

JUKI DLU-5494N-7 Instruction Manual [it]
ITALIANO
MANUALE D’ISTRUZIONI
* Il "CompactFlash(TM)" è il marchio registrato del San Disk Corporation, U.S.A..
INDICE
1. PREFAZIONE.............................................................................................. 1
2. MESSA A PUNTO ....................................................................................... 1
(1) Installazione dell’unità di motore di piccole dimensioni M-91 .........................................................1
(2) Installazione al tavolo ........................................................................................................................... 2
(3) Regolazione della cinghia (quando M-91 è usato) ............................................................................. 2
(4) Regolazione del copricinghia (quando M-91 è usato) .......................................................................3
(5) Collegamento dei cavi ..........................................................................................................................4
(6) Fissaggio della scheda di circuito stampato .....................................................................................5
(7) Collegamento per il pannello IP-110 ...................................................................................................7
(8) Installazione del pannello di indicazione del funzionamento ......................................................... 10
(9) Modalità di uso del pannello di visualizzazione del funzionamento .............................................. 10
(10) Regolazione del display di passo del trasporto inferiore ............................................................ 11
3. INSTALLAZIONE DEL PANNELLO OPERATIVO .................................. 12
4. COLLEGAMENTO DEI FILI ...................................................................... 13
5. COME USARE IL PANNELLO OPERATIVO ............................................ 14
(1) Nomi e funzioni delle rispettive sezioni ............................................................................................ 14
(2) Regolazione del contrasto del display del pannello operativo ......................................................16
(3) Connettore per il collegamento dell'interruttore di controllo produttivo ...................................... 16
6. LISTA DEGLI SCHERMI ........................................................................... 17
(1) Lista degli schermi fondamentali ......................................................................................................17
(2) Lista degli schermi rapidi ...................................................................................................................18
(3) Altri schermi ........................................................................................................................................19
7. PROCEDURA OPERATIVA DEL MODELLO DI CUCITURA ................... 20
(1) Procedura di selezione del modello di cucitura ...............................................................................20
(2) Procedura di revisione del modello di cucitura ...............................................................................20
(3) Modo di insegnamento ....................................................................................................................... 23
(4) Selezione della manica da cucire ......................................................................................................23
(5) Selezione della cucitura alternata .....................................................................................................24
(6) Inserimento e cancellazione del passo .............................................................................................25
(7) Procedura operativa del numero di punti dell’affrancatura ............................................................ 26
8. OPERAZIONE DI MODELLO ................................................................... 27
(1) Registrazione del modello di cucitura .............................................................................................27
(2) Copia del modello di cucitura ............................................................................................................ 29
(3) Cancellazione del modello di cucitura .............................................................................................. 30
9. COME USARE IL CONTATORE DEL FILO DELLA BOBINA .................. 31
10. CONTATORE DEL NO. DI PEZZI .......................................................... 32
11. DISPLAY DI QUANTITÀ DI TRASPORTO INFERIORE ......................... 32
12. INTERRUTTORE DI RICUCITURA ......................................................... 33
13. NEEDLE UP/DOWN COMPENSATION SWITCH .................................. 33
14. INTERRUTTORE ON/OFF (INSERITO/DISINSERITO) DEL SENSORE
DEL BORDO DEL MATERIALE ............................................................ 33
15. INTERRUTTORE DI TAGLIO DEL FILO AUTOMATICO ................... 33
16. INTERRUTTORE DI CUCITURA AUTOMATICA A COLPO UNICO . 33
17. INTERRUTTORE DI PROIBIZIONE DEL TAGLIO DEL FILO ........... 33
18. INFORMAZIONE ..................................................................................... 34
(1) Livello di operatore dell’informazione ..............................................................................................34
(2) Impostazione delle funzioni ...............................................................................................................37
(3) Interfaccia esterna .............................................................................................................................41
19. DISPLAY DI ERRORE ............................................................................ 42
(1) Lista codici errore (Visualización de la caja pannello) ....................................................................43
1. PREFAZIONE
Per la messa a punto o maneggio della DLU-5494N-7 (macchina a punto annodato, 1 ago, trasporto inferiore
e trasporto superiore variabile con rasafilo automatico), consultare il Manuale d’Istruzioni per la DLU-
5494N-7.
Inoltre, per ulteriori dettagli riguardanti il maneggio del SC-910 (regolatore della macchina per cucire) e
IP-110, allo stesso modo, consultare i rispettivi Manuali d’Istruzioni.
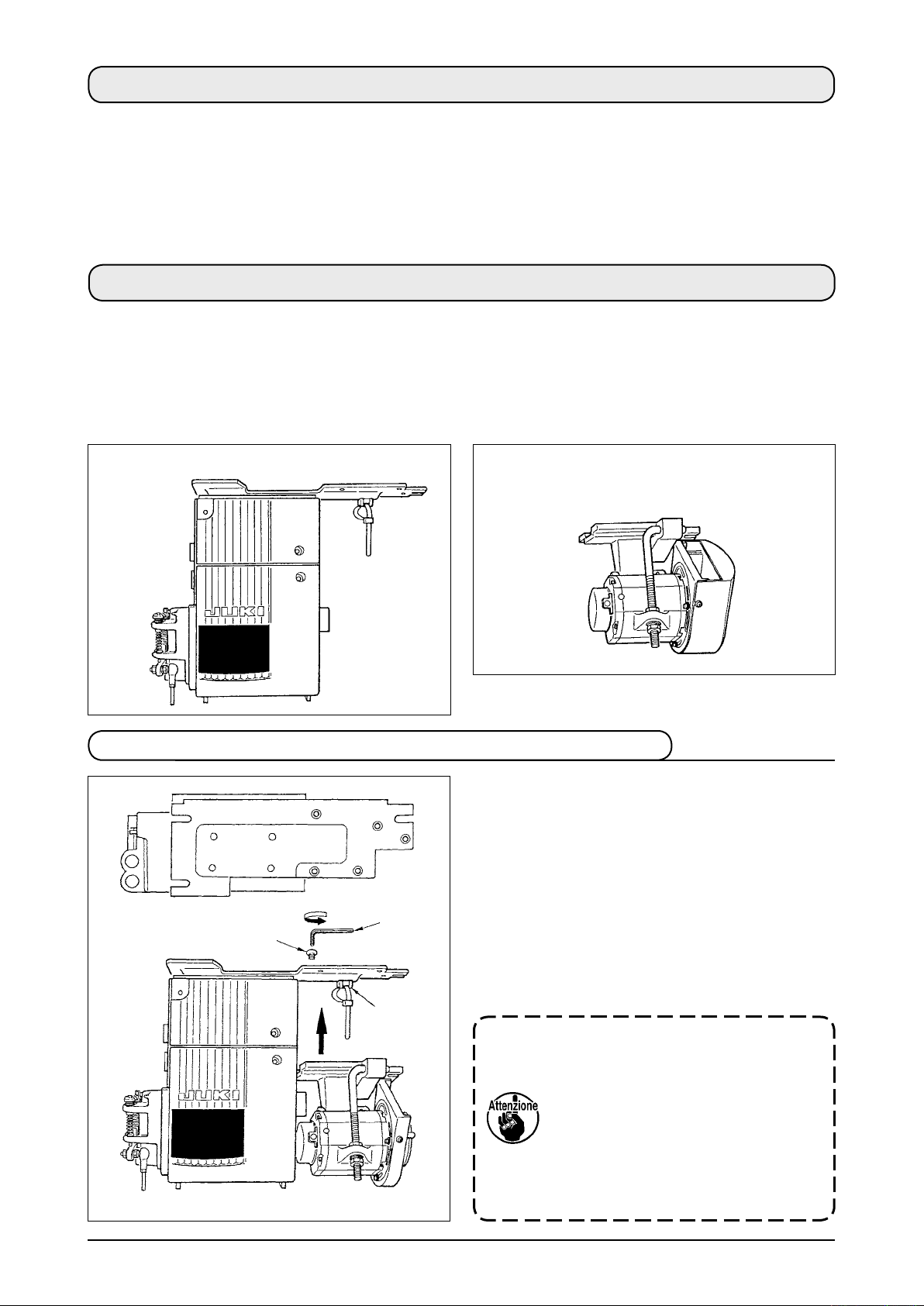
2. MESSA A PUNTO
La centralina di controllo SC-910 può essere usata per la testa della macchina a sistema DD (presa diretta)
e la testa della macchina a trasmissione a cinghia collegando l’unità di motore di piccole dimensioni (M-91)
disponibile con sovrapprezzo.
Quando si usa l’unità di motore di piccole dimensioni/(M-91), è necessario installare l’unità di motore alla
centralina di controllo prima di installare la centralina di controllo al tavolo.
