressione di pinzatura, in primo luogo allentare la vite ❻ di ssaggio della molla di pinzatura. Regolare la posizione laterale della molla di pinzatura in modo che uno spazio di 3,7 ± 0,1 mm sia
lasciato tra la molla ❹ di pinzatura e la controlama ❸. Per la regolazione della posizione longitudinale
della molla di pinzatura, stringere la vite ❻ di ssaggio premendo la molla di pinzatura contro la porzione a
gradini della base della controlama.
Assicurarsi che venga applicata la pressione di pinzatura quando il coltello mobile ❺ si sposta alla
posizione più arretrata.
– 30 –

4-9. Regolazione del punto di inttimento (LU-2818-7, LU-2868-7)
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
1) Posizionare la scala ❺ della manopola di regolazione della lunghezza del punto alla quantità
di inttimento desiderata.
(Passo 2 nel caso della quantità di inttimento
❹
❷
❶
❸
Contatto
di 2 mm)
Allentare la vite di bloccaggio ❶ del braccio di
punto di inttimento.
2) Spingere verso l'alto il cilindro ❹ di inttimento
nella direzione della freccia. A questo punto,
spingere verso il basso la leva ❻ di inversione
del trasporto a mano per mettere la macchina
per cucire nello stato di affrancatura. In questo
stato, stringere la vite ❶ di arresto della manovella di inttimento alla posizione in cui l'estremità della scanalatura della piastrina ❷ di col-
legamento viene a contatto con il perno lettato
.
❸
❻
❺
Se la quantità di punto di inttimento è troppo piccola, il materiale può essere strappato a seconda del tipo di giuntura e possono
verificarsi salti di punto. Ciò può causare
mancato taglio del lo.
– 31 –

4-10. Regolazione della quantità di movimento verticale alternato del piedino
mobile e del piedino premistoffa
Regolare la quantità di movimento verticale alternato
del piedino mobile e del piedino premistoffa utiliz-
❶
❸
zando la manopola ❶. Girare la manopola in senso
orario per aumentare la quantità di movimento verticale alternato del piedino mobile e del piedino premistoffa, o in senso antiorario per diminuirla.
Escludendo la macchina per cucire tipo calibro europeo, 1 ago, la quantità di movimento verticale
alternato del piedino mobile e piedino premistoffa è
stata limitata in fabbrica a 6,5 mm al momento della
consegna.
Per annullare il limite di quantità di movimento verticale alternato del piedino mobile e del piedino premistoffa, rimuovere il coperchio superiore, allentare
le viti di ssaggio ❷ e spostare il fermo ❸ a destra.
Per la macchina tipo calibro standard, se il
fermo viene rilasciato, il piedino premistoffa
potrebbe interferire con il piedino mobile. Il
❷
piedino premistoffa potrebbe anche interferire con la barra ago quando un materiale
pesante è utilizzato.
Assicurarsi che il piedino premistoffa non
interferisca né con il piedino mobile né con
la barra ago prima di azionare la macchina
per cucire.
5. FUNZIONAMENTO DELLA MACCHINA PER CUCIRE
5-1. Alzapiedino manuale
Per sollevare il piedino premistoffa manualmente,
tirare l'alzapiedino manuale ❶ nella direzione della
freccia.
❶
Con questa operazione il piedino premistoffa si solleverà di 10 mm e resterà a quella posizione.
– 32 –

5-2. Ripristino della frizione di sicurezza
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
❶
La frizione di sicurezza funziona quando un carico
eccessivo è applicato al crochet o agli altri compo-
nenti durante la cucitura.
Allora, il crochet non girerà mai anche se il volantino
viene fatto girare. Quando la frizione di sicurezza
ha funzionato, rimuovere la causa e ripristinare la
frizione di sicurezza come mostrato nella seguente
procedura.
1) Premendo il pulsante ❶ posto sulla supercie
superiore del letto della macchina, far girare
fortemente il volantino nel senso inverso.
2) La procedura di ripristino viene completata
quando il volantino fa uno scatto.
Girare il volantino manualmente, e controllare che il pulsante ❶ sia ritornato.
3) Nella fase nale del procedimento, controllare la
relazione fase ago-crochet. (Fare riferimento al
"4-5. Relazione fase ago-crochet" p.27
par,
)
– 33 –

