

Page 1

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
РЕЙСМУСОВЫЙ СТАНОК JWP-2510
ВМХ Тул Груп АГ (WMH Tool Group AG)
Банштрассе 24, CH-8603 Шверценбах
Рейсмусовый станок JWP-2510
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для строгания изделий из древесины. Нельзя обрабатывать изделия из
металла. Обработка других материалов недопустима, или может производиться только после
консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися
в инструкции по эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений
.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии. При работе на станке должны быть установлены все защитные приспособления и крышки.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен быть не менее 4x4мм² (желательно медный, четырёхжильный, с сечением каждой
жилы не менее 4 мм2).
При возникновении неисправностей в процессе эксплуатации станка не пытайтесь ставить не
оригинальные детали и узлы, не вносите конструктивных изменений и переделок в станок
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим обслуживанием и предупреждены о возможных опасностях.
Компания производитель оставляет за собой право на изменение деталей, узлов
конструкции и принадлежностей, если это будет признано целесообразным, в любое время и без предшествующего уведомления.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
1
Page 2

2. КОМПЛЕКТ ПОСТАВКИ
СТАНКА JWP-2510
1. Станок
2. Вытяжной патрубок
3. 10 запасных ножей
4. 10 винтов для крепления ножей
5. Специальная отвертка для винтов ножей
6. Инструмент для обслуживания
7. Список деталей
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Артикул № 1791303 Т
Модель JWP-2510
Напряжение ................................... 380 В
Выходная мощность ........ 11 кВт/ S1 100%
Потребляемая мощность .... 16 кВт/ S6 40%
Соединительный провод ............... 4х4 мм
2
Частота вращения строгального вала
....................................... 5,000 (об/мин)
Диаметр строгального вала ............. 86 мм
Размер ножа (ДхШхТ) .......... 15х15х2,5 мм
Количество ножей ............................. 174
Макс. ширина строгания ................ 635 мм
Мин. длина строгания .................... 250 мм
Макс. высота заготовки ................ 230 мм
Мин. высота заготовки ..................... 4 мм
Глубина строгания по всей ширине 6,3 мм
Диаметр входного вала ................... 76 мм
Диаметр выходного вала
........... 65 мм (2х)
Скорость подачи (м/мин) ............ 6 / 8 /10
Размер стола 820х660мм
Ролики стола 2шт
Двигатель подъёма стола 0,37 кВт
Диаметр вытяжки для опилок ......... 127 мм
Габаритные размеры
(ДхШхВ) ...................... 1320х915х1500 мм
Масса ............................................ 725 кг
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания
руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем
Всегда храните инструкцию, предохраняя её
от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно уст-
ранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте
плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
Для безопасного обращения со строгальными ножами необходимо надевать подходящие за-
щитные перчатки.
Держите ножи заточенными и очищенными от ржавчины и смолы. Следите, чтобы зажимные
винты были надежно затянуты.
Удаляйте посторонних, особенно детей, из опасной зоны.
Перед строганием удалите из заготовок гвозди и другие инородные предметы.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
При работе с длинными заготовками используйте соответствующие удлинения стола, роли-
ковые опоры.
При строгании неудобных для обработки заготовок применяйте для крепления подходящие
вспомогательные средства.
НЕ ПЫТАЙТЕСЬ
снять кожух во время работы станка. Нарушение этого правила может при-
вести к серьезным физическим увечьям.
Следить за тем, чтобы все заготовки при обработке надежно удерживались и безопасно пе-
ремещались.
Нельзя строгать слишком маленькие заготовки. Убедитесь что деталь длиннее, чем 250мм.
Не эксплуатируйте станок при открытом кожухе строгального вала. Если
кожух необходимо
открыть для регулировки или обслуживания, его необходимо немедленно установить обратно
сразу после выполнения нужных процедур и перед началом эксплуатации станка.
2
Page 3