Installare l’unità di motore alla centralina di controllo seguendo le istruzioni sottostanti.
Centralina di controllo SC-910
M-91 Unità di motore di piccole dimensioni
(articolo disponibile con sovrapprezzo)
(1) Installazione dell’unità di motore di piccole dimensioni M-91
1) Sdraia re la centr alina di control lo men tre i l
cop erchi o poste riore è posiz ionat o sott o la
centralina di controllo.
2) Rimuovere la base di legatura A.
3) Regol a r e la se z i one di f oro de l l a b a se d i
montaggio di M-91 alla sezione di foro della
piastra di montaggio.
2
1
A
4) Serrare temporaneamente cinque punti con le
viti a testa svasata 1 in dotazione con l’unità
come accessori.
5) Serrarle saldamente con la chiave esagonale 2
in dotazione con l’unità come accessori.
1. Qu a n do si se r r a la vit e , ins e r ire
sicuramente la chiave esagonale nella
sezione di foro della vite per serrare.
2.
3. F a r e at te n z ion e ch e l’a l ber o de l
La chiave esagonale è attaccata a M-91.
motore non urti contro alcuna cosa. (Se
un colpo forte viene dato all’albero del
motore, c’è la possibilità che il motore
venga danneggiato.)
– 1 –
– 2 –
(2) Installazione al tavolo
Rondella
piana
Rondella
elastica
Dado esagonale
1) Installare la centralina di controllo al tavolo con
il bullone di montaggio (asm.) in dotazione con l’
unità come accessori. Allora, inserire il dado e la
rondella in dotazione con l’unità come accessori
come mostrato nella gura in modo che la
centralina di controllo sia ssata saldamente.
2) Mettere la testa della macchina al tavolo dopo
aver i n s t allato la central i n a d i c o n trollo (o
con il motore di piccole dimensioni) al tavolo.
(Cons u l t a r e i l Ma n u a le d ’ I s truzi o n i p er l a
macchina per cucire.)
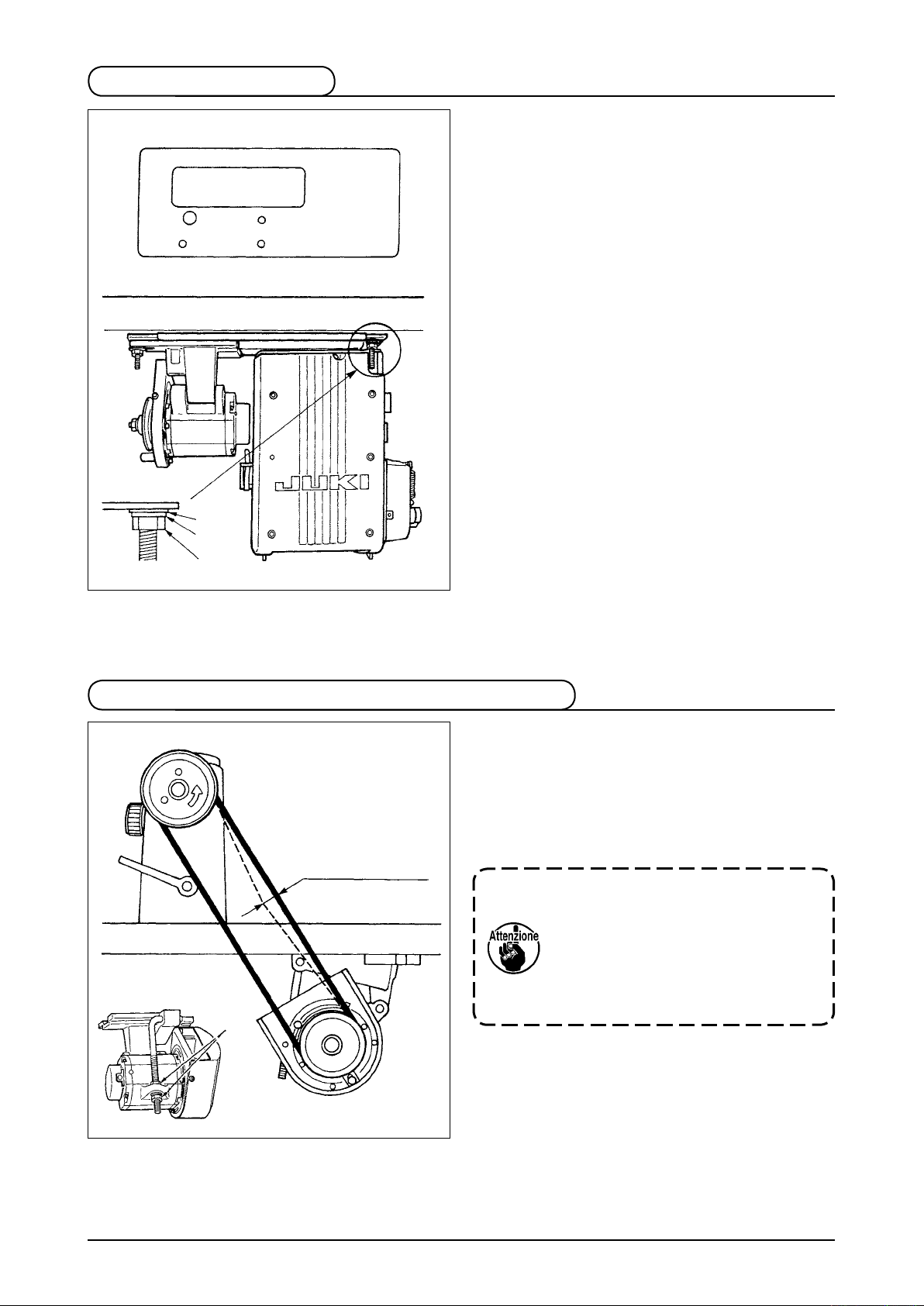
(3) Regolazione della cinghia (quando M-91 è usato)
1) Regolare la tensione della cinghia girando i dadi
superiore e inferiore 1 del bullone di regolazione
e regolando l’altezza del centro del motore in
modo che la cinghia si incurvi di 15 mm (9,8N)
quando il centro della cinghia viene premuto con
la mano.
Circa 15 mm/9,8N
Quand o l a tensione della c i n g hia e’
1
eccessivamente bassa, la rotazione a
media o bassa velocità diventa irregolare,
o la precisione di arresto si deteriora.
Quando la tensione è eccessivamente
alta, il deterioramento del motore viene
anticipato. Perciò, fare attenzione.