5-3. Regolazione dell’alzapiedino automatico
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
1) Attivare l'alimentazione. Effettuare il taglio del lo
una volta. Accendere l'alzapiedino automatico.
2) Posizionare un distanziale di 20 mm ❶ sotto il
piedino premistoffa.
3) Disattivare l'alimentazione.
❶
4) Togliere il tappo di gomma ❷ dalla faccia po-
steriore del braccio della macchina. Allentare la
vite di ssaggio ❸.
5) Girare il braccio di sollevamento ❹ della barra
del pressore nella direzione della freccia il più
possibile. Stringere quindi la vite di ssaggio ❸.
❷
❸
Per la macchina tipo calibro standard, l'estremità superiore del piedino mobile interferisce con il telaio della barra ago quando
l'alzapiedino automatico viene utilizzato nel
caso in cui la quantità di movimento verticale alternato del piedino mobile e del piedino
premistoffa sia impostata su 2 mm o meno,
e nel caso in cui essa sia impostata su 7
mm o più e venga eseguito il sollevamento
dell'ago a rotazione inversa.
Per utilizzare la macchina con la quantità di
movimento verticale alternato del piedino
mobile e del piedino premistoffa impostata
su 2 mm o meno, impostare la quantità di
sollevamento del piedino premistoffa mediante l'alzapiedino automatico su 17 mm o
meno.
❹
– 34 –

5-4. Fissaggio della manopola di regolazione della lunghezza del punto
LU-2810, 2810-7, 2860, 2860-7
❷
LU-2810, 2810-7, 2860, 2860-7
❹
❸
❶
❺
❻
Se la manopola di regolazione della lunghezza
del punto si sposta dalla posizione impostata
quando il dispositivo automatico di inversione
del trasporto viene azionato (LU-2810, 2810-7,
2860, 2860-7):
1) Togliere il tappo di gomma ❶. Stringere le viti
.
❷
Per vietare la regolazione della manopola di regolazione della lunghezza del punto (LU-2810,
2810-7, 2860, 2860-7):
1) Togliere il coperchio del motore o il copricinghia.
2) Inserire il perno di fermo ❺ e la vite ❻ nel foro
lettato ❸ (o nei fori ❸ e ❹ per la LU-2810-7 e
-2860-7) per ssare la manopola.
Inserire il perno ❺ di arresto nel foro lettato
voltando la sua punta più sottile verso il foro
lettato come illustrato in gura.
Il perno di fermo ❺ e la vite ❻ sono disponibili separatamente.
Numero di parte del perno
di fermo: TA0440401MO
Numero di parte della vite: SM8060612TP
– 35 –

LU-2818-7, 2868-7
❷
❶
A
❸
❹
❺
Per vietare la regolazione della manopola di regolazione della lunghezza del punto (LU-2818-7,
2868-7):
1) Allentare la vite ❸ (o ❹) di ssaggio della ma-
nopola di regolazione della lunghezza del punto.
Rimuovere la manopola ❶ (o ❷) di regolazione
della lunghezza del punto e le quattro rondelle ❺.
2) Rimettere la manopola ❶ (o ❷) di regolazione
della lunghezza del punto nella sua posizione
originale e spingerla in direzione A.
L'intaglio ❻ della manopola e le sezioni spor-
genti ❼ del coperchio si incastrano per ssare
la manopola in modo che essa non giri ulterior-
mente.
3) Nello stato descritto al punto 2), stringere le viti
di ssaggio ❸ (o ❹) della manopola di regola-
zione del trasporto alternamente per ssare la
manopola ❶ (o ❷).
❼
❻
❼
– 36 –