Удалять стружку и заготовки только при выключенном моторе и при полной остановке стан-
ка.
По соображениям безопасности на этом станке необходимо работать, используя обе руки.
Во время работы держите руки подальше от подающих роликов и строгального вала.
Не разрешается работа на станке с использованием каких-либо подставок и лестниц.
оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите
Не
станок.
Строгальный вал должен достичь максимального числа оборотов, прежде чем начать строга-
ние.
Учитывайте время пробега строгального вала станка при торможении, оно не должно пре-
вышать 10 секунд.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Станок
должен быть установлен так, чтобы было достаточно места для его обслуживания и
направления заготовок.
Следите за хорошим освещением.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во
влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли – всегда применяйте подходящую вытяжную установку. Древесная пыль является взрывоопасной и
может быть вредной для здоровья.
Ваш станок должен быть заземлен. Если используется шнур или штекер, убедитесь, что каждое гнездо заземления
подсоединяется к подходящему заземлению. Следуйте процедуре за-
земления, прописанной в электротехнических правилах и нормах.
Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его мощность используется надлежащим образом.
Никогда не используйте станок, если включатель-выключатель не функционирует
надлежа-
щим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об
неё нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо постоянно обращать внимание на то, чтобы вентиляционные прорези мотора
были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку
, производить только после полной остановки станка
и отключении эл. питания.
Поврежденные строгальные ножи должны быть немедленно заменены.
4.1 ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже опасности.
Опасность получения травмы от вращающегося ножа в рабочей зоне.
Опасность из-за разрушения строгальных ножей.
Опасность ранения отлетевшими частями заготовок.
Опасность от
шума и пыли. Обязательно надевайте средства личной защиты (защита глаз,
ушей и дыхательных путей). Применяйте вытяжные установки!
Опасность поражения электрическим током при неправильной прокладке электрического кабеля.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Станок разработан для эксплуатации в закрытых помещениях и должен прочно размещаться
на твердой и ровной поверхности.
Аккуратно распакуйте и достаньте из
станка все свободные детали из коробок,
проверьте их на наличие повреждений.
Перед тем как производить дальнейшие
действия, внимательно прочитайте это руководство, чтобы ознакомиться с правильной
сборкой, обслуживанием и мерами предосторожности.
Удалите винты, которыми прикручен продольно-строгальный станок к
поддону. Станок можно зацепить мягкими стропами за
четыре подъёмных крюка (красного цвета) в
передней и задней части, чтобы поднять
строгальный станок от поддона и переместить его в местоположение, при этом следите
3
Page 4
чтобы стропа не поломала кнопки на панели
управления.
Снимите защитную смазку со стола, роликов основания, подающих роликов, строгального вала и отдельных предметов, упакованных вместе с машиной, включая ручки.
Эту смазку можно удалить при помощи
мягкой ткани, смоченной в керосине.
Установка
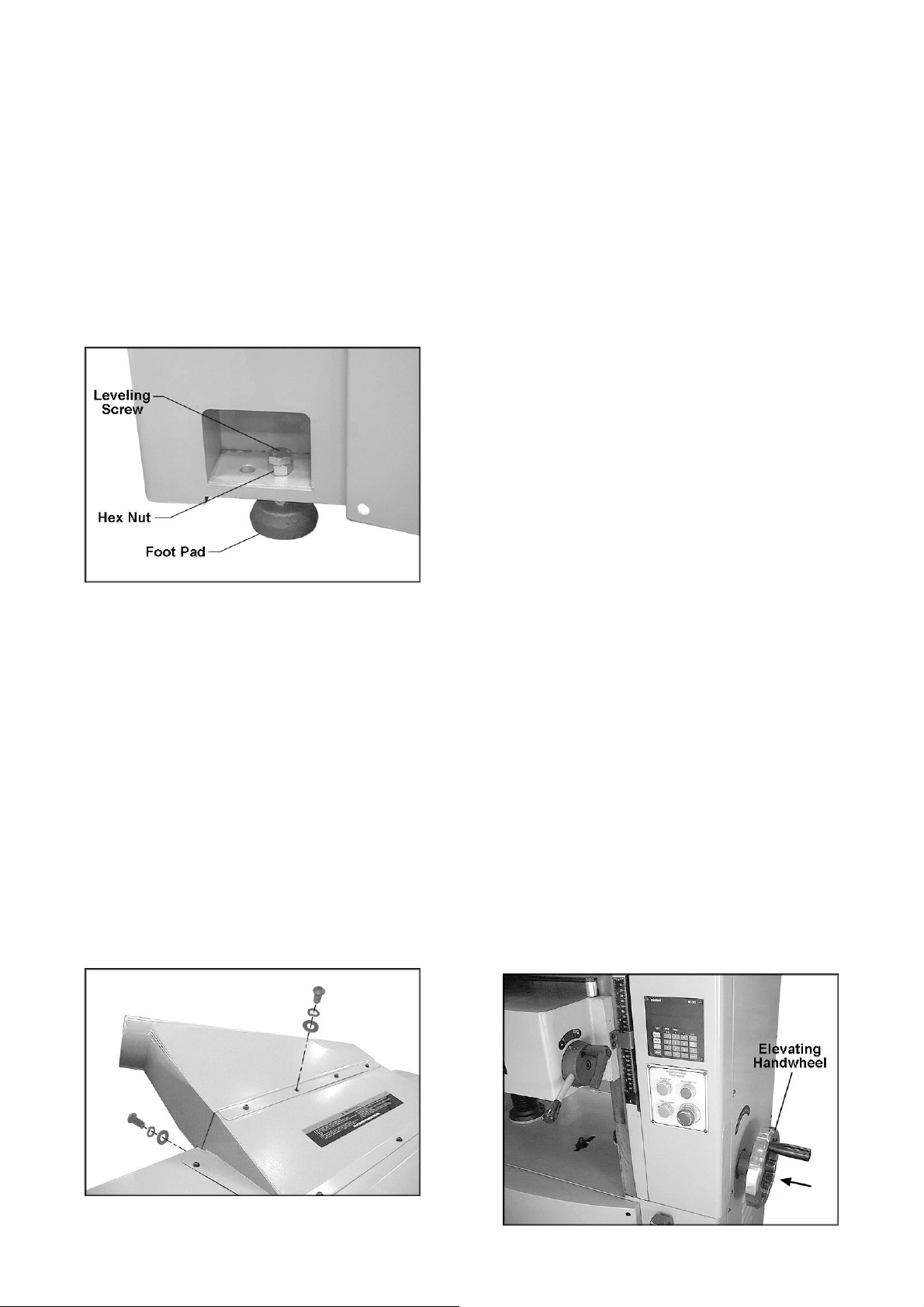
Подняв станок с поддона с помощью
грузоподъёмного механизма и мягких строп, прикрутите четыре нижние опоры как показано
на рисунке 1.
Подключение к электросети
Подключение к электросети должны
быть сделаны компетентным электриком в соответствии со всеми требованиями по электробезопасности.
Соединительный кабель от автомата защиты
до станка должен быть 4x4мм² (желательно
медный четырёх жильный с сечением каждой
жилы не менее 4 квадрата). Автомат защиты
25А. Удостоверьтесь, что напряжение Вашего
электропитания соответствует табличке на
электромоторе строгального станка.
Станок должен быть должным образом
заземлен, чтобы предотвратить поражение электрическим током.
После подключения электропитания
включите станок на короткое время и убедитесь что приводные валы вращаются в правильном направлении. Если вращение обратное-поменяйте две фазы местами и проверьте ещё
раз
Установка Дисплея
Рис.1
Разместив станок, проверьте поверхность
стола вдоль и поперек при помощи нивелира. С помощью гаек на нижних опорах отрегулируйте установку станка. Используйте
шестигранный 4мм ключ и накидной гаечный
ключ 22.
5.2 Монтаж
Перед проведением монтажно-наладочных
работ отключите станок от эл. сети!
Пылесборный кожух
Пылесборный кожух поставляется в стандартном
комплекте с моделью продольнострогального станка JWP-2510, он предназначен для удаления стружки из станка с
помощью вытяжной установки. Кожух прикрепляется к станку при помощи винтов и
шайб, как показано на рисунке 2.
Чтобы программировать параметры настройки в Дисплее для движения стола, обратитесь к секции beginnning на странице 20.
Регулирование
Изменение установки стола
Глубина строгания меняется, поднимая или
понижая стол, используя маховик или кнопки для грубой установки стола; или клавиатура на дисплее. Дисплей используется для
очень точного расположения, и
для того,
чтобы сохранять параметры настройки (для
получения дополнительной информации о
дисплее см., раздел на странице 20).
Чтобы переместить стол с подъемом (иллюстрация 3), выдвиньте цепное колесо стола
подъемного механизма. Один оборот маховика равняется 0,8 мм изменение в высоте стола. Используйте шкалу или цифровое считывание, чтобы определить расстояние от
стро-
гальной головы.
Рис. 2
Рис. 3
4
Page 5
Движение заготовки
Строгальный станок оборудован рукояткой
изменения скорости движения заготовки,
имеет три скорости подачи 6, 8 или 10 метров в минуту. Чтобы подобрать скорость, поворачивайте рукоятку, показанную в иллюстрации 4.
Рис. 4
Скорость подачи изменяется только, в
то время когда ножевой вал вращается.
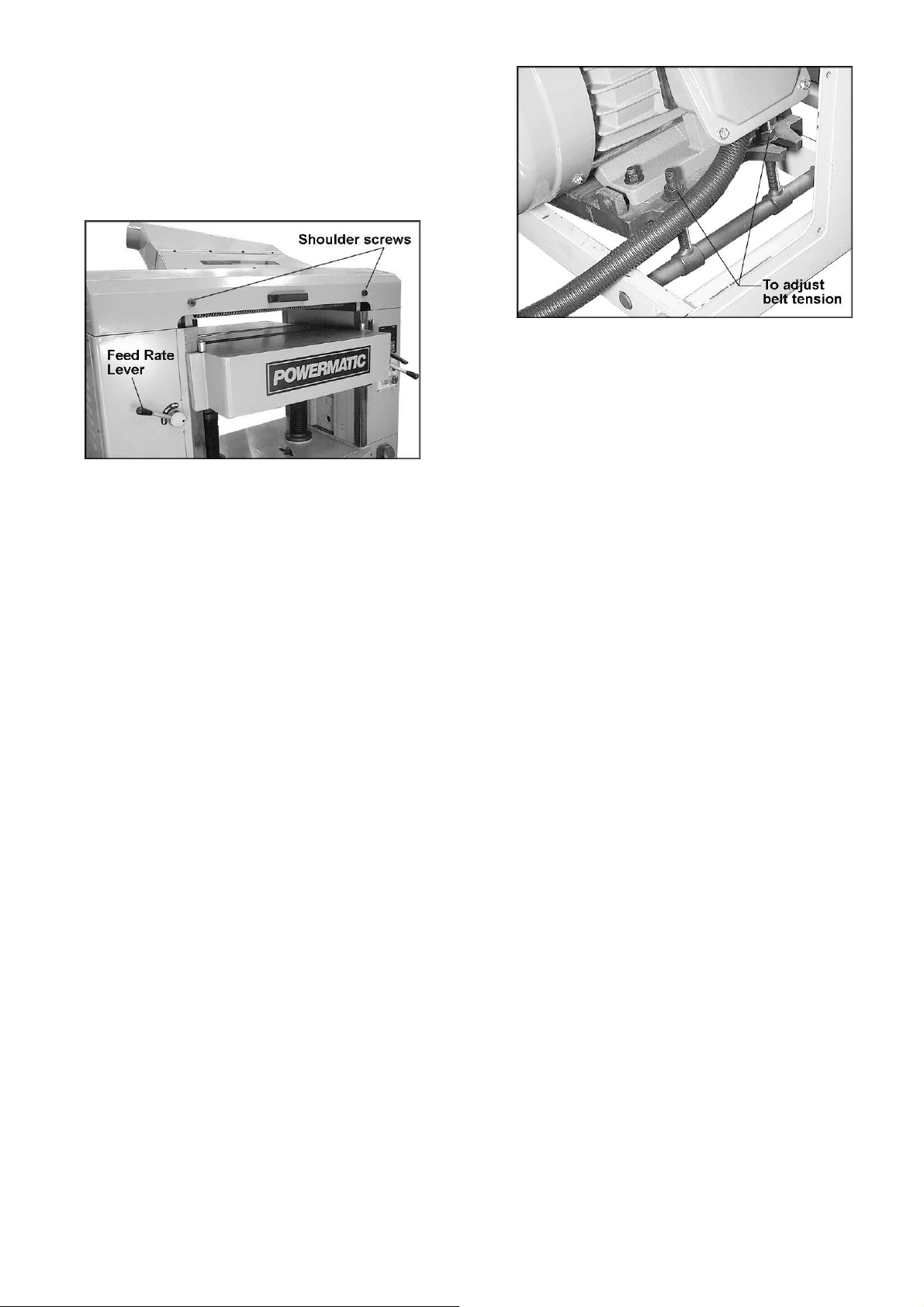
Открытие кожуха строгальной головы
Чтобы открыть кожух строгальной головы
для доступа к деталям и обслуживанию, выкрутите два винта в передней части кожуха
(Рис. 4).
Внимание: У строгального станка есть концевой выключатель двигателя, который предотвращает вращение валов
, в то время ко-
гда кожух открыт.
Натяжение ремней
1. Отключите станок от источника элек-
тропитания.
2. Если необходимо отрегулировать натя-
жения ремня, то требуется ослабить
пару шестигранных гаек См. Рис. 5. и
крутить другую пару, чтобы поднять
или понизить пластину двигателя. Затем затянуть гайки.
3. Проверьте натяжение ремня. Правиль-
ное натяжение достигается, когда при
легком нажатии пальцам появляется
небольшой прогиб ремня примерно
1/4" (6 мм) по центру между двумя
шкивами.
Рис. 5
Замена или переустановка строгальных
ножей
Ножи строгального вала заточены с четырёх
сторон. Если режущая сторона затупилась,
достаточно снять строгальный нож, повернуть его на 90⁰ острой стороной и закрепить.
Для выкручивания крепёжного винта строгального ножа используйте поставляемые со
станком отвертки звездочкой (Рис. 6). Рекомендуется поворачивать сразу все строгальные ножи на одной спирали, это гарантирует
более качественную обработку поверхности.
Однако, в случае, если на отдельных строгальных ножах образовались зазубрины, поверните только повреждённые стороны.
На каждом ноже нанесена контрольная отметка, которая поможет поворачивая нож не
путать грани в разные направления.
ВАЖНО: перед заменой или поворотом стро-
гальных
ножей, очистите крепёжный винт и
строгальный вал от пыли. Скопление пыли
между элементами вала может помешать
правильной установке ножа, что повлияет на
качество обрабатываемой поверхности детали.
Перед установкой смажьте резьбу каждого
крепёжного винта машинным маслом, излишки масла уберите.
Перед началом работы надёжно зафиксируйте каждый крепёжный винт!
ВНИМАНИЕ:
убедитесь, что все крепёжные винты надёжно зафиксированы.
При высокой скорости вращения незафиксированные строгальные ножи могут вылететь и нанести травму.
4. Затяните гайки с достаточным усилием,
чтобы они зажали пластину двигателя.
5
Page 6
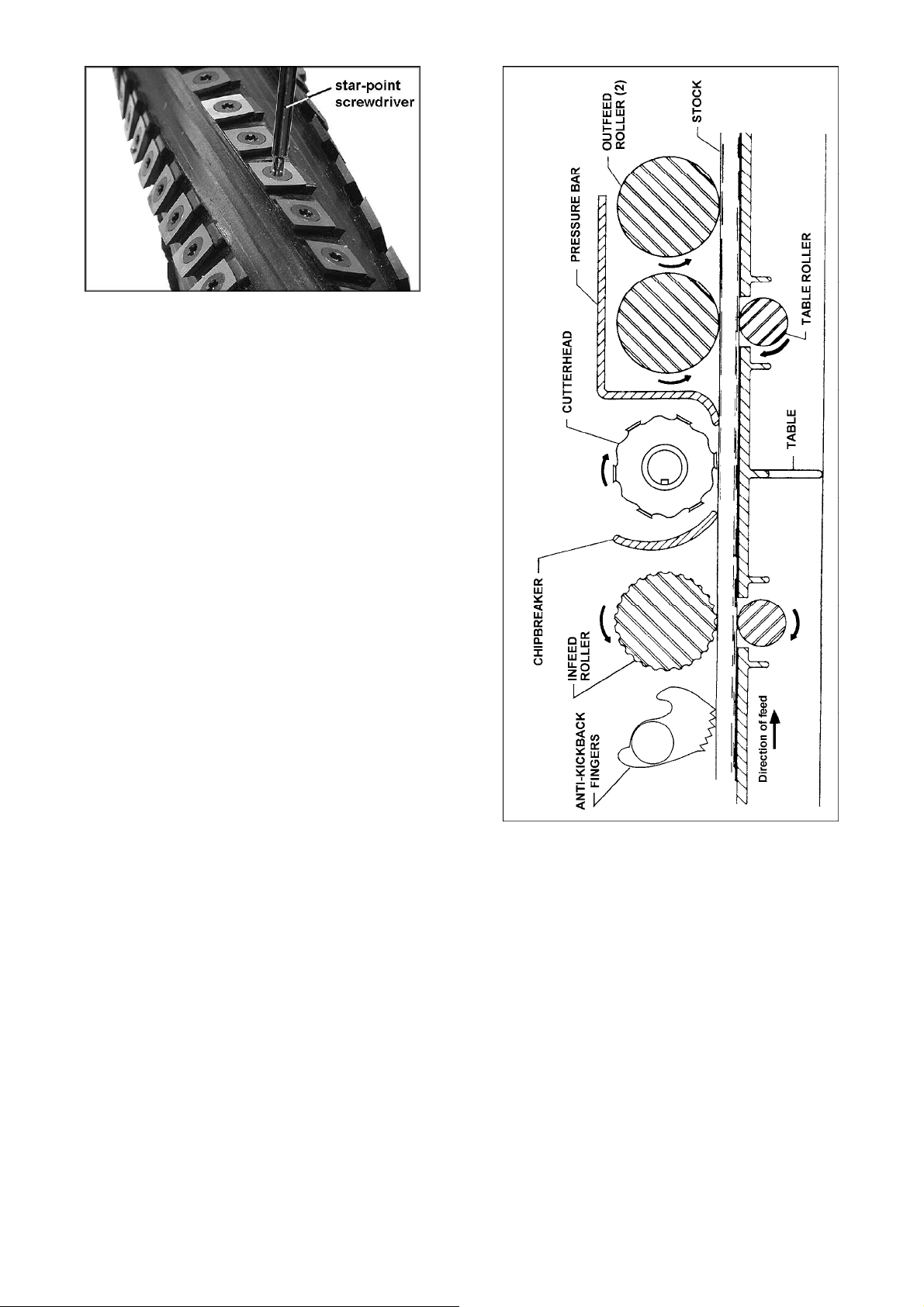
Рис. 6
Перед установкой смажьте резьбу каждого
крепёжного винта машинным маслом, излишки масла уберите.
Перед началом работы надёжно зафиксируйте каждый крепёжный винт!
ВНИМАНИЕ: убедитесь, что все крепёжные винты надёжно зафиксированы.
При высокой скорости вращения незафиксированные строгальные элементы
могут вылететь и нанести травму.
Строгальная голова с валами вашего
продольно-строгального станка (Рис. 8)
1 ......... Гасящие отдачу планки
2 ......... Вал подачи заготовки (рябуха)
3 ......... Стружколоматель
4 ......... Строгальный вал
5 ......... Ограничительная пластина
6 ......... Валы выхода заготовки
Проверка параллельности рабочего стола по отношению к строгальному валу
Рабочий стол устанавливается параллельно строгальному валу на заводе, и дальнейшая регулировка не требуется. Если ваш
станок
стал на выходе придавать детали коническую форму, то нужно проверить параллельность рабочего стола по отношению к
валу. Это делается следующим образом:
1. Отключите станок от источника питания.
2. Поместите шаблон на рабочий стол с од-
ной стороны прямо под один из краёв вала. Добейтесь лёгкого соприкосновения с
шаблоном
, приподняв стол.
3. Передвиньте шаблон в другую сторону на
противоположный край рабочего стола.
Расстояние между рабочим столом и
краями ножей вала должно быть одинаковым.
Рис. 8
Гасящие отдачу планки
Гасящие отдачу планки (А, Рис. 23) помогают предотвратить отбрасывание заготовки из
станка. Их необходимо периодически проверять, чтобы они были очищены от смолы и
клея, а также, чтобы они могли свободно
двигаться и правильно работать.
Вал подачи заготовки
Вал подачи заготовки должен обеспечивать
движение детали под
строгальный вал станка. Это - рифленый, наборно-секционный
вал.
Чтобы обеспечить надлежащее движение заготовки, вал подачи должен быть установлен
так, чтобы основание его дуги было 1/16”
(1,6 мм) ниже дуги строгального вала (строгальных элементов). Вал подачи имеет пру-
6
Page 7
жины для равномерного прижима заготовки
к столу с обеих сторон станка.
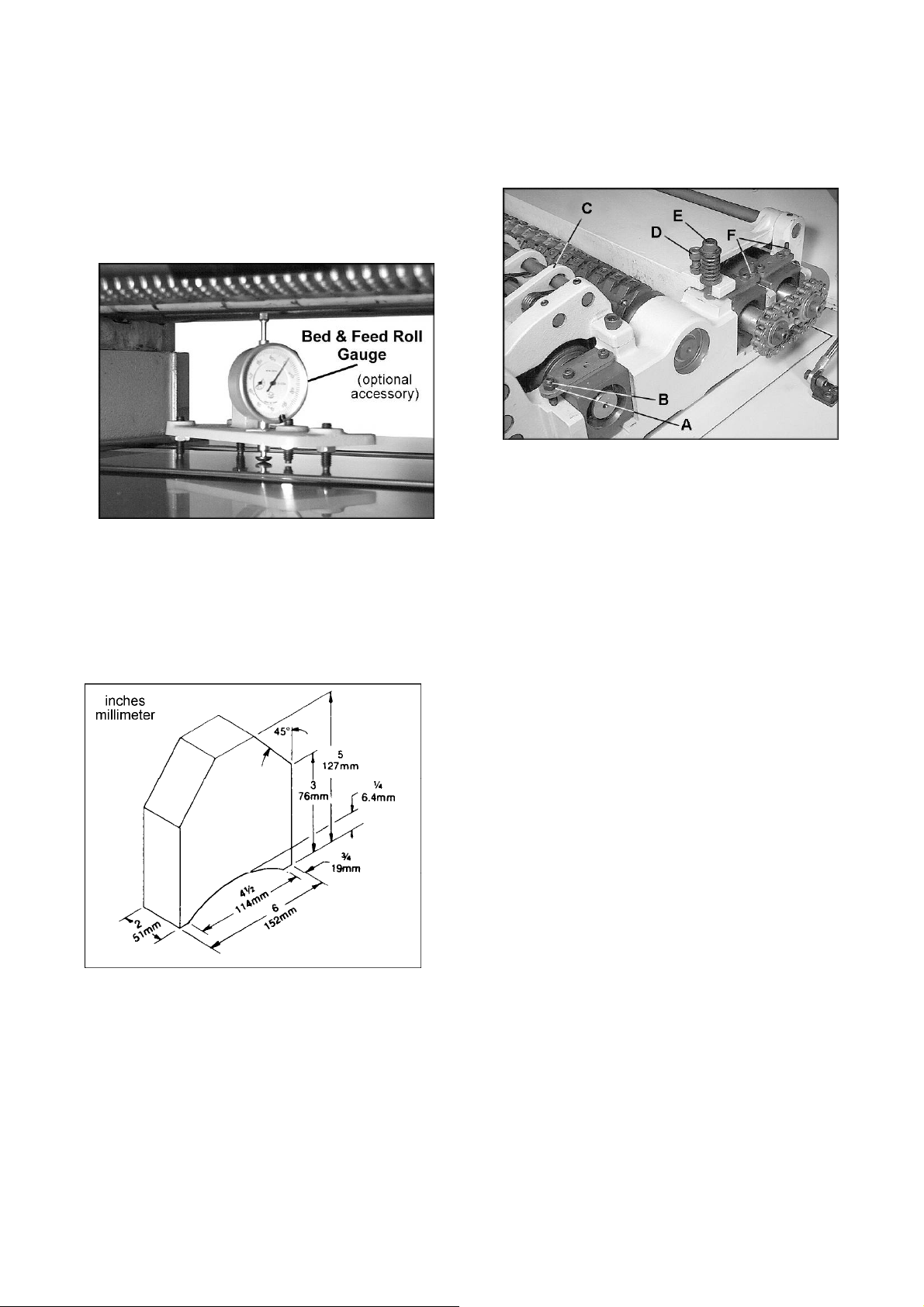
Регулировка вала подачи
1. Отключите станок от электропитания.
2. Поместите цифровой индикатор под стро-
гальным элементом ножевого вала (Иллюстрация 9 показывает индикатор
#2230002).
Рис. 9
Если цифровой индикатор отсутствует, используйте замерный блок из твердого дерева
собственного изготовления. Этот замерный
блок можно сделать по следующим размерам, показанным на См. Рис. 10 , который Вы
можете сделать и использовать как шаблон.
5. Если размер не соответствует 1/16” (1,6
мм), то ослабьте стопорную гайку (A, Рис.
11) и поворачивайте винт регулирования
(B, Рис. 11) пока нижняя часть вала по-
дачи коснётся вершины измерительного
блока. Затем затяните стопорную гайку
Рис. 11
6. Проверьте и отрегулируйте противо-
положный конец вала подачи таким
же образом.
Регулировка высоты стружколомателя
Стружколоматель (C, Рис. 11) сделан подпружиненными секционными деталями собранными на одной оси, установленными после вала подачи заготовки. Стружколоматель
должен сломать стружку в маленькие части,
чтобы помочь избежать раскалывания заготовки, обеспечить не допустимость
обратного выталкивания заготовки, и направить поток стружки из станка.
Рис. 10
Вы можете провернуть строгальный вал при
помощи шкива.
3. Поднимите стол с помощью маховика, по-
ка шаблон не коснётся со вставкой ножа
в вершине ее кривой. Ноль шаблона в
этом положении.
4. Переместите шаблон к одной из сторон
вала подачи и с помощью щупа проверьте расположение. Оно должно
быть 1/16”
(1,6 мм) ниже расположения ножа.
Стружколоматель был на заводе установлен
в 1/32” (0,8 мм) ниже элементов ножей вала,
и был подпружинен должным образом.
ВНИМАНИЕ! Если стружколоматель устано-
