

Page 1

JWS-35X
Фрезерный станок
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по
эксплуатации
Walter Meier AG
WMH Tool Group AG, Bahnstrasse 24, CH-8603 Schwerzenbach
Walter Meier (Fertigung) AG, Bahnstrasse 24, CH-8603
Schwerzenbach
Walter Meier (Tool) AG, CH-8117 Fälladen
www.jettools.com; info@jettools.com
Tel. +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а, тел.: +7 (812) 334-
33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-
38-83
www.jettools.ru; info@jettools.ru
Page 2
Гарантийные обязательства JET
Гарантийный срок 2 (два) года исчисляется с даты продажи. Датой продажи является
дата оформления товарно-транспортных документов и/или дата заполнения
гарантийного талона.
Гарантийный, а так же негарантийный и послегарантийный ремонт производится
только в сервисных центрах, указанных в гарантийном талоне, или авторизованных
сервисных центрах.
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для фрезерования изделий из дерева .
Не разрешается обрабатывать никакие металлические материалы.
Обработка других материалов является недопустимой или в особых случаях может
производиться после консультации с производителем станка.
Наряду с указаниями по технике безопасности , содержащимися в инструкции по
эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во внимание
общепринятые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как
неправильное применение и продавец не несет ответственность за повреждения,
произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от
источника электропитания до станка должен быть не менее 3x1,5мм² (желательно медный,
трёхжильный, с сечением каждой жилы не менее 1,5 мм2).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от
источника электропитания до станка должен быть не менее 4x1,5мм² (желательно медный,
четырёхжильный, с сечением каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой,
техническим обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМЛЕКТ ПОСТАВКИ
1. 30 мм шпиндель с переходными кольцами
2. Адаптер для цанговых фрез 8 и 12 мм
3. Защитный кожух шпинделя
4. Устройство для прижима заготовки
5. Набор защит для фрезеровании по кругу
6. Упор для фрезерования под углом
7. Толкатель
8. Инструмент для обслуживания
9. Принадлежности для монтажа
10. Инструкция по эксплуатации
11. Список деталей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Частота вращения шпинделя
.................... 4000/6000/8000/10000 об/мин
Размер стола ........................ 680мм x 820мм
Высота стола ................................... 850 мм
Диаметр шпинделя ............................. 30 мм
Подъем шпинделя ............................ 100 мм
Зажимная высота ...................... 100 мм
Посадочное место цанговых фрез ..8 и 12 мм
Диаметр отверстия стола .................. 160 мм
Диаметр инструмента макс. ............... 180 мм
Высота инструмента над столом макс. 120мм
Диаметр вытяжного патрубка ............ 100мм
Page 3

Габариты ...................... 762 x 990 x 1005 мм
Масса станка .................................... 210 кг
Сетевое питание .............. 400В ~3/PE 50гц
Выходная мощность .................... 2,3 кВт S1
Рабочий ток ........................................... 7 A
Соединительный провод ................ 4x1,5мм²
Устройство защиты……………………………………..16А
Сетевое питание ................ 220В 1/PE 50гц
Выходная мощность .................... 1,5 кВт S1
Рабочий ток ........................................... 7 A
Соединительный провод ................ 3x1,5мм²
Устройство защиты……………………………………..16А
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по
эксплуатации. Компания WALTER MEIER оставляет за собой право на изменение
конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Деревообрабатывающие станки при неквалифицированном обращении представляют
высокую опасность. Поэтому для безопасной работы необходимо соблюдение имеющихся
предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы начнете
монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и
передавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте крепление инструмента и наличие
необходимых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных
приспособлениях и устранять их с привлечением уполномоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством
отключения от Эл. сети.
Для защиты длинных волос необходимо надевать фуражку или сетку для волос.
Носите плотно прилегающую одежду.
Снимайте украшения, кольца и наручные часы.
Используйте средства индивидуальной защиты, предписанные для работы согласно
инструкции. Обязательно надевать средства индивидуальной защиты, такие как защитные
очки для глаз и наушники.
Для безопасного обращения с фрезерным инструментом используйте подходящие
рабочие перчатки.
Принимайте во внимание разделы, содержащиеся в этой инструкции по эксплуатации, по
безопасным способам работы.
Учитывайте время пробега станка при торможении, оно не должно превышать более 10
секунд.
Удаляйте заклинившие заготовки только при выключенном Эл. двигателе и после полной
остановки станка.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания
и направления заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок обязательно устойчиво стоял на твердом и идеально
ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы, об
нее нельзя было споткнуться.
Содержите рабочее место свободным от обрезков заготовок и прочих предметов.
Никогда не работайте на станке под воздействием психотропных средств, алкоголя и
наркотиков. Принимайте во внимание, что медикаменты также могут оказывать вредное
Page 4

воздействие на Ваше рабочее состояние.
Удаляйте детей и посторонних лиц с рабочего места.
Не удаляйте стружку, заготовки и обрезки заготовок до полной остановки станка.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок от Эл. питания.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли –
всегда применяйте подходящую вытяжную установку, систему удаления стружки и опилок
или пылесос.
Древесная пыль является взрывоопасной и вредной для здоровья.
Перед обработкой удалите из заготовок гвозди и другие инородные предметы.
Никогда не работайте на станке с демонтированными защитными приспособлениями –
высокая опасность получения травмы!
В зависимости от назначения применяйте соответствующее защитное приспособление,
которое обеспечит надежное перемещение заготовки.
Подстраивайте защитное приспособление точно по месту назначения и к размерам
заготовки.
Правильно подбирайте число оборотов шпинделя с диаметром инструмента.
Всегда соблюдайте достаточное расстояние от фрезерного инструмента.
При перемещении заготовки никогда не ставьте руки под защитное приспособление
фрезы!
Обрабатывайте только те заготовки, которые устойчиво лежат на столе.
Перемещайте заготовку только против направления вращения фрезы.
При заготовках длиной до 300 мм необходимы специальные вспомогательные средства
(например, толкающий шток).
Никогда не обрабатывайте заготовки меньше чем 300мм в длине без специальных
креплений. Правильнее, сделать заготовку немного длиннее и затем обрезать в размер.
Не обрабатывайте заготовки, которые невозможно провести от фрезерного инструмента
на достаточном безопасном расстоянии.
В случае обработки концов узких заготовок необходимо использовать толкающий шток.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Удалять стружку и заготовки только при остановленном станке.
Всегда работайте только с острым фрезерным инструментом.
При обработке длинных заготовок применяйте перед станком и после станка роликовые
опоры.
Содержите в чистоте поверхность фрезерного стола, постоянно удаляйте остатки смолы.
Работы с электрическим оборудованием станка разрешается проводить только
квалифицированным электрикам
Немедленно заменяйте поврежденный сетевой кабель. Удостоверьтесь, что станок
должным образом заземлен.
Не становитесь на станок.
Работы по переоснащению, регулировке и очистке станка производить только при полной
остановке станка и при отключенном Эл. питании.
4.1. ВНИМАНИЕ опасности
Даже при использовании станка в соответствии с тех. требованиями возможны
следующие опасности:
Касание строгального вала в области реза. Для полноценной защиты защитный брусок
ножей должен быть всегда подогнан к заготовке.
Опасность обратного удара. Заготовка захватывается вращающимся инструментом и
отбрасывается в сторону работающего.
Подверженность опасности из-за разлетающихся частей заготовок.
Подверженность опасности из-за шума и пыли.
Использовать вытяжную установку.
Подверженность опасности поражения электрическим током при неправильной прокладке
кабеля.
4.2. Звуковая эмиссия
Значения определяют согласно стандарту EN 1807:1999 и EN 848-1 (Коэффициент
погрешности измерения 4 дБ (А).
Page 5
Заготовка из ели:
Иллюст
Рис. В
Рис. А
Ш=100 мм, Д=1000 мм, влажность 8,5%
Уровень мощности звука (согласно EN 3746):
Холостой ход 83,4 дБ (A)
Обработка 90,2 дБ (A)
Уровень звукового давления (согласно EN 11202):
Холостой ход 74,2 дБ (A)
Обработка 83,6 дБ (A)
Приведенные значения относятся к уровню издаваемого шума и не являются
необходимым уровнем для безопасной работы.
Хотя имеется связь между уровнем издаваемого звука и его вредного воздействия, из
этого нельзя сделать точного вывода о том, нужны ли дополнительные меры по
безопасности.
Факторы, оказывающие влияние на фактический уровень вредного воздействия на
рабочем месте, охватывают продолжительность работы, характеристику помещения, другие
источники шума и т.д., например, количество станков и другие соседние обрабатывающие
процессы. Кроме того допустимый уровень вредного воздействия отличается в разных
странах.
Несмотря на это, эта информация служит для того, чтобы дать возможность пользователю
станка лучше оценить подверженность опасности и определить возможные меры снижения.
4.3. Уровень пыли
Фрезерный станок типа JWS-35Х был оценен с точки зрения вредного воздействия пыли,
при скорости воздуха 20 м/сек на всасывающем патрубке диаметром 100мм:
Разрежение 800 Па
Объемный поток 1130 м³/час
Действительное в настоящее время предельное допустимое значение концентрации пыли
2 мг/м³ надежно соблюдается на рабочем месте.
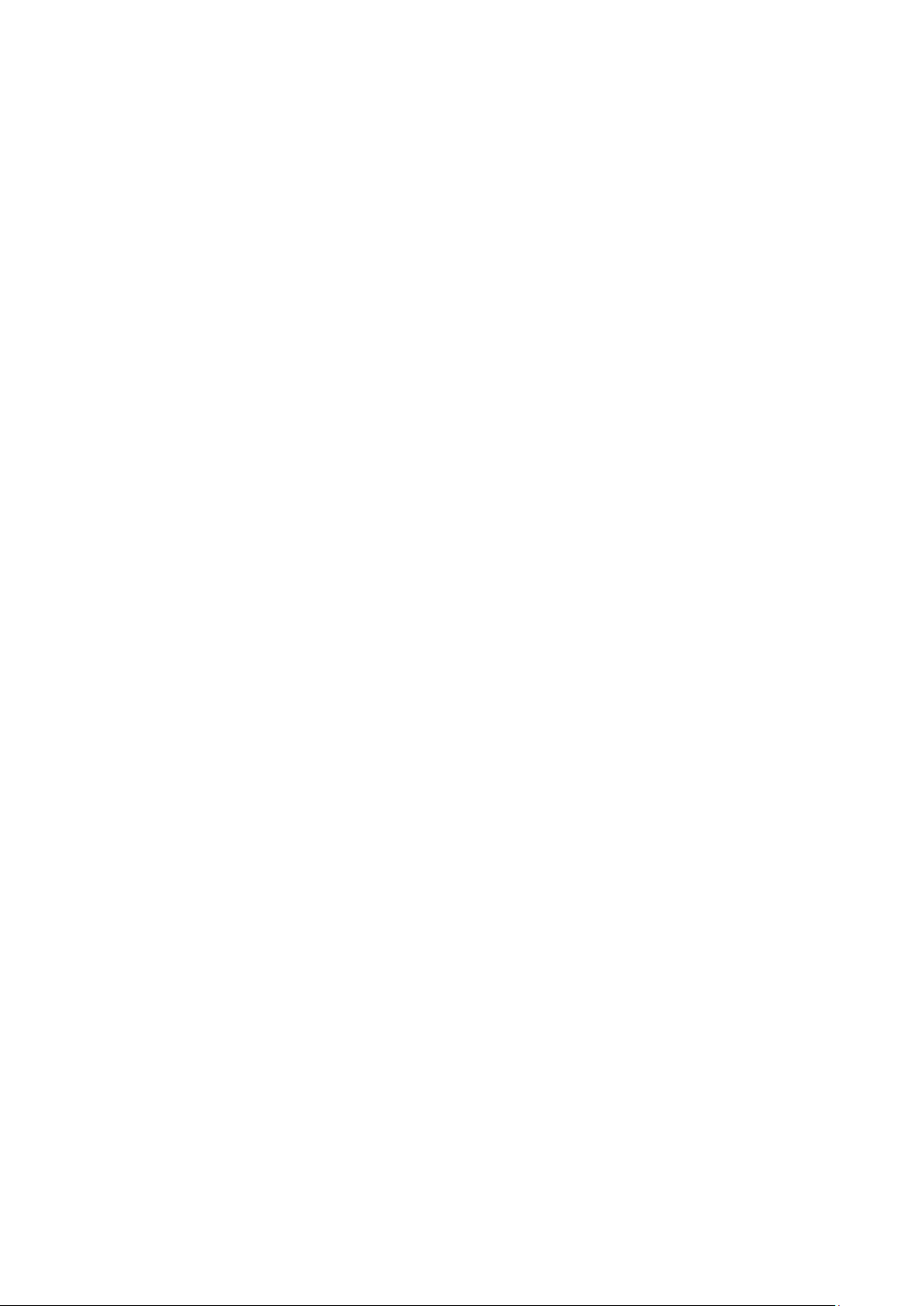
Никогда не проводите руками непосредственно или перед фрезами. Поскольку одна
рука приближается к 300мм радиусу фрезы, исключите это используя толкатели в движении
по дуге, См. рисунок 1.
5.1. ТРАНСПОРТИРОВКА И УСТАНОВКА
Для транспортировки используйте стандартный штабелёр или погрузчик. Предохраняйте
станок при транспортировке от падения.
Установка станков должна производиться в закрытых помещениях, при этом являются
достаточными условия обычной столярной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и
способной выдерживать нагрузки. При необходимости станок можно жестко закрепить на
устанавливаемой поверхности.
По соображениям упаковки станок поставляется не полностью смонтированным.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу, не запускайте станок в работу!
Контейнер поставки
Сравните содержание Вашего контейнера со списком деталей и иллюстрациями на этой
странице, чтобы удостовериться, что все детали не повреждены.
Page 6