5-5. Come modicare la lunghezza massima del punto (LU-2818-7, LU-2868-7)
❸
❷
❹
❹
❶
1) Allentare la vite ❶ di ssaggio della manopola
di regolazione della lunghezza del punto. Ri-
muovere la manopola ❷ di regolazione della
lunghezza del punto.
2) Allentare la vite ❸ di ssaggio del coperchio
della manopola. Rimuovere il coperchio ❹ della
manopola.
3) Allentare la vite ❺ di ssaggio della scala. Ri-
muovere la scala ❻.
❺
Lunghezza del punto massima
10 mm
9 mm
❼
6 mm
❻
4 mm
4) Inserire no in fondo il perno ❼ di arresto in
uno dei fori della scala il quale corrisponde alla
lunghezza del punto massima desiderata.
Rimontare la manopola ❷ di regolazione della
lunghezza del punto, il coperchio ❹ della mano-
pola e la scala ❻, rispettivamente con le viti ❶,
e ❺ di ssaggio.
❸
1. Se il perno ❼ di arresto inserito e la vite
di ssaggio serrata si allentano, appli-
❺
care a loro l'adesivo epossidico.
2. Regolare la profondità di avvitamento
della vite ❺ di ssaggio della scala per
consentire alla scala ❻ di muoversi in
modo liscio senza gioco.
Il perno di fermo ❼ sono disponibili separatamente.
Numero di parte del perno di fermo:
PH0400062C0
– 37 –

5-6. Allineamento dei punti di entrata dell'ago della cucitura normale/ad inversione
del trasporto al momento dell'affrancatura automatica (LU-2810-7, LU-2860-7,
LU-2818-7, LU-2868-7)
Quando la velocità di cucitura o il passo del punto viene modicato, i punti di entrata dell'ago della cucitura
normale e quelli della cucitura ad inversione del trasporto potrebbero essere non allineati al momento dell'affrancatura automatica. In tal caso, correggere l'allineamento dei punti di entrata dell'ago modicando il tempismo ON/OFF del cilindro di inversione automatica del trasporto.
Nel caso in cui il passo del punto sia grande e la correzione del tempismo sia difcile, si raccomanda di ridurre la velocità dell'affrancatura o di utilizzare la funzione di arresto temporaneo ad ogni sezione di angolo
del modello di cucitura.
Fare riferimento a
stività dell'avvio del solenoide per affrancatura"
I punti a trasporto normale ed i punti di affrancatura dovrebbero essere regolati a seconda del passo del punto
da utilizzare. Fare riferimento al Manuale di Manutenzione per ulteriori informazioni su come regolare i punti.
1) Come allineare i punti di entrata dell'ago dell'affrancatura con quelli della cucitura a trasporto normale
Effettuare la "correzione del tempismo dell'affrancatura" in base alla differenza tra i punti di entrata
dell'ago dell'affrancatura e quelli della cucitura a trasporto normale.
Fare riferimento a
SC-922
"III-8. Descrizione dettagliata della selezione di funzioni ⑯ Compensazione della tempe-
nel Manuale d'Istruzioni per la SC-922 per ulteriori dettagli.
"III-6. Impostazione delle funzioni della SC-922" nel Manuale d'Istruzioni per la
per ulteriori informazioni su come effettuare la "correzione del tempismo dell'affrancatura."
Correzione del tempismo ON
①
dell'affrancatura all'inizio della cucitura
(Impostazione della funzione No.
51)
Correzione del tempismo OFF
②
dell'affrancatura all'inizio della
cucitura
(Impostazione della funzione
No. 52)
Correzione del tempismo OFF
③
dell'affrancatura alla ne della
cucitura
(Impostazione della funzione No.
53)
Posizione di inizio della cucitura
La lunghezza del
punto è piccola.
Diminuire il valore di
impostazione del No. 51.
La lunghezza del punto è piccola.
Diminuire il valore di
impostazione del No. 52.
La lunghezza del punto è piccola.
Aumentare il valore di
impostazione del No. 51.
Aumentare il valore di
impostazione del No. 52.
Posizione di ne
della cucitura
Diminuire il valore di
impostazione del No. 53.
Aumentare il valore di
impostazione del No. 53.
2) Velocità dell'affrancatura punto per punto (Impostazione della funzione No. 8) e funzione di arresto temporaneo ad ogni sezione di angolo del modello di cucitura (Funzione No. 151)
Valore predenito Valore consigliato Valore consigliato Valore consigliato
Passo del punto (mm) 3 a 6 7 a 8 9 10 a 12
Velocità dell'affrancatura (sti/min) 600 500 400 400
Funzione di arresto temporaneo ad ogni
sezione di angolo del modello di cucitura
0 (OFF) 0 (OFF) 0 (OFF) 1 (ON)
– 38 –