вить слишком низко, или с чрезмерным давлением пружин то может тормозится движение заготовки.
Прижимная защитная планка
Большинство проблем
движения детали мо-
жет происходить из-за неправильной регулировки прижимной защитной планки. Её
функция - это придавливание на одинаковом
уровне материала после того, как он проходит под строгальным валом по всей ширине
стола. Планка должна устанавливаться на
одном уровне с ножевым валом.
Если планка будет слишком высоко, то мелкая "стружка" будет попадать на заготовку и
под валы выхода заготовки. Если планка будет слишком низко, то заготовка будет останавливаться так как выходные валы не смогут тянуть деталь.
7
Page 8
Используйте шаблон, чтобы установить
планку равномерно с обеих сторон строгальной головы, размер должен быть 0.000-
0.001” (0.02 мм) ниже строгальных элементов ножевого вала.
Рис. 11 показывает винт регулирования высоты (D) и винт регулирования пружины
прижима(E) для защитной планки. Эта начальная установка - отправная точка, а заключительное регулирование, вероятно,
придется сделать
во время проверки станка
после всех регулировок при пропуске заготовки.
Валы выхода детали
Два вала выхода детали имеют почти гладкую поверхность, цельнометаллические,
чтобы избежать портить законченную поверхность отстроганного материала. Их
функция вытянуть деталь из станка после
того, как она вышла из под вала подачи заготовки и не
остановилась. Правильное свободное регулирование положения валов1/32” (0.8 мм) ниже строгальных вставок
ножевого вала.
Используйте шаблон, такой как цифровой
индикатор (иллюстрация 9) или деревянный
блок, установка и регулировка валов выхода
детали осуществляется так же как вала подачи заготовки.
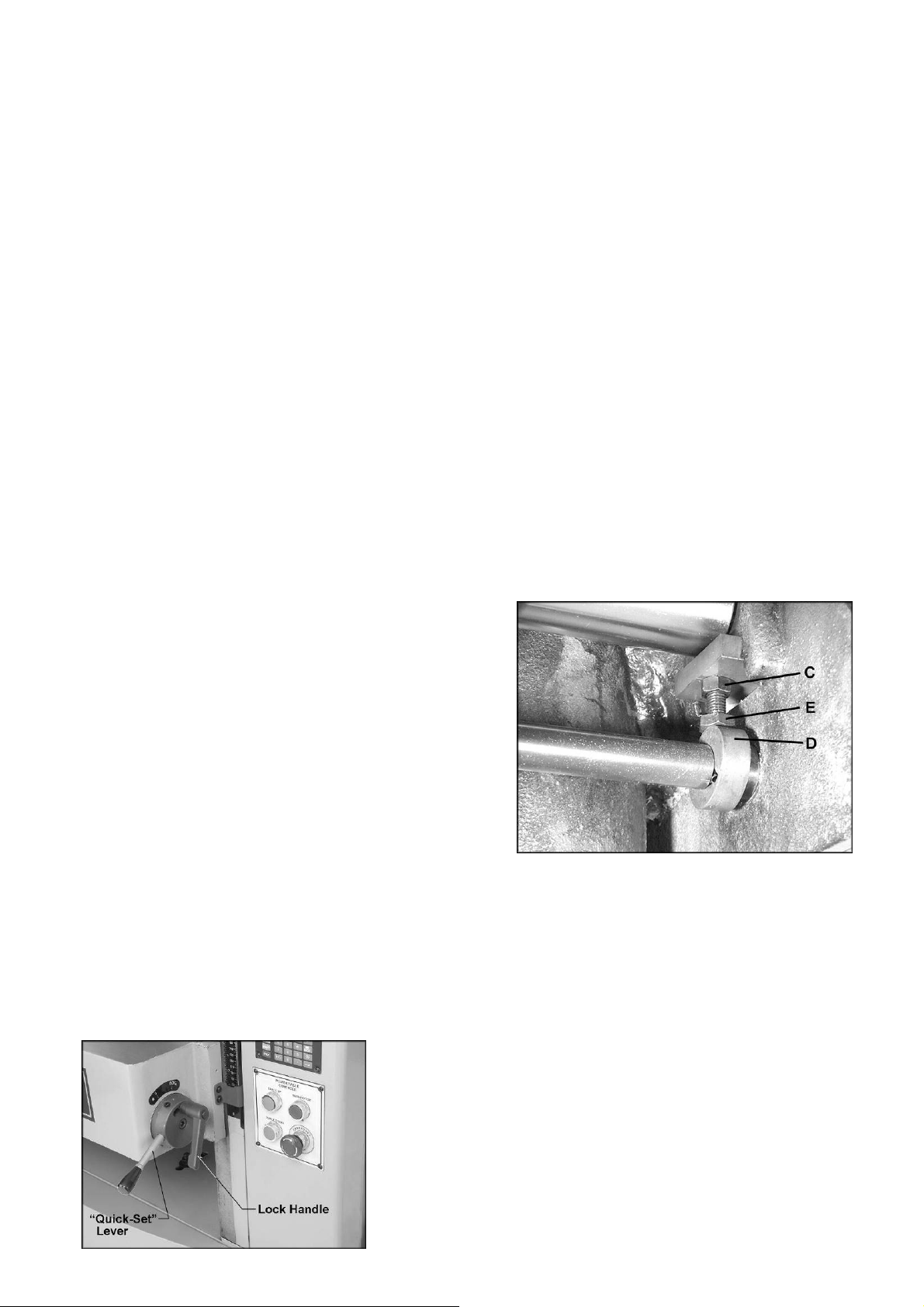
Чтобы установить высоту роликов стола,
ослабьте стопорную ручку эксцентрика (Рис.
12) и поверните рычаг быстрого подъёма.
Повторно затяните стопорную ручку эксцентрика, чтобы зафиксировать регулирование.
Ролики стола установлены на заводе для
среднего положения строгания, они параллельны по отношению к поверхности стола.
Если они нуждаются в регулировке сделайте
следующее:
Отключите станок от электропитания
1.
2. Ослабьте стопорную ручку эксцентрика
(иллюстрация 12) и поверните рычаг быстрого подъёма в ноль.
3. Используйте шаблон, чтобы найти рас-
стояние от вершины стола до вершины
ролика стола. Ноль шаблон в этом положении.
4. Если установка шаблона больше или
меньше чем ноль, регулировочный болт
столом надо освободить от зажима
под
стопорной гайки (C, Рис. 13), который
находится выше эксцентрика (D, Рис. 13)
около конца ролика, который нуждается
в установке. Вращайте винт с головкой
(E, Рис. 13), пока шаблон не установится
в ноль.
Регулируйте высоту используя винты (F, Рис.
11). Когда закончена установка, затяните
стопорные гайки на
винтах (F, Рис. 11).
Ролики стола
Станок поставляется с двумя роликами в
столе, которые вращаются, когда деталь
проходит через станок, таким образом, снижая трение. Невозможно дать точные размеры правильной установки высоты роликов
стола, потому что каждый вид древесины ведет себя по-разному.
Как правило, когда строгаются грубые материалы, ролики
стола необходимо поставить в верхнее положение. Когда строгаются
гладкие материалы, то ролики надо установить в нижнем положении.
Строгальный станок оборудован эксцентриковым подъёмом - опусканием роликов стола
при помощи рычага. См. Рис. 12. Диапазон
0.00 до 0.05” (0 – 1,3 мм).
Рис. 12
Рис. 13
5. Повторите процесс для другой стороны
ролика стола, и затем повторно проверьте правильную сторону. Важно, что оба
конца роликов стола – на одной высоте,
чтобы облегчить движение заготовки через станок.
6. Затяните стопорную гайку на каждой
стороне и проверьте второй ролик стола,
ВАЖНО: Убедитесь, что высота переднего и
заднего роликов одинаковая. Ролики стола
всегда должны быть параллельны к его поверхности.
Регулировка стола
Стол строгального станка поднимается и понижается винтами, располагается на двух
колоннах, и скользит по палзунам с четырех
сторон станка. Палзуны препятствуют тому,
чтобы стол качался, и регулируются планками с тремя винтами. См. Рис. 14.
8
Page 9
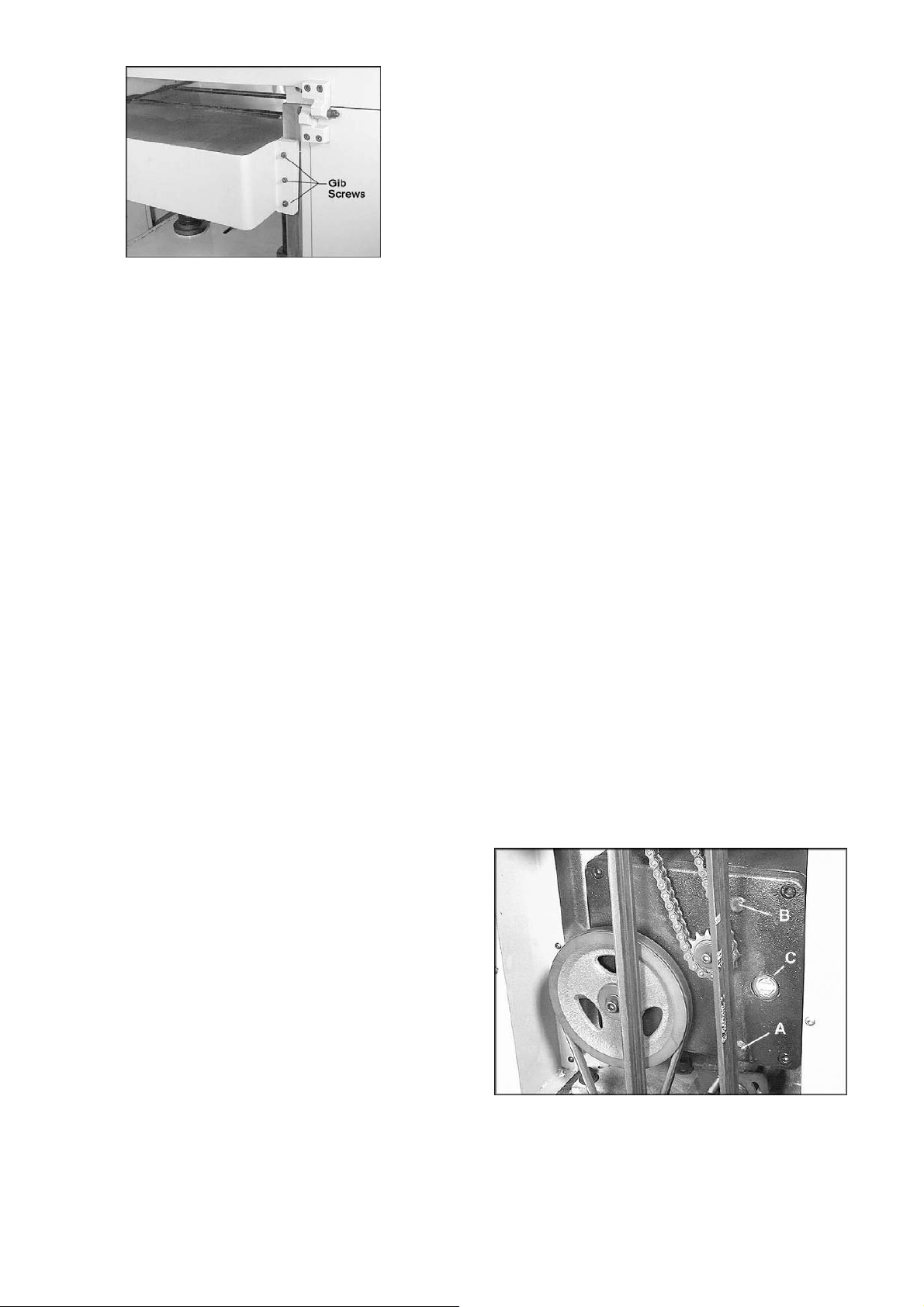
Рис. 14
Чтобы выполнить точный подъём стола, он
должен быть параллельным со строгальным
валом. Недостаточная параллельность приводит к перекосу детали по ширине стола.
Чтобы установить параллельность делают
следующее:
1. Поместите шаблон на стол, поднимите
стол до контакта со строгальными элементами ножевого вала, Сделайте это в
каждом конце ножевого вала
и сравните
измерения.
2. Если стол не параллелен с ножевым ва-
лом, поставьте шаблон со стороны, которая должна быть поднята.
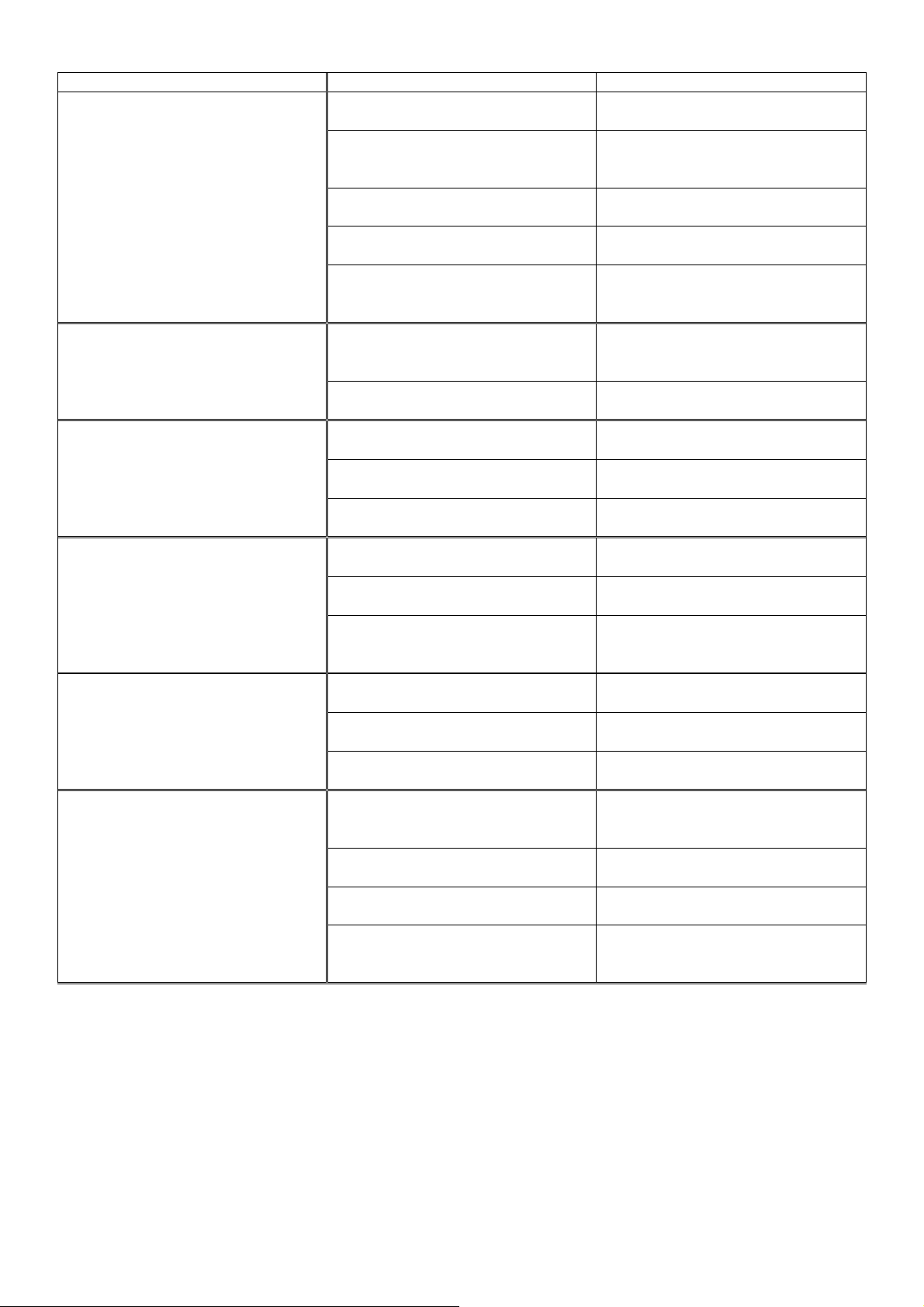
3. Ослабьте три винта (A, Рис. 15) снизу
стола.
4. Поместите пруток или отвёртку в одно из
отверстий (B, Рис. 15) и поверните колонну (C, Рис. 15), чтобы поднять стол,
пока шаблон не встанет под
ножевой вал
надлежащим образом. Такой же эффект
может быть достигнут, понижая другую
сторону стола.
5. По окончанию выставления затяните вин-
ты (A, Рис. 15).
Произведите контрольный запуск станка с
заготовкой и ещё раз проверьте деталь после выхода из станка. Убедитесь, что качество детали соответствует вашим требованиям.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Внимание: перед
проведением работ по
техническому обслуживанию отключайте станок от источника электропитания.
Чтобы убедиться, что станок правильно
отрегулирован, все болты затянуты, ремни в
хорошем состоянии, в электрическом оборудовании не скопилась пыль и стружка, а
также не износились и не разболтались
электрические соединения, требуется периодическое и систематическое обслуживание.
Накопившиеся опилки и
другой мусор могут вызвать сбои в работе станка. Периодическая очистка не только рекомендуется, но
и является обязательной для качественной
работы строгального станка.
Точно устанавливаемые детали, например, ножи строгального вала – посадочные
места, упоры, должны очищаться при помощи ткани или щетки, а также негорючим рас-
творителем, и освобождаться
от застрявших
инородных тел.
Удаляйте смолу и стружку с валов и стола
при помощи мягкой ветоши и растворителя.
Периодически проверяйте цепи на предмет правильного натяжения и соответственно
регулируйте их, если это необходимо.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки,
плоские, поликлиновые, клиновые и другие
ремни, а также
цепи, используемые в конструкции станка, относятся к деталям быстроизнашивающимся (расходные материалы) и
требуют периодической замены. Гарантия на
такие детали не распространяется. Защитные кожуха, отдельные детали из пластика и
алюминия, используемые в конструкции
станка, выполняют предохранительные
функции. Замене по гарантии такие детали
не подлежат.
Подшипники используемые в станке
за-
крытого типа и не требуют обслуживания.
Смазка коробки передач
Машинное масло в редукторе необходимо
менять по крайней мере один раз в год. Для
этого подходит трансмиссионное масло для
редукторов.
Чтобы заменить масло в редукторе:
1. Открутите сливную пробку (А, Рис. 20) и
крышку заливной горловины (В, Рис. 20).
Слейте грязное масло.
Затяните сливную пробку (А, Рис. 20).
2.
3. Залейте через отверстие чистое масло на
60-90 %(В, Рис. 20).
4. Затяните крышку заливной горловины (В,
Рис. 20).
Через смотровое окно (C, Рис. 20) периодически проверяйте уровень масла, при утечке
доливайте.
Рис. 20
9
Page 10
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ / Неисправности станка JWP-2510
Неисправность Причина Устранение
Сильный шум во время работы
(ПРИМЕЧАНИЕ: шум невоз-
можно полностью устранить,
но можно максимально снизить.)
Неровная текстура
Прерывистая структура
Шероховатая / рельефная
структура
Округлая, блестящая поверхность
Плохая подача заготовки
Неправильно отрегулированы
ролики стола.
Недостаточная опора длинной
заготовки.
Неравномерный прижим заготовки.
Затупились строгальные элементы.
Части заготовки неправильно
соединены.
Древесина для строгания имеет большую влажность.
Затупились строгальные элементы.
Строгальные элементы сильно
врезаются в заготовку.
Строгальные элементы режут
против волокон древесины.
Затупились строгальные элементы.
Затупились строгальные элементы.
Строгальные элементы сильно
врезаются в заготовку.
Древесина для строгания имеет большую влажность.
Затупились строгальные элементы.
Скорость подачи слишком мала.
Глубина врезания слишком
мала.
Слабый прижим подающего
вала.
Стол станка слишком шероховатый или грязный.
Проскальзывание клинового
ремня на электродвигателе.
Поверхность выходного вала
слишком гладкая.
Отрегулируйте высоту роликов.
Для поддержки длинных заготовок используйте расширения стола.
Отрегулируйте давление роликов подачи.
Поверните или замените режущие элементы.
Соедините части заготовки во
время прохождения через
станок.
Удалите влагу из дерева путем
его сушки или возьмите другую заготовку.
Поверните или замените строгальные элементы.
Отрегулируйте глубину съёма.
Строгайте вдоль структуры
древесины.
Поверните или замените строгальные элементы.
Поверните или замените строгальные элементы.
Отрегулируйте глубину съёма.
Удалите влагу из дерева путем
его сушки или возьмите другую заготовку.
Поверните или замените строгальные элементы.
Увеличьте скорость подачи.
Увеличьте глубину.
Отрегулируйте прижим заготовки. Если вал имеет большую выработку, замените его.
Очистите смолу и стружку,
покройте стол воском.
Натяните клиновой ремень.
Слегка зачистите поверхность
выходного вала крупной
шкуркой.
10
Page 11
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ / Проблемы механики и электрики станка JWP-2510
Неисправность Причина Устранение
Неравномерное снятие поверхности по сторонам
Толщина доски не соответствует указателю на шкале
станка
Строгальный вал не выровнен
по отношению к столу.
Рейсмусовый стол не выставлен относительно строгальной
головы.
Шкала глубины врезания показывает неправильно.
Нет питания.
Отрегулируйте положение
стола.
Отрегулируйте положение
стола.
Отрегулируйте глубину на
шкале станка. Для большей
точности используйте световое табло панели управления.
Проверьте, подключен ли станок к питанию.
Когда происходит перегрузка
станка на участке прерывателя цепи, для перегрузки станку требуется время, чтобы ос-
Автоматическое отключение
при перегрузке залипает.
тыть. Дайте станку, как следует остыть, прежде чем попробовать перезапустить его.
Если проблема остаётся, проверьте пускатель и эл. защиту
двигателя внутри распределительной коробки.
Одна из причин отключения
станка в результате перегруз-
Станок не запускается, перезапускается или постоянно
разъединяет прерыватель цепи или выбивает предохранители
Станок регулярно отключается.
ки, не связанная с электрикой
станка – строгальные элементы сильно врезаются в заготовку.
Если сильное врезание режущих элементов не является
причиной.
Проверьте правильность и надёжность всех электрических
соединений. Все электрические соединения, кроме двигателя, проверены и протестированы на заводе. Поэтому
Плохая проводка
особое внимание необходимо
уделить соединениям двигателя, поскольку именно там
наибольшая вероятность сбоя.
Если проблема продолжается,
повторно проверьте заводские
соединения.
11
Page 12
Неисправность Причина Устранение
Поломка двигателя. Если вы подозреваете полом-
ку двигателя, то квалифицированный электрик может
проверить функционирование
двигателя или можно снять
двигатель и отдать его в специализированную ремонтную
мастерскую для тестирования.
Проверьте, правильно ли подсоединены и надёжно ли за-
Неправильное подключение.
фиксированы все электрические соединения. Если необходимо, подкорректируйте.
Поломка выключателя. Если вы подозреваете полом-
ку выключателя, то либо попросите квалифицированного
электрика проверить функционирование выключателя,
либо замените выключатель
на новый.
ПРИНАДЛЕЖНОСТИ
1791212 четырёхгранные ножи (набор из 10 шт.)
12
Page 13

