

Page 1
JWS-2900
ФРЕЗЕРНЫЙ СТАНОК
GB
Operating Instructions
D
Gebrauchsanleitung
F
Mode d´emploi
RUS
Инструкция по эксплуатации
Walter Meier AG
www.jettools.com; info@jettools.com
Tel +41 (0) 44 806 47 48
Fax +41 (0) 44 806 47 58
Фирма-импортер ООО «ИТА-СПб»
Санкт-Петербург, Складской проезд, д. 4а Тел.: +7 (812) 334-33-28
Московский офис ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17 Тел.: +7 (495) 660-38-83
Page 2

Гарантийные обязательства JET:
Гарантийный срок 2 (два) года исчисляется с даты продажи. Датой продажи
является дата оформления товарно-транспортных документов и/или дата
заполнения гарантийного талона.
Гарантийный, а так же негарантийный и послегарантийный ремонт
производится только в сервисных центрах, указанных в гарантийном талоне, или
авторизованных сервисных центрах.
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для фрезерования изделий из дерева и деревоподобных
материалов.
Не разрешается обрабатывать никакие металлические материалы.
Обработка других материалов является недопустимой или в особых случаях
может производиться после консультации с производителем станка.
Наряду с указаниями по технике безопасности , содержащимися в инструкции
по эксплуатации, и особыми предписаниями Вашей страны необходимо принимать
во внимание общепринятые технические правила работы на
деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как
неправильное применение и продавец не несет ответственность за повреждения,
произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Для станков 380В: Соединительный кабель (или удлинитель) от автомата
защиты и от источника электропитания до станка должен быть не менее 4x1,5мм²
(желательно медный, четырѐхжильный, с сечением каждой жилы не менее 1,5
мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его
работой, техническим обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМЛЕКТ ПОСТАВКИ
1. 30 мм шпиндель
2. Адаптер для цанговых фрез 8 и 12 мм
3. Защитный кожух шпинделя с упорм
4. Устройство для прижима
5. Упор для фрезерования под углом
6. Инструмент для обслуживания
7. Инструкция по эксплуатации
8. Список деталей
Page 3