О недостающих деталях, если таковые вообще имеются, нужно сообщить Вашему
1
Гаечный ключ (C)
1
Шток с резьбой (D)
1
Шпиндель 30мм (E)
1
Шпиндельная гайка (F)
1
Шестигранный ключ (G)
1
Отвертка (H)
1
Ручка (J)
1
Упор под углом до 45 градусов(K)
1
Шток (L)
2
Фиксаторы защитного кожуха (M)
1
Защита фрезы (N)
4
Ручки крепления (O)
2
Плоская шайба (P)
1
Крышка защитного кожуха (R)
2
Регулируемые прижимы (S)
продавцу. Прочитайте инструкцию по обслуживанию станка и инструкции по безопасности
полностью.
Основной Контейнер Фрезерного станка
1. Стол , корпус с узлами и агрегатами(A)
1. Защитный кожух с направляющими для движения заготовок (B)
Комплектация
Детали и включенные инструменты состоят из следующих пунктов:
Page 7

5.2 Монтаж
Очистка
Иллюстрация 1:
1. Удалите два винта и плоские шайбы (A), которые крепят защитный кожух (B) к столу.
2. Отставьте защитный кожух (B) в сторону со стола.
3. Удалите защитную плёнку (C) на поверхности стола.
Неокрашенным металлическим поверхностям, таким как поверхность стола , сделали защитное покрытие на
заводе.
4. Удалите защитное покрытие мягкой тканью, увлажненной в керосине.
Не используйте ацетон, бензин, или удалитель ржавчины с этой целью. Не лейте растворители на
пластмассовые части, и не используйте абразивные материалы, потому что это может поцарапать
поверхности.
Рис. 1
Винты крепления в сборе
1. Достаньте из пакета фурнитуры два винта с круглыми ручками (Страница 9, Пункт M).
Пояснения к рис. 1
2. Наденьте большие шайбы (E) на винты с круглыми ручками (D), затем вставьте винты в пазы (O) на
защитном кожухе (P).
3. Продолжите сборку, поместив одну маленькую шайбу (F), пружину (G) и вторую маленькую плоскую
шайбу (F2) и Контргайки (H) на столе под кожухом (P) в расположении пазов над отверстиями 19 мм
глубиной.
Когда контргайки (H) затянуты, 1/2" нити резьбы должно быть видно на теле винта (D) над пазом.
Установка алюминиевых направляющих
1. Поместите направляющие (N) на стол (Q).
2. Приставьте их к корпусу защитного кожуха с обеих сторон и вкрутите фиксирующие ручки.
Поместите верхнюю крышку (L) на защитный кожух и закрепите барашками (J) с плоскими шайбами(K).
Page 8
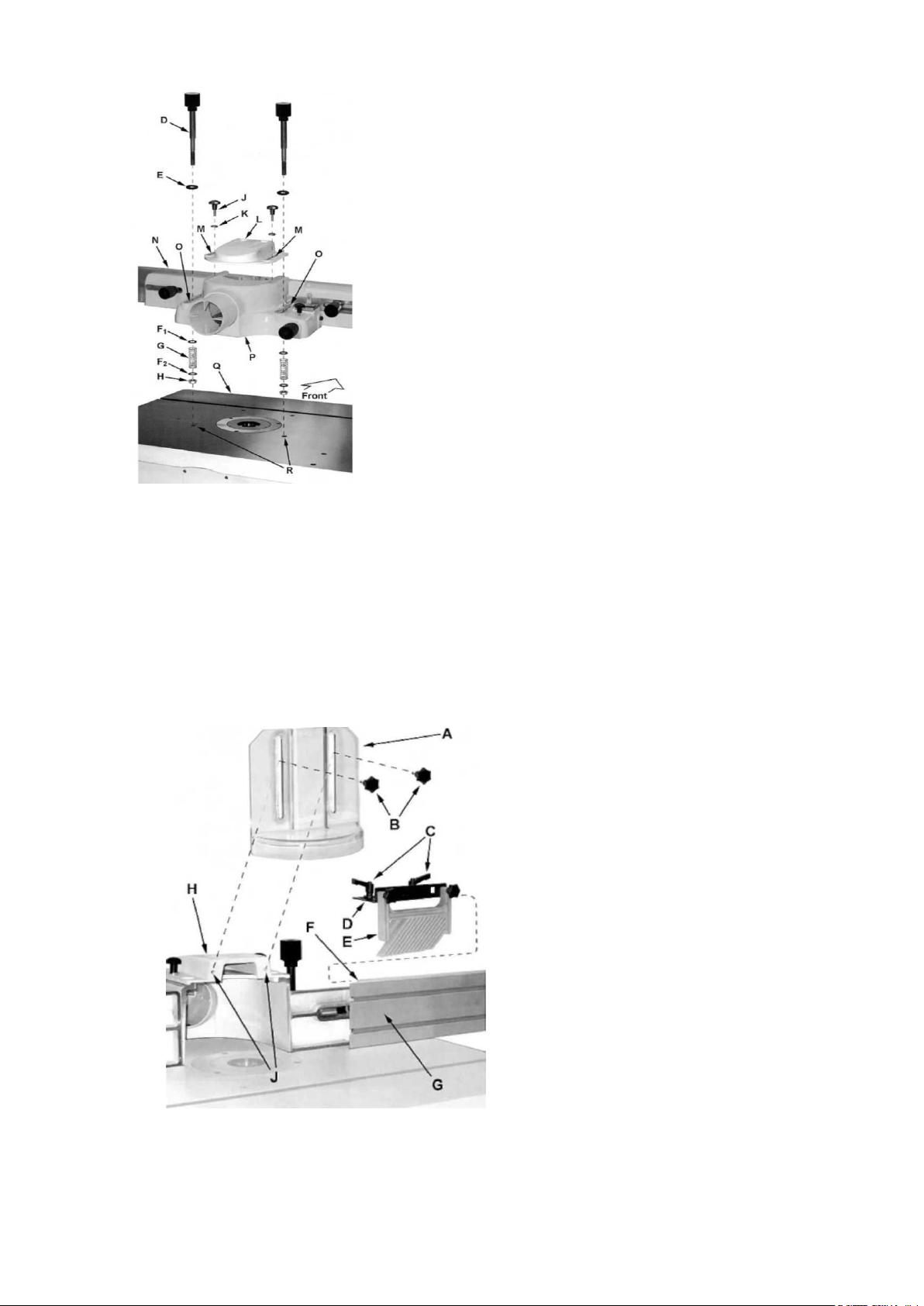
Рис. 2
Защита инструмента
Рис. 3
Установите пластиковую защиту (A) прикрутив двумя барашками(B) к крышке кожуха (H). через пазы в
пластиковой защите, в отверстия (J)
Прижимы заготовки
Рис. 3
Ослабьте крепёжные ручки (C) и вставьте болты с круглой головкой (D) в паз (F) на торцевой части
направляющей.
Рис. 3
Page 9

Ручка Штурвала
Рис. 4
Вставьте ручку (A, рис. 3) в штурвал (B) и закрутите контргайку 14-миллиметровым гаечным ключом.
Подключение к электросети
Подсоединение к сети со стороны потребителя, а также применяемые удлинительные провода должны
соответствовать техническим характеристикам станка.
Установленное пользователем защитное устройство должно быть рассчитано на 16 А.
Обратите внимание на то, чтобы напряжение в сети соответствовало параметрам, указанным на
фирменной табличке станка.
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным
электрикам.
При перегрузке мотор отключается сам. После охлаждения примерно в течение 10 минут можно снова
включить мотор. Станок должен быть заземлён.
Регулировка движения защитного кожуха
Перед работами по переустановке инструмента, регулировке, техническому обслуживанию и очистке,
станок должен быть предохранен от непроизвольного включения.
Отключите станок от Эл. питания!
Рис. 4:
Средства регулирования и переустановки элементов на корпусе защитного кожуха следующие:
A – Ручки фиксации положения корпуса
B – стопор регулятора установки положения упора
C – регулировка установки положения части упора
D – фиксатор положения направляющей к инструменту
E – Барашки фиксирующие положение пластиковой защиты инструмента (F) вверх/ вниз
G - Барашки фиксирующие положение пластиковой защиты инструмента (F) вперёд/ назад
Page 10