1. Передняя панель
Блок управления (M15S)
Дисплей для заданного значения
Дисплей для фактического значения
13
Page 14

2. Режимы работы
Два режима работы – РУЧНОЙ и АВТОМАТИЧЕСКИЙ.
В ручном режиме работы оператор поднимает и опускает стол при помощи кнопок на клавиатуре.
В автоматическом режиме работы стол перемещается в соответствии с установленным значением при нажатии на клавишу “Table Up” (поднять стол) или “Table Down” (опустить стол) на панели управления.
для выбора режима работы: ручной или автоматический.
Нажмите
Если
загорится индикатор, выбран ручной режим.
Если
индикатор не горит, выбран автоматический режим.
Ручной режим работы.
Функции клавиатуры:
Кнопки управления строгальным столом «fast forward» (быстрое перемещение вверх) и «fast
backward» (быстрое перемещение вниз) имеют те же функции, что и кнопки «forward» (вверх)
и «backward» (вниз).
Если нажата клавиша «forward» (вверх), стол перемещается вниз (эту операцию можно выполнить, нажав на кнопку “Table Down” (опускание стола) на станке).
Если нажата клавиша «backward» (назад), стол поднимается вверх (эту операцию
можно вы-
полнить, нажав на кнопку “Table Up” (подъем стола) на станке).
В ручном режиме стол перемещается, пока клавиша нажата и удерживается. Движение стола
прекращается при отпускании клавиши.
Этот режим можно использовать для ручного позиционирования и регулировочных работ.
Автоматический режим
В автоматическом режиме выполняется автоматическое позиционирование стола в соответствии
с установленным
значением. Необходимо нажать и удерживать кнопки “Table Up” (подъем стола) или “Table Down” (опускание стола); стол автоматически остановится в соответствии с установленным значением. Отожмите кнопку.
Установка значения
Шаг 1: Нажмите
(индикатор окна начет мигать).
Шаг 2: Введите значение, при помощи клавиатуры.
Шаг 3: Нажмите
, чтобы завершить операцию.
индикатор начнет мигать – блок управления готов к позиционированию.
14
Page 15