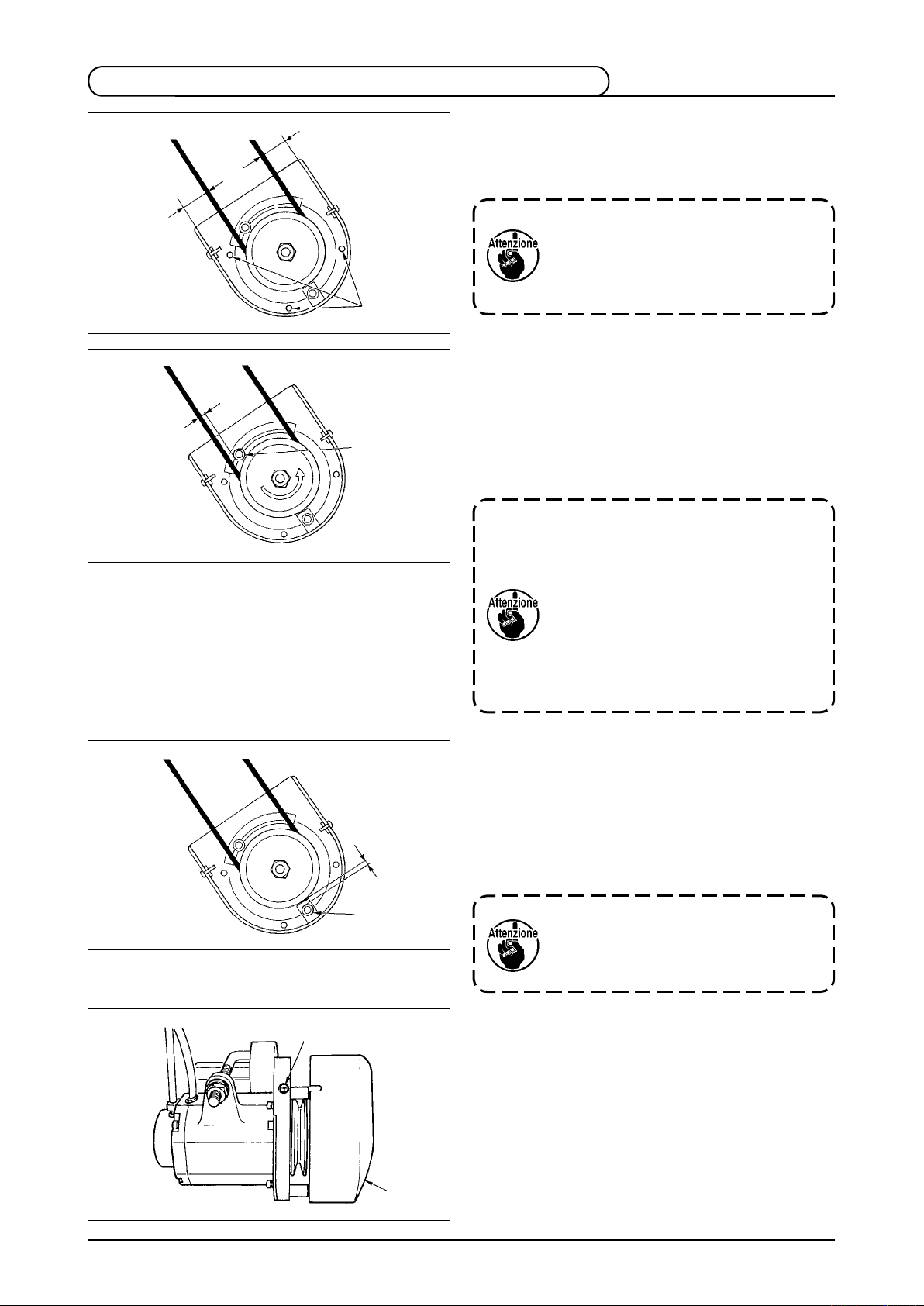
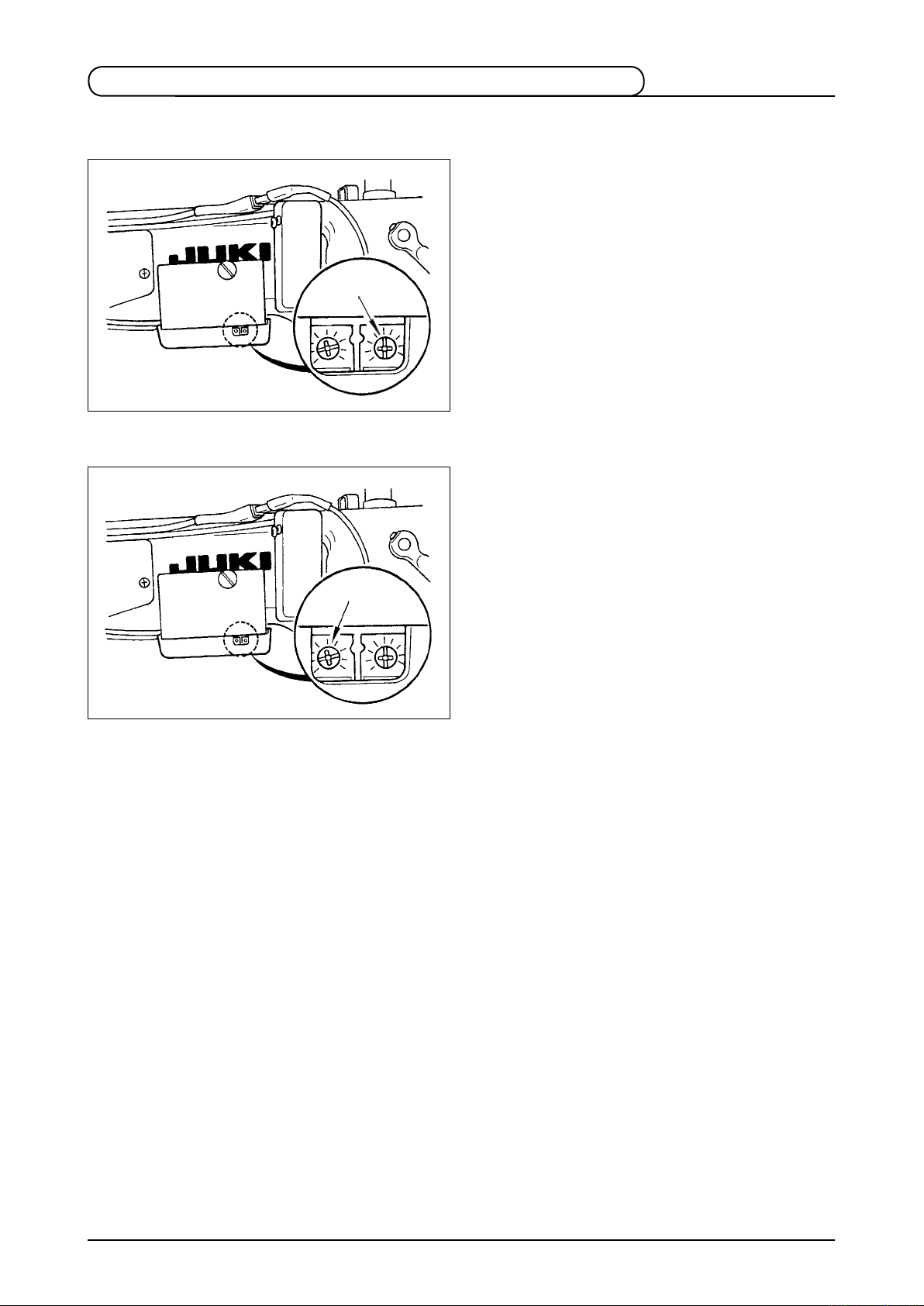
(4) Regolazione del copricinghia (quando M-91 è usato)
1) Regolazione della distanza del coperchio
Allentare la vite di ssaggio del coperchio 1 e
regolare in modo che le distanze sinistra e destra tra
il copricinghia e la cinghia siano uguali l’una all’altra.
Effettuare la regolazione del coperchio
con la chiave esagonale in dotazione
con l’unità come accessori. Allora,
fare attenzione che la vite non sia
eccessivamente allentata.
sia di circa 4 mm.
del motore e determinare la posizione
del perno. (La posizione mostrata
nella gura è la posizione di
montaggio quando il motore gira nel
senso indicato dalla freccia.)
con la chiave esagonale in dotazione
con l’unità come accessori. Allora,
fare attenzione che la vite non sia
eccessivamente allentata.
4mm
2
1
2) Regolazione del perno di prevenzione dell’
arrotolamento
Regolare il perno di prevenzione dell’arrotolamento
con la chiave esagonale in dotazione con l’unità
com e acce ssori i n modo che la dista nza t ra la
cinghia e il perno di prevenzione dell’arrotolamento
2
1. Fare attenzione al senso di rotazione
2. Effettuare la regolazione del coperchio
5
3
3mm
4
3) Regolazione del perno di prevenzione dello
staccamento della cinghia
Regolare il perno di prevenzione dello
staccamento della cinghia con la chiave
esagonale in dotazione con l’unità come
accessori in modo che la distanza tra la cinghia
e il perno di prevenzione dello staccamento della
cinghia 3 sia di circa 3 mm.
Effettuare la regolazione del coperchio
con la chiave esagonale in dotazione
con l’unità come accessori. Allora,
fare attenzione che la vite non sia
eccessivamente allentata.
4) Installazione del copricinghia
1. R egola re la s ezion e di tac ca del coper chio
esterno della puleggia 4 all’apertura della vite
del coperchio interno della puleggia e inserire
5
il coperchio esterno al coperchio interno.
2. Serrare la vite 5 per completare la regolazione
del coperchio.