3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Сетевое питание 380В ~3/PE 50гц
Потребляемая мощность 7,5 кВт
Выходная мощность 5,5 кВт S1
Частота вращения шпинделя 3000/4000/6000/8000/10000 об/мин
Диаметр шпинделя 30 мм
Подъем шпинделя 180 мм
Наклон шпинделя -5° / 45°
Посадочное место цанговых фрез 8 и 12 мм
Диаметр инструмента макс. 300 мм
Размер стола 1300 x 851мм
Высота стола 950 мм
Диаметр отверстия в столе 240 мм
Подвижной стол (каретка) 1300 x 286мм
Ход каретки 1251мм
Диаметр вытяжного патрубка 2х127мм
Габаритные размеры 1300 x 1120 x 350 мм
Масса станка 484 кг
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания
руководства по эксплуатации. Компания Вальтер Майер АГ оставляет за собой
право на изменение конструкции и комплектации оборудования без уведомления
потребителя.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Деревообрабатывающие станки при неквалифицированном обращении
представляют определенную опасность. Поэтому для безопасной работы
необходимо соблюдение имеющихся предписаний по технике безопасности и
нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы
начнете монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со
станком и передавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо изменения, дополнения и
перестроения
Ежедневно перед включением станка проверяйте крепление инструмента и
наличие необходимых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных
приспособлениях и устранять их с привлечением уполномоченных для этого
работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок
посредством отключения от Эл.сети.
Для защиты длинных волос необходимо надевать фуражку или сетку для волос.
Носите плотно прилегающую одежду.
Снимайте украшения, кольца и наручные часы.
Page 4
Используйте средства индивидуальной защиты, предписанные для работы
согласно инструкций.
Для безопасного обращения с фрезерным инструментом используйте
подходящие рабочие перчатки.
Принимайте во внимание разделы, содержащиеся в этой инструкции по
эксплуатации, по безопасным способам работы.
Учитывайте время пробега станка при торможении, оно не должно превышать
более 10 секунд.
Удаляйте заклинившие заготовки только при выключенном Эл.моторе и при
полной остановке станка.
Станок должен быть установлен так, чтобы было достаточно места для его
обслуживания и направления заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и
чтобы об нее нельзя было споткнуться.
Содержите рабочее место свободным от обрезков заготовок и прочих
предметов.
Никогда не работайте на станке под воздействием психотропных средств,
алкоголя и наркотиков. Принимайте во внимание, что медикаменты также могут
оказывать вредное воздействие на Ваше рабочее состояние.
Удаляйте детей и посторонних лиц с рабочего места.
Не удаляйте стружку, заготовки и обрезки заготовок до полной остановки
станка.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок от Эл.питания.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем,
например с помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его
воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много
пыли – всегда применяйте подходящую вытяжную установку.
Древесная пыль является взрывоопасной и вредной для здоровья.
Перед обработкой удалите из заготовок гвозди и другие инородные предметы.
Никогда не работайте на станке с демонтированными защитными
приспособлениями – высокая опасность получения травмы!
В зависимости от назначения применяйте соответствующее защитное
приспособление, которое обеспечит надежное перемещение заготовки.
Подстраивайте защитное приспособление точно по месту назначения и к
размерам заготовки.
Правильно подбирайте число оборотов шпинделя с диаметром инструмента.
Всегда соблюдайте достаточное расстояние от фрезерного инструмента.
При перемещении заготовки никогда не ставьте руки под защитное
приспособление фрезы!
Обрабатывайте только те заготовки, которые устойчиво лежат на столе.
Перемещайте заготовку только против направления вращения фрезы.
При заготовках длиной до 300 мм необходимы специальные вспомогательные
средства (например, толкающий шток).
Никогда не обрабатывайте заготовки меньше чем 300мм в длине без
Page 5
специальных креплений. Правильнее, сделать заготовку не много длиннее и
затем обрезать в размер.
Не обрабатывайте заготовки, которые невозможно провести от фрезерного
инструмента на достаточно безопасном расстоянии.
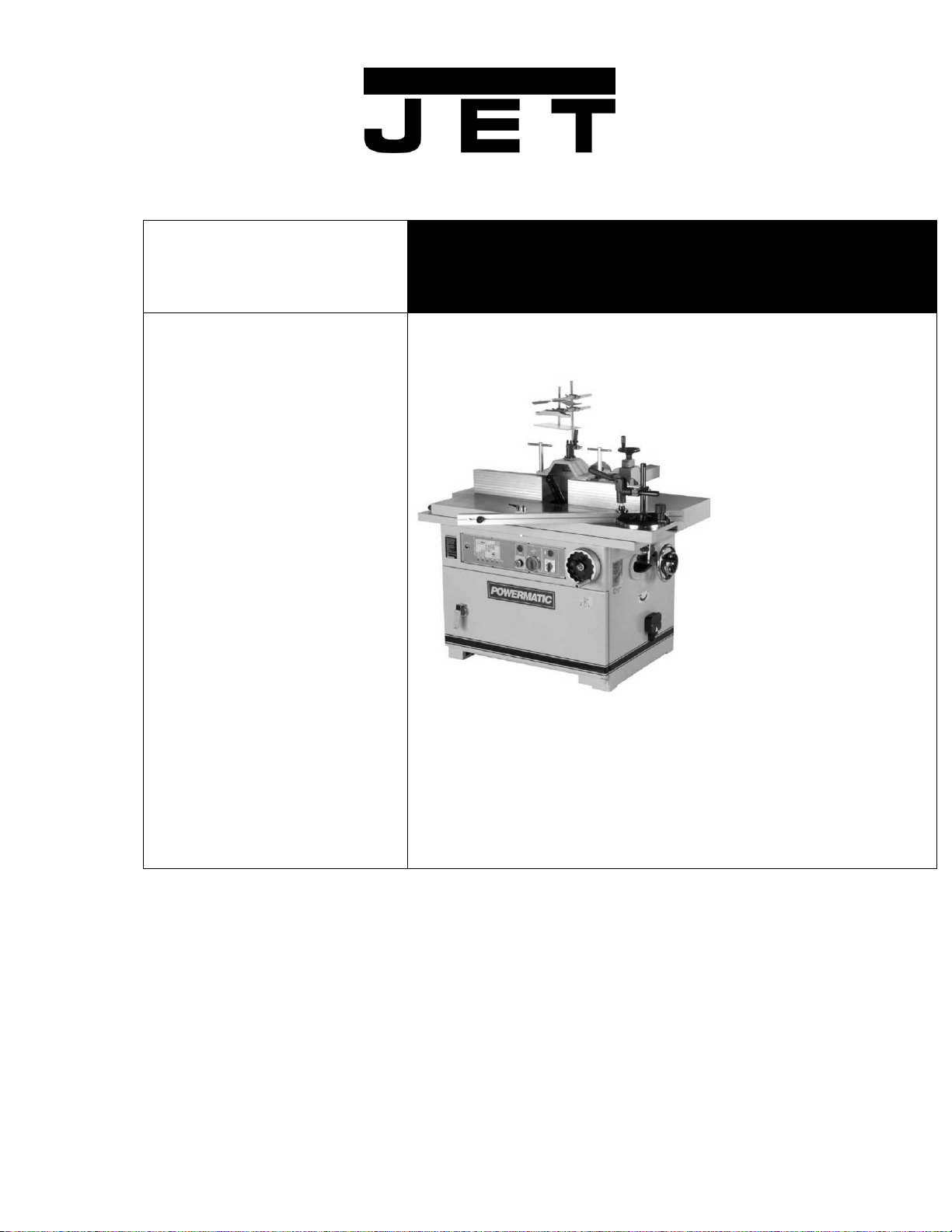
Никогда не проводите руками непосредственно или перед фрезами. Поскольку
одна рука приближается к 300мм радиусу фрезы, исключите это используя
толкатели в движении по дуге, См. рисунок 1.
В случае обработки концов узких заготовок необходимо также использовать
толкающий шток.
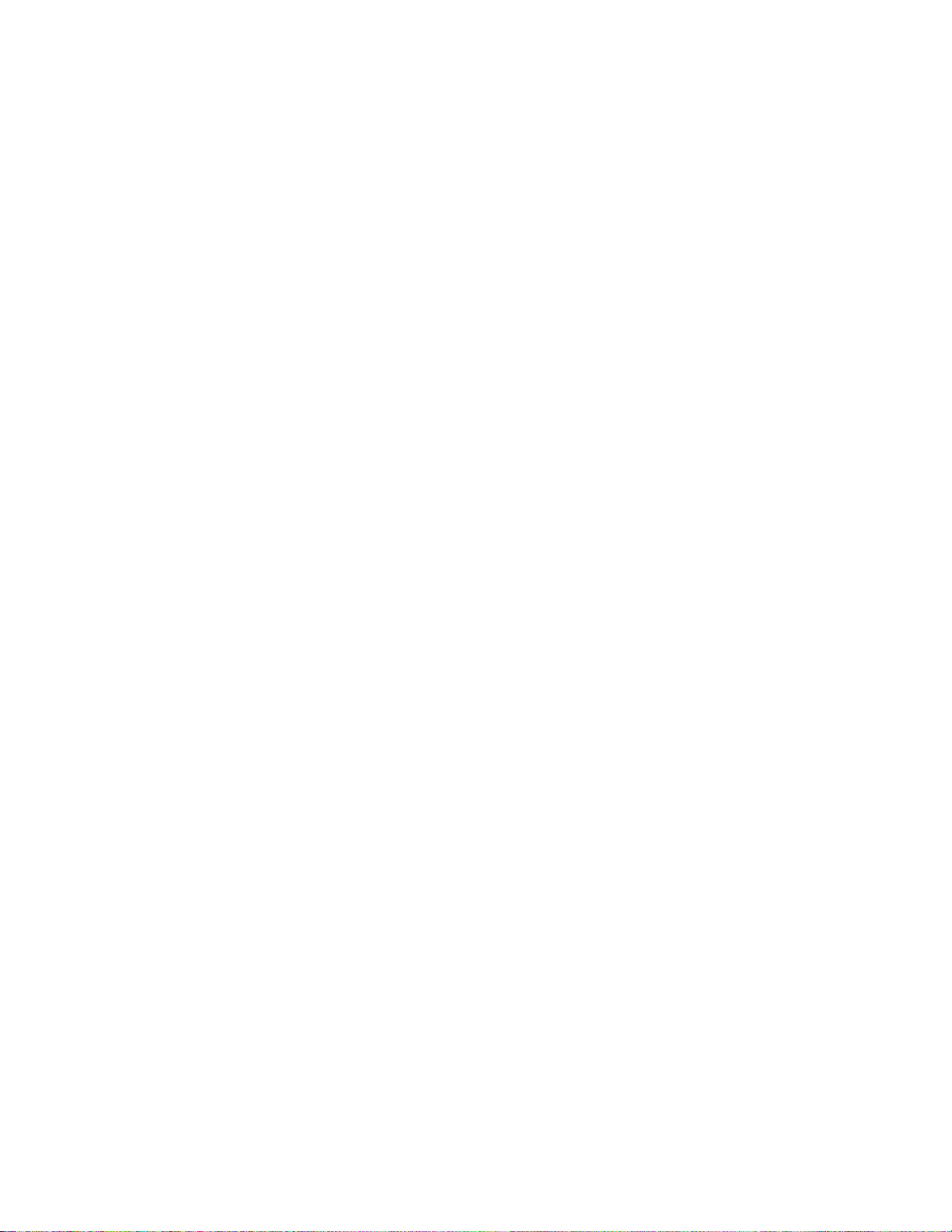
Движение заготовки осуществляйте навстречу вращения резца. Никогда не
двигайте деталь вытягивая обратно, как только фрезерование было начато.
Вместо этого потяните деталь, прямо к себе от фрезы и начните фрезерование
снова. См. рисунок 2.
Удостоверьтесь, что шпиндель и край упора не мешают движению заготовки.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Удалять стружку и заготовки только при остановленном шпинделе станка.
Всегда работайте только острым фрезерным инструментом.
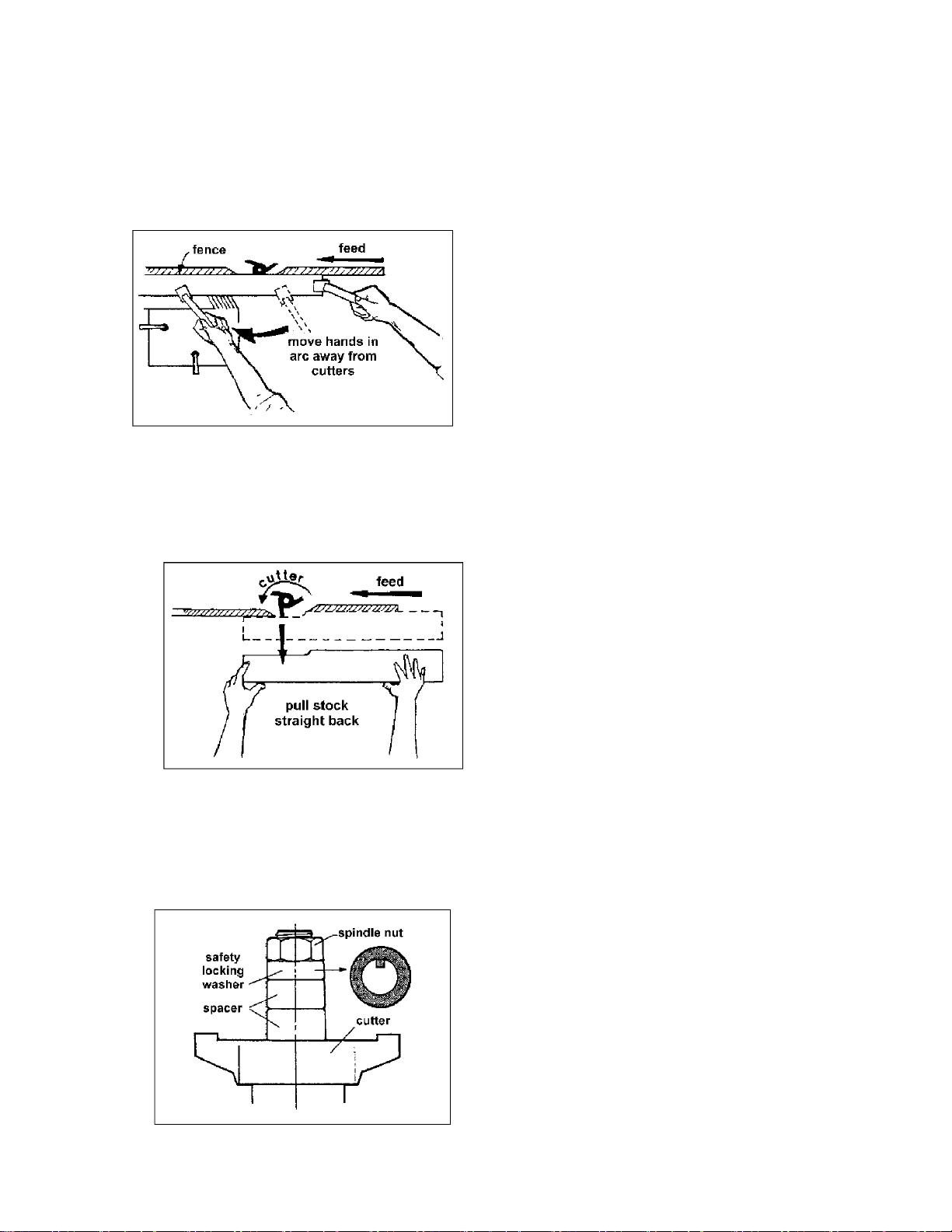
Никогда не закручивайте гайку на шпинделе без установки шайбы с выступом
против прокручивания под неѐ, препятствующей прокручиванию фрезерного
инструмента в момент включения станка. См. рисунок 3.
Page 6