Старт / стоп / отмена
Нажмите
для начала позиционирования. Индикатор перестанет мигать и останется све-
тящимся до окончания операции.
Нажмите
Если нажать клавишу
чтобы отменить операцию позиционирования. Индикатор погаснет.
во время выполнения операции позиционирования, операция бу-
дет прервана, станок остановится и индикатор
нажмите
.
Для установки другого значения нажмите
Пример:
Заданное значение на дисплее = 100.00 мм
Фактическое значение на дисплее = 100.00 мм
Изменения заданного значения до 20.25 vv,
Шаг 1: Нажмите
, индикатор на дисплее заданного значения начнет мигать.
погаснет. Чтобы повторить операцию,
- и введите новое значение -
Дисплей
Шаг 2: Задайте новой значение (например: 20.25 мм)
Нажмите
Дисплей
Шаг 3: Нажмите
для завершения операции.
Индикатор старта
начнет мигать – готов к позиционированию.
Нажмите
для начала операции позиционирования или нажмите
Заданное значение
Текущее значение
Заданное значение
Текущее значение
для отмены.
15
Page 16

3. Программирование установленных значений (10 установок)
Для удобства работы с часто используемыми установками (например, различная толщина заготовки) при нажатии клавиши 0 – 9 автоматически загружается соответствующее установленное
значение, и позиционирование можно начать немедленно.
Ввод установленного значения:
Шаг 1: Нажмите
Шаг 2: Выберете клавиши от 0 до 9 (всего 10 значений).
Шаг 3: Введите установленное значение.
Шаг 4: Нажмите
для подтверждения операции.
Выполняйте данные операции для введения другого установленного значения.
Нажмите
для выхода из режима ввода установленного значения.
Пример: программирование 0 = 10.00 мм; программирование 1 = 20.00 мм
Шаг 1: Шаг
Дисплей
Шаг 2: Нажмите
[выбор клавиши 0 для установленного значения]
Шаг 3: Нажмите
[введите значение]
Шаг 4: Нажмите
Шаг 5: Нажмите
[завершение операции]
[ выбор клавиши 1 для установленного значения]
Шаг 6: Нажмите
[введите значение]
Шаг 7: Нажмите
[завершение операции]
Шаг 8: Нажмите
для входа.
Выполнение операции:
Шаг 1: Установите автоматический режим работы,
Шаг 2: Нажмите клавишу 0 – 9.
индикатор старта начнет мигать – готов к началу операции.
16
индикатор погаснет.
Page 17

Пример: программа 0 = 10.00 мм; программа 1 = 20.00 мм.
Шаг 1: В автоматическом режиме
индикатор не горит.
Шаг 2: Нажмите
[выбор запрограммированной клавиши 0]
На дисплее появится установленного значение: 10.00 м (Программа 0]
индикатор мигает, операция завершена.
Нажмите
для начала позиционирования.
4. Выбор направления нумерации
Вы можете выбрать направление нумерации в соответствии с перемещением стола.
Шаг 1: Нажмите
Дисплей
.......................[по умолчанию]
Шаг 2: Нажмите
для изменения направления нумерации.
“-dir” числа убывают при подъеме стола (в соответствии со шкалой на станке).
“dir-“ числа возрастают, когда стол поднимается.
Шаг 3: Нажмите
для подтверждения установки или нажмите
5. Выбор режима позиционирования
Шаг 1: Нажмите
Шаг 2: Нажмите
для выбора
a. ---| |--- оба направления
b. ---| влево
c. |--- вправо
Шаг 3: Нажмите
для подтверждения или нажмите
для отмены.
для отмены.
17
Page 18

6. Установка запрограммированного предела (макс. предел / мин. предел)
Существует возможность установки макс. и мин. предела. Если границы будут превышены, на
дисплее появится сообщение об ошибке.
Для установки нижней границы предела нажмите
Для установки верхней границы предела нажмите
7. Установка значения допустимого отклонения
Значение допустимого отклонения определяет точность позиционирования.
Шаг 1: Нажмите
Дисплей
...............[по умолчанию]
Шаг 2: Введите значение допустимого отклонения.
Шаг 3: Нажмите
для подтверждения или нажмите
для отмены.
8. Установка фактического предела подъёма
Эта функция определяет значение скорости, которое определяется как наименьшее для данного станка.
Если блок управления начинает перемещение стола, и стол не перемещается или перемещается
с меньшей скоростью, чем установлено, стол остановиться и на дисплее появится надпись: отказ двигателя.
Нажмите
для отмены.
18
Page 19

Установка фактического предела подъёма
Шаг 1: Нажмите
Дисплей
...............[по умолчанию]
Шаг 2: Введите фактический размер проёма от 0 до 99
0 = установленный нижний предел
1 = очень низкий предел
:
:
99 = установленный максимальный предел
Шаг 3: Нажмите
для подтверждения или нажмите
для отмены.
9. Установка линейной коррекции
Примечание: единица установки измерения линейной коррекции – мм, НЕ дюймы. Эта функ-
ция обеспечивает точный отсчет перемещения стола.
Шаг 1: Нажмите
Дисплей
Шаг 2: Введите значение между 0.0001 и 9.9999.
Шаг 3: Нажмите
для подтверждения или нажмите для отмены.
10. Режим фиксирования заданных параметров
Данная функция служит для блокировки или разблокировки закладываемых параметров. Если
параметр заблокирован, пользователь может только видеть значение, но не изменять его.
Шаг 1: Нажмите
Дисплей
Шаг 2: Введите пароль.
19
Page 20

Шаг 3: Используйте
для перемещения между параметрами.
Шаг 4: Нажмите
для блокировки или разблокировки параметра.
On = разблокировка
Off = блокировка
Шаг 5: Нажмите
для подтверждения или нажмите
для отмены.
11. Проверка программного обеспечения
Для проверки поставляемой версии программы M15S Controller:
Шаг 1: Нажмите
Дисплей
В окне фактического значения Вы увидите номер поставляемой версии программного обеспечения.
Шаг 2: Нажмите
для подтверждения или нажмите
для отмены.
12. Загрузка исходных значений
Фактическое значение определяется расстоянием между рабочим столом и строгальной головой. Строгальная голова определяет точку отсчета 0. Однако очень трудно или невозможно переместить рейсмусовый стол в эту точку. Поэтому точку отсчета 0 можно вычислить, расположив шаблон между столом и строгальным ножом, или произведя пробное строгание и измерив
толщину заготовки штангенциркулем.
Установите фактическое значение в блок управления
следующим образом:
Задайте фактическое значение:
Загрузите фактическое значение:
Шаг 1: Нажмите
Шаг 1:
Шаг 2: Введите значение.
Шаг 3: Нажмите
Дисплей
Шаг 2: Нажмите
для подтверждения или
нажмите
20
для отмены
Page 21

Пример:
Текущее значение равно 10.00 мм, а актуальная толщина равна 10.50 мм.
Шаг 1: Нажмите
Дисплей
Шаг 2: Нажмите
Шаг 3: Нажмите
Шаг 4: Нажмите
13. Переключение между метрической и дюймовой системой мер
Специальная клавиша mm/inch (мм / дюймы) служит для переключения между метрической и
дюймовой системой мер. Индикатор на клавише показывает выбранные единицы. Переключение между миллиметрами или дюймами не влияет на работу функций управления.
14. Фиксирование точности задаваемого значения
Шаг 1: Нажмите
Шаг 2: Используйте
Шаг 3: Нажмите
для выбора точности.
для подтверждения или нажмите для отмены.
21
Page 22