– 3 –
– 4 –
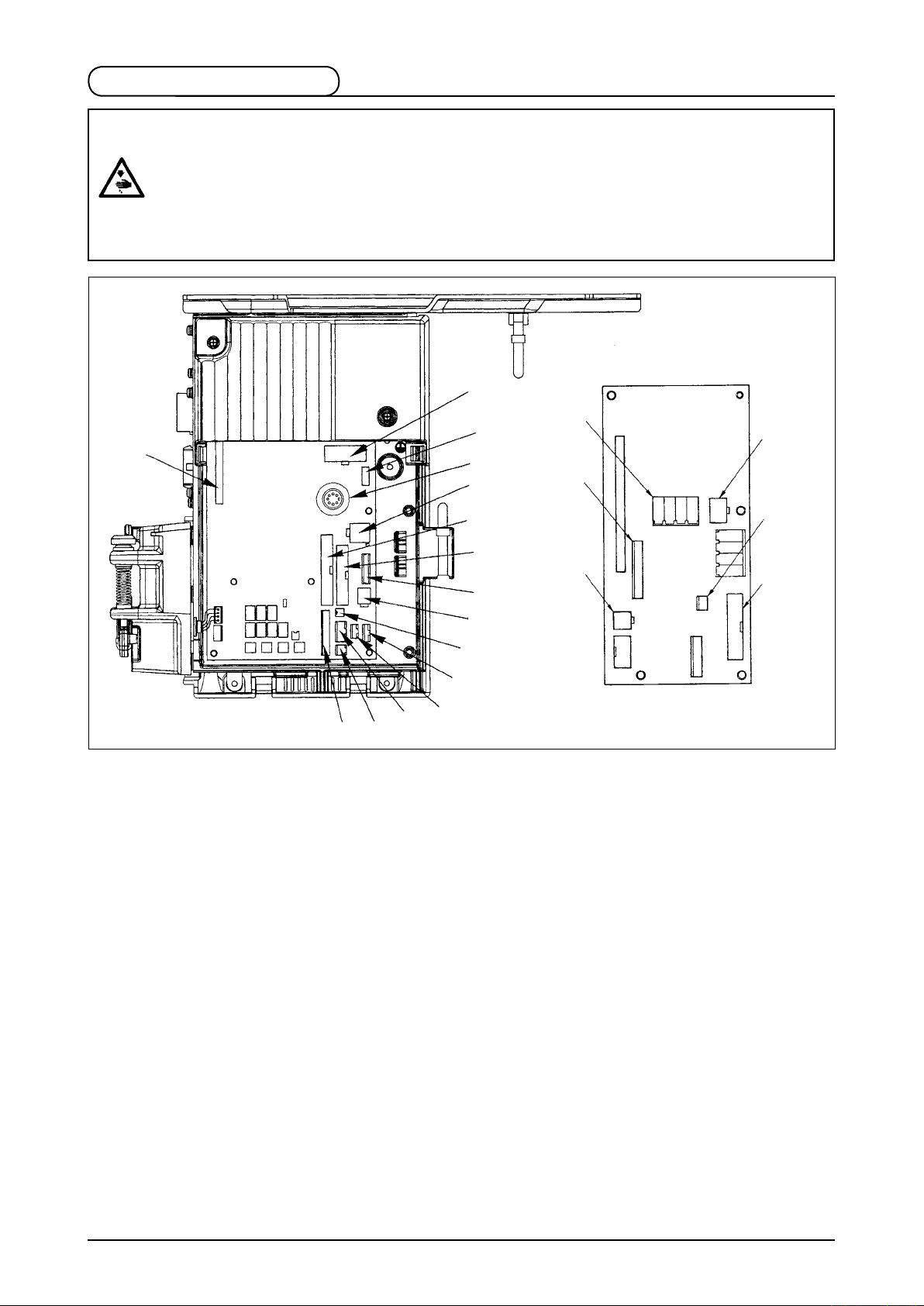
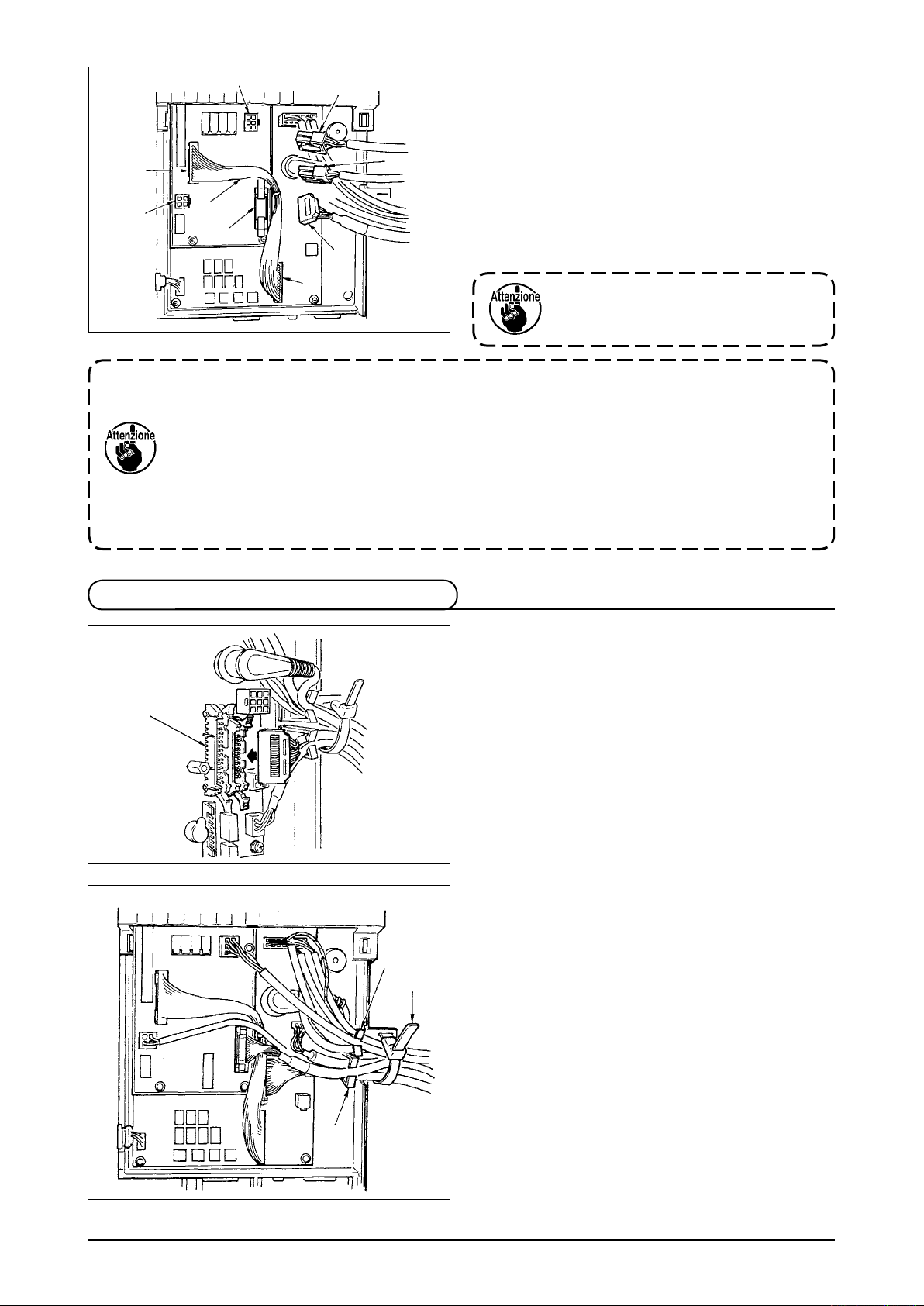
(5) Collegamento dei cavi
AVVERTIMENTO :
•
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le seguenti
operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5 minuti o più.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte,
assicurarsi di inserire i cavi ai posti specicati.
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente i
Manuali d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
Unità optional B
(Scheda di circuito stampato
KT-01(EPF) A (asm.))
8
@0
9
1
!0
!2
7
!9
!7
!6
2
!8
!0
!5
6
!4
3
4
!1
!3
5
Seguenti connettori sono preparati sulla faccia anteriore di SC-910. Collegare i connettori che vengono dalla
testa della macchina ai posti corrispondenti al ne di adattare i dispositivi montati sulla testa della macchina.
CN30
1
CN35
2
CN33
3
CN31
4
CN42
5
CN48
6
Interruttore facoltativo: commutando le
CN40
7
CN46
8
CN47
9
Sincronizzatore: esso rileva la posizione
della barra ago.
Pannello CP-160: Vari tipi di cucitura
programmata possono essere eseguiti. (Fare
riferimento al Manuale d'Istruzioni per ciascun
pannello per i dettagli delle funzioni.)
Non usato.
Connettore 4P testa della macchina.
Il connettore di ingresso/uscita esterno : ingresso/
uscita del segnale di rilevazione su/giù, segnale
di proibizione della rotazione, ecc. è preparato.
Interruttore di sicurezza (standard): Quando
si inclina la macchina per cucire senza
spegnere la macchina, il funzionamento
della macchina per cucire è proibito in modo
da evitare il rischio.
funzioni interne, 6 tipi di funzioni possono
essere selezionate.
Solenoide alzapiedino (Soltanto per il tipo
alzapiedino automatico).
Solenoide testa della macchina: Taglio del
lo, solenoide affrancatura, interruttore di
inversione del trasporto, ecc.
Connettore di collegamento del pannello
elettronico optional : Richiesto quando si usa
il sensore di rilevazione standard JUKI della
quantità rimanente del lo della bobina, ecc.
CN38, CN39
!0
CN32
!1
CN34
!2
(Consultare il Manuale d’Istruzioni per ciascun
CN45
!3
CN43
!4
*
Aggi u ngendo q u e sta unità ( unità opti o n al B), la
Connettore segnale del motore.
Pedale della macchina per lavoro in piedi: PK-70
standard JUKI, ecc. La macchina per cucire
può essere controllata con il segnale esterno.