Рис. 5
Штурвал
Штурвал управляет высотой шпинделя.
Установка высоты Шпинделя иллюстрации 5:
1. Ослабьте круглый фиксатор (A).
2. Поверните штурвал (B) по часовой стрелке, чтобы поднять и против часовой стрелки понизить шпиндель
(C).
3. Затяните круглый фиксатор (A).
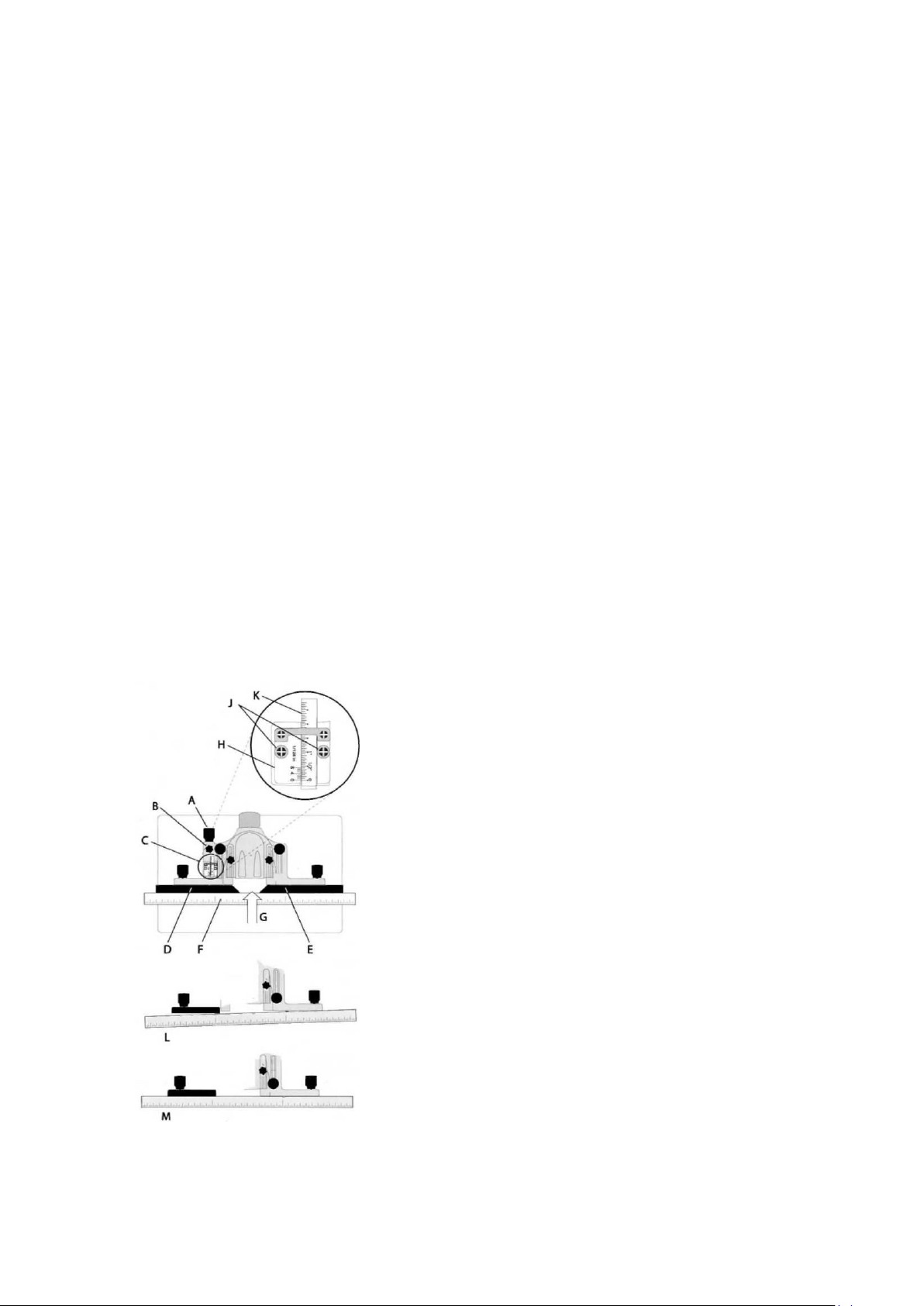
Комплексное Выравнивание
Следуйте за шагами 1-5, чтобы определить, необходимо ли выравнивание. Шаги 6-9 будут осуществлять
выравнивание, если требуется.
Убедитесь, что защитный кожух установлен правильно
1. Удалите инструмент и шпиндель.
2. Открутите круглые ручки D1, D2 и установите защитный кожух (A), приблизительно в
середину; затем закрутите круглые ручки D1, D2.
3. Поместите поверочную линейку (H) на стол в зоне инструмента приложив к обеим частям
упора для движения заготовки (F1- G1, F2- G2).
4. Открутите фиксатор перемещения левой части упора (B).
5. Вращая круглую ручку (C) регулируют положение алюминиевой направляющей (G2),
прижимая линейку (H) к правой алюминиевой направляющей и пытаясь совместить на одной
линии, обе направляющие (G1, G2).
Примечание: левая часть упора (F2) перемещается, в то время как правая часть упора (F1)
постоянна и не может перемещаться.
Никакое регулирование не требуется, если обе алюминиевые направляющие (G1, G2)
одинаково прилегают к поверочной линейке, как показано на рис. 6. Продолжение в разделе
Калибровка алюминиевых направляющих.
Регулирование требуется, если направляющие кажутся перекошенными (иллюстрация 7).
Продолжите шагами ниже.
6. Снимите обе алюминиевые направляющие (J1 J2) и приложите поверочную линейку, как
показано на рисунке 8.
Комплексное Выравнивание
Перед началом работы внимательно прочитайте пункт 7.
Page 11
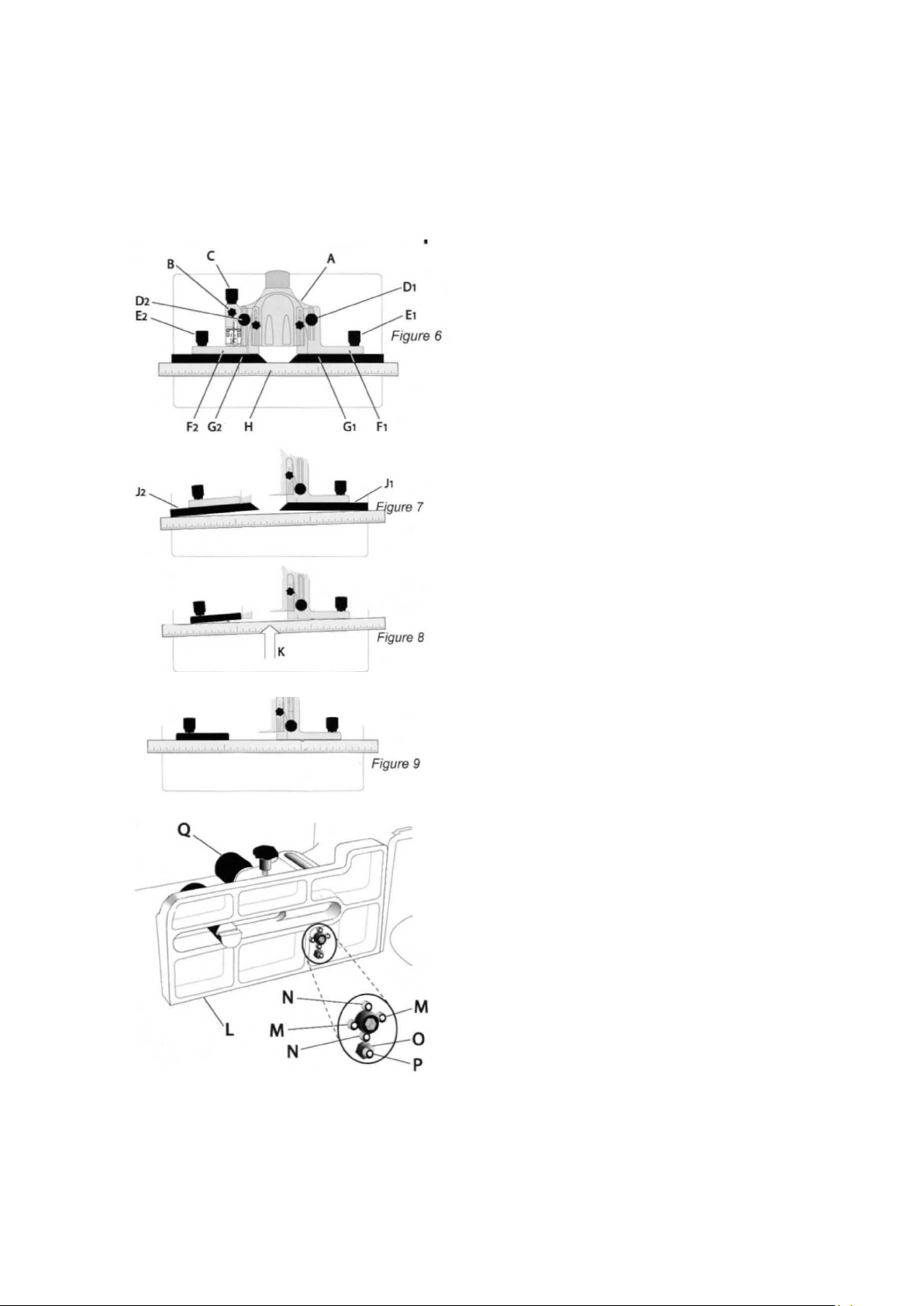
7. Прижимайте поверочную линейку (K, рис. 8). Убедитесь, что обе половины упора
выровнены, как показано в иллюстрации 9. Это достигается, поочередным изменением
выхода двух регулировочных винтов (М., рис. 10) из передней части упора (L, рис. 10) 3-
миллиметровым шестигранным ключом, периодически, придвигая левую часть упора, вращая
ручку (Q, рис. 10) как требуется.
Важно: рекомендуется, чтобы регулирование винтов (М., рис. 10) за один оборот вращения не
превышали 1/16 дюйма
рис. 6
рис. 7
рис. 8
рис. 9
рис. 10
Проверка, перпендикулярности алюминиевых направляющих к плоскости стола
Алюминиевые направляющие должны быть перпендикулярными столу. Это может быть проверено
следующим образом:
8. Поместите поверочный угольник на стол, придвинув к упору (L, рис. 10).
Page 12
9. Если регулирование требуется, крутить винты N (рис. 10).
Рис. 11
Выравнивание выполнено, когда алюминиевые направляющие на одной линии, как показано на иллюстрации
9 и перпендикулярны столу.
При необходимости замените обе направляющие.
Калибровка алюминиевых направляющих
Защита инструмента должна быть удалена или поднята, чтобы обеспечить пространство.
Показано на иллюстрации 11:
1. Ослабьте круглую ручку (B) фиксирующую движение винта
2. Поверните винт (A) до предела по часовой стрелке.
3. Обе направляющие (D,G) и приложенная к ним рейка (F) должны быть выстроены в одну линию и
изображенные линии на шкале с передвигающемся указателе (C) должны показать ноль.
Если шаг 3 был успешно достигнут, никакая калибровка не требуется.
Если направляющие не выровнены, как на чертеже (L), проделайте следующее:
4. Удалите направляющие (D, E).
5. Используя 10-миллиметровый гаечный ключ , ослабьте контргайку (O, рис. 10), который обеспечивает
нулевое положение винта установки (P, Рис., 10) искривления (L, рис. 10).
6. Поверните в одну или в другую сторону винт (P, рис. 10), как требуется, чтобы выровнять
направляющие, как показано в чертеже М.
7. Закрутите контргайку (O, рис. 10).
Если линия шкалы и указателя (C) не указывает ноль:
8. Ослабьте два винта (J), которые удерживают индикатор (H) и двигайте, пока ноль на индикаторе (H) не
встанет в линию с нулем на линейке (K).
9. Закрутите винты (J).
Повторите шаги 2 и 3, чтобы проверить, что калибровка успешно завершена.
Page 13