5-7. Interruttori di funzionamento (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
Interruttore di commutazione del movimento
❶
verticale alternato
Se si preme questo interruttore si ottiene il
massimo del movimento verticale alternato
del piedino oscillante premistoffa e del piedino
premistoffa. (La spia posta sopra l’interruttore si
illumina.) Usare questo interruttore quando un
semilavorato a più strati non viene trasportato
con regolarità. Per commutare la quantità di
❶ ❷ ❸ ❹ ❺ ❻
Interruttore di cancellazione/aggiunta della cucitura ad inversione
❷
• Se si preme questo interruttore quando è stata impostata la cucitura ad inversione automatica, la cucitura ad inversione non avrá luogo (una volta subito dopo aver premuto il pulsante). (Esempio 1)
• Se si preme questo interruttore quando non è stata impostata la cucitura ad inversione automatica, avrá
luogo la cucitura ad inversione (una volta subito dopo aver premuto il pulsante). (Esempio 2)
movimento verticale alternato del piedino mobile e del piedino premistoffa tramite l'interruttore
a ginocchio, unire insieme l'interruttore a ginocchio e la piastra di montaggio in dotazione con
l'unità e ssarli sul tavolo con viti per legno.
Per il cablaggio, fare riferimento al
ruttore a ginocchio" p.41
.
"5-8. Inter-
(Esempio 1) Nel caso in cui sia stata impostata la cucitura ad inversione automatica sia all’inizio
che alla ne della cucitura :
A
B
C
D
C
D
Se l’interruttore viene premuto prima
dell’inizio della cucitura, non verrà effettuata
la cucitura ad inversione automatica all’inizio
della stessa (tra A e B).
A
B
C
D
Se l’interruttore viene premuto in fase di
cucitura, non verrà effettuata la cucitura ad
inversione automatica alla ne della cucitura
(tra C e D).
A
B
(Esempio 2) Nel caso in cui non sia stata impostata la cucitura ad inversione automatica né all’i-
nizio né alla ne della cucitura :
A
B
Se l’interruttore viene premuto prima dell’inizio della cucitura, verrà effettuata la cucitura
ad inversione automatica all’inizio della stessa
(tra A e B).
– 39 –
C
D
Se l’interruttore viene premuto in fase di
cucitura, verrà effettuata la cucitura ad inver-
sione automatica alla ne della cucitura (tra C
e D).

Interruttore di sollevamento dell’ago
❸
Quando si preme l'interruttore, l'ago si sposta dalla sua posizione di arresto inferiore alla sua posizione
di arresto superiore.
Quando si solleva la testa della macchina che è stata inclinata, non tenere l’interruttore operativo per
sollevarla.
Esempio
Scala della manopola di regolazione del trasporto
・
2P : 6
Scala della manopola di regolazione del trasporto
・
standard : 9
Quando si preme questo interruttore, la lunghezza
・
del punto viene commutata da 9 a 6 e la spia si
accende.
Interruttore 2P
❹
Se questo interruttore viene premuto, la lun-
ghezza del punto viene commutata a quella
della scala della manopola di regolazione del
trasporto 2P. (La lampada nel bottone è illumi-
nata.)
Non mancare di rendere il numero della manopola di regolazione del trasporto 2P minore di quello della manopola di regolazione
del trasporto standard.
OFF ON
Quando si preme questo interruttore di nuovo, la
・
lunghezza del punto ritorna da 6 a 9 e la spia si
spegne.
Interruttore di commutazione della tensione del lo dell'ago
❺
Quando l'interruttore viene premuto, la funzione di tensione doppia viene selezionata per aumentare la
tensione del lo dell'ago. (La lampada sull'interruttore si accende.)
Questo non è utilizzato per la LU-2810-7, 2860-7, 2818-7 e 2868-7.
❻
– 40 –

