

Page 1

LU-2810, 2810-7, 2860, 2860-7,
2818-7, 2868-7
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Page 2

СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ......................................................................................................1
2. УСТАНОВКА .....................................................................................................................................4
2-1. Установка швейной машины .............................................................................................................................4
2-2. Установка ремня и его кожуха (LU-2810, LU-2860) .........................................................................................7
2-3. Регулировка натяжения ремня (LU-2810, LU-2860) ........................................................................................7
2-4. Установка масляного защитного экрана .........................................................................................................8
2-5. Пневматические компоненты (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)..............................................8
2-6. Установка подставки для нити ........................................................................................................................10
2-7. Установка направляющего штифта нити ......................................................................................................11
3. ПОДГОТОВКА ШВЕЙНОЙ МАШИНЫ К РАБОТЕ ...................................................................... 12
3-1. Смазка ..................................................................................................................................................................12
3-2. Прикрепление иглы ...........................................................................................................................................14
3-3. Прикрепление и удаление катушки ................................................................................................................15
3-4. Продевание нити через челнок .......................................................................................................................15
3-5. Намотка катушки ................................................................................................................................................16
3-6. Продевание нити через головку машины .....................................................................................................17
3-7. Как установить модель головки машины .....................................................................................................19
3-8. Наладка шпиндельной головки (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) ........................................21
4. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ .......................................................................................23
4-1. Регулировка длины стежка ..............................................................................................................................23
4-2. Натяжение нити ..................................................................................................................................................24
4-3. Пружина нитепритягивателя ...........................................................................................................................25
4-4. Регулировка давления прижимной лапки .....................................................................................................26
4-5. Связь иглы с челноком ....................................................................................................................................27
4-6. Регулировка предохранителя челночной иглы ...........................................................................................28
4-7. Регулировка открывающего рычага шпульного колпачка ........................................................................29
4-8. Регулировка положения контрножа, давления ножа и давления зажима ..............................................30
4-9. Регулировка уплотняющего стежка ...............................................................................................................31
4-10. Регулировка величины возвратно-поступательного вертикального движения шагающей прижим-
ной лапки и прижимной лапки ........................................................................................................................32
5. РАБОТА ШВЕЙНОЙ МАШИНЫ ................................................................................................... 32
5-1. Ручное подъемное приспособление .............................................................................................................32
5-2. Возврат в исходное положение предохранительной муфты ...................................................................33
5-3. Регулировка автоматического подъемного приспособления прижимной лапки .................................34
5-4. Фиксация регулировочного диска подачи ....................................................................................................35
5-5. Как изменить максимальную длину стежка (LU-2818-7, LU-2868-7) ..........................................................37
5-6. Точки входа иглы при шитье с обычной и обратной подачей совмещаются во время шитья с авто-
матической обратной подачей (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) .........................................38
5-7. Рабочие переключатели (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7) .....................................................39
5-8. Педальный (коленный) выключатель ..........................................................................................................41
5-9. Настройка функций для SC-922 (LU-2818-7, LU-2868-7) ...............................................................................44
6. ТАБЛИЦА СКОРОСТИ ШИТЬЯ ....................................................................................................45
7. МОТОРНОГО ШКИВА И КЛИНОВОГО РЕМНЯ (LU-2810, LU-2860) ........................................45
8. НЕПОЛАДКИ ПРИ ШИТЬЕ И МЕРЫ ДЛЯ ИХ УСТРАНЕНИЯ ...................................................46
i
Page 3
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
№ Пункт Применение
1 Модель LU-2810 LU-2860
2 Название модели 1-игольная, машина челночного стежка с
унисонным продвижением
3 Применение Для шитья тяжелых тканей, используемых для автомобильных кресел, мебели
4 Скорость шитья Максимум 3.000 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
5 Игла ROZ-BECKERT 135 x 17
(метрический номер иглы 125 - 180) (Стандартный метрический номер иглы: 160)
6 Размер нити, применяемой для шитья №30 - №5
7 Длина стежка Максимум 9 мм (передняя/ обратная подача)
8 Круговая шкала длины стежка 1-шаг циферблат
9 Подъем прижимной лапки Рычаг ручного подъемного приспособления : 10 мм
Коленоподъёмник : 20 мм
10 Механизм регулировки длины стежка С помощью круговой шкалы
11 Способ регулировки стежка при
Рычагом
обратном продвижении детали
12 Нитепритягиватель Кулисный нитепритягиватель
13 Ход игольницы 40 мм
14 Величина поочередного
вертикального движения
(Тип регулировки круговой шкалы поочередного вертикального движения)
1 мм - 9 мм
15 Челнок 2-шаговый челнок на полно-ротационной вертикальной оси (тип с защелкой)
16 Подающий механизм Коробчатая подача
17 Механизм приведения в действие
Зубчатый ремень
верхней и нижней подачи
18 Смазка Автоматическая смазка с помощью масляного бака (с масломером)
19 Смазочное масло JUKI New Defrix Oil №1(эквивалентно стандарту Международной Организации по Стандартизации
VG7) или JUKI MACHINE OIL No. 7
20 Размер платформы 643 мм × 178 мм
21 Пространство под рычагом 347 мм × 127 мм
22 Размер маховика Эффективный диаметр части клинового ремня: ø76,0 мм Внешний диаметр: ø140 мм
23 Блок управления M51N 750W / SC-922A
24 Вес головки машины 56 kg 61 kg
25 Шум - Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA(линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 83,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 3 000 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 88,5 дБ; (Включает K
WA
= 2,5 дБ);
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 3 000 ст/мин.
2-иглы, машина челночного стежка с
унисонным продвижением
Максимум 2.700 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
- Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA(линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 83,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 2 700 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 88,5 дБ; (Включает K
WA
= 2,5 дБ);
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 2 700 ст/мин.
– 1 –
Page 4
№ Пункт Применение
1 Модель LU-2810-7 LU-2860-7
2 Название модели 1-игольная, машина челночного стежка с
унисонным продвижением
2-иглы, машина челночного стежка с
унисонным продвижением
3 Применение Для шитья тяжелых тканей, используемых для автомобильных кресел, мебели
4 Скорость шитья Максимум 3.000 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
*1
Максимум 2.700 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
*1
5 Игла ROZ-BECKERT 135 x 17
(метрический номер иглы 125 - 180) (Стандартный метрический номер иглы: 160)
6 Размер нити, применяемой для шитья №30 - №5
7 Размер обрезаемой нити №30 - №5
8 Длина стежка Максимум 9 мм (передняя/ обратная подача)
9 Круговая шкала длины стежка Двухшаговая круговая шкала
10 Подъем прижимной лапки Рычаг ручного подъемного приспособления : 10 мм
Автоподъемник : 20 мм
11 Механизм регулировки длины стежка С помощью круговой шкалы
12 Способ регулировки стежка при
Тип воздушного цилиндра (с помощью заднего сенсорного переключателя)
обратном продвижении детали
13 Нитепритягиватель Кулисный нитепритягиватель
14 Ход игольницы 40 мм
15 Величина поочередного
вертикального движения
(Тип регулировки круговой шкалы поочередного вертикального движения)