15. Калибровка
Шаг 1: Нажмите
Дисплей
Шаг 2: Используйте данные параметры на дисплее
пока рейсмусовый стол не завершит перемещение.
16. M15S Устранение неисправностей
Дисплей
,
Если стол перемещается не в том направлении, появится сообщение “измените RST”. Например,
блок управления направляет стол вверх, а стол начинает двигаться в противоположном направлении. Как правило, это обуславливается неправильным подключением трехфазного двигателя.
Нажмите
, чтобы очистить дисплей.
Проверьте подключение и исправьте, если необходимо.
Дисплей
Возможные причины
a. не работает датчик
b. плохое штекерное соединение
c. повреждено подключение
d. слишком большой зазор между датчиком и магнитной линейкой
проверьте датчик, кабель и соединения датчика.
22
Page 23

Дисплей
Возможная причина: неправильная эксплуатация
Нажмите
чтобы очистить дисплей.
Дисплей
Это сообщение появляется после включения в сеть и информирует о том, что батарея разряжена. Необходимо заменить баратею типа С. Замените батарею следующим образом:
1. Откройте крышку станка с правой стороны.
2. Выключите станок из сети. Осторожно! Не перемещайте стол, пока станок отключен от пи-
тания. Замените батарею и
включите станок в сеть. Блок управления снова готов к работе.
23
Page 24

Список деталей
Column Assembly
24
Page 25

Parts List: Column Assembly
Index No. Part No. Description Size Qty
1 ............... WP2510-401 ............ Idler Support Base ............................................... .................................... 1
2 ............... TS-1540071 ............. Hex Nut ................................................................ M10 ............................. 2
3 ............... TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 1
4 ............... 6012082 ................... Shaft .................................................................... .................................... 1
5 ............... 6012286 ................... Sprocket ............................................................... .................................... 1
6 ............... 6012287 ................... Sprocket Bracket ................................................. ............. ....................... 1
7 ............... TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 4
8 ............... WP2510-408 ............ Shaft .................................................................... .................................... 1
9 ............... TS-1541041 ............. Nylon Insert Lock Nut .......................................... M10 ............................. 2
10 ............. TS-1505071 ............. Socket Head Cap Screw ..................................... M10x45 ....................... 1
11 ............. WP2510-411 ............ Spring .................................................................. .................................... 1
12 ............. TS-1502031 ............. Socket Head Cap Screw ..................................... M5x12 ......................... 4
13 ............. TS-1551031 ............. Lock Washer ........................................................ M5 ............................... 4
14 ............. WP2510-414 ............ Shoulder Screw ................................................... .................................... 4
15 ............. TS-1541031 ............. Nylon Insert Lock Nut .......................................... M8 ............................... 4
16 ............. WP2510-416 ............ Cylinder ................................................................ ........... ......................... 2
17 ............. WP2510-417 ............ Controller ............................................................. .................................... 1
18 ............. WP2510-418 ............ Cord ..................................................................... .................................... 1
19 ............. WP2510-419 ............ Left Column ......................................................... ............... ..................... 1
20 ............. TS-1506051 ............. Socket Head Cap Screw ..................................... M12x40 ..................... 12
21 ............. TS-1551081 ............. Lock Washer ........................................................ M12 ........................... 12
22 ............. TS-2360121 ............. Flat Washer ......................................................... M12 ........................... 12
23 ............. WP2510-423 ............ Shaft .................................................................... .................................... 1
24 ............. WP2510-424 ............ Shaft .................................................................... .................................... 1
25 ............. WP2510-425 ............ Pointer ................................................................. .................................... 1
26 ............. TS-2171012 ............. Pan Head Screw .................................................. M4x6 ........................... 1
27 ............. WP2510-427 ............ Pin ........................................................................ .................................... 1
28 ............. 6012214 ................... Handle Knob ........................................................ .................................... 1
29 ............. 6012213 ................... Handle Shaft ........................................................ .................................... 1
30 ............. WP2510-430 ............ Shift Hub .............................................................. .................................... 1
31 ............. WP2510-431 ............ Steel Ball .............................................................. .................................... 1
32 ............. WP2510-432 ............ Spring .................................................................. .................................... 1
33 ............. TS-1524031 ............. Set Screw ............................................................ M8x12 ......................... 1
35 ............. WP2510-435 ............ Right Column ....................................................... .................................... 1
36 ............. WP2510-436 ............ Plastic Cover ........................................................ .................................... 3
37 ............. TS-1550021 ............. Flat Washer ......................................................... M4 ............................... 6
38 ............. WP2510-438 ............ Limit Switch Cord..................................18AWG x 2C x 750mm .............. 1
39 ............. WP2510-439 ............ Limit Switch .......................................................... .................................... 1
40 ............. TS-2284302 ............. Pan Head Screw .................................................. M4x30 ......................... 6
41 ............. WP2510-441 ............ Limit Switch Cord..................................18AWG x 2C x 400mm .............. 1
42 ............. WP2510-442 ............ Limit Switch Cord..................................18AWG x 2C x 900mm .............. 1
43 ............. WP2510-443 ............ Right Cover .......................................................... .................................... 1
44 ............. WP2510-444 ............ Left Panel ............................................................. .................................... 1
45 ............. WP2510-445 ............ Left Cover ............................................................ .................................... 1
46 ............. WP2510-446 ............ Cylinder Bracket .................................................. .................................... 2
47 ............. WP2510-447 ............ Right Panel .......................................................... .................................... 1
48 ............. TS-1505061 ............. Socket Head Cap Screw ..................................... M10x40 ....................... 1
49 ............. WP2510-449 ............ Washer ................................................................ .................................... 1
50 ............. WP2510-450 ............ Shaft .................................................................... .................................... 1
51 ............. TS-1504081 ............. Socket Head Cap Screw ..................................... M8x40 ......................... 2
52 ............. TS-1551061 ............. Lock Washer ........................................................ M8 ............................... 2
53 ............. TS-1540041 ............. Hex Nut ................................................................ M6 ............................... 1
54 ............. WP2510-454 ............ Spring .................................................................. .................................... 1
55 ............. TS-1523061 ............. Set Screw ............................................................ M6x20 ......................... 1
................. WP2510-IA .............. Idler Assembly (Items 56 thru 68) ........................ .................................... 1
56 ............. WP2510-456 ............ Idler ...................................................................... .................................... 1
57 ............. WP2510-457 ............ Idler Bracket ......................................................... .................................... 1
25
Page 26

Parts List: Column Assembly
Index No. Part No. Description Size Qty
58 ............. WP2510-458 ............ Spring .................................................................. .................................... 1
59 ............. WP2510-459 ............ Plate ..................................................................... .................................... 1
60 ............. WP2510-460 ............ Bolt ....................................................................... .................................... 1
61 ............. TS-1505041 ............. Socket Head Cap Screw ..................................... M10x30 ....................... 1
62 ............. WP2510-462 ............ C-Ring .................................................................. ........... ......................... 1
63 ............. BB-6200ZZ .............. Ball Bearing ......................................................... 6200ZZ ....................... 1
64 ............. TS-1540071 ............. Hex Nut ................................................................ M10 ............................. 2
65 ............. WP2510-465 ............ Socket Head Cap Screw ..................................... M8x8 ........................... 1
66 ............. TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 1
67 ............. TS-1504121 ............. Socket Head Cap Screw ..................................... M8x60 ......................... 1
68 ............. TS-1540061 ............. Hex Nut ................................................................ M8 ............................... 1
69 ............. WP2510-469 ............ Inner Plate ........................................................... .................................... 1
70 ............. WP2510-470 ............ Outer Plate (Controls) .......................................... .................................... 1
71 ............. WP2510-471 ............ Main Motor Pushbutton Switch ............................ .................................... 1
72 ............. WP2510-472 ............ Emergency S top Pushbutton Switch ................... .................................... 1
73 ............. WP2510-473 ............ Table Pushbutton Switch ..................................... .................................... 2
74 ............. WP2510-474 ............ Screw .................................................................. M3x15 ......................... 2
75 ............. TS-2244102 ............. Button Head Socket Screw .................................. M4x10 ......................... 8
76 ............. TS-2246102 ............. Button Head Socket Screw .................................. M6x10 ....................... 28
77 ............. WP2510-477 ............ Limit Switch .......................................................... .................................... 2
26
Page 27

Gearbox Assembly
27
Page 28

Parts List: Gearbox Assembly
Index No. Part No. Description Size Qty
................. WP2510-100 ............ Gearbox Assembly (index nos. 1 through 40) ..... .................................... 1
1 ............... TS-1505021 ............. Socket Head Cap Screw ..................................... M10x20 ....................... 5
2. .............. 6012047 ................... Washer ................................................................ .................................... 1
3 ............... 6012046 ................... Pulley ................................................................... .................................... 1
4 ............... TS-1504041 ............. Socket Head Cap Screw ..................................... M8x20 ......................... 1
5 ............... TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 1
6 ............... 6012050 ................... Sprocket ............................................................... .................................... 1
7 ............... WP2510-107 ............ Pin ........................................................................ .................................... 2
8 ............... WP2510-108 ............ Gearbox Cover .................................................... .................................... 1
9 ............... WP2510-109 ............ Gasket ................................................................. .................................... 1
10 ............. WP2510-110 ............ Key ....................................................................... 5x5x16 ........................ 1
11 ............. WP2510-111 ............ Key ....................................................................... 5x5x10 ........................ 4
12 ............. WP2510-112 ............ Oil Seal ................................................................ .................................... 1
13 ............. BB-6204VV .............. Ball Bearing ......................................................... 6204VV ....................... 2
14 ............. 6012037 ................... Gear ..................................................................... 20T ............................. 2
15 ............. WP2510-115 ............ S-Ring .................................................................. .................................... 4
16 ............. BB-6201VV .............. Ball Bearing ........................................................ 6201VV ....................... 6
17 ............. WP2510-117 ............ Oil Seal ................................................................ .................................... 1
18 ............. WP2510-118 ............ S-Ring .................................................................. .................................... 1
19 ............. WP2510-119 ............ Key ....................................................................... 8x7x72 ........................ 1
20 ............. WP2510-120 ............ Shaft .................................................................... .................................... 1
21 ............. WP2510-121 ............ Gear ..................................................................... .................................... 1
22 ............. WP2510-122 ............ Shaft .................................................................... .................................... 1
23 ............. 6012041 ................... Gear ..................................................................... 60T ............................. 2
24 ............. WP2510-124 ............ Key ....................................................................... 5x5x20 ........................ 2
25 ............. WP2510-125 ............ Shaft .................................................................... .................................... 1
26 ............. WP2510-126 ............ Oil Level Sight Glass ........................................... .................................... 1
27 ............. WP2510-127 ............ Gear ..................................................................... .................................... 1
28 ............. WP2510-128 ............ Shaft .................................................................... .................................... 1
29 ............. WP2510-129 ............ Gear ..................................................................... .................................... 1
30 ............. WP2510-130 ............ Gear ..................................................................... .................................... 1
31 ............. WP2510-131 ............ Shift Fork ............................................................. .................................... 1
32 ............. WP2510-132 ............ Pin ........................................................................ .................................... 1
33 ............. 6012061 ................... Lever .................................................................... .................................... 1
34 ............. WP2510-134 ............ S-Ring .................................................................. .................................... 1
35 ............. TS-1523021 ............. Set Screw ............................................................ M6x8 ........................... 1
36 ............. WP2510-136 ............ Bushing ................................................................ .................................... 1
37 ............. TS-1523011 ............. Set Screw ............................................................ M6x6 ........................... 1
38 ............. WP2510-138 ............ Shift Shaft ............................................................ .................................... 1
39 ............. WP2510-139 ............ Gearbox ............................................................... .................................... 1
40 ............. WP2510-140 ............ Oil Plug ................................................................ .................................... 2
28
Page 29