5-8. Interruttore a ginocchio
AVVERTIMENTO :
Per evitare possibili ferimenti causati dall’avvio improvviso della macchina per cucire, prima di effettuare
le seguenti operazioni spegnere l’interruttore dell’alimentazione ed assicurarsi che il motore abbia
completamente cessato di ruotare.
❶
❸
❺
❹
❷
(1) Installazione dell'interruttore a ginocchio
1) Installare la piastra di montaggio ❶ dell'inter-
ruttore a ginocchiera sul lato inferiore del tavolo
con la vite per legno ❷ in dotazione con l'unità.
2) Installare l'interruttore ❸ a ginocchio sulla pia-
stra ❶ di montaggio dell'interruttore a ginocchio
con la vite maschiante ❹ e la rondella ❺ in
dotazione con l'unità in modo che il cavo dell'in-
terruttore ❸ a ginocchio si trovi sul lato inferiore
dell'interruttore.
3) Collegare l'interruttore a ginocchio al pin # 4 e #
11 del connettore 14P della macchina il quale è
collegato al CN36 del controllore della macchina.
Linea bianca
Cavi dell’interruttore a ginocchio
Nero (No. 11)
Linea nera
Bianco (No. 4)
14
8
(2) Funzioni dell'interruttore a ginocchiera
Se si preme un interruttore a ginocchio ❸ il movi-
7
mento verticale alternato del piedino oscillante pre-
mistoffa e del piedino premistoffa sarà al massimo.
(La medesima condizione viene ottenuta premendo
1
l’interruttore di commutazione del movimento vertica-
le alternato “ ” posto sulla testa della macchina)
L'interruttore a ginocchiera può essere utilizzato
anche come la leva di sollevamento della barra del
piedino mediante la relativa impostazione della fun-
zione.
(Quando l’interruttore è usato come l’interruttore di
sollevamento del pressore, la funzione come l’inter-
ruttore di commutazione della quantità di movimento
verticale alternato è persa.)
– 41 –

(3) Impostazione della funzione dell'interruttore a ginocchio
CP-18
・
1 2 TPo _
Po T _ni _
3i 1 rEv T
Si accendono
alternamente.
3i 1
2L 4
2L 4
❸❷❶
❹
1) Entrare nella modalità di impostazione della funzione facendo riferimento a "6. Impostazione delle funzioni del SC-922, 1)" nel Manuale
d'Istruzioni per la SC-922.
2) Premere l'interruttore ❶ o l'interruttore ❷ per chiamare l'im-
postazione della funzione No. 12 (selezione della funzione di ingresso/
uscita opzionale).
3) Premere l'interruttore ❸ o l'interruttore ❹ e selezionare l'arti-
colo per "in."
4) Premere l'interruttore ❷ e selezionare l'indicazione No. i31.
5) Premere l'interruttore ❸ o l'interruttore ❹ per selezionare la
funzione di interruttore a ginocchio. Fare riferimento alla Lista 1 per i
dettagli delle funzioni.
6) Premere l'interruttore ❷ e confermare la funzione.
Po T i n
nE d
1 2 TPo _
7) Premere l'interruttore ❷ e terminare l'ingresso opzionale.
8) Selezionare l'articolo "End" con l'interruttore ❸ o l'interruttore
.
❹
9) Premere l'interruttore ❶ o l'interruttore ❷ per ritornare alla
modalità di impostazione della funzione.
Lista 1
Codice di
funzione
5 FL Funzione di interruttore dell'alzapiedino L'uscita del pressore è attivata nché
31 ALFL Funzione di interruttore alternato
24 vErT Funzione di interruttore alternato della
25 vSW Funzione di interruttore della conversione
Abbreviazione Articolo funzionale Osservazioni
l'interruttore è tenuto premuto.
L'uscita del pressore viene attivata o disattivata
dell'alzapiedino
conversione della quantità di movimento
verticale alternato
della quantità di movimento verticale
alternato
ogni volta che si preme l'interruttore.
L'uscita della quantità di movimento verticale
alternato viene attivata o disattivata ogni volta
che si preme l'interruttore.
L'uscita della quantità di movimento verticale
alternato è attivata nché l'interruttore è tenuto
premuto.
– 42 –