При обработке длинных заготовок применяйте перед станком и после станка
роликовые опоры.
Содержите в чистоте поверхность фрезерного стола, постоянно удаляйте
остатки смолы.
Работы с электрическим оборудованием станка разрешается проводить только
квалифицированным электрикам
Немедленно заменяйте поврежденный сетевой кабель.
Не становитесь на станок.
Работы по переоснащению, регулировке и очистке станка производить только
при полной остановке станка и при отключенном Эл.питании.
4.1. ВНИМАНИЕ опасности
Даже при использовании станка в соответствии с тех. требованиями возможны
следующие опасности:
Опасность обратного удара. Заготовка захватывается вращающимся
инструментом и отбрасывается в сторону работающего.
Подверженность опасности из-за разлетающихся частей заготовок.
Подверженность опасности из-за шума и пыли.
Обязательно надевать средства индивидуальной защиты, такие как очки для
глаз и наушники. Использовать вытяжную установку.
Подверженность опасности поражения электрическим током при неправильной
прокладке кабеля.
ПРЕДУПРЕЖДЕНИЕ
Отключите станок от источника электропитания прежде, чем выполнить
любое обслуживание, регулировку или перестановку.
Содержите рабочее место в чистоте.
Отказ выполнить эти предупреждения может привести к серьезному
телесному повреждению
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
5.1. ТРАНСПОРТИРОВКА И УСТАНОВКА
Для транспортировки используйте стандартный штабелер или погрузчик.
Снимать с транспорта и устанавливать станок разрешается с помощью мягких
строп выдерживающих нагрузку не менее 1тонны, закрепив к чугунному столу,
или вилочным погрузчиком снизу.
Предохраняйте станок при транспортировке и установке от падения.
Установка станка должна производиться в закрытых помещениях, при этом
являются достаточными условия обычной столярной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно
ровной и способной выдерживать нагрузки. При необходимости станок можно
жестко закрепить на устанавливаемой поверхности.
По соображениям упаковки станок поставляется не полностью смонтированным.
Удалите всю деревянную упаковку, снимите с поддона.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу, не запускайте станок в работу!
Page 7