Регулирование скобы шпинделя
Пояснения к рис. 12:
Шпиндельная скоба в станке – отрегулирована на заводе и первоначально не должна требовать
регулировки. Со временем, скоба может износиться и стать неровной, появится люфт и болтание шпинделя
(B). Это требует регулирования.
Устранение:
1. 12-миллиметровым гаечным ключом, ослабьте гайки, которые фиксируют винты setscrews в четырех
местах (A).
2. 4-миллиметровым шестигранным ключом, закрутите каждый винт setscrew на 1/8 оборота или меньше,
начиная с самого нижнего, затем верхний, потом два средних setscrews винта .
Если это недостаточно, чтобы удалить люфт, повторите этот шаг, пока болтание не исчезнет.
Примечание: Если скобы будут слишком затянуты штурвал handwheel, который управляет шпиндельной
высотой, будет трудно вращать.
Когда регулирование закончено:
3. Зафиксируйте зажимные винты в положении 4-миллиметровым шестигранным ключом, закручивая
стопорные гайки 12-миллиметровым гаечным ключом.
рис. 12
Узел крепления пластиковых прижимов заготовки Featherboard
Показано на иллюстрации 13:
Фрезерный станок JWS-35X оборудован двумя featherboard прижимами, с деталями крепления (A,B)
установленными на левой и правой направляющей на защитном кожухе.
1. Ослабьте фиксирующие ручки (C) и круглые барашки (D).
2. Двигайте прижимы до желательного положения вдоль направляющих и закрутите фиксирующие ручки
(C).
3. Поместите заготовку (E) на стол, прижав к направляющей под пластиковый прижим (A).
Приспособьте высоту featherboard, чтобы создать умеренное давление на заготовку, затем закрутите
круглый барашек (D).
Page 14

рис. 13
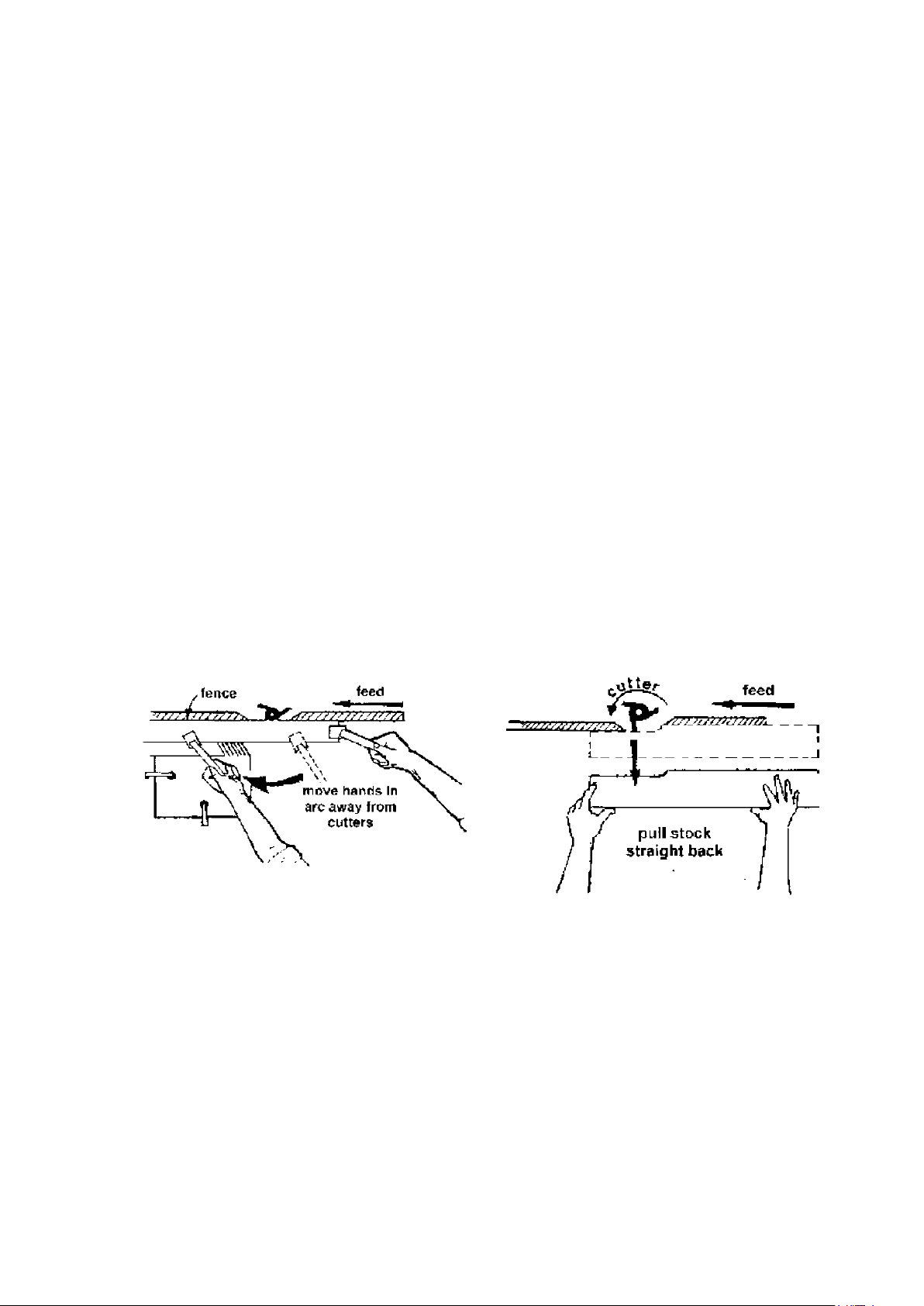
Установка Шпинделя в станок
Показано на иллюстрации 14:
Шпиндель (B) установлен в конусное отверстие оси (H) и затягивается с низу через ось штоком с резьбой (O)
и гайкой на шпинделе (D). Используйте следующий технологический процесс, чтобы установить шпиндель .
рис. 14
Page 15

рис. 14
Установка Фрезы
Отметьте: Установка Шпинделя описана в предыдущем разделе.
ПРЕДУПРЕЖДЕНИЕ Производя замену инструмента, изменения в станке, или выполняя уборку и
обслуживание, всегда выключайте станок и отключайте его от источника эл. питания.
Фиксация вращения шпинделя
1. Определите положение фиксатора вращения шпинделя (L, рис. 14) открыв дверь на правой стенке тумбы
станка. Потяните и вращайте 90 ° вправо или , пока фиксатор не попадёт в другой вырез.
Попытайтесь повернуть шпиндель (B, рис. 14) вручную, чтобы проверить, что он не вращается и не
будет вращаться.
Монтаж Фрезы (рис. 15):
2. Используя 8-миллиметровый шестигранный ключ, удалите винт с круглой головкой (F).из отверстия
3. Удалите крышку (E), проставочное кольцо (C) или все кольца (B) по мере необходимости.
4. Поместите фрезу (A) (не поставляется) на шпиндель, как показано на рисунке в инструкции.
5. Поместите проставочные кольца (B), на шпиндель.
6. Поставьте крышку (E) и винт с круглой головкой(F) в отверстие. Закрутите винт 8-миллиметровым
шестигранным ключом.
Свободное вращения шпинделя
7. Потяните фиксатор шпинделя (L, рис. 14) открыв дверь на правой стенке тумбы станка. Вращайте 90 °
вправо, пока фиксатор не попадет в другой паз.
Используя перчатки, чтобы предотвратить повреждение от фрезы, поверните шпиндель вручную, чтобы
проверить, что фреза поворачивается свободно.
Page 16

Положение
ремня*
Шпиндельная Скорость
B
10 000 ОБОРОТОВ В МИНУТУ
C
8 000 ОБОРОТОВ В МИНУТУ
D
6 000 ОБОРОТОВ В МИНУТУ
E
4 000 ОБОРОТОВ В МИНУТУ
Рис. 15
Изменение Частоты вращения Шпинделя
Фрезерный станок JWS-35X оборудован шкивами, которые позволяют Вам изменять частоту вращения
шпинделя . Ремень , помещенный на верхние шкивы как показано в положении B (рис. 16), обеспечивает
частоту вращения шпинделя 10 000 ОБОРОТОВ В МИНУТУ. Частота вращения для всех положений ремня
на комбинациях ручьёв шкива показана в таблице 2 ниже.
Таблица 2
* Ссылка на рис. 16
Чтобы изменить частоту вращения шпинделя (ссылка на рис. 16):
1. Отключите станок от источника Эл. питания.
2. Откройте дверцу тумбы станка.
3. Ослабьте натяжение ремня, перемещая ручку натяжения ремня (A) к ослабляющему положению. Это
позволяет двигателю (G) перемещаться на его установочной площадке..
4. Переместите ремень как определено в таблице 2. (показанный в положении B) к C, D, или положению E
частоты вращения шпинделя
5. Возьмите ручку натяжения ремня (A), которая обеспечивает натяжение от двигателя (G) и натяните
ремень между шкивами (K).
Замена ремня
Показано на иллюстрации 16:
Замените ремень (K) следующим образом:
1. Отключите станок от источника Эл. питания..
2. Откройте дверцу тумбы станка.
3. Ослабьте натяжение ремня, перемещая ручку натяжения ремня (A) к ослабляющему положению. Это
позволяет двигателю (G) вертеться на его петле установки.
Page 17

4. Вращение инструмента оказывается полностью свободным от шкивов.
Рис. 16
5. Продолжите двигать ремень вниз на левой стороне, пока он не снимется от части (E) шкива, затем
удалите ремень поверх моторного шкива (B).
Установите новый ремень следующими за этим шагами в обратной последовательности.
Натяжение ремня вращающего шкивы
Показано на рис. 16:
У ремня вращающего шкивы должно быть достаточное натяжение, чтобы предотвратить проскальзывание,
когда станок находится в работе с инструментом.
Если натяжение ремня нуждается в регулировании:
1. Отключите станок от источника Эл. питания.
2. Откройте дверь тумбы станка.
3. Определите местоположение агрегата натяжения ремня (F) и ослабьте контргайку (H) 17миллиметровым гаечным ключом.
4. Приспособьте 17-миллиметровый гаечный ключ вращать гайку в корпусе (J) для надлежащего натяжения
ремня на шкивах (B). Ручка натяжения (A) должна быть в зафиксированном положении (вправо),
выполняя этот шаг.
Отметьте: Два 17-миллиметровых гаечных ключа требуются для следующего шага.
5. Удерживайте положение гайки в корпусе (J) с одной стороны и, крутите контргайку (H) с другой.
Точный упор для фрезерования под углом до 45 градусов
Выставление упора для фрезерования под углом до 45 градусов
Показано на рис. 17:
У точного упора для фрезерования под углом до 45 градусов есть корпус с подстройкой зубчатым валиком
выставляемого угла.
Работа:
1. Разместите упор для фрезерования под углом до 45 градусов в паз на поверхности стола.
2. Ослабьте ручку фиксации (A).
Page 18

Чтобы повернуть корпус (B) упора для фрезерования под углом до 45 градусов к желательному углу:
Рис. 17
3. Потяните круглую ручку (C) и поворачивайте, пока корпус (B) упора для фрезерования под углом до 45
градусов не встанет под желательным углом как обозначено на линейке транспортира.
4. Закрутите ручку фиксации (A).
Установка по пазам транспортира
Есть пазы в 0 ° и 30 °, 45 ° с правой и левой стороны. В этих лазах, круглая ручка (C), останавливается.
После закрутите ручку фиксации (A).
Отметьте: не полагайтесь исключительно на пазы в транспортире при точной установке угла. После того, как
транспортир остановлен в 0 °, 30 ° и 45 ° положениях, сделайте более точное регулирование круглой ручкой
(C), потянув и вращая, в случае необходимости, выставляя это по линиям индикатора против указателя на
линейке.
Пластина расширения
Пластина расширения (D) может быть установлена, перемещаясь на право, до минимального сближения с
инструментом или удалена полностью.
Чтобы установить - ослабляют две фиксирующие ручки (E), помещают пластину расширения и зажимают
ручки.
Чтобы удалить - двигают пластину расширения полностью прочь и удаляют фиксирующие ручки (E) и другую
фурнитуру.
Калибрование упора для фрезерования под углом до 45 градусов
1. Установите упор для фрезерования под углом до 45 градусов в паз (H) на поверхности стола.
2. Установите упор для фрезерования под углом до 45 градусов в 90 ° (0 ° в масштабе) ослабив
фиксирующую ручку (A), затем, потянув круглую ручку (C) поворачивайте корпус (B), пока 0 ° не
совпадут в масштабе (F).
3. Проверьте точность установки упора относительно паза на столе с помощью поверочного угольника.
Если регулирование необходимо:
4. Поворачивайте корпус (B) упора для фрезерования под углом до 45 градусов к пазу(H) пока это
не совпадёт с поверочным угольником (90 °)
5. Закрутите фиксирующую ручку(A).
Проверьте, что указатель масштаба (G) читает 0 °. Если дальнейшее регулирование необходимо:
6. Ослабьте винт (F) и приспособьте указатель (G), пока он не совпадет с 0 °
7. Закрутите винт (F).
Работа Средств управления
Старт / остановка
Контрольная лампа Эл. питания - У кнопки старт есть лампа индикатор Эл. питания, которая светит
всякий раз, когда есть ток в Эл. сети фрезерного станка,.
ПРЕДУПРЕЖДЕНИЕ Отсутствие света не означает отсутствие эл. питания . Всегда проверьте сначала
индикатором. Отказ подчиниться может вызвать серьезное повреждение!
Показано на рис. 18:
Старт – Зеленая кнопка включает вращение шпинделя. (см. Примечание).
Page 19