Pannello IP-110 (pannello a LCD) : Vari generi di
cucitura programmata possono essere eseguiti.
pannello per ulteriori dettagli riguardanti le
funzioni.)
Sensore di rilevamento del bordo del
materiale ED-4, ecc.
Ventilatore
macchin a può esser e usat a come la mac china a
punto annodato, 1 ago, trasporto inferiore e trasporto
superiore variabile con rasalo automatico.
CN132
!5
CN133
!6
CN134
!7
CN139
!8
CN141
!9
CN138
@0
(più a sinistra)
LED arricciatura, quantità di trasporto inferiore
Ingresso per l’arricciatura esterna
Quantità di trasporto superiore
Controllo del motore passo-passo
Rilevazione su/giù, taglio del lo,
affrancatura
Ingresso per il rilascio dell’arricciatura
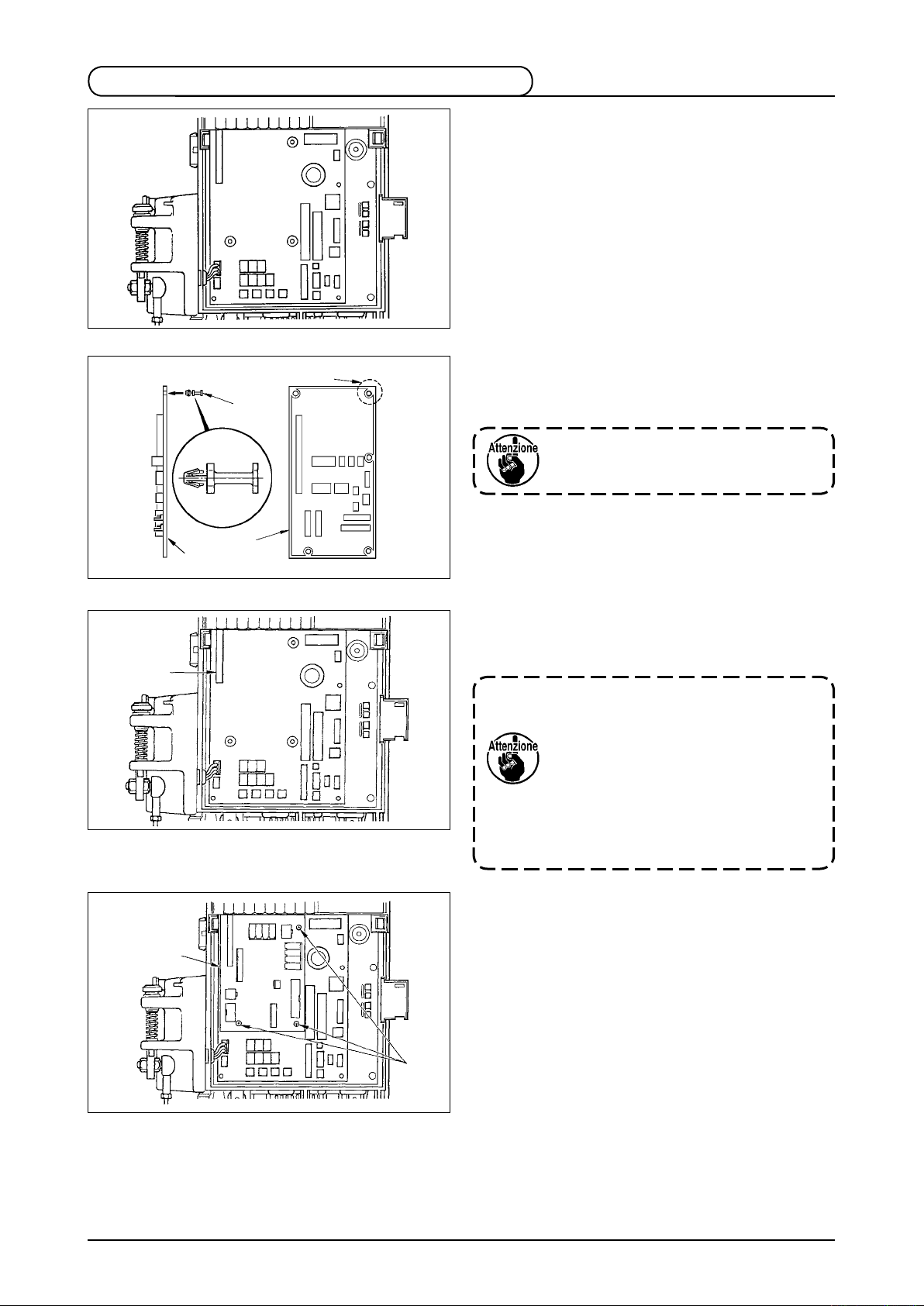
(6) Fissaggio della scheda di circuito stampato
1) Aprire il coperchio anteriore secondo le istruzioni
da t e n e l Manu a le d’Is t ru z io n i pe r l’ u n i tà
principale della centralina di controllo.
Posizione di inserimento
2
1
Lato inferiore
3
2) Inserire il perno 2 in dotazione con l’unità come
accessori alla scheda di circuito stampato KT-
01(EPF) "A" (asm.) 1.
Fare attenzione al senso di inserimento.
3) Ins erire l a sched a di circ u ito sta m pato K T-
01(EPF) "A" (asm.) 1 al connettore CN47 3
dell’unità principale come illustrato.
1. Inserire la scheda di circuito stampato
KT-01(EPF) "A" (asm.) dalla sezione
inf e ri o r e obli q ua, co n t ro l lar e l a
posizione di inserimento e inserirla
finc h é so n i "lo s catt o " da t o che
il connettore C N 4 7 3 è n a s costo
dal coperchio posto nella sezione
superiore dell’unità principale della
centralina di controllo.
2. Non premere con forza la scheda di
circuito stampato.
5
4) Fis s a r e sa l d am e n t e l a s c he d a di ci r cui t o
stampato KT-01(EPF) "A" (asm.) 4 all’unità
principale della centralina di controllo usando
le tre viti 5 i n d o t a z i o n e c o n l ’ u n i t à c o m e
accessori.
4
– 5 –
– 6 –
A
6
!1
8
9
!0
7
5)
Fare passare attraverso il foro del tavolo
sotto il tavolo i cavi 9 del solenoide
A
del rasalo, solenoide dell’affrancatura,
ecc., il cavo del sincronizzatore 7, il cavo
del pannello IP !0, il cavo del pannello di
visualizzazione del funzionamento 6, il cavo
di rilevazione del trasporto superiore
cavo di controllo del motore !1.
8
e il
!4
!9
!5
!6
!2
!3
!7
9
7
!8
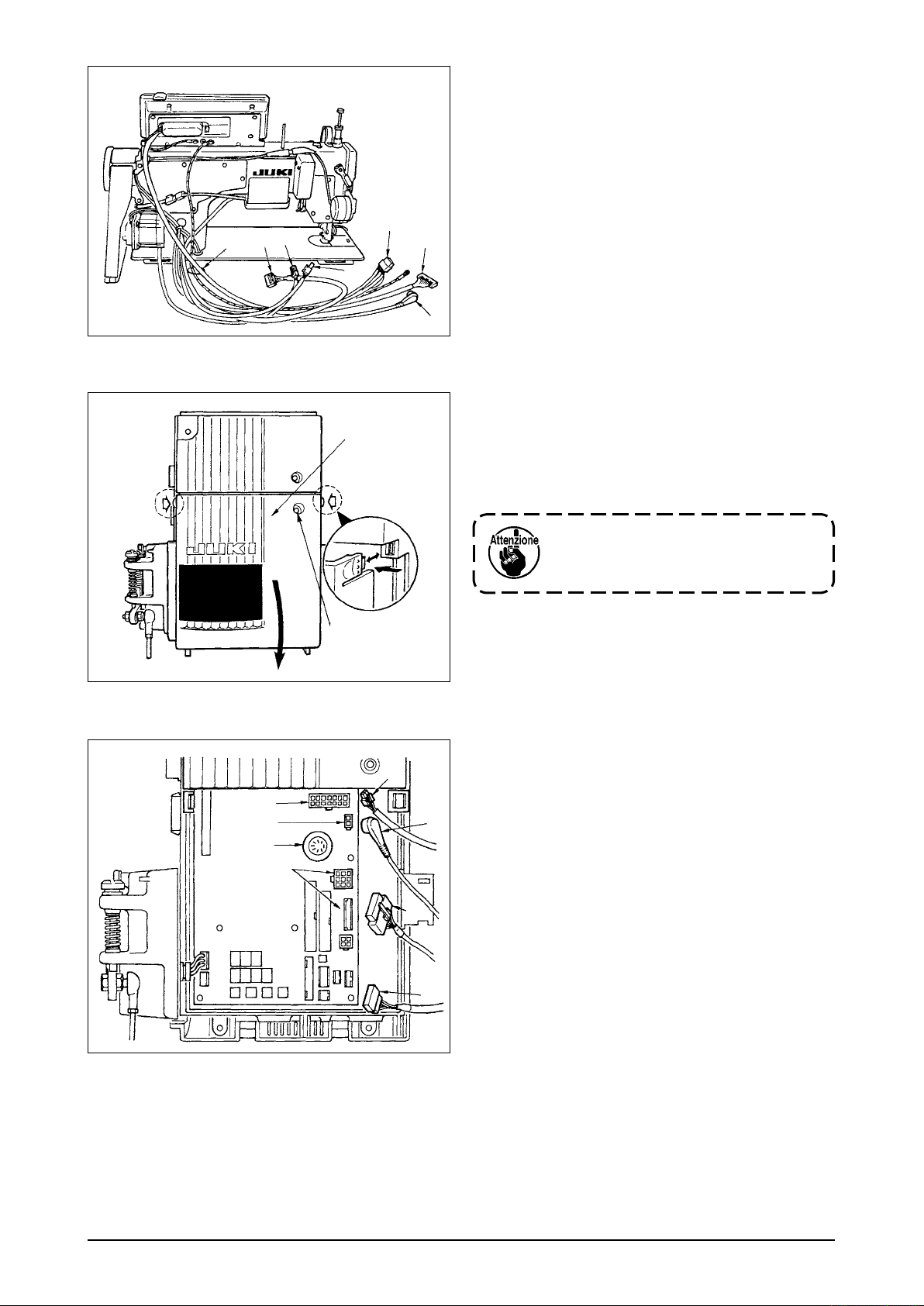
2) Allentare la vite di ssaggio
frontale !3.