Parts List: Cutterhead Assembly
Index No. Part No. Description Size Qty
1 ............... WP2510-201 ............ Socket Head Cap Screw ..................................... M10x75 ....................... 2
2. .............. TS-1550071 ............. Flat Washer ......................................................... M10 ........................... 12
3 ............... 6012132 ................... Spring .................................................................. .................................... 2
4 ............... WP2510-204 ............ Wave Washer ...................................................... .................................... 1
5 ............... TS-1505061 ............. Socket Head Cap Screw ..................................... M10x40 ....................... 4
6 ............... WP2510-206 ............ Pressure Bar ........................................................ .................................... 1
7 ............... TS-1540071 ............. Hex Nut ................................................................ M10 ........................... 10
8 ............... WP2510-208 ............ Needle Bearing .................................................... NA-6906 ......... ............ 6
9 ............... WP2510-209 ............ Set Screw ............................................................ M6x30 ......................... 6
10 ............. TS-1540041 ............. Hex Nut ................................................................ M6 ............................... 6
11 ............. 6012141 ................... Bearing Housing .................................................. .................................... 6
12 ............. TS-1503041 ............. Socket Head Cap Screw ..................................... M6x16 ....................... 12
13 ............. WP2510-213 ............ Plate ..................................................................... .................................... 6
14 ............. WP2510-214 ............ Rear Outfeed Roller ............................................. .................................... 1
15 ............. WP2510-215 ............ Key ....................................................................... 5x5x12 ........................ 2
16 ............. WP2510-216 ............ C-Ring .................................................................. ........... ......................... 6
17 ............. 6012177 ................... Spacer ................................................................. .................................. 79
18 ............. WP2510-218 ............ C-Ring .................................................................. ........... ......................... 6
19 ............. WP2510-219 ............ Sprocket ............................................................... ............ ........................ 2
20 ............. TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 3
21 ............. TS-1504041 ............. Socket Head Cap Screw ..................................... M8x20 ......................... 2
22 ............. WP2510-222 ............ Key ....................................................................... 8x7x35 ........................ 2
23 ............. WP2510-223 ............ Front Outfeed Roller ............................................ .................................... 1
24 ............. WP2510-224 ............ Socket Head Cap Screw (Left Thread) ............... M8x20 ......................... 1
25 ............. WP2510-225 ............ Sprocket ............................................................... 22T ............................. 2
26 ............. WP2510-226 ............ S-Ring .................................................................. .................................... 1
27 ............. WP2510-227 ............ Ball Bearing ......................................................... 6210VV ....................... 2
28 ............. WP2510-228 ............ Bushing ................................................................ .................................... 1
................. WP2510-HCA .......... Helical Cutterhead Assembly (includes #29, 68, 69) ................................ 1
29 ............. WP2510-829 ............ Helical Cutterhead ............................................... .................. .................. 1
30 ............. BB-6008VV .............. Ball Bearing ......................................................... 6008VV ....................... 1
31 ............. BB-6007VV .............. Ball Bearing ......................................................... 6007VV ....................... 1
32 ............. WP2510-232A ......... S-Ring .................................................................. .................................... 1
33 ............. WP2510-233 ............ Chain ................................................................... #40 x 58P ................... 1
34 ............. WP2510-234 ............ Chain ................................................................... #40 x 74P ................... 1
35 ............. TS-1505081 ............. Socket Head Cap Screw ..................................... M10x50 ....................... 4
36 ............. TS-1551071 ............. Lock Washer ........................................................ M10 ............................. 6
37 ............. WP2510-237 ............ Pin ........................................................................ .................................... 4
38 ............. TS-1505021 ............. Socket Head Cap Screw ..................................... M10x20 ....................... 7
39 ............. WP2510-239 ............ Spring Support Shaft ........................................... .................................... 2
40 ............. TS-1524021 ............. Set Screw ............................................................ M8x10 ....................... 12
41 ............. WP2510-241 ............ Left Cutterhead Base ........................................... .................................... 1
42 ............. WP2510-242 ............ Cutterhead Base Support Shaft ........................... .................................... 2
43 ............. WP2510-243 ............ Chipbreaker Support Shaft .................................. .................................... 1
44 ............. 6012167 ................... Infeed Roller ........................................................ .......... ........................ 24
45 ............. 6012168 ................... Shaft .................................................................... ................................ 144
46 ............. 6012169 ................... Spring .................................................................. ................................ 144
47 ............. WP2510-247 ............ Anti-Kickback Finger Support Shaft ..................... .................................... 2
48 ............. 6012164 ................... Infeed Roller Spacer ............................................ .................................... 2
49 ............. WP2510-249A ......... Right Cutterhead Base ........................................ .................................... 1
50 ............. 6012116 ................... Washer ................................................................ .................................... 1
51 ............. WP2510-251 ............ Cutterhead Pulley ................................................ .................. .................. 1
52 ............. WP2510-252 ............ Socket Head Cap Screw (Left Thread) ............... M10x20 ....................... 1
53 ............. TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 1
54 ............. WP2510-254 ............ Sprocket ............................................................... 26T ............................. 1
55 ............. 6012178 ................... Anti-Kickback Finger ............................................ .................................. 70
56 ............. 6012161 ................... Washer ................................................................ .................................. 12
29
Page 30

Parts List: Cutterhead Assembly
Index No. Part No. Description Size Qty
57 ............. 6012163 ................... Shaft .................................................................... .................................... 6
58 ............. 6012162 ................... Spring .................................................................. .................................... 6
59 ............. WP2510-259 ............ Right Bracket ....................................................... .................................... 1
60 ............. WP2510-260 ............ Key ....................................................................... 8x7x16 ........................ 1
61 ............. 6012175 ................... Spring .................................................................. .................................. 11
63 ............. WP2510-263 ............ Infeed Roller Shaft ............................................... .................................... 1
64 ............. TS-1505041 ............. Socket Head Cap Screw ..................................... M10x30 ....................... 2
65 ............. WP2510-265 ............ Left Bracket .......................................................... .................................... 1
66 ............. 6012174 ................... Chipbreaker ......................................................... .................................. 11
67 ............. WP2510-267 ............ Chain ................................................................... #40 x 24P ................... 1
68 ............. JWP208HH-111 ....... Knife Insert Screw ................................................ #10-32 x 1/2” .......... 174
69 ............. 1791212 ................... Knife Insert (sold as set of 10) ............................. ................................ 174
70 ............. JJ6HH-113 ............... Star Point Screwdriver (not shown) ..................... .................................... 2
30
Page 31

Table Assembly
31
Page 32

Parts List: Table Assembly
Index No. Part No. Description Size Qty
1 ............... WP2510-501 ............ Roller Bracket ...................................................... .................................... 4
2 ............... BB-6203VV .............. Ball Bearing ......................................................... 6203VV ....................... 4
3 ............... WP2510-503 ............ Roller ................................................................... .................................... 2
4 ............... TS-1540071 ............. Hex Nut ................................................................ M10 ............................. 4
5 ............... TS-1491041 ............. Hex Cap Screw .................................................... M10x30 ....................... 4
6 ............... TS-1540061 ............. Hex Nut ................................................................ M8 ............................... 9
7 ............... WP2510-507 ............ Set Screw ............................................................ M8x40 ......................... 6
8 ............... TS-1502091 ............. Socket Head Cap Screw ..................................... M5x40 ......................... 6
9 ............... WP2510-509 ............ Guide ................................................................... .................................... 2
10 ............. 6012241 ................... Plate ..................................................................... .................................... 2
11 ............. WP2510-511 ............ Shoulder Screw ................................................... .................................... 2
13 ............. 6012239 ................... Sleeve .................................................................. .................................... 2
14 ............. TS-1504051 ............. Socket Head Cap Screw ..................................... M8x25 ......................... 4
15 ............. TS-1551061 ............. Lock Washer ........................................................ M8 ............................. 10
16 ............. TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 4
17 ............. WP2510-517 ............ Pin ........................................................................ .................................... 4
18 ............. WP2510-518 ............ Transfer Roller ..................................................... .................................... 2
19 ............. TS-1522021 ............. Set Screw ............................................................ M5x8 ........................... 6
20 ............. 6012248 ................... Linking Plate ........................................................ .................................... 3
21 ............. 6012261 ................... Ecce ntric Cam ..................................................... .................................... 4
22 ............. 6012260 ................... Shaft .................................................................... .................................... 4
23 ............. TS-2171012 ............. Pan Head Screw .................................................. M4x6 ........................... 1
24 ............. WP2510-111 ............ Key ....................................................................... 5x5x10 ........................ 2
25 ............. WP2510-525 ............ Rear Linking Plate ............................................... .................................... 1
26 ............. 6012258 ................... Shoulder Screw ................................................... .................................... 1
27 ............. WP2510-527 ............ Front Linking Plate ............................................... .................................... 1
28 ............. WP2510-528 ............ Key ....................................................................... 5x5x8 .......................... 1
29 ............. 6012249 ................... Shaft .................................................................... .................................... 1
30 ............. WP2510-530 ............ Pointer ................................................................. .................................... 1
31 ............. 6012214 ................... Handle Knob ........................................................ .................................... 1
32 ............. 6012213 ................... Handle Shaft ........................................................ .................................... 1
33 ............. TS-1505021 ............. Socket Head Cap Screw ..................................... M10x20 ....................... 2
34 ............. TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 1
35 ............. WP2510-535 ............ E-Clip ................................................................... .................................... 1
36 ............. 6012252 ................... Hub ...................................................................... .................................... 1
37 ............. TS-1523021 ............. Set Screw ............................................................ M6x8 ........................... 1
38 ............. TS-1504081 ............. Socket Head Cap Screw ..................................... M8x40 ......................... 6
39 ............. 6012253 ................... Locking Handle .................................................... .................................... 1
40 ............. WP2510-540 ............ Table .................................................................... .................................... 1
41 ............. WP2510-541 ............ Pointer ................................................................. .................................... 1
42 ............. TS-2245102 ............. Button Head Socket Screw .................................. M5x10 ......................... 2
43 ............. WP2510-543 ............ Slide Bracket ........................................................ .................................... 1
44 ............. WP2510-544 ............ Magnetic Bar ........................................................ .................................... 1
45 ............. 6012244 ................... Table Adjusting Hub ............................................ .................................... 2
46 ............. TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 6
47 ............. 6012247 ................... Shoulder Screw ................................................... .................................... 1
48 ............. TS-2361051 ............. Lock Washer ........................................................ M5 ............................... 4
49 ............. WP2510-549 ............ Screw ................................................................... M5x15 ......................... 2
50 ............. TS-1541011 ............. Lock Nut ............................................................... M5 ............................... 2
51 ............. WP2510-551 ............ Wave Washer ...................................................... M5 ............................... 1
52 ............. WP2510-552 ............ Shoulder Screw ................................................... .................................... 1
32
Page 33

Base Assembly
33
Page 34

Parts List: Base Assembly
Index No. Part No. Description Size Qty
1 ............... TS-1504031 ............. Socket Head Cap Screw ..................................... M8x16 ......................... 1
2 ............... TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 1
3 ............... WP2510-603 ............ Motor Pulley ......................................................... .................................... 1
4 ............... WP2510-604 ............ Key ....................................................................... 10x8x56 ...................... 1
5 ............... WP2510-605 ............ Main Motor........................................15HP, 230/460V, 3Ph .................... 1
6 ............... TS-1540071 ............. Hex Nut ................................................................ M10 ............................. 4
7 ............... TS-2361101 ............. Lock Washer ........................................................ M10 ............................. 4
8 ............... TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 8
9 ............... TS-1540081 ............. Hex Nut ................................................................ M12 ............................. 4
10 ............. TS-2360121 ............. Flat Washer ......................................................... M12 ............................. 4
11 ............. 6012123 ................... Adjusting Bolt ....................................................... .................................... 2
12 ............. WP2510-612 ............ Motor Plate .......................................................... .................................... 1
13 ............. TS-1523051 ............. Set Screw ............................................................ M6x16 ......................... 4
15 ............. 6012126 ................... Shaft .................................................................... .................................... 2
16 ............. TS-1524021 ............. Set Screw ............................................................ M8x10 ......................... 2
17 ............. 6012125 ................... Spacer ................................................................. .................................... 2
18 ............. TS-1491081 ............. Hex Cap Screw .................................................... M10x50 ....................... 4
19 ............. WP2510-619 ............ Chain ................................................................... #40 x 54P ................... 1
20 ............. WP2510-620 ............ Chain ................................................................... #40 x 84P ................... 1
21 ............. WP2510-621 ............ Side Cover ........................................................... .................................... 2
22 ............. TS-2246102 ............. Button Head Socket Screw .................................. M6x10 ....................... 20
23 ............. 6012071 ................... Bushing ................................................................ .................................... 4
24 ............. 6012070 ................... Washer Head Screw ............................................ M4x8 ........................... 8
25 ............. 6012068 ................... Rubber Boot ......................................................... .................................... 2
26 ............. 6012069 ................... Driven Lead Screw .............................................. .................................... 1
27 ............. WP2510-111 ............ Key ....................................................................... 5x5x10 ........................ 3
28 ............. WP2510-628 ............ C-Ring .................................................................. ........... ......................... 2
29 ............. BB-6008VV .............. Ball Bearing ......................................................... 6008VV ....................... 2
30 ............. BB-51105 ................. Thrust Bearing ..................................................... 51105 .......................... 4
31 ............. TS-1504041 ............. Socket Head Cap Screw ..................................... M8x20 ......................... 6
32 ............. 6012075 ................... Bracket ................................................................. .................................... 2
33 ............. WP2510-633 ............ Sprocket ............................................................... ............ ........................ 3
34 ............. WP2510-634 ............ Star Washer ......................................................... M25 ............................. 2
35 ............. WP2510-635 ............ Special Nut .......................................................... .............. ...................... 2
36 ............. WP2510-636 ............ Drive Lead Screw ................................................ .................................... 1
37 ............. WP2510-637 ............ Washer ................................................................ .................................... 1
38 ............. WP2510-638 ............ Pin ........................................................................ .................................... 4
39 ............. TS-154010 ............... Hex Nut ................................................................ M16 ............................. 5
40 ............. TS-155010 ............... Flat Washer ......................................................... M16 ............................. 1
41 ............. WP2510-641 ............ Hanger ................................................................. .................................... 4
42 ............. TS-1505041 ............. Socket Head Cap Screw ..................................... M10x30 ....................... 4
43 ............. WP2510-643 ............ Leveling Screw .................................................... M16x80 ....................... 4
44 ............. 6012095 ................... Pad ...................................................................... .................................... 4
45 ............. WP2510-645 ............ Base ..................................................................... .................................... 1
46 ............. TS-1503021 ............. Socket Head Cap Screw ..................................... M6x10 ......................... 5
47 ............. WP2510-647 ............ Front Cover .......................................................... .................................... 1
48 ............. WP2510-648 ............ Rear Cover .......................................................... .................................... 1
49 ............. WP2510-649 ............ Strain Relief ......................................................... .................................... 2
50 ............. WP2510-650 ............ Strain Relief ......................................................... .................................... 4
51 ............. TS-1503041 ............. Socket Head Cap Screw ..................................... M6x16 ......................... 2
52 ............. WP2510-652 ............ Plate ..................................................................... .................................... 1
53 ............. TS-1504011 ............. Socket Head Cap Screw ..................................... M8x10 ......................... 2
54 ............. WP2510-654 ............ Terminal Plate ...................................................... .................................... 1
55 ............. TS-1504051 ............. Socket Head Cap Screw ..................................... M8x25 ......................... 2
57 ............. WP2510-657 ............ Junction Box Cover ............................................. .................................... 1
58 ............. TS-1533032 ............. Pan Head Screw .................................................. M5x10 ......................... 4
59 ............. WP2510-233 ............ Chain ................................................................... #40 x 58P ................... 1
34
Page 35