Когда Эл. питание поступило на станок, зеленый свет всегда включен независимо от того, вращается
Рис. 18
шпиндель или нет.
Отметьте: Кроме того, переключатель направления вращения должен быть повёрнут влево (или право), и
дверца тумбы должна быть закрыта.
Стоп – Красный круглый выключатель, для остановки вращения шпинделя.
Остановка по перегрузу двигателя - Когда фрезерный станок останавливается, не нажав кнопку остановки,
как результат неправильного фрезерования или заклинивания детали, выбивает плавкий предохранитель
или тепловой выключатель и т.п. сделайте следующее:
1. Нажмите красную кнопку, чтобы перезагрузить основной выключатель, поверните корпус красной кнопки
вправо, чтобы он отжался от основного корпуса .
2. Нажмите зеленую кнопку, чтобы перезапустить станок.
Ключ Безопасности
Старт/стоп выключатель Фрезерного станка JWS-35X, имеет магнитный ключ безопасности. Когда в месте на
выключателе как показано на иллюстрации 18, магнитный ключ безопасности повёрнут вправо, реле
втягивается и позволяет станку запускаться и останавливаться, когда соответствующие выключатели будут
нажаты. Будучи магнитным, ключ может быть удален, чтобы сделать станок не работоспособным и может
быть убран для безопасного хранения, приложив его под столом или другой магнитной поверхности.
Перед использованием фрезерного станка, поместите ключ на панель выключателя, чтобы совпали линии
стрелки на ключе с указательной стрелкой на панели. Далее вращайте ключ так, чтобы стрелка совпала в
линию со стрелкой ЗАМКА на панели . Это будет препятствовать тому, чтобы ключ безопасности выпал из-за
вибрации, когда станок будет использоваться.
Работа на станке
Следующий раздел содержит ознакомительную информацию и не предназначен, чтобы раскрыть все
возможные варианты или методы, использования фрезерных станков. Консультируйтесь с книжными
источниками информации, пройдите обучение, и/или говорите с опытными пользователя фрезерных станков,
чтобы получить недостающие навыки и знания, а также узнать широту возможностей фрезерных станков.
Данный раздел переведен с американского языка, но не редактирован.
Краткий обзор
Прежде, чем включить станок в эл. сеть, Проверьте двигатель и монтажные схемы выключателя для
подсоединения к эл. питанию. Проверьте, чтобы все установочные винты и болты были затянуты.
Включите двигатель на несколько секунд, чтобы установить правильность вращения. Шпиндель должен
вращаться против часовой стрелки, смотря сверху на шпиндель. Это правильное направление вращения.
Включите станок на холостом ходу, чтобы убедиться, что все вращающиеся части работают должным
образом без чрезмерной вибрации. Если вибрация увеличивается, переустановите фрезерный станок до
начала работы на станке.
Защитные устройства
Защитные устройства, такие как защитный кожух, фиксаторы, ручки крепления, прижимы, толкатели
(иллюстрация 19), антисколы и роликовые удлинения должны использоваться в большинстве операций при
работе станка.
Иллюстрация 19 показывает толкатель, который можно легко сделать из отходов древесины.
Отметьте: Для показа скрытых деталей и узлов фрезерного станка, защитные приспособления были
удалены с большинства иллюстраций. Все операции на фрезерном станке должны быть сделаны с
надлежащей защищённостью на столе и в любом другом устройстве, которое обеспечивает безопасность
оператора.
Понимание направления Волокон древесины
Постарайтесь разместить заготовку по направлению волокон поверхности заготовки, когда это возможно.
Page 20

Немного пород древесины крупнопористой текстуры (таких как красное дерево, ель и дуб) оставляют грубый,
• Это измерение можно изменить
Рис. 19
Рис. 20
Рис. 21
или немного расколотый край, когда фрезерование против волокон.
Предостережение
Глубокое фрезерование требует большого усилия и напряжение для управления фрезерованием.
Глубокие нарезания могут заставить древесину раскалывать или раскалываться и могут привести к потере
контроля или телесному повреждению. Инструмент на фрезерном станке должен иметь запас когда это
возможно от чистового размера на 1/16 дюйма. Когда кромка торцевой части имеет издержки после пиления,
обрабатывайте за два прохода через фрезу и финишный проход не больше, чем 1/16 дюйма глубиной.
В случае фрезерования поперек волокон, на выходе край доски будет часто раскалывать. Чтобы избежать
это, лучшее сделать доску на 1/4 дюйма размером больше по ширине, пропустить доску, и просто обрезать .
Расположение заготовки при вращении инструмента
Установка - Против часовой стрелки
С фрезой, вращающейся, как показано на рис. 20, подавайте заготовку справа налево.
Установка - По часовой стрелке
С фрезой, вращающейся, как показано в иллюстрации 21, подавайте заготовку слева- направо.
Используйте направляющие - Ограждение для инструмента
Используйте направляющие для движения заготовки, как ограждение для безопасности при вращении
инструмента и всегда старайтесь их использовать, когда работа разрешает. Почти все операции с
плоскостью деталей позволяют использовать ограждение.
Для средней работы, где часть оригинального края детали не должна быть затронута фрезой, оба, фронт и
тыловые ограждения установлены на прямой линии как показано на рис. 22.
Page 21

Когда операция фрезерования удаляет весь край детали, например в фуговании или создании полного профиля,
Рис. 22
Рис. 23
Рис. 24
Рис. 25
деталь не будет прилегать на выходном ограждении, если оба ограждения на одной линии, рис. 23. В этом
случае, заготовка должна быть продвинута к положению, показанному на рис. 21, и остановиться. Выключите
станок и придвиньте выходное ограждение к заготовке, рис. 24. Отодвиньте заготовку, включите Эл.
двигатель, и затем продолжите операцию.
AWARNING
Всегда удалите заготовку прежде, чем запустить станок! Это предотвратит обратный удар и
выталкивание заготовки, а также предотвратит серьезное повреждение.
"Z" Измерение
Прежде, чем сделать шаблон (или использовать край заготовки) для установки глубины фрезерования,
Величина "Z" должна быть постоянной, чтобы определить форму и размер требуемой заготовки. Измерение
"Z" – составляет разницу между самой внутренней частью края фрезы и внешним диаметром опорного
подшипника ( кольца ) шпинделя.
См. рис. 25.
Page 22

Отметьте: Измерение"Z" может быть или положительным или отрицательным.
Рис. 26
Рис. 27
Измерение"Z" положительно, если режущий инструмент шире чем опорное кольцо.
Измерение"Z" отрицательно, если режущий инструмент меньше чем опорное кольцо.
Глубина реза
Глубина реза - расстояние от внешнего края опорного кольца () к внешнему краю режущего инструмента.
Глубина реза ограничена положением ограждения относительно фрезы и/или используется внешний край
опорного подшипника, по которому двигается часть плоскости детали (см. рис. 26).
Фрезерование прямых деталей
Фрезерование прямых деталей всегда выполняется с использованием направляющих (ограждения).
Используйте только толкатели и закрепите прижимы, чтобы держать заготовку на столе.
Предупреждение Не используют шаблон проходящий через Т-образный паз для выталкивания
заготовки.
Всегда удаляйте заготовку прежде, чем запустить станок! Это предотвратит обратный удар и
выталкивание заготовки, а также предотвратит серьезное повреждение.
Подготовка:
1. Отключите станок от источника эл. питания.
2. Проверьте, что острые части ограждения параллельны, установлены должным образом на линии или в
шахматном порядке в случае необходимости, и надежно закреплены.
3. Вращайте режущий инструмент и убедитесь, что он не задевает за другие детали.
4. Осмотрите шпиндель.
5. Установите все необходимые защиты.
6. Подсоедините станок к эл. сети. Включите вращение.
7. Пропустите сначала пробную заготовку и проверьте правильность всех размеров.
Прямое фрезерование
Никогда не попытайтесь фрезеровать прямые детали удерживая руками длиной меньше12 дюймов, или уже
чем 3 дюйма без использования специального направляющего приспособления как показано на рис. 27.
Page 23

ПРЕДОСТЕРЕЖЕНИЕ
Рис. 28
При работе в ручную по прямой, детали должны быть длиннее 12 дюймов, если не используется
специальное приспособление.
1. Используйте приспособление и прижимы, как показано на рис. 27, чтобы твердо прижать заготовку и
двигать по направляющей. Если заготовка слишком широка для крепления, которое будет
использоваться, прижмите доску из отходов к столу, чтобы заменить приспособление.
2. Остановите вращение инструмента. Убедитесь, что расположили заготовку против вращения режущего
инструмента.
3. Двигайте заготовку медленно и устойчиво с хорошим прижимом, чтобы сделать гладкое фрезерование.
Важно: Скорость подачи зависит от глубины реза и опыта оператора.
Торцевое прямое фрезерование
Когда торец узкий, важно, что бы по крайней мере одна половина заготовки заканчивалась в контакте с
ограждением с одной или с другой стороны от фрезы. Используйте зажим, подобный показанному на
иллюстрации 28, который сильно зажимает часть отходов с заготовкой и обеспечивает необходимую ширину.
ПРЕДУПРЕЖДЕНИЕ
Торец, обрабатываемой узкой заготовки без специального приспособления, может после выхода с
упора и попав на фрезу отбросить заготовку, нанеся телесное повреждение.
Прямолинейное фрезерование всех сторон
Поскольку фрезерование по направлению волокон, более вероятно, создаст меньше проблем с вырыванием
кусков материала и осколками , это - хорошая практика, чтобы сначала сформировать стороны против
волокон. О любой рубке на щепу, которая действительно происходит, заботится с длинами отруба, как
показано на рис. 29.
рис. 29
Прямое фрезерование по краю плоскости
Используйте общую направляющую с Пазом, чтобы обеспечить качество, как показано в иллюстрации 30.
рис. 30
Внимание: Убедитесь, что в отверстиях направляющей винты утоплены, чтобы избежать препятствия
движению заготовки.
Прямое фрезерование под наклоном
Чтобы фрезеровать скошенный прямой край, сделать фаску, сделайте шаблон в комбинации с
направляющими, как показано на рис. 31.
Page 24