Снимите защитную смазку со столов, шпинделя и отдельных предметов,
упакованных вместе со станком, включая ручки.
Эту смазку можно удалить при помощи мягкой ткани, смоченной в керосине или
подобных очистителях.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОСЕТИ
Подключение к электросети должны быть сделаны компетентным
электриком в соответствии со всеми требованиями по
электробезопасности.
Станок должен быть должным образом заземлен, чтобы предотвратить
поражение электрическим током.
Соединительный кабель от автомата защиты до станка должен быть 4x1,5мм²
(желательно медный четырѐх жильный с сечением каждой жилы не менее 1,5
квадрата). Автомат защиты 16А. Удостоверьтесь, что напряжение Вашего
электропитания соответствует табличке на электромоторе фрезерного станка.
Чтобы соединить провод электропитания, сделайте следующее :
1. Открутите два винта (A), снимите крышку клемной коробки (B). См. рисунок 8.
2. Снимите прозрачный пластмассовый изолятор(C), который закрывает клемную
колодку. См. рисунок 9.
3. Электропровод вставьте через муфту (D) в клемную коробку, показанную на
рисунке 8.
4. Соедините три линии L1,L2 и L3, фазы(E) проводом, как показано на рисунке
10. Также соедините зеленый заземляющий провод с клеммой (F).
5. Установите прозрачный пластмассовый изолятор (C) и крышку (B).
Page 8