1 мм - 9 мм
16 Челнок 2-шаговый челнок на полно-ротационной вертикальной оси (тип с защелкой)
17 Подающий механизм Коробчатая подача
18 Механизм приведения в действие
Зубчатый ремень
верхней и нижней подачи
19 Способ обрезки нити Тип ножниц с кулачковым приводом
20 Смазка Автоматическая смазка с помощью масляного бака (с масломером)
21 Смазочное масло JUKI New Defrix Oil №1(эквивалентно стандарту Международной Организации по Стандартизации
VG7) или JUKI MACHINE OIL No. 7
22 Размер платформы 643 мм × 178 мм
23 Пространство под рычагом 347 мм × 127 мм
24 Размер маховика Внешний диаметр: ø123 мм
25 Блок управления SC-922B
26 Вес головки машины 61 kg 66 kg
27 Потребление номинальной мощности 180VA 110VA
28 Шум - Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA(линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 83,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 3 000 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 88,5 дБ; (Включает K
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 3 000 ст/мин.
WA
= 2,5 дБ);
- Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA(линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 83,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 2 700 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 88,5 дБ; (Включает K
WA
= 2,5 дБ);
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 2 700 ст/мин.
*1 Регулировка скорости в соответствии с величиной вертикального возвратно-поступательного движения шагающей
прижимной лапки и прижимной лапки выполняется автоматически.
– 2 –
Page 5
№ Пункт Применение
1 Модель LU-2818-7 LU-2868-7
2 Название модели 1-игольная, машина челночного стежка с
унисонным продвижением, с 2,7-шаговым
вертикальным челноком и автоматической
обрезкой нити (тип длинного шага)
2-иглы, машина челночного стежка с
унисонным продвижением, с 2,7-шаговым
вертикальным челноком и автоматической
обрезкой нити (тип длинного шага)
3 Применение Для шитья тяжелых тканей, используемых для автомобильных кресел, мебели
4 Скорость шитья Максимум 3.000 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
*1
Максимум 2.700 ст/мин См. "6. ТАБЛИЦА
СКОРОСТИ ШИТЬЯ" стр. 45.
*1
5 Игла ROZ-BECKERT 135 x 17
(метрический номер иглы 125 - 180) (Стандартный метрический номер иглы: 160)
6 Размер нити, применяемой для шитья №30 - №5
7 Размер обрезаемой нити №30 - №5
8 Длина стежка Максимум 12 мм (передняя/ обратная подача)
9 Круговая шкала длины стежка Двухшаговая круговая шкала
10 Подъем прижимной лапки Рычаг ручного подъемного приспособления : 10 мм
Автоподъемник : 20 мм
11 Механизм регулировки длины стежка С помощью круговой шкалы
12 Способ регулировки стежка при
Тип воздушного цилиндра (с помощью заднего сенсорного переключателя)
обратном продвижении детали
13 Нитепритягиватель Кулисный нитепритягиватель
14 Ход игольницы 40 мм
15 Величина поочередного
вертикального движения
(Тип регулировки круговой шкалы поочередного вертикального движения)
1 мм - 9 мм
16 Челнок 2,7-шаговый челнок на полно-ротационной вертикальной оси (тип с защелкой)
17 Подающий механизм Коробчатая подача
18 Механизм приведения в действие
Зубчатый ремень
верхней и нижней подачи
19 Способ обрезки нити Тип ножниц с кулачковым приводом
20 Смазка Автоматическая смазка с помощью масляного бака (с масломером)
21 Смазочное масло JUKI New Defrix Oil №1(эквивалентно стандарту Международной Организации по Стандартизации
VG7) или JUKI MACHINE OIL No. 7
22 Размер платформы 643 мм × 178 мм
23 Пространство под рычагом 347 мм × 127 мм
24 Размер маховика Внешний диаметр: ø123 мм
25 Блок управления SC-922B
26 Вес головки машины 66 kg 68,5 kg
27 Потребление номинальной мощности 120VA 110VA
28 Шум - Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA (линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 84,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 2 750 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 84,0 дБ; (Включает K
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 3 000 ст/мин.
WA
= 2,5 дБ);
- Уровень звукового давления при
эквивалентном непрерывном излучении
(LpA (линейный усилитель мощности)) на
автоматизированном рабочем месте :
Уровень шума по шкале А 84,0 дБ; (Включает
pA
K
= 2,5 дБ); согласно ISO (Международной
Организации по Стандартизации) 10821-C.6.2
- ISO 11204 GR2 при 2 600 ст/мин.
- Уровень мощности звука (LWA) : Уровень шума
по шкале А 84,0 дБ; (Включает K
WA
= 2,5 дБ);
согласно ISO (Международной Организации
по Стандартизации) 10821-C.6.2 - ISO 3744
GR2 при 2 700 ст/мин.
*1 Регулировка скорости в соответствии с величиной вертикального возвратно-поступательного движения шагающей
прижимной лапки и прижимной лапки выполняется автоматически.
– 3 –
Page 6
2. УСТАНОВКА
2-1. Установка швейной машины
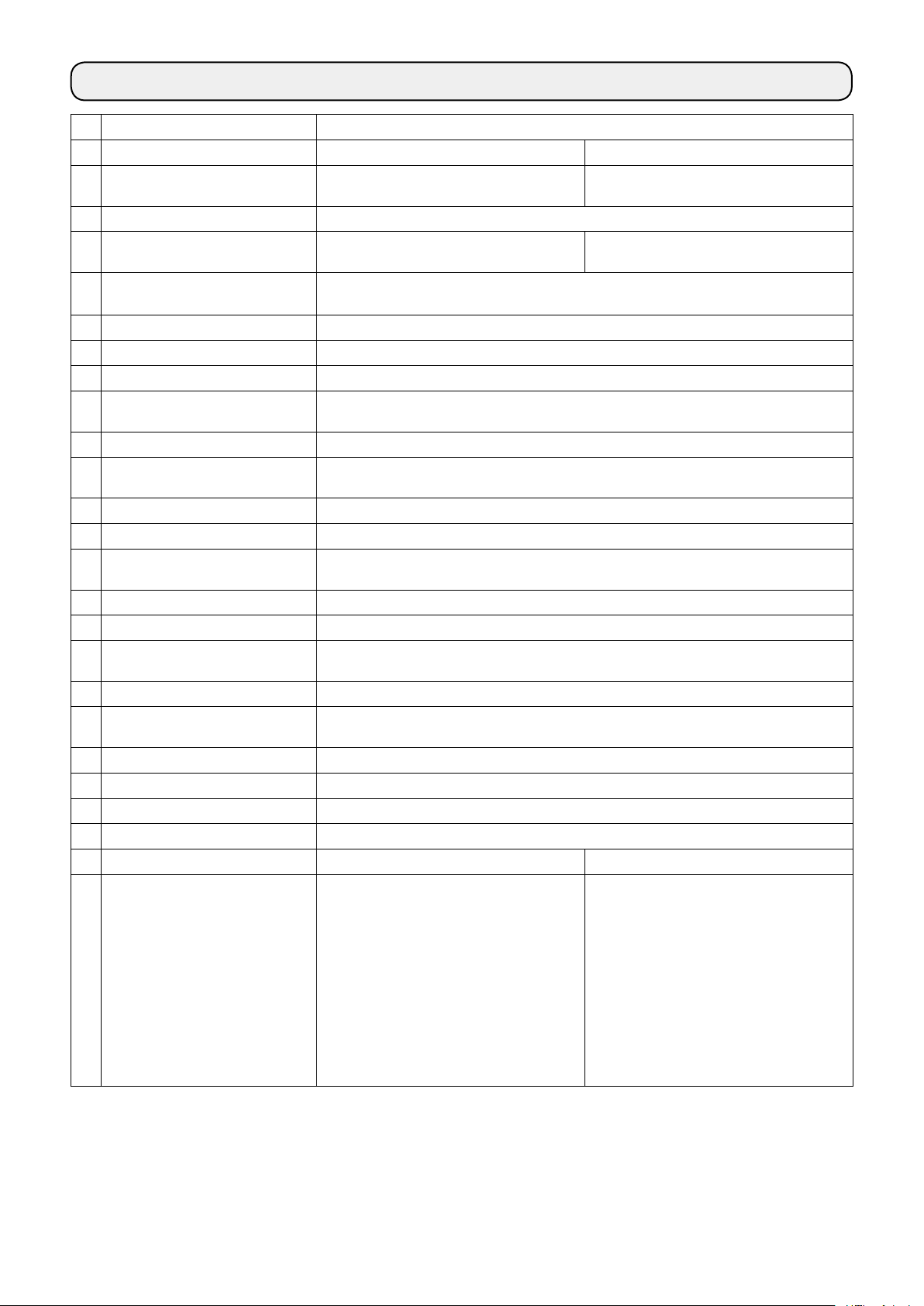
1) Чтобы предотвратить возможные несчастные случаи,
вызванные падением швейной машины, производите
работу силами двух или более людей при перемещении
машины.
Не держитесь за шкив и рычаг обратной подачи.
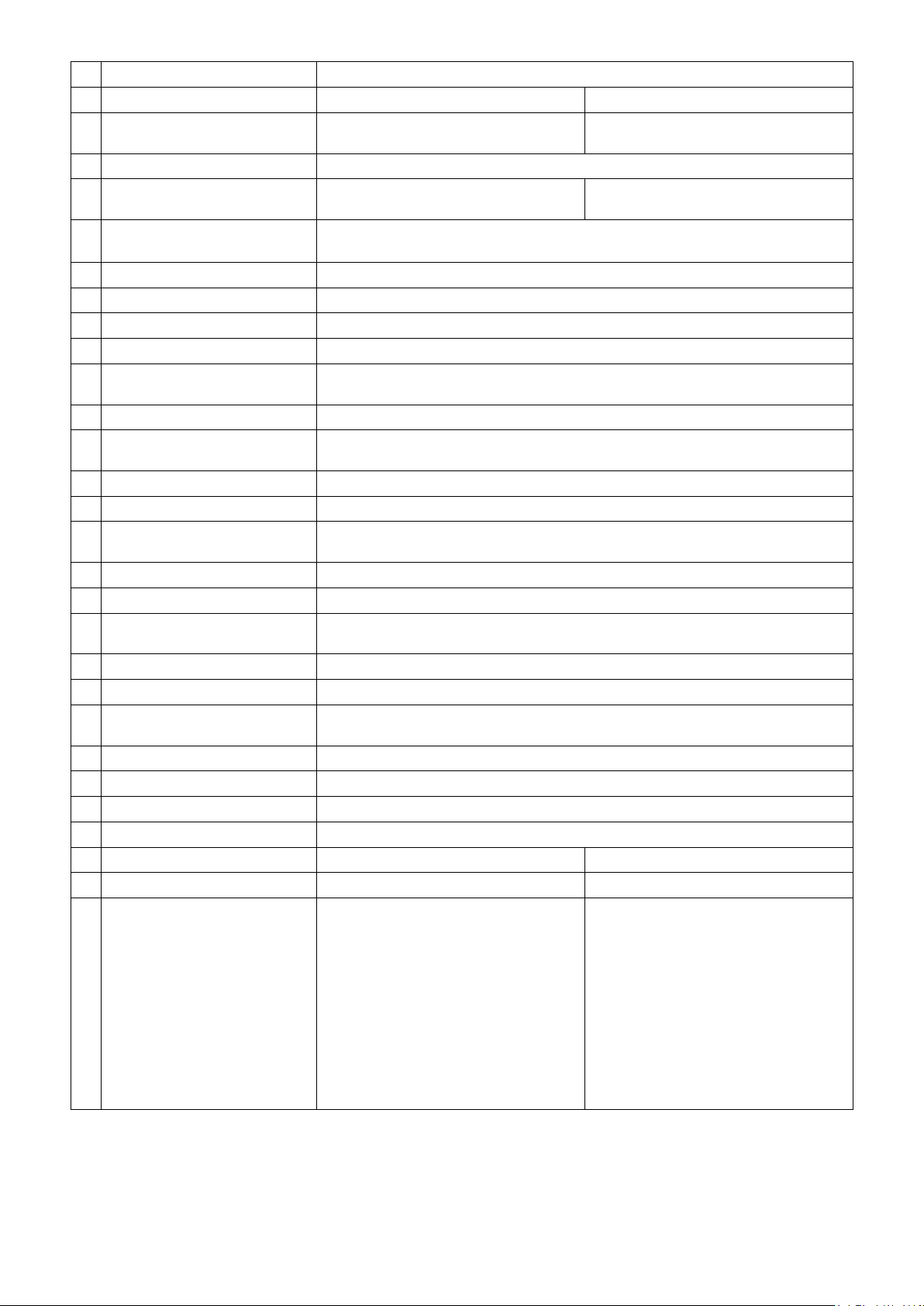
2) Не кладите выступающие предметы, такие как отвертка и т. п. в месте установки швейной машины.
❸
❷
Пластинка B
❺
Пластинка C
❹
❶
Пластинка A
❹
25 mm
❺
❺
❸
19 mm
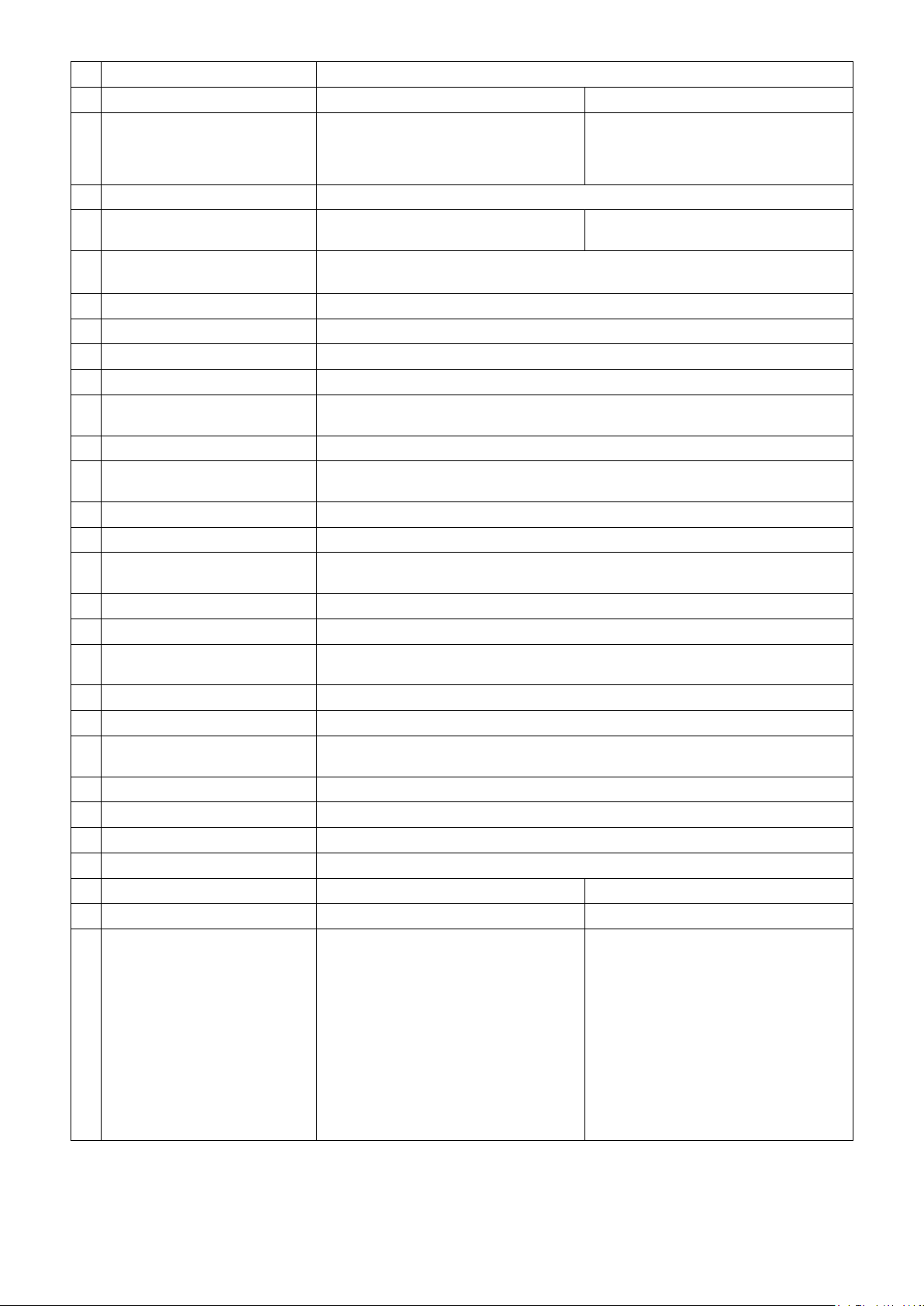
3) Прикрепление мест для шарниров и резиновых деталей, поддерживающих головку машины
Поместите пластинки A и B (стандарт: три шт.) и C
(стандарт: одна шт.) между опорой шарнира ❶ и поддерживающими резиновыми деталями головной части
машины ❷ и ❸. Затем, закрепите их на столе гвоздем.
Используйте гвоздь ❺ для пластины C. Используйте
гвоздь ❹ для других пластин.
Имеются два разных вида поддерживающие резино-
вые детали головной части машины ❸; - для правой
и для левой сторон. Убедитесь, что проверили типы
поддерживающих резиновых деталей прежде, чем
закрепить их.
Пластинки A и B (восемь штук каждого вида) и пластинки C (четыре штуки) поставляются с машиной
как принадлежности.
Для пластинок A и B, - в качестве нормы должны
использоваться три пластинки для каждого положения установки. Для пластинки C, в качестве
нормы должна использоваться одна пластинка
(положение, показанное на левом рисунке)
Пластинки A, B и C используются для того, чтобы
отрегулировать высоту верхней поверхности
стола. Используйте еще одну пластинку, чтобы
увеличить высоту, или используйте только одну
пластинку, чтобы уменьшить её.
– 4 –
Убедитесь, что использовали короткий гвоздь
для пластины C. Если используется длинный
❺
гвоздь ❹, кончик гвоздя может пробить стол, вызывая риск травмы.
Page 7
Сторона оператора
❺
Выравнивание
Стол
Выравнивание
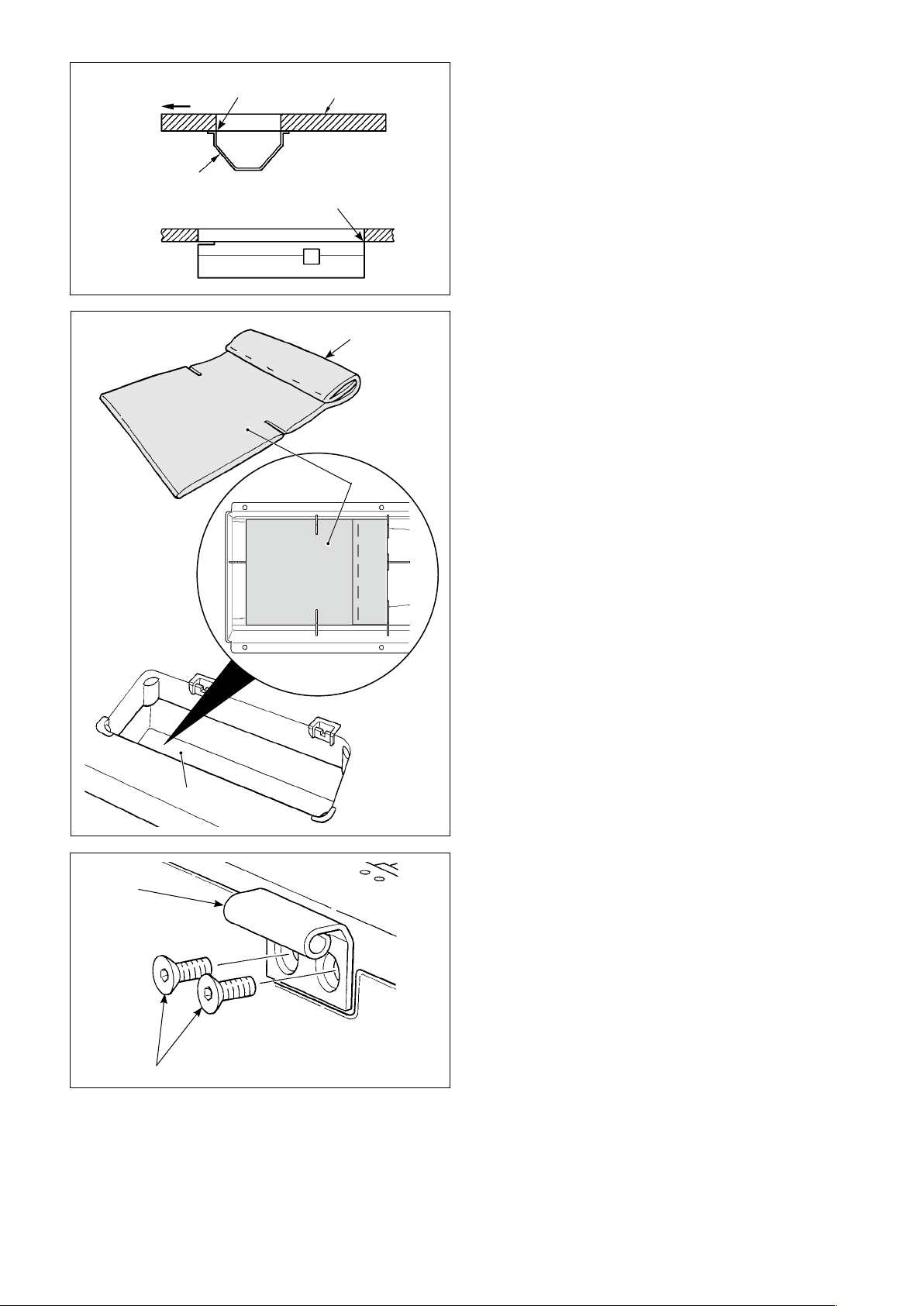
4) Прикрепление масляного поддона
Зафиксируйте маслосборник ❺, поставляемый с
машиной, на столе, затянув десять шурупов.
Верхняя сторона
Многослойная часть
❻
5) Установите фильтр ❻ в масляный поддон ❺ как показано на рисунке.
Установите фильтр ❻ так, чтобы его многослойная
часть располагалась справа от Вас.
❼
❺
6) Установите шарнир ❽ на платформе с помощью
винтов ❼. Соедините шарнир с резиновыми петлями
стола. Затем поместите головку машины в резиновую
деталь, поддерживающую головку машины.
❽
– 5 –
Page 8
❾
❺
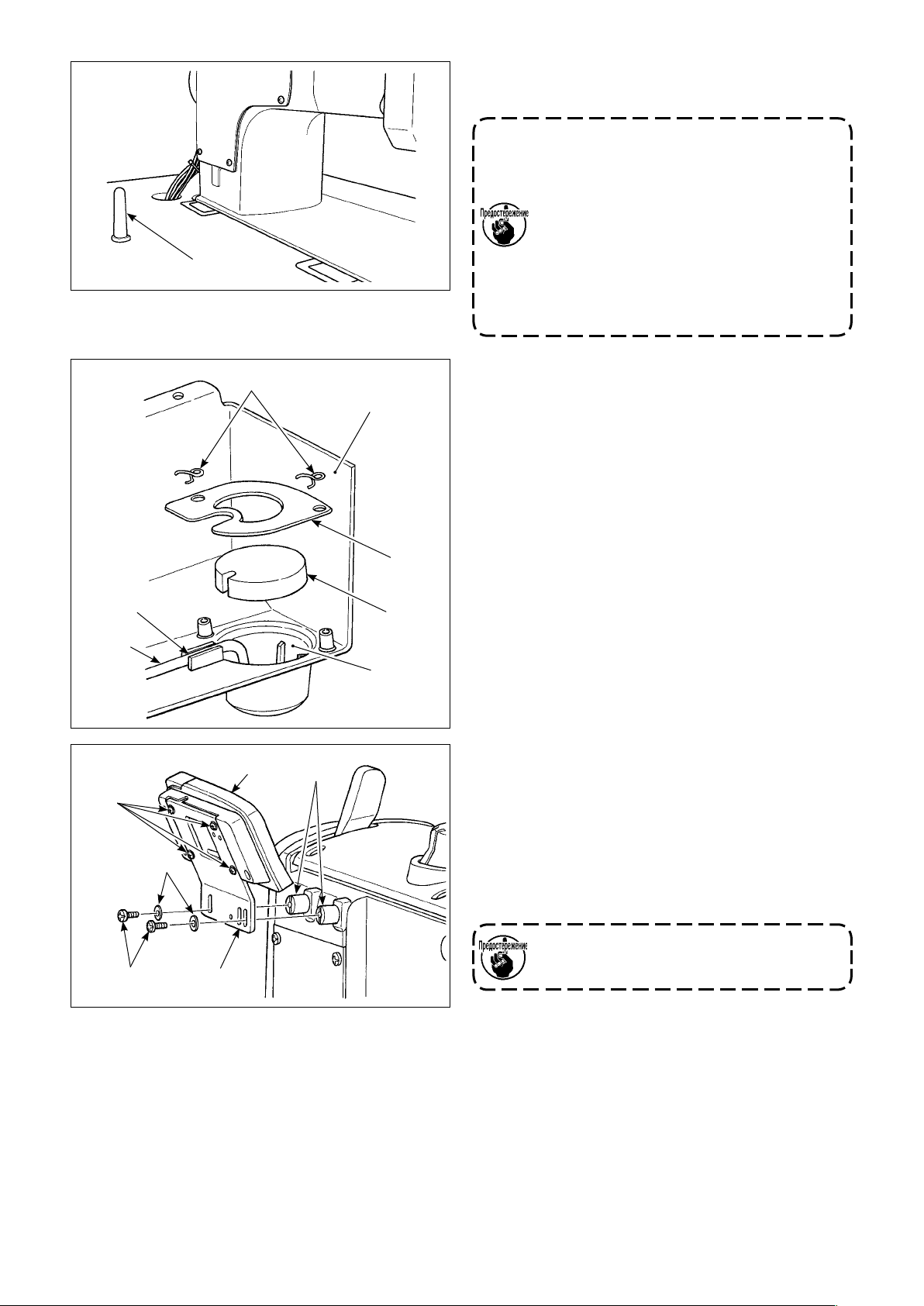
7) Надежно присоедините основной опорный стержень
к столу до упора.
❾
Когда действительно необходимо выполнять работы с поддерживающим стержнем головной части машины, удаленным в целях техобслуживания
и ремонта, необходимо, чтобы работы выполняли
не менее двух человек.
В случае если головная часть машины наклонена
более, чем необходимо, масло может вытечь из
отверстия для заливки масла резервуара масла.
Следовательно, необходимо удалить масло из резервуара масла прежде, чем наклонить головную
часть машины.
8) Установите отливную трубку в масляный резервуар
масляного поддона ❺. Надежно закрепите трубку
A
в желобке .
9) Закрепите фильтр и зажим фильтра с помощью
фитинга .
A
10) Установите прокладки , поставляемые вместе с
головкой машины, на станине.
11) Установите кронштейн на панели управления с
помощью винтов , поставляемых с панелью.
12) Установите кронштейн на прокладке с помощью
винтов , поставляемых с головкой машины и шайб
, поставляемых с панелью.
Не используйте винты, поставляемые с панелью
вместо винтов , поставляемых с головкой машины.
* Вспомогательный винт поставляется с головной
частью машины: Диаметр резьбы M5; Длина: 8 мм
– 6 –
Page 9
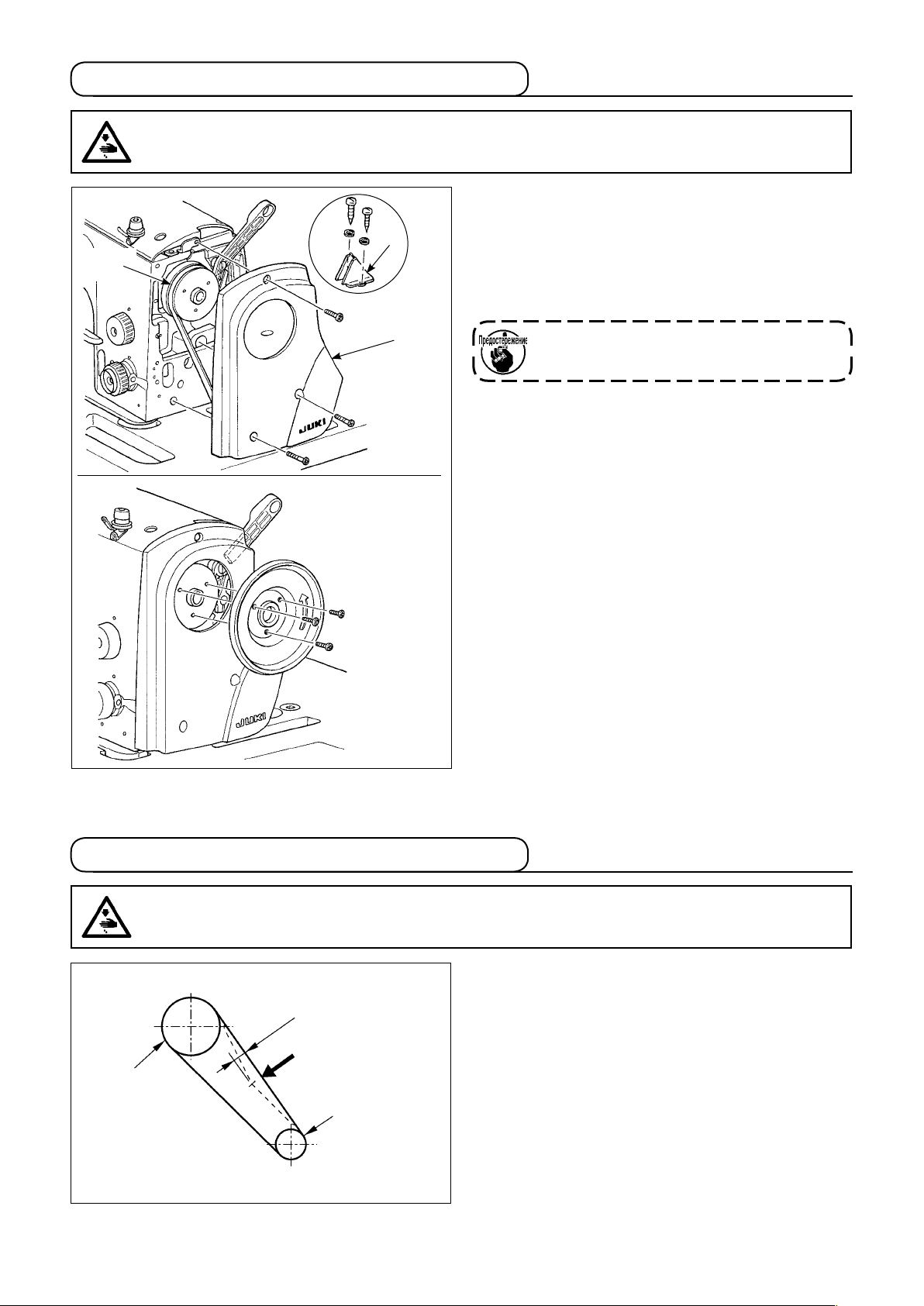
2-2. Установка ремня и его кожуха (LU-2810, LU-2860)
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❷
клиновой
ремень
(Процесс установки)
1) Поместите клиновой ремень на шкив швейной машины.
2) Установите кожух ремня ❶ на рычаг.
3) Установите кожух ремня B ❷ на столе.
4) Установите ручку шкива с помощью винта.
❶
Когда швейная машина используется, должен
быть обязательно установлены крышки ❶ и ❷.
2-3. Регулировка натяжения ремня (LU-2810, LU-2860)
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
Отрегулируйте натяжение ремня с учетом высоты мотора
так, чтобы ремень провисал на 15 мм, когда к центру клино-
15 мм
9,8 Н
Маховик
Моторный шкив
вого ремня прилагается нагрузка в 9,8 Н.
– 7 –
Page 10
2-4. Установка масляного защитного экрана
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LU-2810, LU-2810-7, LU-2818-7
❶
❷
LU-2860, LU-2860-7, LU-2868-7
❶
❷
❷
Установите защитный экран от масла ❶, поставляемый
вместе с устройством, на станину с помощью винтов ❷.
2-5. Пневматические компоненты (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
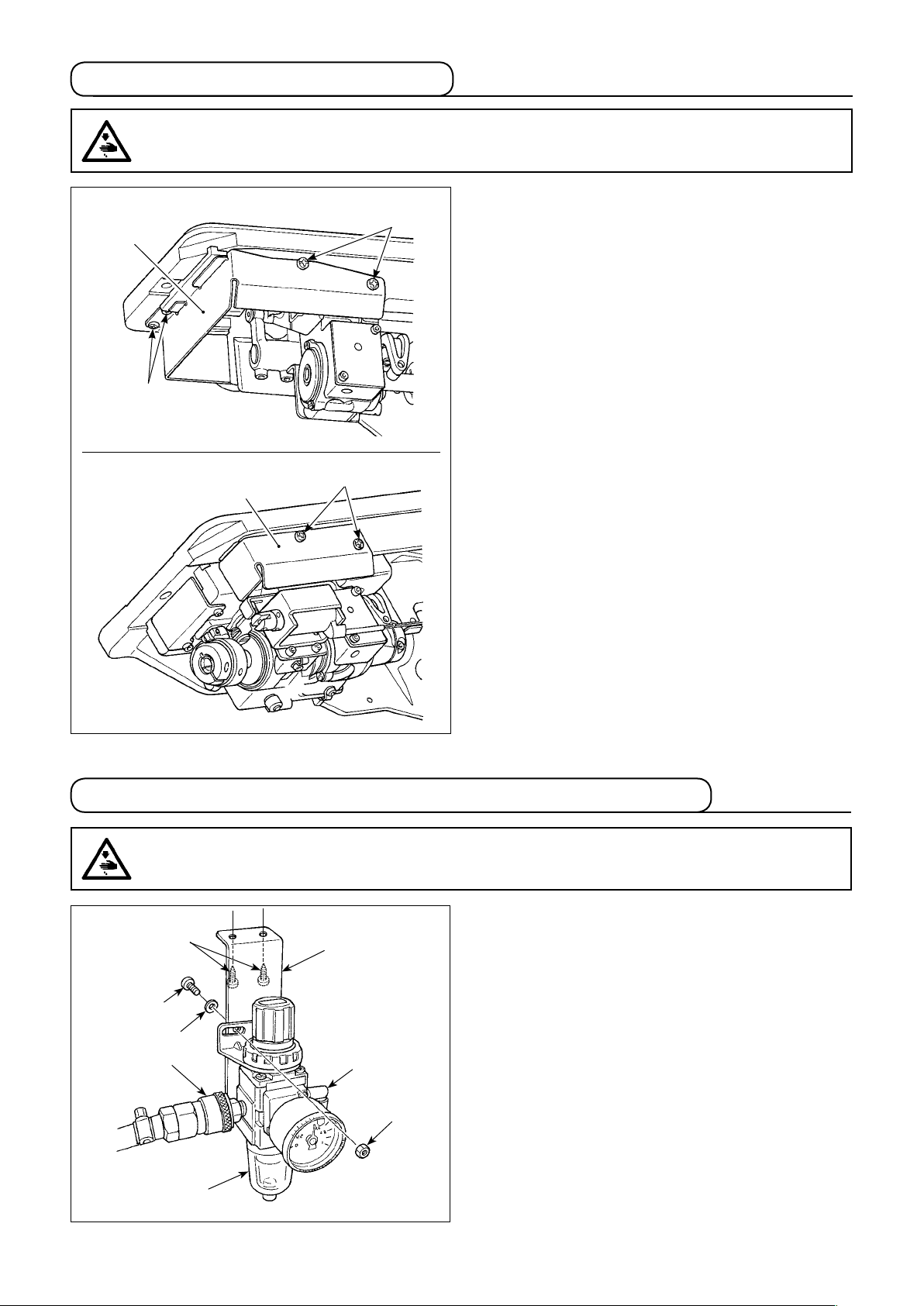
(1) Установка регулятора
❷
❼
❸
❽
❺
❻
❹
❶
1) Установите регулятор ❶ на установочную пластину ❺
с помощью винта ❷, пружинной шайбы ❸ и гайки ❹,
которые поставляются с машиной.
2) Установите соединения ❻ и ❼ на регулятор ❶.
3) Прикрепите монтажную пластину ❺ на нижней поверхности стола с помощью вспомогательных винтов ❽,
поставляемых с пластиной.
4) Подсоедините ø6 воздушную трубу, идущую от швейной машины к соединению ❻.
– 8 –
Page 11
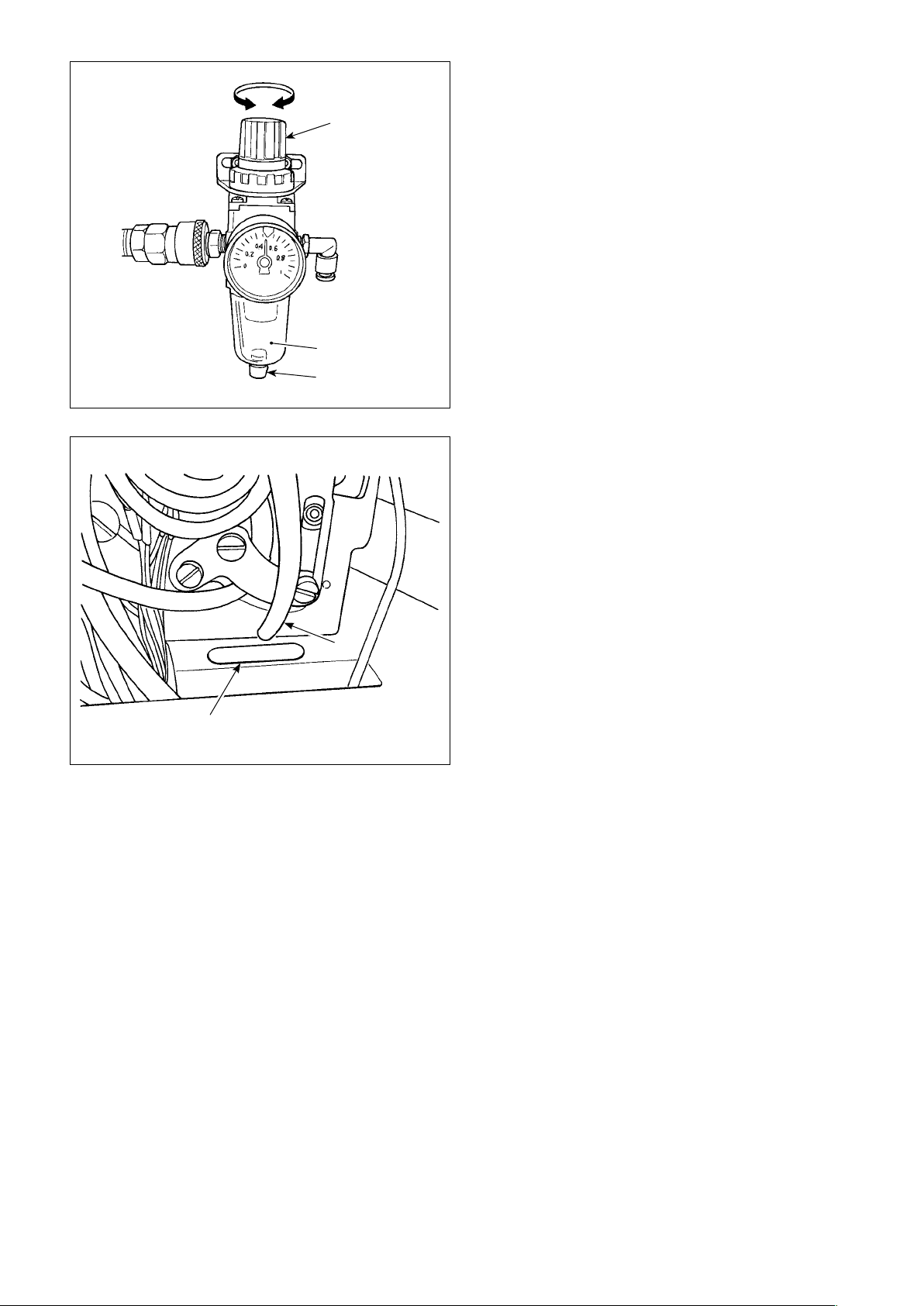