Parts List: Base Assembly
Index No. Part No. Description Size Qty
60 ............. WP2510-660 ............ S-Ring .................................................................. .................................... 2
61 ............. WP2510-661 ............ Sprocket ............................................................... ............ ........................ 1
62 ............. WP2510-662 ............ S-Ring .................................................................. .................................... 1
63 ............. BB-6203VV .............. Ball Bearing ......................................................... 6203VV ....................... 2
64 ............. WP2510-664 ............ Housing ................................................................ .................................... 1
65 ............. TS-1505021 ............. Socket Head Cap Screw ..................................... M10x20 ....................... 2
66 ............. TS-1551071 ............. Lock Washer ........................................................ M10 ............................. 6
67 ............. TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 2
68 ............. WP2510-215 ............ Key ....................................................................... 5x5x12 ........................ 2
69 ............. WP2510-669 ............ Key ....................................................................... 5x5x15 ........................ 1
70 ............. WP2510-670 ............ Hand Wheel Shaft ................................................ .................................... 1
71 ............. WP2510-671 ............ Spring .................................................................. .................................... 1
72 ............. TS-1523051 ............. Set Screw ............................................................ M6x16 ......................... 1
73 ............. WP2510-673 ............ Bushing ................................................................ .................................... 1
74 ............. WP2510-674 ............ Hand Wheel Assembly ........................................ .................................... 1
75 ............. TS-1550041 ............. Flat Washer ......................................................... M6 ............................... 1
76 ............. TS-1551041 ............. Lock Washer ........................................................ M6 ............................... 1
77 ............. TS-1503051 ............. Socket Head Cap Screw ..................................... M6x20 ......................... 1
78 ............. WP2510-678 ............ Shaft .................................................................... .................................... 1
79 ............. WP2510-679 ............ Sprocket ............................................................... ............ ........................ 1
................. WP2510-GBA .......... Gearbox Assembly (#68, #80-#84, #86, #88-#102, #104-#114, #116) ... 1
80 ............. WP2510-680 ............ S-Ring .................................................................. .................................... 2
81 ............. WP2510-681 ............ Sprocket ............................................................... ............ ........................ 1
82 ............. WP2510-682 ............ C-Ring .................................................................. ........... ......................... 1
83 ............. BB-6205ZZ .............. Ball Bearing ......................................................... 6205ZZ ....................... 1
84 ............. WP2510-684 ............ Shaft .................................................................... .................................... 1
85 ............. WP2510-685 ............ Motor.............................................1/2HP, 230/460V, 3Ph ....................... 1
86 ............. WP2510-686 ............ Key ....................................................................... 5x5x22 ........................ 1
88 ............. WP2510-688 ............ Gear ..................................................................... .................................... 1
89 ............. WP2510-689 ............ Bushing ................................................................ .................................... 1
90 ............. BB-6204ZZ .............. Ball Bearing ......................................................... 6204ZZ ....................... 1
91 ............. WP2510-691 ............ Gearbox ............................................................... .................................... 1
92 ............. WP2510-692 ............ Oil Seal ................................................................ .................................... 1
93 ............. BB-6205ZZ .............. Ball Bearing ......................................................... 6205ZZ ....................... 1
94 ............. TS-1524011 ............. Set Screw ............................................................ M8x8 ........................... 1
95 ............. WP2510-111 ............ Key ....................................................................... 5x5x10 ........................ 2
96 ............. WP2510-696 ............ Worm ................................................................... .................................... 1
97 ............. WP2510-697 ............ Gear ..................................................................... 24T ............................. 1
98 ............. BB-6203ZZ .............. Ball Bearing ......................................................... 6203ZZ ....................... 2
99 ............. BB-6201ZZ .............. Ball Bearing ......................................................... 6201ZZ ....................... 1
100 ........... WP2510-6100 .......... S-Ring .................................................................. .................................... 1
101 ........... WP2510-6101 .......... Gear ..................................................................... 60T .........
102 ........... WP2510-6102 .......... Shaft .................................................................... .................................... 1
103 ........... TS-1550071 ............. Flat Washer ......................................................... M10 ............................. 4
104 ........... WP2510-6104 .......... Oil Seal ................................................................ .................................... 1
105 ........... WP2510-6105 .......... Gasket ................................................................. .................................... 1
106 ........... WP2510-6106 .......... Gearbox Cover .................................................... .................................... 1
107 ........... TS-1503061 ............. Socket Head Cap Screw ..................................... M6x25 ......................... 6
108 ........... WP2510-6108 .......... Pin ........................................................................ .................................... 2
109 ........... WP2510-6109 .......... Sprocket ............................................................... .................................... 1
110 ........... WP2510-6110 .......... S-Ring .................................................................. .................................... 2
111 ........... BB-6202ZZ .............. Ball Bearing ......................................................... 6202ZZ ....................... 1
112 ........... WP2510-6112 .......... Shaft .................................................................... .................................... 1
113 ........... WP2510-124 ............ Key ....................................................................... 5x5x20 ........................ 1
114 ........... WP2510-6114 .......... Gear ..................................................................... 20T ............................. 1
116 ........... WP2510-6116 .......... Oil Plug ................................................................ .................................... 2
117 ........... TS-1490041 ............. Hex Cap Screw .................................................... M8x25 ......................... 4
118 ........... TS-2361081 ............. Lock Washer ........................................................ M8 ............................... 4
119 ........... TS-1550061 ............. Flat Washer ......................................................... M8 ............................... 4
120 ........... WP2510-6120 .......... Motor Cord ........................................................... .................................... 1
121 ........... TS-1505041 ............. Socket Head Cap Screw ..................................... M10x30 ....................... 4
.................... 1
35
Page 36

Parts List: Base Assembly
Index No. Part No. Description Size Qty
122 ........... VB-A86 .................... V-Belt ................................................................... A86 ............................. 3
123 ........... VB-A57 .................... V-Belt ................................................................... A57 ............................. 1
................. WP2510-PCA .......... Power Cord Assembly (#124 - #128) .................. .................................... 1
124 ........... WP2510-6124 .......... Red Cord ............................................................. .................................... 1
125 ........... WP2510-6125 .......... White Cord ........................................................... .................................... 1
126 ........... WP2510-6126 .......... Black Cord ........................................................... .................................... 1
127 ........... WP2510-6127 .......... Grounding Cord ................................................... .................................... 1
128 ........... WP2510-6128 .......... Casing .................................................................. .................................... 1
................. WP2510-MCA .......... Main Motor Cord Assembly (#129 - #133) .......... .................................... 1
129 ........... WP2510-6129 .......... Red Cord ............................................................. .................................... 1
130 ........... WP2510-6130 .......... White Cord ........................................................... .................................... 1
131 ........... WP2510-6131 .......... Black Cord ........................................................... .................................... 1
132 ........... WP2510-6132 .......... Grounding Cord ................................................... .................................... 1
133 ........... WP2510-6133 .......... Casing .................................................................. .................................... 1
134 ........... WP2510-6134 .......... Junction Box ........................................................ .................................... 1
36
Page 37

Parts List: Top Cover Assembly
Index No. Part No. Description Size Qty
1 ............... TS-1504061 ............. Socket Head Cap Screw ..................................... M8x30 ......................... 4
2 ............... WP2510-302 ............ Hinge ................................................................... .................................... 4
3. .............. TS-1505111 ............. Socket Head Cap Screw ..................................... M10x70 ....................... 2
4 ............... TS-1551061 ............. Lock Washer ........................................................ M8 ............................... 6
5 ............... TS-1540061 ............. Hex Nut ................................................................ M8 ............................... 4
6 ............... WP2510-306 ............ Upper Cover ........................................................ ............... ..................... 1
7 ............... TS-2246122 ............. Button Head Socket Screw .................................. M6x12 ....................... 19
8 ............... WP2510-308 ............ Deflection Plate .................................................... .................................... 1
9 ............... WP2510-309 ............ Top Cover ............................................................ .................................... 1
10 ............. TS-2361061 ............. Lock Washer ........................................................ M6 ............................. 19
11 ............. TS-1550041 ............. Flat Washer ......................................................... M6 ............................. 19
12 ............. 6012181 ................... Dust Chute ........................................................... .......... .......................... 1
13 ............. TS-1541041 ............. Nylon Insert Lock Nut .......................................... M10 ............................. 2
14 ............. TS-1540031 ............. Hex Nut ................................................................ M5 ............................... 4
15 ............. TS-1481061 ............. Hex Cap Screw .................................................... M5x25 ......................... 2
16 ............. WP2510-316 ............ Pad ...................................................................... .................................... 2
17 ............. 6012190 ................... Shoulder Screw ................................................... .................................... 2
18 ............. 6012189 ................... Handle ................................................................. .................................... 1
19 ............. TS-1504051 ............. Socket Head Cap Screw ..................................... M8x25 ......................... 2
20 ............. TS-1504071 ............. Socket Head Cap Screw ..................................... M8x35 ......................... 4
37
Page 38

Parts List: Electrical Box Assembly
Index No. Part No. Description Size Qty
1 ............... TS-1531012 ............. Screw ................................................................... M3x6 ........................... 2
2 ............... WP2510-702 ............ Electrical Box ....................................................... .................................... 1
3 ............... WP2510-703 ............ Power Supply ....................................................... .................................... 1
4 ............... WP2510-704 ............ Strain Relief ......................................................... .................................... 1
5 ............... WP2510-705 ............ Strain Relief ......................................................... .................................... 3
6 ............... WP2510-706 ............ Strain Relief ......................................................... .................................... 2
................. WP2610-EBA .......... Electrical Board Assembly (#7 - #17) .................. .................................... 1
7 ............... WP2510-707 ............ Electrical Board .................................................... .................................... 1
8 ............... WP2510-708 ............ Contactor (for 15HP Motor) ................................. .................................... 1
9 ............... WP2510-709 ............ Contactor (for 1/2HP Motor) ................................ .................................... 2
10 ............. WP2510-710 ............ Overload (for 230V, Big Conductor) ................... RA-30 (32-50A) .......... 1
11 ............. WP2510-711 ............ Terminal Board .................................................... .................................... 1
12 ............. WP2510-712 ............ Transformer ......................................................... .................................... 1
13 ............. WP2510-713 ............ Overload (for Small Conductor) ........................... RA-20 (1.6-2.5A) ........ 1
14 ............. WP2510-714 ............ Fuse Support Base .............................................. .................................... 2
15 ............. WP2510-715 ............ Terminal Board .................................................... .................................... 1
16 ............. WP2510-716 ............ Overload (for 460V, Big Conductor) .................... RA-30E (18-26A) ........ 1
17 ............. WP2510-717 ............ Fuse ..................................................................... 250V, 2A ..................... 4
18 ............. TS-1550041 ............. Flat Washer ......................................................... M6 ............................... 4
19 ............. TS-1503031 ............. Socket Head Cap Screw ..................................... M6x12 ......................... 4
20 ............. WP2510-720 ............ Padding ................................................................ .................................... 3
38
Page 39

Electrical Connections – 380 Volt
39
 Loading...
Loading...