CP-180
・
❶
❸
❷
1) Entrare nella modalità di impostazione della funzione fa-
cendo riferimento a "18. INTERRUTTORE DI IMPOSTA-
ZIONE DELLA FUNZIONE, 1)" nel Manuale d'Istruzioni
per la CP-180.
2) Selezionare la funzione No. 12 secondo il metodo di
impostazione della funzione.
3) Selezionare l'articolo " " con l'interruttore❸.
Si accendono alternamente.
4) Selezionare il numero di indicazione " " mediante
l'interruttore ❷.
5) Premere l'interruttore❸per selezionare la funzione di
interruttore a ginocchio. Fare riferimento alla Lista 1 per
i dettagli delle funzioni.
6) Premere l'interruttore❷ e confermare la funzione.
7) La funzione di cui sopra viene confermata con l'interrut-
tore ❷.
8) L'impostazione dell'ingresso opzionale viene terminata
con l'interruttore ❷.
9) Selezionare l'articolo " " con l'interruttore ❸, e
ritornare al modo di impostazione della funzione.
– 43 –

5-9. Impostazione della funzione per la SC-922 (LU-2818-7, LU-2868-7)
Questa sezione descrive come impostare le funzioni della SC-922 speciche per la LU-2818-7 e 2868-7 (a
passo lungo).
Fare riferimento a
"6. Impostazione della funzione per la SC-922" nel Manuale d'Istruzioni per la SC-922
.
Lista delle funzioni da impostare
Indicazione
dell'impostazione di
funzione
1 5 8
No Articolo Descrizione
158 Funzione di
inttimento
durante il
taglio del lo
Questa funzione è abilitata quando il SC-922 è usato in combinazione con la testa della macchina che è dotata della funzione
di cucitura di inttimento per il taglio del lo.
Questa voce è utilizzat a per impostare se viene prodotta o
meno l'uscita della funzione di cucitura di inttimento per il taglio
del lo, mentre il rasalo è sotto controllo.
0 : La funzione è disabilitata
1 : La funzione è abilitata
Campo di
impostazione
dati
0/1
Dettagli dell'impostazione della funzione
Funzione di inttimento durante il taglio del lo (impostazione della funzione No. 158)
●
Questo numero di impostazione della funzione è utilizzato per impostare se viene prodotta o meno l'u-
scita della funzione di cucitura di inttimento per il taglio del lo, mentre il rasalo è sotto controllo.
Quando questa impostazione è impostata su "0" (la funzione di cucitura di inttimento è disabilitata),
viene effettuato lo stesso controllo del taglio del lo della LU-2810-7.
0: La funzione di cucitura di inttimento è disabilitata
1: La funzione di cucitura di inttimento è abilitata (valore iniziale)
51 8 1
1
Nel caso in cui si verichi mancato taglio del lo, con un materiale pesante, poiché l'ago entra negli
stessi punti di entrata più volte quando si esegue la cucitura di inttimento durante il taglio del lo,
deve essere disabilitata la funzione di cucitura di inttimento per il taglio del lo, o regolare per
aumentare il passo del punto di inttimento.
– 44 –