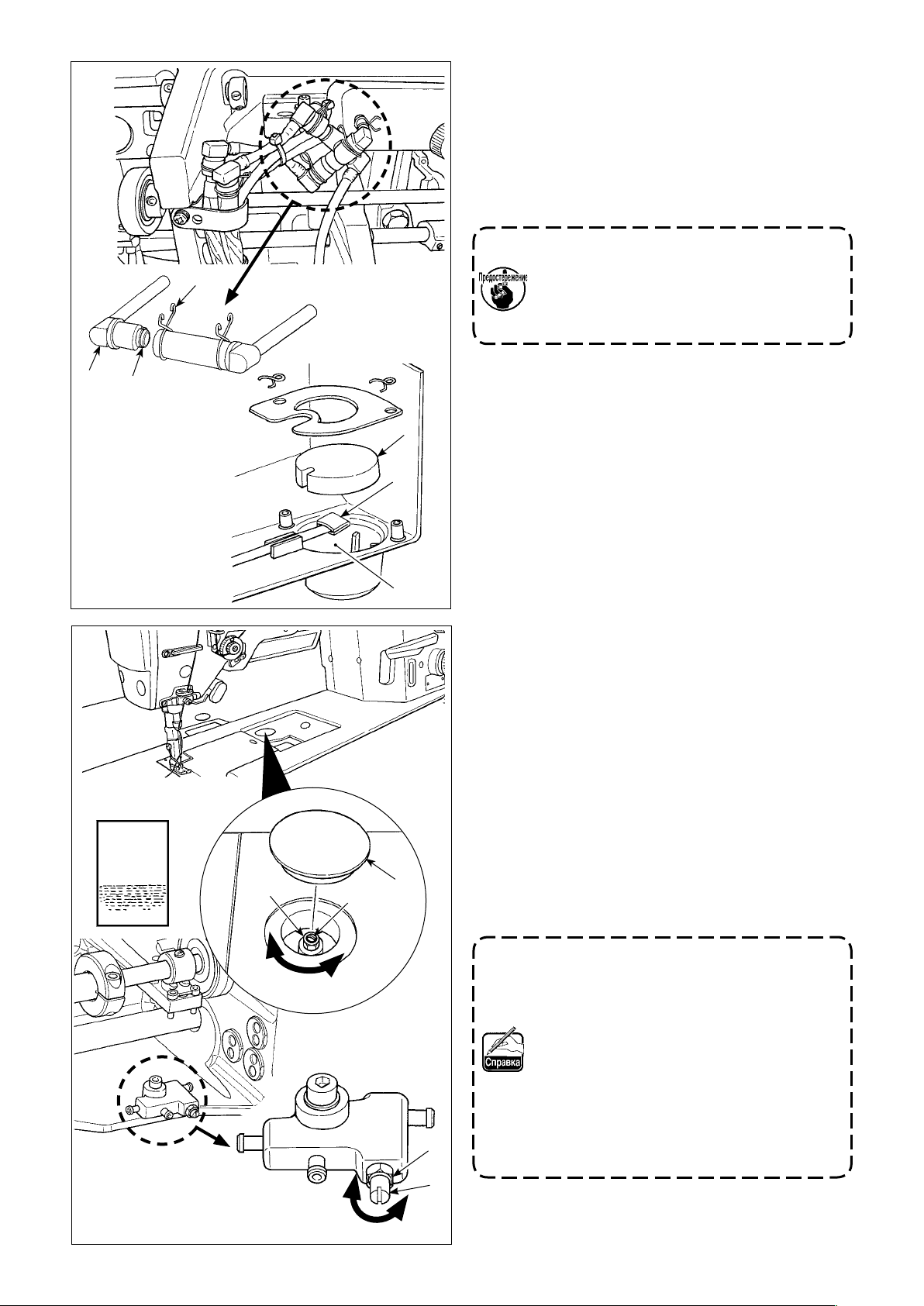
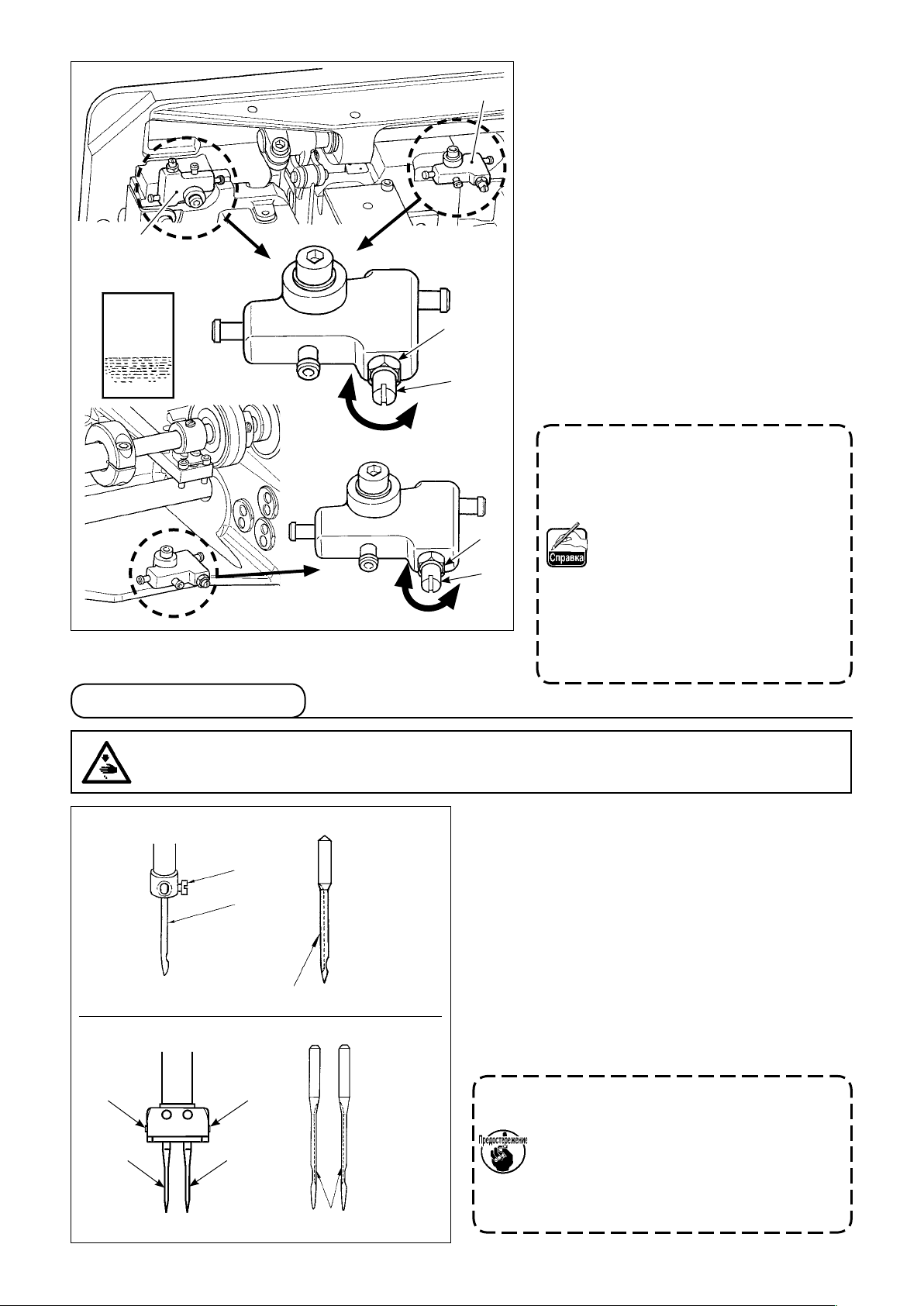
(2) Регулировка давления воздуха
Уменьшение Увеличение
❶
A
❷
1) Рабочее давление воздуха составляет 0,5 - 0,55 МПа.
Отрегулируйте давление воздуха, используя кнопку ре-
гулировки давления воздуха ❶ регулятора фильтра.
2) В случае, когда наблюдается накапливание жидкости
в сегменте A регулятора фильтра, поверните сливной
кран ❷, чтобы слить жидкость.
(3) Отводящая выпускная труба
Пропустите ø8 отводящую выпускную трубу ❶, иду-
щую от швейной машины, через отверстие в столе ❷.
В случае высокой влажности из отводящей выпускной
трубы может течь вода.
❷
❶
– 9 –
Page 12
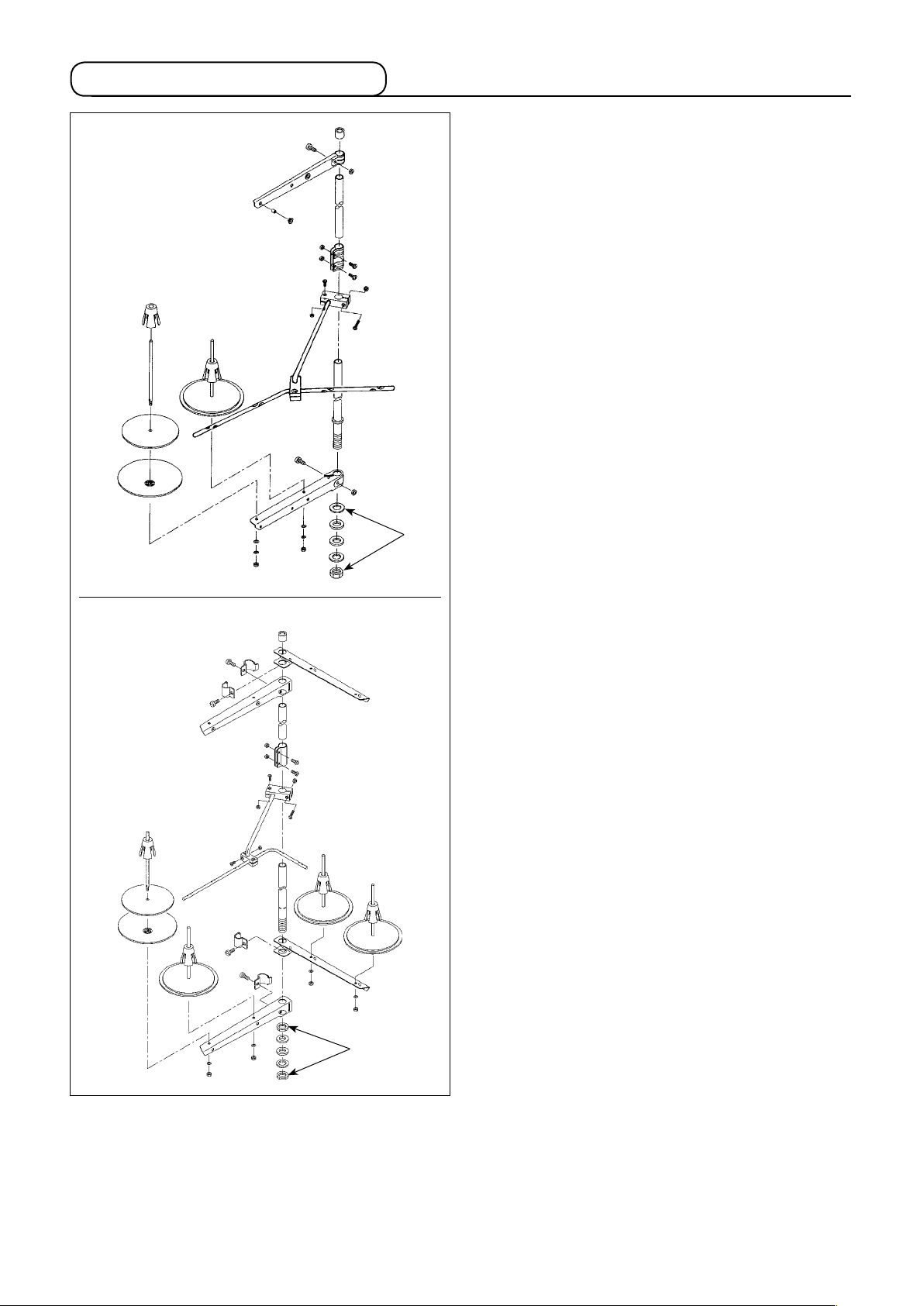
2-6. Установка подставки для нити
LU-2810, LU-2810-7,
LU-2818-7
Соберите подставку для нити, установите ее на машинном
столе, используя установочное отверстие в столе, и мягко
затяните гайку ❶.
❶
LU-2860, LU-2860-7,
LU-2868-7
❶
– 10 –
Page 13
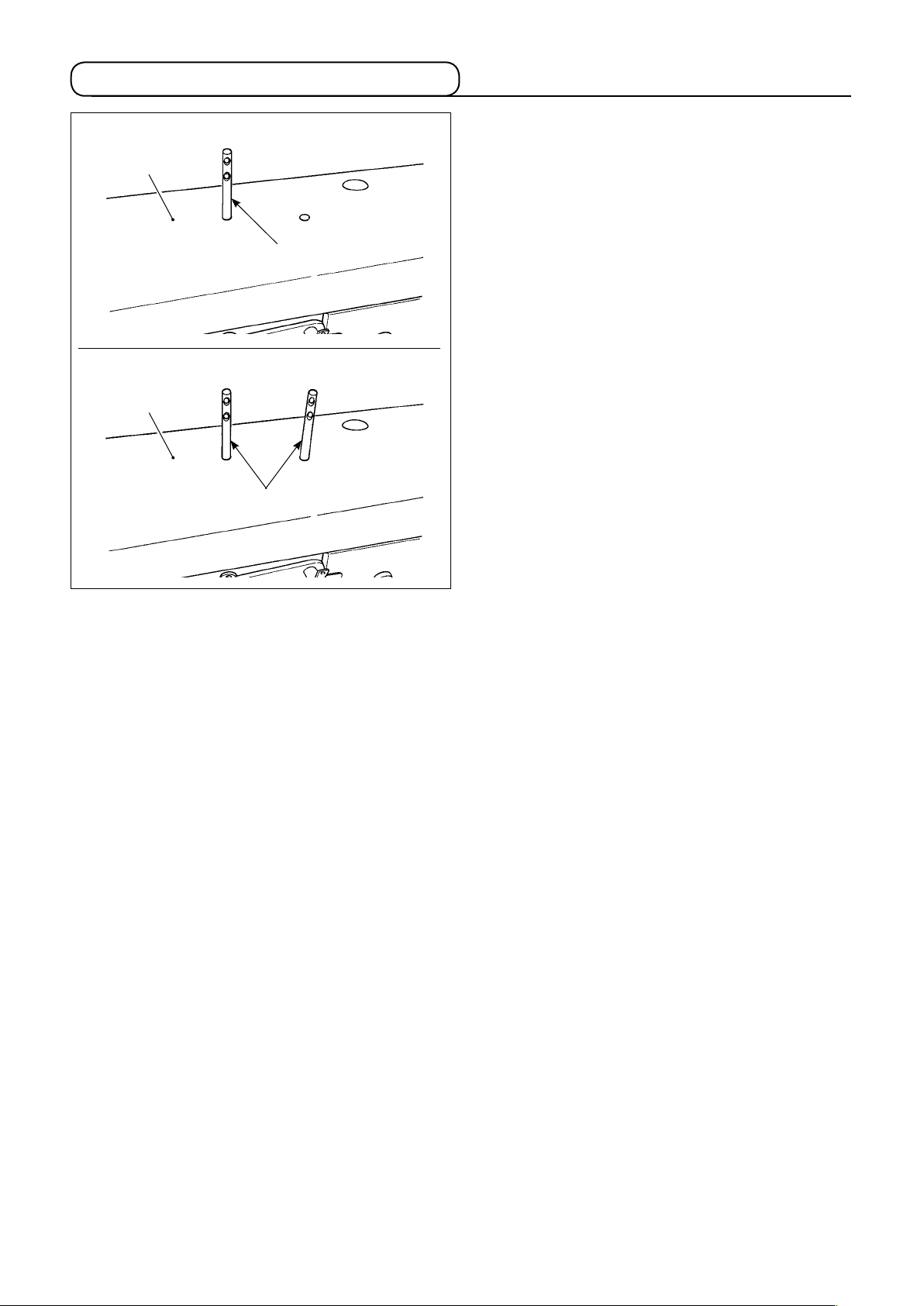
2-7. Установка направляющего штифта нити
LU-2810, LU-2810-7, LU-2818-7
❷
LU-2860, LU-2860-7, LU-2868-7
❷
❶
❶
Вставьте направляющий штифт игольной нити ❶ в соответствующее отверстие в верхней крышке ❷.
LU-2810, LU-2810-7, LU-2818-7:
・
направляющий штифт одной игольной нити
LU-2860, LU-2860-7, LU-2868-7:
・
направляющий штифт двух игольных нитей
– 11 –
Page 14
3. ПОДГОТОВКА ШВЕЙНОЙ МАШИНЫ К РАБОТЕ
3-1. Смазка
ПРЕДУПРЕЖДЕНИЕ:
1. Не включайте вилку в сеть, пока не завершится смазка, чтобы избежать несчастных случаев из-за внезапного пуска
швейной машины.
2. Чтобы предупредить воспламенение или появление сыпи, немедленно смойте частицы масла, попавшие в глаза
или на другие части тела.
3. При случайном заглатывании масла может возникнуть диарея или рвота. Уберите масло туда, где дети не смогут его
достать.
LU-2810, LU-2810-7
LU-2860, LU-2860-7
❶
LU-2818-7, LU-2868-7
C
C
❷
A
B
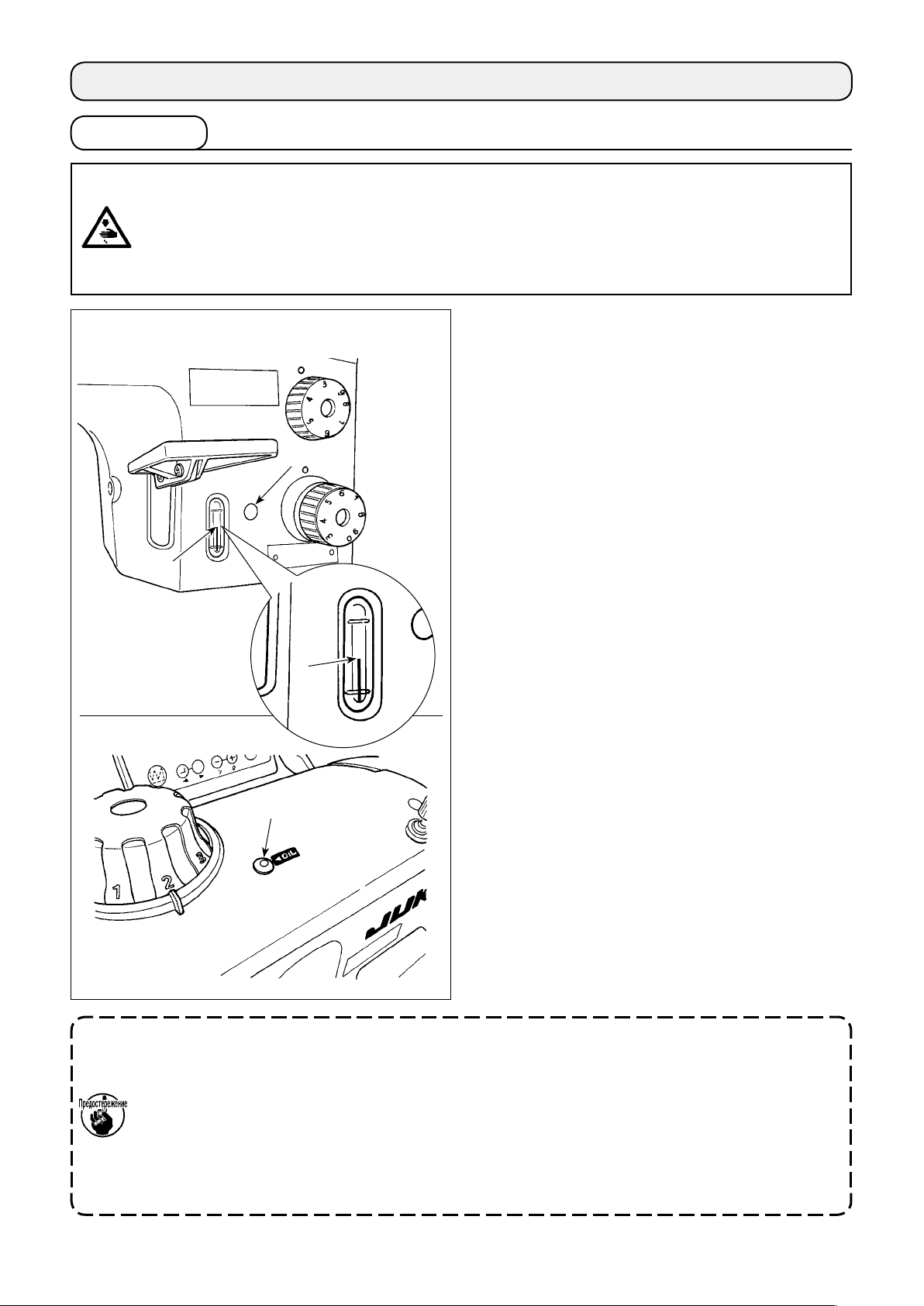
■ Процедура смазки
Заполните масляный бак маслом до начала работы на
швейной машине.
1) Заполните масляный бак маслом JUKI NEW DEFRIX
OIL № 1 (Деталь № MDFRX1600C0) или JUKI MACHINE
OIL #7 (Деталь № MML007600CA), пользуясь маслёнкой, используя масленку, поставляемую с машиной из
части C.
2) Заполняйте масляный резервуар до тех пор, пока верхний конец стержня индикации количества масла ❷
не установится между верхней A и нижней B выгравированными линейными отметками окна индикации
количества масла ❶. При избытке масла оно вытечет
из вентиляционного отверстия масляного резервуара,
или не будет произведена надлежащая смазка. Кроме
того, если масла чересчур много, оно может вытечь из
смазочного отверстия. Поэтому будьте осторожны.
3) Когда Вы начнете работать на швейной машине,
доливайте масло, если верхний конец индикаторного
прутка, измеряющего уровень масла ❷, оказывается
ниже выгравированной мерной линии B уровня масла
в индикаторном окне ❶.
1. Когда пользуетесь новой швейной машиной впервые или швейной машиной, которая не использовалась в
течение долгого времени, дайте поработать швейной машине со скоростью 1.000 стежков в минуту или меньше и
проверьте количество масла в челноке перед использованием. Если количество масла в челноке недостаточно,
отрегулируйте его количество, поворачивая винт для регулировки количества масла против часовой стрелки,
убедитесь после этого, что масла в челноке достаточно. Затем отрегулируйте количество масла до соответствующего уровня. (Обратитесь к "■ Регулировка количества масла в челноке" стр. 13)
2. Для смазки челнока покупайте масло JUKI NEW DEFRIX OIL № 1 (каталожный номер: MDFRX1600C0) или JUKI
MACHINE OIL #7 (каталожный номер: MML007600CA).
3. Убедитесь в том, что смазка производится чистым маслом.
– 12 –
Page 15
❷
❸
❶
❺
❹
■ Очистка масляного фильтра
1) Ослабьте соединительную пластину ❶ со стороны
противотока. Удалите соединение масленого фильтра
со стороны противотока.
❷
2) Очистите фильтры ❸, ❹ и ❺ и масляный резервуар
маслосборника.
❻
Очищайте масляный резервуар масляного поддона и корпус фильтра приблизительно один раз в
месяц.
Если фильтр забит землей, смазка невозможна, и
это приводит к неполадкам.
Листок бумаги
❻
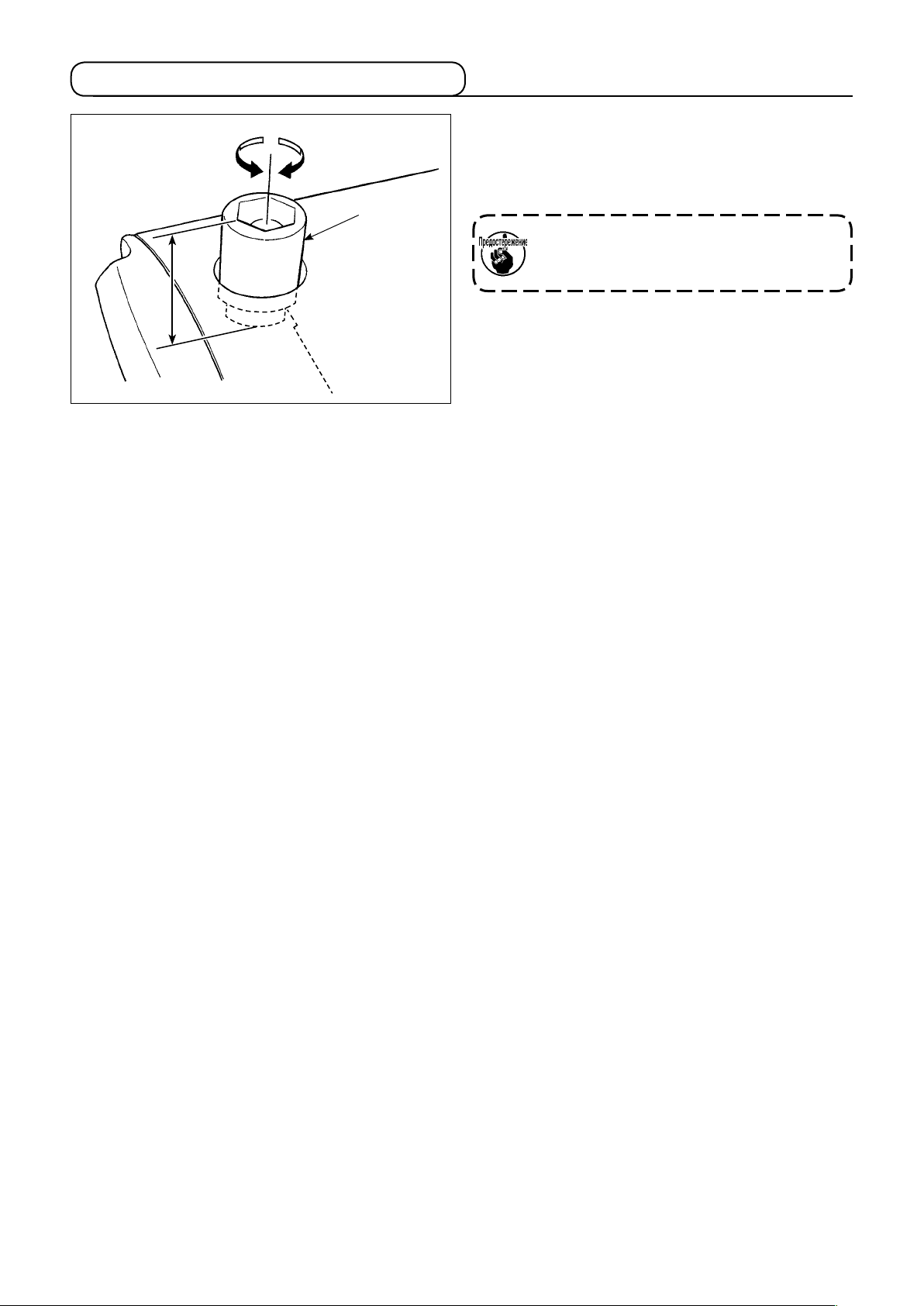
■ Регулировка количества масла в челноке
LU-2810, LU-2810-7, LU-2818-7
1) Удалите резиновый колпачок❶.
2) Открутите гайку ❷ и поверните винт, регулирующий
количество масла ❸, чтобы отрегулировать количество масла в челноке. Поворачивая винт по часовой
стрелке A, уменьшите количество масла в челноке,
если против часовой стрелки B, увеличите его.
3) Соответствующее количество масла есть, когда на
листок бумаги, помещенный около края челнока, попа-
❷
❸
❶
дают всплески масла от челнока примерно через пять
секунд, как показано на рисунке слева.
A
B
❹
В случае если количество масло в челноке не может быть отрегулировано до соответствующего
количества, его следует отрегулировать, ослабляя гайку ❹ и поворачивая винт, регулирующий
количество масла ❺.
Количество масло в челноке увеличивается при
повороте винта, регулирующего количество масла, против часовой стрелки C или уменьшается,
при повороте его по часовой стрелке D.
Также проверьте, подается ли масло к челноку
при скорости шитья в 1.000 ст/мин.
D
C
– 13 –
❺
Page 16
❶
Листок бумаги
LU-2860, LU-2860-7, LU-2868-7
❷
1) Отрегулируйте распределительный щит ❶,
чтобы отрегулировать количество масла в
левом челноке или распределительный щит
, чтобы отрегулировать количество масла
❷
в правом челноке, как описано ниже.
2) Открутите гайку ❸ и поверните винт, регулирующий количество масла ❹, чтобы
отрегулировать количество масла в челноке.
Поворачивая винт по часовой стрелке A,
уменьшите количество масла в челноке, если
против часовой стрелки B, увеличите его.
❸
3) Соответствующее количество масла есть, когда на листок бумаги, помещенный около края
челнока, попадают всплески масла от челно-
❹
A
B
❺
❻
D
C
ка примерно через пять секунд, как показано
на рисунке слева.
В случае если количество масло в челноке не может быть отрегулировано до
соответствующего количества, его следует отрегулировать, ослабляя гайку
и поворачивая винт, регулирующий
❺
количество масла ❻. Количество масло в челноке увеличивается при повороте винта, регулирующего количество
масла, против часовой стрелки C или
уменьшается, при повороте его по часовой стрелке D.
Также проверьте, подается ли масло к челноку при скорости шитья в 1.000 ст/мин.
3-2. Прикрепление иглы
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LU-2810, LU-2810-7, LU-2818-7
❷
❶
Длинное углубление
LU-2860, LU-2860-7, LU-2868-7
❷
❶
❶
❷
Длинное углубление
Выключите двигатель.
Используйте иглы 135х17.
1) Поверните маховик, чтобы поднять игольницу в самое
высокое положение ее хода.
2) Открутите винт зажима иглы ❷. Держите иглу так,
чтобы длинный желобок на игле ❶ смотрел направо
для LU-2810, 2810-7 и 2818-7, и так, чтобы длинный
желобок на каждой из этих двух игл смотрел вовнутрь
для LU-2860, 2860-7 и 2868-7.
3) Двигайте иглу ❶ глубоко в отверстие зажима иглы до
упора.
4) Надежно затяните винт зажима иглы ❷.
Предупреждение: заменяя иглу, проверьте зазор
между иглой и краем лезвия челнока. (Обратитесь
к "4-5. Связь иглы с челноком" стр. 27 и "4-6. Ре-
гулировка предохранителя челночной иглы" стр.
28.)
Если зазора не будет совсем, то игла и челнок повредятся.
– 14 –
Page 17
3-3. Прикрепление и удаление катушки
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
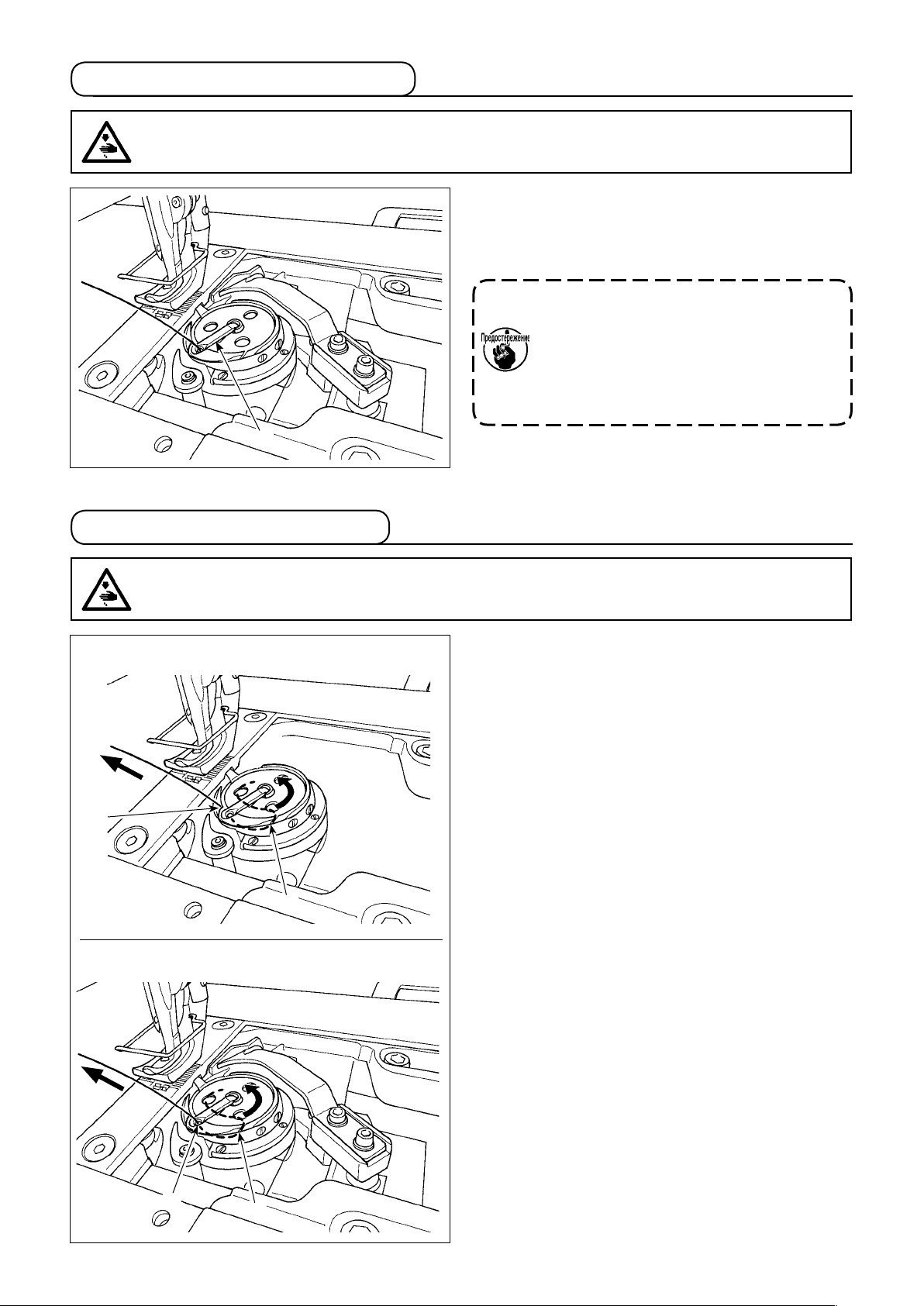
1) Поднимите защелку ❶ челнока, и выньте катушку.
2) Наденьте катушку на ось в челноке правильно и отпустите защелку.
1. Не позволяйте машине работать в холостом
режиме с катушкой (катушечной нитью). Катушечная нить будет захвачена челноком. В
результате челнок может быть поврежден.
2. Будьте осторожны, чтобы не получить травму
от верхнего края контрножа.
❶
3-4. Продевание нити через челнок
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LU-2810, LU-2860
❷
❶
LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7
1) Пропустите нить через проход для нити ❶ во внутреннем челноке и отверстие для нити ❷ в рычаге, и
медленно протягивайте нить. Теперь, нить проходит
под пружиной растяжения.
2) Удостоверьтесь, что катушка вращается в направлении стрелки, когда тянете нить.
1) Пропустите нить через проход для нити ❶ во внутреннем челноке и между ❷ тканерасправителем и
внутренним челноком, и медленно протягивайте нить.
Теперь, нить проходит под пружиной растяжения.
2) Удостоверьтесь, что катушка вращается в направлении стрелки, когда тянете нить.
❷
❶
– 15 –
Page 18
3-5. Намотка катушки
❻
❼
❹
❸
❶
❷
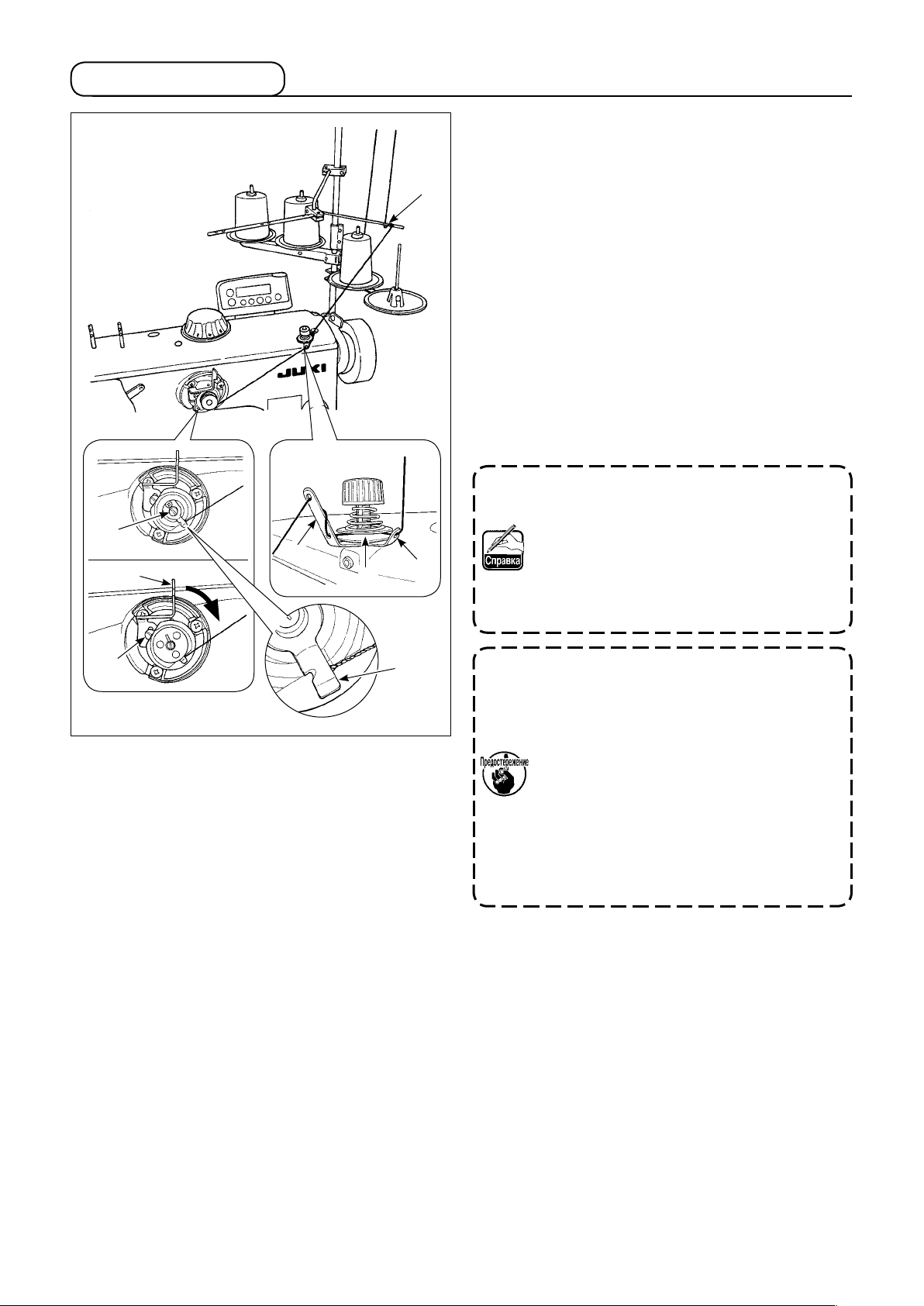
1) Пропустите нить через часть ❶ к ❹ в числовом порядке.
2) Проводите нить до тех пор, пока не будет достигнуто
основание прижима шпульной нити ❺. Затем, обрежьте нить. (Конец нити удерживается зажимом нити
петлителя.)
3) Наденьте катушку на ось станка для каркасной намотки
.
❻
4) Нажмите рычаг устройства намотки шпульной нити ❼
в направлении стрелки.
5) Когда начинаете работать на швейной машине, катушка вращается, чтобы автоматически наматывать нить
на себя.
6) Когда катушка заполнена, рычаг устройства для намотки катушки автоматически отпускает катушку, и устройство для намотки прекращает работать.
1. Величина намотки катушечной нити регулирует-
ся откручиванием установочного винта ❽. Величина намотки катушечной нити увеличивается
при перемещении рычага станка для каркасной
намотки ❼ вверх.
2. Если нить покидает контроллер натяжения нити,
наматывайте нить на промежуточном нитенаправителе одним поворотом.
❽
❺
1. Это - устройство для каркасной намотки кнопоч-
ного типа. Когда катушка целиком заполнится
нитью, зажим катушечной нити ❺ автоматически возвращается в исходное положение.
2. Чтобы закончить перемотку шпульки до того,
как шпулька будет полностью намотана нитью,
поворачивайте маховик, слегка приподнимая
рычаг устройства намотки шпульной нити ❼,
приводя прижим шпульной нити ❺ назад в его
исходное положение.
3. Если нить не приводится к основанию прижима
шпульной нити, нить будет выскальзывать из
шпульки в начале намотки шпульки.
– 16 –
Page 19