Рис. 31
Рис. 32
Иллюстр
Чтобы сделать фаску, край шаблона помещен против направляющих и зажат к столу, как показано на рис. 32.
Выходная направляющая подвинута по мере необходимости, чтобы соблюсти нужный размер.
ПРЕДУПРЕЖДЕНИЕ
Никогда не пытайтесь делать снятие фаски, свободно ведя деталь руками. Всегда используйте
шаблон.
Криволинейное фрезерование с опорным кольцом
Чтобы фрезеровать криволинейные края, оператор сначала удалит защитный кожух с направляющими.
Чтобы управлять заготовкой и ограничить глубину реза, оператор должен использовать опорное кольцо, как
показано на рис. 33.
рис. 33
Кольцо может быть помещено выше или ниже инструмента и его функция как у шаблона. В то же самое
время, кольцо установит глубину реза, как показано на рис. 34. Когда есть возможность, всегда используйте
опорное кольцо или обводной подшипник..
Рис. 34
Внимание: Так как опорное кольцо требует, по крайней мере, 1/8" поверхностного края, весь край не может
Page 25

быть прорезан, как показано на рис. 35. Добавленное использование образца, однако, разрешает
Рис. 36
Иллюстр
Рис. 37
фрезеровать весь край контура.
рис. 35
Если заготовка должна быть отфрезерована по всему периметру, закреплять надо жёстко и надвигать деталь
прямо на фрезу, пока глубина реза не коснётся обводного подшипника, как показано на рис. 36. Продолжите
двигать деталь так, чтобы точка контакта на краю всегда была 90 градусов к упорному кольцу (или
непосредственно в соответствии с краем фрезы) и закрепите твердо против нее.
Когда заготовка не радиусная вся, начните фрезерование, как показано на рис. 42. В этой операции заготовка
помещена к штифту, а только часть фрезеруется и упирается в обводной подшипник.
ПРЕДУПРЕЖДЕНИЕ фрезерование в руках чрезвычайно опасно. Оператор должен знать, что его руки
никогда не должны прибывать ближе, чем 12 дюймов к инструменту без защитного устройства от
соприкосновения с режущим инструментом.
Фрезерование с обводным подшипником
Фрезеруя через обводной подшипник и упирая часть детали в шток, всегда придерживайтесь следующих
правил для хорошей и безопасной работы:
У опорного подшипника должна быть достаточная поверхность для ведения части заготовки, как показано на
рис. 37. Кроме того, запас должен быть довольно большим в пропорции к глубине реза. Ни в коем случае
тонкая, короткая заготовка не должна фрезероваться ниже кольца, как на рис. 38.
Рис. 38
Отметьте: край детали, которая будет фрезероваться, должен быть гладким. Любая неровность на
поверхности, которая двигается по опорному подшипнику, будет дублирована на отфрезерованной
поверхности.
Положение проставочных колец
Page 26

Проставочные кольца могут использоваться выше, ниже или между режущим инструментом.
Рис. 41
Рис. 39
Рис. 42
Рис. 40
1. Когда проставочное кольцо устанавливается ниже режущего инструмента (рис. 39)
2. Когда проставочное кольцо устанавливается выше режущего инструмента (рис. 40)
3. Использование проставочного кольца между этими двумя фрезами имеет преимущества и неудобства
первых двух расположений, и часто используется, где оба края работы должны фрезероваться (рис. 41).
Отметьте: желательно поместить фрезу настолько низко насколько возможно на шпинделе, чтобы
уменьшить шпиндельное отклонение и гарантировать самый лучший вариант. Также удостоверьтесь, что
соединяющиеся поверхности режущего инструмента гладкие, чистые и без механических повреждений.
Упорный штифт
ПРЕДУПРЕЖДЕНИЕ Использования упорного штифта требует большого опыта и навыков в работе на
фрезерных станках. Если Вы никогда не использовали этот метод, рекомендуется, чтобы Вы
получили обучение от компетентного человека. Не компетентность может привести к серьезному
повреждению.
Упорный штифт используется, чтобы удерживать деталь, начиная движение при фрезеровании.
1. Заготовка должна быть размещена в положение 1, (рис 42), используя упорный штифт как точку прижима
2. Придвигайте деталь к инструменту как показано в положении 2. Заготовка теперь опирается на упорный
штифт и обводной подшипник.
3. После того, как фрезерование было начато (рис. 43), деталь двигайте против вращения режущего
инструмента .
Рис. 43
Фрезерование радиусных и круглых деталей
Большие круглые и радиусные детали фрезеровать легче, чем маленькие. Однако, меньшие детали требуют
использования специальных зажимных приспособлений и шаблонов для фрезерования, показанных на рис.
44.
Page 27

Рис. 45
Рис. 44
Удалите защитный кожух и направляющие, аккуратно разместите шаблон, соблюдая размеры фрезерования
и надежно прижмите к столу.
ПРЕДУПРЕЖДЕНИЕ Никогда не выполняйте эту операцию без опорного подшипника или подобного
защитного устройства на шпинделе.
Внутреннее торцевое фрезерование
Внутренний край заготовки фрезеруется в той же самой манере как внешний радиусный край за
исключением того, что упорный штифт не требуется, как показано на рис. 45.
Отметьте: Если целый край должен быть отфрезерован, оператор должен использовать шаблон.
Поместите заготовку на стол прежде, чем начать двигать. Оператор должен сделать все операции с
установкой инструмента, обрезать лишнее, далее двигать деталь на инструмент.
ПРЕДУПРЕЖДЕНИЕ Никогда не выполняйте эту операцию без опорного подшипника или подобного
защитного устройства на шпинделе.
С устойчивой властью, ослабьте край в резак (и), пока не заходил бандаж, как показано на рис. 45.
Продолжите двигать прямо, поворачивая заготовку в то же самое время, пока фрезерование не закончено.
Выключите эл. двигатель и не удаляйте деталь, пока фреза полностью не остановилась.
ПРЕДУПРЕЖДЕНИЕ Никогда не выполняйте эту операцию, если заготовка меньше чем два дюйма и
если отверстие в заготовке меньше чем два диаметра инструмента.
Шаблоны
Шаблон должен быть достаточно толстым, чтобы обеспечить твердое закрепление на месте стола всей
конструкции против опорного подшипника. Изготавливая шаблон, показанный на рис. 46, имейте в виду, что
он служит только как направляющее приспособление для передвижения заготовки в зоне вращения режущего
инструмента.
Page 28

Рис. 46
Рис. 47
Рис. 48
Рис. 49
Если заготовка требует всестороннего фрезерования, шаблон может состоять из нескольких секций pieced
вместе, как показано на рис. 47.
Гарантия точности Шаблона
Есть различные методы, используемые, чтобы обеспечить соответствие шаблона для заготовки. Опытный
оператор выберет самое соответствующее согласно форме, размеру, и изготовит шаблон. Например, если
заготовка является достаточно большой, чтобы располагаться вне фронта стола и все же оставить
достаточно места для необходимого ведения заготовки, это может быть надежно закреплено к шаблону с
зажимами "C", как показано на рис. 48.
Во многих ситуациях заготовка помещена против шаблона, используя шканты как соединители площадки и
правильные вырезы в древесине, чтобы помочь оператору, как показано на рис. 49.
Page 29

Рис. 50
Рис. 51
Рис. 52
Рис. 53
Рис. 54
Специальные фрезы
Иллюстрации ниже показывают профиль, или секцию, сделанные фрезами с твёрдосплавными вставками
различных фасонов, или с твёрдосплавными напайками. С тех пор есть такое широкое разнообразие фрез
для, оператора и он ограничен только его опытом и воображением.
Составные фрезы
Множество интересных и экономящих время фрезерований может быть сделано в единственной установке на
шпиндель, собрав несколько фрез на одном стакане. Когда оператор собирает фрезы на один стакан
обязательно проверяет на отсутствие механических повреждений , прочность всей конструкции и отсутствие
вибрации в собранном положении.
Оконный переплет и Дверное Формирование
Формирование двери требует нескольких операций.
Иллюстрация 50 показывает, что оконный переплет (вставки) фрезеруется в первой операции.
Иллюстрация 51 показывает перевернутую заготовку и фрезу оконного переплета, используемую с фрезой
паза 1/4дюйма, чтобы закончить фрезерование стороны детали.
Иллюстрация 52 показывает, что первое формирование изготавливалось филенчатой фрезой оконного
переплета и деталь надо состыковать с деталью дверного вертикального бруса.
Иллюстрация 53 показывает то же самое фрезерование бруса перевернутым.
На рис. 54 показано, что первое формирование фрезеровалось для вертикального бруска оконного переплета
окна, использующего фасонную фрезу оконного переплета, проставочное кольцо, и фрезу паза ½ дюйма.
Page 30

На рис. 55 показаны оба изменения, требуемые для стыковки оконного переплета окна. Первая операция в
Рис. 55
Рис. 56
Рис. 57
Рис. 58
торце - выбирающейся фальц на детали, сделано фрезой паза. Вторая операция выполнена с неполным
шпинделем и винтом buttonhead , но лучше концевой фрезой .
Стыковые соединения
Все стыки типа щип-паз требуют, чтобы обе заготовки были совершенно квадратными, и прямо
обрамленными.
Стыковое соединение Клея
Чтобы выполнить стыковое соединение клея, обе направляющие сохраняются на столе и выравниваются под
размеры детали (рис. 56).
Соединение шип-паз
На рис. 57 показано соединение шип-паз для комплекта фрез глубиной 1/4 дюйма
Соединение раздвижных или откидных деталей
Формируйте стык откидной доски, как показано на рис. 58.
Фрезерование прямо под углом
Фрезерование может быть сделано за несколько проходов детали, передвигая регулируемую
направляющую, как показано на рис. 59.
Page 31

Рис. 59
Рис. 60
Рис. 61
Рис. 62
ПРЕДУПРЕЖДЕНИЕ не используйте стандартное ограждение для коротких деталей (12 дюймов или
меньше в длине по стороне, которая будет фрезероваться). Вместо этого используйте упор для
фрезерования под углом до 45 градусов или специальное крепление, чтобы избежать потери
контроля над заготовкой при движении.
Соединение на шипах
Шипорезное крепление, иллюстрированное в иллюстрации 60, показывает шаблон с упором под углом до 45
градусов, оборудованный прижимом для того, чтобы делать торцевые соединения узких заготовок.
Шаблон с упором под углом до 45 градусов может также быть приспособлен, чтобы делать и шипы и пазы
для обвязки ног столов, стульев, и т.д. Установите ногу в зажимном приспособлении и фрезеруйте, как
показано на рис. 61.
Отметьте: Если нога сужается, используйте клин, чтобы установить сторону, оказывающуюся перед фрезой
в вертикальном положении под углом 90 градусов, как показано на рис. 62.
Page 32

Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию и очистке, станок должен быть предохранен от
непроизвольного включения.
Отключите станок от эл. питания!
Производите очистку станка через равномерные отрезки времени.
Ежедневно проверяйте достаточную работоспособность вытяжной системы.
Немедленно заменяйте поврежденные защитные устройства.
Сразу устанавливайте все защитные приспособления после монтажа или ТО.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, плоские,
поликлиновые, клиновые и другие ремни, а также цепи, используемые в конструкции станка, относятся к
деталям быстроизнашивающимся (расходные материалы) и требуют периодической замены. Гарантия на
такие детали не распространяются. Защитные кожуха, отдельные детали из пластика и алюминия,
используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие
детали не подлежат.
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным
электрикам.
Page 33