рисунок11
После подключения электропитания включите станок на короткое время и
убедитесь, что ось шпинделя вращается в правильном направлении. Если
вращение обратное, поменяйте две фазы местами и проверьте ещѐ раз.
Монтаж фрезерного шпинделя
1. Отключите станок от электропитания и удалите вставки в столе.
2. Поднимите ось шпинделя в предельно верхнее положение, зафиксируйте еѐ.
3. Полностью выкрутите конус шпинделя и протрите конус оси мягкой тканью
увлажненной керосином, (не используйте бензин или разбавитель лака).
4. Закрутите тонкий шток (B) в резьбовое отверстие в основании шпинделя (A).
См. рисунок 12. Удалите две гайки и шайбу с другого конца штока (B).
5. Аккуратно введите шток (B) и вставьте конус шпинделя (A) вниз через ось как
показано в рисунке 12. Удостоверьтесь, что выступ (C) на шпинделе встал в паз
(D), и шпиндельная гайка (E) попала на резьбу (F).
6. Закрутите шпиндельную гайку.
7. Используйте поставляемый гаечный ключ (G), чтобы сжать шпиндельную
гайку (E), как показано на рисунке 13.
8. Откройте дверь тумбы и наденьте шайбу (H) на шток (B) как показано на
рисунке 14.
9. Накрутите и надежно сожмите две гайки (I) ключом 19-мм. См. рисунок 14.
10. Отпустите стопор вращения шпинделя.
Page 9