3) Premendo la parte laterale del coperchio frontale
nel senso della freccia, aprire il coperchio
!3
frontale verso l'operatore.
Aver cura di aprire/chiudere il coperchio
frontale tenendolo con le mani.
8) Collegare il cavo 14P 9 che viene dalla testa
della macchina al connettore !4 (CN46).
9) Collegare il connettore 7P 7 che viene dalla
testa della macchina al connettore !5 (CN30).
10)
Collegare il connettore !8 che viene dalla testa
della macchina al connettore !6 (CN38, CN39).
(Collegare il connettore 8P a CN38 e in caso del
connettore 9P, collegare a CN39.)
11)
Quando il di s p o s i t ivo f a c o l tativ o AK11 8 è
attaccato, collegare il connettore 2P !7 che viene
dal dispositivo AK al connettore !9 (CN40).
nel coperchio
!2
@4
@2
@0
@3
@1
!1
6
8
12)
Collegare il connettore 6P
che viene dalla
!1
testa della macchina al connettore @1 (CN139).
13)
Collegare il connettore 4P 8 che viene dalla
testa della macchina al connettore @2 (CN134).
14)
Fissare pannello il connettore 14P 6 che viene
dalla testa della macchina al connettore @3
(CN132).
15)
Inserire il connettore di trasmissione KT-01(EPF)
al connettore @4 (CN141) e connettore @5
@0
(CN42).
@5
1. Quando si usa il dispositivo AK impostare se usare o meno il dispositivo AK dopo aver
controllato la modalità di selezione della funzione dell'alzapiedino automatico.
(Consultare il “Manuale d’Istruzioni per la SC-910".)
2. Aver cura di inserire sicuramente i rispettivi connettori dopo aver controllato i sensi di
inserimento in quanto tutti i connettori hanno i sensi di inserimento. (Quando si tratta di quello
con il bloccaggio, inserire i connettori nché essi vengano bloccati.) La macchina per cucire
non viene azionata tranne che i connettori siano inseriti correttamente. Inoltre, non solo il
problema di avvertimento dell'errore o qualcosa di simile si presenta, ma anche la macchina per
cucire e la centralina di controllo vengono danneggiate.
Quando i connettori non sono collegati
correttamente, la scheda di circuito
stampato non funziona normalmente.
(7) Collegamento per il pannello IP-110
1) Anc h e il conne t tore per c ollega r e IP-110 è
preparato.
Quando si collega, inserire il connettore finché
1
esso venga bloccato a 1(CN34).
4
3
2
2) Dopo aver inserito il connettore, mettere tutti i li
insieme con il nastro fermacavi 2 posto sul lato
della centralina.
Allora, legare in un fascio i connettori che sono
sistemati sopra la sella del lo alla sella del lo
e quelli che sono sistemati sotto la sella del
3
lo alla sella del lo 4.
– 7 –
– 8 –
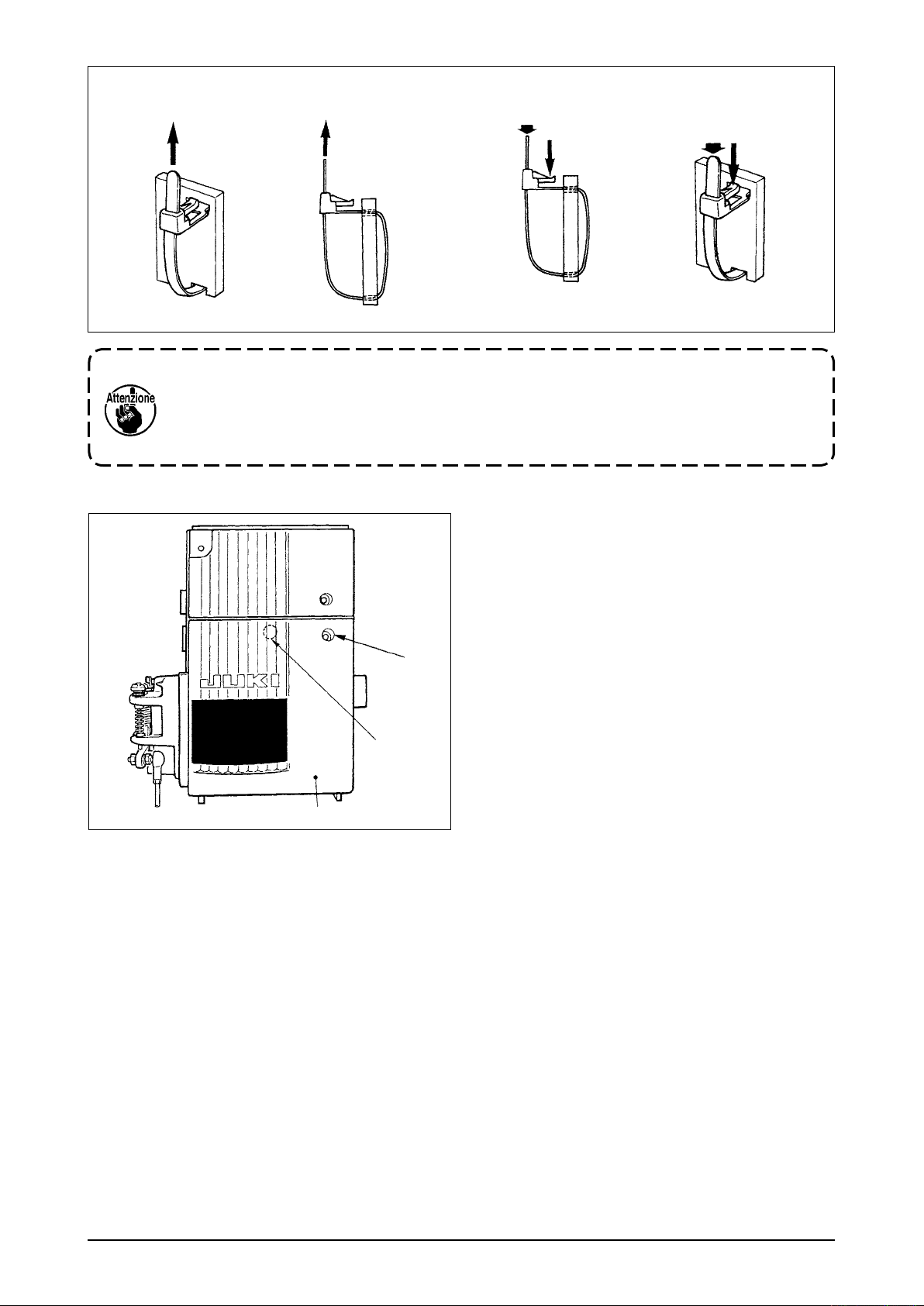
Come ssare la fascetta
2
Come rimuovere la fascetta
2
Tirare
1. Fissare la fascetta seguendo la procedura di ssaggio come mostrata nella gura.
2. Quando si rimuove il cavo, rimuovere la sella dei cavi prima e poi la fascetta fermacavi.
3. Per rimuovere la fascetta fermacavi, come mostrato nell’illustrazione di modalità di rimozione
della fascetta fermacavi, premendo il gancio della fascetta fermacavi, spingere la fascetta per
rimuovere la fascetta fermacavi.