Поиск неисправностей
Неисправность
Возможная Причина
Средство устранения
Фрезерный станок не
включается.
или не сработал концевой
выключатель.
3. Провод поврежден.
5. Не отжался красный стоповый
выключатель.
6. Дверь тумбы станка открыта.
1. Подсоедините провод от станка.
2. Замените плавкий предохранитель
или закройте дверцу тумбы станка.
3. Замените провод.
4. Вставьте и поверните магнитный ключ.
5. Потяните красную кнопку к себе.
6. Плотно закройте дверцу
Перегрузка, часто
выключается станок.
2. Ведение детали слишком быстро.
См. также Неудовлетворительное
Строгание
ниже.
1. Замените провод.
2. Уменьшите силу движения подачи.
3. Очистите или замените фрезу.
Строгание
является не
удавлетворител
ьным.
1. Затупленная фреза.
направлении.
3. Ведение заготовки в неправильном
направлении.
4. Смола или стружка на фрезе.
столу
неустойчивая подача.
1. Замените фрезу.
2. Поменяйте фазы.
3.Движение подачи против
вращения фрезы.
4. Удалите с фрезы и протрите
растворителем.
5. Протрите стол растворителем.
Фреза не набирает
полной скорости.
1. Удлинитель не плотно подключён
3. Не стабильное эл. питание.
4. Двигатель, не соответствующий.
5. Шпиндель заперт стопором.
1. Замените розетку.
2. Замените провод.
3. Проверьте фазы.
4. Проверьте на шильдике соответствие.
5. Отоприте шпиндель - см. лейбл
рядом.
Станок вибрирует.
1. Станок на неровной поверхности.
2. Фреза повреждена.
3. Дефектный поликлинового приводного
ремня.
4. Поликлиновой приводной ремень
неправильно установлен.
5. Изогнутый шкив.
6. Двигатель переставлен ненадлежащим
образом.
1. Станок должен стоять на ровной
поверхности.
2. Замените фрезу.
3. Замените приводной ремень.
4. Сделайте нормальное натяжение.
5. Замените шкив.
6. Двигатель должен быть установлен
с шайбами и болтами.
Край откалывается
при строгании под
наклоном.
1. Особенность этого типа строгания.
1. Сделайте строгание под наклоном,
перевернув деталь.
Торец не прямой
1. Детали упора не закреплены.
1. Закрепить и установить все детали
упора на столе, используя толкатель.
Page 34

Деталь вырывает
из рук.
1. Подача заготовки не стой стороны.
1. Всегда подводите деталь против
вращения фрезы.
Глубина
строгания разная.
1. Не выравнены половины упора.
2. Одна сторона не зафиксирована.
1. Выровните детали упора.
2. Проверьте фиксацию деталей
упора
Следы на детали.
1. Слишком большая глубина строгания.
2. Повторно .
1. На твердолиственных породах делают
несколько прогонов; проходами.
2. Движение подачи медленно и устойчиво.
Высота
строгания не
удерживается .
1. Не достаточно зафиксирован
штурвал.
1. Закрутите стопорный барашек в
штурвале.
Строгальная
поверхность, не
гладкая.
1. Неправильное число оборотов в
минуту.
2. Подача слишком быстрая.
3. Работа против волокна.
4. Строгание слишком глубоко на одном
проходе.
1. Используйте более высокую скорость.
2. Медленная скорость подачи.
3. Работа по волокну всякий раз, когда
это возможно.
4. Уменьшите глубину строгания.
Шпиндель не
поднимается
свободно.
1. Пыль во фрезерном станке и
стружка в механизме подъема.
1. Почистите и удалите внутри станка
пыль и стружку.
Page 35

Table - Parts List
index No. Part No. Description Size Qty
1 .................TS-1521011 ................. Socket Set Screw ......................................................... M4x4 .............................. 3
2 .................JWS35X-102 ............... Insert Ring (Small) .............................................................................................. 1
3 .................TS-2285121 ................ Flat Head Machine Screw ............................................ M5x12 ............................ 3
4 .................JWS35X-104 ............... Insert Ring (Large) ............................................................................................... 1
5 .................JWS35X-105 ............... Table .................................................................................................................... 1
6 .................PM2700-105 ................ Starting Pin........................................................................................................... 1
7 ................. 1791789 ...................... Miter Gauge Assembly (Index # 7-1 thru # 7-22) ................................................. 1
7-1 .............PM2000-340 ................ Handle .................................................................................................................. 1
7-2 .............TS-0680031 ................ Flat Washer .................................................................. 5/16" ............................... 1
7-3 ............. PM2000-342 ................ Fence ................................................................................................................... 1
7-4 ............. PM2000-343 ............... Socket Set Screw ......................................................... M8x6 ............................... 2
7-5 ............. PM2000-325 ................ Miter Bar............................................................................................................... 1
7-6 ............. PM2000-326 ................ Guide Washer ...................................................................................................... 1
7-7 ............. PM2000-327 ................ Flat Head Machine Screw ............................................ M6x9 ............................... 1
7-8 ............. TS-0050051 ............... Hex Cap Screw ............................................................ 1/4"-20x1" ....................... 2
7-9 ............. PM2000-323 ............... Miter Gauge Body ................................................................................................ 1
7-10 ........... PM2000-324 ................ Pin ........................................................................................................................ 1
7-11 ........... PM2000-337 ................ Gear Shaft ............................................................................................................ 1
7-12 ........... PM2000-336 ............... Spring .................................................................................................................. 1
7-13 ........... PM2000-338 ............... Scale .................................................................................................................... 1
7-14 ........... PM2000-333 ............... Locking Handle .................................................................................................... 2
7-15 ........... TS-0810012 ................ Round Head Screw ................................ ...................... #10-24x1/4" .................... 1
7-16 ........... TS-1550031 ............... Flat Washer .................................................................. M5 .................................. 1
7-17 ........... PM2000-335 ............... Pointer ................................................................................................................. 1
7-18 ........... PM2000-330 ............... Support Base ....................................................................................................... 1
7-19 ........... PM2000-329 ............... Socket Head Cap Screw .............................................. M5x8 .............................. 2
7-20 ........... TS-1521011 ................ Socket Set Screw ......................................................... M4x4 .............................. 1
7-21 ........... PM2000-331 ............... Knob .................................................................................................................... 1
7-22 ........... PM2000-339 ............... Rivet .................................................................................................................... 2
Page 36

Table - Assembly Drawing
Page 37

Fence - Parts List
Index No. Part No. Description Size Qty
1 ................. JWS35X-201 ............... Knob ..................................................................................................................... 4
2 ................. PM2700-237 ................ Feather Board ...................................................................................................... 2
3 ................. PM2700-234 ................ Bracket ................................................................................................................. 2
4 ................. TS-1550061 ................ Flat Washer .................................................................. M8 .................................. 4
5 ................. PM2700-232 ................ Lock Handle ......................................................................................................... 4
6 ................. PM2700-235 ................ Carriage Bolt ................................................................ M5x30 ............................. 4
7 ................. PM2700-231 ............... End Cap ............................................................................................................... 2
8 ................. JWS35X-208 ............... Fence ................................................................................................................... 2
9 ................. JWS35X-209 ............... Slide ..................................................................................................................... 2
10 ............... JWS35X-210 ............... Left Fence Plate ................................................................................................... 1
11 ............... JWS35X-211 ............... Plastic Flat Washer .............................................................................................. 2
12 ............... JWS35X-212 ............... Leader Screw ....................................................................................................... 2
13 ............... TS-1523021 ............... Socket Set Screw ........................................................ M6x8 .............................. 5
14 ............... JWS35X-214 ............... Knob .................................................................................................................... 5
15 ............... TS-1540041 ............... Hex Nut ........................................................................ M6 .................................. 1
16 ............... JWS35X-216 ............... Socket Set Screw ........................................................ M6x30 ............................ 1
17 ............... TS-1504031 ............... Socket Head Cap Screw .............................................. M8x16 ............................ 1
18 ............... TS-1523041 ............... Socket Set Screw ........................................................ M6x12 ............................ 4
19 ............... JWS35X-219 ............... Shaft .................................................................................................................... 1
20 ............... JWS35X-220 ............... Adjustment Leader ............................................................................................... 1
21 ............... TS-1540061 ................ Hex Nut........................................................................ M8 .................................. 1
22 ............... JWS35X-222 ................ Socket Set Screw ........................................................ M8x30 ............................ 1
23 ............... JWS35X-223 ................ Scale ................................................................................................................... 1
24 ............... TS-1533032 ................. Pan Head Machine Screw ........................................... M5x10 ............................ 1
25 ............... JWS35X-225 ................ Bracket ................................................................................................................ 1
26 ............... TS-1550031 ................ Flat Washer ................................................................. M5 .................................. 4
27 ............... TS-1533052 ................. Pan Head Machine Screw .......................................... M5x16 ............................ 2
28 ............... JWS35X-228................ Fixing Plate .......................................................................................................... 1
29 ............... TS-2284082 ................. Pan Head Machine Screw ........................................... M4x8 .............................. 4
30 ............... JWS35X-230................ Knob .................................................................................................................... 5
31 ............... PM2700-203 ................ Cutter Guard ........................................................................................................ 1
32 ............... JWS35X-232................ Safety Guard Holder ............................................................................................ 1
33 ............... TS-1550041 ................ Flat Washer ..................................................................M6 .................................. 2
34 ............... JWS35X-234................ Shaft ................................................................................................ .................... 2
35 ................ TS-155009 ................... Flat Washer .................................................................. M14 ............................... 2
36 ................ JWS35X-236 ............... Dust Chute ...........................................................................................................1
37 ................ JWS35X-237 ............... Fence Body ..........................................................................................................1
38 ................ PM2700-205 ................ Flat Washer .................................................................. M13 ................................4
39 ................ JWS35X-239 ............... Spring ...................................................................................................................2
40 ................ JWS35X-240 ............... Lock Nut ....................................................................... 1/2"-12 ............................2
41 ................ PM2700-236 ................ Carriage Bolt ................................................................ M5x16 ............................ 4
42 ................ JWS35X-242 ............... Wave Washer ...................................................................................................... 1
43 ................ JWS35X-243 ............... Flat Washer .......................................................................................................... 1
………………JWS35X-FA…………...Fence - Complete Assembly (Index #1 - #43)………………………………………1
Page 38