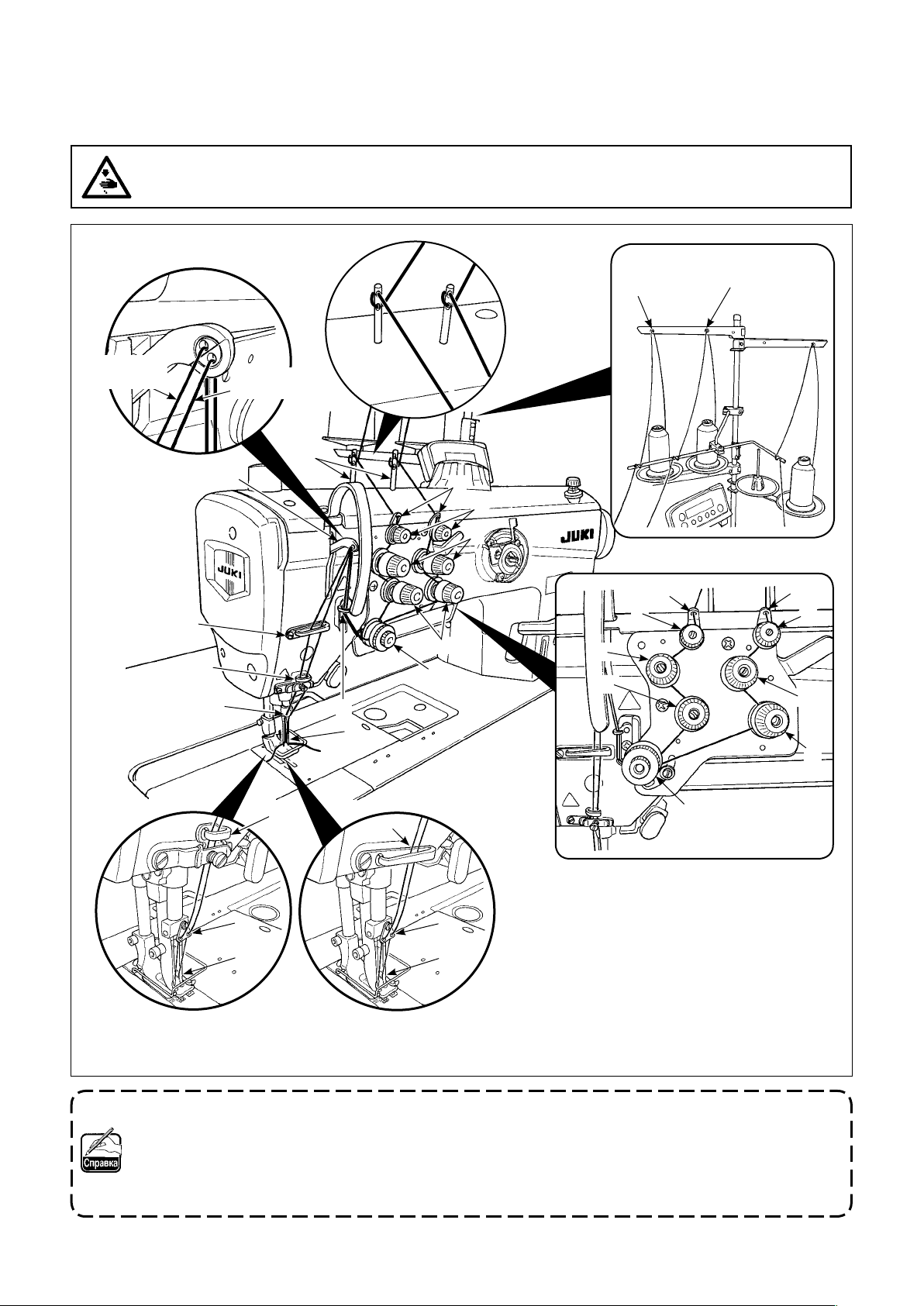
3-6. Продевание нити через головку машины
[LU-2810, 2810-7, 2818-7]
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❷
❶
❾
❽
❼
❸
❹
❺
❻
❸
❹
❺
❻
❼
Заправьте нити на машинной головке в соответствии
с рисунком.
* Пропустите нить через правую сторону нитена-
правителя .
LU-2810-7
LU-2818-7
1. Нитенаправитель нужен для того, чтобы предотвращать выскальзывание нити из игольного ушка при производстве нитеобрезки в положении за пределами материла.
2. Если возникает неполадка с запутыванием нити при начале пошива от края материала, нить должна быть удалена из положения, где она зажимается пружиной направляющей нити , или должен быть заменен на другой
нитенаправитель . Нитенаправитель для замены имеется в наличии отдельно.
Номер детали направляющей нити для замены: 40084142
LU-2810
– 17 –
Page 20
[LU-2860, 2860-7, 2868-7]
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
Левая
игольная нить
Правая
игольная нить
❾
❷
❽
❼
❻
❸
❺
❹
❺
❻
❶
❹
❸
❶
❸
❹
❺
❻
❼
Заправьте нити на машинной головке в соответ-
LU-2860-7
LU-2868-7
1. Нитенаправитель нужен для того, чтобы предотвращать выскальзывание нити из игольного ушка при производстве нитеобрезки в положении за пределами материла.
2. Если возникает неполадка с запутыванием нити при начале пошива от края материала, нить должна быть удалена из положения, где она зажимается пружиной направляющей нити , или должен быть заменен на другой
нитенаправитель . Нитенаправитель для замены имеется в наличии отдельно.
Номер детали направляющей нити для замены: 40084142
LU-2860
ствии с рисунком.
– 18 –
Page 21
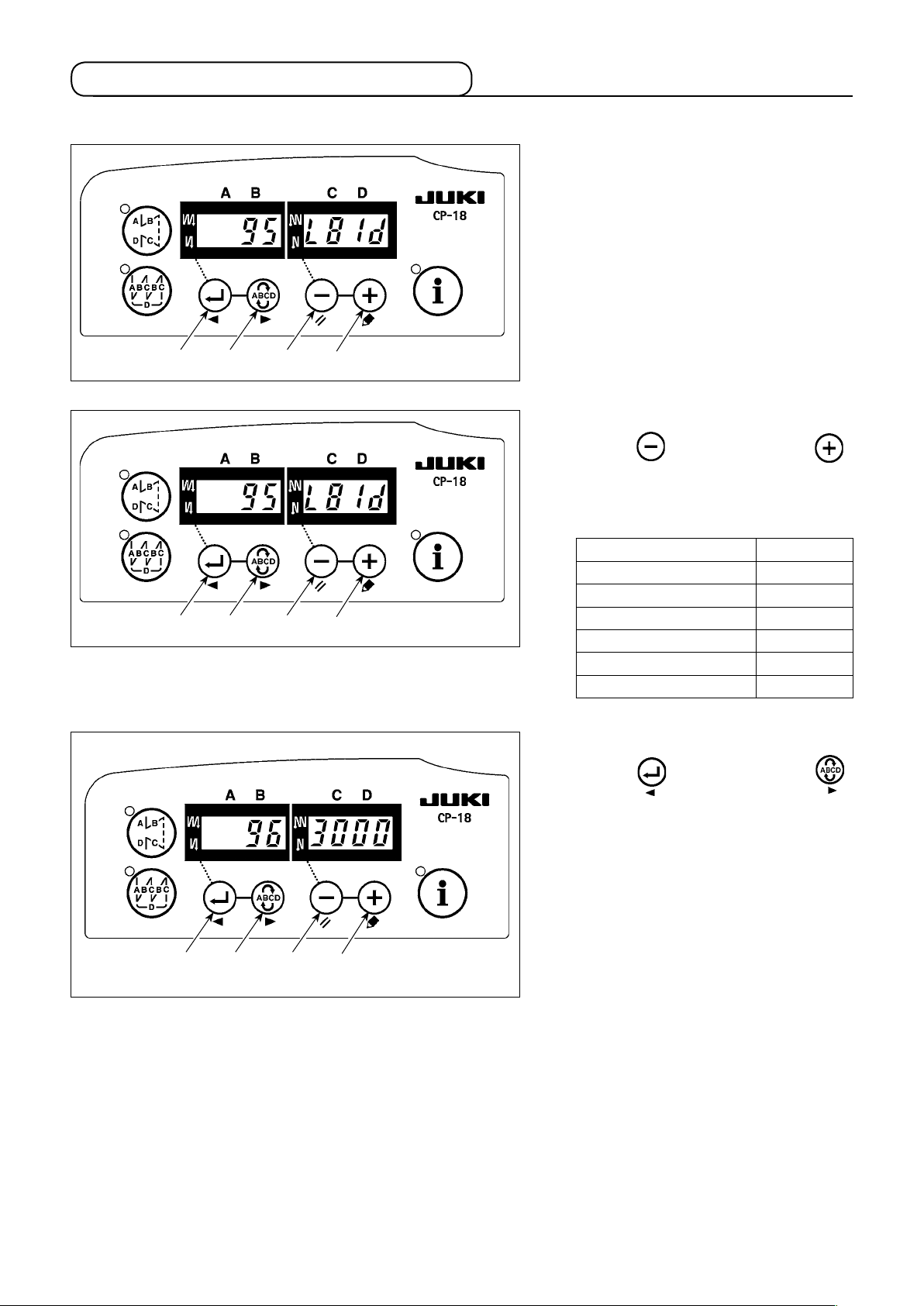
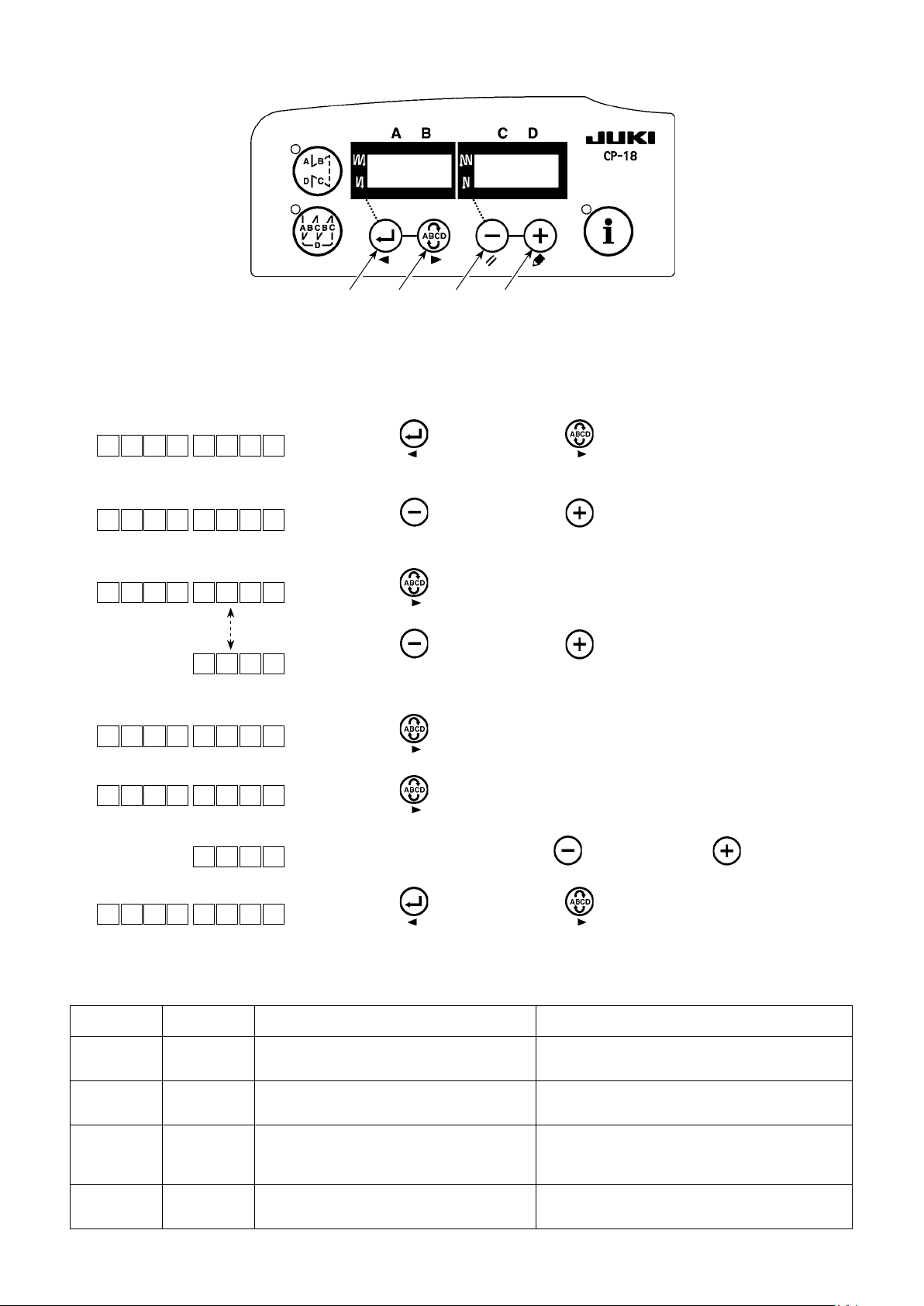
3-7. Как установить модель головки машины
CP-18
•
1) Вызовите функциональную установку № 95
в соответствии с "III-6. Функциональная
установка SC-922" в Инструкции для SC-
922.
❺❹❸
❻
2) Тип шпиндельной головки можно выбрать,
нажимая переключателя ❺ или
переключателя ❻.
Выберите модель головной части машины
согласно таблице, показанной ниже.
Модель Индикация
LU-2810 LU81
LU-2860 LU86
❺❹❸
❻
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) После выбора типа шпиндельной головки,
нажимая переключателя ❸ или
переключателя ❹, двигайтесь пошагово к
94 или 96, при этом на дисплее будет автоматически меняться содержание настройки в соответствии с типом шпиндельной
головки.
❺❹❸
❻
4) Выключите электропитание.
– 19 –
Page 22