6. TABELLA VELOCITÀ DI CUCITURA
Azionare la macchina per cucire ad una velocità uguale o inferiore alla velocità massima di cucitura scelta
tra quelle indicate nella tabella seguente in base alle condizioni di cucitura.
Per la LU-2810-7, 2860-7, 2818-7 e 2868-7, la velocità di cucitura viene impostata automaticamente in base
alla quantità di movimento verticale alternato del piedino mobile e del piedino premistoffa.
Nel caso in cui la lunghezza del punto superi 7 mm, modicare la velocità massima di cucitura facendo riferi-
mento a "6. Impostazione della funzione della SC-922" nel Manuale d'Istruzioni per la SC-922.
Lunghezza del punto :
Quantità di movimento verticale
alternato del piedino premistoffa e del
piedino mobile
Lunghezza del punto :
Non maggiore di 7 mm
Lunghezza del punto :
Maggiore di 7 mm e
minore di 9 mm
Maggiore di 9 mm e
minore di 12 mm
(Solo per la LU-2818-7 e
-2868-7)
Non superiore a 3 3.000 sti/min
Superiore a 3 e non superiore a 4 2.400 sti/min
Superiore a 4 e non superiore a 5 2.000 sti/min 2.000 sti/min 1.800 sti/min
Superiore a 5 e non superiore a 9 1.800 sti/min 1.800 sti/min 1.800 sti/min
* Per la LU-2860 2860-7 e -2868-7, la velocità massima di cucitura è 2.700 sti/min.
* Nel caso in cui la LU-2860, LU-2860-7 o LU-2868-7 venga utilizzata con il calibro
dell'ago di 20 mm o più, la velocità di cucitura deve essere impostata su 2.000 sti/
min o meno in ogni momento.
7.
PULEGGIA DEL MOTORE E DELLA CINGHIA A V (LU-2810, LU-2860)
*
*
2.000 sti/min 1.800 sti/min
2.000 sti/min 1.800 sti/min
La cinghia tipo M deve essere usata.
La relazione tra la puleggia del motore, la lunghezza della cinghia e la velocità di cucitura è come mostrata
di seguito.
Velocità di
cucitura
2.500 sti/min Φ 76 mm 2
Diametro effettivo
del volantino
Numero
di poli
Frequenza
50 Hz 2.840 rpm Φ 65 mm 42 inch
60 Hz 3.400 rpm Φ 55 mm 41 inch
Numero di giri
del motore
Diametro effettivo della
puleggia del motore
Dimensioni della
cinghia a V
Il motore a frizione trifase 400 W (1/2 HP) 2P deve essere usato.
– 45 –

8. INCONVENIENTI IN CUCITURA E RIMEDI
Inconvenienti Cause Rimedi
1. Rottura del lo (Il lo
si slaccia o si consu-
ma)
(Rimangono 2 a 3
cm di lo dell’ago sul
retro del tessuto)
La scanalatura del lo, la punta dell’ago, il
①
bordo del crochet o la scanalatura di alloggiamento della capsula sulla placca ago
presentano bordi taglienti o sbavature.
La tensione del lo dell’ago è troppo ele-
②
vata.
La linguetta di apertura della capsula
③
lascia troppo spazio nella capsula stessa.
L’ago tocca la punta del crochet.
④
La quantità di olio nel crochet è troppo
⑤
ridotta.
La tensione del lo dell’ago è troppo bas-
⑥
sa.
La molla chiusura punto tira eccessiva-
⑦
mente il lo oppure la corsa della molla è
insufciente.
La fase ago/crochet è troppo anticipata o
⑧
troppo ritardata.
Rimuovere i bordi taglienti o le sbavature
○
sulla punta del crochet usando una tela smeriglio ne. Lucidare la scanalatura di alloggiamento della capsula sulla placca ago.
Diminuire la tensione del lo dell’ago.
○
Diminuire lo spazio tra la linguetta di apertura
○
della capsula e la bobina. Fare riferimento al
"4-7. Regolazione della leva di apertu-
par.
ra della capsula della bobina" p.29
Fare riferimento al par.
○
ago-crochet" p.27
Regolare la quantità di olio nel crochet corretta-
○
mente. Fare riferimento al par.
zione" p.12
Aumentare la tensione del lo dell’ago.
○
Diminuire la tensione della molla ed aumen-
○
tare la corsa della molla stessa.
Fare riferimento al par.
○
ago-crochet" p.27
.
"4-5. Relazione fase
.
"4-5. Relazione fase
.
.
"3-1. Lubrica-
2. Salti di punto
3. Punti lenti
La fase ago/crochet è troppo anticipata o
①
troppo ritardata.
La pressione del piedino premistoffa è
②
insufciente.
La distanza tra l’estremità della cruna
③
dell’ago e la punta del crochet non è corretta.
Il salvaago del crochet non è funzionale.
④
Il tipo di ago in uso non è adatto.
⑤
Filo della bobina non passa attraverso la
①
molla di tensione del crochet interno.
Il crochet, la griffa di trasporto o il percorso
②
del lo del guidalo, ecc. si è consumato o
è grafato.
La bobina non si sposta correttamente.
③
La linguetta di apertura della capsula
④
lascia troppo spazio alla bobina.
La tensione del lo della bobina è troppo
⑤
bassa.
Il lo è stato avvolto troppo stretto attorno
⑥
alla bobina.
L'ago non corrisponde al foro dell'ago della
⑦
griffa di trasporto.
Fare riferimento al par.
○
ago-crochet" p.27
Stringere il regolatore della molla del premi-
○
stoffa.
Fare riferimento al par.
○
ago-crochet" p.27
Fare riferimento al par.
○
della protezione ago del crochet" p.28
Sostituire l’ago con un tipo più grosso rispetto
○
a quello in uso.
Inlare il lo della bobina correttamente.
○
Rimuovere le parti ruvide con carta smeriglio
○
ne o con tela abrasiva.
Sostituire la bobina o il crochet.
○
Fare riferimento al par.
○
della leva di apertura della capsula della
bobina" p.29
Aumentare la tensione del lo della bobina.
○
Ridurre la tensione applicata all’avvolgibobi-
○
na.
Sostituire la griffa di trasporto con una appro-
○
priata. (Fare riferimento all'Elenco delle parti.)
.
"4-5. Relazione fase
.
"4-5. Relazione fase
.
"4-6. Regolazione
"4-7. Regolazione
.
– 46 –