Tirare
Spingere
Premendo la parte del gancio, spingere la fascetta per rimuoverla.
Spingere
Spingere il
gancio.
3) Ch iude re il coperchi o frontal e 5 prestand o
atte n z i one che i fili non venga n o p r esi dal
coperchio.
Leggermente premere la parte B ed inserire il
coperchio frontale 5 con "uno scatto".
4) Dopo di ciò, ssarlo 6 con la vite.
6
5
B
7
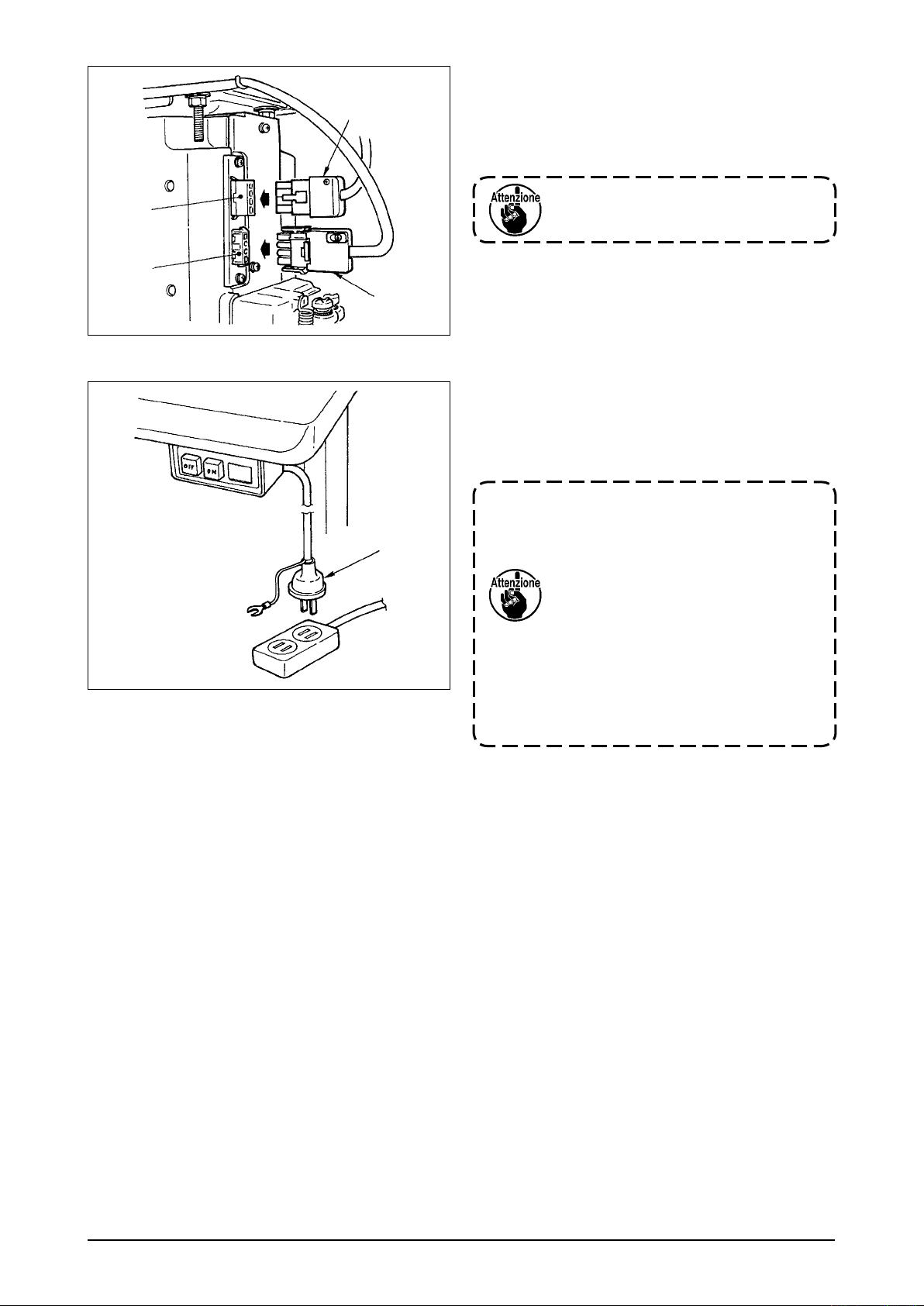
5) Col legar e il fil o dell’ uscita del m o tore 7 a l
connettore 8 posto sul lato della centralina.
6) Collegare il connettore 4P 9 dell’interruttore dell’
alimentazione al connettore !0.
8
!0
9
!1
Dirigere il lo dell’uscita del motore dalla
faccia frontale della centralina.
7) Assicurarsi che l'interruttore dell'alimentazione
sia spento ed inserire il cavo dell'alimentazione
che viene dall'interruttore dell'alimentazione
!1
nella presa di corrente.
1. L'estremità del cavo dell'alimentazione
varia a seconda della destinazione
o della tensione di alimentazione.
Controllare di nuovo la tensione di
alimentazione e la tensione specicata
sulla centralina di controllo quando si
installa l'interruttore.
2. Preparare l'interruttore
dell'alimentazione conforme allo
standard della sicurezza.
3. Aver cura di collegare il lo di massa
(verde/giallo).
– 9 –
– 10 –
(8) Installazione del pannello di indicazione del funzionamento
1) Fissare pannello 1 di indicazione del
funzionamento in foro A lettato nella parte
posteriore del braccio della macchina usando viti
e rosette 3.
2
A
1
3
2
2)
Attaccare pannello 1 di indicazione del
funzionamento
al suddetto posto in modo che
esso sia in parallelo alla supercie di letto e
non venga in contatto con la parte inferiore del
braccio della macchina.
1
Parallelo alla
supercie di letto
Niente contatto
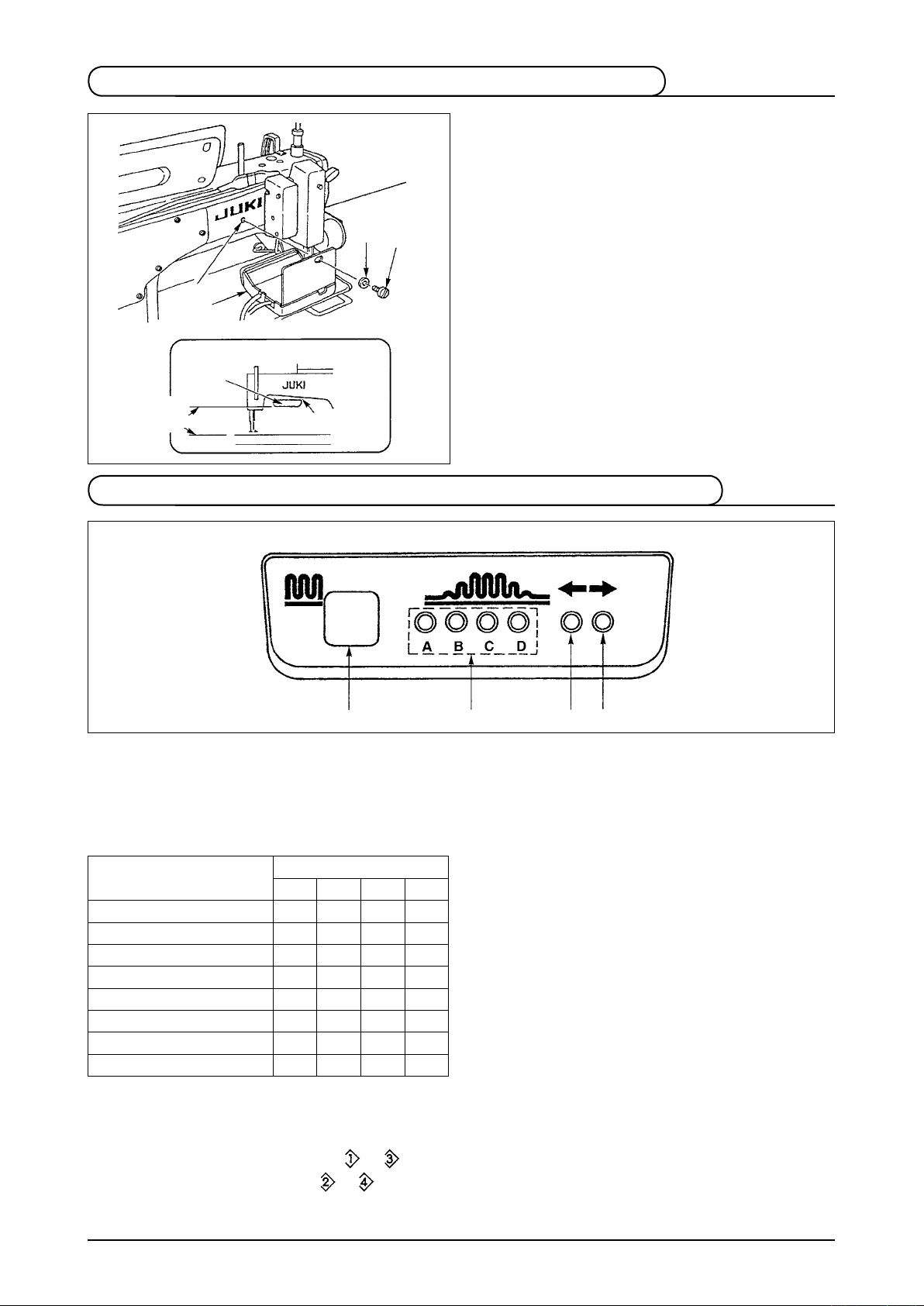
(9) Modalità di uso del pannello di visualizzazione del funzionamento
• Pannello di indicazione del funzionamento
1
Commutatore di increspatura parziale
1
Questo è il tasto usato per commutare il processo di increspatura parziale.