CP-180
•
❶
1) Вызовите функциональную установку № 95 в соответ-
ствии с "18. ФУНКЦИОНАЛЬНЫЙ УСТАНОВОЧНЫЙ
ПЕРЕКЛЮЧАТЕЛЬ" в Инструкции для CP-180.
2) Тип шпиндельной головки можно выбрать, нажимая
переключателя ❶.
Выберите модель головной части машины согласно
таблице, показанной ниже.
Модель Индикация
LU-2810 LU81
LU-2860 LU86
LU-2810-7 L81d
LU-2860-7 L86d
LU-2818-7 L81L
LU-2868-7 L86L
3) После выбора типа шпиндельной головки, нажимая
переключателя ❷, двигайтесь пошагово к 94 или 96,
при этом на дисплее будет автоматически меняться
содержание настройки в соответствии с типом шпиндельной головки.
❷
4) Выключите электропитание.
– 20 –
Page 23

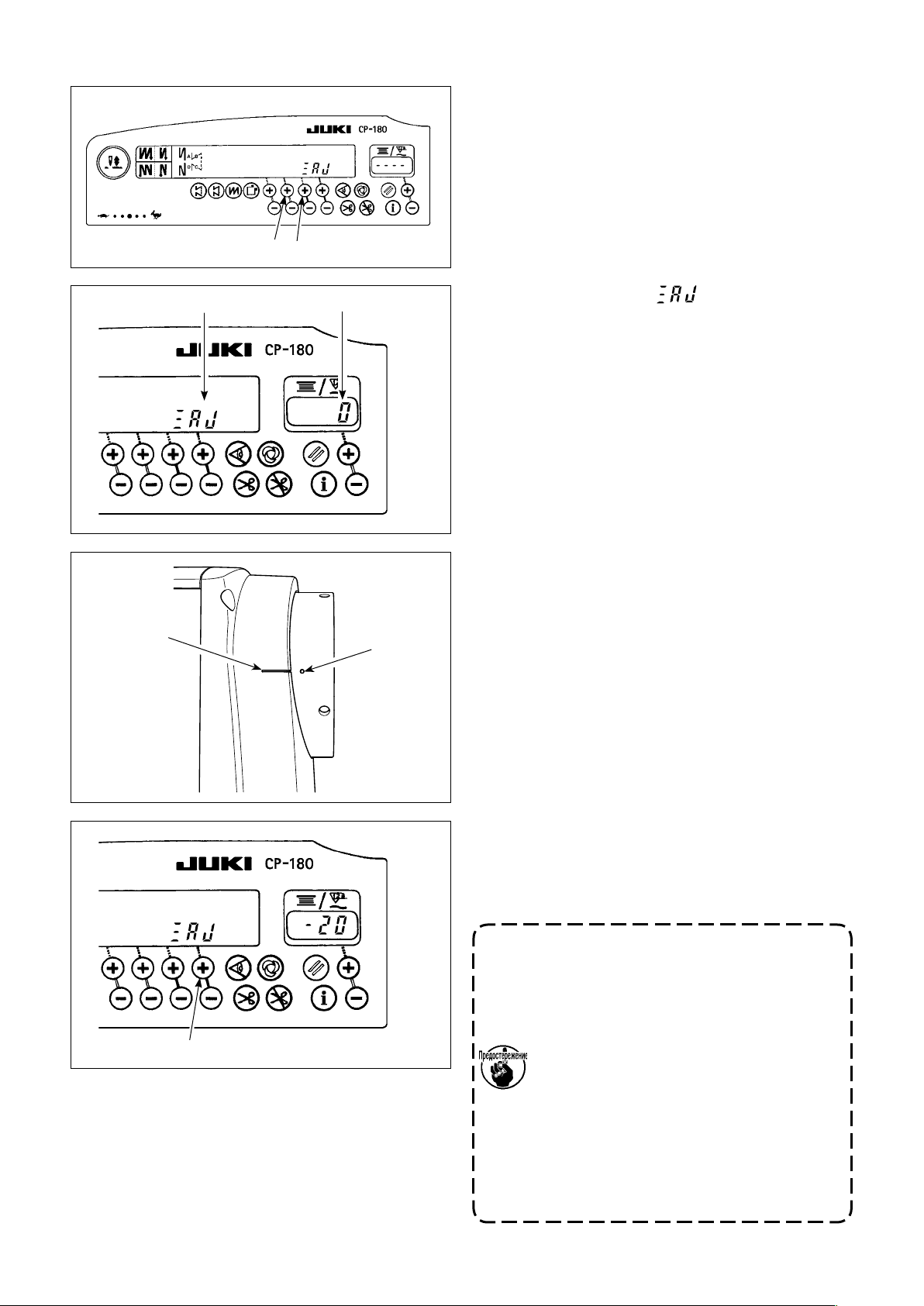
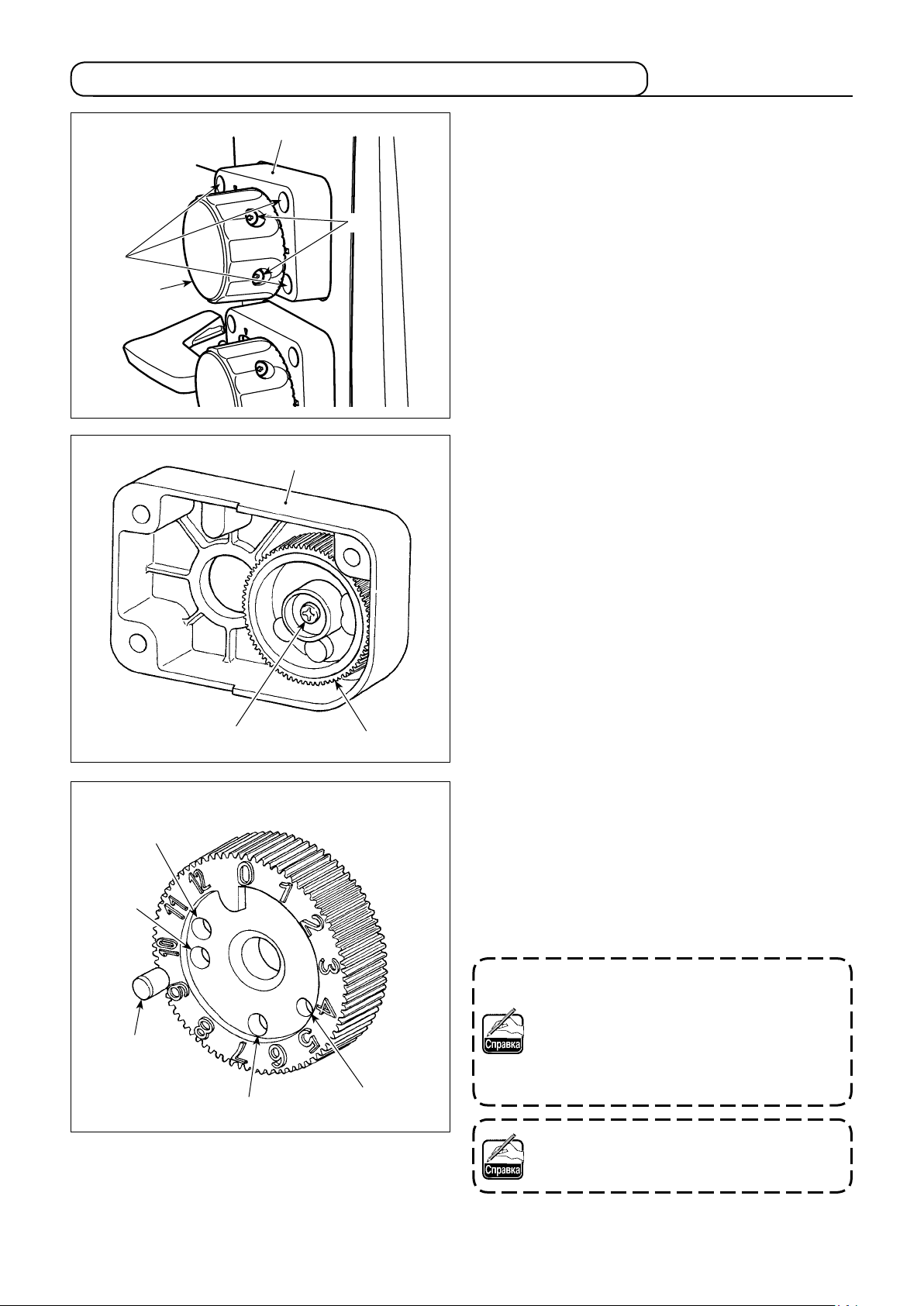
3-8. Наладка шпиндельной головки (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
CP-18
•
❸
A
1) Одновременно нажмите переключате-
ля ❹ и переключателя ❺ включите
выключатель электропитания.
2) На дисплее появляется индикация
и включается режим регулировки.
A
❺❹
❻
B
3) Поворачивайте маховик головки швейной
машины вручную, до тех пока не обнаружится опорный сигнал главной оси, и
величина угла от опорного сигнала главной
оси появится на индикаторе B.
(Значение - исходное значение).
❽
❺❹❸
❻
4) В этом состоянии совместите одну из
маркерных точек ❼ на шкиве с линией
маркера ❽ на крышке шкива как показано
❼
на рисунке.
5) Нажмите переключатель ❻, чтобы
завершить процесс регулировки.
(Значение - исходное значение).
6) Выключите электропитание.
❺❹❸
При проверке результата регулировки, установите "Настройку функции № 90: Начальная работа швейной машины
активировано" в значении "1: Начальная работа - Швейная машина останавливается в положении иглы, поднятой
вверх". Затем, проверьте, совмещена ли точечная метка ❼ с линией отметки ❽. Если они не совпадают, выполните регулировку заново. После проверки результата регулировки, возвратите настройку № 90 в предыдущее значение. (Исходное значение "2. Начальная работа: Швейная машина приходит в обратное вращение и останавливается
с поднятой вверх иглой"). Для процедуры настройки функции, обратитесь к "III-6. Как установить функции SC-922" в
Руководстве по эксплуатации для SC-922.
❻
– 21 –
Page 24
CP-180
•
1) Одновременно нажмите переключателя ❶ и переключателя ❷ включите выключатель электропитания.
❷❶
❽
BA
2) На дисплее появляется индикация A и включается режим регулировки.
3) Поворачивайте маховик головки швейной машины
вручную, до тех пока не обнаружится опорный сигнал
главной оси, и величина угла от опорного сигнала
главной оси появится на индикаторе B.
(Значение - исходное значение).
4) В этом состоянии совместите одну из маркерных точек
на шкиве с линией маркера ❽ на крышке шкива как
❼
показано на рисунке.
❼
❹
5) Нажмите переключатель ❹, чтобы завершить процесс регулировки.
(Значение - исходное значение).
6) Выключите электропитание.
При проверке результата регулировки, установите "Настройку функции № 90: Начальная работа
швейной машины активировано" в значении "1:
Начальная работа - Швейная машина останавливается в положении иглы, поднятой вверх".
Затем, проверьте, совмещена ли точечная метка
с линией отметки ❽. Если они не совпадают,
❼
выполните регулировку заново. После проверки
результата регулировки, возвратите настройку №
90 в предыдущее значение. (Исходное значение "2.
Начальная работа: Швейная машина приходит в
обратное вращение и останавливается с поднятой
вверх иглой"). Для процедуры настройки функции, обратитесь к "18. Как установить функции" в
Руководстве по эксплуатации для CP-180.
– 22 –
Page 25