4. Il lo si sla dalla
cruna dell’ago quando viene effettuato il
taglio del lo.
La tensione del lo applicata dalla mano-
①
pola tensione No.1 è troppo elevata.
Ridurre la tensione del lo applicata dalla
○
manopola tensione No.1.
5. Il lo si sla dalla cru-
na dell’ago all’inizio
della cucitura.
6. Il lo non viene taglia-
to correttamente.
7.
Il lo non viene
tagliato dopo l’opera-
zione di taglio del lo.
(Mancato taglio del lo
della bobina quando
la lunghezza del punto
è relativamente corta.
La tensione del lo applicata dalla mano-
①
pola tensine No.1 è troppo elevata.
La molla di pinzatura è deformata.
②
La tensione del lo della bobina è troppo
③
bassa.
Le lame del coltello mobile e della control
①
lama non sono state regolate correttamente.
I coltelli non sono aflati.
②
La tensione del lo della bobina è troppo
③
bassa.
La posizione di partenza del coltello mobi-
①
le non è stata regolata correttamente.
La tensione del lo della bobina è troppo
②
bassa.
Ridurre la tensione del lo applicata dalla
○
manopola tensione No.1.
Sostituire la molla della pinza con una nuova
○
oppure regolare quella in uso.
Aumentare la tensione del lo della bobina.
○
Fare riferimento al par.
○
della posizione della controlama, pressione del coltello e pressione di pinzatura"
p.30
.
Sostituire il coltello mobile e la contro lama
○
oppure regolare quelli in uso.
Aumentare la tensione del lo della bobina.
○
Fare riferimento al Manuale di Manutenzione.
○
Aumentare la tensione del lo della bobina.
○
"4-8. Regolazione
8. Il lo si rompe all’i-
nizio della cucitura
dopo il taglio del lo.
9.
Quando un materiale
pesante viene cucito,
il materiale si curva.
10.
Salti di punto all'inizio della cucitura (nel
caso in cui si inizi la
cucitura dal bordo
del materiale)
Il lo dell’ago viene agganciato dal cro-
①
chet.
La quantità di trasporto del trasporto supe-
①
riore è insufciente.
Il lo dell'ago e il lo della bobina non rie-
①
scono a intrecciarsi tra loro.
Accorciare la lunghezza del lo rimasto sull’a-
○
go dopo il taglio del lo. Fare riferimento al
"4-2. Tensione del lo" p.24
par.
Ridurre l'altezza della griffa di trasporto e
○
diminuire la quantità di trasporto del trasporto
inferiore. (Fare riferimento al Manuale di Manutenzione per la procedura di regolazione.)
Fare riferimento al par.
○
lo nella testa della macchina" p.17
Mantenere il lo dell'ago sul materiale.
○
"3-6. Inlatura del
.
.
– 47 –
 Loading...
Loading...