・
Spia del processo di increspatura parziale
2
Indica lo stato attuale del processo di increspatura parziale.
・
Processo di increspatura
parziale
1
2
3
4
5
6
7
8
Spie del modello di increspatura parziale sotto il modo di cucitura alternata
3,4
Se modello di increspatura parziale o è scelto sotto il modo di cucitura alternata, spia 3 si accenderà. Se
・
modello di increspatura parziale o è scelto sotto il suddetto modo, spia 4 si accenderà.
Se la macchina non è azionata sotto il modo di cucitura alternata, ambedue le spie 3 e 4 si spegneranno.
・
A B C D
○ ● ● ●
○ ○ ● ●
○ ○ ○ ●
○ ○ ○ ○
● ○ ○ ○
● ● ○ ○
● ● ● ○
● ● ● ●
Spia
2
(Nota)
○……
●……
Si accende
Si spegn
3
4
(10) Regolazione del display di passo del trasporto inferiore
Quando il display di passo del trasporto inferiore non corrisponde alla scala della manopola di regolazione
del passo, effettuare l’impostazione sottostante.
1.
Regolare la scala della manopola di
regolazione del passo del trasporto inferiore a
"0".
2. Girare il resistore variable VR1 1 posto sul lato
1
VR1
destro del retro del pannello di visualizzazione
del funzionamento, e regolare in modo che il
display di trasporto inferiore sia impostato sul
display minimo.
3. Regolare la scala della manopola di regolazione
del passo del trasporto inferiore a "5".
2
VR2
4. Girare il resistore variable VR2 2 posto sul lato
destro del retro del pannello di visualizzazione
del funzionamento, e regolare in modo che il
display di trasporto inferiore sia impostato su 5,0.
– 11 –
– 12 –
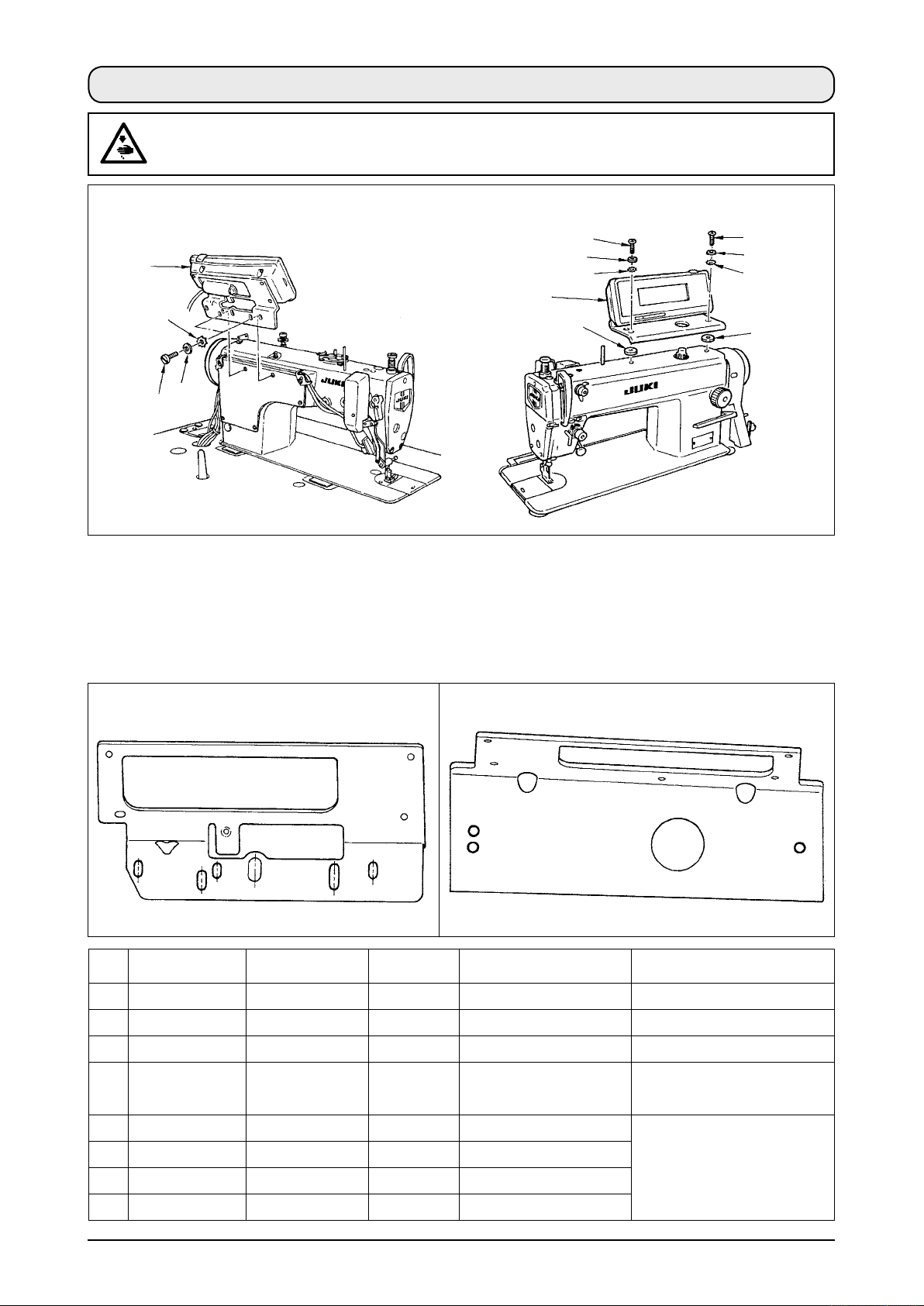
3. INSTALLAZIONE DEL PANNELLO OPERATIVO
AVVERTIMENTO :
Al ne di evitare ferimenti causati dall’avvio improvviso della macchina, spegnere la macchina ed
assicurarsi in anticipo che il motore abbia completamente cessato di ruotare.
Tipo B (Targhetta del tipo TYPE B0*)
1
Tipo C (Targhetta del tipo TYPE C0*)
2
3
4
2
3
4
1
2
4
3
5
5
1) Attaccare il pannello operativo 1 alla testa della macchina usando la vite 2, la rondella piatta 3, la
rondella di bloccaggio dentata 4 e il distanziale 5 (per il tipo C) in dotazione con il pannello operativo.
2) Le posizioni dei fori nel supporto per il montaggio del pannello operativo sono differenti l'una dall'altra a
seconda dei rispettivi modelli. Consultare la tabella sottostante.
IP-110/tabella di tipi di supporto classicati dalla corrispondenza del modello
Tipo B
Tipo C
2
1
2
3
Testa della macchina
No.
montata
1 DDL-9000 Type B
2 DLN-9010 Type B
3 LH-31
4 LZ-228*N Type B
5 DDL-5550N Type C
6 DDL-8700 Type C
7 DLN-5410N Type C
8 DLU-5494N Type C
**
Tipo di supporto
Type B
4
5
Foro di
montaggio usato
2-4
2-4
1-5
3-4
1-3
1-3
1-3
1-3
1
No. di parte della vite Osservazioni
SS4121415SP(3/16-28)
SS4121415SP(3/16-28)
SS6111210SP(11/64-40)
Da fiss a r e s u l su p p o r t o
SS4121415SP(3/16-28)
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
SS7121410SN(3/16-24)
esclusivo per il montaggio
del pannello standard
U s a r e 2 – 3 i n c a s o
dell'unità optional (V0 e cose
simili).
3
 Loading...
Loading...