4. РЕГУЛИРОВКА ШВЕЙНОЙ МАШИНЫ
4-1. Регулировка длины стежка
❸
❹
❷
❸
❶
Поворачивайте регулировочный диск стандартной подачи ❶
и регулировочный диск 2P подачи ❷, чтобы совместить желаемое число с маркерными точками ❸ на дисках машины.
(1) Шитье при обратной подаче
1) Нажмите рычаг контроля за обратной подачей ❹.
2) Стежки обратной подачи делаются, пока продолжаете
давить на рычаг.
3) Отпустите рычаг, и машина будет работать с нормальным направлением подачи.
(2) Ручное шитье с одним нажатием при обратной
подаче
1) Нажмите сенсорный переключатель ❺.
2) Стежки обратной подачи делаются, пока продолжаете
давить на рычаг.
3) Отпустите выключатель, и машина будет работать с
нормальным направлением подачи.
❻
❺
(3) Переключение величины отклонения при прокла-
дывании прямой строчки (LU-2810-7, 2860-7, 2818-7
и 2868-7)
1) Нажмите переключатель для переключения величины
отклонения при прокладывании прямой строчки ❻,
чтобы переключить длину стежка в соответствии с
отметкой шкалы на регулировочном диске 2P подачи.
(Светодиод на переключателе загорается.)
1. Установите регулировочный диск 2P подачи ❷
на значение меньшее, чем установленное значение регулировочного диска стандартной подачи
.
❶
2. Отрегулируйте регулировочный диск 2P подачи,
когда переключатель для переключения величины отклонения при прокладывании прямой
строчки выключен.
3. (LU-2810-7, LU-2860-7) Отметка шкалы на регули-
ровочном диске 2P подачи менее 3 (при которой диск останавливается с помощью стопора
диска), используется для совмещения с 0 диска
2P. Отметки шкалы менее 3 не могут использоваться.
4. (LU-2818-7, LU-2868-7) В случае круговой шкалы
для регулировки стандартного шага стежка ❶
установленной на значение малого шага, поднимите и опустите рычаг управления питателя ❹
несколько раз прежде, чем начать шить.
– 23 –
Обратитесь к "5-7. Рабочие переключатели (LU-
2810-7, LU-2860-7, LU-2818-7, LU-2868-7)" стр. 39
относительно подробностей по 2P устройству.
Page 26

4-2. Натяжение нити
(1) Регулировка натяжения игольной нити
B A
1) Поверните гайку натяжения нити № 1 ❶ по часовой
C
D
❶
❷
стрелке А, чтобы сократить длину нити, остающейся
на вершине иглы после обрезки нити. Поверните гайку
против часовой стрелки B, чтобы удлинить ее.
2) Поверните гайки натяжения нити № 2 ❷ по часовой
стрелке C, чтобы увеличить натяжение игольной нити,
или против часовой стрелки D, чтобы уменьшить его.
Примените то же самое натяжение к обеим гайкам
натяжения нити № 2.
В случае, длина нити, остающейся в конце иглы,
не может быть увеличена, замените регулятор
пружины натяжения № 1 с 22945505, который имеется в наличии отдельно.
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
(2) Регулировка натяжения катушечной нити
Поверните винт, регулирующий натяжения ❸, по часовой
стрелке А, чтобы увеличить натяжение катушечной нити,
или против часовой стрелки B, чтобы уменьшить его.
A
❸
B
– 24 –
Page 27
4-3. Пружина нитепритягивателя
❹
❶
❷
(1) Когда хотите изменить ход пружины
нитепритягивателя
1) Ослабьте винт ❷. Отрегулируйте пружину нитепритягивателя ❶, перемещая этот винт по желобку.
2) Ослабьте винт ❹. Отрегулируйте пружину нитепритягивателя ❸, перемещая регулировочную пластину
пружины нитепритягивателя ❺ вдоль основания
пружины нитепритягивателя ❻.
* У LU-2810, 2810-7 и 2818-7 нет пружины нитепритя-
гивателя ❸.
❸
❺
❶
❸
❾
❽
❼
❻
(2) Когда хотите изменить натяжение пружины
нитепритягивателя
1) Чтобы отрегулировать натяжения пружины нитепритягивателя ❶, открутите сначала гайку ❼. Поверните
ось пружины ❽ против часовой стрелки, чтобы увеличить натяжения или по часовой стрелке, чтобы уменьшить его.
После регулировки, установите штифт, затягивая гайку
.
❼
2) Чтобы изменить натяжения пружины нитепритягивателя ❸, сначала открутите винт ❾. Поверните гайку
против часовой стрелки, чтобы увеличить натяжения
или по часовой стрелке, чтобы уменьшить его.
После регулировки, закрепите гайку, затягивая винт
.
❾
Уменьшение
* У LU-2810, 2810-7 и 2818-7 нет пружины нитепритя-
гивателя ❸.
Увеличение
– 25 –
Page 28
4-4. Регулировка давления прижимной лапки
B
A
A
❶
Поверните регулировочный диск пружины прижимной лапки
по часовой стрелке А, чтобы увеличить давление при-
❶
жимной лапки, или против часовой стрелки B, чтобы уменьшить его.
Работайте на швейной машине с минимальным
давлением прижимной лапки, пока прижимная
лапка надежно держит материал.
Применяемый диапазон - от 38 мм до 60 мм, который представляет собой расстояние от верхней поверхности A
консоли до верхней поверхности круговой шкалы, регулирующей пружину прижимной лапки, ❶.
Стандартное значение во время отгрузки составляет 47 мм.
– 26 –
Page 29

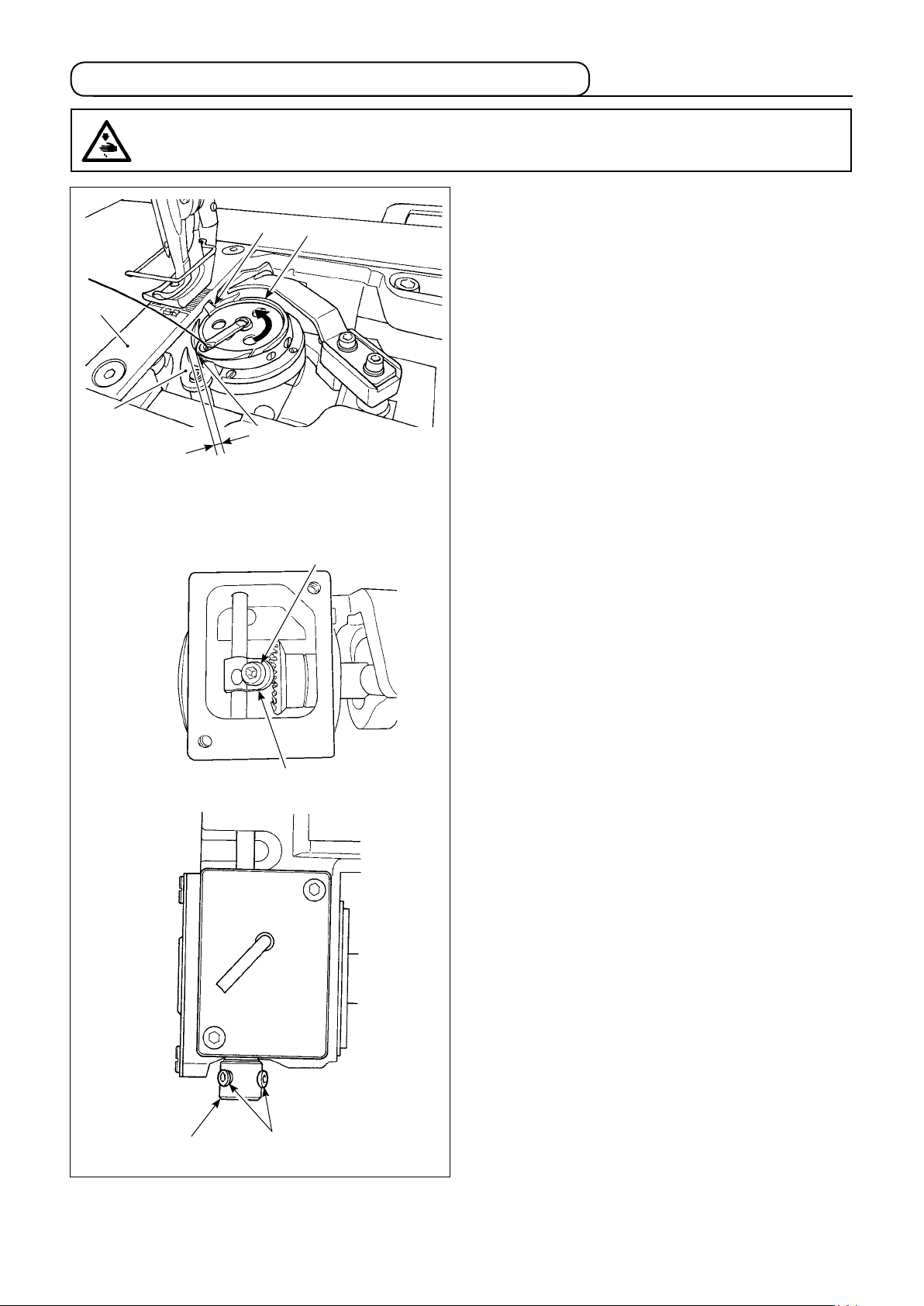
4-5. Связь иглы с челноком
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1,5 мм
Установочное кольцо
приводного вала
челнока
Приводной вал челнока D
❷
❶
2,3 мм
0,05 - 0,1 мм
Приводной вал челнока C
Установочное кольцо
приводного вала
челнока
❸
❹
❺
Установочное кольцо
приводного вала челнока
совмещается с торцевой
поверхностью приводного вала челнока D
1) Отрегулируйте регулировочный диск стандартной подачи до "0".
❸
Левый
челнок
Правый
челнок
Установочное кольцо приводного
вала челнока совмещается с торцевой
поверхностью приводного вала челнока C
(Предостережение 1)
2) Открутите зажимной винт установочного кольца приводного вала челнока ❸, и поверните маховик против часовой
стрелки, чтобы заставить игольницу подняться на 2,3 мм от нижнего положения ее хода.
3) В состоянии, описанном в пункте 2), выровняйте край лезвия ❶ челнока с центром иглы ❷, и затяните зажимной
винт установочного кольца приводного вала челнока ❸. При этом обеспечивается зазор в 1,5 мм между краем лезвия
челнока и верхним краем ушка иглы. (Установочное кольцо приводного вала челнока должно быть на одном уровне с
торцевыми поверхностями C и D приводного вала челнока.)
4) Открутите установочные винты ❹ и ❺ на седле приводного вала челнока на верхней поверхности платформы. Отрегулируйте зазор между краем лезвия челнока и иглой до 0,05 – 0,1 мм, перемещая седло приводного вала челнока
вправо или влево, чтобы изменить его положение. Затем затяните установочные винты ❹ и ❺.
5) Совместите самую большую отметку шкалы регулировочного диска стандартной подачи с маркерной точкой на рычаге
машины. Убедитесь, что край лезвия челнока не приходит в соприкосновение с иглой.
1. Если происходит пропуск стежка и обрыв нити, когда используете эластичную нить, например, виналоновую,
отрегулируйте синхронизацию челнока с шагом, используемым для шитья.
2. Панель управления может прийти в соприкосновение с подставкой для нити при наклоне головки машины. Чтобы
защитить соответствующие части от соприкосновения, переместите подставку для нити в положение, в котором
подставка для нити не мешает пульту управления.
[Только для LU-2810-7, LU-2860-7, LU-2818-7 и LU-2868-7]
Чтобы проверить положение игольницы, как описано в вышеупомянутом пункте 2) [то есть, "... игольница поднима-
ется на 2,3 мм от самого нижнего положения ее хода"], можно использовать дисплей главного угла вращения вала в
"режиме регулировки головки машины" SC-922.
Увеличьте числовое значение, отображаемое, когда игольница находится в самом нижнем положении своего хода в
"режиме регулировки головки машины" под углом в 25°, игольница поднимется на 2,3 мм.
(Когда игольница поднимается на 2,3 мм от самого нижнего положения своего хода, угол вращения главный вала 25° угла.)
* В случае регулировки связи игла – челнок в «режиме регулировки головки машины» не нажимайте переключатель .
Обратитесь к "II-10. Установка головки машины" в инструкции для SC-922 для режима регулировки головки машины.
– 27 –
Page 30
4-6. Регулировка предохранителя челночной иглы
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
❹
0,05 0,2 мм
❶
❷
B
a
b
A
❸
Когда челнок был заменен, проверьте положение предохранителя челночной иглы. В качестве стандартного положения
предохранителя челночной иглы ❷ оно должно толкать
боковую поверхность иглы ❶, чтобы отклонять иглу на 0,05
- 0,2 мм от ее прямого положения. Если положение челнока не такое, как показано выше, используйте подходящий
шестиугольный торцовый гаечный ключ ❹ для ❸ регулировочного винта предохранителя иглы и отрегулируйте следующим образом:
1) Чтобы отклонить предохранитель челночной иглы в
направлении a, поверните регулировочный винт предохранителя иглы в направлении A.
2) Чтобы отклонить предохранитель челночной иглы в
направлении b, поверните регулировочный винт предохранителя игла в направлении B.
3) На заключительной стадии процедуры, наладьте соответствующим образом зазор, предусмотренный между
иглой и челноком.
– 28 –
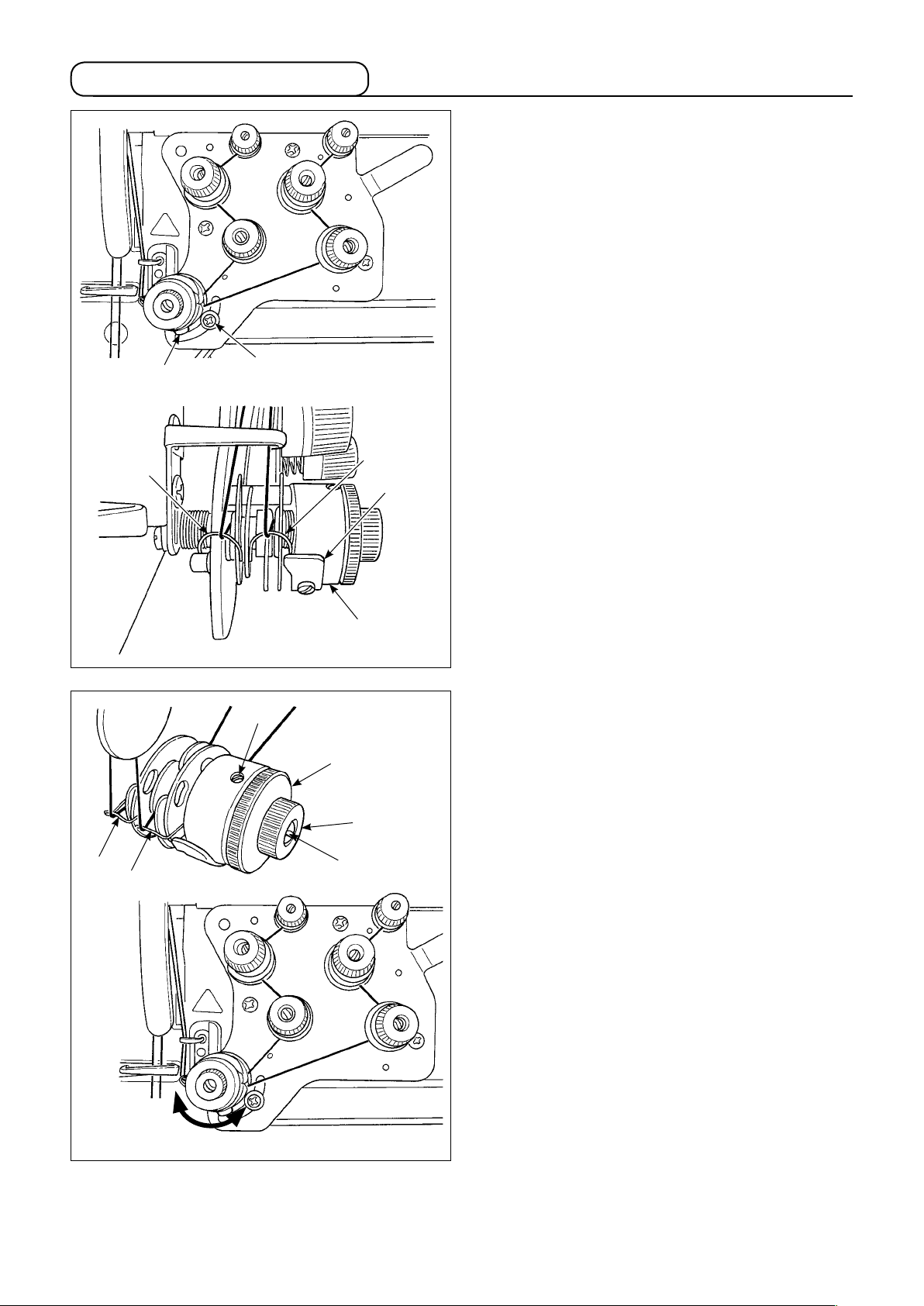
Page 31
4-7. Регулировка открывающего рычага шпульного колпачка
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LU-2810, LU-2810-7
1) Поверните маховик в обычном направлении вращения,
чтобы переместить рычаг, открывающий шпульный
колпачок ❶, как можно ближе к внутреннему челноку
.
❷
2) Поворачивайте внутренний челнок ❷ в направлении,
показанном стрелкой до тех пор, пока стопор ❸ не
прижмется к прорези в игольной пластинке ❹.
3) Ослабьте установочный винт кривошипа тканерасправителя ❺. Отрегулируйте зазор, предусмотренный
между рычагом, открывающим шпульный колпачок и
выступающей частью А внутреннего челнока до 0,7 0,9 мм.
Затяните установочный винт ❺, придавливая криво-
шип рычага для открытия шпульного колпачка ❻.
❹
❶
LU-2810, 2810-7, 2818-7
0,7 - 0,9 мм
LU-2860, 2860-7, 2868-7
0,9 - 1,1 мм
LU-2810, 2810-7
❸
A
❷
❺
LU-2860, 2860-7, 2818-7, 2868-7
❻
LU-2860, LU-2860-7, LU-2818-7, LU-2868-7
1) Поверните маховик в обычном направлении вращения,
чтобы переместить рычаг, открывающий шпульный
колпачок ❶, как можно ближе к внутреннему челноку
.
❷
2) Поворачивайте внутренний челнок ❷ в направлении,
показанном стрелкой до тех пор, пока стопор ❸ не
прижмется к прорези в игольной пластинке ❹.
3) Ослабьте установочные винты ❼ втулки рычага,
открывающего шпульный колпачок. Отрегулируйте
зазор, предусмотренный между рычагом, открывающим шпульный колпачок и выступающей частью А внутреннего челнока до 0,9 - 1,1 мм для LU 2860, -2860-7
и 2868-7, или до 0,7 - 0,9 мм для LU-2818-7.
Затяните установочные винты ❼, нажимая вниз ры-
чаг, открывающий шпульный колпачок ❶, и нажимая
вверх втулку рычага удерживающего шпульный колпачок ❽.
❽
❼
– 29 –
Page 32

4-8. Регулировка положения контрножа, давления ножа и давления зажима
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
LU-2810-7, LU-2860-7 LU-2818-7, LU-2868-7
3,7 ± 0,1 мм
❸
❼
❹
Нож
3,7 ± 0,1 мм
❶
❸
❼
Нож
❹
❶
37 ± 0,1 мм
34,5 ± 0,1 мм
❻
❻
LU-2810-7:
6 - 7 мм
LU-2860-7:
1,2 - 1,5 мм
8 - 9 мм
❺
❷
Давление ножа начинает расти
1,2 - 1,5 мм
❺
❷
Давление ножа начинает расти
8
-
9
мм
1) Переместите движущийся нож ❺ вручную в его переднюю позицию движения.
• Регулировка контрножа
2) Открутите установочные винты основания контрножа ❶. Отрегулируйте положение контрножа так, чтобы верхний
край контрножа ❸ был расположен на расстоянии 1,2 – 1,5 мм от торцевой поверхности игольной пластинке в боковом направлении, и так, чтобы он был прижат к ступенчатой части (поверхность на стороне оси движущегося ножа)
седла приводного вала челнока в продольном направлении. Затем затяните установочные винты ❶.
Ослабьте установочные винты контрножа ❼. Наладьте расстояние между монтажной плоскостью скользящей опоры
и наконечником контрножа на 37 ±0,1 мм для LU-2810-7 и LU-2860-7 или на 34,5 ± 0,1 мм для LU-2818-7 и LU-2868-7.
Затем, затяните установочные винты ❼.
• Регулировка давления ножа
3) Открутите установочные винты ❷ в движущемся ноже.
Поверните маховик, чтобы переместить движущийся нож и отрегулировать давление ножа.
При стандартной регулировке давление ножа должно прилагаться со времени, когда расстояние от верхнего конца
подвижного ножа до верхнего конца контрножа составляет 6 - 7 мм для LU-2810-7 или 8 - 9 мм для LU-2860-7, -2818-7
и -2868-7.
1. Отрегулируйте давление ножа ❺ так, чтобы пружина ❹ зажима не соприкасалась с движущимся ножом (давление
зажима не растет).
2. Соблюдайте осторожность, чтобы не получить травму от движущегося ножа ❺, контрножа ❸, края лезвия чел-
нока и т. д.
• Регулировка давления зажима
3) Чтобы отрегулировать давление зажима, сначала ослабьте установочный винт зажимной пружины ❻. Отрегулируйте
боковое положение зажимной пружины так, чтобы обеспечивался зазор в 3,7 ± 0,1 мм между зажимной пружиной ❹
и контрножом ❸. Затем отрегулируйте продольное положение зажимной пружины, затянув установочный винт ❻ с
зажимной пружиной, прижатой к ступенчатой части основания контрножа.
Убедитесь, что давление зажима оказывается при перемещении подвижного ножа ❺ к его заднему концу.
– 30 –
Page 33