Fence - Assembly Drawing
Page 39

Frame and Motor - Parts List
Index No. Part No. Description Size Qty
1 ................ PM2700-305A ............. Spindle Nut ................................................................. M40x2.5p .................................... 1
2 ................ PM2700-306 ................ Retaining Ring ............................................................ STW-40 ....................................... 1
3 ................ TS-2246202 ................ Button Head Socket Screw ........................................ M6x20 ......................................... 4
4 ................ TS-2361061 ................ Lock Washer .............................................................. M6 ............................................... 4
5 ................ PM2700-308N ............. Shaft Top Bearing Cover ................................................................................................. 1
6 ................ BB-6008VV ................. Bearing ....................................................................... 6008VV ....................................... 2
7 ................ JWS35X-307N ............ Spindle Holder ................................................................................................................ 1
8 ................ JWS35X-308 ............... Key ............................................................................. 8x7x72 ........................................ 1
9 ................ PM2700-312N ............. Quill ................................................................................................................................. 1
................. JWS35X-QAN ............. Quill Assembly (Index #2 - #15; #61, #62) ...................................................................... 1
11 ............. JWS35X-311 ............... Bushing ............................................................................................................................ 1
12 ............. JWS35X-312 ............... Spindle Pulley .................................................................................................................. 1
13 ............. JWS35X-313 ............... Flat Washer ................................................................ M30 .............................................. 1
14 ............. JWS35X-314 ............... Locking Washer ......................................................... M30 .............................................. 1
15 ............. JWS35X-315 ............... Locking Nut ................................................................ M30-1.5P ..................................... 1
16 ............. JWS35X-316 ............... Draw Bar .......................................................................................................................... 1
17 ............. PM2700-318 ............... Spindle Housing ............................................................................................................... 1
18 ............. TS-1523021 ................ Socket Set Screw ....................................................... M6x8 ............................................ 1
19 ............. JWS35X-319 ............... Pointer ............................................................................................................................. 1
20 ............. TS-1550041 ................ Flat Washer................................................................. M6 ............................................... 2
21 ..............TS-1503031 ................ Socket Head Cap Screw ............................................ M6x12 .......................................... 6
22 ..............TS-1551061 ................ Lock Washer ............................................................... M8 ............................................... 5
23 ..............TS-1504061 ................ Socket Head Cap Screw ............................................. M8x30 .......................................... 1
24 ..............PM2700-348 ............... Belt Tension Handle ......................................................................................................... 1
25 ..............TS-2361061 ................ Lock Washer ............................................................... M6 ............................................... 4
26 ..............TS-1540071 ................ Hex Nut ....................................................................... M10 ............................................. 1
27 ..............PM2700-346 ............... Hex Bushing .................................................................................................................... 1
28 ..............PM2700-338 ............... Pin .............................................................................. 03 x 20 ......................................... 1
29 ..............PM2700-339 ............... Rod .................................................................................................................................. 1
30 ..............PM2700-340 ............... Spring .............................................................................................................................. 1
31 ..............PM2700-337 ............... Connector ........................................................................................................................ 1
32 ..............TS-2361101 ................. Lock Washer............................................................... M10 ............................................. 1
33 ..............TS-2239551 ................ Socket Head Cap Screw ............................................. M10x55 ....................................... 1
34 ..............TS-1523021 ................. Socket Set Screw ....................................................... M6x8 ............................................ 1
35 ..............PM2700-341 ............... Knob ................................................................................................................................ 1
36 ..............PM2700-342 ................ Retaining Ring ............................................................ STW-15 ....................................... 2
37 .............. PM2700-343 ................ Flat Washer ................................................................ M15 ............................................. 2
38 .............. PM2700-344 ................ Connector ........................................................................................................................ 1
39 .............. PM2700-345 ................ Shaft ................................................................................................................................ 1
40 .............. PM2700-334 ................ Retaining Ring ............................................................ STW-20 ....................................... 1
41 .............. TS-1550111 ................. Flat Washer ................................................................ M20 ............................................. 1
42 .............. PM2700-332 ................ Adjustment Bolt ............................................................................................................... 1
43 .............. JWS35X-343 ............... Motor Bracket .................................................................................................................. 1
44 .............. PM2700-330 ................ Shaft ................................................................................................................................ 1
45 .............. PM2700-314 ................ Flat Washer ................................................................ M25 ............................................. 1
46 .............. PM2700-328 ................ Retaining Ring ............................................................ STW-25 ....................................... 1
47 .............. TS-1550061 ................ Flat Washer ................................................................ M8 ............................................... 4
48 .............. TS-1490031 ............... Hex Cap Screw .......................................................... M8x20 ......................................... 4
49 .............. JWS35X-349 ............... Key ............................................................................. 6x6x55 ........................................ 1
50 .............. JWS35X-350 ............... Special Flat Washer ................................................... M8 ............................................... 1
51 .............. TS-1551061 ................ Lock Washer .............................................................. M8 ............................................... 1
52 .............. TS-1504041 ................ Socket Head Cap Screw ............................................ M8x20 ......................................... 1
53 .............. JWS35X-353 ............... Belt (3HP/5HP) ........................................................... 240J ............................................ 1
54 .............. TS-1501021 ................ Socket Head Cap Screw ............................................ M4x8 ........................................... 3
55 .............. TS-1551021 ................ Lock Washer .............................................................. M4 ............................................... 3
Page 40

Frame and Motor - Parts List
Index No. Part No. Description Size Qty
56…………JWS35X-356 .............. Cover ............................................................................................................................... 1
57 .............. JWS35X-357 .............. Motor Pulley ..................................................................................................................... 1
58 .............. JWS35X-358 ...............Motor ..........................................................................3HP, 230V, 1Ph ........................... 1
.................. JWS35X-358A .............Motor ..........................................................................5HP, 230V, 1Ph ........................... 1
.................. JWS35X-358B .............Motor .......................................................................... 5HP, 230/460V, 3Ph .................... 1
.................. JWS35X-358CS ..........Centrifugal Switch (not shown) ........................................................................................ 1
.................. JWS35X-358FC ..........Fan Cover (not shown) .................................................................................................... 1
.................. JWS35X-358MF ..........Motor Fan (not shown) ..................................................................................................... 1
................. JWS35X-358SC .......... Starting Capacitor (not shown) - for 3HP, 1Ph Motor ...................................................... 1
................. JWS35X-358RC ..........Running Capacitor (not shown) - for 3HP, 1Ph Motor...................................................... 1
................. JWS35X-358ASC…….Starting Capacitor (not shown) - for 5HP. 1Ph Motor ....................................................... 1
................. JWS35X-358ARC .......Running Capacitor (not shown) - for 5HP, 1Ph Motor ...................................................... 1
59………….JWS35X-359 .............. Strain Relief Bushing .................................................. PGA16-14B .................................. 1
60 .............. PM2700-349 ................ Spindle Nut Wrench ......................................................................................................... 1
61 .............. PM2700-350 ................ Upper Bushing.................................................................................................................. 1
62 ............. PM2700-351 ………….Wave Washer .................................................................................................................. 1
Page 41

Cabinet and Base - Parts List
Index No. Part No. Description Size Qty
1 .................TS-1533032 ................. Pan Head Machine Screw ............................................ M5x10 ............................. 2
2 .................JWS35X-402 ............... Cover .................................................................................................................... 1
3 .................TS-1550071 ................ Flat Washer .................................................................. M10 ................................ 4
4 .................TS-2361101 ................ Lock Washer ................................................................ M10 ................................ 4
5 .................TS-1491031 ................ Hex Cap Screw ............................................................ M10x25 ........................... 4
6 ................. JWS35X-406 ............... Strain Relief.......................................................................................................... 5
7 .................PM2700-113 ................ Tapping Screw ............................................................. M5-2 12P x 25 ................ 2
8 ................. PM2700-114 ................ Magnetic Switch ........................................................... 3HP, 230V, 1 Ph ............. 1
................. PM2700-114A ............. Magnetic Switch ........................................................... 5HP, 230V, 1 Ph ............. 1
................. PM2700-114B ............. Magnetic Switch ........................................................... 5HP, 230V, 3Ph ............. 1
................. PM2700-114C ............. Magnetic Switch ........................................................... 5HP, 460V, 3Ph ............. 1
8-1 ............. PM2000-298 ................ Safety Key for Magnetic Switch ............................................................................ 1
9 ................. JWS35X-409 ............... Switch Cover ........................................................................................................ 1
10 ............... PM2700-448 ................ Forward/Reverse Switch .............................................. 3HP/1Ph ......................... 1
................. PM2700-448A ............. Forward/Reverse Switch .............................................. 5HP/1 Ph .........................1
................. PM2700-448B ............. Forward/Reverse Switch .............................................. 5HP/3Ph ..........................1
11…….……JWS35X-411 ............... Stripe ....................................................................................................................1
12 ............... JWS35X-412 ............... JET Logo...............................................................................................................1
13 ............... PM2700-416 ................ Bumper .................................................................................................................2
14 ............... JWS35X-414 ............... Cabinet .................................................................................................................1
15 ............... TS-1540041 ............... Hex Nut ........................................................................ M6 ...................................4
16 ............... TS-2361061 ............... Lock Washer ................................................................ M6 ...................................4
17 ............... PM2700-433 ................ Window ................................................................................................................. 1
18 ............... JWS35X-418 ............... Door ...................................................................................................................... 1
19 ............... TS-1534042 ................ Pan Head Machine Screw ........................................... M6x12 ............................. 4
20 ............... PM2700-436................ Latch ..................................................................................................................... 1
21 ............... JWS35X-421 ................ Motor Cable (3HP/1Ph) (5HP/3Ph) ................... 14AWG x 4C x 1300mm........... 1
................. JWS35X-421A ............. Motor Cable (5HP/1Ph) .................................... 12AWG x 5C x 1300mm ............. 1
22 ............... JWS35X-422 ................ Switch to Switch Cable (3HP/1Ph) ................... 14AWG x 5C x 480mm ............... 1
................. JWS35X-422A ............. Switch to Switch Cable (5HP/1Ph) ................... 12AWG x 5C x 480mm .............. 1
................. JWS35X-422B ............. Switch to Switch Cable (5HP/3Ph) ................... 14AWG x 5C x 480mm .............. 1
23 ............... JWS35X-423 ................ Power Cable (3HP/1Ph) ................................... 14AWG x3 C x 3300mm ........... 1
................. JWS35X-423A ............. Power Cable (5HP/1Ph) .................................... 12AWG x 3C x 3300mm ............ 1
................. JWS35X-423B ............. Power Cable (5HP/3Ph) ................................... 14AWG x 4C x 3300mm ............ 1
24 ............... JWS35X-424 ................ Scale……………………………………………………………………………………..1
25…………..JWS35X-425…………..Warning Label…………………………………………………………………………...1
Page 42

Cabinet and Base - Assembly Drawing
Page 43

Elevator - Parts and Assembly
Index No. Part No. Description Size Qty
1……………JWS35X-501 ............... Lead Screw .......................................................................................................... 1
2 .................JWS35X-502 ............... Key ............................................................................... 5x5x12 ............................ 2
3 .................PM2700-342 ............... Retaining Ring .............................................................. STW-15 .......................... 1
4 .................PM2700-503 ............... Thrust Bearing .............................................................. 51202 ............................. 2
5 ................. PM2700-504 ................ Hex Nut ........................................................................ M20-1 5P ........................ 4
6 ................. PM2700-505 ................ Adjusting Bolt ....................................................................................................... 4
7 ................. TS-2361121 ................ Lock Washer ................................................................ M12 ................................ 4
8 ................. TS-1506141 ................ Socket Head Cap Screw .............................................. M12x90 .......................... 4
9 ................. PM2700-512 ................ Housing ................................................................................................ .................1
10 ............... TS-1522011 ................ Socket Set Screw ......................................................... M5x6 .............................. 4
11 ............... TS-0270021 ................ Socket Set Screw ......................................................... 5/16"-18x5/16".................4
12 ............... PM2700-521 ............... Key ........................................................................................................................1
13 ............... PM2700-522 ................ Key ............................................................................... 5x5x20 ............................1
14 ............... TS-1523021 ............... Socket Set Screw ......................................................... M6x8 ...............................1
15 ............... JWS35X-515 ............... Hand Wheel ..........................................................................................................1
16 ............... JWS35X-516 ............... Knob ..................................................................................................................... 1
17 ............... JWS35X-517 ............... Handle .................................................................................................................. 1
18 ............... PM2700-519 ................ Fixing Ring ............................................................................................................ 2
19 ............... PM2700-520 ................ Washer......................................................................... M19 ................................. 2
20 ............... PM2700-523................ Shaft ..................................................................................................................... 1
21 ............... PM2700-513 ............... Worm Gear (Right rotation) ................................................................................... 1
22 ............... JWS35X-522 ............... Worm Gear (Left rotation) ................................................................ ..................... 1
23 ............... TS-1550071 ............... Flat Washer ................................................................. M10 ................................. 1
24 ............... TS-2342102 ................. Nylon Insert Lock Nut .................................................. M10-1.25P ...................... 1
25 ............... TS-1540061 ............... Hex Nut .........................................................................M8 ................................... 4
26 ............... PM2700-508................ Socket Set Screw ........................................................ M8x30 ............................. 4
27 ............... TS-1505021 ............... Socket Head Cap Screw .............................................. M10x20 ........................... 1
28 ............... PM2700-450................ Plug ...................................................................................................................... 1
29…………..PM2700-510…………..Gib……………………………………………………………………………………… 1
 Loading...
Loading...