Монтаж фрезерного инструмента
1. Отключите станок от источника электропитания и застопорите шпиндель.
2. Установите фрезерный инструмент (A) и прижимные кольца (B) на шпиндель
как показано в рисунке 15.
3. Установите стопорное кольцо (C) и закрутите гайку (D) используя гаечный
ключ.
4. Расстопорите вращение шпинделя перед работой.
РИСУНОК 15
П Р Е Д У П Р Е Ж Д Е Н И Е : Всегда помещайте стопорное кольцо (C) на шпиндель
прежде, чем закрутить гайку.
Монтаж зущитного кожуха с упором для заготовки
1. Защитный кожух (A), на столе показан на рисунке 16,. Установите две
ручки(E) крепления кожуха к столу с плоскими шайбами, используя один из двух
наборов отверстий на столе и закрепите кожух.
2. Алюминиевую часть упора (D) вставьте на направляющую (B), и используя
гайку (C) и шайбу наполовину притяните, как показано на рисунке 17. Двигайте
алюминиевую часть упора на площадку. ОТМЕТЬТЕ: (Правая часть упора, по
креплению, немного отличается от левой.) Установите другую сторону.
3. Установите крышку (K), показанную на рисунке 16.
Page 10

Р И С У Н О К 16
Монтаж защиты может быть произведѐн в различных конфигурациях, в
зависимости от типа фрезерных работ. Рисунок 16 показывает одну такую
конфигурацию.
1. Установите боковой прижим (F), прижим сверху (G) и прозрачную
пластмассовую защиту (H) к крепѐжному узлу(J) расположенному сверху крышки
кожуха (K), используя шток и зажимы. Ручка (L) может зафиксировать все
прижимы перед работой.
2. Для переустановки прижимов в верхнее положение можно щелкнуть
ручкой(L) и поднять шток.
Раструб для сбора стружки
Установите раструб для сбора стружки к заднему краю стола, используя два винта
M5 x 10 и плоские шайбы M5. См. рисунок 18.
Установка упора для фрезерования под различными углами с прижимом
Упор с прижимом устанавливается на каретке следующим образом (рисунок 19):
1. Шток с ресьбой (A) вкручивается через отверстие (B) и тело (C), по резьбе в
отверстие (D) на каретке.
2. Круглая ручка (E) в паз (F) в теле вкручивается в отверстие (G) каретки.
3. Прижим (H), показанный в рисунке 20, поставляется, чтобы надежно держать
заготовку. Зажим должен быть установлен как показано, и может переставляться ,
ослабляя винты (J).
Page 11

Упор для заготовки
1.Двигайте упор (A) на двух квадратных гайках (B), которые присоединены к телу
ручками с винтами (C). См. рисунок 21.
Р И С У Н О К 21
2. Чтобы двигать упор (A) влево или право, ослабьте ручки с винтами (C).Чтобы
изменить угол упора ослабьте круглую ручку (D).
3. Ослабьте ручку винта фиксатора размера (I) и вставьте гайку (J) в паз
упора как показано. См. рисунок 22.
4. Двигайте фиксатор размера (K) к желаемому положению на упоре и сожмите
винт фиксатора (I), как показано в рисунке 23.
Page 12

РЕГУЛИРОВКА
Пульт управления
Элементы пульта управления следующие: (См. рисунок 24).
A. индикатор электропитания
B. включение электродвигателя
C. реверсивный переключатель
D. индикатор включения
E. кнопка выключения электродвигателя
1. Удостоверьтесь, что стопор шпинделя свободен как объяснено в разделе
" Стопор Шпинделя " и что дверь тумбы закрыта. Убедитесь, что ничто не мешает
вращению фрезерного инструмента.
2. Поверните выключатель (C) в положение вращения Поверните переключатель
(B) в право, запустится электродвигатель станка. Переключатель(B) является
магнитным; как только станок запуститься, переключатель возвратится в
центральное положение как показано.
ПРЕДУПРЕЖДЕНИЕ: Никогда не пытайтесь изменить вращение шпинделя, в то
время как двигатель / шпиндель вращается.
3. Чтобы остановить вращение электродвигателя, нажмите гриб кнопки (E)
остановки или поверните выключатель ВКЛ / ВЫКЛ (B) в левую сторону.
ПРЕДОСТЕРЕЖЕНИЕ: не используйте реверсивный выключатель, чтобы
остановить станок, или произойдет повреждение электрических средств
управления.
ПРЕДУПРЕЖДЕНИЕ: Открывайте электрическую дверь корпуса только, в то
время как электропитание отсоединено, или это может привести к поражению
электрическим током.
ИЗМЕНЕНИЕ СКОРОСТИ
Ваш станок поставляется с 5 ручьевым шкивом двигателями и шпиндельным
шкивом с 5 ручьями, которые обеспечивают шпиндельные скорости 3000, 4000,
6000, 8000 И 10000 ОБОРОТОВ В МИНУТУ.
Диаграмма скорости, показанная в рисунке 25, расположена на внутренней части
передней двери корпуса станка для легкого считывания положения ремня на
шкивах для этих пяти доступных скоростей.
Page 13