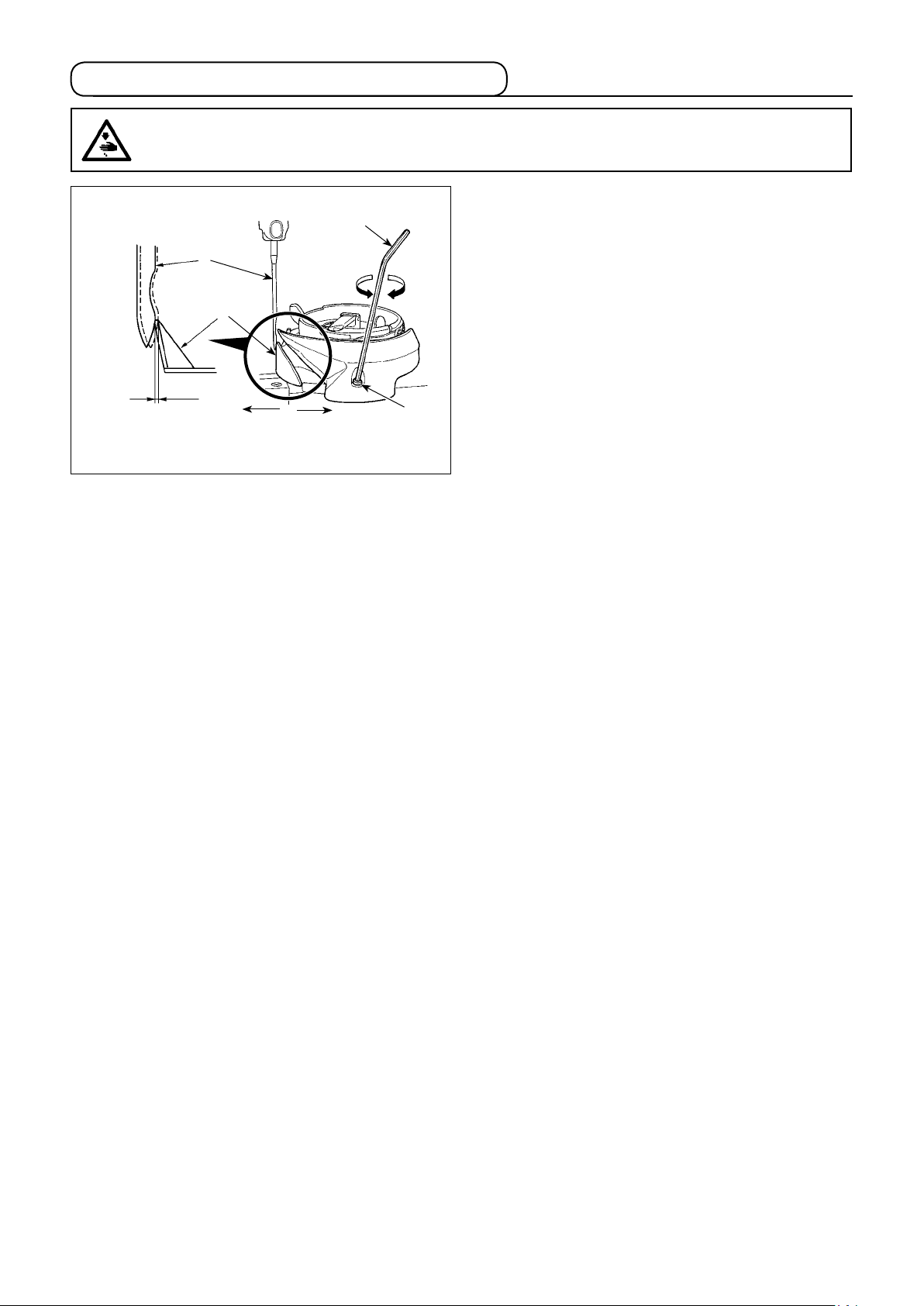
4-9. Регулировка уплотняющего стежка
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Расположите пластину круговой шкалы для регулировки шага стежка ❺ в нужной величине уплотнения.
(Шаг 2 в случае величины уплотнения 2 мм)
Ослабьте винт скобы рычага уплотняющего стежка ❶.
❹
❷
❶
2) Поднимите цилиндр уплотнения ❹ в направлении
стрелки. При этом рукой опустите рычаг управления
обратной подачей ❻, чтобы перевести швейную
машину в состояние шитья с обратной подачей. В этом
состоянии затяните зажимной винт кривошипа уплотнения ❶ в положении, при котором верхний конец
прорези в соединении ❷ соприкасается с шарнирным
винтом ❸.
❻
❸
Соприкосновение
❺
Если величина уплотнения является чрезмерно
малой, материал может быть порван в зависимости от типа шва. Это влечёт за собой пропуск
стежков и может вызвать сбой в работе обрезателя нити.
– 31 –
Page 34
4-10. Регулировка величины возвратно-поступательного вертикального движения шагающей
прижимной лапки и прижимной лапки
Отрегулируйте величину возвратно-поступательного вертикального движения шагающей прижимной лапки и прижим-
❶
❸
❷
ной лапки, используя диск ❶. Поверните диск по часовой
стрелке, чтобы увеличить величину возвратно-поступательного вертикального движения шагающей прижимной лапки
и прижимной лапки, или против часовой стрелки, чтобы
уменьшить ее.
Исключительная одноигольная швейная машина с европейским шаблоном, величины чередующегося вертикального
движения шагающей прижимной лапки и прижимной лапки
были ограничены на заводе до 6,5 мм при отгрузке. Чтобы
отменить ограничение на величину возвратно-поступательного вертикального движения шагающей прижимной лапки
и прижимной лапки, удалите верхнюю крышку, открутите
установочные винты ❷ и переместите стопор ❸ вправо.
При освобождении стопора с помощью стандартного измерителя, прижимная лапка может создавать помехи для шагающей прижимной лапки.
Прижимная лапка может также создавать помехи
для игольницы, когда используется тяжелый
материал.
Убедитесь, что прижимная лапка не создает помех
ни для шагающей прижимной лапки, ни для прижимной планки прежде, чем начать работать на
швейной машине.
5. РАБОТА ШВЕЙНОЙ МАШИНЫ
5-1. Ручное подъемное приспособление
❶
Чтобы поднять прижимную лапку вручную, потяните ручной
подъемник в направлении, показанном стрелкой.
❶
Оно поднимает прижимную лапку подняться на 10 мм и
оставаться в этом положении.
– 32 –
Page 35

5-2. Возврат в исходное положение предохранительной муфты
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
Предохранительная муфта функционирует, когда чрезмерная нагрузка прилагается к челноку или другим компонен-
❶
там во время шитья. В это время челнок никогда не будет
вращаться, даже если маховик вращается. Когда предохранительная муфта сработала, устраните причину этого и
верните предохранительную муфту в исходное положение,
как это делается в следующей процедуре.
1) Нажимая кнопку ❶ расположенную на верхней поверхности станины машины, с силой проверните маховик в
обратном направлении вращения.
2) Процедура возврата в исходное положение заканчивается, когда маховик щелкает.
Поверните маховик вручную, и убедитесь, что
кнопка ❶ возвратилась в исходное положение.
3) На заключительной стадии процедуры, проверьте
отношение игла - челнок. (Обратитесь к "4-5. Связь
иглы с челноком" стр. 27)
– 33 –
Page 36

5-3. Регулировка автоматического подъемного приспособления прижимной лапки
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
1) Включите электропитание. Сразу выполните обрезку
нити. Включите автоматический подъемник прижимной
лапки.
2) Поместите 20 миллиметровую прокладку ❶ под прижимную лапку.
❶
3) Выключите электропитание.
4) Удалите резиновый колпачок ❷ с задней стороны
рычага машины. Открутите установочный винт ❸.
5) Поворачивайте до упора подъёмный рычаг прижимной
планки ❹ в направлении, показанном стрелкой. Затем
затяните установочный винт ❸.
❷
❸
Для машины со стандартными размерами верхний
край шагающей прижимной лапки создает помехи
для игольницы, когда автоподъемник используется в случае если величина возвратно-поступательного вертикального движения шагающей
прижимной лапки и прижимной лапки установлено
в 2 мм или меньше, и в случае если она установлена в 7 мм или больше и выполняется вращение
иглы в обратную сторону.
Чтобы использовать машину с величиной возвратно-поступательного вертикального движения
шагающей прижимной лапки и прижимной лапки в
2 мм или меньше, установите величину подъема
прижимной лапки с помощью автоподъемника в
17 мм или меньше.
❹
– 34 –
Page 37

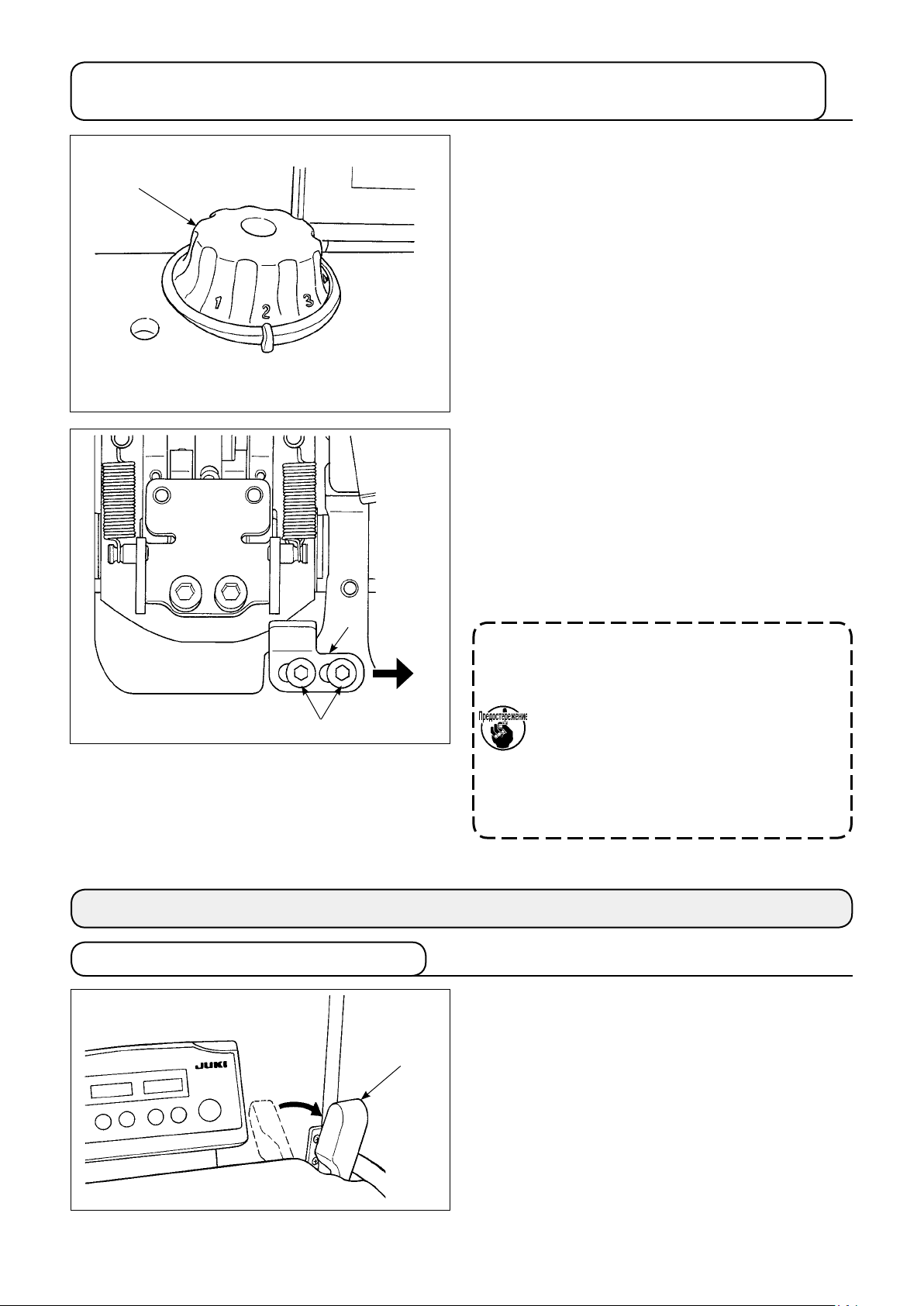
5-4. Фиксация регулировочного диска подачи
LU-2810, 2810-7, 2860, 2860-7
LU-2810, 2810-7, 2860, 2860-7
❷
❹
❸
❶
❺
Если регулировочный диск подачи перемещается из
установленного положения, когда управляете автоматическим устройством обратной подачи (LU-2810, 2810-7,
2860, 2860-7):
1) Удалите резиновый колпачок ❶. Затяните винты ❷.
Чтобы запретить регулировку регулировочного диска
подачи (LU-2810, 2810-7, 2860, 2860-7):
1) Удалите крышку мотора или кожух ремня.
2) Вставьте стопорный штифт ❺ и винт ❻ в резьбовое
отверстие ❸ (или в отверстия ❸ и ❹ для LU-2810-7 и
2860-7) и затяните его.
Вставьте стопорный стержень ❺ в прорезь с ее более
тонкого конца, как показано на рисунке.
❻
Стопорный штифт ❺ и винт ❻ можно использовать по отдельности.
Число детали стопорного штифта : TA0440401MO
Число детали винта : SM8060612TP
– 35 –
Page 38

LU-2818-7, 2868-7
❷
❶
A
❸
❹
❺
Чтобы запретить регулировку регулировочного диска
подачи (LU-2818-7, 2868-7):
1) Ослабьте установочный винт круговой шкалы для
регулировки шага стежка ❸ (или ❹). Удалите круговую шкалу для регулировки шага стежка ❶ (или ❷) и
четыре шайбы ❺.
2) Вставьте круговую шкалу для регулировки шага стежка
(или ❷) назад в её исходное положение и надави-
❶
те на неё в направлении A.
Метка ❻ диска соответствует проекционной секции ❼
крышки, чтобы закрепить диск так, чтобы он больше не
вращался.
3) В состоянии как описано в 2), затяните установочные
винты диска регулировки подачи ❸ (или ❹) поочередно, чтобы зафиксировать диск ❶ (или ❷).
❼
❻
❼
– 36 –
Page 39
5-5. Как изменить максимальную длину стежка (LU-2818-7, LU-2868-7)
❸
❷
❹
❹
❶
1) Ослабьте установочный винт круговой шкалы для регулировки шага стежка ❶. Удалите круговую шкалу для
регулировки шага стежка ❷.
2) Ослабьте установочный винт крышки круговой шкалы
. Удалите крышку круговой шкалы ❹.
❸
3) Ослабьте установочный винт пластины круговой шкалы ❺. Удалите пластину круговой шкалы ❻.
❺
Максимальной длине стежка
10 мм
9 мм
❼
6 мм
❻
4 мм
4) Вставьте стопорный стержень ❼ до упора в одно из
отверстий пластины круговой шкалы, которое соответствует нужной максимальной длине стежка.
Снова прикрепите круговую шкалу для регулировки
шага стежка ❷, крышку круговой шкалы ❹ и пластину круговой шкалы ❻ соответственно винтами ❶, ❸
и ❺.
1. Если вставленный стопорный стержень ❼ и
затянутый установочный винт ❺ болтаются,
закрепите их с помощью эпоксидной смолы.
2. Отрегулируйте глубину затягивания устано-
вочного винта пластины круговой шкалы ❺,
чтобы позволить пластине круговой шкалы ❻
перемещаться беспрепятственно без люфта.
Стопорный штифт ❼ можно использовать по отдельности.
Число детали стопорного штифта : PH0400062C0
– 37 –
Page 40

5-6. Точки входа иглы при шитье с обычной и обратной подачей совмещаются во время
шитья с автоматической обратной подачей (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
Когда скорость шитья или шага стежка изменены, точки входа иглы при шитье с обычной и обратной подачей не могут совмещаться во время шитья с автоматической обратной подачей.
В таком случае исправьте совмещение точек входа иглы, изменяя синхронизацию включения / выключения цилиндра автоматической обратной подачи.
В случае если шаг стежка большой и исправить синхронизацию трудно, рекомендуется понизить скорость шитья с обратной
подачей или использовать функцию временной остановки в каждом угловом сегменте швейной фигуры.
Обратитесь за подробностями к "III-8. Подробное описание выбора функций ⑯ Компенсация времени установки соленоида для обратной прокладки стежков" в инструкции для SC-922.
Стежки при нормальной и обратной подаче возможно потребуется отрегулировать согласно ходу стежка, который будет использоваться. Обратитесь к справочнику инженера для того, как отрегулировать стежки.
1) Как совместить точки входа иглы при шитье с обратной подачей с таковыми при шитье с нормальной подачей.
Выполните "исправление синхронизации при шитье с обратной подачей" согласно различию между точками входа
иглы при шитье с обратной подачей и таковыми при шитье с нормальной подачей.
Обратитесь к "III-6. Установка функций SC-922" в инструкции для SC-922 для "исправления синхронизации при
шитье с обратной подачей".
Исправление синхронизации вклю-
①
Исходная позиция шитья
чения для шитья с обратной подачей
в начале шитья (Функциональная
установка № 51)
Длина стежка меньше
Уменьшите заданное
значение № 51.
Исходная позиция шитья
Исправление синхронизации выклю-
②
Увеличьте заданное
значение № 51.
чения шитья с обратной подачей
в начале шитья (Функциональная
установка № 52)
Уменьшите заданное
значение № 52.
Исправление синхронизации выклю-
③
Исходная позиция шитья
Увеличьте заданное
значение № 52.
чения шитья с обратной подачей в
конце шитья (Функциональная установка № 53)
Конечная позиция шитья
Уменьшите заданное
значение № 53.
Увеличьте заданное
значение № 53.
2) Скорость шитья с обратной подачей стежка за стежком (Установка функции № 8) и функция временной остановки в
каждом угловом сегменте швейной фигуры (Функция № 151)
Значение по
умолчанию
Шаг стежка (мм) 3 - 6 7 - 8 9 10 - 12
Скорость шитья с обратной подачей (ст/мин) 600 500 400 400
Функция временной остановки в каждом
угловом сегменте швейной фигуры
0 (Выключено) 0 (Выключено) 0 (Выключено) 1 (Включено)
Рекомендуемое
значение
Рекомендуемое
значение
Рекомендуемое
значение
– 38 –
Page 41
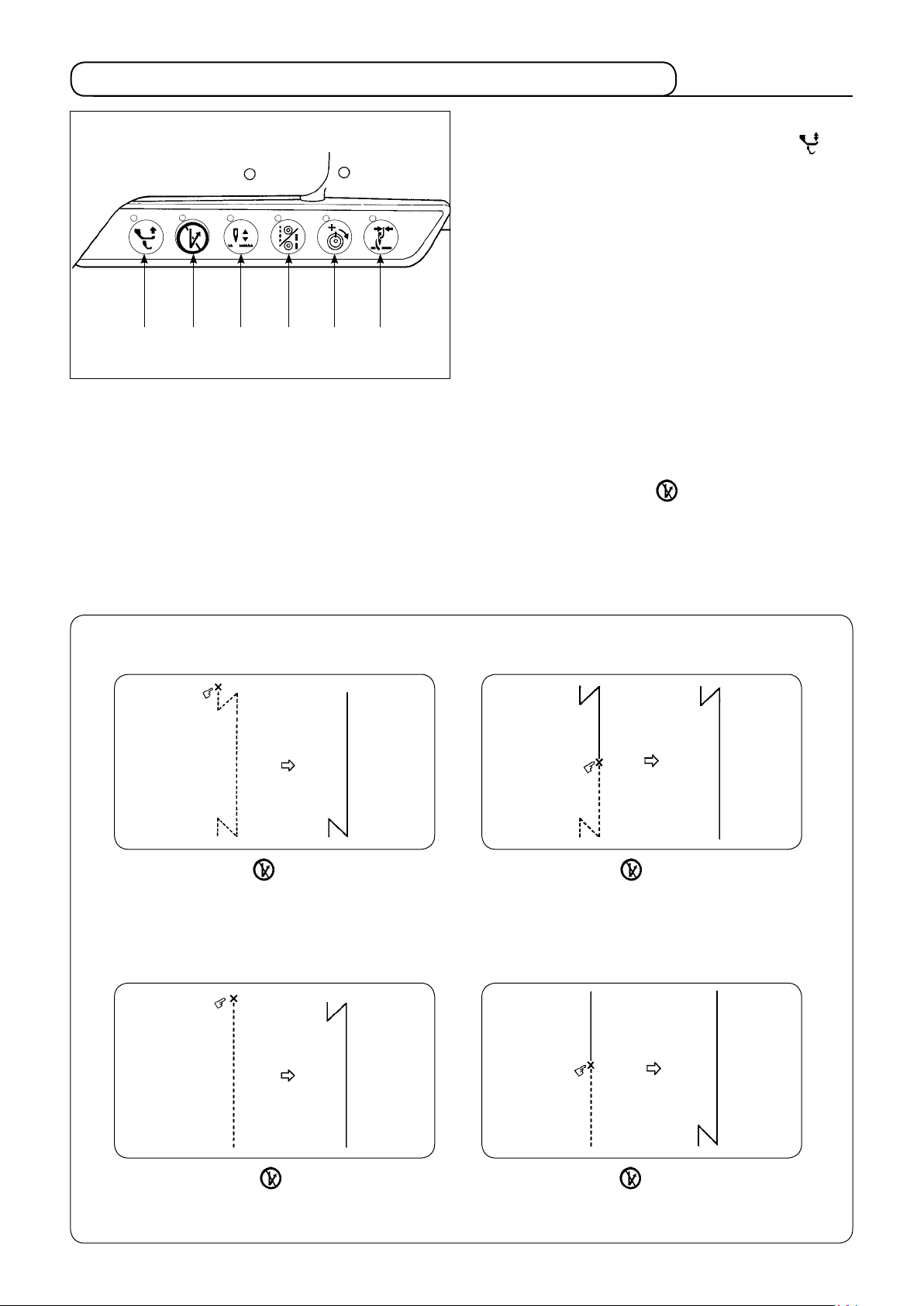
5-7. Рабочие переключатели (LU-2810-7, LU-2860-7, LU-2818-7, LU-2868-7)
Переключатель для переключения величины возврат-
❶
но-поступательного вертикального движения
Если этот переключатель будет нажат, то величина
возвратно-поступательного вертикального движения
шагающей прижимной лапки и прижимной лапки будет
максимальной. (Лампочка над переключателем загорается) Используйте этот переключатель, когда многослойная часть швейного изделия не подается гладко.
Чтобы переключать величину возвратно-поступательно-
❶ ❷ ❸ ❹ ❺ ❻
Переключатель отмены/дополнения шитья при автоматической обратной подаче
❷
• Если этот переключатель нажат, когда шитье при следующей автоматической обратной подаче было определено, то
прокладывание строчки при обратном продвижении детали не будет выполняться (сразу же после того, как он нажат).
(Пример 1)
• Если этот переключатель нажат, когда шитье при неавтоматической обратной подаче было определено, то шитье при
обратной подаче будет выполняться (сразу же после того, как он нажат). (Пример 2)
го вертикального движения шагающей прижимной лапки
и прижимной лапки с помощью педального (коленного)
переключателя, соедините вместе педальный переключатель и установочную пластину, поставляемую с машиной, и закрепите их на столе с помощью шурупа. Для
проведения проводки, обратитесь к "5-8. Педальный
(коленный) выключатель" стр. 41.
(Пример 1) В случае, при котором шитье при автоматической обратной подаче, как для начала, так и для конца
было определено:
A
B
C
D
C
D
Если переключатель нажат до начала шитья, то
шитье при автоматической обратной подаче для начала (между A и B) не будет выполнено.
A
B
C
D
Если переключатель нажат во время шитья, то
шитье при автоматической обратной подаче для конца (между C и D), не будет выполнено.
A
B
(Пример 2) В случае, при котором шитье при автоматической обратной подаче для начала и для конца не было
определено:
A
B
Если переключатель нажат до начала шитья,
шитье при автоматической обратной подаче для начала (между A и B) будет выполнено.
– 39 –
C
D
Если переключатель будет нажат во время шитья, то шитье для автоматической обратной подаче
для конца (между C и D) будет выполнено.
Page 42
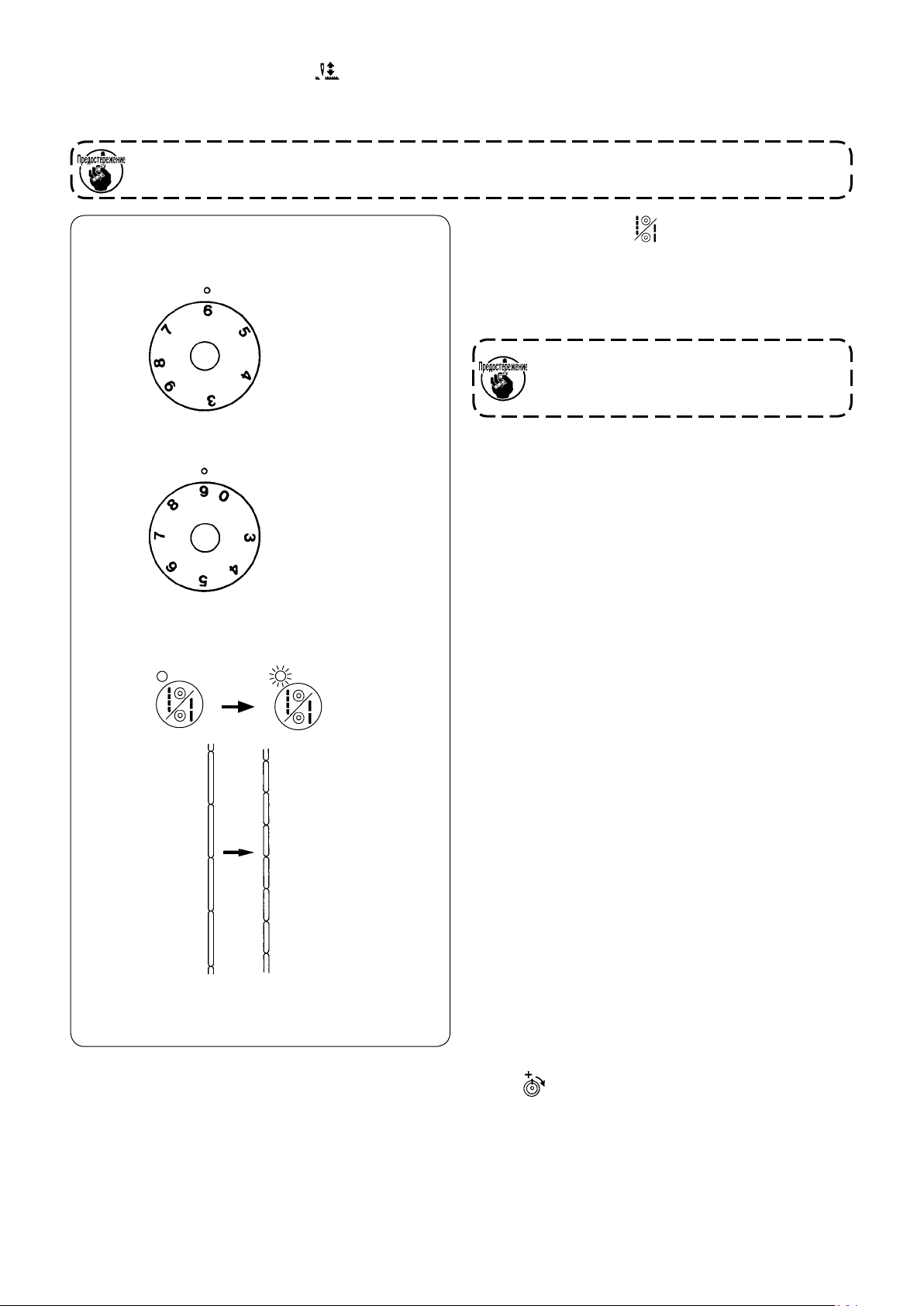
Переключатель подъема иглы
❸
При нажатии переключателя, игла перемещается с положения нижнего останова до положения останова поднятом
состоянии.
Поднимая головку машины, которая была наклонена, не держитесь за рабочий выключатель при ее подъеме.
Пример
Шкала регулировочного диска подачи 2P: 6
・
Шкала стандартного регулировочного диска подачи: 9
・
При нажатии этого переключателя, длина стежка
・
изменяется с 9 до 6, и загорается лампочка.
OFF ON
2P переключатель
❹
Если этот переключатель нажат, длина стежка меняет-
ся исходя из шкала регулировочного диске подачи 2P.
(Лампочка в кнопке загорается.)
Убедитесь, что сделали число регулировочного
диска подачи 2P меньше чем на стандартном регулировочном диске подачи.
При повторном нажатии этого переключателя, длины
・
стежка возвращается с 6 до 9, и лампочка гаснет.
Переключатель для переключения натяжения игольной нити
❺
Когда переключатель нажат, выбрана функция двойного натяжения, чтобы увеличить натяжения игольной нити.
(Лампа над переключателем загорается.)
Это не используется для LU-2810-7, 2860-7, 2818-7 и 2868-7.
❻
– 40 –
Page 43
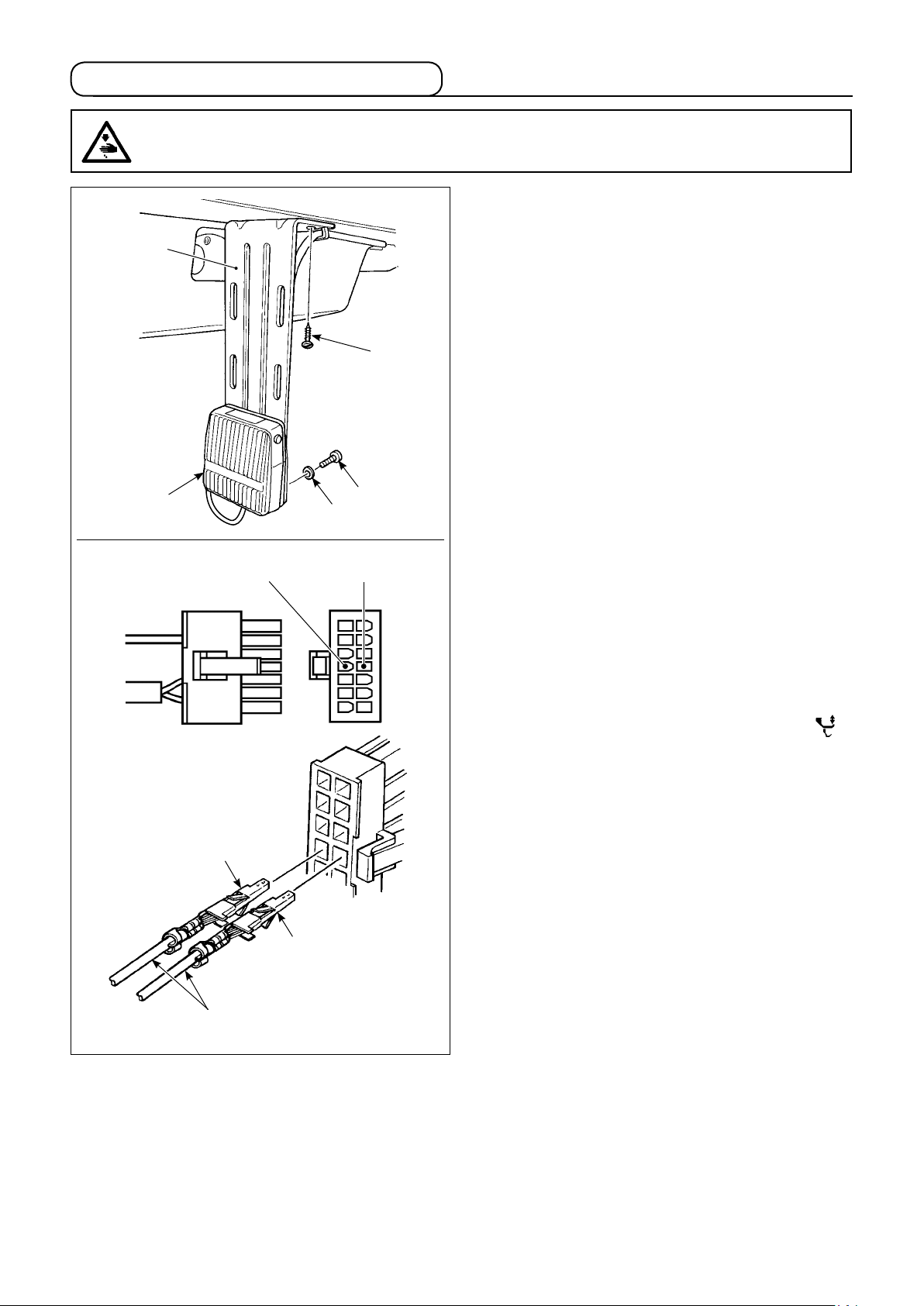
5-8. Педальный (коленный) выключатель
ПРЕДУПРЕЖДЕНИЕ:
Чтобы защититься от возможных травм из-за неожиданного запуска машины, начинайте следующую работу после
выключения электропитания и, убедившись, что мотор находится в покое.
(1) Установка коленного выключателя
1) Установите установочную пластину коленного вы-
❶
❸
❷
❹
❺
ключателя ❶ на обратной стороне стола с помощью
шурупа ❷, поставляемого с устройством.
2) Установите на монтажной пластине коленного переключателя ❶ коленный переключатель ❸ самонарезающимся винтом ❹ и шайбой ❺, поставляемыми
в комплекте, таким образом, чтобы шнур коленного
переключателя ❸ был протянут к нижней стороне
переключателя.
3) Подсоедините коленный выключатель к штырькам №4
и №11 разъема машины 14P, который подсоединяется
к CN36 контроллера машины.
Черный (№ 11)
Белая линия
Черная линия
Шнуры коленного выключателя
Белый (№ 4)
14
8
(2) Функции коленного выключателя
Если педальный выключатель ❸ будет нажат, то вели-
7
чина возвратно-поступательного вертикального движения
шагающей прижимной лапки и прижимной лапки будет
максимальной. (То же самое касается работы, выполняемой
1
при нажатии переключателя для переключения величины
возвратно-поступательного вертикального движения “ ”
на головке машины.)
Переключатель коленоподъемника может также использоваться как подъемный рычаг кронштейна прижима, благодаря соответствующей установки функции. (Когда выключатель используется в качестве переключателя подъема
прижимной лапки, функция переключателя для переключения величины возвратно-поступательного вертикального
движения теряется.)
– 41 –
Page 44
(3) Функциональная установка коленного выключателя
CP-18
・
1 2 TPo _
Po T _ni _
3i 1 rEv T
Лампочки будут
поочередно загораться.
3i 1
2L 4
2L 4
❸❷❶
❹
1) Войдите в режим функциональной установки, обратившись к разделу "6. Функциональная установка SC-922, 1)" в инструкции для SC-922.
2) Нажмите выключатель ❶ или выключатель ❷, чтобы вызвать функ-
циональную установку № 12 (выбор функции ввода /вывода опции).
3) Нажмите выключатель ❸ или выключатель ❹ и выберите пункт для
"in".
4) Нажмите выключатель ❷ и выберите дисплей № i31.
5) Нажмите выключатель ❸ или выключатель ❹, чтобы выбрать функ-
цию коленного выключателя. Обратитесь к списку 1, чтобы узнать подробности
функций.
6) Нажмите выключатель ❷ и установите функцию.
Po T i n
nE d
1 2 TPo _
7) Нажмите выключатель ❷ и закончите ввод функции.
8) Выберите пункт "Конец", используя выключатель ❸ или выключатель ❹.
9) Нажмите выключатель ❶ или выключатель ❷ и вернитесь в режим
функциональной установки.
Список 1
Код функции Сокращения Функции Примечания
5 FL Функция выключателя подъемника прижимной
лапки
31 ALFL Функция попеременного выключателя
подъемника прижимной лапки
24 vErT Функция попеременного выключателя
преобразования величины переменного
вертикального перемещения
25 vSW Функция выключателя преобразования величины
переменного вертикального перемещения
Вывод прижимной лапки будет включен при нажатом
выключателе.
Вывод прижимной лапки будет включаться или
выключаться каждый раз при нажатии выключателя.
Вывод величины переменного вертикального
перемещения будет включаться или выключаться
каждый раз при нажатии выключателя.
Вывод величины переменного вертикального
перемещения будет включен при нажатом выключателе.
– 42 –
Page 45

CP-180
・
❶
❸
❷
1) Войдите в режим функциональной установки, обратившись к
разделу "18. ФУНКЦИОНАЛЬНЫЙ УСТАНОВОЧНЫЙ ПЕРЕКЛЮЧАТЕЛЬ, 1)" в инструкции для CP-180.
2) Выберите функцию № 12 согласно методу функциональной
установки.
3) Выберите пункт " " с помощью выключателя❸.
Лампочки будут поочередно
загораться.
4) Выберите показываемый номер " " с помощью выключателя ❷.
5) Нажмите выключатель ❸чтобы выбрать функцию коленного
выключателя. Обратитесь к списку 1, чтобы узнать подробности
функций.
6) Нажмите выключатель ❷и установите функцию.
7) Вышеупомянутая функция устанавливается с помощью выключателя ❷.
8) Ввод выбора заканчивается с помощью выключателя ❷.
9) Выберите пункт " " с помощью выключателя ❸, и возвратитесь к режиму функциональной установки.
– 43 –
Page 46

5-9. Настройка функций для SC-922 (LU-2818-7, LU-2868-7)
Этот раздел описывает, как настроить особые функции SC-922 для LU-2818-7 и LU-2868-7 (тип длинного шага).
Обратитесь к п. "6. Настройка функций для SC-922" в Руководстве по эксплуатации для SC-922.
Список функций
№ Функция Описание
158 Функция шитья
с уплотнением
стежков во время
обрезки нити
Функция доступна, когда SC используется в сочетании с головной частью машины, которая снабжена функцией плотной строчки для обрезки нитей.
Этот элемент используется для настройки, в зависимости от того действует ли функция плотной строчки для обрезка нитей, в то время как
нитеобрезатель находится под контролем.
0 - Функция не работает
1 - Функция работает
Пределы
установки
0/1
Индикация установки
1 5 8
1
Детали настройки функции
Функция шитья с уплотнением стежков во время обрезки нити (функциональная установка № 158)
●
Этот номер установки функции используется для настройки, в зависимости от того действует ли функция плотной
строчки для обрезка нитей, в то время как нитеобрезатель находится под контролем.
Когда значение "0" (отключение плотного стачивания), производится та же самая регулировка нитеобрезателя, что и
для модели LU-2810-7.
0: Функция плотного стачивания выключена
1: Функция плотного стачивания включена (начальное значение)
51 8 1
Если происходит сбой в работе нитеобрезателя с тяжелым материалом, поскольку игла неоднократно входит в те
же самые точки входа, при выполнении плотной строчки во время обрезка нитей, функция плотной строчки во время обрезка нитей должна быть отключена или отрегулирована так, чтобы увеличить шаг плотной строчки.
– 44 –
Page 47

6. ТАБЛИЦА СКОРОСТИ ШИТЬЯ
Управляйте швейной машиной со скоростью, равной или ниже максимальной скорости шитья, выбранной из указанной в
таблице ниже согласно условиям шитья.
Для LU-2810-7, 2860-7, 2818-7 и 2868-7 скорость шитья автоматически устанавливается согласно величине возвратно-поступательного вертикального движения шагающей прижимной лапки и прижимной лапки.
В случае если длина стежка превышает 7 мм, измените максимальную скорость шитья, обратившись к разделу "6. Функциональная установка SC-922" в инструкции для SC-922.
Величина возвратно-поступательного
вертикального движения шагающей
прижимной лапки и прижимной лапки
Менее 3 3.000 ст/мин
Более 3 или менее 4 2.400 ст/мин
Более 4 или менее 5 2.000 ст/мин 2.000 ст/мин 1.800 ст/мин
Более 5 или менее 9 1.800 ст/мин 1.800 ст/мин 1.800 ст/мин
Длина стежка: 7 мм или менее
*
*
* Для LU-2860, LU-2860-7 и LU-2868-7, максимальная скорость шитья - 2.700 ст/мин.
* В случае LU-2860, LU-2860-7 или LU-2868-7 используется размер иглы более 20 мм, скорость
пошива всегда должна устанавливаться менее 2.000 ст/мин.
Длина стежка: более 7
мм и 9 мм или менее
2.000 ст/мин 1.800 ст/мин
2.000 ст/мин 1.800 ст/мин
7. МОТОРНОГО ШКИВА И КЛИНОВОГО РЕМНЯ (LU-2810, LU-2860)
Ремень М - типа должен использоваться.
Соотношение между моторным шкивом и длиной ремня и скоростью шитья показано ниже.
Длина стежка: более 9
мм и 12 мм или менее
(Только для LU-2818-7 и
-2868-7)
Скорость шитья
2.500 ст/мин Φ 76 мм 2
Эффективный
диаметр маховика
Число
полюсов
Частота
50 Гц 2.840 об/мин Φ 65 мм 42 дюйм
60 Гц 3.400 об/мин Φ 55 мм 41 дюйм
Число оборотов
мотора
Используйте трехфазовый мотор с муфтой, 400 Вт (1/2 л. с.) с двумя полюсами.
Эффективный диаметр
моторного шкива
Размер клинового
ремня
– 45 –
Page 48
8. НЕПОЛАДКИ ПРИ ШИТЬЕ И МЕРЫ ДЛЯ ИХ УСТРАНЕНИЯ
Неполадки Причины Меры для устранения неполадок
1. Порыв нити (нить
расползается или
изнашивается)
(Игольная нить проходит в
2-3 см от изнанки ткани.)
2. Пропуск стежка
Путь прохождения нити через иглу, край
①
лезвие челнока, желобок шпульного колпачка
на игольной пластинке имеет острые края или
заусенцы.
Натяжение игольной нити слишком сильное.
②
Открывающий рычаг шпульного колпачка
③
обеспечивает слишком большой зазор в
шпульном колпачке.
Игла соприкасается с краем лезвия челнока.
④
В челноке слишком мало масла.
⑤
Натяжение игольной нити слишком слабое.
⑥
Пружина нитепритягивателя слишком сильно
⑦
натянута или ход пружины слишком мал.
Синхронизация между иглой и челноком
⑧
слишком опережающая или запаздывающая.
Синхронизация между иглой и челноком
①
слишком опережающая или запаздывающая.
Давление прижимной лапки слишком низкое.
②
Зазор между верхним краем ушка иглы и краем
③
лезвия челнока неправильный.
Предохранитель челночной иглы не
④
функционирует.
Используется неправильный тип иглы.
⑤
Удалите острые края или заусенцы на краю лезвия
○
челнока с помощью тонкой наждачной бумаги.
Отполируйте желобок шпульного колпачка на
игольной пластинке.
Уменьшите натяжение игольной нити.
○
Уменьшите зазор между открывающим рычагом
○
шпульного колпачка и шпулей. Смотрите "4-7.
Регулировка открывающего рычага шпульного
колпачка" стр. 29.
Смотрите "4-5. Связь иглы с челноком" стр. 27.
○
Правильно отрегулируйте количество масла в
○
челноке. Смотрите "3-1. Смазка" стр. 12.
Увеличьте натяжение игольной нити.
○
Уменьшите натяжение пружины или увеличьте ход
○
пружины.
Смотрите "4-5. Связь иглы с челноком" стр. 27.
○
Смотрите "4-5. Связь иглы с челноком" стр. 27.
○
Затяните регулятор прижимной лапки.
○
Смотрите "4-5. Связь иглы с челноком" стр. 27.
○
Смотрите "4-6. Регулировка предохранителя
○
челночной иглы" стр. 28.
Замените данную иглу на ту, которая ее толще на
○
1 размер.
3. Расширенные петли
4. Нить выскальзывает
из игольного ушка при
обрезке нити.
5. Нить выскальзывает из
игольного ушка в начале
шитья.
Катушечная нить не проходит через пружину
①
растяжения внутреннего челнока.
Челнок, зубчатая рейка или проход для нити
②
нитенаправителя и т.п. стерлись или имеют
дефекты.
Катушка не может двигаться свободно.
③
Открывающий рычаг шпульного колпачка
④
обеспечивает слишком большой зазор в
шпульном колпачке.
Натяжение катушечной нити слишком слабое.
⑤
Катушка слишком плотно намотана.
⑥
Игла не соответствует игольному отверстию в
⑦
зубчатой рейке.
Натяжение нити заданное контроллером
①
натяжения №1 слишком высокое.
Натяжение нити заданное контроллером
①
натяжения №1 слишком высокое.
Зажимная пружина деформировалась.
②
Натяжение катушечной нити слишком слабое.
③
Правильно пропустите катушечную нить.
○
Удалите заусенцы с помощью тонкой наждачной
○
бумаги или отполируйте их.
Замените катушку или челнок на новые.
○
Смотрите "4-7. Регулировка открывающего
○
рычага шпульного колпачка" стр. 29.
Увеличьте натяжение катушечной нити.
○
Уменьшите натяжение применяемое в устройстве
○
для намотки нити.
Замените зубчатую рейку соответствующим
○
образом. (Обратитесь к Перечню деталей.)
Уменьшите натяжение нити заданное
○
контроллером натяжения №1.
Уменьшите натяжение нити заданное
○
контроллером натяжения №1.
Замените пружину зажима на новую или исправьте
○
используемую.
Увеличьте натяжение катушечной нити.
○
– 46 –
Page 49

6. Нить не обрезается ровно.① Лезвия движущегося ножа и контрножа были
неправильно отрегулированы.
У ножей затупились лезвия.
②
Натяжение катушечной нити слишком слабое.
③
Смотрите "4-8. Регулировка положения
○
контрножа, давления ножа и давления зажима"
стр. 30.
Замените движущийся нож и контрнож на новые
○
или исправьте используемые.
Увеличьте натяжение катушечной нити.
○
7. Нить остается
необрезанной после
обрезки. (Обрезка
катушечной нити
завершается неудачей,
когда длина стежка
сравнительно короткая.)
8. Нить обрывается в начале
шитья после обрезки нити.
9. Когда шьете тяжелый
материал, материал
деформируется.
10. Пропуск стежков в начале
шитья (в случае начала
пошива от края материала)
Исходная позиция движущегося ножа была
①
неправильно отрегулирована.
Натяжение катушечной нити слишком слабое.
②
Игольная нить захватывается челноком.
①
Величина верхнего двигателя ткани -
①
несоответствующая.
Игольная нить и шпульная нить не в могут
①
переплестись друг с другом.
Смотрите Руководство для инженеров.
○
Увеличьте натяжение катушечной нити.
○
Уменьшите длину нити, остающейся на игле после
○
обрезки нити.
Смотрите "4-2. Натяжение нити" стр. 24.
Уменьшите высоту упора для изменения скорости
○
подачи и величину подачи зубчатого двигателя
ткани. (Обратитесь к Руководству инженера для
процедуры регулировки.)
Смотрите "3-6. Продевание нити через головку
○
машины" стр. 17.
Сохраняйте игольную нить на материале.
○
– 47 –
 Loading...
Loading...