Проверьте скорость вращения шпинделя, установленную перед фрезерованием..
Рисунок 26 показывает диаграмму для того, чтобы найти оптимальный диапазон
скорости относительно размера фрезы. Подобная диаграмма показана на
передней панели, с контрольными лампами, показывая текущую скорость
вращения.
Р И С У Н О К 26
Чтобы изменить частоту вращения и установить надлежащее положение ремня на
шкивах , сделайте следующее:
1. Отключите станок от электропитания.
2. Откройте переднюю дверь корпуса станка и ослабьте ручку(A) натяжения
ремня вращения. См. рисунок 27.
3. Переместите ремень (B) в желаемое положение на шкивах, одновременно
вращая рукоятку (C) чтобы ремень высветил правильное положение скорости на
индикаторе помещенном на передней панели.
4. Когда ремень установлен должным образом, переместите ручку натяжения (A)
влево.
ОТМЕТЬТЕ: Во время первого использования после установки скорости ремня
происходит ослабление натяжения. Чтобы подтянуть ремень, поверните две гайки
(E & F - рисунок 27).
Надлежащая натяжение ремня достигнуто, когда ремень между шкивами может
быть прогнут, используя умеренное давление пальца.
Page 14

СТОПОР ВРАЩЕНИЯ ШПИНДЕЛЯ
Стопор вращения шпинделя поможет Вам при замене шпинделя или монтаже и
удалении резцов.
ОТМЕТЬТЕ: Стопор вращения шпинделя может быть использован, когда станок
остановился полностью.
Откройте задняя дверь корпуса и поверните стопорную рукоятку (A), показанную
на рисунке 28, пока отверстие на рукоятке не встанет на выступ. Шкив
поворачивается, пока шток стопора не войдѐт в ось шпинделя.
ВЕРТИКАЛЬНОЕ ДВИЖЕНИЕ ШПИНДЕЛЯ
1. Ослабьте фиксирующий штурвал (A), показанный на рисунке 29, и поверните
штурвал (B) против часовой стрелки, чтобы поднять шпиндель; по часовой
стрелке понизить шпиндель.
ОТМЕТЬТЕ: Один полный оборот штурвала продвигает шпиндель вверх или вниз
на 2.5 мм, как показано в лейбле около штурвала.
Р И С У Н О К 29
НАКЛОН ШПИНДЕЛЯ
Станок должен полностью остановиться прежде, чем шпиндель будет наклонен, и
вставка с овальным отверстием должна быть помещена в стол. Удостоверьтесь, что
фреза не касается стола или края упора в наклоненном положении.
1. Ослабьте ручку (C) на передней стороне штурвала (D). См. рисунок 29.
2. Ослабьте два фиксатора(E) с обеих сторон станка.
3. Поверните штурвал (D) к необходимому углу наклона, показанному на
индикаторе (F).
4. Закрутите ручку (C) и фиксирующие ручки (E).
РЕГУЛИРОВАНИЕ упора
1. Чтобы установить алюминиевые половины упора вдоль, ослабьте прижим,
Page 15

(C-рисунок 17), двигайте половины упора к необходимым положениям и
зафиксируйте.
2. Правая половина упора (infeed) может быть перемещена независимо, или, в
зависимости от типа формирования операции, которая выполняется. См. рисунок
30. Чтобы переместить правую часть упора, ослабляют зажимную ручку (A) и
поворачивают ручку (B). Точные движения возможны при использовании
цифрового индикатора. После установки, повторно закрутите ручку(A).
3. Полностью упор с кожухом может быть быстро помещен на столе к желаемому
положению, ослабив две прижимные ручки (C) и, вращая штурвал(D).
Используйте цифровой индикатор для более точного измерения. Повторно
затяните ручки (C) когда закончите.
РЕГУЛИРОВАНИЕ СКОЛЬЖЕНИЯ каретки
Есть шесть регулируемых эксцентриковых роликов (A) на каретке, показан на
рисунке 31. При необходимости его движение можно отрегулировать следующим
образом:
1. Используйте гаечный ключ (B), чтобы установить ролики.
2. Вставьте в ролик сверху шестигранный ключ (C).
Отрегулируйте ролик с помощью элементов (D) и (Е) как необходимо и затяните
ключами.
Р И С У Н О К 31
Работа на станке
При работе на фрезерном станке старайтесь всегда использовать упор для
заготовки с защитным кожухом над фрезерным инструментом.
1. Для нормальной работы, правильно когда две части алюминиевого упора
(infeed и outfeed) находятся на прямой линии, как показано в рисунке 32.
Page 16

Р И С У Н О К 32
2. Различные варианты установки положений половинок упора показаны на
рисунке 33 и рисунке 34.
РИСУНОК 34 РИСУНОК 33
ПОЛОЖЕНИЕ проставочных колец на шпинделе
Кольца могут использоваться в любом из следующих положений: выше, ниже, или
между фрезами.
Различные варианты установки проставочных колец показаны на рисунках 35,36,
37.
Page 17

ОТМЕТЬТЕ: желательно поместить фрезу как можно ниже на шпинделе, чтобы
уменьшить шпиндельное биение и гарантировать надѐжность крепления конец.
Шаблон (ОБРАБОТКА С ЗАЖИМНЫМ ПРИСПОСОБЛЕНИЕМ)
Используя ту же самую процедуру многократно по заготовкам, зажимное
приспособление или шаблон могут быть сделаны чтобы облегчить операцию:
1. Подготовьте зажимное приспособление (A) к Ваша оригинальная заготовка.
См. рисунок 40.
2. Поместите зажимное приспособление (A) против ролика на столе (B).
3. Закрепите новую заготовку (C) на зажимном приспособлении (A) с зажимом
(D) и двигайте конструкцию.
8. КОНТРОЛЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания
Перед работами по техническому обслуживанию и очистке, станок должен быть
предохранен от непроизвольного включения.
Отключите станок от эл. питания!
Производите очистку станка через равномерные отрезки времени.
Периодически чистите внутреннюю часть станка от стружки и пыли.
Продувайте шпиндель сжатым воздухом.
Ежедневно проверяйте достаточную работоспособность вытяжной системы.
Немедленно заменяйте поврежденные защитные устройства.
Сразу устанавливайте все защитные приспособления после монтажа или ТО.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения
заготовки, плоские, поликлиновые, клиновые и другие ремни, а также цепи,
используемые в конструкции станка, относятся к деталям быстроизнашивающимся
(расходные материалы) и требуют периодической замены. Гарантия на такие
детали не распространяется. Защитные кожуха, отдельные детали из пластика и
алюминия, используемые в конструкции станка, выполняют предохранительные
функции. Замене по гарантии такие детали не подлежат.
Подключение и ремонт электрического оборудования разрешается проводить
только квалифицированным электрикам.
Смазывание
Шпиндельный узел, нужно смазать каждые 200 часов работы используя шприц
(A) поставляемый в комплекте с инструментом. См. рисунок 41. Два отверстия (B)
с противоположных сторон шпинделя закачиваются литолом.
Page 18

9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*сработала защита от перегрузки – дать мотору остыть и снова включить;
*включена блокировка шпинделя;
не повышается число оборотов
*инструмент слишком большой и слишком тяжелый – выбирайте более низкие
обороты;
*подводящий провод слишком длинный или слабый – проверить электропроводку;
*натяжение ремня слишком слабое – отрегулировать натяжение ремня или
заменить;
неправильное направление вращения шпинделя
*перепутаны фазы трехфазного двигателя – переключить клеммы подводящего
кабеля;
сильные вибрации станка
*станок стоит неровно – установить станок;
*поврежденный фрезерный инструмент – немедленно заменить инструмент;
плохое качество обрабатываемой поверхности
*тупой фрезерный инструмент – заменить инструмент;
*фрезерный кожух забился стружкой – удалить стружку;
*слишком большой съем стружки – фрезеровать заготовку за несколько проходов;
*обработка против волокон – обрабатывать заготовку с другого конца;
*неоднородная заготовка;
*слишком сырая заготовка;
образование ступенек при фрезеровании
*плохо установлен упор для заготовки – если возможно используйте упорную
доску;
*свободное пространство в отверстии стола слишком большое – применяйте
закладные кольца;
*слабый прижим заготовки – улучшить регулировку защитного прижима в зоне
вращения фрезерного инструмента;
перемещение по высоте происходит с трудом
*недостаточная смазка – смазать рейку подъѐма оси шпинделя;
*заклинило ось;
мощность фрезерования слишком мала
Page 19

*проскальзывает приводной ремень мотора – натянуть ремень или заменить;
*поверхности стола запачканы смолой – очистить стол и нанести смазку для
улучшения скольжения.
10. ПРИНАДЛЕЖНОСТИ
Артикул 1791284-01
Сменный фрезерный шпиндель 40 мм с кольцами.
 Loading...
Loading...